diseÑo de un plan de acciÓn de mejora basado en...
TRANSCRIPT

DISEÑO DE UN PLAN DE ACCIÓN DE MEJORA BASADO EN HERRAMIENTAS SMED
Y 5´S PARA DISMINUIR LOS TIEMPOS DE CAMBIO DE REFERENCIA EN EL ÁREA DE
TORNOS EN UNA EMPRESA DE MECANIZADOS
SANDRA PAOLA RAMOS MANCILLA COD: 1135082
JOHN JAIRO BUENAÑO VELASCO COD: 1135044
UNIVERSIDAD DE SAN BUENAVENTURA
FACULTAD DE INGENIERÍA
PROGRAMA INGENIERÍA INDUSTRIAL
SANTIAGO DE CALI
2016

DISEÑO DE UN PLAN DE ACCIÓN DE MEJORA BASADO EN HERRAMIENTAS SMED
Y 5´S PARA DISMINUIR LOS TIEMPOS DE CAMBIO DE REFERENCIA EN EL ÁREA DE
TORNOS EN UNA EMPRESA DE MECANIZADOS
SANDRA PAOLA RAMOS MANCILLA COD: 1135082
JOHN JAIRO BUENAÑO VELASCO COD: 1135044
Trabajo de grado presentado para optar al título de Ingeniero Industrial
Directora
Dr. ILEANA GLORIA PEREZ VERGARA
UNIVERSIDAD DE SAN BUENAVENTURA
FACULTAD DE INGENIERÍA
PROGRAMA INGENIERÍA INDUSTRIAL
SANTIAGO DE CALI
2016

CONTENIDO
Pág.
RESUMEN…….……………………………………………………………………
0 INTRODUCCIÓN ................................................................................................... 3
1 DEFINICIÓN DEL PROBLEMA ........................................................................... 5
1.1 PREGUNTA DE INVESTIGACIÓN .................................................................... 10
2 JUSTIFICACIÓN .................................................................................................. 11
2.1 ALCANCE ............................................................................................................. 12
3 OBJETIVOS .......................................................................................................... 13
3.1 OBJETIVO GENERAL ......................................................................................... 13
3.2 OBJETIVOS ESPECÍFICOS ................................................................................. 13
4 MARCO REFERENCIAL ..................................................................................... 14
4.1 ANTECEDENTES ................................................................................................. 14
4.1.1 Antecedentes Investigativos. ................................................................................. 14
4.1.2 Antecedentes de la disciplina del conocimiento .................................................... 16
4.2 MARCO CONTEXTUAL ..................................................................................... 17
4.3 MARCO CONCEPTUAL ...................................................................................... 17
4.4 MARCO TEÓRICO ............................................................................................... 20
4.4.1 Producción ............................................................................................................. 20
4.4.2 Lean manufacturing ............................................................................................... 25
4.4.3 Orígenes y Antecedentes de Lean Manufacturing. ................................................ 26
4.4.4 Principios de Lean Manufacturing. ....................................................................... 27
4.4.5 Técnicas o herramientas utilizadas en Lean Manufacturing. ................................ 29
4.4.5.1 Cambio Rápido de Modelo (Single Minute Exchange of Dies -SMED) 31
5 DISEÑO METODOLÓGICO ................................................................................ 35
5.1 ENFOQUE DE INVESTIGACIÓN ....................................................................... 35
5.2 TIPO O ALCANCE DEL ESTUDIO .................................................................... 35
5.3 DISEÑO DE LA INVESTIGACIÓN .................................................................... 35
5.4 POBLACIÓN ......................................................................................................... 35

5.5 MUESTRA ............................................................................................................. 35
5.6 TECNICAS PARA LA RECOLECCIÓN DE LA INFORMACIÓN .................. 36
5.7 FASES DE ESTUDIO ........................................................................................... 36
5.8 METODOLOGÍA POR OBJETIVO ESPECÍFICO .............................................. 36
6 RESULTADOS Y DISCUSIÓN ........................................................................... 38
6.1 CARACTERIZACIÓN DE LA ORGANIZACIÓN .............................................. 39
6.1.1 Caracterización de la empresa ............................................................................... 39
6.1.2 Caracterización del proceso ................................................................................... 40
6.1.3 Caracterización de la máquina ............................................................................... 44
6.2 SELECCIÓN DEL GRUPO DE EXPERTOS ....................................................... 45
6.3 UTILIZACIÓN DE TÉCNICAS PARA RECOLECTAR DATOS E
IDENTIFICAR OPORTUNIDADES DE MEJORA ........................................................... 45
6.3.1 Revisión de datos ................................................................................................... 46
6.3.2 Selección de la referencia ...................................................................................... 49
6.3.3 Revisión de hojas de reporte .................................................................................. 51
6.3.4 Revisión de instructivos de trabajo existentes ...................................................... 52
6.3.5 Observar (SMED) .................................................................................................. 52
6.3.6 Filmar (SMED) ...................................................................................................... 53
6.3.7 Diagrama de desplazamientos (espagueti) ............................................................ 55
6.3.8 Identificación y clasificación de las actividades (SMED) ..................................... 57
6.3.9 Lluvia de ideas ....................................................................................................... 60
6.3.10 Diagrama causa - efecto ........................................................................................ 61
6.4 CARACTERIZACIÓN DE LA SITUACION ACTUAL ..................................... 65
6.5 PRIORIZACIÓN DE LAS OPORTUNIDADES DE MEJORA ........................... 65
6.6 PLAN DE ACCIÓN DE MEJORA BASADO EN LAS HERRAMIENTAS
SMED Y 5´S ........................................................................................................................ 66
6.7 DESARROLLO DE LA PROPUESTA ................................................................. 67
6.7.1 Creación de un procedimiento basado en metodología SMED para estandarizar las
actividades de cambio de referencia. .................................................................................... 67
6.7.2 Rediseño del área de trabajo .................................................................................. 68
6.7.3 Capacitación al personal operativo ........................................................................ 69

6.8 IMPLEMENTACIÓN ............................................................................................ 70
6.8.1 Creación de un procedimiento basado en metodología SMED para estandarizar las
actividades de cambio de referencia. .................................................................................... 70
6.8.1.1 Identificación de actividades.................................................................................. 70
6.8.1.2 Clasificación de actividades………………………………………………………71
6.8.1.3 Conversión de actividades internas en externas (SMED)……………………….. 71
6.8.1.4 Propuesta de mejoramiento de las condiciones de operación…………………… 75
6.8.1.5 Propuesta de mejoramiento adicional………………………………………….... 80
6.8.1.6 Permanencia de la mejora……………………………………………………….. 83
6.8.2 Rediseño del área de trabajo .................................................................................. 83
6.8.2.1 Mejoramiento de las condiciones de operación…………………………………. 83
6.8.2.2 Medición de los desplazamientos……………………………………………….. 85
6.8.2.3 Permanencia de la mejora………………………………………………………...85
6.8.3 Capacitación al personal operativo ........................................................................ 86
6.8.3.1 Creación de un plan de sensibilización…………………………………………...86
6.8.3.2 Permanencia de la mejora………………………………………………………...86
6.9 SEGUIMIENTO A RESULTADOS. .................................................................... 88
7 INVERSIÓN Y BENEFICIO ................................................................................ 95
8 CONCLUSIONES ................................................................................................. 98
9 RECOMENDACIONES ........................................................................................ 99
10 BIBLIOGRAFIA ................................................................................................. 101

ÍNDICE DE ILUSTRACIONES
Pág.
Ilustración 1. Costo por variaciones de tiempo en cambios de referencia por celda de trabajo
(enero 2014 – agosto 2015) ............................................................................................................. 6
Ilustración 2. Costo de variaciones de tiempo por cambios en la celda de tornos (enero 2014 –
agosto 2015) ..................................................................................................................................... 7
Ilustración 3. Número de cambios con variación de tiempo en la celda de tornos (enero 2014 –
agosto 2015) ..................................................................................................................................... 8
Ilustración 4. Número horas perdidas en la celda de tornos (enero 2014 – agosto 2015) ........... 10
Ilustración 5. Esquema de un proceso .......................................................................................... 21
Ilustración 6. Flujograma de distribución de egresos ................................................................... 23
Ilustración 7. Etapas para la implementación de SMED.............................................................. 34
Ilustración 8. Fases de estudio del trabajo de grado ..................................................................... 36
Ilustración 9. Modelo de diagnóstico ............................................................................................. 38
Ilustración 10. Departamento de manufactura de partes .............................................................. 40
Ilustración 11. Costo por variaciones de tiempo en cambios de referencia por celda de trabajo
(enero 2014 – agosto ...................................................................................................................... 41
Ilustración 12. Costo de variaciones de tiempo por cambios de referencia en la celda de tornos
(enero 2014 – agosto 2015) ........................................................................................................... 41
Ilustración 13. Representación del proceso ................................................................................... 43
Ilustración 14. Máquina torno Okuma LU25 ................................................................................. 45
Ilustración 15. Medición de la variación en los tiempos de cambio en el torno LU25 ................. 48
Ilustración 16. Comportamiento de los cambios de referencia con variación en el torno LU25 .. 48
Ilustración 17. Número horas perdidas – LU25 ............................................................................ 49
Ilustración 18. Horas perdidas por cambio de referencia en el torno LU25 ................................ 50
Ilustración 19. Capturas de la filmación de cambio de referencia máquina LU25 ....................... 53
Ilustración 20. Diagrama de desplazamiento en la referencia OIS-14-588 .................................. 56
Ilustración 21. Diagrama de Ishikawa ........................................................................................... 62
Ilustración 22. Registro de herramientas o instrumentos necesarios e innecesarios .................... 77
Ilustración 23. Reposición de herramientas de Mano .................................................................. 79

Ilustración 24. Adaptación de la torreta con los portaherramientas para el torno LU25 ............ 81
Ilustración 25. Preparación de instrumentos de medición ............................................................ 82
Ilustración 26. Estaciones de herramientas ................................................................................... 84
Ilustración 27. Imágenes durante 5s. ............................................................................................. 88
Ilustración 28. Seguimiento a la variación en los tiempos de cambio, torno LU25 ...................... 91
Ilustración 29. Seguimiento a la cantidad de cambios de referencia con variación 2016 ............ 92
Ilustración 30. Seguimiento 2016 al número horas perdidas en torno LU25 ................................ 93
Ilustración 31. Seguimiento costo por variaciones de tiempo en cambios de referencia .............. 94
LISTA DE TABLAS
Pág.
Tabla 1. Principios de Lean Manufacturing .................................................................................. 27
Tabla 2. Metodología de las 5’S ................................................................................................... 29
Tabla 3. Antecedentes de la herramienta 5'S ................................................................................ 31
Tabla 4. Antecedentes de la herramienta SMED ........................................................................... 34
Tabla 5. Capital humano asociado al cambio de referencia - torno LU25 .................................. 44
Tabla 6. Medición de la meta corporativa para la desviación de los tiempos de cambio ............. 47
Tabla 7. Participación de la referencia OIS-14-588 en la variación de cambios de referencia ... 51
Tabla 8. Resumen de las actividades realizadas durante el cambio descritas por grupos............ 55
Tabla 9. Desplazamientos actuales para la referencia OIS-14- 588 en el torno LU25 ................ 57
Tabla 10. Clasificación de las actividades para el cambio de referencia OIS-14-588 ................. 58
Tabla 11. Resultado de la lluvia de ideas ...................................................................................... 61
Tabla 12. Priorización de posibles causas ..................................................................................... 63
Tabla 13. Cinco ¿por qué? ............................................................................................................. 64
Tabla 14. Listado de actividades a desarrollar para el plan de acción ........................................ 66
Tabla 15. Conversión de actividades para el cambio de referencia OIS-14-588 .......................... 72
Tabla 16. Resumen de conversión de actividades internas a externas .......................................... 74
Tabla 17. Clasificación de herramientas o instrumentos encontrados en la celda de torno ......... 75
Tabla 18. Acciones para herramientas o instrumentos innecesarios en la celda de trabajo ........ 76
Tabla 19. Frecuencia de uso de las herramientas o instrumentos ................................................. 78
Tabla 20. Acciones para las herramientas o instrumentos necesarios en la celda de trabajo ...... 79
Tabla 21. Actividades después de la implementación de 5’S ......................................................... 80
Tabla 22. Actividades después de la propuesta de mejoramiento adicional (Refinar) .................. 82
Tabla 23. Desplazamientos después de implementación 5’S, referencia OIS-14- 588.................. 85
Tabla 24. Plan de capacitación ...................................................................................................... 87
Tabla 25. Costos de Implementación de Torreta ........................................................................... 95
Tabla 26. Costos de nuevas herramientas de mano ....................................................................... 96
Tabla 27. Beneficio económico y tiempo de retorno ...................................................................... 97

LISTA DE ANEXOS
Anexo 1. Calculo del tiempo asignado………………………………………………………………..
Anexo 2. Organigrama de la empresa objeto de estudio…………………………………………..
Anexo 3. Plano de fabricación para la referencia OIS-14-588…………………………………...
Anexo 4. Diagrama de proceso para el cambio de la referencia OIS-14-588…………………..
Anexo 5. Registro de asistencia para la lluvia de ideas……………………………………………
Anexo 6. Plano rediseño de la torreta………………………………………………………………..
Anexo 7. Procedimiento para realizar alistamiento de herramientas en tornos CNC……….
Anexo 8. Procedimiento para realizar cambio de referencia en tornos CNC…………………..
Anexo 9. Listado de actividades internas finales……………………………………………………
Anexo 10 Seguimiento al cambio de referencia………………………………………………………
Anexo 11. Diagrama de desplazamiento después de 5’S…………………………………………….
Anexo 12. Formato de inventario herramientas y otros accesorios………………………………..
Anexo 13. Registro de asistencia a capacitación sobre herramientas SMED y 5’S……………..

RESUMEN
Hoy en día la competencia global obliga a las empresas a ser más eficientes y rentables al
momento de producir bienes o servicios. La reducción de costos, tiempo y desperdicios se
convierten en elementos críticos que deben ser atacados por las organizaciones que buscan seguir
vigentes en el mercado. Existen filosofías que al ser aplicadas permiten mitigar los desperdicios,
destacándose Lean Manufacturing y sus diversas herramientas.
El presente trabajo de grado tiene como objetivo, diseñar un plan de acción de mejora basado en
herramientas SMED y 5’S, para disminuir los tiempos de cambio de referencia en la celda de
tornos de una empresa del sector metalmecánico.
Las herramientas utilizadas en el presente documento son: SMED y 5’S, aplicadas en todas sus
fases para generar mediante un equipo de trabajo, las oportunidades de mejora necesarias para
optimizar el proceso de manufactura en el torno, partiendo de un diagnostico e identificación de
las causas fundamentales que se relacionan con: ausencia de procedimientos estándares,
inadecuada distribución de las áreas de trabajo y falta de capacitación, las cuales impulsaron a la
organización, a emprender un conjunto de actividades de inversión económica y de tiempo del
personal para obtener un método eficiente de trabajo.
Palabras claves: Lean Manufacturing, SMED, 5’S, Mejoramiento continuo.

ABSTRACT
Today global competition forces companies to become more efficient and profitable when
producing goods or services. Reducing costs, time and waste become critical elements that must
be attacked by organizations seeking to remain in force in the market. There are philosophies that
when applied help mitigate waste, highlighting Lean Manufacturing and it various tools.
The study aims to design an improvement action plan based on SMED and 5’S tools to reduce
the time of changes in the lathes cell a company in the metalworking sector.
The tools used herein are: SMED and 5’S , applied at all stages to generate by a team ,
opportunities for improvement necessary to optimize the manufacturing process on the lathe ,
based on a diagnosis and identification of the root causes that relate to : lack of standard
procedures , inadequate distribution of work areas and lack of training , which prompted the
organization to undertake a set of activities economic investment and staff time to obtain a
efficient working method.
Keywords: Lean Manufacturing, SMED, 5’S, Continuous improvement

3
0 INTRODUCCIÓN
En la actualidad muchas compañías han abandonado la práctica de mantener grandes inventarios
de partes y producir grandes lotes de producción, cambiando su estrategia a la producción de
pequeños lotes de fabricación que cumplan solo con los requerimientos del cliente y reducir el
inventario de producto terminado. Por esta razón la velocidad con la cual se realizan los cambios
de referencias es generalmente la preocupación principal de las empresas cuando necesitan
aumentar la producción, cumplir con los tiempos establecidos e introducir flexibilidad al
proceso. Entre los múltiples motivos que pueden afectar directamente el logro de este objetivo,
están los alistamientos de los elementos que se utilizan en el proceso de montaje.
El presente proyecto está diseñado para realizar un estudio de los tiempos de cambio de
referencia en la celda de tornos de una empresa del sector metalmecánico, dedicada a la
fabricación de partes o elementos mecánicos por remoción de material, el proceso de mecanizado
se hace mediante máquinas herramientas que son operadas con comandos programados o
asistidos por control numérico computarizado, este sistema minimiza las operaciones manuales
durante la fabricación de las partes y disminuye los tiempos de fabricación cuando se realizan
grandes lotes de producción.
Los tiempos de cambios de referencia asignados por el departamento de ingeniería a través de
pruebas piloto no se cumplen (Ver Anexo 1. Calculo del tiempo asignado), esta situación ha
generado variaciones desfavorables, el 81% de los cambios de referencias que se ejecutaron entre
el periodo enero de 2014 y agosto de 2015 han presentado variaciones negativas; dado a la
complejidad de sus procesos la empresa admite un margen de variación de tiempos de 10% en
las actividades que se realizan durante los cambios de referencia, pero las ordenes de trabajo que
no se encuentren en este rango serán consideradas de “Alta variación”.
Los inevitables cambios de referencia que se deben realizar en el proceso de manufactura, son
considerados un factor muy importante que propicia variaciones de tiempo y también serán tema
de estudio en el presente trabajo de grado. La empresa de mecanizados, objeto del presente
estudio presenta deficiencias en la ejecución de estos procesos, la intención de este trabajo es

4
generar un mejoramiento a través de un plan de acción basado en herramientas SMED y 5’S para
disminuir los tiempos de cambio de referencia en el área de tornos en una empresa de
Mecanizados.
Se estudiarán una serie de variables que influyen directamente en los cambios de referencia y su
relación con las variaciones de tiempo; para la ejecución correcta de los procesos de mecanizado
y se buscará el equilibrio entre los recursos humanos, tecnológicos y físicos, así como de las
interacciones que se presentan entre ellos con el propósito de buscar la mejor manera de
integrarlos y tomar referentes para comparar, decidir y aplicar cambios encaminados a mejorar
las condiciones de operación de la empresa.

5
1 DEFINICIÓN DEL PROBLEMA
La empresa de manufactura objeto de estudio, cuenta con nueve áreas (Ventas, Distribución,
Mantenimiento, Compras, Planeación, Manufactura, Calidad, Finanzas y Recursos Humanos),
que contribuyen a servir a un objetivo común, el cual es brindar un buen servicio conservando
los márgenes de utilidad establecidos por la Gerencia de la empresa; actualmente cuenta con un
promedio de 120 empleados. Esta organización se dedica a la manufactura de partes o repuestos
de máquinas formadoras de vidrio, mediante un sistema de producción con máquinas
herramientas operadas con comandos programados o asistidos por control numérico
computarizado (CNC).
El área de Manufactura cuenta con un departamento de ingeniería, el cual está dedicado al
desarrollo y mejoramiento de procesos que se ejecutan al interior de la planta; una de sus
funciones es la asignación de tiempos estándar a los cambios de referencia, esta tarea la
desarrolla mediante la ejecución de pruebas piloto que se realizan cuando una pieza o referencia
es desarrollada por primera vez, estas pruebas consisten en generar un listado de herramientas,
establecer el montaje de las materias primas utilizadas, generar una ruta de proceso, brindar
acompañamiento durante la primer corrida y colocar en marcha la pieza a través de cada una de
las etapas, tomando las oportunidades de mejora que se presentan y confrontando los tiempos
establecidos con los tiempos reales, posteriormente el proceso es validado y entregado al
departamento de manufactura de partes con un margen de variación del 10%, es decir, si el
tiempo asignado para un cambio de referencia es 60 min, el tiempo reportado para esta actividad
debe estar entre 54 min., y 66 min.; si el tiempo de cambio está por fuera de los límites, la orden
de trabajo será considerada de alta variación.
El departamento de manufactura de partes está conformado por 4 celdas de trabajo, la primera
son las fresadoras, conformados por 5 máquinas verticales y 3 máquinas horizontales; la segunda
es la celda de rectificado constituida por 1 rectificadora cilíndrica, 1 sin centros, 2 bruñidoras y 1
plana, la tercera es la celda de tornos que contiene 4 máquinas horizontales y 1 vertical; y la
cuarta es la celda de trabajos de banco conformado por tres puestos para trabajos manuales,
eliminación de rebabas y aristas.

6
El sistema de información utilizado por la empresa (JD Edwards), sirve para hacer seguimiento y
trazabilidad a las órdenes de trabajo, en este se registra de forma detallada la producción
realizada por cada una de las máquinas y se diferencia que tipo de actividad es ejecutada, esta
operación en línea se lleva a cabo por el operario que interviene en el proceso, esto facilita la
verificación del comportamiento histórico por máquina en los cambios de referencia realizados.
Al consultar el sistema de información se encuentra que todas las máquinas han generado
variaciones de tiempo en cambios de referencia entre el periodo enero de 2014 y agosto de 2015,
se realizaron 4.124 cambios de referencia de los cuales 3.348 presentan variación, es decir, el
81% de los cambios se ejecutaron con tiempos superiores al establecido; adicionalmente se
consultaron los costos que generan estas variaciones de tiempo.
En la ilustración 1, se muestra el resultado según análisis de Pareto de las celdas de trabajo con
su respectiva participación en la generación de costos por las variaciones de tiempo en los
cambios de referencia, de esta manera entre el periodo enero de 2014 y agosto de 2015 la celda
de torno posee el 50% de los costos ocupando el primer lugar de esta población, seguido por las
fresadoras (42%), rectificadora (7%) y trabajo de banco (1%), respectivamente.
Ilustración 1. Costo por variaciones de tiempo en cambios de referencia por celda de trabajo (enero 2014 –
agosto 2015)
Fuente: datos de la empresa, presente estudio
$ 255.897.048
$ 214.953.520
$ 35.825.587
$ 5.117.941
50%
92% 99% 100%
Torno Fresadora Rectificadora Trabajo de Banco
Costo
de v
ariació
n
Costo de Variacion Porcentaje Acumulado

7
Así mismo en la ilustración 2, se muestra en un mayor detalle del costo de las variaciones de
tiempo generadas por cada una de las máquinas que componen la celda de tornos; según los datos
tomados durante el mismo periodo mencionado anteriormente, el torno LU25 presenta el 31% de
los costos generados por las variaciones de tiempo durante los cambios de referencia, los tornos
L1420, LB10, LB5 y TVERT le siguen con una participación del 23%, 22%, 14% y 10%
respectivamente.
Ilustración 2. Costo de variaciones de tiempo por cambios en la celda de tornos (enero 2014 – agosto 2015)
Fuente: datos de la empresa, presente estudio
Por una directriz corporativa la empresa solicita hacer énfasis en los costos ocasionados por los
cambios de referencia y el criterio de mejora utilizado para este estudio serán máquinas que
presentan mayor costo.
De acuerdo con lo expuesto, amerita tomar acciones correctivas para dar solución a la
problemática y despues de identificar que la celda de tornos presenta mayor participación (50%)
en los costos generados por la variación de los cambios de referencia, se procede con la selección
de la máquina en donde se realizará el plan de acción de mejora basado en las herramientas
SMED y 5’S, para posteriormente realizar propuesta de implementación.
$ 79.328.084
$ 58.856.321$ 56.297.351
$ 35.825.587
$ 25.589.70531%
54%
76%
90%100%
LU25 L1420 LB10 LB5 TVERT
Costo de Variación Porcentaje Acumulado

8
De igual manera y siguiendo con una visión más detallada del proceso, se encuentra que la
máquina que genera el mayor costo por variaciones de tiempo dentro de la celda de torno es el
LU25 con el 31%, seguido de los tornos L1420, LB10, LB5 y TVERT que tienen un
comportamiento del 23%, 22%, 14% y 10% respectivamente.
Las variaciones que se están presentando han generado inconvenientes con el uso de los recursos
y retrasos en la programación de las máquinas, porque el tiempo real reportado por los
operadores a las referencias ordenadas en cada máquina es mayor que el tiempo asignado para su
ejecución.
En cuanto al número de cambios de referencia que muestran variación en los tiempos reportados,
el torno LU25 presenta 737 cambios, seguido por la máquina L1420 con 635; considerando que
el criterio de mejora para este estudio se enfocara en los costos generados, el seguimiento a todo
este proceso se llevará a cabo en el torno LU25, por ser la máquina que presenta mayor costo en
las variaciones de tiempos encontrados durante los cambios de referencia y además tiene el
mayor número de cambios de referencia con variación, ver ilustración 3.
Ilustración 3. Número de cambios con variación de tiempo en la celda de tornos (enero 2014 – agosto 2015)
Fuente: datos de la empresa, presente estudio
De igual forma y respecto de la cantidad de horas perdidas generadas por cada uno de las
máquinas que componen la celda de tornos, la máquina LU25 representa el mayor número de
737
635600
179124
32%
60%
87%
95% 100%
LU25 L1420 LB10 LB5 TVERT
Número de cambios Porcentaje Acumulado

9
horas perdidas con 765, seguido por el L1420 con 568 horas perdidas, el LB10 con 543, el LB5
con 345 y por último el TVER con 247, ver ilustración 4.

10
Ilustración 4. Número horas perdidas en la celda de tornos (enero 2014 – agosto 2015)
Fuente: datos de la empresa, presente estudio
1.1 PREGUNTA DE INVESTIGACIÓN
Con el trabajo de grado se pretende dar solución al siguiente interrogante ¿Cómo se pueden
reducir los tiempos de cambio de referencia en la celda de tornos en una empresa de
mecanizados?
765
568543
345
24731%
54%
76%
90%
100%
LU25 L1420 LB10 LB5 TVER
Ho
ras
Per
did
as
Máquinas
Horas perdidas Porcentaje Acumulado

11
2 JUSTIFICACIÓN
Este proyecto se desarrollará con el propósito de reducir los tiempos de cambio de referencia (y
su visualización en las variaciones de los mismos) en la celda de tornos en una empresa de
Mecanizados, permitiendo identificar las causas, desarrollar correcciones y evaluar los procesos
bajo una mejora continua, enfocándose en determinar una medida optima que represente el
porcentaje de tiempo en una máquina bajo factores integrados de disponibilidad, rendimiento y
calidad, comparadas con el tiempo que fue planeado para hacerlo, a través de formatos de
verificación y seguimiento del método.
Los tiempos reportados por el operario durante la ejecución de cambios de referencia en la celda
de tornos, entre el periodo enero de 2014 y agosto de 2015 muestran la pérdida de 2.468 horas
(según las consultas realizadas en el sistema de información en las órdenes de trabajo que
presentan variación negativa) que al multiplicarlas por valor de hora máquina de la empresa
($103.686) genera una perdida aproximada de $ 255.897.048
Actualmente los cambios de referencia que presentan variaciones en la celda de tornos están
generando la pérdida de 123,4 horas promedio al mes, que al multiplicarlas por el valor de hora
máquina de la empresa genera una perdida equivalente a $ 12.794.852 mes, el torno LU25
genera una participación del 31% de los costos, equivalentes a $3.966.404 mes; al reducir las
variaciones de la máquina LU25 al 10% (meta trazada en este proyecto), se obtiene un beneficio
de $2.686.919 mes.
123,4ℎ𝑜𝑟𝑎𝑠
𝑚𝑒𝑠∗ 103686
$
ℎ𝑜𝑟𝑎= $12.794.852/ mes
$12.794.852 𝑚𝑒𝑠 ∗ 0,31 = $3.966.404 mes
$12.794.852 𝑚𝑒𝑠 ∗ 0,1 = $1.279.485 mes
$3.966.404 − $1.279.485 = $2.686.919 mes.
Fuente: elaboración propia

12
De lograrse la meta propuesta, se obtendrán cambios de referencia en los tiempos establecidos
para esta actividad mediante un plan de acción de mejora evaluado y puesto en marcha por las
personas que intervienen en el proceso.
Finalmente este trabajo es utilizado como requisito de grado para optar al título de Ingeniería
Industrial de la Universidad de San Buenaventura.
2.1 ALCANCE
Este proyecto se llevará a cabo en el torno LU25 reflejándose en toda la celda de tornos de una
empresa de mecanizado, la cual cuenta con 5 máquinas LU25, L1420, LB10, LB5 y TVERT, con
el fin de identificar las principales causas de variaciones de tiempo en los cambios de referencia
y proponer algunas medidas que permitan la reducción de las variaciones actuales; se enfocará
en las actividades realizadas antes y durante los cambios de referencia para minimizar
desplazamientos innecesarios del operador y disminuir los tiempos muertos durante el proceso.
Los objetivos de este proyecto están relacionados con la estrategia actual planteada por la
empresa, la cual consiste en mejorar la productividad del departamento de manufactura de partes
con base a las necesidades futuras del cliente.
El punto de partida y seguimiento al proceso se llevará a cabo en el torno LU25, esta máquina ha
reportado las variaciones más altas en los tiempos de operación, el 81% de las referencias que
han corrido por esta máquina han generado alta variación respecto a la variable tiempo, y las
referencias ejecutadas en esta máquina solo pueden ser mecanizadas en este torno ya que son
piezas que poseen grandes dimensiones y utilizan mayor número de herramientas para su
fabricación; sin embargo a partir de los resultados obtenidos se propondrá para todo la celda de
tornos.

13
3 OBJETIVOS
3.1 OBJETIVO GENERAL
Diseñar un plan de acción de mejora basado en la herramienta SMED y 5’S para disminuir los
tiempos de cambio de referencia en la celda de tornos de la empresa.
3.2 OBJETIVOS ESPECÍFICOS
Diagnosticar el estado actual de los tiempos de cambios de referencia en la celda de tornos
con el fin de identificar las causas de las variaciones.
Diseñar un plan de acción de mejora basado en la herramienta SMED y 5’S.
Implementar el plan de acción de mejora en el torno LU25 y medir la efectividad.

14
4 MARCO REFERENCIAL
4.1 ANTECEDENTES
4.1.1 Antecedentes Investigativos.
En el trabajo “Rediseño de un sistema productivo utilizando herramientas de Lean
Manufacturing”, caso de estudio del sector de mezclas de ingredientes para panadería Industrias
XYZ se explica que “Este trabajo busca realizar un análisis que permita extraer claras
implicaciones estratégicas para el mejoramiento de las operaciones con un enfoque Lean para la
eliminación de desperdicio, generación de valor e incremento en el nivel de servicio; de manera
que todas aquellas actividades competitivas cruciales sean aprovechadas por la empresa para
desarrollar a largo plazo sus procesos” (Cruz Ochoa & Burbano Lopez, 2012).
Para esto, se estudió la línea de productos de panadería de la empresa Industrias XYZ, uno de los
segmentos de mercado con oportunidades de crecimiento y alta rentabilidad de la compañía. A lo
largo del trabajo se diseñó una estrategia que permita el mejoramiento del sistema productivo de
esta línea de negocios con un enfoque Lean. En este, se documentó el estado actual del proceso y
el estado que se quiere alcanzar una vez se hayan realizado las actividades de mejoramiento
utilizando herramientas de Lean manufacturing. Se espera que los elementos planteados en este
trabajo sirvan como punto de partida para la implementación de otras posibles estrategias de
mejoramiento con base en la metodología Lean en diferentes áreas de la organización.
En la empresa de mecanizados objeto de estudio se realizó el trabajo de grado "Procedimientos
para el uso, cuidado y control de los instrumentos de medición en la planta de producción de
Centro de Mecanizados del Cauca S.A.”, que expone el mejoramiento continuo aplicado al
proceso de uso, cuidado y control de los instrumentos de medición. Los instrumentos de
medición, son custodiados por Manufacturing Preparation (Preparación de manufactura), y
suplen los requerimientos del departamento de manufactura de partes donde se realiza la
transformación de la materia prima a producto final, luego este es inspeccionado por el
departamento de calidad.

15
Es por ello, que durante el proceso productivo, se requieren instrumentos de medición y
herramientas que se encuentren en óptimas condiciones, cuyo funcionamiento permita evidenciar
la conformidad de las tolerancias o la falla en especificaciones del producto que será entregado al
cliente. Se ha detectado, entonces a través de reuniones, inspecciones por parte del área de
calidad que es necesario optimizar el suministro y almacenamiento de los instrumentos de
medición en el laboratorio de metrología y el área de mecanizados en la planta de producción de
la empresa en estudio. Mediante los conocimientos adquiridos en la formación académica de la
ingeniería industrial y la experiencia profesional adquirida, se busca a través de herramientas de
la ingeniería industrial, mejorar la gestión de estos importantes activos fijos en el proceso de
producción de la empresa en estudio, apuntando a obtener un proceso adecuado y preciso para
cumplimiento de las tolerancias requeridas. Todo parte de un diagnóstico realizado por el área de
calidad, un análisis de resultados y un diseño de procedimientos que serán implementados. Los
planes de acción se enfocan en la sensibilización del personal, en la estandarización del proceso,
y como aspecto adicional, surge del proceso de revisión del proceso el tema de calibración, y bajo
un análisis específico con la entidad externa que se encarga de realizar esta actividad, obteniendo
un beneficio económico adicional (Chaparro, 2014).
Uno de los ejemplos más claros donde se aplica la metodología 5’S se encuentra en la empresa
Staron Comercializadora E.U., “Se trata de una empresa dedicada a la fabricación y
comercialización de lámparas, comprometida con elaborar productos de calidad y llevar el
producto terminado al cliente final en buenas condiciones, la distribución se efectúa a todos los
Home Center del país; además de la producción de cuadros, espejos, candelabros y relojes. La
empresa cuenta con una buena infraestructura, equipo de trabajo, espacio amplio y producción
diaria, sin embargo la distribución del espacio es insuficiente, los materiales de producción no
están identificados, igualmente no tienen una adecuada ubicación, la cantidad de objetos
innecesarios es un problema, debido a que se acumulan cajas, moldes y demás elementos que no
son utilizados y no aportan valor al proceso, creando un desperdicio de tiempo en búsqueda de
estos objetos y herramientas de trabajo. (...) La implementación de la metodología 5´s se
ejecutará en las áreas de producción y corte, ya que son las más críticas de la empresa, y es allí
donde se encuentran grandes falencias para el flujo del proceso. Con esta implementación se
espera obtener como resultados una distribución optima del espacio y flujo de materiales, áreas

16
organizadas, limpias y adecuadas para realizar el trabajo, el diseño de un formato de informe de
producción que permita llevar un registro adecuado de toda la producción”. (Zapata Atehortúa &
Buitrago Guzman, 2012)
En el trabajo Aplicación de Lean Manufacturing en la Industria Colombiana, revisión de
literatura en tesis y proyectos de grado, se puede concluir que: “en la actualidad, las empresas
Colombianas buscan ser más competitivas a nivel nacional e internacional, para lo cual están
implementando estrategias que contribuyan a una alta productividad y garanticen la calidad en los
productos y servicios que ofrecen. Es por esto que se ha visto la necesidad de adoptar la filosofía
de Lean manufacturing como elemento diferenciador y de éxito que garantice una alta
competitividad en el mercado”. (Arrieta, Muñoz Dominguez, & Salcedo Echeverry, 2011)
A través de la recopilación de los proyectos de grado y tesis de las principales universidades del
país, se realizó una revisión bibliográfica donde se muestra el conocimiento que se tiene acerca
de la Lean manufacturing en las industrias colombianas. Para ello, se escogieron algunas de las
herramientas de Lean manufacturing como lo son: 5’S, SMED, Justo a Tiempo, Poka Yoke, seis
sigma, VSM y fábrica visual.
4.1.2 Antecedentes de la disciplina del conocimiento
Los tiempos de producción siempre han sido el motor de los ingenieros, el buscar la eficiencia de
los recursos en función del tiempo requerido para elaborar una pieza es algo que se ha intentado
dominar a lo largo de la historia ya que el control de estos permite ser más eficientes, cumpliendo
con las entregas y reduciendo los costos de producción.
Se deben tener en cuenta los tiempos de alistamiento y cambios de referencia, ya que hacen parte
fundamental de esta cadena, en las empresas estas son considerados como tiempos muertos donde
se evidencian grandes pérdidas de tiempo productivo lo cual genera altos costos para producir,
impactando la productividad elevando sus costos.

17
Las técnicas de Lean manufacturing se están utilizando en la mejora de las operaciones de las
empresas colombianas, las cuales buscan ser competitivas a nivel nacional e internacional, para lo
cual están implementando estrategias que contribuyan a una alta productividad y garanticen la
calidad en los productos y servicios que ofrecen de forma que se puedan obtener tiempos de
reacción más cortos, mejor atención servicio al cliente (interno y externo), mejor calidad, costos
más bajos, eliminación de cualquier actividad que no agregue valor al producto, servicio o
proceso, eliminación de cualquier tipo de desperdicio (sobreproducción, retrasos, transporte, el
proceso, inventarios, movimientos y calidad), mayor eficiencia del equipo, entre otros.
4.2 MARCO CONTEXTUAL
El proyecto se desarrollará en una empresa de Mecanizado industrial que se encuentra ubicada en
la Vía Puerto Tejada - Candelaria Km 18.8. Miranda, Cauca Colombia; Siendo su principal
actividad económica la fabricación de partes y ensambles utilizados para las máquinas
formadoras de vidrio. La oportunidad de mejora se encuentra en el departamento de
manufactura de partes, como objetivo principal se tomará la celda de tornos, en la máquina LU25
(teniendo en consideración los criterios de mayor costo y tiempo de variación).
4.3 MARCO CONCEPTUAL
Todos los siguientes conceptos serán usados a lo largo del trabajo y tienen que ver con el
desarrollo del objetivo de la investigación.
Lean Manufacturing: “es una metodología de trabajo japonesa, enfocada a incrementar la
eficiencia productiva en todos los procesos a partir de la mejora continua en tiempo, espacio,
reducción de desperdicios e inventario y defectos involucrando al trabajador y generando en él un
sentido de pertenencia al poder participar en el proceso de proponer sus ideas de cómo hacer las
cosas mejor”. (Virtual Unal, 2013)

18
Cambio de referencia: “cambio de equipo y condiciones de una referencia anterior A, a una
primera obra bien formada de la regencia actual B”. (Virtual Unal, 2013)
Ciclo: serie de elementos que ocurren para ser posible una operación, repitiéndose al realizar de
nuevo la operación. (Niebel & Freivalds, Ingenieria Industrial: Métodos, Estandares y Diseño del
Trabajo, 2013)
Tiempo de alistamiento: “es el tiempo que se requiere para pasar de un producto a otro. En este
tiempo se debe revisar, acondicionar y alistar equipos y formas de trabajo antes de la parada de la
máquina”. (Pérez Molina, 2012)
Tiempo estándar: “tiempo requerido por un operario promedio, trabajando a paso normal para
ejecutar una operación”. (Pérez Molina, 2012)
Tiempos de montaje: son los tiempos utilizados en la puesta a punto de un nuevo proceso en
CMC se encuentra codificado como hora tipo. (CMC, 2015)
Tiempos de corrida: tiempo estándar utilizado para la producción de una parte o pieza, CMC se
encuentra codificado como hora tipo. (CMC, 2015)
Tiempos Improductivos: también conocidos como tiempos muertos, hace referencia a los
tiempos que el operador detiene la máquina para realizar algún tipo de ajuste por una
circunstancia o situación presentada. (Amézquita, C., 2008.)
El torno de control numérico: es uno de los adelantos más recientes del torno básico de taller,
que se controla con una cinta numérica, se utiliza para tornear y puede producir ejes de casi
cualquier forma y tamaño de un modo económico y automático. ( Castro Patiño, Torno CNC,
2011)
Portaherramientas: es un dispositivo de sujeción de la herramienta de corte de una máquina
herramienta. Hay muchas herramientas de corte diferentes en cuanto a forma y tamaño. El tipo de

19
portaherramientas debe ser elegido en función de la máquina y de la herramienta a utilizar.
(Sandvik Coromant, 2010)
Torreta de herramienta: “las herramientas que realizan las operaciones de mecanizado están
sujetas a una torreta de herramientas, en la cual se alojan desde seis hasta veinte instrumentos
diferentes de corte, de acuerdo al trabajo de mecanizado que se ha programado previamente.” (
Castro Patiño, Torno CNC, 2011)
Insertos intercambiables: “elementos intercambiables utilizados en las herramientas de corte
con el propósito de optimizar el proceso, no requiere cambiar el cuerpo de la herramienta,
considerado de larga duración”. (Sandvik Coromant, 2010)
Sistema de producción Job Shop: "el Job Shop es un tipo de proceso de fabricación que se
caracteriza básicamente en que sus tareas NO necesariamente pasan a través de todos sus
procesos en el mismo orden, es decir que sus productos tienen una relación de procesos y
secuencias particulares. El Job Shop conocido también en el ámbito de producción como enfoque
estratégico orientado al proceso se aplica de manera conveniente en organizaciones que manejan
bajos volúmenes de producción y ofrecen una gran variedad de referencias o productos; este es el
sistema de producción utilizado por la empresa objeto de estudio. (Salazar Lopez,
www.ingenieriaindustrialonline.com, 2012)
Sistema de producción Flow Shop: “el Flow Shop es un tipo de proceso de fabricación que se
caracteriza básicamente en que sus tareas (series de trabajo) para llevarse a cabo necesariamente
pasan a través de todos sus procesos (máquinas) en el mismo orden, es decir que sus productos
tienen una relación de procesos y secuencias idénticas”. (Salazar Lopez,
www.ingenieriaindustrialonline.com, 2012)

20
4.4 MARCO TEÓRICO
4.4.1 Producción
La producción implica un proceso de transformación de materias primas e insumos en
productos, en dicho proceso intervienen diferentes recursos: tiempo, conocimiento, métodos de
trabajo, mano de obra, etc. Cada uno de estos recursos tiene un valor, en muchos casos
económico, que conlleva a establecer una relación de costo beneficio. Desde el punto de vista
administrativo se espera producir bienes y servicios a un costo competitivo, que permita la
obtención de un margen de rentabilidad satisfactorio y sobre todo permita a los clientes finales
acceder a los productos de la compañía.
Por lo tanto la producción debe poner énfasis en los procesos, el autor Heras, (1993) define el
término proceso como “el conjunto de actividades secuenciales que realizan una transformación
de una serie de entradas (material, mano de obra, capital, información, etc.) en las salidas
deseadas (bienes o servicios) añadiendo valor”. Por su parte Morris D., Brandom J. (2004)
define como proceso a “una actividad que se lleva a cabo en una serie de etapas para producir un
resultado específico o un grupo coherente de resultados específicos”. Considerando el
planteamiento de los autores citados anteriormente, se comprende que los procesos son una
secuencia organizada de actividades con un fin específico, en este intervienen una serie de
elementos que son usados en función del producto final que se espera obtener.
Para Zaratiegui (2000) los procesos son “secuencias ordenadas y lógicas de actividades de
transformación que parten de unas entradas (informaciones más medios materiales) para alcanzar
unos resultados programados que se entregan a quienes lo han solicitado: los clientes de cada
proceso”. Por otro lado, la Norma ISO 9001, (2008) ha definido un proceso como “conjunto de
actividades mutuamente relacionados o que interactúan, las cuales transforman elementos de
entrada en resultados”. En ilustración 5, se presenta esta relación, de transformación, en un
proceso ingresan unos recursos provenientes de proveedores internos o externos, se les añade
valor a través de la producción y finalmente salen productos hacia los clientes. En el proceso de

21
producción se le agrega valor a las materias primas e insumos, esto a su vez deriva en unos
costos, como se verá más adelante.
Ilustración 5. Esquema de un proceso
Fuente: POSTINETT P. (2009)
Los procesos tienen diferentes clasificaciones, pero en producción las categorías más conocidas
son por ejemplo: Talles de Trabajo, Lotes, Ordenes de Producción, en línea, flujo continuo, por
proyecto, etc. (Hayes y Wheelwright, 2000). De igual manera se podrán presentar según el flujo:
lineal, intermitente y proyecto.
Otros autores clasifican a estos grupos en solamente tres: de acuerdo a la autora Hernández H.
(2010), se hace una definición de los procesos más comunes en los sistemas de producción.
Proceso en línea. El proceso en línea está focalizado en el producto con los recursos organizados
alrededor del mismo. Los volúmenes en general son altos y los productos son del tipo
estandarizado. Los insumos se mueven de manera lineal de una estación a la siguiente en una
secuencia ya fijada. (Hernández H. 2010)
Proceso intermitente. En estos procesos se logran volúmenes medio pero con gran variedad de
productos. Los productos entonces comparten recursos. Se produce un lote de productos y luego
se cambia al siguiente. No hay una secuencia estándar de operaciones a través de las
instalaciones. (Hernández H. 2010)

22
Proceso por proyecto. Con este tipo de proceso se puede lograr una alta personalización. La
secuencia de las operaciones es única para cada producto. En general son procesos de larga
duración y gran escala, por lo que se utilizan para la producción de un producto único.
(Hernández H. 2010)
Conocer el tipo de procesos que se realizan en una organización es supremamente importante,
porque su gestión eficiente se traduce en menos costos, y es que todas las actividades implícitas
en un proceso aportan a los costos totales de producción. Por ello, que la ingeniería industrial
busque optimizar los procesos a fin que estos sean óptimos, minimicen la utilización de recursos,
como materias primas, tiempo, mano de obra, insumos, etc. Es importante, recordar que en la
empresa intervienen diferentes tipos de costos. (Rincón S. y. Villarreal V. 2010)
Se encuentran costos asociados directamente a la producción, según Rincón S. y Villarreal V.
(2010) los costos de producción son los valores o inversiones que tienen como finalidad la
fabricación de un producto o la prestación de un servicio, dependiendo la naturaleza o razón
social de la empresa. Estos costos se dividen en cuatro (4) elementos.
Mano de obra (MO)
Materias Primas (MP)
Servicios directos (SD)
Costos indirectos de fabricación (CIF)
En este trabajo se hace el estudio de un proceso dentro de una línea de producción, el objetivo es
optimizarlo de tal manera que se logre ahorros de tiempo y de recursos, que finalmente se
traduce en un ahorro en costos de producción.
Una modificación en proceso de producción implica ahorro en costos considerando el uso que se
hace de diferentes recursos. En la ilustración 6, se ilustra esta situación, por ejemplo en Rincón
S. y. Villarreal V. (2010) señalan que en la producción se hace uso de recursos como materia
prima, mano de obra, servicios, etc.

23
Ilustración 6. Flujograma de distribución de egresos
Fuente: Rincón S. y Villarreal V. (2010)
La intervención que se propone en este trabajo busca optimizar un proceso y con ello generar
una reducción en los costos, lo cual se puede lograr con la optimización de los métodos de
trabajo que hacen mejor uso del tiempo y recursos. A nivel general esto traerá, beneficios
económicos para la empresa que ahorra y podrá tener productos con menores costos,
considerando que todos los procesos de fabricación y comercialización aportan al costo total.
El área productiva o de fabricación es el proceso de mayor generación de valor agregado en
cualquier organización. Los sistemas productivos han sido el eje de los procesos de desarrollo de
las empresas de manufactura e industria alrededor del mundo. El desarrollo de los sistemas de
producción está estrechamente ligado con el desarrollo de la ingeniería industrial misma, y se
encuentran históricamente en la evolución de los sistemas productivos de una producción
artesanal (El más alto nivel de calidad y que representaba altos costos operativos) a una
producción seriada (a causa de la segunda guerra mundial) en la cual primaba la fabricación
repetitiva y de altos volúmenes, desde entonces la producción se ha convertido en el área más
disciplinar de esta ingeniería y su desarrollo moderno redunda en los más afamados y eficientes
sistemas productivos de la actualidad que permiten la implementación de flujos continuos de
fabricación e incluso de la personalización masificada. (Arbulo López, P. R., 2010.)

24
Sistemas halar y empujar (Pull y Push)
Un aspecto fundamental a nivel operacional en los sistemas de producción es la obtención de la
cantidad deseada de unidades a producir con la mínima cantidad de inventario en proceso. Para
conseguirlo se puede optar por distintos sistemas de control de la producción. Estos sistemas se
suelen denominar con carácter general por el efecto ejercido sobre el flujo de materiales: push -
efecto de empujar-, pull -efecto de tirar- e híbridos si se dan ambos efectos. (Bernárdez, M. L.
2007).
La clave para entrar en este círculo virtuoso, la reducción de stocks simultáneamente a la
disminución de los retrasos, se encuentra en el diseño del sistema de flujo de material. Los
sistemas de producción de arrastre (pull) son los que controlan el flujo de materiales,
reemplazando sólo lo consumido en el proceso siguiente, y eliminan de esta manera los costes de
stocks y de sobreproducción
Normalmente, un departamento de planificación de la producción proporciona en cada proceso la
información de lo que se debe hacer en cada momento. Este departamento es el que recibe la
información del cliente y se encarga de transmitir los pedidos a los proveedores.
En conclusión el Sistema Push se caracteriza por:
El flujo del proceso se desplaza hacia el cliente
El producto se produce antes de que el cliente lo solicite
En cada parte del proceso el resultado se pone a disposición de la siguiente estación para que
inicie su elemento de trabajo.
El flujo de materiales se rige por los sistemas pull, es decir, cada proceso estira el proceso
anterior y los pedidos del cliente estiran todo el proceso encadenado. El principio es que cada
proceso del flujo fabrica exclusivamente lo que le solicita el paso posterior en el momento en que
éste se lo solicita. Este sistema, que se creó en principio para ser usado manualmente, sin
embargo, se deben intentar mantener dos aspectos fundamentales: el primero es que el sistema
esté diseñado para poder ser gestionado desde el taller por el personal operativo; el segundo es

25
que sea básicamente sencillo y transparente. De esta forma, se hace a los operarios responsables
de la planificación y programación de la producción de su unidad.
Este sistema origina las siguientes ventajas:
Eliminación de existencias innecesarias de trabajos en curso
Conocimiento de la capacidad global de las líneas de producción e identificación de los
cuellos de botella
Reducción del plazo de fabricación
Minimización de las existencias de productos acabados
Rápida adaptación a las dificultades y variaciones de la demanda
Las plantas industriales trabajan con stocks por diferentes motivos, todos relacionados con el
hecho de asegurar el suministro en el proceso siguiente o, en última instancia, al cliente. Las
causas originales están relacionadas con las averías de las instalaciones, el tiempo de cambio de
producto y los defectos de calidad pero normalmente las empresas buscan realizar una mezcla
entre estos dos sistemas. (Cruelles, J. A., 2012)
4.4.2 Lean manufacturing
La manufactura esbelta consta de una serie de herramientas que permiten eliminar en su mayoría
las operaciones que no le agregan valor al producto, servicio y a los procesos, aumentando el
valor de cada actividad realizada y eliminando lo que no se requiere. El objetivo de la
manufactura esbelta es básicamente reducir desperdicios y mejorar las operaciones, nació en
Japón y fue concebida por los grandes gurús del Sistema de Producción de Toyota. (Evans, J. y
W: Lindsay , 2012).
Esta filosofía está basada en:
La eliminación planeada de todo tipo de desperdicio
El respeto por el trabajador
La mejora consistente de Productividad y Calidad

26
Objetivos:
Si se considera a la manufactura esbelta como una filosofía de mejora continua. Esta le permita a
las compañías reducir sus costos, mejorar los procesos y eliminar los desperdicios para aumentar
la satisfacción de los clientes y mantener el margen de utilidad. La Manufactura Esbelta por
consiguiente (Evans, J. y W: Lindsay , 2012)
Reduce la cadena de desperdicios
Reduce el inventario y el espacio en el piso de producción
Crea sistemas de producción más robustos
Crea sistemas de entrega de materiales apropiados
Mejora las distribuciones de planta para aumentar la flexibilidad
Reducción de hasta el 50% en costos de producción
Reducción del tiempo de entrega (lead time)
Mejor Calidad y menos mano de obra
Mayor eficiencia de equipo
4.4.3 Orígenes y Antecedentes de Lean Manufacturing.
Lean Manufacturing fue desarrollada por la compañía Toyota cuando en los años 30 , Kichiro
Toyota, Taichí Ohno y otros responsables de esta empresa, implementaron una serie de
innovaciones en sus líneas de modo que facilitaran tanto la continuidad en el flujo de material
como la flexibilidad a la hora de fabricar distintos productos. Esto se hizo aún más necesario a
finales de la 2ª Guerra Mundial, cuando surgió la necesidad de fabricar pequeños lotes de una
gran variedad de productos. Surgió así el concepto de Toyota, sistema de producción. Lean
Manufacturing está basada en su totalidad en el sistema de fabricación Toyota. Es por eso que
con el pasar del tiempo los ingenieros responsables de esta empresa unificaron y estructuraron
sus conceptos y finalmente definieron los principios de Lean Manufacturing que son el
mejoramiento continuo y la disminución de todo tipo de desperdicio en una empresa. Sin
embargo no fue hasta finales de los años 80 que el termino Lean Manufacturing se volvió
internacionalmente reconocido. (Hernandez Matías & Vizán Idoipe, 2013)
27
Womack et al. (1990), establecen que el Lean Manufacturing tiene como objetivo esencial en
cualquier sistema “la eliminación del desperdicio, que no es más que cualquier elemento que en
el proceso no agrega valor”; por otra parte Ohno (1988) (Citado por Cardona B. 2013), expone
que “cuando se piensa en la eliminación absoluta del desperdicio, se debe mantener en mente dos
puntos: la eficiencia en el mejoramiento, y todo lo que es fuera del mínimo necesario de
materiales, equipamiento, partes, espacio y tiempo para el proceso”.
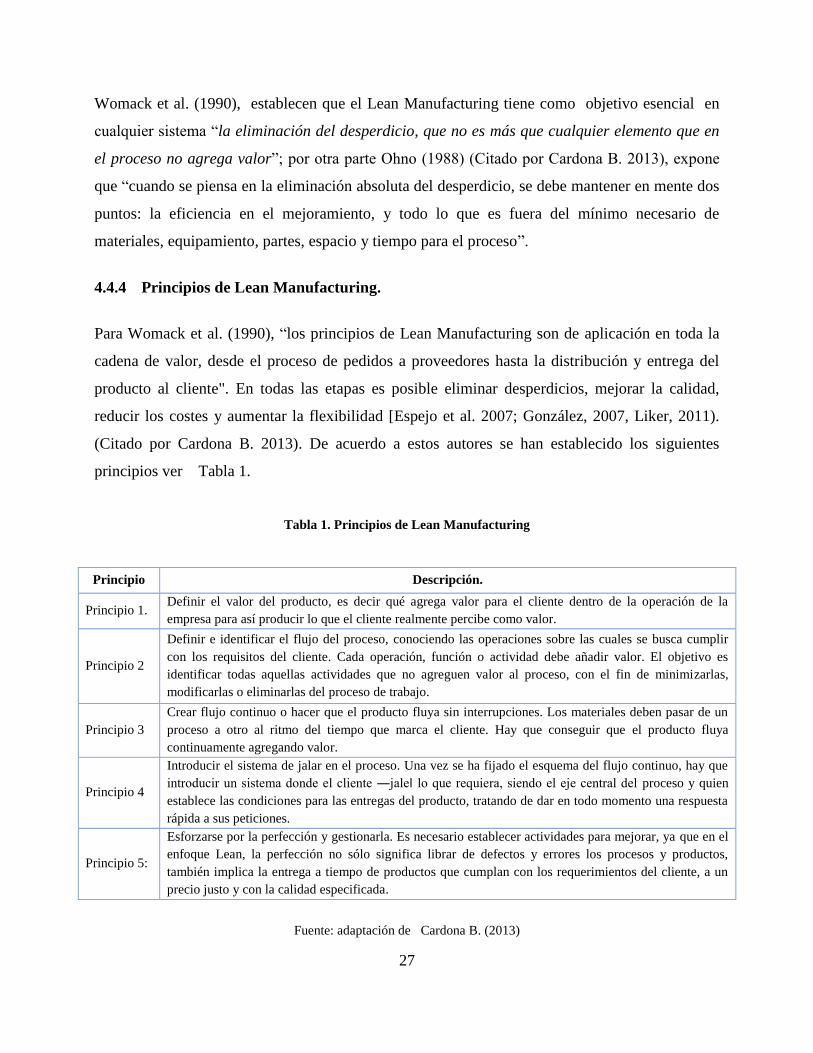
4.4.4 Principios de Lean Manufacturing.
Para Womack et al. (1990), “los principios de Lean Manufacturing son de aplicación en toda la
cadena de valor, desde el proceso de pedidos a proveedores hasta la distribución y entrega del
producto al cliente". En todas las etapas es posible eliminar desperdicios, mejorar la calidad,
reducir los costes y aumentar la flexibilidad [Espejo et al. 2007; González, 2007, Liker, 2011).
(Citado por Cardona B. 2013). De acuerdo a estos autores se han establecido los siguientes
principios ver Tabla 1.
Tabla 1. Principios de Lean Manufacturing
Principio Descripción.
Principio 1. Definir el valor del producto, es decir qué agrega valor para el cliente dentro de la operación de la
empresa para así producir lo que el cliente realmente percibe como valor.
Principio 2
Definir e identificar el flujo del proceso, conociendo las operaciones sobre las cuales se busca cumplir
con los requisitos del cliente. Cada operación, función o actividad debe añadir valor. El objetivo es
identificar todas aquellas actividades que no agreguen valor al proceso, con el fin de minimizarlas,
modificarlas o eliminarlas del proceso de trabajo.
Principio 3
Crear flujo continuo o hacer que el producto fluya sin interrupciones. Los materiales deben pasar de un
proceso a otro al ritmo del tiempo que marca el cliente. Hay que conseguir que el producto fluya
continuamente agregando valor.
Principio 4
Introducir el sistema de jalar en el proceso. Una vez se ha fijado el esquema del flujo continuo, hay que
introducir un sistema donde el cliente ―jale‖ lo que requiera, siendo el eje central del proceso y quien
establece las condiciones para las entregas del producto, tratando de dar en todo momento una respuesta
rápida a sus peticiones.
Principio 5:
Esforzarse por la perfección y gestionarla. Es necesario establecer actividades para mejorar, ya que en el
enfoque Lean, la perfección no sólo significa librar de defectos y errores los procesos y productos,
también implica la entrega a tiempo de productos que cumplan con los requerimientos del cliente, a un
precio justo y con la calidad especificada.
Fuente: adaptación de Cardona B. (2013)

28
Además de la casa Toyota los expertos recurren a explicar el sistema identificando los principios
sobre los que se fundamenta el Lean Manufacturing, desde el punto de vista “factor humano” y
de la manera de trabajar y pensar, estos son:
Obtener el compromiso total de la dirección modelo Lean.
Trabajar en planta y comprobar las cosas en sitio.
Formar líderes de equipos que asuman el sistema y lo enseñen a otros.
Interiorizar la cultura de “parar la línea”.
Crear organización que aprenda mediante la reflexión constante y la mejora continua.
Desarrollar personas involucradas que sigan la filosofía de la empresa.
Respetar a la red de proveedores y colaboradores ayudándoles.
Identificar y eliminar funciones y procesos que no son necesarios.
Promover equipos y personas multidisciplinares.
Descentralizar la toma de decisiones.
Integrar funciones y sistemas de información.
Obtener el compromiso total de la dirección modelo Lean
A estos principios hay que añadirle los relacionados con las medidas operacionales y
técnicas a usar: (Villaseñor Contreras & Galindo Cota, 2007)
Obtener el compromiso total de la dirección modelo Lean.
Crear un flujo de proceso continuo que visualice los problemas a la superficie.
Utilizar sistemas “Pull” para evitar la sobreproducción.
Nivelar la carga de trabajo para equilibrar las líneas de producción.
Estandarizar las tareas para poder implementar la mejora continua.
Utilizar el control visual para la detección de problemas.
Eliminar inventarios a través de las diferentes técnicas.
Reducir los ciclos de fabricación y diseño.
Conseguir la eliminación de defectos.

29
4.4.5 Técnicas o herramientas utilizadas en Lean Manufacturing.
La metodología de las 5’S también conocida como operaciones de organización, orden y limpieza
fue desarrollada por empresas Japonesas entre ellas Toyota como la más influyente y
personalmente por el teórico Shigeo Shingo creador de este modelo administrativo en los años de
1960. Esta metodología adquirió este nombre por la primera letra de las cinco palabras que la
componen y que son los principios básicos. Toyota sin lugar a duda fue la empresa con más
proyección y trabajo en las 5’S, en esta época había establecido una presencia mundial, y esta
había logrado exportar su millonésima unidad y gozaba de una expansión y reconocimiento
mundial que le permitió recibir su primer galardón Control de Calidad japonés a principios de los
años de 1970 por el desarrollo de metodologías de trabajo entre ellas las 5’S. (Máximo C. 2013).
En la tabla 2 se presenta la síntesis y significado de las cinco s, tal cual se interpreta en su idioma
originario el japonés y su equivalencia en el idioma castellano. La integración de las 5’S satisface
múltiples objetivos. Cada 'S' tiene un objetivo particular:
Tabla 2. Metodología de las 5’S
Denominación
Concepto Objetivo particular
Español Japonés
Clasificación Seiri Separar innecesarios Eliminar del espacio de trabajo lo que sea inútil
Orden Seiton Situar necesarios Organizar el espacio de trabajo de forma eficaz
Limpieza Seiso Suprimir suciedad Mejorar el nivel de limpieza de los lugares
Normalización Seiketsu Señalizar anomalías Prevenir la aparición de la suciedad y el desorden
Mantener la disciplina Shitsuke Seguir mejorando Fomentar los esfuerzos en este sentido
Fuente: Máximo C. 2013
El modelos de las 5’S tiene gran aceptación, por su facilidad de ser implementado y por los
resultados que ofrece, ante este panorama las empresas de todo el mundo que tienen
implementado este sistema demuestran como los efectos más representativos el trabajo en equipo,
30
mayor productividad, mejor lugar de trabajo y seguridad al realizar la labor diaria. (Sacristán,
s.f).
Las 5’S son herramientas de calidad que permiten implementar y establecer procedimientos para
conseguir espacios de trabajo ordenados que mejoren la eficacia de las actividades, el objetivo
central de las 5'S es lograr el funcionamiento más eficiente y uniforme de las personas en su
puesto de trabajo.
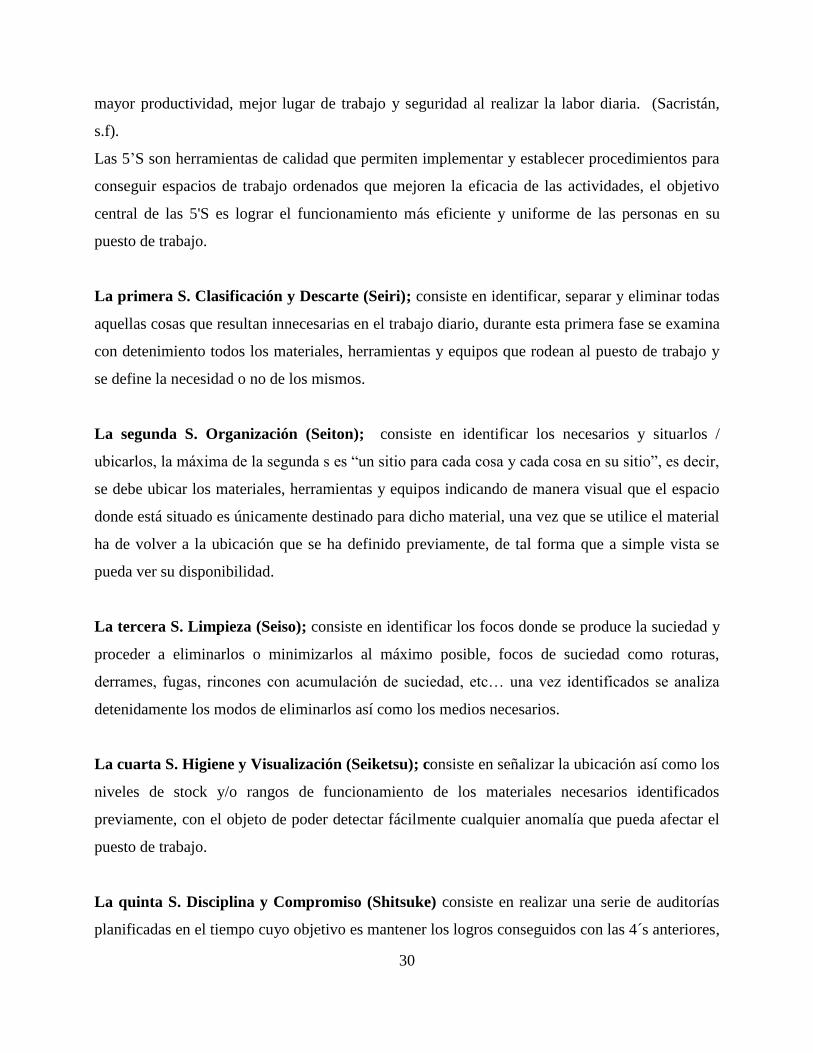
La primera S. Clasificación y Descarte (Seiri); consiste en identificar, separar y eliminar todas
aquellas cosas que resultan innecesarias en el trabajo diario, durante esta primera fase se examina
con detenimiento todos los materiales, herramientas y equipos que rodean al puesto de trabajo y
se define la necesidad o no de los mismos.
La segunda S. Organización (Seiton); consiste en identificar los necesarios y situarlos /
ubicarlos, la máxima de la segunda s es “un sitio para cada cosa y cada cosa en su sitio”, es decir,
se debe ubicar los materiales, herramientas y equipos indicando de manera visual que el espacio
donde está situado es únicamente destinado para dicho material, una vez que se utilice el material
ha de volver a la ubicación que se ha definido previamente, de tal forma que a simple vista se
pueda ver su disponibilidad.
La tercera S. Limpieza (Seiso); consiste en identificar los focos donde se produce la suciedad y
proceder a eliminarlos o minimizarlos al máximo posible, focos de suciedad como roturas,
derrames, fugas, rincones con acumulación de suciedad, etc… una vez identificados se analiza
detenidamente los modos de eliminarlos así como los medios necesarios.
La cuarta S. Higiene y Visualización (Seiketsu); consiste en señalizar la ubicación así como los
niveles de stock y/o rangos de funcionamiento de los materiales necesarios identificados
previamente, con el objeto de poder detectar fácilmente cualquier anomalía que pueda afectar el
puesto de trabajo.
La quinta S. Disciplina y Compromiso (Shitsuke) consiste en realizar una serie de auditorías
planificadas en el tiempo cuyo objetivo es mantener los logros conseguidos con las 4´s anteriores,

31
construyendo el hábito y disciplina en dicha metodología, así como seguir mejorando día a día
nuestro puesto de trabajo (Barcia Villacreses, Ph.D,, 2010).
En la tabla 3, se muestran algunos trabajos consultados que sirven de antecedentes para el uso de
de la herramienta 5’S.
Tabla 3. Antecedentes de la herramienta 5'S
Autor Año Sector productivo Logros
Barcia Kebler; hidalgo Daniel. 2006 Metalmecánico Aumento en la productividad y competitividad
Vizueta William; Calvo Juan. 2011 Producción de
productos plásticos
Aumento del desempeño y reducción de tiempo
de búsqueda
Millares Cristóbal; García José
Pedro; Romano Carlos
2003
Servicios
Aumento en la productividad y en la
satisfacción personal
Ibarra Selene. 2010 Confecciones Aumento de la calidad y disminución en la
pérdida de tiempo
Guachisaca Carlos; Salazar
Martha. 2009 Producción de pinturas
Aumento de la productividad y mejora en el
amiente de trabajo
Buitrago Mayerly; Zapata Dora. 2012 Producción de lámparas Aumento en la productividad
Fuente: (Giraldo Sanchez, Saldarriaga Monsalve, & Moncada Roldan, 2013)
Según la metodología lean manufacturing, cuando se buscan mejorar las condiciones de trabajo
en una empresa, deben ser aplicadas las 5’S de la calidad. Pues con su implementación, se busca
establecer los lineamientos básicos, para mantener un ambiente de trabajo agradable con el fin de
sentirse satisfecho con el lugar, teniendo un ambiente óptimo para dar a los clientes, servicio y
productos de excelente calidad. Y es esto lo que prácticamente se estará tomando en cuenta para
la realización de este objetivo ya que así se dará cuenta que está bien, que está mal y como podría
mejorar.
4.4.5.1 Cambio Rápido de Modelo (Single Minute Exchange of Dies -SMED)
Una de las técnicas más exitosas en la reducción de los tiempos perdidos por preparación es la
metodología SMED; esta metodología desarrollada por Shigeo Shingo es de origen japonés, y fue
implementada por primera vez para Toyota en la década de los setenta. La hipótesis en que se
fundamenta el SMED supone que una reducción de los tiempos de preparación nos permite
trabajar con lotes más reducidos, es decir, tiempos de fabricación más cortos, lo cual redunda en

32
una mejora sustancial de tiempos de entrega y de niveles de producto en tránsito. (Salazar Lopez,
www.ingenieriaindustrialonline.com, 2012)
Este sistema fue desarrollado para acortar los tiempos de la preparación de máquinas, los
procedimientos de cambio de modelo se simplificaron usando los elementos más comunes o
similares usados habitualmente.
Objetivos de SMED
Facilitar los pequeños lotes de producción
Correr cada parte cada día (fabricar)
Hacer la primera pieza bien cada vez
Cambio de modelo en menos de 10 minutos
La técnica SMED sigue los siguientes pasos:
OBSERVAR y comprender el proceso de cambio de lote El proceso de cambio de lote discurre
desde última pieza correcta del lote anterior, hasta la primera pieza correcta del lote siguiente. En
este primer paso, se realiza la observación detallada del proceso con el fin de comprender cómo
se lleva a cabo éste y conocer el tiempo invertido. Son 3 las actividades principales:
Filmación completa de la operación de preparación. Se presta especial atención a los
movimientos de manos, cuerpo y ojos. Cuando el proceso de cambio se lleva a cabo por
varias personas, todas ellas deben ser grabadas de forma simultánea.
Creación de un equipo de trabajo multidisciplinar, en el que deben figurar los protagonistas
de la grabación, personal de producción, encargados, personal de mantenimiento, calidad, etc.
En esta fase se aclaran dudas y se recopilan ideas.
Elaboración de un documento de trabajo, donde se resumirán de forma sencilla las
actividades realizadas y los tiempos que comprenden.

33
IDENTIFICAR y SEPARAR las operaciones internas y externas Se entiende por operaciones
internas aquéllas que se deben realizar con la máquina parada. Las operaciones externas son las
que pueden realizarse con la máquina en funcionamiento. Inicialmente todas las operaciones se
hallan mezcladas y se realizan como si fuesen internas, por eso es tan importante la fase de
identificación y separación. Por ejemplo: transportar el molde, que se utilizará en el siguiente
lote, hasta la máquina es una operación externa, ya que se puede realizar al margen de que la
máquina esté funcionando. Limpiar el tamiz en un molino de pintura debe realizarse con la
máquina parada y por eso se considera una operación interna.
CONVERTIR las operaciones internas en externas En esta fase las operaciones externas pasan a
realizarse fuera del tiempo de cambio, reduciéndose el tiempo invertido en dicho cambio. Por
ejemplo: si antes de realizar el cambio de lote, hemos acercado el molde hasta la prensa,
habremos restado este tiempo del tiempo de cambio. Habremos convertido la operación de
interna a externa.
REFINAR todos los aspectos de la preparación En este punto se busca la optimización de todas
las operaciones, tanto internas como externas, con el objetivo de acortar al máximo los tiempos
empleados. Los tiempos de las operaciones externas se reducen mejorando la localización,
identificación y organización de útiles, herramientas y resto de elementos necesarios para el
cambio. Para la reducción de los tiempos de las operaciones internas se llevan a cabo operaciones
en paralelo, se buscan métodos de sujeción rápidos y se realizan eliminaciones de ajustes.
ESTANDARIZAR el nuevo procedimiento La última fase busca mantener en el tiempo la nueva
metodología desarrollada. Para ello se genera documentación sobre el nuevo procedimiento de
trabajo, que puede incluir documentos escritos, esquemas o nuevas grabaciones de vídeo.
En la ilustración 7 se muestran la etapas utilizadas para la implementación de SMED

34
Ilustración 7. Etapas para la implementación de SMED
Fuente: (Carbonell, 2013)
La tabla 4 se muestra algunos trabajos consultados que sirven de antecedentes para el uso de la
herramienta SMED:
Tabla 4. Antecedentes de la herramienta SMED
Autor Año Sector productivo Logros
Ilíada Ruth; Ortiz Florángel. 2009 Farmacéutico Reducción de tiempos de preparación
Cortés Alejandro. 2011 Metalmecánico Reducción de tiempos de preparación
Larrea Carlos; Barcia Klever. 2010 Para farmacéutico Reducción de tiempos de preparación
Villareal Bernardo; Orta
Minerva. 2008 Metalmecánico Reducción de tiempos de preparación
Mendoza Jorge; Ruiz Germán;
Villareal Carmen. 2009 Autopartes
Reducción de tiempos de preparación,
optimización de espacios, ahorro de
costos
Estrada Fabián; Mussen Jhon;
Manyoma Pablo. 2010 Farmacéutico Reducción de tiempos de preparación
Carrizo Antonio; Silva Gil. 2011 Metalmecánico Reducción de tiempos de preparación
Fuente: (Giraldo Sanchez, Saldarriaga Monsalve, & Moncada Roldan, 2013)

35
5 DISEÑO METODOLÓGICO
5.1 ENFOQUE DE INVESTIGACIÓN
El proyecto se considera cuantitativo ya que busca la identificación y medición de los procesos y
actividades productivas al interior del proceso identificado con base en información histórica
permitiendo además establecer cuales tienen un mayor impacto en las variaciones de tiempo de
proceso y por ende en los costos.
5.2 TIPO O ALCANCE DEL ESTUDIO
El estudio a desarrollar es de tipo descriptivo, ya que pretende medir las características y
condiciones operativas de un proceso de producción y más precisamente de uno de los centros de
trabajo con el fin de identificar, de ser posible, una herramienta de mejoramiento en la eficiencia.
5.3 DISEÑO DE LA INVESTIGACIÓN
La investigación se desarrolla con el método inductivo ya que se analizan las actividades
realizadas en los cambios de referencia y sus resultados para extraer conclusiones de carácter
general sobre los tiempos de alistamiento en las áreas operativas.
5.4 POBLACIÓN
El proyecto se realizó en una empresa de mecanizados, la cual está localizada a las afueras de
Cali, en el Km. 18.8 Vía Candelaria – Puerto Tejada. La población se refiere a los centros de
mecanizados en donde se manufacturan las referencias del portafolio de repuestos que ofrece la
empresa para abastecer el mercado de las máquinas formadoras de botellas de vidrio.
5.5 MUESTRA
Es la máquina LU25, los criterios de selección son mayor porcentaje de variación y costo
económico.

36
5.6 TECNICAS PARA LA RECOLECCIÓN DE LA INFORMACIÓN
Se realizarán consultas en libros, artículos de revistas, tesis de grado, artículos digitales; con el
propósito de obtener información sobre cambios de referencia, centros de mecanizado, lean
manufacturing, esto permitirá un adecuado marco teórico y conceptual. También una serie de
reuniones con los involucrados en el proceso para generar la retroalimentación del proceso a
mejorar y quienes serán los responsables también de la formulación y/o ejecución de mejoras
basados en las herramientas SMED Y 5´S.
5.7 FASES DE ESTUDIO
Los autores del presente trabajo de grado desarrollarán tres fases de estudio para el cumplimiento
de los objetivos planteados que se pueden resumir en presentación del estado actual, generación e
implementación del plan de acción y medición de la propuesta donde se haga seguimiento a su
efectividad. Estas fases se amplían en mayor detalle de acuerdo como lo muestra la metodología
por objetivo específico.
5.8 METODOLOGÍA POR OBJETIVO ESPECÍFICO
Para el cumplimiento de los objetivos específicos se llevará a cabo la siguiente metodología,
surtiendo los pasos de las fases de estudio de la ilustración 8.
Ilustración 8. Fases de estudio del trabajo de grado
Fuente: elaboración propia
1. Diagnóstico del estado actual
- Reunión del equipo de trabajo disponible (Recolección de información, revisión del estado actual y
posibles causas)
2. Diseño y propuesta de un plan de mejoramiento.
- Identificación de elementos y variables a mejorar
Propuesta de mejora
- Aplicación de las herramientas SMED y 5’S
3. Implementación, medición de la efectividad y control
- Seguimiento a las variables

37
Para alcanzar el objetivo número uno
Para alcanzar el objetivo específico número uno Diagnosticar el estado actual de los tiempos de
cambios de referencia en la celda de tornos con el fin de identificar las causas de las
variaciones, se preparó una reunión inicial para ver el estado actual del proceso con los
involucrados en el departamento de manufactura de partes, haciendo uso de las herramientas
lluvia de ideas y diagramas de Pareto; se identificaron las causas de las variaciones y su prioridad
en términos de tiempo invertido en cada actividad del proceso.
Para alcanzar el objetivo número dos
Para alcanzar el objetivo específico número dos Diseñar un plan de acción para mejoramiento
basado en las herramientas SMED Y 5´S, se priorizan las causas encontradas en el diagnóstico y
se emprenden a través de la lluvia de ideas las mejoras, proponiendo un plan de acción aplicando
las herramientas como SMED Y 5´S y estandarización para el mejoramiento del proceso.
Para alcanzar el objetivo número tres
Para lograr el objetivo específico número tres se aplica el plan de mejora en el torno LU25,
reduciendo las actividades internas que se realizan durante el cambio de referencia, planteando
una disminución de los desplazamientos y el mejoramiento en el orden y disponibilidad de las
herramientas utilizadas. Adicionalmente para medición y seguimiento de la efectividad de las
mejoras propuestas, se establecen algunos indicadores que miden el impacto en las horas de
operación y el costo subsecuente (Costo por variaciones de tiempo en cambios de referencia y
Variaciones de tiempo en cambios de referencia (Horas)).

38
6 RESULTADOS Y DISCUSIÓN
En este numeral se desarrollarán las diferentes fases del estudio correspondientes al diagnóstico
de la empresa, diseño del plan de mejoramiento, la elaboración de la propuesta y la aplicación de
esta. En la ilustración 9, se muestran los elementos que conforman el modelo utilizado por los
autores al momento de diagnosticar la situación actual.
Ilustración 9. Modelo de diagnóstico
Fuente: elaboración propia, basado en Garza, González, Pérez, Delgado (2012)
Caracterización de la organización
Caracterización de la empresa
* Misión
* Visión
* Politica de calidad
* Organigrama
Caracterización del Proceso
* Selección de la celda y la máquina
* Descripción del proceso
* Ruta del proceso
* Recursos asociados
Caracterización de la máquina
Selección del grupo de expertos
Utilización de tecnicas para recolectar datos e identificar oportunidades de mejora
Caracterización de la situación actual
Priorizacion de las oportunidades de mejora

39
6.1 CARACTERIZACIÓN DE LA ORGANIZACIÓN
6.1.1 Caracterización de la empresa
La empresa objeto de estudio se encuentra ubicada en la Vía Puerto Tejada Candelaria Km 18.8
Miranda, Cauca. Pertenece al sector metalmecánico y fue fundada en el año 2000 con el
propósito de manufacturar partes y prestar servicio técnico en las máquinas productoras de
botellas y contenedores de vidrio, para ello su sistema de producción se basa en centros de
mecanizado asistidos por control numérico (CNC) y máquinas rectificadoras por abrasión de
última generación.
Misión
Ofrecer la mejor propuesta de valor a nuestros clientes, brindando soporte global a las plantas de
vidrio licenciadas y afiliadas de la compañía, a través de procesos de manufactura y servicio
técnico.
Visión
Para el 2017 la empresa deberá ser una solución como parte de los procesos de renovación de
equipos y mantenimiento de máquinas formadoras de envases de vidrio en las plantas afiliadas o
licenciadas de la compañía. Adicionalmente deberá ubicarse dentro de los primeros 5
proveedores de la compañía Bucher Emhart Glass.
Política de calidad
Abastecer el mercado con productos manufacturados conforme a las especificaciones definidas
por nuestros clientes, cumpliendo con los niveles de calidad establecidos y los indicadores de
satisfacción referidos a cantidad, oportunidad y precio competitivo.
La empresa cuenta con una estructura organización especificada en el Anexo 2, Organigrama de
la empresa objeto de estudio.

40
6.1.2 Caracterización del proceso
La ejecución del proceso se realiza en el departamento de manufactura de partes, quien recibe la
materia prima suministrada por distribución y lleva a cabo su transformación realizando
actividades de preparación de insumos, cambio de referencia, maquinado, inspección y
disposición final como producto terminado; en la ilustración 10, se muestra el plano de
manufactura de partes.
Ilustración 10. Departamento de manufactura de partes
Fuente: información suministrada por la empresa
Selección de la celda y la máquina
Por una directriz corporativa la empresa solicita hacer énfasis en los costos económicos para la
selección de la celda y la máquina objeto de estudio en el presente trabajo, para esto se decide
realizar un diagrama de Pareto con el fin de establecer las celdas con mayor impacto en los costos
generados por las variaciones en los tiempos de cambio de referencia durante el periodo enero de
2014 y agosto de 2015.
En la ilustración 11, se muestra el resultado del diagrama de Pareto, la celda de torno posee el
50% de los costos ocupando el primer lugar de esta población, seguido por las fresadoras (42%),
rectificadora (7%) y trabajo de banco (1%), respectivamente.

41
Ilustración 11. Costo por variaciones de tiempo en cambios de referencia por celda de trabajo (enero 2014 –
agosto
Fuente: datos de la empresa, presente estudio
Así mismo en la ilustración 12, se muestra en un mayor detalle del costo de las variaciones de
tiempo generadas por cada una de las máquinas que componen la celda de tornos; según los datos
tomados durante el mismo periodo mencionado anteriormente, el torno LU25 presenta el 31%,
los tornos L1420, LB10, LB5 y TVERT le siguen con una participación del 23%, 22%, 14% y
10% respectivamente.
Ilustración 12. Costo de variaciones de tiempo por cambios de referencia en la celda de tornos (enero 2014 –
agosto 2015)
Fuente: datos de la empresa, presente estudio
$ 255.897.048
$ 214.953.520
$ 35.825.587
$ 5.117.941
50%
92% 99% 100%
Torno Fresadora Rectificadora Trabajo de Banco
Co
sto
de
var
iaci
ón
Celda de trabajo
Costo de Variacion Porcentaje Acumulado
$ 79.328.084
$ 58.856.321
$ 56.297.351
$ 35.825.587$ 25.589.70531%
54%
76%
90% 100%
LU25 L1420 LB10 LB5 TVERT
Costo de Variación Porcentaje Acumulado
42
De acuerdo al criterio seleccionado (costo económico) y a la participación mostrada en los
diagramas de Pareto para las celdas de trabajo y las máquinas que la conforman, para el caso
puntual de este trabajo de grado el torno LU25, en donde se realizará el plan de acción de mejora
basado en las herramientas de SMED y 5´S, para posteriormente realizar propuesta de
implementación.
La empresa clasifica sus procesos en tres niveles:
Procesos estratégicos: realizados por la dirección general.
Procesos de soporte: dan apoyo a los procesos fundamentales de la Organización.
Procesos operativos: hacen referencia a los Procesos de la cadena de Valor de la
Organización y tienen impacto en el cliente creando valor para éste.
En la ilustración 13, se muestra la representación del proceso, la actividad cambio de referencia
como objeto de estudio y su ruta.
La empresa, dada su naturaleza operativa maneja una gran cantidad de referencias, muchas de las
cuales se adaptan a pedidos especiales de los clientes por lo que se presentan cambios en el
proceso y los consecuentes alistamientos de máquina e insumos que a su vez generan paradas en
el proceso.
Las actividades y propuestas que redunden en la reducción de los tiempos de cambio de
referencia representan pues, una oportunidad de mejora, ya que es de gran importancia disminuir
los largos tiempos de alistamiento que se están generando en las máquinas; el torno LU25 objeto
de estudio del presente trabajo se selecciona con base a la información obtenida entre el periodo
enero de 2014 y Agosto de 2015.
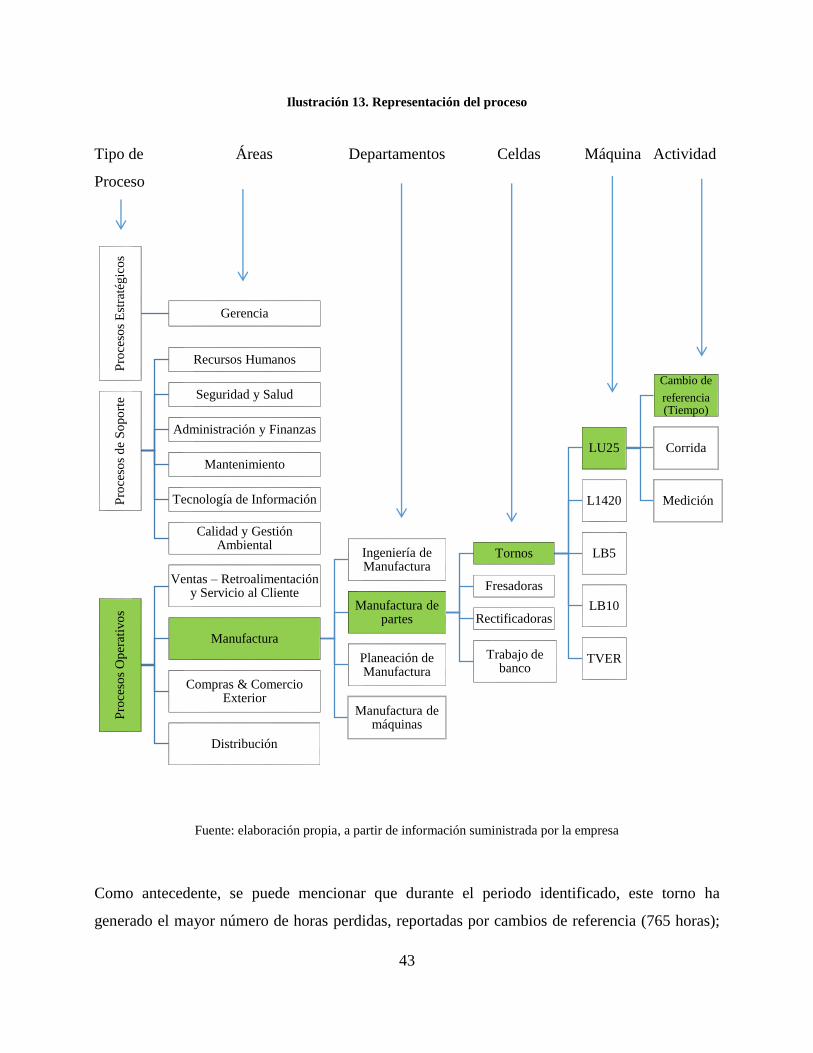
43
Ilustración 13. Representación del proceso
Tipo de Áreas Departamentos Celdas Máquina Actividad
Proceso
Fuente: elaboración propia, a partir de información suministrada por la empresa
Como antecedente, se puede mencionar que durante el periodo identificado, este torno ha
generado el mayor número de horas perdidas, reportadas por cambios de referencia (765 horas);
Pro
ceso
s E
stra
tégic
os
Gerencia
Pro
ceso
s d
e S
op
ort
e
Recursos Humanos
Seguridad y Salud
Administración y Finanzas
Mantenimiento
Tecnología de Información
Calidad y Gestión Ambiental
Pro
ceso
s O
per
ativ
os
Ventas – Retroalimentación y Servicio al Cliente
Manufactura
Ingeniería de Manufactura
Manufactura de partes
Tornos
LU25
Cambio de
referencia (Tiempo)
Corrida
MediciónL1420
LB5
LB10
TVER
Fresadoras
Rectificadoras
Trabajo de banco
Planeación de Manufactura
Manufactura de máquinas
Compras & Comercio Exterior
Distribución

44
esta máquina a su vez, hace parte de la celda de trabajo torno donde se presenta el 50% de las
variaciones del departamento de manufactura de partes; el enfoque se dirige entonces a los
procesos operativos porque se relacionan directamente con la actividad económica de la empresa.
A continuación en la tabla 5, se muestra el capital humano asociado a un cambio de referencia en
el torno LU25
Tabla 5. Capital humano asociado al cambio de referencia - torno LU25
Máquina Capital Humano Anotación
LU25
3 operadores que realizan las actividades de cambio de referencia en la máquina 1 operador asignado a
cada turno
3 preparadores de herramientas de corte e instrumentos de medición. 1 operador asignado a
cada turno
1 preparador de dispositivos de sujeción
Trabaja en el primer
turno (6:00 a.m. –
2:00 p.m.)
1 Afilador de herramientas
Trabaja en el primer
turno (6:00 a.m. –
2:00 p.m.)
Fuente: elaboración propia, a partir de información suministrada por la empresa
6.1.3 Caracterización de la máquina
El torno Okuma LU25 es una máquina herramienta asistida por control numérico computarizado
que se utiliza para mecanizar piezas cilíndricas mediante un lenguaje de programación alfa-
numérico, siguiendo los ejes cartesianos X,Y,Z y un eje adicional C, Se utiliza para producir
grandes cantidades de partes o elementos mecánicos con alta precisión; en la ilustración 14, se
encuentra la imagen de un torno Okuma LU25, esta es una máquina con doble torreta, tiene un
husillo, contrapunta automática, tiene capacidad para 24 herramientas, puede utilizar
herramientas de corte fijas, herramientas motorizadas (vivas) longitudinales y radiales, tiene
sujeción neumática de pedal para mordazas blandas y endurecidas, en términos generales, es una
máquina versátil.

45
Ilustración 14. Máquina torno Okuma LU25
Fuente: información suministrada por la empresa
6.2 SELECCIÓN DEL GRUPO DE EXPERTOS
Como parte de la definición inicial de caracterización, se ha establecido también el equipo de
trabajo que participará en la definición del diagnóstico y el establecimiento de propuestas de
mejoramiento de acuerdo con la metodología que se defina.
Este equipo está compuesto por el gerente de manufactura, el coordinador de manufactura de
partes, un supervisor del departamento de manufactura de partes, dos programadores de torno,
tres operadores de torno, un alistador de herramientas, los asesores (docentes de la Universidad
de San Buenaventura Cali) y los autores del presente trabajo de grado.
6.3 UTILIZACIÓN DE TÉCNICAS PARA RECOLECTAR DATOS E IDENTIFICAR
OPORTUNIDADES DE MEJORA
El objetivo de esta fase es la de establecer y utilizar las diferentes fuentes de información
disponibles en la organización permitiendo obtener una idea del estado actual del proceso y la
visualización de procesos susceptibles de mejora, para alcanzar este objetivo se desarrollaron las
siguientes actividades:

46
Revisión de los datos relacionados con los cambios de referencia que presentan variación de
tiempo en los procesos productivos de la celda de torno, especialmente sobre el torno LU25
ya que es una de las máquinas del departamento de manufactura de partes con mayor
preponderancia en la programación de la producción, durante los años 2014 y 2015.
Revisión de hojas de reporte para identificar las novedades que se presentan durante el
cambio.
Revisión de instructivos de trabajo existentes para establecer los procedimientos del proceso
Observación como parte de la metodología SMED con el propósito de registrar las
actividades que se ejecutan durante el alistamiento.
Filmación como parte de la metodología SMED con el fin de establecer los tiempos que
toman las diferentes actividades observadas e identificadas durante el alistamiento.
Diagrama de desplazamientos (espagueti) para identificar los recorridos operativos ejecutados
durante un cambio de referencia.
Lluvia de ideas con el personal involucrado en el proceso para identificar las causas y su
impacto en los tiempos de cambio.
Diagrama causa – efecto para representar y visualizar de una mejor manera las causas de las
variaciones de tiempo en los cambios de referencia.
Cinco ¿porque? , para identificar causas raíces
A continuación, se presenta una descripción de cada una de las técnicas utilizadas para la
recolección de datos y resultados:
6.3.1 Revisión de datos
Los datos operativos recolectados en la organización a través de su sistema de información y
suministrados por la Gerencia de manufactura de la empresa, permiten visualizar durante el
periodo de enero de 2014 y agosto de 2015 la distribución de los tiempos de cambio de las
referencias que hacen parte de su programa de producción y sus correspondientes variaciones de
tiempo en dichos cambios; se obtienen entonces datos como la cantidad de cambios realizados,
las horas perdidas y los costos asociados a las variaciones de tiempo en la máquina LU25 que
hace parte de la celda de torno.

47
Previo a la recolección de los datos y con el fin de identificar las posibles desviaciones históricas
en el desarrollo del proceso, la dirección de la empresa estableció que se tiene definida una meta
en la variación de los tiempos de cambio programados para cada referencia; en este aspecto se
definió un valor máximo del 10% de desviación en los tiempos de cambio reales en comparación
con los programados. Dicha desviación es registrada según se muestra en la tabla 6.
Tabla 6. Medición de la meta corporativa para la desviación de los tiempos de cambio
Meta Medición
Porcentaje de variación por
tiempos de cambio de
referencia
𝑇𝑖𝑒𝑚𝑝𝑜 𝑜𝑏𝑠𝑒𝑟𝑣𝑎𝑑𝑜 𝑟𝑒𝑎𝑙 𝑑𝑒 𝑐𝑎𝑚𝑏𝑖𝑜 − 𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑐𝑎𝑚𝑏𝑖𝑜 𝑝𝑟𝑜𝑔𝑟𝑎𝑚𝑎𝑑𝑜
𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑐𝑎𝑚𝑏𝑖𝑜 𝑝𝑟𝑜𝑔𝑟𝑎𝑚𝑎𝑑𝑜
Fuente: información suministrada por la empresa
La variación en los tiempos de cambio establece que tan desfasados están los tiempos de cambio
respecto al valor programado o asignado en el programa de producción y cualquier valor en esta
medición indicaría que los tiempos de cambio de referencia se encuentran por encima o por
debajo del valor estimado y programado, identificar las causas que generan la variación
redundaría en la reducción de los tiempos de cambio.
De esta manera, la observación de los tiempos históricos de cambio programados y reales de las
referencias permite evidenciar que en todas las ordenes de trabajo, los tiempos reales de cambio
fueron superiores a los programados, es decir, la medición de la variación mensual durante el
periodo enero de 2014 y agosto de 2015 para el torno LU25, estuvo por encima del 10%
definido como meta; en el 2014 esta medición fue del 32% y el año 2015, 33% (en el periodo
enero – agosto), según lo muestra la ilustración 15.

48
Ilustración 15. Medición de la variación en los tiempos de cambio en el torno LU25
Fuente: elaboración propia, a partir de información suministrada por la empresa
En la ilustración 16, se puede observar cual es el porcentaje de cambios que entre el periodo
enero de 2014 y agosto 2015 presentaron variación en sus tiempos por encima de la meta máxima
definida por la dirección. Esto es, la medición de los cambios que presentaron variación sobre el
total de cambios. En este periodo se presentaron 737 cambios de referencia en el equipo LU25,
de los cuales 597 presentaron variaciones de tiempo por encima del 10%, lo que representa en
promedio el 81%.
Ilustración 16. Comportamiento de los cambios de referencia con variación en el torno LU25
Fuente: elaboración propia, a partir de información suministrada por la empresa
0%
5%
10%
15%
20%
25%
30%
35%
40%
ene.
14
feb.
14
mar.
14
abr.
14
may.
14
jun.
14
jul.
14
ago.
14
sep.
14
oct.
14
nov.
14
dic.
14
ene.
15
feb.
15
mar.
15
abr.
15
may.
15
jun.
15
jul.
15
ago.
15
Po
rcen
taje
de
va
ria
ció
n
42 45 36 42 35 40 42 42 43 45
35 40 36 32 34 34 34 25 30 25
55 48 52
45 42
53 52 45
64 60
44 52
45 39 41 41 41
30 36
31
0%
20%
40%
60%
80%
100%
ene. 14 feb. 14 mar. 14 abr. 14may. 14jun. 14 jul. 14 ago. 14 sep. 14 oct. 14 nov. 14 dic. 14 ene. 15 feb. 15 mar. 15 abr. 15may. 15jun. 15 jul. 15 ago. 15
Cambios con variación Total de cambios Participación de los cambios con variación
Meta = 10%
Media: 32%
Media: 33%

49
En la ilustración 17, se puede visualizar el mismo seguimiento pero desde la óptica de la cantidad
de horas perdidas, (765 horas entre los meses de enero de 2014 y agosto de 2015)
Ilustración 17. Número horas perdidas – LU25
Fuente: elaboración propia, a partir de información suministrada por la empresa
6.3.2 Selección de la referencia
Con el fin de complementar la identificación de las posibles causas mencionadas en el literal
anterior y de seleccionar una muestra de los productos más influyentes, se analizaron los datos
correspondientes a las referencias que pudieran tener mayor variación en sus tiempos de cambio
(tiempo adicional) durante el registro mensual del periodo Enero 2014 – Agosto 2015 en el torno
LU25; también se incluyeron criterios como el de la oportunidad de uso de la planta y el impacto
en los costos que tienen esas variaciones.
De esta manera, se registra información de una orden de trabajo correspondiente a la referencia
OIS-14-588, que reporta la mayor participación en el total del tiempo perdido por la máquina
LU25 durante lo corrido en el periodo observado, 256 horas sobre un total de 765 horas perdidas
en esta máquina, equivalente a un 33%, del total del tiempo ver ilustración 18.
142
196
126 133155
128 132
200
131147
131100
12594
78 83118
67 62 65
185
251
169177
203
165177
254
173
197
173
140159
126107 108
150
89 8391
0%
10%
20%
30%
40%
ene. 14 feb. 14 mar. 14 abr. 14 may. 14 jun. 14 jul. 14 ago. 14 sep. 14 oct. 14 nov. 14 dic. 14 ene. 15 feb. 15 mar. 15 abr. 15 may. 15 jun. 15 jul. 15 ago. 15
Horas Planificadas Horas Reportadas Porcentaje de participación horas perdidas

50
Ilustración 18. Horas perdidas por cambio de referencia en el torno LU25
Fuente: elaboración propia, a partir de información suministrada por la empresa
La tabla 7 a su vez muestra el impacto económico que tiene este número de horas perdidas por
cambios de referencia en el torno LU25 durante el periodo enero de 2014 y agosto de 2015. Se
representa el total del costo del torno y el costo por las horas perdidas generadas por la referencia
OIS-14-588. Adicionalmente esta referencia (OIS-14-588) si bien no representa el 80% de los
tiempos perdidos, incluye en su proceso de cambio, la ejecución de todas las posibles actividades
relacionadas con los cambios de referencia y adicionalmente, al tratarse de una pieza que se
programa habitualmente en la producción mensual facilita la posibilidad de trasladar las mejoras
a otras referencias, criterio que también se considera en la selección de la referencia.
6
7
8
9
13
22
34
40
49
58
78
85
100
256
0,8%
0,9%
1,1%
1,2%
1,8%
2,9%
4,4%
5,3%
6,4%
7,6%
10,2%
11,1%
13,1%
33,4%
OIS-10-293-D
OIS-204-480
OIS-11-819
OIS-15-426
OIS-10-65-A
OIS-15-196
OIS-204-2231-B
OIS-17-58
OIS-15-195
OIS-16-837
OIS-16-836-A
OIS-204-2570-C
OIS-01321-GR06
OIS-14-588

51
Tabla 7. Participación de la referencia OIS-14-588 en la variación de cambios de referencia
Periodo
Horas totales
perdidas
torno LU25
Horas perdidas
referencia
OIS-14-588
Participación
%
Costo de horas totales
perdidas torno LU25
Costo de
Participación de la referencia
OIS-14-588
Ene 14 44 13,2 30% $ 4.562.184 $ 1.368.655
Feb 14 55 27,5 50% $ 5.702.730 $ 2.851.365
Mar 14 43 17,2 40% $ 4.458.498 $ 1.783.399
Abr 14 44 8,8 20% $ 4.562.184 $ 912.437
May 14 48 16,8 35% $ 4.976.928 $ 1.741.925
Jun 14 37 18,5 50% $ 3.836.382 $ 1.918.191
Jul 14 45 8,1 18% $ 4.665.870 $ 839.857
Ago 14 54 27 50% $ 5.599.044 $ 2.799.522
Sep 14 42 8,4 20% $ 4.354.812 $ 870.962
Oct 14 50 9 18% $ 5.184.300 $ 933.174
Nov 14 42 16,8 40% $ 4.354.812 $ 1.741.925
Dic 14 40 8 20% $ 4.147.440 $ 829.488
Ene 15 34 17 50% $ 3.525.324 $ 1.762.662
Feb 15 32 11,2 35% $ 3.317.952 $ 1.161.283
Mar 15 29 8,7 30% $ 3.006.894 $ 902.068
Abr 15 25 8,75 35% $ 2.592.150 $ 907.253
May 15 32 6,4 20% $ 3.317.952 $ 663.590
Jun 15 22 6,6 30% $ 2.281.092 $ 684.328
Jul 15 21 8,4 40% $ 2.177.406 $ 870.962
Ago 15 26 9,1 35% $ 2.695.836 $ 943.543
TOTAL 765 255,45 33% $ 79.319.790 $ 26.486.589
Fuente: elaboración propia, a partir de información suministrada por la empresa
6.3.3 Revisión de hojas de reporte
Después de revisar los datos suministrados por la empresa objeto de estudio durante el periodo
enero de 2014 y agosto de 2015 y encontrar algunas oportunidades de mejora, se procede con la
revisión de las hojas de reporte, con el propósito de encontrar eventos reportados durante la

52
ejecución de un cambio de referencia e identificar las posibles causas que generan las variaciones
de tiempo.
Al revisar la existencia de las hojas de reporte se encuentra que la empresa cuenta con una
plataforma ERP (JD Edwards) en la cual registra el tiempo que toma el cambio es decir, el
momento en el que se inicia y el momento que termina, siendo esto una condición general para el
proceso, sin embargo, en la empresa no existe a la fecha de la revisión, un documento u hoja de
reporte que permita el seguimiento de las actividades y una posible mejora, es decir, que el
sistema de registro de información de la empresa no permite llegar a las causas reales que
ocasionan las variaciones de los tiempos de cambio.
6.3.4 Revisión de instructivos de trabajo existentes
Al no tener la información detallada o específica sobre los cambios de referencia, se decide
revisar los procedimientos existentes, con el fin de encontrar la descripción de las actividades
realizadas durante la ejecución de un cambio, no obstante a la fecha de la revisión, se puede
evidenciar que no existen instructivos de trabajo o procedimientos relacionados con los cambios
de referencia.
6.3.5 Observar (SMED)
Como no se dispone de información sobre el proceso, ni registros que permitan identificar la
fuente de las causas, se decide emplear la fase de observar de la metodología SMED con el fin de
registrar las actividades que se ejecutan durante el alistamiento de la referencia OIS-14-588, que
al momento de la realización del trabajo de campo del equipo de expertos estaba siendo
manufacturado, además teniendo en cuenta los criterios ya mencionados en el literal 6.3.1.
Esta referencia consta de un buje de bronce, que posee mecanizados cilíndricos en diámetros
exteriores e interiores, ranurado interior y exterior, alesado, perforado axial, perforado radial,
herramienta viva, tronzado, ver plano de fabricación en el Anexo 3 (Plano de fabricación para la
referencia OIS-14-588).

53
6.3.6 Filmar (SMED)
Para poder determinar con precisión las actividades que se realizan en un cambio de referencia en
la máquina LU25, se decidió realizar una filmación de todo el proceso, La grabación se realizó
en forma continua, sin cortes ni ediciones, ya que de esta manera queda registrado en su totalidad
lo que el operador realiza, lo cual permite organizar y tomar el tiempo de cada una de las
actividades que se realizan durante el cambio de referencia, ver ilustración 19, donde se presentan
algunas capturas de la filmación. Una vez analizado el video, se establecerán las actividades a
realizar durante el cambio de referencia y su operación en general, se determina el tiempo de cada
operación apoyándose con grabaciones en video y posteriormente de acuerdo con la metodología
SMED se separarán las actividades que se clasifican como actividades internas y externas,
determinando cuáles pueden realizarse con la máquina en marcha y cuáles no.
Ilustración 19. Capturas de la filmación de cambio de referencia máquina LU25
Fuente: elaboración propia, a partir de filmación realizada en la empresa
54
A continuación se realiza una breve descripción de la ilustración 19 donde se evidencian los
grupos de las actividades principales de un cambio de referencia en el torno LU25 de acuerdo con
el número que identifica cada imagen:
1. Asignación de la actividad y documentación
2. Bajar Mordazas
3. Bajar bujes de empack
4. Montar bujes de empack
5. Montar mordazas blandas
6. Alesado de mordazas
7. Montar el tramo de material
8. Llamar el programa
9. Editar número de herramientas en el programa
10. Montaje de herramientas fijas
11. Montaje de herramientas motorizadas
12. Cambio de insertos en herramientas montadas
13. Compensar herramientas y tomar cero de pieza
14. Patronamiento de instrumentos de medición
15. Lanzamiento de primera pieza
16. Verificación de primera pieza
El equipo de expertos a partir de lo observado realiza el diagrama de proceso, que se muestra en
el Anexo 4 (Diagrama de proceso para el cambio de la referencia OIS-14-588), en este
documento se detallan cuáles son todas las actividades realizadas con su respectiva operación y
también se describe cada uno de los grupos de las actividades principales del proceso. De esta
manera se evidencia que existen 16 grupos y 96 actividades, las cuales tienen asignado un
tiempo de operación de 174 minutos y durante la observación ejecutada al operario de turno
(Total 3 operarios en 3 turnos), se registró una duración promedio estas actividades de 227,6
minutos, es decir, un 30,8% por encima de lo asignado; En la tabla 8, se muestra un resumen del
diagrama de proceso por grupo de actividades, realizados durante el proceso de cambio de la

55
referencia OIS-14-588 en la máquina LU25 permitiendo ver como las actividades que componen
estos grupos se identifica según sea operación, desplazamiento, inspección o espera.
Tabla 8. Resumen de las actividades realizadas durante el cambio descritas por grupos
No. Grupo de Actividad Cantidad de Actividades
Operación Desplazamiento Inspección Espera
I Asignación de la actividad y documentación 6 5 1 3
II Bajar mordazas montadas 12 3 - -
III Bajar bujes de empack 4 4 - 1
IV Montar bujes de empack 1 - -
V Montar mordazas blandas 3 1 -
VI Alesado de mordazas 9 5 1 1
VII Montar el tramo de material 2 - - -
VIII Llamar programa - 1 - -
IX Editar número de herramientas en el programa 5 - - -
X Montaje de herramientas fijas 3 3 - -
XI Montaje de herramientas motorizadas 3 3 - 1
XII Cambio de insertos en herramientas montadas 3 3 - 1
XIII Compensar herramientas y tomar de cero 1 - - -
XIV Patronamiento de instrumentos de medición 1 1 - -
XV Lanzamiento de primera pieza 2 - - -
XVI Verificación de primera pieza
2 1 -
Total de actividades 55 31 3 7
Fuente: elaboración propia
6.3.7 Diagrama de desplazamientos (espagueti)
En complemento, para representar y reconocer los desplazamientos generados durante el
seguimiento a la referencia OIS-14-588 en el torno LU25, se realiza un diagrama de espagueti,
permitiendo visualizar gráficamente los movimientos que realiza el operador durante un cambio
de referencia. Estos desplazamientos, correspondientes a la situación actual, se pueden observar
en la ilustración 20.

56
Ilustración 20. Diagrama de desplazamiento en la referencia OIS-14-588
Fuente: elaboración propia, a partir de plano suministrado por la empresa

57
En la tabla 9, se resumen los desplazamientos realizados en un proceso de producción promedio
de la referencia OIS-14-588.
Tabla 9. Desplazamientos actuales para la referencia OIS-14- 588 en el torno LU25
Destino (*) Cantidad de
Desplazamientos
Distancia del
Desplazamiento (m)
Total recorrido (m)
(Cantidad *
Distancia)
Tiempo (min)
Área de alistamientos 6 60 360 5.0
Escritorio supervisor 6 12 72 2.70
La máquina 11 6 30 4.40
Torno auxiliar en la celda 3 12 48 4.03
Mueble de herramientas
o punto de recolección 5 6 48
0,96
Total 31 96 558 17.09
Tiempo asignado para el cambio de la referencia (min) 174
Tiempo real reportado durante el cambio de la referencia (min) 227.6
Tiempo de variación total (min) 53,6
Porcentaje de participación de los desplazamientos en el tiempo de variación total 32%
(*) Los movimientos son siempre desde el torno LU25 establecido como base.
Fuente: elaboración propia
El tiempo asignado para la manufactura de la referencia es 174 minutos, sin embargo el tiempo
observado en proceso y su representación en el diagrama es de 227,6 minutos, representando una
variación negativa de 53,6 minutos, equivalente al 30,8%. De las variaciones mencionadas en la
referencia OIS-14-588 durante un cambio, el 32% corresponde a los desplazamientos, los cuales
representan 17,09 minutos.
6.3.8 Identificación y clasificación de las actividades (SMED)
Inicialmente se genera el listado de las actividades secuenciales de alistamiento efectuadas para la
referencia con la máquina detenida, donde se registra el tiempo de cada una y su clasificación en
actividades internas y externas según su participación en el proceso; la separación de las
actividades busca principalmente el traslado hacia actividades externas de acuerdo con los
principios de SMED, estudiando también la posibilidad de acortar el tiempo de ejecución de las
actividades internas. Inicialmente todas las operaciones se hallan mezcladas y se realizan como si
fuesen internas, por eso es tan importante la fase de identificación y separación, ver tabla 10.

58
Tabla 10. Clasificación de las actividades para el cambio de referencia OIS-14-588
Grupo
Actividad Descripción de la actividad
Actividad
Interna
Actividad
Externa
Tiempo
min. Total
I ASIGNACIÓN DE LA ACTIVIDAD Y DOCUMENTACION 26,8
1 Asignación a la orden de trabajo x 3
2 Desplazamiento al computador de reporte x 0,5
3 Reporte a la orden de trabajo x 0,3
4 Revisar documentación x 5
5 Se dirige al área de pre-alistamientos x 2
6 Solicita herramientas e instrumentos x 0,5
7 Solicita dispositivos x 0,5
8 Hace una espera x 3
9 Busca al supervisor aprobación del vale de herramientas x 1
10 Espera que el supervisor revise existencias y apruebe x 1
11 Se dirige al área de pre-alistamientos x 2
12 Hace una espera x 2
13 Recibe herramientas y dispositivos x 2
14 Se dirige al área de la máquina x 2
15 Ubica herramientas en el mueble de herramientas x 2
II BAJAR MORDAZAS MONTADAS 6,9
16 Busca herramientas de mano para bajar las mordazas. x 1,5
17 Se dirige a la máquina x 0,2
18 Utiliza llave allen de 12 mm x 0,5
19 Utiliza martillo de goma x 0,5
20 Desajusta tornillos (6 unid) x 1
21 Desmonta mordaza de la popa x 0,5
22 Lleva mordazas al banco de trabajo. x 0,2
23 Baja tornillos x 0,7
24 Utiliza cepillo con cerdas de acero x 0,3
25 Limpia estrías de las mordazas actuales x 0,3
26 Sopletear mordazas actuales x 0,3
27 Limpia tuercas de sujeción mordazas x 0,6
28 Recoge la herramienta utilizada x 0,1
29 Se dirige al mueble de herramientas x 0,2
30 Ubica herramientas en el mueble de herramientas x 0,1
III BAJAR BUJES DE EMPACK 3
31 Se desplaza a buscar el supervisor para previa autorización x 0,3
32
Se dirige al área de pre-alistamientos a recoger la barra de
extracción x 0,2
33 Espera la entrega x 0,5
34 Se dirige a la máquina x 0,2
35 Lleva la barra de extracción x 0
36 Usa la barra por la parte trasera del husillo extrae bujes x 0,5
37 Se dirige al mueble de herramienta x 0,1
38 Ubica bujes en el punto de recolección. x 0,2
39 Limpiar husillo con aire x 1
IV MONTAR BUJES DE EMPACK 3
40 Introduce 3 bujes de empack al husillo x 3
V MONTAR MORDAZAS BLANDAS 3,5
41 Se dirige a la máquina x 0,2
42 Limpiar mordazas y estrías de la copa x 0,5
43 Inserta 6 tornillos y 6 tuercas para las mordazas x 2
44 Hace el montaje de las 3 mordazas x 0,8

59
Clasificación de las actividades para el cambio de referencia OIS-14-588 (Continuación)
Grupo
Actividad Descripción de la actividad
Actividad
Interna
Actividad
Externa
Tiempo
min. Total
VI ALESADO DE MORDAZAS 23,2
45 Se desplaza a buscar el supervisor para previa autorización x 0,3
46 Se dirige al área de pre alistamientos x 0,4
47 Solicita anillos para rectificado y barra de alesado x 0,1
48 Hace una espera x 0,6
49 Se dirige a la máquina x 0,2
50 Procede con el alesado x 4,5
51 Hace el montaje de la barra utiliza buje de 1" x 4
52 Coloca límites de desplazamiento a la torreta x 1
53 Inserta anillo para rectificado x 1
54 Realiza un alesado manual x 5
55 Verifica circular run out x 3
56 Baja la barra de alesado utilizada x 2
57 Se dirige al mueble de herramientas x 0,2
58 Ubica en el punto de recolección. x 0,7
59 Se dirige a la máquina x 0,2
60 Continua con el montaje x 0,8
VII MOTAR EL TRAMO DE MATERIAL 1,2
61 Ajusta la presión de las mordazas x 0,2
62 Verifica circular run out x 1
VIII LLAMAR PROGRAMA 0,1
63 Se dirige al tablero de programación x 0,1
IX EDITAR HERRAMIENTAS EN EL PROGRAMA 5,9
X MONTAJE DE HERRAMIENTAS FIJAS 40
64 Se dirige a la máquina x 0,2
65 Desmonta herramientas que no necesita x 7
66 Se dirige al mueble de herramientas x 0,2
67 Ubica en el punto de recolección. x 0,5
68 Toma herramientas nuevas x 0,1
69 Se dirige a la máquina x 0,2
70 Realiza montaje de herramientas nuevas x 30
71 Se ajustan las longitudes de acuerdo a la necesidad x 2
XI MONTAJE DE HERRAMIENTAS MOTORIZADAS 39
72 Se desplaza a buscar el supervisor para previa autorización x 0,3
73 Se dirige al área de pre-alistamientos x 0,2
74 Solicita extensiones, boquillas y herramienta de sujeción x 0,2
75 Espera la entrega x 0,5
76 Se dirige a la máquina x 0,3
77 Inicia montaje y alineación de dos portaherramientas radiales. x 33
78 Se montan las herramientas x 4,5
XII CAMBIO DE INSERTOS EN HERRAMIENTAS MONTADAS 5
79 Baja insertos viejos o utilizados en malas condiciones x 2
80 Se desplaza a buscar el supervisor para previa autorización x 0,3
81 Se dirige al área de pre-alistamientos x 0,2
82 Solicita cambio de insertos viejos por insertos nuevos x 0,1
83 Espera la entrega x 0,2
84 Se dirige a la máquina x 0,2
85 Montar insertos en condiciones de uso x 2

60
Clasificación de las actividades para el cambio de referencia OIS-14-588 (Continuación)
Grupo
Actividad Descripción de la actividad
Actividad
Interna
Actividad
Externa
Tiempo
min. Total
XIII COMPENSAR HERRAMIENTAS Y TOMAR DE CERO 16
86 Se compensan 12 herramientas x 12
87 Toma de cero en la torreta a "A" x 2
88 Toma de cero en la torreta a "B" x 2
XIV PATRONAMIENTO DE INSTRUMENTOS DE MEDICIÓN 15
89 Se buscan instrumentos de medición faltantes x 3
90 Se patrona los instrumentos de medición x 12
XV LANZAMIENTO DE PRIMERA PIEZA 15
91 Se inicia lanzamiento paso a paso x 15
XVI VERIFICACIÓN DE PRIMERA PIEZA 24
92 Se desplaza a buscar el supervisor para previa autorización x 0,5
93 Se hace verificación x 10
94 Se dirige a la máquina x 0,5
95 Se hacen los ajustes necesarios x 6
96 Se aprueba y se continúa con el proceso. x 7
TIEMPO TOTAL DEL CAMBIO DE REFERENCIA (minutos) 227,6
TIEMPO ASIGNADO PARA EL CAMBIO DE REFERENCIA (minutos) 174
VARIACION DE TIEMPO (minutos) 53,6
PORCENTAJE DE VARIACIÓN 30.8%
Fuente: elaboración propia, a partir de datos obtenidos en el proceso
Se puede apreciar que el alistamiento cuenta con actividades que se pueden realizar mientras la
máquina está en funcionamiento y que actualmente se hacen con la máquina detenida entre ellos
está toda la preparación de elementos de sujeción. (Mordazas, dados de sujeción, tornillos, bujes,
extensiones boquillas entre otras); de acuerdo con este registro de las actividades, el tiempo de
operación total fue de 227,6 minutos, equivalente a 3,8 horas; el tiempo asignado para el
alistamiento de esta referencia es de 2,93 horas, lo que equivale a una desviación del tiempo de
alistamiento del 30.8%.
6.3.9 Lluvia de ideas
Teniendo en cuenta que con la revisión de datos, reportes, instructivos y seguimiento al proceso
de cambio de referencia no se llegó a la determinación de las causas raíces, se acordó hacer una
lluvia de ideas, con el propósito de confrontar con los especialistas y el personal operativo de la
celda revisar los datos obtenidos y de esta manera llegar a las causas que están generando las
variaciones de tiempo en las actividades de cambio de referencia de la celda de torno, esta
actividad fue desarrollada durante tres horas, el facilitador de la reunión fue el coordinador de

61
manufactura de partes y de la cual se constata su realización según el Anexo 5 (Registro de
asistencia para la lluvia de ideas); los participantes son operarios de torno, programadores de
torno, supervisores de manufactura de partes y autores del presente trabajo; todos los
participantes de la reunión participaron activamente durante la generación de ideas, la recolección
fue llevada a cabo mediante el uso de una pizarra de modo que el equipo pudiera visualizarlas
fácilmente para posteriormente proceder con la aclaración de las ideas y tratar de que cada
integrante del equipo las entienda tal como han sido formuladas; ver resultados que se presentan
en la tabla 11.
Tabla 11. Resultado de la lluvia de ideas
No Causas
1 Alistamiento incorrecto de herramientas, dispositivos e instrumentos de medición
2 Desorden en el sitio de trabajo
3 Fallos de máquina
4 No existen instructivos o procedimientos para la ejecución del cambio
5 No hay una ubicación definida para los elementos y accesorios de la máquina
6 Falta de señalización en las estanterías para herramientas
7 Tiempos muertos en la búsqueda y preparación de accesorios para las herramientas motorizadas y fijas
8 Se presentan desplazamientos innecesarios durante el cambio
9 No hay lista de herramientas de mano para la realización de los cambios
10 No se realiza control sobre los tiempos de cambio
11 Se presenta alta rotación de personal
12 Se generan errores por factores humanos
13 Las actividades del cambio de referencia están mal distribuidas
14 Se presentan tiempos muertos por la falta de disponibilidad de herramientas
15 Se invierten altos tiempos en la preparación de herramientas con la máquina detenida
16 Espacio mal utilizado en la zona de trabajo
17 Las herramientas que se utilizan con mayor frecuencias se encuentran retiradas de la máquina
Fuente: elaboración propia, a partir de la lluvia de ideas
6.3.10 Diagrama causa - efecto
Finalmente con el fin de representar gráficamente las posibles causas, se condensa la información
en un diagrama de Ishikawa, ver ilustración 21.

62
Ilustración 21. Diagrama de Ishikawa
Fuente: elaboración propia a partir de los resultados de la lluvia de ideas
Se generan errores por
factores humanos
Las actividades del
cambio de referencia
están mal distribuidas
Se presenta alta rotación
de personal
Fallos de máquina No se realiza
control sobre los
tiempos de
cambio
Por la falta de
disponibilidad de
herramientas se
presentan tiempos
muertos
Desorden en el sitio de trabajo
No hay una ubicación definida para
los elementos y accesorios de la
máquina
Falta de señalización en las estanterías
para herramientas
Espacio mal utilizado en la zona de
trabajo
Las herramientas que se utilizan con
mayor frecuencias se encuentran
retiradas de la máquina
Alistamiento incorrecto de
herramientas, dispositivos e
instrumentos de medición
No existen instructivos para la
ejecución del cambio.
Tiempos muertos en la búsqueda y
preparación de accesorios para las
herramientas motorizadas y fijas
Se invierten altos tiempos en la
preparación de herramientas con la
máquina detenida
Se presentan desplazamientos
innecesarios durante el cambio
No hay lista de herramientas de mano
para la realizar cambios TIEMPOS
DE CAMBIO DE
REFERENCIA
MÉTODO MÁQUINA MEDICIÓN
MEDIO AMBIENTE
AMBIEENTEMATE
MANO DE OBRA MATERIALES

63
A partir de los resultados encontrados durante la lluvia de ideas, se procede con la priorización de
las posibles causas, en búsqueda de las causas raíces. Ver tabla 12.
Tabla 12. Priorización de posibles causas
1: No impacta. 3: impacto mínimo. 5: impacto medio. 7: impacto significativo. 10: impacto total.
Causas
Efecto
Variación en los tiempos de cambio
Tello Salcedo Ruiz Arroyave Viveros Total Prioridad
Se invierten altos tiempos en la preparación de
herramientas con la máquina detenida 10 10 10 10 10 50 1
Tiempos muertos en la búsqueda y preparación de
accesorios para las herramientas motorizadas y fijas 10 7 10 10 10 47 2
Se generan errores por factores humanos 10 10 10 7 7 44 3
Alistamiento incorrecto de herramientas,
dispositivos e instrumentos de medición 7 10 7 7 7 38 4
No existen instructivos o procedimientos para la
ejecución del cambio 10 5 7 7 7 36 5
Las herramientas que se utilizan con mayor
frecuencias se encuentran retiradas de la máquina 7 7 7 7 7 35 6
Espacio mal utilizado en la zona de trabajo 7 7 7 7 7 35 7
Las actividades del cambio de referencia están mal
distribuidas 7 5 7 7 7 33 8
No hay una ubicación definida para los elementos
y accesorios de la máquina 7 7 5 3 10 32 9
Desorden en el sitio de trabajo 7 10 3 5 5 30 10
Falta de señalización en las estanterías para
herramientas 7 7 5 5 5 29 11
Se presentan desplazamientos innecesarios durante
el cambio 5 5 5 5 5 25 12
No hay lista de herramientas de mano para la
realización de los cambios 3 5 5 7 5 25 13
No se realiza control sobre los tiempos de cambio 5 7 3 7 3 25 14
Se presentan tiempos muertos por la falta de
disponibilidad de herramientas 3 5 3 5 5 21 15
Se presenta alta rotación de personal 3 3 3 3 1 13 16
Fallos de máquina 1 1 3 1 3 9 17
Fuente: elaboración propia
En la priorización elaborada por el personal relacionado con el proceso (operadores,
programadores y alistadores) a las 17 posibles causas, se puede evidenciar que, 3 causas
presentaron una calificación mayor a 40 puntos, 7 causas entre 30 y 40 puntos y 7 presentan una
calificación menor a 30 puntos; con el fin de establecer las causas raíces se decide emplear una
técnica sistemática (cinco ¿Por qué?) adicional a las causas consideradas más importantes y que
obtuvieron una puntuación mayor a 40, ver tabla 13.

64
Tabla 13. Cinco ¿por qué?
Posible causa ¿Por qué? ¿Por qué? ¿Por qué? ¿Por qué? ¿Por qué? Causa Raíz
Se invierten
altos tiempos en
la preparación
de herramientas
con la máquina
detenida
No se han
caracterizado las
actividades internas y
las externas del
proceso
No se hace
seguimiento a las
actividades realizadas
durante el cambio de
referencia
No se realiza control
sobre los tiempos de
cambio
Falta de
estandarización del
proceso
No se tienen
procedimientos
que describan las
actividades paso a
paso del cambio de
referencia
Falta de
procedimientos
para el cambio de
referencia
Tiempos muertos
en la búsqueda y
preparación de
accesorios para las
herramientas
motorizadas y
fijas
La preparación de las
herramientas toma la
mayor parte del
tiempo de
alistamiento
El operario invierte
mucho tiempo en
búsqueda de los
elementos utilizados en
el proceso
Hay exceso de
desplazamientos
durante las
actividades de cambio
No hay una área de
herramientas e
insumos cerca de la
máquina
La distribución de
las áreas de trabajo
no es la adecuada
Mala distribución
de las áreas de
trabajo
Se generan
errores por
factores
humanos
Se presenta dificultad
para interpretar la
documentación
asociada a los
cambios de
referencia.
Los operadores no
poseen el conocimiento
necesario para realizar
el cambio de referencia
Su formación no es la
adecuada
No se realizan
capacitaciones al
personal sobre el
proceso de cambio
Falta de
capacitación del
personal operativo
Fuente: elaboración propia

65
6.4 CARACTERIZACIÓN DE LA SITUACION ACTUAL
Recogiendo la información referente a las causas probables después del análisis posterior a la
recolección de datos vía lluvia de ideas con el grupo de expertos y reconociendo la importancia
que tiene la variación de los tiempos de cambio de referencia, se establece entonces que en la
actualidad la empresa en términos generales no ha definido en forma clara las funciones, no
cuenta con las herramientas adecuadas para realizar el cambio de referencia, no se han definido
las condiciones propias de orden y aseo, bajo un marco estandarizado de proceso. Las causas
raíces entonces se pueden resumir en:
Falta de procedimientos para el cambio de referencia: no existe documento que describa paso
a paso las actividades realizadas durante el cambio de referencia
Mala distribución de las áreas de trabajo de trabajo: es decir, tanto los espacios comunes de
las zonas de trabajo, como el espacio puntual donde se realizan las actividades de
transformación de producto poseen desorden, zonas sin aseo permanente; no solo
incomodando el desarrollo de las actividades, sino también estableciendo un riesgo de
seguridad industrial
Falta de capacitación: los operadores presentan dudas en el momento de ejecutar las
actividades, esta condición obliga al operador a detener el proceso o generar errores por
factores humanos
6.5 PRIORIZACIÓN DE LAS OPORTUNIDADES DE MEJORA
Las principales propuestas de mejora se establecen en la medida en que propendan por la
reducción de los tiempos de cambio de las referencias, visualizado en la métrica de variación de
los tiempos de cambio (relación de la diferencia de los tiempos reales y los tiempos asignados
sobre los tiempos asignados).
De esta manera, el plan de acción que se diseña prioriza la aplicación de las herramientas SMED
Y 5´S las cuales permitirán establecer un ambiente de proceso bajo control y que incluya
condiciones y recursos apropiados para la ejecución de las actividades.

66
6.6 PLAN DE ACCIÓN DE MEJORA BASADO EN LAS HERRAMIENTAS SMED Y 5´S
Tabla 14. Listado de actividades a desarrollar para el plan de acción
Causa raíz Actividad propuesta Objetivo Responsable Fecha
estimada
Recursos Costo
aproximado Técnicos Humanos
Falta de
procedimientos
para la operación
de cambio de
referencia.
Desarrollo de la
metodología Smed
(observar, filmar,
conversión de
actividades, refinar y
estandarizar).
Estandarizar mediante la
creación de un
procedimiento las
actividades realizadas en
el cambio de referencia.
Coordinador de
manufactura de partes
y supervisores.
Oct 2015
Computador,
cámara
fotográfica.
Autores del
trabajo de
grado
Analista de
calidad.
$1.183.000
Mala distribución
de las áreas de
trabajo
Implementación de la
metodología 5’s
(clasificar, ordenar,
limpiar, estandarizar
y mantener la
disciplina)
Reducir los tiempos de
desplazamientos en el
área de trabajo,
estableciendo además
mejores prácticas en la
realización en las labores
de cambio de referencia y
enfocándose en la
disposición de las
herramientas y elementos
utilizados en el proceso.
Supervisores de
manufactura de partes Nov 2015
Cámara
fotográfica,
elementos de
aseo
2 Operadores
de torno
2 personas de
limpieza
1 supervisor de
manufactura de
partes
$550.000
Falta de
capacitación del
personal operativo
Sensibilización en los
procesos de
alistamientos y de
estandarización de los
procesos del área de
manufactura de partes
Generar espacios de
sensibilización para que
los operarios afiancen sus
conocimientos en el
proceso productivo
Coordinador de
manufactura de partes Ene 2016
Computador
portátil,
Video vean,
sala de
capacitaciones
de la empresa,
refrigerios.
Todos los
operadores de
la celda de
tornos
$ 1.350.000
Total $3´083.000
Fuente: elaboración propia

67
A partir de la identificación de las causas raíces relacionadas con la variación de los tiempos de
cambio de referencia se establece un plan de acción general que aplica las herramientas SMED y
5’S. Los criterios de este plan de acción se soportaron en la teoría, la experiencia de los
participantes y la metodología definida en el presente trabajo de grado; este plan de acción
establece además una estimación en los tiempos de ejecución y el costo aproximado en la
ejecución de las actividades propuestas, así como los responsables de su implementación y los
recursos empleados en la misma.
6.7 DESARROLLO DE LA PROPUESTA
El plan de acción está definido con el fin de atacar las principales causas identificadas que
afectan los tiempos de cambio de referencia.
Las principales causas identificadas son: falta de procedimientos para la ejecución de los cambios
de referencia, la mala distribución de las áreas de trabajo y la falta de capacitación del personal
operativo, de esta manera se relaciona a continuación como se procede con el fin de alcanzar cada
uno de los objetivos buscados al corregir las causas mencionadas, identificando el plan a seguir,
la metodología empleada y el fin buscado.
6.7.1 Creación de un procedimiento basado en metodología SMED para estandarizar las
actividades de cambio de referencia.
La primera causa identificada es la falta de procedimientos para la operación de cambio de
referencia relacionada con la carencia de instructivos para la realización de los cambios de
referencia.
El plan de acción en este primer punto establece la creación de un procedimiento para la
realización del proceso de cambio de referencia con el fin de definir clara y detalladamente las
actividades que deben realizarse para reducir las variaciones en los tiempos ejecutados durante su
realización.
La creación de estos procedimientos responde entonces a la ejecución sistematizada de la
herramienta SMED.

68
De esta manera, se ejecutarán las siguientes actividades para llevar a cabo esta parte del plan de
acción:
a. Identificación de actividades: se ejecutan las fases Observar y Filmar de la metodología
SMED con el objetivo de conocer detalladamente el proceso y su consiguiente secuencia
en las actividades ejecutadas.
b. Clasificación de actividades: de acuerdo con la metodología SMED se busca en esta
instancia separar las actividades que se pueden realizar con la máquina en marcha
(actividades externas) de las que no (actividades internas).
c. Conversión de actividades internas en externas: en esta parte se busca establecer la mayor
cantidad de actividades cuya ejecución sea cuando la máquina se encuentre en operación.
Se cuenta con la ayuda del grupo de expertos y se busca la reducción de los tiempos de
cambio.
d. Propuesta de mejoramiento de las condiciones de operación: utilizando la metodología
5’S, se clasifican las herramientas o instrumentos que soportan y se revisan las
condiciones generales del espacio de trabajo donde se ejecuta el proceso de cambio de
referencia, con el fin de mejorar las condiciones de trabajo y contribuir a la reducción de
los tiempos muertos generados.
e. Propuesta de mejoramiento adicional: se revisan posibles mejoramientos adicionales en
los modos de trabajo y en la ejecución de las actividades en el proceso de cambio de
referencia.
f. Permanencia de la mejora: con el fin de mantener la mejora en las variaciones en los
tiempos de cambio se establece el procedimiento con la definición de la estandarización
de la operación de cambio de referencia y se plantean además, labores de seguimiento y
monitoreo a su ejecución.
6.7.2 Rediseño del área de trabajo
La segunda causa identificada es la mala distribución de las áreas de trabajo relacionada con las
condiciones generales del sitio donde se ejecuta el proceso de cambio de referencia; el plan de
acción en este punto es el rediseño de las condiciones de operación del proceso de cambio de

69
referencia con el fin de reducir los desplazamientos innecesarios de los operarios encargados y
por ende impactar en las variaciones de los tiempos de cambio.
Esta causa es atacada con el empleo de las herramientas SMED y 5’S e incluyen las siguientes
actividades:
a. Propuesta de mejoramiento de las condiciones de operación: utilizando la metodología
5’S, se clasifican las herramientas o instrumentos que soportan y se revisan las
condiciones generales del espacio de trabajo donde se ejecuta el proceso de cambio de
referencia, con el fin de mejorar las condiciones de trabajo y contribuir a la reducción de
los tiempos muertos generados. Esto incluye establecer las condiciones de limpieza del
espacio donde se ejecuta el proceso.
b. Medición de los desplazamientos: se identifican los desplazamientos realizados por los
operarios durante los cambios de referencia y se plantean reducciones a estos, redundando
en los tiempos de cambio de la referencia.
c. Permanencia de la mejora: con el fin de mantener la mejora en las variaciones en los
tiempos de cambio se incluye lo propuesto en los literales a y b en el procedimiento con la
definición de la estandarización de la operación de cambio de referencia y se plantean
además, labores de seguimiento y monitoreo a su ejecución.
6.7.3 Capacitación al personal operativo
La última causa identificada es la falta de capacitación del personal operativo relacionada con el
nivel de entrenamiento con el que cuentan los operarios y personal involucrado con el cambio de
las referencias.
El plan de acción en este punto es la formulación y diseño de una campaña de sensibilización al
personal operativo acerca de las actividades y procedimientos de cambio de referencia con el fin
de mantener en el tiempo las buenas prácticas favoreciendo la reducción de las variaciones de los
tiempos de cambio en el largo plazo.

70
Se incluyen las siguientes actividades:
a. Creación de un plan de sensibilización: se estructura un plan de sensibilización en los
procesos de inducción y reinducción en los procesos de alistamiento y de estandarización
de los procesos del área de manufactura de partes que incluya el proceso de cambio de
referencia y el mantenimiento de las condiciones del sitio de trabajo durante su desarrollo.
b. Permanencia de la mejora: con el fin de mantener la mejora en las variaciones en los
tiempos de cambio se establecen labores de seguimiento y monitoreo a su ejecución.
6.8 IMPLEMENTACIÓN
Para la implementación del plan de acción se define que el grupo de expertos sea conformado por
el coordinador del área de manufactura, supervisores, operarios líderes y personal de apoyo,
quienes se encargan, entre otras funciones, de definir los roles y responsabilidades de las
personas involucradas en el desarrollo de las etapas del plan de acción, tales como jefes y
operarios de cada máquina. Se da inicio a la implementación en el mes de septiembre del año
2015. La implementación se define según el plan de acción explicado en el literal anterior, es
decir, realizando las acciones que eliminen las principales causas ya identificadas.
6.8.1 Creación de un procedimiento basado en metodología SMED para estandarizar las
actividades de cambio de referencia.
La implementación de las actividades que permitan la creación de un procedimiento para
estandarizar los cambios de referencia dando solución a la primera causa identificada es la
siguiente:
6.8.1.1 Identificación de actividades.
Esta primera parte de la implementación emplea las fases Observar y Filmar de la metodología
SMED con el objetivo de conocer detalladamente el proceso y su consiguiente secuencia en las

71
actividades ejecutadas y fue mencionada en detalle en el apartado 6.3 correspondiente al
diagnóstico de la situación actual.
En resumen se evidenció que el proceso de cambio de referencia se compone de 96 actividades
clasificadas en 16 grupos de actividades cuya ejecución está por encima del tiempo programado
en un 30,8%.
Estas actividades a su vez se clasificaron mediante el uso de un diagrama de proceso en
operación, desplazamiento, inspección y espera; donde 31 de las 96 actividades (56%)
corresponden a desplazamientos y estos representan el 32% del tiempo de variación en los
cambios de referencia.
6.8.1.2 Clasificación de actividades
De acuerdo con la metodología SMED, se realiza una revisión de las actividades durante el
proceso de cambio de referencia y se establece cuales se realizan con la máquina detenida y
cuales con la máquina en movimiento. De esta manera se evidencia que la totalidad de las 96
actividades se clasifican como interna.
Esta primera clasificación, que hace parte del literal 6.3 del presente documento muestra también
que existe un potencial de mejora en labores relacionadas principalmente con los elementos de
sujeción.
6.8.1.3 Conversión de actividades internas en externas (SMED)
La conversión de actividades internas en externas tiene como fin principal la reducción de los
tiempos de cambios de referencia; con la ayuda del grupo de expertos se procede a realizar una
conversión de las actividades ya identificadas, tal como lo propone la herramienta SMED. Ver
tabla 15.

72
Tabla 15. Conversión de actividades para el cambio de referencia OIS-14-588
Grupo
Actividad Descripción de la actividad
Actividad
Interna
Actividad
Externa
Tiempo
min. Total
I ASIGNACIÓN DE LA ACTIVIDAD Y DOCUMENTACION 26,8
1 Asignación a la orden de trabajo x 3
2 Desplazamiento al computador de reporte x 0,5
3 Reporte a la orden de trabajo x 0,3
4 Revisar documentación x 5
5 Se dirige al área de pre-alistamientos x 2
6 Solicita herramientas e instrumentos x 0,5
7 Solicita dispositivos x 0,5
8 Hace una espera x 3
9 Busca al supervisor aprobación del vale de herramientas x 1
10 Espera que el supervisor revise existencias y apruebe x 1
11 Se dirige al área de pre-alistamientos x 2
12 Hace una espera x 2
13 Recibe herramientas y dispositivos x 2
14 Se dirige al área de la máquina x 2
15 Ubica herramientas en el mueble de herramientas x 2
II BAJAR MORDAZAS MONTADAS 6,9
16 Busca herramientas de mano para bajar las mordazas. x 1,5
17 Se dirige a la máquina x 0,2
18 Utiliza llave allen de 12 mm x 0,5
19 Utiliza martillo de goma x 0,5
20 Desajusta tornillos (6 unid) x 1
21 Desmonta mordaza de la popa x 0,5
22 Lleva mordazas al banco de trabajo. x 0,2
23 Baja tornillos x 0,7
24 Utiliza cepillo con cerdas de acero x 0,3
25 Limpia estrías de las mordazas actuales x 0,3
26 Sopletear mordazas actuales x 0,3
27 Limpia tuercas de sujeción mordazas x 0,6
28 Recoge la herramienta utilizada x 0,1
29 Se dirige al mueble de herramientas x 0,2
30 Ubica herramientas en el mueble de herramientas x 0,1
III BAJAR BUJES DE EMPACK 3
31 Se desplaza a buscar el supervisor para previa autorización x 0,3
32
Se dirige al área de pre-alistamientos a recoger la barra de
extracción x 0,2
33 Espera la entrega x 0,5
34 Se dirige a la máquina x 0,2
35 Lleva la barra de extracción x 0
36 Usa la barra por la parte trasera del husillo extrae bujes x 0,5
37 Se dirige al mueble de herramienta x 0,1
38 Ubica bujes en el punto de recolección. x 0,2
39 Limpiar husillo con aire x 1
IV MONTAR BUJES DE EMPACK 3
40 Introduce 3 bujes de empack al husillo x 3
V MONTAR MORDAZAS BLANDAS 3,5
41 Se dirige a la máquina x 0,2
42 Limpiar mordazas y estrías de la copa x 0,5
43 Inserta 6 tornillos y 6 tuercas para las mordazas x 2
44 Hace el montaje de las 3 mordazas x 0,8

73
Conversión de actividades para la referencia OIS-14-588 (continuación)
Grupo
Actividad Descripción de la actividad
Actividad
Interna
Actividad
Externa
Tiemp
o min.
Tota
l
VI ALESADO DE MORDAZAS 18,1
45 Se desplaza a buscar el supervisor para previa autorización x 0,3
46 Se dirige al área de pre alistamientos x 0
47 Solicita anillos para rectificado y barra de alesado x 0
48 Hace una espera x 0
49 Se dirige a la máquina x 0,2
50 Procede con el alesado x 4,5
51 Hace el montaje de la barra utiliza buje de 1" x 0
52 Coloca límites de desplazamiento a la torreta x 1
53 Inserta anillo para rectificado x 1
54 Realiza un alesado manual x 5
55 Verifica circular run out x 3
56 Baja la barra de alesado utilizada x 2
57 Se dirige al mueble de herramientas x 0,2
58 Ubica en el punto de recolección. x 0,7
59 Se dirige a la máquina x 0,2
60 Continua con el montaje x 0,8
VII MOTAR EL TRAMO DE MATERIAL 1,2
61 Ajusta la presión de las mordazas x 0,2
62 Verifica circular run out x 1
VIII LLAMAR PROGRAMA 0,1
63 Se dirige al tablero de programación x 0,1
IX EDITAR NUMERO DE HERRAMIENTAS EN EL PROGRAMA 5,9
X MONTAJE DE HERRAMIENTAS FIJAS 39,1
64 Se dirige a la máquina x 0
65 Desmonta herramientas que no necesita x 7
66 Se dirige al mueble de herramientas x 0
67 Ubica en el punto de recolección. x 0
68 Toma herramientas nuevas x 0,1
69 Se dirige a la máquina x 0
70 Realiza montaje de herramientas nuevas x 30
71 Se ajustan las longitudes de acuerdo a la necesidad x 2
XI MONTAJE DE HERRAMIENTAS MOTORIZADAS 37,5
72 Se desplaza a buscar el supervisor para previa autorización x 0
73 Se dirige al área de pre-alistamientos x 0
74 Solicita extensiones, boquillas y herramienta de sujeción x 0
75 Espera la entrega x 0
76 Se dirige a la máquina x 0
77 Inicia montaje y alineación de dos portaherramientas radiales. x 33
78 Se montan las herramientas x 4,5
XII CAMBIO DE INSERTOS EN HERRAMIENTAS MONTADAS 0,3
79 Baja insertos viejos o utilizados en malas condiciones x 0
80 Se desplaza a buscar el supervisor para previa autorización x 0,3
81 Se dirige al área de pre-alistamientos x 0
82 Solicita cambio de insertos viejos por nuevos x 0
83 Espera la entrega x 0
84 Se dirige a la máquina x 0
85 Montan insertos en condiciones de uso x 0
XIII COMPENSAR HERRAMIENTAS Y TOMAR DE CERO 16
86 Se compensan 12 herramientas x 12
87 Toma de cero en la torreta a "A" x 2
88 Toma de cero en la torreta a "B" x 2
XIV PATRONAMIENTO DE INSTRUMENTOS DE MEDICIÓN 12
89 Se buscan instrumentos de medición faltantes x 0
90 Se patronan los instrumentos de medición x 12

74
Conversión de actividades para la referencia OIS-14-588 (continuación)
Grupo
Actividad Descripción de la actividad
Actividad
Interna
Actividad
Externa
Tiempo
min. Total
XV LANZAMIENTO DE PRIMERA PIEZA 15
91 Se inicia lanzamiento paso a paso x 15
XVI VERIFICACIÓN DE PRIMERA PIEZA 13
92 Se desplaza a buscar el supervisor para previa autorización x 0
93 Se hace verificación x 0
94 Se dirige a la máquina x 0
95 Se hacen los ajustes necesarios x 6
96 Se aprueba y se continúa con el proceso. x 7
TIEMPO TOTAL PARA EL CAMBIO DE REFERENCIA (minutos) 201,4
TIEMPO ASIGNADO PARA EL CAMBIO DE REFERENCIA (minutos) 174
VARIACIÓN DE TIEMPO 27,4
PORCENTAJE DE VARIACIÓN 15,7%
Fuente: elaboración propia, a partir de datos obtenidos en el proceso
Con base en los resultados obtenidos de los tiempos de alistamiento en la situación actual y
después de la conversión de las actividades se puede obtener una mejora en el tiempo de
alistamiento del 15.13%, es decir que el tiempo de cambio se reduce de 227.6 min a 201.4 min
ver tabla 16. Es válido mencionar que durante el desarrollo del presente trabajo se generará
oportunidades de mejora en la conversión de actividades de los grupos I y II por ejemplo la
reubicación del equipo de cómputo en una zona más cercana para la asignación y reporte de
tiempos a una orden de trabajo y controles visuales de alarma para las etapas del proceso, esto
por mencionar solo algunas posibilidades.
Tabla 16. Resumen de conversión de actividades internas a externas
SEGUIMIENTO AL CAMBIO DE REFERENCIA OIS-14-588
Descripción Situación Inicial Conversión de actividades
Actividad interna 96 72
Actividad externa 0 24
Tiempo actual total (min) 227,6 201,6
Tiempo asignado (min) 174 174
Variación de tiempo (min) 53.6 27,4
Porcentaje de variación 30.8% 15,7%
Fuente: elaboración propia, a partir de información suministrada por la empresa.

75
6.8.1.4 Propuesta de mejoramiento de las condiciones de operación
Esta parte de la propuesta involucra la aplicación de la metodología 5’s y sus etapas principales,
de esta manera se muestra como se aplica esta metodología con el fin de mejorar las condiciones
de operación y en general del área de trabajo.
Clasificar (5’s): Se hace con el fin de retirar todos los elementos del lugar de trabajo que no son
necesarios y mantener los necesarios para realizar el cambio de referencia, también mejora las
condiciones del lugar de trabajo, liberando espacio y reduciendo el tiempo necesario para
acceder a las herramientas; en la jornada de clasificación los operarios analizaron la celda de
trabajo y los elementos utilizados para realizar el proceso fueron clasificados en necesarios e
innecesarios. En la tabla 17 se muestra la clasificación de las herramientas o instrumentos
necesarios e innecesarios para la ejecución del cambio de referencia, a partir de la observación
realizada.
Tabla 17. Clasificación de herramientas o instrumentos encontrados en la celda de torno
Elementos Necesario Innecesario
Alicate x
Nivel x
Elementos de protección personal (desechados) x
Escuadra x
Cepillo con cerdas de acero x
Bisturí x
Copa Ratchet x
Destornillador x
Espátula x
Flexómetro x
Botadores x
Grasera x
Punzón x
Juego de boquillas ER32 selladas x
Juego de boquillas ER32 Abiertas x
Corta Frio x
Juego de boquillas ER40 selladas x
Juego de boquillas ER40 Abiertas x
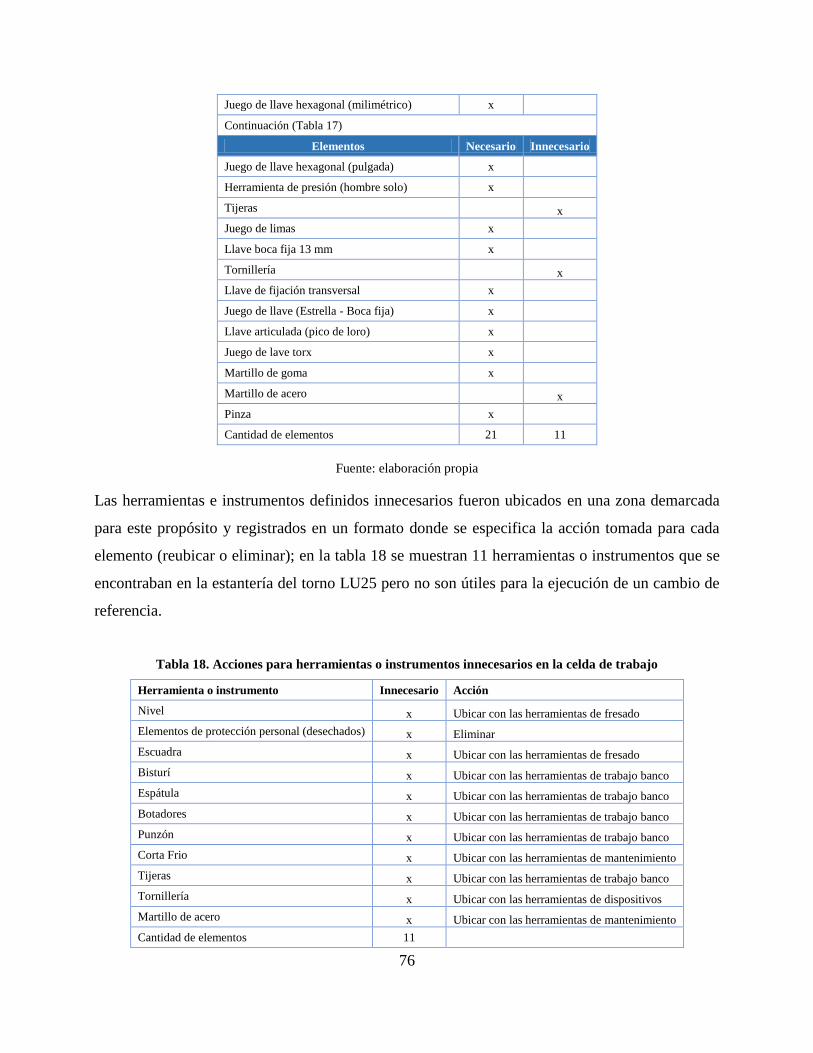
76
Juego de llave hexagonal (milimétrico) x
Continuación (Tabla 17)
Elementos Necesario Innecesario
Juego de llave hexagonal (pulgada) x
Herramienta de presión (hombre solo) x
Tijeras x
Juego de limas x
Llave boca fija 13 mm x
Tornillería x
Llave de fijación transversal x
Juego de llave (Estrella - Boca fija) x
Llave articulada (pico de loro) x
Juego de lave torx x
Martillo de goma x
Martillo de acero x
Pinza x
Cantidad de elementos 21 11
Fuente: elaboración propia
Las herramientas e instrumentos definidos innecesarios fueron ubicados en una zona demarcada
para este propósito y registrados en un formato donde se especifica la acción tomada para cada
elemento (reubicar o eliminar); en la tabla 18 se muestran 11 herramientas o instrumentos que se
encontraban en la estantería del torno LU25 pero no son útiles para la ejecución de un cambio de
referencia.
Tabla 18. Acciones para herramientas o instrumentos innecesarios en la celda de trabajo
Herramienta o instrumento Innecesario Acción
Nivel x Ubicar con las herramientas de fresado
Elementos de protección personal (desechados) x Eliminar
Escuadra x Ubicar con las herramientas de fresado
Bisturí x Ubicar con las herramientas de trabajo banco
Espátula x Ubicar con las herramientas de trabajo banco
Botadores x Ubicar con las herramientas de trabajo banco
Punzón x Ubicar con las herramientas de trabajo banco
Corta Frio x Ubicar con las herramientas de mantenimiento
Tijeras x Ubicar con las herramientas de trabajo banco
Tornillería x Ubicar con las herramientas de dispositivos
Martillo de acero x Ubicar con las herramientas de mantenimiento
Cantidad de elementos 11

77
Fuente: elaboración propia.
En la ilustración 22 se presenta el registro fotográfico de la etapa clasificar.
Ilustración 22. Registro de herramientas o instrumentos necesarios e innecesarios
Fuente: elaboración propia.
Ordenar y limpiar: teniendo en cuenta la clasificación de los elementos necesarios, los operarios
de la celda de torno realizan las etapas de ordenar y limpiar; se hace con el objetivo de ubicar
aquellos elementos que son considerados necesarios, identificándolos para reducir el tiempo de
búsqueda y facilitar su retorno al sitio cada vez que sean utilizados; limpiar se hace con el
propósito de conservar limpias las zonas, los equipos y elementos utilizados en el proceso. De
igual manera se realiza la medición de la frecuencia de uso de dichas herramientas e
instrumentos, la que consideró una clasificación según su uso, así: en cada momento, varias veces
al día, algunas veces en la semana, y según esta clasificación se decide asignar un espacio más
cercano a la máquina para la ubicación de los elementos que se utilizan en todo momento, un
espacio común en la celda de torno para los elementos que se utilizan varias veces al día y un
espacio en el almacén de preparación de la manufactura para los elementos que se utilizan
algunas veces a la semana. Ver tabla 19 con la frecuencia de uso de las herramientas o
instrumentos

78
Tabla 19. Frecuencia de uso de las herramientas o instrumentos
Herramientas o instrumentos necesarios Frecuencia de uso
En cada momento Varias veces al dia Algunas veces en la semana
Alicate X
Cepillo con cerdas de acero X
Copa Ratchet X
Destornillador X
Flexómetro X
Grasera X
Juego de boquillas ER32 selladas X
Juego de boquillas ER32 abiertas X
Juego de boquillas ER40 selladas X
Juego de boquillas ER40 abiertas X
Juego de llave hexagonal (milimétrico) X
Juego de llave hexagonal (pulgada) X
Herramienta de presión (hombre solo) X
Juego de limas X
Llave boca fija 13 mm X
Llave de fijación transversal X
Juego de llave (Estrella – Boca fija) X
Llave articulada (pico de loro) X
Juego de llave torx X
Martillo de goma X
Pinza X
TOTAL 2 16 3
Fuente: elaboración propia
Las 2 herramientas utilizadas en todo momento (juegos de llaves hexagonal en milímetros y en
pulgadas) son utilizadas en cada cambio de referencia, estas serán ubicadas en el banco de trabajo
empleado para la máquina LU25; 16 elementos serán ubicados en el lugar común de la celda de
tornos y 3 elementos utilizados algunas veces en la semana serán ubicados en un espacio del
almacén de preparación de la manufactura.
Se realiza la limpieza a los equipos y elementos necesarios para el proceso al igual que las zonas
definidas para su ubicación y se establecen las cantidades requeridas para la actividad.
En la tabla 20, se muestran las acciones tomadas para las herramientas o instrumentos necesarios
utilizados durante un cambio de referencia en el torno LU25.

79
Tabla 20. Acciones para las herramientas o instrumentos necesarios en la celda de trabajo
Elementos necesarios Cantidad
requerida
Estado Acción
Adecuado Averiado
Alicate 2 1 1 Comprar
Cepillo con cerdas de acero 1 0 1 Comprar
Copa Ratchet 3 3 0 -
Destornillador 5 3 2 Comprar
Flexómetro 2 2 0 -
Grasera 2 2 0 Mantenimiento
Juego de boquillas ER32 selladas 2 2 0 -
Juego de boquillas ER32 abiertas 1 1 0 -
Juego de boquillas ER40 selladas 2 2 0 -
Juego de boquillas ER40 abiertas 1 1 0 -
Juego de llave hexagonal
(milimétrico) 3
1 2 Comprar
Juego de llave hexagonal (pulgada) 3 1 2 Comprar
Herramienta de presión (hombre
solo) 3
2 1 Comprar
Juego de limas 1 1 0 -
Llave boca fija 13 mm 3 1 2 Comprar
Llave de fijación transversal 9 5 4 Comprar
Juego de llave (Estrella - Boca fija) 1 1 0 -
Llave articulada (pico de loro) 5 3 2 Comprar
Juego de llave torx 2 1 1 Comprar
Martillo de goma 2 1 1 Comprar
Pinza 2 1 1 Comprar
Fuente: elaboración propia, a partir de inventario realizado en la empresa
A partir de esta clasificación y según se muestra en la ilustración 23, se hace necesario hacer la
reposición de algunas herramientas, las cuales son utilizadas con mayor frecuencia y se disponen
de forma organizada para cumplir con los objetivos propuestos (disminución de tiempos de
cambios de referencia).
Ilustración 23. Reposición de herramientas de Mano
Fuente: elaboración propia

80
La implementación de las etapas de la metodología 5’s permite mejorar la distribución del área
física de la celda de tornos, separando cada uno de los materiales de uso frecuente y asignándolos
en un espacio apropiado que facilita su disposición, minimizando a su vez riesgos en el proceso y
además, de acuerdo con la necesidad que tiene la empresa, reducir las variaciones de los tiempos
de cambio de referencia. En la tabla 21 se muestra una comparación de las actividades de cambio
de referencia después de la conversión de las actividades y la implementación de 5’s, clasificar y
ordenar.
Tabla 21. Actividades después de la implementación de 5’S
SEGUIMIENTO AL CAMBIO DE REFERENCIA OIS-14-588
Descripción Situación inicial Situación después de
conversión de actividades
Situación después de
clasificar, ordenar y limpiar.
Actividad interna 96 72 51
Actividad externa 0 24 45
Tiempo actual total (min) 227,6 201,6 190.8
Tiempo asignado (min) 174 174 174
Variación de tiempo (min) 53.6 27,4 16.8
Porcentaje de variación 30.8% 15,7% 9.7%
Fuente: elaboración propia, a partir de información suministrada por la empresa
Partiendo de un diagnóstico de actividades y tiempos, se propiciaron acciones de mejora
derivadas en primera medida de la conversión de actividades de la herramienta SMED
(Asignación de tareas a personal de alistamiento) y posteriormente la incursión de las etapas
clasificar, ordenar y limpiar de la herramienta 5’S, permitieron tener un inventario adecuado,
conocer frecuencia de uso y ubicarlas de manera cercana a la operación. Con base en los
resultados obtenidos de los tiempos de alistamiento, se logra una reducción adicional en los
tiempos de cambio, pasando del 30.8% al 9,7%, pasando de 227,6 min a 190,8 min de ejecución
del proceso de cambio de referencia.
6.8.1.5 Propuesta de mejoramiento adicional
Este punto busca la optimización de todas las operaciones, tanto internas como externas y se
fundamenta en la metodología SMED en su fase Refinar, con el objetivo de acortar al máximo
los tiempos empleados en el cambio de referencias. En esta fase de SMED se toman como
entrada todas aquellas actividades que continúan siendo internas. La implementación de

81
mejoramiento incluye el uso de una torreta para alistamientos y la ejecución de actividades de
alistamiento oportuno de los instrumentos de medición:
Uso de torreta para alistamientos
Actualmente el montaje de herramientas es soportado por una persona de preparación, que junto
con el operario de manufactura de partes se desplazan a la máquina para realizar toda la
adecuación de la torreta, parte fundamental del torno donde se ajustan las herramientas que se
utilizaran durante el mecanizado, permite montar varias herramientas en la misma operación. La
implementación consiste en adaptar una torreta en desuso desde hace varios años y empleada
anteriormente en un torno similar, a las necesidades de la máquina en estudio, esta propuesta
incluye un rediseño de la pieza, planteado en conjunto con el área de ingeniería de la empresa y la
definición de las piezas adicionales requeridas, ver Anexo 6 (Plano rediseño de la torreta), se
estima que la adaptación de la torreta a la operación del torno LU25 sea prácticamente
instantánea y que su uso requiera solo de ajustes que bien podrán ser hechos rápidamente por el
operario, pues con la torreta, los portaherramientas estarán directamente instalados y listos para la
torreta principal del torno y también permitirá tener a la mano otros elementos fundamentales de
los alistamientos, como bujes, boquillas, extensiones, accesorios de refrigeración y tornillería ver
ilustración 24.
Ilustración 24. Adaptación de la torreta con los portaherramientas para el torno LU25
Fuente: elaboración propia, a partir de información suministrada por la empresa
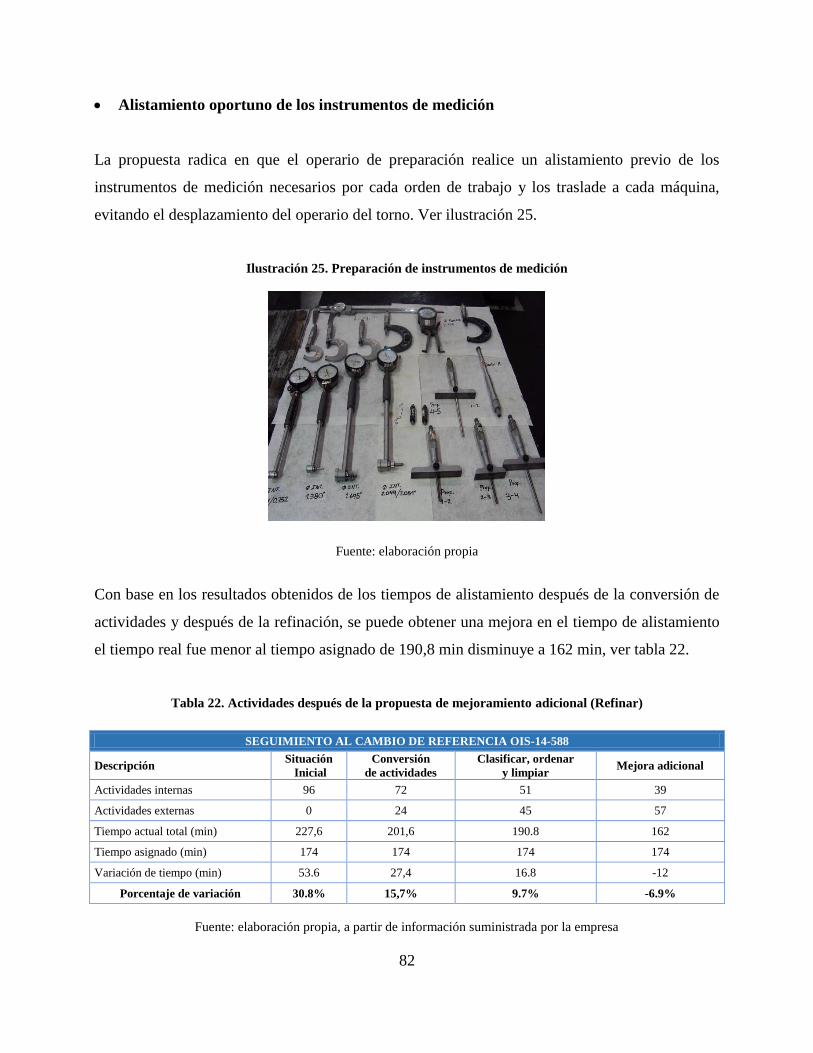
82
Alistamiento oportuno de los instrumentos de medición
La propuesta radica en que el operario de preparación realice un alistamiento previo de los
instrumentos de medición necesarios por cada orden de trabajo y los traslade a cada máquina,
evitando el desplazamiento del operario del torno. Ver ilustración 25.
Ilustración 25. Preparación de instrumentos de medición
Fuente: elaboración propia
Con base en los resultados obtenidos de los tiempos de alistamiento después de la conversión de
actividades y después de la refinación, se puede obtener una mejora en el tiempo de alistamiento
el tiempo real fue menor al tiempo asignado de 190,8 min disminuye a 162 min, ver tabla 22.
Tabla 22. Actividades después de la propuesta de mejoramiento adicional (Refinar)
SEGUIMIENTO AL CAMBIO DE REFERENCIA OIS-14-588
Descripción Situación
Inicial
Conversión
de actividades
Clasificar, ordenar
y limpiar Mejora adicional
Actividades internas 96 72 51 39
Actividades externas 0 24 45 57
Tiempo actual total (min) 227,6 201,6 190.8 162
Tiempo asignado (min) 174 174 174 174
Variación de tiempo (min) 53.6 27,4 16.8 -12
Porcentaje de variación 30.8% 15,7% 9.7% -6.9%
Fuente: elaboración propia, a partir de información suministrada por la empresa

83
Después de la implementación de la propuesta adicional de mejoramiento (fase Refinar de la
metodología SMED) se logra una reducción del tiempo de ejecución de los cambios de
referencia, pasando de una variación del 9,7% a -6,9%, es decir el tiempo ejecutado fue menor
que el programado.
6.8.1.6 Permanencia de la mejora
Con el objetivo de que el cambio de referencia se realice de forma correcta y se disponga de un
procedimiento detallado para la ejecución del proceso de cambio en el torno LU25, se diseñan
dos procedimientos, respondiendo a la fase Estandarizar de la metodología SMED; estos
documentos son generados por el grupo de expertos y aprobados por el Gerente de Manufactura;
reposan en una base de datos común y de consulta en línea, donde una vez los operarios reciben
la sensibilización pueden revisar los lineamientos definidos para realizar su trabajo. El primer
procedimiento está orientado a la preparación de herramientas, dispositivos e instrumentos de
medición utilizados, ver Anexo 7 (Procedimiento para realizar alistamiento de herramientas en
tornos CNC.) y el segundo es enfocado a cada una de las actividades que ejecutan los operarios
durante el cambio de referencia, entendiendo que ambos hacen parte del alistamiento para no
incurrir en actividades de ejecución secuencial si no de forma paralela, ver Anexo 8
(Procedimiento para realizar cambio de referencia en tornos CNC.); adicionalmente se propone
realizar un formato de alistamiento que debe contener las actividades internas que ejecuta el
operario de máquina, con el fin de que estos sean seguidos estrictamente ver Anexo 9 (Listado de
actividades internas finales) y para el control de la ejecución del proceso se realiza un formato de
seguimiento ver Anexo 10 (Seguimiento al cambio de referencia).
6.8.2 Rediseño del área de trabajo
La implementación de las actividades que permitan el rediseño del área de trabajo de la celda de
tornos dando solución a la segunda causa identificada es la siguiente:
6.8.2.1 Mejoramiento de las condiciones de operación.
Esta etapa se ve implementada y explicada en el literal 6.8.1.1 donde se establecen condiciones
de clasificación y disposición de herramientas e instrumentos de trabajos. Adicionalmente, se

84
complementa dicha implementación con actividades de limpieza e incentivo al personal operativo
que opera las diferentes celdas de trabajo sobre metodología 5’s impactando en la actitud hacia
limpieza en el sitio de trabajo y un orden adecuado para todos los elementos utilizados durante el
cambio de referencia, el objetivo particular es organizar la celda de torno de forma eficaz y
mejorar el nivel de limpieza del lugar.
Además, se procede con la ubicación de cada una de las herramientas utilizadas en las actividades
de cambio de referencia, estas se encuentran en los bancos utilizados para la celda de torno y se
puede llevar a cabo con un tablero con sombra para herramientas ver ilustración 26.
Ilustración 26. Estaciones de herramientas
Antes (estantería) Después (tablero con sombras)
Fuente: elaboración propia
Con el fin de lograr mayor orden y facilidad en la ubicación de los elementos, con ayuda del
departamento de mantenimiento se procede con la demarcación de los centros de trabajo para las
zonas donde se ubican las herramientas y los accesorios utilizados para el cambio
correspondiente y se incluye en el plan de mantenimiento de la empresa. El tablero con sombras
que se muestra en ilustración 26, es una adaptación de la zona de herramientas.

85
6.8.2.2 Medición de los desplazamientos.
La implementación de la metodología 5’s se complementa con la revisión de los desplazamientos
realizados por los operarios en el proceso de cambio de referencia, pues como se pudo ver en el
apartado del diagnóstico, los desplazamientos representan el 32% del tiempo de variación en los
cambios de referencia.
En cuanto a estos desplazamientos, en esta etapa se logra una reducción del número de
desplazamientos del 64%, pasando de 31 a 11. El tiempo empleado en dichos desplazamientos
tiene una reducción del 47% (17,09 min a 8,9 min) como puede ser visto en la tabla 23.
Tabla 23. Desplazamientos después de implementación 5’S, referencia OIS-14- 588
Destino (*) Cantidad de
Desplazamientos
Distancia del
Desplazamiento (m)
Total recorrido (m)
(Cantidad *
Distancia)
Tiempo (min)
Área de alistamientos 2 60 120 1.9
Escritorio supervisor 4 12 48 4
La máquina 3 6 18 2.4
Torno auxiliar en la celda 1 12 12 0.1
Mueble de herramientas o
punto de recolección 1 6 6 0.5
Total 11 96 204 8.9
Tiempo de desplazamientos antes de conversión de actividades e implementación 5’S (min) 17,09
Variación del tiempo de desplazamiento después implementación, % 47%
Fuente: elaboración propia
Los desplazamientos remanentes, 11 en total se pueden visualizar en Anexo 11 (Diagrama de
desplazamiento después de 5’S)
6.8.2.3 Permanencia de la mejora.
Utilizando los parámetros del Sistema de Gestión de Calidad, basado en la norma ISO
9001:2008, se crearon los procedimientos respectivos, como ya se mencionó en el literal 6.8.1.6,
con el fin de garantizar la ejecución del proceso en forma correcta. Estos se encuentran
relacionados en los Anexos 7 y 8. Los procedimientos permitirán tener los esquemas necesarios

86
y serán una herramienta de consulta y ejecución. Para crear un modo consistente de mantener lo
realizado durante las 5’S, se debe prever la aparición de la suciedad y el desorden estableciendo
normas y procedimientos; como actividad de control y estandarización, se realiza una lista de
chequeo con la finalidad de realizar inventario quincenal de la estación de herramientas y sus
componentes (Esta actividad será ejecutada por el área de preparación); a partir del tablero de
sombras y el archivo virtual de cantidades, se verifica si las unidades corresponden y cuál es el
estado, en el Anexo 12 (Formato de inventario herramientas y otros accesorios), se muestra el
formato establecido.
6.8.3 Capacitación al personal operativo
La implementación de las actividades que permitan capacitar al personal operativo dando
solución a la tercera causa identificada es la siguiente:
6.8.3.1 Creación de un plan de sensibilización.
Desde la fase de identificación hasta la fase de implementación, se realizaron reuniones donde
asistieron todas las personas involucradas con la operación de la máquina LU25, con el fin de
exponer los problemas que afectan la operación de la máquina y encontrar posibles soluciones.
Teniendo en cuenta que cada fase de implementación requiere ajustes se establecen reuniones
posteriores con las cuales se revisan y evalúan los resultados y el aprendizaje de la fase anterior.
Se realizan capacitaciones permanentes con el fin de que prevalezca el conocimiento y educar al
personal nuevo. El plan de capacitación se desarrolló a partir de julio 2015, como actividad
inicial se hizo una sensibilización. Ver Anexo 13 (Registro de asistencia a capacitación sobre
herramientas SMED y 5’S). A continuación en la tabla 24, se muestra un esquema general del
plan de capacitación dado al personal involucrado en las actividades de mejora.
6.8.3.2 Permanencia de la mejora.
El plan de capacitación y sensibilización continúa ejecutándose por parte de los jefes de las
celdas influenciando en buenas prácticas hacia los operarios responsables.

87
Tabla 24. Plan de capacitación
Actividad Área de capacitación Objetivo Descripción Fecha Asistentes
Charla
motivacional. Recursos humanos.
Empoderar al personal
de las actividades para
que sean más flexibles
al cambio.
Se dictan charlas y actividades lúdicas para que el personal
logre tener claridad sobre sus objetivos personales y
profesionales y así iniciar un plan de acción para que puedan
asumir roles y responsabilidades dentro del equipo,
maximizando así el rendimiento.
Julio/2015
Gerencia general,
planeador,
coordinador,
supervisores, personal
operativo.
Campaña de
Seguridad. Salud ocupacional.
Inculcar sentido de
seguridad.
Mediante campañas de seguridad, información impresa y
digital, charlas de auto cuidado. Julio/2015
Planeador,
coordinador,
supervisores, personal
operativo.
Conformación de
los equipos de
trabajo.
Manufactura de partes.
Conformar los equipos
de trabajo y asignar
roles y
responsabilidades.
El personal involucrado define los recursos que van a ser
necesarios. Se conforman los equipos de trabajo de acuerdo
con las necesidades y competencia.
Julio/2015
Manejo de
documentos y
registros: uso de los
formatos.
Manufactura de partes.
Conocer los formatos y
su respectivo
diligenciamiento.
Se crea un formato donde se identifiquen las fallas y los
eventos presentados durante los cambios de referencia.
Julio/2015 -
Noviembre/201
5
Manejo de las
herramientas de
medición.
Departamento de
calidad.
Dar a conocer la
importancia y el
manejo de cada
herramienta.
Se realizan tareas de medición y comparación de dimensiones
de objetos y piezas con el fin de que el operario aprenda a
medir piezas, objetos y elementos mecánicos con precisión,
utilizando diferentes instrumentos y equipos de medición a fin
de comprobar sus dimensiones a lo largo del proceso
productivo.
Julio/2015 -
Agosto/2015
Capacitación en
las herramientas
SMED y 5’S
Manufactura de
partes.
Dar a conocer la
metodología de las
herramientas SMED
y 5’S.
En estas reuniones los miembros de la máquina se
dedican a exponer los problemas y a encontrar posibles
soluciones de orden y limpieza. Se hará paso a paso
teniendo en cuenta que se debe implementar y antes de
pasar a una nueva “s” se revisa y evalúa los resultados y
el aprendizaje de la fase anterior.
Agos/2015 -
Sept/2015 -
Oct/2015-
Nov/2015
Planeador,
coordinador,
supervisores,
personal operativo.
Capacitación
sobre no
conformidades y
las acciones
correctivas.
Manufactura de
partes
Departamento de
calidad
Evitar ocurrencia de
no conformidades.
Se realiza la presentación de los indicadores y las causas
de las no conformidades, con el fin de evitar que vuelvan
a ocurrir, complementando lo relacionado con los
tiempos de cambio de las referencias
Agosto/2015
Presentación de
resultados.
Manufactura de
partes.
Mostrar los
resultados e
indicadores
económicos después
de la implementación
Se realiza una reunión, donde se exponen los indicadores
de tiempo, costos y beneficios de la implementación. Enero/2016
Gerencia general,
planeador,
coordinador,
supervisores,
personal operativo.
Fuente: elaboración propia

88
6.9 SEGUIMIENTO A RESULTADOS.
Un primer acercamiento a los resultados obtenidos por la implementación de las herramientas
SMED y 5’S en los procesos de la empresa y específicamente en los tiempos de cambio se
visualiza en los desplazamientos del personal operativo durante la ejecución de estas tareas. Con
este fin, se plantea una redistribución de los desplazamientos generales de las operaciones de
alistamiento del torno LU25 y su comportamiento después de las actividades de 5’S realizadas.
Ver ilustración 27, donde se encuentran imágenes registradas durante las 5s.
Ilustración 27. Imágenes durante 5s.
Capacitación

89
CONTINUACIÓN
ANTES DESPUES
Banco de trabajo Banco de trabajo mejorado
Carros para desplazamientos Carros para desplazamientos (tapizados)
Entre puntos no tiene ubicación fija. Banco para ubicación de entre puntos

90
CONTINUACIÓN
ANTES DESPUES
Instrumentos de medición deteriorados Instrumentos de medición ordenados y buenos
Herramienta deterioradas Herramienta en buen estado y organizadas
Mueble para herramientas Tablero con sombras para herramientas

91
Adicionalmente y con el fin de continuar con la visualización de los resultados del plan de
acción, el cual se estableció con base en los resultados históricos del periodo enero 2014 a agosto
de 2015, se realiza la toma de datos de los mismos registros de tiempos de cambio y su
correspondiente variación durante el periodo septiembre 2015 - abril de 2016. Los resultados se
pueden evidenciar en las ilustraciones 30, 31 y 32, donde se compara el indicador durante los
mismos meses en los últimos tres años.
Estos resultados se registraron no solamente con los indicadores ya mencionados, sino también
con el costo que implica la realización de estas actividades en términos del consumo del recurso
mano de obra. La estimación de estos valores se construyó en conjunto con el área de Recursos
Humanos de la empresa.
Durante los últimos meses de 2015, las primeras mejoras preliminares permitieron obtener una
reducción de la variación del tiempo de cambio. Inicialmente la estructuración de las
recomendaciones de la herramientas 5’S y gradualmente el uso de las demás herramientas
mencionadas.
Ilustración 28. Seguimiento a la variación en los tiempos de cambio, torno LU25
Fuente: elaboración propia, a partir de información suministrada por la empresa
32%34%
32%
40%
31%28%
34%36%
28%
24%22%
15%
27%
34%37%
34%
22%20%
12%
8%
0%
5%
10%
15%
20%
25%
30%
35%
40%
Sept Oct Nov Dic Ene Feb Mar Abril
Po
rcen
taje
de
va
ria
ció
n
2014 2015 2016
Promedio 2016: 16%Meta: 10%

92
Si bien los valores de variación de los últimos meses del 2015 aún continúan muy por encima de
la meta definida por la dirección y que se estableció como base en la propuesta del presente
trabajo, las mejoras iniciales implementadas representan una reducción notable del indicador,
permitiendo obtener un promedio anual del 29%, menor en un 4% respecto del 2014.
Durante el periodo enero – Abril de 2016 la reducción de la variación de los tiempos de cambio
de las referencias en el torno LU25 se redujo en una mayor proporción reduciéndose del 29% del
año 2015 al 16% actual.
De igual forma, respecto a la participación de los cambios de referencia que han tenido
variaciones por encima del 10% sobre el total de cambios de referencia en el torno LU25, se
puede visualizar que dicho valor se ha venido reduciendo a valores cercanos al 54%, como se
puede ver en la ilustración 29
Ilustración 29. Seguimiento a la cantidad de cambios de referencia con variación 2016
Fuente: elaboración propia, a partir de información suministrada por la empresa
41 32
20 25
20 27
6
10
7
15 13
10 15
23
80% 82%
54%
65% 67% 64%
21%
0%
20%
40%
60%
80%
100%
-
10
20
30
40
50
60
Prom 2014Prom 2015Prom 2016 Ene 2016 Feb 2016 Mar 2016 abr 16
Cambios con variación Cambios sin variación
Porcentaje de cambios con variación

93
En cuanto a las horas perdidas por efecto de las variaciones en los tiempos de cambio de
referencia, en el torno LU25 también se ha venido presentando una reducción del número de
horas promedio mensual cercana al 8%, según se puede ver en la ilustración 30.
Ilustración 30. Seguimiento 2016 al número horas perdidas en torno LU25
Fuente: elaboración propia, a partir de información suministrada por la empresa
Estas reducciones que, si bien ya se mencionó, aún no han alcanzado la meta promedio en lo
corrido de 2016 (enero – abril) definida como deseable por parte de la dirección de la compañía,
se han reflejado en menores costos relacionados con la reducción de las horas como se puede
visualizar en la ilustración 31.
45 26 23 25 20 24
9
140
89 137
113
100
200
102
32%
29%
16%
22%20%
12%
8,8%
0%
5%
10%
15%
20%
25%
30%
35%
-20
30
80
130
180
230
Prom 2014 Prom 2015 Acumulado
2016
Ene 2016 Feb 2016 Mar 2016 abr 16
Horas Perdidas Horas planificadas Porcentaje de horas perdidas

94
Ilustración 31. Seguimiento costo por variaciones de tiempo en cambios de referencia
Fuente: autores a partir de información del área de Recursos Humanos
A partir de la implementación de las herramientas SMED y 5’S, en una etapa incipiente se
observa una mejora relacionada no solo con la disminución en los costos de mano de obra
vinculados a los tiempos de cambio de referencia, sino también una aceptación generalizada por
parte del personal operativo a las nuevas indicaciones preliminares, previo al perfeccionamiento
de las campañas de sensibilización.
En resumen, la propuesta y consiguiente plan de acción ha venido teniendo resultados positivos
en su primera etapa de implementación preliminar. Se espera que el flujo natural del desarrollo e
implementación total de las actividades propuestas en el plan de implementación redunden en un
mayor beneficio no solo operativo, sino también económico.
$19,6
$4,6$5,7
$4,5 $4,9
$13,6
$3,5 $3,3 $3,0$3,7
$8,1
$2,6$2,1 $2,5
$0,9
$0
$2
$4
$6
$8
$10
$12
$14
$16
$18
$20
Acumulado Enero Febrero Marzo Abril
Co
sto
de
ma
no
de
ob
ra (
$M
illo
nes
)
2014 2015 2016

95
7 INVERSIÓN Y BENEFICIO
Los costos asociados a la implementación de la torreta corresponden a:
Tabla 25. Costos de Implementación de Torreta
IMPLEMENTACIÓN DE LA TORRETA
Cantidad Referencia Descripción Valor Valor total
4 KM40CL2RLVD14040 PORTA HTA RAIAL VD140 – KM 40 $ 3.624.000 $ 14.496.000
2 KM40TSMVJNL1540 CABEZA KM 40 IZQ. MVJNL 93°
KENNAMETAL $ 692.000 $ 1.364.000
2 KM40TSNSR2 CABEZA KM 40 DER KENNAMETAL $ 759.000 $ 1.518.000
2 KM40TSNSR3 CABEZA KM 40 DER KENNAMETAL $ 759.000 $ 1518.000
2 KM40TSLSSR16 CABEZA KM 40 ROSCADO DER
KENNAMETAL $ 789.000 $ 1.578.000
12 CLAMP VDI CLAMP DE SUJECIÓN PARA
TORRRETA $ 140.000 $ 1.680.000
4 RUEDAS A-PGAIB RUEDAS INDUSTRIALES $ 57.325 $ 229.300
1 VARIOS ACCESORIOS DE SUJECIÓN,
LAMINA Y PINTURA $ 96.765 $ 96.765
Total de la implementación $ 22.482.065
Fuente: elaboración propia, a partir de información suministrada por el área de compras
A partir de esta implementación, se establecieron cambios importantes en la manera de realizar
la preparación de las herramientas para el cambio de referencia y ahorros significativos en los
criterios costos y tiempo, aunque se requirió una inversión de $22.482.065 (Es válido mencionar
que las herramientas de la torreta, son elementos de larga duración y que durarán
aproximadamente quince años), en los cuatro primeros meses se obtuvo una ganancia en costo de
variación de $3.504.586. Si se expresa en términos de reducción de horas invertidas en 33.7
horas que han sido utilizadas de manera productiva en el proceso de manufactura. Esto se realizó
comparando los años 2014 y 2015, en periodo de tiempo semejante, y tomando en consideración
años las similaridad de flujos de producción en los periodos de estudio.

96
Se realiza la compra de las herramientas o instrumentos necesarios utilizados durante un cambio
de referencia en el torno LU25, relacionadas en la tabla 26.
Tabla 26. Costos de nuevas herramientas de mano
HERRAMIENTAS DE MANO
Cantidad Objeto Valor unitario Valor total
1 Alicate $ 45.000 $ 45.000
1 Cepillo de cerdas de acero $ 138.000 $ 138.000
1 Juego de boquillas 1(1/8´´– 11/1´´)
$ 435.000 $ 435.000 1 Juego de boquillas 2 (41/48´´ – 27/64´´)
1 Juego de boquillas 3 (41/48´´ - 27/64´´)
3 Limas $ 29.700 $ 89.100
Total de la compra $707.100
Fuente: elaboración propia, a partir de información suministrada por el área de compras|
Anteriormente se realizó una clasificación de estado, de esta manera se determinó si el objeto
era adecuado y que seguirá cumpliendo su funcionalidad, si requerirá algún tipo de
mantenimiento o en los casos de deterioro, la herramienta se dispuso como residuo y se solicitó
la compra. Las acciones de compra corresponden a un valor de $707.100, con estas adecuaciones
se pretende poner a punto la estación de herramientas.
A partir de la implementación se observa una disminución en los costos de las variaciones
asociadas con los cambios de referencia reales contra los valores estándar definidos por el área
de manufactura, a través de los meses desde la implementación. Dado que se tomara como
referencia el año 2014, y teniendo en cuenta que los flujos de producción son relativamente
constantes en los años productivos de la empresa. Se tiene un breve reducción en el mes de la
implementación ($ 23.847 pesos en sentido favorable), ya con un periodo de implementación de
cuatro meses, es decir comparando los valores obtenidos de diciembre 2014 y diciembre de
2015, se tiene una disminución de alistamiento de $1.783.399 pesos en sentido favorable, es
decir una reducción en costos superior al 50% con respecto al año 2014.

97
El beneficio general estimado a partir de los ahorros en costo de mano de obra se puede resumir
en la tabla 27. En esta se puede ver que los costos de mano de obra vinculados a los cambios
durante los primeros cuatro meses de 2015 eran de $13.6 millones, mientras que en el mismo
periodo de 2016, posterior a la etapa de implementación, son de $8,1 millones, es decir que bajo
condiciones de operación semejante, se han obtenido beneficios económicos de
aproximadamente $1,38 millones mensuales.
De esta manera y asumiendo la operación en condiciones semejantes, se espera un tiempo de
retorno de la inversión, representada en la torreta de alistamiento y herramientas, de
aproximadamente 1,4 años, que puede ser menor en la medida en que el volumen de producción
aumente y que es bajo considerando que la inversión en la torreta tendrá un periodo de uso de 15
años.
Por otro lado, considerando que el impacto del presente trabajo radica en la reducción de los
tiempos de cambio que a su vez se ve manifestado en el costo de mano de obra, como se
menciona arriba, otros indicadores permiten ver y hacer seguimiento a la mejora. En este caso, se
define el costo por cambio como indicador de control partiendo de un promedio de 38 cambios
de referencia mensuales en el torno LU25. Esta estimación puede verse también en la tabla 27.
Tabla 27. Beneficio económico y tiempo de retorno
Situación Actual Implementación
Costo mano de obra mensual $3,4 Millones $2.0 Millones
Beneficio: -$1,38 Millones
Inversión: $23.189.165
Tiempo de retorno estimado, años 1,4
Numero de cambios promedio mensual 38
Costo de mano de obra por cambio $89.400 / cambio $53.200 / cambio
Fuente: elaboración propia

98
8 CONCLUSIONES
La ejecución de procesos sin un debido control basado en técnicas de ingeniería industrial,
propicia de manera directa pérdidas o prácticas que pueden verse reflejadas en menor
productividad o efectividad. Parte de estos elementos conducentes a malas prácticas, se
encuentran la falta de medición en la ejecución de los procesos, la carencia de capacitación y
entrenamiento adecuados para su desarrollo.
A partir de esta necesidad de medición se consideraron herramientas que hacen parte de la
metodología de manufactura esbelta como son el SMED y 5’S para mejorar el desarrollo de las
operaciones y el desempeño general de estas en las labores de cambio de referencia en la celda
de tornos de una empresa de mecanizados.
La información recolectada en la parte del diagnóstico, permitió identificar el estado actual y los
problemas que presenta el proceso de cambio de referencia, la metodología de las herramientas
SMED y 5’S, permitieron identificar y minimizar las causas que generan las variaciones de
tiempo en los cambios de referencia en la celda de tornos, y que impactan el proceso productivo;
la aplicación de estas herramientas en la propuesta planteada es solo un acercamiento a un
mejoramiento a largo plazo que con una medición preliminar de sus resultados se puede
evidenciar una reducción en los tiempos de cambio de referencia de cerca del 30%, en
comparación con el promedio histórico registrado, eliminando no solamente las variaciones de
dichos tiempos respecto de sus tiempos asignados sino también una reducción en su ejecución.
Esta mejora, preliminar hasta este punto, no solamente se ve reflejada en los tiempos de proceso,
sino también en su impacto en la reducción de los costos de producción (mejora en 30%) y en el
mejoramiento del entrenamiento del personal y por ende en la disposición hacia un mejor
desempeño.
A partir de la propuesta y ejecución del presente proyecto se propició el establecimiento de
cambios importantes en los procesos de la empresa bajo estudio, los cuales en términos generales
se evidencian en la estandarización y aplicación de la propuesta misma en lo que a los cambios
de referencia se refiere fomentando además la sensibilización suficiente para hacer de la
propuesta una implementación permanente.

99
9 RECOMENDACIONES
Si bien una revisión preliminar de los resultados de la implementación del plan de acción para
mejora de los tiempos de cambio de las referencias muestra una notable reducción e incluso
ahorros del tipo económico, es de vital importancia mantener la cultura de revisión y control de
las actividades ejecutadas en las operaciones de la empresa.
El objetivo a largo plazo debe considerar mantener la importancia de esta propuesta y darle
alcance a otras áreas operativas dado el alto número de elementos comunes existentes entre estas
y el área que se estudió en este documento.
Es de gran importancia brindar las herramientas necesarias y capacitación constante al personal
involucrado, para que de ésta manera tengan empoderamiento, responsabilidades y compromisos
claros, que aunados a controles permanentes por parte de la dirección aporten a la solución de
problemas.
Esta visión de la mejora a largo plazo y sostenimiento de la propuesta debe basarse en la
concepción de la empresa como un todo, donde todos ganan y se da continuidad a la operación
beneficiando a todas las partes que dependen de los manufactura de la compañía.
Aunque para la puesta en marcha del plan de implementación, se contó con la ayuda de tiempo
completo de un operario del área de Preparación de la Manufactura, se realizó una depuración de
cuales tareas podrían ser soportadas por el mismo. Se clasificaron en actividades internas (se
deben realizar por el área de manufactura) y actividades externas (se pueden realizar por un
externo). Teniendo en cuenta que se propicia un ahorro significativo, una persona del área de
Preparación de la Manufactura puede soportar actividades netamente de cambios de referencia.
Particularmente, cuando se trata del tema de conversión de actividades, los grupos I (Asignación
de la actividad y documentación) y II (Bajar mordazas montadas), pueden considerar
respectivamente las siguientes mejoras la reubicación del equipo de cómputo en una zona más
cercana para la asignación y reporte de tiempo a una orden de trabajo y controles visuales de

100
alarma para las etapas del proceso, ya que no hicieron parte del alcance de ejecución y además
deben ser sometidas aprobación de la alta gerencia.
Establecer las 5’S, no solo como una serie de actividades eventuales y revisiones a través de
auditorías. Si no un programa estructurado (Responsables, cronograma, presupuestos, auditorías
y planes de mejoramiento), que también se extiendan a otras áreas de la organización.

101
10 BIBLIOGRAFIA
AMÉZQUITA, C. La industria manufacturera en Colombia 1995-2005. Revista Facultad de
Ciencias Económicas: Investigación y Reflexión, Bogotá: (16 sep., 2008). p. 61-78.
ARBULO LÓPEZ, P. R., BILBAO E. Z., MEAZAL I. Á., & BASURTO URAGA, P. D.
Análisis de la implantación de un sistema de planificación Pull Mixto en un fabricante de
componentes para bienes de equipo. 4th International Conference on Industrial Engineering and
Industrial Management XIV Congreso de Ingeniería de Organización Donostia- San Sebastián,
Septiembre 8-10 de 2010). P.889-897.
ARRIETA, J. G., MUÑOZ DOMINGUEZ, J. D., & SALCEDO ECHEVERRY. Aplicación de
Lean Manufacturing en la Industria Colombiana. Revisión de Literatura en Tesis y Proyectos de
Grado. Universidad de Antioquia. Medellín, Colombia 2011.
BARCIA VILLACRESES. K. (2010). Implementación de una Metodología con la Técnica 5'S
para Mejorar el Área de Fresado en una Empresa Metalmecánica. Revista Tecnológica ESPOL,
Vol. 18, N. 1, (Octubre, 2006); p 69-75.
BAILEY M. CNC Machining Europe. {En línea}. {05 Mayo 2012}. Disponible en:
http://int.haascnc.com/magazine_digital.asp?intLanguageCode=1034#contbody-title
CARDONA BETANCURTH, J.J. Modelo para la implementación de técnicas Lean
Manufacturing en empresas editoriales. Manizales, 2013. 45,46,47,52p. Trabajo de Grado
(Magister Industrial). Universidad Nacional de Colombia. Facultad de Ingeniería y Arquitectura.
CASTRO PATIÑO, L. F. Torno CNC. {En línea}. {10 Noviembre de 2015}. Disponible en:
http://www.metalactual.com/revista/12/maquinariatornoscnc.pdf
CHAPARRO, H. F. Procedimientos para el uso, cuidado y control de los instrumentos de
medición en la planta de producción de Centro de Mecanizados del Cauca S.A. Santiago de Cali,

102
2014. 45p. Trabajo de Grado (Ingeniero Industrial). Universidad San Buenaventura. Facultad de
Ingeniería.
CRUELLES, J. A. Productividad e incentivos: cómo hacer que los tiempos de fabricación se
cumplan. Toledo, España: Marcombo S.A, 2012. 37p.
CRUZ OCHOA, I. J., BURBANO LOPEZ, J. A. Rediseño de un Sistema Productivo Utilizando
Herramientas Lean. {En línea}. {05 Diciembre de 2015}. Disponible en:
https://bibliotecadigital.icesi.edu.co/biblioteca_digital/bitstream/10906/68158/1/redise%C3%B1
o_sistema_productivo.pdf
Estadística Tiempos de Montaje. Empresa Centro de Mecanizados del Cauca. Miranda, Cauca.
2015.
Indicador de tiempos improductivos. Empresa Centro de Mecanizados del Cauca. Miranda,
Cauca. 2015.
GARCIA JOJOA, C. Implementación de la metodología SMED para la Reducción de Tiempos
de Alistamientos y Limpieza en las Líneas de Producción 921-1, 921-2, y 921-3 de una Planta
Farmacéutica en la Ciudad de Cali. Universidad San Buenaventura Cali.
GIRALDO SANCHEZ, S., SALDARRIAGA MONSALVE, L., & MONCADA ROLDAN, Y.
Diseño de una metodología de implementación de Lean Manufacturing en una PYME
(Momentos Classic). Medellín, 2013. 28,32,45p. Trabajo de Grado (Ingeniero Industrial).
Universidad De San Buenaventura. Facultad De Ingeniería.
HERNÁNDEZ HOYOS, Diseño de un sistema de gestión por procesos para la empresa
figurados del Casanare. Yopal, 2010. 55,56p. Trabajo de grado (Ingeniería Industrial).
Universidad EAN Facultad de Ingeniería.

103
HERNANDEZ MATÍAS, J. C., VIZÁN IDOIPE, A. Lean Manufacturing: Conceptos, técnicas e
implementación. {En línea}. {05 Noviembre de 2015}. Disponible en:
http://www.eoi.es/savia/documento/eoi-80094/lean-manufacturing-concepto-tecnicas-e-
implantacion.
MORRIS D., BRANDO J. Reingeniería: Cómo aplicarla con éxito en los negocios. Colombia:
Ed. Mc Graw-Hill, 1994. 14p.
NIEBEL, B., FREIVALDS, A. Ingeniería Industrial: Métodos, estándares y diseño del trabajo
(12va ed.). México: Mc Graw Hill, 2013. 25,29,32p.
SALAZAR LOPEZ, B. Ingeniería industrial online. {En línea}. {07 Enero 2015}. Disponible en:
http://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-
industrial/producci%C3%B3n/
SALAZAR LOPEZ, B. {En línea}. {07 Enero 2015}. Disponible en:
http://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-
industrial/producci%C3%B3n/t%C3%A9cnica-smed-cambio-de-matriz-en-un-solo-minuto/
SANDVIK C. Herramientas de torneado. {En línea}. {18 Enero 2015}. Disponible en:
http://www.sandvik.coromant.com/sitecollectiondocuments/downloads/global/catalogues/es-
es/turning/TURN_G.pdf
POSTINETT P. Herramientas para vencer la crisis. Organización de Procesos – Diseño de
Equipos. Valencia: KMS Editorial, 2009. 17p.
RINCÓN S. VILLAREAL V. Costos, decisiones Empresariales. Bogotá: Ecoe Ediciones, 2010.
23-25p.
SACRISTÁN F. Las 5’S orden y limpieza en el puesto de trabajo. Madrid. Editorial FC.
Fundación Confemetal, 2005. 29p

104
UNAL. {En línea}. {18 Enero 2015}. Disponible en:
http://www.virtual.unal.edu.co/cursos/ingenieria/mecatronica/docs_curso/Anexos/TUTOrialcnc/
documentos/teoria/cad-cam%20introduccion%20upiisa.pdf
WOMACK J.P, ROOS D. The Machine that Changed the World: the Story of Lean Production.
USA. First Harper Perennial. 1990.46-47 p.
VILLASEÑOR CONTRERAS, A., & GALINDO COTA, Conceptos y reglas de Lean
Manufacturing. México: Limusa, 2007. 80-86p.
ZAPATA ATERTUA, D. I., & BUITRAGO GUZMAN, M. Implementación de la Metodología
5´s en una Empresa de Fabricación y Comercialización de Lámparas. {En línea}. {22 Febrero
de 2015}. Disponible en:
http://bibliotecadigital.usbcali.edu.co/jspui/bitstream/10819/1091/1/Implementacion_Metodologi
a_5'S_Zapata_2012.pdf
ZARATIEGUI, J.R.. Gestión por procesos: su papel e importancia en la empresa. En: Economía
Industrial Rev.No. 230 (Ago-Sep. 2000).p. 33.

ANEXO 1: CALCULO DEL TIEMPO ASIGNADO
DIBUJO No. OIS-14-588
ELABORO: A. RUIZFECHA:
(dd/mm/aaaa)MATERIAL:
SECUENCIA 10WORK
CENTERLU25
CANTIDAD
un.
TIEMPO
min.%
TIEMPO TOTAL
min.
TIEMPO TOTAL
h.CHECK
1 15,0 15,0 0,250
0 15,0 0,0 0,000
0 25,0 0,0 0,000
3 4,0 12,0 0,200
0 15,0 0,0 0,000
0 25,0 0,0 0,000
0 15,0 0,0 0,000
2 20,0 40,0 0,667
3 6,0 18,0 0,300
6 8,0 48,0 0,800
2 2,0 4,0 0,067
1 3,0 3,0 0,050
11 0,5 5,5 0,092
11 1,0 11,0 0,183
0 15,0 0,0 0,000
0 10,0 0,0 0,000
0 90,0 0,0 0,000
0 10,0 0,0 0,000
0 30,0 0,0 0,000
0 5% 7,8 0,130
1 10,0 10,0 0,167
174,3 2,9051 8,3 8,3 0,138
1 0,2 0,2 0,003
1 0,2 0,2 0,003
1 0,2 5% 0,4 0,007
1 0,3 0,3 0,005
9,4 0,157
HTA. MOTORIZADA LONGITUDINAL
MONTAR PORTAHERRAMIENTA (LB10 & LU25)
HTA. MOTORIZADA TRANSVERSAL
MONTAR PORTAHERRAMIENTA (LB10 & LU25)
SIMULACION PROGRAMA
F. S. + IMPREVISTOS
LUNETA
MONTAJE Y ALINEACION DISPOSITIVO (ARBOL)
CAMBIO DE INSERTOS EN HERRAMIENTAS MONTADAS
MONTAJE Y ALINEACION DISPOSITIVO (COPA ATS)
MONTAJE Y ALINEACION DISPOSITIVO (SPINDLE)
01/03/2011
HTA. MOTORIZADA LONGITUDINAL O TRANSVERSAL
PORTAHERRAMIENTA MONTADO Y ALINEADO
HTA. MOTORIZADA LONGITUDINAL O TRANSVERSAL
MONTAR PORTAHERRAMIENTA (SOLO LB5)
MONTAR BUJES DE EMPACK
ING. MANUFACTURA
MONTAR MORDAZAS BLANDAS
MONTAR MORDAZAS BLANDAS Y RECTIFICAR
TOPE
PARADA PROGRAMADA (VERIFICAR MEDIDAS)
MONTAJE DE HERRAMIENTAS
LLAMAR PROGRAMA
UBICACIÓN Y ANCLAJE CONTRAPUNTA
DESMONTAJE Y LIMPIEZA DISPOSITIVOS
TOMAR CEROS
TOTAL SETUP
EDITAR NUMERO DE HERRAMIENTAS EN EL PROGRAMA
COMPENSAR HERRAMIENTAS
TOTAL RUN
LATHE TIME CALCULATION
END CAP - LOWERNOMBRE DE LA PIEZA
AMHS-18-0112-RD
MONTAR MORDAZAS DURAS
F.S. + CAMBIOS DE HTA. + IMPREVISTOS
MONTAJE DE PIEZA

ANEXO 2: ORGANIGRAMA DE LA EMPRESA OBJETO DE ESTUDIO
Ger
ente
de
op
erac
iones
Representante de ventas
Gerente de distribución
Supervisor Analistas Operadores
Coordinador de mantenimiento
Tecnico Mecanicos
Gerente de compras y planeación
Planeador de manufactura de partes
Planeador de ensamble
Comprador
Gerente de manufactura
Coordinador de ingenieria
Ingenieros de Procesos
Programadores
Coordinador de manufactura de partes
Supervisores Operadores
Coordinador de ensamble
Supervisores Operadores
Coordinador de calidad
Inspector
Gerente financiero
Controlador de documentos
Coordinador de Tecnología
Analista Financiero
Coordinador de recursos humanos
Analista de Nómina
Analista Seguridad y salud ocupacional

ANEXO 3: PLANO DE FABRICACIÓN PARA LA REFERENCIA OIS 14-588

ANEXO 4: DIAGRAMA DE PROCESO PARA EL CAMBIO DE LA REFERENCIA OIS-14-588
Grupo
ActividadDescripción de la actividad
Operación Transporte Inspección Espera Almacenamiento
Tiempo
min.Total
I ASIGNACIÓN DE LA ACTIVIDAD Y DOCUMENTACION 26,8
1 Asignación a la orden de trabajo 3
2 Desplazamiento al computador de reporte 0,5
3 Reporte a la orden de trabajo 0,3
4 Revisar documentación 5
5 Se dirige al área de pre-alistamientos 2
6 Solicita herramientas e instrumentos 0,5
7 Solicita dispositivos 0,5
8 Hace una espera 3
9 Busca al supervisor aprobación del vale de herramientas nuevas 1
10 Espera que el supervisor revise existencias y apruebe 1
11 Se dirige al área de pre-alistamientos 2
12 Hace una espera 2
13 Recibe herramientas y dispositivos 2
14 Se dirige al área de la maquina 2
15 Ubica herramientas en el mueble de herramientas 2
II BAJAR MORDAZAS MONTADAS 6,9
16 Busca herramientas de mano para bajar las mordazas. 1,5
17 Se dirige a la maquina 0,2
18 Utiliza llave allen de 12 mm 0,5
19 Utiliza martillo de goma 0,5
20 Desajusta tornillos (6 unid) 1
21 Desmonta mordaza de la popa 0,5
22 Lleva mordazas al banco de trabajo. 0,2
23 Baja tornillos 0,7
24 Utiliza cepillo con cerdas de acero 0,3
25 Limpia estrías de las mordazas actuales 0,3
26 Sopletear mordazas actuales 0,3
27 Limpia tuercas de sujeción mordazas 0,6
28 Recoge la herramienta utilizada 0,1
29 Se dirige al mueble de herramientas 0,2
30 Ubica herramientas en el mueble de herramientas 0,1

Grupo
ActividadDescripción de la actividad
Operación Transporte Inspección Espera Almacenamiento
Tiempo
min.Total
III BAJAR BUJES DE EMPACK 3
31 Se desplaza a buscar el supervisor para previa autorización 0,3
32 Se dirige al área de pre-alistamientos a recoger la barra de extracción 0,2
33 Espera la entrega 0,5
34 Se dirige a la maquina 0,2
35 Lleva la barra de extracción 0
36 Usa la barra por la parte trasera del husillo extrae bujes 0,5
37 Se dirige al mueble de herramienta 0,1
38 Ubica bujes en el punto de recolección. 0,2
39 Limpiar husillo con aire 1
IV MONTAR BUJES DE EMPACK 3
40 Introduce 3 bujes de empack al husillo 3
V MONTAR MORDAZAS BLANDAS 3,5
41 Se dirige a la maquina 0,2
42 Limpiar mordazas y estrías de la copa 0,5
43 Inserta 6 tornillos y 6 tuercas para las mordazas 2
44 Hace el montaje de las 3 mordazas 0,8
VI ALESADO DE MORDAZAS 23,2
45 Se desplaza a buscar el supervisor para previa autorización 0,3
46 Se dirige al área de pre alistamientos 0,4
47 Solicita anillos para rectificado y barra de alesado 0,1
48 Hace una espera 0,6
49 Se dirige a la maquina 0,2
50 Procede con el alesado 4,5
51 Hace el montaje de la barra utiliza buje de 1" 4
52 Coloca límites de desplazamiento a la torreta 1
53 Inserta anillo para rectificado 1
54 Realiza un alesado manual 5
55 Verifica circular run out 3
56 Baja la barra de alesado utilizada 2
57 Se dirige al mueble de herramientas 0,2
58 Ubica en el punto de recolección. 0,7
59 Se dirige a la maquina 0,2
60 Continua con el montaje 0,8
Diagrama de proceso para el cambio de la referencia OIS-14-588 (Continuación)

Grupo
ActividadDescripción de la actividad
Operación Transporte Inspección Espera Almacenamiento
Tiempo
min.Total
VII MOTAR EL TRAMO DE MATERIAL 1,2
61 Ajusta la presión de las mordazas 0,2
62 Verifica circular run out 1
VIII LLAMAR PROGRAMA 0,1
63 Se dirige al tablero de programación 0,1
IX EDITAR NUMERO DE HERRAMIENTAS EN EL PROGRAMA 5,9
X MONTAJE DE HERRAMIENTAS FIJAS 40
64 Se dirige a la maquina 0,2
65 Desmonta herramientas que no necesita 7
66 Se dirige al mueble de herramientas 0,2
67 Ubica en el punto de recolección. 0,5
68 Toma herramientas nuevas 0,1
69 Se dirige a la maquina 0,2
70 Realiza montaje de herramientas nuevas 30
71 Se ajustan las longitudes de acuerdo a la necesidad 2
XI MONTAJE DE HERRAMIENTAS MOTORIZADAS 39
72 Se desplaza a buscar el supervisor para previa autorización 0,3
73 Se dirige al área de pre-alistamientos 0,2
74 Solicita extensiones, boquillas y herramienta de sujeción 0,2
75 Espera la entrega 0,5
76 Se dirige a la maquina 0,3
77 Inicia montaje y alineación de dos portaherramientas radiales. 33
78 Se montan las herramientas 4,5
XII CAMBIO DE INSERTOS EN HERRAMIENTAS MONTADAS 5
79 Baja insertos viejos o utilizados en malas condiciones 2
80 Se desplaza a buscar el supervisor para previa autorización 0,3
81 Se dirige al área de pre-alistamientos 0,2
82 Solicita intercambio de insertos viejos por insertos en condiciones de uso 0,1
83 Espera la entrega 0,2
84 Se dirige a la maquina 0,2
85 Montan insertos en condiciones de uso 2
Diagrama de proceso para el cambio de la referencia OIS-14-588 (Continuación)

Grupo
ActividadDescripción de la actividad
Operación Transporte Inspección Espera Almacenamiento
Tiempo
min.Total
XIII COMPENSAR HERRAMIENTAS Y TOMAR DE CERO 16
86 Se compensan 12 herramientas 12
87 Toma de cero en la torreta a "A" 2
88 Toma de cero en la torreta a "B" 2
XIV PATRONAMIENTO DE INSTRUMENTOS DE MEDICIÓN 15
89 Se buscan instrumentos de medición faltantes 3
90 Se patronan los instrumentos de medición 12
XV LANZAMIENTO DE PRIMERA PIEZA 15
91 Se inicia lanzamiento paso a paso 15
XVI VERIFICACIÓN DE PRIMERA PIEZA 24
92 Se desplaza a buscar el supervisor para previa autorización 0,5
93 Se hace verificación 10
94 Se dirige a la maquina 0,5
95 Se hacen los ajustes necesarios 6
96 Se aprueba y se continua con el proceso. 7
227,6
174
53,6
30,8%
TIEMPO TOTAL ASIGNADO PARA EL CAMBIO DE REFERENCIA (minutos)
VARIACION DEL TIEMPO DE CAMBIO (minutos)
PORCENTAJE DE VARIACIÓN
Diagrama de proceso para el cambio de la referencia OIS-14-588 (Continuación)
TIEMPO TOTAL DEL CAMBIO DE REFERENCIA (minutos)

ANEXO 5: REGISTRO DE ASISTENCIA PARA LA LLUVIA DE IDEAS

ANEXO 6: PLANO REDISEÑO DE LA TORRETA

ANEXO 7: PROCEDIMIENTO PARA REALIZAR ALISTAMIENTO DE
HERRAMIENTAS EN TORNOS CNC
Manufactura de Partes
Aprobado por: Raúl Alfonso Navarro (Gerente de Manufactura)
1 Responsable(s):
El Coordinador de manufactura de partes es el responsable de la generación y actualización del
procedimiento y los supervisores de manufactura de partes serán los responsables de garantizar
la correcta ejecución del presente procedimiento, así como de realizar la retroalimentación
necesaria para su actualización.
2 Objetivo:
Determinar todas las actividades necesarias para realizar la preparación de las herramientas y
dispositivos utilizados en los cambios de referencia.
3 Alcance:
Para los operarios de alistamiento de herramientas y dispositivos.

4 Definiciones: Ninguna
5 Seguridad
6 Antes de iniciar actividades, el personal debe utilizar:
Calzado de seguridad
Anteojos de seguridad
Protector auditivo de seguridad
Ropa de trabajo bien ajustada (Camisa por dentro)
Guantes de protección
Toda las operaciones de comprobación y ajustes deben realizarse con la máquina detenida; es
muy peligroso trabajar llevando anillos, relojes, pulseras, cadenas en el cuello, bufandas,
corbatas o cualquier prenda que cuelgue, así mismo es peligroso llevar cabellos largos y sueltos,
deben recogerse bajo gorro o prenda similar.
7 Orden y Limpieza
El orden y conservación de las herramientas utilizadas en el proceso, es parte fundamental del
proceso de la preparación; conserve las siguientes actividades:
Tener un sitio para cada cosa y cada cosa en su sitio.
El área de trabajo utilizada debe mantenerse limpia, libre de obstáculos y manchas de
aceite.
Los objetos caídos pueden provocar tropezones y resbalones peligrosos, por lo que deben
ser recogidos antes de que esto suceda.

8 Procedimiento:
Durante el seguimiento realizado al cambio de referencia se pueden establecer las actividades
externas (que se realizan mientras la máquina se encuentra en funcionamiento) y las internas (se
hacen con la máquina detenida); en este procedimiento se darán a conocer todas las actividades
externas que serán realizadas por operadores de preparación de la manufactura, con el propósito
de minimizar los tiempos de cambio de referencia.
a. Descripción de las actividades a realizar
A. Conocimiento de la documentación requerida y enviada en la ruta de proceso.
B. Conocimiento, operación y montaje de porta herramientas fijos exteriores e interiores, porta
herramientas motorizados radiales y axiales.
C. Preparación de Mordazas blandas, tuercas y tornillos de sujeción para mordazas
D. Preparación de bujes de empack
E. Funcionamiento de la torreta de alistamientos
F. Preparación de instrumentos de medición
b. Desarrollo de las actividades a realizar
A. Conocimiento de la documentación requerida y enviada en la ruta de proceso
El departamento de ingeniería es encargada de generar toda la información requerida para la
ejecución del proceso, formatos relacionados con el montaje, herramientas, tiempos asignados,
estándares para la fabricación de las ordenes de trabajo y programas para las maquinas CNC
mientras que el área de calidad se encarga de generar toda la información relacionada con los
instrumentos de medición que se utilizaran para la verificación dimensional de las partes
fabricadas.

Ilustración 32. Formatos utilizados
Fuente: datos suministrados por la empresa
Las personas encargadas de realizar la preparación de herramientas, dispositivos e instrumentos
de medición deben hacer uso estricto de la documentación entregada y seguir al pie de la letra
todas las indicaciones que contiene para evitar inconvenientes durante el proceso.
Descripción de los formatos utilizados
TLS (Tool lathe sheet); es un formato utilizado para establecer las herramientas requeridas en
cada uno de los procesos en él se especifica el nombre de la referencia, fecha de generación del
formato y las especificaciones de la herramientas asignadas, tales como código con el cual se
encuentra matriculado en el sistema, la descripción, diámetro, radio, longitud efectiva y consumo
ver ilustración 2.
tenga en cuenta cada una de las características especificadas en el formato, especialmente la
descripción de la herramienta y su referencia, esta será la información más importante para la
selección y revise longitud, diámetros y calidades antes de iniciar labores de montaje, en este
punto del proceso la persona encargada de la preparación debe seguir las recomendaciones
especiales que sean descritas en el formato e informar cualquier novedad que encuentre antes de
hacer la parada de la máquina.

Ilustración 33. Formato TLS
Fuente: datos suministrados por la empresa
JSS (Job setup sheet)
En este formato están los montajes y dispositivos asignados para cada una de los procesos, en él
se describen los ceros de pieza, tipo de sujeción, que clase de mordazas utilizadas, bujes de
empack utilizados, nombre del programa CNC y los datos de fabricación de la referencia
(secuencia, diseñador y fecha), ver ilustración 3.
Este formato será utilizado por la persona que realiza los alistamientos de elementos y
dispositivos de sujeción, en él se describe el tipo de mordazas que se utilizaran, la codificación
correspondiente, especifica los bujes de empack que son requeridos en el proceso y la cantidad
necesaria.

Ilustración 34. Formato JSS
Fuente: datos suministrados por la empresa
MIS (Measurement Instruments Sheet)
Este es el formato establecido para los instrumentos de medición y será utilizado por el personal
de preparación de la manufactura antes de hacer la parada de la máquina, los operarios de
preparación deben garantizar el instrumento, es decir, revisar su estado de operación, que se
encuentre completo, que posea los elementos necesarios para su patronamiento; si el instrumento
programado presenta alguna falla o se está utilizando en otro proceso, el evento debe ser
reportado al departamento de calidad quien realizara el soporte necesario antes de iniciar el
cambio de referencia.

Ilustración 35. Formato MIS
Fuente: datos suministrados por la empresa
B. Conocimiento, operación y montaje de porta herramientas fijos exteriores e interiores,
porta herramientas motorizados radiales y axiales.
Ilustración 36. Portaherramientas utilizados
Fuente: Tomado del catálogo para torneado Eppinger.

En la ilustración 5, se muestran los diferentes portaherramientas utilizados durante las
actividades de cambio en los tornos CNC (Fijos, motorizados), llaves de sujeción utilizadas y
algunos accesorios utilizados.
Portas fijos para diámetros interiores (Tool holder)
En él se montan barras de alesado, barras de ranurado, barras para roscado, broca centros entre
otros, cuando realice el montaje de herramientas utilizadas para operaciones interiores, revise el
diámetro mínimo de operación de la herramienta y verifique que este corresponda a los
requerimientos del proceso, cualquier novedad o duda que se presente debe ser consultada con el
departamento de ingeniería, verificar la longitud efectiva de las herramientas antes de realizar el
ajuste final y suministre los accesorios de refrigeración requeridos para cada porta herramienta.
Ilustración 37. Porta herramienta fijo interior
Fuente: información suministrada por la empresa

Portas fijos para diámetros Exteriores
En este porta se montan portaherramientas de cilindrado exterior, ranurado exterior, tronzado,
copiado, roscado; el operario que realiza la preparación debe garantizar el estado de la
herramienta, montar el inserto requerido para el proceso, verifique las especificaciones
geométricas de la herramienta y suministre los elementos de refrigeración utilizados en cada
proceso.
Ilustración 38. Porta herramienta fijo exterior
Fuente: información suministrada por la empresa
Portas herramientas motorizados radial y axial (herramientas vivas)
Se utilizan para montar, broca centros, brocas, machuelos, rimas, fresas.
Las herramientas de corte utilizadas en los portaherramientas radiales, deben ser suministradas
con la boquilla de sujeción requerida pero no se debe realizar el montaje de la herramienta
porque estos portaherramientas deben ser alineados en la máquina para garantizar su
funcionamiento, revise estado de boquillas y suministre los accesorios de refrigeración
necesarios.

Ilustración 39. Porta herramienta radial
Fuente: información suministrada por la empresa
Ilustración 40. Porta herramienta axial
Fuente: información suministrada por la empresa

C. Mordazas blandas, tuercas y tornillos de sujeción para mordazas.
Las mordazas duras son utilizadas en las secuencias iníciales donde es necesario realizar grandes
mecanizados a velocidades de corte altas, mientras que las mordazas blandas son utilizadas para
la sujeción de secuencias posteriores donde se requiere la conservación del circular run out y la
superficie de sujeción no puede ser deteriorada o tallada.
Ilustración 41. Elementos de sujeción para la materia prima
Mordazas Blandas Mordazas Duras
Tuerca de sujeción para mordazas en
los tornos
Anillos para el rectificado de
mordazas
Fuente: información suministrada por la empresa
Verifique que las mordazas que pide su plano de montaje sean las mismas que se encuentran
en el alistamiento y que aun permitan ser alesadas al diámetro de la referencia si es necesario.

Selección del anillo.
El anillo es el instrumento con el cual definimos el diámetro de sujeción de las mordazas para
garantizar el circular run out especificado en el plano.
El anillo debe tener un diámetro menor al de la referencia y debe ser el más cercano a este con
una diferencia de mínimo 0,010”
Ilustración 42 Selección del añillo
Fuente: información suministrada por la empresa
D. Bujes de empack
Los bujes en empack, llegan suministrados y definidos por parte de las personas de la
preparación de la manufactura de acuerdo al diámetro real de la materia prima; Los bujes en
empack forman parte importante dentro del proceso de mecanizado son usados para evitar o
disminuir la vibración en la materia prima y garantizar la rigidez lineal de la misma,
Diámetro
menor del
anillo

adicionalmente, la persona que realiza el alistamiento debe garantizar que el diámetro interior
contenido en estos, y por donde se desplazará la materia prima, no contenga una diferencia
mayor a 1/64” de dimensión (0.015” ).
Ilustración 43. Buje de empack
Fuente: información suministrada por la empresa
DATOS IMPORTANTES
El diámetro del tubo tractor del L1420, LU25 y LB5….contiene un medida de 2.750” de
dimensión.
El diámetro del tubo tractor del LB10 contiene una medida de 2.050” de dimensión

E. Funcionamiento de la torreta de la torreta para alistamientos
Ilustración 44. Funcionamiento de la torreta
Fuente: información suministrada por la empresa
En la ilustración 13, se muestran los pasos básicos para el funcionamiento de la torreta, a
continuación se describen:

Revisión de la documentación entregada en la orden de proceso (formatos TLS, JSS)
Búsqueda de herramientas y portaherramientas requeridos
Asegurar la torreta y utilizar elementos de protección personal
Montar herramientas y cambiar los insertos correspondientes
Ajustar porta herramienta
Garantizar longitud de exposición de la herramienta.
F. Preparación de instrumentos de medición
Para realizar la preparación de los instrumentos de medición es necesario consultar el listado de
instrumentos asignados a la orden de procesos para cada secuencia, antes de entregar estos
elementos al operador de máquina se debe garantizar el funcionamiento de los mismos y
garantizar que se encuentren completos.
Ilustración 45. Preparación de instrumentos de medición
Fuente: información suministrada por la empresa

ANEXO 8: PROCEDIMIENTO PARA REALIZAR CAMBIO DE REFERENCIA EN
TORNOS CNC
Manufactura de Partes
Aprobado por: Raúl Alfonso Navarro (Gerente de Manufactura)
1 Responsable(s):
El Coordinador de manufactura de partes es el responsable de la generación y actualización del
procedimiento y los supervisores de manufactura de partes serán los responsables de garantizar
la correcta ejecución del presente procedimiento, así como de realizar la retroalimentación
necesaria para su actualización.
2 Objetivo:
Determinar todas las actividades necesarias para realizar cambio de referencia en los tornos CNC
3 Alcance:
Para los operarios de la celda de torno del departamento de manufactura de partes.
4 Definiciones: Ninguna

5 Seguridad:
6 Antes de iniciar actividades, el personal debe utilizar:
Calzado de seguridad
Anteojos de seguridad
Protector auditivo de seguridad
Ropa de trabajo bien ajustada (Camisa por dentro)
Guantes de protección
Toda las operaciones de comprobación y ajustes deben realizarse con la máquina detenida; es
muy peligroso trabajar llevando anillos, relojes, pulseras, cadenas en el cuello, bufandas,
corbatas o cualquier prenda que cuelgue, así mismo es peligroso llevar cabellos largos y sueltos,
deben recogerse bajo gorro o prenda similar.
7 Orden y Limpieza
El orden y conservación de las herramientas utilizadas en el proceso, es parte fundamental del
proceso de cambio de referencia; conserve las siguientes actividades:
Tener un sitio para cada cosa y cada cosa en su sitio
El área de trabajo utilizada debe mantenerse limpia, libre de obstáculos y manchas de aceite.
Los objetos caídos pueden provocar tropezones y resbalones peligrosos, por lo que deben ser
recogidos antes de que esto suceda.
8 Procedimiento
El procedimiento para realizar cambios de referencia en tornos CNC, se hace con apoyo de la
metodología lean manufacturing, las herramientas utilizadas durante su desarrollo son SMED
aplicando las fases de observar, filmar, clasificar, convertir, refinar Y 5s, tomando las fases de
Clasificar, ordenar, limpiar estandarizar y mantener la disciplina.

Durante el seguimiento realizado al cambio de referencia se pueden establecer las actividades
externas (que se realizan mientras la máquina se encuentra en funcionamiento) y las internas (se
hacen con la máquina detenida); en este procedimiento se darán a conocer todas las actividades
internas que son las que deben ejecutar los operadores de torno.
c. Descripción de las actividades a realizar
G. Asignación de la actividad y documentación
H. Bajar Mordazas
I. Bajar bujes de empack
J. Montar bujes de empack
K. Montar mordazas blandas
L. Alesado de mordazas
M. Montar el tramo de material
N. Llamar el programa
O. Editar número de herramientas en el programa
P. Montaje de herramientas fijas
Q. Montaje de herramientas motorizadas
R. Cambio de insertos en herramientas montadas
S. Compensar herramientas y tomar cero de pieza
T. Patronamiento de instrumentos de medición
U. Lanzamiento de primera pieza
V. Verificación de primera pieza
d. Desarrollo de las actividades a realizar
G. Asignación de la actividad y documentación
Antes de realizar cualquiera de las actividades internas, designadas para el operario de máquina,
verifique la documentación entregada por el departamento de ingeniería para la ejecución del

proceso, los formatos relacionados con el montaje, herramientas, tiempos asignados para la
fabricación de las ordenes de trabajo y programas para las maquinas CNC, también verifique el
formato de instrumentos de medición entregado por el departamento de calidad para la
inspección dimensional de las partes fabricadas.
El operario de la celda de torno se encargara de la ejecución del proceso y para ello debe hacer
uso estricto de la documentación entregada y seguir al pie de la letra todas las indicaciones que
contiene.
Ilustración 46. Formatos utilizados
Fuente: datos suministrados por la empresa
Descripción de los formatos utilizados
TLS (Tool lathe sheet); es un formato utilizado para establecer las herramientas requeridas
en cada uno de los procesos en él se especifica el nombre de la referencia, fecha de
generación del formato y las especificaciones de la herramientas asignadas, tales como
código con el cual se encuentra matriculado en el sistema, la descripción, diametro, radio,
longitud efectiva y consumo ver ilustración 2.

Ilustración 47. Formato TLS
Fuente: datos suministrados por la empresa
Los datos más relevantes del formato TLS, para el operador de máquina son:
Diametro: este hace referencia al diámetro de la herramienta y debe ser verificado antes de
iniciar la corrida de la máquina ya que es parte fundamental durante la compensación de la
herramienta.
Radio: hace referencia al radio que poseen las herramientas de corte, este se introduce como
dato de compensación al control de la máquina, el radio es una de las variables que determina las
condiciones de corte y debe tenerse en cuanta para ajustar las condiciones del proceso.
Longitud Efectiva: es la longitud a la cual debe ser expuesta la herramienta también debe ser
inspeccionada para garantizar la operación de la máquina y evitar colisiones durante el proceso.
Consumo: este dato indica la duración de la herramienta relacionando piezas fabricadas por
herramienta o piezas fabricadas por filo de corte de la herramienta; es decir este número indica
cuantas piezas debe fabricar la herramienta.
Consumo de potencia: es el esfuerzo que presenta la máquina cuando la herramienta se
encuentra en operación, es importante hacer seguimiento a esta variable durante todo el proceso
de mecanizado, para evitar la fractura de las herramientas.
JSS (Job setup sheet); en este formato están los montajes y dispositivos asignados para cada
una de los procesos, en él se describen los ceros de pieza, tipo de sujeción, que clase de

mordazas utilizadas, bujes de empack utilizados, nombre del programa CNC y los datos de
fabricación de la referencia (secuencia, diseñador y fecha).
Ilustración 48. Formato JSS
Fuente: datos suministrados por la empresa
Los datos más relevantes del formato JSS, para el operador de máquina son:
Nombre del programa: se utiliza para cargar del sistema el programa que será utilizado en la
fabricación de la pieza este debe ser exacto, no permite ningún tipo de equivocación.
Tipo de mordazas y presión requerida: las mordazas deben ser las indicadas por el proceso,
estas garantizan la sujeción de la pieza y las condiciones de circular run out que requiera el
proceso; la presión de las mordazas es necesario para evitar desplazamiento del material o
deformación de la pieza.
MIS (Measurement Instruments Sheet); este es el formato establecido para los
instrumentos de medición y debe ser entregado a los operadores de la preparación de la
manufactura cuando se haga el requerimiento de herramientas y dispositivos.
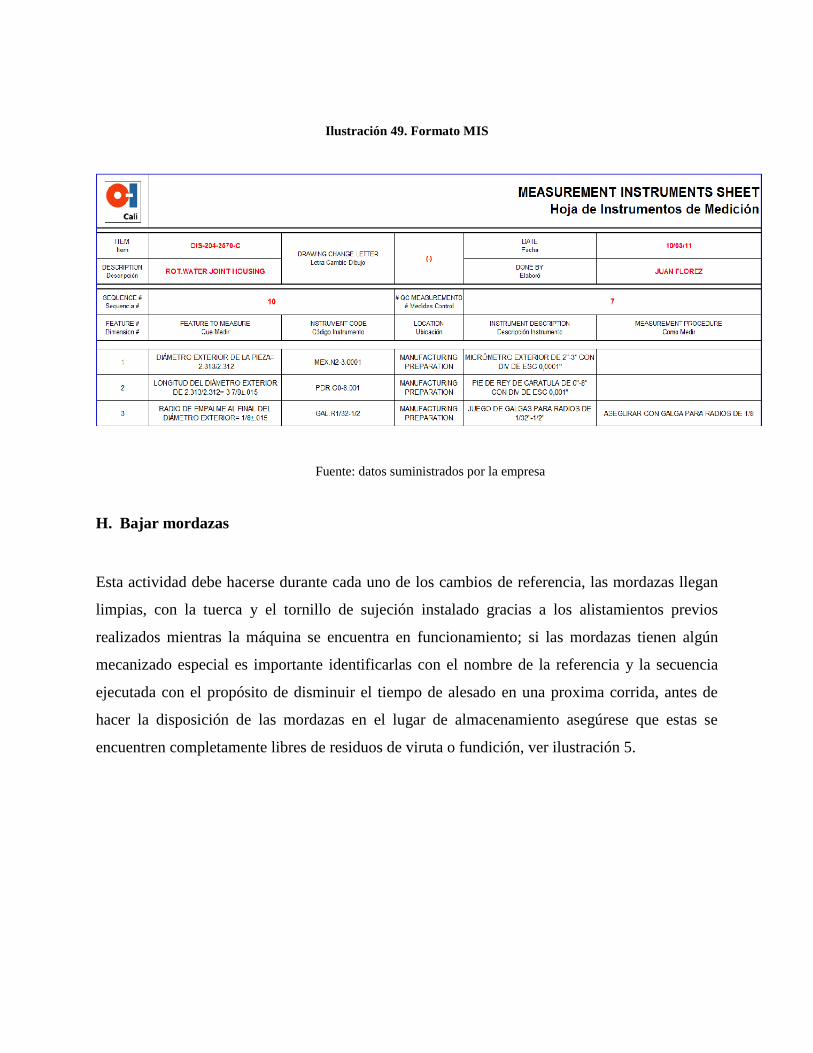
Ilustración 49. Formato MIS
Fuente: datos suministrados por la empresa
H. Bajar mordazas
Esta actividad debe hacerse durante cada uno de los cambios de referencia, las mordazas llegan
limpias, con la tuerca y el tornillo de sujeción instalado gracias a los alistamientos previos
realizados mientras la máquina se encuentra en funcionamiento; si las mordazas tienen algún
mecanizado especial es importante identificarlas con el nombre de la referencia y la secuencia
ejecutada con el propósito de disminuir el tiempo de alesado en una proxima corrida, antes de
hacer la disposición de las mordazas en el lugar de almacenamiento asegúrese que estas se
encuentren completamente libres de residuos de viruta o fundición, ver ilustración 5.

Ilustración 50. Limpieza de mordazas
Fuente: datos suministrados por la empresa
I. Bajar bujes de empack
Los bujes en empack forman parte importante dentro del proceso de mecanizado y son usados
para evitar o disminuir la vibración en la materia prima y adicionalmente garantizar la rigidez
lineal de la misma. Por lo general, los bujes son de uso obligatorio, cuando la materia queda
demasiado expuesta dentro del tubo tractor del torno. (Diámetro interior del husillo de la
máquina); es decir, que esta se presenta con más de 6” de longitud sin apoyo hacía la parte
interna de la máquina.

Ilustración 51. Buje de empack
Fuente: datos suministrados por la empresa
Si se requiere, baje las mordazas que se encuentren montadas en el mandril en el momento de
desinstalar los bujes para permitir la salida de estos de manera libre, para retirar los bujes de
empack utilice la barra utilizada para este fin, evite golpear el tubo tractor de la máquina y al
terminar deje los bujes en el punto de recolección de herramientas.
Ilustración 52. Elementos utilizados
Fuente: datos suministrados por la empresa

J. Montar bujes de empack para la nueva referencia
Los bujes en empack, llegan suministrados y definidos por parte la preparación de manufactura
de acuerdo al diámetro real de la materia prima; sin embargo, el operario debe saber cómo
distribuirlos en el tubo tractor y adicionalmente, verificar que el diámetro interior contenido en
estos, y por donde se desplazará la materia prima, no contenga una diferencia mayor a 1/64”
(0.015”).
Es fundamental que se garantice la limpieza del tubo tractor, Principalmente, que no se
encuentren instalados bujes de otro proceso, adicionalmente, los bujes se instalan siempre por la
parte externa del tubo tractor; es decir, del lado más alejado del mandril de la máquina; el
diámetro del tubo tractor del L1420, LU25 y LB5 contiene un medida de 2.750” de dimensión, el
diámetro del tubo tractor del LB10 contiene una medida de 2.050” de dimensión.
Dependiendo de la longitud de la materia prima a mecanizar, distribuya los bujes de empack a lo
largo del tubo tractor, lo ideal es que por cada 10” de longitud de materia prima se instale un buje
de empack, pero si la longitud de la barra contiene más de 28” de longitud se deben instalar
mínimo 4 bujes.
Monte los bujes, usando para esto los dispositivos diseñados y referidos como se muestran en la
ilustración 7, la forma correcta de instalar el buje es :
Ubique el buje al inicio del tubo tractor.
Inicie su desplazamiento, usando para esto el soporte en empack y un martillo; el objetivo de
usar el soporte en empack es el de evitar la deformación del buje en empack por su borde
frontal, ya que esto dificultaría su desplazamiento y adicionalmente impediría el paso libre de
la materia prima, finalmente ubique el buje a la longitud deseada utilizando la barra de acero.

K. Montar mordazas
Las mordazas duras son utilizadas en las secuencias iníciales donde es necesario realizar grandes
mecanizados a velocidades de corte altas, mientras que las mordazas blandas son utilizadas para
la sujeción de secuencias posteriores donde se requiere la conservación del circular run out y la
superficie de sujeción no puede ser deteriorada o tallada.
Ilustración 53. Elementos de sujeción utilizados en el montaje de mordazas
Mordazas Blandas Mordazas Duras
Tuerca de sujeción para mordazas en
los tornos
Anillos para el rectificado de
mordazas
Fuente: información suministrada por la empresa
Verifique que las mordazas que pide su plano de montaje sean las mismas que se encuentran en
el alistamiento y que aun permitan ser alesadas al diámetro de la referencia si es necesario el
anillo es el instrumento con el cual definimos el diámetro de sujeción de las mordazas para
garantizar el circular run out especificado en el plano este será suministrado por la preparación
de manufactura.

El anillo debe tener un diámetro menor al de la referencia y debe ser el más cercano a este con
una diferencia de mínimo 0,010”
L. Alesado de mordazas
Esta operación es indispensable para garantizar una buena sujeción de la parte en proceso y
cumplir con las condiciones de circular run out requeridas por el plano de fabricación a
continuación se describen las actividades secuenciales.
Montar mordazas con diámetro menor al del anillo seleccionado pero no muy lejano.
Ilustración 54. Aproximación de las mordazas
Fuente: información suministrada por la empresa
Monte la barra de alesar de acuerdo al diámetro inicial de las mordazas (Que posibilite su
trabajo)
El anillo no
registra en el
diámetro

Ilustración 55. Montaje de barra para alesado
Fuente: información suministrada por la empresa
Coloque la presión de las mordazas de acuerdo a las especificaciones del plano de montaje.
Alesar las mordazas en vació con un diámetro 0,010” más que el diámetro del anillo.
Ilustración 56. Alesado en vacío
Fuente: información suministrada por la empresa
Monte el anillo teniendo en cuenta que se debe alesar con el diámetro de la referencia a la mayor
longitud posible y proceda con el alesado de las mordazas, teniendo en cuenta la rugosidad de la
superficie que se está mecanizando.
Mordaza alesada
sujetando el anillo

Ilustración 57. Alesado con anillo
Fuente: información suministrada por la empresa
Si la referencia a correr no especifica tope en el diámetro interior de las mordazas se debe barrer
el escalón sobre el cual se montó el anillo, además asegurar que el diámetro de dicho barrido sea
mayor al de nuestra referencia para que no interfiera en la apropiada sujeción de la pieza ver
representación en la ilustración 13.
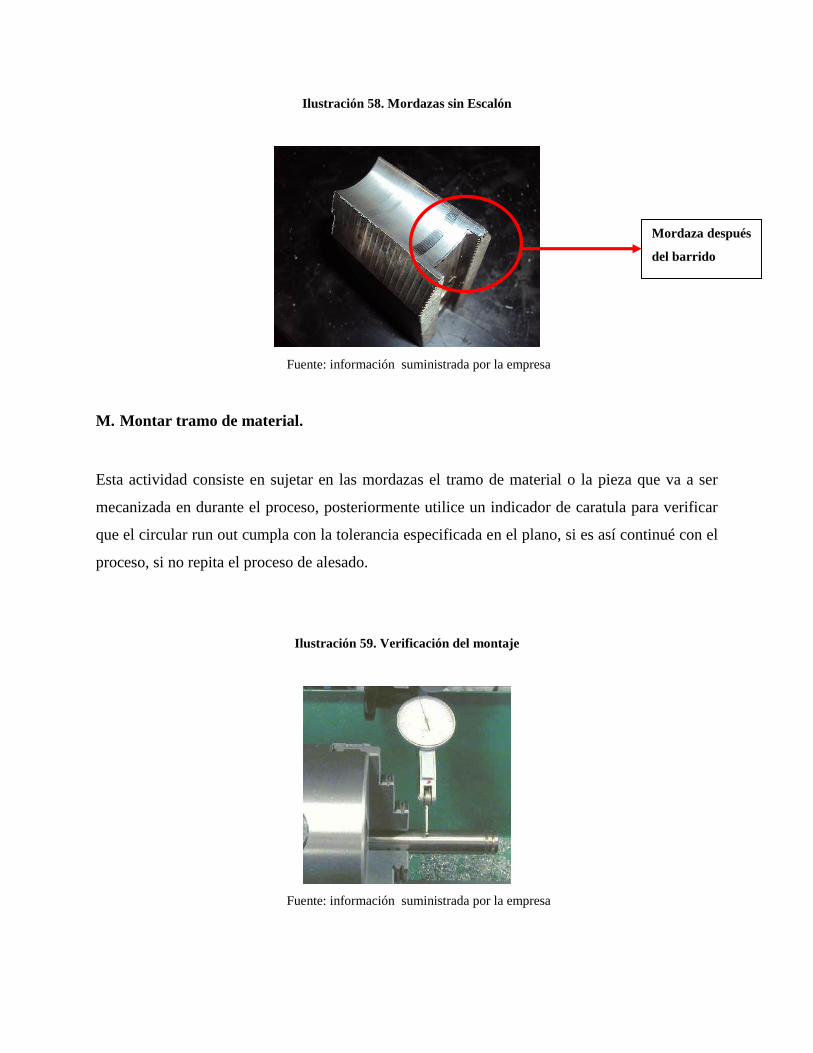
Ilustración 58. Mordazas sin Escalón
Fuente: información suministrada por la empresa
M. Montar tramo de material.
Esta actividad consiste en sujetar en las mordazas el tramo de material o la pieza que va a ser
mecanizada en durante el proceso, posteriormente utilice un indicador de caratula para verificar
que el circular run out cumpla con la tolerancia especificada en el plano, si es así continué con el
proceso, si no repita el proceso de alesado.
Ilustración 59. Verificación del montaje
Fuente: información suministrada por la empresa
Mordaza después
del barrido

N. Llamar programa
A continuación se describen los pasos para cargar el programa CNC a la máquina, este se
encuentra ubicado en cinco edit. (Programa utilizado por la empresa objeto de estudio):
Utilizar el nombre del programa definido por el departamento de ingeniería, este se
encuentra en el formato de montaje (JSS).
Pasar la máquina a modo edición
Ubicar el programa O8000
Al interior del programa se debe digitar el nombre del programa que de desea cargar
ejemplo OIS14588-PL.MIN
Presionar la tecla edit., luego presionar la tecla pit y finalmente presionar la tecla
perforar.
Digitar O8000
Presionar la tecla enter, luego presionar la tecla leer y nuevamente presionar enter.
De esta forma el programa ya debe estar cargado en la máquina, este debe ser seleccionado en
modo automático / elegir programa / */ enter.
O. Editar número de herramientas en el programa
Esta actividad consiste en colocar la posición que ocupa la herramienta en la torreta, a
continuación se describen los pasos.
Colocar la máquina en modo edición
Observar la posición de cada una de las herramientas sobre la torreta
Ingresar al programa
Digitar el número de la herramienta en el espacio “T” que se encuentra en el programa
Guardar los cambios

Llamar nuevamente el programa
P. Montaje de herramientas fijas
Cuando se habla de herramientas fijas, hace relación a porta herramientas que no tienen
movimiento propio, estos se encuentran fijados a la torreta, son utilizados en mecanizados
exteriores e interiores, con estas herramienta se pueden realizar procesos de refrentado, ranurado
cilindrado, roscado, copiado, tronzado, centrado y perforado.
Estos portaherramientas deben llegar preparados, es decir la herramienta ya se encuentra
montada y están listos para hacer cambio rápido en la máquina, ver ilustración 15.
Ilustración 60. Porta herramientas fijos (exteriores e interiores)
Fuente: información suministrada por la empresa
Selección de la herramienta requerida
Verificación de su estado
Montaje sobre la torreta
Ajuste final

Q. Montaje de herramientas motorizadas
Estas herramientas también son conocidas como herramientas vivas trabajan de forma axial y
radial, las herramientas radiales deben ser alineadas antes de montar cualquier herramienta
mientras que las axiales no requieren de ningún tipo de alineación, son utilizadas para montar,
broca centros, brocas, machuelos, rimas, fresas, rimas.
Ilustración 61. Herramientas motorizadas
Fuente: información suministrada por la empresa
R. Cambio de inserto en herramientas montadas
Las únicas herramientas requeridas, ya sea para el montaje o desmontaje del inserto son llaves
tipo allen.
Una de 5/32” de dimensión
Dos de 5/64” de dimensión
Tenga en cuenta que las roscas, tanto de la brida de sujeción como del tornillo de fijación son
derechas. Esto es importante aclararlo dado que los tornillos se pueden deteriorar muy fácil por
efectuar ajustes inadecuados.

Ilustración 62. Elementos necesarios para el cambio de insertos
Fuente: información suministrada por la empresa
Pasos para el montaje o cambio de inserto en portaherramientas fijos.
Afloje la brida de sujeción del inserto, haciendo uso de la llave allen de 5/32” de dimensión,
no es necesario retirar de forma total la Brida para efectuar la operación.
Sólo se afloja hasta que la Brida gire 60°
A continuación, afloje el tornillo que permite la fijación del inserto, para esto use las llaves
de 5/64”, el objetivo de usar las llaves en la forma indicada en la ilustración, evita el
deterioro del hexágono del tornillo, dado que en estas condiciones se efectúa una carga más
uniforme; esto sólo aplica para el desmontaje, para el montaje, se usa sólo una llave del lado
de la plaquita de apoyo pero sin efectuar una fuerza excesiva.

Ilustración 63. Uso de las llaves hexagonales
Fuente: información suministrada por la empresa
Finalmente, instale el inserto
Ajústelo el tornillo de sujeción central con llave hexagonal de 5/64”
Ajuste el tornillo de la brida con la llave hexagonal de 5/32”
CUIDADOS.
No monte insertos en placas o portas deteriorados, dado que esto ocasiona la rotura
rápida del inserto
Use sólo las llaves indicadas
S. Compensar herramientas y tomar cero de pieza
Instrucciónes preliminares para la compensación de herramientas:
Diríjase al tablero del control numérico y pulse el botón de modo manual, abra la puerta y pulse
el botón “Tool data” para situarse en la módulo de compensación de herramientas (Tool offset)
en la pantalla del control.

Ilustración 64. Panel de control
Fuente: información suministrada por la empresa
Presione el botón “Giro de torreta” (indicado en la imagen) para girar la torreta y ubicar la
herramienta que desea compensar según las posiciones marcadas en el disco de la torreta.
Ilustración 65. Giro de torreta
Fuente: información suministrada por la empresa
El brazo sensor se ubica automáticamente presionando el botón “avance cabeza sensor” en el
tablero donde indica la ilustración 21. Asegúrese que la torreta se encuentre posicionada en el
límite y las mordazas se encuentran abiertas para que el brazo sensor pueda moverse, de lo
contrario, la maquina bloquea su movimiento.

Ilustración 66. Avance del sensor
Fuente: información suministrada por la empresa
Mueva la perilla del potenciómetro en la sección de avance o “Feed Rate” hasta el 80%. De lo
contrario, se dispara una alarma y se bloquea el avance de la torreta.
Ilustración 67. Perilla reguladora de avance
Fuente: información suministrada por la empresa
Acerque la torreta eje por eje mediante las flechas ubicadas en la sección “Slide Jog” o
“Desplazamiento lento”, presionando cuidadosamente la flecha del lado izquierdo para mover

la torreta en el eje X y luego la flecha inferior para moverla en el eje Z hasta que la torreta se
encuentre a 1” aprox. de distancia del brazo sensor.
Como precaución, no desplace la torreta en ambos ejes al mismo tiempo para evitar golpear el
brazo sensor.
Ilustración 68. Teclado de orientación
Fuente: información suministrada por la empresa
En la sección del tablero “Pulse Handle” o “Volante de Impulsos” presione los botones X o Z
para indicar el sentido del avance de la torreta y presione el botón 10/1 para programar la
velocidad del avance de la torreta en 0.001”; le permite desplazar la torreta con mayor precisión.

Ilustración 69. Pulso manual
Fuente: información suministrada por la empresa
Empiece a mover la perilla “Pulse Handle” o “Volante de impulsos” hasta que el filo del inserto
se encuentre a 1/32” aproximadamente del brazo sensor en el eje X (como indica la figura).
Oprima la tecla que corresponda a la dirección señalada en “contacto del sensor” (X Ext.) y
espere hasta que la herramienta haga contacto con el brazo. Cuando esto ocurre, se ha
compensado la herramienta de corte exterior en el eje X.
Ilustración 70. Brazo seteador de herramienta
Fuente: información suministrada por la empresa
Para compensar la herramienta en otro eje recuerde retroceder la torreta con las flechas
“Desplazamiento lento” a un avance menor o igual al 80%.

Ubíquese en cada valor de X y Z de la sección de compensación de herramientas y vaya
agregando los radios de cada herramienta compensada presionando el botón F2 (Define) para
digitar el valor del radio requerido para ambos ejes y dando finalmente “enter” para que la
maquina lo agregue.
Ilustración 71. Pantalla para compensación del radio de herramienta
Fuente: información suministrada por la empresa
En la pantalla se visualiza un plano en coordenadas (x, z) con la posición en que la
herramienta trabaja sobre el material y su respectiva enumeración como indica el cuadro de
la ilustración 27.

Ilustración 72. Pantalla para posición de la herramienta
Fuente: información suministrada por la empresa
Vaya agregando cada número que corresponda a la posición de la herramienta compensada en la
columna P (posición); al compensar la primera herramienta, devuelva la torreta a su posición
original con las flechas “Desplazamiento lento”, cambie de herramienta y compense
nuevamente.
T. Patronamiento de instrumentos de medición
Antes de iniciar la corrida de la pieza garantice que tiene todos los instrumentos requeridos para
cumplir con las especificaciones del plano de fabricación, posteriormente proceda con el
patronamiento correspondiente.

Ilustración 73. Patronamiento de instrumentos de medición
Fuente: información suministrada por la empresa
U. Lanzamiento de primera pieza
Después de realizar todas las actividades de montaje proceda con la corrida de la primera pieza
V. Verificación de primera pieza
Informe al supervisor de turno y proceda con la verificación de la primera pieza, utilice todas las
recomendaciones sugeridas en el formato de instrumentos de medición y diligencie los registros
correspondientes.

ANEXO 9: LISTADO DE ACTIVIDADES INTERNAS FINALES
Grupo
Actividad Descripción de la actividad Chequeo
I ASIGNACIÓN DE LA ACTIVIDAD Y DOCUMENTACION
1 Asignación a la orden de trabajo
2 Desplazamiento al computador de reporte
3 Reporte a la orden de trabajo
4 Revisar documentación
II BAJAR MORDAZAS MONTADAS
5 Desmontar mordaza de la copa
6 Lleva mordazas al banco de trabajo.
7 Se dirige al mueble de herramientas
8 Ubica herramientas en el mueble de herramientas
III BAJAR BUJES DE EMPACK
9 Se desplaza a buscar el supervisor para previa autorización
10 Usa la barra por la parte trasera del husillo extrae bujes
11 Limpiar husillo con aire
IV MONTAR BUJES DE EMPACK
24 Introduce 3 bujes de empack al husillo
V MONTAR MORDAZAS BLANDAS
25 Se dirige a la maquina
26 Hace el montaje de las 3 mordazas
VI ALESADO DE MORDAZAS
27 Se desplaza a buscar el supervisor para previa autorización
28 Se dirige a la maquina
29 Procede con el alesado
30 Coloca límites de desplazamiento a la torreta
31 Inserta anillo para rectificado
32 Realiza un alesado manual
33 Verifica circular run out
34 Baja la barra de alesado utilizada
VII MOTAR EL TRAMO DE MATERIAL
35 Ajusta la presión de las mordazas
36 Verifica circular run out
VIII LLAMAR PROGRAMA
37 Se dirige al tablero de programación
IX EDITAR NUMERO DE HERRAMIENTAS EN EL PROGRAMA
X MONTAJE DE HERRAMIENTAS FIJAS
38 Desmonta herramientas que no necesita
39 Toma herramientas nuevas
40 Realiza montaje de herramientas nuevas
41 Se ajustan las longitudes de acuerdo a la necesidad
XI MONTAJE DE HERRAMIENTAS MOTORIZADAS
42 Inicia montaje y alineación de dos portaherramientas radiales.
43 Se montan las herramientas

Listado de actividades internas finales (Continuación)
Grupo
Actividad Descripción de la actividad Chequeo
XII CAMBIO DE INSERTOS EN HERRAMIENTAS MONTADAS
44 Se desplaza a buscar el supervisor para previa autorización
XIII COMPENSAR HERRAMIENTAS Y TOMAR DE CERO
45 Se compensan 12 herramientas
46 Toma de cero en la torreta a "A"
47 Toma de cero en la torreta a "B"
XIV PATRONAMIENTO DE INSTRUMENTOS DE MEDICIÓN
48 Se patrona los instrumentos de medición
XV LANZAMIENTO DE PRIMERA PIEZA
49 Se inicia lanzamiento paso a paso
XVI VERIFICACIÓN DE PRIMERA PIEZA
50 Se hacen los ajustes necesarios
51 Se aprueba y se continúa con el proceso.

ANEXO 10: SEGUIMIENTO AL CAMBIO DE REFERENCIA
SEGUIMIENTO AL CAMBIO DE REFERENCIA
REFERENCIA Fecha
Secuencia Operador - Alistador
Tiempo de Cambio Tiempo Real de Cambio
EVENTOS
Tiempos Anotaciones
Inicio Fin
00:00:00 00:00:00

ANEXO 11: DIAGRAMA DE DESPLAZAMIENTO DESPUÉS DE 5’S

ANEXO 12: FORMATO DE INVENTARIO HERRAMIENTAS Y OTROS ACCESORIOS
Inventario de herramientas y otros accesorios (Estación de herramientas)
Responsable: Analista de calidad Fecha:
Resumen General
Objeto
Estándar
Inicial
Cantidad
Encontrada Observaciones
Alicate 2
Cepillo con cerdas de acero 1
Copa Ratchet 3
Destornillador 5
Flexómetro 2
Grasera 2
Juego de boquillas ER32 selladas 2
Juego de boquillas ER32 Abiertas 1
Juego de boquillas ER40 selladas 2
Juego de boquillas ER40 Abiertas 1
Juego de llave hexagonal (milimétrico) 3
Juego de llave hexagonal (pulgada) 3
Herramienta de presión (hombre solo) 3
Juego de limas 1
Llave boca fija 13 mm 3
Llave de fijación transversal 9
Juego de llave (Estrella - Boca fija) 1
Llave articulada (pico de loro) 5
Juego de lave torx 2
Martillo de goma 2
Pinza 2
Meta: 5
Calificación:

ANEXO 13: REGISTRO DE ASISTENCIA A CAPACITACIÓN SOBRE HERRAMIENTAS SMED Y 5’S
2 HORAS
CAPACITACIÔN SOBRE HERRAMIENTAS SMED Y 5’S 20-Agos-2015

ANEXO 13: REGISTRO DE ASISTENCIA A CAPACITACIÓN SOBRE HERRAMIENTAS SMED Y 5’S
2 HORAS
CAPACITACIÔN SOBRE HERRAMIENTAS SMED Y 5’S 20-Agos-2015

ANEXO 13: REGISTRO DE ASISTENCIA A CAPACITACIÓN SOBRE HERRAMIENTAS SMED Y 5’S
2 HORAS
CAPACITACIÔN SOBRE HERRAMIENTAS SMED Y 5’S 20-Agos-2015