dr. philip steele professor mississippi state university
TRANSCRIPT

Dr. Philip SteeleProfessorMississippi State University

Production of Multiple Fuel Types from Bio-oil
Philip H. Steele Venkata K Penmetsa
Satish K Tanneru
Forest Products DepartmentMississippi State University

40-50% oxygen content is the primary factor causing the
negative properties of bio-oil:
• High acidity
• Aging problem (polymerization)
• Immiscibility with petroleum-derived fuels
• Pungent odor
• Low energy density (35 – 40% petroleum fuels)
Bio-oil properties:

Olefination of bio-oil requires reaction of an olefin (10%) with the bio-oil; a relatively high HHV boiler fuel is produced (fuel 1):• Olefination requires alcohol addition at a
relatively low percentage (20%)• An aqueous fraction is produced that reduces
water content of the fuel after being separated from the organic fraction
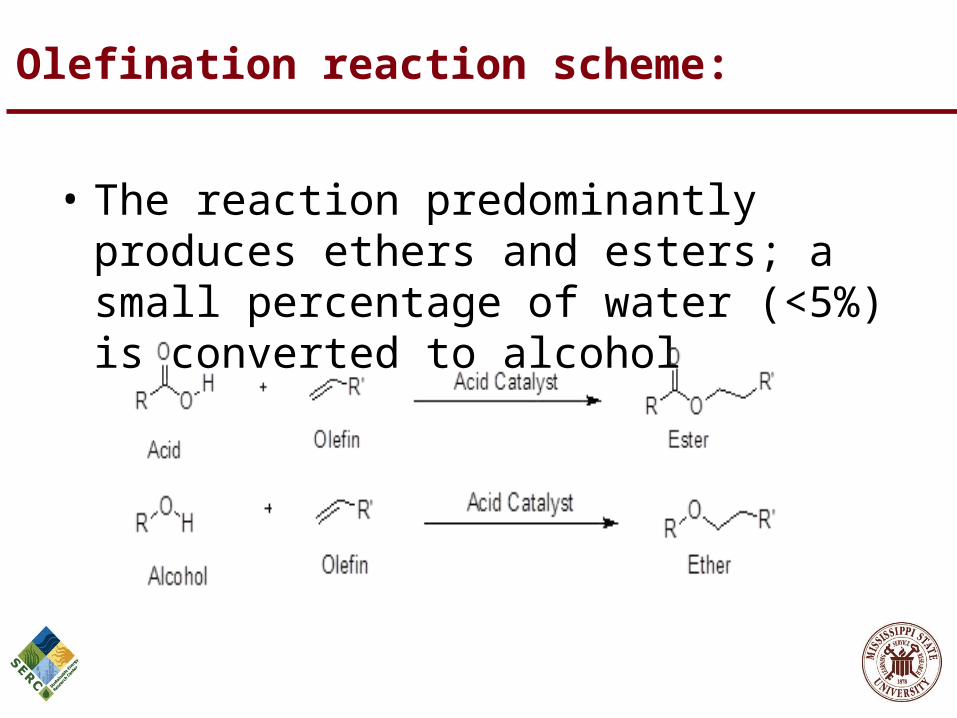
Olefination reaction scheme:
• The reaction predominantly produces ethers and esters; a small percentage of water (<5%) is converted to alcohol

Mass balance of olefination process:
Olefinated bio-oil

Olefination fuel properties:
Raw Bio-oil Boiler Fuel
Acid value 98.0 19.2
HHV, MJ/kg 16.1 34.0
Water, % 30.6 1.7
C, % 36.2 71.1
H, % 7.8 10.0
N, % 0.03 0.1
O, % 55.9 18.8
Product testing:
• A highly combustible boiler fuel is produced by olefination as the test below indicates:

• R-COOH + R’-OH R-COOR’+ H2O
• Complete conversion of the acids, aldehydes, and ketones require 10-14 moles of alcohol per kg of bio-oil; not economically viable
• The high water content (20-30%) in raw bio-oils plus water from the esterification reaction create equilibrium limitations
Catalyst
Esterification to bio-diesel (fuel 2):

• Our research has focused on reducing the amount of alcohol to accomplish the reaction and to provide adequate stability such that equilibrium reaction reversal due to presence of water was slowed
• Aqueous fraction for 20% alcohol is about 20% with about 55% boiler fuel yield
Esterification to bio-diesel (fuel 2):

Esterification to bio-diesel (fuel 2, early results):
Raw Bio-oil Bio-diesel ASTM D 6751 bio-diesel
Acid value 98.0 16.7 0.5
HHV, MJ/kg 16.1 36.5 36
Water, % 30.6 5.3 0.05
C,% 36.2 78.2 77
H,% 7.8 9.7 12
N,% 0.03 0.4 0.05
O,% 56.0 11.7 11

Bio-oil hydroprocessing to hydrocarbons:
Bio-oil
Packed bed reactor Continuous stirred tank reactor
Using 100% hydrogen
Low hydrogen* (<50%)
*Provisional patent filed

Both packed bed reactor hydrogen processing and low hydrogen autoclave HT a high-quality hydrocarbon mix is produced:
100%Hydrogen/
Removal of oxygenated compounds
Upgraded bio-oil
Water
Hydrocarbons
Bio-oil
Low Hydrogen*
*Provisional patent filed

Packed bed reactor plugging and catalyst deactivation occurs quickly:
Hydrotreating plugging Catalyst deactivation
Elliott (2007) Coke plugging 48 h
Elliott (2009) Coke plugging 100 h
Elliott (2010) Coke plugging 10 – 100 h
Elliott (2012) Coke plugging 90 – 91.5 h
MSU experiments (2012)
Coke plugging 28 h and improving

MSU continuous packed bed reactor:

Hydroprocessing with the MSU continuous packed bed reactor (fuel 3): Raw bio-oil MSU hydrocarbons *Elliott et al
2012
Acid value 98.0 13.4
HHV, MJ/kg 16.1 41.3
Water, % 30.6 1.9 0.3
Yield % 38 42
C,% 36.2 79.0 84.0
H,% 7.8 10.6 10.4
N,% 0.03 0 0.1
O,% 56.0 10.4 2.1
*Energy and Fuels 26(6):3891-3896. doi:10.1021/ef3004587

Hydrotreating bio-oil with low hydrogen:• MSU has developed a hydroprocessing
technique (provisional patent filed) utilizing low hydrogen rather than 100% hydrogen for the hydrotreating stage
• This can allow a low hydrogen hydrotreating closer to the resource rather than at a methane cracking facility; the stabilized bio-oil can then be transported and stored without aging

1st stage hydrotreating comparing 100% hydrogen and low hydrogen results (fuel 4):Raw Bio-oil Hydrogen Low Hydrogen
Acid value 98.0 55.5 51.6
HHV, MJ/kg 16.1 34.7 36.5
Water, % 30.6 3.1 2.7
C,% 36.2 73.7 76.4
H,% 7.8 9.7 9.1
N,% 0.03 0 0
O,% 56.0 15.2 14.0

Comparison of diesel fuel with hydrocarbon mix produced with low hydrogen HT followed by 100% hydrogen HC and comparison with diesel fuel (fuel 4, early results): Raw Bio-oil HC bio-oil (H2) Diesel
Acid value 98.0 < 0.1 0
HHV, MJ/kg 16.1 43.0 45.8
Water, % 30.6 0.5 0
C,% 36.2 86.2 85.1
H,% 7.8 12.1 12.2
N,% 0.03 0.01 0
O,% 56.0 1.5 0

Simulated distillation of hydrocarbon mix produced by low hydrogen HT followed by 100% hydrogen HC:
Gasoline, 55%

• MSU has explored both traditional and new approaches to upgrading bio-oil
• Olefination is a novel method of producing a boiler fuel (fuel 1) with low water content and a relatively high HHV of 34 MJ/kg (patent pending)
• Esterification of bio-oil to biodiesel produces a high energy (36.5 MJ/kg) boiler fuel (fuel 2) with the potential to produce biodiesel meeting ASTM transportation fuel quality
• MSU has progressed to production of mixed hydrocarbons with packed bed technology (fuel 3); improvement is ongoing
Summary:

• MSU has pioneered the utilization of low hydrogen in the hydrotreating stage to conserve hydrogen. The resulting mixed hydrocarbons (fuel 4) contain the petroleum molecular weight equivalents of 55% gasoline, 30% jet fuel and 15% diesel
Summary:

Acknolwedgement:
• This research is based upon work funded through the Sustainable Energy Research Center at Mississippi State University and is supported by the Department of Energy under Award Number DE-FG3606GO86025.

Production of Multiple Fuel Types from Bio-oil
Philip H. Steele Venkata K Penmetsa
Satish K Tanneru
Forest Products DepartmentMississippi State University

Dr. Philip SteeleProfessorMississippi State University