Download - Jato de Água
Prof. Dr.-Ing. Joel M. UDESC
Processos especiais de usinagem Eletroerosão
Definição: Eletroerosão é um processo de fabricação baseado em princípios de remoção por efeitos térmicos, que acontece em decorrência de carregamento elétrico não estacionário entre dois materiais condutores de eletricidade (peça e eletrodo) em um meio fluido (dielétrico).
É utilizado:• Materiais condutores de eletricidade;• Materiais altamente duros (metal-duro; ligas metálicas com alta dureza);• Pequena quantidade de peças e• Peças de geometria complexa;
Prof. Dr.-Ing. Joel M. UDESC

Prof. Dr.-Ing. Joel M. UDESC
Processo
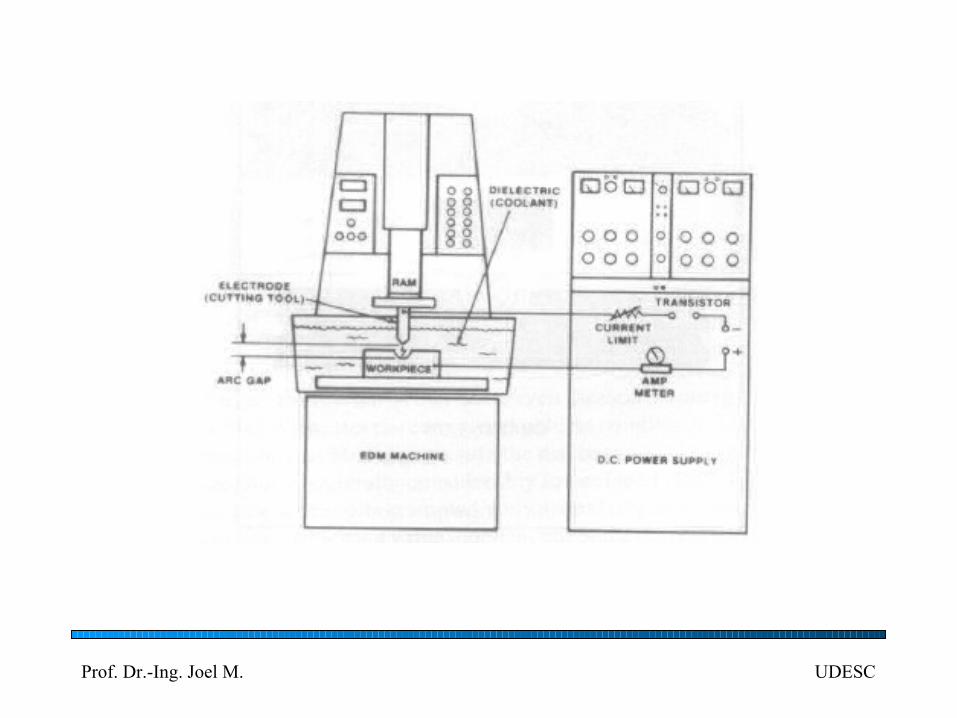
Eletroerosão é um processo que consiste na remoção de material da peça utilizandodescargas elétricas como principal meio de usinagem. Esta técnica é caracterizadas pela aptidão do material de conduzir eletricidade (metais, carbetos, grafite, etc).O processo é composto por:
Eletrodo
Peça
Dielétrico
Eletricidade

Prof. Dr.-Ing. Joel M. UDESC
Princípios do processo
1. Aproximação do eletrodo.Os dois estão eletrizados
http://www.charmillesus.com/edm/principle.cfm
2. Concentração do campoelétrico numa região de menor distância entre o eletrodo e a peça
3. Criação de um cana ionizadoentre o eletrodo e a peça.
4. Fundição do material da peça. Omaterial do eletrodo é pouco afetado
5. A corrente é cortada causandoa explosão do canal.
6. Expulsão das partículas do material da peça com o dielétrico.

Prof. Dr.-Ing. Joel M. UDESC
Fatores influentes Máquina:•Controle dos eixos•Lavação;•Transporte do fio,eletrodo ...
Resultados de trabalho:•Remoção;•Desgaste;•Qualidade. super;•Integridade super.
Estratégia:•Máxima remoção;•Mínimo desgaste;•Alta qual. superf.;•Mínima influência da integrid. super..
Parâmetros controláveis:•Duração do pulso;•Duração da pausa entre os pulsos•Tensão;•Avanço;•Vazão do dielétrico.
Perturbações:•Inomogêneidade do material da peça e do eletrodo;•Sujeira;•Temperatura;•...
Resultados do Processo:•Tensão;•Corrente;•Altura da fenda;• ...
Prof. Dr.-Ing. Joel M. UDESC
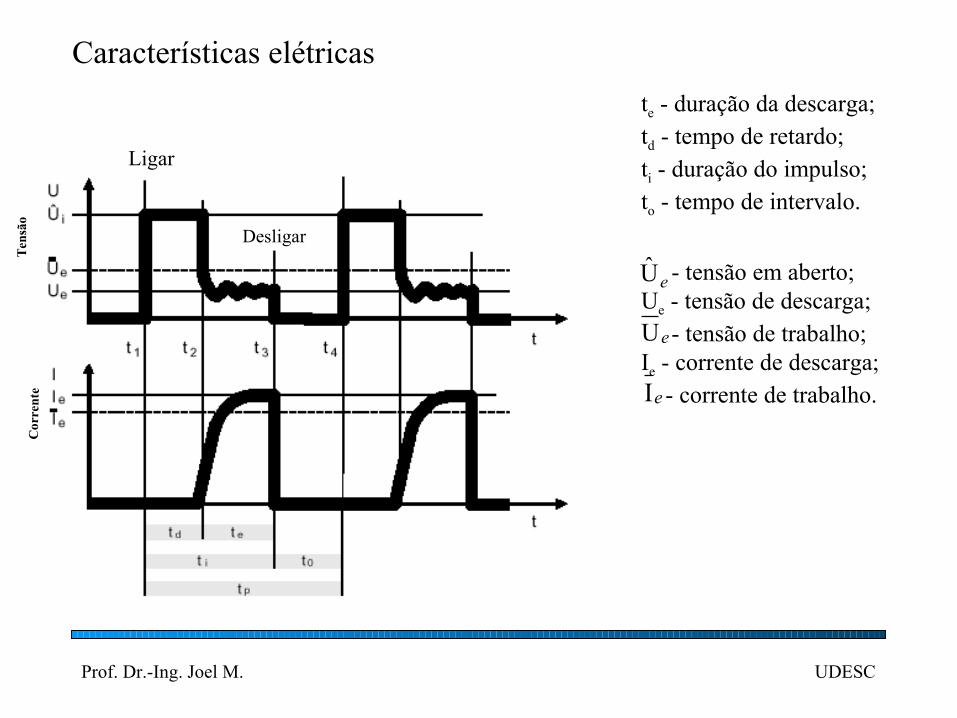
Características elétricasTe
nsão
Cor
rent
e
te - duração da descarga;td - tempo de retardo;ti - duração do impulso;to - tempo de intervalo.
Ligar
Desligar
- tensão em aberto;Ue - tensão de descarga; - tensão de trabalho;Ie - corrente de descarga; - corrente de trabalho.eI
eU
eU
Prof. Dr.-Ing. Joel M. UDESC
Eletrodo
Materiais:Cobre eletrolítico e algumas ligas, alumínio, silício, latão, titânio, aço e grafite.
Processos de fabricação:• Fundição;• Forjamento;• Torneamento;• Fresamento;• Furação;• etc.
Características: Alta condutibilidade eletricidade e térmica (possibilitando grande taxa de remoção de material da peça com pouco desgaste da ferramenta);Resistência mecânica suficiente;Sem problemas de deformação térmica .

Prof. Dr.-Ing. Joel M. UDESC
Dielétrico
Funções:• Isolar eletrodo e peça;• Formar o canal de descarga;• Remover as partículas erodidadas da fenda de trabalho;• Refrigerar o local de trabalho.
Principais tipos:• Hidrocarbonetos (querosene, óleo de transformador)• Água desmineralizada ;
Prof. Dr.-Ing. Joel M. UDESC
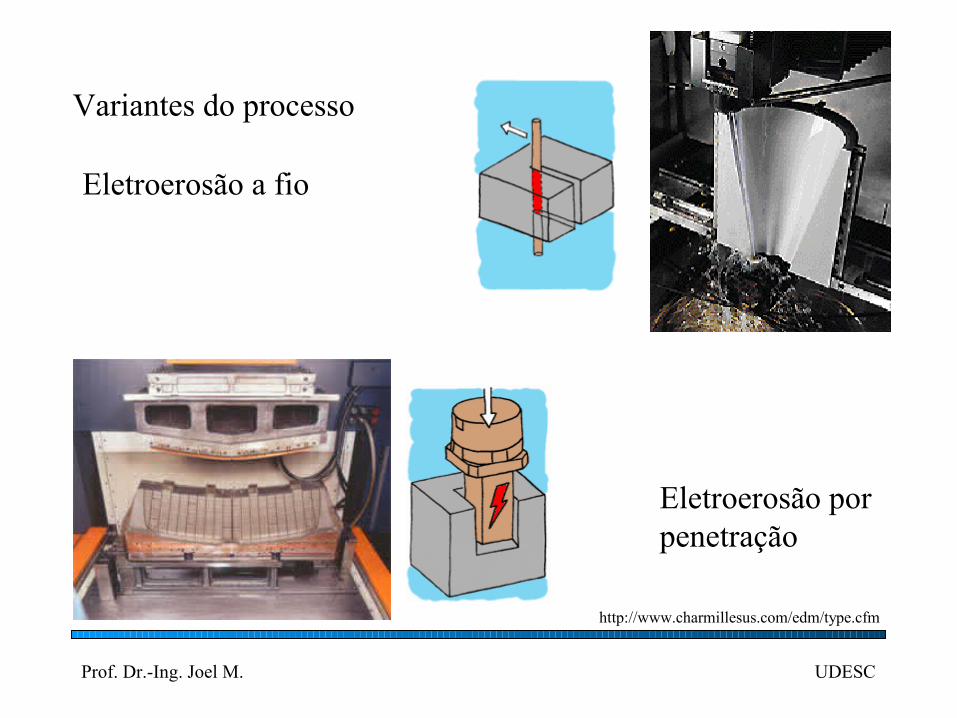
http://www.charmillesus.com/edm/type.cfm
Eletroerosão a fio
Eletroerosão por penetração
Variantes do processo

Prof. Dr.-Ing. Joel M. UDESC
http://www.dptechnology.com/EDM/
Otimização através de simulação do processo
Prof. Dr.-Ing. Joel M. UDESC
Máquinas

Prof. Dr.-Ing. Joel M. UDESC
Exemplos de aplicação
http://www.charmillesus.com/edm/whatsedm.cfm
Prof. Dr.-Ing. Joel M. UDESC
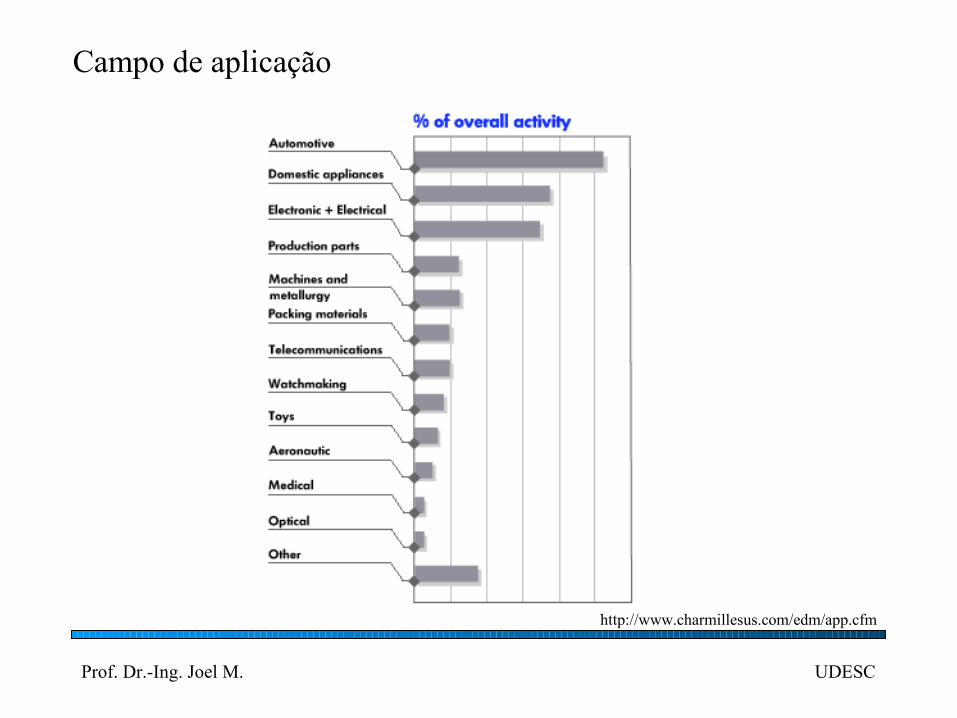
Campo de aplicação
http://www.charmillesus.com/edm/app.cfm
Prof. Dr.-Ing. Joel M. UDESC
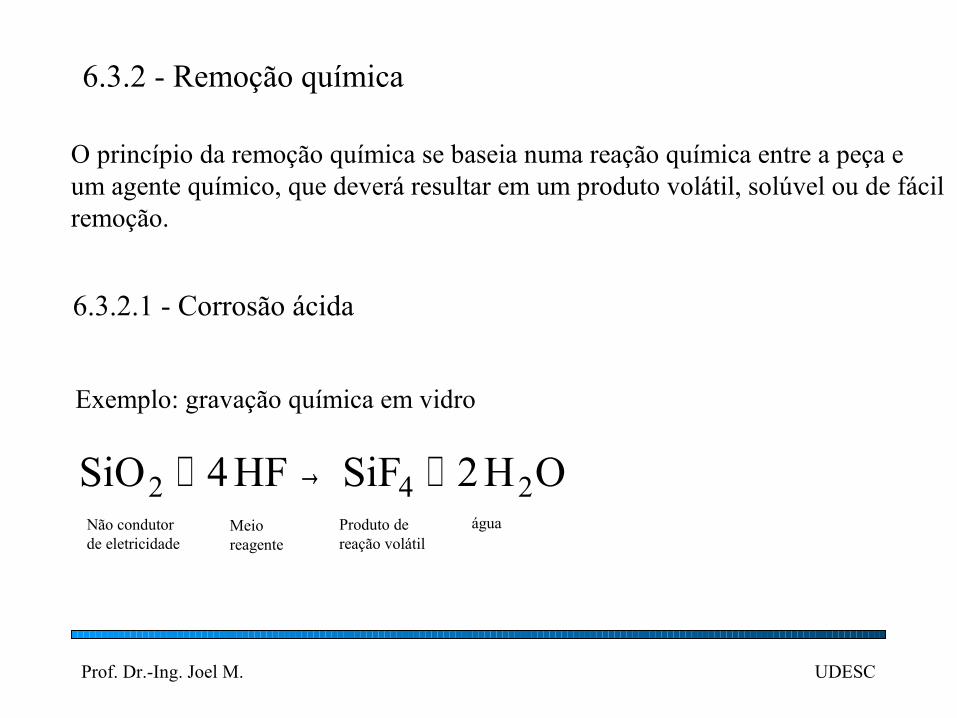
6.3.2 - Remoção química
O princípio da remoção química se baseia numa reação química entre a peça e um agente químico, que deverá resultar em um produto volátil, solúvel ou de fácilremoção.
6.3.2.1 - Corrosão ácida
OH2SiFHF4SiO 242 +→+Não condutorde eletricidade
Meio reagente
Produto dereação volátil
água
Exemplo: gravação química em vidro

Prof. Dr.-Ing. Joel M. UDESC
6.3.2.2 - Rebarbação termoquímica
É um processo de fabricação utilizado para retirar rebarbas de peças metálicas ou não, utilizando o princípio de oxidação:
calorOHO2H 222 +→+
A energia liberada por essa reação pode alcançar de 2500 até 3500 °C que proporciona uma reação química, a oxidação (queima) da rebarba com o oxigênioda câmara.

Prof. Dr.-Ing. Joel M. UDESC
Exemplo:
Câmara derebarbação
Câmara demistura
Cilindros demistura
Vela deignição
Processo
Peça
Rebarba dofresamento
Rebarba daentrada dabroca
Parede
Canto vivo
Rebarba defundiçãoem peças deAl e Zi
Rebarba defuração
Rebarba deretificação
Rebarba deroscamento
Rebarba qualquer
Prof. Dr.-Ing. Joel M. UDESC
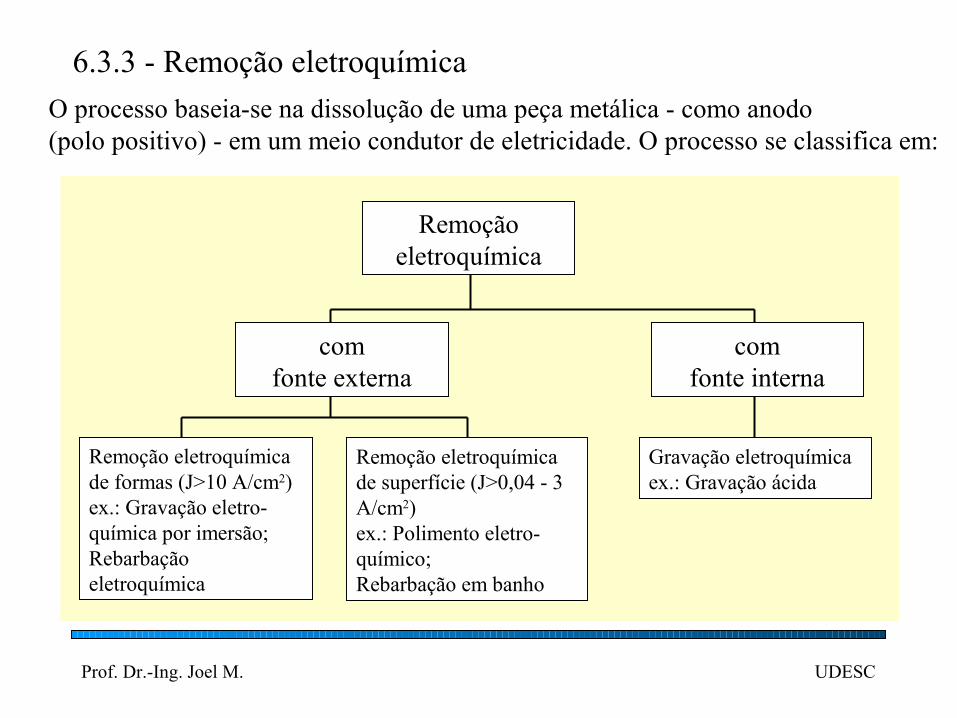
6.3.3 - Remoção eletroquímicaO processo baseia-se na dissolução de uma peça metálica - como anodo (polo positivo) - em um meio condutor de eletricidade. O processo se classifica em:
Remoçãoeletroquímica
comfonte externa
comfonte interna
Remoção eletroquímica de formas (J>10 A/cm2)ex.: Gravação eletro-química por imersão;Rebarbação eletroquímica
Remoção eletroquímica de superfície (J>0,04 - 3 A/cm2)ex.: Polimento eletro-químico;Rebarbação em banho
Gravação eletroquímicaex.: Gravação ácida
Prof. Dr.-Ing. Joel M. UDESC
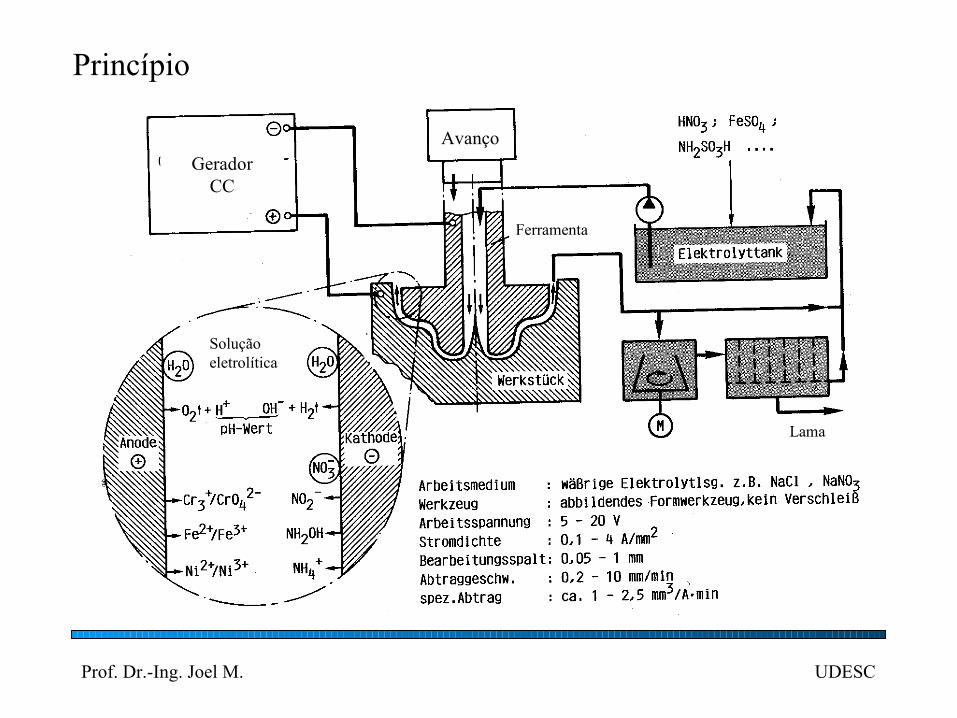
Princípio
GeradorCC
Avanço
Ferramenta
Lama
Solução eletrolítica
Prof. Dr.-Ing. Joel M. UDESC
Sua aplicação vem crescendo nos últimos anos em quase todas as áreas de fabricação em decorrência de:
•Erosão de materiais de difícil usinabilidade;•confecção de formas geométricas complicadas;•inexistência de desgaste decorrente do próprio processo;•nenhuma influência térmica ou mecânica da estrutura da camada limite do material da peça;• reprodutibilidade e elevada precisão;• inexistência de rebarba;• bom acabamento superficial da peça, mesmo para taxa de remoção elevada;• elevada liberdade de projeto no que diz respeito à escolha do material e dageometria a ser reproduzida.
Vantagens do processo
Prof. Dr.-Ing. Joel M. UDESC
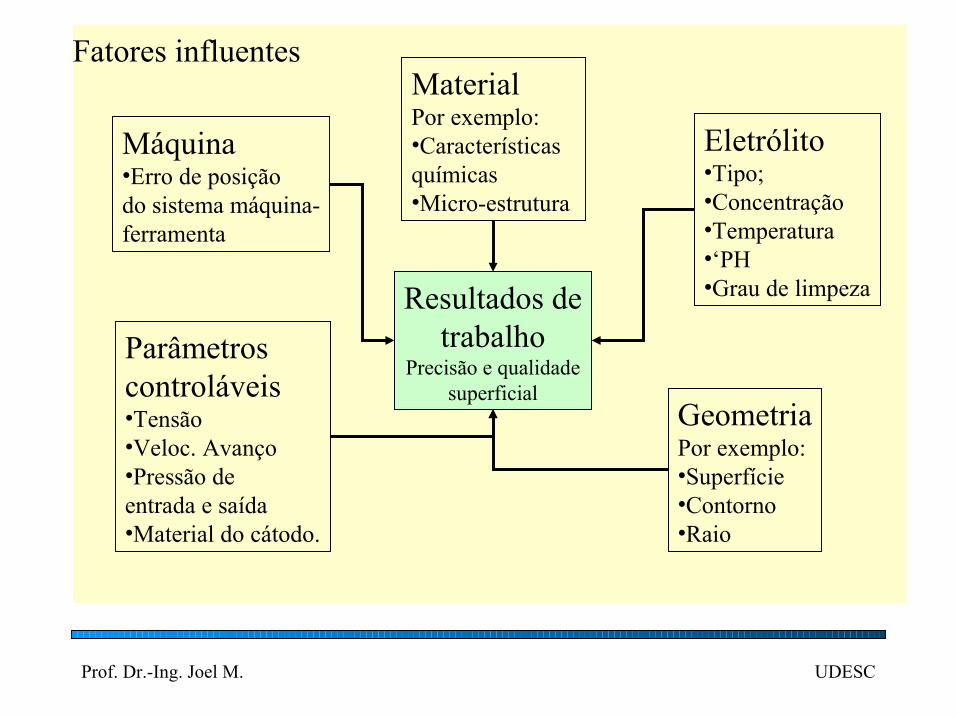
Fatores influentes
Resultados detrabalho
Precisão e qualidadesuperficial
Eletrólito•Tipo;•Concentração•Temperatura•‘PH•Grau de limpeza
GeometriaPor exemplo:•Superfície•Contorno•Raio
MaterialPor exemplo:•Característicasquímicas•Micro-estrutura
Máquina•Erro de posiçãodo sistema máquina-ferramenta
Parâmetroscontroláveis•Tensão•Veloc. Avanço•Pressão de entrada e saída•Material do cátodo.
Prof. Dr.-Ing. Joel M. UDESC
Eletrólito
Características: Tem como função conduzir os transportadores de carga e promover uma conversão eletro-química nos eletrodos durante a eletrólise. Outras atribuições:
• Grande estabilidade química• Pequena tendência à corrosão• Neutralidade fisiológica.
Tipos:
•Cloreto de sódio (NaCL);•Soluções de nitratos (NaNO)•Ácidos (H2SO4, HNO3, HCl)
Prof. Dr.-Ing. Joel M. UDESC
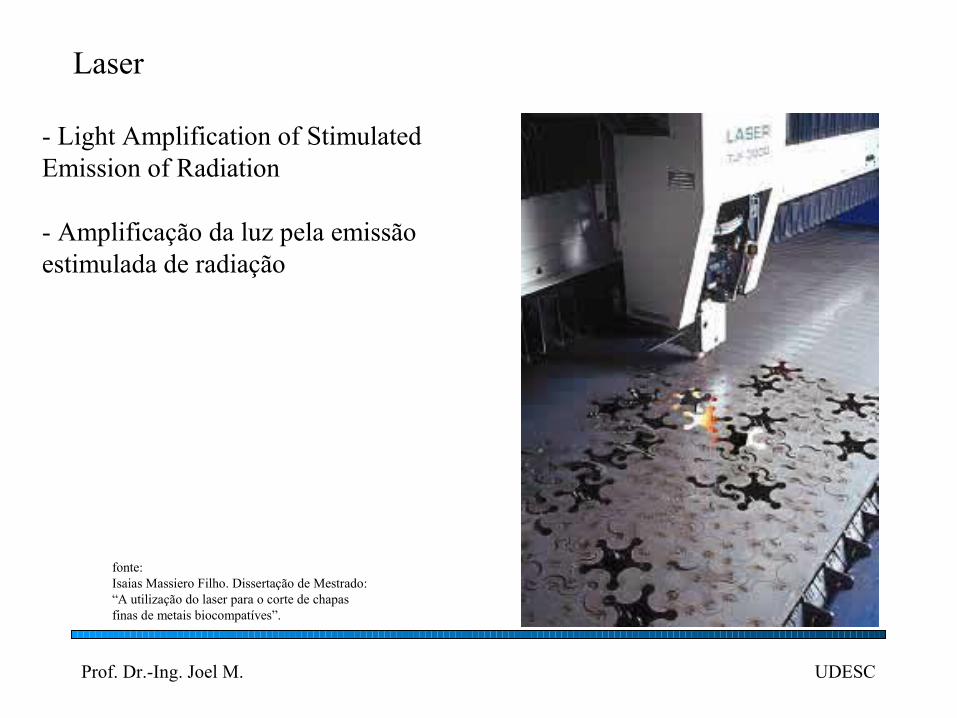
Laser
- Light Amplification of Stimulated Emission of Radiation
- Amplificação da luz pela emissão estimulada de radiação
fonte:Isaias Massiero Filho. Dissertação de Mestrado: “A utilização do laser para o corte de chapas finas de metais biocompatíves”.
Prof. Dr.-Ing. Joel M. UDESC
Princípio:
- um feixe de luz (onda eletromagnética) coerente (de mesma fase) e monocromática (mesmo comprimento de onda) incide na superfície da peça aquecendo-a.
- O fenômeno da emissão de fótons por átomos excitados ocorre de forma abundante na prática:
um metal aquecido devido à excitação dos átomos pelo calor átomos de fósforo na tela de um cinescópio são excitados pelo feixe deelétrons incidentes para emitir luz.
- O princípio do laser é baseado na sincronização da radiação estocástica emitida
Prof. Dr.-Ing. Joel M. UDESC
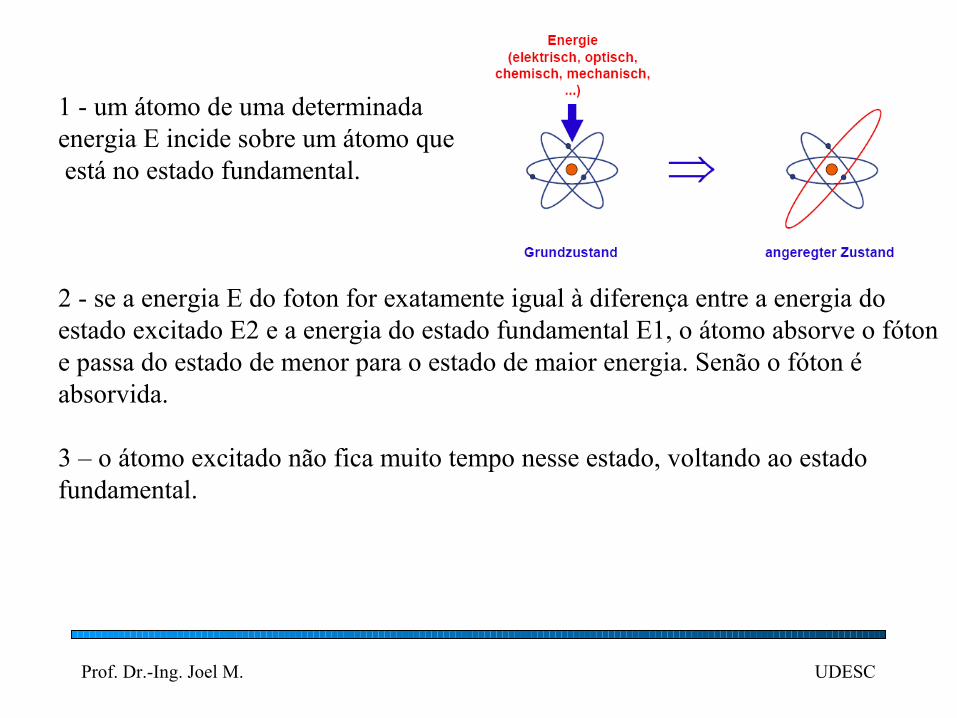
1 - um átomo de uma determinada energia E incide sobre um átomo que está no estado fundamental.
2 - se a energia E do foton for exatamente igual à diferença entre a energia do estado excitado E2 e a energia do estado fundamental E1, o átomo absorve o fótone passa do estado de menor para o estado de maior energia. Senão o fóton é absorvida. 3 – o átomo excitado não fica muito tempo nesse estado, voltando ao estado fundamental.

Prof. Dr.-Ing. Joel M. UDESC
Conceitos básicos
• Emissão espontânea – fluorescência: não necessita de ajuda externa para passar do estado excitado para o fundamental
• Emissão estimulada: necessita deajuda externa
um foton provoca a emissão de umoutro. Os dois são coerentes: mesma frequência, fase e polarização.

Prof. Dr.-Ing. Joel M. UDESC
Princípio de funcionamento
• Amplificação da luz• Principais componentes
– Meio amplificador– Cavidade de ressonância– Fonte de energia

Prof. Dr.-Ing. Joel M. UDESC
Meio amplificador (meio ativo)
• É o meio onde a luz emitida e refletida pelos espelhos é amplificada. O meio ativo pode ser sólido (Ex.: Nd:YAG, Rubi), líquido (Ex.: Rhodamin 6G) ou gasoso (Ex.: CO2, HeNe, Excimer)
• O meio ativo determina o comprimento de onda do laser, e por consequência o menor diâmetro do feixe emergente - que é proporcional ao comprimento de onda
Prof. Dr.-Ing. Joel M. UDESC
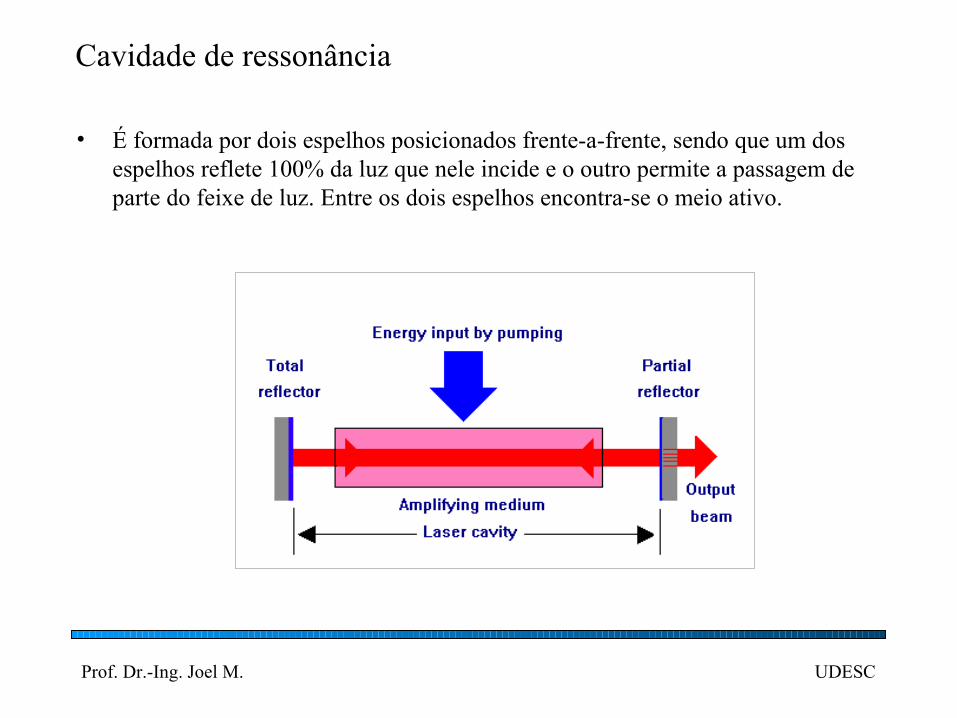
Cavidade de ressonância
• É formada por dois espelhos posicionados frente-a-frente, sendo que um dos espelhos reflete 100% da luz que nele incide e o outro permite a passagem de parte do feixe de luz. Entre os dois espelhos encontra-se o meio ativo.

Prof. Dr.-Ing. Joel M. UDESC
Fonte de energia
• Fornece energia ao meio ativo para permitir a emissão estimulada. Dependendo do tipo de meio ativo utilizado são empregados como fonte de energia meios óticos, elétricos, químicos, etc. Como exemplo pode-se citar lâmpadas de flash ou arco, diodos laser e descargas elétricas
diodo laser
Prof. Dr.-Ing. Joel M. UDESC
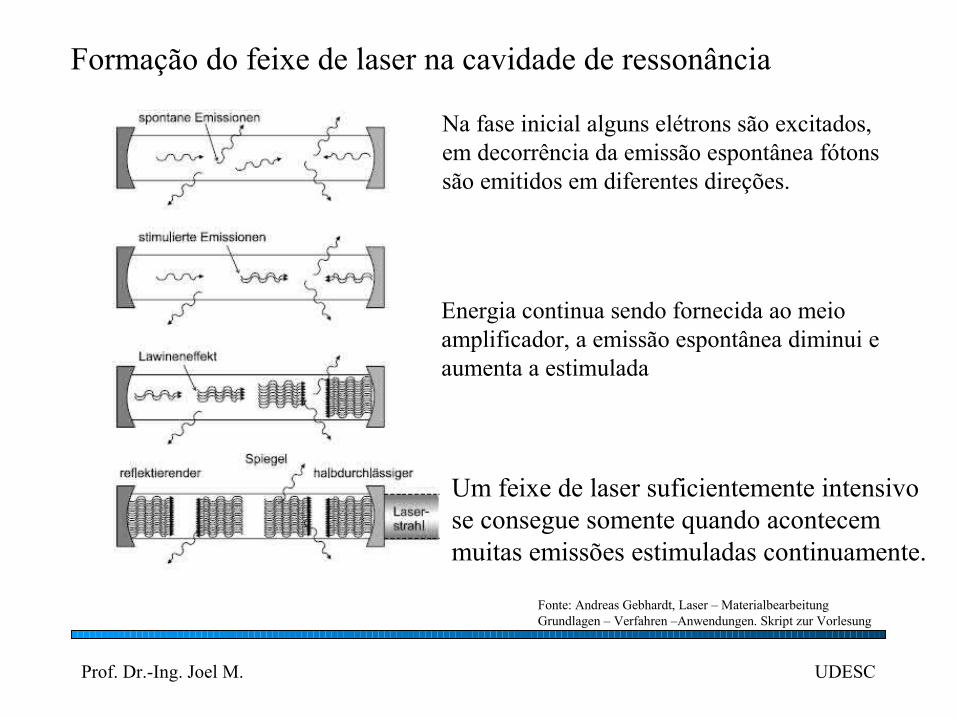
Formação do feixe de laser na cavidade de ressonância
Fonte: Andreas Gebhardt, Laser – MaterialbearbeitungGrundlagen – Verfahren –Anwendungen. Skript zur Vorlesung
Um feixe de laser suficientemente intensivose consegue somente quando acontecem muitas emissões estimuladas continuamente.
Na fase inicial alguns elétrons são excitados, em decorrência da emissão espontânea fótonssão emitidos em diferentes direções.
Energia continua sendo fornecida ao meio amplificador, a emissão espontânea diminui eaumenta a estimulada
Prof. Dr.-Ing. Joel M. UDESC
Regime de operação
• Um feixe laser pode ser contínuo ou pulsado, dependendo de suas características construtivas.
• Regime Contínuo (cw)– Cortes em linha reta– Alta carga térmica
• Regime Pulsado– Menor carga térmica– Melhor qualidade de superfície
Prof. Dr.-Ing. Joel M. UDESC
Aplicações na indústria
• O laser encontra hoje uma miríade de aplicações nas mais diversas áreas.– corte– solda– usinagem de cavidades– tratamento de superfície– metrologia– assitência a usinagem de materiais de alta dureza ou endurecidos
Prof. Dr.-Ing. Joel M. UDESC
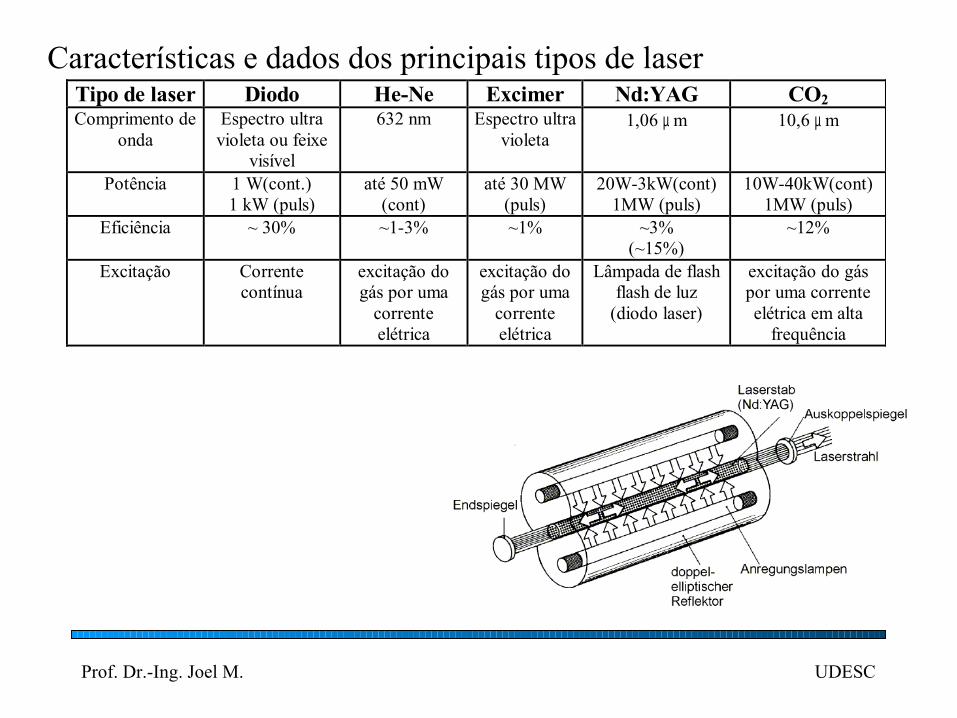
Características e dados dos principais tipos de laserTipo de laser Diodo He-Ne Excimer Nd:YAG CO2 Comprimento de
onda Espectro ultra violeta ou feixe
visível
632 nm Espectro ultra violeta
1,06 µ m 10,6 µ m
Potência 1 W(cont.) 1 kW (puls)
até 50 mW (cont)
até 30 MW (puls)
20W-3kW(cont) 1MW (puls)
10W-40kW(cont) 1MW (puls)
Eficiência ~ 30% ~1-3% ~1% ~3% (~15%)
~12%
Excitação Corrente contínua
excitação do gás por uma
corrente elétrica
excitação do gás por uma
corrente elétrica
Lâmpada de flash flash de luz
(diodo laser)
excitação do gás por uma corrente elétrica em alta
frequência
Prof. Dr.-Ing. Joel M. UDESC
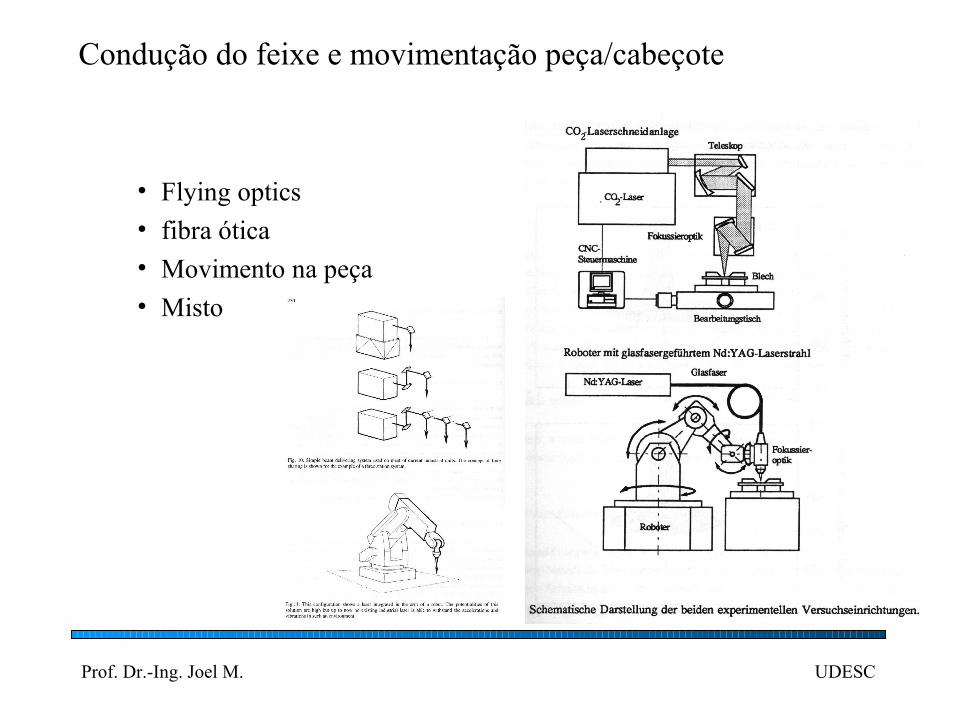
Condução do feixe e movimentação peça/cabeçote
• Flying optics• fibra ótica• Movimento na peça• Misto
Prof. Dr.-Ing. Joel M. UDESC
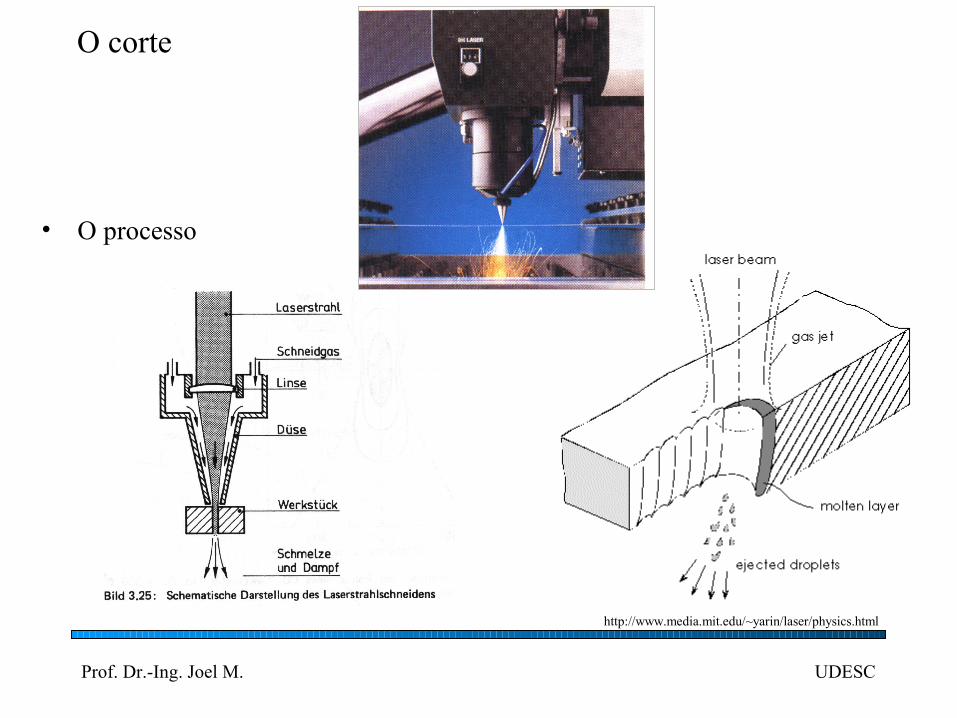
O corte
• O processo
http://www.media.mit.edu/~yarin/laser/physics.html

Prof. Dr.-Ing. Joel M. UDESC
• Gás inerte• Alta concentração local de energia• Passagem direta do estado sólido para o gasoso• Madeira, papel, plásticos• Normalmente anti-econômico para metais
Corte por sublimação(vaporização)
Corte por fusão• Gás inerte• Material é fundido e soprado da região de corte• Superfície de corte levemente estriada• Bem mais lento do que o corte por queima• Um décimo da energia envolvida na vaporização

Prof. Dr.-Ing. Joel M. UDESC
• Gás reativo (O2)• Temperatura de ignição• Reação altamente exotérmica• Energia aproveitada no processo• Alta velocidade (maior velocidade = menor penetração do calor)• Camada de óxido na superfície de corte - acabamento
– Óxidos de alto ponto de fusão no caso de materiais como o aço inoxidável e alumínio
– Óxido frágil no corte do titânio
Corte por queima
Prof. Dr.-Ing. Joel M. UDESC
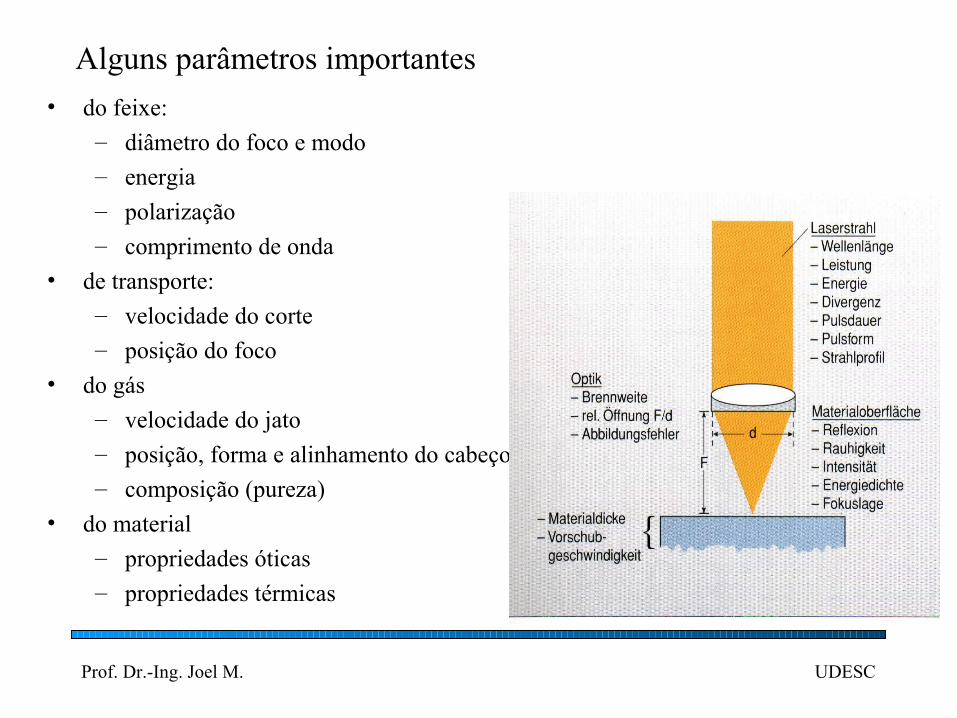
Alguns parâmetros importantes• do feixe:
– diâmetro do foco e modo– energia– polarização– comprimento de onda
• de transporte:– velocidade do corte– posição do foco
• do gás– velocidade do jato– posição, forma e alinhamento do cabeçote– composição (pureza)
• do material– propriedades óticas– propriedades térmicas
Prof. Dr.-Ing. Joel M. UDESC
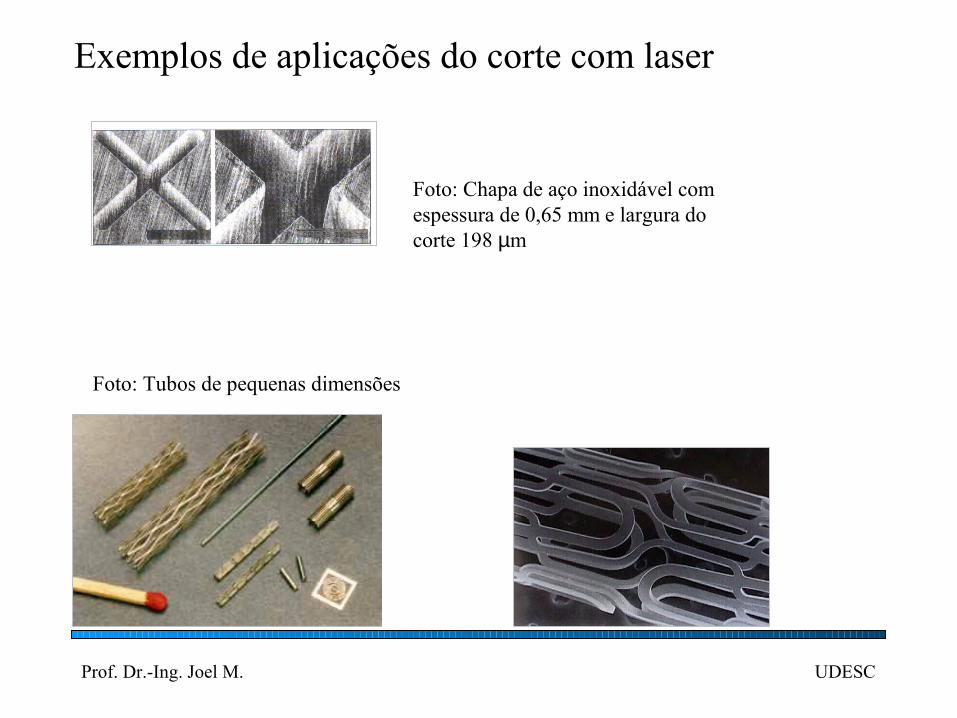
Exemplos de aplicações do corte com laser
Foto: Chapa de aço inoxidável com espessura de 0,65 mm e largura do corte 198 µm
Foto: Tubos de pequenas dimensões
Prof. Dr.-Ing. Joel M. UDESC
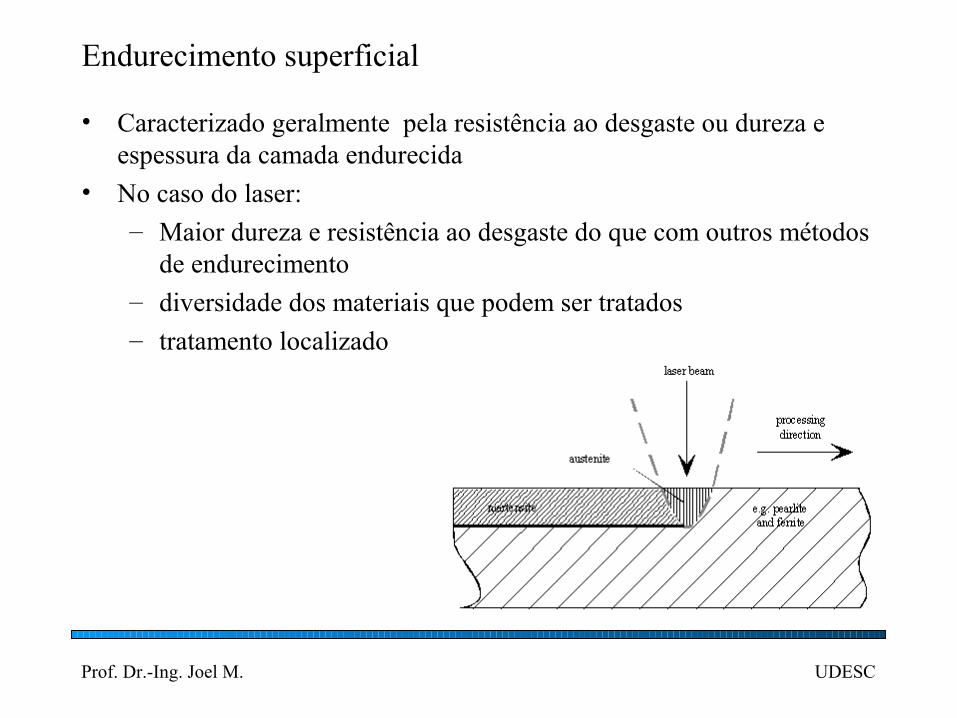
Endurecimento superficial
• Caracterizado geralmente pela resistência ao desgaste ou dureza e espessura da camada endurecida
• No caso do laser:– Maior dureza e resistência ao desgaste do que com outros métodos
de endurecimento– diversidade dos materiais que podem ser tratados– tratamento localizado
Prof. Dr.-Ing. Joel M. UDESC
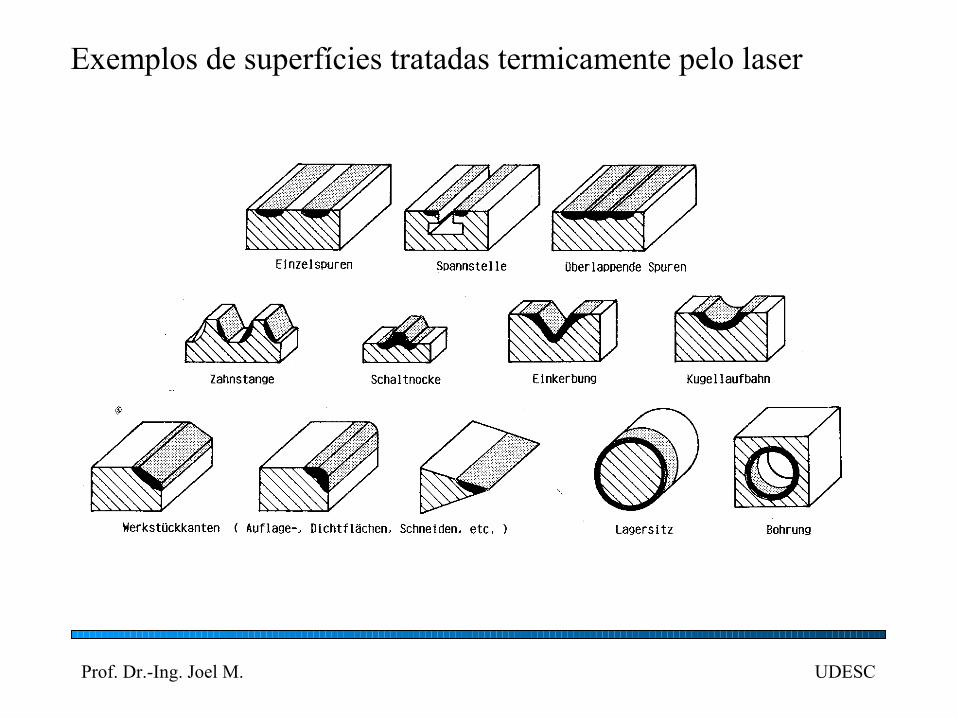
Exemplos de superfícies tratadas termicamente pelo laser
Prof. Dr.-Ing. Joel M. UDESC
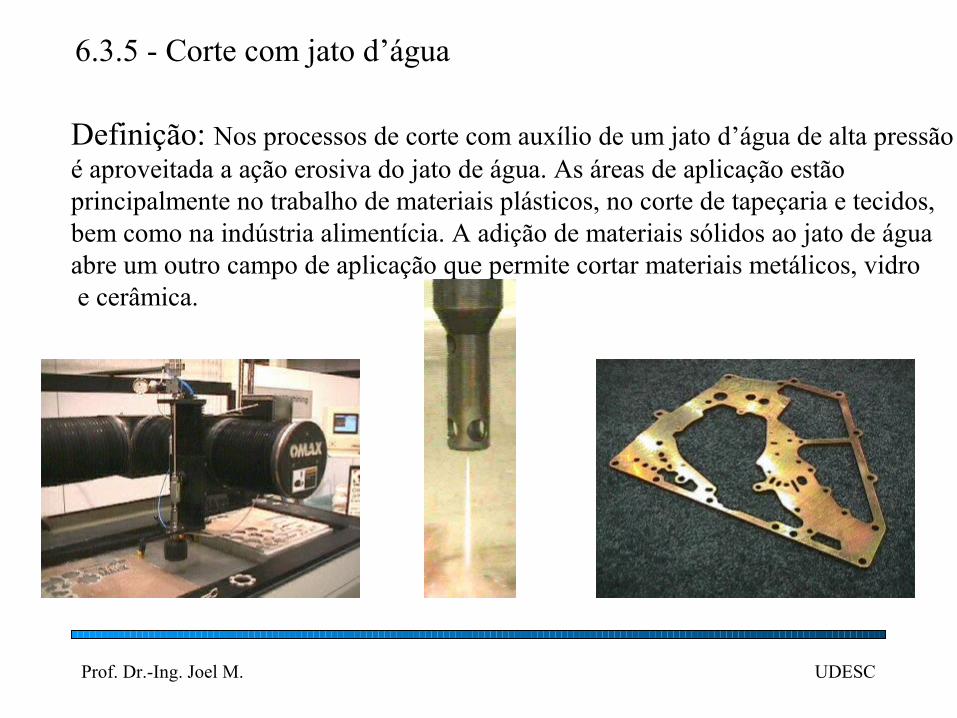
6.3.5 - Corte com jato d’água
Definição: Nos processos de corte com auxílio de um jato d’água de alta pressãoé aproveitada a ação erosiva do jato de água. As áreas de aplicação estão principalmente no trabalho de materiais plásticos, no corte de tapeçaria e tecidos, bem como na indústria alimentícia. A adição de materiais sólidos ao jato de águaabre um outro campo de aplicação que permite cortar materiais metálicos, vidro e cerâmica.

Prof. Dr.-Ing. Joel M. UDESC
Tubeira e cabeçote de mistura
http://wj.net/waterjet/about_abrasivejets.html

Prof. Dr.-Ing. Joel M. UDESC
Fat o
res i
n fl u
ent e
sParâmetros ajustáveis
Velocidade de avançoDistância do bocal
Diâmetro do bocalPressão da bomba
Diâmetro do jato Velocidade do jato
Energia local
Comp. da fenda
Qual. de canto
Prof. da fendaEspessura do material
DuctilidadeResistência aocorte
Características do material
Distrib. potênciaTempo de atuação
Prof. Dr.-Ing. Joel M. UDESC
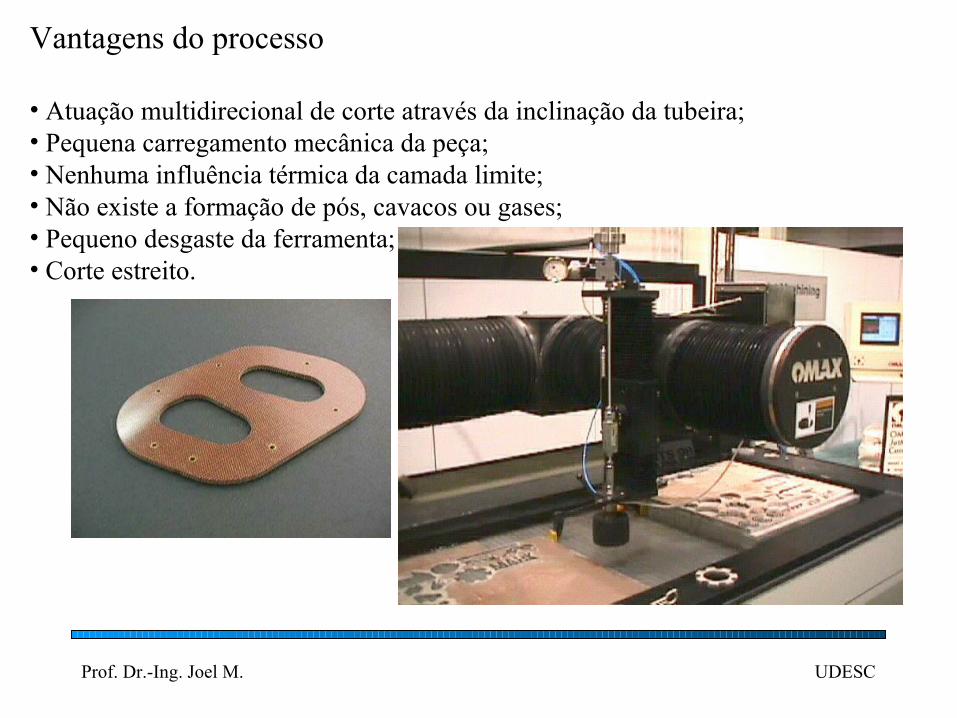
Vantagens do processo
• Atuação multidirecional de corte através da inclinação da tubeira;• Pequena carregamento mecânica da peça;• Nenhuma influência térmica da camada limite;• Não existe a formação de pós, cavacos ou gases;• Pequeno desgaste da ferramenta;• Corte estreito.







