lean manufacturing and waste
TRANSCRIPT
1
TEKNIK TATA CARA & TEKNIK TATA CARA &
PENGUKURAN KERJAPENGUKURAN KERJA
#LEAN MANUFACTURING AND WASTELAB. ERGONOMI & PERANCANGAN SISTEM KERJA
1
- the competition is fierce -
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
THE COMPETITION IS FIERCETHE COMPETITION IS FIERCE
2
Every morning in Africa, a gazelle
wakes up. It knows it must run faster
than the fastest lion or it will be
killed.
Every morning a lion wakes up. It
knows it must outrun the slowest
gazelle or it will be starve to death.
It doesn’t matter whether you are a
lion or a gazelle, when the sun
comes up, you had better be
running.
2
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
3
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
LEAN MANUFACTURING [PRODUCTION]LEAN MANUFACTURING [PRODUCTION]
4
[1] doing MORE AND MORE with LESS AND LESS [less human
effort, less equipment, less time, and less space] while
coming closer and closer to providing customers with
exactly what they want.
[2] adaptation of mass production in which workers and
work cells are made MORE FLEXIBLE AND EFFICIENT by
adopting METHODS that REDUCE WASTE in all forms.
[3] an integrated set of activities designed to achieve HIGH-
VOLUME PRODUCTION using MINIMAL INVENTORIES [raw
materials, work in process, and finished goods], involves
the ELIMINATION OF WASTE in production effort,
ELIMINATION THE TIMING of production resources [i.e.,
parts arrive at the next workstation “just in time”].
[4] initiative focused on eliminating all waste in
manufacturing processes. Principles of lean include ZERO
WAITING TIME, ZERO INVENTORY, SCHEDULING [internal
customer pull instead of push system], BATCH TO FLOW
[cut batch size], LINE BALANCING AND CUTTING ACTUAL
PROCESS TIMES.
3
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
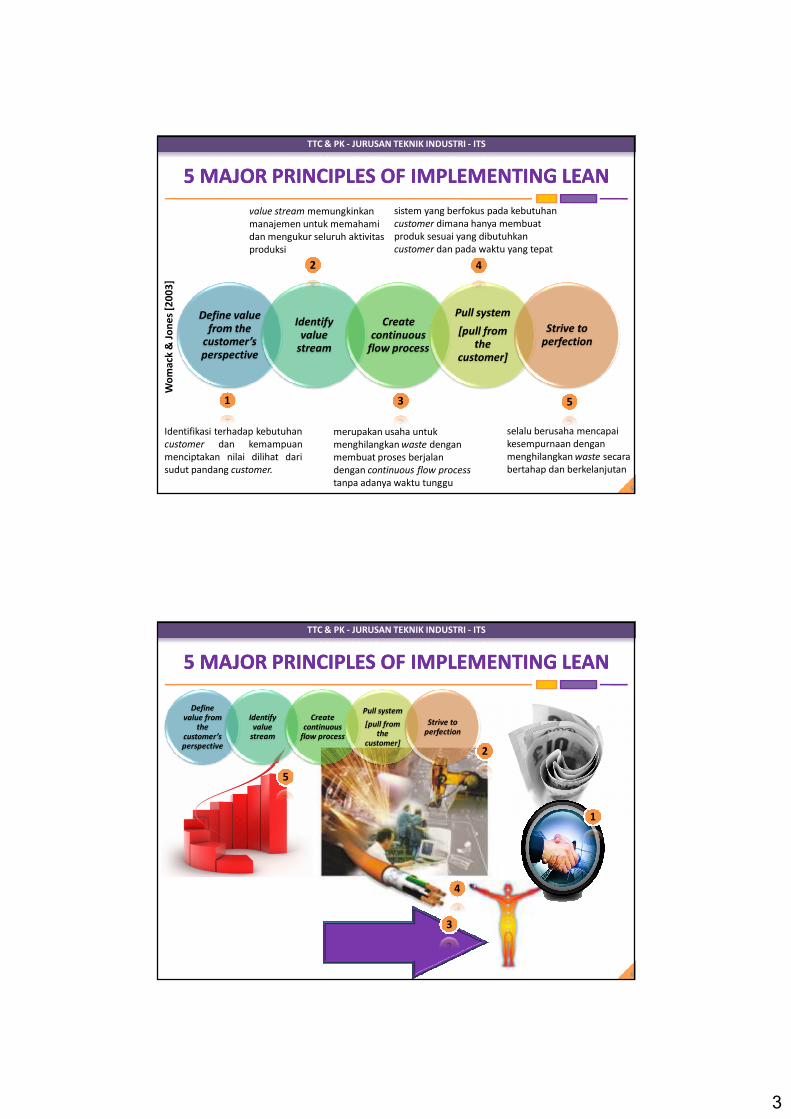
5 MAJOR PRINCIPLES OF IMPLEMENTING LEAN5 MAJOR PRINCIPLES OF IMPLEMENTING LEAN
5
Identifikasi terhadap kebutuhan
customer dan kemampuan
menciptakan nilai dilihat dari
sudut pandang customer.
Wo
ma
ck&
Jon
es
[20
03
]
Define value from the
customer’s perspective
Identify value
stream
Create continuous
flow process
Pull system
[pull from the
customer]
Strive to perfection
1
2
3 5
4
value stream memungkinkan
manajemen untuk memahami
dan mengukur seluruh aktivitas
produksi
sistem yang berfokus pada kebutuhan
customer dimana hanya membuat
produk sesuai yang dibutuhkan
customer dan pada waktu yang tepat
merupakan usaha untuk
menghilangkan waste dengan
membuat proses berjalan
dengan continuous flow process
tanpa adanya waktu tunggu
selalu berusaha mencapai
kesempurnaan dengan
menghilangkan waste secara
bertahap dan berkelanjutan
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
5 MAJOR PRINCIPLES OF IMPLEMENTING LEAN5 MAJOR PRINCIPLES OF IMPLEMENTING LEAN
6
4
3
1
5
2
Define value from
the customer’s perspective
Identify value
stream
Create continuous
flow process
Pull system
[pull from the
customer]
Strive to perfection
4
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
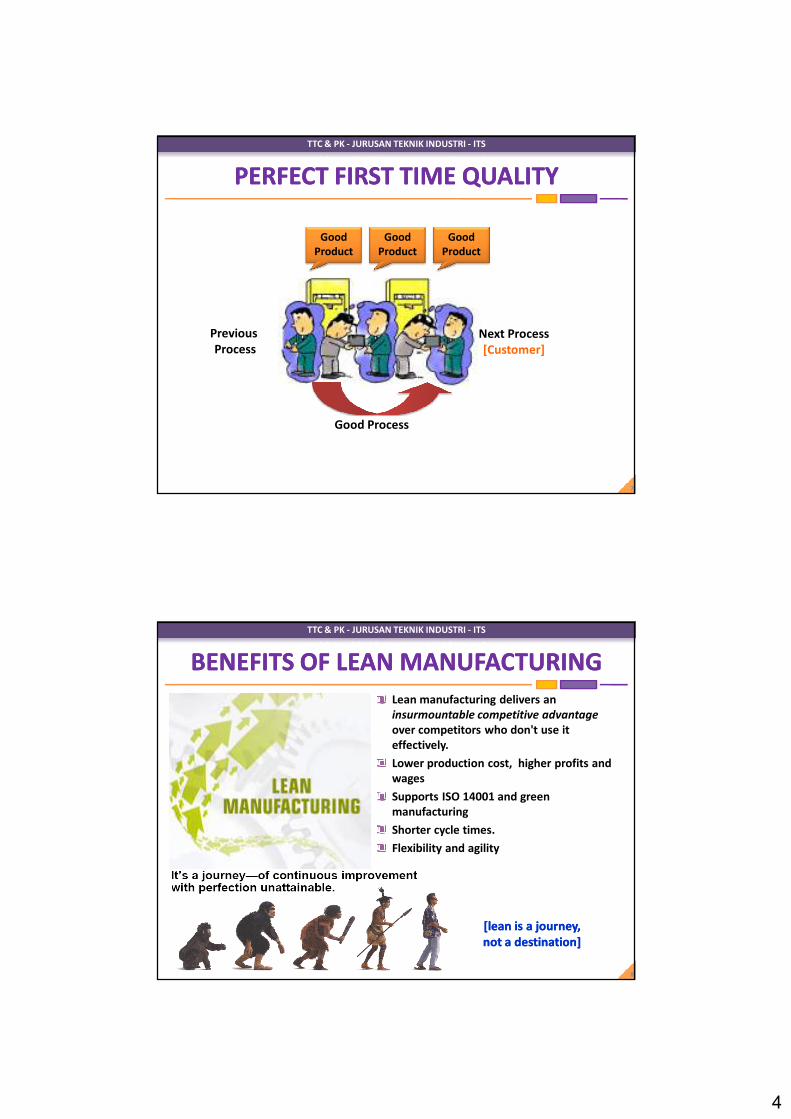
PERFECT FIRST TIME QUALITYPERFECT FIRST TIME QUALITY
7
Previous
Process
Next Process
[Customer]
Good
Product
Good
Product
Good
Product
Good Process
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
BENEFITS OF LEAN MANUFACTURINGBENEFITS OF LEAN MANUFACTURING
8
Lean manufacturing delivers an
insurmountable competitive advantage
over competitors who don't use it
effectively.
Lower production cost, higher profits and
wages
Supports ISO 14001 and green
manufacturing
Shorter cycle times.
Flexibility and agility
[lean is a journey, [lean is a journey,
not a destination]not a destination]
5
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
TYPES OF ACTIVITIESTYPES OF ACTIVITIES
Di dalam proses produksi terdapat tiga tipe operasi/ aktivitas yaitu:
9
Non-Value Adding [NVA]
Necessary but Non-Value Adding [NNVA]
Value-Adding [VA]
aktivitas yang mampu
memberikan nilai tambah di
mata customer pada suatu
material atau produk yang
diproses.
aktivitas yang tidak menambah nilai dari
sudut pandang customer. Aktivitas ini
merupakan waste dan harus dikurangi atau
dihilangkan. Contoh dari aktivitas ini adalah
waiting time, menumpuk WIP, dan double
handling.
adalah aktivitas yang tidak menambah nilai akan tetapi penting bagi proses yang ada.
Contohnya adalah aktivitas berjalan untuk mengambil parts, unpacking deliveries, dan
memindahkan tool dari satu tangan ke tangan yang lain. Untuk mengurangi atau
menghilangkan aktivitas ini adalah dengan membuat perubahan pada prosedur operasi
menjadi lebih sederhana dan mudah, seperti membuat layout baru, koordinasi dengan
supplier dan membuat standar aktivitas
1 2
3
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
TYPES OF ACTIVITIESTYPES OF ACTIVITIES
Untuk menciptakan proses produksi yang efektif dan efisien
pemahaman terhadap ketiga operasi tersebut sangat
penting. Hal utama yang menjadi perhatian adalah Non-
Value Adding dan Necessary but Non-Value Adding, artinya
sedapat mungkin aktivitas tersebut dikurangi atau
dihilangkan. Dalam aktivitas tersebut seringkali
menimbulkan WASTE.
10
6
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
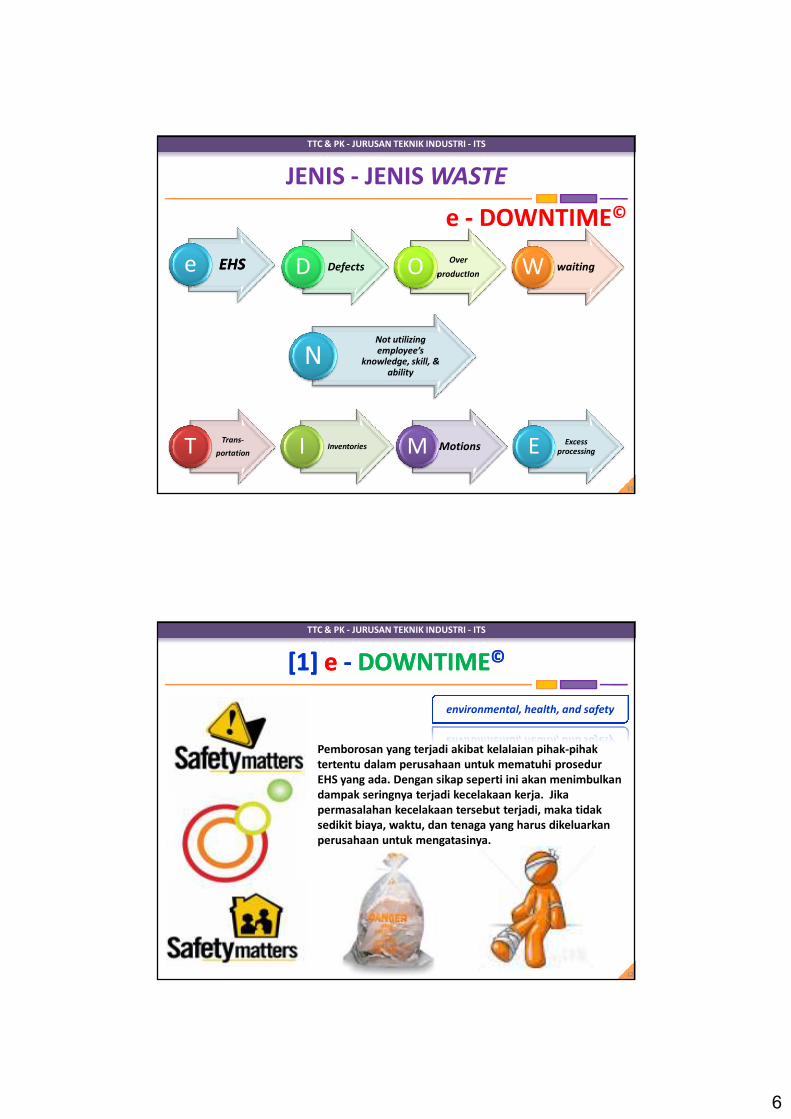
JENIS - JENIS WASTE
11
EHSEHSe DefectsDOver
productIonO waitingW
e - DOWNTIME©
Not utilizing employee’s
knowledge, skill, & ability
N
Trans-
portationT InventoriesI MotionsM Excess processingE
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
[1] [1] ee -- DOWNTIMEDOWNTIME©©
Pemborosan yang terjadi akibat kelalaian pihak-pihak
tertentu dalam perusahaan untuk mematuhi prosedur
EHS yang ada. Dengan sikap seperti ini akan menimbulkan
dampak seringnya terjadi kecelakaan kerja. Jika
permasalahan kecelakaan tersebut terjadi, maka tidak
sedikit biaya, waktu, dan tenaga yang harus dikeluarkan
perusahaan untuk mengatasinya.
12
environmental, health, and safety
7
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
[2] [2] ee -- DDOWNTIMEOWNTIME©©
Produk yang rusak atau tidak sesuai dengan
spesifikasi, hal ini akan menyebabkan proses
rework yang kurang efektif.
KARAKTERISTIK WASTE :
Questionable quality, lower profits due to scrap,
tingginya komplain dari konsumen, serta inspeksi
level yang sangat tinggi.
CAUSES :
Incapable Processes, Incapable Suppliers,
Insufficient Training, Insufficient Training,
Inadequate Tools/Equipment.
13
defects
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
[3] [3] ee -- DDOOWNTIMEWNTIME©©
Pemborosan yang disebabkan produksi yang
berlebihan, maksudnya adalah memproduksi produk
yang melebihi yang dibutuhkan [more than needed]
atau memproduksi lebih awal dari jadwal yang sudah
buat [faster than needed]. Bentuk dari
overproduction ini antara lain adalah aliran produksi
tidak lancar, tumpukan WIP yang terlalu banyak,
target dan pencapaian hasil produksi dari setiap
bagian produksi kurang jelas.
CAUSES :
Lack of Communication, Local Optimization,
Automation in the Wrong Places, Lack of Stable/
Consistent Schedules.
14
overproduction
8
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
[4] [4] ee -- DODOWWNTIMENTIME©©
Pemborosan karena menunggu untuk proses
berikutnya. Waiting merupakan selang waktu
ketika operator tidak menggunakan waktu untuk
melakukan value adding activity dikarenakan
menunggu aliran produk dari proses sebelumnya
[upstream]. Waiting ini juga mencakup operator
[Man wait time] dan mesin [Machine wait time]
seperti kecepatan produksi mesin dalam stasiun
kerja lebih cepat atau lambat daripada stasiun
yang lainnya.
CAUSES :
Inconsistent Work Methods, Long Machine
Change Over Time, Low Man/ Machine
Effectiveness, Lack of Proper Equipment/
Materials.15
waiting
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
[5] [5] ee -- DOWDOWNNTIMETIME©©
Merupakan suatu kondisi dimana sumber
daya yang ada [operator] tidak digunakan
secara maksimal, sehingga terjadi
pemborosan. Diakibatkan penggunaan
operator yang tidak tepat untuk suatu
pekerjaan tertentu. Misalnya pada
penempatan karyawan pada posisi tertentu
dimana skill atau riwayat pendidikan yang
tidak sesuai dengan bidang kerjanya
sehingga di lapangan operator sering
melakukan kesalahan kerja.
16
not utilizing employee’s knowledge,
skills, and abilities
9
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
[6] [6] ee -- DOWNDOWNTTIMEIME©©
Merupakan kegiatan yang penting akan tetapi tidak
menambah nilai pada suatu produk. Transport
merupakan proses memindahkan material atau
Work In Process dari satu stasiun kerja ke stasiun
kerja yang lainnya. Baik menggunakan forklift
maupun conveyor.
WIP : a good or goods in various stages of
completion throughout the plant, including all
material from raw material that has been released
for initial processing up to completely processed
material awaiting final inspection and acceptance
as finished goods inventory.
17
transportation
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
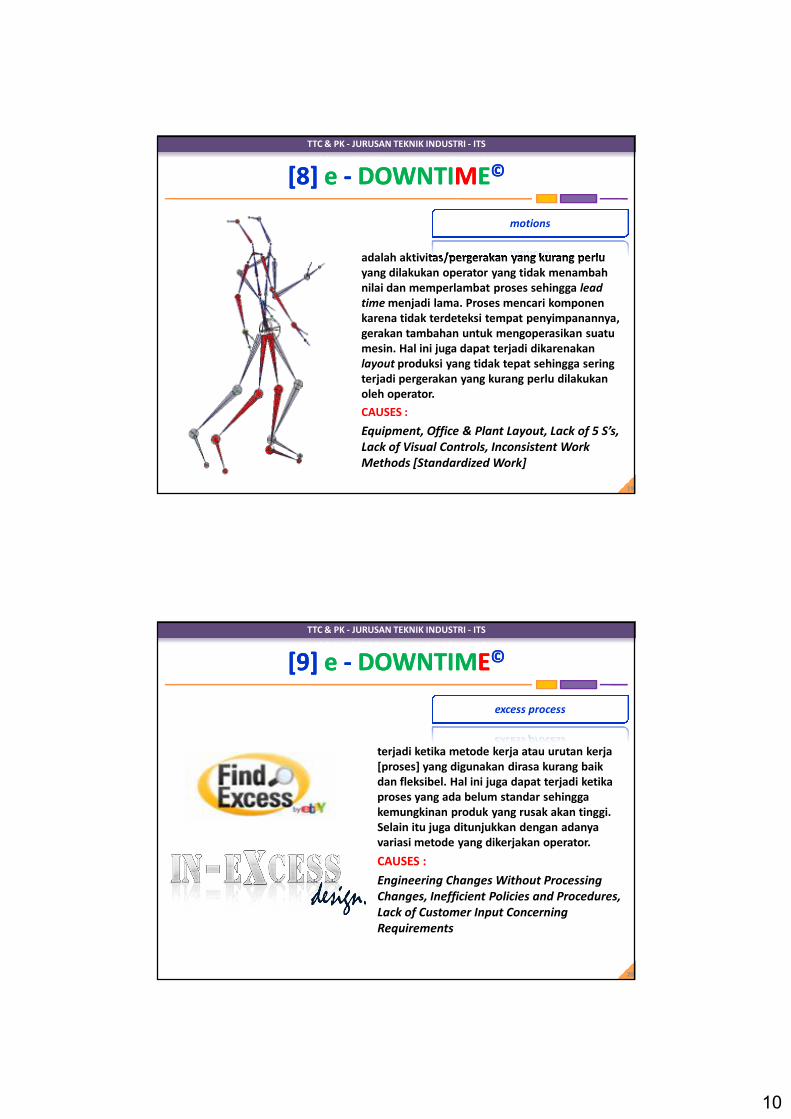
[7] [7] ee -- DOWNTDOWNTIIMEME©©
Persediaan yang kurang perlu.
Maksudnya adalah persediaan material
yang terlalu banyak, Work In Process
yang terlalu banyak antara proses satu
dengan yang lainnya sehingga
membutuhkan ruang yang banyak
untuk menyimpannya, kemungkinan
pemborosan ini adalah buffer yang
sangat tinggi.
18
inventories
Inventory hides problems !!!Inventory hides problems !!!
Inventory hides wastes !!!Inventory hides wastes !!!
10
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
[8] [8] ee -- DOWNTIDOWNTIMMEE©©
adalah aktivitas/pergerakan yang kurang perlu
yang dilakukan operator yang tidak menambah
nilai dan memperlambat proses sehingga lead
time menjadi lama. Proses mencari komponen
karena tidak terdeteksi tempat penyimpanannya,
gerakan tambahan untuk mengoperasikan suatu
mesin. Hal ini juga dapat terjadi dikarenakan
layout produksi yang tidak tepat sehingga sering
terjadi pergerakan yang kurang perlu dilakukan
oleh operator.
CAUSES :
Equipment, Office & Plant Layout, Lack of 5 S’s,
Lack of Visual Controls, Inconsistent Work
Methods [Standardized Work]
19
motions
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
[9] [9] ee -- DOWNTIMDOWNTIMEE©©
terjadi ketika metode kerja atau urutan kerja
[proses] yang digunakan dirasa kurang baik
dan fleksibel. Hal ini juga dapat terjadi ketika
proses yang ada belum standar sehingga
kemungkinan produk yang rusak akan tinggi.
Selain itu juga ditunjukkan dengan adanya
variasi metode yang dikerjakan operator.
CAUSES :
Engineering Changes Without Processing
Changes, Inefficient Policies and Procedures,
Lack of Customer Input Concerning
Requirements
20
excess process
11
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
LOGICAL FLOW OF LEAN IMPLEMENTATIONLOGICAL FLOW OF LEAN IMPLEMENTATION
21
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
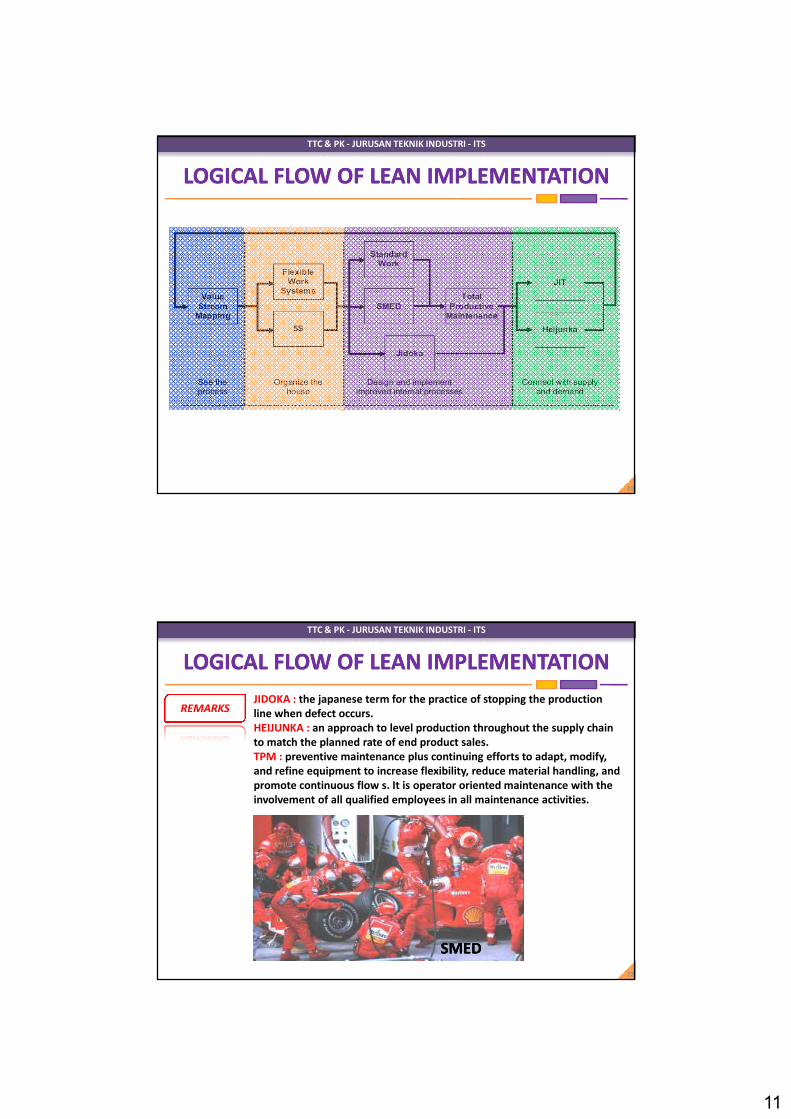
LOGICAL FLOW OF LEAN IMPLEMENTATIONLOGICAL FLOW OF LEAN IMPLEMENTATION
22
JIDOKA : the japanese term for the practice of stopping the production
line when defect occurs.
HEIJUNKA : an approach to level production throughout the supply chain
to match the planned rate of end product sales.
TPM : preventive maintenance plus continuing efforts to adapt, modify,
and refine equipment to increase flexibility, reduce material handling, and
promote continuous flow s. It is operator oriented maintenance with the
involvement of all qualified employees in all maintenance activities.
REMARKS
SMEDSMED
12
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
PENGEMBANGAN “LOGICAL FLOW”PENGEMBANGAN “LOGICAL FLOW”
23
Pengembangan “logical flow” dapat dikelompokkan dalam sebuah
“gelombang”, berdasarkan tipe penghematan yang dilakukan.
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
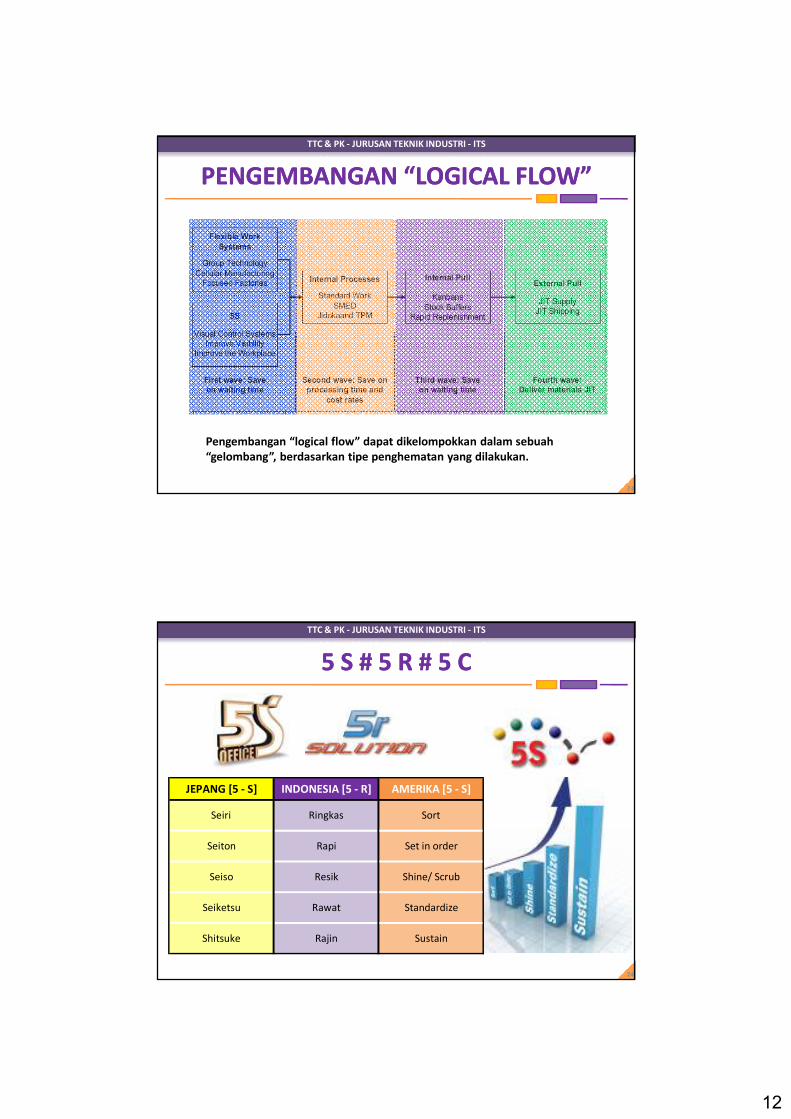
5 S # 5 R # 5 C5 S # 5 R # 5 C
24
JEPANG [5 - S] INDONESIA [5 - R] AMERIKA [5 - S]
SustainRajinShitsuke
Shine/ Scrub
Set in orderRapiSeiton
SortRingkasSeiri
Seiketsu
Seiso
Rawat
Resik
Standardize
13
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
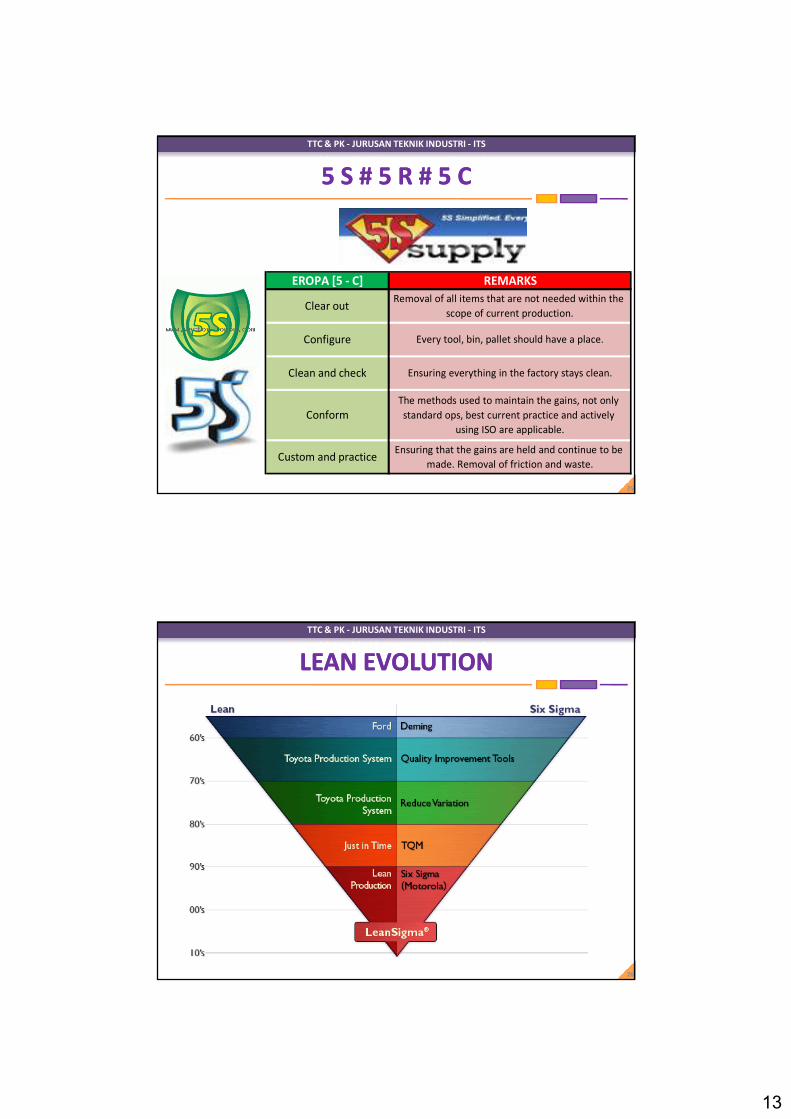
5 S # 5 R # 5 C5 S # 5 R # 5 C
25
EROPA [5 - C] REMARKS
Custom and practice
Removal of all items that are not needed within the
scope of current production.
Every tool, bin, pallet should have a place.
Ensuring everything in the factory stays clean.
The methods used to maintain the gains, not only
standard ops, best current practice and actively
using ISO are applicable.
Ensuring that the gains are held and continue to be
made. Removal of friction and waste.
Clean and check
Configure
Clear out
Conform
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
LEAN EVOLUTIONLEAN EVOLUTION
26
14
TTC & PK - JURUSAN TEKNIK INDUSTRI - ITS
27
[[thankthank youyou]]