
SISTEMAS INTEGRADOS DE FABRICACIÓN
SISTEMA PRODUCTIVO DE CENTROS DE MECANIZADO
TAREA FINAL:
Grupo 11:09341 - Daniel Pelarda Sierra12356 - David Rivera Corullón16295 - Hugo Vincent

DIAPOSITIVA 1
1. INTRODUCCIÓN Y DESCRIPCIÓN DEL ENUNCIADO

DIAPOSITIVA 2
1. INTRODUCCIÓN Y DESCRIPCIÓN DEL ENUNCIADO
• Procesado de un pedido mensual de diferentes tipos de piezas en dos fases
• Tres puestos de mecanizado en paralelo

DIAPOSITIVA 3
1. INTRODUCCIÓN Y DESCRIPCIÓN DEL ENUNCIADO
• Horas de producción disponibles mensualmente:
Horas totales 38 × 2 × 4 = 𝟑𝟎𝟒 horas/mes – mantenimiento de primer nivel – 2 × 4 = 𝟖 horas/mes– mantenimiento correctivo – 8/12 = 0.667 ≅ 𝟏 hora/mes– mantenimiento preventivo anual – 𝟔 horas/año
Horas disponibles: 11 meses con 295 horas1 mes con 289 horas

DIAPOSITIVA 4
2. MODELADO DEL SISTEMA PRODUCTIVO

DIAPOSITIVA 5
2. MODELADO DEL SISTEMA PRODUCTIVO
• Diagrama de flujo

DIAPOSITIVA 6
2. MODELADO DEL SISTEMA PRODUCTIVO
• Modelo en FlexSim
Inicio de la línea Puestos de mecanizado
Fin de la línea
DIAPOSITIVA 7
2. MODELADO DEL SISTEMA PRODUCTIVO
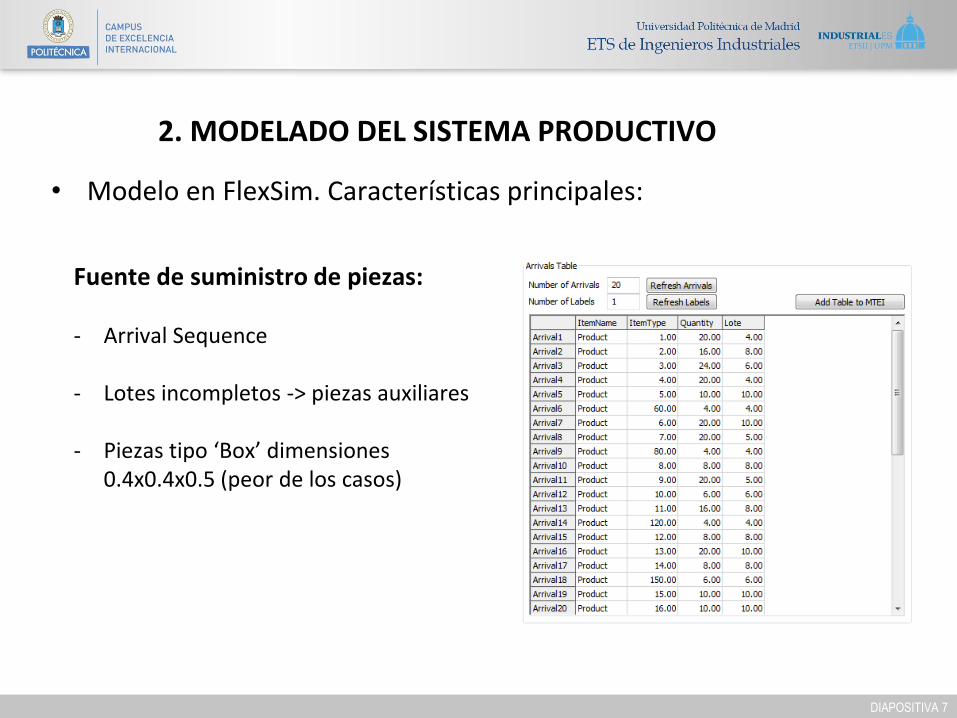
• Modelo en FlexSim. Características principales:
Fuente de suministro de piezas:
- Arrival Sequence
- Lotes incompletos -> piezas auxiliares
- Piezas tipo ‘Box’ dimensiones 0.4x0.4x0.5 (peor de los casos)

DIAPOSITIVA 8
2. MODELADO DEL SISTEMA PRODUCTIVO
• Modelo en FlexSim. Características principales:
Tabla de producción
Fase1 Fase2 Lote incompleto

DIAPOSITIVA 9
2. MODELADO DEL SISTEMA PRODUCTIVO
• Modelo en FlexSim. Características principales:
Formado de los lotes
- Pallets en los Combinersde salida de flujo
- Almacenes (Queues) de entrada a las máquinas
- Asignación OnEntry del tamaño del lote
- Flujo de salida del primer almacén: FirstAvailable

DIAPOSITIVA 10
2. MODELADO DEL SISTEMA PRODUCTIVO
• Modelo en FlexSim. Características principales:
Puestos de mecanizado
- Contenedores de entrada de material
- Contenedores de utillajes- Grúa de bandera- Combiner: modelado de la
funcionalidad del utillaje- Centro de mecanizado- Banco auxiliar- Almacén de salida- Operario

DIAPOSITIVA 11
2. MODELADO DEL SISTEMA PRODUCTIVO
• Modelo en FlexSim. Características principales:
Puestos de mecanizado- Centro de mecanizado
Fase1

DIAPOSITIVA 12
2. MODELADO DEL SISTEMA PRODUCTIVO
• Modelo en FlexSim. Características principales:
Puestos de mecanizado- Centro de mecanizado
Prep1
OnExit

DIAPOSITIVA 13
2. MODELADO DEL SISTEMA PRODUCTIVO
• Modelo en FlexSim. Características principales:
Puestos de mecanizado
- Banco inspección: Tiempo de procesado según distribución normal N(25, 1.5)
- Operario:Tiempos imputados:
• Carga/descarga y preparación en el Multiprocessor• Procesado en el banco auxiliar

DIAPOSITIVA 14
3. ANÁLISIS DEL MODELO BASE
DIAPOSITIVA 15
3. ANÁLISIS DEL MODELO BASE
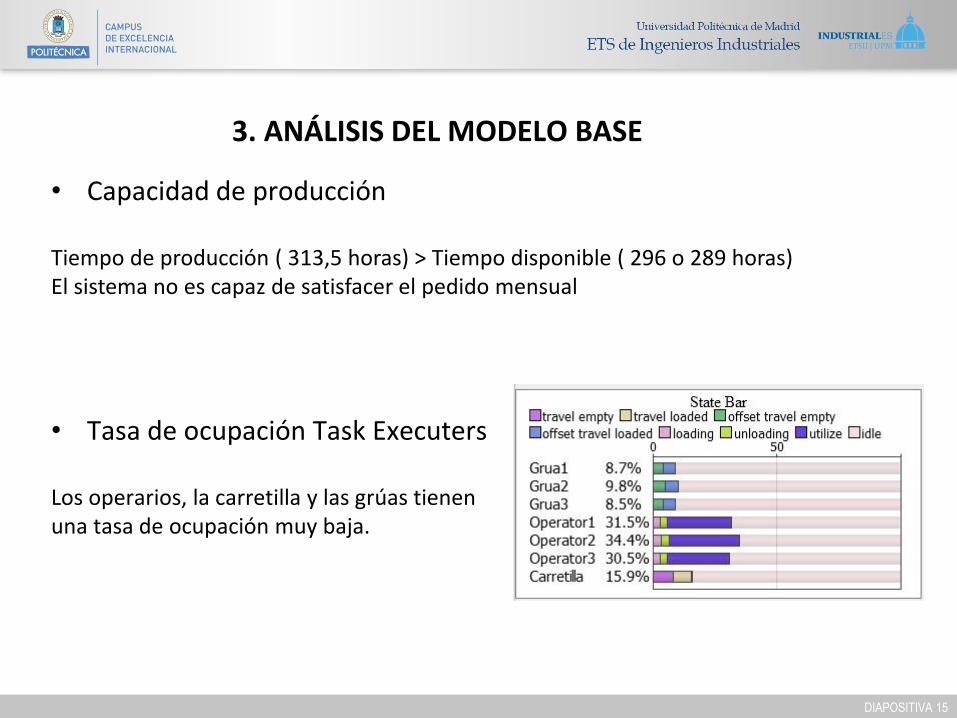
• Capacidad de producción
Tiempo de producción ( 313,5 horas) > Tiempo disponible ( 296 o 289 horas)El sistema no es capaz de satisfacer el pedido mensual
• Tasa de ocupación Task Executers
Los operarios, la carretilla y las grúas tienen una tasa de ocupación muy baja.

DIAPOSITIVA 16
3. ANÁLISIS DEL MODELO BASE
• Tasa de ocupación procesadores
Centros de mecanizado:- Elevada tasa de ocupación -> no hay una infrautilización de las máquinas - Descompensación en el flujo de trabajoBancos auxiliares:- Tasa muy baja de ocupación
DIAPOSITIVA 17
3. ANÁLISIS DEL MODELO BASE
Proposición de mejoras centradas en mejorar el flujo
• Conclusiones
- El sistema no es capaz de satisfacer el pedido mensual- Los operarios, la carretilla y las grúas tienen una tasa de ocupación muy baja- El criterio básico First Available impuesto en la distribución de los lotes hacia las tres
máquinas supone un desequilibrio de trabajo, así como en una imputación del tiempo de preparación de una misma pieza en varias máquinas.

DIAPOSITIVA 18
4. PROPOSICIÓN DE MEJORAS
DIAPOSITIVA 19
4. PROPOSICIÓN DE MEJORAS
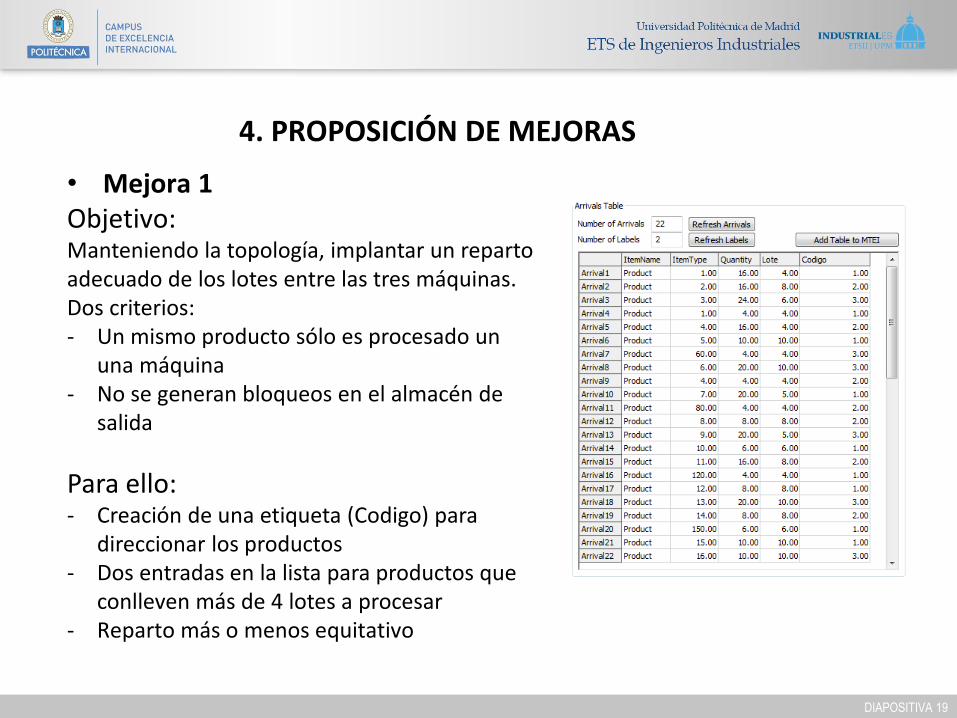
• Mejora 1Objetivo:Manteniendo la topología, implantar un reparto adecuado de los lotes entre las tres máquinas. Dos criterios:- Un mismo producto sólo es procesado un
una máquina- No se generan bloqueos en el almacén de
salida
Para ello:- Creación de una etiqueta (Codigo) para
direccionar los productos- Dos entradas en la lista para productos que
conlleven más de 4 lotes a procesar- Reparto más o menos equitativo

DIAPOSITIVA 20
4. PROPOSICIÓN DE MEJORAS
• Mejora 1
Resultados:- Reducción del tiempo de producción: 285 horasAHORRO DE 29 HORAS DESDE EL CASO INICIAL -> se puede procesar el pedido incluso en mes de mantenimiento anual (289 horas)- Mejor reparto del flujo de trabajo
Esta mejora es solo el primer paso hacia la segunda y definitiva

DIAPOSITIVA 21
4. PROPOSICIÓN DE MEJORAS
• Mejora 2Objetivo:Desacoplar la línea de llegada de productos a los tres centros de mecanizado, con un reparto lo más exacto posible. Nueva topología:

DIAPOSITIVA 22
4. PROPOSICIÓN DE MEJORAS
• Mejora 2Reparto del flujo:Ttotal=Tprep1+Tprep2+Npiezas*(Tcarga1+Tdescarga1+Tcarga2+Tdescarga2+Tciclo1+Tciclo2)

DIAPOSITIVA 23
4. PROPOSICIÓN DE MEJORAS
• Mejora 2Resultados:
- Reducción del tiempo de producción: 275 horasAHORRO DE 39 HORAS DESDE EL CASO INICIAL -> margen aceptable incluso respecto al mes de mantenimiento (289 horas)
- Reparto prácticamente perfecto del flujo de producción, con tasas mayores de ocupación respecto al modelo original

DIAPOSITIVA 24
4. PROPOSICIÓN DE MEJORAS
• Mejora 2Resultados:
- Tasas de ocupación algo menores en los empleados al evitar repeticiones de los procesos de preparación
Original
Mejora2

DIAPOSITIVA 25
5. CONCLUSIONES

DIAPOSITIVA 26
5. CONCLUSIONES
MEJORAS CONSEGUIDAS
• Se consigue cumplir con la producción mensual
• Reparto equitativo del flujo de producción
• Mínimos tiempos de preparación
ÁMBITOS DE MEJORA
• Baja ocupación de los operarios
• Posibilidad de planteamiento de una topología alternativa







