
UNIVERSIDADE FEDERAL DE GOIÁS – UFG
REGIONAL CATALÃO
ESPECIALIZAÇÃO EM TRATAMENTO DE MINÉRIOS
DAISUKE YAMAKI
REFORMA DE UM ELEVADOR DE CANECAS DE UMA UNIDADE DE
GRANULAÇÃO DE FERTLIZANTES
CATALÃO
Dezembro, 2014
DAISUKE YAMAKI
REFORMA DE UM ELEVADOR DE CANECAS DE UMA UNIDADE DE
GRANULAÇÃO DE FERTILIZANTES
Orientador: Prof. Dr. André Carlos Silva
CATALÃO
Dezembro, 2014
Monografia apresentada ao
curso de pós-graduação em
Tratamento de Minérios da
Universidade Federal de Goiás
– UFG, como requisito parcial
para obtenção do título de
Especialista em Tratamento de
Minérios.
Dados Internacionais de Catalogação na Publicação na (CIP)
(GPT/BSCAC/UFG)
Y19r
Yamaki, Daisuke.
Reforma de um elevador de canecas de uma unidade de
granulação de fertilizantes [manuscrito] / Daisuke Yamaki. - 2014.
48 f. il., figs, tabs.
Orientador: Profº Dr. André Carlos Silva.
Monografia (Especialização) – Universidade Federal de Goiás,
Regional Catalão, Departamento de Engenharia de Minas, 2014.
Bibliografia.
Inclui figuras e tabelas.
1. Confiabilidade. 2. Elevador de canecas. 3. PDCA. 4.
Transporte de material. I. Título.
CDU: 622.67
DAISUKE YAMAKI
REFORMA DE UM ELEVADOR DE CANECAS DE UMA UNIDADE DE
GRANULAÇÃO DE FERTILIZANTES
Monografia apresentada ao curso de pós-graduação em Tratamento de Minérios da
Universidade Federal de Goiás – UFG, como requisito parcial para obtenção do título de
Especialista em Tratamento de Minérios.
BANCA EXAMINADORA
___________________________________________
NOME
Universidade
___________________________________________
Elenice Maria Schons Silva
Universidade federal d Goiás - UFG
___________________________________________
Dr. André Carlos Silva (ORIENTADOR)
Universidade Federal de Goiás – UFG
Aprovado em 17/12/2014

RESUMO
Este trabalho tem por finalidade analisar os dados de falhas de equipamento e processo de um
transportador vertical, conhecido como elevador de canecas durante o processo de
beneficiamento de rocha fosfática para produção de fertilizantes e propor melhoria de forma
que o torne mais confiável. Os dados levantados indicaram que o transportador atual cujas
canecas são fixas em correias está subdimensionado, causando desarmes por sobrecarga e
rompimento da correia, gerando paradas não programadas (manutenção corretiva) de todo
processo produtivo. Os dados foram extraídos de uma planilha de controle de paradas da
unidade no período de Janeiro a Julho de 2013. Neste período foram levantadas 24,8 horas de
paradas não programadas deste equipamento atribuídas a falhas de processo e equipamento.
Deste total, pode-se considerar 18,4 horas que poderiam ter sido evitadas com o
redimensionamento do equipamento. Foi realizado um estudo em parceria com um fabricante
deste tipo de equipamento com larga atuação no mercado e o resultado desta análise foi
substituí-lo por um elevador de canecas tipo centrífugo com canecas fixas em correntes e
aumento da capacidade de transporte de 30 para 45 toneladas/ hora.
Palavras-chave: Confiabilidade; elevador de canecas; PDCA; transporte de material.

ABSTRACT
This study aims to analyze the data equipment and a vertical conveyor, known as bucket
elevator during the processing of phosphate rock for fertilizer production and propose
improvements in order to make it more reliable. The data collected indicated that the current
carrier whose buckets are fixed in belt is undersized, causing trips due to overload and break
of the belt, causing unscheduled downtime (corrective maintenance) of the whole production
process. Data were extracted from a spreadsheet control stops the unit in the period January to
July 2013. This period were raised 24.8 hours of unscheduled downtime and this equipment
assigned to process and equipment failures. Of this total, can consider 18.4 hours that could
have been avoided with the resizing of the equipment. A study in partnership with a
manufacturer of this type of equipment with extensive experience in the market and the result
of this analysis was to replace it with one centrifugal type whose bucket fixed in chains and
increase transport capacity from 30 to 45 tons / hour was held.
Keywords: Reliability; bucket elevator, PDCA, material conveying
LISTA DE FIGURAS
Figura 1 – Elevador de Canecas ............................................................................................... 19
Figura 2 – Pé do elevador de canecas ....................................................................................... 23
Figura 3 – Tipos de carga do elevador de canecas ................................................................... 23
Figura 4 – Corpo externo do elevador ...................................................................................... 24
Figura 5 – Canecas fixas em correntes ..................................................................................... 24
Figura 6 – Cabeça do elevador de canecas com sistema de acionamento ................................ 25
Figura 7 – Ciclo PDCA ............................................................................................................ 26
Figura 8 – Diagrama de ISHIKAWA ....................................................................................... 29
Figura 9 – Ciclo PDCA do projeto ........................................................................................... 30
Figura 10 – Paradas não programadas do elevador de canecas 80-21180, de Janeiro de 2013 a
Julho de 2013 ............................................................................................................................ 31
Figura 11 – Diagrama de ISHIKAWA das prováveis causas do fênomeno ............................. 33
Figura 12 – Desenho do conjunto do novo elevador de canecas .............................................. 36
Figura 13 – Especificações técnicas do novo elevador de canecas .......................................... 37
Figura 14 – Comparativo entre canecas atual x novo (Rexnord) ............................................. 38
Figura 15 – Roda dentada tripartida ......................................................................................... 38
Figura 16 – Mancais inferiores Ni - Hard................................................................................. 39
Figura 17 – Modelo do modo inferior com elevador com quatro portas de inspeção .............. 39
Figura 18 – Sistema de contra peso do elevador ...................................................................... 40
Figura 19 – Fixação do cubo e do eixo ..................................................................................... 41
Figura 20 – Planilha de análise financeira do projeto .............................................................. 42
Figura 21 – Cronograma físico da reforma do elevador com duração de 40 horas. ................. 43
Figura 22 – Canecas antigas com correias e canecas novas com correne ................................ 44
Figura 23 – Cabeça superior e canecas ..................................................................................... 44
Figura 24 – Novos módulos superior e inferior montados ....................................................... 45
Figura 25 – Paradas não programadas do levador de canecas 80-21180, de Janeiro de 2014 a
Junho de 2014 ........................................................................................................................... 45
Figura 26 – Carga média em t/h de Junho de 2013 a Junho de 2014 ....................................... 46

LISTA DE TABELAS
Tabela 1 – Identificação do fênomeno de falha ........................................................................ 32
Tabela 2 – Análises de causas prováveis de falha .................................................................... 34

SUMÁRIO
1. INTRODUÇÃO .................................................................................................................. 13
2. OBJETIVOS ....................................................................................................................... 15
2.1 Objetivo geral .................................................................................................................. 15
2.1 Objetivos específicos ....................................................................................................... 15
3. JUSTIFICATIVA ............................................................................................................... 16
4. REVISÃO BIBLIOGRÁFICA .......................................................................................... 17
4.1 Anglo American Fosfatos Brasil ..................................................................................... 17
4.1.1 Granulação 80 ........................................................................................................... 17
4.2 Elevadores de canecas ..................................................................................................... 19
4.3 Tipos de elevadores de canecas ....................................................................................... 20
4.3.1 Elevadores contínuos ................................................................................................ 20
4.3.2 Elevadores centrífugos ............................................................................................ 21
4.4 Operações de carga e descarga dos elevadores de canecas ............................................. 21
4.5 Principais componentes dos elevadores de canecas ........................................................ 22
4.6 Ciclo PDCA ..................................................................................................................... 26
4.7 Diagrama de ISHIKAWA .............................................................................................. 27
5. METOLOGIA ..................................................................................................................... 29
5.1 Planejameno .................................................................................................................... 30
5.1.1 Levantamento de dados ............................................................................................. 30
5.1.2 Análise de falhas ........................................................................................................ 31
5.1.3 Estudo de Melhoria .................................................................................................... 35
5.1.4 Análise econômica do projeto ................................................................................... 41
5.1.5 Planejameno do projeto ............................................................................................. 43
5. 2 Execução ......................................................................................................................... 43
6. RESULTADOS E DISCUSSÃO ....................................................................................... 45
7. CONCLUSÕES ................................................................................................................... 47
8. REFERÊNCIAS ................................................................................................................. 48
13
1. INTRODUÇÃO
A operação eficaz e prolongada dos sistemas de transporte de materiais a granel, é
uma exigência vital em muitos domínios. Nas indústrias de mineração, hoje caracterizadas por
unidades de grandes volumes de produção e de alta complexidade, e dotadas de sistemas
sofisticados de transporte vertical de materiais a granel, impõe-se, com grande acuidade, a
necessidade de conhecer e controlar as possibilidades de falhas, parciais ou totais, que possam
comprometer a missão produtiva. As paradas não programadas destes equipamentos de
transporte vertical traduzem-se por elevados prejuízos financeiros.
Com isto, justifica-se uma análise das principais falhas de processos e de
equipamentos de transporte vertical de granéis sólidos, conhecidos como elevadores de
canecas em uma das unidades de produção de fertilizantes, identificando a funcionalidade ou
desempenho requerido pelo equipamento no seu contexto operacional, identificando os modos
de falha e as causas prováveis e então detalhando os efeitos e consequências destas falhas.
Isto permite avaliar a criticidade das falhas e identificar as consequências significativas que
afetam a segurança, disponibilidade ou custo.
O elevador de canecas é um dos transportadores, projetados com o objetivo primário
de elevar materiais a granel na vertical. O projeto deste tipo de equipamento é bastante
simples, na qual faz com que ele seja uma das formas viáveis de transporte vertical nas
indústrias nos dias de hoje. O equipamento se caracteriza por ocupar um pequeno espaço na
vertical e conseguir elevar taxas consideráveis de material. O elevador de canecas estudado
refere-se à identificação 80-21180 pertencente à unidade de Granulação 80, pertencente à
empresa Anglo American Fosfatos Brasil em Catalão/GO. Para o desenvolvimento do estudo
técnico do elevador de canecas foi utilizada a metodologia do ciclo PDCA (Plan-Do-Check-
Act).
Através destes dados, foi aplicada a técnica dos 5 W+H para identificação do
fenômenos de falhas do elevador de canecas e o diagrama de Ishikawa para identificar as
causas dos fenômenos. Após isto, foi aplicada a técnica dos 5 Porquês para identificar as
causas mais prováveis das falhas. A conclusão desta análise mostrou que o referido elevador
de canecas opera com carga superior ao projetado tendo como consequências o transbordo das
canecas, que causa o acúmulo de material no pé do elevador. Por falta de rotina de limpeza
que requer parada do equipamento, ocorre desgaste excessivo da correia de transmissão das
canecas e rompimento da mesma, devido à sobrecarga.
14
Após obtenção da proposta técnica e comercial, foi elaborada uma análise de
viabilidade econômica do projeto que se mostrou bastante viável, na qual teve a aprovação da
Alta Direção da empresa para implementação. O projeto foi implementado em Dez/2013 e os
resultados mostraram-se satisfatórios, com redução das paradas não programadas do novo
equipamento e também um aumento de carga da unidade industrial.
15
2. OBJETIVOS
2.1 Objetivo geral
O presente trabalho tem como principal finalidade, aprofundar conhecimento técnico,
melhorar o desempenho global do elevador de canecas de transporte de fertilizantes. As
constantes paradas não programadas deste equipamento tem causado a parada global da
unidade industrial, impactando nos resultados financeiros da empresa.
2.2 Objetivos específicos
Aprofundar conhecimento em equipamento de transporte vertical como elevador de
canecas;
Estudar e aplicar a metodologia do ciclo PDCA e do diagrama Ishikawa;
Aumentar a disponibilidade da unidade industrial, através de redução de falhas de
processo e equipamento;
Reduzir o risco de acidentes com constantes intervenções de manutenção e limpeza do
equipamento;
Substituir o equipamento;
Aumentar o lucro operacional do negócio.
16
3. JUSTIFICATIVA
O elevador de canecas, apesar de ter uma construção mecânica não complexa, tem
causado paradas não programadas emergenciais, cujas principais causas são quebra da fixação
de canecas, ruptura de correntes, quebra do eixo motriz, corpos estranhos que travam o
equipamento causando severos danos mecânicos, na qual podem causar paradas de até 36
horas e gerar grandes prejuízos financeiros.
O aprofundamento de estudo para este tipo de equipamento se faz necessário para
entender os principais mecanismos de falhas mecânicas e operacionais e identificar as causas
prováveis do fenômeno de falhas e gerar ações robustas de forma a minimizar as falhas e
assim obter maior confiabilidade destes equipamentos.
Com o intuito de alcançar o obtivo proposto de aprofundar os conhecimentos técnicos
com o intuito de alcançar um melhor desempenho global do elevador de canecas de transporte
de granéis sólidos de uma indústria de mineração e suas constantes paradas não programadas.
O estudo inicial foi realizado no equipamento cuja identificação é 80-21180 na unidade de
Granulação 80 da empresa Anglo American Fosfatos Brasil em Catalão/GO, o que motivou a
realização deste estudo foi a existência de um elevador de canecas antigo com as canecas
fixas em correia, diferente dos demais elevadores existentes na unidade que possuem canecas
fixas por corrente.
Em função das metas estabelecidas de desempenho global desta unidade industrial,
Granulação 80, foi identificada uma oportunidade de melhoria e aumento da capacidade
produtiva, que veio a justificar o estudo de uma possível melhoria e a futura implementação
do novo projeto para o elevador de canecas com identificação 80-21180.

17
4. REVISÃO BIBLIOGRÁFICA
4.1 Anglo American Fosfatos Brasil
A Anglo American Fosfatos Brasil pertence ao grupo Anglo American plc, que é um
dos maiores grupos de mineração e recursos naturais do mundo, com sede no Reino Unido e
ações negociadas nas bolsas de Londres e Johanesburgo. Seu portfólio de negócios atende às
diferentes necessidades dos clientes e abrange commodities de alto volume como minério de
ferro e manganês, carvão metalúrgico e carvão mineral, metais básicos e minerais como
cobre, níquel, nióbio e fosfatos e metais e minerais preciosos, nos quais é líder global em
platina e diamantes. O Grupo tem presença global com operações na África, Europa, América
do Sul e do Norte, Austrália e Ásia.
A empresa atua no Brasil desde 1973 e hoje está presente no país com quatro
produtos:
Minério de ferro com o sistema Minas-Rio, o maior projeto de exploração de
minério de ferro em desenvolvimento no mundo, e o Sistema Amapá, em
operação nos municípios de Pedra Branca do Amapari e Santana;
Níquel com operações nos municípios de Barro Alto e Niquelândia em Goiás;
Nióbio com operações nos municípios de Ouvidor e Catalão em Goiás;
Fosfatos com três operações no Brasil, sendo a mina e a unidade de
beneficiamento, localizadas em Ouvidor, no estado de Goiás e duas unidades
de processamento, localizadas em Catalão, também no estado de Goiás, e em
Cubatão, em São Paulo.
A Anglo American Fosfatos Brasil é uma das maiores fabricantes de fertilizantes
fosfatados do Brasil e tem uma capacidade de produção anual de 1,35 milhões de toneladas de
concentrado de fosfato.
A Anglo American Fosfatos Brasil produz fertilizantes fosfatados de alta (40% de
P2O5) e baixa (20% de P2O5) concentração, fosfato bicálcico (DCP) para alimentação animal
e ácidos (fosfórico, sulfúrico e fluossilícico) para uso industrial.
4.1.1 Granulação 80

18
A Anglo American Fosfatos Brasil, unidade de Catalão/GO, é uma planta minero-
química com produção de ácidos sulfúrico e fosfórico e processamento mineral para produção
de fertilizantes e fosfato bicálcico (DCP). Esta unidade possui três unidades de granulação
para produção de fertilizantes, sendo uma delas, a unidade de Granulação 80.
A unidade de granulação tem como característica em transformar o superfosfato em
fertilizante. O superfosfato é resultante do tratamento de concentrado fosfático úmido com
ácido sulfúrico, cujo processo é conhecido como acidulação. O principal objetivo do processo
de produção de superfosfatos é a conversão do fosfato contido no mineral apatítico em uma
forma mais solúvel e entre os fatores que influenciam a química de produção dos
superfosfatos, temos a temperatura e a concentração do ácido sulfúrico utilizado, a relação
mássica entre o ácido e a rocha, a distribuição granulométrica da rocha, e o tempo de reação.
Após o tempo determinado de cura em armazéns, o superfosfato é retomado através de
moega de alimentação e inicia-se o processo de granulação. Este processo se inicia através de
um equipamento conhecido como granulador que é tambor rotativo inclinado, revestido
internamente com mantas de borracha flexíveis resistentes à temperatura e ataque químico.
No interior do granulador existem tubulações para adição de lama, ácido sulfúrico, ácido
fosfórico, soluções vindas das lavadoras de gases, vapor e amônia. No final do granulador, o
produto é descarregado através de uma calha de alimentação para o secador rotativo.
Na entrada do secador existem aletas helicoidais que aceleram o carregamento do
material para a região de secagem. Na descarga do secador o produto seco é descarregado
pelo fundo para um elevador de canecas que alimenta a peneira vibratória eletromagnética. O
material classificado nas peneiras de duplo estágio de peneiramento cai na correia
transportadora que alimenta o resfriador rotativo. O material fino vai para uma correia de
reciclo e o material grosso alimenta os moinhos de correntes, que depois de moídos vão para
correia de reciclo.
Na entrada do resfriador rotativo existem aletas helicoidais que aceleram o
carregamento do material para a região de resfriamento. A depressão no sistema do resfriador
é causada pelo exaustor instalado na saída do filtro de mangas. O material descarregado do
resfriador alimenta o elevador de canecas 80-21180, que é objeto de estudo deste trabalho. O
material do elevador de canecas 80-21180 é descarregado no transportador de correia, que por
sua vez, alimenta outro transportador de correia de expedição do produto acabado da unidade
que descarrega no armazém de produto final.
19
4.2 Elevadores de canecas
O transportador denominado elevador de canecas ou caçambas é um equipamento que
tem a finalidade de elevar materiais granulados a uma altura suficiente para despejá-los em
algum ponto pré-determinado através das calhas ou tubulações (KEPLER WEBER, 2004).
Sendo o melhor meio de transporte vertical, os elevadores de canecas devem ser projetados de
várias formas, levando em conta a altura e características físicas dos materiais granulados a
serem transportados.
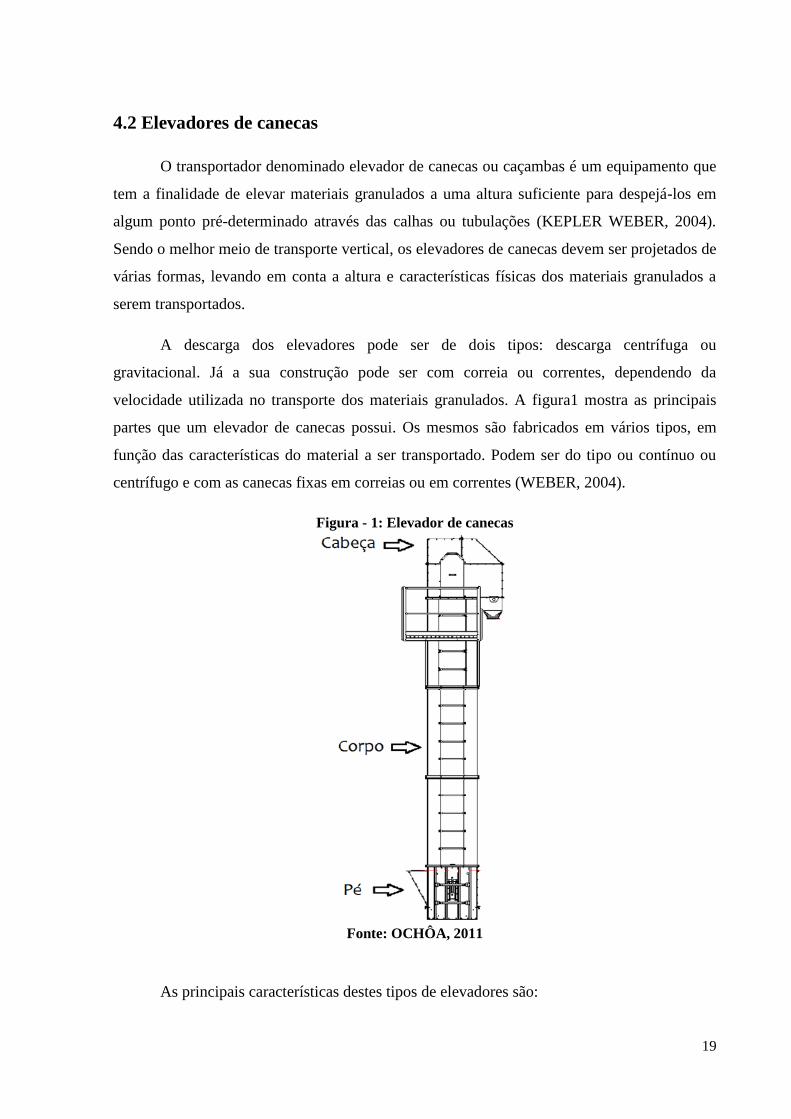
A descarga dos elevadores pode ser de dois tipos: descarga centrífuga ou
gravitacional. Já a sua construção pode ser com correia ou correntes, dependendo da
velocidade utilizada no transporte dos materiais granulados. A figura1 mostra as principais
partes que um elevador de canecas possui. Os mesmos são fabricados em vários tipos, em
função das características do material a ser transportado. Podem ser do tipo ou contínuo ou
centrífugo e com as canecas fixas em correias ou em correntes (WEBER, 2004).
Figura - 1: Elevador de canecas
Fonte: OCHÔA, 2011
As principais características destes tipos de elevadores são:
20
Possui grande capacidade de transporte comparado a outros tipos fabricados;
Pode transportar diferentes tipos de produtos;
Sua descarga pode ser centrífuga ou por gravidade;
Produz baixo nível de ruído;
Sua montagem é modular, permitindo facilidade de montagem e transporte;
Sua vida útil é elevada, se realizada a manutenção preventiva e preditiva.
4.3 Tipos de elevadores de canecas
4.3.1 Elevadores contínuos
Os elevadores contínuos caracterizam-se por suas canecas espaçadas, por sua baixa
velocidade e também por na maioria das vezes, trabalharem em plano inclinado de 30º com a
vertical, porém podem operar verticalmente (WEBER, 2004).
Este tipo de elevador foi projetado para elevação de materiais abrasivos e de alta
granulometria, mas são também empregados na elevação de materiais frágeis ou
extremamente finos como cimento e cal. Sua inclinação e baixa velocidade lhe proporcionam
excelente rendimento devido à facilidade de alimentação total das canecas assim como
descarga mais suave.
Entre as canecas praticamente não existe espaçamento e o seu formato além de
proporcionar total carregamento, faz como que na descarga a caneca da frente sirva de calha
de descarga do material da caneca seguinte.
Os elevadores de caneca contínuos podem ser:
Contínuo de correia – normalmente encontrados em transportes de materiais frágeis,
pulverizáveis ou fluidos. Possuem carregamento por alimentação direta e operam em
baixas velocidades e seus conjuntos de cabeceira são maiores que o dos centrífugos;
Contínuos de corrente – utilizado no transporte de materiais pesados e de maior
granulometria, sendo as canecas fixadas por um par de correntes que são acionadas
por rodas dentadas.

21
4.3.2 Elevadores centrífugos
Os elevadores centrífugos são elevadores que possuem as canecas espaçadas, operam
na vertical e em velocidade maior que os contínuos. A descarga do material elevado é feita
pela ação da força centrífuga desenvolvida quando as canecas passam ao redor do tambor de
acionamento. É indicado para elevação de materiais de livre vazão, tais como grãos, areia,
carvão triturado e produtos químicos secos (WEBER, 2004). Os espaçamentos das canecas na
elevação de materiais que ocorre em elevadores industriais devem ser de 2 a 3 vezes o valor
de sua projeção.
Os elevadores de caneca centrífugos podem ser:
Centrífugos de correia – normalmente utilizados para transporte de materiais finos,
secos e de fácil escoamento, e que não possuem fragmentos que possam danificar a
correia. Suas canecas são fixadas diretamente na correia por parafusos, com o
espaçamento ideal para permitir o basculamento da caneca;
Centrífugos de corrente – também utilizados para materiais de escoamento fácil e não
abrasivos, que possam estar depositados no fundo do transportador. Para o
deslocamento da corrente são utilizadas rodas dentadas, que impossibilitam o
deslizamento durante os carregamentos. (WEBER, 2004).
4.4 Operações de carga e descarga dos elevadores de canecas
A alimentação do material nas canecas pode ser por gravidade ou alimentação direta e
por captação ou dragagem.
Alimentação direta – a entrada de materiais no elevador de canecas é efetuada
diretamente sobre a caneca, provocando o seu enchimento;
Dragagem – as canecas do elevador precisam passar pelo fundo do transportador para
“carregar” o material que nele está depositado. (WEBER, 2004).
Na alimentação por captação ou dragagem, quanto menor for o espaçamento entre as
canecas, mais suavemente é feita a carga com menor esforço para a correia. O fundo do poço
do elevador deve ter uma curva de concordância com o movimento das canecas, pois isso
auxilia na alimentação, bem como na sua própria limpeza. O pé do elevador, também
chamado de poço do elevador, deve ser mantido permanentemente limpo. O acúmulo de
material no poço do elevador, principalmente se o material for de natureza agregável,
22
provocara impactos contra as canecas e, por conseguinte seu arrancamento ou ruptura da
correia.
Para evitar danos à correia e ao tambor, por materiais que possam vim a cair entre esses
no momento da alimentação, é utilizado pouco acima do tambor de retorno um protetor em
“V” invertido. Para a descarga, deve-se levar em conta a relação entre a força peso do
conjunto caneca material-tambor e a força centrífuga, velocidade do elevador de canecas e
tipo de descarga:
Centrífugos – elevador que utiliza a força centrífuga para efetuar a descarga do
material do interior de suas canecas. Precisa, portanto, operar com maiores
velocidades para que o material consiga ser “lançado” para as calhas de descarga;
Gravidade – elevador que utiliza o peso do material para realização da descarga,
este tipo de descarga possuem velocidade baixa;
Misto – O elevador utiliza a força centrifuga, mas também suas canecas estão
montadas em sequência, como nos de gravidade. (WEBER, 2004).
A descarga de um elevador de canecas pode ser efetuada de duas formas:
Periférica – utilizada nos casos dos transportadores contínuos e centrífugos, onde o
material é descarregado por uma saída lateral ao equipamento;
Central – utilizada em condições especiais em que seja necessária uma descarga na
parte central do elevador de canecas, utilizando-se correntes com canecas pivotadas
que, ao passarem pelo ponto mais alto do trajeto sofrem ação de batentes que fazem
com que as canecas girem sobre os tambores vazados, e consequentemente o material
seja despejado em calhas situadas entre os lados do transportador. (WEBER, 2004).
4.5 Principais componentes dos elevadores de canecas
O elevador de canecas é composto basicamente por cinco componentes: o pé do
elevador, as calhas, a corrente com canecas, cabeça e o acionamento. O pé do elevador é um
componente existente na parte inferior do elevador onde é realizado o carregamento do
material a granel. A operação de carregamento se for efetuado pelo lado ascendente das
canecas deve ter a bica de carga acima do eixo da roda dentada inferior de esticagem da
corrente, já quando for realizado pelo lado descendente das canecas a bica deve estar abaixo
deste eixo.
23
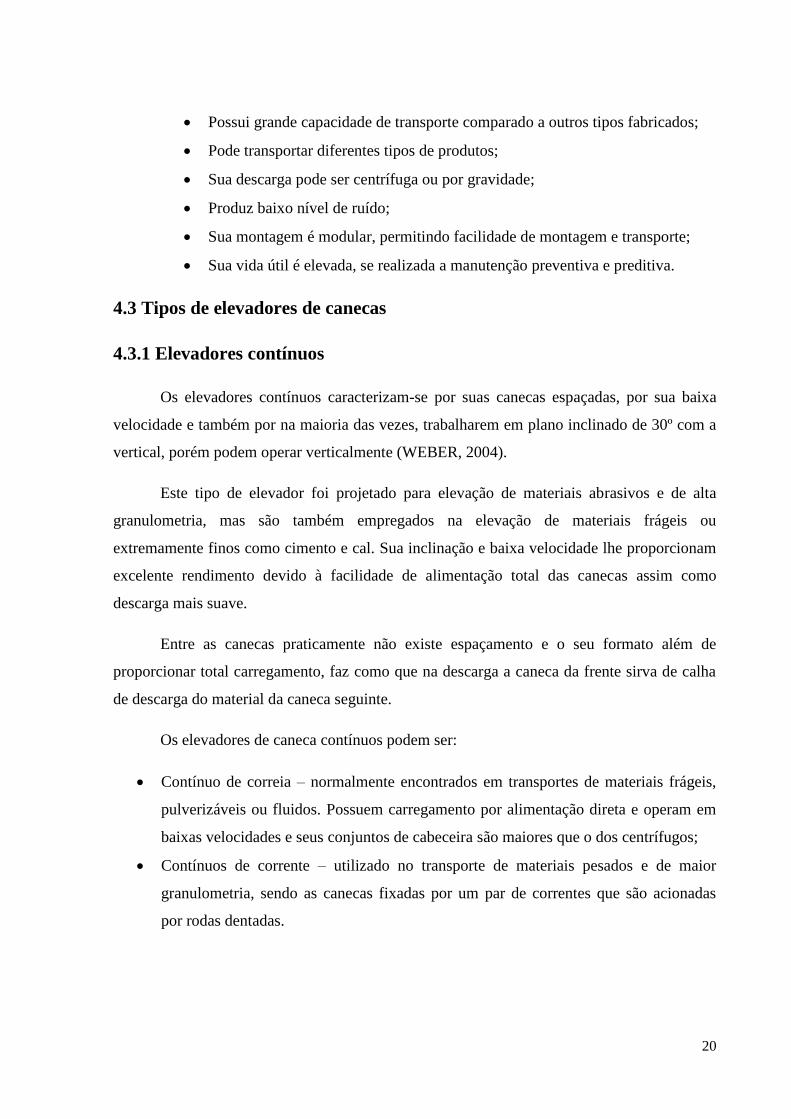
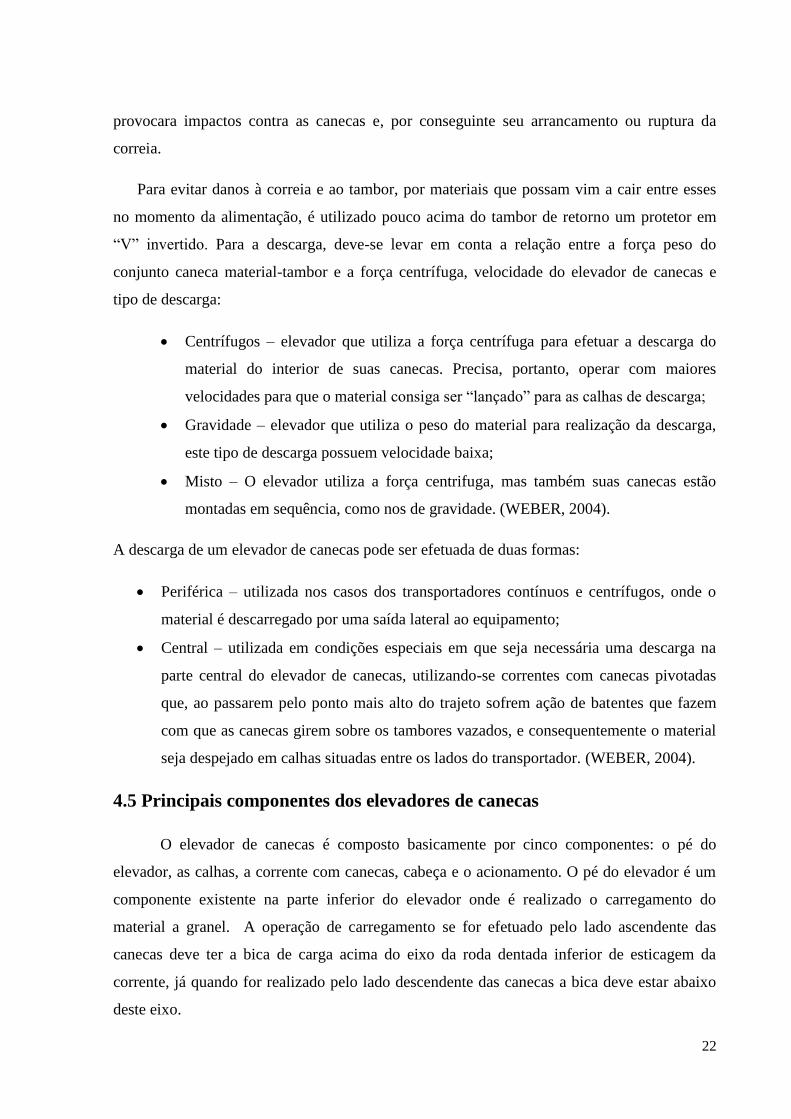
A figura 2 mostra o pé do elevador, e a figura 3 mostra a posição da bica em função do
sentido de movimentação das canecas, com o lado recomendado para carga do produto.
Figura - 2: Pé do elevador de canecas
Fonte: Rexnord Correntes Ltda (2013)
Figura - 3: Tipos de carga do elevador de canecas
(a) (b)
Fonte: Weber (2004)
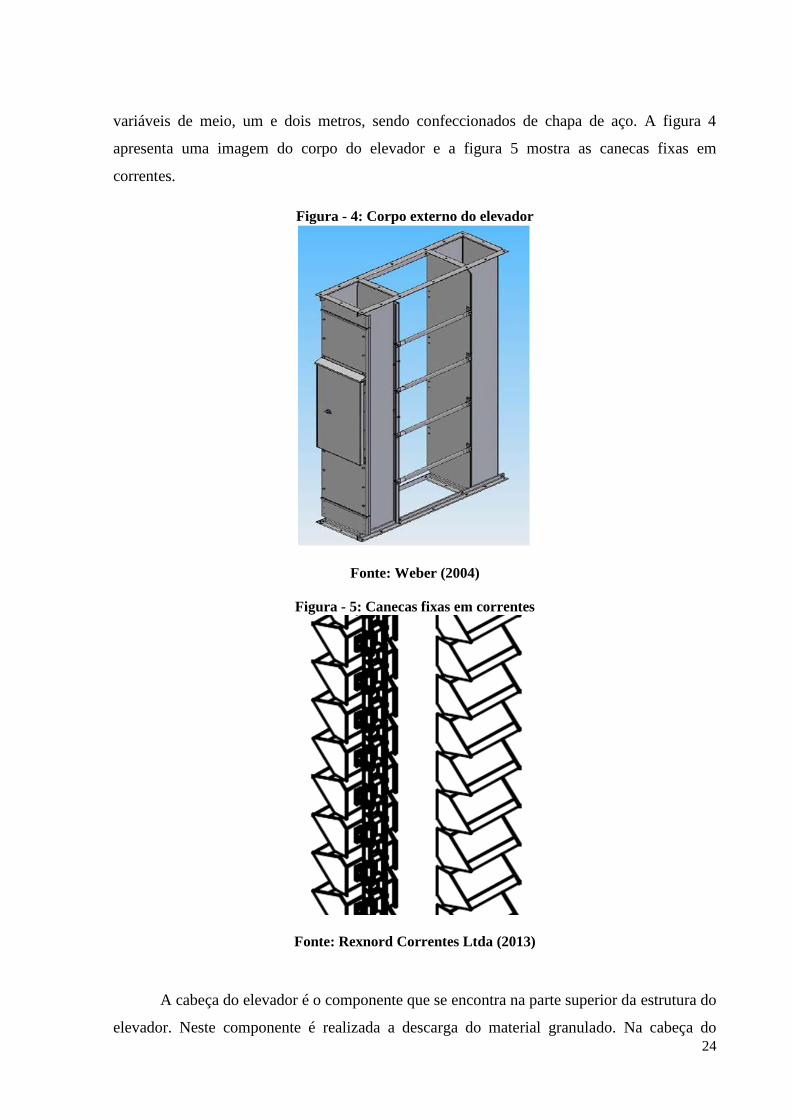
O corpo do elevador é a parte que compreende entre a cabeça e o pé do elevador. No
seu interior são efetuados os movimentos ascendentes e descendentes das canecas. O corpo
tem sua construção de forma modular, com suas extremidades flangeadas e comprimentos de
24
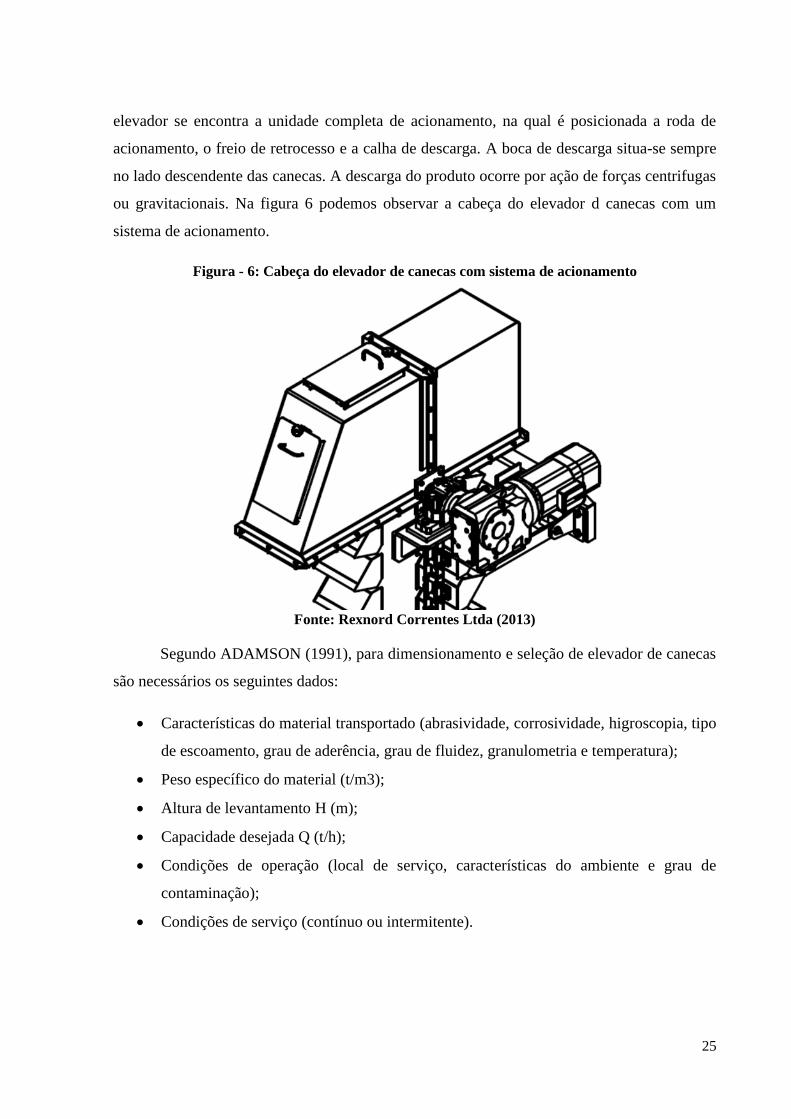
variáveis de meio, um e dois metros, sendo confeccionados de chapa de aço. A figura 4
apresenta uma imagem do corpo do elevador e a figura 5 mostra as canecas fixas em
correntes.
Figura - 4: Corpo externo do elevador
Fonte: Weber (2004)
Figura - 5: Canecas fixas em correntes
Fonte: Rexnord Correntes Ltda (2013)
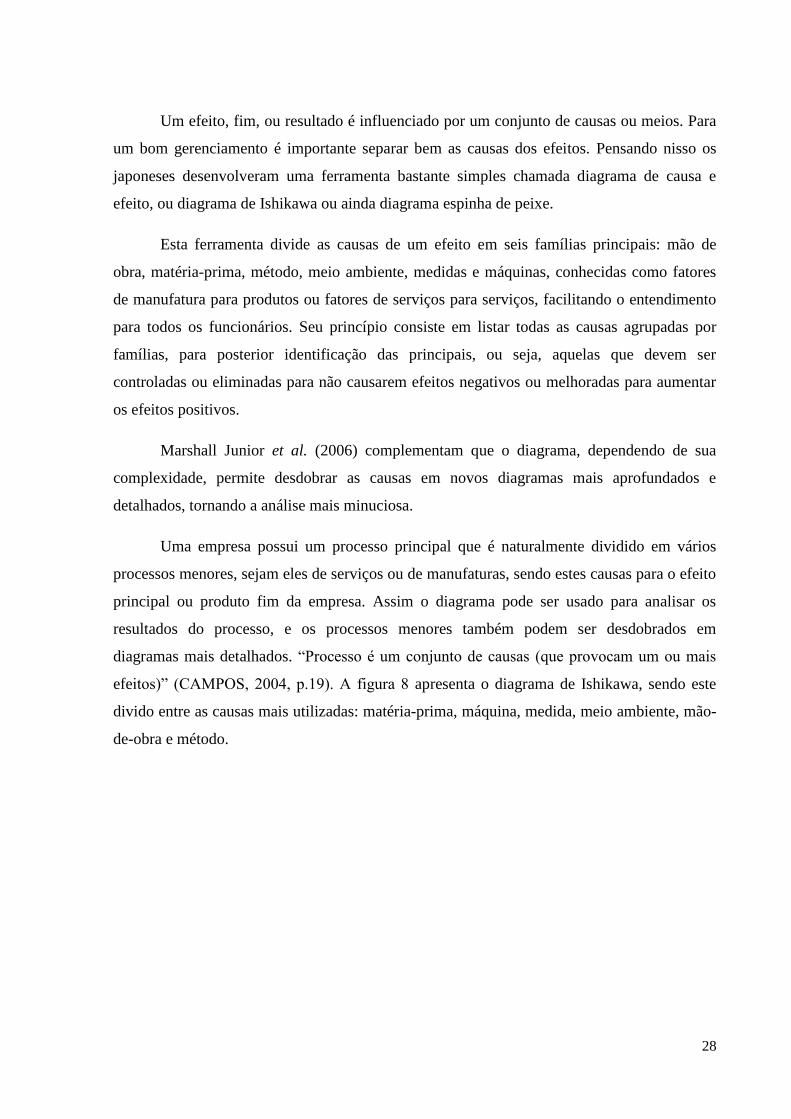
A cabeça do elevador é o componente que se encontra na parte superior da estrutura do
elevador. Neste componente é realizada a descarga do material granulado. Na cabeça do
25
elevador se encontra a unidade completa de acionamento, na qual é posicionada a roda de
acionamento, o freio de retrocesso e a calha de descarga. A boca de descarga situa-se sempre
no lado descendente das canecas. A descarga do produto ocorre por ação de forças centrifugas
ou gravitacionais. Na figura 6 podemos observar a cabeça do elevador d canecas com um
sistema de acionamento.
Figura - 6: Cabeça do elevador de canecas com sistema de acionamento
Fonte: Rexnord Correntes Ltda (2013)
Segundo ADAMSON (1991), para dimensionamento e seleção de elevador de canecas
são necessários os seguintes dados:
Características do material transportado (abrasividade, corrosividade, higroscopia, tipo
de escoamento, grau de aderência, grau de fluidez, granulometria e temperatura);
Peso específico do material (t/m3);
Altura de levantamento H (m);
Capacidade desejada Q (t/h);
Condições de operação (local de serviço, características do ambiente e grau de
contaminação);
Condições de serviço (contínuo ou intermitente).

26
4.6 Ciclo PDCA
O ciclo PDCA foi idealizado na década de 20 por Walter A. Shewarth, e em 1950,
passou a ser conhecido como o ciclo de Deming, em tributo ao “guru” da qualidade, William
E. Deming, que publicou e aplicou o método. O PDCA é mais uma definição para os
estudiosos do difícil processo de planejar (PALADINI, 2009). A figura 7 demostra o ciclo
PDCA.
Figura -7: Ciclo PDCA
Fonte: Autoria própria
Marshall Junior et al (2006), tem a seguinte assertiva sobre o método PDCA: “o ciclo
PDCA é um método gerencial para a promoção da melhoria contínua e reflete, em suas quatro
fases, a base da filosofia do melhoramento contínuo”. Por isso, é fundamental que estas fases
sejam consecutivas, gerando a melhoria contínua distribuída na organização, estabelecendo a
unificação de práticas.
Ainda conforme Marshall Junior et al. (2006), apresenta fases do ciclo PDCA, da
seguinte forma:
1ª Fase – Plan (Planejamento): nesta fase é fundamental definir os objetivos e as metas que
pretende alcançar. Para isso, as metas do planejamento estratégico precisam ser delineadas em

27
outros planos que simulam as condições do cliente e padrão de produtos, serviços ou
processos. Dessa forma, as metas serão só alcançadas por meio das metodologias que
contemplam as práticas e os processos.
2ª Fase – Do (Execução): esta tem por objetivo a prática, por esta razão, é imprescindível
oferecer treinamentos na perspectiva de viabilizar o cumprimento dos procedimentos
aplicados na fase anterior. No decorrer desta fase precisam-se colher informações que serão
aproveitadas na seguinte fase, exceto para aqueles empregados que já vêm acompanhando o
planejamento e o treinamento na organização.
3ª Fase – Check (Verificação): fase, no qual é feita a averiguação do que foi planejado
mediante as metas estabelecidas e dos resultados alcançados. Sendo assim, o parecer deve ser
fundamentado em acontecimentos e informações e não em sugestões ou percepções.
4ª Fase – Act (Ação): a última etapa proporciona duas opções a serem seguidas, a primeira
baseia-se em diagnosticar qual é a causa raiz do problema bem como a finalidade de prevenir
à reprodução dos resultados não esperados, caso as metas planejadas anteriormente não forem
atingidas. Já a segunda opção segue como modelo o esboço da primeira, mas com um
diferencial se as metas estabelecidas foram alcançadas.
Por esta razão a aplicação do método PDCA tem o propósito de resolver problemas e
alcançar metas, com isto passa por várias etapas, que são: definição do problema, análise do
fenômeno e do processo, estabelecimento do plano de ação, ação, verificação, padronização e
conclusão. Por isso, é essencial o uso de ferramentas, de acordo com o tipo do problema
(CAMPOS, 2004).
Marshall Junior et al. (2006) ainda esclarece que, para girar o ciclo PDCA é
imprescindível ter visão futura dos processos e maximizar a competitividade da empresa. Para
isso, os protótipos devem ser seguidos, porém se os resultados esperados não forem
alcançados, o ciclo PDCA deverá ser reiniciado.
4.7. Diagrama de ISHIKAWA
Segundo Campos (2004), controlar os processos é parte fundamental do
gerenciamento em todos os níveis hierárquicos de uma empresa. Para controlar qualquer que
seja o processo é necessário conhecer sua lógica. O primeiro passo é o entendimento da
relação da causa e efeito.
28
Um efeito, fim, ou resultado é influenciado por um conjunto de causas ou meios. Para
um bom gerenciamento é importante separar bem as causas dos efeitos. Pensando nisso os
japoneses desenvolveram uma ferramenta bastante simples chamada diagrama de causa e
efeito, ou diagrama de Ishikawa ou ainda diagrama espinha de peixe.
Esta ferramenta divide as causas de um efeito em seis famílias principais: mão de
obra, matéria-prima, método, meio ambiente, medidas e máquinas, conhecidas como fatores
de manufatura para produtos ou fatores de serviços para serviços, facilitando o entendimento
para todos os funcionários. Seu princípio consiste em listar todas as causas agrupadas por
famílias, para posterior identificação das principais, ou seja, aquelas que devem ser
controladas ou eliminadas para não causarem efeitos negativos ou melhoradas para aumentar
os efeitos positivos.
Marshall Junior et al. (2006) complementam que o diagrama, dependendo de sua
complexidade, permite desdobrar as causas em novos diagramas mais aprofundados e
detalhados, tornando a análise mais minuciosa.
Uma empresa possui um processo principal que é naturalmente dividido em vários
processos menores, sejam eles de serviços ou de manufaturas, sendo estes causas para o efeito
principal ou produto fim da empresa. Assim o diagrama pode ser usado para analisar os
resultados do processo, e os processos menores também podem ser desdobrados em
diagramas mais detalhados. “Processo é um conjunto de causas (que provocam um ou mais
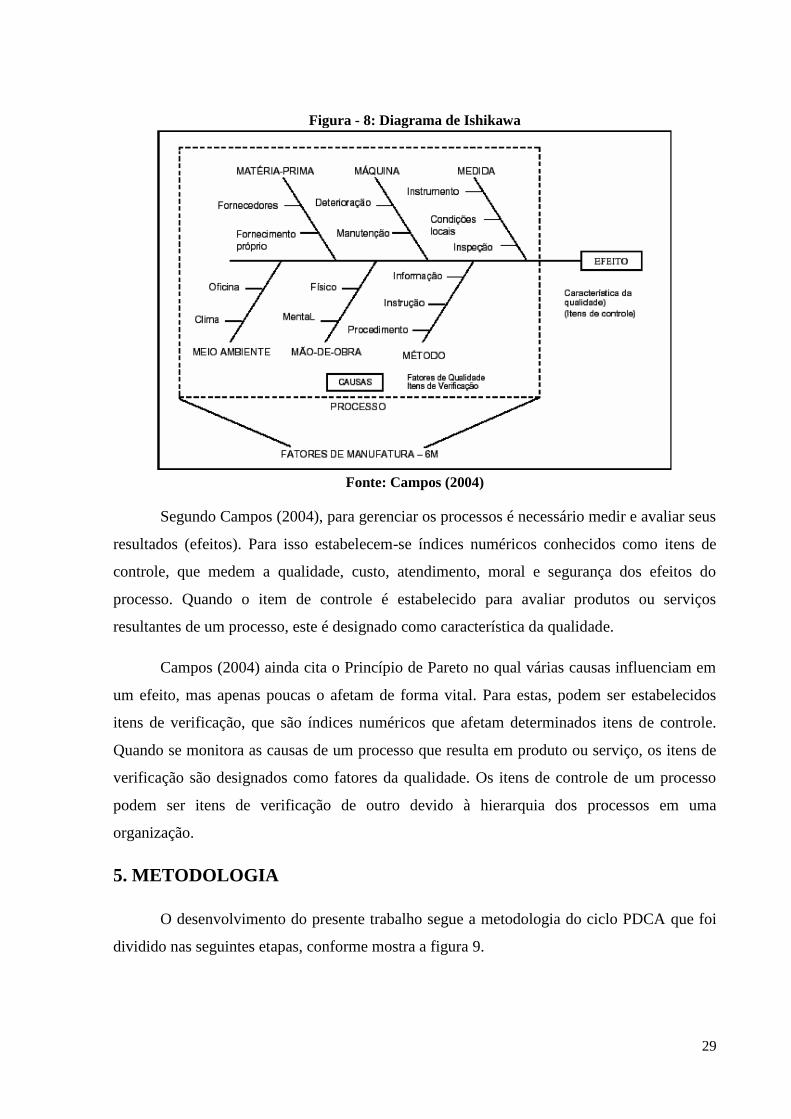
efeitos)” (CAMPOS, 2004, p.19). A figura 8 apresenta o diagrama de Ishikawa, sendo este
divido entre as causas mais utilizadas: matéria-prima, máquina, medida, meio ambiente, mão-
de-obra e método.
29
Figura - 8: Diagrama de Ishikawa
Fonte: Campos (2004)
Segundo Campos (2004), para gerenciar os processos é necessário medir e avaliar seus
resultados (efeitos). Para isso estabelecem-se índices numéricos conhecidos como itens de
controle, que medem a qualidade, custo, atendimento, moral e segurança dos efeitos do
processo. Quando o item de controle é estabelecido para avaliar produtos ou serviços
resultantes de um processo, este é designado como característica da qualidade.
Campos (2004) ainda cita o Princípio de Pareto no qual várias causas influenciam em
um efeito, mas apenas poucas o afetam de forma vital. Para estas, podem ser estabelecidos
itens de verificação, que são índices numéricos que afetam determinados itens de controle.
Quando se monitora as causas de um processo que resulta em produto ou serviço, os itens de
verificação são designados como fatores da qualidade. Os itens de controle de um processo
podem ser itens de verificação de outro devido à hierarquia dos processos em uma
organização.
5. METODOLOGIA
O desenvolvimento do presente trabalho segue a metodologia do ciclo PDCA que foi
dividido nas seguintes etapas, conforme mostra a figura 9.
30
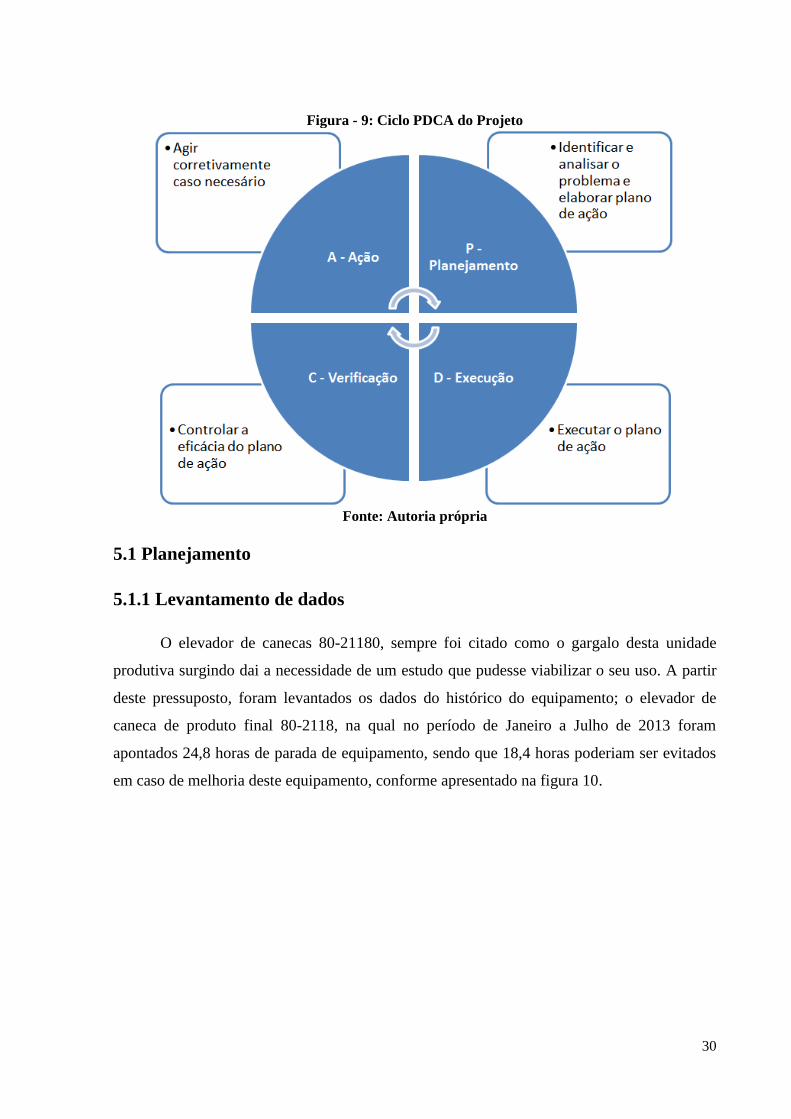
Figura - 9: Ciclo PDCA do Projeto
Fonte: Autoria própria
5.1 Planejamento
5.1.1 Levantamento de dados
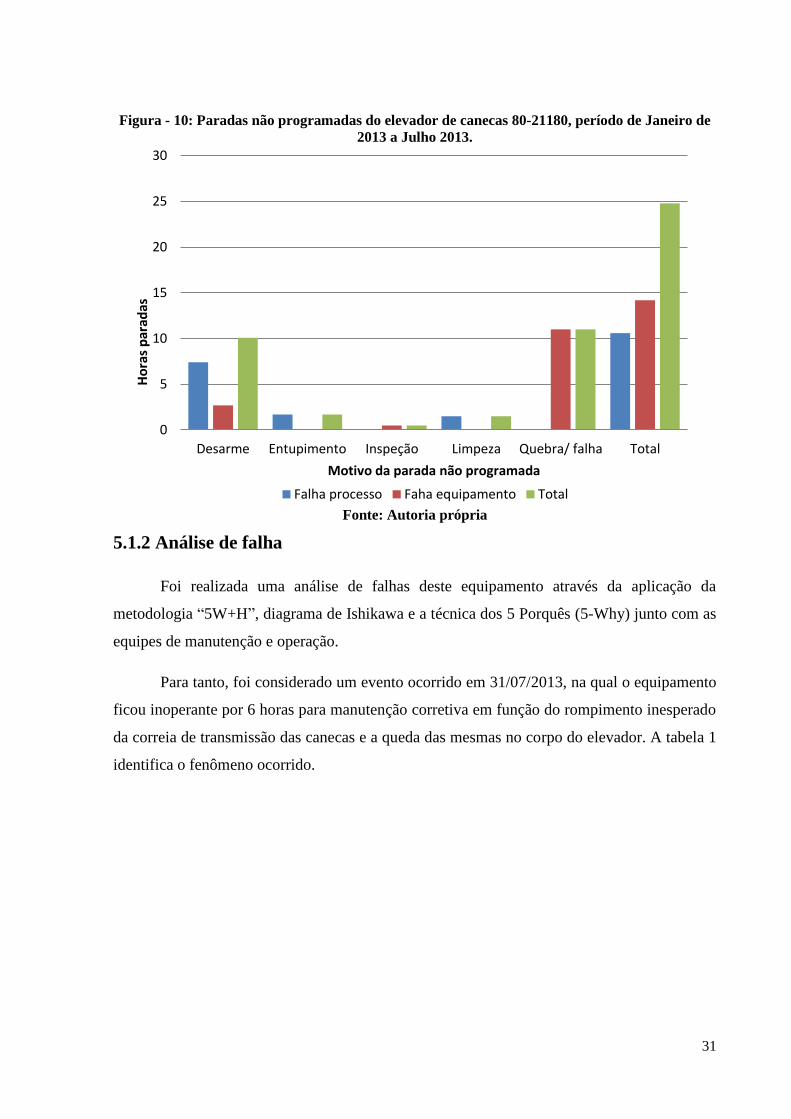
O elevador de canecas 80-21180, sempre foi citado como o gargalo desta unidade
produtiva surgindo dai a necessidade de um estudo que pudesse viabilizar o seu uso. A partir
deste pressuposto, foram levantados os dados do histórico do equipamento; o elevador de
caneca de produto final 80-2118, na qual no período de Janeiro a Julho de 2013 foram
apontados 24,8 horas de parada de equipamento, sendo que 18,4 horas poderiam ser evitados
em caso de melhoria deste equipamento, conforme apresentado na figura 10.
31
Figura - 10: Paradas não programadas do elevador de canecas 80-21180, período de Janeiro de
2013 a Julho 2013.
Fonte: Autoria própria
5.1.2 Análise de falha
Foi realizada uma análise de falhas deste equipamento através da aplicação da
metodologia “5W+H”, diagrama de Ishikawa e a técnica dos 5 Porquês (5-Why) junto com as
equipes de manutenção e operação.
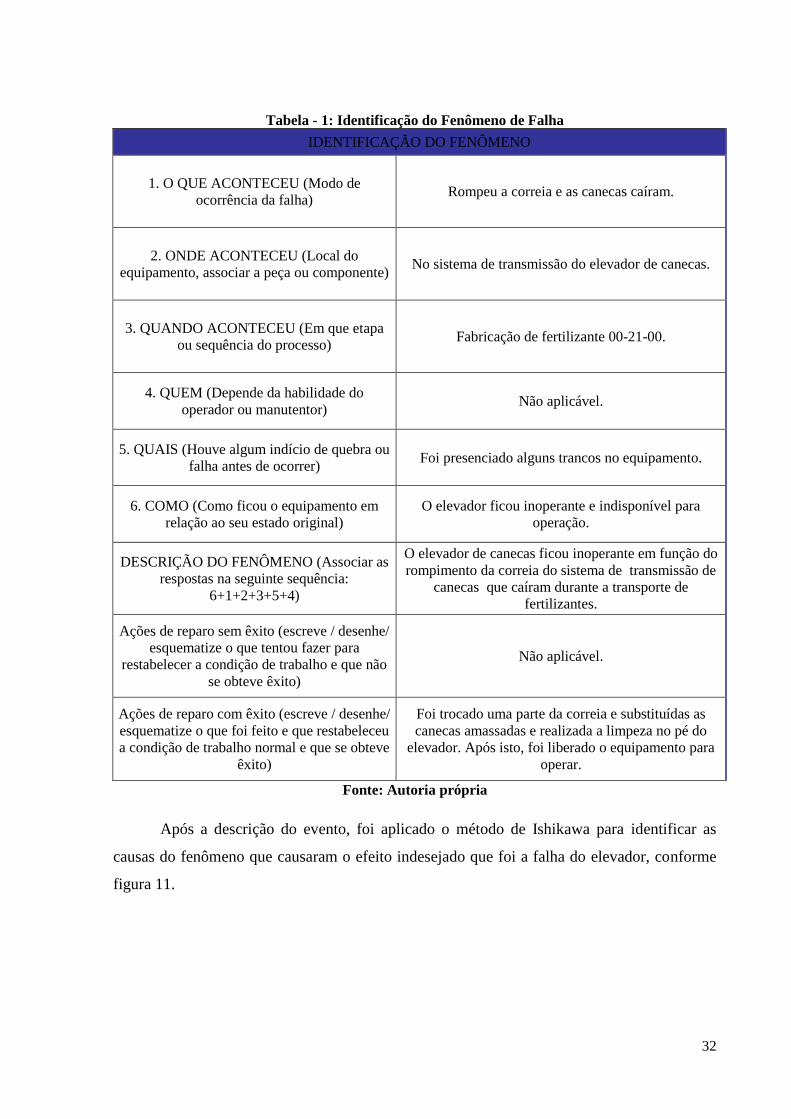
Para tanto, foi considerado um evento ocorrido em 31/07/2013, na qual o equipamento
ficou inoperante por 6 horas para manutenção corretiva em função do rompimento inesperado
da correia de transmissão das canecas e a queda das mesmas no corpo do elevador. A tabela 1
identifica o fenômeno ocorrido.
0
5
10
15
20
25
30
Desarme Entupimento Inspeção Limpeza Quebra/ falha Total
Ho
ras
par
adas
Motivo da parada não programada
Falha processo Faha equipamento Total
32
Tabela - 1: Identificação do Fenômeno de Falha
IDENTIFICAÇÃO DO FENÔMENO
1. O QUE ACONTECEU (Modo de
ocorrência da falha) Rompeu a correia e as canecas caíram.
2. ONDE ACONTECEU (Local do
equipamento, associar a peça ou componente) No sistema de transmissão do elevador de canecas.
3. QUANDO ACONTECEU (Em que etapa
ou sequência do processo) Fabricação de fertilizante 00-21-00.
4. QUEM (Depende da habilidade do
operador ou manutentor) Não aplicável.
5. QUAIS (Houve algum indício de quebra ou
falha antes de ocorrer) Foi presenciado alguns trancos no equipamento.
6. COMO (Como ficou o equipamento em
relação ao seu estado original)
O elevador ficou inoperante e indisponível para
operação.
DESCRIÇÃO DO FENÔMENO (Associar as
respostas na seguinte sequência:
6+1+2+3+5+4)
O elevador de canecas ficou inoperante em função do
rompimento da correia do sistema de transmissão de
canecas que caíram durante a transporte de
fertilizantes.
Ações de reparo sem êxito (escreve / desenhe/
esquematize o que tentou fazer para
restabelecer a condição de trabalho e que não
se obteve êxito)
Não aplicável.
Ações de reparo com êxito (escreve / desenhe/
esquematize o que foi feito e que restabeleceu
a condição de trabalho normal e que se obteve
êxito)
Foi trocado uma parte da correia e substituídas as
canecas amassadas e realizada a limpeza no pé do
elevador. Após isto, foi liberado o equipamento para
operar.
Fonte: Autoria própria
Após a descrição do evento, foi aplicado o método de Ishikawa para identificar as
causas do fenômeno que causaram o efeito indesejado que foi a falha do elevador, conforme
figura 11.

33
Figura - 11: Diagrama de Ishikawa das prováveis causas do fenômeno
Fonte: Autoria própria
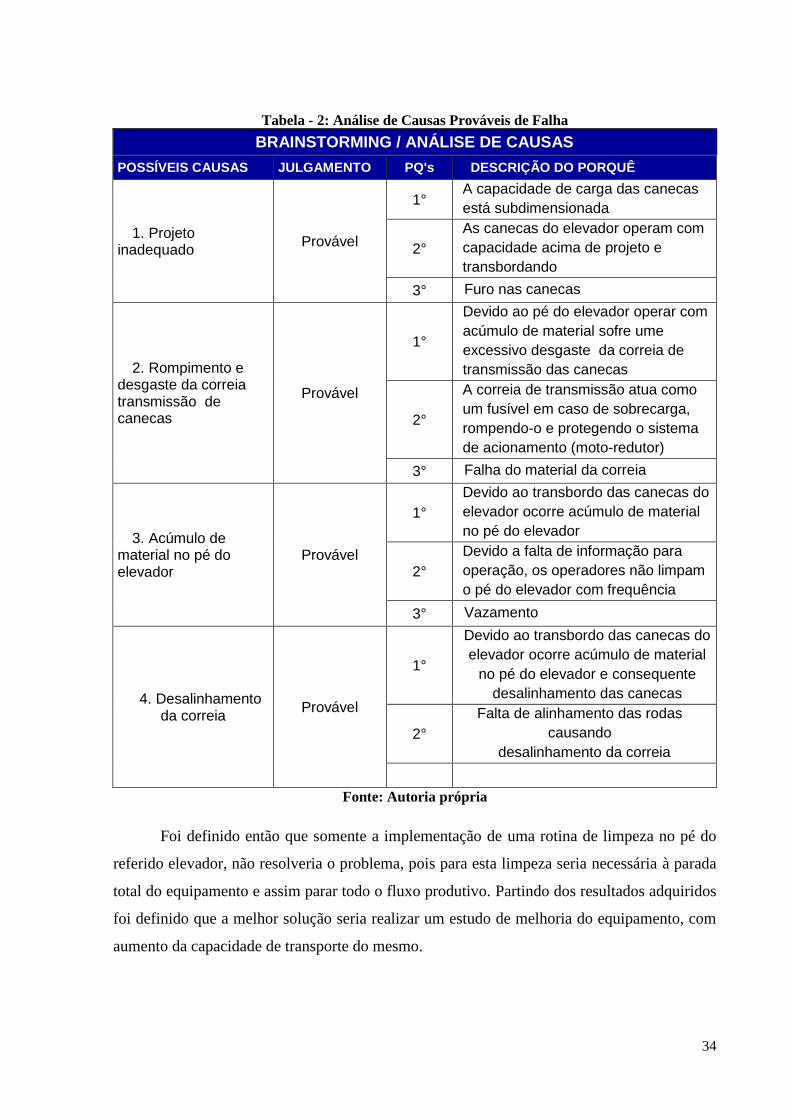
Após identificar as prováveis causas do problema, foi aplicado a técnica dos 5
porquês, conforme tabela 2 abaixo.
34
Tabela - 2: Análise de Causas Prováveis de Falha
BRAINSTORMING / ANÁLISE DE CAUSAS
POSSÍVEIS CAUSAS JULGAMENTO PQ's DESCRIÇÃO DO PORQUÊ
1. Projeto inadequado
Provável
1° A capacidade de carga das canecas
está subdimensionada
2°
As canecas do elevador operam com
capacidade acima de projeto e
transbordando
3° Furo nas canecas
2. Rompimento e desgaste da correia transmissão de canecas
Provável
1°
Devido ao pé do elevador operar com
acúmulo de material sofre ume
excessivo desgaste da correia de
transmissão das canecas
2°
A correia de transmissão atua como
um fusível em caso de sobrecarga,
rompendo-o e protegendo o sistema
de acionamento (moto-redutor)
3° Falha do material da correia
3. Acúmulo de material no pé do elevador
Provável
1°
Devido ao transbordo das canecas do
elevador ocorre acúmulo de material
no pé do elevador
2°
Devido a falta de informação para
operação, os operadores não limpam
o pé do elevador com frequência
3° Vazamento
4. Desalinhamento da correia
Provável
1°
Devido ao transbordo das canecas do
elevador ocorre acúmulo de material
no pé do elevador e consequente
desalinhamento das canecas
2°
Falta de alinhamento das rodas
causando
desalinhamento da correia
Fonte: Autoria própria
Foi definido então que somente a implementação de uma rotina de limpeza no pé do
referido elevador, não resolveria o problema, pois para esta limpeza seria necessária à parada
total do equipamento e assim parar todo o fluxo produtivo. Partindo dos resultados adquiridos
foi definido que a melhor solução seria realizar um estudo de melhoria do equipamento, com
aumento da capacidade de transporte do mesmo.

35
5.1.3 Estudo de melhoria
Para este estudo, foi contatada uma empresa especializada neste tipo de equipamento,
com o objetivo de realizar um estudo para reforma do mesmo.
As seguintes premissas foram consideradas no projeto:
Substituir a correia de transmissão das canecas de correias para correntes;
As canecas não podem mais transbordar;
Inclusão de um freio eletromagnético acoplado no sistema de acionamento para operar
maior precisão de parada do equipamento com a finalidade de facilitar a inspeção e
limpeza de todo sistema de transmissão das canecas.
O estudo confirmou que as canecas atuais estavam operando com capacidade acima do
projetado, assim causando o transbordo e acúmulo de material no pé do elevador. Com isto,
foi definido que como opção teriamos o aumento da capacidade de transporte de 30 para 45
toneladas/ hora.
O estudo possibilitou reaproveitar o corpo do elevador de canecas e substituir a cabeça
que é módulo superior de acionamento, o pé que é o módulo inferior e o todo o sistema de
transmissão das canecas, inclusive as canecas.
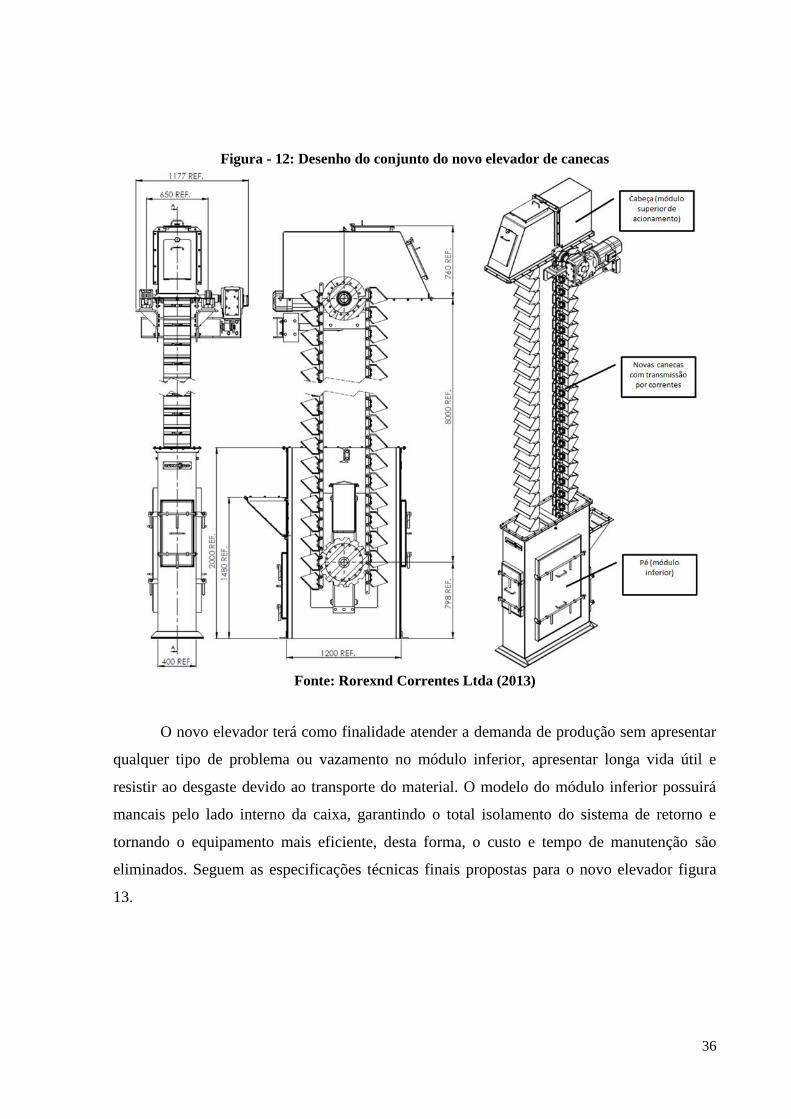
A figura 12 mostra um desenho dos novos componentes do elevador de canecas para
sua reforma.
Cabeça – módulo superior de acionamento, incluindo roda e moto-redutor;
Canecas – novas canecas com transmissão por elos de corrente;
Pé – módulo inferior com nova roda e janelas de inspeção.
36
Figura - 12: Desenho do conjunto do novo elevador de canecas
Fonte: Rorexnd Correntes Ltda (2013)
O novo elevador terá como finalidade atender a demanda de produção sem apresentar
qualquer tipo de problema ou vazamento no módulo inferior, apresentar longa vida útil e
resistir ao desgaste devido ao transporte do material. O modelo do módulo inferior possuirá
mancais pelo lado interno da caixa, garantindo o total isolamento do sistema de retorno e
tornando o equipamento mais eficiente, desta forma, o custo e tempo de manutenção são
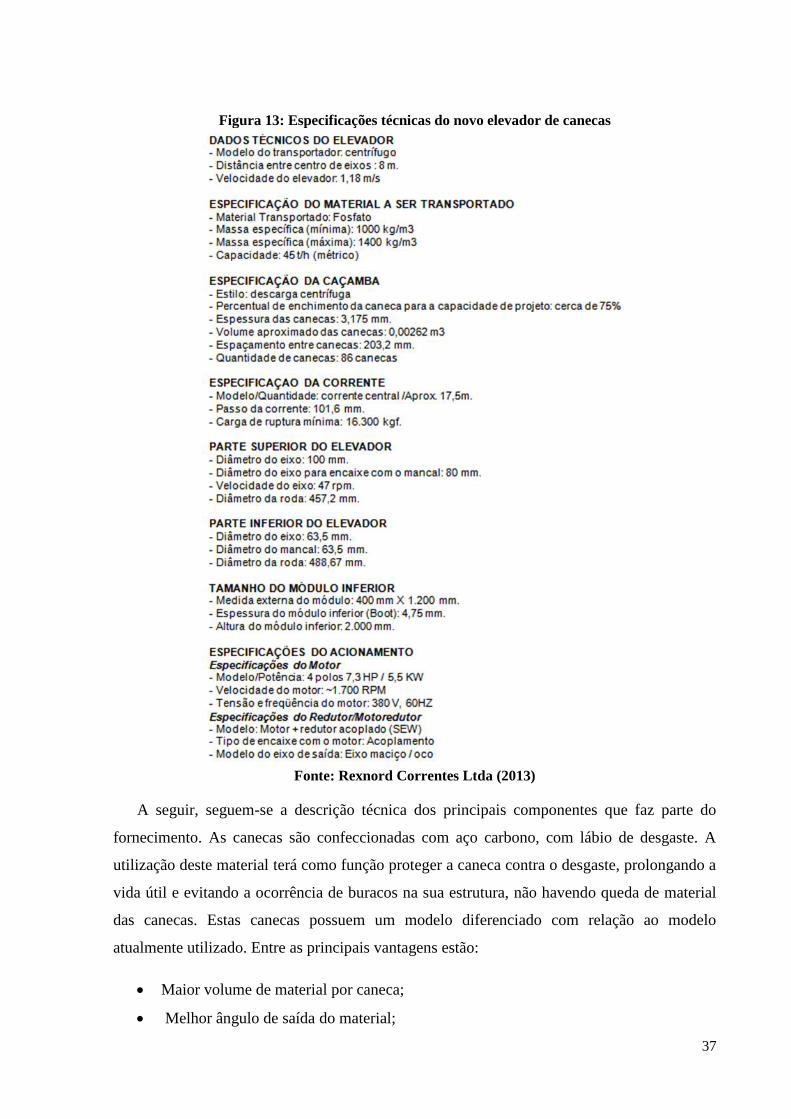
eliminados. Seguem as especificações técnicas finais propostas para o novo elevador figura
13.
37
Figura 13: Especificações técnicas do novo elevador de canecas
Fonte: Rexnord Correntes Ltda (2013)
A seguir, seguem-se a descrição técnica dos principais componentes que faz parte do
fornecimento. As canecas são confeccionadas com aço carbono, com lábio de desgaste. A
utilização deste material terá como função proteger a caneca contra o desgaste, prolongando a
vida útil e evitando a ocorrência de buracos na sua estrutura, não havendo queda de material
das canecas. Estas canecas possuem um modelo diferenciado com relação ao modelo
atualmente utilizado. Entre as principais vantagens estão:
Maior volume de material por caneca;
Melhor ângulo de saída do material;

38
Permite melhor saída do material da caneca;
Não retorna material para o pé do elevador.
Na Figura 14 pode se observar uma breve comparação das canecas antes usadas e as usadas
atualmente.
Figura 14: Comparativo entre canecas, atual x novo (Rexnord)
Fonte: Rexnord Correntes Ltda (2013)
6
As rodas dentadas são fabricadas em aço médio carbono com tratamento térmico por
indução em todos os dentes obtendo assim uma alta resistência ao desgaste. A roda dentada é
fabricada no modelo tripartida figura 15, em função disso, elas permitem uma montagem
rápida e precisa, facilitando assim a manutenção do equipamento.
Figura - 15: Roda dentada tripartida
Fonte: Rexnord Correntes Ltda (2013)
Os mancais utilizados no módulo de retorno são os de modelo fundido Ni-Hard
figura16, compostos por materiais de alta resistência a abrasão e ao desgaste. Este modelo de
mancal não requer lubrificação nem manutenção, além disto, possui fácil montagem.

39
Figura - 16: Mancais inferiores Ni-Hard: (a) mancal com vista explodida; (b) mancal montado.
(a) (b)
Fonte: Rexnord Correntes Ltda (2013)
O módulo inferior do elevador utilizam chapas fabricadas com material ASTM A36 e
são reforçadas com perfil estrutural no próprio módulo tornando o mesmo mais robusto e
seguro. As portas de inspeção são largas a fim de facilitar o acesso para inspeções periódicas
ou eventuais manutenções. Conforme figura 17.
Figura- 17: Modelo do módulo inferior com elevador com quatro portas de inspeção
Fonte: Rexnord Correntes Ltda (2013)
O sistema de contrapeso selecionado nesta proposta proporciona uma tensão constante
na corrente, garantindo a estabilidade durante a operação, além disto, possui um ajuste

40
automático para absorver o alongamento da corrente ao longo de toda a vida útil da mesma.
Como pode se observar na figura 18.
Figura- 18: Sistema de contrapeso do elevador: (a) contrapeso montado na estrutura; (b)
contrapeso com vista explodida.
(a) (b)
Fonte: Rexnord Correntes Ltda (2013)
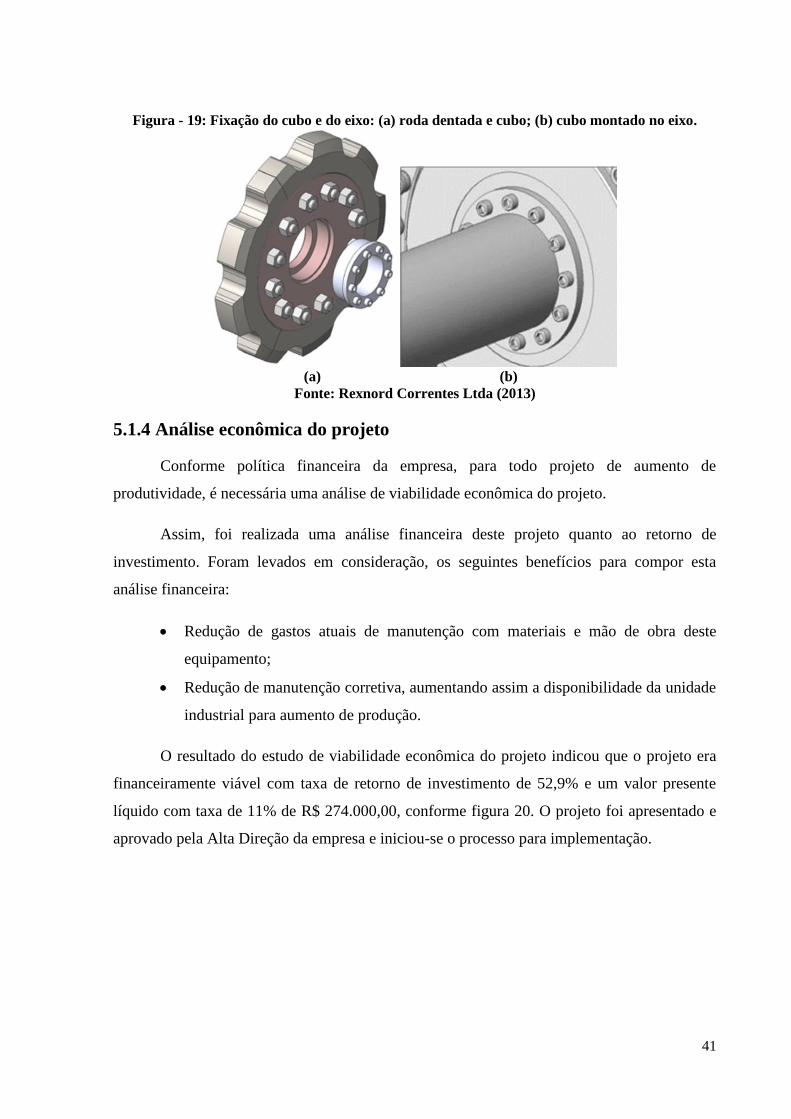
A fixação da roda dentada é realizada através da utilização de bucha cônica. Este tipo
de fixação proporciona diversos benefícios, tais como:
Redução da concentração de tensão nos eixos;
Reduz o tempo e custo de manutenção;
Elimina problemas de fixação da chaveta.
Na figura 19, temos a fixação do cubo e do eixo.
41
Figura - 19: Fixação do cubo e do eixo: (a) roda dentada e cubo; (b) cubo montado no eixo.
(a) (b)
Fonte: Rexnord Correntes Ltda (2013)
5.1.4 Análise econômica do projeto
Conforme política financeira da empresa, para todo projeto de aumento de
produtividade, é necessária uma análise de viabilidade econômica do projeto.
Assim, foi realizada uma análise financeira deste projeto quanto ao retorno de
investimento. Foram levados em consideração, os seguintes benefícios para compor esta
análise financeira:
Redução de gastos atuais de manutenção com materiais e mão de obra deste
equipamento;
Redução de manutenção corretiva, aumentando assim a disponibilidade da unidade
industrial para aumento de produção.
O resultado do estudo de viabilidade econômica do projeto indicou que o projeto era
financeiramente viável com taxa de retorno de investimento de 52,9% e um valor presente
líquido com taxa de 11% de R$ 274.000,00, conforme figura 20. O projeto foi apresentado e
aprovado pela Alta Direção da empresa e iniciou-se o processo para implementação.

42
43
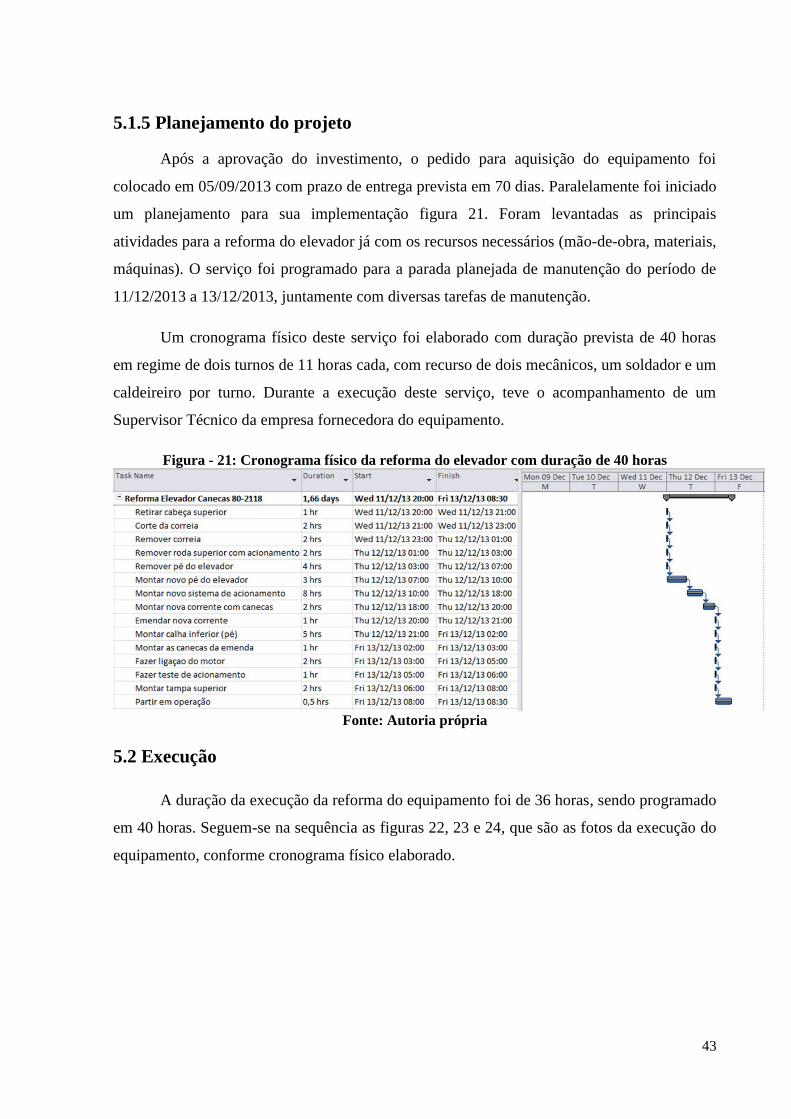
5.1.5 Planejamento do projeto
Após a aprovação do investimento, o pedido para aquisição do equipamento foi
colocado em 05/09/2013 com prazo de entrega prevista em 70 dias. Paralelamente foi iniciado
um planejamento para sua implementação figura 21. Foram levantadas as principais
atividades para a reforma do elevador já com os recursos necessários (mão-de-obra, materiais,
máquinas). O serviço foi programado para a parada planejada de manutenção do período de
11/12/2013 a 13/12/2013, juntamente com diversas tarefas de manutenção.
Um cronograma físico deste serviço foi elaborado com duração prevista de 40 horas
em regime de dois turnos de 11 horas cada, com recurso de dois mecânicos, um soldador e um
caldeireiro por turno. Durante a execução deste serviço, teve o acompanhamento de um
Supervisor Técnico da empresa fornecedora do equipamento.
Figura - 21: Cronograma físico da reforma do elevador com duração de 40 horas
Fonte: Autoria própria
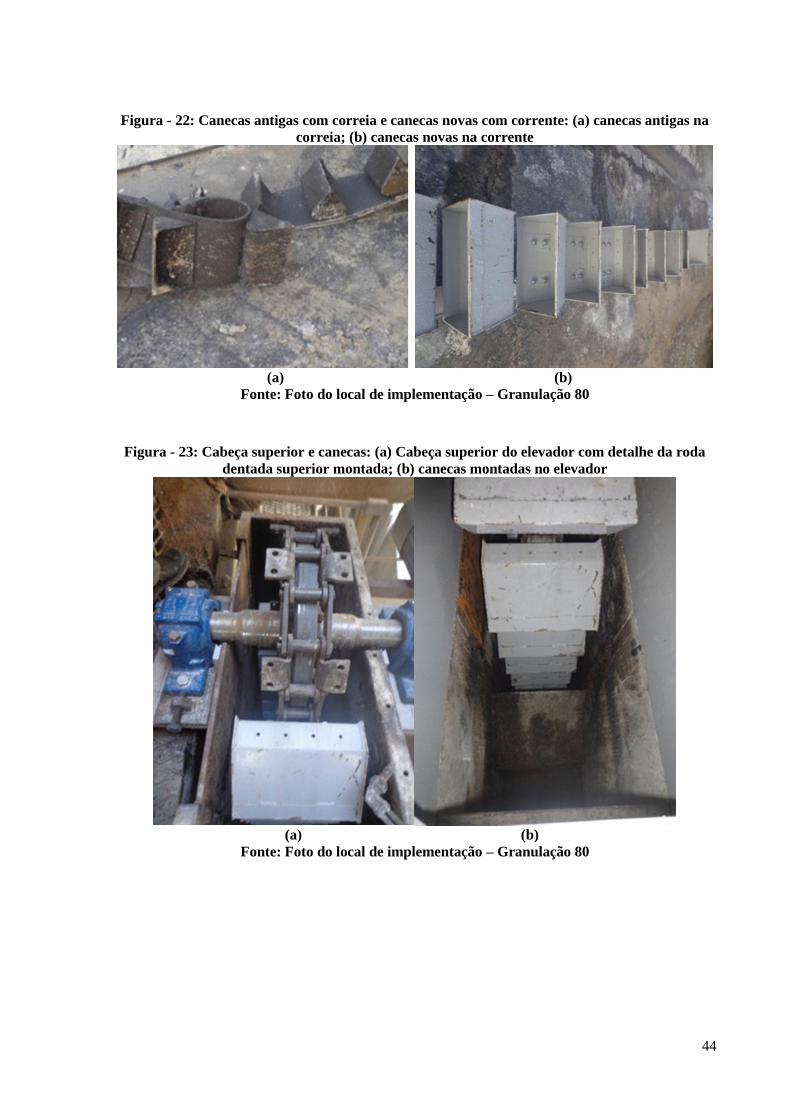
5.2 Execução
A duração da execução da reforma do equipamento foi de 36 horas, sendo programado
em 40 horas. Seguem-se na sequência as figuras 22, 23 e 24, que são as fotos da execução do
equipamento, conforme cronograma físico elaborado.
44
Figura - 22: Canecas antigas com correia e canecas novas com corrente: (a) canecas antigas na
correia; (b) canecas novas na corrente
(a) (b)
Fonte: Foto do local de implementação – Granulação 80
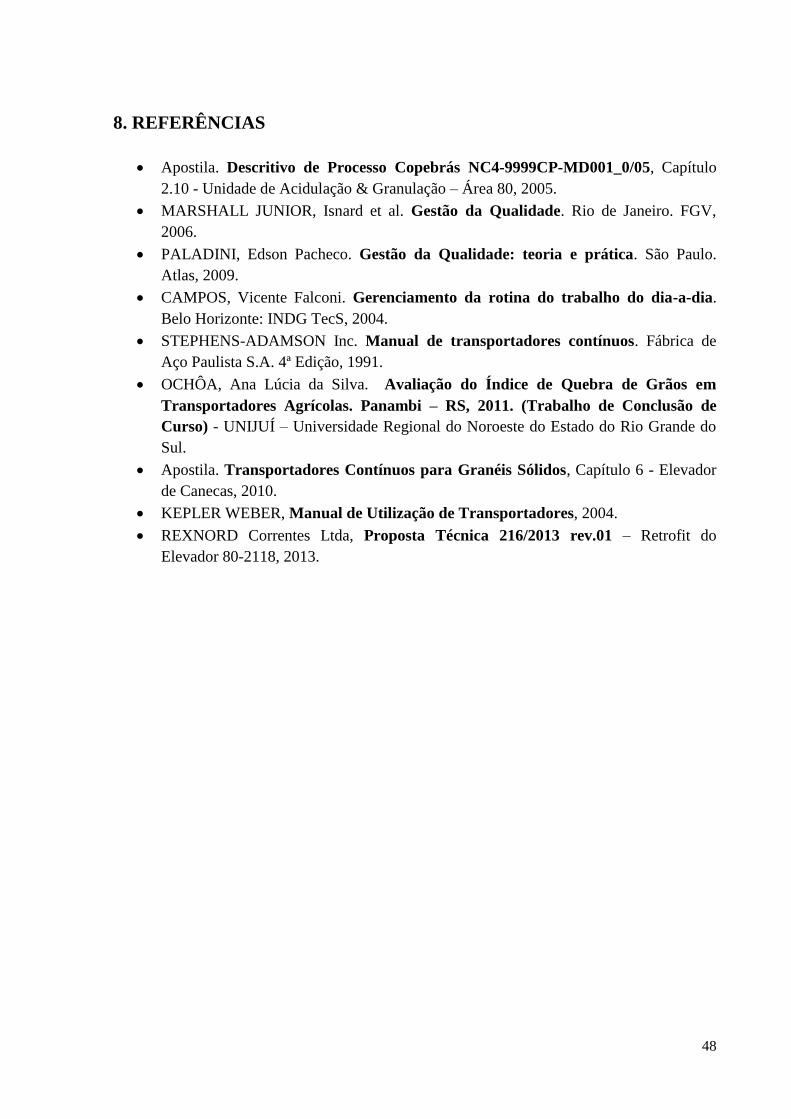
Figura - 23: Cabeça superior e canecas: (a) Cabeça superior do elevador com detalhe da roda
dentada superior montada; (b) canecas montadas no elevador
(a) (b)
Fonte: Foto do local de implementação – Granulação 80

45
Figura - 24: Novos módulos superior e inferior montados: (a) módulo superior montado; (b)
módulo inferior montado
(a) (b)
Fonte: Foto do local de implementação – Granulação 80
6. RESULTADOS E DISCUSSÃO
Após a partida do equipamento, não houve nenhuma ocorrência que abonasse a
reforma do equipamento. Seguem na figura 25, os dados apontados no relatório de produção
quanto à intervenção do elevador de canecas 80-2118 no período de Janeiro a Junho de 2014.
Figura - 25: Paradas não programadas do elevador de canecas 80-21180, de Janeiro 2014 a
Junho 2014
Fonte: Autoria própria

46
Se for comparado com o período de Janeiro a Julho 2013 figura 10, houve uma
redução global de 78% no tempo de intervenção neste equipamento, sendo redução de 82%
em desarmes por sobrecarga e redução de 100% em manutenção corretiva, ou seja, nenhuma
intervenção inesperada neste equipamento. A margem de lucro previsto com incremento da
capacidade de produção de 0,9 t/h é de mais de R$ 1.200.000,00 por ano. Em Junho de 2014,
foi superado o recorde anterior de produção nesta unidade com 17.937 toneladas produzidas
com carga média de 27,2 t/h.
O equipamento encontra-se em plenas condições operacionais sem intervenções
significativas, desde sua partida, pode-se considerar que o projeto foi um sucesso, inclusive
aumentando a carga média de produção de 24,5 t/h para 25,4 t/h conforme figura 26, a partir
de sua implementação em Dezembro de 2013, uma vez que a capacidade do elevador antigo
era o que limitava a produção.
Figura - 26: Carga Média em t/h de Junho de 2013 a Junho 2014
Fonte: Autoria própria

47
7. CONCLUSÕES
A conclusão desta análise é que o referido elevador de canecas opera com carga
superior ao projetado tendo como consequência o transbordo das canecas, que causa o
acúmulo de material no pé do elevador e por falta de rotina de limpeza que requer parada do
equipamento, ocorre desgaste excessivo da correia de transmissão das canecas e rompimento
da mesma, devido a sobrecarga.
Em função do sucesso deste projeto, não foi necessária nenhuma ação complementar
para ajuste do equipamento. Os documentos técnicos do novo equipamento já estão
disponíveis no arquivo técnico. O plano de manutenção foi atualizado, baseado no novo
equipamento, similar aos já existentes. Os sobressalentes deste novo equipamento foram
cadastrados com o código de estoque para aquisição dos mesmos, conforme política de
estoque para equipamento crítico A.
Pode-se concluir então que a principal ação resultante da análise de falha foi efetiva,
reforma do elevador de canecas, uma vez que o resultado obtido foi bastante satisfatório com
redução considerável de falhas de processo e equipamento e aumento da capacidade média da
unidade industrial de 24,5 t/h para 25,4 t/h, ou seja, um incremento de produção de 0,9 t/h.
A parceria técnica com a empresa Rexnord foi fundamental para sucesso deste projeto,
na qual foram realizadas visitas técnicas do representante da empresa, inclusive a realização
de um treinamento de seleção, operação, manutenção e inspeção de elevadores de canecas
com o corpo operacional da empresa.
Após a implementação este projeto, estendeu-se o estudo para demais elevadores de
canecas das demais unidades de Granulação para verificar o correto dimensionamento das
correntes em relação a carga transportada de material. Além disto, gerou um estudo para
identificar técnicas preditivas eficazes para detectar descontinuidade no eixo motriz e movido,
na qual se têm aplicado o exame de ultrassom.
48
8. REFERÊNCIAS
Apostila. Descritivo de Processo Copebrás NC4-9999CP-MD001_0/05, Capítulo
2.10 - Unidade de Acidulação & Granulação – Área 80, 2005.
MARSHALL JUNIOR, Isnard et al. Gestão da Qualidade. Rio de Janeiro. FGV,
2006.
PALADINI, Edson Pacheco. Gestão da Qualidade: teoria e prática. São Paulo.
Atlas, 2009.
CAMPOS, Vicente Falconi. Gerenciamento da rotina do trabalho do dia-a-dia.
Belo Horizonte: INDG TecS, 2004.
STEPHENS-ADAMSON Inc. Manual de transportadores contínuos. Fábrica de
Aço Paulista S.A. 4ª Edição, 1991.
OCHÔA, Ana Lúcia da Silva. Avaliação do Índice de Quebra de Grãos em
Transportadores Agrícolas. Panambi – RS, 2011. (Trabalho de Conclusão de
Curso) - UNIJUÍ – Universidade Regional do Noroeste do Estado do Rio Grande do
Sul.
Apostila. Transportadores Contínuos para Granéis Sólidos, Capítulo 6 - Elevador
de Canecas, 2010.
KEPLER WEBER, Manual de Utilização de Transportadores, 2004.
REXNORD Correntes Ltda, Proposta Técnica 216/2013 rev.01 – Retrofit do
Elevador 80-2118, 2013.







