Download - Automatizacion instrumentación

Instrumentación Industrial Tema 10: Calibración de instrumentos
ÍNDICE TEMA 10: Calibración de instrumentos.
10.1 Generalidades.10.2 Errores de los instrumentos, procedimiento general de
calibración.10.3 Calibración de instrumentos de presión, caudal y nivel.
10.3.1Presión.10.3.2Caudal.10.3.3Nivel.
10.4 Calibración de instrumentos de temperatura.10.4.1Pirómetros de radiación.10.4.2Transmisores de temperatura inteligentes.10.4.3Calibradores universales de temperatura.
10.5 Calibración de válvulas de control.10.6 Calibración de instrumentos digitales.
10.6.1Controlador universal.10.6.2Resto de instrumentos.
10.7 Mantenimiento de instrumentos.10.8 Normativa de calidad aplicada a la instrumentación.
10.8.1ISO:9001.
10.1 Generalidades.
Los instrumentos siempre miden, transmiten y/o controlan las variables que intervienen en el proceso, habiendo siempre una relación entre la variable de entrada y la salida.
Página 1

Instrumentación Industrial Tema 10: Calibración de instrumentos
Esta relación puede que se encuentre en los internos del instrumento (cuando es más complejo), ya que los controladores electrónicos suelen estar fabricados por varios módulos o bloques.
Figura 1: Relación entrada/salida en varios instrumentos.
Existirá siempre una correspondencia, de manera que siempre que corresponda exactamente al valor de la variable de entrada, se estará realizando una medida correcta. Como no es posible, siempre se mantendrá dentro de unos límites dentro de la exactitud.
10.2 Errores de los instrumentos, procedimiento general de calibración.
En un instrumento ideal, la relación entre los calores reales y los de la lectura son lineales. Se considera pues que un instrumento está bien calibrado cuando en todos los puntos de su campo de medida, la diferencia entre el valor real de la variable y el indicado/transmitido está dentro de un margen de exactitud.
Figura 2: Curva variable real-lectura.
En la imagen anterior se ve la condición del error estático.
Las desviaciones de la curva variable real/lectura de un típico con relación a la recta ideal representan los errores de medida del aparato y pueden componerse individualmente o de forma combinada de los siguientes tipos de error:
- Error de cero: todas las lecturas o señales de salida suelen estar desplazadas un mismo valor con relación a la recta ideal, donde el desplazamiento puede ser positivo o negativo (por lo que se realiza un cambio del punto de partida).
Página 2

Instrumentación Industrial Tema 10: Calibración de instrumentos
- Error de multiplicación: todas las lecturas o señales de salida aumentan o disminuyen progresivamente con relación a una recta representativa, sin que el punto de partida se modifique.
- Error de angularidad: la curva coincide con los puntos 0% y 100% de la recta, pero se aparta en los valores centrales, teniendo la máxima desviación a mitad de escala.
Figura 3: Errores de cero, multiplicación y de angularidad.
Como se comenta, los instrumentos pueden ajustarse para que se corrijan estos errores, señalando que algunos por su construcción no pueden tener error de angularidad.
El error de cero se corrige con el llamado tornillo de cero que modifica directamente la posición final de índice, la pluma o señal de salida del instrumento. En algunos, como el manómetro, es posible extraer el índice y fijarlo al eje de lectura en otra posición (siempre que no sea de los especiales).
El error de multiplicación se corrige actuando sobre el tornillo de multiplicación (span), que modifica directamente la relación de amplitud de movimientos de la señal de salida (índice o pluma), es decir que aumenta o disminuye, progresivamente, las lecturas sobre la escala.
EL error de angularidad se presenta prácticamente sólo cuando el instrumento tiene una transmisión por palancas de movimiento del elemento primario o de la variable medida, al índice de lectura o registro. En los instrumentos electrónicos o digitales no existe (por lo que indica de entrada si existe un defecto). Se corrige bien cuando se procede al escuadrado del mecanismo (en la misma dirección).
Sentadas las bases, el procedimiento general sería el siguiente:
Página 3

Instrumentación Industrial Tema 10: Calibración de instrumentos
Figura 4: Método general de calibración.
1) Se sitúa al variable en el valor mínimo del campo de medida y se ajusta el 0 hasta que señale la base.
2) Posteriormente al máximo y su ajusta la multiplicación (1 y 2 se repiten varias veces).
3) Si existe error de angularidad, ajustar hasta desplazar el centro del índice a la dirección correcta (valor máximo y mínimo).
4) Reajustar nuevamente, hasta conseguir la exactitud deseada o requerida, comprobando los puntos intermedios del 25%, 50% y 75% (como mínimo).
También se suelen comprobar el 10% y el 90% de la escala con el fin de disponer de más holgura en la calibración al principio/final de la escala, sobre todo en indicadores.
Hay tornillos que varían con el tipo de instrumento o carecen de ellos, como es el caso de los termómetros bimetálicos (sólo cero) o los electrónicos (cero y multiplicación).
En la calibración de manómetros, es necesario extraer la aguja a no ser que tenga un engranaje de accionamiento exterior, ya que podría deteriorarse.
Página 4

Instrumentación Industrial Tema 10: Calibración de instrumentos
En los instrumentos digitales, los datos de calibración están almacenados en la EPROM y corregidas ante no linealidades de los sensores para toda la vida útil del instrumento (normalmente unos 126 puntos, en los punto 0%, 25%, 50%, 75% y 100%). Es tan sencillo como llevar un portátil con un teclado alfanumérico y conexión por infrarrojos o cables.
El caso es que puede ajustarse con un comunicador, con su número de identificación del instrumento y los valores inferior/superior del campo de medida. Otros errores formarán parte del observador (analógicos).
Figura 5: Valores generales de calibración de instrumentos.
- Error de paralaje: se produce cuando el observador efectúa una lectura de modo que la línea de observación no es perpendicular a la escala del instrumento.
- Error de interpolación: se produce cuando el índice no coincide con la graduación de la escala.
Estos errores anteriores, no existen en los instrumentos de salida digital.
La calibración de los instrumentos requiere disponer de patrones y dispositivos de comprobación en el taller de instrumentos con una exactitud 4 veces mayor de los que se van a calibrar.
10.3 Calibración de instrumentos de presión, caudal y nivel.
10.3.1 Presión.
Para calibrar instrumentos de presión, hay varios dispositivos que emplean un manómetro patón de alta exactitud, de ±0,2% en toda la escala, con un dial especular, finura de índice, compensación de temperatura por un bimetal y de tubo Bourdon.
La calibración periódica de los manómetros patrón se consigue mediante el comprobador de pesas (llamado peso muerto), que consiste en una bomba de aceite con dos conexiones de salida, una conectada al patrón y otra al cuerpo del cilindro dentro del cual hay un pistón de sección calibrada.
Existen tipos de pistones de baja y alta presión (0-20, 20-100, 30-150, 70-350bar).
Un comprobador de manómetros de pesas puede alcanzar una exactitud del ±0,6% de exactitud y las pesas pueden certificarse a ±0,008%, por lo que en general puede alcanzar un 0,1% del error total.
Página 5

Instrumentación Industrial Tema 10: Calibración de instrumentos
Figura 6: Peso muerto, portátil y digital.
Funciona satisfactoriamente si el proceso tiene una velocidad de reacción lenta y posee un tiempo de retardo mínimo. También, en las dos posiciones extremas, permiten una salida un poco mayor y menor (respectivamente) de los valores de la entrada-salida.
En el ejemplo del termostato, que cierra y abre un contacto eléctrico accionando una válvula de solenoide es el ejemplo más claro, siendo el controlador neumático, electrónico o digital con dos únicas señales de salida.
En el caso del comprobador de manómetros digitales, consiste en un tubo Bourdon con un espejo que refleja una fuente luminosa sobre un par de fotodiodos equilibrados, generando una señal de corriente que crea un par igual (de sentido contrario) al tubo. Una resistencia de exactitud del comprobador de manómetros alcanza un ±0,003% de toda la escala y una estabilidad del ±0,005% en la lectura. Si disponen de potenciómetros y una servoválvula, se dispone de un comprobador de presión de exactitud.
Los calibradores portátiles sirven como sustituto al banco de pruebas (hasta 20bar), con una bomba manual que generan vacíos de -800mbar.
Hay maletas de calibración neumáticas que consisten en un pequeño compresor de aire sin aceite (aros de grafito) apto para alimentar 2-3 instrumentos a 2kg/cm2, con la ventaja que se puede realizar en campo. Para bajas presiones, 1 bar o vacío, se emplean columnas de mercurio portátiles o de fijación manual, de hasta 2,5 metros de longitud.
Los transmisores de presión inteligentes son compatibles con sensores de capacidad o piezorresistivos (convertirdor analógico-digital), normalmente se seleccionan los parámetros de operación y se puede operar aplicando una presión estándar. Los modelos existentes disponen de autodiagnóstico y permiten la configuración y comprobación remotas del transmisor por un intercomunicador.
Se suele tomar el lazo y generar una corriente 4-20mA (forzar un instrumento), para ver en qué estado se encuentra.
10.3.2 Caudal.
Los instrumentos de presión diferencial de medida de caudal utilizan una columna de agua o mercurio y un compresor (fuente de aire de planta). Imaginemos un transmisor de presión diferencia con 2500 mmca que se conecta a un tubo de alta presión y la baja a atmósfera, para ello, los valores intermedios deben ser introducidos con posterioridad.
Página 6

Instrumentación Industrial Tema 10: Calibración de instrumentos
Los rotámetros no pueden calibrarse, sólo se pueden comprobar (excepto el transmisor).
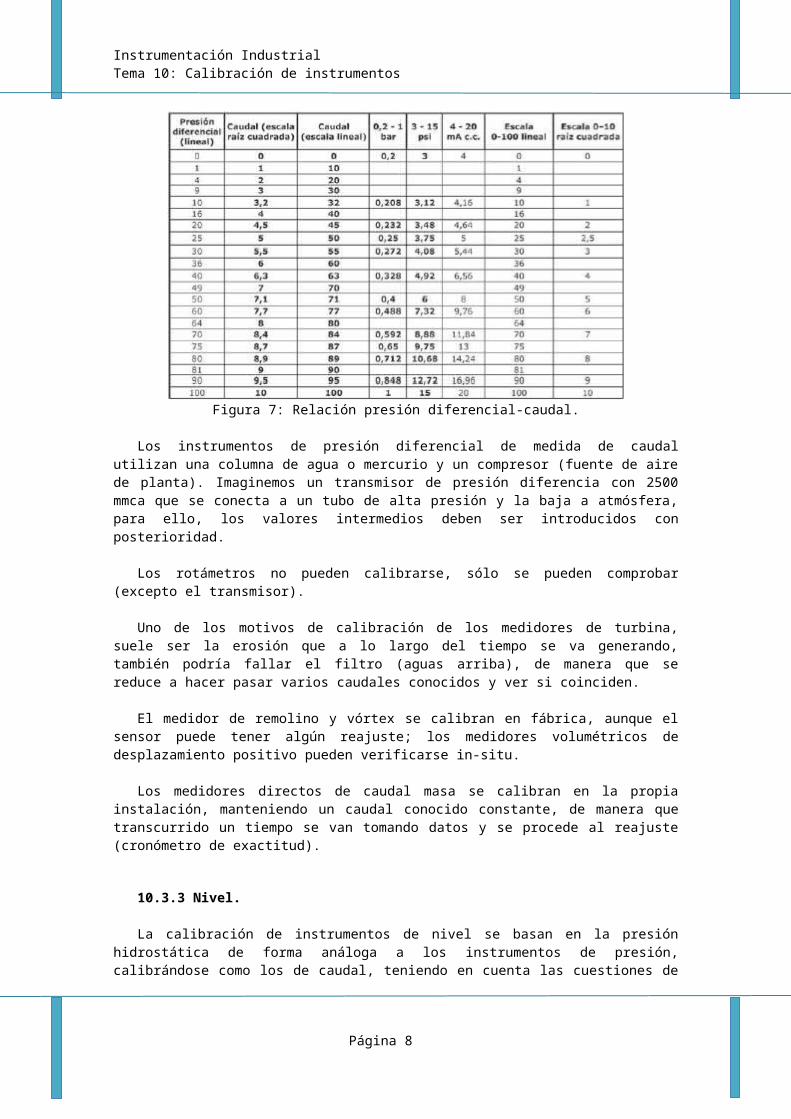
Figura 7: Relación presión diferencial-caudal.
Los instrumentos de presión diferencial de medida de caudal utilizan una columna de agua o mercurio y un compresor (fuente de aire de planta). Imaginemos un transmisor de presión diferencia con 2500 mmca que se conecta a un tubo de alta presión y la baja a atmósfera, para ello, los valores intermedios deben ser introducidos con posterioridad.
Los rotámetros no pueden calibrarse, sólo se pueden comprobar (excepto el transmisor).
Uno de los motivos de calibración de los medidores de turbina, suele ser la erosión que a lo largo del tiempo se va generando, también podría fallar el filtro (aguas arriba), de manera que se reduce a hacer pasar varios caudales conocidos y ver si coinciden.
El medidor de remolino y vórtex se calibran en fábrica, aunque el sensor puede tener algún reajuste; los medidores volumétricos de desplazamiento positivo pueden verificarse in-situ.
Los medidores directos de caudal masa se calibran en la propia instalación, manteniendo un caudal conocido constante, de manera que transcurrido un tiempo se van tomando datos y se procede al reajuste (cronómetro de exactitud).
10.3.3 Nivel.
La calibración de instrumentos de nivel se basan en la presión hidrostática de forma análoga a los instrumentos de presión, calibrándose como los de caudal, teniendo en cuenta las cuestiones de si es a tanque abierto o cerrado y si dispone de resorte de supresión o de elevación para corregir posibles condensaciones.
Página 7
Instrumentación Industrial Tema 10: Calibración de instrumentos
Figura 8: Esquemas a tanque abierto o cerrado (izquierda) o tanque cerrado a presión de condensación (derecha).
Figura 9: Tanque elevado abierto con instrumento en nivel inferior y detalles de conexión.
De forma análoga, se calibran los instrumentos de nivel de desplazamiento y los basados en características eléctricas de líquido.
Sólo hay que tener extrema precaución en los de tipo radiación.
10.4 Calibración de instrumentos de temperatura.
Para calibrar instrumentos temperatura se emplean baños, hornos, potenciómetros, puentes de Wheatstone y comprobadores universales.
El más conocido es el calibrador de bloque metálico, calentado por resistencias, con un controlador de temperatura de ±2ºC, adecuado para aplicaciones de -25÷1200ºC, usando aire comprimido, durante unos 10-15min.
El calibrador de baño de are es parecido, sólo que dispone de tubos para la inserción de una sonda y termopar patrón.
El calibrador de baño de líquido consiste en un tanque de acero inoxidable lleno de líquido con un agitador, un termómetro patrón y un controlador de temperatura y dependiendo de la temperatura de trabajo, se usa tricloroetileno, aceite, sales o silicona.
Página 8

Instrumentación Industrial Tema 10: Calibración de instrumentos
Figura 10: Baño de temperaturas.
Para el caso de los hornos, pueden introducirse en crisoles hasta que funda el material, con 17 puntos fijos.
Figura 11: Escala internacional de temperaturas de fundición de materiales.
Podemos efectuar calibraciones de termómetros de resistencia e instrumentos de puente de Wheatstone se mide su valor a varias temperaturas con las tablas indicadas anteriormente mediante la siguiente relación:
X=R1 · R2
R3
Para comprobar esto, se emplean cajas patrones (décadas) que simulan los valores que la sonda de resistencia va tomando de acuerdo con las temperaturas de proceso.
En cuanto a la calibración de termopares e instrumentos galvanométricos o potenciómetros, presentan algunas diferencias.
Se utiliza un potenciómetro para comprobar la f.e.m. de los termopares y volver a calibrarlos de manera que puede pasar:
Página 9

Instrumentación Industrial Tema 10: Calibración de instrumentos
A) Comprobación del estado de un termopar (posterior calentamiento).
1) Se determina la temperatura de unión fría o ambiente del potenciómetro.2) Se lee la f.e.m.3) Se compara en las tablas mirando los mV.4) La suma de ambos valores se pasa al valor correspondiente de
temperatura mediante la tabla.5) La temperatura obtenida debe corresponder dentro de los límites. En
caso contrario, el termopar es defectuoso.
B) Calibración del instrumento de temperatura.
1) Se determina la temperatura de unión fría o ambiente del potenciómetro.2) Se lee la f.e.m. (referida a 0ºC).3) Se compara en las tablas mirando los mV, realizando la diferencia con los
valores anteriores.
Figura 12: Comprobador potenciómetro.
10.4.1 Pirómetros de radiación.
Se pueden calibrar captando la radiación de un cuerpo negro de temperatura conocida, situado dentro de un horno a través de un orificio, donde absorbe todas las radiaciones.
10.4.2 Transmisores de temperatura inteligentes.
Estos transmisores son compatibles con una amplia variedad de sensores, tipo sondas de resistencia Pt100/200/500, de 2-4 hilos con termopares tipo B, E, J, K, R, S y T. Además de presentar una impedancia externa que va de 0-2000Ω y una f.e.m. de -10÷100mV con las unidades que deseemos.
Los modelos existentes permiten la configuración y chequeo en remotas del transmisor a través de un intercomunicador portátil o bien desde el propio sistema central de control.
Página 10

Instrumentación Industrial Tema 10: Calibración de instrumentos
Por lo general, debido a la integridad del lazo, se suele poner una fuente de corriente 4-20mA en cc para comprobar lo que lee el transmisor.
10.4.3 Calibradores universales de temperatura.
Los calibradores universales reúnen en un solo aparato todo tipo de potenciómetros descritos midiendo y generando señales de termopar, termorresistencia, Ω, mV y mA. Son muy exactos (±0,02%) y suele estar dotados de comunicación mediante un puerto RS-232.
10.5 Calibración de Válvulas de control.
Para calibrar una válvula de control se ajusta el tornillo de cero y de multiplicación para una carrera completa, siguiendo el procedimiento:
1) Sin aire sobre la válvula se coloca un microrruptor con una luz piloto o palpador saliente de vástago para su detección. Luego se acciona el manorreductor para aumentar la salida de presión, de manera que justo antes de moverse, marcamos ya el 4mA del actuador, siendo el 0% de la posición.
2) Seguidamente, se inyecta más presión hasta tocar el final de carrera del vástago, siendo el 100% correspondiente a los 20mA.
3) Se repite el punto 1 y 2 tantas veces hasta su ajuste.
El más conocido es el calibrador de bloque metálico, calentado por resistencias, con un controlador de temperatura de ±2ºC, adecuado para aplicaciones de -25÷1200ºC, usando aire comprimido, durante unos 10-15min.
Figura 13: Banco de pruebas.Los pasos anteriores son para una válvula de acción inversa (sin aire, cierra),
por lo que una calibración de una válvula de acción directa, se procede al contrario.
Página 11

Instrumentación Industrial Tema 10: Calibración de instrumentos
Figura 14: Tipos de pruebas y banco de ensayos (manorreductores).
Otras pruebas que se realizan son la prueba hidrostática, prueba de estanqueidad, pérdidas obturador-asiento, servomotor y del posicionador.
Con el posicionador inteligente se dispone de una interfase con protocolos de comunicación HART (Highway Addressable Remote Transducer) o Fieldbus FOUNDATION (comunicaciones) donde se pueden realizar muchísimas operaciones (calibraciones, caracterizaciones de la válvula, rozamiento, histéresis, autoajuste, fuerza de asentamiento, configuración del cero/rango, entradas adicionales, datos de fábrica y funcionamiento).
El posicionador conoce siempre por retroalimentación la posición del vástago de la válvula, una función para el mantenimiento es el diagnóstico del actuador, de manera que se puede realizar tan sólo visualizando la señal.
Las funciones avanzadas de mantenimiento predictivo permite averiguar el estado de la válvula sin necesidad de desmontarla, simplemente operándola desde la consola.
10.6 Calibración de instrumentos digitales.
10.6.1 Controlador universal.
Se llama SET UP, donde se dispone los valores de entrada de alta y baja calibración. De este modo se aplica una señal y se suele pulsar CAL (calibración). Actualmente los hay de 7 canales con comunicaciones HART.
10.6.2 Resto de instrumentos de planta.
El software analiza los datos y trata los fallos, generando una acción recomendad de mantenimiento, por lo que los técnicos de mantenimiento sólo tienen que pulsar unos comandos a distancia para volver a la situación anterior (siempre que sea un tema de programación). Por lo general, se dispone después de una base de datos con todos los instrumentos comunicados para poder gestionar todas las incidencias.
10.7 Mantenimiento de instrumentos.
Puede ser de 3 tipos bien diferenciados:
A) Correctivo: se reduce a reparar cuando exista un fallo en su etapa final del ciclo de vida. En el caso de lazos críticos, puede presentar un paro parcial o total, por lo que posiblemente es el peor momento (prisas y stock).
Página 12

Instrumentación Industrial Tema 10: Calibración de instrumentos
En los controladores digitales y en el control distribuido, el sistema dispone de autodiagnóstico para señalarlo e imponer una posterior reparación.
B) Preventivo: los instrumentos se revisan en intervalos regulares, de acuerdo a un plan de mantenimiento (normalmente por historiales o recomendaciones), siendo planificados y programados en las fechas de parada de planta.
Como desventaja tiene que a veces se realiza sin necesidad alguna o dan fallos prematuros, aunque evita problemas posteriores.
C) Predictivo: los instrumentos se revisan de acuerdo con el dictamen realizado mediante aparatos que avisan sobre el fallo en un tiempo determinado (por ejemplo con un análisis de vibraciones en máquinas rotativas).
En muchas ocasiones los elementos de medida y transmisión depende de la correcta aplicación, por lo que cada elemento tendrá su propio mantenimiento.
Aunque la fiabilidad de los instrumentos depende de la aplicación, se debe de tener en cuenta la tabla siguiente como algo orientativo, ya que es muy útil conocer el tiempo medio entre fallos, que es la suma de las inversas de los tiempos medios de cada instrumento.
Para aumentar la fiabilidad del sistema, el proyectista puede aumentar la fiabilidad, teniendo en cuenta los lazos críticos, especificando los instrumentos con autodiagnóstico y controladores con autoajuste, estableciendo programas de mantenimiento preventivo y redundancias de aparatos.
Sin embargo, un análisis fuera de la exactitud dada por el fabricante o exigida por la propia industria que se refleja en el histórico de mantenimiento del instrumento, puede dar la clave para saber la frecuencia de mantenimiento que necesita el aparato de acuerdo con el tipo de servicio que realiza el proceso, reduciendo así los costes y la mejora del rendimiento de un instrumento.
De este modo también el usuario puede comparar los diferentes tipos de instrumentos y fabricantes en las mismas condiciones de servicio y encontrar apartaos que mantienen su grado de exactitud durante mucho tiempo, sin necesidad de ser recalibrados.
En las plantas de gran tamaño y numerosos instrumentos y lazos de control, es complicado organizar las funciones de mantenimiento y la confección de la documentación para todas las actividades.
Página 13

Instrumentación Industrial Tema 10: Calibración de instrumentos
Figura 15: Tiempo medio entre fallo de instrumentos (recomendación).
Figura 16: Comparación entre política de calidad y mantenimiento.
El instrumentista, conociendo la ruta de calibración procederá a:
1) Entrada manual de los datos en el calibrador portátil (sujeto a errores).2) Colocar el calibrador en cada instrumento y aplicar el valor correcto,
registrando las lecturas y comparándolas con la información disponible.3) Si el instrumento falla en el ensayo, se repite y en caso de volver a fallas, se
pasa al siguiente, quedando registrado.4) Cuando termina, regresa al taller de mantenimiento de instrumentos donde
escribe un forme de cada instrumento.5) Hace referencias futuras y recomendaciones.
En el software dedicado a la gestión de mantenimiento se reduce mucho esta labor, creando esquemas y cargándolos a la AMS (Asset Management Software). De este modo, sólo se limitará en una futura visita a conectar el calibrador y descargar los resultados anteriores, consiguiendo un ahorro unitario (por instrumento) de unos 20-80€/ud, que en una gran planta es importante.
En el mercado existe el AMS (Rosemount), ASSET MAX (Honeywell), PDM (Siemens), SMARTVISIOn (ABB) y PC20 (Foxboro).
Página 14

Instrumentación Industrial Tema 10: Calibración de instrumentos
Como beneficios adicionales cabe citar que los parámetros de operación (en un reactor nuclear por ejemplo), determinados con un sistema de medida y calibración periódicas, se obtienen unas exactitudes en potencia de ±0,4-2%, que al cabo de un año es una gran cantidad de energía vendida a red.
Como último ejemplo, la industria farmacéutica (una planta), podría tener hasta 8000 calibraciones por año de numerosas variables, estimando ahorros de unos 200000€/año.
10.8 Normativa de calidad aplicada a la instrumentación.
Se ha comentado en apartados anteriores que la ISO es la encargada, en el caso de la familia 9000, del aseguramiento de la calidad, teniendo un apartado específico para equipos e instrumentación.
10.8.1 ISO:9001.
Los requisitos establecidos en esta norma tienen como objetivo el evitar los productos no conformes desde su salida hasta el final de su vida útil o si se producen, poder subsanarlos a tiempo.
Esta norma tiene 20 apartados que un compañía debe de implementar para logra unos resultados económicos satisfactorios y realizar esfuerzos de mejora continuamente.
Con relación al punto “Equipos de inspección, medida y ensayo”, el sistema de calidad ISO:9001 establece que el suministrador de un producto debe aportar una confirmación metrológica, por lo que:
- Identificar, calibrar y ajustar todo el equipo de inspección, medida y ensayo que puede afectar a la calidad del producto final, aportando los certificados de un organismo reconocido.
- Establecer, documentar y mantener los procedimientos de calibración de los instrumentos y de los equipos de calibración.
- Asegurar que la condiciones ambientales son adecuadas para las operaciones de calibración, inspección y ensayos que se efectúen en los instrumentos.
Se debe establecer una función metrológica de acuerdo a la implantación del mismo sistema con sus propios manuales e instrumentos afectados, así como los periodos de calibración de cada uno de ellos (que suele ser de un año). Además se permite almacenar estos datos en un pendrive y registrar todos los instrumentos involucrados, con una exactitud del orden del ±0,05%.
La certificación es un trámite que todas aquellas empresas que quieran la certificación deben pasar realizando todo lo que diga el sistema y estando documentado.
En el caso de España, AENOR, es la empresa adjudicataria para la concesión de esta certificación que suele dar los procedimientos para su obtención, dejando clara la total independencia, objetividad y comprobación de las desviaciones cada vez que se produzcan.
En caso de marcado como empresa registrada (ER), tiene una validez de 3 años y debe realizarse auditoría de renovación en cuanto expire, aunque cada año existan chequeos de cumplimiento.
Página 15

Instrumentación Industrial Tema 10: Calibración de instrumentos
Queda decir que parece sencilla, aunque es bastante laboriosa, ya que se puede disponer de muchísimos equipos con distintos sistemas de calibrado.
Figura 17: Control de instrumentos y equipos.
Página 16







