Download - Polymer fibres
Polymer Fibers

Polymer Processing
Shaping Polymers
Extrusion
Molding
Fibers
Coatings


Product Shaping / Secondary Operations
EXTRUSION
Shaping through die
Final Product (pipe, profile)
Preform for other molding processesBlow molding (bottles),Thermoforming (appliance liners)Compression molding (seals)
Secondary operation Fiber spinning (fibers) Cast film (overhead transparencies, Blown film (grocery bags)

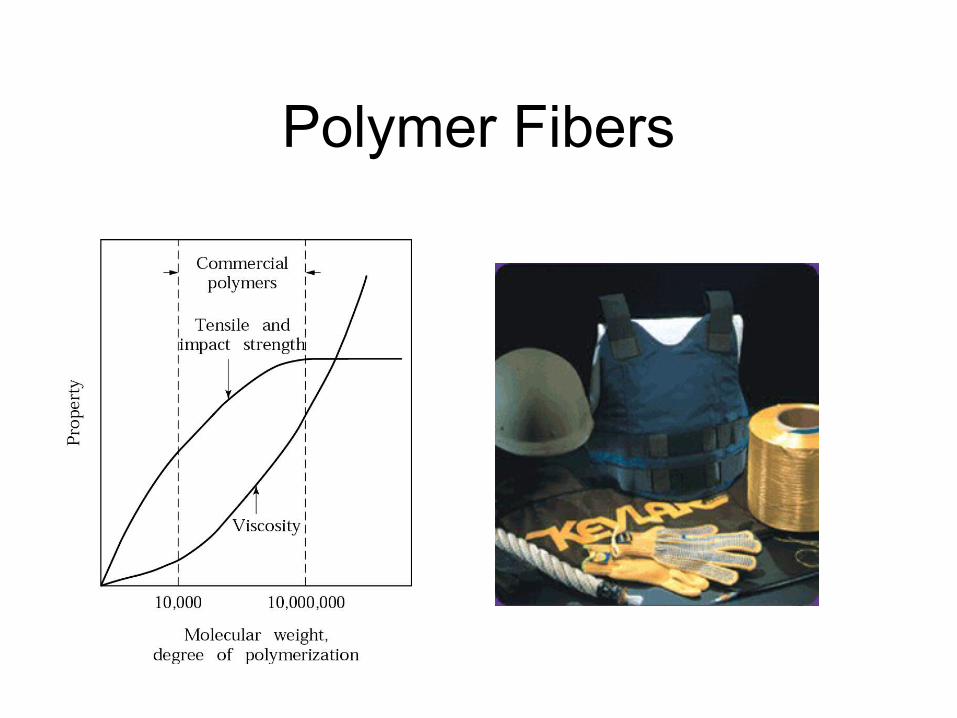
Fibers• A Fiber is a long, thin thing!
– Aspect ratio >100– At diameters > 75 µ, the fiber is a rod
• Long means:– > 1 kilometer
• At a density of 1.4 and a denier of 5, 1 kilometer weighs less than 5 grams
– > 1 kilogram• 1.5 kilograms at 5 dpf is 20,000 miles
• Few commercial fibers are produced at a scale of less than 500 tons– The length at 5 dpf is ~ .01 lightyear
• Typical melt spinning speeds are in excess of 100 miles/hour– To be viable, polymer to fiber conversions must be ~ 90%
• Minimum property CVs are < 10%• Real fibers are hard to make!!
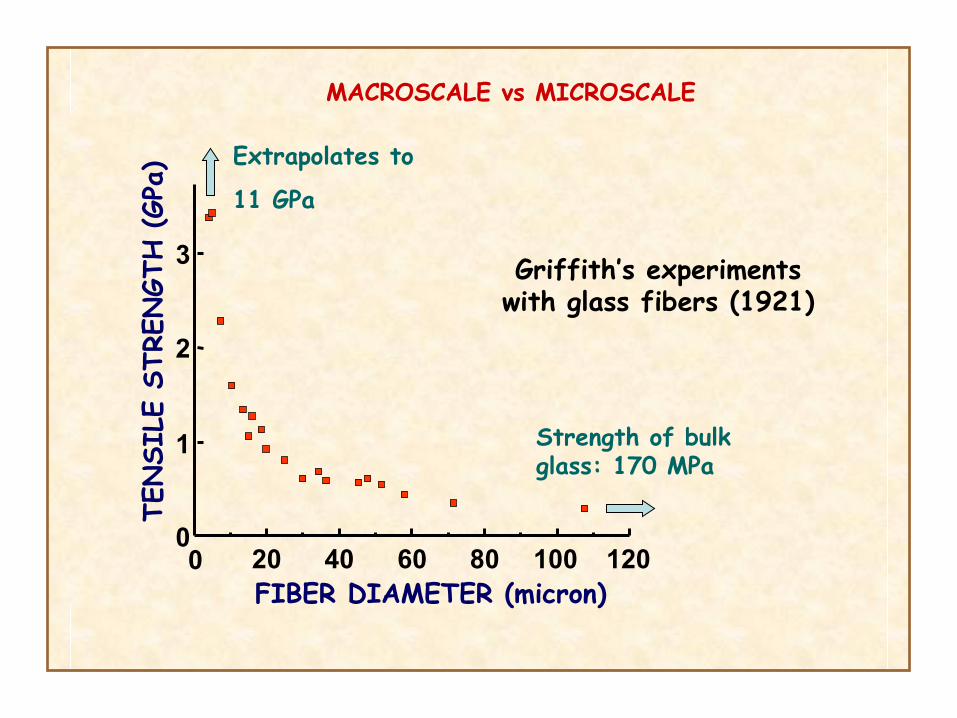
MACROSCALE vs MICROSCALE
Griffith’s experiments with glass fibers (1921)
FIBER DIAMETER (micron)
Strength of bulk glass: 170 MPa
Extrapolates to
11 GPa
1
2
3
TENSI
LE S
TRE
NGT
H (GP
a)
020 40 60 80 100 1200

Griffith’s equation for the strength of materials
21
2
=a
E
πγσ a = length of defect
γ = surface energy
• Thus, going from the macroscale to the atomic scale (via the nanoscale), defects progressively become smaller and/or are eliminated, which is why the strength increases (see equation).
• Note that the Griffith model predicts that defects have no effect on the modulus, only on strength
• But note: the model also predicts that defects of zero length lead to infinitely strong materials, an obvious impossibility!

Fibers1000 X longer than diameterOften uniaxial strengthKevlar-strongest organic fiber • Melt spinning technology can be applied to polyamide (Nylon),
polyesters, polyurethanes and polyolefins such as PP and HDPE.
• The drawing and cooling processes determine the morphology and
mechanical properties of the final fiber. For example ultra high
molecular weight HDPE fibers with high degrees of orientation in the
axial direction have extremely high stiffness !!
• Of major concern during fiber spinning are the instabilities that arise
during drawing, such as brittle fracture and draw resonance. Draw
resonance manifests itself as periodic fluctuations that result in
diameter oscillation.

TABLE 4.2. Fiber Propertiesa
Fiber Type
Natural Cotton WoolSynthetic Polyester Nylon Aromatic polyamide (aramid)c
Polybenzimidazole Polypropylene Polyethylene (high strength)Inorganicc
Glass Steel
Tenacityb
(N/tex)
0.26-0.440.09-0.15
0.35-0.530.40-0.711.80-2.0
0.270.44-0.792.65d
0.53-0.660.31
SpecificGravity
1.501.30
1.381.141.44
1.430.900.95
2.567.7
aUnless otherwise noted, data taken form L. Rebenfeld, in Encyclopedia of Polymer Science and Engineering (H. f. Mark,N. M. Bikales, C. G. Overberger, G. Menges, and J. I. Kroschwitz, Eds.), Vol. 6, Wiley-Interscience, New York, 1986,pp. 647-733.bTo convert newtons per tex to grams per denier, multiply by 11.3.cKevlar (see Chap. 3, structure 58.)dFrom Chem. Eng. New, 63(8), 7 (1985).eFrom V. L. Erlich, in Encyclopedia of Polymer Science and Technology (H.F. Mark, N. G. Gaylord, and N. M. Bikales, Eds.), Vol. 9, Wiley-Interscience, New Uork, 1968, p. 422.
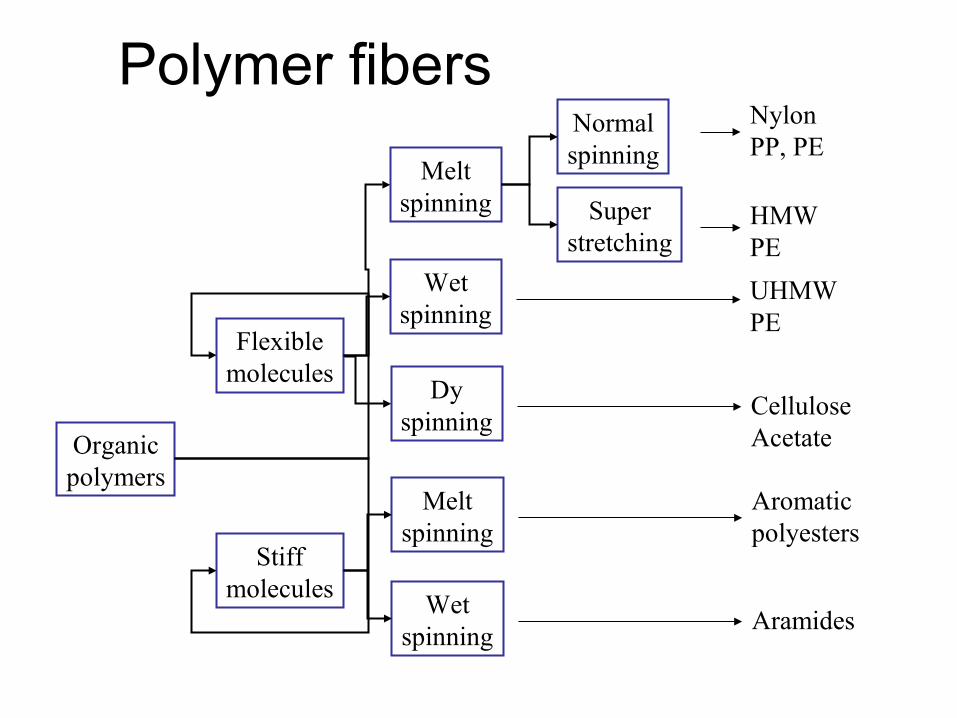
Polymer fibers
Organicpolymers
Flexiblemolecules
Stiffmolecules
Meltspinning
Wetspinning
Meltspinning
Wetspinning
Normalspinning
Superstretching
NylonPP, PE
UHMWPE
HMWPE
Aromaticpolyesters
Aramides
Dyspinning
CelluloseAcetate

Fibers
Dry Spinning: From solution
Melt Spinning: From Melt
Nylon 6,6 & PETECellulose Acetate
Wet Spinning: From solution into solution
Kevlar, rayon, acrylics, Aramids, spandex

Fiber Spinning: MeltFiber spinning is used to manufacture synthetic fibers. A filament is continuously extruded through an orifice and stretched to diameters of 100 µm and smaller. The molten polymer is first extruded through a filter or “screen pack”, to eliminate small contaminants. It is then extruded through a “spinneret”, a die composed of multiple orifices (it can have 1-10,000 holes). The fibers are then drawn to their final diameter, solidified (in a water bath or by forced convection) and wound-up.
Bobbin
Extruded Fiber Cools
and Solidifies Here
Metered Extrusion(controlled flow)
Melting Zone
Polymer Chips/Beads
PumpFilter and SpinneretAir Diffuser
Heating Grid
Pool
Lubrication by oil disk and trough
Packaging
Bobbin drive
Yarn driver
Feed rolls
Moisture Conditioning Steam Chamber
Nylon 6,6 & PETE

Feed
Filtered polymer solution
Metered extrusion Pump
Filter and spinneret
Solidif ication by solvent evaporation
Heated chamber
Lubrication
Air inlet
Feed roll and guide
Yarn driving
Balloon guide
Packaging
Ring and traveler
Bobbin transverse
Spindle
Dry Spinning
Dry
Spi
nnin
g of
Fib
ers
from
a S
olut
ion
Cellulose Acetate

Wet Spinning (e.g. Kevlar)
Kevlar, rayon, acrylics
Aramids, spandex
feedline
take-upgodet
filaments
spinneretdrawingelements
coagulation bath plastisizing bath
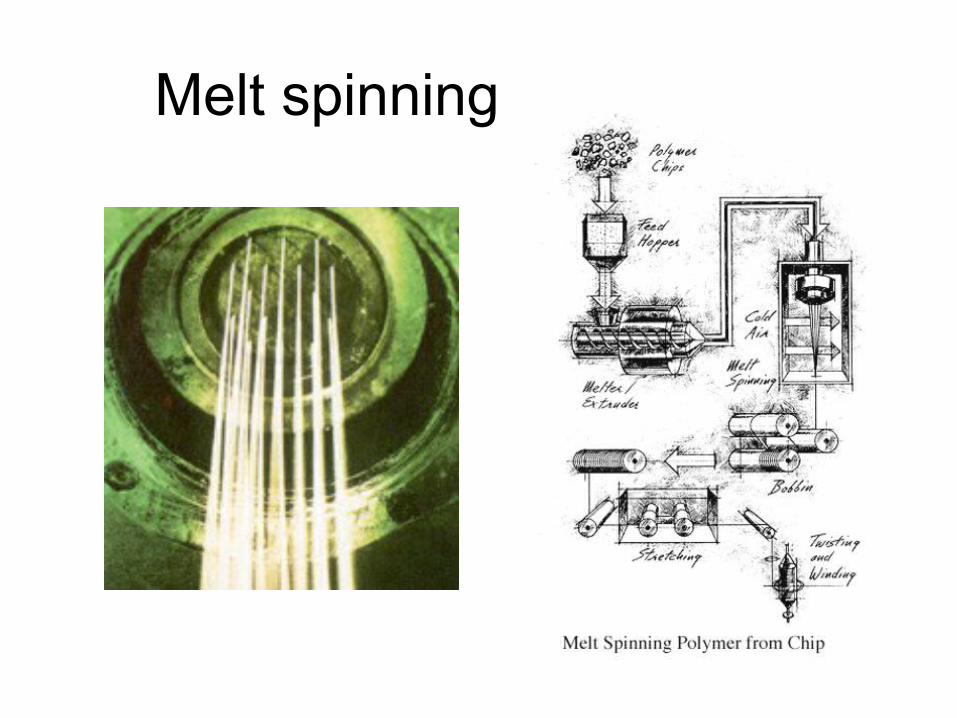
Melt spinning

Acrylic Fibers
• 85% acrylonitrile• Wet spun• Acrylic's benefits are:
– ・ Superior moisture management or wickability ・– Quick drying time (75% faster than cotton) ・– Easy care, shape retention ・– Excellent light fastness, sun light resistance ・– Takes color easily, bright vibrant colors ・– Odor and mildew resistant


• Nanotube effecting crystallization of PP• Sandler et al, J MacroMol Science B, B42(3&4), pp 479-
488,2003
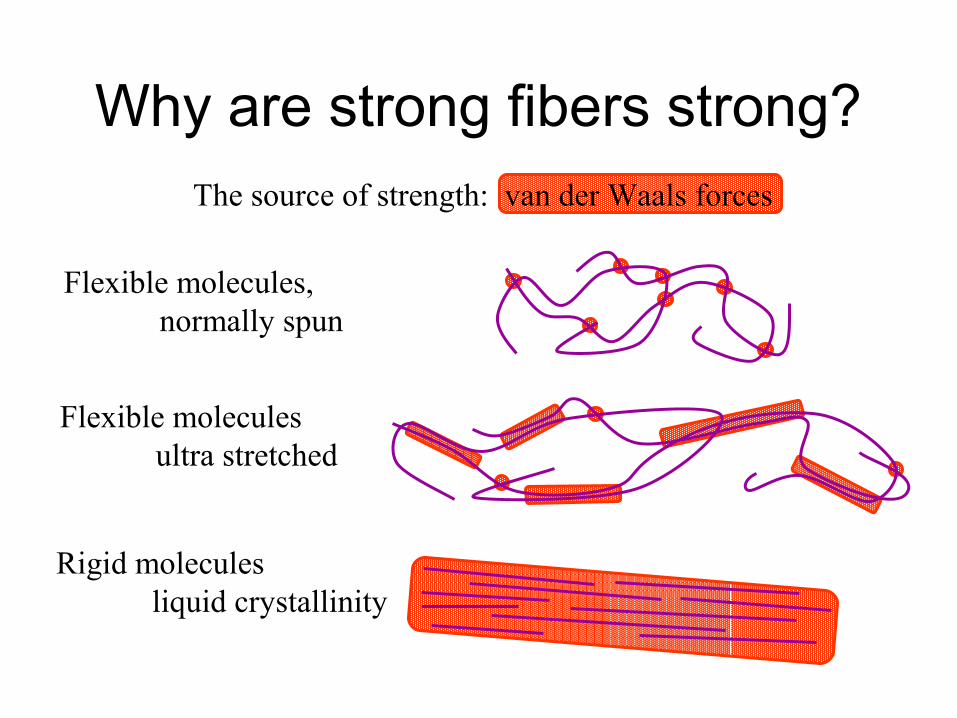
Why are strong fibers strong?The source of strength: van der Waals forces
Flexible molecules,normally spun
Flexible moleculesultra stretched
Rigid moleculesliquid crystallinity

N
N
O
O
H
H
N
N
O
O
H
H
N
N
O
O
H
H
Fib
er o
rient
atio
n
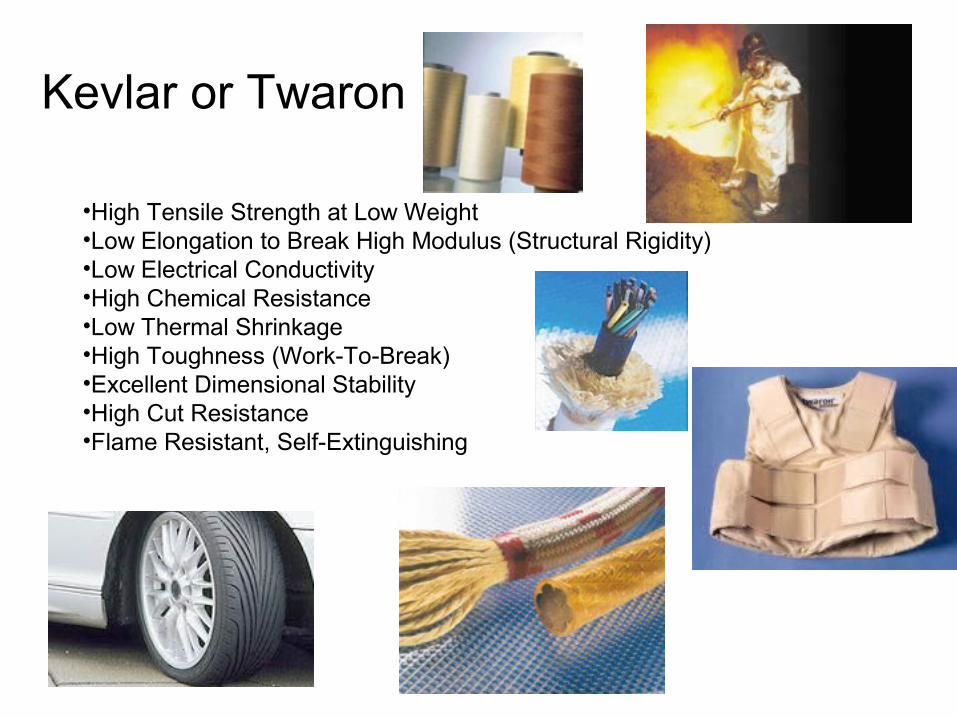
•High Tensile Strength at Low Weight •Low Elongation to Break High Modulus (Structural Rigidity) •Low Electrical Conductivity •High Chemical Resistance •Low Thermal Shrinkage •High Toughness (Work-To-Break) •Excellent Dimensional Stability •High Cut Resistance •Flame Resistant, Self-Extinguishing
Kevlar
•High Tensile Strength at Low Weight •Low Elongation to Break High Modulus (Structural Rigidity) •Low Electrical Conductivity •High Chemical Resistance •Low Thermal Shrinkage •High Toughness (Work-To-Break) •Excellent Dimensional Stability •High Cut Resistance •Flame Resistant, Self-Extinguishing
Kevlar or Twaron
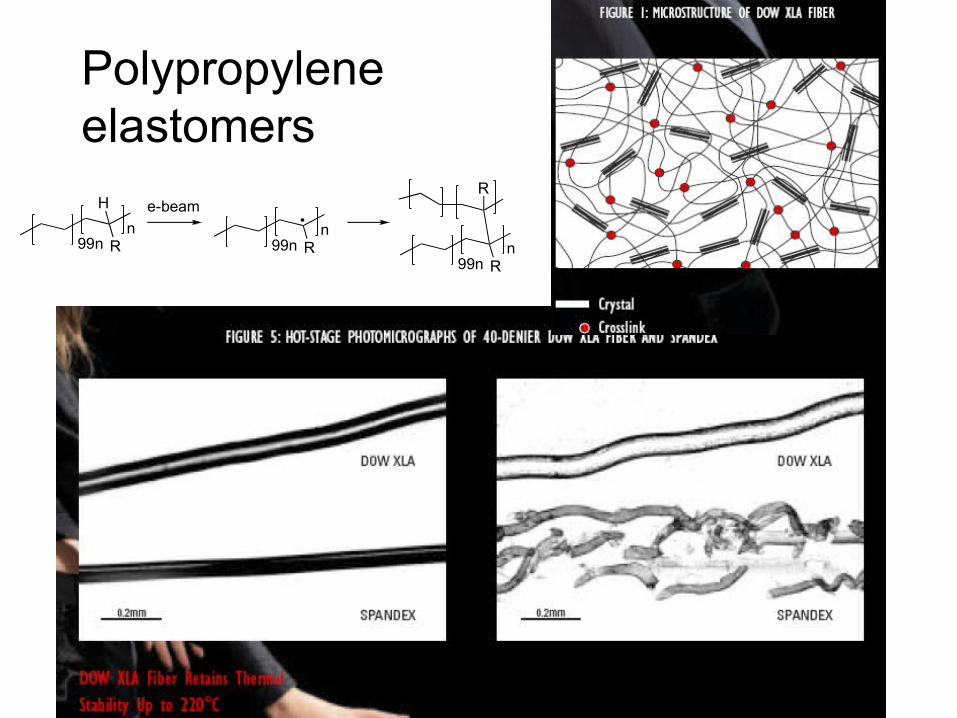
Polypropylene elastomers
99n Rn
H e-beam
99n Rn
99n Rn
R


Aramide fibersthe complete spinning lineH2SO4
80 wt%
H2O
PPD-T20 wt%
icemachine
H2SO4 ice
mixer
extruder
spinneret
Washingcsulf.ac. < 0.5 %
neutralisingdrying2000C
winding
H2SO4 + H2O
air gap
Long washing traject(initially difficult to control)Sometimes post-strech of 1%to enhance orientation
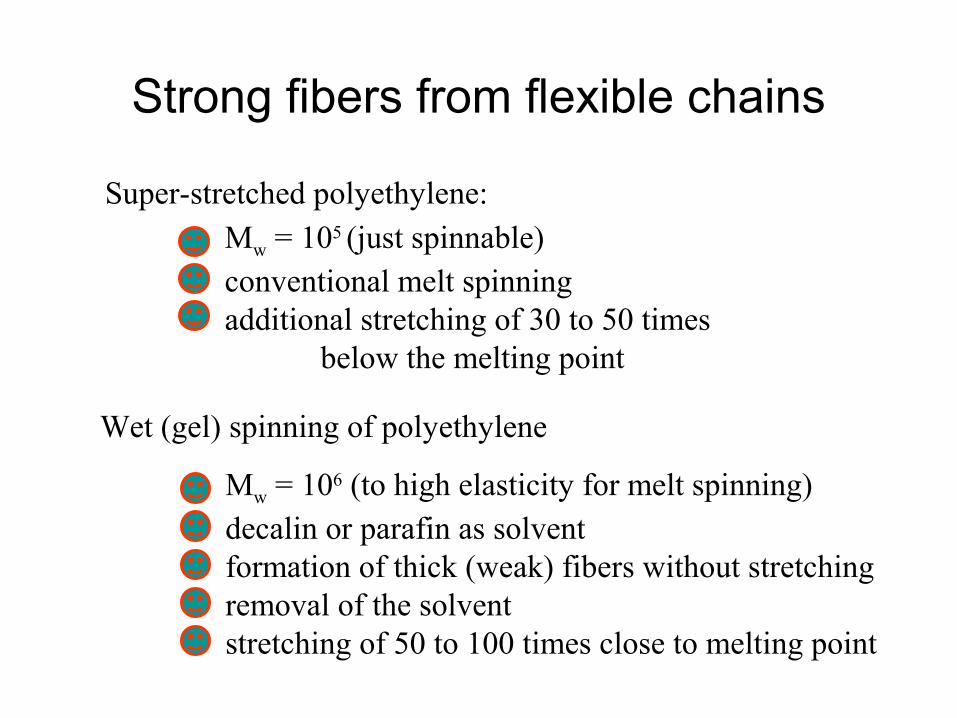
Strong fibers from flexible chains
Super-stretched polyethylene:
Mw = 105 (just spinnable)conventional melt spinningadditional stretching of 30 to 50 times
below the melting point
Wet (gel) spinning of polyethylene
Mw = 106 (to high elasticity for melt spinning)decalin or parafin as solventformation of thick (weak) fibers without stretchingremoval of the solventstretching of 50 to 100 times close to melting point

POLYETHYLENE (LDPE)
H2C CH2
RH2C CH2
x20-40,000 psi150-325° C
Molecular Weights: 20,000-100,000; MWD = 3-20 density = 0.91-0.93 g/cm3
Highly branched structure—both long and short chain branches
15-30 Methyl groups/1000 C atoms
Tm ~ 105 C, X’linity ~ 40%
Applications: Packaging Film, wire and cable coating, toys, flexible bottles, housewares, coatings
CH2
H3CCH3
CH3
H3C
CH3
H3C
H3C
H3C
H3C
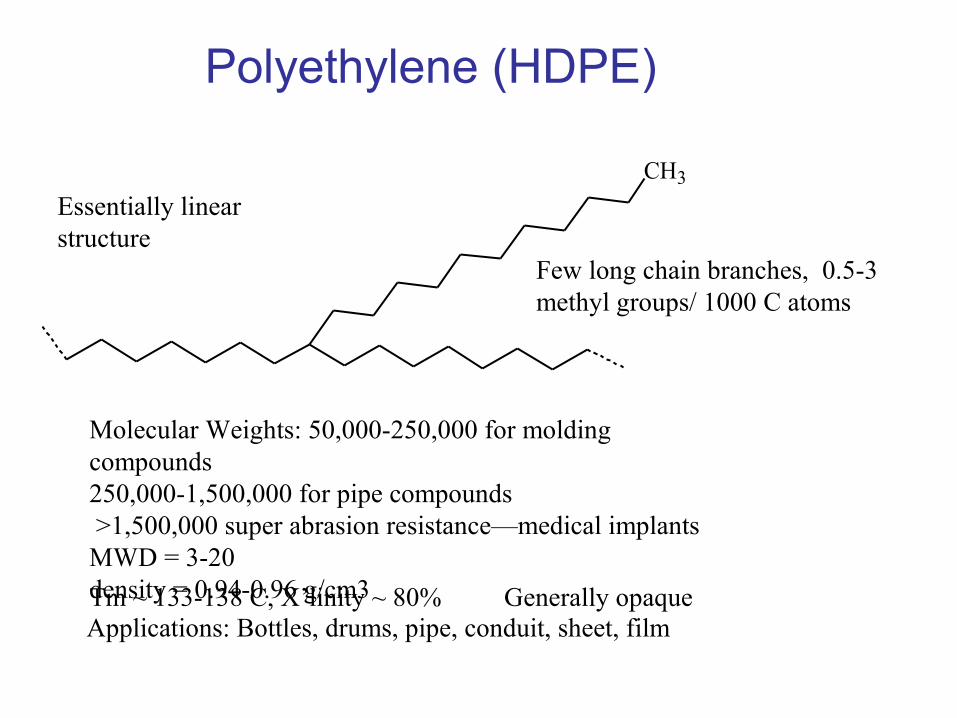
Polyethylene (HDPE)
CH3
Essentially linear structure
Few long chain branches, 0.5-3 methyl groups/ 1000 C atoms
Molecular Weights: 50,000-250,000 for molding compounds250,000-1,500,000 for pipe compounds >1,500,000 super abrasion resistance—medical implants MWD = 3-20 density = 0.94-0.96 g/cm3Tm ~ 133-138 C, X’linity ~ 80%Applications: Bottles, drums, pipe, conduit, sheet, film
Generally opaque

UHMWPE fibers: Dyneema or Spectra
http://www.dyneema.com
Gel spinning process
Structure of UHMWPE, with n = 100,000-250,000
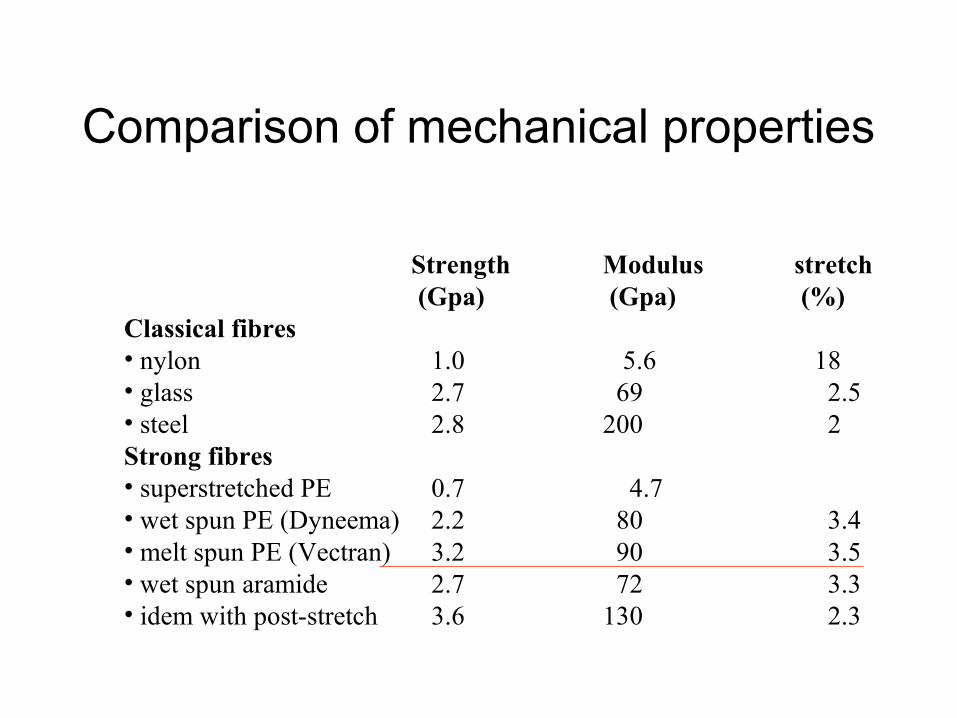
Comparison of mechanical properties
Strength Modulus stretch (Gpa) (Gpa) (%)
Classical fibres• nylon 1.0 5.6 18• glass 2.7 69 2.5• steel 2.8 200 2Strong fibres• superstretched PE 0.7 4.7• wet spun PE (Dyneema) 2.2 80 3.4• melt spun PE (Vectran) 3.2 90 3.5• wet spun aramide 2.7 72 3.3• idem with post-stretch 3.6 130 2.3

Aramide fibersthe spinning mechanism
removal ofsulfuric acid
platinumcapillary 65µ
polymer inpure sulfuric acid
at 850C
air gap 10 mm withelongational stretch (6x)
coagulationbath at 100C
Specific points:
solvent: pure H2SO4
polymer concentration 20%
general orientation in the capillary
extra orientation inthe air gap
coagulation in cooled diluted sulfuric acid

O
O
O
O
m
n
Vectran
Vectran fiber is thermotropic, it is melt-spun, and it flows at a high temperature under pressure



O
HNHN NH
O
n
Aramid
n
Ultra High Molecular Weight Polyethylene
O
O
O
O
m
n
Vectran
O
N
poly(p-phenylene benzobisoxazole)
O
N
n
Zylon




Carbon Fibers: Pyrolyzing Polyacrylonitrile Fibers
C C C C C C C
N N N N N N N
N N N N N N N N
N N N N N N N N
Young’s Modulus 325 GpaTensile Strength 3-6 GPa

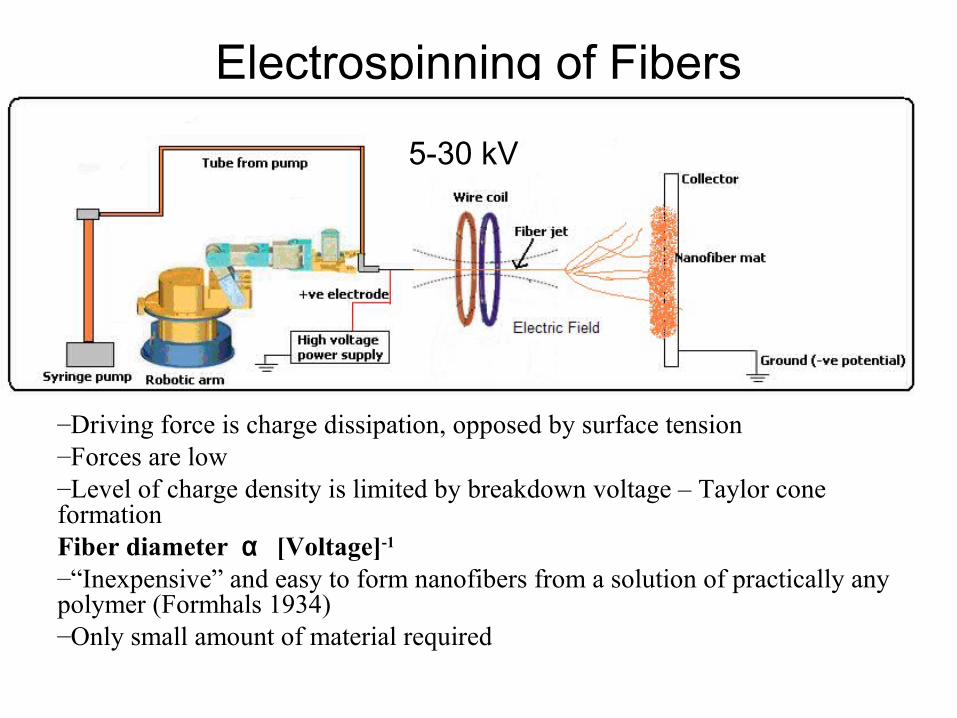
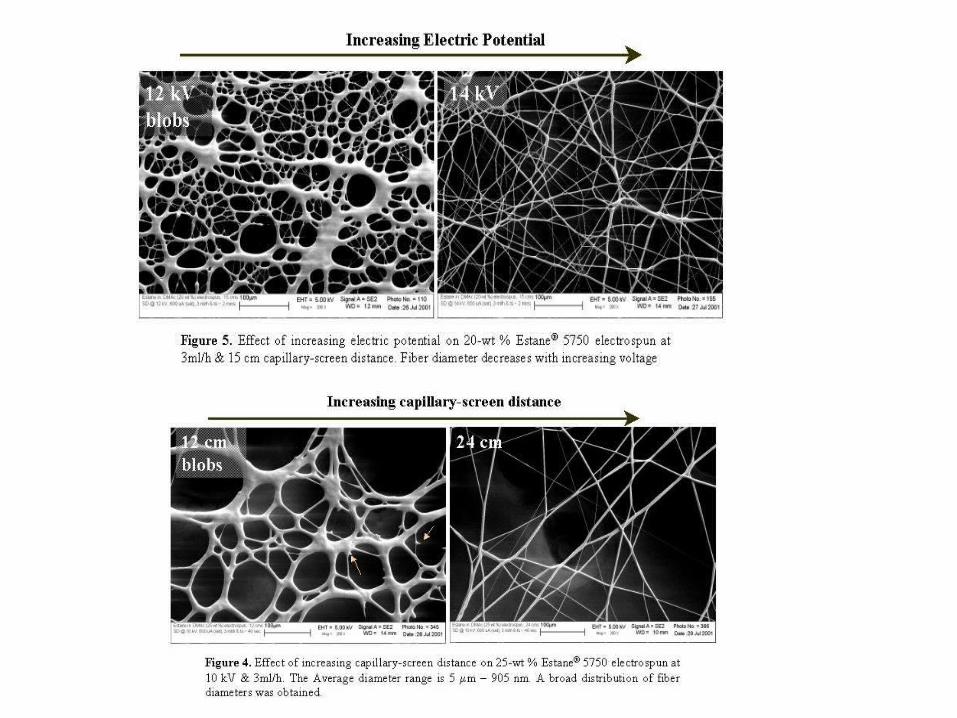
Electrospinning of Fibers
–Driving force is charge dissipation, opposed by surface tension–Forces are low–Level of charge density is limited by breakdown voltage – Taylor cone formationFiber diameter α [Voltage]-1
–“Inexpensive” and easy to form nanofibers from a solution of practically any polymer (Formhals 1934)–Only small amount of material required
5-30 kV


Human hair (.06mm)
Electrospun polymers


Fibers
1000 X longer than diameterOften uniaxial strengthKevlar-strongest organic fiber
tensile strength 60GPaYoung’s modulus 1TPa)

Making Carbon Nanotubes


Carbon Nanotube Fibers
Nature 423, 703 (12 June 2003); doi:10.1038/423703a
1cm


Fig. 4. Scanning electron micrograph of a dry ribbon deposited on a glass substrate. The black arrow indicates the main axis of the ribbons, which corresponds to the direction of the initial fluid velocity. Despite the presence of a significant amount of carbon spherical impurities, SWNTs bundles are preferentially oriented along the main axis. Scale BAR=667 nm

SWNT Fiber after drawing
25 µm
Fibers• Large aspect ratio (length/diameter) & strong (fewer defects)• Common fibers: cellulose acetate, viscous cellulose,
polyethylene, polypropylene, acrylics (acrylonitrile copolymers), nylon’s, polyester (PETE), PMMA (optics), urethane (Spandex).
• High performance fibers: polyaramides (Kevlar), Uniaxially oriented gels (UHMWPE), Liquid crystals (Vectran)
• Carbon fibers (Black Orlon or pitch based), carbon nanotubes• Methods for preparing:
-Dry spinning-Wet spinning-Melt spinning-Gel spinning-electrospinning-growing (self-assembly)
Polymides (PI) - Vespel®, Aurum®, P84®, and more. Polybenzimidazole (PBI) - Celazole®Polyamide-imide (PAI) - Torlon® Polyetheretherketone (PEEK) - Victrex®, Kadel®, and more. Polytetrafluoroethylene (PTFE) - Teflon®, Hostaflon®Polyphenylene Sulfide (PPS) - Ryton®, Fortron®, Thermocomp®, Supec® and more. Polyetherimide (PEI) - Ultem®Polypthalamide (PPA) - Amodel®, BGU®, and more. Aromatic Polyamides - Reny®, Zytel HTN®, Stanyl®Liquid Crystal Polymer (LCP) - Xydar®, Vectra®, Zenite®, and more. Other Polymers - Nylon, Polyacetal, Polycarbonate, Polypropylene, Ultra High Molecular Weight Polyethylene, ABS, PBT, and mor







