development of a “capable plant model” for · solar/thermal drying beds anaerobic digestion...
TRANSCRIPT

Development of a “Capable Plant Model” for Anaerobic Digestion
Marlene vd Merwe-Botha
3rd National Biogas Conference, DBSA, 1-3 November 2017

2
• The status of anaerobic digestion in South Africa
• A Capable Plant Model for Anaerobic Digesters
• Development of a Guideline Manual
• Modules 1 – 10
• Self Assessment / Masterclass
• Inspection Guideline for Process Controllers
• PFD - Councillors
• Way forward
Presentation Outline

3
0 100 200 300 400
Solar/Thermal Drying Beds
Anaerobic Digestion
Sludge Lagoon/Pond
Belt Press Dewatering
Other
Gravity Thickening
Composting
Dissolved Air Flotation…
Screw Press Dewatering
Centrifugal Dewatering
Thermo-Chemical Treatment
Centrifugal Thickening
Plate Filter Press Dewatering
Rotary Drum Sludge Thickening
Incineration
Lime or Other Chemical…
Pelletisation
NUMBER OF SYSTEMS
Wastewater sludge treatment technologies at municipal treatment plants
217 WWTWs identified with ADs108 = functional Ads = 46 munics
Solids treatment technology: status 2015/16

4

5
2016-17: DoE&GIZ Scoping Studies

6
MIX 54%HEAT 34%COLLECT 95%USE BIOGAS <15% PLAN to USE >80%FLARE <2%
Most plants do: Hydraulic loading Organic loading – COD, SS, P and N Electricity demand Electricity projection Liquids treatment performance
Most plants don’t:ꭕ Settled COD and SSꭕ TS, VS, VS reductionꭕ Temperatureꭕ HRT, VS loadingꭕ Alkalinity, VA, VFA/Alkꭕ Biogas production rateꭕ Biogas compositionꭕ Sludge treatment performance
108 ADs - Operational status

7

7-Nov-17 8
• Process Controllers
• Managers
• Decision makers
• Wastewater Practitioners
Development of Guideline

7-Nov-17 9
Raise the capacity of Process Controllers who are responsible for the sustainable operation of anaerobic digesters and optimised performance of biogas production
Create awareness within the municipal sector that wastewater sludge and biogas are valuable resources
Promote sustainable sludge management & energy recovery in municipalities
Build competency in the water sector to manage and operate sludge treatment processes
Identify opportunities for municipal uptake and private sector involvement
Objective of Guideline

10

7-Nov-17 11
Module 1: Anaerobic Digestion

7-Nov-17 12
Module 2: Upstream raw sludge mngt
7-Nov-17 13
Indicators
The ratio of volatile acids toalkalinity should be < 0.3

14
Module 3: Co-digestion
Chickenslaughter
waste
Porkslaughter
waste
Chickenlitter
Beefslaughter
waste
Fruit effluent
Bagasse Solidwaste
Waste-waste
Cattleslurry
Pigslurry
Municipal waste
Sugar Production
Fruit processing
Agriculture
Abattoir
0.54GJ/ton
1.14GJ/ton
1.55GJ/ton
1.69GJ/ton
2.21GJ/ton
2.32GJ/ton
4.25GJ/ton
3.07GJ/ton
0.64GJ/ton
1.07GJ/ton

15
Module 4: Down stream sludge mgnt

16
Module 5: Biogas to CHP

17
Module 6: Operations & Process Control

18
Module 6: Operations & Process Control
7-Nov-17 19
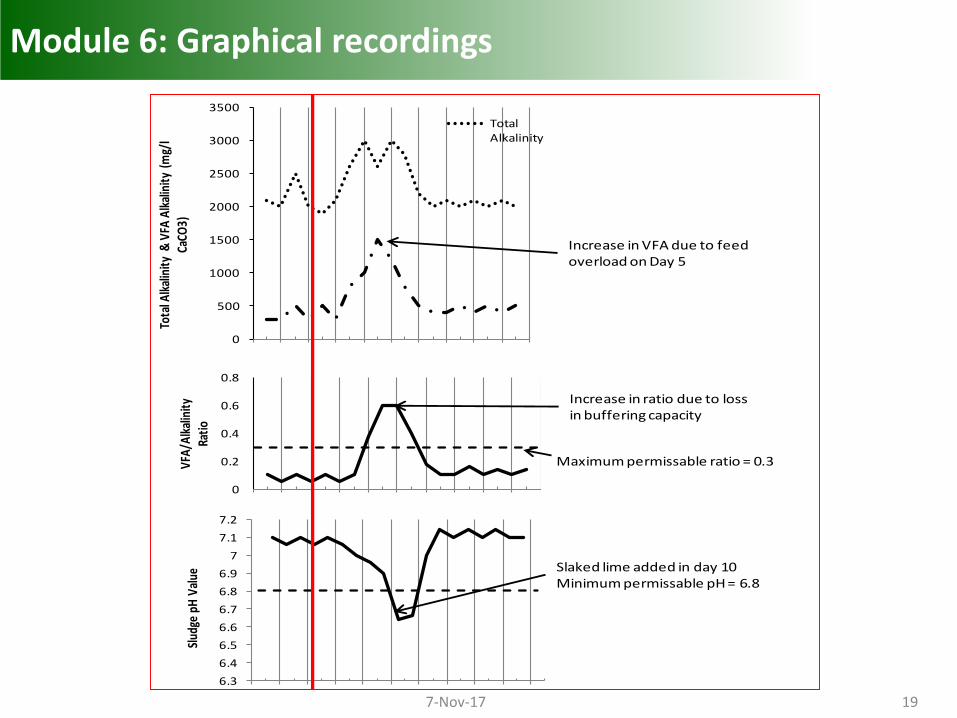
Module 6: Graphical recordings0
1000
2000
3000
4000
Dig
este
r VS
Load
ing
(kgV
S/d)
0
500
1000
1500
2000
2500
3000
3500
Tota
l Alk
alin
ity
& V
FA A
lkal
init
y (m
g/l
CaCO
3)
Total Alkalinity
0
0.2
0.4
0.6
0.8
VFA
/Alk
alin
ity
Rati
o
6.3
6.4
6.5
6.6
6.7
6.8
6.9
7
7.1
7.2
Slud
ge p
H V
alue
0
200
400
600
800
1000
1200
Gas
Vol
ume
(m3/
d)
20
25
30
35
40
45
% C
O2
in G
as
25
30
35
40
Dig
este
r Tem
p(C)
40
45
50
55
60
65
% V
S Re
mov
al
Average Loading rate = 1,800kgVS/d
Peak V Load on Day 5Feed reduced to 1/3 daily load untilDay 11
Increase in VFA due to feedoverload on Day 5
Increase in ratio due to lossin buffering capacity
Maximum permissable ratio = 0.3
Slaked lime added in day 10Minimum permissable pH = 6.8
Average gas production = 600m3/d
Rapid drop in gas due to overload on day 5
Average CO2 = 30%
High CO2 values due to non-optimum conditionsfor methanogens
Desirable digester temperature= 35°C
Heating malfunction of digesterheating systemIncreased overload on day 5
Average removal efficiency
Inadequate digestion duringoverload
Day 5

20
Parameters Typical Concentration or Range
Feed Sludge: Total solids 5%
Volatile solids 4.2%
% volatile solids of TS 84%
Digested Sludge: Total solids 2.5%
Volatile solids 1.7%
% volatile solids of TS 68%
Volatile Solids reduction 40 – 60%
Digester Loading: Highrate
1.5 – 3.0 kgVS/m3/d
Standard rate 0.5 – 1.4 kgVS/m3/d
Hydraulic Retention Time: Highrate
15 – 25 days
Standard rate 30 – 60 days
Temperature of Digester:Mesophilic
32 - 37°C
Thermophilic 55 - 65°C
Mixing of Digester:Turnover rate
Once per 24 hours
Power input 5 – 10 w/m3
Biogas Production Rate 1m3 biogas/kgVS destroyed
Biogas Composition:Methane
50 – 75%
Carbon dioxide 25 – 40%
Colour of flame Yellow flame with blue at base
Volatile Fatty Acid: Digesterliquor
50 – 300 mg/l
Total Alkalinity: Digester liquor 2,000 – 3,000 mg/l
Ratio VFA:Total Alkalinity: Digesterliquor
Less than 0.3
pH Value: Digester liquor 7.0 – 7.5
C:N:P:S ratio Digester liquor 500 – 600:15:5:3
Problem Probable Cause Action
A rise in the volatile toalkalinity ratio to 0.3
a) Hydraulic overload causedby accidental pumping
b) Organic overload due toseptic tank sludgedischarged to plant
c) Discharge of toxic materialsdue to industrial wastes
a) Decrease sludgewithdrawal rate tokeep sludge in digester
b) Decrease feeding
c) Add seed sludge fromsecondary digester
d) Liquid dilution
pH value starts to dropand CO2 increases above45% so no burnable gas isobtained
Severe organic overload over aperiod of time so that the VA:ALKratio has increased above 0.8
a) Add alkalinity byaddition of chemicals
b) Decrease digesterloading
Supernatant has a sourodour
Digester pH is too low a) Add alkalinity byaddition of chemicals
b) Decrease digesterloading
Digester temperature isfalling and cannot bemaintained above normal
level
a) Sludge is blocking externalheat exchanger
b) Feed solids concentration istoo low and not sufficientbiogas is being generated
a) Open heat exchangerand clean
b) B) Thicken feed solids
Scum blanket is too thick a) Lack of mixing
b) High grease content
a) Break up blanket byusing mixers
b) B) Check greaseremoval mechanism atPST and gravitythickener
Gas is leaking throughpressure relief valve ondigester roof
Valve is not seating properly or isstuck open
Remove valve cover and rotateweight holder until it seatsproperly; Install new ring isneeded
Flare is not firing on biogas a)Low gas pressure
b) Low methane content
c) Pilot flame out
d) Excess water in lines
a) Check for leaks in system andrepair
b) Check methane content ofgas
c) Relight according to standardprocedure
d) Drain lines and water traps
Excessive noise in gearboxof mechanical mixer
a) Lack of proper lubrication
b) Misalignment of equipment
c) Unit worn
a) Lubricate as permanual
b) B) Check alignment
c) C) Check for wear

7-Nov-17 21
Module 7: Design & Technology

22
Module 8: Asset management (Maint)
Planning
Design Procure Construct
Operate Maintain Refurbish
0.2% 2% 17% 44%
Ongoing
Total Life Cycle Cost
7-Nov-17 23
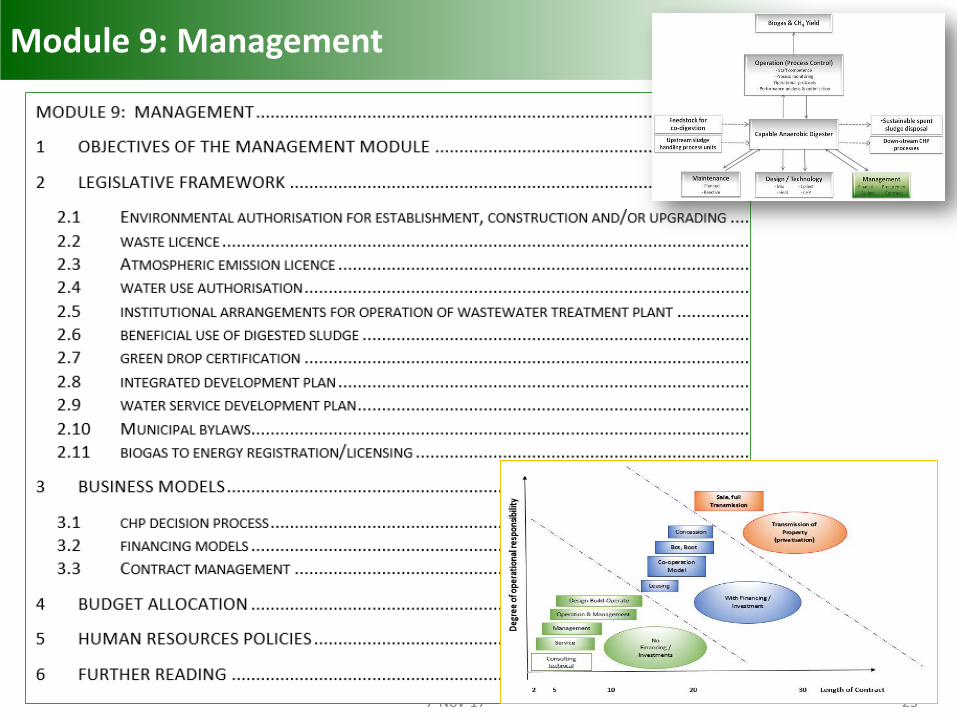
Module 9: Management

7-Nov-17 24
Module 10: BtEnergy Opportunities

7-Nov-17 25
Annexures

26
Self Assessment, Masterclass, SAQA

27
SALGA-GIZ-WEC Tool financial feasibility

28
Inspection Guide

AGRICULTURE
INDUSTRY
COMPOSTING
ELECTRICITY GRID
RIVERS
AGRICULTURE
INDUSTRY
FACTORIES
FLATS
HOUSES
PUMPSTATION
WASTEWATER TREATMENT WORKS
BIOGASTREATED SOLIDS
ANAEROBIC DIGESTERS
Designed by Shawn Moorgas
