development and kinetics of tib2 layers on the … · development and kinetics of tib2 layers on...
TRANSCRIPT

Development and Kinetics of TiB2 Layers on theSurface of Titanium Alloy by Superplastic Boronizing
NOR TAIBAH TAAZIM, ISWADI JAUHARI, YUKIO MIYASHITA,and MOHD FAIZUL MOHD SABRI
The aim of this work is to explore the possibility of combining boronizing and superplasticdeformation on titanium alloy (Ti6Al4V) substrate. Superplastic boronizing (SPB) is carried outat three different temperatures of 1173 K, 1223 K, and 1273 K (900 °C, 950 °C, and 1000 °C),and it is held for four different boronizing times of 1, 2, 3, and 6 hours. TiB2 is the only boridecompound identified after the boronizing process. Boronized layer thickness in the range of44.9 ± 1.1 to 149 ± 1 μm is formed on the surface of Ti6Al4V and the surface hardness valuesincrease with respect of the formation’s degree of the hard boronized layer. Diffusion coefficientvalues attained for all temperatures are (1.44 ± 0.8) 9 10−13, (4.1 ± 1.5) 9 10−13, and (8.86 ±4.1) 9 10−13 m2 s−1, respectively and the values are higher as compared to other works referred.The activation energy obtained for this process is 226.17 ± 8.3 kJ mol−1. The results obtainedsuggest that the SPB process provides a more competent and efficient process for the formationof a boronized layer on the alloy.
DOI: 10.1007/s11661-016-3359-0© The Minerals, Metals & Materials Society and ASM International 2016
I. INTRODUCTION
TITANIUM diboride (TiB2) is well known for itsexcellent properties such as high hardness, high meltingpoint, high elastic modulus, and good wear resistance.Owing to these properties, it is mainly used for cuttingtools, wear resistance, and corrosion resistance part.[1]
Conventionally TiB2 can be produced by a variety ofprocessing methods, including the sintering, hot press-ing, hot isostatic pressing, microwave sintering, anddynamic compaction, in which the production cost forall of these methods is high. It is crucial to densify theTiB2 since the boride has relatively low self diffusioncoefficient due to the relatively strong covalent bondingof the constituents and also because of the oxygen-richlayer (mainly TiO2 and B2O3) that easily form on thesurface of Titanium.[1–3] A monolithic TiB2 with98 pct density has been successfully obtained throughthe sintering process at high temperature, 2750 K(2477 °C) and about 3 GPa of pressure is needed inorder to compact the boride.[4]
Meanwhile, the TiB2 coating formed by a packboronizing process is recognized as inexpensive andnot a very complex process. In this coating process,generally dual boride layer consists of TiB and TiB2 areformed. Though, it is desirable only to have TiB2 layer
since TiB is considered having much lower hardness.[5,6]
Thus some of the boronizing techniques may produceonly TiB2, however the boride layer thickness is rela-tively thin.[5,7,8] The reason is because TiB2 formationrequires a high diffusion rate process. TiB2 will only beformed after the boride grows to saturate. According tothe TiB phase diagram, the compound TiB2 may existsat 30.1-31.1 wt pct of boron compositions.[6,9] The laserboriding is an example of a process that produced onlythe TiB2 layer with the thickness layer in excess of 150μm, without the formation of the TiB layer.[10]
Superplasticity has been applied in the surface harden-ing processes of metals, especially steels—under the tensilemode, initial pressure, compression mode, and dualcompression method conditions.[11–15] The initial pressurecondition is considered the simplest method because itdoesn’t require extensive equipment to perform—only asimple special designed clamp. Since the process involvesthe interaction between the solid powders and solidsubstrate, the principle of the initial pressure condition isalmost similar to the diffusion bonding concept whereduring the initial stage of diffusion bonding, the asperitieson each of the faying surfaces deform plastically as thepressure is applied and then followed by the creep anddiffusion of atoms.[16] For the metal substrate which has afine grain size—less than 10 μm—the process could beaccelerated by the superplastic deformation of substrate’ssurface asperities in the initial stage and the diffusion ofatoms into fine grains in the following stage.[15,17,18] Thus,similar to the diffusion bonding, the initial pressurecondition process is strongly dependent on the amountof the initial pressure applied, grain size, and surfaceroughness of the metal substrate. Moreover the size of thepowder is also an additional controlling parameter for theinitial pressure condition.[19,20]
NOR TAIBAH TAAZIM, Student, ISWADI JAUHARI, SeniorLecturer/Supervisor, and MOHD FAIZUL MOHD SABRI, Associ-ate Professor, are with the Department of Mechanical Engineering,Faculty of Engineering, University of Malaya, 50603 Kuala Lumpur,Malaysia. Contact e-mail: [email protected] YUKIOMIYASHITA,Associate Professor, is with theDepartment ofMechanical Engineering,Nagaoka University of Technology, 1503-1 Kamitomioka, 940-2188,Nagaoka, Niigata, Japan.
Manuscript submitted June 25, 2015.
METALLURGICAL AND MATERIALS TRANSACTIONS A
Based on our previous study on superplastic boroniz-ing (SPB) of duplex stainless steel through the initialcompression method, a thick of boronized layer ofabout 46 μm has been successfully obtained using aminimal amount of boron powder in a short period oftime as compared to the conventional method.[12] Theobjective of this work is to explore the possibility ofcombining the boronizing and superplastic deformationon titanium alloy substrate. The behavior of the processis evaluated and the mechanism is determined in term ofits activation energy value. The obtained results areexpected to be very critical and useful for the applica-tions of the boronizing in the industries.
II. EXPERIMENTAL PROCEDURE
A. Substrate Material
A commercial grade of Ti6Al4V is used as thesubstrate material. Table I shows the chemical compo-sition of the substrate.
The specimens are cut into a dimension of 10 mm 9 4mm 9 3 mm using a diamond cutter machine. Prior toboronizing, the specimen surfaces are ground using anemery paper and polished using a polishing cloth toremove the oxide layers and irregularities. The averagesurface roughness (Ra) of the surface to be boronized is0.01 μm.
B. Boron Powder Preparation
Ekabor powder is used as the boronizing agent. It ismilled and sieved using a ball mill and sieve shaker. Theboron powder with the particle sizes of less than 45 µmis used for this experiment.
C. Boronizing Process
In the SPB process, a special clamp is designed andfabricated. Figure 1 shows the diagram of the clamp.The boron powder is filled inside the middle hole of theclamp and the initial pressure of about 81 MPa isapplied by tightening the clamp screws and nuts using atorque wrench.
The initial pressure value—that is provided by tight-ening the clamp using a torque wrench—is determinedthrough the extrapolation of stress strain data using astrain gage mounted to the titanium substrate havingthicker dimension (15 mm). An assumption is made thatthe stress strain data are applicable to the boronizingsample having 3 mm thickness. The yield strength of thetitanium alloy at an ambient temperature is about 895MPa.[21] The initial pressure of 81 MPa is chosen
because it is about 10 pct of the yield strength thuswould not be able to cause a plastic deformation to thebulk of the substrate, but could give enough pressure forthe plastic deformation to occur at the surface asperitiesof the substrate, at the boronizing temperature. Thediffusion bonding of Ti6Al4V is generally performed atthe pressures ranging from 1.3 to 13.8 MPa.[22]
The SPB process is conducted in a vacuum furnace ata pressure of about 0.7 9 10−3 Pa. The temperature israised and held up to 473 K (200 °C) for 10 minutes toremove the moisture before being raised to the finalboronizing temperature. The pressure inside the vacuumfurnace is maintained throughout the whole heatingcycle. After the process is completed, the specimen iscooled to a room temperature. Figure 2 shows thetemperature and time profile of the boronizing process.The SPB process is carried out at three differenttemperatures of 1173 K, 1223 K, and 1273 K (900 °C,950 °C, and 1000 °C), and it is held for four differentboronizing times of 1, 2, 3, and 6 hours.
D. Boronized Layer Thickness and Microstructure
X-ray diffraction (XRD) analysis is performed on thespecimens before and after the boronizing process toconfirm the presence of boride phase. The microstruc-ture and boronized layer thickness are analyzed using ascanning electron microscope (SEM). While the surfacehardness is determined using a Vickers hardness tester ata load of HV 0.2 for 10 seconds.
Table I. Chemical Composition of Ti6Al4V
ElementTitanium
(Ti)Aluminum
(Al)Vanadium
(V)Carbon(C)
wt pct 88.05 6.73 3.90 2.12
Fig. 1—Schematic diagram of clamp for SPB.
Fig. 2—Temperature and time profile of boronizing process.
METALLURGICAL AND MATERIALS TRANSACTIONS A

III. RESULT AND DISCUSSION
A. XRD Analysis and Surface Hardness
Figure 3 demonstrates the X-ray diffraction patternsof the Ti6Al4V surface before and after boronizing for 1and 3 hours. From the relative peak intensity in theXRD pattern, only one type of borides, which is TiB2, isidentified after boronizing for 1 and 3 hours. TiB, whichis also one of the commonly formed boride during theboronizing process, is not even identified here. Theformation of TiB is skipped during this SPB process—asit will be discussed in the following section later.
From the figure, note also that—although the num-bers of peaks are fewer than before the boronizing—Tipeaks are still being observed even after 3 hours ofboronizing. This indicates that the surface is not yetcompletely covered with the TiB2 boride. The boronpowder particle size of 45 μm and less is basically stillrelatively huge as compared to the 0.01 μm average Ra.There are certain areas where the substrate is not fullycontacted with the boron powder.
Figure 4 shows the surface hardness values of thespecimens before and after boronizing. The surfacehardness increase from 281 ± 4 HV before boronizing to1176 ± 13 HV and 1953 ± 11 HV after 1 and 3 hours ofboronizing, respectively. The increase in surface hard-ness with time suggests the formation’s degree of thehard boride layer on the substrate surface.
B. Microstructure and Boronized Layer Thickness
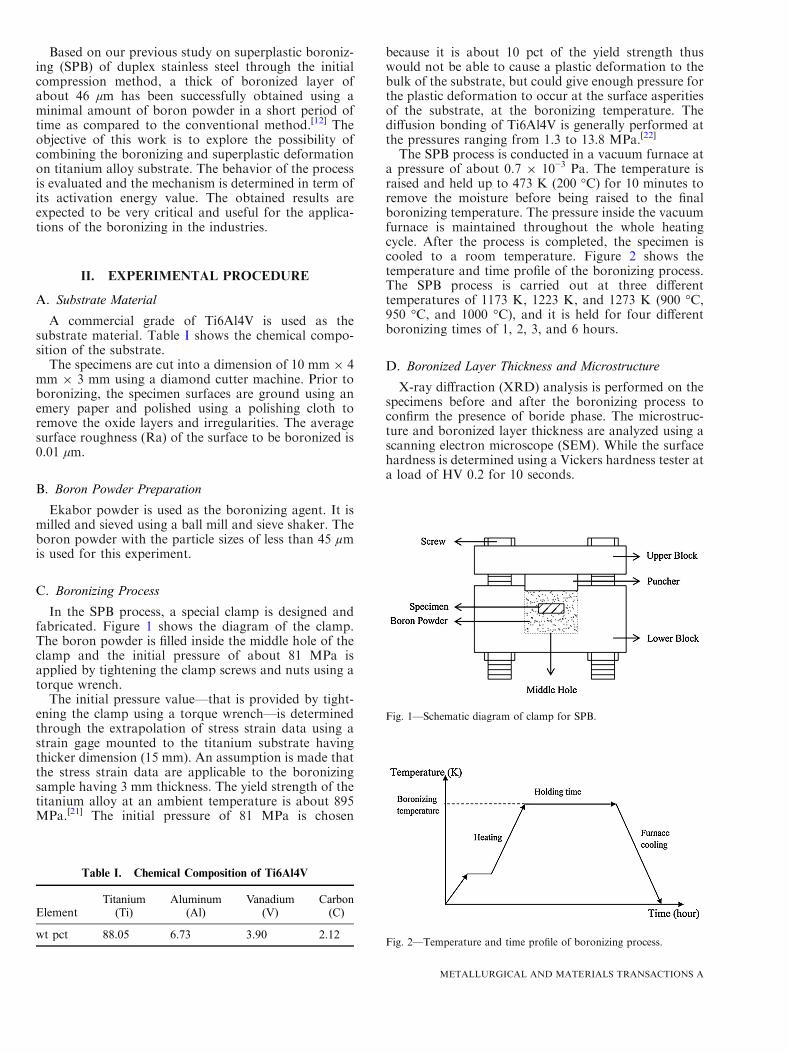
Figure 5 shows the microstructure image of thesubstrate. The average grain size of the substrate ismeasured as 9.6 ± 0.5 μm. Figure 6 shows the cross-sectional view of the specimen boronized at 1273 K(1000 °C) for 1 to 6 hours. From the figure, note that aset of layers is formed on the substrate’s surface area.The layers can be differentiated as (I) boronized layer,(II) discontinuous pore layer, and (III) the substrate.
The boronized layer obviously increases with boroniz-ing time, from 84.8 ± 1.9 μm (1 hour) to 149 ± 1 μm(6 hours). The existence of fine pores is also noticeable insome areas of the boronized layer (Figures 6(a) and (d)),
however, in some other areas the fine pores are almostunnoticeable (Figures 6(b) and (c)).Below the boronized layer, a layer of discontinuous
bigger pores is seen. The discontinuous pores layer isformed as a result of the movement of atoms, especiallyaluminum (Al) from the area close to the boronizedlayer to the core of the substrate. With the introductionof boron into the substrate, TiB2 will obviously beformed. Al which is relatively smaller in size ascompared to titanium (Ti) and vanadium (V), cannotdissolve in TiB2 component thus tends to move away.[6]
This can be confirmed from the EDS line scanningprofile of Al in Figure 7, where the intensity of Al in theboronized layer is obviously low at a depth of 0 to about30 μm, but however it increases at about 30 to 60 μmdepth before it stabilizes at 70 μm depth. As suggested,this profile shows that Al atoms tend to move to theinner region as well as boronized layer forms. Howeverin its path, the Al atoms get accumulated—as indicatedby the increase in Al intensity—as it couldn’t movefurther. The existence of the aforementioned fine poresin the boronized layer also might be attributed to thisphenomenon, but in a much lesser degree and unifor-mity. The phenomenon is a kind of Kirkendall effectthat occurs as a consequence of the difference in a
Fig. 3—X-ray diffraction patterns of Ti6Al4V before and aftersuperplastic boronizing at temperature 1173 K (900 °C) for 1 and3 h.
Fig. 4—Surface hardness (HV) of Ti6Al4V before and after boroniz-ing at 1173 K (900 °C) for various times.
Fig. 5—Microstructure image of as-received Ti6Al4V.
METALLURGICAL AND MATERIALS TRANSACTIONS A
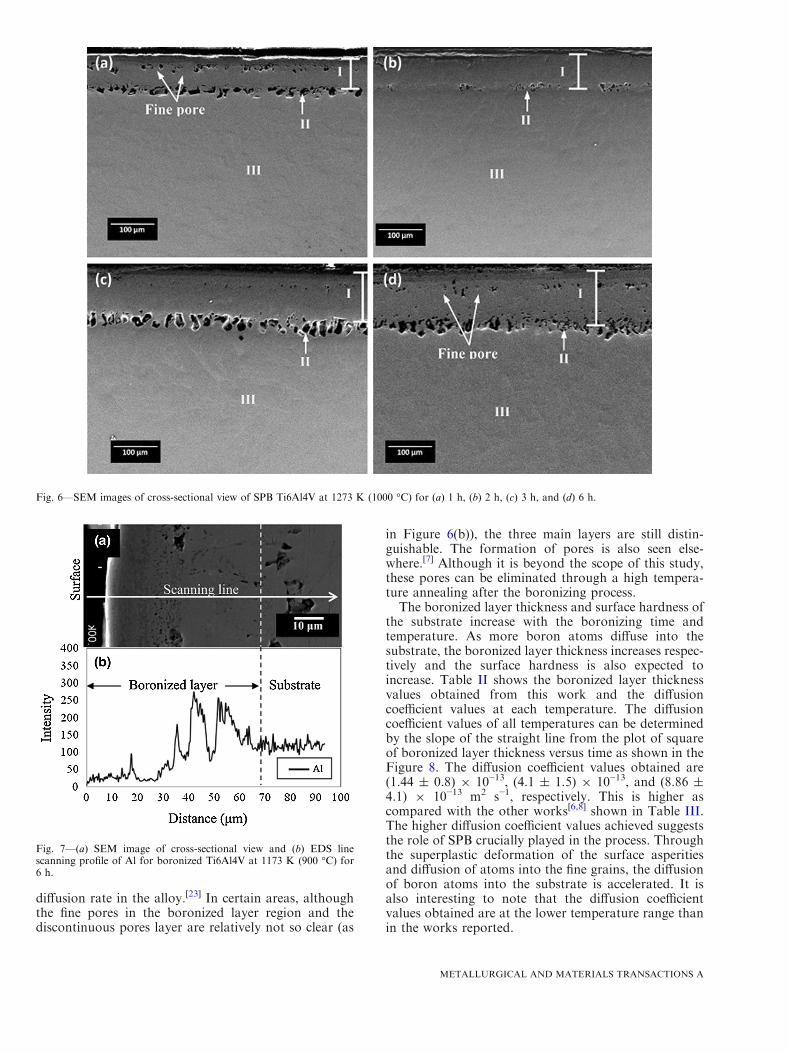
diffusion rate in the alloy.[23] In certain areas, althoughthe fine pores in the boronized layer region and thediscontinuous pores layer are relatively not so clear (as
in Figure 6(b)), the three main layers are still distin-guishable. The formation of pores is also seen else-where.[7] Although it is beyond the scope of this study,these pores can be eliminated through a high tempera-ture annealing after the boronizing process.The boronized layer thickness and surface hardness of
the substrate increase with the boronizing time andtemperature. As more boron atoms diffuse into thesubstrate, the boronized layer thickness increases respec-tively and the surface hardness is also expected toincrease. Table II shows the boronized layer thicknessvalues obtained from this work and the diffusioncoefficient values at each temperature. The diffusioncoefficient values of all temperatures can be determinedby the slope of the straight line from the plot of squareof boronized layer thickness versus time as shown in theFigure 8. The diffusion coefficient values obtained are(1.44 ± 0.8) 9 10−13, (4.1 ± 1.5) 9 10−13, and (8.86 ±4.1) 9 10−13 m2 s−1, respectively. This is higher ascompared with the other works[6,8] shown in Table III.The higher diffusion coefficient values achieved suggeststhe role of SPB crucially played in the process. Throughthe superplastic deformation of the surface asperitiesand diffusion of atoms into the fine grains, the diffusionof boron atoms into the substrate is accelerated. It isalso interesting to note that the diffusion coefficientvalues obtained are at the lower temperature range thanin the works reported.
Fig. 6—SEM images of cross-sectional view of SPB Ti6Al4V at 1273 K (1000 °C) for (a) 1 h, (b) 2 h, (c) 3 h, and (d) 6 h.
Fig. 7—(a) SEM image of cross-sectional view and (b) EDS linescanning profile of Al for boronized Ti6Al4V at 1173 K (900 °C) for6 h.
METALLURGICAL AND MATERIALS TRANSACTIONS A

As mentioned earlier, a high diffusion rate process ofboron atoms into Ti is required for boride to achieve itssaturated composition of TiB2. In this work, since onlyTiB2 is detected, it suggests that the SPB has been ableto skip the TiB formation thus creating a more desirableprocess.
C. Activation Energy Determination
The thickness of the boronized layer varies with timeand follows the parabolic law as below:
d2 ¼ Kt; ½1�where d is the boronized layer thickness (m), t is theboronizing time (s), and K is the boride growth rateconstant or diffusion coefficient of boron into the
matrix. Figure 8 indicates that the square of boronizedlayer thickness changes linearly with time.Therefore, the relationship between the diffusion
coefficients, K (m2 s−1), activation energy, Q (J Mol−1),and boronizing temperature, T (K) can be expressed bythe Arrhenius equation as follows:
K ¼ Koe�ðQ=RTÞ; ½2�
where Ko is the pre-exponential constant and R isthe gas constant (8.314 J mol−1 K−1). Taking the natu-ral logarithm of Eq. [2], Eq. [3] can be derived as fol-lows:
ln K ¼ ln Ko þ �QR�1� �
T�1� � ½3�
As shown in Figure 9, the plot of the naturallogarithm of the boride growth rate (ln K) versus thereciprocal of the boronizing temperature (T−1) for theSPB is linear. Thus, the slope of the straight line willdetermine the activation energy (Q) of the boronizingprocess. From Figure 9, the activation energy for theSPB is determined as 226.17 ± 8.3 k J mol−1. Theactivation energy value obtained in this study, declaresthe activity of the boron and titanium at the giventemperature ranges. The value is higher as compared tothe previous work,[6] but since the temperature range isdifferent, a direct comparison is difficult to make.From the results of this study, it shows that the SPB
can be implemented in the boronizing of titanium.Through the SPB, much higher boronized layer thick-ness value (up to 149 μm) can be obtained. The SPBhelps to make the boronizing process more efficient with
Table II. Average Boronized Layer Thickness (μm)and Diffusion Coefficient Values at Various Treatment
Temperatures
Temperature[K (°C)]
Time(h)
AverageBoronized LayerThickness (μm)
DiffusionCoefficient (m2/s)
1173 (900) 1 44.9 ± 1.1 (1.44 ± 0.8) 9 10−13
2 60.8 ± 0.73 70.1 ± 1.06 70.7 ± 1.8
1223 (950) 1 58.1 ± 0.9 (4.10 ± 1.5) 9 10−13
2 59.9 ± 2.33 80.2 ± 1.66 102 ± 2.2
1223 (1000) 1 84.8 ± 1.9 (8.86 ± 4.1) 9 10−13
2 88.3 ± 1.13 131 ± 3.46 149 ± 1.0
Fig. 8—Square of TiB2 layer thickness (µm2) vs boronizing time (s).
Table III. The Diffusion Coefficient Values of Boron into Ti/Ti Alloy in Some References
Boronizing Technique Base Material
Process Condition
Diffusion Coefficient (m2/s) ReferenceTemperature [K (°C)] Time (h)
Pack boriding Ti 1173 to 1323 (900 to 1050) 3 to 24 *(2.2 − 2.86) 9 10−14 [1]Pack boriding Ti6Al4V 1273 to 1373 (1000 to 1100) 5 to 20 (1.95 − 3.06) 9 10−15 [2]
*The diffusion coefficient value is calculated from the reported result.
Fig. 9—Natural logarithm of boride growth rate ln K vs reciprocalboronizing temperature (T−1).
METALLURGICAL AND MATERIALS TRANSACTIONS A

faster process rate. With such positive prospects, furtherstudies are required in the future to evaluate specificallythe properties of the boronized layer (especially wearproperty) for the actual industrial applications.
IV. CONCLUSION
The superplastic boronizing of Ti6Al4V has beenconducted in this work and the following conclusionsare obtained:
1. Boride phase identified as TiB2 is detected withoutany sign of TiB.
2. Three layers of boronized layer, discontinuouspores layer, and substrate layer are formed after theboronizing process.
3. Boronized layers increase accordingly with the timesand temperatures and thickness layer in the rangeof 44.9 ± 1.1 to 149 ± 1 μm are obtained.
4. Kirkendall-like phenomenon creates a discontinu-ous pore layer as a result of the movement of Alatoms from the boride region.
5. Diffusion coefficient values obtained are (1.44 ±0.8) 9 10−13, (4.1 ± 1.5) 9 10−13, and (8.86 ± 4.1) 910−13 m2 s−1, respectively which is higher as com-pared with the other works reported.
6. Activation energy for the SPB process is 226.17 ±8.3 kJ mol−1.
ACKNOWLEDGMENTS
This research work is financed by the PostgraduateResearch Fund, University of Malaya (Project No.PG113-2012B) and University of Malaya ResearchGrant (UMRG) (Project No. RP003B-13AET).
REFERENCES1. T.S.R.C. Murthy, J.K. Sonber, C. Subramanian, R.C. Hubli, N.
Krishnamurthy, and A.K. Suri: Int. J. Refract. Met. Hard Mater.,2013, vol. 36, pp. 243–53.
2. G. Zhao, C. Huang, H. Liu, B. Zou, H. Zhu, and J. Wang: Int. J.Refract. Met. Hard Mater., 2014, vol. 42, pp. 36–41.
3. R.G. Munro: J. Res. Nat. Inst. Stand. Technol., 2000, vol. 105, pp.709–20.
4. S.K. Bhaumik, C. Divakar, A.K. Singh, and G.S. Upadhyaya:Mater. Sci. Eng. A, 2000, vol. 279, pp. 275–81.
5. E. Atar, E.S. Kayali, and H. Cimenoglu: Surf. Coat. Technol., 2008,vol. 202, pp. 4583–90.
6. F. Li, X. Yi, J. Zhang, Z. Fan, D. Gong, and Z. Xi: Acta Metall.Sin. (English Letter), 2010, vol. 23, pp. 293–300.
7. S.A. Tsipas, M.R. Vazquez-Alcazar, E.M.R. Navas, and E.Gordo: Surf. Coat. Technol., 2010, vol. 205, pp. 2340–47.
8. N.M. Tikekar, K.S. Ravi Chandran, and A. Sanders: ScriptaMater., 2007, vol. 57, pp. 273–76.
9. B. Sarma, N.M. Tikekar, and K.S. Ravi Chandran: Ceram. Int.,2012, vol. 38, pp. 6795–05.
10. B. Sarma: Ph.D. Dissertation, University of Utah, 2011.11. I. Jauhari, H.A.M. Yusof, and R. Saidan: Mater. Sci. Eng. A, 2011,
vol. 528, pp. 8106–10.12. R. Hasan, I. Jauhari, H. Ogiyama, and R.D. Ramdan: Key Eng.
Mater., 2006, vol. 326–328, pp. 1233–36.13. M. Matsushita: Materials, 2011, vol. 4, p. 1309.14. N. Ahamad and I. Jauhari: Metall. Mater. Trans. A, 2012, vol. 43A,
pp. 5115–21.15. C.H. Xu, J.K. Xi, and W. Gao: Scripta Mater., 1996, vol. 34, pp.
455–61.16. M.C. Chaturvedi: Welding and Joining of Aerospace Materials,
Elsevier Science, London, 2011.17. W. Han, K. Zhang, G. Wang, and X. Zhang: J. Mater. Sci. Technol.,
2005, vol. 21, pp. 60–62.18. I. Jauhari, H. Ogiyama, and H. Tsukuda: J. Soc. Mater. Sci., 2003,
vol. 52, pp. 154–59.19. H.A.M. Yusof, I. Jauhari, S. Rozali, and O. Hiroyuki: Key Eng.
Mater., 2007, vol. 345–346, pp. 601–04.20. S.A.A. Azis, I. Jauhari, N.R.N. Masdek, N.W. Ahamad, and H.
Ogiyama: Defect Diffus. Forum, 2010, vol. 297–301, pp. 227–32.21. A.N. Natali: Dental Biomechanics, CRC Press, Boca Raton, 2003.22. M.J. Donachie: Titanium: A Technical Guide, 2nd ed., ASM Inter-
national, Materials Park, 2000.23. H.K.D.H. Bhadeshia, Materials Science & Metallurgy, University
of Cambridge 27 Charles Babbage Road, Cambridge CB3 0FS,U.K., 2013.
METALLURGICAL AND MATERIALS TRANSACTIONS A