desulphurization of molten iron - the american institute ...library.aimehq.org/library/books/open...
TRANSCRIPT
Desulphurization of Molten Iron
BY J. N. HORNAK AND E. J. WHITTENBERCER
THE ever-increasing demand for low-sul- sulphur input into the system, while the phur steels, together with the continual rest of the sulphur comes from the following increase of sulphur in raw materials and sources: fuel, 2 2 pct; scrap, 19 pct; lime- fuels used in the open hearth furnaces, stone, 14 pct; ore, 5 pct; other materials, creates ceaseless problems for both the 2 pct. I t should be pointed out that these operators and the metallurgists. figures are representative averages for
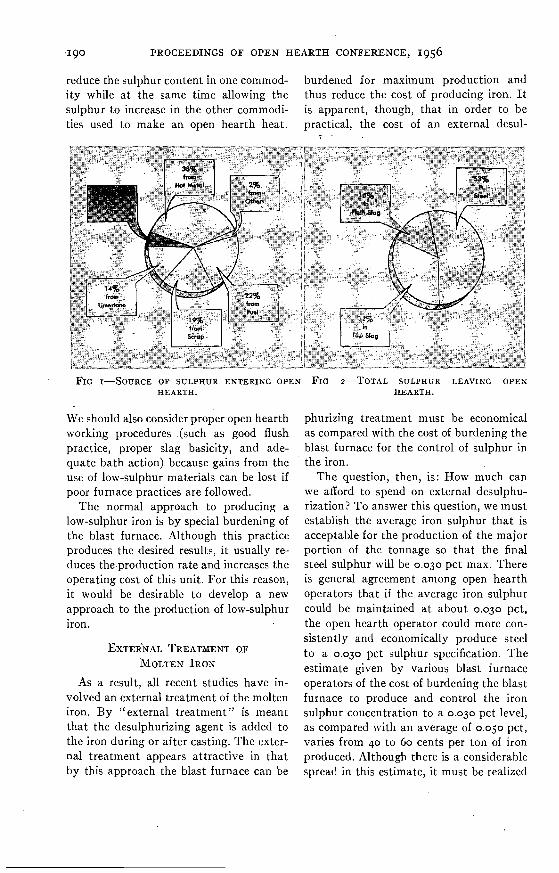
Although a steel with a sulphur content many heats and can vary for individual as high as 0.300 pct is specified for some heats as well as for individual shops. Never- heats, since i t doubles the speed and ease theless, they do show, from a sulphur-con- with which the steel can be machined into tributing standpoint, the relative impor- gears, pinions, screws, and many other tance of the various materials used to products, i t is nevertheless necessary that produce an open hearth heat. the sulphur concentrations be maintained Also, let us examine the outgoing sulphur a t a much lower level in most of the ingot distribution for an open hearth heat (Fig 2). tonnage produced. When hot metal comprises the major part
I t has been established that a sulphur of the total charge, some of the slag is concentration greater than 0.030 pct in- flushed out of the furnace during the early creases the tendency of steel to tear and part of the heat. This flush slag removes crack during rolling. These cracks or tears, about 15 pct of the total sulphur that goes if of a minor nature, are generally removed to the bath. The remaining, or tap, slag by conditioning, such as scarfing, chipping, removes 32 pct, while 53 pct remains in or grinding. However, if the surface defect the steel. These figures also are averages is very deep, the steel is scrapped. I n addi- and also vary for individual heats and for tion to contributing toward increased con- different open hearth shops. ditioning costs and scrap losses, sulphur I t is well known that desulphurizing also makes steel dirty and renders it unfit steel in an open hearth furnace under the for many applications, especially for bear- oxidizing conditions that prevail there is ings and aircraft parts. For these reasons, not an economical operation. The solution sulphur is one of the greatest enemies of to the problem appears to be to decrease the steelmaker and as such is receiving its the total sulphur input into the open due attention. hearth system. Since the hot metal is a
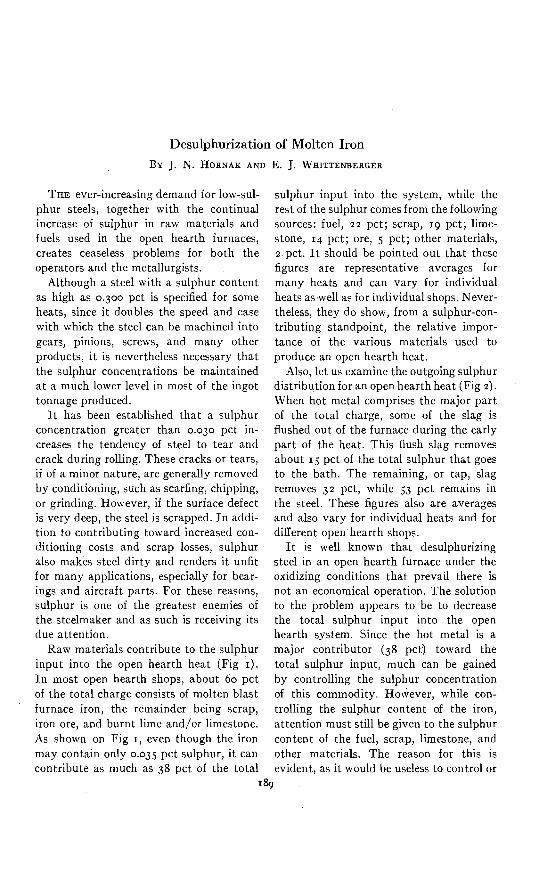
Raw materials contribute to the sulphur major contributor (38 pct) toward the input into the open hearth heat (Fig I). total sulphur input, much can be gained I n most open hearth shops, about 60 pct by controlling the sulphur concentration of the total charge consists of molten blast of this commodity. However, while con- furnace iron, the remainder being scrap, trolling the sulphur content of the iron, iron ore, and burnt lime and/or limestone. attention must still be given to the sulphur As shown on Fig I, even though the iron content of the fuel, scrap, limestone, and may contain only 0.035 pct sulphur, it can other materials. The reason for this is contribute as much as 38 pct of the total evident, as it would be useless to control or
'89
reduce the sulphur content in one commod- burdened for maximum production and ity while a t the same time allowing the thus reduce the cost of producing iron. I t sulphur to increase in the other commodi- is apparent, though, that in order to be ties used to make an open hearth heat. practical, the cost of an external desul-
T .
FIG I-SOURCE OF SULPHUR ENTERING OPEN FIG 2-TOTAL SULPHUR LEAVING OPEN HEARTH. HEARTH.
We should also consider proper open hearth working procedures (such as good flush practice, proper slag basicity, and ade- quate bath action) because gains from the use of low-sulphur materials can be lost if poor furnace practices are followed.
The normal approach to producing a low-sulphur iron is by special burdening of the blast furnace. Although this practice produces the desired results, it usually re- duces the production rate and increases the operating cost of this unit. For this reason, i t would be desirable to develop a new approach to the production of low-sulphur iron.
As a result, aU recent studies have in- volved an external treatment of the molten iron. By "external treatment" is meant that the desulphurizing agent is added to the iron during or after casting. The exter- nal treatment appears attractive in that by this approach the blast furnace can be
phurizing treatment must be economical as compared with the cost of burdening the blast furnace for the control of sulphur in the iron.
The question, then, is: HOTV much can we afford to spend on external desulphu- rization? To answer this question, we must establish the average iron sulphur that is acceptable for the production of the major portion of the tonnage so that the final steel sulphur will be 0.030 pct max. There is general agreement among open hearth operators that if the average iron sulphur could be maintained a t about 0.030 pct, the open hearth operator could more con- sistently and economically produce steel t o a 0.030 pct sulphur specification. The estimate given by various blast furnace operators of the cost of burdening the blast furnace to produce and control the iron sulphur concentration to a 0.030 pct level, as compared with an average of 0.050 pct, varies from 40 to 60 cents per ton of iron produced. Although there is a considerable spread in this estimate, it must be realized
JOINT SESSION-DESULPHURIZATION OF HOT METAL 191
that the quality of the raw materials used a t the various plants varies considerably.
This, then, establishes the cost that can be justified to externally desulphurize iron, since the problem boils down to one of whether the desulphurization of iron is accomplished by a special blast furnace burdening or by an external treatment, since both practices will produce iron of a predetermined sulphur level. I t should be kept in mind, however, when considering external desulphurization, that even though the average iron sulphur in a blast furnace using a lean burden would average about 0.050 pct, there would be many casts that would finish a t 0.030 pct or less. These low- sulphur casts would not require an ex- ternal treatment, which must be con- sidered in any cost development for external desulphurization.
The various ways of desulphurizing iron externally can be considered in three classi- fications: (I) desulphurization resulting from the composition and cooling of the iron; (2) desulphurization by the reaction between a liquid desulphurizing agent and the iron; and (3) desulphurization by the reaction between a solid desulphurizing agent and the iron.
I n reporting desulphurization by tem- perature drop, Herty and Gainesl found that the product of the percentage of man- ganese times percentage of sulphur in the iron was a constant a t 0.070 for a tempera- ture of 24500F. If the product of these two elements is less than 0.070 a t the blast furnace, no desulphurization will occur; if the product is greater than 0.070, de- sulphurization will occur. Based on the work of Josephand H ~ l b r o o k , ~ solubility curves of manganese and sulphur in hot metal as a function of temperature indicate that desulphurization is achieved by the
'References are a n page 201.
precipitation of manganese sulphide from liquid iron under certain conditions when the metal is chilled.
Trials a t plants have shown that, under the proper conditions,'a blast furnace cast with a 0.055 pct sulphur content and a t 2670°F was desulphurized t o a sulphur level of 0.021 pct by decreasing the tem- perature about 400 deg. I n this instance, the manganese content of the iron during casting a t the blast furnace was 2.75 pct.
However, in considering this method of desulphurizing iron, we must recognize the following:
I. The proper ratio of manganese and sulphur in the iron must be maintained to achieve desulphurization.
2. There are limitations with respect to producing very low-sulphur iron.
3. There is a danger of severe skulling of mixers and ladles.
4. There could b-e an adverse effect of the lower temperature of the iron on the production rate of the open hearth.
For these reasons, this approach does not appear to be economically attractive from a commercial standpoint.
Liquid basic slags and some alkalies that readily become molten are considered in this group. However, to simplify this classification, all alkalies will be considered as one group, whether or not they become liquid in contact with molten iron.
Use of Liquid Basic Slags (Other than Alkalies)
Highly basic slags, such as those sug- gested by HuerQnd P e r r i r ~ , ~ are effective in desulphurizing molten iron.
Slags containing >$ burnt lime, >$ blast furnace slag, and 3.j fluorspar, when used in a molten state in amounts of about 2 pct of the iron treated, greatly decrease the sulphur in the iron. Lime-alumina slags are also effective desulphurizers. These slags

are expensive because of the handling, preparation, and melting costs, and a t the maximum desulphurizing efficiency experi- enced, the cost of this operation exceeds the previously mentioned cost of burdening the blast furnace.
The melting cost and the difficulties associated with this type of slag can be circumvented by the use of an exothermic slag. Although this approach eliminates the preparation and melting difficulties, i t does not eliminate the high cost of this practice.
Going to the other extreme, studies have been made with blast furnace slag as a desulphurizing medium, since i t is a cheap and abundant material. I n these studies, although a reduction in sulphur was ob- tained when the slag and metal were kept in contact for an extended period of time, very little or no desulphurization was achieved by a rapid mixing of the slag and the metal. Also, it was observed that when the iron was poured from great heights into the slag, to promote rapid mixing, the temperature of the metal was reduced approximately IOO Fahrenheit degrees.
Although desulphurization can be ac- complished, and the material cost when using blast furnace slag alone is low, the use of this material on a commercial basis does not appear attractive because of: (I) the extended period of time required to achieve desulphurization, or (2) the exces- sive temperature drop that results when the metal is poured into the slag.
Use of Strong Alkalies
Strong alkalies are effective desulphuriz- ers. Flaked caustic soda (sodium hydrox- ide) readily melts in contact with molten iron. Additions of caustic to the transfer ladle or a t the mixer indicate that about 7 lb of caustic soda will remove about 9 points of sulphur (from 0.035 pct to 0.026 pct). The cost of this material is about 436 cents per pound f.0.b. in carload lots. One company using this material on a
commercial basis to desulphurize its cupola iron reports very favorable results.
Soda ash, which costs about 2 cents per pound f.o.b., is not quite so effective a desulphurizer as caustic soda and accord- ingly must be used in somewhat larger quantities. Even though the quantities re- quired can offset the lower cost of soda ash, both soda ash and caustic soda appear at- tractive from a cost standpoint.
Although alkalies are effective desul- phurizing agents, their wide acceptance has been precluded for the following reasons: (I) they are dificult to handle and are cor- rosive to refractories and surrounding equipment; (2) workers must be protected from personal contact and from the fumes developed during desulphurization; and (3) they readily decrease in efficiency and be- come ineffective as they become contami- nated with acid slags, kish, or blast furnace slag.
Many solid materials have been used to desulphurize molten iron. Some of them- burnt lime, for instance-are relatively cheap (about I cent per pound), while others-calcium carbide-are more expen- sive (about 6 to 7 cents per pound). Burnt lime, limestone, calcium carbide, and cal- cium cyanamide are but a few of the many solid reagents that have been used for de- sulphurizing molten iron.
T o be effective desulphurizers, these solid reagents require an excessively long contact time. When the mixing of the rea- gent and iron is rapid, their efficiencies, based on chemical reactions, have been found to be very erratic and rather low.
All investigations pertaining to the de- sulphurization of molten iron have con- sistently demonstrated that, regardless of where the process occurs, whether in the runner or ladle a t the cast house, in the transfer ladle a t the mixer, or a t a special treating statiou, thorough mixing of the de-
JOINT SESSION-DESULPHURIZATIO?; OF I-IOT METAL I93
sulphurizing agent and liquid iron is essen- of the reagents, chiefly because of the tial to achieve effective desulphurization. variability in obtaining intimate contact
T o obtain the required intimate contact Mixing the reagent and the iron by purging
1 between the solid desulphurizing reagent with an inert gas requires extended periods
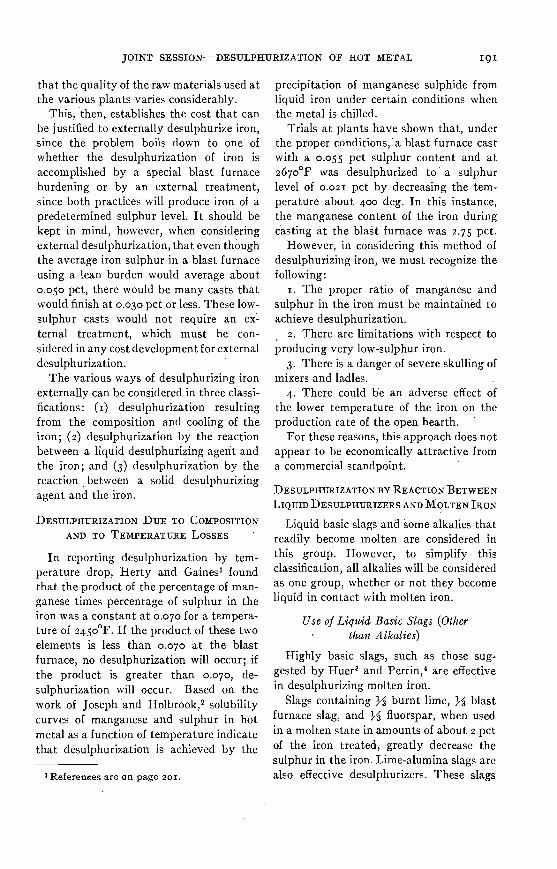
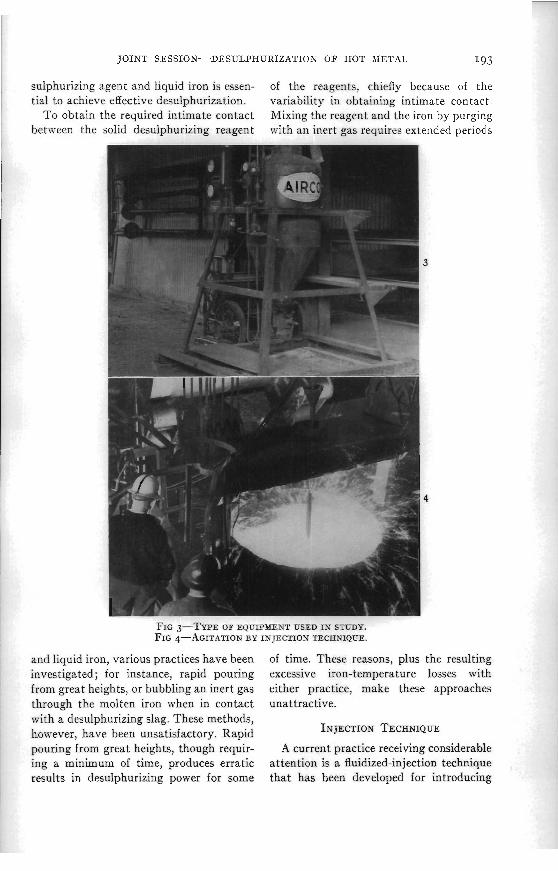
FIG ~-TYPE OF EQUIPMEST USED IX STUDY. FIG ~-~LCITATION BY ISJECTIOA' TECHSIQUE.
and liquid iron, various practices have been investigated; for instance, rapid pouring from great heights, or bubbling an inert gas through thc molten iron when in contact with a desulphurizing slag. These methods, however, have been unsatisfactory. Rapid pouring from great heights, though requir- ing a minimum of time, produces erratic results in desulphurizing power for some
of time. These reasons, plus the resulting excessive iron-temperature losses with either practice, make these approaches unattractive.
A current practice receiving considerable attention is a fluidized-injection technique that has been developed for introducing
0
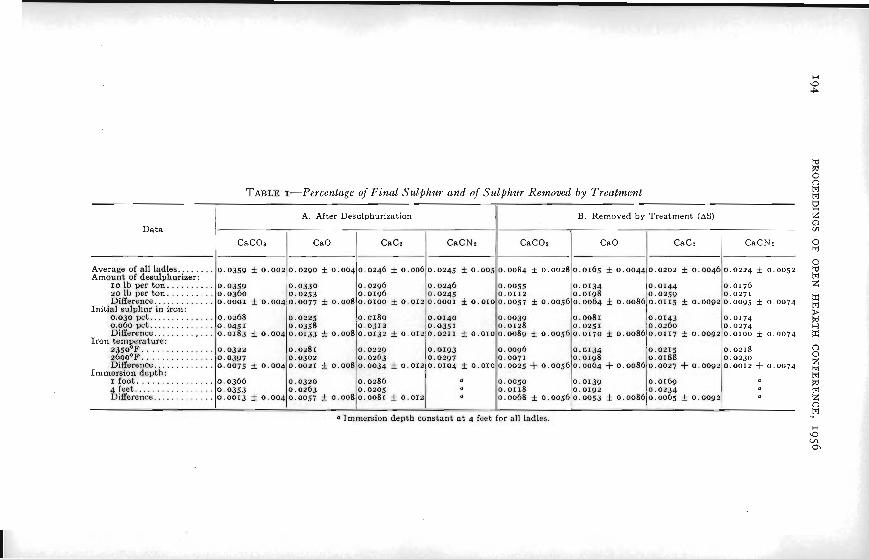
TABLE I-Percenlage of Final Sulphur and of Sulphur Removed by Treatment g M
I El A. After Desulphurization B. Removed by Treatment (AS) Z
0 Data (~r
2 3 5 0 ~ ~ . . . . . . . . . . . . . . . I 0.0322 0.0281 0.0229 10.0193 0.0096 0.0134 0.0218 C) 2600°F. . . . . . . . . . . . . . . 0.0397 0.0302 0.0263 0.0297 0.0071 0.0198 1:::::; 0 .0230 0 Difference.. ........... 0.0075 f 0.004 0.0021 f 0.008 0.0034 f o. 012 o.0104 f O. 010 0. 0025 + 0.0056 0.0004 + O. 0086 0.0027 + o ,0092 0 . 0 0 1 ~ + 0.0074 ;fj
Immersion depth: I foot. . . . . . . . . . . . . . . . 0.0366 0.0320 0. 0286 !O.OOSO 0.0139 0.0160 E
10 lb per ton.. . . . . . . . . 20 It] per ton. . . . . . . . . . Difference.. . . . . . . . . . . .
Initial sulphur in iron: 0.030 pet.. . . . . . . . . . . . . 0.060 pct. . . . . . . . . . . . . . DiBerenco. . . . . . . . . . . . .
Iron ternocrature:
. . . . . . . . . . . . . . . . . . . 0.0353 0.0263 l0.0205 0.0178 0.0192 0.0334 . . . . . . .
i.1 C . . 1 : 10. 0068 t 0. 0O56IO, 0053 f 0 , o o M ~ o , 0065 f 0,0092 3
CaCNa 0 Y
0 0.00460.0224 + 0.0052 g Average of all ladles.. . . . . . .
Amount of desulohurizer:
, I I
a Immersion depth constant a t 4 feet for all ladles. y
0.0359 0.0360 o.ooor f 0.004
0.0268 0.045 I 0.0183 f 0.004
CaCOa 1 CaO CaCz
0.0359 f o.ooao.o290 f 0.004 0.0246 f
0.0330 0.0253 0.0077 f 0.008
0.0225 0.0358 0.0133 5
CaCO;
0.005,0.008~ +
CaCNz
o.oo60.024~ f
CaO 1 CaCl
I o.oo280.016~ f 0.00440 0202 f 1 .
0.0296 0.0196 0.0100 f 0.012
0.0180 0.0312
o . o o 8 0 . 0 1 3 ~ t 0.012
0.0246 0.0245 :::::: o.ooo1 f o. o ~ o / o . 0057 f 0.0056
0.0140 '0.0039 0.0351 0.0128 0.0211 * 0 .0 IOn .008~ f
0.0134 0.0198 o. 0064 f 0.0086
0.0081 0.0251
o . o o ~ 6 0 . 0 1 r o * o.oo860.011r
o .orq4 0.0176 Z 0.0259 10.0z71 0.01 15 + 0.0092
0.0143 0. 0260
f
o. 0095 f o . 0074
0.0174 b
0.0274 o.oog20.0100 t 0.0074 5
1 JOINT SESSION-DESULPHURIZATION OF ROT METAL I95
1 solid desulphurizing reagents a t a consider- able depth in the metal so as to achieve intimate contact between the desulphurizer and the molten iron. Fig 3 shows the type of equipment used, which will be discussed in detail in another paper being presented to this group.6 Injection by this technique provides both intimate contact and suitable mixing of the desulphurizing reagent and the molten iron. Fig 4 shows the mixing ac-
1 tion or agitation produced by this technique. Following a preliminary study in an iron
foundry using the injection technique and calcium carbide as a desulphurizing rea- gent, i t was decided that the results ob- tained merited a more thorough investiga- tion. As a result, an experimental program was designed to evaluate the effects pro- duced by varying the initial sulphur con- tent of the iron, the amount of desul- phurizing material injected, the metal tcrnperature a t the s tar t of the desulphuriz- ing treatment, and the depth to which the immersion tube was injected into the molten iron. These variables mere investi- gated for each of the two levels shown below for the following materials: calcium carbonate, burnt lime, calcium carbide, and calcium cyanamide.
1 Lor 1 High
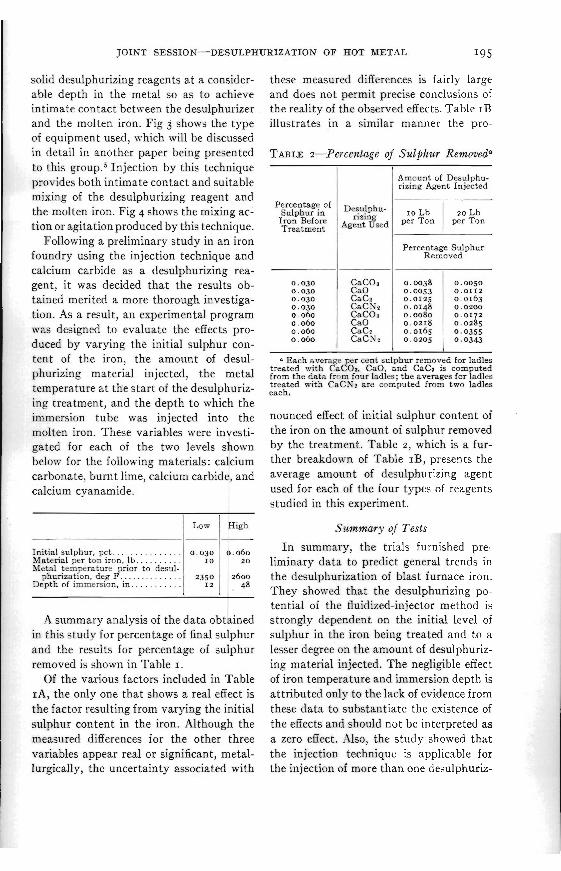
these measured differences is fairly large and does not permit precise conclusions of the reality of the observed effects. Table IB illustrates in a similar manner the pro-
TABLE 2-Percenlagc oj Sulphur Removeda
I I Amount of Desulphu- rizing Agent Injected
Percentage DesuIphu- u h r in 1 10Lb 1 20 Lb Iron Before Ag2z1$sed per Ton per Ton Treatmcnt
Percentage Sulphur I I Removed
0 Each average er cent sulphur removed for ladles treated with caC0ao,, CcaO. and CaCz is com uted from the data from four ladles; the averages for yadles treated with CaCS, arc! com~uted from two ladles each.
nounced effect of initial sulphur content of the iron on the amount of sulphur removed by the treatment. Table 2, which is a fur- thcr breakdown of Table IB, presents the average amount of desulphurizing agent used for each of the four types of reagents studied in this experiment.
Summary of Tests
A summary analysis of the data obtained in this study for percentage of final sulphur and the results for percentage of sulphur removed is shown in Table I.
Of the various factors included in Table IA, the only one that shows a real effect is the factor resulting from varying the initial sulphur content in the iron. Although the measured differences for the other three variables appear real or significant, metal- lurgically, the uncertainty associated with
Initial sulphur, pct . . . . . . . . . . . . . . . Material per ton iron. Ib.. . . . . . . . . Metal temperature prior to desul-
phurization, deg F. .. . . . . . . . . . . . Depth of immersion, in . . . . . . . . . . .
strongly dependent on the initial level of sulphur in the iron being treated and to a lesser degree on the amount of desulphuriz- ing material injected. The negligible effect of iron temperature and immersion depth is attributed only t o the lack of evidence from these data to substantiate the existence of the effects and should not be interpreted as a zero effect. Also, the study showed that the injection technique is applicable for the injection of more than one desulphuriz-
tential of the fluidized-iniector method is
-- 0.030
ro
2350 12
0.060 In SummaryY the trials furnished pre- 20 liminary data to predict general trends in
2600 the desulphurization of blast furnace iron. 48 They showed that the desulphurizing po-

1 9 ~ PROCEEDINGS O F OPEN HEARTH CONFERENCE, 1956
ing reagent and that all, from the economi- cal standpoint, warranted further study.
Plant-Scale Studies
With this information as a background, the next phase of the investigation covered desulphurization studies a t several plants both a t the blast furnace cast house and in the transfer ladles after the open hearth mixers. I n these studies, although calcium carbide was used predominantly, burnt lime was also investigated. Also, the studies covered the use of both a single and a double lance-injection technique.
I t was found in these studies that for a given desulphurizing station ( that is, either the blast furnace or the transfer ladle a t the mixer), a fair agreement among the several plants investigated was found for the effects of the initial sulphur content of the iron and the amount of desulphurizer injected on the prediction of the final sul- phur content of the iron. As a result, to improve the reliability of the estimates of the relationships, the data from all the plant trials were pooled when the same type of desulphurizing agent was used. Pooling of the data in this fashion made i t possible t o make a direct comparison be- tween the blast furnace trials and the trials conducted in the mixer transfer ladles.
Calcit~nt Carbide as Agent
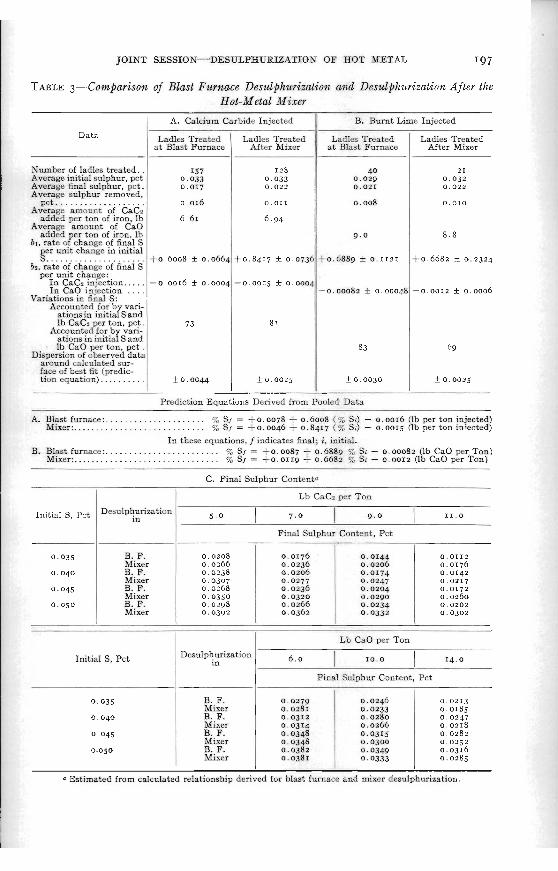
Table g A shows a summary of the analy- sis of the pooled data for the blast furnace and transfer ladle trials with calcium car- bide as the desulphurizing reagent. Also shown are two equations (derived from this analysis) for estimating the final sul- phur content of the iron. The following conclusions can be drawn from these data:
I . More sulphur can be removed when iron is treated a t the blast furnace cast house than can be removed from the iron treated in the mixer transfer ladle. The average final sulphur, starting with the same average initial sulphur, is as follows: blast furnace, 0.017 pct; transfer ladles,
0.022 pct. The observed difference is 0.005 pct, with the long-run average difference expected to be in the range of 0.004 to 0.007 pct.
2. There is a n apparent difference be- tween the blast furnace and the mixer trials in the relationship of the final sulphur to the initial sulphur content of the iron. The coefficients expressing this relationship indicate that for a n incremental increase in the initial sulphur in the iron, more of this sulphur will be retained in ladles treated a t the mixer than would be retained if similar ladles were treated a t the blast furnace station.
3 . When the two coefficients ior measur- ing the relationship between final sulphur and the amount of calcium carbide injected are compared, it can be seen that the aver- age effect of the amount of desulphurizer injected on the level of final sulphur in the iron is the same for both desulphurizing stations. The best estimate of the relation- ship of the final sulphur content to the amount of calcium carbide injected is ob- tained from the average of the two coeifi- cients. For each additional pound of cal- cium carbide injected, one can expect to remove between 0 . ~ 1 3 to 0.0018 pct sul- phur from the iron.
4. There was considerably more varia- tion in the predicted average final sulphur content for the trials conducted a t the blast furnace than for similar sets of conditions for ladles treated a t the metal mixers. Es- sentially this implies that a better estimate of the final sulphur can be made when ladles are treated a t the mixer. This is evi- dent also when one considers that the mixer data account for 81 pct of the varia- tions in final sulphur as compared with 73 pct for ladles treated a t the blast furnace cast house.
The two equations derived from the pooled data for the blast furnace and mixer trials were utilized in calculating the final sulphur contents for various levels of ini- tial sulphur and amounts of calcium carbide
JOINT SESSION-DESULPHURLZATIOS OF HOT METAL I97
TABLE 3-Comflarisofi of Blast Furnace Desulflhitrizadio.rz. and Des~clflTzzrrizatio~n Ajter the Hot-Metal Mixer
Data
A. Calcium Carbide Injected 1 B. Burnt Lime Injected
Ladles Treated a t Blast Furnace
Ladles Treated Ladles Treated After M i v r I a t Blast Furnace
Ladles Treated After Mixer
Kumber of ladles treated. . Avrrage initial sulphur, pct Average final sulphur, pct . Average sulphur removed,
pct . . . . . . . . . . . . . . . . . . . Average amount of CaCz
added per ton of iron. lb Avcraae amount of CaO
added per ton of iron. Ib h l , rate of change of final S
ger unit change in initial 3. . . . . . . . . . . . . . . . . . . . .
bz, rate of change of final S I pcr unit change:
In CaC? injection.. ... In CaO iniection . . . .
-0.oor6 + o ooo
73
Variations in fikal S : Accounted for by vari-
ations in initial Sand i lb CaCz per ton, pct.
Accounted for by van- ations in initial S and 1b CaO per ton, pct .
Dispersion of observed data around calculated sur- face of best fit (predic-
I
Prediction Equations Derived from Pooled Data
A. Blast furnace:. . . . . . . . . . . . . . . . . . . . . % S/ = +o.0078 + 0.6008 ( % Si) - 0.0016 (lh per ton injected) Miser:. . . . . . . . . . . . . . . . . . . . . . . % S, = +o.0046 + 0,8417 ( % S,) - o.oo15 (lb per ton injected)
In these equations, f indicates final; i. initial. B. Blast furnace:. . . . . . . . . . . . . . . . . . . . . . . . % SI = +0.0087 + 0.6889 % S. - o.00082 (Ib CaO per Ton)
Mixer:. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . % Sf +o.orrg + 0.6682 7, S, - 0.0012 (lb CaO per Ton)
C. Final Sulphur Contenta
Mixcr 0.050 I B. F.
Miser
Initial S,
Miser 0.0266 0.040 0.0238
Mi:ser - I :: :: I 0 0.307 0.045 0.0268
Initial S. Pct
Desulphurization In
0. oz j6 0.0206 0.0177 0.0236
Desulphurization In
B. F. Mixer B. F. Miser B. F. Miser B. F. Miser
Lb CaCa per Ton
5 . 0 1 7 . 0 1 9 . 0 1 11.0
Final Sulphur Content, Pct
Lb CaO per Ton
6 . 0 1 10.0 I 14.0
Final Sulphur Content, Pct
1 a Estimated in.m calculntecl re!ationship t!eri..etl Irr tlrsr furlmace a d rnitcr r'.isul3hurization.
o.ozd6 0.0174 0.0247 0.0204
0.0176 0.0142 0 0217 0.0172

injected per ton. These relationships are shown in Table 3C. These calculated esti- mates are shown as a family of curves for various initial sulphur levels in Fig 5 .
TFINAL S. X
CALCIUM CARBIDE,LB/TON OF IRON
FIG 5-RELATIONSHIP BETWEEN FINAL SUL- PHUR AND AMOUNT OF CALCIUM CARBIDE USED FOR BLAST FURNACE AND MIXER DESULPHU- B I Z ATION.
The close agreement of the slopes of all the lines illustrates clearly the similarity of the effects of the injected desulphurizer on the final sulphur content. Furthermore, in partitioning the total percentage of the variation in final sulphur, which is ac- counted for by the variation in initial sulphur and amount of calcium carbide injected, i t was found that about Go pct of the total percentage accounted for can be attributed to the variations in the initial sulphur content of the iron.
Earlier in this paper it was stated that even though the eKect of iron tempera- ture was negligible, i t should not be con- sidered a zero effect (see p. 195). Plant studies have shown a vast difference in the desulphurizing efficiency of calcium carbide when the treatment was conducted a t the blast furnace cast house as opposed to the transfer ladle a t the open hearth mixer. The reason for this marked differ- ence is not known; although there is a gross difference in the iron-temperature level
between these two stations, the da ta ob- tained in no way indicate that the differ- ence in efficiency is due to temperature alone. The results of the plant studies
TO REMOVE 1 LB S
MIXER BLAST FURNACE
BLAST FURNACE M e LB CaC2 / LB S REMOVED (AVG) 24.9 38.5
IRON TEMP, F (AVG) 2531 2 3 8 0
FIG 6-DESULPHUPJZATION EFFICIENCY FOR BLAST FURNACE CAST HOUSE A N D MMER TBTALS.
(Fig 6) show definitely that the injection technique with calcium carbide as a de- sulphurizing reagent should be conducted as close to the blast furnace as possible.
Burnt Lime as A g e d
Following the studies in which the de- sulphurizing effects of calcium carbide were established, a series of desulphurizing trials in which sized burnt lime was used was also conducted a t the blast furnace and a t the open hearth mixer. Burnt lime was selected for this phase of the study because of its relatively low cost (approximately I
cent per pound) and the very favorable results obtained in the initial study. A summary of the analysis of the data from these trials is presented in Table 3B, to- gether with the prediction equations de- rived from these data. I t was found that the precautions and injection technique required for burnt lime were similar to those required for calcium carbide.
JOINT SESSION-DESULPHURIZATION OF HOT XETAL I99
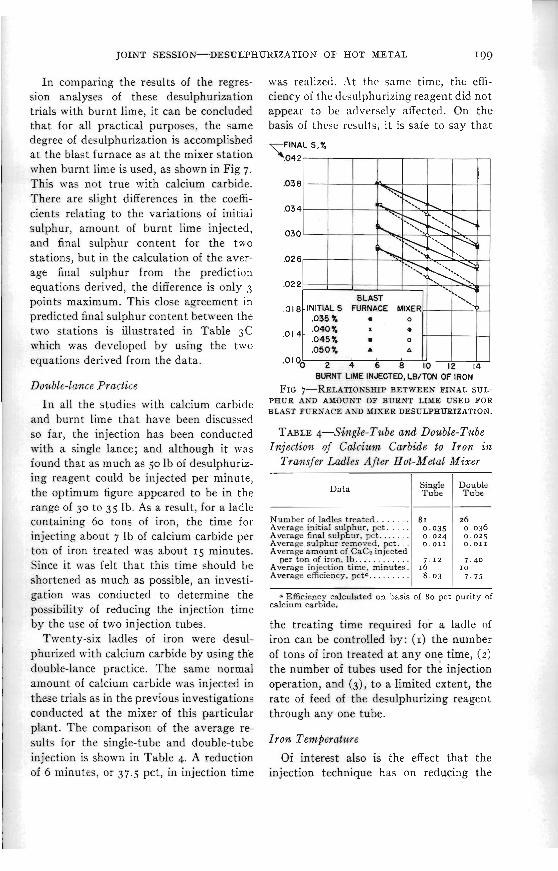
I n comparing the results of the regres- sion analyses of these desulphurization trials with burnt Eime, it can be concluded that for all practical purposes, the same degree of desulphurization is accomplished a t the blast furnace as a t the mixer station when burnt lime is used, as shown in Fig 7. This was not true with calcium carbide. There are slight differences in the coeffi- cients relating to the variations of initial sulphur, amount of burnt lime injected, anti final sulphur content for the two stations, but in the calculation of the aver- age f ind sulphur from the prediction equations derived, the difference is only 3 points maximum. This close agreement in predicted final sulphur content between the two stations is illustrated in Table gC which was developed by using the two equations derived from the data.
was realized. At the same time, the effi- ciency of the dcsulphurizing reagent did not appear to be adversely affected. On the basis of thrsc results, it is safe to say that
TFINAL S.%
\042
.03 8
.034
,030
,026
.02 2
BLAST .
BURNT LIME INJECTED. LB/TON OF IRON
FIG 7-RELATIONSHIP BETWEEN FINAL SUL-
all the studies u.ith calcium carbide PHUR AND AYOUNT OF BURNT LIME USED FOR BLAST FURNACE A N D MMER DESULPHUBIZATION.
and hurnt lime that have been discussed so far, the injection has been conducted TABLE 4-Single-Tubc and Double-Tube 11,ith a singre lance; and although it was Injecliolt of Calcium Carbide to I ~ o ~ z i ~ t found that as much as 50 Ib of desulphuriz- Transier Ladles After Hot-Mdal Mixer ing reagent could be injected per minute,
Data the optinlum figure appeared to be in the range of 30 to 35 lb. As a result, for a ladle containing 60 tons of iron, the time for injecting about 7 Ib of calcium carbide per ton of iron treated was about 15 minutes. Since it was felt that this time should be shortened as much as possible, an investi- gation was conducted to determine the possibiIity of reducing the injection time by the use of two injection tubes.
Twenty-six ladles of iron were desul- phurized with calcium carbide by using the double-lance practice. The same normal amount of calcium carbide was injected in these trials as in the previous investigations conducted a t the mixer of this particular plant. The comparison of the average re- sults for the single-tube and double-tube injection is shown in Table 4. A reduction of 6 minutes, or 37.5 pct, in injection time
Number of ladles treated. . . . . . . Average initial sulphur, pct . . . . . Average final sulphur. pct . . . . . . . Avcrage sulphur rcmovcd. pct. . . Averaec amount of CaCl iniected
~ -. per ton of iron. Ib.. . . . . . . . . . . 7.12 7.40
Average in'ection time, minutes. 16 10 a e i n p a . . . . . . 8 , 0 3 1 7 . 7 5
Efficiency calculated on basis of 80 pct purity of calc~um carb~dc.
the treating time required for a ladle of iron can be controlled by: (I) the number of tons of iron treated a t any one time, (2)
the number of tubes used for the injection operation, and (3), to a limited extent, the rate of feed of the desulphurizing reagent through any one tube.
Iron Temperature
Of interest also is the effect that the injection technique has on reducing the
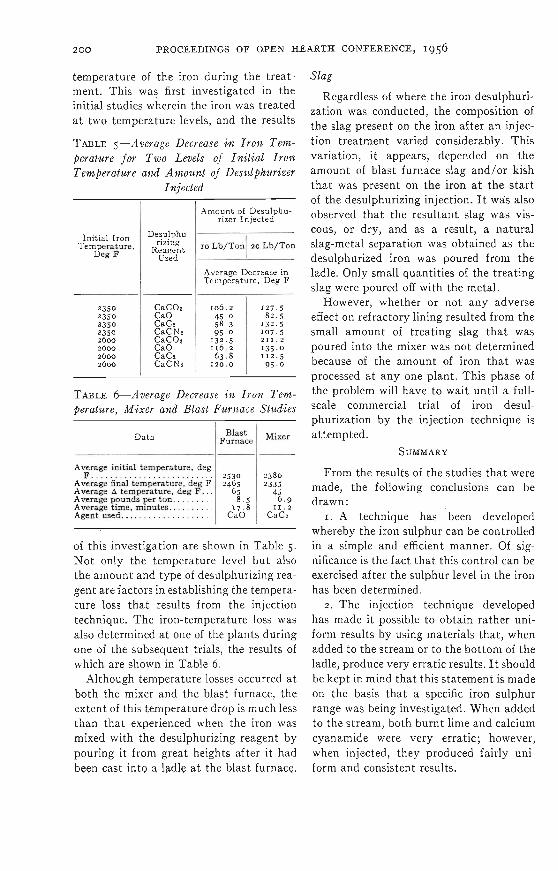
temperature of the iron during the treat- ment. This was first investigated in the initial studies wherein the iron was treated a t two temperature levels, and the results
TABLE 5-Average Decrease in Iro?l T e w - peratz~re j ~ r T w o Levels of I n i l i a l I r o n Temperature and A~ltoz~rzl of Desz~lpkurizer
Injected
1 I Amount of Desulphu- rlzer Injected
Initial Iron Temperature,
L)cg F
Average Decrease in Temperature. Deg F
D::!$u- Rcar:ent
Used
2350 2350 2350 2350 2600 2600 2600 2600
TABLE +Average Decrease i n I r o n T e m - fxrature, M i x e r and Blast Fztrizace S lud ies
CaCOa CaO CaCz CaCN2 CaCOa CaO CaCz CaCNz
Data
Average initial temperature, deg F . . . . . . . . . . . . . . . . . . . . . . . . 2530 2380
Average final temperature, deg F 2465 2335 Average A temperature, deg F . . 1 65 I 45
. . . . . . Aversic pounds per t o n . . 6.9 . . . . . . . . . ~ v c r a g c time. minutes . I 1 1 1 2
Agent used.. . . . . . . . . . . . . . . . . CaC2
of this investigation are shown in Table 5. Not only the temperature level but also the amount and type of desulphurizing rea- gent are factors in establishing the tempera- ture loss that results from the injection technique. The iron-temperature loss was also determined a t one of the plants during one of the subsequent trials, the results of which are shown in Table 6.
Although temperature losses occurred a t both the mixer and the blast furnace, the extent of this temperature drop is much less than that experienced when the iron was mixed with the desulphurizing reagent by pouring it from great heights after it had been cast into a, ladle a t the blast furnace,
Slag
Regardless of where the iron desulphuri- zation was conductcd, the composition of the slag present on the iron after a n injec- tion treatment varied considerably. This variation, it appears, depended on the amount of blast furnace slag and/or kish that was present on the iron a t the s tar t of lhe desulphurizing injection. I t was also observed that the resultant slag was vis- cous, or dry, and as a rcsult, a natural slag-metal separation was obtained as the desulphurized iron was poured from the ladle. Only small quantities of the treating slag were poured off with the metal.
However, whether or not any adverse effect on refractory lining resulted from the small amount of treating slag that was poured into the mixer was not determined because of the amount of iron that was processed a t any one plant. This phase of the problem will have to wait until a full- scale commercial trial of iron desul- phurization by the injection technique is attempted.
From the results of the studies that were made, the following conclusions can be drawn:
I. A technique has been developed whereby the iron sulphur can be controlled in a simple and efficient manner. Of sig- nificance is the fact that this control can be exercised after the sulphur level in the iron has been determined.
2 . The injection technique developed has made it possible to obtain rather uni- form results by using materials that, when added to the stream or to the bottom of the ladle, produce very erratic results. I t should be kept in mind that this statement is made on the basis that a specific iron sulphur range was being investigated. When added to the stream, both burnt lime and calcium cyanamide were very erratic; however, when injected, they produced fairly uni- form and consistent results.
JOINT SESSION-DESULPHURIZATION OF LIOT METAL 201
3. The injection technique is applicable to more than one material. I n these studies, four materials (calcium carbonate, burnt lime, calcium cyanamide, and calcium car- bide) were all used effectively.
4. The injection technique does result in a loss in iron temperature. The extent of this loss is dependent on : (a) the tempera- ture a t which the iron is treated, (b) the amount of desulphurizer that must be in- jected and ( c ) the type of desulphurizing reagent used. The most severe temperature drop resulted from using calcium carbon- ate, since considerable heat was required for calcination of the material.
j. The injection time required can be controlled either by controlling the rate of feed through a single tube or by using multiple injection tubes. The maximum flow through any one tube, however, was limited.
6. There is,a wide difference in material costs of the four desulphurizing reagents that appear suitable for the injection technique. I n making a selection, however, consitlerable thought should be given to the quantity of material required, both from the standpoint of the iron-tempera- ture loss and from the standpoint of time required to complete the operation.
7. The injection technique would elirni- nate some of the current dificulties blast furnace operators are cncountering. At the present time, there is considerable varia- ti02 in raw materials and, as a result, the blast furnace operator, to control the iron- sulphur level, either overburdens the blast furnace charge to produce low-sulphur iron,
1 or finds himself in a position where fre-
, quent corrective measures are necessary. Since there is a considerable lag in time be- fore the corrective measures are effective,
considerable high-sulphur iron is generally produced.
8. Last, but not least, the injection tech- nique eliminates the need for a reladling operation to reduce the sulphur level of the iron. I t is possible to treat the iron either in the iron ladle a t the blast furnace or in the transfer laille near the mixer of the open hearth shop.
ACKNOWLEDG~.NTS
The authors wish to acknowledge the assistance of the Operating, Metallurgical, and Development groups a t the Edgar Thomson, Clairton: and South Chicago Works, as well as of the Applied Research Laboratory personnel, of the U. S. Steel Corporation, and also the assistance of the Air Reduction Co. (luring the developnlent of many phases of this investigation.
REFERENCES Herty, C. H., and J. M. Gaines: Desul-
furizing Action of hlanganese in Iron. U. S. Bur. Mines K. I. 2817 (1927).
Joseph. T. L.. and W. F. Holbrook: Desul- furization Studies. G. S. Bur. Mines R. I. 3230 (1934).
Heur, R. P.: Process of Desulphurizing. U. S. Pat. 2,397,737 (April 2 , 1946).
Perrin, R.: R a p ~ d React~ons In Slag. Bull. Soc. ti'Encouragcment Ind. S a t . (1936) 135.
Watliins, D. E.. and J. R. McFarland: De- sulphurization of Rlast Furnacc Iron with Injected Calcium Carbide. Page 202, this volume.
W. H. HOLMAN, C ~ ~ m m ~ - T h a n k you very much. The last paper this morning has been prepared by Mr. D . E. Watkins, General Superintendent, Blast Furnaces and Coke Ovens, U. S. Pipe and Foundry Co., and Mr. J. R . McFarland, Supervisor, Technical Sales Department, Air Reduc- tion Sales Co., both of Birmingham, Alabama. Mr. 'il'atkins will present the paper.