dcs移行戦略の策定と実施 - literature...
TRANSCRIPT

Photo (optional)
DCS移行戦略の策定と実施 既存の分散制御システムを新しいオートメーション システムに移行するためのアップグレード戦略を
定義するには
Mike Vernak/Tim Shope共著

2 | 移行戦略の策定と実施
今日、分散制御システム(DCS)は多くの製造プラントに導入されています。DOCが耐用寿命に達したら、新しいオートメーションシステムにアップグレードすることが必要となります。アップグレードすることを決定したら、次に、アップグレード戦略を定義する必要があります。ほとんどの場合、アップグレードはダウンタイムとリスクをできる限り低く抑えて実施しなければならず、これらの要件によってアップグレード戦略の大半が決定されます。アップグレードを開始する前に決定しておく必要のある主な戦略的事項が4つあります。第一に、新しいオートメーションシステムで既存DCSのオペレーションを単に複製するのか、既存のDCSよりスループットや品質などを改善させたいのかを決める必要があります。複製した場合、先行投資は少なくて済みますが、最新式オートメーションシステムのメリットの多くを取り損なうため、新しいオートメーションシステムのライフサイクル全体にわたるコストは大幅に膨れ上がります。第二に、アップグレードを垂直的に行なうか水平的に行なうかを決める必要があります。垂直的アップグレードでは、特定のプロセスエリアを一度に1つずつアップグレードしていきます。水平的アップグレードでは、複数のプロセスエリアにまたがる同様のプロセスユニットをすべて同時にアップグレードします。例えば、プラントに20台のボイラーが設置されている場合、水平的アップグレードでは全ボイラーが一度にアップグレードされるのに対し、垂直的アップグレードではプロセスユニット内のボイラーしかアップグレードされません。
第三に、オートメーションシステムの全コンポーネントを同時に置換えてアップグレードするか、段階的に置換えてアップグレードするかを決める必要があります。段階的アプローチでは、最初にヒューマン・マシン・インターフェイス(HMI)コンポーネントを置換え、その後でコントローラ、最後にI/Oを置換えます。オートメーションシステムを段階的にアップグレードすると時間がかかりますが、ダウンタイムは短くて済み、またリスクを低く抑えることもできます。
最後に第四の戦略的決定事項として、ホットカットオーバーとコールドカットオーバーのどちらにするかを決める必要があります。ホットカットオーバーでは、古いDCSと新しいオートメーションシステムを同時に稼動させ、古いDCSから新しいオートメーションシステムに制御ループを一度に1つずつI/Oレベルで移行します。コールドカットオーバーでは、古いDCSを新しいオートメーションシステムで置換え、プロセス全体を一度に再起動します。
ホットカットオーバーはアップグレードコストが高くつきますが、ダウンタイムを考慮すると、全般的なコストは低く抑えることができます。また、一度に1ループずつしか置換えないため、新しいオートメーションシステムで予期せぬ問題が発生した場合にも古いDCSを使用できるため、ホットカットオーバーの方がリスクも低く抑えられます。
この白書では、既存のDCSを新しいオートメーションシステムにアップグレードするための戦略について説明すると共に、稼働時間を最大に高め、コストとリスクを最小限に抑えながら、選択した戦略を実行する方法について解説します。また、プロジェクト管理についても取り上げます。プロジェクト管理は、プロジェクトスケジュールの遵守、ダウンタイムの最小化、コストの抑制、許容可能なリスクレベルの維持をすべて同時に実現するうえで不可欠です。
大規模製造プラントをアップグレードする場合は、プロジェクトの計画と実行の基盤となる、詳細な移行戦略を事前に策定しておく必要があります。

移行戦略の策定と実施 | 3
複製に勝る改善既存のDCSは新しいオートメーションシステムで単に複製するか、または改善することができます。複製の場合、先行投資は少なくて済みますが、オペレーション面で最低限の改善しか加えられないため、ライフサイクルコストは大幅に膨れ上がります。
複製とは、既存のオートメーションハードウェアを新しいコンポーネントで単に置換えて、すべての機能をできる限り同一に保つことです。新しいHMI画面は単に古い画面を模倣したものになり、オペレータの操作性を向上させる試みは一切行なわれません。プロセス調整やアラーム処理、問題の特定と解決に不備があったためにHMI関連の問題が既に発生していた場合、それらの問題は未解決のまま残ります。
通常、複製の目的は、何らかの変換ソフトウェアを使用して古いHMI画面を新しいHMIコンポーネントに単にインポートすることです。これらの変換ソフトウェアは入手できないことが多く、また仮に入手できたとしても、変換の際に必然的に発生するバグを修正するために相当な作業が必要となるため問題が生じます。
同様に、複製では、新しいコントローラハードウェアにコードをインポートするだけで、同じコントローラプログラミングを使用することが試みられます。ここでもまた、古いコードを新しいコードに変換するために大量の作業が必要となる場合が少なくありません。煩雑なコードやわかりにくいコードなど、コントローラのコードに問題があった場合、これらの問題は新しいコントローラにも引き継がれます。ただし、新しいコントローラのループ制御アルゴリズムは古いコントローラよりも優れているため、ある程度の改善はもたらされます。
I/Oも1対1で置換えられ、デジタルネットワーク経由での分散型I/Oへのアップグレードは行なわれません。I/Oに対する変更は、I/Oデバイス間およびフィールドデバイス間の互換性の問題を解決するためだけに加えられます。
複製の主なメリットは、新しいオートメーションシステムのコンポーネントがサプライヤによって長期間サポートされることです。このことは、DCSの耐用寿命が近づいている場合(アップグレードを検討するお客様のほとんどに当てはまるシナリオ)に特に重要になります。
複製とは正反対に、改善は多額の投資を伴いますが、投資利益の点で複製を大きく上回る場合がほとんどです。改善では、各アップグレード領域が戦略的に検証され、最大の回収を見込める領域に対して投資が行なわれます。表1に、複製に勝る改善のメリットの一部を示します。これらのメリットについては後で詳しく説明します。
表1:複製よりも改善を選択すべき理由
優れたROI
ソフトウェアおよび構成コードの管理が簡単より厳格なプロセス制御
品質が高い
スクラップと再加工が少ないオペレータインターフェイス画面の改善アラーム処理の向上アラームの根本原因を迅速に特定迅速なトラブルシューティングスループットの向上
4 | 移行戦略の策定と実施
例えば、新しいHMI画面は、「アラーム処理能力が貧弱」、「根本原因の認識に時間がかかる」などの既存の問題を解決するよう構成できます。これらの問題を解決すると、ダウンタイムの短縮、安全の向上、リスクの低減が実現します。HMIの構成は、サプライヤから提供されている最新バージョンのHMIプログラミングソフトウェアを使用して実行され、これによってメンテナンスと継続的なサポートが簡単になります。
新しいコントローラコードは、既存の手動操作を自動化し、プロセス制御を改善するように記述できます。このタイプの変更を加えると、品質の向上、廃棄率の減少、スループットの向上につながる場合がほとんどです。新しいコントローラコードの記述には、S88バッチプロセス制御規格などの現行のプログラミング手法を使用でき、こうすることでコードが大幅にわかりやすく、かつサポートしやすくなります。
スマートで分散型のI/Oネットワークと高速デジタルネットワークにアップグレードすると、特に最新式のデジタルI/OネットワークではスマートI/O計器とスマートフィールド計器の両方がサポートされるため、投資収益率(ROI)を大幅に高めることが可能となります。
ほとんどの場合、改善の方がROIを短期間で達成でき、オペレーションが向上するほか、それに伴うメリットが継続的にもたらされるため、戦略として優れていると言えます。
品質とスループットの向上やダウンタイムの短縮といった、すぐに数値化できるメリット以外にも、安全に関連する事故の減少や、セキュリティと法令順守の大幅な向上も期待できます。
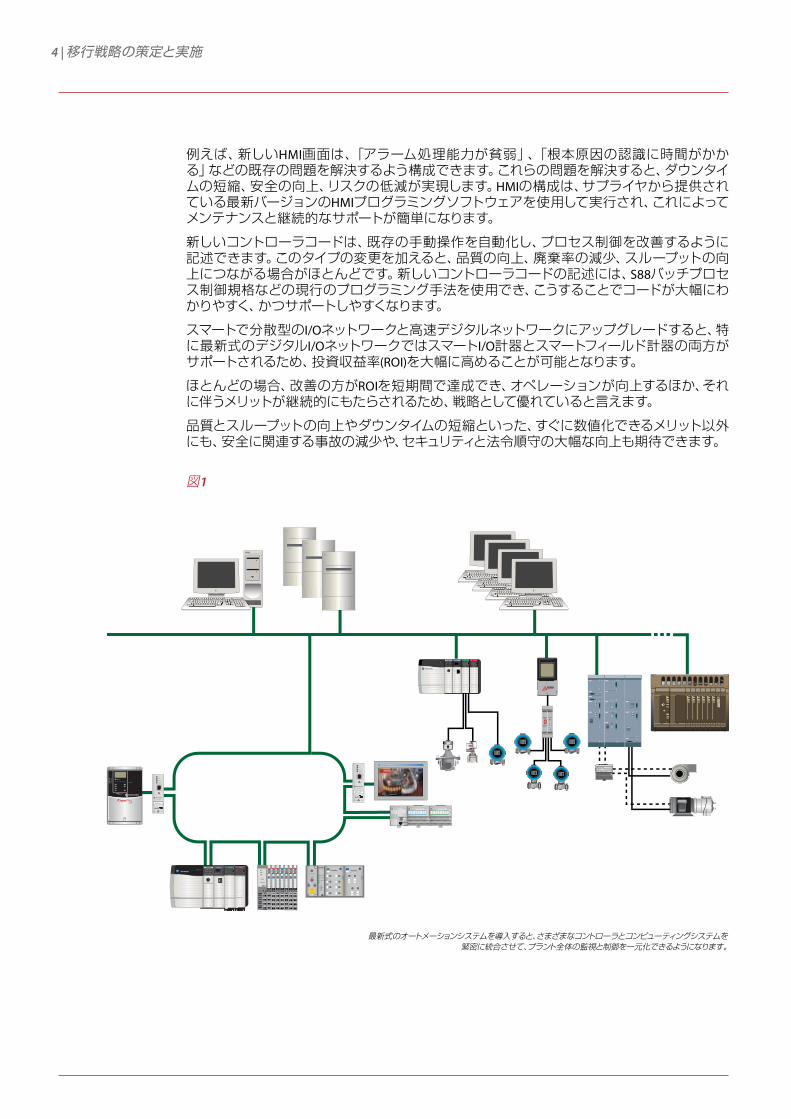
図1
最新式のオートメーションシステムを導入すると、さまざまなコントローラとコンピューティングシステムを緊密に統合させて、プラント全体の監視と制御を一元化できるようになります。
POWER
ETHERNET
OKTXDRXD
AB
RUN I/O
RS232
OK
FORCE
BAT
RUN REM PROG
Logix5562
ST
ST
DIAGNOSTIC
OK
0 1 2 3 4 5 6 7
8 9 101112131415
AC INTPUT
FLT
ST
FLT
STOK
0 1 2 3 4 5 6 7
0 1 2 3 4 5 6 7
8 9 101112131415
8 9 101112131415
DIAGNOSTIC
ANALOG INPUT
Logix5563
FORCE
EtherNet/IP™

移行戦略の策定と実施 | 5
垂直的アップグレードと水平的アップグレードの比較大半の製造プラントには、1つ以上のプロセス領域にまたがって稼動する、複数の類似したサブシステムがあります。例えば、あるプラントに10台のボイラーが設置されており、各ボイラーがそれぞれ特定のプロセス領域にプロセス蒸気を供給しているとします。
水平的アップグレードでは、各ボイラーのオートメーションシステムを一定の期間内に順番に置換えます。垂直的アップグレードでは、ボイラーのオートメーションシステムの置換えと同時に、それに関連したプロセスユニットのオートメーションシステムへのアップグレードも行なわれます。
水平的アップグレードと垂直的アップグレードのどちらを選ぶべきかは、多くの場合特定のプラントプロセス構成によって決まります。例えば、水平的アップグレードアプローチは、2台のボイラーがそれぞれ5つのプロセス領域に蒸気を供給している場合などに必要となります。
また、各プロセス領域に固有のオートメーションシステムがある場合は、ボイラーのオートメーションシステムとそれに関連したプロセスユニットのオートメーションシステムを組み合わせて垂直的にアップグレードします。
さらに、1台のオートメーションシステムでプラント全体を制御している場合は、どちらの選択肢も実行可能であるため、垂直的か水平的かの決定は純粋に戦略的なものとなります。
垂直的と水平的のいずれのアップグレードも段階的に実行でき、正しく管理した場合にダウンタイムとリスクを最小限に抑えることが可能です。
段階的アプローチでリスクを低減移行方法の1つに、HMI、コントローラ、I/Oを含め、DCS全体を一度に置換える方法があります。この方法は簡単に実行でき、多くの場合、全般的な購入/設置コストを最小限に抑えることにつながりますが、すべてのダウンタイムが特定の連続した期間に集中して発生するため、ダウンタイムコストが膨大になりかねません。
必要なダウンタイムを複数の期間に分割することは、ダウンタイムコストの抑制に効果的であり、3段階の移行戦略に基づいて実行できます。この戦略は、移行コストを長期間に分散させ、リスクを最小限に抑える効果もあります。
3段階の移行では、最も旧式のコンポーネント、すなわちヒューマン・マシン・インターフェイス(HMI)が最初に変換されます。通常、この変換にはダウンタイムがほとんどまたはまったく必要となりません。
第2段階では、コントローラを置換えます。通常、ここでは、ある程度のダウンタイムが必要となりますが、後述する方法で最小限に維持できます。最後の第3段階では、I/Oを置換えます。先ほどと同様に、この段階でも必要なダウンタイムを最小限に抑える方法があります。これらの方法については後で説明します。
HMI段階では、古いHMIを最新式のパーソナル・コンピュータ・ベースのHMIコンポーネントで置換えます。新しいHMIを構成したら、実際のオートメーションシステムとの接続をシミュレートするソフトウェアを使ってHMIをテストできます。このシミュレーションを実行する方法は多数あり、通常、各方法のメリットとコストはシミュレーションの精度が高いほど増加します。
大半のシミュレーションシステムと同様に、最新式のHMIはほぼすべてパーソナル・コンピュータ・ベースです。通常、シミュレーションソフトウェアはHMIと同じパーソナルコンピュータにインストールできるため、コストと設置スペースを抑えることができます。
HMIを構成して、シミュレーションソフトウェアをアクティブにしたら、HMIを製造プラントの制御室に設置できます。シミュレーション用HMI画面と既存のHMIを横に並べて表示すると、新しいHMIに関するプラントオペレータ向けトレーニングを、リスクおよびコストを最小限に抑えながら実行できます。

6 | 移行戦略の策定と実施
オペレータが新しいHMIに慣れたら、HMIを搭載したパーソナルコンピュータからシミュレーションソフトウェアをアンインストールし、パーソナルコンピュータを既存のコントローラに接続できます。場合によっては、この作業にダウンタイムが伴い、また、新しいHMIを既存のコントローラと統合するためのプログラミングが必要になる場合もあります。
コントローラ段階では、マルチ変数制御、モデルベース制御、その他の高度なプロセス制御手法などの、高速かつ大容量のプロセス最適化テクノロジを搭載した最新式コントローラで旧式のコントローラを置換えます。
古いDCSの年式やその他の要因によっては、新しいコントローラのプログラミングをゼロからやり直す場合と、既存のDCSプログラムからインポートする場合があります。インポートする場合は、エンジニアリング変換ユーティリティを使用してコードを自動的に変換できます。ただし、そのようなユーティリティが古いDCSと新しいオートメーションシステム向けに利用可能であることが前提となります。最善の変換ユーティリティを使用した場合でも、手作業による再プログラミングがある程度必要になります。変換ユーティリティがない場合は、手作業による変換が選択肢となります。手作業による変換は、古いDCSと新しいオートメーションシステムの両方に精通したサードパーティ・サービス・プロバイダを利用すると効果的に実行できます。
新しいオートメーションシステムのコントローラコードが生成されたら、新しいコントローラとソフトウェアをシミュレーション環境で実行してテストすることで、新しいコントローラを実際のプラントプロセスで実際に稼動したときの問題の発生を最小限に抑えることができます。新しいHMIは既に設置されているため、通常、HMIソフトウェアはシミュレーションソフトウェアと同じパーソナルコンピュータにインストールできます。こうすることによって、シミュレーションの正確度が高まります。
I/Oスキャナなどのテクノロジをこの時点で導入して、コントローラ間やI/O間の接続をシミュレートすることもできます。最新式I/Oスキャナをプロジェクトの早期に導入することによって、既存のI/O変動過程をリアルタイムで追跡したり、取得したりすることも可能です。収集したこれらのデータを新しいコントローラコードのデバッグに使用すると、リスクを大幅に低減できます。
HMIの場合と同様に、メリットとコストはシミュレーションの精度が高いほど増加します。ただし、コントローラのシミュレーションが極めて重大であるという点でHMIとは異なります。これは、コントローラのプログラミングに間違いがあるとダウンタイムの原因となり、また、コントローラのプログラミングをオンラインで変更することがHMIのプログラミングと比べて非常に困難であるためです。
これらの理由のため、コントローラのシミュレーションにはできる限り投資しておくことが得策です。それにより、後々、古いDCSを新しいオートメーションシステムにスムーズに切換えられるようになります。
シミュレーションを使用したコントローラのプログラミングとテストが完了したら、コントローラを設置して、HMIおよびI/Oと接続する必要があります。通常、両方のコンポーネントが単一ベンダーによって供給されるか、EtherNet/IPなどの標準的なオープン通信プロトコルに対応したベンダー2社から供給されるため、HMIとの接続は極めて簡単です。
ただし、既存のI/Oが最新の通信プロトコルをサポートしている可能性は低いため、新しいコントローラから既存のI/Oへの接続は困難になる場合があります。幸いなことに、最新モデルのコントローラと旧式のI/Oシステム間の通信を可能にするI/Oスキャナやその他のインターフェイスコンポーネントは、多くのオートメーションサプライヤから提供されており、これによって必要なエンジニアリング作業とダウンタイムを最小限に抑えることができます。
新しいHMIおよび制御システムをシミュレートすると、ソフトウェアプログラミングを実際に稼動する前に検証できるため、アップグレードプロジェクトの立上げ段階を迅速に進めることが
できます。

移行戦略の策定と実施 | 7
新しいHMIと新しいコントローラを導入したら、3段階の移行戦略における最後のステップであるI/Oの置換えに進むことができます。この場合、ソフトウェアシミュレーションは必要となりませんが、ハードウェアシミュレーションは多くの場合必要となります。
I/Oのハードウェアシミュレーションでは、既存のプラントに導入されているのと同じモデルのフィールドセンサ、アクチュエータ、各種計器に新しいI/Oモジュールを接続します。
このシミュレーションは通常、すべての必須コンポーネントを段階に分けて相互接続することが可能なテスト領域で実行されます。
ディスクリートI/Oの場合、これらのシミュレーションは極めて簡単であり、実施する必要がない場合もあります。アナログ入出力の場合、特に計器出力が4~20mAの電流ループ経由でオートメーションシステムの入力に接続されている場合は、シミュレーションが比較的複雑になることがあります。スマート計器とコントローラの接続にデジタルフィールドバスを使用する場合は、テストがさらに重要になります。
ハードウェアのテストを実施したら、新しいI/Oを設置し、接続することができます。HMI/コントローラの接続と同様に、通常は両方のコンポーネントが単一ベンダーによって供給されるか、EtherNet/IPなどの標準的なオープン通信プロトコルに対応したベンダー2社から供給されるため、新しいI/Oとコントローラ間の接続は極めて簡単です。
I/Oポイントと既存のフィールドセンサ、アクチュエータ、各種計器の間の接続はもっと複雑ですが、多くのオートメーションサプライヤからは、I/Oを置換えて接続する際にダウンタイムを最小限に抑えるケーブル接続ソリューションが提供されています。
一度に全部アップグレードする場合も段階的にアップグレードする場合も、一度に1つの制御ループのホットカットオーバーを実行すると、ダウンタイムとリスクを最小限に抑えるうえで非常に効果的です。
ホットカットオーバーによるダウンタイムの短縮ホットカットオーバーでは、古いDCSと新しいオートメーションシステムの一部または全部を同時に稼動させ、古いDCSから新しいオートメーションシステムに制御ループを一度に1つずつ移行します。
段階的なアプローチを選択した場合、HMIとコントローラは既に置換えられているため、ホットカットオーバーはI/Oレベルで行なわれます。新旧両方のI/Oシステムが同時に実行され、ループが1つ稼動を開始するたびに、古いI/Oを新しいI/Oで置換えます。
段階的アプローチを選択しなかった場合は、新旧のHMIとコントローラ、I/Oが稼動状態を維持し、同時に実行されます。新しいループが稼動を開始すると、それに関連付けられたI/Oが新しいコントローラに移動します。古いHMIとコントローラは、それに関連付けられたI/Oが変換されるにつれ使用を停止し、最終的にオートメーションシステム全体を置換えます。
コールドカットオーバーでは、古いDCSを新しいオートメーションシステムで一斉に置換え、プロセス全体を一度に再起動します。古いDCSと新しいオートメーションシステムを同時に運用することはありません。
表2に示すように、ホットカットオーバーはコールドカットオーバーよりも有利ですが、欠点もいくつかあります。主な利点は、ダウンタイムの短縮とリスクの低減です。新しいオートメーションシステムで一度に1つずつ制御ループを切換えて再稼動する間も、古いDCSは稼動し続けるため、一度に1つの制御ループしか停止しません。大抵のプラントは、ダウンタイムをほとんどまたはまったく生じさせずにこれを管理できます。

8 | 移行戦略の策定と実施
表2:ホットカットオーバーとコールドカットオーバーの比較
利点ダウンタイムの短縮リスクの低減
潜在的な問題のトラブルシューティングが簡単
新しいオートメーションシステムに関するオン・ザ・ジョブ・トレーニングの実施が簡単欠点コストがかかる占有スペースが大きい新旧のオートメーションシステムを同時に運用する必要がある時間がかかる
新しいオートメーションシステムを使ったループの制御で問題が発生した場合は、各ループの制御を古いDCSに戻すことができるため、リスクが極めて低く抑えられます。また、どの問題も1つのループに分離されているため、トラブルシューティングも極めて簡単です。さらに、新しいループの稼動を開始してテストするたびに、オン・ザ・ジョブ・トレーニングを適度なペースで自然に実施します。
前述した通り、ホットカットオーバーには魅力的なメリットがいくつかありますが、それに伴う欠点もあります。ホットカットオーバーは、古いDCSと新しいオートメーションシステムの
両方の全部または一部を同時に稼動させる必要があるという点で、コールドカットオーバーよりもコストが高くつきます。制御室に余分なスペースが必要となるため、プロジェクト管理の複雑さが増します。一般的に、カットオーバーに要する合計時間が極めて長くなります。
以上をまとめると、ほとんどのプラントはホットカットオーバーを選択しているのが現状です。ただし、プラント全体を長時間停止できるような特殊な状況は例外です。こうした状況の例としては、稼働している主要な装置を完全にオーバーホールするか交換する状況や、季節やその他の要因によってプラントの生産物に対する需要が大幅に減少することが予想されている状況、法令順守のためにプラントプロセスに重大な変更を加える必要がある状況などが挙げられます。
移行にどのような戦略を選択するかにかかわらず、戦略実行の成否を決める鍵はプロジェクト管理にあります。
成功に導くプロジェクト管理プロジェクト管理は、それ自体が独立した活動であり、独自の専門家組織や認定プログラムを擁する職業分野としても広く認められています。プロジェクト管理に必要な人員数は、アップグレードプロジェクトの規模と範囲によって異なり、また、人員要件がプロジェクトの期間中に変動することも少なくありません。
プロジェクトマネージャ(PM)を1名指名し、このPMに最終的な意思決定責任を持たせる必要があります。PMには、コスト、スケジュール、リスクの間で折り合いをつけて迅速に決定を下すための権限を与える必要があります。大規模プロジェクトでは、こうした決定を数百件または数千件も行なわなければならず、決定のたびに上層の経営陣や委員会の意見を求めていては、時間とコストがかかりすぎてしまいます。
古いDCSから新しいオートメーションシステムへのホットカットオーバーを実行する場合、この I/Oスキャナのような コンポーネントを使用して、ダウンタイムを最小限に抑え、
場合によっては完全になくすことが可能となります。

ほとんどの場合、PMには、一定の金額を上限とした即決権限が与えられ、この金額を超えた事案の場合に限り、上層経営陣から承認を得たり、プロジェクトチーム全体の同意を得ることが必要となります。この上限金額は、割合(%)で表すと効果的です。例えば、100万ドル規模のアップグレードプロジェクトにおいて、2万ドルを上限とした決定権限をPMに与える場合は、この上限を2%と表現します。
PMは、プロジェクトの全般的なコストおよびスケジュールの管理を任せられているという意味で、こうした決定を行なうのに最も適した人物であり、また、さまざまな状況でプロジェクトチームの意見をどの程度求めるべきかを判断するのに必要な経験を持ち合わせている必要があります。
PMは、プロジェクトのスケジュール作成、継続的なコスト追跡、各タスクの進捗状況の監視といった作業をプロジェクト管理チームに任せます。アップグレードプロジェクトの進捗状況の監視は決して簡単ではなく、このことはソフトウェア関連の作業に特に当てはまります。
新しい制御室コンソールの設置という作業の場合は、進捗状況を目視検査で確認することができます。新しいコントローラ向けに数千行のコードを記述する作業の場合は、目視検査以外の方法で進捗を確認する必要があります。
ソフトウェア関連作業の進捗状況を監視する場合、経験(理想的には、同様のソフトウェアコードを作成した経験)にかわる方法はありません。そのような経験を持ち合わせていないPMは、テクニカルリーダとしての役割をプロジェクトチームで果たす人物を指名して、ソフトウェア開発を監視させるべきです。プロジェクトの規模と範囲によっては、PMが他の分野でもテクニカルリーダを必要とする場合があります。テクニカルリーダは、パートタイムベースでプロジェクトに借り出されることが多々あります。
多くの複雑な学問分野がそうであるように、経験はPMにとって最良の教師です。プラントのプロジェクト管理を常に組織内で行なっている場合、そのプラントに必要なプロジェクト管理のノウハウは組織内部に蓄積されていることが考えられます。また、多額の資本を投入したプロジェクトの場合、本社の社員をプラント間で移動させ、プロジェクトの管理にあたらせている組織も少なくありません。内部のリソースから成るプロジェクトチームを提供できる場合、このチームは既存のプラント業務やスタッフに精通しているという点で、それが最良の解決策であると言えます。
ただし、大規模プロジェクトを内部で管理するために必要な人員やノウハウが欠乏し、内部では調達できないというのが、多くのプラントと組織の現状です。このことは、DCSのアップグレードなど、頻繁には実施されない特殊なタスクの場合に特に当てはまります。
アップグレードを管理するために外部のサービスプロバイダを利用するプラントが多いのはこのためです。
この選択肢を選ぶ場合、プラントはサービスプロバイダ側のPMと連絡をとる代表者を1名指名する必要があります。内部PMとも呼ばれるこの連絡係は、プロジェクトを確実に成功に導けるよう、サービスプロバイダ側のPMと緊密に連携する必要があります。
サービスプロバイダを選定する際は、目標とするアップグレードパスの戦略、プラントプロセス、新しいオートメーションシステムのハードウェアおよびソフトウェアに関連した経験があるかどうかを主な決定基準にすべきです。同様のアップグレードを何度か成功させたことのあるサービスプロバイダを選び、プラントスタッフがそのサービスプロバイダを利用したことのあるお客様と話して、プロバイダの主張内容を検証できるようにするのが理想的です。
移行戦略の策定と実施 | 9

正しい決定を行なうアップグレードを開始する前に決定しておく必要のある主な戦略的事項が4つあります。第一に、新しいオートメーションシステムで既存のDCSの動作を単に複製するのか、既存のDCSを改善させたいのかを決める必要があります。第二に、アップグレードを垂直的に行なうか水平的に行なうかを決める必要があります。
第三に、オートメーションシステムの全コンポーネントを同時に置換えてアップグレードするか、段階的に置換えてアップグレードするかを決める必要があります。第四に、ホットカットオーバーとコールドカットオーバーのどちらにするかを決める必要があります。
複製か改善かに関する最初の決定は、他の決定から切り離して行なうことができます。一方、残りの3つの決定は相互に作用し合うことが多いため、組み合わせて決定するのが一般的です。
例えば、プラント全体が長時間稼動を停止する状況が生じる場合があります。そのような稀な状況では、オートメーションシステム全体の水平的なコールドカットオーバーを選択することがよくあります。
また、プラント全体またはその一部で稼動状態を維持しなければならないため、複雑に入り組んだ戦略的決定が必要になる場合もよくあります。例えば、プラント内のプロセス領域を一度に1つずつアップグレードする垂直的アップグレード戦略を選択すると、段階的アプローチに関する決定とカットオーバー方法に関する決定がそれに続いて必要となります。
段階的アプローチを選択したら、ホットまたはコールドのカットオーバーによって各領域をアップグレードできます。例えば、HMIはホットでアップグレードするが、コントローラとI/Oはコールドでアップグレードするよう決定される場合もあります。
ダウンタイムとリスクを最小限に抑える必要がある場合は、段階的アプローチのホットカットオーバーでHMI、コントローラ、I/Oをそれぞれ置換えることが一般的に選択されます。この戦略はアップグレードコストが比較的高くつきますが、ダウンタイムが最小限に抑えられるため、全般的なコストは低めです。比較的安価なアップグレード戦略を採用してコストを節約しても、長時間に及ぶダウンタイムが発生した場合は、そのコストに節約分がかき消されてしまうというのが大半のプラントの現状です。
この戦略は全般的な所要時間は長くなりますが、アップグレード期間全体を通してのダウンタイムは最小限または皆無に抑えられています。これと対照的なものとして、オートメーションシステム全体をコールドカットオーバーする戦略、つまり、アップグレード時間は最短に抑えられるが、アップグレード期間全体でダウンタイムを必要とする戦略もあります。
優れたプロジェクト管理チームならば、リスクを許容可能なレベルに維持しながら、選択された計画をスケジュール通り、かつ予算内で実行できます。その意味では、どのアップグレード戦略を選択するかにかかわらず、プロジェクトの適切な管理が必須条件となります。多くの場合、サードパーティのサービスプロバイダは、アップグレードに関連したプロジェクト管理サービスを提供するのに最も適した存在です。
古くなったDCSを所有しているプラントは、遅かれ早かれ最新式のオートメーションシステムにアップグレードすることが必要となります。アップグレードを成功させるうえで、適切なアップグレード戦略と適切なプロジェクト管理チームを選択することは非常に重要です。サードパーティのサービスプロバイダを選択すると、プロジェクト管理に関連したサポートだけでなく、アップグレード戦略の策定に必要なサポートもプロバイダから利用できるようになります。
10 | 移行戦略の策定と実施

参考資料 1. 「Justification for Migration: How to calculate financial justification for migration from an
existing distributed control system to a new automation system (移行の経済的妥当性:既存の分散制御システムから新しいオートメーションシステムへの移行の経済的妥当性を評価するには)」Mike Vernak (ロックウェル・オートメーション)、http://literature.rockwellautomation.com/idc/groups/literature/documents/wp/proces-wp005_-en-p.pdf
2. 「Best Practices in Control System Migration」Dan Hebert (PE、シニア・テクニカル・ エディター)、http://www.controlglobal.com/articles/2007/006.html
3. 「The Great Migration: Before Deciding, Always Look for Risk Versus Return」John Bryant (Arkema)/Mike Vernak (ロックウェル・オートメーション)、http://www.isa.org/InTechTemplate.cfm?Section=Features3&template=/TaggedPage/DetailDisplay.cfm&ContentID=74170
4. 「Upgrading Your DCS: Why You May Need to Do It Sooner Than You Think」Chad Harper (Maverick Technologies)、http://www.mavtechglobal.com/dcsnext/pdf/Upgrading-Your-DCS-White-Paper.pdf
5. 「Control System Migration: Reduce Costs and Risk by Following These Control System Migration Best Practices」Nigel James (Mangan Inc.)、http://www.controlglobal.com/articles/2009/ControSystemMigration0901.html?page=full
詳細は、以下のWebサイトをご覧ください。www.rockwellautomation.com/go/process
移行戦略の策定と実施 | 11
Publication PROCES-WP006B-JA-P – April 2014 Copyright ©2014 Rockwell Automation, Inc. All Rights Reserved. Printed in USA.