Çukurova Ünİversİtesİ fen bİlİmlerİ …library.cu.edu.tr/tezler/8012.pdf · Çukurova...
TRANSCRIPT
ÇUKUROVA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ
DOKTORA TEZİ
Emel ÇİNÇİK
İĞNELEME YÖNTEMİYLE ÜRETİLEN POLYESTER/VİSKON KARIŞIMLI DOKUSUZ YÜZEY ÖZELLİKLERİNİN DENEYSEL VE İSTATİSTİKSEL ANALİZİ
TEKSTİL MÜHENDİSLİĞİ ANABİLİM DALI
ADANA, 2010
ÇUKUROVA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ
İĞNELEME YÖNTEMİYLE ÜRETİLEN POLYESTER/VİSKON KARIŞIMLI DOKUSUZ YÜZEY ÖZELLİKLERİNİN DENEYSEL VE
İSTATİSTİKSEL ANALİZİ
Emel ÇİNÇİK
DOKTORA TEZİ
TEKSTİL MÜHENDİSLİĞİ ANABİLİM DALI Bu Tez 24/06/2010 Tarihinde Aşağıdaki Jüri Üyeleri Tarafından Oybirliği/Oyçokluğu ile Kabul Edilmiştir. ……………….................... ………………………….. ……................................ Prof. Dr. Erdem KOÇ Prof. Dr. Beşir ŞAHİN Doç. Dr. Nihat ÇELİK Danışman Üye Üye ...………………............... ...……………………….. Yrd. Doç. Dr. Emel Ceyhun SABIR Yrd. Doç. Dr. Oğuz DEMİRYÜREK Üye Üye Bu Tez Enstitümüz Tekstil Mühendisliği Anabilim Dalında hazırlanmıştır. Kod No:
Prof. Dr. İlhami YEĞİNGİL Enstitü Müdürü
Bu Çalışma Ç. Ü. Araştırma Projeleri Birimi Tarafından Desteklenmiştir. Proje No: MMF2006D33 Not: Bu tezde kullanılan özgün ve başka kaynaktan yapılan bildirişlerin, çizelge ve fotoğrafların
kaynak gösterilmeden kullanımı, 5846 sayılı Fikir ve Sanat Eserleri Kanunundaki hükümlere tabidir.
I
ÖZ
DOKTORA TEZİ
İĞNELEME YÖNTEMİYLE ÜRETİLEN POLYESTER/VİSKON KARIŞIMLI DOKUSUZ YÜZEY ÖZELLİKLERİNİN DENEYSEL VE
İSTATİSTİKSEL ANALİZİ
Emel ÇİNÇİK
ÇUKUROVA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ
TEKSTİL MÜHENDİSLİĞİ ANABİLİM DALI
Danışman : Prof. Dr. Erdem KOÇ Yıl: 2010, Sayfa: 273 Jüri : Prof. Dr. Beşir ŞAHİN : Doç. Dr. Nihat ÇELİK. : Yrd. Doç. Dr. Emel Ceyhun SABIR : Yrd. Doç. Dr. Oğuz DEMİRYÜREK
Bu çalışmada polyester/viskon karışımından iğnelemeyle üretilen dokusuz yüzeylerin fiziksel ve performans özelliklerinin değerlendirilmesi ve üretime geçilmeden tahmin edilmesine yönelik istatistiksel modellerin kurulması amaçlanmıştır.
Bu amaçla; beş farklı karışım oranında, dört farklı gramajda hazırlanan tülbentler üç farklı iğneleme yoğunluğunda sabitlenerek 60 adet farklı dokusuz yüzey elde edilmiştir. Söz konusu dokusuz kumaşların gramaj, kalınlık, yoğunluk, hava geçirgenliği, patlama mukavemeti, aşınma dayanımı, sıvı emme kapasitesi, kuru/ıslak kopma mukavemeti ve kopma uzaması gibi fiziksel ve performans özellikleri standart test yöntemleri ve cihazlarıyla tespit edilmiştir. Testler sonucu elde edilen veriler Design Expert 6.06 paket programı kullanılarak istatistiksel olarak analiz edilmiş, her özellik için istatistiksel modeller kurulmuştur. İstatistiksel modellerin oluşturulmasında simpleks kafes tasarım uygulanmış, karışım X proses çapraz modeller geliştirilmiştir. Modellerden elde edilen regresyon denklemleriyle dokusuz kumaş özelliklerinin tahmin edilebilmesi sağlanmıştır.
Ayrıca; karışım oranı, kumaş gramajı, iğneleme yoğunluğu gibi seçilen değişkenler ile kumaşların fiziksel ve performans özelliklerin değişimi irdelenmiştir.
Anahtar Kelimeler: Dokusuz yüzeyler, iğneleme, karışım oranı, istatistik
metodlar, tahminleme

II
ABSTRACT
PhD THESIS
EXPERIMENTAL AND STATISTICAL ANALYSIS OF THE PROPERTIES OF POLYESTER/VISCOSE BLENDED NONWOVENS
PRODUCED BY NEEDLE PUNCHING METHOD
Emel ÇİNÇİK
ÇUKUROVA UNIVERSITY INSTITUTE OF NATURAL AND APPLIED SCIENCES
DEPARTMENT OF TEXTILE ENGINEERING
Supervisor :Prof. Dr. Erdem KOÇ Year: 2010, Pages: 273 Jury :Prof. Dr. Erdem KOÇ :Prof. Dr. Beşir ŞAHİN :Assoc. Prof. Dr. Nihat ÇELİK :Asst. Prof. Dr. Emel Ceyhun SABIR :Asst. Prof. Dr. Oğuz DEMİRYÜREK
In this study, it is aimed to develop statistical models in order to predict the physical and performance properties of polyester/viscose blended needle punched nonwovens before fabric production.
For this purpose, five different blend ratios of polyester/viscose webs were produced and these webs were cross lapped, needle-punched in four different mass per unit area and punch density. Total number of nonwovens produced with different production parameters were sixty. The physical and performance properties of the fabrics such as thickness, density, air permeability, bursting strength, absorption capacity, abrasion resistance, dry and wet tenacity/elongation were determined with related test standard methods and equipments. The results obtained from tests were statistically analyzed in Design Expert software and statistical models were developed for each fabric property. Simplex lattice design was applied during construction of mixture x process crossed models. The prediction of nonwoven physical and performance properties could be provided with the regression equations obtained from developed models.
Additionally, the relation between process parameters such as blend ratio, mass per unit area, punch density and physical/performance properties of nonwovens has been investigated. Key Words: Nonwovens, needle punching, blend ratio, statistical methods, prediction
III
TEŞEKKÜR
Lisans ve lisansüstü eğitimim boyunca bilgi birikimi ve tecrübelerinden
faydalanma imkanı bulduğum, akademik çalışma hayatıma başlamama vesile olan,
çalışmalarımı sürdürürken beni yönlendiren, destekleyen, moral ve motivasyon
sağlayan, bana disiplinli çalışmayı öğreten, çalışma ahlakı ve karakteriyle kendime
örnek aldığım, saygıdeğer danışman hocam sayın Prof. Dr. Erdem KOÇ’a, yoğun
akademik ve idari çalışmalarına rağmen; değerli zamanını ayırarak bu çalışmayı
itinayla inceleyip, tamamlanmasına büyük katkı sağladığı için teşekkür eder,
saygılarımı sunarım.
Çalışma süresince Tekstil Mühendisliği Bölümü’nün laboratuar ve diğer
imkânlarından yararlanmamı sağlayan bölüm başkanımız sayın
Prof. Dr. R. Tuğrul OĞULATA’ya ve onun nezdinde bölüm akademik ve idari
personeline teşekkür ederim.
Tez izleme komitesinde yer alan ve yaptığım çalışmaları değerli zamanlarını
ayırarak aşama aşama takip eden ve değerlendiren hocalarım sayın Prof. Dr. Beşir
ŞAHİN’e, Yrd. Doç. Dr. Emel Ceyhun SABIR’a, yardımlarını gördüğüm ve
çalışmamı değerlendiren jüri üyeleri hocalarım Doç. Dr. Nihat ÇELİK’e ve Yrd.
Doç. Dr. Oğuz DEMİRYÜREK’e teşekkürlerimi sunarım.
İstenilen özelliklerdeki numune üretimini sağlamak amacıyla Leeds
Üniversitesi, Tekstil Tasarım Bölümü, Dokusuz Yüzey Araştırma Grubu
laboratuarlarının kapılarını sonuna kadar açan sayın Prof. Dr. Stephen RUSSELL’a,
numune üretimini birlikte gerçekleştirdiğimiz üretim müdürü Manoj RATHOD’a,
İngiltere’de kaldığım sürece yardımlarını gördüğüm arkadaşlarım Nandan
KUMAR’a ve Zahide TEKİN’e kalpten teşekkür ederim.
Gerekli test standartlarını ve yayınları ücretsiz sağlamamda yardımcı olan
EDANA pazar araştırma ve ekonomi müdürü Jacques PRIGNEAUX’e, INDA
pazar araştırma ve istatistik müdürü Ian BUTLER’e, dokusuz yüzeyler ve
uygulanan test yöntemleri hakkında her türlü bilgiyi çekinmeden sorabilme rahatlığı
veren ve çalışma sırasında yardımlarını gördüğüm HASSAN Grup Yönetim Kurulu
Başkanı sayın Hüseyin CEVAHİROĞLU’na Ar-Ge Koordinatörü Levent
IV
DANDİK’e, üretim müdürü Serden MÜJDECİ’ye, laboratuar sorumlusu Zeynep
KAYA’ya; General Nonwoven Yönetim Kurulu Üyesi sayın Alican
YILANKIRKAN’a içten teşekkürlerimi sunarım.
Çalışmada testlerin uygulaması sırasında yardımlarını gördüğüm Gaziantep
Üniversitesi Tekstil Mühendisliği bölüm Başkanı sayın Prof. Dr. Ali KİREÇCİ’ye,
ÜSAM müdür vekili Huriser BALCI’ya, KOSGEB laboratuar müdürü sayın
Mehmet YAROĞLU’na, Arş. Gör. Kübra TÜLÜCE’ye, Arş. Gör. Züleyha
DEĞİRMENCİ’ye, Gülhan YILDIRIM’a teşekkür ederim.
Gerek iş hayatımda gerekse çalışma sırasında her zaman desteğini gördüğüm,
beni sürekli motive eden, çalışmanın sonuçlarının değerlendirilmesinde bana yol
gösteren değerli hocam Yrd. Doç. Dr. Oğuz DEMİRYÜREK’e bir kez daha
teşekkür etmek isterim.
Öğrenim ve çalışma hayatımda olduğu gibi çalışma sırasında da sürekli
desteğini gördüğüm, anlayışla moral desteği veren kıymetli hocam Doç. Dr. Pınar
DURU BAYKAL’a teşekkürlerimi sunarım.
Her zaman olduğu gibi çalışma sırasında da verdikleri destekle gerçek
dostluğun anlamını vurgulayan sevgili dostlarım Arş. Gör. Ebru ÇORUH’a,
Arş. Gör. Dr. Filiz ŞEKERDEN’e, Arş. Gör. Dr. Nazan KALEBEK’e,
Arş. Gör. Dr. Deniz VURUŞKAN’a teşekkür etmek isterim.
Yaşamım boyunca sonsuz destek ve ilgilerini gördüğüm, her zaman olduğu
gibi çalışma sırasında da fedakârlıkla ellerinden gelen her türlü imkanı seferber
eden, yaptıklarından dolayı alacağım ünvanı en az benim kadar hak eden biricik
aileme sonsuz teşekkür ederim.
Çalışmayı tamamladığım süre boyunca ayrı olduğumuz halde; eksik etmediği
ilgi, anlayış ve destekle yanımda hissettiğim, bana moral ve motivasyon sağlayan,
kariyerim için hayatından üç yıl fedakarlık eden sevgili hayat arkadaşım Mutlu
Menderes ÇİNÇİK’e teşekkür ederim.
V
İÇİNDEKİLER SAYFA
ÖZ ........................................................................................................................... I
ABSTRACT ............................................................................................................ II
TEŞEKKÜR ........................................................................................................... III
İÇİNDEKİLER ........................................................................................................ V
ÇİZELGELER DİZİNİ ........................................................................................ VIII
ŞEKİLLER DİZİNİ ................................................................................................ XI
SİMGELER VE KISALTMALAR ................................................................... XVIII
1. GİRİŞ ...................................................................................................................1
2. ÖNCEKİ ÇALIŞMALAR .....................................................................................7
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ .................................... 29
3.1. Genel Bilgiler............................................................................................... 29
3.2. Doku Oluşturma Yöntemleri ........................................................................ 33
3.2.1. Kuru Serme (Dry-Laid) Yöntemi ........................................................ 34
3.2.2. Sulu Serme (Wet-Laid) Yöntemi ........................................................ 35
3.2.3. Kesiksiz Lif Serme Yöntemleri ........................................................... 36
3.3. Doku Bağlama (Sabitleme) Teknikleri ......................................................... 39
3.3.1. Mekanik Bağlama (Mechanical-Bonding)Yöntemleri ......................... 39
3.3.2. Kimyasal Bağlama (Chemical-Bonding ) Yöntemleri ......................... 40
3.3.3. Isıl Bağlama (Thermal-Bonding) Yöntemleri ...................................... 41
3.4. Bitim ve Dönüştürme İşlemleri .................................................................... 41
3.5. Dünya’da ve Türkiye’de Dokusuz Yüzey Üretimi ve Dış Ticareti ................ 42
3.5.1. Üretim/Tüketim Durumu .................................................................... 42
3.5.2. İhracat/ithalat Durumu ........................................................................ 45
3.6. Çalışmada İncelenen Üretim Metodları ........................................................ 49
3.6.1. Mekanik (Tarakla) Serme (Carding) ................................................... 49
3.6.2. İğneleme (Needle-Punch) Yöntemi ..................................................... 53
4. MATERYAL VE METOD ................................................................................. 57
4.1. Materyal....................................................................................................... 57
4.1.1. Viskon Lifi ......................................................................................... 57
VI
4.1.2. Polyester Lifi ...................................................................................... 60
4.2. Metod .......................................................................................................... 63
4.2.1. Kumaş Üretimi ................................................................................... 63
4.2.1.1. Liflerin Hazırlanması ............................................................. 63
4.2.1.2. Dokunun Oluşumu ve Serilmesi ............................................. 66
4.2.1.3. Dokunun Sabitlenmesi ........................................................... 70
4.2.2. Kumaşa Uygulanan Testler ................................................................. 74
4.2.2.1. Gramaj Tayini ........................................................................ 75
4.2.2.2. Lif Karışım Oranlarının Tayini............................................... 75
4.2.2.3. Kalınlık Tayini ....................................................................... 76
4.2.2.4. Hava Geçirgenliği Tayini ....................................................... 77
4.2.2.5. Patlama Mukavemeti Tayini................................................... 78
4.2.2.6. Emicilik (Hidrofilite) Tayini .................................................. 79
4.2.2.7. Aşınma Dayanımı Tayini ....................................................... 81
4.2.2.8. Kopma Mukavemeti/Uzama Tayini ........................................ 83
4.2.2.9. Görüntü Analizi ..................................................................... 85
4.2.3. İstatistiksel Analiz ve Modeller .......................................................... 86
4.2.3.1. Model Seçimi ve Regresyon Analizi ...................................... 87
4.2.3.2. Tepki Yüzeyi Metodu (Response Surface Methodology) ........ 92
5. DENEYSEL BULGULAR VE TARTIŞMA ....................................................... 97
5.1. Gramaj Tayini Test Sonuçları ....................................................................... 98
5.2. Karışım Oranı Tayini Test Sonuçları ............................................................ 99
5.3. Kalınlık Tayini Test Sonuçları ve İstatistiksel Analiz ................................. 100
5.4. Yoğunluk Tayini ve İstatistiksel Analiz ...................................................... 118
5.5. Hava Geçirgenliği Tayini Test Sonuçları ve İstatistiksel Analiz .................. 131
5.6. Patlama Mukavemeti Tayini Test Sonuçları ve İstatistiksel Analiz ............. 146
5.7. Sıvı Emme Kapasitesi Tayini Test Sonuçları ve İstatistiksel Analiz ............ 160
5.8. Aşınma Dayanımı Tayini Test Sonuçları ve İstatistiksel Analiz .................. 174
5.9. Kopma Mukavemeti Tayini Test Sonuçları ve İstatistiksel Analiz .............. 188
5.10. Kopma Uzaması Tayini Test Sonuçları ve İstatistiksel Analiz .................. 217
VII
5.11. Islak Kopma Mukavemeti Sonuçları ve Kuru Kopma Mukavemeti ile
Karşılaştırılması ...................................................................................... 239
6. SONUÇLAR VE ÖNERİLER .......................................................................... 247
6.1. Çalışmanın Özeti ........................................................................................ 247
6.2. Çalışmanın Sonuçları ................................................................................ 250
6.3. Sonraki Çalışmalar İçin Öneriler ................................................................ 263
KAYNAKLAR ..................................................................................................... 265
ÖZGEÇMİŞ ......................................................................................................... 273
VIII
ÇİZELGELER DİZİNİ SAYFA
Çizelge 3.1. Dokusuz yüzeylerin kullanım alanları ................................................ 30
Çizelge 3.2. Yıllar bazında dokusuz yüzey üretimi ................................................. 43
Çizelge 3.3. Dünya dokusuz yüzey ticareti ............................................................ 46
Çizelge 3.4. 2008 yılı için ürün bazında dünya dokusuz yüzey ticareti .................. 47
Çizelge 3.5. Türkiye dokusuz yüzey ticaretinin değişimi .............................................. 47
Çizelge 3.6. 2008 yılı için ürün bazında Türkiye dokusuz yüzey ticareti ............... 48
Çizelge 4.1. Çalışmada kullanılan viskon lifi test sonuçları ................................... 59
Çizelge 4.2. Çalışmada kullanılan polyester lifi test sonuçları ............................... 62
Çizelge 4.3. Çalışmada kullanılan karışım oranları ................................................ 65
Çizelge 4.4. Çalışmada üretilen numune kumaşların özellikleri ............................. 72
Çizelge 4.5. Elde edilen numuneler uygulanan test metotları ................................. 74
Çizelge 5.1. Gramaj tayini test sonuçları ............................................................... 98
Çizelge 5.2. Karışım oranı tayini sonuçları .......................................................... 100
Çizelge 5.3. Kalınlık tayini test sonuçları ............................................................ 101
Çizelge 5.4. Kalınlık tayininde model seçimi için F-testi ile elde edilen
p-değerleri ..................................................................................... 103
Çizelge 5.5. Kalınlık için aday modellerin özet istatistiği ................................... 106
Çizelge 5.6. Kalınlık için geliştirilen modele ait varyans analizi tablosu ............. 106
Çizelge 5.7. Kalınlık için geliştirilen modele ait modifiye edilmiş varyans analizi
tablosu.................................................................................................... 104
Çizelge 5.8. Kalınlık için geliştirilen modelin istatistik performans değerleri ..... 108
Çizelge 5.9. Kumaşların hesaplanan yoğunluk değerleri..................................... 118
Çizelge 5.10. Yoğunluk için kurulan modele ait modifiye edilmiş varyans
analizi tablosu................................................................................. 121
Çizelge 5.11. Yoğunluk için geliştirilen modelin istatistik performans değerleri ... 122
Çizelge 5.12. Hava geçirgenliği tayini test sonuçları ............................................. 131
Çizelge 5.13. Hava geçirgenliği için kurulan modele ait modifiye edilmiş varyans
analizi tablosu.................................................................................. 134
IX
Çizelge 5.14. Hava Geçirgenliği için geliştirilen modelin istatistik performans
değerleri .......................................................................................... 135
Çizelge 5.15. Patlama mukavemeti tayini test sonuçları ........................................ 147
Çizelge 5.16. Patlama mukavemeti için kurulan modele ait modifiye edilmiş varyans
analizi tablosu................................................................................. 150
Çizelge 5.17. Patlama mukavemeti için geliştirilen modelin istatistik performans
değerleri .......................................................................................... 151
Çizelge 5.18. Sıvı emme kapasitesi tayini test sonuçları ........................................ 161
Çizelge 5.19. Sıvı emme kapasitesi için kurulan modele ait modifiye edilmiş varyans
analizi tablosu.................................................................................. 163
Çizelge 5.20. Sıvı emme kapasitesi için geliştirilen modelin istatistik performans
değerleri .......................................................................................... 165
Çizelge 5.21. Aşınma dayanımı tayini test sonuçları ............................................. 174
Çizelge 5.22. Aşınma dayanımı için kurulan modele ait modifiye edilmiş varyans
analizi tablosu.................................................................................. 178
Çizelge 5.23. Aşınma dayanımı için geliştirilen modelin istatistik performans
değerleri .......................................................................................... 180
Çizelge 5.24. Kopma kuvveti tayini test sonuçları ................................................. 189
Çizelge 5.25. Kopma mukavemeti tayini test sonuçları ......................................... 190
Çizelge 5.26. MD yönündeki kopma mukavemeti için kurulan modele ait modifiye
edilmiş varyans analizi tablosu ........................................................ 194
Çizelge 5.27. MD yönündeki kopma mukavemeti için geliştirilen modelin istatistik
performans değerleri ........................................................................ 196
Çizelge 5.28. CD yönündeki kopma mukavemeti için kurulan modele ait modifiye
edilmiş varyans analizi tablosu ........................................................ 207
Çizelge 5.29. CD yönündeki kopma mukavemeti için geliştirilen modelin istatistik
performans değerleri ....................................................................... 208
Çizelge 5.30. Kopma uzaması tayini test sonuçları ................................................ 217
Çizelge 5.31. MD yönündeki kopma uzaması için kurulan modele ait modifiye
edilmiş varyans analizi tablosu ........................................................ 220
X
Çizelge 5.32. MD yönündeki kopma uzaması için geliştirilen modelin istatistik
performans değerleri ....................................................................... 221
Çizelge 5.33. CD yönündeki kopma uzaması için kurulan modele ait modifiye
edilmiş varyans analizi tablosu ........................................................ 231
Çizelge 5.34. CD yönündeki kopma uzaması için geliştirilen modelin istatistik
performans değerleri ....................................................................... 232
Çizelge 5.35. Seçilmiş numunelerin ıslak kopma kuvveti sonuçları ....................... 241
Çizelge 5.36. Seçilmiş numunelerin ıslak kopma uzaması sonuçları ...................... 244
Çizelge 6.1. Çalışma sonucunda dokusuz yüzeyler için elde edilen regresyon
eşitlikleri ve istatistiksel değerlendirmeler ....................................... 252
Çizelge 6.2. Lif karışım oranlarının kumaş fiziksel ve performans özelliklerine
etkisi............................................................................................... 254
Çizelge 6.3. Değişik iğneleme yoğunluklarında kumaş gramajının kumaşın fiziksel
ve performans özelliklerine etkisi ................................................... 257
Çizelge 6.4. Değişik kumaş gramajlarında iğneleme yoğunluğunun kumaşın
fiziksel ve performans özelliklerine etkisi ....................................... 260

XI
ŞEKİLLER DİZİNİ SAYFA
Şekil 3.1. Hammadde türüne göre dokusuz yüzey üretim teknikleri ...................... 29
Şekil 3.2. Dokusuz yüzey üretim teknikleri .......................................................... 33
Şekil 3.3. Tipik havalı serme makinası ................................................................. 35
Şekil 3.4. Sulu serme yönteminin prensibi ........................................................... 36
Şekil 3.5. Sonsuz elyaf serme prensibi ................................................................. 37
Şekil 3.6. Eriyik püskürtme yöntemi .................................................................... 38
Şekil 3.7. Elektrostatik serme yöntemi ................................................................. 38
Şekil 3.8. Su jetli doku sabitleme ......................................................................... 40
Şekil 3.9. Dokusuz yüzey üretiminde kullanılan kesikli liflerin dağılımı ................. 43
Şekil 3.10. 2007 dünya dokusuz yüzey üretiminin yöntemlere göre dağılımı .......... 44
Şekil 3.11. Dokusuz yüzey tüketiminin kullanım alanlarına dağılımı ............................. 45
Şekil 3.12. Mekanik yöntemle doku oluşumu ......................................................... 49
Şekil 3.13. Dokusuz yüzey üretiminde kullanılan tipik bir tarak ............................. 50
Şekil 3.14. Farklı doku katlama-serme yöntemleri ................................................. 52
Şekil 3.15. İğneleme hareketi ................................................................................. 53
Şekil 3.16. İğneleme ile bağlama yöntemi .............................................................. 54
Şekil 3.17. Yaygın olarak kullanılan iğne tipleri ve kısımları ................................. 54
Şekil 3.18. İğne üzerindeki tipik bir çentiğin özellikleri ......................................... 55
Şekil 3.19. Tipik bir iğnenin ölçülerle gösterimi..................................................... 56
Şekil 4.1. Yaş çekim ile viskon lifi üretimi ........................................................... 58
Şekil 4.2. Çalışmada kullanılan viskon lifinin enine ve boyuna kesit şekli ............ 59
Şekil 4.3. Yumuşak eğirme yöntemiyle polyester üretimi ..................................... 61
Şekil 4.4. Çalışmada kullanılan polyester lifinin enine ve boyuna kesit şekli ........ 62
Şekil 4.5. Çalışmadaki numune kumaşların üretimi için iş akışı ........................... 63
Şekil 4.6. Numune kumaş üretimi için kullanılan lif açıcı ve biriktirme odası....... 64
Şekil 4.7. %75 Polyester/ %25 Viskon karışımı için sandviç harmanı .................. 66
Şekil 4.8. Lif açıcıda açılan karışımın hava emiş kanalı ile biriktirtme odasına
sevki .................................................................................................... 66
XII
Şekil 4.9. Çalışmada kullanılan ve dokunmamış kumaş üretimi için modifiye edilmiş
tarak makinası ...................................................................................... 67
Şekil 4.10. Çalışma sırasında tarak makinasından alınan görüntüler ....................... 68
Şekil 4.11. Çalışmada kullanılan çapraz serme tertibatı .......................................... 69
Şekil 4.12. Çalışmada kullanılan iğneleme tezgâhı ................................................. 71
Şekil 4.13. Çalışmadaki iğne tablasına iğnelerin yerleşimi ve iğnenin enine kesiti . 71
Şekil 4.14. Gramaj tayininde kullanılan numune ve hassas terazi ........................... 75
Şekil 4.15. Çalışmada kullanılan SDL Atlas M034A djital kalınlık ölçüm cihazı ... 77
Şekil 4.16. Çalışmada kullanılan SDL Atlas M021A hava geçirgenliği ölçüm
cihazı.................................................................................................... 78
Şekil 4.17. Çalışmada kullanılan James H. Heal Truburst patlama mukavemeti
cihazı.................................................................................................... 79
Şekil 4.18. Sıvı emme kapasitesi tayini deneyinin uygulaması ............................... 80
Şekil 4.19. Çalışmada kullanılan Martindale aşınma ve piling cihazı...................... 81
Şekil 4.20. Aşınma dayanımı testinin uygulanması ................................................ 83
Şekil 4.21. Çalışmada kullanılan Titan Universal kopma mukavemeti cihazı ......... 84
Şekil 4.22. Görüntü analizinin gerçekleştirildiği dijital kameralı makroskopi
cihazı.................................................................................................... 86
Şekil 4.23. Çalışmada kullanılan simpleks kafes tasarımı ....................................... 93
Şekil 4.24. Çalışmada kullanılan karışım X proses çapraz dizayn ........................... 94
Şekil 5.1. Kalınlık için model artıklarının dağılımı ............................................. 105
Şekil 5.2. Ölçülen kalınlık ile tahmin edilen kalınlık değerleri arasındaki
kolerasyon ......................................................................................... 109
Şekil 5.3. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı-kumaş kalınlığı değişimi .............................................. 111
Şekil 5.4. 150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaş kalınlığı değişimi ............................................. 112
Şekil 5.5. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaş kalınlığı değişimi .............................................. 113
Şekil 5.6. 50g/m2 gramajda farklı iğneleme yoğunluklarında karışım oranı-kumaş
kalınlığı değişimi ................................................................................ 114
XIII
Şekil 5.7. 75g/m2 gramajda farklı iğneleme yoğunluklarında karışım oranı-kumaş
kalınlığı değişimi ................................................................................ 115
Şekil 5.8. 100 g/m2 gramajda farklı iğneleme yoğunluklarında karışım oranı-kumaş
kalınlığı değişimi ............................................................................... 116
Şekil 5.9. 125 g/m2 gramajda farklı iğneleme yoğunluklarında karışım oranı-kumaş
kalınlığı değişimi ................................................................................ 117
Şekil 5.10. Yoğunluk için model artıklarının dağılımı .......................................... 120
Şekil 5.11. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı-kumaş yoğunluğu değişimi .......................................... 124
Şekil 5.12. 150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı-kumaş yoğunluğu değişimi .......................................... 125
Şekil 5.13. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı-kumaş yoğunluğu değişimi .......................................... 126
Şekil 5.14. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-kumaş
yoğunluğu değişimi ............................................................................ 127
Şekil 5.15. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-kumaş
yoğunluğu değişimi ............................................................................ 128
Şekil 5.16. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş yoğunluğu değişimi ................................................................ 129
Şekil 5.17. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş yoğunluğu değişimi ................................................................ 130
Şekil 5.18. Hava geçirgenliği için model artıklarının dağılımı ............................. 133
Şekil 5.19. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı-kumaş hava geçirgenliği değişimi ................................ 137
Şekil 5.20. 150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı-kumaş hava geçirgenliği değişimi ............................... 138
Şekil 5.21. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı-kumaş hava geçirgenliği değişimi ................................ 139
Şekil 5.22. 75 iğneleme/cm2 iğneleme yoğunluğundaki kumaş görüntüleri.......... 140
Şekil 5.23. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş hava geçirgenliği değişimi ...................................................... 142
XIV
Şekil 5.24. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş hava geçirgenliği değişimi ...................................................... 143
Şekil 5.25. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş hava geçirgenliği değişimi ..................................................... 144
Şekil 5.26. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş hava geçirgenliği değişimi ..................................................... 145
Şekil 5.27. 50g/m2 gramajlı %100 viskon kumaş görüntüleri .............................. 146
Şekil 5.28. Patlama mukavemeti için model artıklarının dağılımı ........................ 149
Şekil 5.29. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı-kumaş patlama mukavemeti değişimi ........................... 153
Şekil 5.30. 150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı-kumaş patlama mukavemeti değişimi ........................... 154
Şekil 5.31. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı-kumaş patlama mukavemeti değişimi ........................... 155
Şekil 5.32. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş patlama mukavemeti değişimi ................................................ 157
Şekil 5.33. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş patlama mukavemeti değişimi ................................................ 158
Şekil 5.34. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş patlama mukavemeti değişimi ................................................ 159
Şekil 5.35. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş patlama mukavemeti değişimi ................................................ 160
Şekil 5.36. Sıvı emme kapasitesi için model artıklarının dağılımı ........................ 163
Şekil 5.37. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı-kumaş sıvı emme kapasitesi değişimi ........................... 167
Şekil 5.38. 150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaş sıvı emme kapasitesi değişimi .......................... 168
Şekil 5.39. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaş sıvı emme kapasitesi değişimi .......................... 169
Şekil 5.40. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş sıvı emme kapasitesi değişimi................................................. 170
XV
Şekil 5.41. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş sıvı emme kapasitesi değişimi................................................. 171
Şekil 5.42. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş sıvı emme kapasitesi değişimi................................................ 172
Şekil 5.43. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş sıvı emme kapasitesi değişimi................................................ 173
Şekil 5.44. Aşınma dayanımı için model artıklarının dağılımı ............................. 176
Şekil 5.45. Dönüşümden sonra artıkların tahminlenen değerlere karşı dağılımı ... 178
Şekil 5.46. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı-kumaş aşınma dayanımı değişimi ................................. 181
Şekil 5.47. 150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaş aşınma dayanımı değişimi ................................ 182
Şekil 5.48. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaş aşınma dayanımı değişimi ................................ 183
Şekil 5.49. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş aşınma dayanımı değişimi ...................................................... 185
Şekil 5.50. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş aşınma dayanımı değişimi ...................................................... 186
Şekil 5.51. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş aşınma dayanımı değişimi ..................................................... 187
Şekil 5.52. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş aşınma dayanımı değişimi.................................................... 188
Şekil 5.53. MD yönündeki kopma mukavemeti için model artıklarının dağılımı .... 193
Şekil 5.54. Dönüşümden sonra MD kopma mukavemeti için artıkların tahminlenen
değerlere karşı dağılımı ..................................................................... 193
Şekil 5.55. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaşın MD yönündeki mukavemetinin değişimi ....... 198
Şekil 5.56. 150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaşın MD yönündeki mukavemetinin değişimi ....... 199
Şekil 5.57. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaşın MD yönündeki mukavemetinin değişimi ....... 200

XVI
Şekil 5.58. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaşın MD yönündeki mukavemetinin değişimi ............................. 201
Şekil 5.59. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaşın MD yönündeki mukavemetinin değişimi ............................ 202
Şekil 5.60. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaşın MD yönündeki mukavemetinin değişimi ............................ 203
Şekil 5.61. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaşın MD yönündeki mukavemetinin değişimi ............................ 204
Şekil 5.62. CD yönündeki kopma mukavemeti için model artıklarının dağılımı... 205
Şekil 5.63. Dönüşümden sonra CD kopma mukavemeti için artıkların tahminlenen
değerlere karşı dağılımı ..................................................................... 206
Şekil 5.64. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaşın CD yönündeki mukavemetinin değişimi........ 210
Şekil 5.65. 150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaşın CD yönündeki mukavemetinin değişimi........ 211
Şekil 5.66. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaşın CD yönündeki mukavemetinin değişimi........ 212
Şekil 5.67. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaşın CD yönündeki mukavemetinin değişimi .............................. 213
Şekil 5.68. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaşın CD yönündeki mukavemetinin değişimi .............................. 214
Şekil 5.69. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaşın CD yönündeki mukavemetinin değişimi ............................. 215
Şekil 5.70. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaşın CD yönündeki mukavemetinin değişimi ............................. 216
Şekil 5.71. MD yönündeki kopma uzaması için model artıklarının dağılımı ........ 220
Şekil 5.72. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaşın MD yönündeki uzamasının değişimi ............. 223
Şekil 5.73. 150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaşın MD yönündeki uzamasının değişimi ............. 224
XVII
Şekil 5.74. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaşın MD yönündeki uzamasının değişimi ............. 225
Şekil 5.75. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaşın MD yönündeki uzamasının değişimi .................................... 226
Şekil 5.76. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaşın MD yönündeki uzamasının değişimi .................................... 227
Şekil 5.77. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaşın MD yönündeki uzamasının değişimi ................................... 228
Şekil 5.78. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaşın MD yönündeki uzamasının değişimi ................................... 229
Şekil 5.79. CD yönündeki kopma uzaması için model artıklarının dağılımı ......... 230
Şekil 5.80. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaşın CD yönündeki kopma uzamasının değişimi... 234
Şekil 5.81. 150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaşın CD yönündeki kopma uzamasının değişimi... 235
Şekil 5.82. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaşın CD yönündeki kopma uzamasının değişimi... 236
Şekil 5.83. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaşın CD yönündeki kopma uzamasının değişimi ......................... 237
Şekil 5.84. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaşın CD yönündeki kopma uzamasının değişimi ......................... 238
Şekil 5.85. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaşın CD yönündeki kopma uzamasının değişimi ........................ 239
Şekil 5.86. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaşın CD yönündeki kopma uzamasının değişimi ........................ 240
Şekil 5.87. MD yönü için kuru ve ıslak kopma kuvvetlerinin karşılaştırılması .... 242
Şekil 5.88. CD yönü için kuru ve ıslak kopma kuvvetlerinin karşılaştırılması ..... 242
Şekil 5.89. MD yönü için kuru ve ıslak kopma uzamasının karşılaştırılması ....... 245
Şekil 5.90. CD yönü için kuru ve ıslak kopma uzamasının karşılaştırılması ........ 245

XVIII
SİMGELER VE KISALTMALAR
CD : Dokusuz kumaşlardaki enine yön
d : Kumaş yoğunluğu (g/cm3)
F : Kopma kuvveti (N)
i : Deney noktası
MD : Dokusuz kumaşlardaki makina yönü
Mn : Sıvı emmiş haldeki numunenin ağırlığı (g)
Mk : Kuru haldeki numune ağırlığı (g)
MAE : Ortalama mutlak hata (Mean Absolute Error)
MAPE : Ortalama mutlak hatalar yüzdesi (Mean Absolute Percentage Error)
MSE : Ortalama hatalar karesi (Mean Square Error)
n : Toplam deney noktası sayısı
PRESS : Tahmin edilen hatalar karesi (Predicted Error Sum of Squares)
R : Korelasyon katsayısı
R2 : Regresyon denklemlerinin açıklama oranı (%)
SEK : Sıvı emme kapasitesi (%)
T : Kopma mukavemeti (cN/tex)
t : Kumaş kalınlığı (mm)
: Bir deney noktası için tahmin edilen değer
iy : Deneysel olarak ölçülen değer
W : Kumaş gramajı (g/m2)
α : Kopma mukavemetinde kullanılan numunenin eni (mm)
β0 : Regresyon denklemlerinde yer alan sabit
βn : Regresyon denkleminde yer alan katsayılar
1. GİRİŞ Emel ÇİNÇİK
1
1. GİRİŞ
Tekstil ve konfeksiyon sektörü; gelişiminin ilk dönemlerinde insanoğlunun
yalnızca giyim, ev tekstili gibi ihtiyaçlarını karşılarken, teknolojinin gelişimiyle
birlikte farklı alanlarda doğan ihtiyaçlara da cevap verebilecek duruma gelmiştir.
Teknik tekstiller bu süreçteki önemli gelişmelerden biri olmuştur. Estetik ve
dekoratif özelliklerinden ziyade, öncelikle fonksiyonel özellikleri ve teknik
performansları için üretilen tekstil malzemeleri teknik tekstiller kapsamında
düşünülebilmektedir (Horrocks ve Anand; 2000).
Teknik amaçlı olarak kullanılan bu tür mamuller; tarımdan inşaata,
otomotivden sanayiye kadar birçok alanda kullanılmakta, söz konusu ürünlere
duyulan ihtiyaç her geçen gün artmaktadır. 2010 yılında tüketim miktarının
23.774 milyon ton olacağı tahmin edilen teknik tekstiller; dokuma, örme, dokusuz
yüzey üretimi gibi üç temel yüzey oluşturma yöntemiyle elde edilebilmektedir. Hem
üretim aşamalarının kısalığı ve kolaylığı, hem de üretim maliyetlerinin düşük olması
gibi avantajlarıyla dokusuz yüzeyler son yıllarda teknik tekstiller içinde ön plana
çıkan tekstil ürünleri olarak göze çarpmaktadır. 2010 yılında dokusuz yüzey
tüketiminin dünya teknik tekstil tüketiminin %39’unu oluşturacağı tahmin
edilmektedir (www.dratex.co.uk, 2009).
Dokusuz yüzeyler ya da nonwoven kumaşlar; doğal veya suni-sentetik
elyafın ipliğe dönüştürülmeden, mekanik, kimyasal, ısıl ve eritken yollarla veya
bunların bileşik bir yoluyla birleştirilmesi sonucunda üretilen ve özel kullanımlar için
uygun olan tekstil ürünleri olarak tanımlanabilmektedir (www.edana.org, 2010;
www.inda.org, 2010; www.apparelsearch.com, 2006; Duran, 2004). İlk nonwoven
tekstil yüzeyler; binlerce yıl önce, dünyanın soğuk bölgelerindeki insanlar tarafından
hayvan kılının su, ısı ve doğadan elde edilen kimyasallar yoluyla mekanik
hareketlerle oluşturulmuş ve yorgan, inşaat malzemesi olarak kullanılmıştır.
Ondokuzuncu yüzyılda, tekstil sanayinin elyaf döküntülerinin değerlendirilmesi fikri
ile yeni teknolojiler geliştirilmeye başlanmış, lif tülbentinin iğne ile sabitleştirilmesi
teknolojisi kullanıma sunulmuştur. Nonwoven terimi ilk defa 1942 yılında ABD’de
yapıştırıcı kullanılarak sabitleştirilen lif tülbentleri üretilmeye başlandığında
1. GİRİŞ Emel ÇİNÇİK
2
kullanılmıştır. Dokusuz yüzey üretim teknolojileri; kimya ve polimer alanlarındaki
gelişmeleri takip ederek günümüze kadar çeşitlenmiş, bugün tekstil ve konfeksiyon
sanayinin kullanım alanı geniş bir alt dalını oluşturmuştur (Buresh, 1962; Jirsak ve
Waldsworth, 1999).
Bu tip kumaşlarda; elyaftan doğrudan kumaş elde edildiğinden, üretim
hatlarındaki basamaklar konvansiyonel kumaş oluşturma tekniklerine (dokuma ve
örme) oranla daha az sayıda olmaktadır. Kumaş oluşumunun basitliği, üretim
veriminin yüksekliği dokusuz yüzey üretimini avantajlı hale getirmektedir. Buna
karşın, teknik kullanım dışında, dış giyim uygulamalarında istenen tutum, tuşe
dökümlülük, esneklik mukavemet gibi özellikler açısından dokuma ve örme
kumaşlara göre dezavantajlı konumda bulunmakta, bu özelliklerin geliştirilebilmesi
için çalışmalar sürdürülmektedir (Duran, 2004; Emek, 2004; Russell, 2007).
Söz konusu kumaşlar; yukarıda değinilen avantajları nedeniyle gittikçe önem
kazanmakta, bu nedenle bu ürünlerin üretim/tüketim, ithalat/ihracat miktarları artış
göstermektedir. 2010 yılı itibariyle Dünya dokusuz yüzey üretiminin yaklaşık
7 milyon ton olduğu tahmin edilmekte, söz konusu ürünlere olan ihtiyacın
artmasından ötürü önümüzdeki yıllarda da üretim miktarının artış eğiliminde olacağı
düşünülmektedir. Dünya dokusuz yüzey ticareti ele alındığında; 2008 yılı itibariyle
dünya dokusuz yüzey ihracatının 8.915 milyar dolar olduğu ülkemizin bu ihracattan
%1.1 oranında pay aldığı görülmektedir (Inda ve Edana, 2008).
Türkiye’de nonwoven üretimi konusunda sağlıklı veriler bulunmamakla
birlikte; ülkede İstanbul, Çorlu, Gaziantep gibi bölgelerde çalışır durumda 41 adet
büyük ve orta ölçekli işletmenin yer aldığı bilinmektedir. 2007 yılı verilerine göre;
Türkiye dokusuz yüzey üretiminin 93 bin ton olduğu, ülkemizin dünya dokusuz
yüzey üretiminde %1.62 oranında pay aldığı belirtilmektedir. Ülkemizin dokusuz
yüzey ihracatının dünya dokusuz yüzey ihracatı içindeki payı %1.1 gibi bir düzeyde
bulunmaktadır ve ihracattaki pay her geçen gün artış göstermektedir (Inda ve Edana,
2010; www.intracen.org, 2010).
Günümüzde dokusuz yüzeyler; farklı yapı ve özellikleri ile ambalaj
ürünlerinden, tıbbi ürünlere, endüstriyel kullanımdan inşaata, jeotekstil
malzemelerinden giyim ürünlerine kadar her türlü alanda kullanılmakta; kullanım
1. GİRİŞ Emel ÇİNÇİK
3
yerine göre tek kullanımlık ya da sürekli kullanılabilen ürünleri kapsamaktadır.
Hammadde olarak çok farklı tür liflerin kullanılabildiği dokusuz yüzey üretiminde
birçok farklı üretim tekniği bulunduğundan, kumaş özellikleri farklı hammadde ve
üretim teknikleriyle zenginleştirilebilmektedir (Duran, 2004; Emek, 2004; Dandik, 2003).
Yaygın olarak teknik amaçlı kullanım alanı bulduklarından, diğer tüm tekstil
mamullerinde olduğu gibi, bu tür kumaşların kullanım yerindeki fonksiyonları yerine
getirebilmeleri için bazı performans özelliklerine sahip olmaları gerekmektedir. Söz
konusu özelliklere hava geçirgenliği, su geçirmezlik, ısı geçirgenliği, sıvı emme
kapasitesi, kopma mukavemeti, aşınma dayanımı örnek olarak verilebilmektedir.
Farklı hammaddelerin seçilerek karıştırılmasıyla ve üretim yöntemine uygun
parametrelerin değiştirilmesiyle söz konusu özellikler değiştirilebilmekte ve
geliştirilebilmektedir. Teknolojinin yeniliği sebebiyle, hammadde özelliklerinde ve
üretim metodunda yapılacak herhangi bir değişikliğin bu tip ürünlerin nihai
özelliklerini ne yönde etkileyeceği net olarak bilinmemektedir. Bu nedenle; belirli
hammadde özelliklerine ve üretim parametrelerine sahip dokusuz yüzeylerin
performans özelliklerinin çeşitli matematiksel ifadeler kullanılarak önceden tahmin
edilmesi ve elde edilen sonuçlar doğrultusunda üretim yapılması zorunlu hale
gelmiştir. Bu bağlamda; deneysel çalışmayla tespit edilen gerçek verilere istatistiksel
paket programlarla çeşitli analizlerin uygulanmasıyla, eşitlikler oluşturulabilmekte ve
elde edilen denklemler kumaş özelliklerinin üretime geçilmeden tahmin edilmesinde
kullanılabilmektedir. Böylece yapılan tahminlerle, çok farklı amaçlarla kullanılan
dokusuz yüzeylerden kullanım yerinde beklenen özellikler, deneme üretimlerine
ihtiyaç duyulmadan, denemelerden kaynaklı zaman kaybı ve maliyete neden
olmadan sağlanabilecektir.
Çalışma kapsamında yapılan literatür taraması sonucu tekstil mamullerinin
çeşitli özelliklerinin üretim öncesi tahmin edilmesi konusundaki çalışmaların
genellikle diğer kumaş oluşturma yöntemleriyle ilgili olduğu, dokusuz yüzeylerle
ilgili kısıtlı sayıda çalışmanın yapılmış olduğu tespit edilmiştir. Konu ile ilişkili
ulaşılabilen kısıtlı sayıdaki çalışmalarda; tez kapsamında ele alınan hammadde türü
ve üretim parametrelerinden farklı özellikte ve söz konusu parametrelerin farklı
düzeylerinde üretilmiş kumaşların özelliklerinin tahmin edildiği belirlenmiştir.
1. GİRİŞ Emel ÇİNÇİK
4
Ayrıca; farklı hammaddelerle yapılan çalışmaların genelinde seçilen üretim
parametreleri ile gramaj özelliği de değiştirilmiş, gramajın sabit tutulmasıyla diğer
üretim parametrelerinde yapılacak değişikliğin çalışmada ele alınan dokusuz yüzey
performans özelliklerine etkisi ele alınmamıştır. Bunun yanında; ülkemiz tekstil
sektörünün son yıllardaki sıkıntıları için çıkış noktası olarak düşünülebilen dokusuz
kumaşlarla ilgili ülkemizde yapılan bu kapsamda çalışmaların yetersiz olduğu
görülmüştür. Tüm bu sebeplerden bu konuda bir çalışma yapılmasının uygun olacağı
düşünülmüştür.
Çalışmada karışımı oluşturan lifler, kesikli lif olarak dokusuz yüzey
üretiminde en çok kullanılan polyester ve viskon olarak seçilmiştir. Polyester ve
viskon karışımlarından elde edilen dokusuz yüzeyler daha çok temizlik bezi, ıslak
mendil, bebek bezi yardımcı maddesi, filtrasyon malzemesi, suni deri tabanı, tela
olarak kullanıldığı için çalışmada dokusuz kumaşların belirtilen kullanım alanlarına
yönelik özellikleri ele alınmıştır. Numune üretimi sırasında, dünyada ve Türkiye’de
en yaygın kullanılan yöntemler olan tarakla mekanik serme doku oluşturma tekniği
ve iğnelemeyle doku bağlama tekniği uygulanmıştır.
Çalışmada polyester/viskon liflerinden beş farklı karışım oranında mekanik
serme tekniği ile elde edilen tülbentler, dört farklı gramajda çapraz olarak serilmiş ve
üç farklı iğneleme yoğunluğunda bağlanarak 60 adet farklı dokusuz kumaş elde
üretilmiştir. Elde edilen kumaşlara çeşitli testler uygulanarak kumaşların gramaj,
kalınlık, hava geçirgenliği, patlama mukavemeti, sıvı emme kapasitesi, aşınma
dayanımı, kuru/ıslak kopma mukavemeti ve kopma uzaması özellikleri tespit
edilmiştir. Belirlenen özelliklerle, değişken olarak alınan özellikler
Design Expert 6.06 paket programında istatistiksel olarak analiz edilmiş, simpleks
kafes tasarımı uygulanarak karışımXproses çapraz modelleri oluşturulmuştur. Çeşitli
istatistiksel testlerle, oluşturulan karışımXproses çapraz modellerden en uygun olanı
seçilmiş, dokusuz yüzey performans özellikleri ile karışım ve proses parametreleri
arasındaki ilişki modellerin ortaya çıkardığı regresyon denklemleriyle ortaya
konulmuştur. Ayrıca; seçilen değişkenlerle (karışım oranı, gramaj, iğneleme
yoğunluğu) kumaş özelliklerinin değişimi irdelenmiş, elde edilen sonuçlar
literatürdeki verilerle karşılaştırılmıştır.
1. GİRİŞ Emel ÇİNÇİK
5
Tez kapsamında yer alan ana bölümler ve içerikleri aşağıda kısaca
özetlenmiştir.
Tez çalışmasının “Önceki Çalışmalar” bölümünde, konuyla ilgili yapılan ve
literatür taraması sonucu ulaşılabilen çalışmalar özetlenmiştir. Belirtilen çalışmalar
dokusuz yüzey üretim yöntemlerinin ve bu kumaşlar için geliştirilen test metodları,
hammadde ve üretim parametreleriyle dokusuz yüzeylerin performans özelliklerinin
değişimi, söz konusu özelliklerin tahmin edilmesi gibi konuları içermektedir.
Dokusuz yüzey özelliklerinin ve üretim yöntemlerinin kısaca anlatıldığı
“Dokusuz Yüzeyler ve Üretim Yöntemleri” isimli bölümde, dokusuz kumaşların
Dünya ve Türkiye’deki durumunu ortaya çıkaracak üretim/tüketim ve dış ticaret
verilerine yer verilmektedir.
“Materyal Metod” bölümünde tezin deneysel kısmında numune olarak
kullanılan dokusuz yüzeylerin hammadde özellikleri, üretim prosesleri, üretimde
kullanılan makinaların teknik özellikleri özetlenmiştir. Ayrıca; performans
özelliklerini tespit etmek için kumaşlara uygulanan standart test yöntemleri,
kullanılan cihazlarla birlikte kısaca anlatılmıştır. Bunların yanı sıra; çalışmanın
istatistiksel kısmında uygulanan analizler, analizler sırasında takip edilen işlem
basamakları ve dikkat edilecek hususlar hakkında genel bilgi verilmiştir.
Materyal metod kısmında anlatılan test yöntemleriyle yürütülen deneysel
çalışma sonucunda elde edilen performans özellikleri çizelgeler halinde “Deneysel
Bulgular ve Tartışma” bölümünde verilmiştir. Ayrıca bu bölümde; uygulanan
istatistiksel analizlerin sonuçları ve bu analizlerle elde edilen regresyon
denklemlerinin yanı sıra seçilen değişkenlerle kumaş performans özelliklerinin
değişimini gösteren grafiklere yer verilmiştir.
Uygulanan istatistiksel analizlerle elde edilen sonuçlar “Sonuçlar ve
Öneriler” olarak adlandırılan son bölümde toplu olarak verilmiş, bu çalışma
çerçevesinde daha sonra yapılabilecek çalışmalar için önerilerde bulunulmuştur.

1. GİRİŞ Emel ÇİNÇİK
6
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
7
2. ÖNCEKİ ÇALIŞMALAR
Dokuma ve örme kumaşlardan farklı biçimde üretilen dokusuz yüzeyler;
tekstil ve konfeksiyon sanayisi için yeni bir teknoloji olmakla beraber, kullanım
alanın ve ürün özelliklerinin çeşitliliği nedeniyle son yıllarda araştırmacıların
üzerinde yoğun şekilde çalışmalar yaptığı bir alan haline gelmiştir. Bu alanda yapılan
çalışmalar; genellikle dokusuz yüzey üretim yöntemlerinin ve yeni geliştirilen test
metodlarının tanıtımı, bu kumaşlar için üretim parametrelerinin değiştirilmesinin
kumaş özelliklerine etkisi gibi konuları içermektedir. Yapılan literatür taraması
sonucu dokusuz yüzey kumaşlarda mamul özelliklerinin tahmin edilmesine yönelik
çalışmaların yetersiz olduğu görülmüştür.
Tez çalışması kapsamına yönelik literatür taraması sonucunda, dokusuz
yüzeylerle ilgili bir çok çalışmaya ulaşılmış, burada yalnızca konuyla doğrudan ilgisi
olduğu düşünülenler sıralanmıştır. Elde edilen çalışmalar;
• Çalışmada esas alınan üretim yöntemi ve parametreleriyle ilgili çalışmalar
• Farklı üretim yöntemlerinde ele alınan parametrelerin bulunduğu çalışmalar
olmak üzere iki başlık altında toplanmış ve aşağıda özetlenmiştir.
Esas Alınan Üretim Yöntemleri ve Üretim Parametreleriyle İlgili Çalışmalar
Dokusuz kumaşların sıkıştırılabilirlik özellikleri üzerine çalışan
Kothari ve Das (1993); deneysel çalışmalarında polipropilen ve polyester esaslı lifler
kullanarak lif inceliğinin ve kumaş gramajının kumaşın sıkıştırılma özelliklerine
etkisini incelemişlerdir. Çalışmada kullandıkları polyester esaslı kumaşları; aynı
gramajda (370g/m2) ve iki farklı incelikte (6 ve 3denye) lifleri %100/%0,
%87.5/%12.5, %75/%25, %62.5/%37.5, %50/%50, %0/%100 olacak şekilde altı
farklı karışımda iğneleme yöntemi kullanarak üretmişlerdir. Polipropilen esaslı
numuneler için de benzer deney tasarımı yaparak numuneler üretmişlerdir. Ayrıca;
gramajın etkisini tayin edebilmek amacıyla da %100 polipropilen liflerinden üç farklı
incelik (4, 8, 15 denye) ve 4 farklı gramajda (100, 200, 300, 400 g/m2) iğneleme
yöntemiyle dokusuz kumaş üretimi gerçekleştirmişlerdir. Bu şekilde hazırlanan
numuneleri sıkıştırılabilirlik testine tabi tutmuşlar, testten önceki ve sonraki kalınlık
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
8
değerlerini tespit ederek geliştirdikleri yaklaşımla söz konusu kumaşların
sıkıştırılabilirliklerini değerlendirmişlerdir. Hem polipropilen hem de polyester
liflerinden oluşturulan deney numuneleri için sıkışma oranının yapıda bulunan ince
lif oranıyla artış gösterdiği; fakat ince lif oranının yüksek değerlere çıktığı
durumlarda ise sıkışma oranının aniden düşüşe geçtiği tespit edilmiştir. Ayrıca,
çalışmanın sonucunda aynı incelikteki liflerden oluşan numunelerde gramajın artışı
ile sıkışma oranının giderek azalma gösterdiği de belirlenmiştir.
Kang ve Lee (1999) tarafından yürütülen çalışmada; polyester kafes üzerine
lamine edilen, cam liflerinden faklı iğneleme yoğunluklarında (15, 30, 45, 60,90
iğneleme/cm2) üretilen dokusuz kumaşlar ile belirli özellikteki dokuma kumaştan
kompozit yapılı kumaşlar oluşturulmuştur. Bu kumaşların yapısal değişiklikleri, lif
oryantasyonu, lif uzunluğundaki değişim gibi parametreleri, görüntü analizi
uygulayarak tespit etmeye çalışmıştır. Ortalama lif uzunluğunun iğneleme
yoğunluğunun artışı ile %30 oranında azaldığı belirlenmiş, liflerin yüksek iğneleme
yoğunluklarında daha düzenli bir yerleşim gösterdiği ortaya konmuştur.
Liao ve Adanur; (1999) yaptıkları çalışmada lif kıvrım oranı, lif dağılımı gibi
liflerin düzeni ile ilgili parametrelerin dokusuz yüzeylerin gerilme özellikleri üzerine
etkisini araştırmışlardır. Çalışmada teorik olarak; sonlu elman yöntemi kullanılarak
liflerin kıvrımının, yük etkisi altındaki davranışını ortaya koyan bir yaklaşımda
bulunulmuş, teorik çalışma deneysel çalışma ile desteklenmiştir. Çalışmanın
deneysel kısmında ise; iki adet spunbond yöntemiyle, bir adet de iğneleme yöntemi
ile üretilmiş dokusuz yüzeyler kullanılmıştır. Deneysel ve teorik çalışmanın
sonucunda; iğneleme yöntemi ile üretilen ve yapısında yüksek kıvrımlı lifler bulunan
dokusuz yüzeylerin kopma noktalarının net olmadığı, kopmanın geniş gerilme
aralıklarında gerçekleştiği, maksimum yük altında yüksek uzama gösterdiği tespit
edilmiştir. Spunbond yöntemi ile üretilen düşük kıvrım faktörüne sahip dokusuz
yüzeylerin ise; maksimum yük altında düşük uzama gösterdiği ortaya konmuştur.
Çalışmada ayrıca; serme açısının artışına bağlı olarak dokusuz yüzeylerin gerilme-
uzama özellikleri de incelenmiş olup, serme açısının deformasyon eğrisini
değiştirmediği kanaatine varılmıştır.
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
9
Lif bitim işlemlerinin liflerin dokusuz yüzeye dönüştürülebilirliğindeki rolünü
ele alan Velmurugan (1999); farklı oranlarda bitim maddesi ihtiva eden polyester ve
polipropilen lifleri iğneleyerek bağlamış, lif tipi ve bitim maddesi oranı
parametrelerinin; dinamik iğneleme kuvvetleri, kumaşın kopma mukavemeti,
yırtılma mukavemeti ve kumaşın kopma enerjisi tepki değişkenlerine etkisini
incelemiştir. Söz edilen değişkenlerin tepki değişkenlerine etkisini gösteren ampirik
eşitlikler elde etmiştir. Çalışma ile; lif üzerindeki bitim maddesi oranının (%); tarakta
lif işleme özellikleri ve iğneleme sonucu oluşan kumaş özelliklerine anlamlı etkisi
olduğu, bitim maddesi oranın artışı ile iyi performans elde edildiği; fakat belli
değerden sonra performansın düştüğü, tarak ve iğneleme makinasındaki lif bitim
maddesinin performansının, lif cinsi ve lif özelliklerine bağlı olduğu sonuçlarına
ulaşılmıştır.
Lee ve ark. (2000); daha önceki çalışmalarına ek olarak; polyester kafes
üzerine cam liflerinden farklı iğneleme yoğunluklarında üretilen dokusuz yüzeylerin
ya da dokunmuş kumaşların lamine edilmesiyle oluşan kompozit kumaşları materyal
olarak kullanarak, söz konusu kumaşların mukavemet ve darbe dayanım özelliklerini
ele almışladır. Kopma mukavemeti özelliklerinin; iğneleme yoğunluğunun artışı ile
bağlanan lif sayısında meydana gelen artışa bağlı olarak artış gösterdiği, dokuma
kumaşın polyester kafese lamine edilmesinden elde edilen kompozit kumaşın diğer
kumaşlara oranla daha yüksek mukavemet özellikleri gösterdiği tespit edilmiştir.
Dedov ve ark. (2001); elyaf karışım oranlarının ve proses parametrelerinin
dokusuz yüzeylerin emme kabiliyetlerine etkisini incelemişlerdir. Bu amaçla;
%70/30 polyester/polipropilen ve %100 polyester karışımlarında iki tür kumaş
kullanmışlar, bu kumaşları ön iğneleme (120 iğneleme sayısı/cm2), esas iğneleme
(700 iğneleme sayısı/cm2) ve farklı geçiş hızları ve sıcaklıklarda ısıl işleme maruz
bırakmışlardır. Elde edilen farklı numuneleri; normal su, petrol ve motorin
kullanarak emme testine tabi tutmuşlardır. Polyester/polipropilen kaynaklı kumaşın
emme kapasitesinin, %100 polyester kumaşa oranla daha yüksek olduğu, ilave
iğneleme ve ısıl işlem uygulanan kumaşların küçük oranda da olsa boyusal olarak
çektiği ve dolayısıyla motorin ve petrol emme gücünün işlem görmeyen kumaşa
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
10
oranla azaldığı gözlemlenmiştir. Ayrıca; yoğunluğu yüksek olan dokusuz yüzeylerde
emme kapasitesinin lif menşeinden bağımsız olduğu tespit edilmiştir.
Hwang ve ark. (2001), aynı incelikte, farklı bitim prosesine tabi tutulmuş,
mikrofiber özellikteki polyester liflerini farklı tambur hızı ve çekim miktarı gibi
farklı taraklama parametreleri ile dokusuz yüzey haline dönüştürmüşlerdir. Elde
edilen numunelere neps oranını tayin etmek, lif uzunluğunu ölçmek, kısa elyaf
oranını belirlemek için testler uygulamışlardır. Tüm bitim işlemlerinde neps oranının
ve lif kopuşunun belirli bir çekim değerine kadar çekim miktarının artışı ile azaldığı,
belli değerden sonra tam tersi durumun söz konusu olduğu gözlemlenmiştir. Buna
ilave olarak, tambur hızının artışının neps ve lif kırılmalarını benzer şekilde
etkilediği tespit edilmiş ve en iyi sonucu veren bitim işlemi belirlenmiştir.
Mıdıklı (2001), yaptığı çalışmada iğneleme ve ısıl bağlama yöntemleri ile
üretilmiş dokusuz yüzeylerin; makine ile çapraz yöndeki kopma ve uzama
değerlerini ıslak ve kuru halde değerlendirmiş, dokusuz yüzeylerin gerilme
özellikleri üzerinde esas olarak doku hazırlama tekniğinin ve liflerin doku
içerisindeki sıralanma şeklinin önemli derecede etkili olduğunu belirlemiştir.
Özen (2001), tarafından yapılan çalışmada, polyester esaslı dokusuz
yüzeylerin ısı ve hava geçirgenliği ile mukavemet özellikleri değerlendirilmiştir.
İğneleme ve ısıl bağlama ile farklı üretim koşullarında üretilen kumaşlara
mukavemet ve geçirgenlik testleri uygulanmıştır. Sonuç olarak; iğnelenmiş
kumaşlarda orta incelikte polyester liflerinden, yüksek iğneleme hızında üretilen
kumaşların daha az hava geçirgenliğine sahip olduğu ve ısıyı daha iyi yalıtma
özelliğini taşıdığı sonuçlarına varılmıştır.
Datla (2002) yürüttüğü yüksek lisans tezinde lif krimp özelliklerinin ve çeşitli
proses parametrelerinin taraklama ve ardından yapılan iğneleme yoluyla elde edilen
dokusuz yüzeylerin özelliklerine olan etkilerini incelemiştir. Bu amaçla 3 farklı
krimp seviyesine sahip PET (Polietilentaraftalat) lifleri, farklı silindir hızında, farklı
silindir arası mesafelerde taraklamış, çapraz serme ile katlamış, farklı iğneleme
yoğunluğu seviyelerinde iğneleyerek bağlamıştır. Bu numunelere mukavemet,
gramaj, sıkıştırılabilirlik, hava geçirgenliği testleri ve görsel analiz uygulamıştır.
Çalışmayla; yüksek krimpli liflerden elde edilen numunelerin daha yüksek gramaja
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
11
sahip olduğu, numunelerin gramajının silindir mesafelerinden etkilenmediği, silindir
hızları ve iğneleme yoğunluğunun artışı ile daha sert ve sıkı kumaşlar elde edildiği
tespit edilmiştir. Bunların yanı sıra; krimp miktarı çok olan liflerle üretilen
numunelerin diğerlerine oranla daha sert, daha pürüzlü, daha az esneyen, daha az
sıkıştırılabilen, mukavim yapıda olduğu belirlenmiştir.
Ghosh ve Chapman (2002) yaptıkları çalışmada otomotiv uygulamalarında
kullanılan ve iğneleme yoluyla üretilmiş katlı dokusuz yüzeylerin performans
özelliklerine lif karışım oranı, iğneleme yoğunluğu ve derinliği parametrelerinin
etkisini incelemişlerdir. Bu amaçla; ön iğnelenmiş, % 100 Polyester üst kumaş ile
polyester/naylon liflerinden farklı karışımlarda (%100 polyester, %60 polyester/%40
naylon, %35polyester/%65 naylon) ön iğneleme ile üretilen alt kumaşları katlayıp
iğneleme yoğunlukları 800, 1200 ve 1550 iğneleme sayısı/cm2, iğneleme derinlikleri
12, 14, 18mm olacak şekilde birleştirmişlerdir. Elde ettikleri kumaşlara normal halde
ve ısıtılmış olarak kopma mukavemeti/uzama, patlama mukavemeti ile eğilme
dayanımı tayini testlerini uygulamışlardır. Yaptıkları deneysel çalışmaya göre; taban
kumaştaki naylon oranı arttıkça; kumaşların kopma mukavemetinin her iki yönde
(MD ve CD) önce artma daha sonra sabit kalma eğilimi gösterdiğini, ısıtılan
numunelerin mukavemetinin azaldığı ortaya çıkmıştır. İğneleme yoğunluğundaki
artışla; kumaşların MD yönündeki mukavemetlerinin önce artış gösterdiği, sonra
küçük oranda da olsa azalma gösterdiği belirlenmiştir.
Mohammadi ve ark. (2002) yılında yaptıkları birbirini tamamlayan iki
çalışmanın ilk kısmında; iğneleme yöntemi ile cam ve seramik liflerinden çok katlı
olarak üretilmiş dokusuz yüzeylerin hava geçirgenliği için Kozeny tarafından daha
evvelden geliştirilen denklemi modifiye ederek teorik yaklaşımda bulunmuşlardır.
Çalışma kapsamında; yoğunlukları ile incelikleri aynı olan cam ve seramik
liflerinden çok katlı olarak farklı yapıdaki katmanlara sahip, farklı katman sayısında
ürettikleri dokusuz yüzeylerin gramaj, kalınlık, yoğunluk, gözeneklilik, ortalama
gözenek büyüklüğü gibi özelliklerini tespit etmişlerdir. Elde edilen verileri
geliştirdikleri teorik yaklaşımda kullanmışlardır. Teorik çalışma sonucu; cam lifinden
oluşan katman sayısı arttıkça iğnelenmiş katman sayısı ne olursa olsun hava
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
12
geçirgenliğinin azaldığı, iğnelenmiş katman sayısı arttıkça benzer eğilimin olduğu
gözlemlenmiştir.
Çalışmanın ikinci kısmında ise; teorik yaklaşımda kullanılan 12 adet dokusuz
yüzey kumaştan alınan numunelere, hava geçirgenliği testi uygulanmış olup;
deneysel çalışmadan elde edilen veriler istatistiksel olarak değerlendirilmiş ve hava
geçirgenliğini tahmin eden 5 farklı model oluşturulmuştur. Tahminleme gücü en
yüksek olan modelde kumaş kalınlığı, cam lifi oranı, kumaş yoğunluğu gibi
parametrelerin bulunduğu, seramik liflerinden elde edilen katman sayısı arttıkça,
geçirenliğin yaklaşık %30 oranında düştüğü, tespit edilmiştir. Ayrıca, teorik
yaklaşımdan elde edilen sonuçlar ile deneysel yaklaşımdan elde edilen sonuçlar
karşılaştırılmış, teorik yaklaşımla elde edilen değerlerin daha düşük olduğu, bunun
da seramik liflerinde gerçekte var olan ince yer hatasının göz ardı edilmesinden
kaynaklandığı sonucuna varılmıştır.
Dokusuz yüzeylerden elde edilen hijyenik pedlerin emicilik özelliği üzerine
çalışan Rosinkaya ve ark. (2002), rejenere selüloz ve sentetik (polyester, poliamid,
polipropilen) liflerin farklı karışımlarından ve sentetik ve süper emici polimerlerin
farklı karışımlarından elde edilen kumaşlarda sentetik liflerin emicilik üzerindeki
etkisini araştırmışlardır. Farklı karışım oranlarında elde ettikleri numunelere sıvı
emme kapasitesi testi uygulamışlar, belirli basınçla emilen sıvının uzaklaşma
miktarını tespit etmişlerdir. Çalışmaya göre; söz konusu kumaşlarda sıvı emme
kapasitesinin liflerin bireysel nem çekme özelliklerinden çok kumaşların yapısal
özelliklerinden etkilendiği tespit edilmiştir. Sentetik lif oranının artışının rejenere
selüloz lifleriyle ikili karışımlarında sıvı emme kapasitesini arttırdığı, fakat
uygulanan basıncın etkisiyle bu tür yapılardan sıvının çok kolay uzaklaştığı tespit
edilmiştir. Süper emici polimerlerle yapılan ikili karışımlarda ise; sentetik lif
oranının artışının sıvı emme kapasitesini etkilemediği sonucuna varılmıştır.
Kiekens ve Zamfir (2002), pamuk liflerinden iğneleme yöntemi ile emici
ürünler elde etmek için çalışmalar yapmışlar, bu amaçla belirli özelliklere sahip
pamuk liflerinden taraklama yoluyla elde edilen yüzeyleri besleme ve iğneleme
hızları farklı mertebede olacak şekilde bağlamışlar, elde edilen kumaşları emicilik
hızı ve gramaj tayini testine tabi tutmuşlardır. Bu iki özelliği ifade eden ikinci
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
13
dereceden formüller elde etmişler, pamuk esaslı emici özelliğe sahip kumaşlar elde
edebilmek için optimum şartları belirlemeye çalışmışlardır.
Tsai (2002), dokusuz yüzeylerin yapısal özelliklerinin kumaşın özelliklerine
etkisini teorik ve deneysel olarak incelemiş, gözenek sayısı ve hava geçirgenliğine
etki eden parametreleri belirlemeye çalışmıştır. Deneysel çalışmada; 3 adet aynı
gramajda farklı lif çaplarına sahip liflerden eritilerek dökme prensibine göre
üretilmiş kumaş ile 2 adet aynı lif çapında liflerden farklı kumaş gramajlarında
iğneleme ile üretilmiş kumaşlara gözenek çapı ve hava geçirgenliği testleri
uygulanmıştır. Deneysel ve teorik çalışmadan elde edilen sonuçların eritilerek dökme
(meltbown) yöntemiyle üretilen kumaşlar için birbirine yakın çıktığı, iğneleme ile
üretilen kumaşlarda ise sonuçlar arasında farklılıkların bulunduğu tespit edilmiştir.
Ayrıca, çalışmaya göre, meltbown kumaşta lif inceldikçe gözenek sayısının ve hava
geçirgenliğinin arttığı ortaya çıkmıştır.
Ramkumar ve Roedel (2003), iğneleme yöntemi ile üretilen nonwoven
kumaşlarda iğneleme hızının kumaşın sürtünme özelliğine olan etkisini
araştırmışlardır. Çalışmada materyal olarak %100 polyester liflerinden taraklama ile
serilen, sonra farklı hızlarda iğnelemeye maruz bırakılan kumaşlar kullanılmıştır.
Elde edilen numunelere gramaj, kalınlık, hava geçirgenliği testleri uygulanmış,
geliştirilen sürtünme tayini cihazı ile sürtünme özellikleri belirlenmiş ve yüzey
görüntüleri alınmıştır. İğneleme hızının gramaj ve hava geçirgenliğine olumlu etkisi
olduğu, yüksek hızda iğnelenen yüzeylerin hem makina hem de karşı yönde daha
yüksek kopma mukavemetine sahip olduğu belirlenmiştir. Ayrıca iğneleme hızının
düşük oranda da olsa sürtünme özelliklerini iyileştirdiği de tespit edilmiştir.
Kut ve Orhan (2004) çalışmalarında, standart ve belirli oranlarda geri
kazanılan atık polipropilen liflerini karıştırarak iğneleme yoluyla elde edilen dokusuz
yüzeylerin kopma, yırtılma mukavemeti, kalınlığı, gramajı ve aşınma derecesi gibi
fiziksel özelliklerini değerlendirmişlerdir. Dokusuz yüzey üretimi sırasında işlem
basamağı ve geri kazanımla elde edilmiş lif oranının kumaş özellikleri üzerinde
önemli etkilerinin olduğu ve %80 normal %20 geri kazanılmış polipropilen liflerinin
karıştırılması ile üretilen dokusuz yüzeylerin fiziksel özelikler açısından avantajlı
olduğu tespit edilmiştir.
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
14
Annis ve ark. (2005) lif cinsi ve karışım oranının dokusuz yüzeylerin
performans özelliklerine etkisini araştırmışlardır. Çalışmada; tarak şeridi ve hava jetli
iplik makinası telefi olmak üzere iki tip pamuk lifi ile kotonize olan ve olmayan iki
tip keten liflerini %100pamuk, %25/%75, %50/%50, %75/%25, %100 keten olmak
üzere 5 farklı karışım oranında sermişler ve iğneleyerek bağlamışlardır. Bu
kumaşlara kopma, patlama mukavemeti, hava geçirgenliği gibi performans testlerini
standartlara uygun olacak şekilde tatbik etmişlerdir. Yapılan değerlendirmeye göre;
kumaştaki keten oranının artışı ile mukavemet değerlerinin arttığı, kotonize olan
ketenden oluşturulan kumaşlarda mukavemetin daha yüksek olduğu tespit edilmiştir.
Dubrovski ve Cebasek (2005) çalışmalarında; teknik amaçlı kullanılmak
üzere birden çok katmanlardan oluşturulan dokuma kumaş ve dokusuz yüzeylerin
mekanik özelliklerini karşılaştırmışlardır. Bu amaçla; polyester esaslı farklı doku
tiplerinde multifilament yapılı dokuma kumaşlar ile polyester esaslı iğnelenmiş
dokusuz yüzey ve dikerek bağlanan dokusuz kumaşların kopma mukavemeti, kopma
uzanması, kopma işi gibi mekanik özellikleri tayin edilmiştir. Beklendiği gibi;
kopma mukavemeti en düşük çıkan kumaş iğnelenmiş dokusuz yüzey olurken, en
yüksek mukavemetin panama dokulu dokuma kumaşta olduğu tespit edilmiştir.
Sengupta ve Roy (2005); jüt lifinden iğneleme yoluyla elde edilen dokusuz
yüzeylerin mukavemet özellikleri ile yüzey görünüşlerini irdelemek için iğneleme
sırasındaki bazı üretim parametrelerini değiştirmişlerdir. İğneleme makinasında;
birim alandaki (inç2) iğne sayısını üç kademede (21, 30, 36), iğneleme yoğunluğunu
üç kademede (200, 250, 300iğneleme sayısı/cm2) ve iğnenin kumaşa dalış mesafesini
üç basamakta (8, 10, 12mm) değiştirerek elde ettikleri dokusuz kumaşlara kopma
mukavemeti testi uygulamışlardır. Ayrıca, kumaş yüzeyinde oluşan izleri; dokusuz
kumaş konusunda tecrübeli kişilerden 1 en az izi, 10 en fazla izi temsil etmek üzere,
kumaşlara 1 ile 10 arasında puan vermelerini isteyerek görsel olarak
değerlendirilmesini sağlamışlardır. Düşük iğneleme derinliğinde, birim alandaki
iğneleme yoğunluğunun 250’ye çıkması ile mukavemetin düştüğü, iğneleme
yoğunluğundaki artışla düşük ve yüksek iğneleme derinliğindeki kumaşlarda yüzey
izlerinin de arttığı gözlemlenmiştir. Görsel değerlendirmeye göre, en az izin
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
15
250iğneleme sayısı/cm2 iğneleme yoğunluğunda, birim alanda 30 iğne bulunan, 8mm
derinlikte iğnelemenin gerçekleştiği kumaşlarda olduğu tespit edilmiştir.
Verschuren ve ark. (2005); çalışmalarında iğneleme yoluyla elde edilen
dokusuz yüzeylerde; oksijen plazma işleminden sonraki lif yüzey temizliğinin, emme
performansına (hidrofilite) etkisini araştırmışlardır. Bu amaçla; polyester ve meta
aramid dokusuz yüzey numunelerini azaltılmış basınç altında 5 ile 30 saniye arasında
değişen sürelerde oksijen plazma işlemine tabi tutmuşlar ve plazma işleminin
hidrofiliteye etkisini ard ardına yapılan 3 emme kapasitesi testi ile tayin etmişlerdir.
Birinci test, plazma işlemine farklı sürelerde tabi tutulan numunelere, ikinci test
plazma işlemi sonrası kimyasallarla muamele edilmiş numunelere, üçüncü test ise
tüm işlemler sonrası yıkanıp durulanan numunelere uygulanmıştır. Elde edilen
sonuçlara varyans analizi (ANOVA) yapılmıştır. Buna göre; liflerde yüzey katkı
maddesinin olmasının ilk yapılan emme kapasitesi testine olumlu katkısının olduğu
belirlenmiştir. Ayrıca; meta aramid liflerine oranla polietilen liflerinden oluşan
dokusuz yüzeylerin emme kapasitesinin daha düşük çıktığı, plazma işlem süresi
arttıkça emme performansının arttığı, yıkanıp durulanan numunelerin performansının
ise hiç işlem görmeyen numunelere nispeten daha az olduğu tespitlerine ulaşılmıştır.
Torba filtre aracı olarak kullanılan dokusuz yüzeyler üzerine yürüttükleri
çalışmada Yeo ve ark. (2005); bu ürünlerin filtrasyon performanslarına proses
şartlarının etkilerini irdelemişlerdir. Bu amaçla; %70 normal polyester %30 ergime
sıcaklığı düşük polyester kullanılarak taraklama yoluyla elde ettikleri tülbenti çapraz
olarak serip ön iğnelemeye tabi tuttuktan sonra 0, 400, 800, 1200 iğneleme/dk
değerleri ile esas iğnelemeye maruz bırakmışlardır. İğnelenen dokuyu, 180°C’de
yatay pozisyonda sıcak hava ile ısıl bağlamaya maruz bırakmışlardır. Bu şekilde
üretilen numunelere ısı ile boyut değişimi, gözenek büyüklüğü ile gözenek
büyüklüğü dağılımı, toz-hava geçirgenliği ve mukavemet/uzama testleri yapılmıştır.
Esas iğnelemedeki vuruş sayısının artışı ile, dayanıklılık ve hava geçirgenliğinin
arttığı; fakat ortalama gözenek büyüklüğünün azaldığı tespit edilmiştir. Ayrıca;
kaliteli torba filtre malzemesi üretimi için optimum şartların %30 düşük ergime
sıcaklığına sahip polyester %70 normal polyester, 1200 iğneleme/dk esas iğneleme,
180°C ısıl bağlama sıcaklığı olduğu belirlenmiştir.
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
16
Lin ve ark. (2006); filtre olarak kullanılan dokusuz yüzey katmanlarından
oluşan kompozit malzemede, lif inceliği ve bağlama amaçlı düşük erime sıcaklığına
sahip lif oranının aşınma dayanımı ve sıcakta boyut değiştirme oranına etkisini ele
almışlardır. Çalışmanın deneysel kısmında; kompozitin birinci katmanını (A
katmanı) 2.2dtex Polietilen Teraftalat (PET) ile üç farklı incelikteki (0.89, 1.33, 1.67,
2.2 dtex) düşük erime sıcaklığına sahip PET liflerini beş farklı karışım oranında (%0,
%5, %10, %15, %20) karıştırarak iğneleme yöntemiyle elde etmişlerdir. İkinci
katman olarak (B katmanı) 2.2dtex PET lifinden öniğneleme ile üretilmiş dokusuz
yüzeyi kulanmışlar, katmanlar arasına PET esaslı farklı kalınlıklarda ızgara (C
katmanı) eklemişlerdir. Kompozit malzemeyi elde etmek için katmanları A/B/C/B
şeklinde üst üste koyarak ısıtılmış tamburlar arasından geçirmek suretiyle lamine
etmişlerdir. Elde edilen farklı özelliklerdeki kompozit filtre malzemesinin farklı etüv
sıcaklıklarında kısalma oranını ve aşınma dayanımını tayin etmişlerdir. Sıcaklığın
130ºC’den düşük olduğu durumlarda filtre için kullanılan kompozitin sıcakta kısalma
oranının %2’den az olduğu, 130ºC’yi aşan sıcaklıklarda kısalma oranının aniden
yükseldiği tespit edilmiştir. Malzemenin kalınlığının ve gramajının artması ile
yüzeydeki dokusuz katmanın aşınma dayanımının da arttığı belirlenmiştir.
Parikh ve ark (2006) yürüttükleri çalışmada lif karışım oranlarının ve doku
oluşturma metotlarının dokusuz kumaşların doku düzgünsüzlüğüne (üniformitesine)
olan etkisini incelemişlerdir. Bu amaçla; faklı karışım oranlarında farklı liflerin
(ağartılmış pamuk, ağartılmış pamuklu tarama telefi, Tencel, ağartılmamış pamuk,
olefin/polyester bikomponent lif) serilmesiyle elde edilen dokuları, iğneleme ve
iğnelemeye ilaveten yapılan su jetiyle bağlayarak üretmişlerdir. Elde edilen on farklı
dokusuz yüzeyin düzgünsüzlüğünü, optik görüntü analizi uygulayarak; toplam,
makina yönü ve karşı yönde olmak üzere üç farklı açıdan ve ölçüm yapılan alanın
büyüklüğünü değiştirerek belirlemişlerdir. Yapılan değerlendirme sonucunda;
gözlem yapılan alanın büyümesiyle dokunun daha az düzgünsüzlük gösterdiği,
sadece iğneleme prosesi uygulanan dokularda yapıya Tencel ya da olefin/polyester
bikomponent lifinin eklenmesi ile düzgünsüzlüğün azaldığı; bir başka deyimle
yapının daha düzgün olduğu tespit edilmiştir. Ayrıca; iğnelemeye ilave olarak
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
17
yapılan su jetiyle bağlama işleminin dokuyu tüm numuneler için daha da düzgün hale
getirdiği belirlenmiştir.
Daha çok inşaat mühendisliği alanında ayırma drenaj, filtrasyon gibi
fonksiyonları yerine getiren jeotekstillerin özellikleri ile üretim parametreleri
arasındaki ilişkiyi ortaya koymaya çalışan Rawal ve ark. (2006); hollow (içi
boşluklu) kesite sahip polyester lifleri farklı tarak besleme hızları, iğneleme vuruş
sıklığı ve iğne dalma derinliği değişkenlerini kullanarak üretmişlerdir. Üretilen
numunelere gözenek büyüklüğü dağılımı, sıvıyı iletme, su geçirgenliği testleri
uygulamışlar, liflerin yönlendirme derecelerini görüntü analizi ile tespit etmişlerdir.
Lif oryantasyonu yanı sıra, jeotekstilin yoğunluğu, kalınlığını, makina ve aksi
yöndeki mukavemet, sıvı iletimi ve su geçirgenliği gibi özelliklerini tarak besleme
hızı, iğne vuruş sıklığı, iğne dalma derinliği cinsinden ifade eden matematiksel
modeller geliştirmişler ve bu modelleri kullanarak DELPHI programlama dilinde bir
program hazırlamışlardır. Veri grupları kullanıcı tarafından girilebilen söz konusu
programda, jeotekstillerin özellikleri proses değişkenleri girilerek tahmin
edilebilmesi sağlanmıştır.
Rawal ve Anandjiwala (2007); çalışmalarında polyester ve ketenden iğneleme
yoluyla meydana getirilmiş jeotekstil amaçlı kullanılan dokusuz yüzeylerin
özelliklerini karşılaştırmışlardır. Deneysel çalışma için; beş kademeli üç faktör içeren
central compozite dizayn yöntemini kullanmışlar ve besleme hızı, iğne darbe sıklığı,
iğne batış derinliği gibi 3 faktörü 5 farklı kademede değerlendirerek ortalama 6dtex
inceliğindeki polyester ve keten liflerinden dokusuz yüzeyler oluşturmuşlardır. Elde
edilen numunelere; standart test metotlarına uygun olacak şekilde gramaj tayini,
kalınlık tayini, gözenek büyüklüğü tayini ve su geçirgenliği testleri uygulanmış,
keten ve polyester hammaddelerinden elde edilen sonuçlar kıyaslanmıştır.
Çalışmanın sonucunda;
o Polyesterden elde edilen jeotekstillerin yapısal özellikleri ne olura olsun
kumaş yoğunluğunun ketenden elde edilenlere oranla daha yüksek olduğu
belirlenmiştir. Besleme hızındaki ya da iğne batış derinliğindeki artışın,
kumaş gramajı ve kalınlığındaki düşüşe neden olduğu tespit edilmiştir.
Polyester esaslı kumaşların mukavemeti yüksek çıkarken, her iki
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
18
hammaddeye sahip kumaşlarda makina yönündeki mukavemetin daha yüksek
olduğu belirlenmiştir.
o Yoğunluğu yüksek olan yapılarda ortalama gözenek çapının daha küçük
olması beklenirken; çalışmada polyester kaynaklı jeotekstillerin ortalama
gözenek çapının keten kaynaklılara nispeten daha büyük olduğu belirlenmiş
ve bu durum iğneleme parametrelerindeki artışın kumaşa zarar vererek
gözenek oluşturduğu kanısını oluşturmuştur.
o Su geçirgenliği değerlerinin her iki hammadde ile üretilen dokusuz yüzeyler
için hemen hemen aynı olduğu, düşük besleme hızı, orta büyüklükte iğneleme
sıklığı ve derinliğine sahip kumaşların en yüksek geçirgenlik değerine sahip
olduğu ortaya çıkmıştır.
Rawal (2007); dinamik yüklemenin iğneleme yöntemiyle üretilmiş dokusuz
yüzeylerin gözeneklilik özelliğine etkisi ile ilgili yürüttüğü çalışmada, kesikli
polyester lifinden (6tex, 60mm) farklı tarak besleme hızlarında, iğneleme strok
frekans düzeylerinde ve iğneleme derinliğinde dokusuz kumaşlar üretmiştir. Bu
kumaşlara, her biri 10saniyeden oluşan, 10, 50, 100, 500, 1500 gibi farklı devir
sayılarında basınç uygulamıştır. Uygulamanın hemen sonunda kumaşların
gözeneklilik değerlerini ölçmüş, üretim parametrelerindeki değişim ile uygulama
devir sayısının kumaşların gözenek büyüklüğü ve dağılımına etkisini irdelemiştir.
Çalışmanın sonucunda;
• Kumaşlardaki gözenek büyüklüğünün yapıda bulunan lif sayısı arttıkça ve
yükleme devir sayısı yükseldikçe küçüldüğü,
• Yüksek besleme hızıyla, yapıda bağlantı kurmamış ya da az bağlanmış lif
miktarının arttığı, bu durumun da daha düşük devirdeki yükleme ile gözenek
büyüklüğünde azalmaya neden olduğu,
• İğneleme derinliğinin azalmasının, yapıdaki bağlantı yapan lif sayısını
azalttığı ve besleme hızındaki artışın neden olduğu etkiyle benzer bir etkinin
gözlemlendiği,
• İğneleme strok frekansının artmasıyla daha küçük gözenek büyüklüğünün söz
konusu olduğu,
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
19
• Kumaşın gramajı ile gözenek büyüklüğü ve yükleme devir sayısının gözenek
büyüklüğünde oluşturduğu değişimin arasında herhangi bir ilişkinin olmadığı,
aynı gramajda olup farklı yapısal özellikler gösteren kumaşların gözenek
büyüklüğü karakteristiklerinin farklı olabileceği tespit edilmiştir.
Sengupta ve ark. (2008) çalışmalarında; iğneleme yoğunluğu, iğneleme
derinliği ve doku gramajı faktörlerinin dokusuz kumaşların performans özelliklerine
etkisini araştırmışlardır. Jüt lifinden 5 farklı iğneleme derinliğinde (10, 11.6, 14,
16.4, 18mm), 5 farklı iğneleme yoğunluğunda (70, 106, 160, 213.5, 250 iğneleme
sayısı/cm2) ve 5 farklı gramajda (300, 442, 650, 858, 1000g/m2) mekanik yöntemle
üretilen kumaşların kopma mukavemeti/uzama, kopma enerjisi, hava geçirgenliği ve
patlama mukavemeti gibi performans özelliklerini belirlemişlerdir. Elde edilen
sonuçları merkezi kompozit dizayn (central composite design) yöntemi ile
değerlendirmişler; her bir özelliği tahminlemede kullanılabilecek bağıntılar
önermişlerdir. Çalışma sonucunda; kopma mukavemetinin iğneleme yoğunluğu ve
gramajın artışıyla önce arttığı, bu parametrelerin belirli değere ulaşmasından sonra
azaldığı, iğneleme derinliğinin artışı ile arttığı belirlenmiştir. Patlama mukavemetinin
iğneleme derinliği ile gramajın artışıyla kumaş kompakt hale geldiği için önce arttığı,
belli değerden sonra ise azaldığı, iğneleme yoğunluğunun artışı ile azaldığı tespit
edilmiştir. Gramajdaki artışla hava geçirgenliğinin azaldığı, iğneleme
yoğunluğundaki artışla arttığı ortaya çıkmıştır.
Das ve ark. (2009) yaptıkları çalışmanın birinci kısmında; ısı etkisiyle çekme
özelliği gösteren ve göstermeyen akrilik liflerinden iğneleme metoduyla ürettikleri
dokusuz yüzeylerin sıkıştırılma (compressional behavior) özelliklerini ele
almışlardır. Bu amaçla; farklı özellikteki akrilik liflerini kullanarak, üç farklı oranda
karışımla (%50, %40, %30), üç farklı gramajda (250, 350, 450g/m2) ve üç farklı
iğneleme yoğunluğunda (200, 300, 400 iğneleme sayısı/cm2) kumaşlar üretmişlerdir.
Söz konusu kumaşlara, buharlı işlem öncesi ve sonrası farklı basınçlar uygulayarak
kalınlıktaki değişimi tespit etmişlerdir. Elde ettikleri verileri Minitab programında
değerlendirerek yaptıkları çoklu regresyon analizi sonucunda bu özellikleri üretim
parametreleri cinsinden ifade eden denklemler elde etmişlerdir. Ayrıca çalışma
neticesinde aşağıdaki sonuçlar elde edilmiştir.
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
20
• Buharlı işlem öncesi ve sonrası iğneleme yoğunluğunun artışı ile yapı daha
kompakt hale geldiğinden sıkıştırılma özelliklerinin düştüğü, aynı durumun
gramajın artışı ile de söz konusu olduğu belirlenmiştir.
• Buharlı işlem öncesinde, ısıyla çeken akrilik lifi oranının sıkıştırılma
özellikleri üzerinde etkisi bulunmazken, buharlı işlemle birlikte düşük
gramajlarda ısıyla çeken akrilik oranının artışı ile sıkıştırılma özelliklerinin
arttığı, gramajın yüksek olduğu durumda ise tam tersi durumun söz konusu
olduğu tespit edilmiştir.
• Gramaj ve iğneleme yoğunluğundaki artışla hem buharlı işlem öncesi hem de
sonrası geri dönüşüm ve sıkıştırılma sonucu deformasyona karşı gösterilen
direncin arttığı ortaya çıkmıştır.
Çalışmanın ikinci kısmında Das ve ark. (2009); yukarıda özellikleri belirtilen
şartlarda üretilen dokusuz kumaşların hava geçirgenliği, ısı ve su buharı iletimi
özelliklerini ele almışlar, adı geçen kumaşlara söz konusu testleri standartlara uygun
biçimde buharlı işlem öncesi ve sonrası tatbik etmişlerdir. Elde ettikleri verileri
değerlendirdiklerinde;
• Kumaşlara buharlı işlem uygulamadan önce ve sonra kumaşların gramajının
ve iğneleme yoğunluğunun artışı ile hava geçirgenliğinin azaldığı,
• Isı iletiminin, buharlı işlem öncesi ve sonrası iğneleme yoğunluğunun artışı
ile arttığı, gramajın artışı ile azaldığı,
• Buharlı işlem sonrasında; yapıdaki ısıyla çekme gösteren akrilik lifi oranının
artışı ile hava geçirgenliğinin önce arttığı, daha sonra azaldığı tespit
edilmiştir.
Chen ve ark. (2009); yaptıkları çalışmada dokusuz yüzeylerde lif inceliğinin
kumaş sıvı emme hızı ve kapasitesine etkisini incelemişlerdir. Bu amaçla; incelikleri
1.7dtex, 3.3dtex vw 36.7dtex olan polyester liflerini diğer tüm parametreler sabit
olacak şekilde %100 karışım oranında ve %50 1.7dtex / %50 3.3dtex,
%50 3.3dtex / %50 6.7dtex karışımlarında tarakla sererek oluşturdukları tülbentleri
çapraz olarak katlamışlardır. Oluşan dokuyu iğneleme parametreleri sabit olacak
biçimde bağlamışlar ve 5 farklı kumaş elde etmişlerdir. Söz konusu kumaşlara;
gözeneklilik oranını (%) tespit etmek için kalınlık ve gramaj tayini testleri
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
21
uygulanmış, ayrıca kumaşların sıvı emme hızı ve kapasiteleri belirlenmiştir. Test
sonuçlarından elde edilen verilerle, her bir kumaşın sıvıyı dağıtma özelliklerini
karakterize eden kapilar sıvı emme kapasitesi, sıvı ile dengeye gelme süresi, yüzeye
sıvı dolum oranı gibi parametreler hesaplanmıştır. Çalışma sonucunda; daha ince
liflerin hammadde olarak seçiminin yapıdaki geniş boşlukların azalmasına sebep
olduğu için, daha az sıvı dolum oranına neden olduğu belirlenmiştir. Ayrıca; bu tür
liflerden oluşan kumaşlarda sıvıyı emme hızının azaldığı ve kumaşların daha uzun
sürede sıvı ile dengeye geldiği tespit edilmiştir.
Farklı Üretim Yöntemlerinde Ele Alınan Parametrelerin Bulunduğu Çalışmalar
Hyun ve ark. (1993), yaptıkları çalışmada; pamuk/sentetik karışımlı dokusuz
yüzey kumaşlarda ısıl bağlama sıcaklığının kumaşın fiziksel özelliklerine olan
etkisini incelemişlerdir. Bu amaçla farklı pamuk/sentetik karışımlı kumaşları farklı
sıcaklıklarda ısıl bağlama ile üretmişler bu kumaşlara fiziksel testler uygulamışlardır.
Sonuçlara göre; lif kompozisyonu ve bağlama sıcaklığı değiştikçe kumaşın kopma
mukavemeti, uzaması, sertliği gibi özelliklerinin anlamlı şekilde değiştiği, optimum
kumaş özelliklerinin bağlayıcı tipine bağlı olduğu belirlenmiştir. Ayrıca; en optimum
özelliklerin pamukla merkez kısmı polyester, kabuk kısmı polipropilen olan
bikomponent lifin kullanılması halinde elde edildiği tespit edilmiştir.
Dharmadhikay ve ark. (1999) çalışmalarında materyal olarak iki farklı ısıl
özelliğe sahip polipropilen lifleri kullanmışlar, söz konusu lifleri taraklama yoluyla
sererek ve farklı silindir sıcaklıkları ve basıncında noktasal olarak ısıl bağlamışlardır.
Elde ettikleri dokusuz yüzey numunelerin mukavemet ve gerilme özelliklerini
incelemişlerdir. Yüksek ısıl bağlanma özelliğine sahip liflerden oluşan dokusuz
yüzeyler için 149°C’de en yüksek mukavemet ve uzamanın gerçekleştiği, 160°C’den
sonra ise her iki değerde de keskin bir düşüş başladığı, silindir basıncının iki katına
çıkarıldığında ancak mukavemeti ve uzamayı çok düşük oranda etkilediği tespit
edilmiştir. Konvansiyonel propilen liflerinden elde edilen dokusuz yüzeyler için ise
160°C’nin optimum bağlama sıcaklığı olduğu belirlenmiştir. Bunların yanı sıra; her
iki tip polipropilen lifinden oluşturulan dokusuz yüzeylerde ısıl bağlama sonrası ve
öncesinde bağlama noktalarında ve bağlama olmayan noktalara uygulanan
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
22
mukavemet testleri sonucunda; yüksek sıcaklıkta yapılan ısıl bağlamanın lifin
bireysel mukavemetini düşürdüğü; fakat düşük sıcaklıklarda ise; uygun bağlanmanın
gerçekleşmemesinden dolayı düşük mukavemetli dokusuz yüzey üretiminin yapıldığı
tespit edilmiştir.
Kim ve Pourdeyhimi (2000), dokusuz yüzeylere yük ve deformasyon
deneyleri uygulanması sırasında kumaşta meydana gelen yapısal değişiklikler
üzerinde çalışmışlardır. Çalışmada; taraklama yoluyla elde edilmiş farklı
sıcaklıklarda ısıl bağlama yöntemi ile bağlanmış polipropilen esaslı dokusuz
yüzeylere, farklı oryantasyon açılarında mukavemet testleri, görüntü analizi
yapabilecek şekilde geliştirilen test cihazında uygulanmıştır. Lif oryantasyonu,
bağlanma bölgelerinin gerilim özellikleri gibi yapısal özelliklerin bağlama
sıcaklığından etkilenip etkilenmediği kontrol edilmiştir. Yük etkisinde oluşan
yeniden yapılanma ve deformasyonda, bağlama sıcaklığının etkisinin olmadığı tespit
edilmiştir.
Kim ve Pourdeyhimi (2001) yılında yaptıkları çalışmalarda, ısıl bağlama
yöntemi ile üretilmiş dokusuz yüzeylerin mekanik özelliklerinin bilgisayar destekli
olarak modellenmesi üzerinde durmuşlardır. Yaptıkları simulasyon modelinde girdi
olarak yüzey yoğunluğu, incelik, krimp miktarı gibi lif özellikleri, birim hücre
ebatları, çeşitli bağlama noktası özellikleri (ebad, şekil desen gibi) kullanılarak,
yüzeyin mekanik özellikleri belirlenmeye çalışılmıştır. Elde edilen sonuçlara göre;
mukavim lifler kullanıldığında, yüzeyin kopma dayanımının arttığı, fakat yüksek
gerilim altında uzama miktarının düştüğü belirlenmiştir.
Ağırgan (2003), tarafından yapılan çalışmada nonwoven tekstil mamulü
sınıfına giren farklı özellikteki, farklı marka bebek bezi, hijyenik ped ve yetişkin
hasta bezleri sağlamış, bu ürünlere emicilik, hava, sıvı ve ısı geçirgenliği testleri
uygulanmış, test sonuçları ile teste tabi tutulan mamullerin hammadde özellikleri
arasında ilişkiler kurmaya çalışılmıştır.
Rong ve ark. (2003) pamuk/eastar (parçalanabilen polyester) karışımlı, ısıl
yolla üretilmiş dokusuz yüzeylerin özelliklerine etki eden parametreleri belirlemek
amacıyla; %85/15, %70/30, %50/50 karışım oranlarında pamuk/eastar ve
pamuk/eastar-polipropilen bikomponent liflerden oluşan kumaş numuneleri elde
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
23
etmişlerdir. Elde ettikleri numuneleri 100°, 110°, 120°C bağlama sıcaklığı ve 2 farklı
kıstırma basıncında noktasal ısıl bağlama ile bağlamışlar ve mukavemet özelliklerini
test etmişlerdir. Ayrıca bağlama noktalarını elektron mikroskobunda görsel olarak da
analiz etmişlerdir. Düşük bağlama sıcaklığında; eastar lifi oranının artışı ile kopma
mukavemetinin arttığı, fakat yüksek bağlama sıcaklığında ise tam tersi durumun söz
konusu olduğunu belirlemişlerdir. Bunun yanında; mukavemet özellikleri açısından
en iyi özellik gösteren numunenin %50/50 pamuk/eastar-polipropilen bikomponent
lif karışımı ile 110°C sıcaklıkta 0.33Mpa basınçla üretilen numune olduğu
belirlenmiştir.
Lin ve ark. (2003), ısıl bağlama yöntemi ile üretilen nonwoven kumaşlarda lif
düzeninin, kumaşın mekanik özelliklerine etkisini incelemişlerdir. Bu amaçla;
polipropilen liflerinden farklı lif düzeninde ısıl bağlama ile elde edilmiş dokusuz
yüzeyler makina yönü ve karşı yönde kopma, yırtılma, patlama mukavemeti
testlerine tabi tutulmuşlardır. Makina yönünde liflerin yönlendiği kumaşlarda;
makina yönündeki kopma mukavemetinin karşı yöndeki mukavemete oranının 4,
liflerlerin gelişi güzel yönlendirilmesi ile elde edilen kumaşlarda bu oranın 3 olduğu,
patlama mukavemetinin ise; farklı yönlerde liflerin bulunduğu kumaşlarda diğer
yönde yönlendirilmiş kumaşlara oranla daha düşük olduğu belirlenmiştir.
Daha önceden yaptığı ve dokusuz yüzeylerin emme kapasitesi ile ilgili olan
çalışmasını geliştiren Dedov (2004); elyaf karışım oranlarının ve emilen sıvının
yüzey geriliminin dokusuz kumaşların emme kapasitesine olan tesirini incelemiştir.
Çalışmasında polyester/polipropilen karışımlı liflerden oluşan dokusuz yüzeyleri
farklı yoğunluklarda üreterek, farklı yüzey gerilimi özelliklerine sahip sıvılarla emme
testine tabi tutmuştur. Çalışma sonucunda; dokusuz yüzey numunelerinin emme
kapasitelerinde lif karışım oranlarının etkili olmadığı, dokusuz yüzey yoğunluğunun
ve kullanılan sıvının yüzey geriliminin etkisinin bulunduğu belirlenmiştir. Test
sonuçları istatistiksel paket programda analiz edilmiş, emme kapasitesini belirlemek
amacıyla söz konusu iki parametreyi içeren bir denklem elde edilmiş, bu denklemin
korelasyon katsayısının %92 olduğu belirlenmiştir.
Rong ve ark. (2004); yürüttükleri çalışmada pamuk liflerinden,
polietilen/polietilentaraftalat ve eastar (parçalanabilir polyester)/polipropilen
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
24
bikomponent bağlayıcı lifleri kullanılarak ısıl bağlamayla üretilen dokusuz
yüzeylerin mekanik özelliklerine, bağlayıcı liflerin oranının ve dağılımının etkisini
araştırmışlardır. Bu amaçla; %85/15, %70/30, %50/50 karışım oranlarında
pamuk/bağlayıcı lif karışımlarından oluşan dokuyu, farklı bağlama sıcaklıkları ve
silindir basınçlarında dokusuz yüzey haline getirmiş, numuneler gramaj, mukavemet
tayini gibi testlere tabi tutulmuşlardır. Ayrıca; bağlayıcı lif dağılımını tayin etmek
için numuneler; diferansiyel kalorileme yöntemiyle ısıl analize tabi tutulmuşlardır.
Bağlayıcı dağılımının düzgün olduğu dokusuz yüzeylerde, bağlama sıcaklığı ve
basıncının mukavemete etkisinin olumlu olduğu belirlenmiştir. Bağlayıcı lif
miktarının artışı ile dayanım gösterilebilecek maksimum yükün arttığı, bağlama
sıcaklığının artışı ile mukavemetin arttığı, sıcaklığın belirli değere ulaşmasıyla
mukavemetin aniden düştüğü tayin edilmiştir.
Yüksek Lisans tez çalışmasında Yaman (2004); piyasada en çok kullanılan 5
ticari bebek bezinin kuru ve ıslak durumdaki özelliklerini incelemiştir. Laboratuar
şartlarında; numunelere ıslak-kuru sürtünme, sıkıştırma, ısı iletimi, sıvı emiciliği,
kalınlık ve gramaj tayini testlerini uygulamıştır. Islak numunelerde sıkıştırma
enerjisinin arttığını, bu durumun emici materyalin şişmesi sebebiyle alınan yolun
artmasından kaynaklandığını tespit etmiştir. Bunun yanı sıra; numuneler sıkıştıkça
kalınlıklarının azaldığını, yoğunluklarının arttığını ve hava boşluklarının azaldığını;
böylece ısı iletiminin de azaldığını belirlemiştir.
Temizlik amaçlı kullanılan dokusuz ve dokunmuş kumaşların sürtünme
özelliklerini ele aldıkları çalışmalarında Das ve ark. (2005); 4 kademede arttırdıkları
normal kuvvet, 2 farklı sürtünme yüzeyi (cam ve karo) ile 4 faklı ıslatma maddesi
(kuru, su, petrol, bitkisel yağ, sabun çözeltisi) ile ıslatılmış dokusuz ve dokuma
temizlik bezleri için sürtünme testleri uygulamış ve sürtünme katsayısını
belirlemişlerdir. Uygulanan normal kuvvetteki artış ile hem dokuma hem de dokusuz
yüzey özellikteki temizlik bezlerinin ıslak ve kuru hallerinde sürtünme katsayısının
düşüş gösterdiği tespit edilmiştir. Genel olarak sürtünme katsayısının cam sürtünme
yüzeyi ile uygulanan testlerde karo ile uygulananlara oranla daha yüksek çıktığı
belirlenmiştir. Islak halde uygulanan testlerdeki katsayının kuru haldekilere kıyasla
yüksek olduğu, kuru halde yürütülen testlerde dokusuz yüzeylerin sürtünme
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
25
katsayısının dokuma kumaştan daha yüksek çıktığı da tespit edilen diğer sonuçlar
olmuştur.
Rong ve ark. (2005), çalışmalarında, silindir sıcaklığı, bağlayıcı lif tipi ve
karışım oranı gibi faktörlerin ısıl noktasal bağlama yöntemiyle üretilen pamuklu
nonwoven kumaşların mukavemet özellikleri üzerine etkilerini araştırmışlardır.
Çalışma kapsamında; %85/15, %70/30, %50/50 karışım oranlarında pamuk/bağlayıcı
lif karışımlarından oluşan dokuyu, farklı bağlama sıcaklıkları ve silindir
basınçlarında dokusuz yüzey haline getirmiş, numunelere kopma mukavemeti testi
uygulamışlardır. Elde edilen verileri; JMP 5.0 paket programında lineer model
prosedürü kullanılarak istatistiksel olarak analiz etmişler, değişkenlerin mukavemete
etkilerinin anlamlı olup olmadığını belirlemişlerdir. Bağlayıcı lif kompozisyonu ve
bağlama sıcaklığı etkileşimini kullanarak ampirik bir model geliştirmişler ve bu
model sayesinde kopma mukavemetini %95 güven aralığı ile tahmin edebilmişlerdir.
Modele göre, yapıştırıcı olarak polyester/polipropilen bikomponent lif kullanılan
dokusuz yüzeylerin kopma mukavemeti değerleri, polyester unikomponent lif
kullanılanlardan daha yüksek çıkmış olup; optimum lif karışım oranı
%50 yapıştırıcı lif/%50 pamuk, optimum bağlama sıcaklığı 107.7°C ise olarak
belirlenmiştir. Ayrıca; optimum noktada dokusuz yüzeyin dayanım gösterebileceği
en yüksek yük 1.154 kg olarak tespit edilmiştir.
Debnath ve ark. (2006); jeotekstil amaçlı kullanılan dokunmuş kumaşlar ve
dokusuz yüzeylerin mekanik ve hidrolik özelliklerini ele almışlardır. Çalışmada
benzer gramajlarda jüt lifi kullanılarak üretilen dokuma kumaş ve dokusuz
yüzeylerin kopma mukavemeti, hava geçirgenliği, eğilme rijitliği ve su emme
kapasitelerini standartlara uygun olacak şekilde test etmişler ve birbirleriyle
karşılaştırmışlardır. Dokusuz kumaşlarda;
ü Dokuma kumaşlara oranla mukavemetin daha düşük olduğu, düğüm
noktalarının çok sağlam olmamasından dolayı liflerin deformasyon sırasında
birbirlerinin üzerinden kaymasından dolayı yüksek uzama gösterdikleri,
ü Gramajın artışı ile kumaş kalınlığının da artmasından dolayı hava
geçirgenliğinin azaldığı, dokunmuş kumaşa oranla daha az hava geçirdiği,
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
26
ü Gramaj arttıkça hacimli yapıları sebebiyle hem MD hem de CD yönünde
eğilme modüllerinin dokuma kumaşlara kıyasla daha düşük olduğu,
ü Su emme kapasitesinin gramajın artışı ile arttığı ve dokuma kumaşlara oranla
daha yüksek olduğu, emdikleri suyu dokuma kumaşlara oranla daha uzun
süre yapılarında tuttukları tespit edilmiştir.
Nonwoven yapıların mukavemet özelliklerini teorik ve deneysel olarak ele
alan Rawal (2006) yürüttüğü çalışmada, mukavemet değerlerini tahmin eden ve daha
önceden geliştirilen modele lif kıvrımı, lif yönlendirme derecesi, katlama açısı gibi
değişkenleri de ekleyerek modifiye etmiştir. Çalışma içerisinde, hollow (içi boşluklu)
kesit şekline sahip polyester lifinden 5 katlama açısı ile ısıl bağlama ya da iğneleme
yöntemleriyle üretilmiş dokusuz yüzeylere mukavemet testi uygulayarak kopma
mukavemeti/uzama değerlerini elde etmiştir. Ayrıca; lif kıvrım ve yönlenme
derecelerini SIS görüntü analiz sistemi ile ölçmüştür. Elde edilen sonuçlara göre,
geliştirilen modelle tahmin edilen kopma mukavemeti-uzama değerleri ile deneysel
sonuçlarının iğnelenmiş numuneler için uyum gösterdiği, ısıl yöntemle üretilen
numuneler için ölçülen değerlerin tahmin edilen değerlerden %15 oranında daha az
olduğu belirlenmiştir. Bu durumun, bu tip numunelerdeki kıvrılmış lif oranının fazla
olmasından kaynaklandığı belirtilmiştir. Ayrıca; ısıl bağlama ile üretilen
numunelerde katlama açısının artışı ile mukavemet düşüş gösterdiği tespit edilmiştir.
Fedorova ve diğerleri (2007); çalışmalarında spunbond yöntemi ile üretilmiş
dokusuz yüzeylerin mukavemet özelliklerini optimize etmeye çalışmışlardır. Bu
amaçla; tek lif çeşidinden (unikomponent) ve iki lif çeşidinden (bikomponent) farklı
karışım oranlarında sentetik olarak üretilmiş lifleri mukavemet testine tabi
tutmuşlardır. Mukavemet açısından en yüksek değerlere sahip olan liflerden
spunbond yöntemiyle serilen dokusuz yüzeyleri farklı silindir sıcaklıklarında ve aynı
silindir hızında 200g/m2 gramajında numune olarak üretmişlerdir. Elde edilen
numunelere makina yönünde ve çapraz yönde kopma/kopma uzaması, yırtılma
mukavemeti gibi testler standartlara uygun şekilde uygulanmıştır. Deneysel
çalışmanın neticesinde 75/25 Naylon6/Polietilen bikomponent liflerden oluşan
dokusuz yüzeylerin 145°C’de, %100 Naylon liflerinden üretilen dokusuz yüzeylerin
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
27
ise 200°C’de bağlanması ile en yüksek mukavemet değerlerine ulaşıldığı tespit
edilmiştir.
Mazuchetti ve ark. (2007), dokusuz yüzey kumaşların termal ve su buharı
direnci özelliklerini incelemişler, çalışmalarında lif cinsi, karışım oranı, lif ortalama
lineer yoğunluğu, gibi özelliklerin söz konusu özelliklere tesirini dikkate almışlardır.
Lif cinsinin termal ve su buharı direncine etkisini araştırmak için; 3 farklı lif
karışımında, 3 farklı kumaş gramajında (100, 150, 200g/m2), 3 farklı kumaş
kalınlığında (10, 15, 20mm) ve 3 farklı üretilen kumaşlar standart metodlara göre ısıl
direnç ve su buharı direnci testine tabi tutulmuştur. Liflerin lineer yoğunluğunun
etkisi değerlendirilirken; %100 polyester; 2.2dtex, 3.5dtex ve 14 dtex linner
yoğunlukta ve 3 farklı gramaj ile kalınlıktaki numuneler test edilmiştir. Tüm
parametreler değerlendirilerek; liflerin lineer yoğunluğunun ve kumaş kalınlığının
ısıl yalıtımda çok temel rol oynadığı, lif cinsinin ise farklı davranışlar sergilediği
tespit edilmiştir. Polyester ve polipropilen liflerinden üretilen kumaşların aynı termal
yalıtım değerine sahip olmasına rağmen, yünlü karışımdan oluşan kumaşın
yalıtımının %5-6 oranında daha yüksek olduğu belirlenmiştir. Hacimli yoğunluğun
artışının kumaştaki hava hacminin düşüşüne, hava hacmindeki düşüşün ise düşük
yalıtım gücüne neden olduğu, böylelikle düşük ısıl dirence sebebiyet verdiği tespit
edilmiştir.
Soukupova ve ark. (2007); evlerde temizlik bezi amaçlı kullanılabilecek
dokusuz yüzeylerin özelliklerine; hammadde cinsi, karışım oranı gibi parametrelerin
etkisini araştırmışlardır. %100 viskon ve viskon ile farklı incelik ve uzunluğa sahip
polyester ve keten liflerinin farklı karışım oranlarında mekanik olarak
karıştırılmasıyla elde edilen tülbentleri aynı koşullar altında su jetiyle bağlamışlar ve
oluşturulan dokusuz yüzeyleri çalışmalarında materyal olarak kullanmışlardır.
Belirtilen şartlarda üretilen dokusuz yüzeylerin gramaj, kalınlık, kumaş yoğunluğu
gibi özellikleri tayin edildikten sonra; kumaşların sıvı emme kapasiteleri, kuru, ıslak
ve yıkama uygulandıktan sonraki kopma mukavemeti/uzama özellikleri tayin edilmiş
ve mukavemet yönünden yüksek özellikler gösteren numunelerin aşınma dayanımı
belirlenmiştir. Standart test metodları kullanılarak elde edilen tüm verilerin
değerlendirilmesi neticesinde aşağıda belirtilen sonuçlara ulaşılmıştır.
2. ÖNCEKİ ÇALIŞMALAR Emel ÇİNÇİK
28
ü Kumaş gramajlarının ortalama 125-140g/m2 arasında değiştiği; fakat kumaş
kalınlığının polyester içeren kumaşlarda, polyesterin krimp ve
hacimliliğinden kaynaklı olarak yüksek olduğu, yoğunluğun ise bu
kumaşlarda daha az olduğu,
ü Kuru haldeki mukavemet özellikleri incelendiğinde; viskon oranının yüksek
olduğu tüm karışımlarda mukavemetin yüksek olduğu,
ü Çoğu numunenin ıslak haldeki mukavemet özelliklerinin kuru haldekine
oranla düştüğü, keten karışımlarındaki kumaşlarda mukavemetin kuru iken
daha düşük olmasına rağmen; ıslak mukavemetin polyester karışımlı
kumaşlara oranla yüksek olduğu,
ü Yıkama sonrası tüm numunelerin mukavemet özelliklerinin azaldığı
gözlemlenmiştir.
ü Sıvı emme kapasitesinin yalnızca yapıdaki viskon lifi oranına bağlı olarak
değiştiği,
ü Aşınma dayanımı test sonuçlarına göre ise; yapıdaki liflerin uzunluğunun
artışı ile aşınma dayanımının arttığı, ince polyester liflerinden elde edilen
karışımlarda aşınma dayanımının oldukça düşük çıktığı tespit edilmiştir.
ü Ayrıca; karışım tipi (viskon/PET ya da viskon/keten), karışım oranı (10, 30,
50), fiziksel durum (kuru, ıslak, yıkanmış), testin uygulama yönü (makine
yönü, çapraz yön) olmak üzere 4 faktörün kopma mukavemeti ve kopma
uzamasına olan etkisi varyans analizi (ANOVA) ile test edilmiştir. Kopma
mukavemetinde karışım tipi haricindeki tüm faktörlerin, kopma uzamasında
ise tüm faktörlerin etkisinin anlamlı olduğu belirlenmiştir.
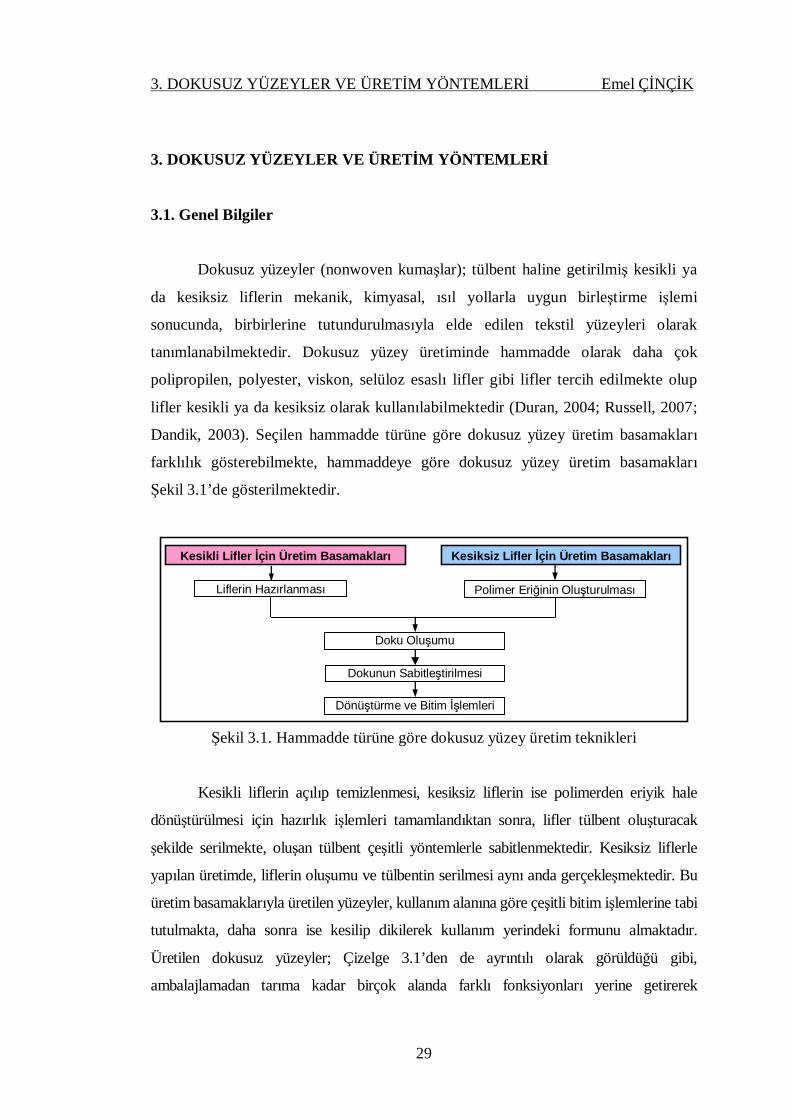
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
29
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ
3.1. Genel Bilgiler
Dokusuz yüzeyler (nonwoven kumaşlar); tülbent haline getirilmiş kesikli ya
da kesiksiz liflerin mekanik, kimyasal, ısıl yollarla uygun birleştirme işlemi
sonucunda, birbirlerine tutundurulmasıyla elde edilen tekstil yüzeyleri olarak
tanımlanabilmektedir. Dokusuz yüzey üretiminde hammadde olarak daha çok
polipropilen, polyester, viskon, selüloz esaslı lifler gibi lifler tercih edilmekte olup
lifler kesikli ya da kesiksiz olarak kullanılabilmektedir (Duran, 2004; Russell, 2007;
Dandik, 2003). Seçilen hammadde türüne göre dokusuz yüzey üretim basamakları
farklılık gösterebilmekte, hammaddeye göre dokusuz yüzey üretim basamakları
Şekil 3.1’de gösterilmektedir.
Şekil 3.1. Hammadde türüne göre dokusuz yüzey üretim teknikleri
Kesikli liflerin açılıp temizlenmesi, kesiksiz liflerin ise polimerden eriyik hale
dönüştürülmesi için hazırlık işlemleri tamamlandıktan sonra, lifler tülbent oluşturacak
şekilde serilmekte, oluşan tülbent çeşitli yöntemlerle sabitlenmektedir. Kesiksiz liflerle
yapılan üretimde, liflerin oluşumu ve tülbentin serilmesi aynı anda gerçekleşmektedir. Bu
üretim basamaklarıyla üretilen yüzeyler, kullanım alanına göre çeşitli bitim işlemlerine tabi
tutulmakta, daha sonra ise kesilip dikilerek kullanım yerindeki formunu almaktadır.
Üretilen dokusuz yüzeyler; Çizelge 3.1’den de ayrıntılı olarak görüldüğü gibi,
ambalajlamadan tarıma kadar birçok alanda farklı fonksiyonları yerine getirerek
Kesikli Lifler İçin Üretim Basamakları Kesiksiz Lifler İçin Üretim Basamakları
Liflerin Hazırlanması
Doku Oluşumu
Dokunun Sabitleştirilmesi
Dönüştürme ve Bitim İşlemleri
Polimer Eriğinin Oluşturulması
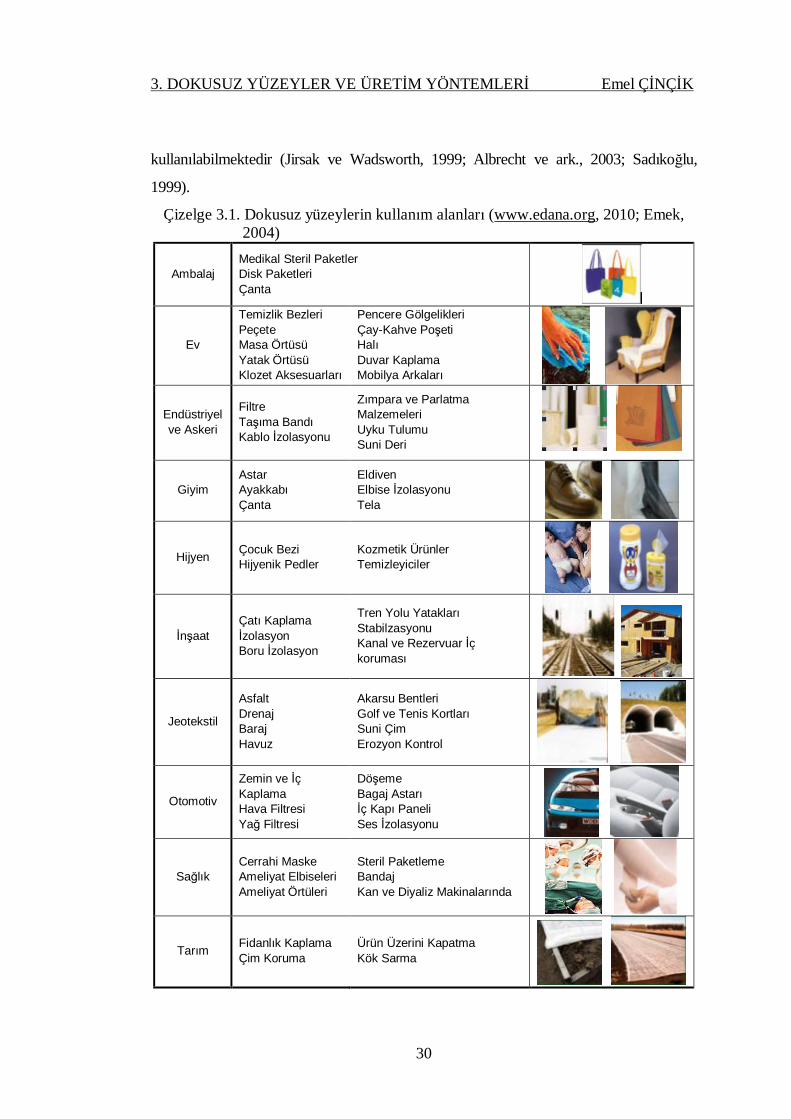
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
30
kullanılabilmektedir (Jirsak ve Wadsworth, 1999; Albrecht ve ark., 2003; Sadıkoğlu,
1999).
Çizelge 3.1. Dokusuz yüzeylerin kullanım alanları (www.edana.org, 2010; Emek, 2004)
Ambalaj Medikal Steril Paketler Disk Paketleri Çanta
Ev
Temizlik Bezleri Peçete Masa Örtüsü Yatak Örtüsü Klozet Aksesuarları
Pencere Gölgelikleri Çay-Kahve Poşeti Halı Duvar Kaplama Mobilya Arkaları
Endüstriyel ve Askeri
Filtre Taşıma Bandı Kablo İzolasyonu
Zımpara ve Parlatma Malzemeleri Uyku Tulumu Suni Deri
Giyim Astar Ayakkabı Çanta
Eldiven Elbise İzolasyonu Tela
Hijyen Çocuk Bezi Hijyenik Pedler
Kozmetik Ürünler Temizleyiciler
İnşaat Çatı Kaplama İzolasyon Boru İzolasyon
Tren Yolu Yatakları Stabilzasyonu Kanal ve Rezervuar İç koruması
Jeotekstil
Asfalt Drenaj Baraj Havuz
Akarsu Bentleri Golf ve Tenis Kortları Suni Çim Erozyon Kontrol
Otomotiv
Zemin ve İç Kaplama Hava Filtresi Yağ Filtresi
Döşeme Bagaj Astarı İç Kapı Paneli Ses İzolasyonu
Sağlık Cerrahi Maske Ameliyat Elbiseleri Ameliyat Örtüleri
Steril Paketleme Bandaj Kan ve Diyaliz Makinalarında
Tarım Fidanlık Kaplama Çim Koruma
Ürün Üzerini Kapatma Kök Sarma
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
31
Yukarda belirtildiği gibi geniş kullanım alanına sahip dokusuz yüzeyler;
kullanım alanına göre yapısında farklı özellikleri barındırmaktadırlar. Bu tür
kumaşların sahip olabilecekleri özellikler aşağıda maddeler halinde belirtilmektedir.
Kullanım yerine göre belirli bir fonksiyonu yerine getirmede kullanılan dokusuz
yüzeyler; belirtilen özelliklerinden bir ya da bir kaçını yapısında taşıyabilecek
durumda bulunmalıdır (www.edana.org, 2010).
• Gramaj • Emicilik • Filtreleme özelliği
• Kalınlık • Tutum • Toz tutmazlık
• Yoğunluk • Pürüzlülük/pürüzsüzlük • Sterilizasyon
• Gözeneklilik • Su iticilik • Kuru temizlemeye uygunluk
• Geçirgenlik • Hava şartlarına dayanım • Yıkanabilirlik
• Mukavemet • İletkenlik/yalıtkanlık • Ütülenebilirlik
• Uzama • Antibakteriyel özellik • Boyanabilirlik
• Esneklik • Alev dayanımı • Renk Haslığı
Dokusuz yüzeyler; dokuma ve örme kumaşların sahip olduğu birçok özelliğe
sahip olmalarına rağmen; liflerden doğrudan üretilmeleri nedeniyle kumaş eni ya da
boyunca bölgesel farklılıkları içerebilmektedir. Bu durum; lif dağılımının
(oryantasyonunun) kumaş eni ya da boyunca eşit olmamasından ve dolayısıyla
kalınlık değişiminin çok olmasından kaynaklanmaktadır. Bu tip kumaş üretiminde
bütün üretim parametreleri uygun koşullarda olsa bile; üretim sırasında meydana
gelebilecek lif göçü sebebiyle lif dağılımı düzgün olmayabilmektedir. Bu nedenle;
bir dokusuz yüzeyin herhangi bir özelliği belirlenirken kumaştan alınan numune
sayısı fazla tutulmalı ve olabildiğince kumaşın farklı bölgelerinden numuneler
alınmalıdır. Ayrıca; alınan numunelerin %CV değerlerinin diğer kumaş türlerine
oranla yüksek çıkması beklenmelidir (Buresh, 1962; Russell, 2007).
Bu tür kumaşlar; lifler iplik formuna getirilmeden doğrudan liflerden
üretildiğinden kumaşın dokuma kumaştakine benzer atkı/çözgü ya da örme
kumaştakine benzer ilmek sırası/ilmek çubuğu yönü şeklinde tanımlanan yönleri
bulunmamaktadır. Dokusuz yüzeyler için bu boşluğu doldurmak amacıyla Makina
Yönü (Machine Direction-MD) ve Karşı Yön (Cross Direction-CD) gibi kavramlar
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
32
geliştirilmiştir. Makina Yönü; kumaşın üretimi sırasında ilerlediği yönü göstermekte
olup dokuma kumaş için çözgü yönüne karşılık gelmektedir. Karşı Yön ise; makine
yönüne dik olan yönü ifade etmekte olup dokuma kumaştaki atkı yönüne tekabül
etmektedir. Bu yönlerin yanı sıra; bu tür kumaşların yapısal özelliklerini ifade etmek
için izotropik ve anizotropik yapı kavramları da geliştirilmiştir. İzotropik yapı; bir
dokusuz yüzeyin makina yönündeki ve karşı yönündeki özellikleri birbirinin aynı ise
bu kumaşın yapısını tanımlamada kullanılan terim olmaktadır. Örneğin belirli bir
dokusuz kumaşın makina ve karşı yöndeki kopma mukavemeti eşit ise bu kumaşın
izotropik yapıda olduğu söylenebilmektedir. Genellikler; dokuda yer alan liflerin
rastgele yönlerde yönlendirildiği dokusuz yüzeyler izotropik yapı göstermektedir.
Anizotropik yapı ise; kumaşın her iki yönünün özelliklerinin birbirinden farklı
olduğu yapıyı ifade etmektedir. Dokuyu oluşturan lifler belirli bir yöne doğru
yönlendirilmişse bu dokusuz yüzeyin anizotropik yapıda olduğu söylenebilmektedir.
Dokusuz yüzeylerden kullanım yerinde beklenen özellikler; yüzeyi oluşturan
hammaddenin (cinsi, inceliği, uzunluğu, krimp miktarı, kesit ile yüzey özellikleri,
karışım oranı gibi) özelliklerinden, yapıdaki liflerin yerleşim biçiminden (belli yönde
ya da rastgele), üretim yönteminin türünden ve üretim parametrelerinden
etkilenebilmektedir.
Hem kesikli hem de kesiksiz lif türü kullanılması halinde, üretimin
gerçekleşmesi için esas olan aşamalar doku oluşumu ve dokunun sabitlenmesidir. Bu
aşamalar çok farklı teknikler ve makinalar kullanılarak gerçekleştirilebilmektedir.
Şekil 3.2’de farklı doku oluşturma ve doku sabitleme teknikleri görülmektedir.
Dokusuz yüzey üretimi; şekilde yer alan tekniklerden biri kullanılarak ya da bu
tekniklerin birleşimi uygulanarak gerçekleştirilebilmektedir.
2008 yılı verilerine göre, Dünya’da üretilen dokusuz kumaşların %43.5’i
mekanik serme yöntemiyle, %42.6’sı ise sonsuz elyaflı işlemler kullanılarak
serilmektedir. Mekanik olarak elde edilen tülbentlerin %44.5’i iğnelenerek
sabitlenmektedir. Benzer şekilde; Türkiye’nin dokusuz yüzey üretiminde doku
oluşturma tekniği açısından en yüksek payı mekanik serme (%53), doku bağlama
bakımından iğneleme yöntemi (%38) almaktadır (Inda ve Edana, 2008).
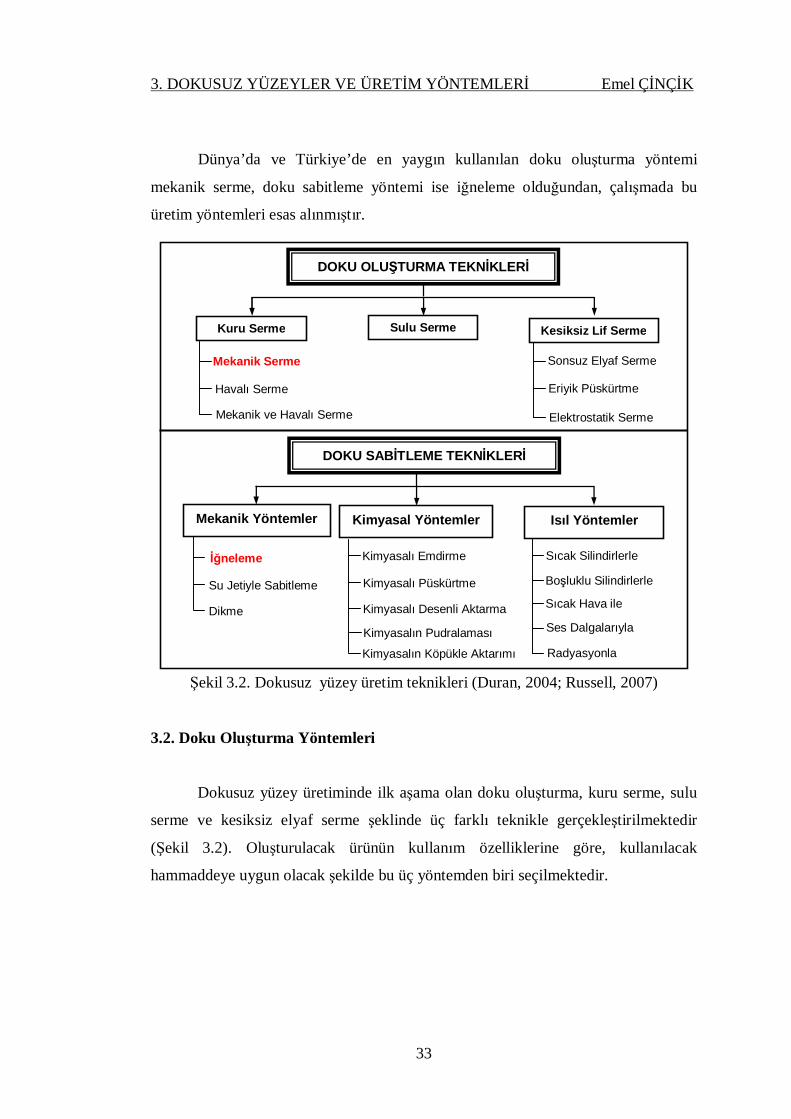
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
33
Dünya’da ve Türkiye’de en yaygın kullanılan doku oluşturma yöntemi
mekanik serme, doku sabitleme yöntemi ise iğneleme olduğundan, çalışmada bu
üretim yöntemleri esas alınmıştır.
Şekil 3.2. Dokusuz yüzey üretim teknikleri (Duran, 2004; Russell, 2007)
3.2. Doku Oluşturma Yöntemleri
Dokusuz yüzey üretiminde ilk aşama olan doku oluşturma, kuru serme, sulu
serme ve kesiksiz elyaf serme şeklinde üç farklı teknikle gerçekleştirilmektedir
(Şekil 3.2). Oluşturulacak ürünün kullanım özelliklerine göre, kullanılacak
hammaddeye uygun olacak şekilde bu üç yöntemden biri seçilmektedir.
DOKU OLUŞTURMA TEKNİKLERİ
Kuru Serme
Mekanik Serme
Havalı Serme
Mekanik ve Havalı Serme
Sulu Serme Kesiksiz Lif Serme
Sonsuz Elyaf Serme
Eriyik Püskürtme
Elektrostatik Serme
DOKU SABİTLEME TEKNİKLERİ
Mekanik Yöntemler
İğneleme
Su Jetiyle Sabitleme
Dikme
Kimyasal Yöntemler Isıl Yöntemler
Sıcak Silindirlerle
Sıcak Hava ile
Ses Dalgalarıyla
Kimyasalı Emdirme
Kimyasalı Püskürtme
Kimyasalın Pudralaması
Kimyasalı Desenli Aktarma
Radyasyonla
Boşluklu Silindirlerle
Kimyasalın Köpükle Aktarımı
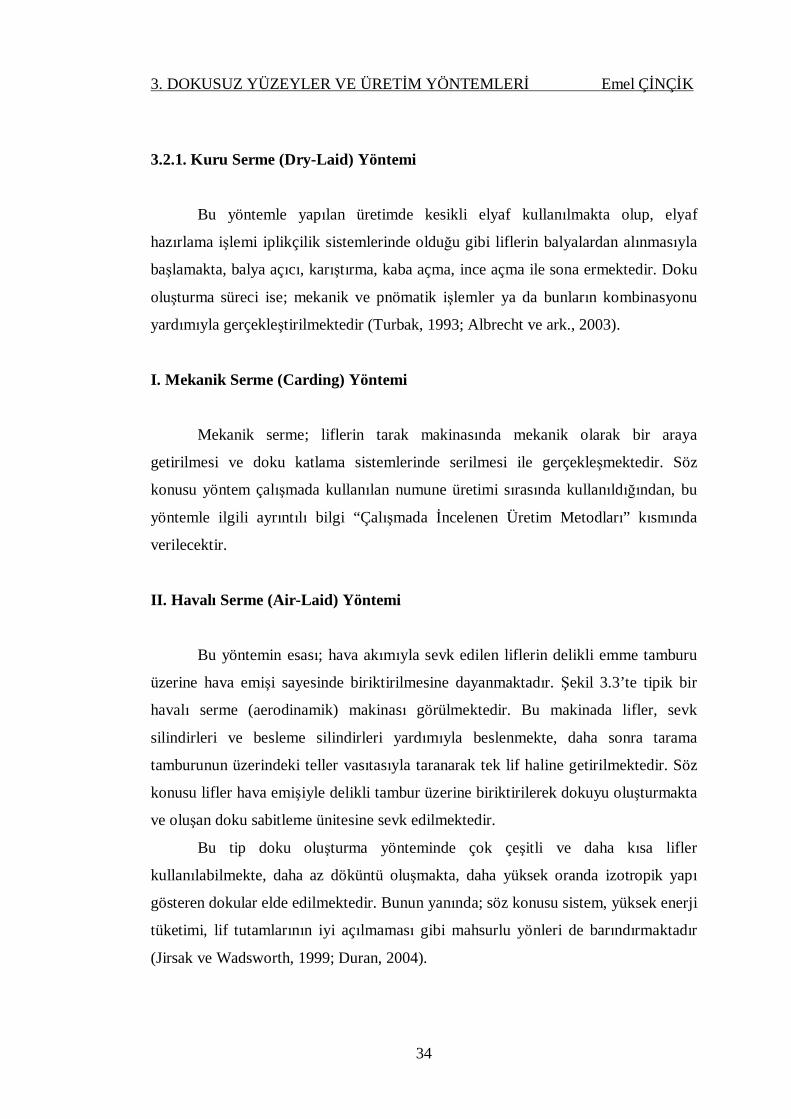
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
34
3.2.1. Kuru Serme (Dry-Laid) Yöntemi
Bu yöntemle yapılan üretimde kesikli elyaf kullanılmakta olup, elyaf
hazırlama işlemi iplikçilik sistemlerinde olduğu gibi liflerin balyalardan alınmasıyla
başlamakta, balya açıcı, karıştırma, kaba açma, ince açma ile sona ermektedir. Doku
oluşturma süreci ise; mekanik ve pnömatik işlemler ya da bunların kombinasyonu
yardımıyla gerçekleştirilmektedir (Turbak, 1993; Albrecht ve ark., 2003).
I. Mekanik Serme (Carding) Yöntemi
Mekanik serme; liflerin tarak makinasında mekanik olarak bir araya
getirilmesi ve doku katlama sistemlerinde serilmesi ile gerçekleşmektedir. Söz
konusu yöntem çalışmada kullanılan numune üretimi sırasında kullanıldığından, bu
yöntemle ilgili ayrıntılı bilgi “Çalışmada İncelenen Üretim Metodları” kısmında
verilecektir.
II. Havalı Serme (Air-Laid) Yöntemi
Bu yöntemin esası; hava akımıyla sevk edilen liflerin delikli emme tamburu
üzerine hava emişi sayesinde biriktirilmesine dayanmaktadır. Şekil 3.3’te tipik bir
havalı serme (aerodinamik) makinası görülmektedir. Bu makinada lifler, sevk
silindirleri ve besleme silindirleri yardımıyla beslenmekte, daha sonra tarama
tamburunun üzerindeki teller vasıtasıyla taranarak tek lif haline getirilmektedir. Söz
konusu lifler hava emişiyle delikli tambur üzerine biriktirilerek dokuyu oluşturmakta
ve oluşan doku sabitleme ünitesine sevk edilmektedir.
Bu tip doku oluşturma yönteminde çok çeşitli ve daha kısa lifler
kullanılabilmekte, daha az döküntü oluşmakta, daha yüksek oranda izotropik yapı
gösteren dokular elde edilmektedir. Bunun yanında; söz konusu sistem, yüksek enerji
tüketimi, lif tutamlarının iyi açılmaması gibi mahsurlu yönleri de barındırmaktadır
(Jirsak ve Wadsworth, 1999; Duran, 2004).
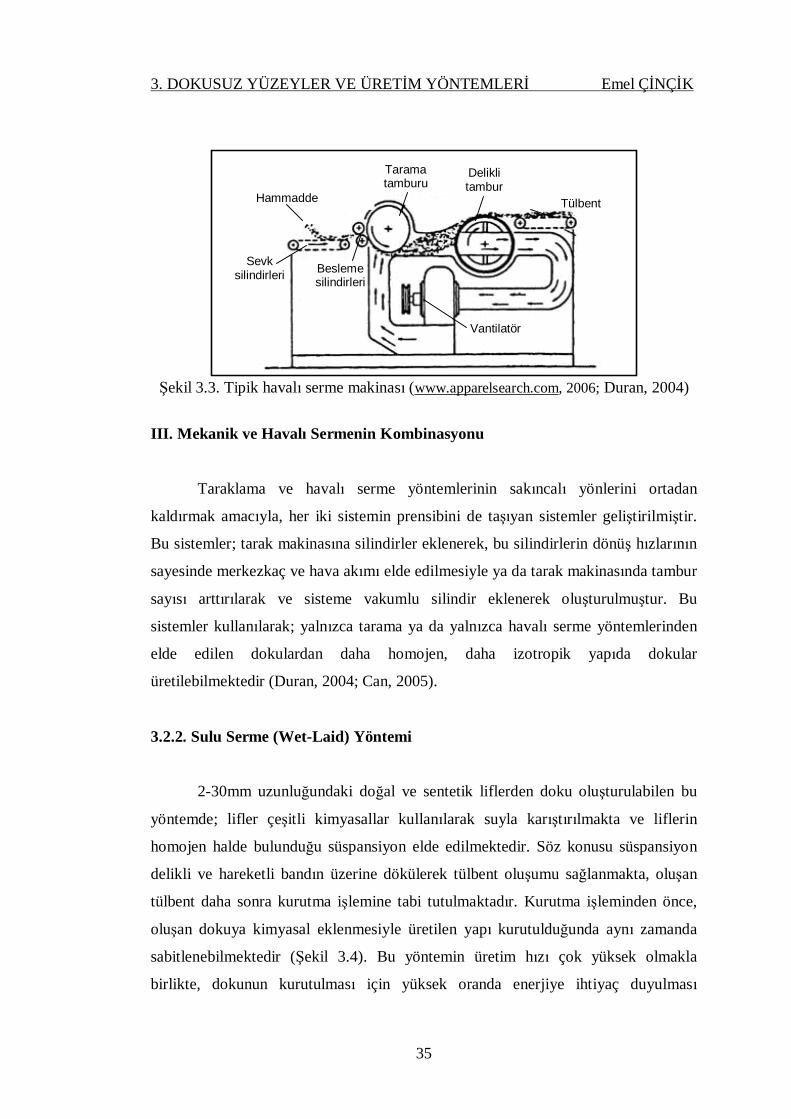
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
35
Şekil 3.3. Tipik havalı serme makinası (www.apparelsearch.com, 2006; Duran, 2004)
III. Mekanik ve Havalı Sermenin Kombinasyonu
Taraklama ve havalı serme yöntemlerinin sakıncalı yönlerini ortadan
kaldırmak amacıyla, her iki sistemin prensibini de taşıyan sistemler geliştirilmiştir.
Bu sistemler; tarak makinasına silindirler eklenerek, bu silindirlerin dönüş hızlarının
sayesinde merkezkaç ve hava akımı elde edilmesiyle ya da tarak makinasında tambur
sayısı arttırılarak ve sisteme vakumlu silindir eklenerek oluşturulmuştur. Bu
sistemler kullanılarak; yalnızca tarama ya da yalnızca havalı serme yöntemlerinden
elde edilen dokulardan daha homojen, daha izotropik yapıda dokular
üretilebilmektedir (Duran, 2004; Can, 2005).
3.2.2. Sulu Serme (Wet-Laid) Yöntemi
2-30mm uzunluğundaki doğal ve sentetik liflerden doku oluşturulabilen bu
yöntemde; lifler çeşitli kimyasallar kullanılarak suyla karıştırılmakta ve liflerin
homojen halde bulunduğu süspansiyon elde edilmektedir. Söz konusu süspansiyon
delikli ve hareketli bandın üzerine dökülerek tülbent oluşumu sağlanmakta, oluşan
tülbent daha sonra kurutma işlemine tabi tutulmaktadır. Kurutma işleminden önce,
oluşan dokuya kimyasal eklenmesiyle üretilen yapı kurutulduğunda aynı zamanda
sabitlenebilmektedir (Şekil 3.4). Bu yöntemin üretim hızı çok yüksek olmakla
birlikte, dokunun kurutulması için yüksek oranda enerjiye ihtiyaç duyulması
Hammadde
Sevk silindirleri
Tarama tamburu
Delikli tambur
Tülbent
Vantilatör
Besleme silindirleri
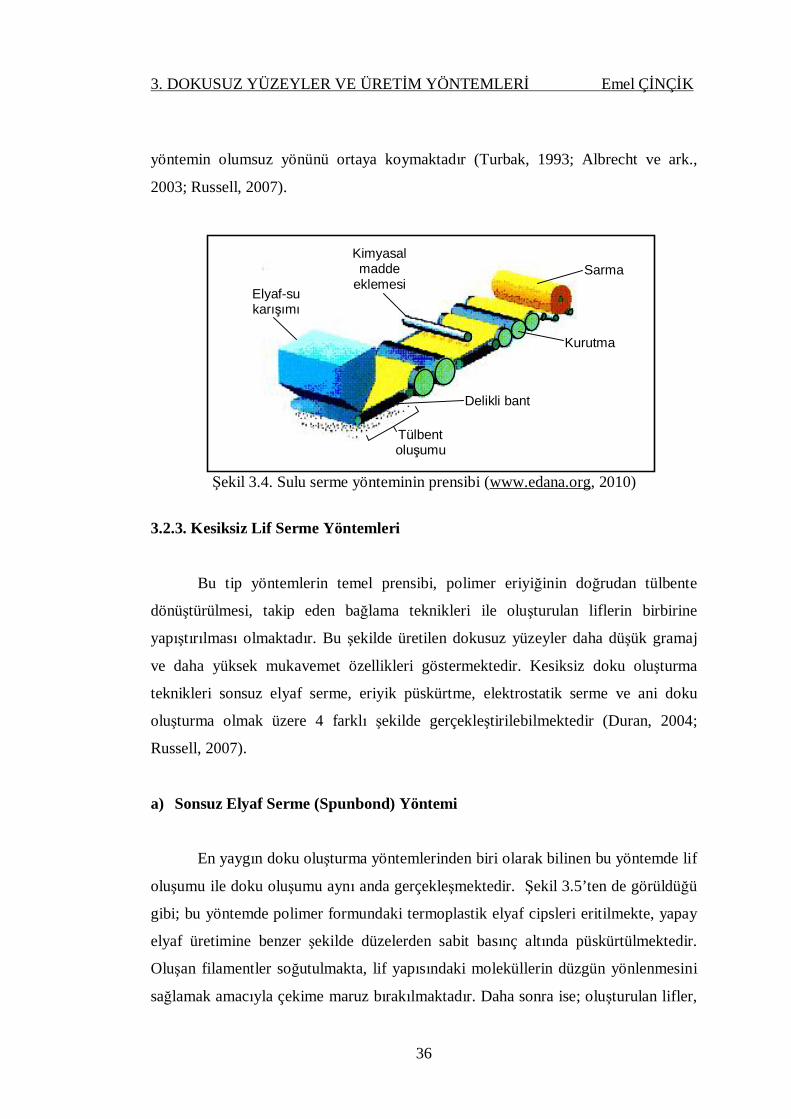
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
36
yöntemin olumsuz yönünü ortaya koymaktadır (Turbak, 1993; Albrecht ve ark.,
2003; Russell, 2007).
Şekil 3.4. Sulu serme yönteminin prensibi (www.edana.org, 2010)
3.2.3. Kesiksiz Lif Serme Yöntemleri
Bu tip yöntemlerin temel prensibi, polimer eriyiğinin doğrudan tülbente
dönüştürülmesi, takip eden bağlama teknikleri ile oluşturulan liflerin birbirine
yapıştırılması olmaktadır. Bu şekilde üretilen dokusuz yüzeyler daha düşük gramaj
ve daha yüksek mukavemet özellikleri göstermektedir. Kesiksiz doku oluşturma
teknikleri sonsuz elyaf serme, eriyik püskürtme, elektrostatik serme ve ani doku
oluşturma olmak üzere 4 farklı şekilde gerçekleştirilebilmektedir (Duran, 2004;
Russell, 2007).
a) Sonsuz Elyaf Serme (Spunbond) Yöntemi
En yaygın doku oluşturma yöntemlerinden biri olarak bilinen bu yöntemde lif
oluşumu ile doku oluşumu aynı anda gerçekleşmektedir. Şekil 3.5’ten de görüldüğü
gibi; bu yöntemde polimer formundaki termoplastik elyaf cipsleri eritilmekte, yapay
elyaf üretimine benzer şekilde düzelerden sabit basınç altında püskürtülmektedir.
Oluşan filamentler soğutulmakta, lif yapısındaki moleküllerin düzgün yönlenmesini
sağlamak amacıyla çekime maruz bırakılmaktadır. Daha sonra ise; oluşturulan lifler,
Elyaf-su karışımı
Tülbent oluşumu
Kimyasal madde
eklemesi
Kurutma
Sarma
Delikli bant
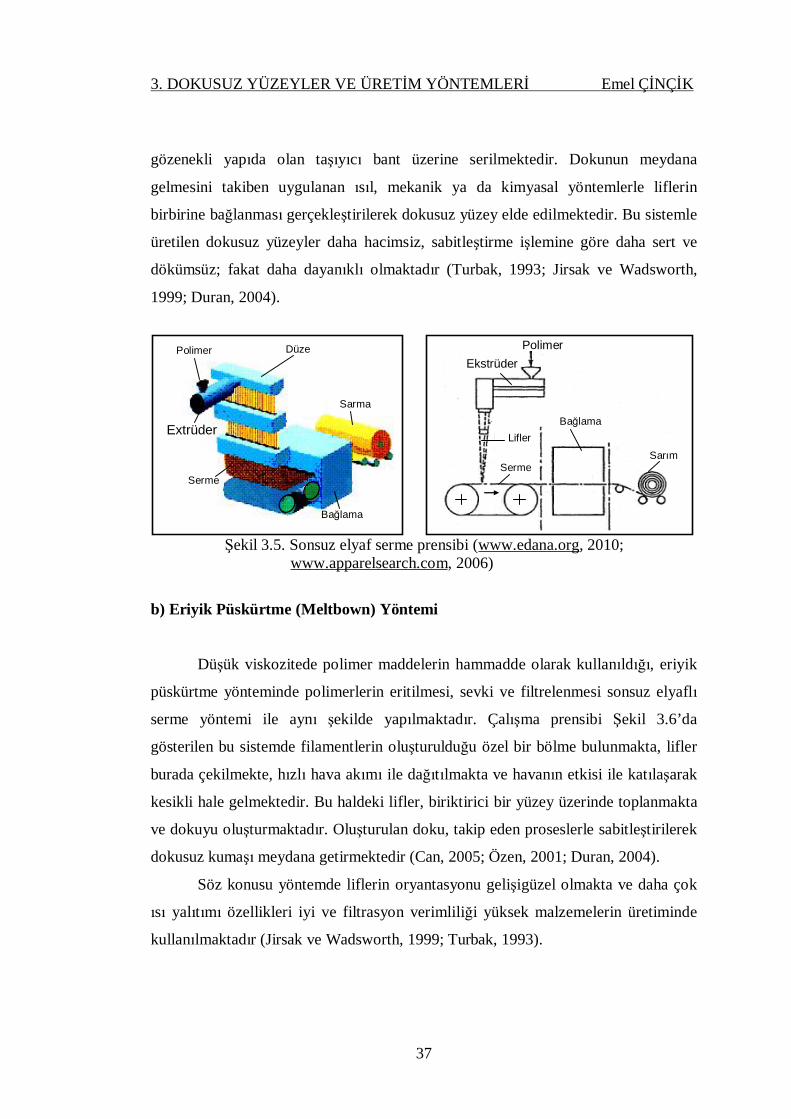
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
37
gözenekli yapıda olan taşıyıcı bant üzerine serilmektedir. Dokunun meydana
gelmesini takiben uygulanan ısıl, mekanik ya da kimyasal yöntemlerle liflerin
birbirine bağlanması gerçekleştirilerek dokusuz yüzey elde edilmektedir. Bu sistemle
üretilen dokusuz yüzeyler daha hacimsiz, sabitleştirme işlemine göre daha sert ve
dökümsüz; fakat daha dayanıklı olmaktadır (Turbak, 1993; Jirsak ve Wadsworth,
1999; Duran, 2004).
Şekil 3.5. Sonsuz elyaf serme prensibi (www.edana.org, 2010; www.apparelsearch.com, 2006)
b) Eriyik Püskürtme (Meltbown) Yöntemi
Düşük viskozitede polimer maddelerin hammadde olarak kullanıldığı, eriyik
püskürtme yönteminde polimerlerin eritilmesi, sevki ve filtrelenmesi sonsuz elyaflı
serme yöntemi ile aynı şekilde yapılmaktadır. Çalışma prensibi Şekil 3.6’da
gösterilen bu sistemde filamentlerin oluşturulduğu özel bir bölme bulunmakta, lifler
burada çekilmekte, hızlı hava akımı ile dağıtılmakta ve havanın etkisi ile katılaşarak
kesikli hale gelmektedir. Bu haldeki lifler, biriktirici bir yüzey üzerinde toplanmakta
ve dokuyu oluşturmaktadır. Oluşturulan doku, takip eden proseslerle sabitleştirilerek
dokusuz kumaşı meydana getirmektedir (Can, 2005; Özen, 2001; Duran, 2004).
Söz konusu yöntemde liflerin oryantasyonu gelişigüzel olmakta ve daha çok
ısı yalıtımı özellikleri iyi ve filtrasyon verimliliği yüksek malzemelerin üretiminde
kullanılmaktadır (Jirsak ve Wadsworth, 1999; Turbak, 1993).
Polimer
Extrüder
Serme
Bağlama
Sarma
Düze Polimer Ekstrüder
Lifler
Serme
Bağlama
Sarım
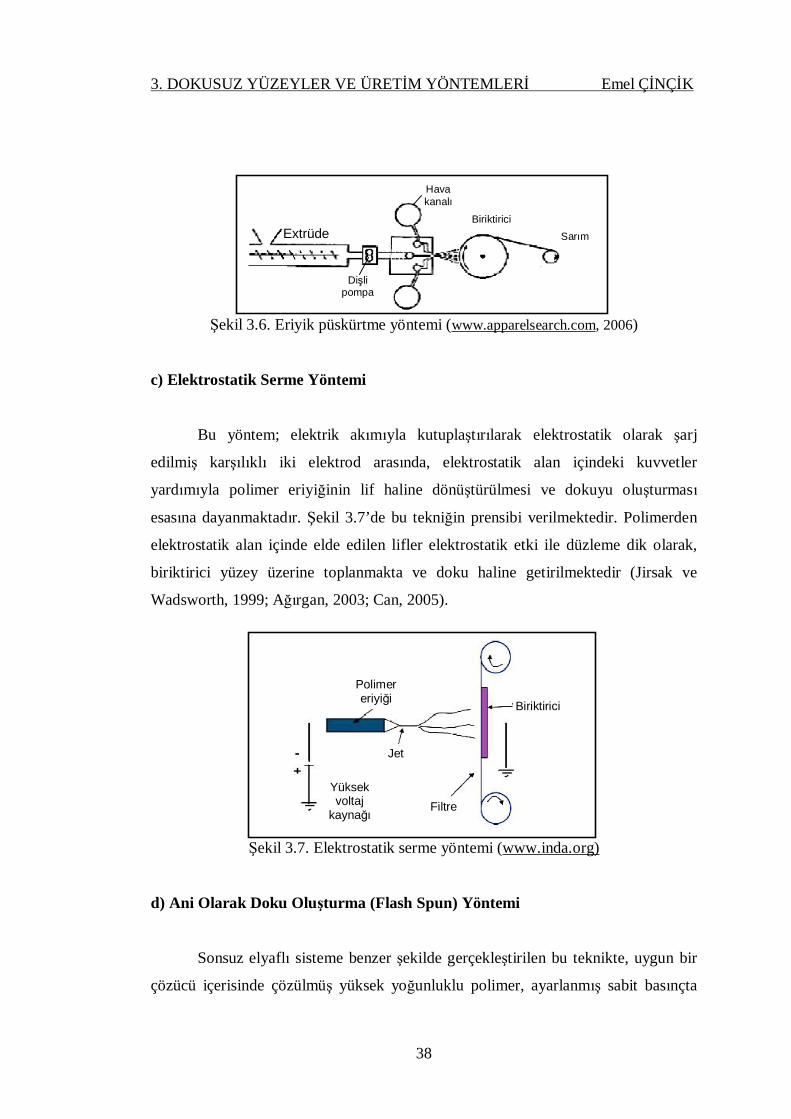
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
38
Şekil 3.6. Eriyik püskürtme yöntemi (www.apparelsearch.com, 2006)
c) Elektrostatik Serme Yöntemi
Bu yöntem; elektrik akımıyla kutuplaştırılarak elektrostatik olarak şarj
edilmiş karşılıklı iki elektrod arasında, elektrostatik alan içindeki kuvvetler
yardımıyla polimer eriyiğinin lif haline dönüştürülmesi ve dokuyu oluşturması
esasına dayanmaktadır. Şekil 3.7’de bu tekniğin prensibi verilmektedir. Polimerden
elektrostatik alan içinde elde edilen lifler elektrostatik etki ile düzleme dik olarak,
biriktirici yüzey üzerine toplanmakta ve doku haline getirilmektedir (Jirsak ve
Wadsworth, 1999; Ağırgan, 2003; Can, 2005).
Şekil 3.7. Elektrostatik serme yöntemi (www.inda.org)
d) Ani Olarak Doku Oluşturma (Flash Spun) Yöntemi
Sonsuz elyaflı sisteme benzer şekilde gerçekleştirilen bu teknikte, uygun bir
çözücü içerisinde çözülmüş yüksek yoğunluklu polimer, ayarlanmış sabit basınçta
Polimer eriyiği
Yüksek voltaj
kaynağı
Jet
Filtre
Biriktirici
Extrüder
Dişli pompa
Hava kanalı
Biriktirici Sarım
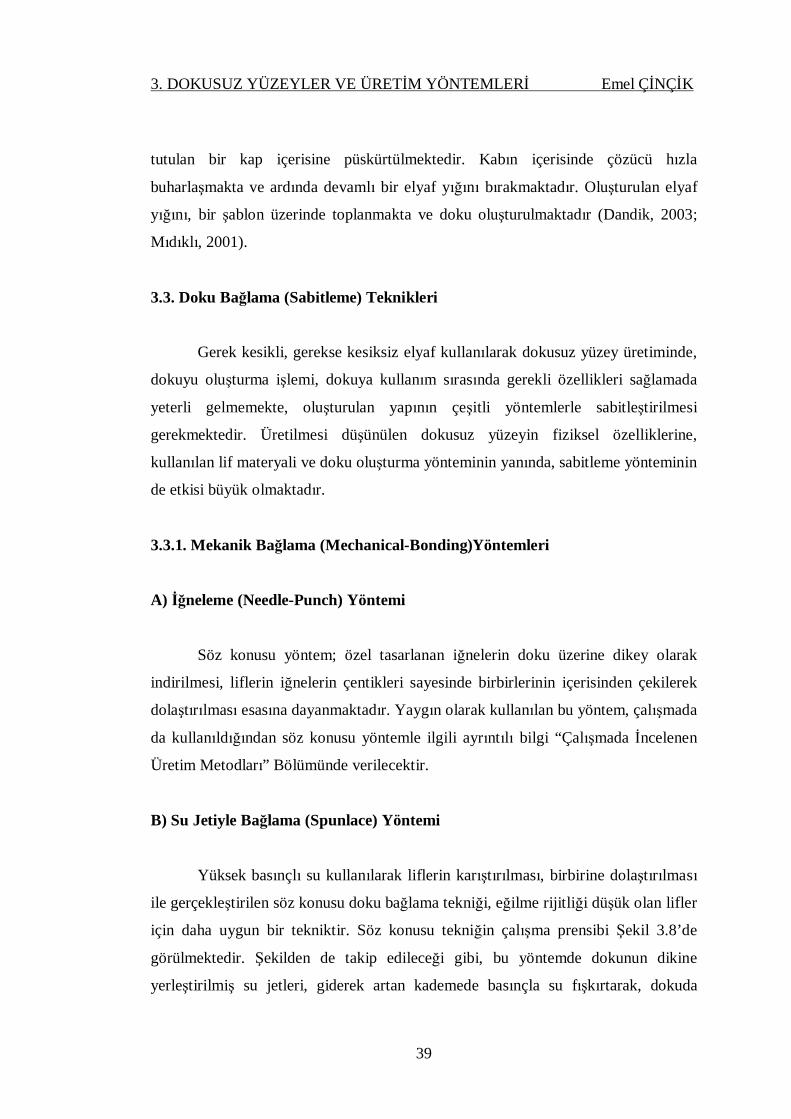
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
39
tutulan bir kap içerisine püskürtülmektedir. Kabın içerisinde çözücü hızla
buharlaşmakta ve ardında devamlı bir elyaf yığını bırakmaktadır. Oluşturulan elyaf
yığını, bir şablon üzerinde toplanmakta ve doku oluşturulmaktadır (Dandik, 2003;
Mıdıklı, 2001).
3.3. Doku Bağlama (Sabitleme) Teknikleri
Gerek kesikli, gerekse kesiksiz elyaf kullanılarak dokusuz yüzey üretiminde,
dokuyu oluşturma işlemi, dokuya kullanım sırasında gerekli özellikleri sağlamada
yeterli gelmemekte, oluşturulan yapının çeşitli yöntemlerle sabitleştirilmesi
gerekmektedir. Üretilmesi düşünülen dokusuz yüzeyin fiziksel özelliklerine,
kullanılan lif materyali ve doku oluşturma yönteminin yanında, sabitleme yönteminin
de etkisi büyük olmaktadır.
3.3.1. Mekanik Bağlama (Mechanical-Bonding)Yöntemleri
A) İğneleme (Needle-Punch) Yöntemi
Söz konusu yöntem; özel tasarlanan iğnelerin doku üzerine dikey olarak
indirilmesi, liflerin iğnelerin çentikleri sayesinde birbirlerinin içerisinden çekilerek
dolaştırılması esasına dayanmaktadır. Yaygın olarak kullanılan bu yöntem, çalışmada
da kullanıldığından söz konusu yöntemle ilgili ayrıntılı bilgi “Çalışmada İncelenen
Üretim Metodları” Bölümünde verilecektir.
B) Su Jetiyle Bağlama (Spunlace) Yöntemi
Yüksek basınçlı su kullanılarak liflerin karıştırılması, birbirine dolaştırılması
ile gerçekleştirilen söz konusu doku bağlama tekniği, eğilme rijitliği düşük olan lifler
için daha uygun bir tekniktir. Söz konusu tekniğin çalışma prensibi Şekil 3.8’de
görülmektedir. Şekilden de takip edileceği gibi, bu yöntemde dokunun dikine
yerleştirilmiş su jetleri, giderek artan kademede basınçla su fışkırtarak, dokuda
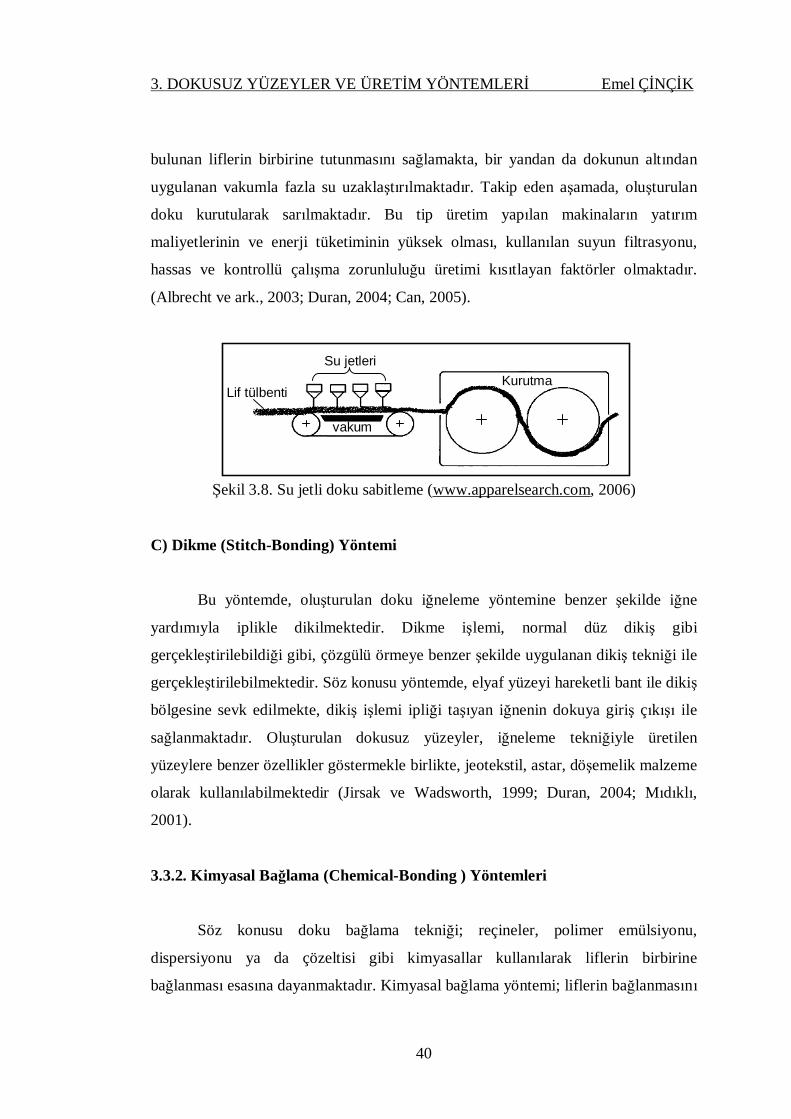
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
40
bulunan liflerin birbirine tutunmasını sağlamakta, bir yandan da dokunun altından
uygulanan vakumla fazla su uzaklaştırılmaktadır. Takip eden aşamada, oluşturulan
doku kurutularak sarılmaktadır. Bu tip üretim yapılan makinaların yatırım
maliyetlerinin ve enerji tüketiminin yüksek olması, kullanılan suyun filtrasyonu,
hassas ve kontrollü çalışma zorunluluğu üretimi kısıtlayan faktörler olmaktadır.
(Albrecht ve ark., 2003; Duran, 2004; Can, 2005).
Şekil 3.8. Su jetli doku sabitleme (www.apparelsearch.com, 2006)
C) Dikme (Stitch-Bonding) Yöntemi
Bu yöntemde, oluşturulan doku iğneleme yöntemine benzer şekilde iğne
yardımıyla iplikle dikilmektedir. Dikme işlemi, normal düz dikiş gibi
gerçekleştirilebildiği gibi, çözgülü örmeye benzer şekilde uygulanan dikiş tekniği ile
gerçekleştirilebilmektedir. Söz konusu yöntemde, elyaf yüzeyi hareketli bant ile dikiş
bölgesine sevk edilmekte, dikiş işlemi ipliği taşıyan iğnenin dokuya giriş çıkışı ile
sağlanmaktadır. Oluşturulan dokusuz yüzeyler, iğneleme tekniğiyle üretilen
yüzeylere benzer özellikler göstermekle birlikte, jeotekstil, astar, döşemelik malzeme
olarak kullanılabilmektedir (Jirsak ve Wadsworth, 1999; Duran, 2004; Mıdıklı,
2001).
3.3.2. Kimyasal Bağlama (Chemical-Bonding ) Yöntemleri
Söz konusu doku bağlama tekniği; reçineler, polimer emülsiyonu,
dispersiyonu ya da çözeltisi gibi kimyasallar kullanılarak liflerin birbirine
bağlanması esasına dayanmaktadır. Kimyasal bağlama yöntemi; liflerin bağlanmasını
Lif tülbenti
Su jetleri
vakum
Kurutma
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
41
sağlayan kimyasal maddenin (binder) dokuya uygulanması, bağlayıcının
pıhtılaştırılması, kurutma ve fiske basamaklarını içermektedir. Bağlayıcı maddenin
yapıya uygulanması emdirme, püskürtme, köpükleme, desenli aktarma ve pudra
şeklinde aktarma olmak üzere beş farklı şekilde yapılabilmektedir. Kimyasal
bağlamada; yaygın olarak akrilat polimer ve kopolimerleri, stiren-bütadien
kopolimerleri ve vinilasetat etilen kopolimerleri gibi kimyasal maddelerin bağlayıcı
olarak kullanımı yaygındır (Duran, 2004; Buresh, 1962; Russell, 2007).
3.3.3. Isıl Bağlama (Thermal-Bonding) Yöntemleri
Isıl bağlama; termoplastik özellikli polimerlerden üretilmiş liflerden meydana
gelen dokuların ısıl özelliklerinden faydalanılarak uygulanabilen bağlama
yöntemidir. Bu yöntemde; doku oluşumu sırasında yapıyı oluşturan esas
hammaddenin yanı sıra yapıya bağlayıcı lifler de eklenmelidir. Bağlayıcı görevi
yapan lifler, kolay erimeleri ve çözünmeleri sayesinde yanında bulunan diğer liflere
kenetlenerek veya yapışarak bağlanmaktadır. Söz konusu yöntem ısının uygulanma
şekline göre,
ü Sıcak Silindirlerle Bağlama (Calendering)
ü Boşluklu Silindirlerle Bağlama (Point Bonding)
ü Sıcak Havayla Bağlama (Oven Bonding)
ü Ses Dalgalarıyla Bağlama (Ultrasound Bonding)
ü Radyasyonla Bağlama (Radiant Bonding)
olmak üzere beş farklı şekilde gerçekleştirilebilmektedir (Özen, 2001;
Dharmadhikary ve ark., 1995; Sadıkoğlu, 1999; Duran, 2004).
3.4. Bitim ve Dönüştürme İşlemleri
Yukarıda izah edilen yöntemlerden biri ya da birkaçının birleştirilmesiyle
üretilen dokusuz yüzeylerin müşteri isteğine cevap verebilecek hali alması amacıyla
bitim ve dönüştürme işlemleri yapılmaktadır. Dokusuz yüzeylere uygulanan bitim
işlemleri; dokuma ve örme kumaşlarda yapılan işlemlere benzer şekilde, mekanik ve
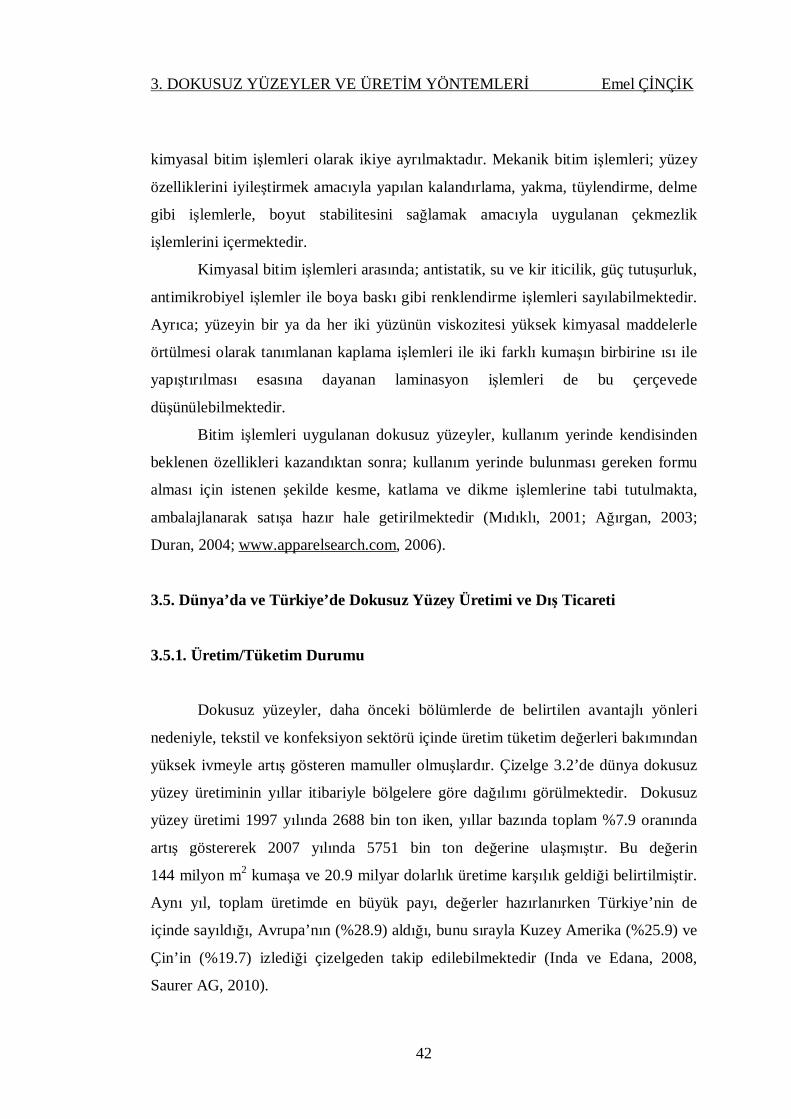
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
42
kimyasal bitim işlemleri olarak ikiye ayrılmaktadır. Mekanik bitim işlemleri; yüzey
özelliklerini iyileştirmek amacıyla yapılan kalandırlama, yakma, tüylendirme, delme
gibi işlemlerle, boyut stabilitesini sağlamak amacıyla uygulanan çekmezlik
işlemlerini içermektedir.
Kimyasal bitim işlemleri arasında; antistatik, su ve kir iticilik, güç tutuşurluk,
antimikrobiyel işlemler ile boya baskı gibi renklendirme işlemleri sayılabilmektedir.
Ayrıca; yüzeyin bir ya da her iki yüzünün viskozitesi yüksek kimyasal maddelerle
örtülmesi olarak tanımlanan kaplama işlemleri ile iki farklı kumaşın birbirine ısı ile
yapıştırılması esasına dayanan laminasyon işlemleri de bu çerçevede
düşünülebilmektedir.
Bitim işlemleri uygulanan dokusuz yüzeyler, kullanım yerinde kendisinden
beklenen özellikleri kazandıktan sonra; kullanım yerinde bulunması gereken formu
alması için istenen şekilde kesme, katlama ve dikme işlemlerine tabi tutulmakta,
ambalajlanarak satışa hazır hale getirilmektedir (Mıdıklı, 2001; Ağırgan, 2003;
Duran, 2004; www.apparelsearch.com, 2006).
3.5. Dünya’da ve Türkiye’de Dokusuz Yüzey Üretimi ve Dış Ticareti
3.5.1. Üretim/Tüketim Durumu
Dokusuz yüzeyler, daha önceki bölümlerde de belirtilen avantajlı yönleri
nedeniyle, tekstil ve konfeksiyon sektörü içinde üretim tüketim değerleri bakımından
yüksek ivmeyle artış gösteren mamuller olmuşlardır. Çizelge 3.2’de dünya dokusuz
yüzey üretiminin yıllar itibariyle bölgelere göre dağılımı görülmektedir. Dokusuz
yüzey üretimi 1997 yılında 2688 bin ton iken, yıllar bazında toplam %7.9 oranında
artış göstererek 2007 yılında 5751 bin ton değerine ulaşmıştır. Bu değerin
144 milyon m2 kumaşa ve 20.9 milyar dolarlık üretime karşılık geldiği belirtilmiştir.
Aynı yıl, toplam üretimde en büyük payı, değerler hazırlanırken Türkiye’nin de
içinde sayıldığı, Avrupa’nın (%28.9) aldığı, bunu sırayla Kuzey Amerika (%25.9) ve
Çin’in (%19.7) izlediği çizelgeden takip edilebilmektedir (Inda ve Edana, 2008,
Saurer AG, 2010).
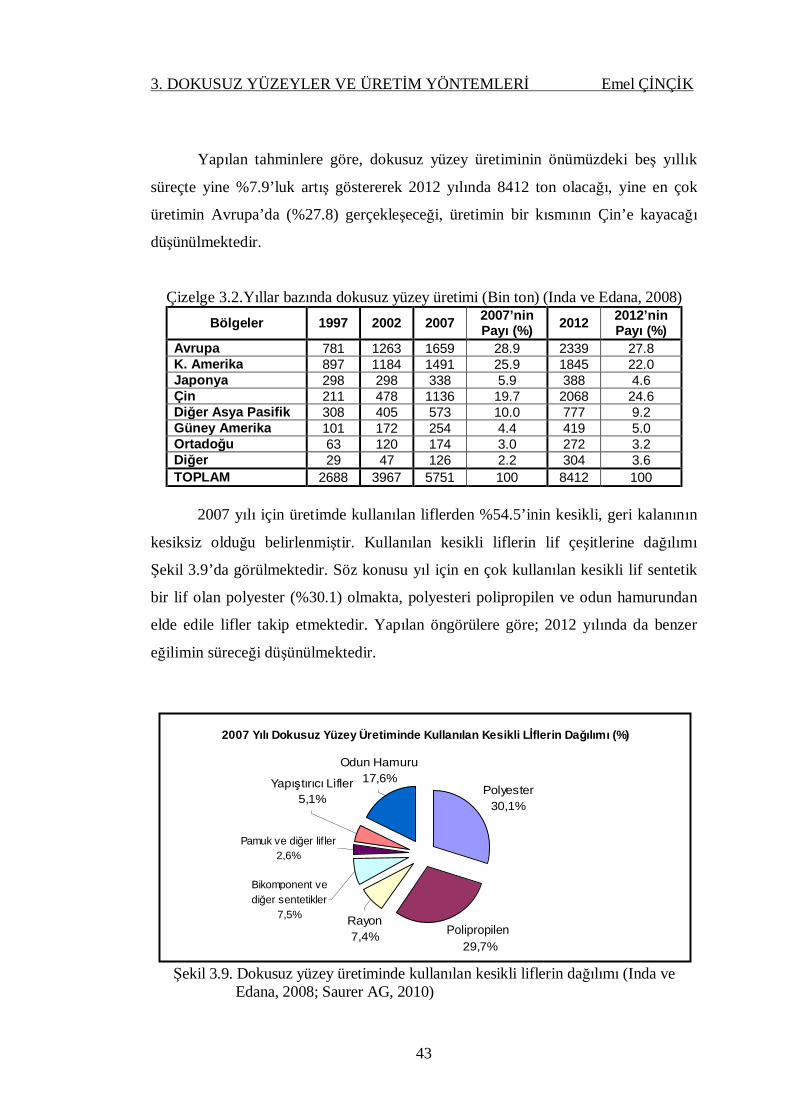
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
43
Yapılan tahminlere göre, dokusuz yüzey üretiminin önümüzdeki beş yıllık
süreçte yine %7.9’luk artış göstererek 2012 yılında 8412 ton olacağı, yine en çok
üretimin Avrupa’da (%27.8) gerçekleşeceği, üretimin bir kısmının Çin’e kayacağı
düşünülmektedir.
Çizelge 3.2.Yıllar bazında dokusuz yüzey üretimi (Bin ton) (Inda ve Edana, 2008) Bölgeler 1997 2002 2007 2007’nin
Payı (%) 2012 2012’nin Payı (%)
Avrupa 781 1263 1659 28.9 2339 27.8 K. Amerika 897 1184 1491 25.9 1845 22.0 Japonya 298 298 338 5.9 388 4.6 Çin 211 478 1136 19.7 2068 24.6 Diğer Asya Pasifik 308 405 573 10.0 777 9.2 Güney Amerika 101 172 254 4.4 419 5.0 Ortadoğu 63 120 174 3.0 272 3.2 Diğer 29 47 126 2.2 304 3.6 TOPLAM 2688 3967 5751 100 8412 100
2007 yılı için üretimde kullanılan liflerden %54.5’inin kesikli, geri kalanının
kesiksiz olduğu belirlenmiştir. Kullanılan kesikli liflerin lif çeşitlerine dağılımı
Şekil 3.9’da görülmektedir. Söz konusu yıl için en çok kullanılan kesikli lif sentetik
bir lif olan polyester (%30.1) olmakta, polyesteri polipropilen ve odun hamurundan
elde edile lifler takip etmektedir. Yapılan öngörülere göre; 2012 yılında da benzer
eğilimin süreceği düşünülmektedir.
Şekil 3.9. Dokusuz yüzey üretiminde kullanılan kesikli liflerin dağılımı (Inda ve
Edana, 2008; Saurer AG, 2010)
2007 Yılı Dokusuz Yüzey Üretiminde Kullanılan Kesikli Lİflerin Dağılımı (%)
Poipropilen29,7%
Polyester30,1%
Pamuk ve diğer lif ler2,6%
Bikomponent ve diğer sentetikler
7,5% Rayon7,4%
Yapıştırıcı Lifler5,1%
Odun Hamuru17,6%
Polipropilen
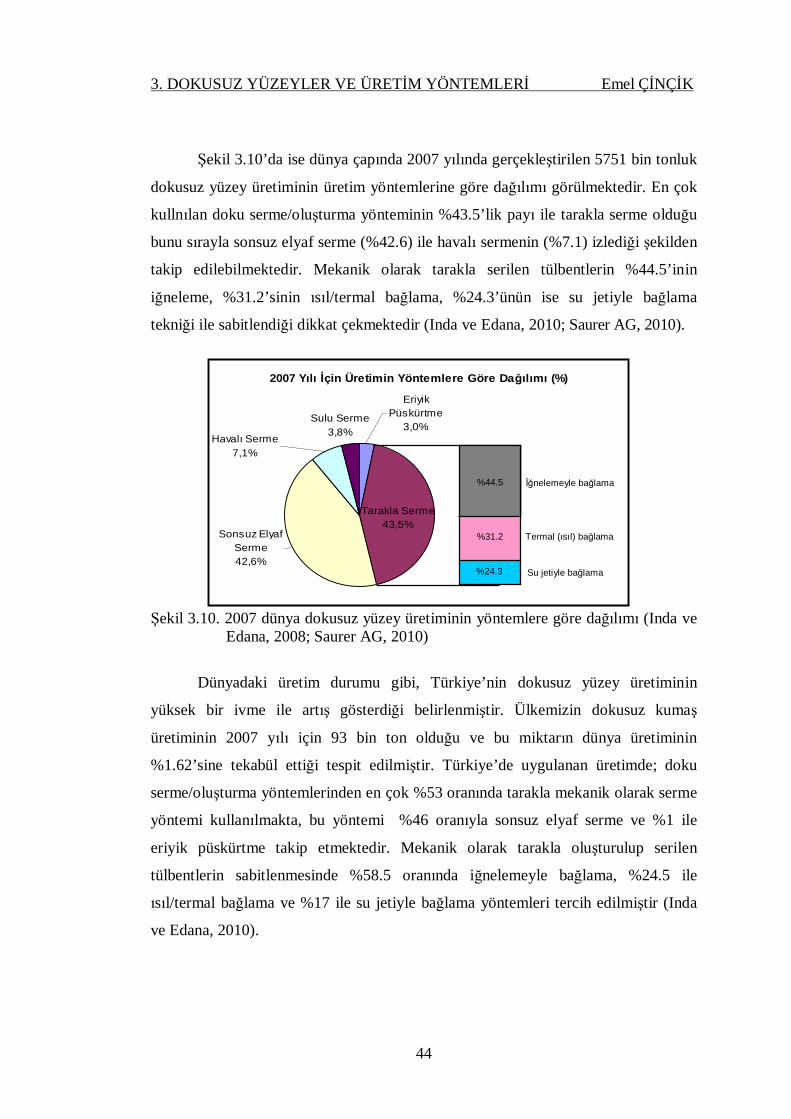
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
44
Şekil 3.10’da ise dünya çapında 2007 yılında gerçekleştirilen 5751 bin tonluk
dokusuz yüzey üretiminin üretim yöntemlerine göre dağılımı görülmektedir. En çok
kullnılan doku serme/oluşturma yönteminin %43.5’lik payı ile tarakla serme olduğu
bunu sırayla sonsuz elyaf serme (%42.6) ile havalı sermenin (%7.1) izlediği şekilden
takip edilebilmektedir. Mekanik olarak tarakla serilen tülbentlerin %44.5’inin
iğneleme, %31.2’sinin ısıl/termal bağlama, %24.3’ünün ise su jetiyle bağlama
tekniği ile sabitlendiği dikkat çekmektedir (Inda ve Edana, 2010; Saurer AG, 2010).
Şekil 3.10. 2007 dünya dokusuz yüzey üretiminin yöntemlere göre dağılımı (Inda ve
Edana, 2008; Saurer AG, 2010)
Dünyadaki üretim durumu gibi, Türkiye’nin dokusuz yüzey üretiminin
yüksek bir ivme ile artış gösterdiği belirlenmiştir. Ülkemizin dokusuz kumaş
üretiminin 2007 yılı için 93 bin ton olduğu ve bu miktarın dünya üretiminin
%1.62’sine tekabül ettiği tespit edilmiştir. Türkiye’de uygulanan üretimde; doku
serme/oluşturma yöntemlerinden en çok %53 oranında tarakla mekanik olarak serme
yöntemi kullanılmakta, bu yöntemi %46 oranıyla sonsuz elyaf serme ve %1 ile
eriyik püskürtme takip etmektedir. Mekanik olarak tarakla oluşturulup serilen
tülbentlerin sabitlenmesinde %58.5 oranında iğnelemeyle bağlama, %24.5 ile
ısıl/termal bağlama ve %17 ile su jetiyle bağlama yöntemleri tercih edilmiştir (Inda
ve Edana, 2010).
2007 Yılı İçin Üretimin Yöntemlere Göre Dağılımı (%)
Sulu Serme3,8%
Sonsuz Elyaf Serme42,6%
Tarakla Serme43,5%
Havalı Serme7,1%
Eriyik Püskürtme
3,0%
İğnelemeyle bağlama
Termal (ısıl) bağlama
Su jetiyle bağlama
%44.5
%31.2
%24.3
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
45
2007 yılı için dokusuz Yüzey Tüketiminin Kullanım Alanlarına Dağılımı (%)
Hijyen27,0%
Sağlık4,8%
Konfeksiyon5,3%
Mobilya8,8%
Filtrasyon6,6%
Otomotiv5,5%
Diğer Sanayi4,4%
İnşaat12,6%
Diğer13,3%
Emici Bez11,7%
Dünya dokusuz yüzey üretiminin %89’unu oluşturan Avrupa, Kuzey Amerika
ve Pasifik Asya bölgeleri tarafından üretilen dokusuz yüzeylerin 2007 yılı için
kullanım alanlarına dağılımı Şekil 3.11’de verilmektedir. Tüketilen mamullerin
%27’sinin hijyen, %12.4’ünün inşaat, %11.7’sinin emici bez, %8.8’inin mobilya
alanlarında kullanıldığı şekil incelendiğinde görülebilmektedir. Yapılan tahminlere
göre benzer eğilimin 2012 yılında da görüleceği düşünülmektedir.
Şekil 3.11. Dokusuz yüzey tüketiminin kullanım alanlarına dağılımı (Inda ve Edana, 2008)
3.5.2. İhracat/ithalat Durumu
Dünya İhracat/İthalat Durumu
Dünya dokusuz yüzey ticareti de üretimine paralel olarak, yıllar bazında
artarak gelişme göstermiştir. Çizelge 3.3’te dünya dokusuz yüzey ihracat ve ithalat
değerlerinin yıllar bazında değişimi bin dolar olarak verilmektedir. Hem ihracat hem
de ithalat yıllara göre artış göstermiştir. 2008 yılında ihracat 11.177798 milyon
dolara yükselmiştir. Aynı yıl dünya ihracatındaki %17.3’lük payı ile Almanya en çok
dokusuz yüzey ihraç eden ülke olmakta, Almanya’yı sırayla ABD, İtalya, Çin,
Japonya, Fransa izlemektedir. Türkiye ise ihracattan %0.9’luk pay almaktadır
(www.intracen.org, 2010).
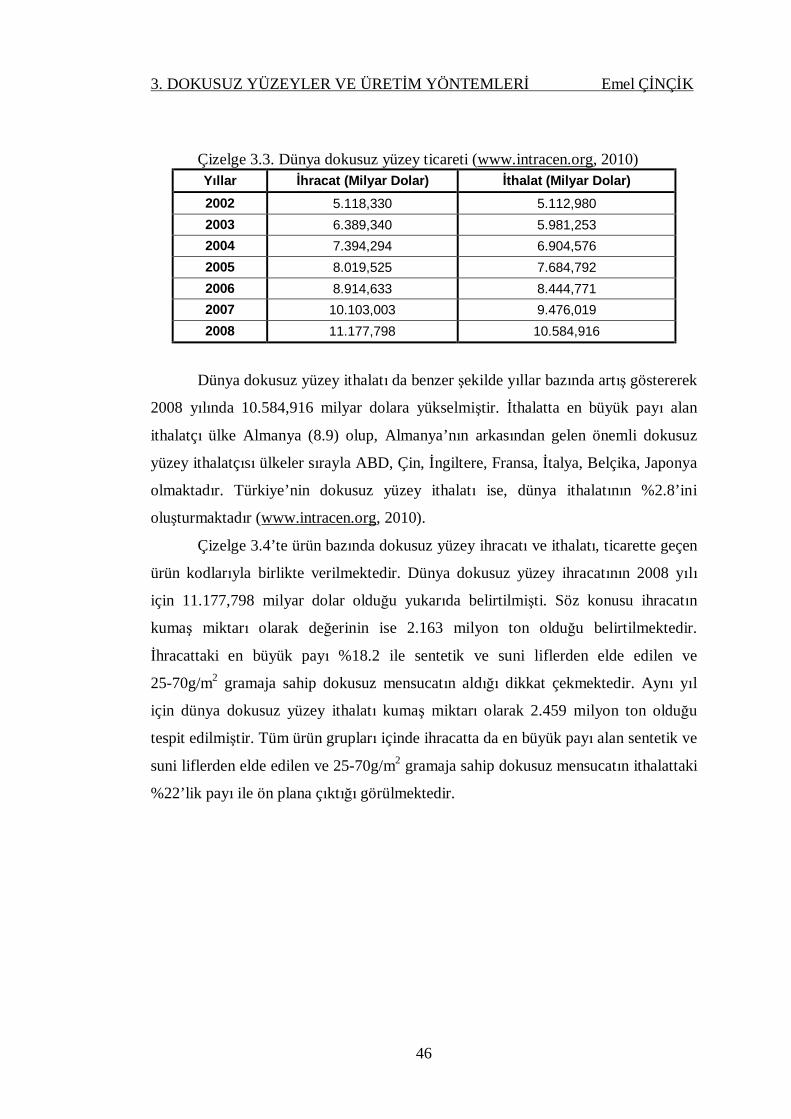
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
46
Çizelge 3.3. Dünya dokusuz yüzey ticareti (www.intracen.org, 2010) Yıllar İhracat (Milyar Dolar) İthalat (Milyar Dolar) 2002 5.118,330 5.112,980 2003 6.389,340 5.981,253 2004 7.394,294 6.904,576 2005 8.019,525 7.684,792 2006 8.914,633 8.444,771 2007 10.103,003 9.476,019 2008 11.177,798 10.584,916
Dünya dokusuz yüzey ithalatı da benzer şekilde yıllar bazında artış göstererek
2008 yılında 10.584,916 milyar dolara yükselmiştir. İthalatta en büyük payı alan
ithalatçı ülke Almanya (8.9) olup, Almanya’nın arkasından gelen önemli dokusuz
yüzey ithalatçısı ülkeler sırayla ABD, Çin, İngiltere, Fransa, İtalya, Belçika, Japonya
olmaktadır. Türkiye’nin dokusuz yüzey ithalatı ise, dünya ithalatının %2.8’ini
oluşturmaktadır (www.intracen.org, 2010).
Çizelge 3.4’te ürün bazında dokusuz yüzey ihracatı ve ithalatı, ticarette geçen
ürün kodlarıyla birlikte verilmektedir. Dünya dokusuz yüzey ihracatının 2008 yılı
için 11.177,798 milyar dolar olduğu yukarıda belirtilmişti. Söz konusu ihracatın
kumaş miktarı olarak değerinin ise 2.163 milyon ton olduğu belirtilmektedir.
İhracattaki en büyük payı %18.2 ile sentetik ve suni liflerden elde edilen ve
25-70g/m2 gramaja sahip dokusuz mensucatın aldığı dikkat çekmektedir. Aynı yıl
için dünya dokusuz yüzey ithalatı kumaş miktarı olarak 2.459 milyon ton olduğu
tespit edilmiştir. Tüm ürün grupları içinde ihracatta da en büyük payı alan sentetik ve
suni liflerden elde edilen ve 25-70g/m2 gramaja sahip dokusuz mensucatın ithalattaki
%22’lik payı ile ön plana çıktığı görülmektedir.
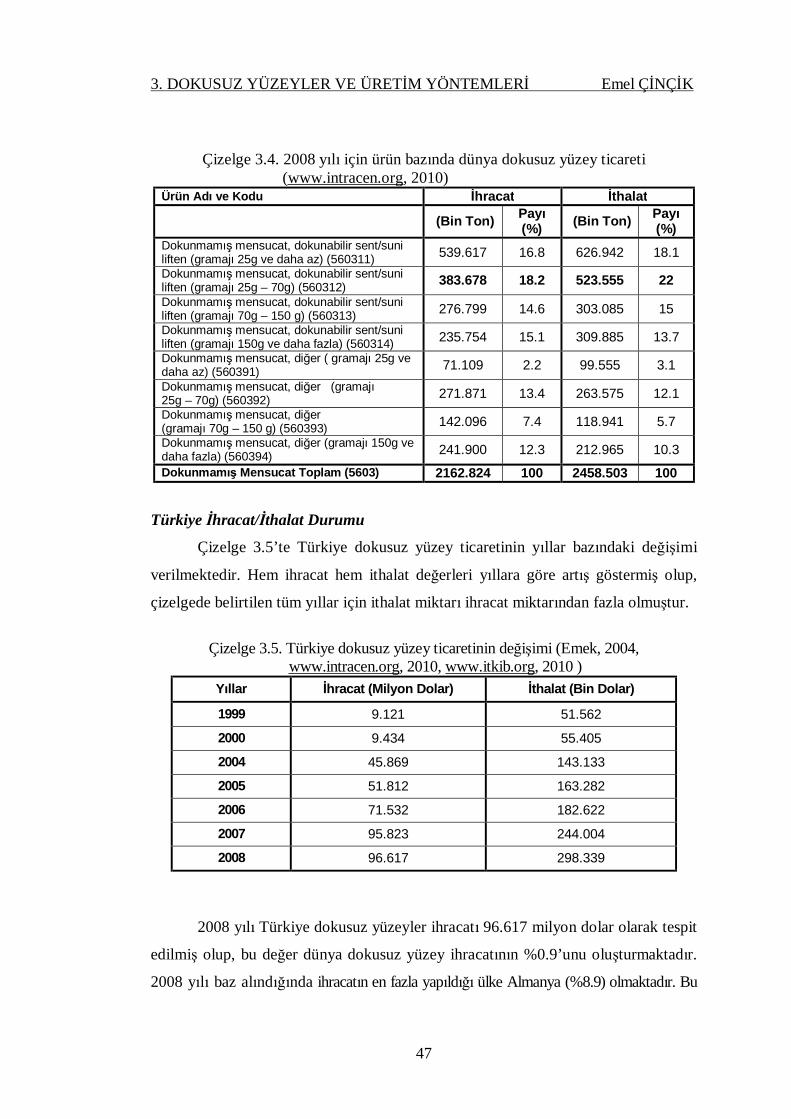
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
47
Çizelge 3.4. 2008 yılı için ürün bazında dünya dokusuz yüzey ticareti (www.intracen.org, 2010)
Ürün Adı ve Kodu İhracat İthalat
(Bin Ton) Payı (%) (Bin Ton) Payı
(%) Dokunmamış mensucat, dokunabilir sent/suni liften (gramajı 25g ve daha az) (560311) 539.617 16.8 626.942 18.1 Dokunmamış mensucat, dokunabilir sent/suni liften (gramajı 25g – 70g) (560312) 383.678 18.2 523.555 22 Dokunmamış mensucat, dokunabilir sent/suni liften (gramajı 70g – 150 g) (560313) 276.799 14.6 303.085 15 Dokunmamış mensucat, dokunabilir sent/suni liften (gramajı 150g ve daha fazla) (560314) 235.754 15.1 309.885 13.7 Dokunmamış mensucat, diğer ( gramajı 25g ve daha az) (560391) 71.109 2.2 99.555 3.1 Dokunmamış mensucat, diğer (gramajı 25g – 70g) (560392) 271.871 13.4 263.575 12.1 Dokunmamış mensucat, diğer (gramajı 70g – 150 g) (560393) 142.096 7.4 118.941 5.7 Dokunmamış mensucat, diğer (gramajı 150g ve daha fazla) (560394) 241.900 12.3 212.965 10.3
Dokunmamış Mensucat Toplam (5603) 2162.824 100 2458.503 100
Türkiye İhracat/İthalat Durumu
Çizelge 3.5’te Türkiye dokusuz yüzey ticaretinin yıllar bazındaki değişimi
verilmektedir. Hem ihracat hem ithalat değerleri yıllara göre artış göstermiş olup,
çizelgede belirtilen tüm yıllar için ithalat miktarı ihracat miktarından fazla olmuştur.
Çizelge 3.5. Türkiye dokusuz yüzey ticaretinin değişimi (Emek, 2004,
www.intracen.org, 2010, www.itkib.org, 2010 ) Yıllar İhracat (Milyon Dolar) İthalat (Bin Dolar)
1999 9.121 51.562
2000 9.434 55.405
2004 45.869 143.133
2005 51.812 163.282
2006 71.532 182.622
2007 95.823 244.004
2008 96.617 298.339
2008 yılı Türkiye dokusuz yüzeyler ihracatı 96.617 milyon dolar olarak tespit
edilmiş olup, bu değer dünya dokusuz yüzey ihracatının %0.9’unu oluşturmaktadır.
2008 yılı baz alındığında ihracatın en fazla yapıldığı ülke Almanya (%8.9) olmaktadır. Bu
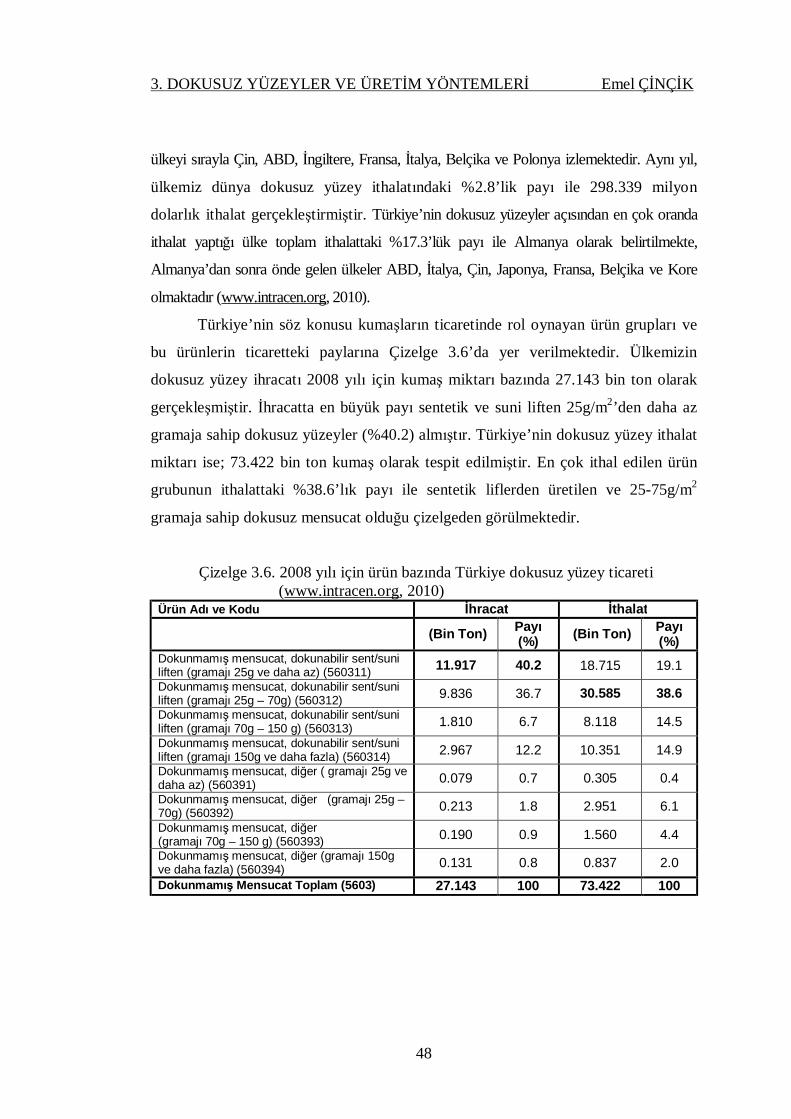
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
48
ülkeyi sırayla Çin, ABD, İngiltere, Fransa, İtalya, Belçika ve Polonya izlemektedir. Aynı yıl,
ülkemiz dünya dokusuz yüzey ithalatındaki %2.8’lik payı ile 298.339 milyon
dolarlık ithalat gerçekleştirmiştir. Türkiye’nin dokusuz yüzeyler açısından en çok oranda
ithalat yaptığı ülke toplam ithalattaki %17.3’lük payı ile Almanya olarak belirtilmekte,
Almanya’dan sonra önde gelen ülkeler ABD, İtalya, Çin, Japonya, Fransa, Belçika ve Kore
olmaktadır (www.intracen.org, 2010).
Türkiye’nin söz konusu kumaşların ticaretinde rol oynayan ürün grupları ve
bu ürünlerin ticaretteki paylarına Çizelge 3.6’da yer verilmektedir. Ülkemizin
dokusuz yüzey ihracatı 2008 yılı için kumaş miktarı bazında 27.143 bin ton olarak
gerçekleşmiştir. İhracatta en büyük payı sentetik ve suni liften 25g/m2’den daha az
gramaja sahip dokusuz yüzeyler (%40.2) almıştır. Türkiye’nin dokusuz yüzey ithalat
miktarı ise; 73.422 bin ton kumaş olarak tespit edilmiştir. En çok ithal edilen ürün
grubunun ithalattaki %38.6’lık payı ile sentetik liflerden üretilen ve 25-75g/m2
gramaja sahip dokusuz mensucat olduğu çizelgeden görülmektedir.
Çizelge 3.6. 2008 yılı için ürün bazında Türkiye dokusuz yüzey ticareti (www.intracen.org, 2010)
Ürün Adı ve Kodu İhracat İthalat
(Bin Ton) Payı (%) (Bin Ton) Payı
(%) Dokunmamış mensucat, dokunabilir sent/suni liften (gramajı 25g ve daha az) (560311) 11.917 40.2 18.715 19.1 Dokunmamış mensucat, dokunabilir sent/suni liften (gramajı 25g – 70g) (560312) 9.836 36.7 30.585 38.6 Dokunmamış mensucat, dokunabilir sent/suni liften (gramajı 70g – 150 g) (560313) 1.810 6.7 8.118 14.5 Dokunmamış mensucat, dokunabilir sent/suni liften (gramajı 150g ve daha fazla) (560314) 2.967 12.2 10.351 14.9 Dokunmamış mensucat, diğer ( gramajı 25g ve daha az) (560391) 0.079 0.7 0.305 0.4 Dokunmamış mensucat, diğer (gramajı 25g – 70g) (560392) 0.213 1.8 2.951 6.1 Dokunmamış mensucat, diğer (gramajı 70g – 150 g) (560393) 0.190 0.9 1.560 4.4 Dokunmamış mensucat, diğer (gramajı 150g ve daha fazla) (560394) 0.131 0.8 0.837 2.0 Dokunmamış Mensucat Toplam (5603) 27.143 100 73.422 100
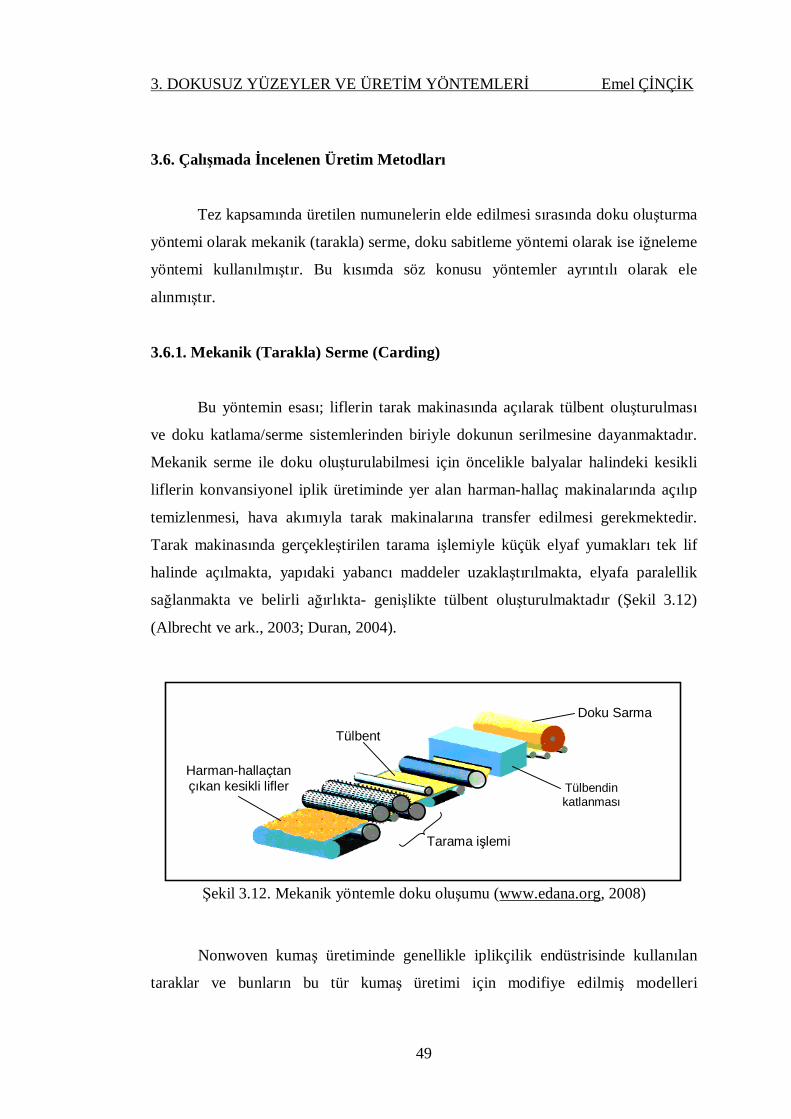
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
49
3.6. Çalışmada İncelenen Üretim Metodları
Tez kapsamında üretilen numunelerin elde edilmesi sırasında doku oluşturma
yöntemi olarak mekanik (tarakla) serme, doku sabitleme yöntemi olarak ise iğneleme
yöntemi kullanılmıştır. Bu kısımda söz konusu yöntemler ayrıntılı olarak ele
alınmıştır.
3.6.1. Mekanik (Tarakla) Serme (Carding)
Bu yöntemin esası; liflerin tarak makinasında açılarak tülbent oluşturulması
ve doku katlama/serme sistemlerinden biriyle dokunun serilmesine dayanmaktadır.
Mekanik serme ile doku oluşturulabilmesi için öncelikle balyalar halindeki kesikli
liflerin konvansiyonel iplik üretiminde yer alan harman-hallaç makinalarında açılıp
temizlenmesi, hava akımıyla tarak makinalarına transfer edilmesi gerekmektedir.
Tarak makinasında gerçekleştirilen tarama işlemiyle küçük elyaf yumakları tek lif
halinde açılmakta, yapıdaki yabancı maddeler uzaklaştırılmakta, elyafa paralellik
sağlanmakta ve belirli ağırlıkta- genişlikte tülbent oluşturulmaktadır (Şekil 3.12)
(Albrecht ve ark., 2003; Duran, 2004).
Şekil 3.12. Mekanik yöntemle doku oluşumu (www.edana.org, 2008)
Nonwoven kumaş üretiminde genellikle iplikçilik endüstrisinde kullanılan
taraklar ve bunların bu tür kumaş üretimi için modifiye edilmiş modelleri
Harman-hallaçtan çıkan kesikli lifler
Tarama işlemi
Tülbent
Tülbendin katlanması
Doku Sarma
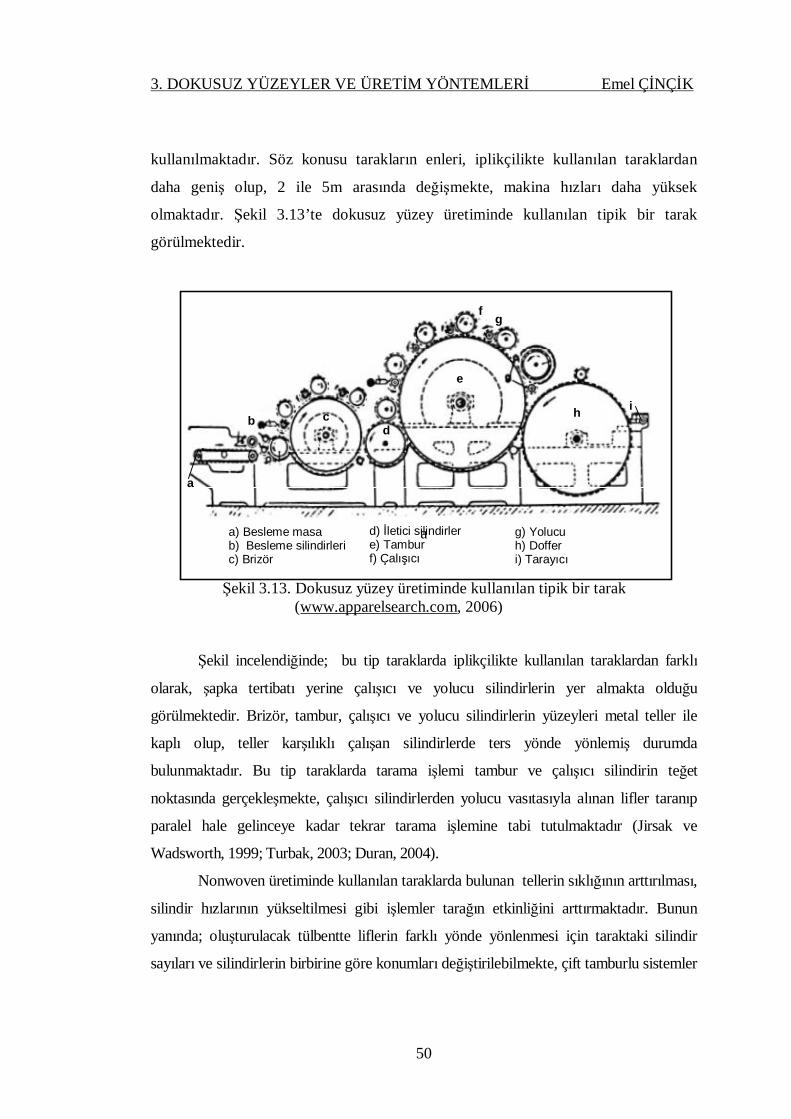
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
50
kullanılmaktadır. Söz konusu tarakların enleri, iplikçilikte kullanılan taraklardan
daha geniş olup, 2 ile 5m arasında değişmekte, makina hızları daha yüksek
olmaktadır. Şekil 3.13’te dokusuz yüzey üretiminde kullanılan tipik bir tarak
görülmektedir.
a
Şekil 3.13. Dokusuz yüzey üretiminde kullanılan tipik bir tarak (www.apparelsearch.com, 2006)
Şekil incelendiğinde; bu tip taraklarda iplikçilikte kullanılan taraklardan farklı
olarak, şapka tertibatı yerine çalışıcı ve yolucu silindirlerin yer almakta olduğu
görülmektedir. Brizör, tambur, çalışıcı ve yolucu silindirlerin yüzeyleri metal teller ile
kaplı olup, teller karşılıklı çalışan silindirlerde ters yönde yönlemiş durumda
bulunmaktadır. Bu tip taraklarda tarama işlemi tambur ve çalışıcı silindirin teğet
noktasında gerçekleşmekte, çalışıcı silindirlerden yolucu vasıtasıyla alınan lifler taranıp
paralel hale gelinceye kadar tekrar tarama işlemine tabi tutulmaktadır (Jirsak ve
Wadsworth, 1999; Turbak, 2003; Duran, 2004).
Nonwoven üretiminde kullanılan taraklarda bulunan tellerin sıklığının arttırılması,
silindir hızlarının yükseltilmesi gibi işlemler tarağın etkinliğini arttırmaktadır. Bunun
yanında; oluşturulacak tülbentte liflerin farklı yönde yönlenmesi için taraktaki silindir
sayıları ve silindirlerin birbirine göre konumları değiştirilebilmekte, çift tamburlu sistemler
a
b c d
e
f g
h i
a) Besleme masa b) Besleme silindirleri c) Brizör
g) Yolucu h) Doffer i) Tarayıcı
d) İletici silindirler e) Tambur f) Çalışıcı
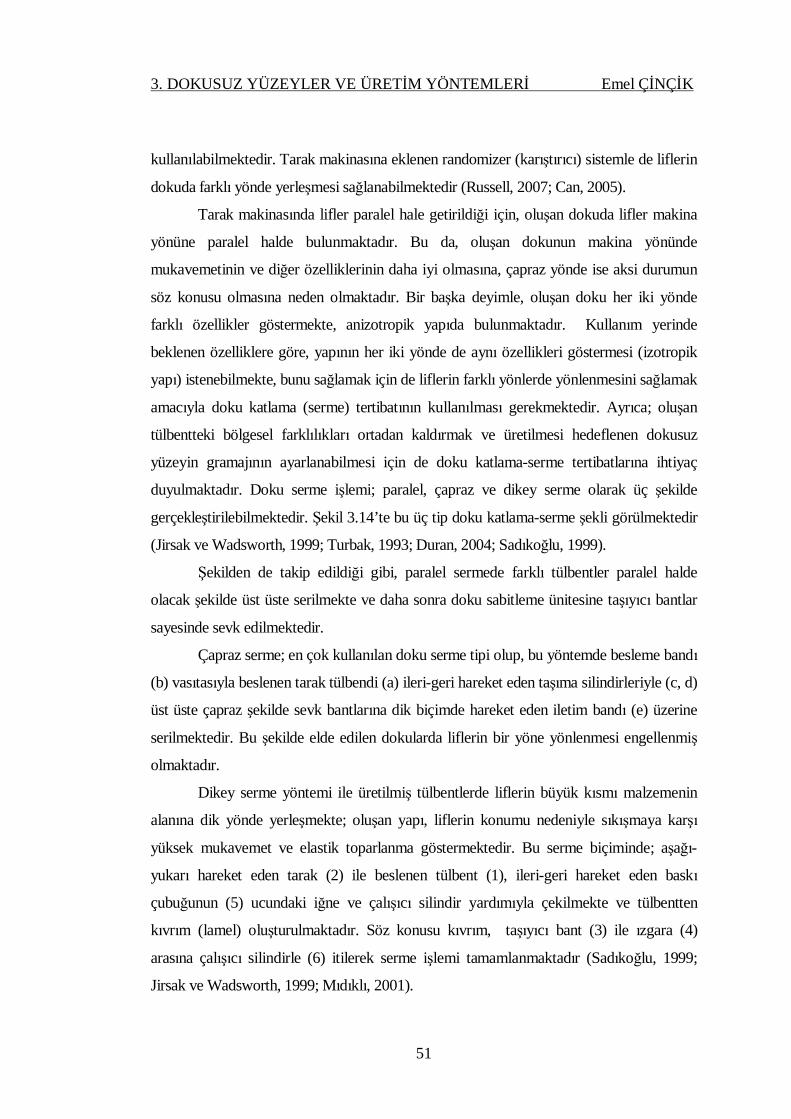
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
51
kullanılabilmektedir. Tarak makinasına eklenen randomizer (karıştırıcı) sistemle de liflerin
dokuda farklı yönde yerleşmesi sağlanabilmektedir (Russell, 2007; Can, 2005).
Tarak makinasında lifler paralel hale getirildiği için, oluşan dokuda lifler makina
yönüne paralel halde bulunmaktadır. Bu da, oluşan dokunun makina yönünde
mukavemetinin ve diğer özelliklerinin daha iyi olmasına, çapraz yönde ise aksi durumun
söz konusu olmasına neden olmaktadır. Bir başka deyimle, oluşan doku her iki yönde
farklı özellikler göstermekte, anizotropik yapıda bulunmaktadır. Kullanım yerinde
beklenen özelliklere göre, yapının her iki yönde de aynı özellikleri göstermesi (izotropik
yapı) istenebilmekte, bunu sağlamak için de liflerin farklı yönlerde yönlenmesini sağlamak
amacıyla doku katlama (serme) tertibatının kullanılması gerekmektedir. Ayrıca; oluşan
tülbentteki bölgesel farklılıkları ortadan kaldırmak ve üretilmesi hedeflenen dokusuz
yüzeyin gramajının ayarlanabilmesi için de doku katlama-serme tertibatlarına ihtiyaç
duyulmaktadır. Doku serme işlemi; paralel, çapraz ve dikey serme olarak üç şekilde
gerçekleştirilebilmektedir. Şekil 3.14’te bu üç tip doku katlama-serme şekli görülmektedir
(Jirsak ve Wadsworth, 1999; Turbak, 1993; Duran, 2004; Sadıkoğlu, 1999).
Şekilden de takip edildiği gibi, paralel sermede farklı tülbentler paralel halde
olacak şekilde üst üste serilmekte ve daha sonra doku sabitleme ünitesine taşıyıcı bantlar
sayesinde sevk edilmektedir.
Çapraz serme; en çok kullanılan doku serme tipi olup, bu yöntemde besleme bandı
(b) vasıtasıyla beslenen tarak tülbendi (a) ileri-geri hareket eden taşıma silindirleriyle (c, d)
üst üste çapraz şekilde sevk bantlarına dik biçimde hareket eden iletim bandı (e) üzerine
serilmektedir. Bu şekilde elde edilen dokularda liflerin bir yöne yönlenmesi engellenmiş
olmaktadır.
Dikey serme yöntemi ile üretilmiş tülbentlerde liflerin büyük kısmı malzemenin
alanına dik yönde yerleşmekte; oluşan yapı, liflerin konumu nedeniyle sıkışmaya karşı
yüksek mukavemet ve elastik toparlanma göstermektedir. Bu serme biçiminde; aşağı-
yukarı hareket eden tarak (2) ile beslenen tülbent (1), ileri-geri hareket eden baskı
çubuğunun (5) ucundaki iğne ve çalışıcı silindir yardımıyla çekilmekte ve tülbentten
kıvrım (lamel) oluşturulmaktadır. Söz konusu kıvrım, taşıyıcı bant (3) ile ızgara (4)
arasına çalışıcı silindirle (6) itilerek serme işlemi tamamlanmaktadır (Sadıkoğlu, 1999;
Jirsak ve Wadsworth, 1999; Mıdıklı, 2001).
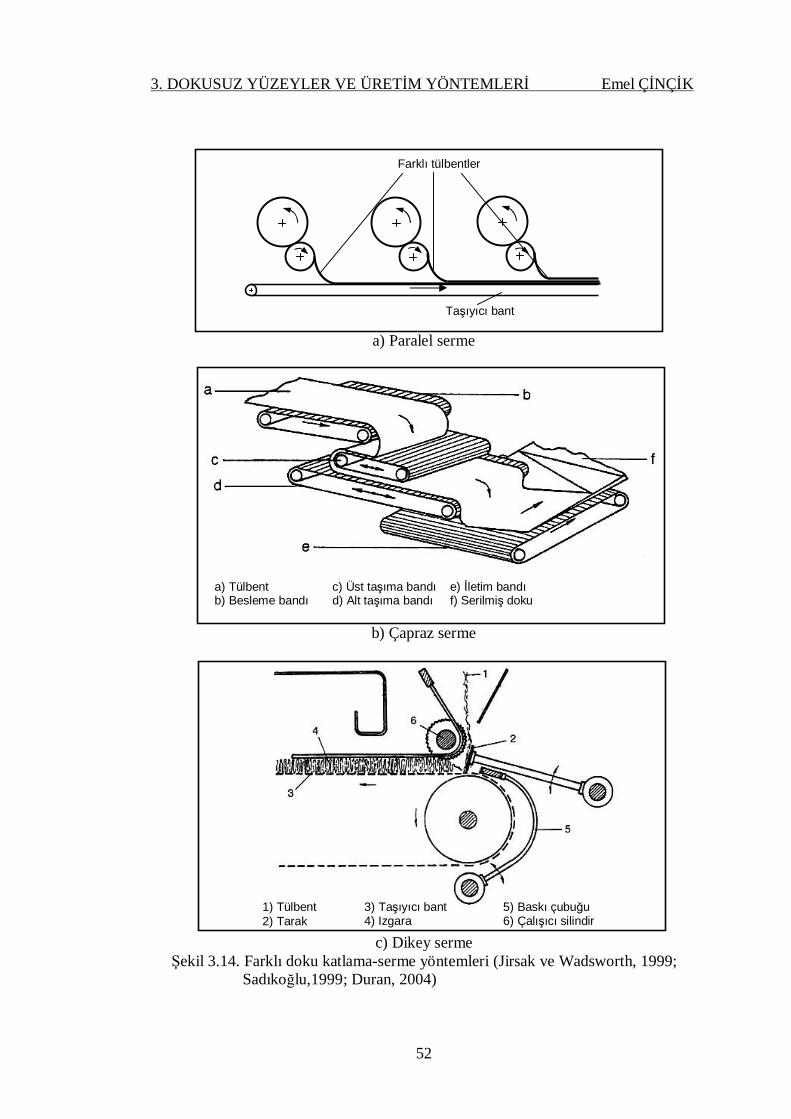
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
52
a) Paralel serme
b) Çapraz serme
c) Dikey serme Şekil 3.14. Farklı doku katlama-serme yöntemleri (Jirsak ve Wadsworth, 1999;
Sadıkoğlu,1999; Duran, 2004)
a) Tülbent b) Besleme bandı
c) Üst taşıma bandı d) Alt taşıma bandı
e) İletim bandı f) Serilmiş doku
Farklı tülbentler
Taşıyıcı bant
1) Tülbent 2) Tarak
3) Taşıyıcı bant 4) Izgara
5) Baskı çubuğu 6) Çalışıcı silindir
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
53
3.6.2. İğneleme (Needle-Punch) Yöntemi
Her türlü elyaf için uygun olan bu yöntem, bütün doku oluşturma yöntemleri
ile elde edilmiş dokuların bağlanmasında kullanılabilmektedir. Şekil 3.15’te çalışma
prensibi ile iğnelerin hareketinin görüldüğü bu teknik, özel dizayn edilen ve üzerinde
çentikler bulunan iğnelerin doku üzerine dikey olarak indirilmesi ve çekilmesi
esasına dayanmaktadır. İğnelerin yapıya dikey olarak girip çıkmasıyla yapıdaki lifler
iğnelerin çıkıntıları sayesinde birbirlerinin içerisinden çekilerek dolaştırılmakta ve
tülbent sabitlenmektedir (Kerr, 1972; Jirsak ve Wadsworth, 1999; Duran, 2004;).
Şekil 3.15. İğneleme hareketi (www.apparelsearch.com, 2006; www.edana.org, 2010)
Şekil 3.16’da tipik bir iğneleme makinası ve ana elemanları gösterilmektedir.
Bu tip makinalarda, iğne tablası üzerinde yer alan çentikli iğneler, üst levhanın
deliklerinden geçmekte, doku içerisine periyodik aralıklarla batıp çıkmaktadır.
Üzerinde iğne geçişi için delikler bulunan üst levha ile üzerinde lameller bulunan alt
levha, sabitlenmek istenen tülbente ve iğnelere kılavuzluk görevi yapmaktadır. Her
dalışta iğneler belirli sayıda lifi yakalayarak dokunun içinden çekmekte, liflerin
birbirine dolaşarak bağlanması sağlanmaktadır. İğneler geri çekildiğinde, bağlanan
dokusuz yüzey sevk bandı ile hareket ettirilmekte ve oluşan kumaş sarılmaktadır
(Jirsak ve Wadsworth, 1999; Russell, 2007; Duran, 2004).
İğne tablası
İğneler Bağlanmamış
doku
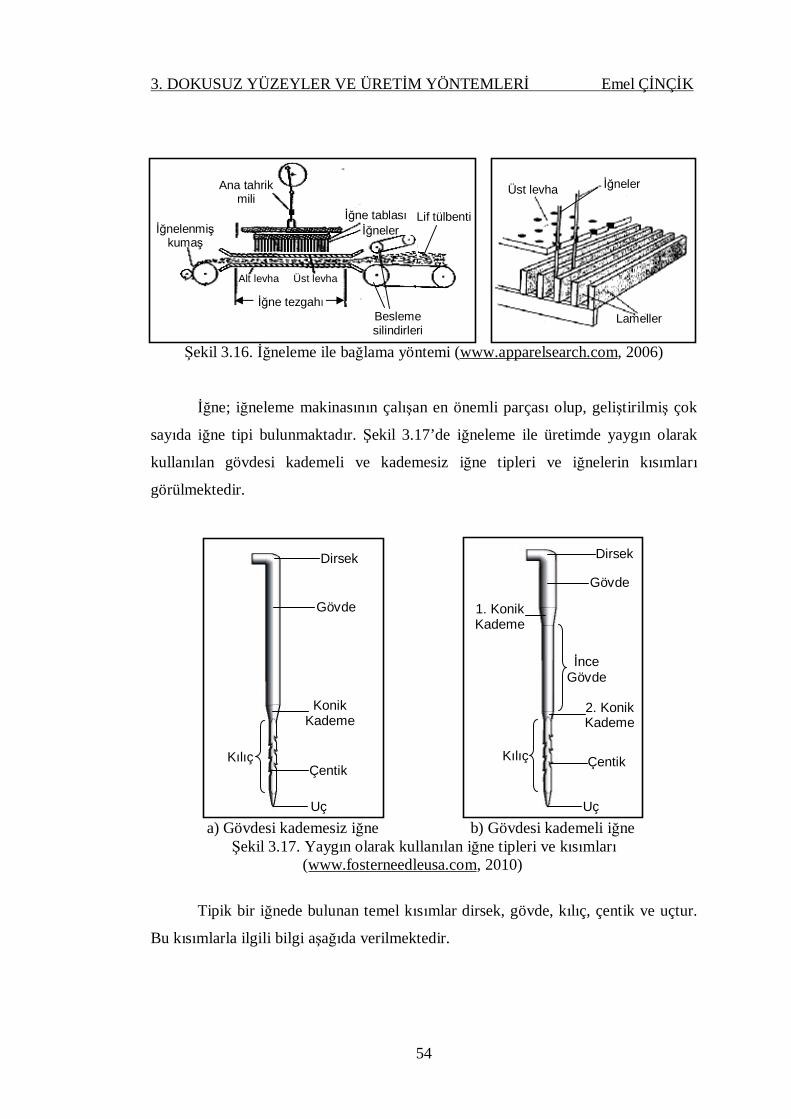
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
54
Şekil 3.16. İğneleme ile bağlama yöntemi (www.apparelsearch.com, 2006)
İğne; iğneleme makinasının çalışan en önemli parçası olup, geliştirilmiş çok
sayıda iğne tipi bulunmaktadır. Şekil 3.17’de iğneleme ile üretimde yaygın olarak
kullanılan gövdesi kademeli ve kademesiz iğne tipleri ve iğnelerin kısımları
görülmektedir.
a) Gövdesi kademesiz iğne b) Gövdesi kademeli iğne Şekil 3.17. Yaygın olarak kullanılan iğne tipleri ve kısımları
(www.fosterneedleusa.com, 2010)
Tipik bir iğnede bulunan temel kısımlar dirsek, gövde, kılıç, çentik ve uçtur.
Bu kısımlarla ilgili bilgi aşağıda verilmektedir.
Lif tülbenti
Besleme silindirleri
Üst levha Alt levha
İğne tablası İğneler
Ana tahrik mili
İğnelenmiş kumaş
İğne tezgahı
Üst levha İğneler
Lameller
Dirsek
Gövde
Çentik
Uç
Kılıç
Konik Kademe
Dirsek
Gövde
1. Konik Kademe
2. Konik Kademe
İnce Gövde
Kılıç Çentik
Uç
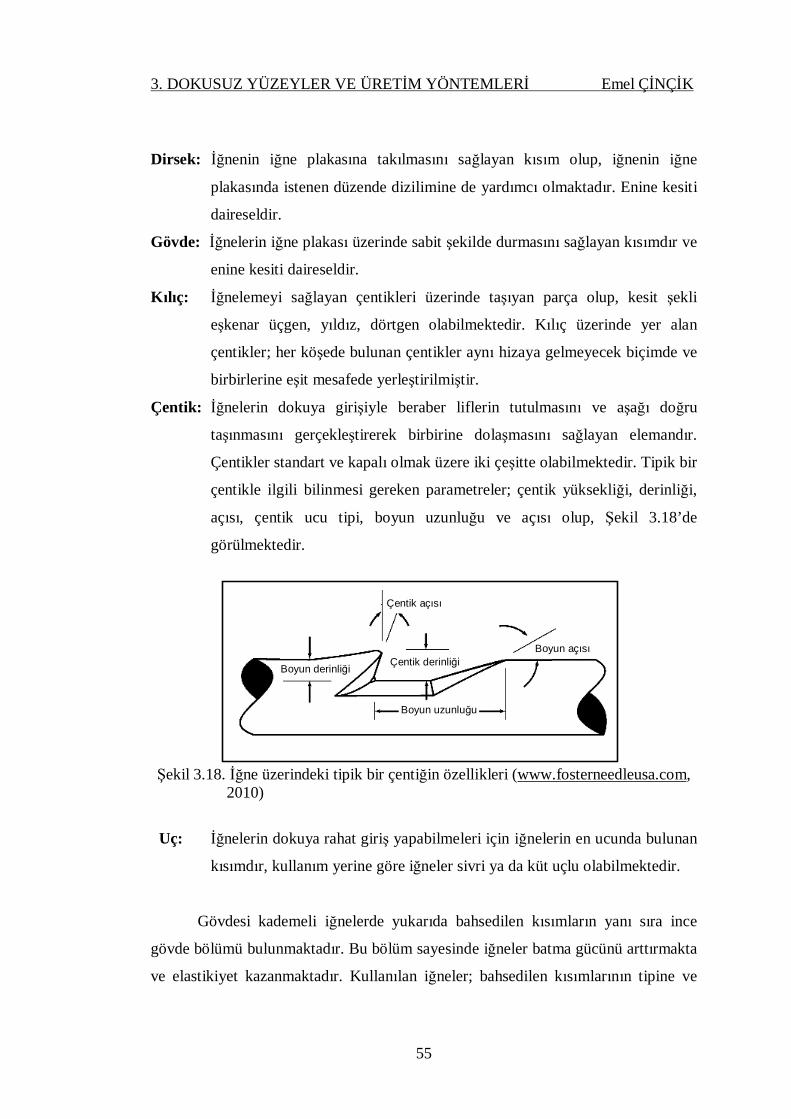
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
55
Dirsek: İğnenin iğne plakasına takılmasını sağlayan kısım olup, iğnenin iğne
plakasında istenen düzende dizilimine de yardımcı olmaktadır. Enine kesiti
daireseldir.
Gövde: İğnelerin iğne plakası üzerinde sabit şekilde durmasını sağlayan kısımdır ve
enine kesiti daireseldir.
Kılıç: İğnelemeyi sağlayan çentikleri üzerinde taşıyan parça olup, kesit şekli
eşkenar üçgen, yıldız, dörtgen olabilmektedir. Kılıç üzerinde yer alan
çentikler; her köşede bulunan çentikler aynı hizaya gelmeyecek biçimde ve
birbirlerine eşit mesafede yerleştirilmiştir.
Çentik: İğnelerin dokuya girişiyle beraber liflerin tutulmasını ve aşağı doğru
taşınmasını gerçekleştirerek birbirine dolaşmasını sağlayan elemandır.
Çentikler standart ve kapalı olmak üzere iki çeşitte olabilmektedir. Tipik bir
çentikle ilgili bilinmesi gereken parametreler; çentik yüksekliği, derinliği,
açısı, çentik ucu tipi, boyun uzunluğu ve açısı olup, Şekil 3.18’de
görülmektedir.
Şekil 3.18. İğne üzerindeki tipik bir çentiğin özellikleri (www.fosterneedleusa.com, 2010)
Uç: İğnelerin dokuya rahat giriş yapabilmeleri için iğnelerin en ucunda bulunan
kısımdır, kullanım yerine göre iğneler sivri ya da küt uçlu olabilmektedir.
Gövdesi kademeli iğnelerde yukarıda bahsedilen kısımların yanı sıra ince
gövde bölümü bulunmaktadır. Bu bölüm sayesinde iğneler batma gücünü arttırmakta
ve elastikiyet kazanmaktadır. Kullanılan iğneler; bahsedilen kısımlarının tipine ve
Boyun derinliği
Boyun uzunluğu
Çentik açısı
Çentik derinliği Boyun açısı
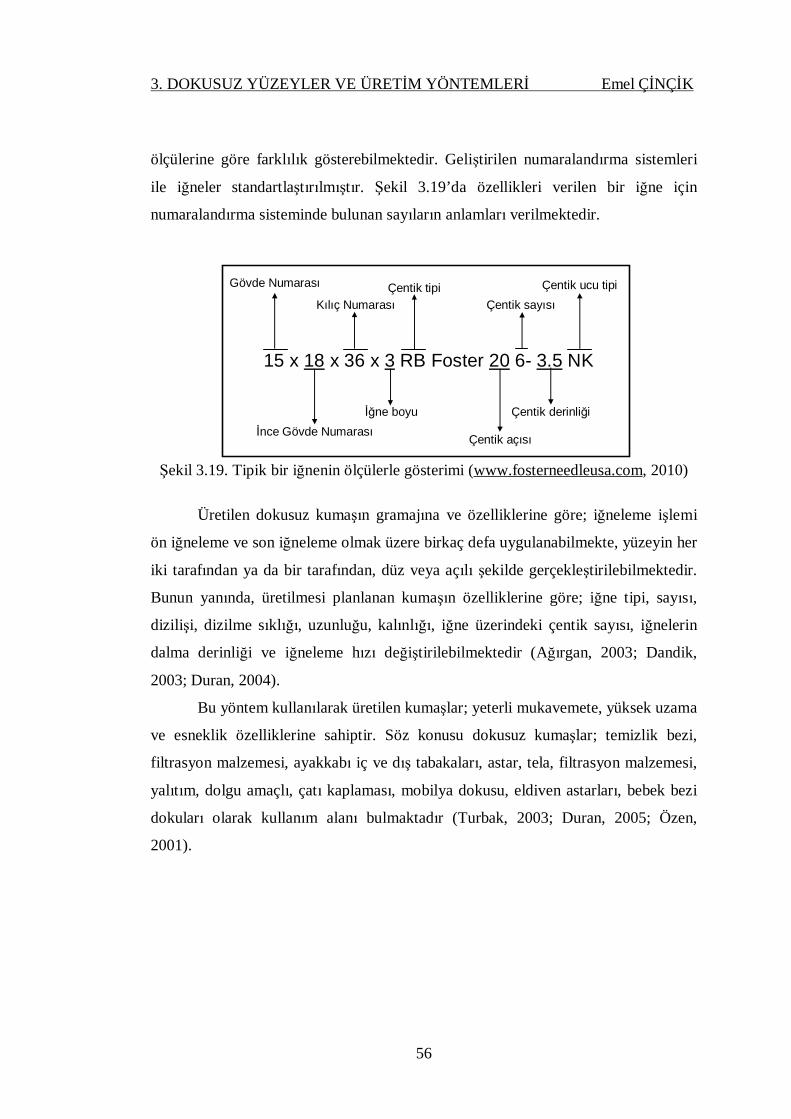
3. DOKUSUZ YÜZEYLER VE ÜRETİM YÖNTEMLERİ Emel ÇİNÇİK
56
ölçülerine göre farklılık gösterebilmektedir. Geliştirilen numaralandırma sistemleri
ile iğneler standartlaştırılmıştır. Şekil 3.19’da özellikleri verilen bir iğne için
numaralandırma sisteminde bulunan sayıların anlamları verilmektedir.
Şekil 3.19. Tipik bir iğnenin ölçülerle gösterimi (www.fosterneedleusa.com, 2010)
Üretilen dokusuz kumaşın gramajına ve özelliklerine göre; iğneleme işlemi
ön iğneleme ve son iğneleme olmak üzere birkaç defa uygulanabilmekte, yüzeyin her
iki tarafından ya da bir tarafından, düz veya açılı şekilde gerçekleştirilebilmektedir.
Bunun yanında, üretilmesi planlanan kumaşın özelliklerine göre; iğne tipi, sayısı,
dizilişi, dizilme sıklığı, uzunluğu, kalınlığı, iğne üzerindeki çentik sayısı, iğnelerin
dalma derinliği ve iğneleme hızı değiştirilebilmektedir (Ağırgan, 2003; Dandik,
2003; Duran, 2004).
Bu yöntem kullanılarak üretilen kumaşlar; yeterli mukavemete, yüksek uzama
ve esneklik özelliklerine sahiptir. Söz konusu dokusuz kumaşlar; temizlik bezi,
filtrasyon malzemesi, ayakkabı iç ve dış tabakaları, astar, tela, filtrasyon malzemesi,
yalıtım, dolgu amaçlı, çatı kaplaması, mobilya dokusu, eldiven astarları, bebek bezi
dokuları olarak kullanım alanı bulmaktadır (Turbak, 2003; Duran, 2005; Özen,
2001).
15 x 18 x 36 x 3 RB Foster 20 6- 3.5 NK
Gövde Numarası
İnce Gövde Numarası
Kılıç Numarası
İğne boyu
Çentik tipi
Çentik açısı
Çentik sayısı Çentik ucu tipi
Çentik derinliği
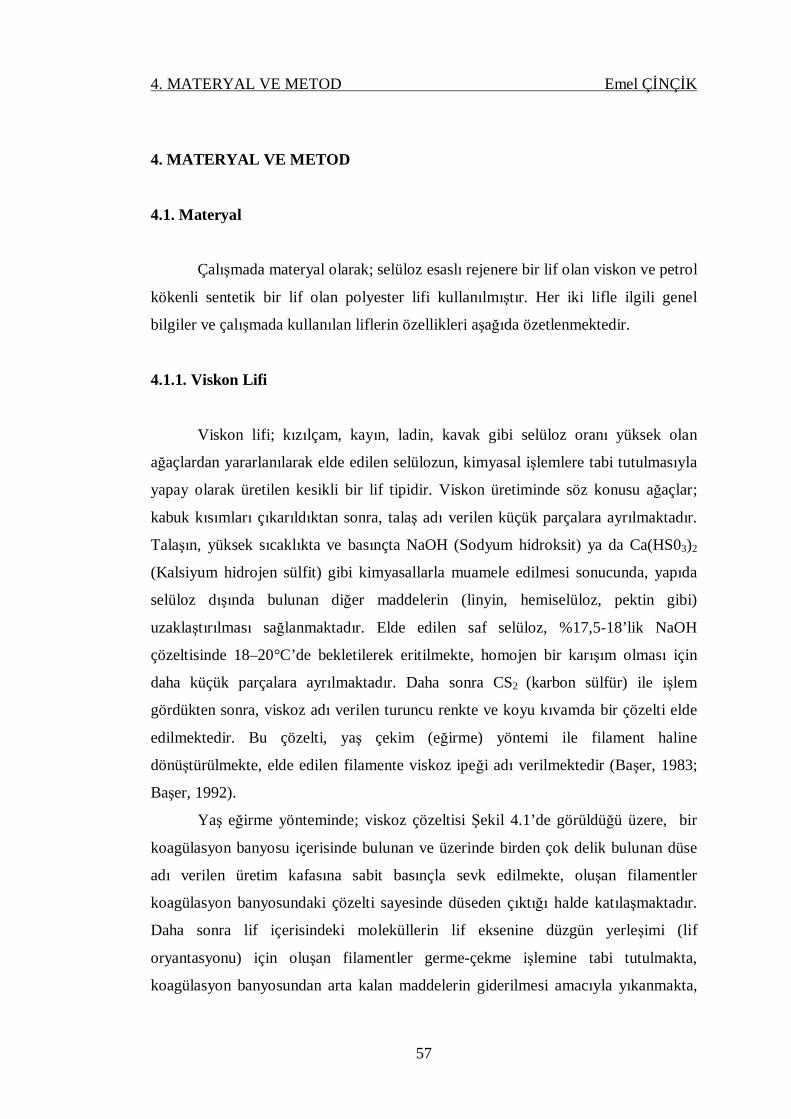
4. MATERYAL VE METOD Emel ÇİNÇİK
57
4. MATERYAL VE METOD
4.1. Materyal
Çalışmada materyal olarak; selüloz esaslı rejenere bir lif olan viskon ve petrol
kökenli sentetik bir lif olan polyester lifi kullanılmıştır. Her iki lifle ilgili genel
bilgiler ve çalışmada kullanılan liflerin özellikleri aşağıda özetlenmektedir.
4.1.1. Viskon Lifi
Viskon lifi; kızılçam, kayın, ladin, kavak gibi selüloz oranı yüksek olan
ağaçlardan yararlanılarak elde edilen selülozun, kimyasal işlemlere tabi tutulmasıyla
yapay olarak üretilen kesikli bir lif tipidir. Viskon üretiminde söz konusu ağaçlar;
kabuk kısımları çıkarıldıktan sonra, talaş adı verilen küçük parçalara ayrılmaktadır.
Talaşın, yüksek sıcaklıkta ve basınçta NaOH (Sodyum hidroksit) ya da Ca(HS03)2
(Kalsiyum hidrojen sülfit) gibi kimyasallarla muamele edilmesi sonucunda, yapıda
selüloz dışında bulunan diğer maddelerin (linyin, hemiselüloz, pektin gibi)
uzaklaştırılması sağlanmaktadır. Elde edilen saf selüloz, %17,5-18’lik NaOH
çözeltisinde 18–20°C’de bekletilerek eritilmekte, homojen bir karışım olması için
daha küçük parçalara ayrılmaktadır. Daha sonra CS2 (karbon sülfür) ile işlem
gördükten sonra, viskoz adı verilen turuncu renkte ve koyu kıvamda bir çözelti elde
edilmektedir. Bu çözelti, yaş çekim (eğirme) yöntemi ile filament haline
dönüştürülmekte, elde edilen filamente viskoz ipeği adı verilmektedir (Başer, 1983;
Başer, 1992).
Yaş eğirme yönteminde; viskoz çözeltisi Şekil 4.1’de görüldüğü üzere, bir
koagülasyon banyosu içerisinde bulunan ve üzerinde birden çok delik bulunan düse
adı verilen üretim kafasına sabit basınçla sevk edilmekte, oluşan filamentler
koagülasyon banyosundaki çözelti sayesinde düseden çıktığı halde katılaşmaktadır.
Daha sonra lif içerisindeki moleküllerin lif eksenine düzgün yerleşimi (lif
oryantasyonu) için oluşan filamentler germe-çekme işlemine tabi tutulmakta,
koagülasyon banyosundan arta kalan maddelerin giderilmesi amacıyla yıkanmakta,
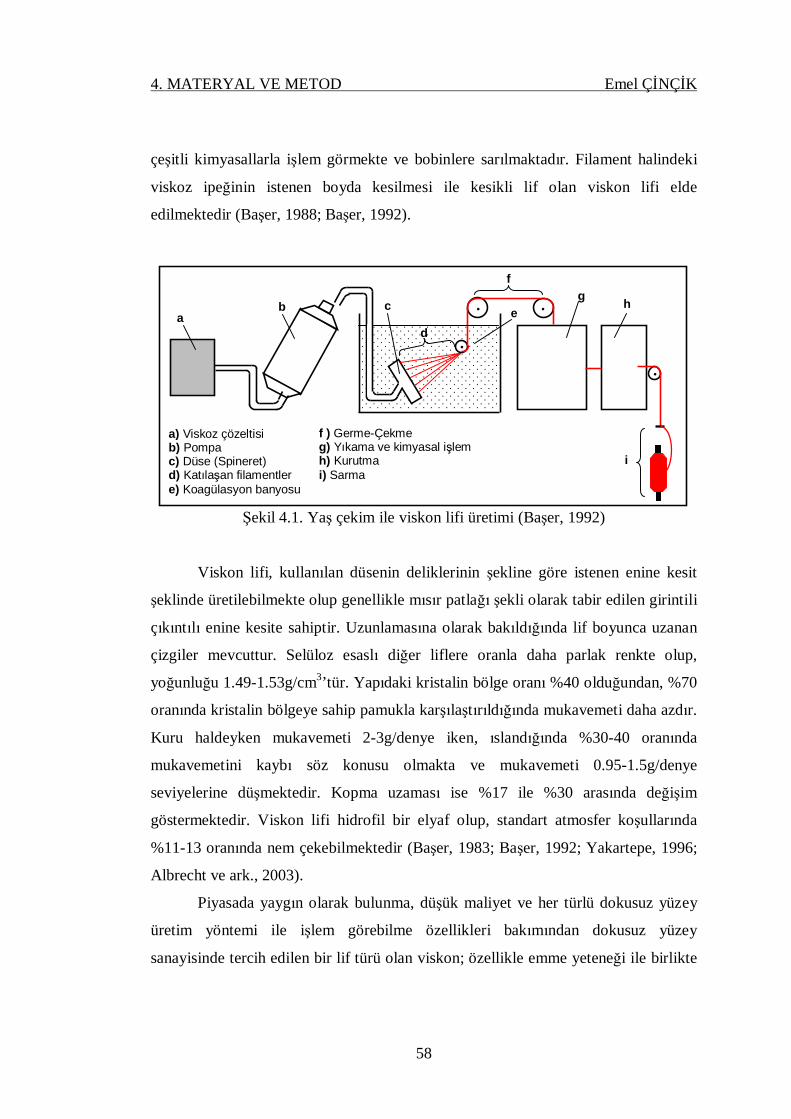
4. MATERYAL VE METOD Emel ÇİNÇİK
58
çeşitli kimyasallarla işlem görmekte ve bobinlere sarılmaktadır. Filament halindeki
viskoz ipeğinin istenen boyda kesilmesi ile kesikli lif olan viskon lifi elde
edilmektedir (Başer, 1988; Başer, 1992).
Şekil 4.1. Yaş çekim ile viskon lifi üretimi (Başer, 1992)
Viskon lifi, kullanılan düsenin deliklerinin şekline göre istenen enine kesit
şeklinde üretilebilmekte olup genellikle mısır patlağı şekli olarak tabir edilen girintili
çıkıntılı enine kesite sahiptir. Uzunlamasına olarak bakıldığında lif boyunca uzanan
çizgiler mevcuttur. Selüloz esaslı diğer liflere oranla daha parlak renkte olup,
yoğunluğu 1.49-1.53g/cm3’tür. Yapıdaki kristalin bölge oranı %40 olduğundan, %70
oranında kristalin bölgeye sahip pamukla karşılaştırıldığında mukavemeti daha azdır.
Kuru haldeyken mukavemeti 2-3g/denye iken, ıslandığında %30-40 oranında
mukavemetini kaybı söz konusu olmakta ve mukavemeti 0.95-1.5g/denye
seviyelerine düşmektedir. Kopma uzaması ise %17 ile %30 arasında değişim
göstermektedir. Viskon lifi hidrofil bir elyaf olup, standart atmosfer koşullarında
%11-13 oranında nem çekebilmektedir (Başer, 1983; Başer, 1992; Yakartepe, 1996;
Albrecht ve ark., 2003).
Piyasada yaygın olarak bulunma, düşük maliyet ve her türlü dokusuz yüzey
üretim yöntemi ile işlem görebilme özellikleri bakımından dokusuz yüzey
sanayisinde tercih edilen bir lif türü olan viskon; özellikle emme yeteneği ile birlikte
a b c
d
f g h
a) Viskoz çözeltisi b) Pompa c) Düse (Spineret) d) Katılaşan filamentler e) Koagülasyon banyosu
e
f ) Germe-Çekme g) Yıkama ve kimyasal işlem h) Kurutma i) Sarma
.
. .
i
.
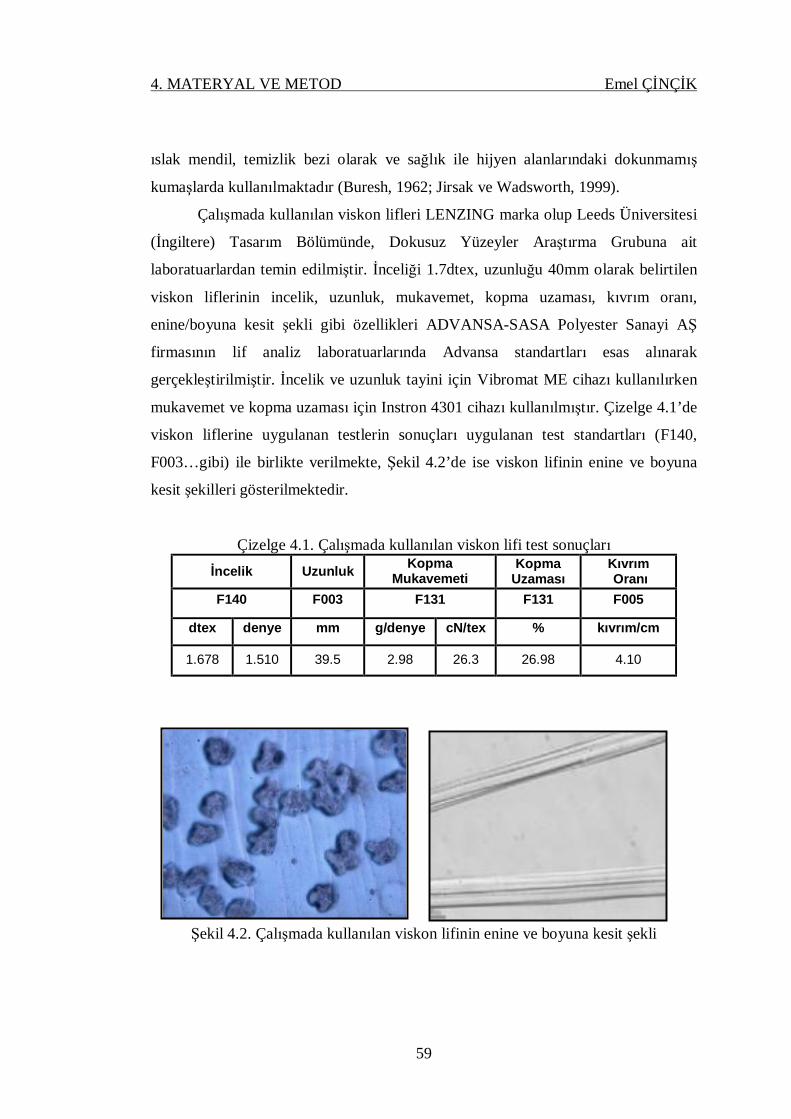
4. MATERYAL VE METOD Emel ÇİNÇİK
59
ıslak mendil, temizlik bezi olarak ve sağlık ile hijyen alanlarındaki dokunmamış
kumaşlarda kullanılmaktadır (Buresh, 1962; Jirsak ve Wadsworth, 1999).
Çalışmada kullanılan viskon lifleri LENZING marka olup Leeds Üniversitesi
(İngiltere) Tasarım Bölümünde, Dokusuz Yüzeyler Araştırma Grubuna ait
laboratuarlardan temin edilmiştir. İnceliği 1.7dtex, uzunluğu 40mm olarak belirtilen
viskon liflerinin incelik, uzunluk, mukavemet, kopma uzaması, kıvrım oranı,
enine/boyuna kesit şekli gibi özellikleri ADVANSA-SASA Polyester Sanayi AŞ
firmasının lif analiz laboratuarlarında Advansa standartları esas alınarak
gerçekleştirilmiştir. İncelik ve uzunluk tayini için Vibromat ME cihazı kullanılırken
mukavemet ve kopma uzaması için Instron 4301 cihazı kullanılmıştır. Çizelge 4.1’de
viskon liflerine uygulanan testlerin sonuçları uygulanan test standartları (F140,
F003…gibi) ile birlikte verilmekte, Şekil 4.2’de ise viskon lifinin enine ve boyuna
kesit şekilleri gösterilmektedir.
Çizelge 4.1. Çalışmada kullanılan viskon lifi test sonuçları İncelik Uzunluk Kopma
Mukavemeti Kopma
Uzaması Kıvrım Oranı
F140 F003 F131 F131 F005
dtex denye mm g/denye cN/tex % kıvrım/cm
1.678 1.510 39.5 2.98 26.3 26.98 4.10
Şekil 4.2. Çalışmada kullanılan viskon lifinin enine ve boyuna kesit şekli
4. MATERYAL VE METOD Emel ÇİNÇİK
60
Çizelgeden, tez kapsamında kullanılan viskon liflerinin; 1.678dtex inceliğe,
39.5mm uzunluğa sahip olduğu, lifin kopma mukavemetinin ise 2.98g/denye olduğu
görülmektedir. Ayrıca, söz konusu lifin enine kesiti girintili yapıda iken, boyuna
kesitinde ise boyuna yönde uzanan çizgiler mevcuttur.
4.1.2. Polyester Lifi
Tekstil sanayisinde yoğun olarak kullanılan sentetik bir lif olan polyester;
etilen glikol ile organik asitlerden teraftalik asit veya dimetil terftalatın
kondensasyonu ile elde edilen Poietilenteftalat (PET) polimerinin eriyikten çekilmesi
ile elde edilmektedir. Elde edilen polimer madde yaklaşık 4mm boyutlarında
kesilmekte ve granül (çips) adı verilen şekle dönüştürülmektedir. Elde edilen
granüller yumuşak eğirme yöntemi ile filament haline dönüştürülmektedir.
Yumuşak eğirme yönteminde; Şekil 4.3’ten de görüleceği üzere, kimyasal
yolla elde edilen polimer parçaları, ısıtılmış ızgara ya da ekstrüderden oluşan eritme
ünitesinde erime noktası üzerindeki sıcaklığa ısıtılarak eritilip sıvı haline
getirilmektedir. Erimiş polimer bir pompa yardımıyla sabit basınç altında düse
başlıklarından soğuk hava akımı bulunan odalara püskürtülmektedir. Soğuk hava
akımı yardımıyla katılaşan liflere, bitim işlemi uygulanmakta ve daha sonra germe-
çekme işlemi ile lif oryantasyonu sağlanarak lifler bobinlere sarılmaktadır. Kullanım
yerine göre; kesikli lif üretimi için lifler istenen boyda kesilmekte ve
balyalanmaktadır (Başer, 1983; Başer 1992; Yakartepe, 1996, Demiryürek, 2009).
Polyester lifi; kullanılacağı yere göre üretimdeki düse deliklerinin şekli
değiştirilerek istenen enine kesit şeklinde (üçgen, yıldız, yarım ay gibi) ve incelikte
üretilebilmekle birlikte genellikle dairesel enine kesite sahiptir. Boyuna kesiti ise
pürüzsüz ve muntazam olup cam çubuğa benzemektedir. Parlak görünümlü olan
polyester lifi, 1.35 g/cm3 ile 1.45g/cm3 aralığında yoğunluğa sahiptir. Bu tür lifler
gerilmeye, eğilip bükülmeye karşı oldukça dayanıklı olmakla beraber mukavemeti 3-
9 g/denye aralığında değişmektedir. Ayrıca ıslandığında mukavemet kaybı
olmamaktadır. Hidrofob karakterli olan polyester lifi, standart atmosfer koşullarında
%0.4-0.8 oranında nem çekebilmektedir. Isıya ve kimyasallara karşı oldukça
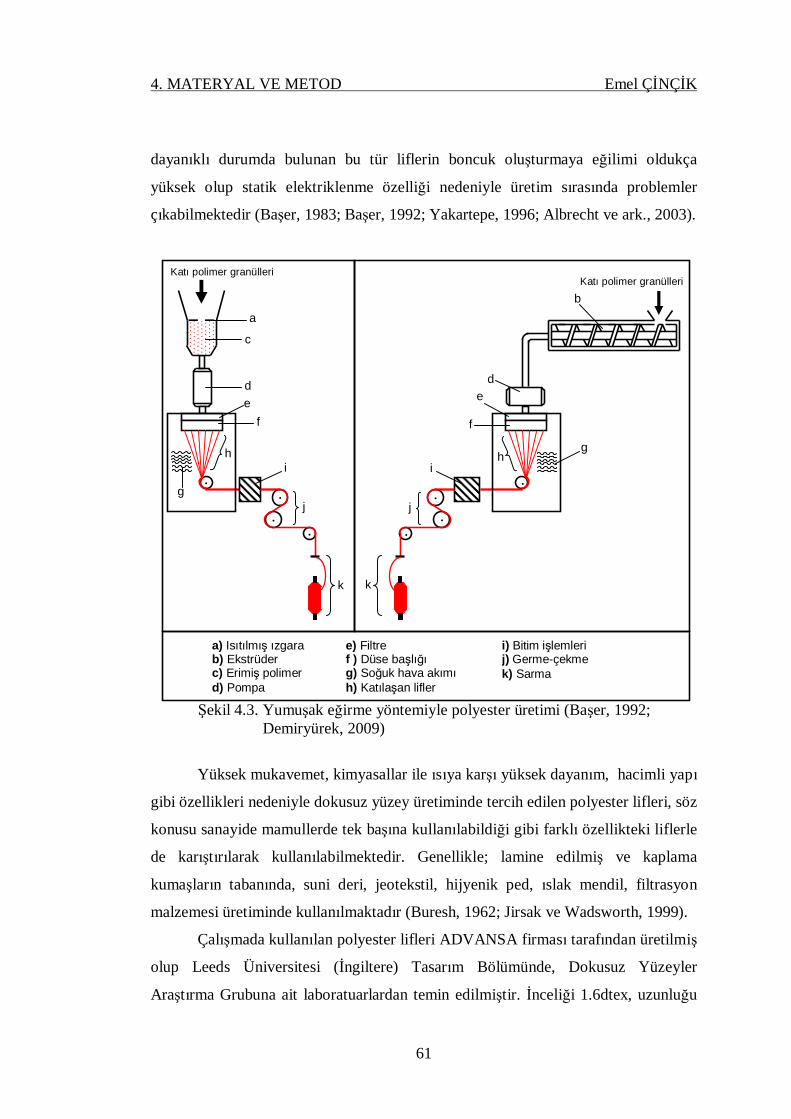
4. MATERYAL VE METOD Emel ÇİNÇİK
61
dayanıklı durumda bulunan bu tür liflerin boncuk oluşturmaya eğilimi oldukça
yüksek olup statik elektriklenme özelliği nedeniyle üretim sırasında problemler
çıkabilmektedir (Başer, 1983; Başer, 1992; Yakartepe, 1996; Albrecht ve ark., 2003).
Şekil 4.3. Yumuşak eğirme yöntemiyle polyester üretimi (Başer, 1992; Demiryürek, 2009)
Yüksek mukavemet, kimyasallar ile ısıya karşı yüksek dayanım, hacimli yapı
gibi özellikleri nedeniyle dokusuz yüzey üretiminde tercih edilen polyester lifleri, söz
konusu sanayide mamullerde tek başına kullanılabildiği gibi farklı özellikteki liflerle
de karıştırılarak kullanılabilmektedir. Genellikle; lamine edilmiş ve kaplama
kumaşların tabanında, suni deri, jeotekstil, hijyenik ped, ıslak mendil, filtrasyon
malzemesi üretiminde kullanılmaktadır (Buresh, 1962; Jirsak ve Wadsworth, 1999).
Çalışmada kullanılan polyester lifleri ADVANSA firması tarafından üretilmiş
olup Leeds Üniversitesi (İngiltere) Tasarım Bölümünde, Dokusuz Yüzeyler
Araştırma Grubuna ait laboratuarlardan temin edilmiştir. İnceliği 1.6dtex, uzunluğu
b
d e
f
i
j
k
. .
. .
Katı polimer granülleri
g h
a
c
d e
i
f
j
k
. .
. .
Katı polimer granülleri
h
g
a) Isıtılmış ızgara b) Ekstrüder c) Erimiş polimer d) Pompa
e) Filtre f ) Düse başlığı g) Soğuk hava akımı h) Katılaşan lifler
i) Bitim işlemleri j) Germe-çekme k) Sarma
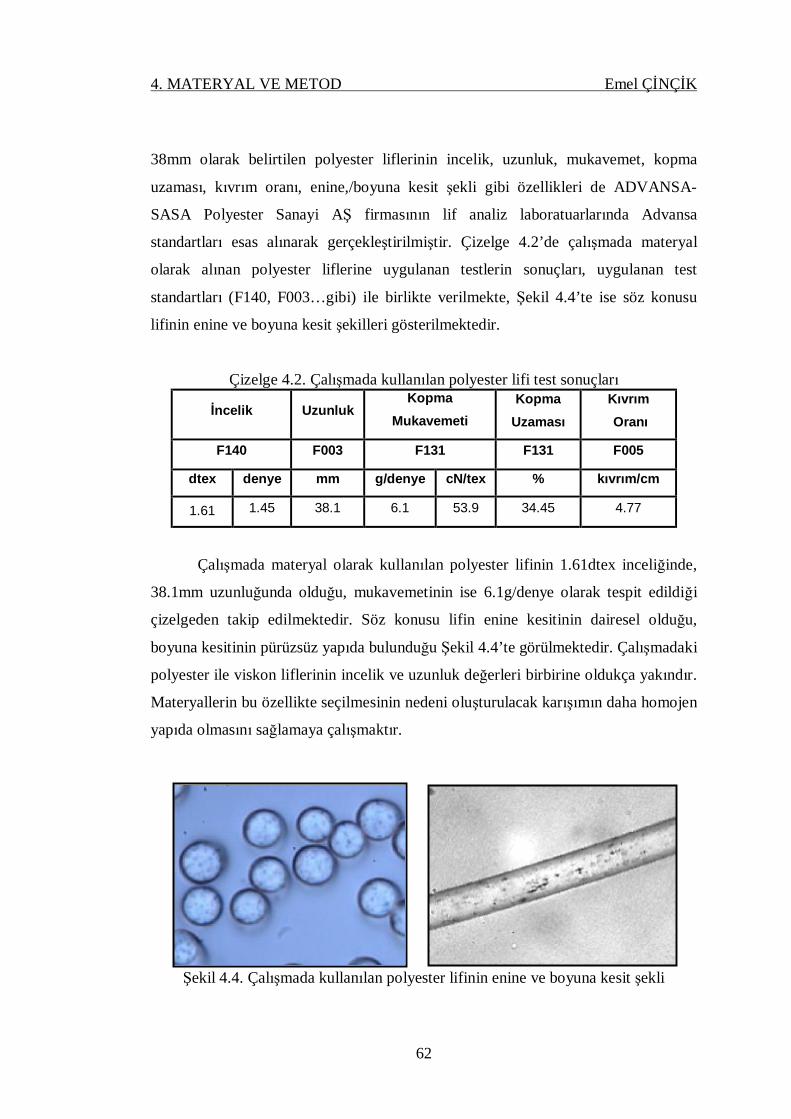
4. MATERYAL VE METOD Emel ÇİNÇİK
62
38mm olarak belirtilen polyester liflerinin incelik, uzunluk, mukavemet, kopma
uzaması, kıvrım oranı, enine,/boyuna kesit şekli gibi özellikleri de ADVANSA-
SASA Polyester Sanayi AŞ firmasının lif analiz laboratuarlarında Advansa
standartları esas alınarak gerçekleştirilmiştir. Çizelge 4.2’de çalışmada materyal
olarak alınan polyester liflerine uygulanan testlerin sonuçları, uygulanan test
standartları (F140, F003…gibi) ile birlikte verilmekte, Şekil 4.4’te ise söz konusu
lifinin enine ve boyuna kesit şekilleri gösterilmektedir.
Çizelge 4.2. Çalışmada kullanılan polyester lifi test sonuçları
İncelik Uzunluk Kopma
Mukavemeti Kopma
Uzaması Kıvrım Oranı
F140 F003 F131 F131 F005
dtex denye mm g/denye cN/tex % kıvrım/cm
1.61 1.45 38.1 6.1 53.9 34.45 4.77
Çalışmada materyal olarak kullanılan polyester lifinin 1.61dtex inceliğinde,
38.1mm uzunluğunda olduğu, mukavemetinin ise 6.1g/denye olarak tespit edildiği
çizelgeden takip edilmektedir. Söz konusu lifin enine kesitinin dairesel olduğu,
boyuna kesitinin pürüzsüz yapıda bulunduğu Şekil 4.4’te görülmektedir. Çalışmadaki
polyester ile viskon liflerinin incelik ve uzunluk değerleri birbirine oldukça yakındır.
Materyallerin bu özellikte seçilmesinin nedeni oluşturulacak karışımın daha homojen
yapıda olmasını sağlamaya çalışmaktır.
Şekil 4.4. Çalışmada kullanılan polyester lifinin enine ve boyuna kesit şekli
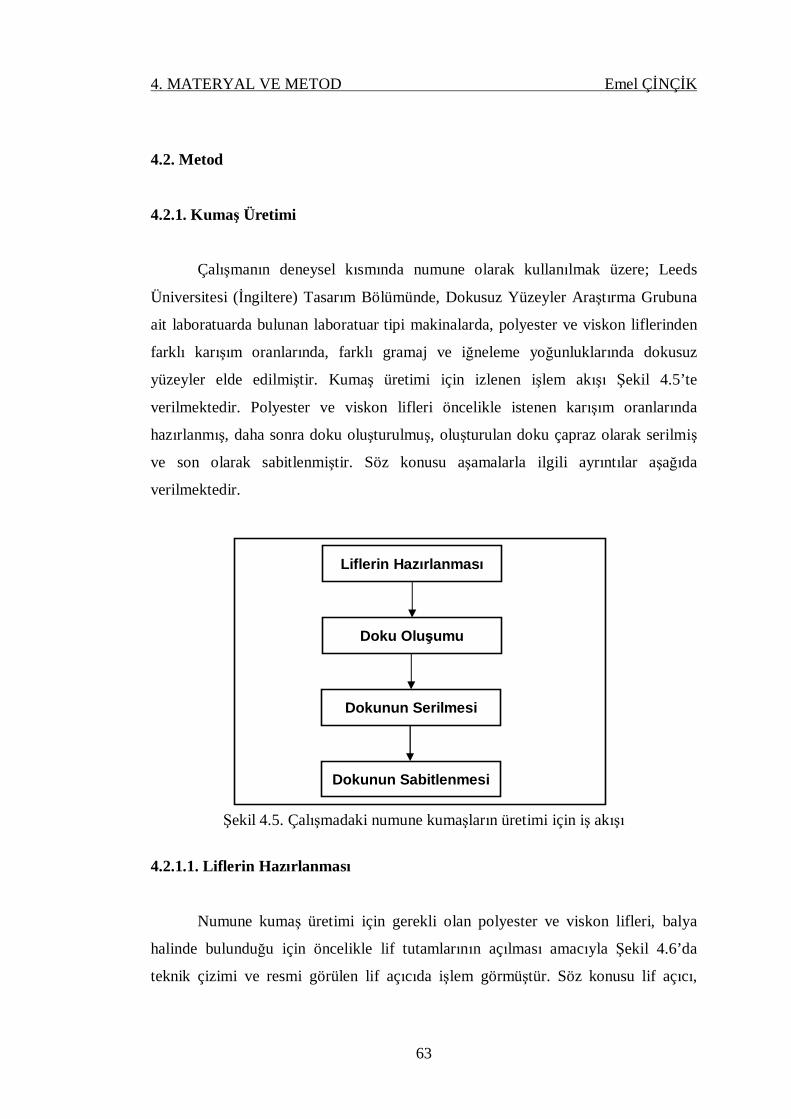
4. MATERYAL VE METOD Emel ÇİNÇİK
63
4.2. Metod
4.2.1. Kumaş Üretimi
Çalışmanın deneysel kısmında numune olarak kullanılmak üzere; Leeds
Üniversitesi (İngiltere) Tasarım Bölümünde, Dokusuz Yüzeyler Araştırma Grubuna
ait laboratuarda bulunan laboratuar tipi makinalarda, polyester ve viskon liflerinden
farklı karışım oranlarında, farklı gramaj ve iğneleme yoğunluklarında dokusuz
yüzeyler elde edilmiştir. Kumaş üretimi için izlenen işlem akışı Şekil 4.5’te
verilmektedir. Polyester ve viskon lifleri öncelikle istenen karışım oranlarında
hazırlanmış, daha sonra doku oluşturulmuş, oluşturulan doku çapraz olarak serilmiş
ve son olarak sabitlenmiştir. Söz konusu aşamalarla ilgili ayrıntılar aşağıda
verilmektedir.
Şekil 4.5. Çalışmadaki numune kumaşların üretimi için iş akışı
4.2.1.1. Liflerin Hazırlanması
Numune kumaş üretimi için gerekli olan polyester ve viskon lifleri, balya
halinde bulunduğu için öncelikle lif tutamlarının açılması amacıyla Şekil 4.6’da
teknik çizimi ve resmi görülen lif açıcıda işlem görmüştür. Söz konusu lif açıcı,
Liflerin Hazırlanması
Doku Oluşumu
Dokunun Serilmesi
Dokunun Sabitlenmesi
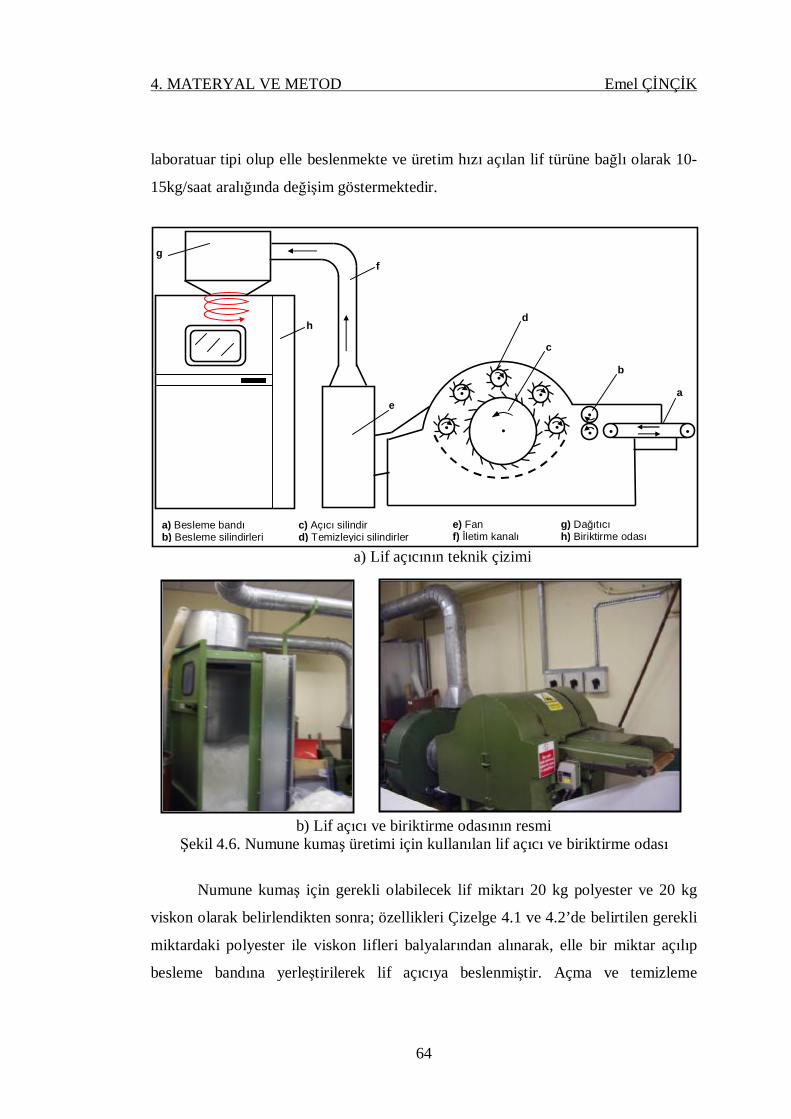
4. MATERYAL VE METOD Emel ÇİNÇİK
64
laboratuar tipi olup elle beslenmekte ve üretim hızı açılan lif türüne bağlı olarak 10-
15kg/saat aralığında değişim göstermektedir.
a) Lif açıcının teknik çizimi
b) Lif açıcı ve biriktirme odasının resmi Şekil 4.6. Numune kumaş üretimi için kullanılan lif açıcı ve biriktirme odası
Numune kumaş için gerekli olabilecek lif miktarı 20 kg polyester ve 20 kg
viskon olarak belirlendikten sonra; özellikleri Çizelge 4.1 ve 4.2’de belirtilen gerekli
miktardaki polyester ile viskon lifleri balyalarından alınarak, elle bir miktar açılıp
besleme bandına yerleştirilerek lif açıcıya beslenmiştir. Açma ve temizleme
. . . .
. .
. . .
. a
b
c
d
e
g
a) Besleme bandı b) Besleme silindirleri
c) Açıcı silindir d) Temizleyici silindirler
e) Fan f) İletim kanalı
f
g) Dağıtıcı h) Biriktirme odası
h
4. MATERYAL VE METOD Emel ÇİNÇİK
65
silindirleri aracılığıyla lif tutamları tek lif haline getirilmiş, lif açıcıya eklenen fan
sistemiyle sağlanan hava emişiyle biriktirme odasına taşınmıştır (Şekil 4.6).
Dokunmamış kumaşta karışım oranlarının kumaş özelliklerine olan etkisini
belirlemek için Çizelge 4.3’te belirtilen karışım oranlarında kumaş üretimi
gerçekleştirilmiştir. Çizelgede ayrıca her bir karışım oranını sağlamak için hazırlanan
lif miktarları da belirtilmiştir. Örneğin; %75 Polyester/ %25 Viskon karışım oranını
sağlamak için 6kg polyester, 2kg viskon hazırlanmıştır.
Çizelge 4.3. Çalışmada kullanılan karışım oranları
Karışım Oranları (%) Hazırlanan Lif miktarı (kg)
Polyester Viskon Polyester Viskon 1 100 0 8 0
2 75 25 6 2
3 50 50 4 4
4 25 75 2 6
5 0 100 0 8
TOPLAM 20 20
Her bir karışım tipi için gerekli olan miktarda lifler hazırlandıktan sonra,
karışım işlemi sandviç harmanlama ile gerçekleştirilmiştir. Bu yöntemde, karışımda
bulunması gereken her bir lif miktarı 4 eşit parçaya bölünmüş, sırayla üst üste 8
katman halinde serilmiştir. Şekil 4.7’de %75 Polyester/ %25 Viskon karışımı için
sandviç harmana örnek verilmiştir. Söz konusu karışım için gerekli olan 6kg
polyester ve 2 kg viskon 4 eşit parçaya ayırılmış ve şekildeki gibi katmanlar halinde
bir kaba serilmiştir.
Her bir karışım tipi için bu şekilde hazırlanan lif karışımı öncelikle kabın
içerisinde elle dikey olarak karıştırılmış, daha sonra lif açıcıya tekrar beslenerek
açılmış, karışımın homojenliği sağlanmaya çalışılmıştır. Ayrıca hava emişi ile
biriktirme odasındaki sevk edilen liflerin Şekil 4.8’de görülen dağıtıcı vasıtasıyla
daha homojen bir karışımın oluşması sağlanmıştır.
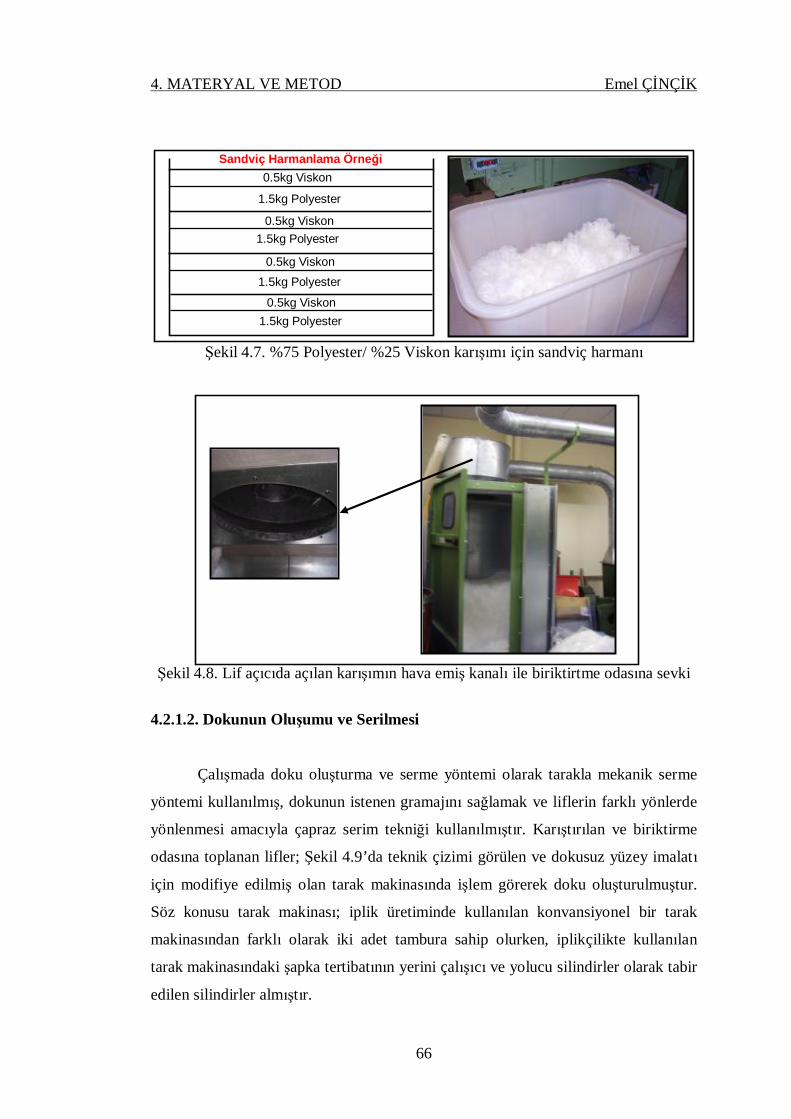
4. MATERYAL VE METOD Emel ÇİNÇİK
66
Şekil 4.7. %75 Polyester/ %25 Viskon karışımı için sandviç harmanı
Şekil 4.8. Lif açıcıda açılan karışımın hava emiş kanalı ile biriktirtme odasına sevki
4.2.1.2. Dokunun Oluşumu ve Serilmesi
Çalışmada doku oluşturma ve serme yöntemi olarak tarakla mekanik serme
yöntemi kullanılmış, dokunun istenen gramajını sağlamak ve liflerin farklı yönlerde
yönlenmesi amacıyla çapraz serim tekniği kullanılmıştır. Karıştırılan ve biriktirme
odasına toplanan lifler; Şekil 4.9’da teknik çizimi görülen ve dokusuz yüzey imalatı
için modifiye edilmiş olan tarak makinasında işlem görerek doku oluşturulmuştur.
Söz konusu tarak makinası; iplik üretiminde kullanılan konvansiyonel bir tarak
makinasından farklı olarak iki adet tambura sahip olurken, iplikçilikte kullanılan
tarak makinasındaki şapka tertibatının yerini çalışıcı ve yolucu silindirler olarak tabir
edilen silindirler almıştır.
1.5kg Polyester
1.5kg Polyester
1.5kg Polyester
1.5kg Polyester
0.5kg Viskon
0.5kg Viskon
0.5kg Viskon
0.5kg Viskon
Sandviç Harmanlama Örneği
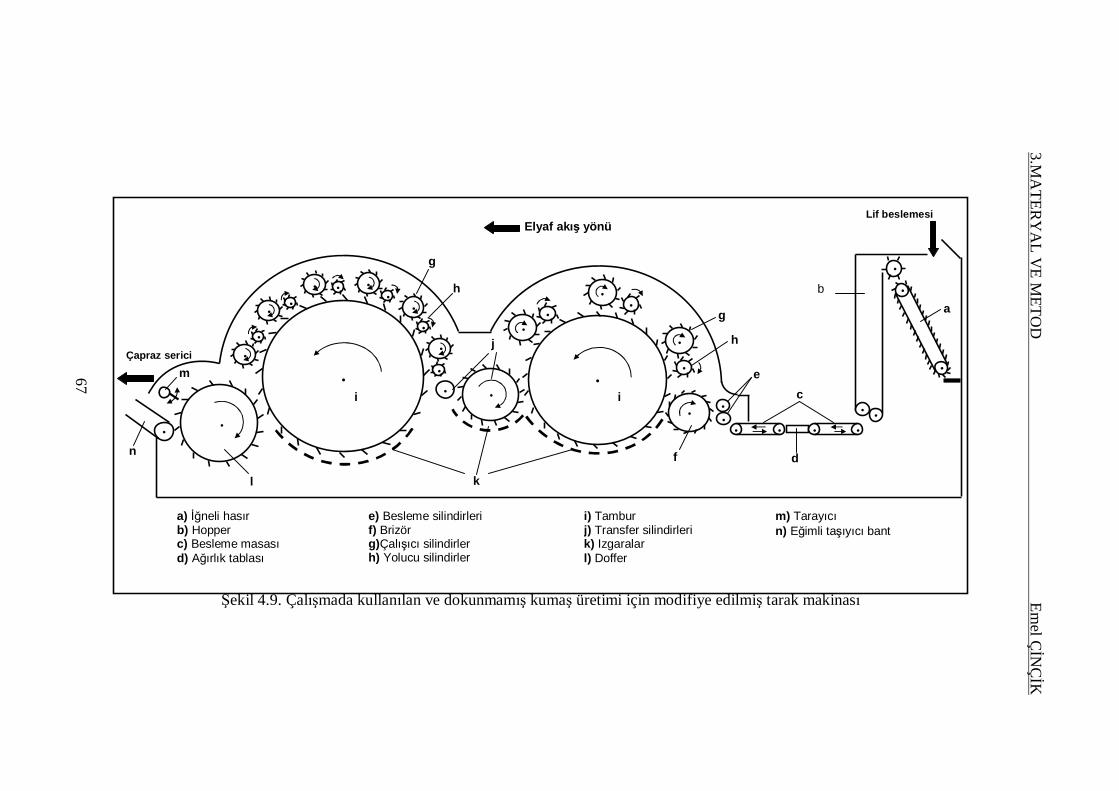
4. MATERYAL VE METOD Emel ÇİNÇİK
88
Şekil 4.9. Çalışmada kullanılan ve dokunmamış kumaş üretimi için modifiye edilmiş tarak makinası
3.M
ATER
YA
L VE M
ETOD
Emel Ç
İNÇİK
67
.
. . . .
. .
.
. .
. .
. . .
.
. .
. . . .
. .
. .
. .
. c
d
e
f
g
h
i
j
i
l
m
h
g
k
a) İğneli hasır b) Hopper c) Besleme masası d) Ağırlık tablası
e) Besleme silindirleri f) Brizör g)Çalışıcı silindirler h) Yolucu silindirler
i) Tambur j) Transfer silindirleri k) Izgaralar l) Doffer
m) Tarayıcı n) Eğimli taşıyıcı bant
. . .
.
.
.
a b
Lif beslemesi
Çapraz serici
. n
Elyaf akış yönü

4. MATERYAL VE METOD Emel ÇİNÇİK
68
Beslemenin gerçekleştirildiği yönden bakıldığında ilk tamburla çalışan üç
adet çalışıcı-yolucu silindir çifti varken, ikinci tambur etrafında 6 çift silindir yer
almaktadır. Tambur ile çalışıcı-yolucu silindir çiftleri arasındaki etkileşimle lif
tutamları tek lif halinde açılmakta, paralelleştirilmektedir. Ayrıca karışımın daha
homojen olması sağlanmakta, belirli ende ve ağırlıkta tülbentler elde edilmektedir.
Oluşturulan tülbentin gramajı besleme silindirinin hızının arttırılıp azaltılmasıyla
değiştirilebilmektedir. Bunun yanında; söz konusu tarak makinası laboratuar tipi
olduğundan ve yalnızca araştırma/geliştirme çalışmalarında kullanıldığından,
sanayideki üretim hızından oldukça düşük bir hız olan 1.25-1.5 kg/saat gibi bir hızda
çalışmaktadır. Şekil 4.10’da çalışmaya materyal olan numunelerin üretimi sırasında,
kullanılan tarak makinasından alınan görüntüler görülmektedir.
Şekil 4.10. Çalışma sırasında tarak makinasından alınan görüntüler
Çalışmada; 50g/m2, 75g/m2 100g/m2 ve 125g/m2 olmak üzere 4 farklı
gramajda ve her bir gramaj için 3 farklı iğneleme yoğunluğunda kumaş üretimi
gerçekleştirildiğinden dolayı, tülbent gramajları çapraz serim ve iğneleme sonunda
a) Hopper kısmı b) Yandan görünüş
c) Çalışıcı-yolucu silindirler d) Oluşan tülbent

4. MATERYAL VE METOD Emel ÇİNÇİK
69
seçilen gramaj değerlerine ulaşılacak şekilde ayarlanmıştır. Her bir karışım tipi için
aynı gramajlarda tülbent üretimi tekrarlanmıştır. Gramajların bu değerlerde
seçilmesinin nedeni makinanın alt sınırının 50 g/m2 üst sınırının ise 125g/m2
olmasıdır. Bunun yanında; sanayi ile yapılan görüşmelerde seçilen hammadde ve
üretim yöntemiyle üretilen mamullerin bu gramaj aralığında üretildiği de tespit
edilmiştir.
Tarak makinasının sonuna eklenen çapraz serme tertibatı ile; tarak makinası
tarafından oluşturulan tülbentler, homojen karışımın sağlanması, doku eni ve
boyunca gramaj ile kalınlığın sabit olması ve de doku içerisinde yer alan liflerin
farklı yönlere yönlendirilmesi amaçlarıyla çapraz olarak serilmiştir. Şekil 4.11’de
çalışmada kullanılan çapraz serim tertibatının hem teknik çizimi hem de resmi
görülmektedir.
a) Çapraz serme tertibatının teknik çizimi
b) Çapraz serme tertibatının resmi Şekil 4.11. Çalışmada kullanılan çapraz serme tertibatı
.
. . .
.
. .
. .
. .
İğneleme tezgahı
Tarakta oluşan tülbent
Çapraz sericiye dik olan taşıyıcı bant
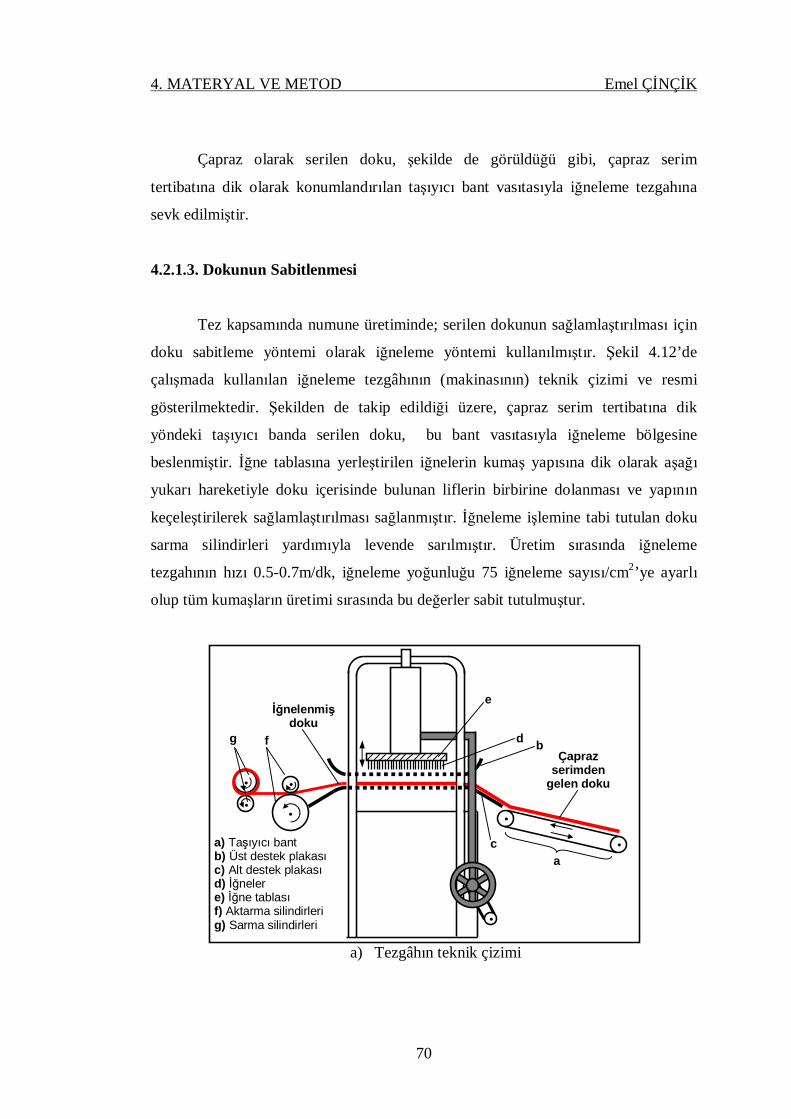
4. MATERYAL VE METOD Emel ÇİNÇİK
70
Çapraz olarak serilen doku, şekilde de görüldüğü gibi, çapraz serim
tertibatına dik olarak konumlandırılan taşıyıcı bant vasıtasıyla iğneleme tezgahına
sevk edilmiştir.
4.2.1.3. Dokunun Sabitlenmesi
Tez kapsamında numune üretiminde; serilen dokunun sağlamlaştırılması için
doku sabitleme yöntemi olarak iğneleme yöntemi kullanılmıştır. Şekil 4.12’de
çalışmada kullanılan iğneleme tezgâhının (makinasının) teknik çizimi ve resmi
gösterilmektedir. Şekilden de takip edildiği üzere, çapraz serim tertibatına dik
yöndeki taşıyıcı banda serilen doku, bu bant vasıtasıyla iğneleme bölgesine
beslenmiştir. İğne tablasına yerleştirilen iğnelerin kumaş yapısına dik olarak aşağı
yukarı hareketiyle doku içerisinde bulunan liflerin birbirine dolanması ve yapının
keçeleştirilerek sağlamlaştırılması sağlanmıştır. İğneleme işlemine tabi tutulan doku
sarma silindirleri yardımıyla levende sarılmıştır. Üretim sırasında iğneleme
tezgahının hızı 0.5-0.7m/dk, iğneleme yoğunluğu 75 iğneleme sayısı/cm2’ye ayarlı
olup tüm kumaşların üretimi sırasında bu değerler sabit tutulmuştur.
a) Tezgâhın teknik çizimi
.
. .
.
.
.
.
a
b
c
d
e
f g
a) Taşıyıcı bant b) Üst destek plakası c) Alt destek plakası d) İğneler e) İğne tablası f) Aktarma silindirleri g) Sarma silindirleri
Çapraz serimden
gelen doku
İğnelenmiş doku
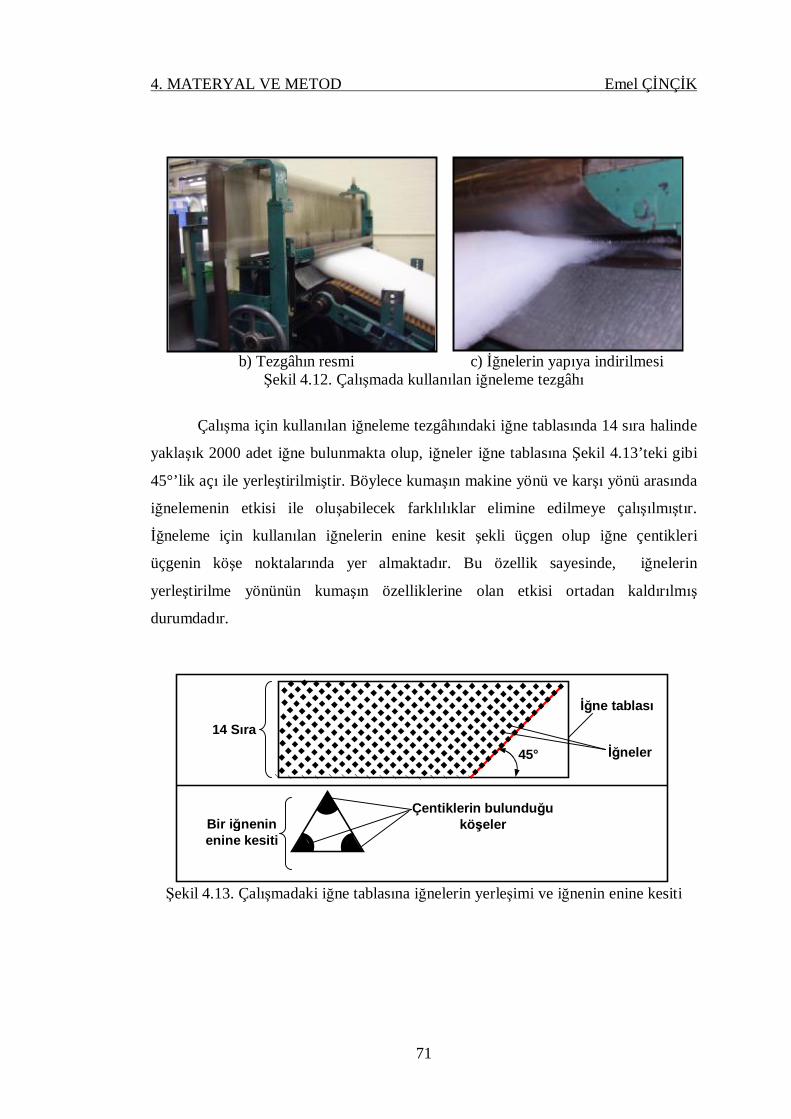
4. MATERYAL VE METOD Emel ÇİNÇİK
71
b) Tezgâhın resmi c) İğnelerin yapıya indirilmesi Şekil 4.12. Çalışmada kullanılan iğneleme tezgâhı
Çalışma için kullanılan iğneleme tezgâhındaki iğne tablasında 14 sıra halinde
yaklaşık 2000 adet iğne bulunmakta olup, iğneler iğne tablasına Şekil 4.13’teki gibi
45°’lik açı ile yerleştirilmiştir. Böylece kumaşın makine yönü ve karşı yönü arasında
iğnelemenin etkisi ile oluşabilecek farklılıklar elimine edilmeye çalışılmıştır.
İğneleme için kullanılan iğnelerin enine kesit şekli üçgen olup iğne çentikleri
üçgenin köşe noktalarında yer almaktadır. Bu özellik sayesinde, iğnelerin
yerleştirilme yönünün kumaşın özelliklerine olan etkisi ortadan kaldırılmış
durumdadır.
Şekil 4.13. Çalışmadaki iğne tablasına iğnelerin yerleşimi ve iğnenin enine kesiti
45°
14 Sıra
İğne tablası
İğneler
Çentiklerin bulunduğu köşeler Bir iğnenin
enine kesiti
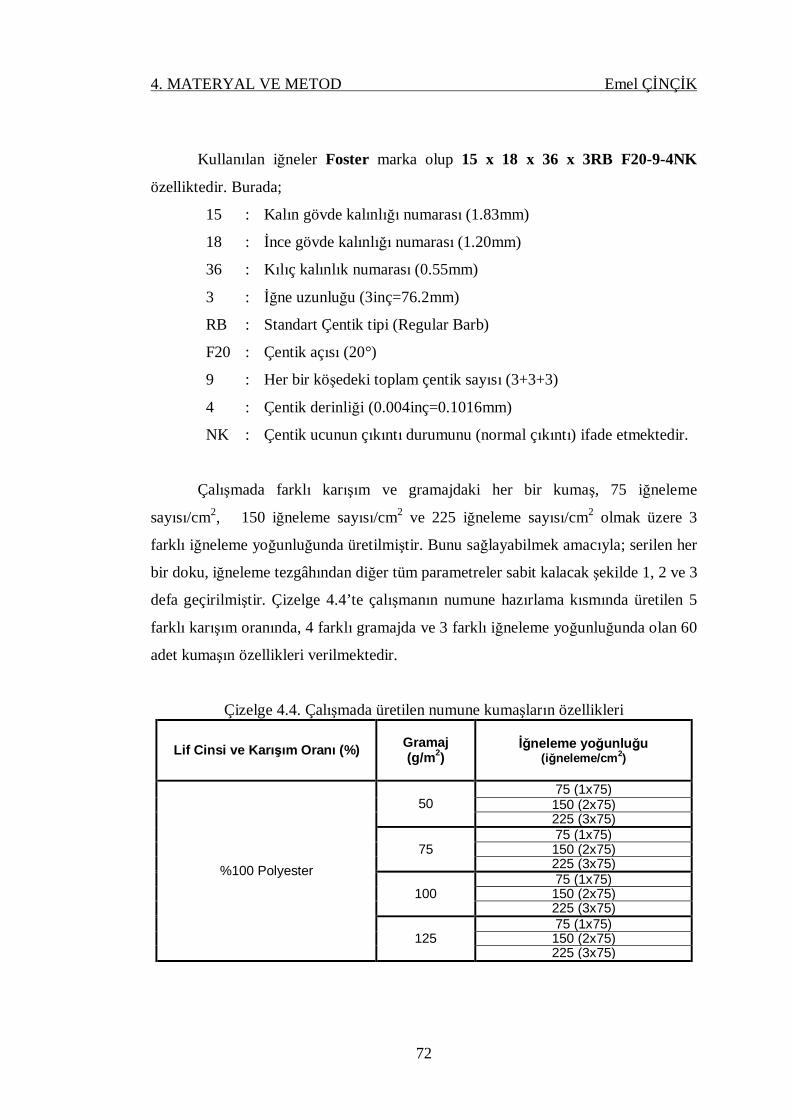
4. MATERYAL VE METOD Emel ÇİNÇİK
72
Kullanılan iğneler Foster marka olup 15 x 18 x 36 x 3RB F20-9-4NK
özelliktedir. Burada;
15 : Kalın gövde kalınlığı numarası (1.83mm)
18 : İnce gövde kalınlığı numarası (1.20mm)
36 : Kılıç kalınlık numarası (0.55mm)
3 : İğne uzunluğu (3inç=76.2mm)
RB : Standart Çentik tipi (Regular Barb)
F20 : Çentik açısı (20°)
9 : Her bir köşedeki toplam çentik sayısı (3+3+3)
4 : Çentik derinliği (0.004inç=0.1016mm)
NK : Çentik ucunun çıkıntı durumunu (normal çıkıntı) ifade etmektedir.
Çalışmada farklı karışım ve gramajdaki her bir kumaş, 75 iğneleme
sayısı/cm2, 150 iğneleme sayısı/cm2 ve 225 iğneleme sayısı/cm2 olmak üzere 3
farklı iğneleme yoğunluğunda üretilmiştir. Bunu sağlayabilmek amacıyla; serilen her
bir doku, iğneleme tezgâhından diğer tüm parametreler sabit kalacak şekilde 1, 2 ve 3
defa geçirilmiştir. Çizelge 4.4’te çalışmanın numune hazırlama kısmında üretilen 5
farklı karışım oranında, 4 farklı gramajda ve 3 farklı iğneleme yoğunluğunda olan 60
adet kumaşın özellikleri verilmektedir.
Çizelge 4.4. Çalışmada üretilen numune kumaşların özellikleri
Lif Cinsi ve Karışım Oranı (%) Gramaj (g/m2)
İğneleme yoğunluğu (iğneleme/cm2)
%100 Polyester
50 75 (1x75) 150 (2x75) 225 (3x75)
75 75 (1x75) 150 (2x75) 225 (3x75)
100 75 (1x75) 150 (2x75) 225 (3x75)
125 75 (1x75) 150 (2x75) 225 (3x75)
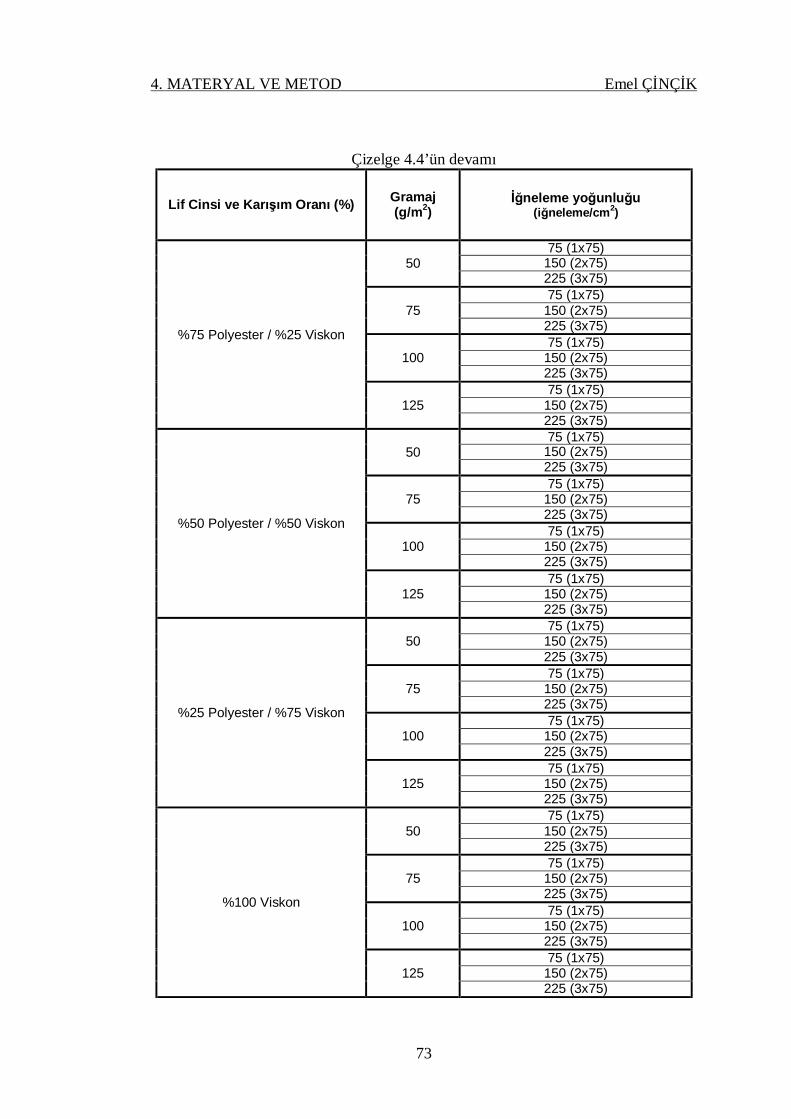
4. MATERYAL VE METOD Emel ÇİNÇİK
73
Çizelge 4.4’ün devamı
Lif Cinsi ve Karışım Oranı (%) Gramaj (g/m2)
İğneleme yoğunluğu (iğneleme/cm2)
%75 Polyester / %25 Viskon
50 75 (1x75)
150 (2x75) 225 (3x75)
75 75 (1x75)
150 (2x75) 225 (3x75)
100 75 (1x75)
150 (2x75) 225 (3x75)
125 75 (1x75)
150 (2x75) 225 (3x75)
%50 Polyester / %50 Viskon
50 75 (1x75)
150 (2x75) 225 (3x75)
75 75 (1x75)
150 (2x75) 225 (3x75)
100 75 (1x75)
150 (2x75) 225 (3x75)
125 75 (1x75)
150 (2x75) 225 (3x75)
%25 Polyester / %75 Viskon
50 75 (1x75)
150 (2x75) 225 (3x75)
75 75 (1x75)
150 (2x75) 225 (3x75)
100 75 (1x75)
150 (2x75) 225 (3x75)
125 75 (1x75)
150 (2x75) 225 (3x75)
%100 Viskon
50 75 (1x75)
150 (2x75) 225 (3x75)
75 75 (1x75)
150 (2x75) 225 (3x75)
100 75 (1x75)
150 (2x75) 225 (3x75)
125 75 (1x75)
150 (2x75) 225 (3x75)

4. MATERYAL VE METOD Emel ÇİNÇİK
74
4.2.2. Kumaşa Uygulanan Testler
Elde edilen 60 adet dokusuz yüzey numunesinin kullanılabileceği alanlar
dikkate alınarak, kullanım yerinde kendilerinden beklenen özellikler tespit edilmiştir.
Kullanılan lifler ve uygulanan üretim metotları bakımından üretimi gerçekleştirilen
dokunmamış kumaşların daha çok ıslak mendil, temizlik bezi, hijyenik ped ara
malzemesi, filtrasyon maddesi, tela, suni deri astarı gibi alanlarda kullanılabileceği
belirlenmiştir. Bu tür mamullerden beklenen özellikler dikkate alınarak numunelere
uygulanabilecek testler tespit edilmiş ve Çizelge 4.5’te standart numaraları ile
birlikte toplu halde verilmiştir. Çizelgede belirtilen EDANA, Avrupa Tek
kullanımlık Ürünler ve Dokusuz Yüzeyler Birliği (European Disposable and
Nonwoven Association) olup dokusuz kumaşlar konusunda standartlar geliştirmiştir.
Bu standartlar esas alınarak numunelere çizelgede belirtilen testler uygulanmıştır.
Testler ile ilgili detaylı bilgiler aşağıda verilmektedir.
Çizelge 4.5. Elde edilen numuneler uygulanan test metotları (Edana, 2002) Test Edilen Özellikler Testin EDANA Numarası Testin ISO* Numarası
Gramaj Tayini ERT 40.3-90 ISO 9073-1: 1989
Lif Karışım Oranlarının Tayini - -
Kalınlık Tayini ERT 30.5-99 ISO 9073-2: 1995
Hava Geçirgenliği Tayini ERT 140.2-99 ISO 9073-15:2007
Patlama Mukavemeti Tayini ERT 80.4-02 ISO 13938-2: 1999
Kopma Mukavemeti ve
% Uzama Tayini ERT 20.2-89 ISO 9073-3: 1989
Aşınma Dayanımı Tayini - ISO 12947-2: 1998
Emicilik (Hidrofilite) Tayini ERT 10.4-02 ISO 9073-6: 2000
Görüntü Analizi - - *: Internatonal Organization for Standardization
4.2.2.1. Gramaj Tayini
Gramaj; 1 m2 kumaşın gram cinsinden ağırlığı olup, dokusuz kumaşlarda da
dokuma ve örme kumaşlardakine benzer şekilde tayin edilmektedir. Çalışmada
4. MATERYAL VE METOD Emel ÇİNÇİK
75
gramaj tayini ERT 40.3-90 standardı esas alınarak gerçekleştirilmiştir. Söz konusu
standarda göre; 24 saat boyunca standart atmosfer koşullarında (20°C±2 sıcaklık ve
%65±2 bağıl nem) kondüsyonlanan ana kumaşın farklı bölgelerinden en az üçer adet
her biri en az 50000mm2 alana sahip (genellikle 250mm X 200mm) numuneler
kesilmelidir. Dokusuz kumaşlarda lif oryantasyonundan kaynaklanabilecek
farklılıklar nedeniyle, daha sağlıklı sonuçlar elde edebilmek için çalışmadaki ana
numunelerden 300±1mm X 300±1mm boyutlarında 10 ar adet numune kesilmiştir.
Hazırlanan her bir numune, standart atmosfer koşullarında ayrı ayrı %0.1 hassas
terazide tartılmıştır (Şekil 4.14). Elde edilen değerler tartılan numunenin alanlarına
bölünerek kumaşın gramajı tespit edilmiştir. Farklı bölgelerden alınan ölçüm
sonuçlarının ortalaması alınmış, standart sapmaları ve % CV değerleri
hesaplanmıştır.
Şekil 4.14. Gramaj tayininde kullanılan numune ve hassas terazi
4.2.2.2. Lif Karışım Oranlarının Tayini
Üretim sonrası elde edilen dokusuz yüzeylerin lif karışım oranlarının
hedeflenen karışım oranlarına uygun olup olmadığını kontrol etmek amacıyla;
çalışmada kullanılan kumaşların lif karışım oranları belirlenmiştir. Söz konusu işlem,
TS 4739 Tekstil Liflerinin Tanınması standardı esas alınarak gerçekleştirilmiştir. Tez
kapsamında materyal olarak kullanılan kumaşlar polyester ve viskon liflerinden
oluştuğundan, karışım oranı tayininde yapıdaki viskon liflerinin çözülmesi yolu
izlenmiştir. Kumaşlardan alınan numuneler öncelikle etüvde 110ºC’de belirli süre
kurutularak bünyelerinde bulunan fazla nem giderilmiş, sonra hassas terazide
tartılmıştır. Bu tartım sonucu toplam ağırlık (MT) olarak kaydedilmiştir. Daha sonra;
4. MATERYAL VE METOD Emel ÇİNÇİK
76
kumaşlar 38ºC’deki %70’lik sülfirik asit çözeltisinde 15 dakikada bekletilmiş,
yapıdaki viskon lifinin çözünmesi sağlanmıştır. Bekleme süresinin sonunda
durulanarak kurutulan kumaş kalıntısı tekrar tartılmış, bu sonuç da polyester lifi
ağırlığı (MP) şeklinde kaydedilmiştir. Yapıdaki polyester lifi oranı (PO, %); MT ile
MP sonuçları kullanılarak aşağıdaki eşitlikle tespit edilmiştir. Polyester lifi oranının
100’den çıkarılmasıyla da yapıdaki viskon lifi oranı tespit edilmiştir.
T
P
MMPO = (4.1)
Çalışmada 5 farklı karışım oranı söz konusu olup aynı karışım oranına sahip
12’şer adet kumaş bulunmaktadır. Aynı karışım oranında bulunan 12 adet kumaştan
alınan numunelerin lif karışım oranları belirlenmiş ve ortalamaları alınmıştır.
4.2.2.3. Kalınlık Tayini
Kumaş kalınlığı tayini; dokusuz yüzeyin gerilimsiz olarak üzerine
yerleştirildiği sabit konumdaki referans plakası ile numunenin yüzeyine belli bir
basınç uygulayan ve dikey olarak hareket edebilen dairesel baskı ayağı arasındaki
mesafeyi mm olarak ölçmeye dayanmaktadır.
Tez kapsamındaki numuneler, 24 saat boyunca standart atmosfer koşullarında
(20°C±2 sıcaklık ve %65±2 bağıl nem) kondüsyonlandıktan sonra ERT 30.5-99
standardına uygun olacak şekilde standart atmosfer koşullarında kalınlık testine tabi
tutulmuşlardır. Her bir numuneye 10 farklı bölgeden uygulanan kalınlık testi,
KOSGEB laboratuarlarında bulunan SDL Atlas marka M034A model dijital kalınlık
ölçüm cihazı ile gerçekleştirilmiştir (Şekil 4.15).
Standart atmosfer şartlarında gerçekleştirilen ölçümlerde, referans plakası
üzerine yerleştirilen kumaş üzerine baskı ayağı hız ayarlama düğmesi ile önce hızlı
daha sonra yavaş olarak indirilmiş, baskı ayağının yaptığı basınç ayarlanan değere
ulaşınca dijital göstergeden kumaş kalınlığı mm olarak kaydedilmiştir. Her kumaş
için elde edilen 10 değerin ortalaması alınmış, standart sapması ve %CV değeri
hesaplanmıştır.
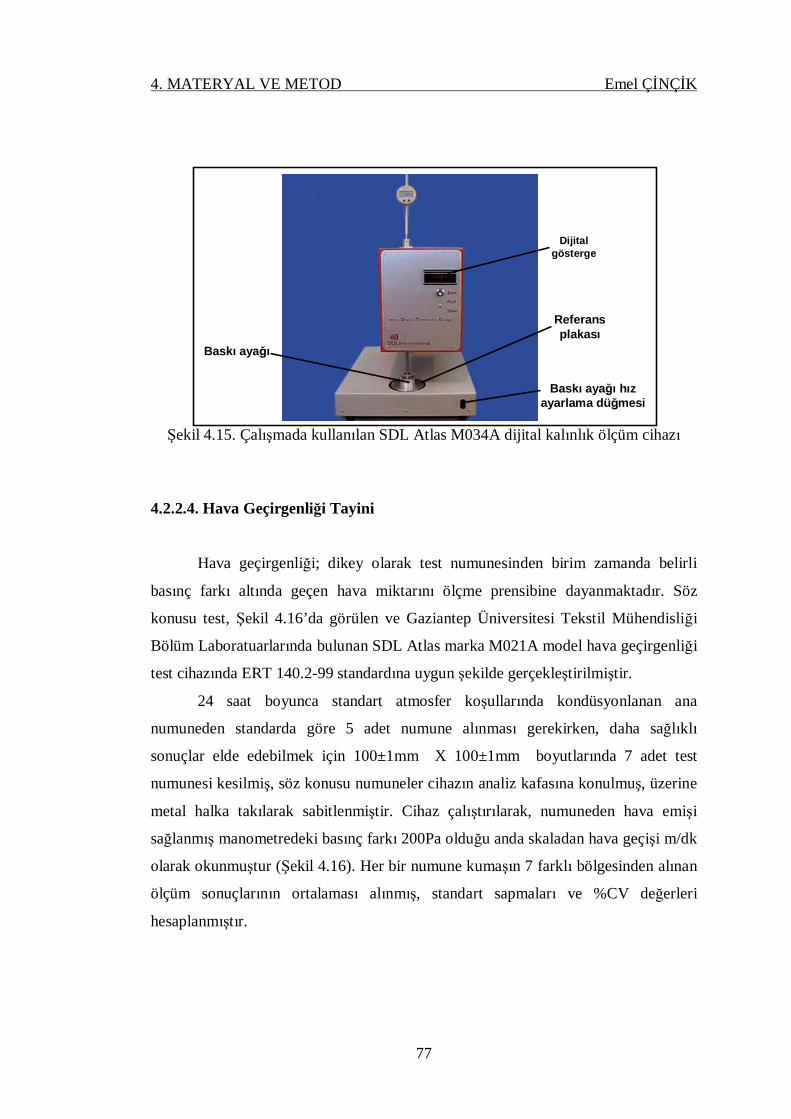
4. MATERYAL VE METOD Emel ÇİNÇİK
77
Şekil 4.15. Çalışmada kullanılan SDL Atlas M034A dijital kalınlık ölçüm cihazı
4.2.2.4. Hava Geçirgenliği Tayini
Hava geçirgenliği; dikey olarak test numunesinden birim zamanda belirli
basınç farkı altında geçen hava miktarını ölçme prensibine dayanmaktadır. Söz
konusu test, Şekil 4.16’da görülen ve Gaziantep Üniversitesi Tekstil Mühendisliği
Bölüm Laboratuarlarında bulunan SDL Atlas marka M021A model hava geçirgenliği
test cihazında ERT 140.2-99 standardına uygun şekilde gerçekleştirilmiştir.
24 saat boyunca standart atmosfer koşullarında kondüsyonlanan ana
numuneden standarda göre 5 adet numune alınması gerekirken, daha sağlıklı
sonuçlar elde edebilmek için 100±1mm X 100±1mm boyutlarında 7 adet test
numunesi kesilmiş, söz konusu numuneler cihazın analiz kafasına konulmuş, üzerine
metal halka takılarak sabitlenmiştir. Cihaz çalıştırılarak, numuneden hava emişi
sağlanmış manometredeki basınç farkı 200Pa olduğu anda skaladan hava geçişi m/dk
olarak okunmuştur (Şekil 4.16). Her bir numune kumaşın 7 farklı bölgesinden alınan
ölçüm sonuçlarının ortalaması alınmış, standart sapmaları ve %CV değerleri
hesaplanmıştır.
Baskı ayağı
Referans plakası
Baskı ayağı hız ayarlama düğmesi
Dijital gösterge

4. MATERYAL VE METOD Emel ÇİNÇİK
78
Şekil 4.16. Çalışmada kullanılan SDL Atlas M021A hava geçirgenliği ölçüm cihazı
4.2.2.5. Patlama Mukavemeti Tayini
Patlama mukavemeti; kumaşın patlamaya karşı koyma kabiliyetini ifade
etmekle birlikte, bir kumaşın ani bir kuvvetle yırtılması için gerekli dikey basınç
miktarı olarak tanımlanmaktadır. Söz konusu mukavemette; hazırlanan numune,
lastik bir diyafram üzerine dairesel bir mengene şeklindeki germe tertibatı ile
bağlanmakta, hava veya sıvı ile genleştirilen diyafram kumaşa dik yönde basınç
uygulamakta, kumaşın en zayıf olduğu bölge basıncın etkisi ile patlatılmaktadır
(Yakartepe ve Yakartepe; 1995).
Deneysel çalışma amacıyla üretilen numunelere ERT 80.4-02 standardına
uygun olacak şekilde standart atmosfer koşullarında (%65±2 bağıl nem ve 20°±2°
sıcaklıkta) pnömatik yöntem esas alınarak patlama mukavemeti testi uygulanmıştır.
Şekil 4.17’de patlama testinin gerçekleştirildiği James H. Heal marka Truburst
Patlama mukavemeti cihazı görülmekte olup, testler Çukurova Üniversitesi Tekstil
Mühendisliği Bölümü Tekstilde Ölçme ve Kalite Kontrol Laboratuar’ında
gerçekleştirilmiştir.
Analiz Kafası
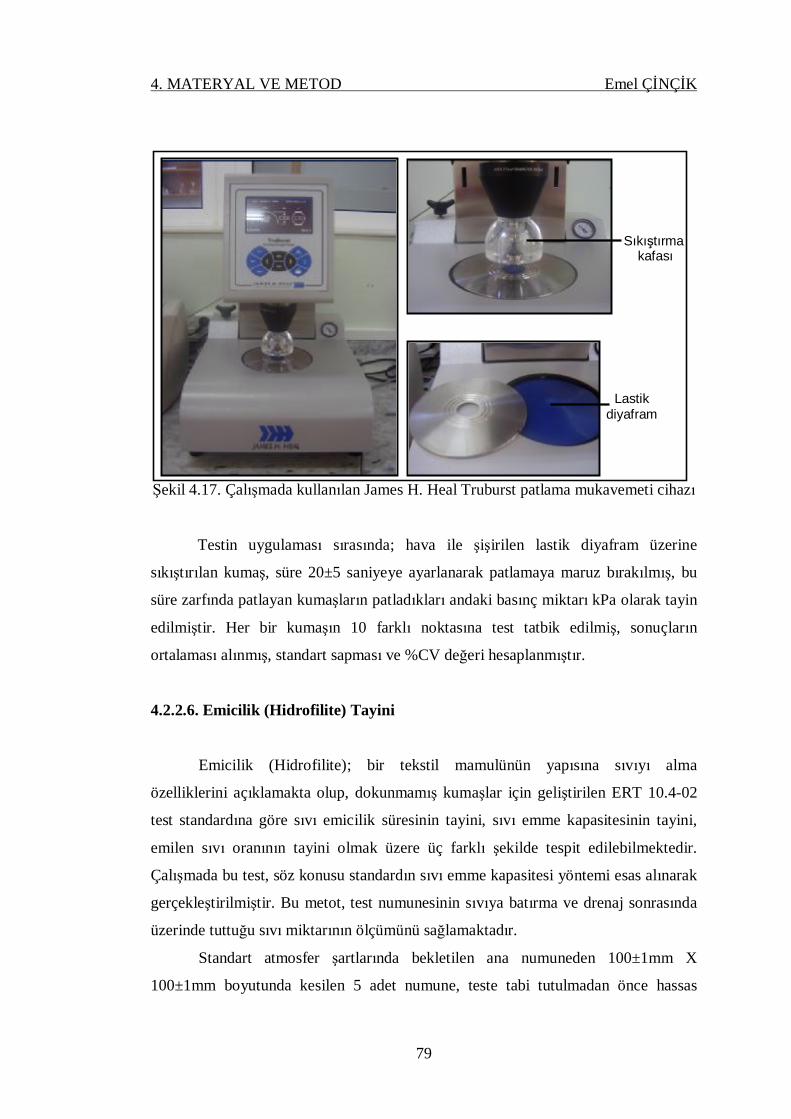
4. MATERYAL VE METOD Emel ÇİNÇİK
79
Şekil 4.17. Çalışmada kullanılan James H. Heal Truburst patlama mukavemeti cihazı
Testin uygulaması sırasında; hava ile şişirilen lastik diyafram üzerine
sıkıştırılan kumaş, süre 20±5 saniyeye ayarlanarak patlamaya maruz bırakılmış, bu
süre zarfında patlayan kumaşların patladıkları andaki basınç miktarı kPa olarak tayin
edilmiştir. Her bir kumaşın 10 farklı noktasına test tatbik edilmiş, sonuçların
ortalaması alınmış, standart sapması ve %CV değeri hesaplanmıştır.
4.2.2.6. Emicilik (Hidrofilite) Tayini
Emicilik (Hidrofilite); bir tekstil mamulünün yapısına sıvıyı alma
özelliklerini açıklamakta olup, dokunmamış kumaşlar için geliştirilen ERT 10.4-02
test standardına göre sıvı emicilik süresinin tayini, sıvı emme kapasitesinin tayini,
emilen sıvı oranının tayini olmak üzere üç farklı şekilde tespit edilebilmektedir.
Çalışmada bu test, söz konusu standardın sıvı emme kapasitesi yöntemi esas alınarak
gerçekleştirilmiştir. Bu metot, test numunesinin sıvıya batırma ve drenaj sonrasında
üzerinde tuttuğu sıvı miktarının ölçümünü sağlamaktadır.
Standart atmosfer şartlarında bekletilen ana numuneden 100±1mm X
100±1mm boyutunda kesilen 5 adet numune, teste tabi tutulmadan önce hassas
Sıkıştırma kafası
Lastik diyafram
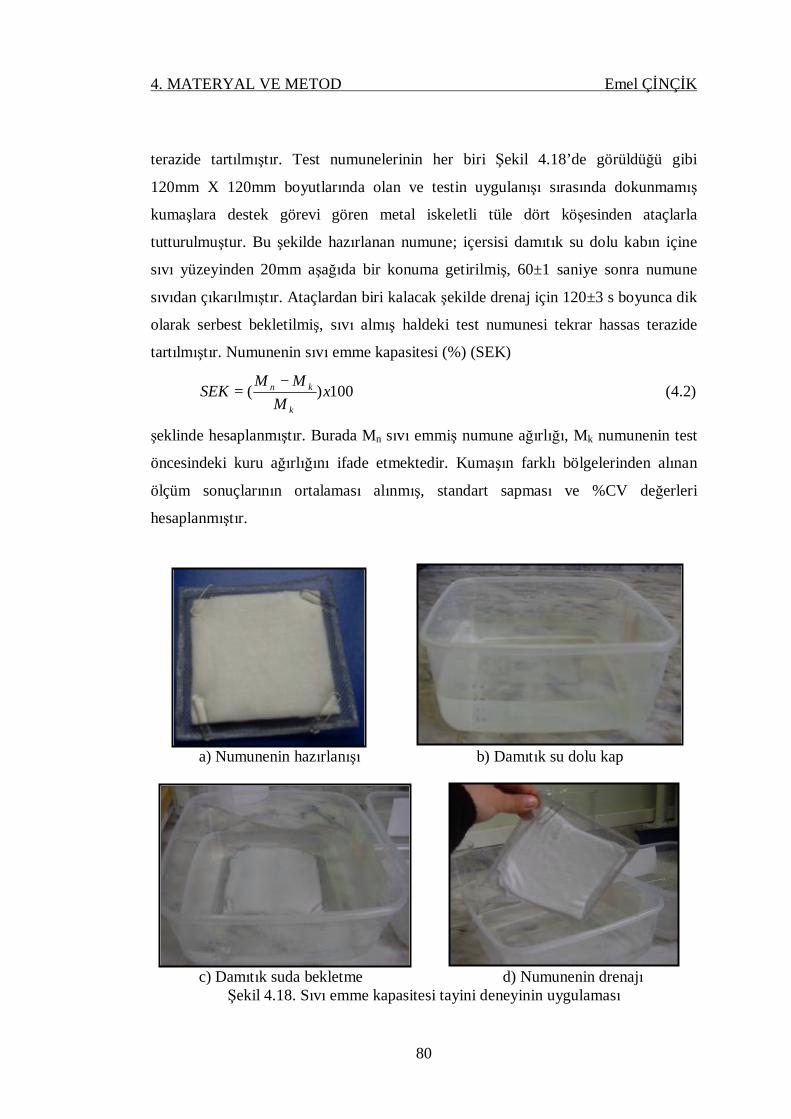
4. MATERYAL VE METOD Emel ÇİNÇİK
80
terazide tartılmıştır. Test numunelerinin her biri Şekil 4.18’de görüldüğü gibi
120mm X 120mm boyutlarında olan ve testin uygulanışı sırasında dokunmamış
kumaşlara destek görevi gören metal iskeletli tüle dört köşesinden ataçlarla
tutturulmuştur. Bu şekilde hazırlanan numune; içersisi damıtık su dolu kabın içine
sıvı yüzeyinden 20mm aşağıda bir konuma getirilmiş, 60±1 saniye sonra numune
sıvıdan çıkarılmıştır. Ataçlardan biri kalacak şekilde drenaj için 120±3 s boyunca dik
olarak serbest bekletilmiş, sıvı almış haldeki test numunesi tekrar hassas terazide
tartılmıştır. Numunenin sıvı emme kapasitesi (%) (SEK)
100)( xM
MMSEKk
kn −= (4.2)
şeklinde hesaplanmıştır. Burada Mn sıvı emmiş numune ağırlığı, Mk numunenin test
öncesindeki kuru ağırlığını ifade etmektedir. Kumaşın farklı bölgelerinden alınan
ölçüm sonuçlarının ortalaması alınmış, standart sapması ve %CV değerleri
hesaplanmıştır.
a) Numunenin hazırlanışı b) Damıtık su dolu kap c) Damıtık suda bekletme d) Numunenin drenajı
Şekil 4.18. Sıvı emme kapasitesi tayini deneyinin uygulaması
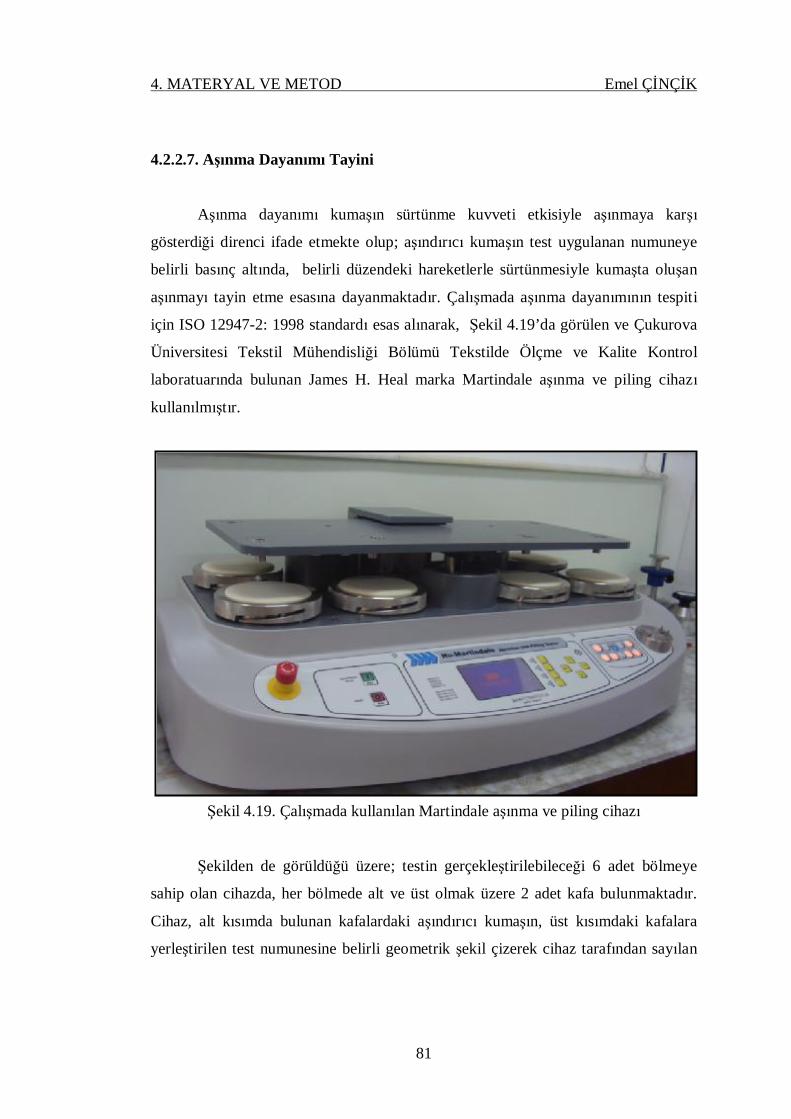
4. MATERYAL VE METOD Emel ÇİNÇİK
81
4.2.2.7. Aşınma Dayanımı Tayini
Aşınma dayanımı kumaşın sürtünme kuvveti etkisiyle aşınmaya karşı
gösterdiği direnci ifade etmekte olup; aşındırıcı kumaşın test uygulanan numuneye
belirli basınç altında, belirli düzendeki hareketlerle sürtünmesiyle kumaşta oluşan
aşınmayı tayin etme esasına dayanmaktadır. Çalışmada aşınma dayanımının tespiti
için ISO 12947-2: 1998 standardı esas alınarak, Şekil 4.19’da görülen ve Çukurova
Üniversitesi Tekstil Mühendisliği Bölümü Tekstilde Ölçme ve Kalite Kontrol
laboratuarında bulunan James H. Heal marka Martindale aşınma ve piling cihazı
kullanılmıştır.
Şekil 4.19. Çalışmada kullanılan Martindale aşınma ve piling cihazı
Şekilden de görüldüğü üzere; testin gerçekleştirilebileceği 6 adet bölmeye
sahip olan cihazda, her bölmede alt ve üst olmak üzere 2 adet kafa bulunmaktadır.
Cihaz, alt kısımda bulunan kafalardaki aşındırıcı kumaşın, üst kısımdaki kafalara
yerleştirilen test numunesine belirli geometrik şekil çizerek cihaz tarafından sayılan
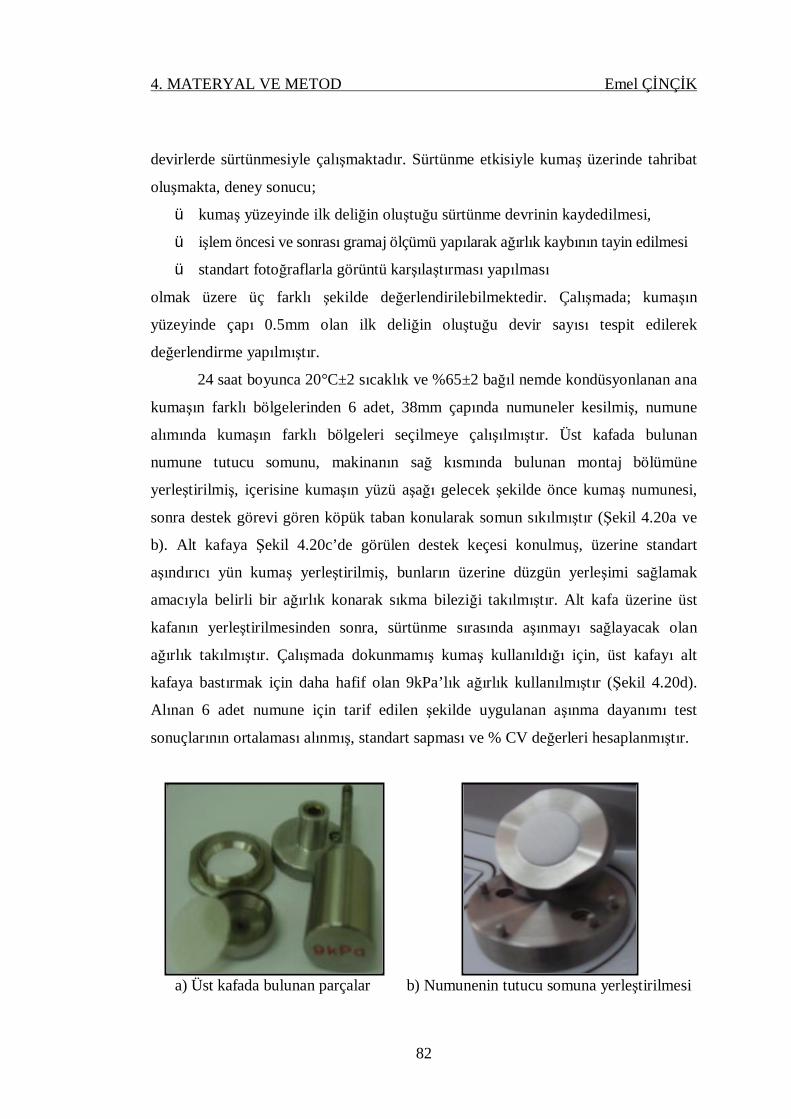
4. MATERYAL VE METOD Emel ÇİNÇİK
82
devirlerde sürtünmesiyle çalışmaktadır. Sürtünme etkisiyle kumaş üzerinde tahribat
oluşmakta, deney sonucu;
ü kumaş yüzeyinde ilk deliğin oluştuğu sürtünme devrinin kaydedilmesi,
ü işlem öncesi ve sonrası gramaj ölçümü yapılarak ağırlık kaybının tayin edilmesi
ü standart fotoğraflarla görüntü karşılaştırması yapılması
olmak üzere üç farklı şekilde değerlendirilebilmektedir. Çalışmada; kumaşın
yüzeyinde çapı 0.5mm olan ilk deliğin oluştuğu devir sayısı tespit edilerek
değerlendirme yapılmıştır.
24 saat boyunca 20°C±2 sıcaklık ve %65±2 bağıl nemde kondüsyonlanan ana
kumaşın farklı bölgelerinden 6 adet, 38mm çapında numuneler kesilmiş, numune
alımında kumaşın farklı bölgeleri seçilmeye çalışılmıştır. Üst kafada bulunan
numune tutucu somunu, makinanın sağ kısmında bulunan montaj bölümüne
yerleştirilmiş, içerisine kumaşın yüzü aşağı gelecek şekilde önce kumaş numunesi,
sonra destek görevi gören köpük taban konularak somun sıkılmıştır (Şekil 4.20a ve
b). Alt kafaya Şekil 4.20c’de görülen destek keçesi konulmuş, üzerine standart
aşındırıcı yün kumaş yerleştirilmiş, bunların üzerine düzgün yerleşimi sağlamak
amacıyla belirli bir ağırlık konarak sıkma bileziği takılmıştır. Alt kafa üzerine üst
kafanın yerleştirilmesinden sonra, sürtünme sırasında aşınmayı sağlayacak olan
ağırlık takılmıştır. Çalışmada dokunmamış kumaş kullanıldığı için, üst kafayı alt
kafaya bastırmak için daha hafif olan 9kPa’lık ağırlık kullanılmıştır (Şekil 4.20d).
Alınan 6 adet numune için tarif edilen şekilde uygulanan aşınma dayanımı test
sonuçlarının ortalaması alınmış, standart sapması ve % CV değerleri hesaplanmıştır.
a) Üst kafada bulunan parçalar b) Numunenin tutucu somuna yerleştirilmesi
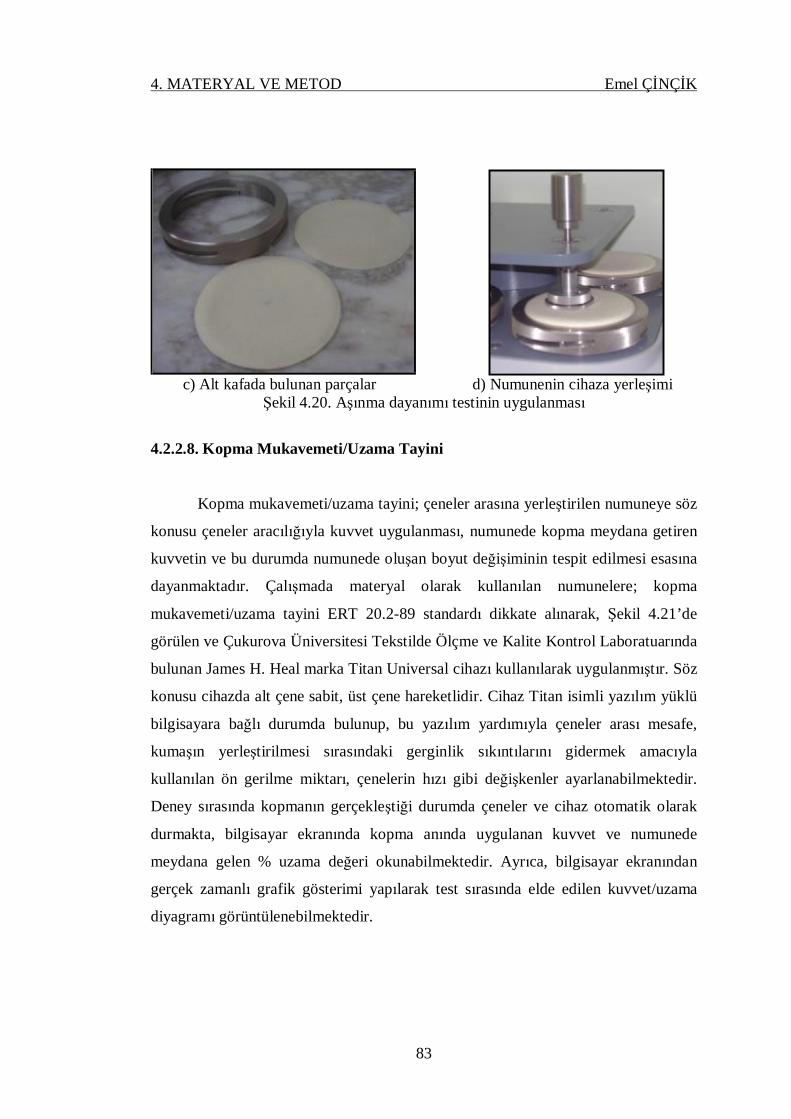
4. MATERYAL VE METOD Emel ÇİNÇİK
83
c) Alt kafada bulunan parçalar d) Numunenin cihaza yerleşimi
Şekil 4.20. Aşınma dayanımı testinin uygulanması
4.2.2.8. Kopma Mukavemeti/Uzama Tayini
Kopma mukavemeti/uzama tayini; çeneler arasına yerleştirilen numuneye söz
konusu çeneler aracılığıyla kuvvet uygulanması, numunede kopma meydana getiren
kuvvetin ve bu durumda numunede oluşan boyut değişiminin tespit edilmesi esasına
dayanmaktadır. Çalışmada materyal olarak kullanılan numunelere; kopma
mukavemeti/uzama tayini ERT 20.2-89 standardı dikkate alınarak, Şekil 4.21’de
görülen ve Çukurova Üniversitesi Tekstilde Ölçme ve Kalite Kontrol Laboratuarında
bulunan James H. Heal marka Titan Universal cihazı kullanılarak uygulanmıştır. Söz
konusu cihazda alt çene sabit, üst çene hareketlidir. Cihaz Titan isimli yazılım yüklü
bilgisayara bağlı durumda bulunup, bu yazılım yardımıyla çeneler arası mesafe,
kumaşın yerleştirilmesi sırasındaki gerginlik sıkıntılarını gidermek amacıyla
kullanılan ön gerilme miktarı, çenelerin hızı gibi değişkenler ayarlanabilmektedir.
Deney sırasında kopmanın gerçekleştiği durumda çeneler ve cihaz otomatik olarak
durmakta, bilgisayar ekranında kopma anında uygulanan kuvvet ve numunede
meydana gelen % uzama değeri okunabilmektedir. Ayrıca, bilgisayar ekranından
gerçek zamanlı grafik gösterimi yapılarak test sırasında elde edilen kuvvet/uzama
diyagramı görüntülenebilmektedir.
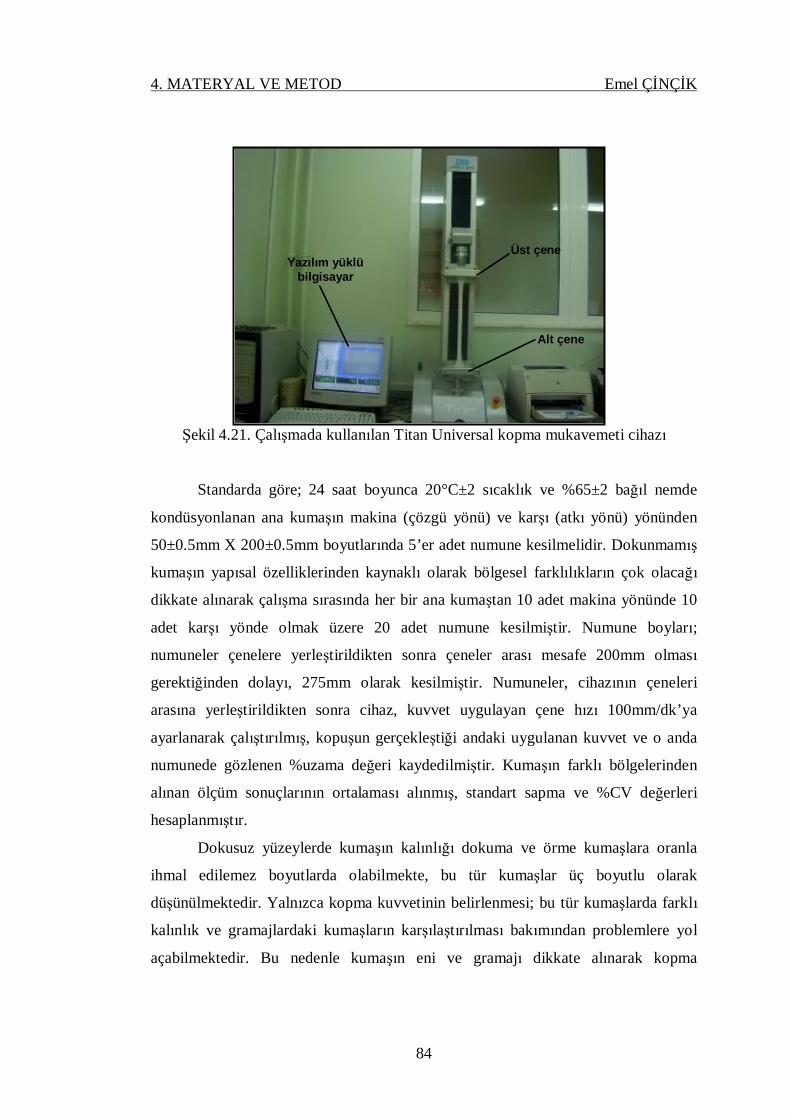
4. MATERYAL VE METOD Emel ÇİNÇİK
84
Şekil 4.21. Çalışmada kullanılan Titan Universal kopma mukavemeti cihazı
Standarda göre; 24 saat boyunca 20°C±2 sıcaklık ve %65±2 bağıl nemde
kondüsyonlanan ana kumaşın makina (çözgü yönü) ve karşı (atkı yönü) yönünden
50±0.5mm X 200±0.5mm boyutlarında 5’er adet numune kesilmelidir. Dokunmamış
kumaşın yapısal özelliklerinden kaynaklı olarak bölgesel farklılıkların çok olacağı
dikkate alınarak çalışma sırasında her bir ana kumaştan 10 adet makina yönünde 10
adet karşı yönde olmak üzere 20 adet numune kesilmiştir. Numune boyları;
numuneler çenelere yerleştirildikten sonra çeneler arası mesafe 200mm olması
gerektiğinden dolayı, 275mm olarak kesilmiştir. Numuneler, cihazının çeneleri
arasına yerleştirildikten sonra cihaz, kuvvet uygulayan çene hızı 100mm/dk’ya
ayarlanarak çalıştırılmış, kopuşun gerçekleştiği andaki uygulanan kuvvet ve o anda
numunede gözlenen %uzama değeri kaydedilmiştir. Kumaşın farklı bölgelerinden
alınan ölçüm sonuçlarının ortalaması alınmış, standart sapma ve %CV değerleri
hesaplanmıştır.
Dokusuz yüzeylerde kumaşın kalınlığı dokuma ve örme kumaşlara oranla
ihmal edilemez boyutlarda olabilmekte, bu tür kumaşlar üç boyutlu olarak
düşünülmektedir. Yalnızca kopma kuvvetinin belirlenmesi; bu tür kumaşlarda farklı
kalınlık ve gramajlardaki kumaşların karşılaştırılması bakımından problemlere yol
açabilmektedir. Bu nedenle kumaşın eni ve gramajı dikkate alınarak kopma
Üst çene
Alt çene
Yazılım yüklü bilgisayar
4. MATERYAL VE METOD Emel ÇİNÇİK
85
mukavemeti değerinin belirlenmesi gerekmektedir. Kumaşın kopma mukavemeti (T)
(cN/tex) ise;
100*
xW
FTα
= (4.3)
ifadesiyle hesaplanabilmektedir. Burada; F kopma kuvvetini (N), α test
numunesinin enini (mm), W kumaş gramajını (g/m2) göstermektedir (Debnath ve
ark., 2006).
Çalışmaya materyal olan numunelerden 100g/m2 ve 125 g/m2 gramaja sahip
olanlar temizlik bezi olarak da kullanılabileceği için söz konusu kumaşların ıslak
haldeki dayanımları da önemlidir. Bu nedenle; adı geçen kumaşların ıslandıklarında
mukavemetlerinde ne yönde değişiklik olacağını belirlemek için belirtilen kumaşlara
ıslak kopma mukavemeti ve kopma uzaması testi de uygulanmıştır. Uygulamada
ERT 20.2-89 standardı esas alınmıştır. Kuru kopma testinde olduğu gibi,
275mm X 50mm boyutlarında her kumaştan 6 adet numune kesilmiştir. Bu
numuneler emme kapasitesi testinde olduğu gibi; metal tül iskelete dört köşesinden
ataçlanarak damıtık su dolu kapta 60±1 saniye bekletilerek ıslatılmış, 120±3 s
boyunca dik olarak drenaj için bekletilmiştir. Bu durumdaki numune Titan Universal
Mukavemet cihazının çenelerine yerleştirilmiş kuru kopma testindeki aşamalar
izlenmiştir. Test sonucu her kumaş için elde edilen kopma kuvveti ve uzaması
değerlerinin ortalaması alınmış, standart sapması ve %CV değerleri hesaplanmıştır.
Teste tabi tutulan kumaşların değerleri aynı kumaşların kuru kopma mukavemeti test
sonuçlarıyla karşılaştırılmıştır.
4.2.2.9. Görüntü Analizi
Dokunmamış kumaşların yapısında; dokuma ve örme kumaşlardan farklı
olarak iplik bulunmadığından ve herhangi bir desen raporu mevcut olmadığından,
kumaş performans özelliklerinin iplik yapısı ya da desen raporu ile ilişkilendirilmesi
söz konusu olmamaktadır. Bu tür kumaşlarda; kumaşın performans özellikleri liflerin
yapıdaki yerleşimi ve yaptıkları bağlar ile ilişkilendirilebilmektedir. Çalışmada
kullanılan numunelerin lif yerleşimi ve lifler arasındaki bağların özeliklerini
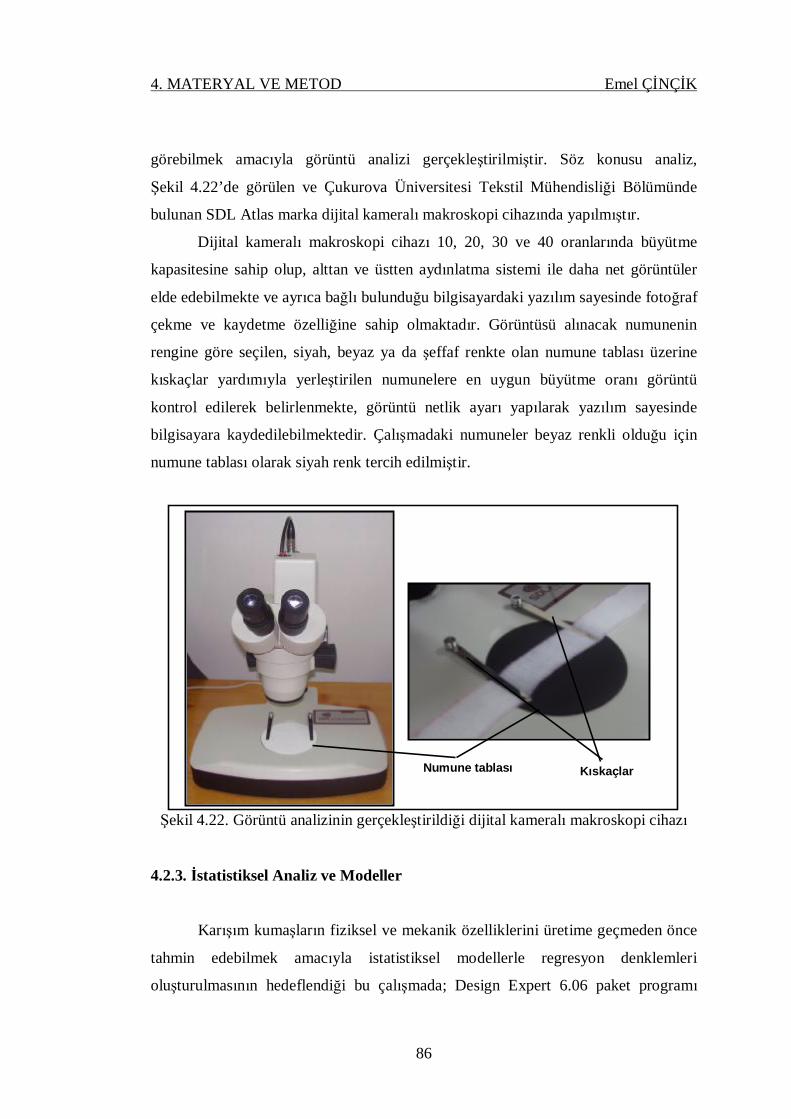
4. MATERYAL VE METOD Emel ÇİNÇİK
86
görebilmek amacıyla görüntü analizi gerçekleştirilmiştir. Söz konusu analiz,
Şekil 4.22’de görülen ve Çukurova Üniversitesi Tekstil Mühendisliği Bölümünde
bulunan SDL Atlas marka dijital kameralı makroskopi cihazında yapılmıştır.
Dijital kameralı makroskopi cihazı 10, 20, 30 ve 40 oranlarında büyütme
kapasitesine sahip olup, alttan ve üstten aydınlatma sistemi ile daha net görüntüler
elde edebilmekte ve ayrıca bağlı bulunduğu bilgisayardaki yazılım sayesinde fotoğraf
çekme ve kaydetme özelliğine sahip olmaktadır. Görüntüsü alınacak numunenin
rengine göre seçilen, siyah, beyaz ya da şeffaf renkte olan numune tablası üzerine
kıskaçlar yardımıyla yerleştirilen numunelere en uygun büyütme oranı görüntü
kontrol edilerek belirlenmekte, görüntü netlik ayarı yapılarak yazılım sayesinde
bilgisayara kaydedilebilmektedir. Çalışmadaki numuneler beyaz renkli olduğu için
numune tablası olarak siyah renk tercih edilmiştir.
Şekil 4.22. Görüntü analizinin gerçekleştirildiği dijital kameralı makroskopi cihazı
4.2.3. İstatistiksel Analiz ve Modeller
Karışım kumaşların fiziksel ve mekanik özelliklerini üretime geçmeden önce
tahmin edebilmek amacıyla istatistiksel modellerle regresyon denklemleri
oluşturulmasının hedeflendiği bu çalışmada; Design Expert 6.06 paket programı
Numune tablası Kıskaçlar
4. MATERYAL VE METOD Emel ÇİNÇİK
87
kullanılmıştır. Geliştirilmesi planlanan istatistiksel model; çalışmada değişken olarak
seçilen parametrelerin yapısı itibariyle, hem karışım değişkenlerini (mixture) hem de
bağımsız değişkenleri (gramaj ve iğneleme yoğunluğu) içeren bir model olmak
durumundadır. Bu özelliklere uygun olan tasarım Karışım X Proses çapraz tasarım
(Mixture X Process Crossed Design) modelleridir. Karışım değişkenleri olarak
polyester ve viskon yüzdeleri, proses değişkenleri olarak ise gramaj ve iğneleme
yoğunluğu alındığında dokunmamış kumaşın fiziksel ve performans özellikleri
(kalınlık, yoğunluk, hava geçirgenliği, patlama mukavemeti, emme kapasitesi,
aşınma dayanımı, kopma mukavemeti, kopma uzaması (%)) tepki değişkenleri olarak
düşünülmektedir. Kurulması hedeflenen istatistiksel modele esas teşkil edecek olan
veriler (tepki değerleri) Deneysel Bulgular ve Tartışma bölümünde verilmiş olup,
her bir kumaştan elde edilen test sonuçları değerlendirilerek Design Expert 6.06
paket programına veri girişi yapılmıştır.
4.2.3.1. Model Seçimi ve Regresyon Analizi
İstatistiksel modeller için Design Expert 6.06 paket programı kullanılan
çalışmada; karışım-proses çapraz dizayn modelleri oluşturulduktan sonra regresyon
eşitlikleri elde edilerek dokusuz yüzeylerin özelliklerinin karışıma ve proses
değişkenlerine bağlı olarak tahmin edilebilmesi sağlanmıştır. Kurulan modellerden
elde edilen regresyon eşitlikleri ile eğriler uydurularak (curve fitting) dokusuz
kumaşın fiziksel ve performans özelliklerinin karışıma (polyester-viskon) ve proses
değişkenlerine (gramaj, iğneleme yoğunluğu) bağlı olarak değişimi görülebilecektir.
Aşağıda çalışmada kullanılan bazı terim ve kavramlar verilerek model seçiminde
dikkat edilmesi gereken hususlar anlatılmıştır.
Regresyon Analizi
Tepki değişkeni veya bağımlı değişken olarak tanımlanan “Y” ve bağımsız
değişken olarak tanımlanan n adet “X1, X2…Xn” arasındaki sebep-sonuç ilişkisini
matematiksel olarak ortaya koyan yönteme regresyon analizi adı verilmektedir.

4. MATERYAL VE METOD Emel ÇİNÇİK
88
Regresyon analizi sonucunda bağımlı değişken bağımsız değişken cinsinden ifade
edilerek bir eşitlik elde edilerek farklı olaylar ile ilgili tahminler yapılabilmektedir.
Regresyon analizi sonucunda elde edilen bir eşitlik genel olarak aşağıdaki gibidir:
Y=β0+ β1X1+ β2X2+ β3X3…… βnXn (4.4)
Burada
Y Bağımlı değişken
X1, X2, X3…… Xn Bağımsız değişken
β0 Sabit değer
β1,β2,β3…… βn Regresyon katsayıları
olarak ifade edilmektedir.
Bağımlı değişken; tepki değişkeni veya yanıt olarak da adlandırılmaktadır.
Çalışmada elde edilen dokusuz yüzeyin fiziksel ve performans özellikleri (kalınlık,
yoğunluk, hava geçirgenliği, patlama mukavemeti, emme kapasitesi, aşınma
dayanımı, kopma mukavemeti ve kopma uzaması) bağımlı değişken olarak
değerlendirilmektedir.
Bağımsız Değişken ise; bağımlı değişken üzerinde etkisi olan değişkenlerdir.
Çalışmada polyester-viskon karışım oranları, kumaş gramajı ve iğneleme yoğunluğu
bağımsız değişken olarak değerlendirilmektedir. Bağımsız değişkenler; Sayılabilir
(Nümerik) Bağımsız Değişkenler ve Sayılamayan (Kategorik) Bağımsız Değişkenler
olmak üzere ikiye ayrılmaktadır. Sayılabilen değişkenler çalışmada yer alan kumaş
gramajı ve iğneleme yoğunluğu gibi sayılarla ifade edilebilen bağımsız değişkenler
olurken, sayılamayan bağımsız değişkenler sayılarla ifade edilemeyen lif cinsi, iğne
türü gibi bağımsız değişkenlerdir (Montgomery, 2001).
Regresyon analizi sonucu elde edilen fonksiyon istatistiksel bir fonksiyon
olduğundan her X değerine karşılık gelen Y değeri aynı olmayıp regresyon denklemi
ile elde edilen değer etrafında yer alan ve normal dağılıma benzer dağılım gösteren
değerleri içerebilmektedir. Bu nedenle regresyon analizi sonucunda bulunan
denklemin geçerliliği, belirli bir güven aralığında ifade edilmelidir (Zervent Ünal,
2007). Çalışmada kullanılan güven aralığı %95 (α=0.05) olarak belirlenmiştir.
4. MATERYAL VE METOD Emel ÇİNÇİK
89
F- Testi
Normal dağılıma sahip iki kitlenin standart sapmalarının eşit olduğu hipoteze
F-testi denilmektedir. Standart sapmaların eşit olması halinde iki kitle
karşılaştırılabilmektedir.
p-değeri
Bu değer; İstatistiksel değerlendirmede modelin ortaya çıkardığı
parametrelerin modele olan katkısının anlamlı veya anlamsız olarak
değerlendirilmesinde kullanılan bir değerdir.
H0: Model uygundur
H1: Model uygun değildir
Hipotezleri tanımlandığında H0 hipotezinin reddedilmesini sağlayan en küçük
anlamlılık seviyesine p-değeri denilmektedir (Montgomery, 2001; Baykal, 2003;
Demiryürek, 2009;).
Varyans Analizi (ANOVA)
Regresyon modelinin istatistiksel olarak anlamlı olup olmadığını
değerlendirmek amacıyla kullanılan çizelge (tablo) varyans analizi tablosu olarak
bilinmektedir. Bu tabloda; kurulan modelin ve modelde yer alan her bir terimin
F-değerleri ve F-değerlerine karşılık gelen p-değerleri yer almaktadır. Burada
bulunan F-değeri; modelin ya da modelde yer alan her bir terimin açıkladığı
değişimin (modelin ya da modeldeki terimlerin kareler toplamı), açıklanamayan
değişime (hataların kareler toplamı) oranı olmaktadır. ANOVA tablosunda p<0.05
olması durumunda kurulan modelin ve modelde yer alan terimlerin anlamlı olduğu
söylenebilmektedir.
Varyans analizi ile anlamlılığı kontrol edilen modelden yola çıkılarak elde
edilen regresyon denklemlerinin geçerlilik seviyelerini ortaya koymak amacıyla R,
R2, düzeltilmiş R2, tahmin edilen R2 gibi kavramlar kullanılmaktadır. Korelasyon
katsayısı olarak ifade edilen R, bağımlı değişken ile bağımsız değişken arasındaki
ilişkiyi göstermektedir. Bu değer -1…+1 arasında değişmekte olup bağımlı değişken
4. MATERYAL VE METOD Emel ÇİNÇİK
90
ile bağımsız değişken arasında +1’e yakın bir korelasyon olması istenen bir
durumdur.
R2 ise kurulan modelde yer alan terimlerin (bağımsız değişkenlerin) bağımlı
değişkeni ne kadar açıkladığını yüzde olarak ifade etmektedir. R2 modelin açıklanma
yüzdesini ifade etse de, yalnızca bu değerin yüksek olması yeterli bulunmamaktadır.
Modele katkısı olmayan terimlerin modelden çıkartılmasıyla elde edilen düzeltilmiş
R2 değeri ve Tahmin Edilen R2 değerinin de hesaplanması ve belirtilmesi
gerekmektedir. Bu değerlerin %100’e yakın olması, kurulan modelin tahminlemede
başarılı olacağının göstergesi olmaktadır.
PRESS değeri ise (Predicted Error Sum of Squares) modelin tahmin
hatalarının bir ölçüsü olarak değerlendirilmektedir. Modelde seçilen bir deney
noktası için tahmin edilen değer olmak üzere o nokta için bulunan tahmin hatası
e= - olarak bulunmaktadır. n tane ölçüm noktası için oluşan PRESS değeri ise
[ ]∑∑==
−==n
iii
n
ii yyePRESS
1
2
1
2 ( (4.5)
olmaktadır. Model seçilirken bu değerin küçük olması istenmektedir (Baykal, 2003,
Demiryürek; 2009).
Regresyon denkleminden elde elden sonuçlarla gerçek değerleri karşılaştırma
imkanı sağlayan Ortalama Hatalar Karesi (MSE: Mean Square Error), Ortalama
Mutlak Hata (MAE: Mean Absolute Error), Ortalama Mutlak Hata Yüzdesi
(MAPE: Mean Absolute Percentage Error) değerleri de görülmektedir. Bu değerler;
sırayla aşağıdaki formüllerle elde edilebilmektedir.
n
yyMSE
n
iii∑
=
−= 1
2)( (
(4.6)
n
yyMAE
n
iii∑
=
−= 1
(
(4.7)
n
xy
yy
MAPE
n
i i
ii 1001
∑=
−
=
(
(4.8)
4. MATERYAL VE METOD Emel ÇİNÇİK
91
Formüllerde yer alan; i deney noktalarını, n toplam deney noktası sayısını,
iy deney noktaları için deney sonucu elde edilen gerçek değerleri, iy( geliştirilen
modelle her bir deney noktası için tahmin edilen değerleri ifade etmektedir. Modelin
tahminlemedeki hata oranını değerlendirmek için ölçüt olan bu değerlerin düşük
olması modelin doğruya yakın tahminleme yaptığını göstermektedir.
Artık Analizi
Regresyon analizi ile elde edilen modelin ortaya çıkardığı hata terimleri
(artık) analiz edilerek modelin tahminlemede kullanılıp kullanılmayacağına karar
verilmektedir. Modelden elde edilen hataların dağılımı normal dağılıma uygun
olması durumunda model tahminlemede kullanılabilecektir. Ayrıca; modelden elde
edilen artıkların model kullanılarak tahmin edilen veriler karşısındaki dağılımının
herhangi bir biçime uymadan rastgele seyir göstermesi de modelin tahminlemede
kullanılabileceğinin bir göstergesidir. Bu nedenle söz konusu dağılımın da
incelenmesi gerekmektedir (Montgomery, 2001).
Dönüşüm (Transformasyon)
Regresyon analizi gerçekleştirilirken; deneysel olarak tespit edilen bağımlı
değişkenlerin değerlerinin büyüklük olarak birbirinden çok farklı olması durumunda
oluşturulan modelin R2 değerleri yüksek olsa bile tahminleme gücü düşmektedir. Bu
durum; söz konusu değerler arasındaki farklılıkların program tarafından hata olarak
algılanmasından kaynaklanmakta olup bağımlı değişkelere dönüşüm
(transformasyon) uygulanması gerekliliği ortaya çıkmaktadır. Dönüşüm; üstel,
logaritmik, karekök gibi fonksiyonlar kullanılarak gerçekleştirilebilmektedir.
Dönüşüm uygulandığında; elde edilen regresyon denkleminde bağımlı değişken
kısmı (y) seçilen fonksiyona uygun hale dönüştürülmektedir (Montgomery, 2001).
Dönüşümün tatbik edilmesiyle ilgili detaylı bilgi dönüşüm uygulanan aşınma
dayanımı sonuçları için ileriki bölümlerde anlatılmıştır.
4. MATERYAL VE METOD Emel ÇİNÇİK
92
4.2.3.2. Tepki Yüzeyi Metodu (Response Surface Methodology)
Tepki yüzeyi metodu çeşitli parametrelere bağlı olan bir problemin
modellenmesinde matematiksel ve istatistiksel yöntemlerin bir arada kullanılarak bu
problemin analiz edilmesi ve optimizasyonunun yapılması şeklinde tarif edilmektedir
(Montgomery, 2001). x1 ve x2 değişkenlerinin bulunduğu bir problemde çözüm
olmaktadır. Burada y, problemin çözümü olan tepki değeri iken çözümde oluşan
hata miktarı olarak ifade edilmektedir. Tepki yüzeyi metodunda bağımsız
değişkenler olan ve ile bağımlı değişken y arasındaki ilişkinin matematiksel
olarak ifade edilebilmesi için çeşitli istatistiksel modellerin kurulması gerekmektedir
(Montgomery, 2001). Çalışmada yürütülen karışım deneylerine uygun istatistiksel
model ise simpleks kafes tasarım adı verilen model olmaktadır.
Simpleks Kafes Tasarım
Karışım deneylerinde karışımın içerdiği bileşenler faktör olarak ele alınırken
bu faktörler birbirinden bağımsız olmamakta, bu nedenle nümerik ya da kategorik
faktör kapsamında düşünülememektedir. Bu durumda karışım faktörü denilen yeni
bir bağımsız değişken türü ortaya çıkmaktadır. Örneğin; çalışmada dokusuz yüzey
karışımındaki polyester ve viskon oranı bağımsız değişken olarak ifade edilirken
polyester oranı ile viskon oranı birbirine bağlı olarak değişen faktörlerdir ve karışım
faktörü olarak ele alınmaktadır. Karışımdaki polyester oranı “P” ise viskon oranı
V=1-P olarak ifade edilmektedir. Karışımı oluşturan bileşenlerin oranı xi ile ifade
edilirse j adet karışım bileşeni için 10 << ix ve , ..., j, i 21= olmak üzere
1...21 =+++ jxxx (4.9)
olmaktadır. Simpleks modeller karışım bileşenlerinin tepki değişkenine olan etkisini
incelemektedir. Çalışmada ise iki karışım bileşeni (polyester, viskon) ve bunların beş
değişik karışım oranları kullanılmıştır. Çalışmada iki adet karışım bileşeni
kullanıldığından
121 =+ xx (4.10)
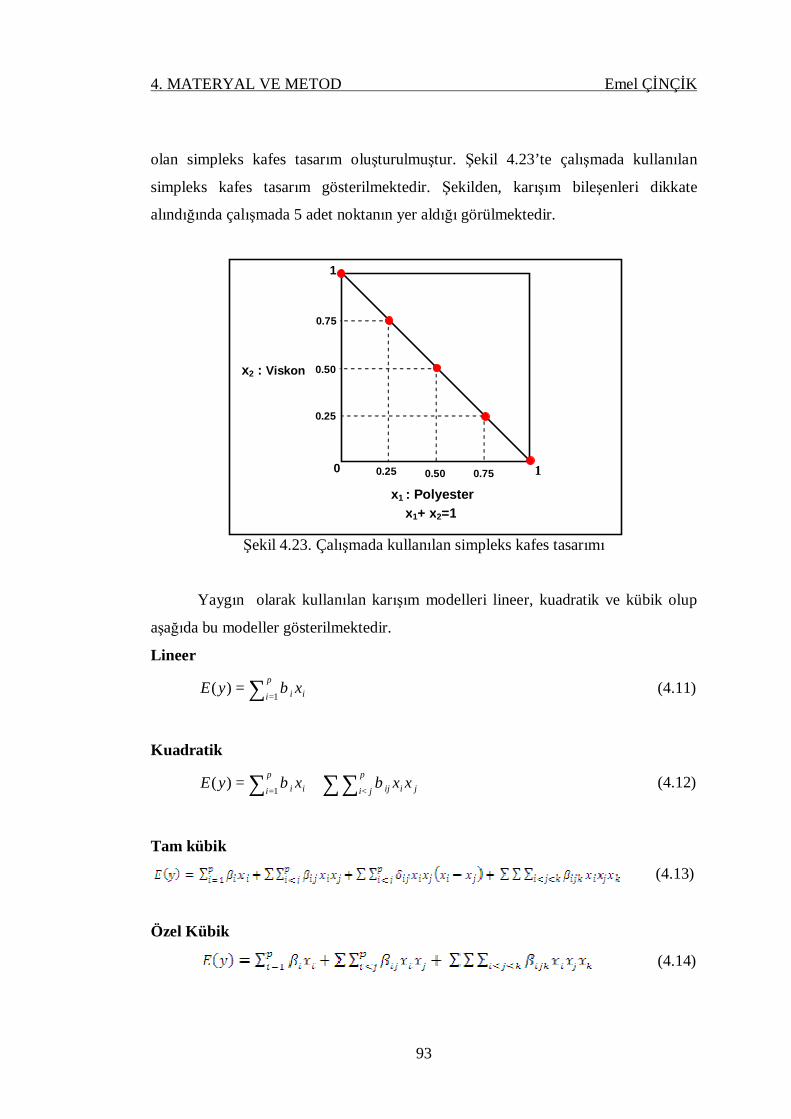
4. MATERYAL VE METOD Emel ÇİNÇİK
93
olan simpleks kafes tasarım oluşturulmuştur. Şekil 4.23’te çalışmada kullanılan
simpleks kafes tasarım gösterilmektedir. Şekilden, karışım bileşenleri dikkate
alındığında çalışmada 5 adet noktanın yer aldığı görülmektedir.
Şekil 4.23. Çalışmada kullanılan simpleks kafes tasarımı
Yaygın olarak kullanılan karışım modelleri lineer, kuadratik ve kübik olup
aşağıda bu modeller gösterilmektedir.
Lineer
∑ ==
p
i ii xyE1
)( β (4.11)
Kuadratik
∑ ∑∑= <+=
p
i
p
ji jiijii xxxyE1
)( ββ (4.12)
Tam kübik
(4.13)
Özel Kübik
(4.14)
0
1
1
x1 : Polyester
x2 : Viskon
x1+ x2=1
0.25 0.50 0.75
0.25
0.50
0.75
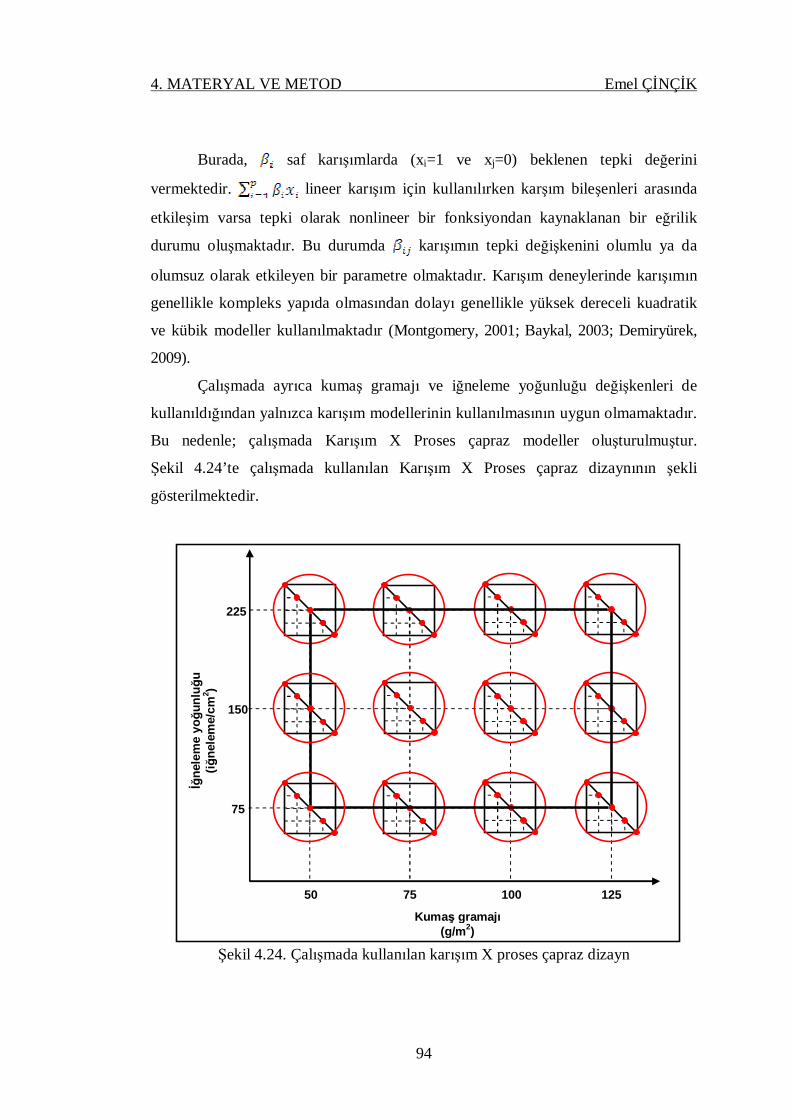
4. MATERYAL VE METOD Emel ÇİNÇİK
94
Burada, saf karışımlarda (xi=1 ve xj=0) beklenen tepki değerini
vermektedir. lineer karışım için kullanılırken karşım bileşenleri arasında
etkileşim varsa tepki olarak nonlineer bir fonksiyondan kaynaklanan bir eğrilik
durumu oluşmaktadır. Bu durumda karışımın tepki değişkenini olumlu ya da
olumsuz olarak etkileyen bir parametre olmaktadır. Karışım deneylerinde karışımın
genellikle kompleks yapıda olmasından dolayı genellikle yüksek dereceli kuadratik
ve kübik modeller kullanılmaktadır (Montgomery, 2001; Baykal, 2003; Demiryürek,
2009).
Çalışmada ayrıca kumaş gramajı ve iğneleme yoğunluğu değişkenleri de
kullanıldığından yalnızca karışım modellerinin kullanılmasının uygun olmamaktadır.
Bu nedenle; çalışmada Karışım X Proses çapraz modeller oluşturulmuştur.
Şekil 4.24’te çalışmada kullanılan Karışım X Proses çapraz dizaynının şekli
gösterilmektedir.
Şekil 4.24. Çalışmada kullanılan karışım X proses çapraz dizayn
İğne
lem
e yo
ğunl
uğu
(iğne
lem
e/cm
2 )
Kumaş gramajı (g/m2)
50 75 100 125
75
150
225

4. MATERYAL VE METOD Emel ÇİNÇİK
95
Şekilden dört farklı kumaş gramajı, üç farklı iğneleme yoğunluğu ve 5 farklı
karışım için çalışmada 60 adet deney noktası bulunduğu görülmektedir. Söz konusu
deney noktaları için uygulanan testler sonucunda elde edilen verilerin Design Expert
6.06 paket programına tanıtılarak girilmesi gerekmektedir.
Kumaş gramajı ve iğneleme yoğunluğu değişkenleri tam bağımsız
değişkenler olup Design Expert 6.06 paket programında Çapraz (crossed)
menüsünden “User Defined” menüsü tıklanarak programa tanıtılmıştır. İlk olarak
karışım oluşturan polyester ve viskon lifleri ve bunların karışım oranları programa
girilmiştir. Daha sonra sayılabilen (nümerik) bağımsız değişkenler olan kumaş
gramajı ve iğneleme yoğunluğu da programa girildikten sonra tepki değeri olarak
deneysel çalışmalar sonucu elde edilen kumaş özelliklerinin değerleri programa
eklenmiştir. Program ile varyans analizi (ANOVA) yapılarak hangi modelin
kullanılması gerektiği belirlendikten sonra oluşturulan modelden regresyon denklemi
elde edilerek dokunmamış kumaş özelliklerinin tahmin edilebilmesi sağlanmıştır.
Söz konusu analizlerin nasıl yapıldığı Deneysel Bulgular ve Tartışma bölümünde
ayrıntılı olarak yer almaktadır.

4. MATERYAL VE METOD Emel ÇİNÇİK
96
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
97
5. DENEYSEL BULGULAR VE TARTIŞMA
Çalışma kapsamında beş farklı karışım oranında (%100Polyester,
%75Polyester / %25Viskon, %50Polyester / %50Viskon, %25Polyester / %75Viskon ve
%100Viskon) hazırlanan dokular çapraz olarak serilmiş, dört farklı gramajda
(50g/m2, 75g/m2, 100g/m2 ve 125g/m2) ve üç farklı iğneleme yoğunluğunda
(75 iğneleme sayısı/cm2, 150 iğneleme sayısı/cm2 ve 225 iğneleme sayısı/cm2) atmış
adet farklı yapıda dokunmamış kumaş elde edilmiştir.
Üretilen dokunmamış kumaşların fiziksel ve performans özellikleri Materyal
ve Metot bölümünde verilen
ü Gramaj tayini,
ü Kalınlık tayini,
ü Hava geçirgenliği tayini,
ü Patlama mukavemeti tayini,
ü Emicilik (hidrofilite) tayini,
ü Kopma mukavemeti/%uzama tayini, Aşınma dayanımı tayini
ü Görüntü analizi
gibi çeşitli ölçme ve test yöntemleriyle tespit edilmiştir.
Bu bölümde; çalışma kapsamında üretilen dokunmamış kumaşlara uygulanan
testlerin sonuçlarına ve bu test sonuçları esas alınarak; kumaşa ait her bir fiziksel ve
performans özelliği için istatistiksel yöntemlerle geliştirilen tahminleme modellerine
yer verilmiştir. İstatistiksel modeller kurulurken dikkat edilmesi gereken hususlar
“Materyal Metod” bölümünde anlatılmıştır. Oluşturulan regresyon eşitlikleriyle;
dokusuz kumaş özelliklerinin karışım (polyester/viskon oranı) ve proses (kumaş
gramajı, iğneleme yoğunluğu) değişkenlerine bağlı olarak tahmin edilmesi
sağlanmıştır. Ayrıca; çalışmada değişken olarak alınan karışım oranı, kumaş gramajı
ve iğneleme yoğunluğu gibi parametrelerin kumaşın fiziksel ve performans
özelliklerine etkisi irdelenmeye çalışılmıştır.
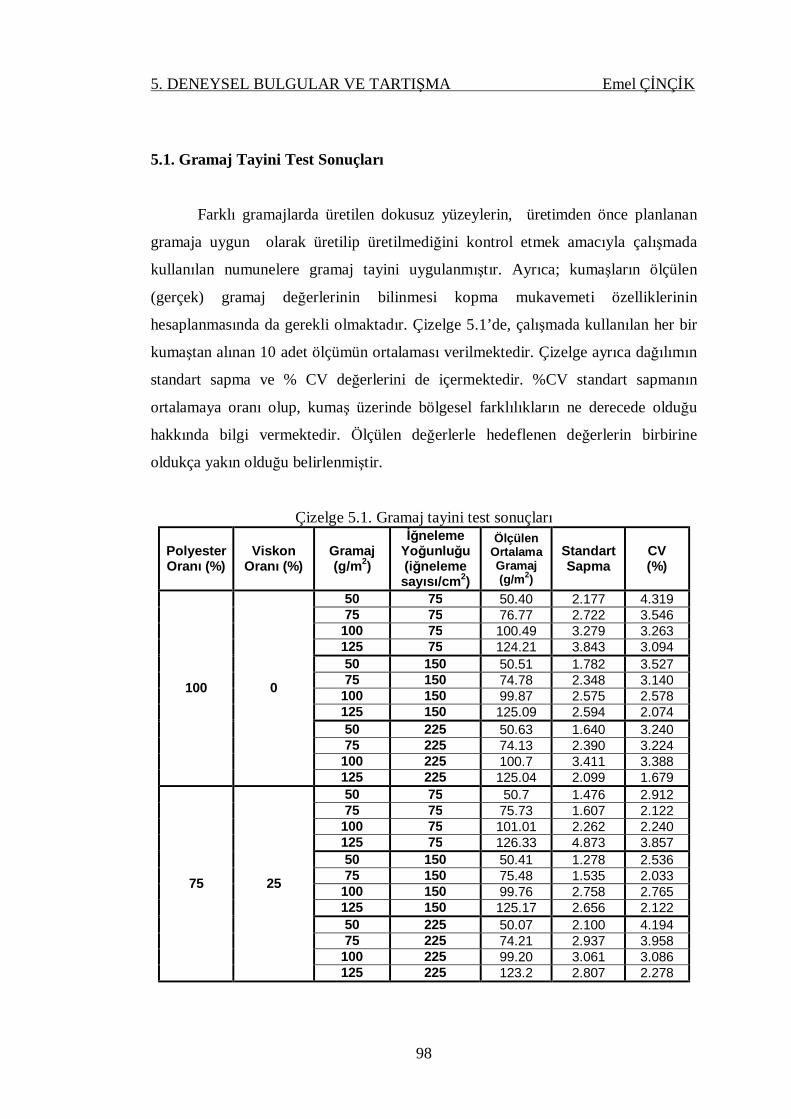
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
98
5.1. Gramaj Tayini Test Sonuçları
Farklı gramajlarda üretilen dokusuz yüzeylerin, üretimden önce planlanan
gramaja uygun olarak üretilip üretilmediğini kontrol etmek amacıyla çalışmada
kullanılan numunelere gramaj tayini uygulanmıştır. Ayrıca; kumaşların ölçülen
(gerçek) gramaj değerlerinin bilinmesi kopma mukavemeti özelliklerinin
hesaplanmasında da gerekli olmaktadır. Çizelge 5.1’de, çalışmada kullanılan her bir
kumaştan alınan 10 adet ölçümün ortalaması verilmektedir. Çizelge ayrıca dağılımın
standart sapma ve % CV değerlerini de içermektedir. %CV standart sapmanın
ortalamaya oranı olup, kumaş üzerinde bölgesel farklılıkların ne derecede olduğu
hakkında bilgi vermektedir. Ölçülen değerlerle hedeflenen değerlerin birbirine
oldukça yakın olduğu belirlenmiştir.
Çizelge 5.1. Gramaj tayini test sonuçları
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu (iğneleme sayısı/cm2)
Ölçülen Ortalama Gramaj (g/m2)
Standart Sapma
CV (%)
100 0
50 75 50.40 2.177 4.319 75 75 76.77 2.722 3.546
100 75 100.49 3.279 3.263 125 75 124.21 3.843 3.094 50 150 50.51 1.782 3.527 75 150 74.78 2.348 3.140
100 150 99.87 2.575 2.578 125 150 125.09 2.594 2.074 50 225 50.63 1.640 3.240 75 225 74.13 2.390 3.224
100 225 100.7 3.411 3.388 125 225 125.04 2.099 1.679
75 25
50 75 50.7 1.476 2.912 75 75 75.73 1.607 2.122
100 75 101.01 2.262 2.240 125 75 126.33 4.873 3.857 50 150 50.41 1.278 2.536 75 150 75.48 1.535 2.033
100 150 99.76 2.758 2.765 125 150 125.17 2.656 2.122 50 225 50.07 2.100 4.194 75 225 74.21 2.937 3.958
100 225 99.20 3.061 3.086 125 225 123.2 2.807 2.278
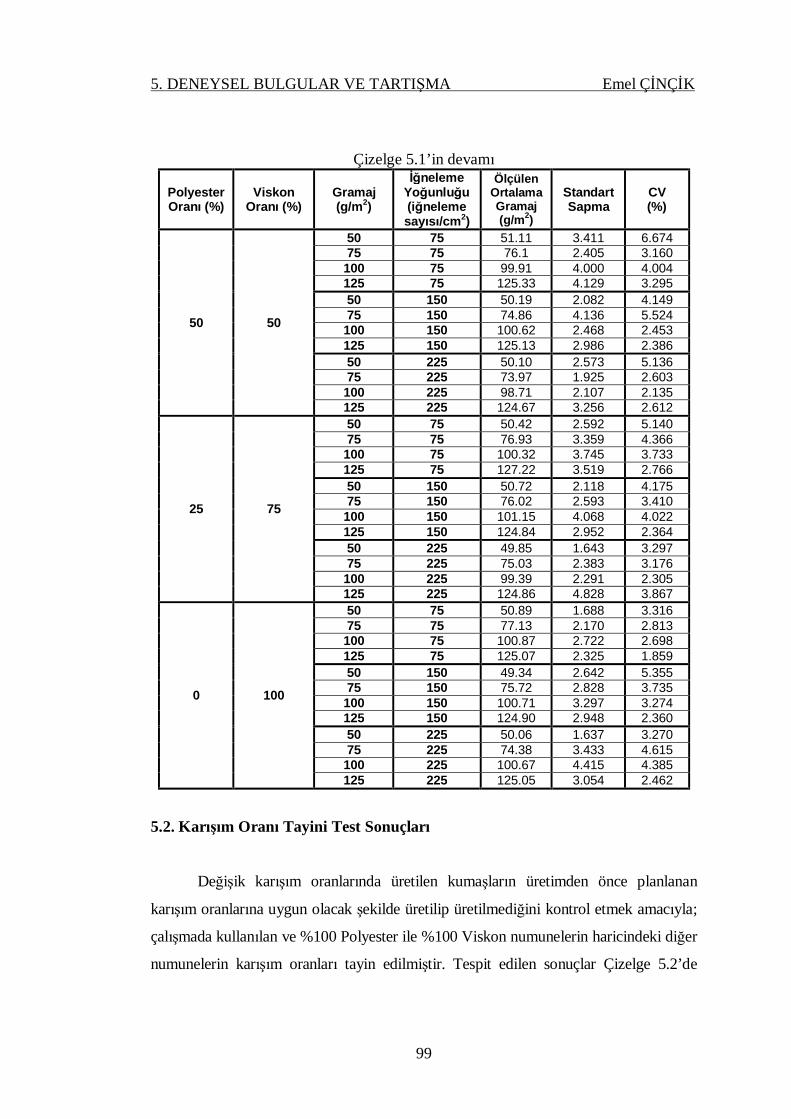
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
99
Çizelge 5.1’in devamı
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu (iğneleme sayısı/cm2)
Ölçülen Ortalama Gramaj (g/m2)
Standart Sapma
CV (%)
50 50
50 75 51.11 3.411 6.674 75 75 76.1 2.405 3.160 100 75 99.91 4.000 4.004 125 75 125.33 4.129 3.295 50 150 50.19 2.082 4.149 75 150 74.86 4.136 5.524 100 150 100.62 2.468 2.453 125 150 125.13 2.986 2.386 50 225 50.10 2.573 5.136 75 225 73.97 1.925 2.603 100 225 98.71 2.107 2.135 125 225 124.67 3.256 2.612
25 75
50 75 50.42 2.592 5.140 75 75 76.93 3.359 4.366 100 75 100.32 3.745 3.733 125 75 127.22 3.519 2.766 50 150 50.72 2.118 4.175 75 150 76.02 2.593 3.410 100 150 101.15 4.068 4.022 125 150 124.84 2.952 2.364 50 225 49.85 1.643 3.297 75 225 75.03 2.383 3.176 100 225 99.39 2.291 2.305 125 225 124.86 4.828 3.867
0 100
50 75 50.89 1.688 3.316 75 75 77.13 2.170 2.813 100 75 100.87 2.722 2.698 125 75 125.07 2.325 1.859 50 150 49.34 2.642 5.355 75 150 75.72 2.828 3.735 100 150 100.71 3.297 3.274 125 150 124.90 2.948 2.360 50 225 50.06 1.637 3.270 75 225 74.38 3.433 4.615 100 225 100.67 4.415 4.385 125 225 125.05 3.054 2.462
5.2. Karışım Oranı Tayini Test Sonuçları
Değişik karışım oranlarında üretilen kumaşların üretimden önce planlanan
karışım oranlarına uygun olacak şekilde üretilip üretilmediğini kontrol etmek amacıyla;
çalışmada kullanılan ve %100 Polyester ile %100 Viskon numunelerin haricindeki diğer
numunelerin karışım oranları tayin edilmiştir. Tespit edilen sonuçlar Çizelge 5.2’de
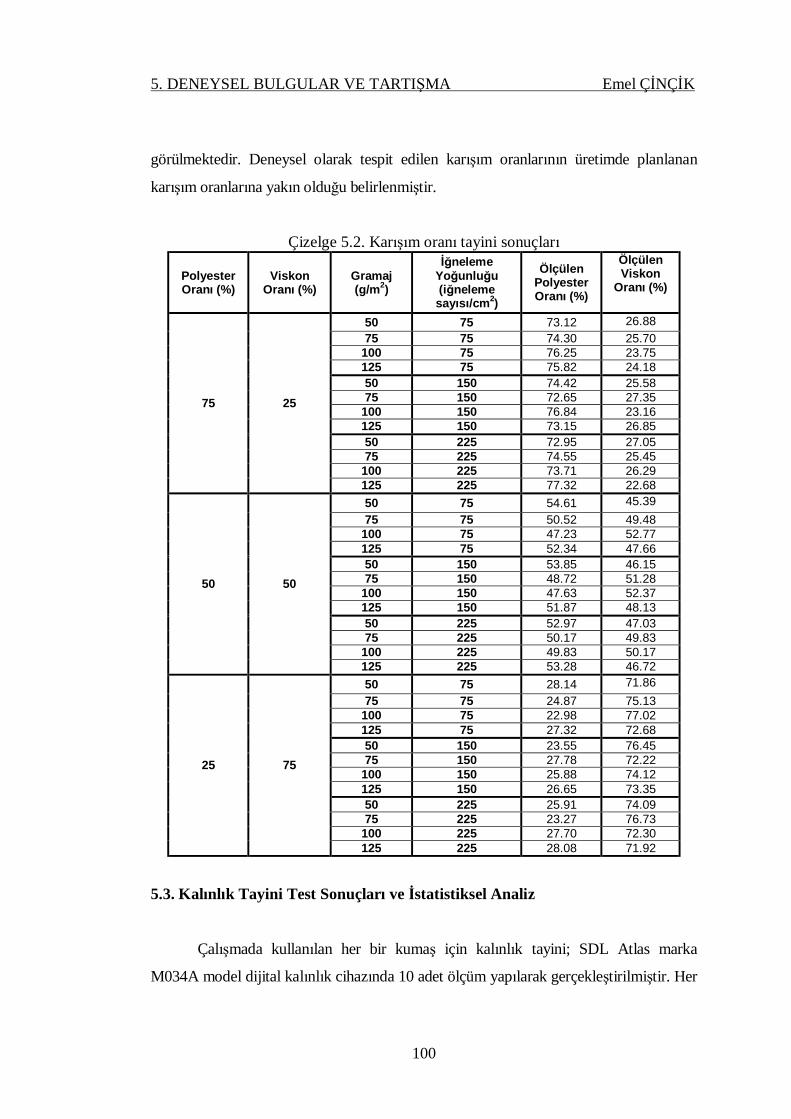
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
100
görülmektedir. Deneysel olarak tespit edilen karışım oranlarının üretimde planlanan
karışım oranlarına yakın olduğu belirlenmiştir.
Çizelge 5.2. Karışım oranı tayini sonuçları
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu (iğneleme sayısı/cm2)
Ölçülen Polyester Oranı (%)
Ölçülen Viskon
Oranı (%)
75 25
50 75 73.12 26.88 75 75 74.30 25.70
100 75 76.25 23.75 125 75 75.82 24.18 50 150 74.42 25.58 75 150 72.65 27.35
100 150 76.84 23.16 125 150 73.15 26.85 50 225 72.95 27.05 75 225 74.55 25.45
100 225 73.71 26.29 125 225 77.32 22.68
50 50
50 75 54.61 45.39 75 75 50.52 49.48
100 75 47.23 52.77 125 75 52.34 47.66 50 150 53.85 46.15 75 150 48.72 51.28
100 150 47.63 52.37 125 150 51.87 48.13 50 225 52.97 47.03 75 225 50.17 49.83
100 225 49.83 50.17 125 225 53.28 46.72
25 75
50 75 28.14 71.86 75 75 24.87 75.13
100 75 22.98 77.02 125 75 27.32 72.68 50 150 23.55 76.45 75 150 27.78 72.22
100 150 25.88 74.12 125 150 26.65 73.35 50 225 25.91 74.09 75 225 23.27 76.73
100 225 27.70 72.30 125 225 28.08 71.92
5.3. Kalınlık Tayini Test Sonuçları ve İstatistiksel Analiz
Çalışmada kullanılan her bir kumaş için kalınlık tayini; SDL Atlas marka
M034A model dijital kalınlık cihazında 10 adet ölçüm yapılarak gerçekleştirilmiştir. Her
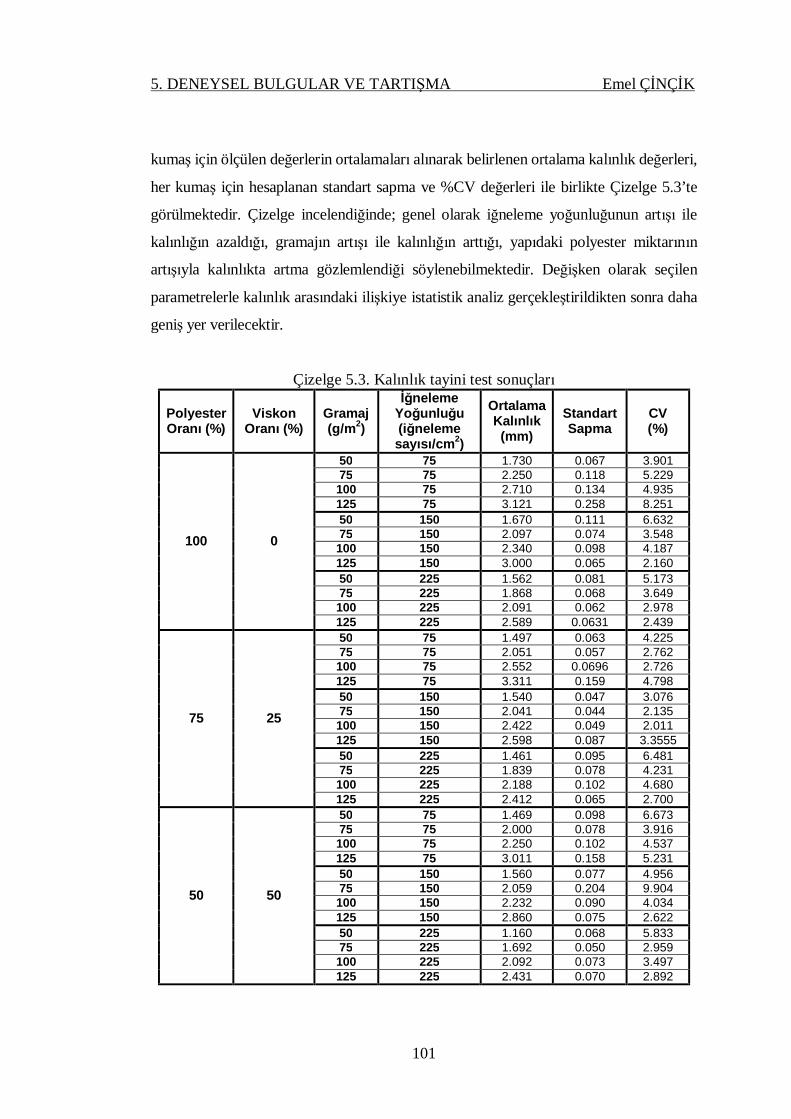
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
101
kumaş için ölçülen değerlerin ortalamaları alınarak belirlenen ortalama kalınlık değerleri,
her kumaş için hesaplanan standart sapma ve %CV değerleri ile birlikte Çizelge 5.3’te
görülmektedir. Çizelge incelendiğinde; genel olarak iğneleme yoğunluğunun artışı ile
kalınlığın azaldığı, gramajın artışı ile kalınlığın arttığı, yapıdaki polyester miktarının
artışıyla kalınlıkta artma gözlemlendiği söylenebilmektedir. Değişken olarak seçilen
parametrelerle kalınlık arasındaki ilişkiye istatistik analiz gerçekleştirildikten sonra daha
geniş yer verilecektir.
Çizelge 5.3. Kalınlık tayini test sonuçları
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu (iğneleme sayısı/cm2)
Ortalama Kalınlık (mm)
Standart Sapma
CV (%)
100 0
50 75 1.730 0.067 3.901 75 75 2.250 0.118 5.229 100 75 2.710 0.134 4.935 125 75 3.121 0.258 8.251 50 150 1.670 0.111 6.632 75 150 2.097 0.074 3.548 100 150 2.340 0.098 4.187 125 150 3.000 0.065 2.160 50 225 1.562 0.081 5.173 75 225 1.868 0.068 3.649 100 225 2.091 0.062 2.978 125 225 2.589 0.0631 2.439
75 25
50 75 1.497 0.063 4.225 75 75 2.051 0.057 2.762 100 75 2.552 0.0696 2.726 125 75 3.311 0.159 4.798 50 150 1.540 0.047 3.076 75 150 2.041 0.044 2.135 100 150 2.422 0.049 2.011 125 150 2.598 0.087 3.3555 50 225 1.461 0.095 6.481 75 225 1.839 0.078 4.231 100 225 2.188 0.102 4.680 125 225 2.412 0.065 2.700
50 50
50 75 1.469 0.098 6.673 75 75 2.000 0.078 3.916 100 75 2.250 0.102 4.537 125 75 3.011 0.158 5.231 50 150 1.560 0.077 4.956 75 150 2.059 0.204 9.904 100 150 2.232 0.090 4.034 125 150 2.860 0.075 2.622 50 225 1.160 0.068 5.833 75 225 1.692 0.050 2.959 100 225 2.092 0.073 3.497 125 225 2.431 0.070 2.892
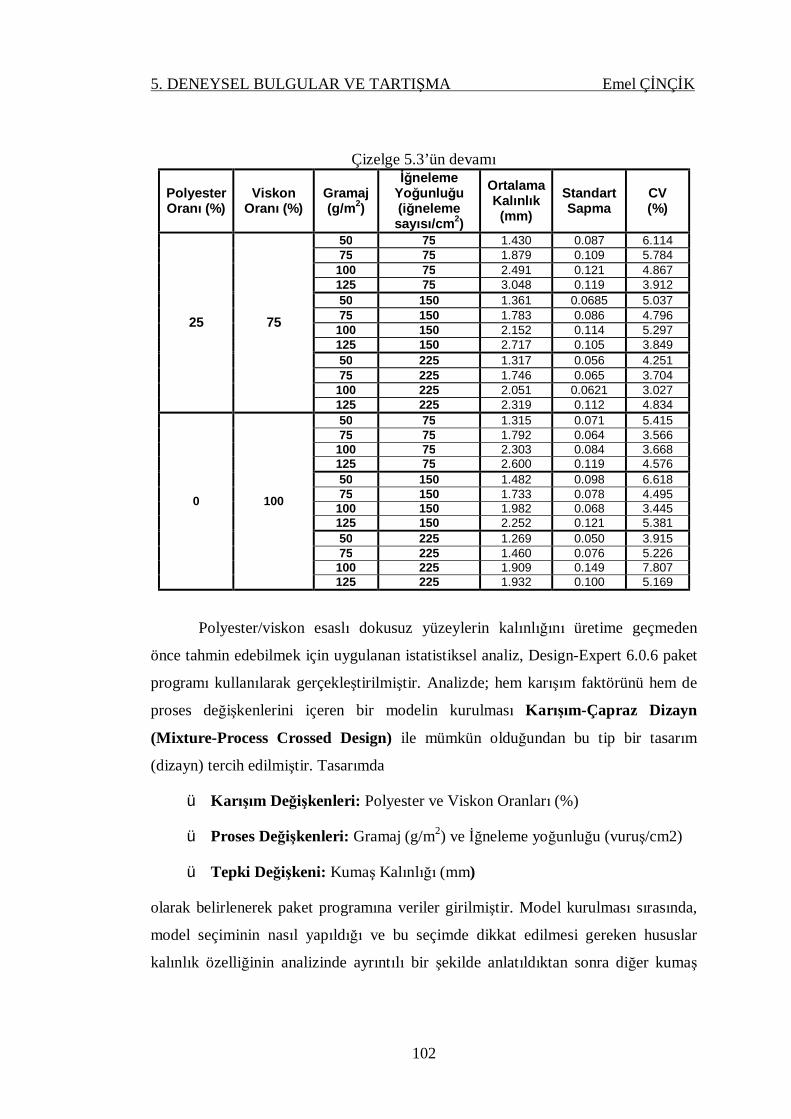
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
102
Çizelge 5.3’ün devamı
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu (iğneleme sayısı/cm2)
Ortalama Kalınlık (mm)
Standart Sapma
CV (%)
25 75
50 75 1.430 0.087 6.114 75 75 1.879 0.109 5.784
100 75 2.491 0.121 4.867 125 75 3.048 0.119 3.912 50 150 1.361 0.0685 5.037 75 150 1.783 0.086 4.796
100 150 2.152 0.114 5.297 125 150 2.717 0.105 3.849 50 225 1.317 0.056 4.251 75 225 1.746 0.065 3.704
100 225 2.051 0.0621 3.027 125 225 2.319 0.112 4.834
0 100
50 75 1.315 0.071 5.415 75 75 1.792 0.064 3.566
100 75 2.303 0.084 3.668 125 75 2.600 0.119 4.576 50 150 1.482 0.098 6.618 75 150 1.733 0.078 4.495
100 150 1.982 0.068 3.445 125 150 2.252 0.121 5.381 50 225 1.269 0.050 3.915 75 225 1.460 0.076 5.226
100 225 1.909 0.149 7.807 125 225 1.932 0.100 5.169
Polyester/viskon esaslı dokusuz yüzeylerin kalınlığını üretime geçmeden
önce tahmin edebilmek için uygulanan istatistiksel analiz, Design-Expert 6.0.6 paket
programı kullanılarak gerçekleştirilmiştir. Analizde; hem karışım faktörünü hem de
proses değişkenlerini içeren bir modelin kurulması Karışım-Çapraz Dizayn
(Mixture-Process Crossed Design) ile mümkün olduğundan bu tip bir tasarım
(dizayn) tercih edilmiştir. Tasarımda
ü Karışım Değişkenleri: Polyester ve Viskon Oranları (%)
ü Proses Değişkenleri: Gramaj (g/m2) ve İğneleme yoğunluğu (vuruş/cm2)
ü Tepki Değişkeni: Kumaş Kalınlığı (mm)
olarak belirlenerek paket programına veriler girilmiştir. Model kurulması sırasında,
model seçiminin nasıl yapıldığı ve bu seçimde dikkat edilmesi gereken hususlar
kalınlık özelliğinin analizinde ayrıntılı bir şekilde anlatıldıktan sonra diğer kumaş
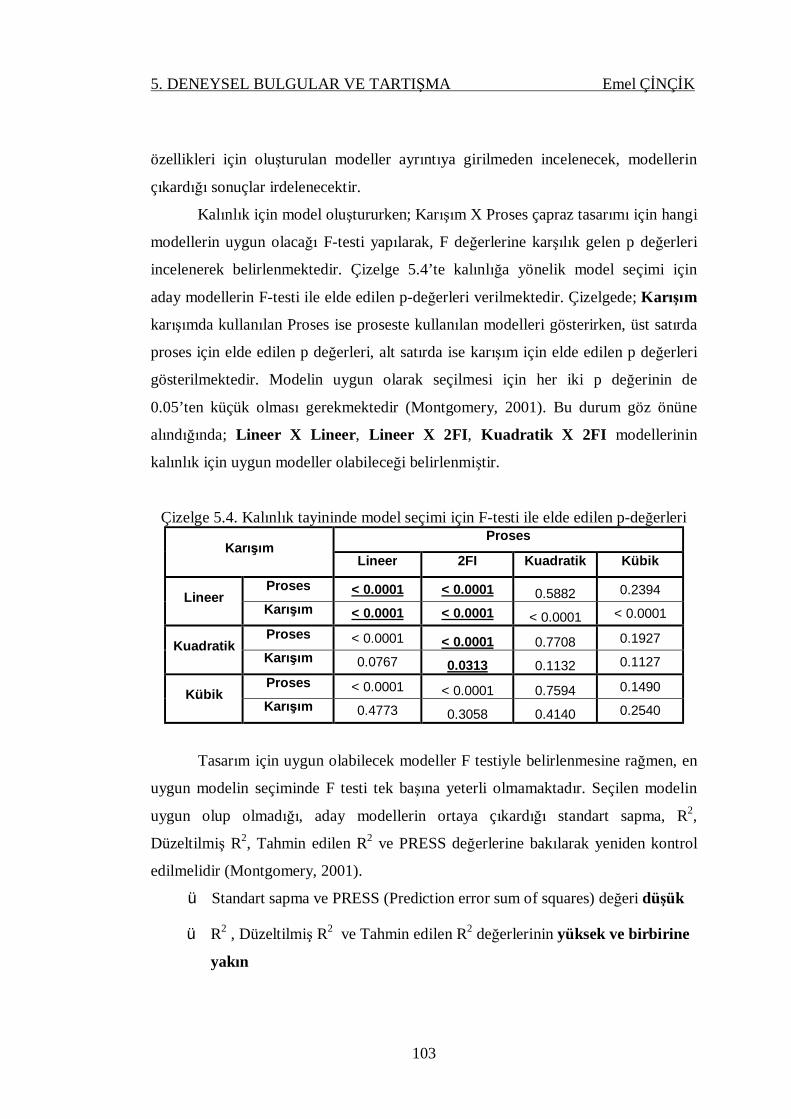
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
103
özellikleri için oluşturulan modeller ayrıntıya girilmeden incelenecek, modellerin
çıkardığı sonuçlar irdelenecektir.
Kalınlık için model oluştururken; Karışım X Proses çapraz tasarımı için hangi
modellerin uygun olacağı F-testi yapılarak, F değerlerine karşılık gelen p değerleri
incelenerek belirlenmektedir. Çizelge 5.4’te kalınlığa yönelik model seçimi için
aday modellerin F-testi ile elde edilen p-değerleri verilmektedir. Çizelgede; Karışım
karışımda kullanılan Proses ise proseste kullanılan modelleri gösterirken, üst satırda
proses için elde edilen p değerleri, alt satırda ise karışım için elde edilen p değerleri
gösterilmektedir. Modelin uygun olarak seçilmesi için her iki p değerinin de
0.05’ten küçük olması gerekmektedir (Montgomery, 2001). Bu durum göz önüne
alındığında; Lineer X Lineer, Lineer X 2FI, Kuadratik X 2FI modellerinin
kalınlık için uygun modeller olabileceği belirlenmiştir.
Çizelge 5.4. Kalınlık tayininde model seçimi için F-testi ile elde edilen p-değerleri
Karışım Proses
Lineer 2FI Kuadratik Kübik
Lineer Proses < 0.0001 < 0.0001 0.5882 0.2394 Karışım < 0.0001 < 0.0001 < 0.0001 < 0.0001
Kuadratik Proses < 0.0001 < 0.0001 0.7708 0.1927 Karışım 0.0767 0.0313 0.1132 0.1127
Kübik Proses < 0.0001 < 0.0001 0.7594 0.1490 Karışım 0.4773 0.3058 0.4140 0.2540
Tasarım için uygun olabilecek modeller F testiyle belirlenmesine rağmen, en
uygun modelin seçiminde F testi tek başına yeterli olmamaktadır. Seçilen modelin
uygun olup olmadığı, aday modellerin ortaya çıkardığı standart sapma, R2,
Düzeltilmiş R2, Tahmin edilen R2 ve PRESS değerlerine bakılarak yeniden kontrol
edilmelidir (Montgomery, 2001).
ü Standart sapma ve PRESS (Prediction error sum of squares) değeri düşük
ü R2 , Düzeltilmiş R2 ve Tahmin edilen R2 değerlerinin yüksek ve birbirine
yakın
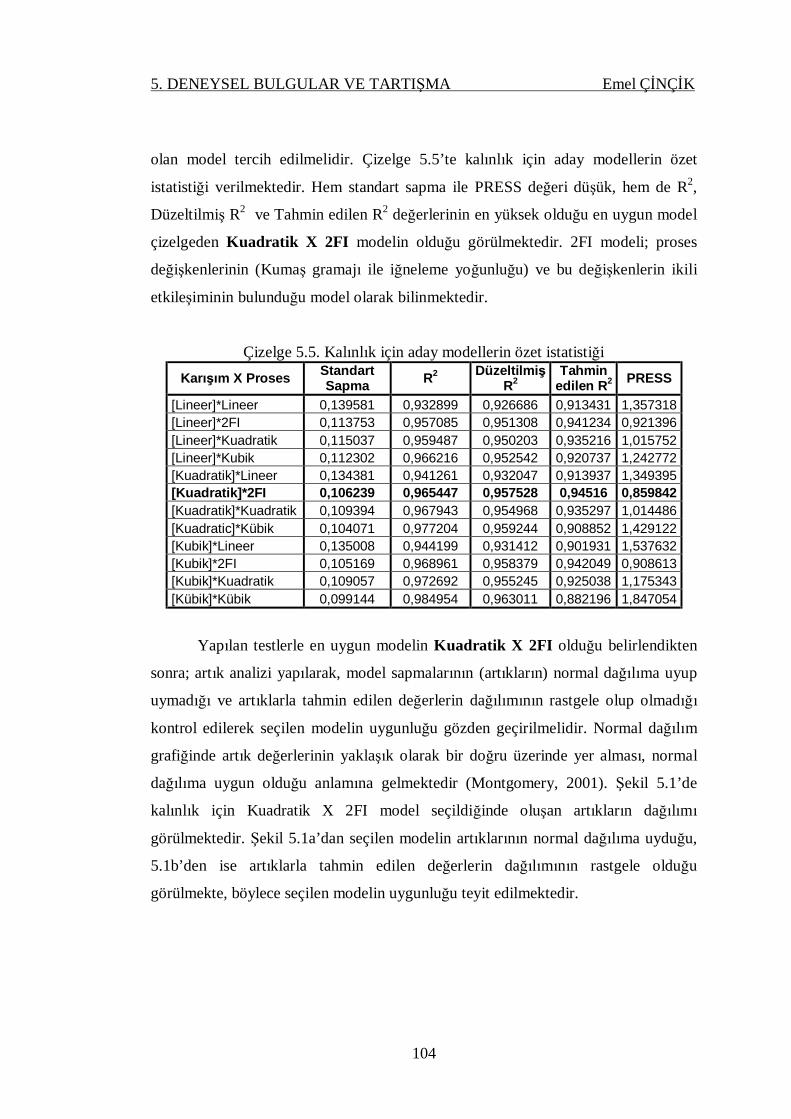
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
104
olan model tercih edilmelidir. Çizelge 5.5’te kalınlık için aday modellerin özet
istatistiği verilmektedir. Hem standart sapma ile PRESS değeri düşük, hem de R2,
Düzeltilmiş R2 ve Tahmin edilen R2 değerlerinin en yüksek olduğu en uygun model
çizelgeden Kuadratik X 2FI modelin olduğu görülmektedir. 2FI modeli; proses
değişkenlerinin (Kumaş gramajı ile iğneleme yoğunluğu) ve bu değişkenlerin ikili
etkileşiminin bulunduğu model olarak bilinmektedir.
Çizelge 5.5. Kalınlık için aday modellerin özet istatistiği Karışım X Proses Standart
Sapma R2 Düzeltilmiş R2
Tahmin edilen R2 PRESS
[Lineer]*Lineer 0,139581 0,932899 0,926686 0,913431 1,357318 [Lineer]*2FI 0,113753 0,957085 0,951308 0,941234 0,921396 [Lineer]*Kuadratik 0,115037 0,959487 0,950203 0,935216 1,015752 [Lineer]*Kubik 0,112302 0,966216 0,952542 0,920737 1,242772 [Kuadratik]*Lineer 0,134381 0,941261 0,932047 0,913937 1,349395 [Kuadratik]*2FI 0,106239 0,965447 0,957528 0,94516 0,859842 [Kuadratik]*Kuadratik 0,109394 0,967943 0,954968 0,935297 1,014486 [Kuadratic]*Kübik 0,104071 0,977204 0,959244 0,908852 1,429122 [Kubik]*Lineer 0,135008 0,944199 0,931412 0,901931 1,537632 [Kubik]*2FI 0,105169 0,968961 0,958379 0,942049 0,908613 [Kubik]*Kuadratik 0,109057 0,972692 0,955245 0,925038 1,175343 [Kübik]*Kübik 0,099144 0,984954 0,963011 0,882196 1,847054
Yapılan testlerle en uygun modelin Kuadratik X 2FI olduğu belirlendikten
sonra; artık analizi yapılarak, model sapmalarının (artıkların) normal dağılıma uyup
uymadığı ve artıklarla tahmin edilen değerlerin dağılımının rastgele olup olmadığı
kontrol edilerek seçilen modelin uygunluğu gözden geçirilmelidir. Normal dağılım
grafiğinde artık değerlerinin yaklaşık olarak bir doğru üzerinde yer alması, normal
dağılıma uygun olduğu anlamına gelmektedir (Montgomery, 2001). Şekil 5.1’de
kalınlık için Kuadratik X 2FI model seçildiğinde oluşan artıkların dağılımı
görülmektedir. Şekil 5.1a’dan seçilen modelin artıklarının normal dağılıma uyduğu,
5.1b’den ise artıklarla tahmin edilen değerlerin dağılımının rastgele olduğu
görülmekte, böylece seçilen modelin uygunluğu teyit edilmektedir.
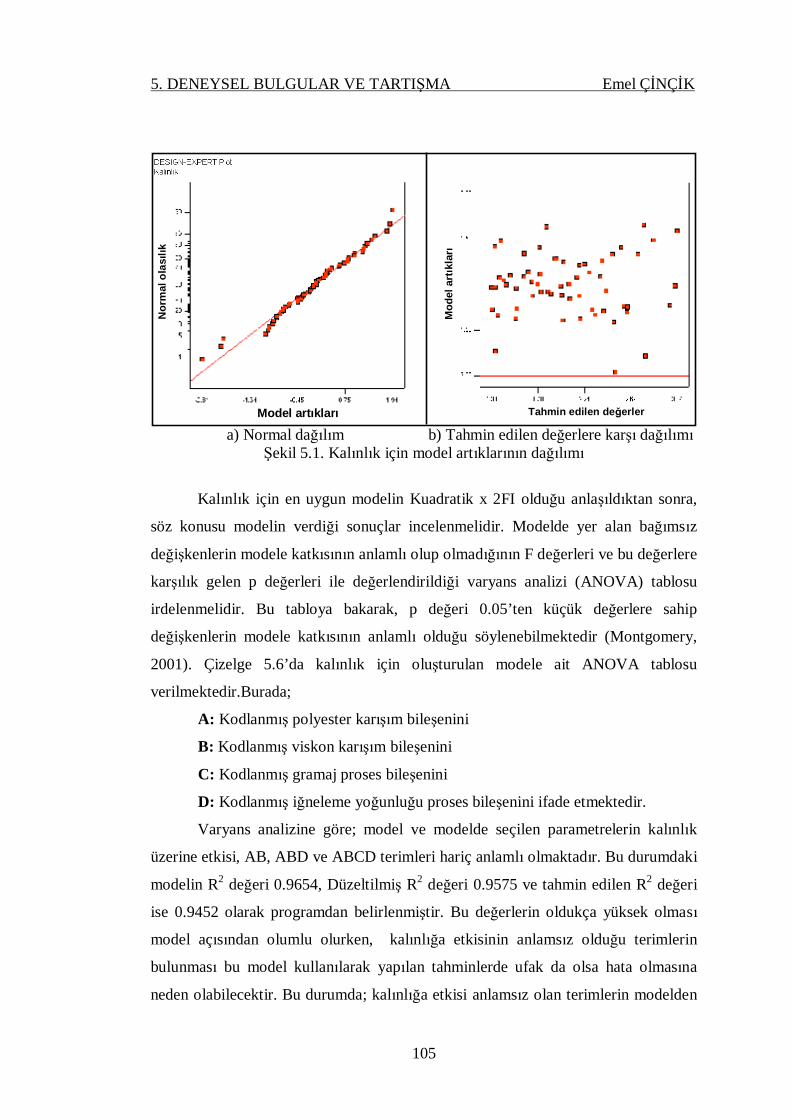
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
105
a) Normal dağılım b) Tahmin edilen değerlere karşı dağılımı Şekil 5.1. Kalınlık için model artıklarının dağılımı
Kalınlık için en uygun modelin Kuadratik x 2FI olduğu anlaşıldıktan sonra,
söz konusu modelin verdiği sonuçlar incelenmelidir. Modelde yer alan bağımsız
değişkenlerin modele katkısının anlamlı olup olmadığının F değerleri ve bu değerlere
karşılık gelen p değerleri ile değerlendirildiği varyans analizi (ANOVA) tablosu
irdelenmelidir. Bu tabloya bakarak, p değeri 0.05’ten küçük değerlere sahip
değişkenlerin modele katkısının anlamlı olduğu söylenebilmektedir (Montgomery,
2001). Çizelge 5.6’da kalınlık için oluşturulan modele ait ANOVA tablosu
verilmektedir.Burada;
A: Kodlanmış polyester karışım bileşenini
B: Kodlanmış viskon karışım bileşenini
C: Kodlanmış gramaj proses bileşenini
D: Kodlanmış iğneleme yoğunluğu proses bileşenini ifade etmektedir.
Varyans analizine göre; model ve modelde seçilen parametrelerin kalınlık
üzerine etkisi, AB, ABD ve ABCD terimleri hariç anlamlı olmaktadır. Bu durumdaki
modelin R2 değeri 0.9654, Düzeltilmiş R2 değeri 0.9575 ve tahmin edilen R2 değeri
ise 0.9452 olarak programdan belirlenmiştir. Bu değerlerin oldukça yüksek olması
model açısından olumlu olurken, kalınlığa etkisinin anlamsız olduğu terimlerin
bulunması bu model kullanılarak yapılan tahminlerde ufak da olsa hata olmasına
neden olabilecektir. Bu durumda; kalınlığa etkisi anlamsız olan terimlerin modelden
Nor
mal
ola
sılık
Model artıkları
Mod
el a
rtık
ları
Tahmin edilen değerler
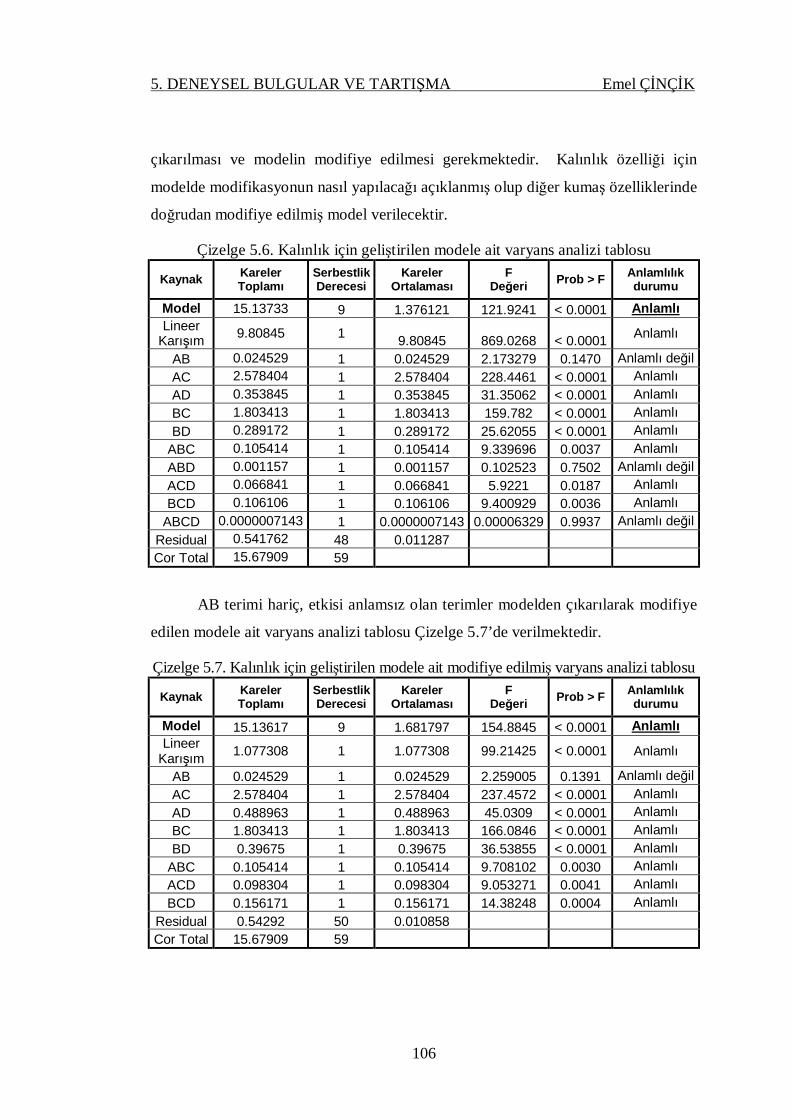
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
106
çıkarılması ve modelin modifiye edilmesi gerekmektedir. Kalınlık özelliği için
modelde modifikasyonun nasıl yapılacağı açıklanmış olup diğer kumaş özelliklerinde
doğrudan modifiye edilmiş model verilecektir.
Çizelge 5.6. Kalınlık için geliştirilen modele ait varyans analizi tablosu
Kaynak Kareler Toplamı
Serbestlik Derecesi
Kareler Ortalaması
F Değeri Prob > F Anlamlılık
durumu
Model 15.13733 9 1.376121 121.9241 < 0.0001 Anlamlı Lineer
Karışım 9.80845 1 9.80845 869.0268 < 0.0001 Anlamlı
AB 0.024529 1 0.024529 2.173279 0.1470 Anlamlı değil AC 2.578404 1 2.578404 228.4461 < 0.0001 Anlamlı AD 0.353845 1 0.353845 31.35062 < 0.0001 Anlamlı BC 1.803413 1 1.803413 159.782 < 0.0001 Anlamlı BD 0.289172 1 0.289172 25.62055 < 0.0001 Anlamlı
ABC 0.105414 1 0.105414 9.339696 0.0037 Anlamlı ABD 0.001157 1 0.001157 0.102523 0.7502 Anlamlı değil ACD 0.066841 1 0.066841 5.9221 0.0187 Anlamlı BCD 0.106106 1 0.106106 9.400929 0.0036 Anlamlı
ABCD 0.0000007143 1 0.0000007143 0.00006329 0.9937 Anlamlı değil Residual 0.541762 48 0.011287 Cor Total 15.67909 59
AB terimi hariç, etkisi anlamsız olan terimler modelden çıkarılarak modifiye
edilen modele ait varyans analizi tablosu Çizelge 5.7’de verilmektedir.
Çizelge 5.7. Kalınlık için geliştirilen modele ait modifiye edilmiş varyans analizi tablosu
Kaynak Kareler Toplamı
Serbestlik Derecesi
Kareler Ortalaması
F Değeri Prob > F Anlamlılık
durumu
Model 15.13617 9 1.681797 154.8845 < 0.0001 Anlamlı Lineer
Karışım 1.077308 1 1.077308 99.21425 < 0.0001 Anlamlı
AB 0.024529 1 0.024529 2.259005 0.1391 Anlamlı değil AC 2.578404 1 2.578404 237.4572 < 0.0001 Anlamlı AD 0.488963 1 0.488963 45.0309 < 0.0001 Anlamlı BC 1.803413 1 1.803413 166.0846 < 0.0001 Anlamlı BD 0.39675 1 0.39675 36.53855 < 0.0001 Anlamlı
ABC 0.105414 1 0.105414 9.708102 0.0030 Anlamlı ACD 0.098304 1 0.098304 9.053271 0.0041 Anlamlı BCD 0.156171 1 0.156171 14.38248 0.0004 Anlamlı
Residual 0.54292 50 0.010858 Cor Total 15.67909 59
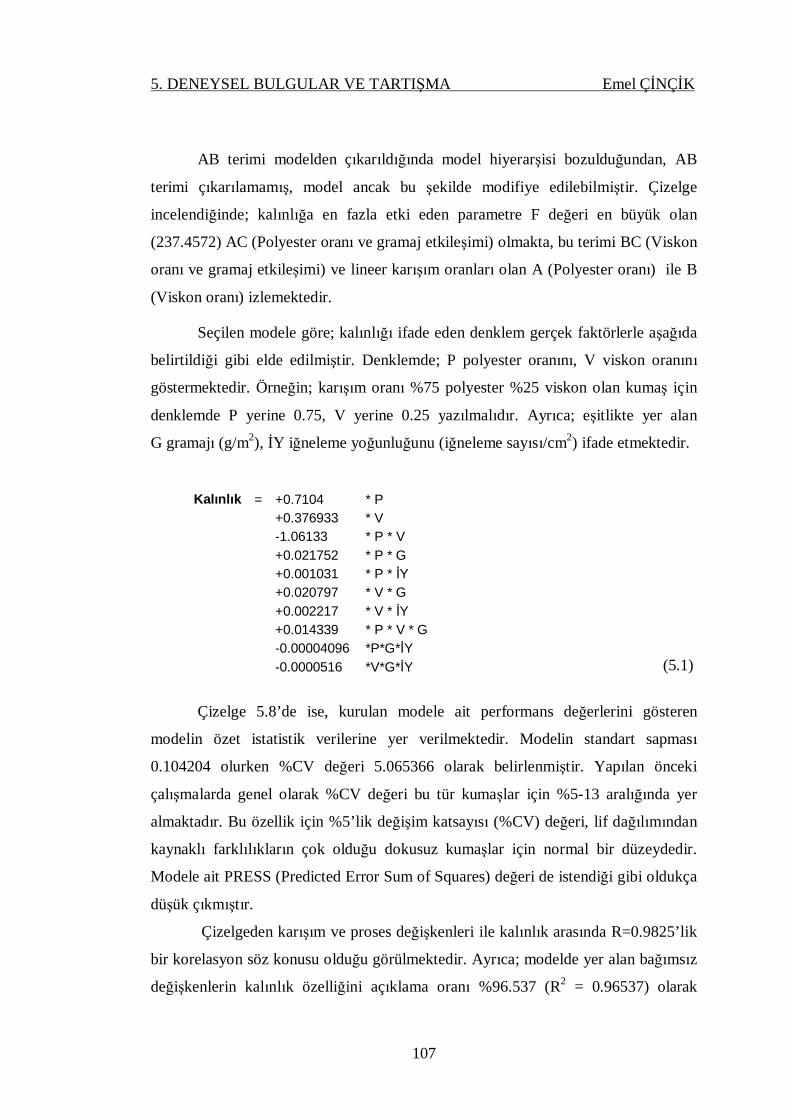
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
107
AB terimi modelden çıkarıldığında model hiyerarşisi bozulduğundan, AB
terimi çıkarılamamış, model ancak bu şekilde modifiye edilebilmiştir. Çizelge
incelendiğinde; kalınlığa en fazla etki eden parametre F değeri en büyük olan
(237.4572) AC (Polyester oranı ve gramaj etkileşimi) olmakta, bu terimi BC (Viskon
oranı ve gramaj etkileşimi) ve lineer karışım oranları olan A (Polyester oranı) ile B
(Viskon oranı) izlemektedir.
Seçilen modele göre; kalınlığı ifade eden denklem gerçek faktörlerle aşağıda
belirtildiği gibi elde edilmiştir. Denklemde; P polyester oranını, V viskon oranını
göstermektedir. Örneğin; karışım oranı %75 polyester %25 viskon olan kumaş için
denklemde P yerine 0.75, V yerine 0.25 yazılmalıdır. Ayrıca; eşitlikte yer alan
G gramajı (g/m2), İY iğneleme yoğunluğunu (iğneleme sayısı/cm2) ifade etmektedir.
Kalınlık = +0.7104 * P +0.376933 * V -1.06133 * P * V +0.021752 * P * G +0.001031 * P * İY +0.020797 * V * G +0.002217 * V * İY +0.014339 * P * V * G -0.00004096 *P*G*İY -0.0000516 *V*G*İY (5.1)
Çizelge 5.8’de ise, kurulan modele ait performans değerlerini gösteren
modelin özet istatistik verilerine yer verilmektedir. Modelin standart sapması
0.104204 olurken %CV değeri 5.065366 olarak belirlenmiştir. Yapılan önceki
çalışmalarda genel olarak %CV değeri bu tür kumaşlar için %5-13 aralığında yer
almaktadır. Bu özellik için %5’lik değişim katsayısı (%CV) değeri, lif dağılımından
kaynaklı farklılıkların çok olduğu dokusuz kumaşlar için normal bir düzeydedir.
Modele ait PRESS (Predicted Error Sum of Squares) değeri de istendiği gibi oldukça
düşük çıkmıştır.
Çizelgeden karışım ve proses değişkenleri ile kalınlık arasında R=0.9825’lik
bir korelasyon söz konusu olduğu görülmektedir. Ayrıca; modelde yer alan bağımsız
değişkenlerin kalınlık özelliğini açıklama oranı %96.537 (R2 = 0.96537) olarak
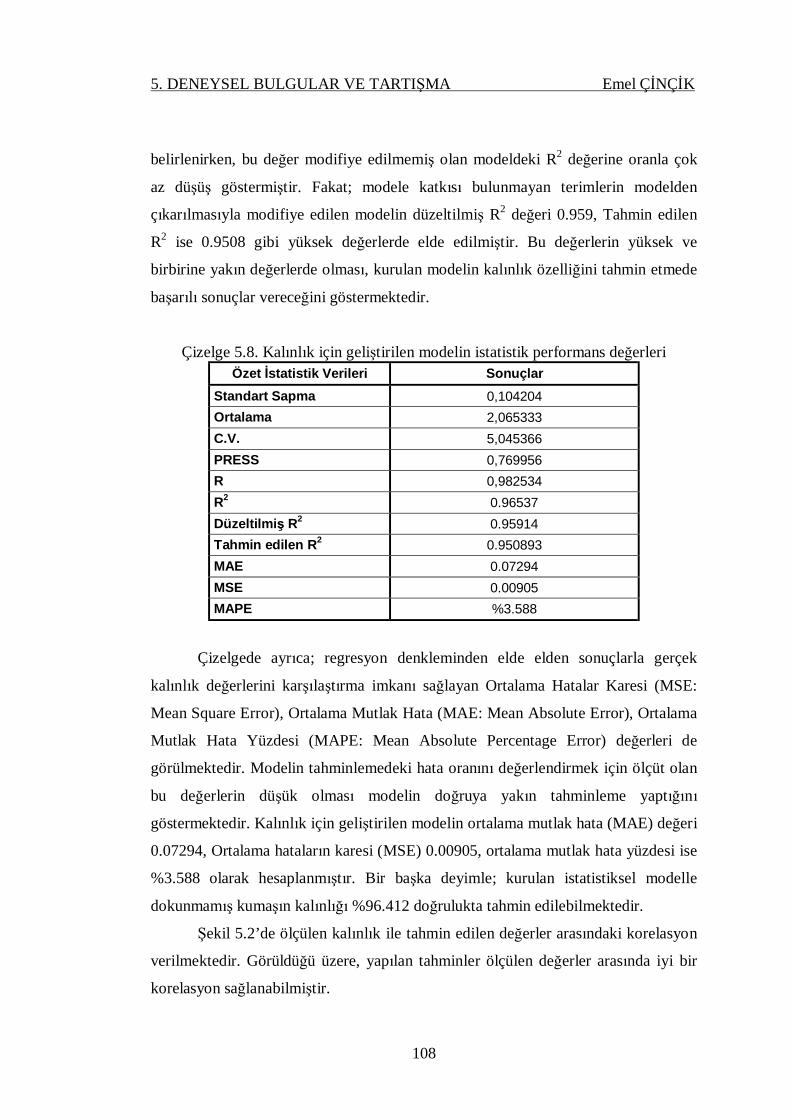
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
108
belirlenirken, bu değer modifiye edilmemiş olan modeldeki R2 değerine oranla çok
az düşüş göstermiştir. Fakat; modele katkısı bulunmayan terimlerin modelden
çıkarılmasıyla modifiye edilen modelin düzeltilmiş R2 değeri 0.959, Tahmin edilen
R2 ise 0.9508 gibi yüksek değerlerde elde edilmiştir. Bu değerlerin yüksek ve
birbirine yakın değerlerde olması, kurulan modelin kalınlık özelliğini tahmin etmede
başarılı sonuçlar vereceğini göstermektedir.
Çizelge 5.8. Kalınlık için geliştirilen modelin istatistik performans değerleri Özet İstatistik Verileri Sonuçlar
Standart Sapma 0,104204 Ortalama 2,065333 C.V. 5,045366 PRESS 0,769956 R 0,982534 R2 0.96537 Düzeltilmiş R2 0.95914 Tahmin edilen R2 0.950893 MAE 0.07294 MSE 0.00905 MAPE %3.588
Çizelgede ayrıca; regresyon denkleminden elde elden sonuçlarla gerçek
kalınlık değerlerini karşılaştırma imkanı sağlayan Ortalama Hatalar Karesi (MSE:
Mean Square Error), Ortalama Mutlak Hata (MAE: Mean Absolute Error), Ortalama
Mutlak Hata Yüzdesi (MAPE: Mean Absolute Percentage Error) değerleri de
görülmektedir. Modelin tahminlemedeki hata oranını değerlendirmek için ölçüt olan
bu değerlerin düşük olması modelin doğruya yakın tahminleme yaptığını
göstermektedir. Kalınlık için geliştirilen modelin ortalama mutlak hata (MAE) değeri
0.07294, Ortalama hataların karesi (MSE) 0.00905, ortalama mutlak hata yüzdesi ise
%3.588 olarak hesaplanmıştır. Bir başka deyimle; kurulan istatistiksel modelle
dokunmamış kumaşın kalınlığı %96.412 doğrulukta tahmin edilebilmektedir.
Şekil 5.2’de ölçülen kalınlık ile tahmin edilen değerler arasındaki korelasyon
verilmektedir. Görüldüğü üzere, yapılan tahminler ölçülen değerler arasında iyi bir
korelasyon sağlanabilmiştir.
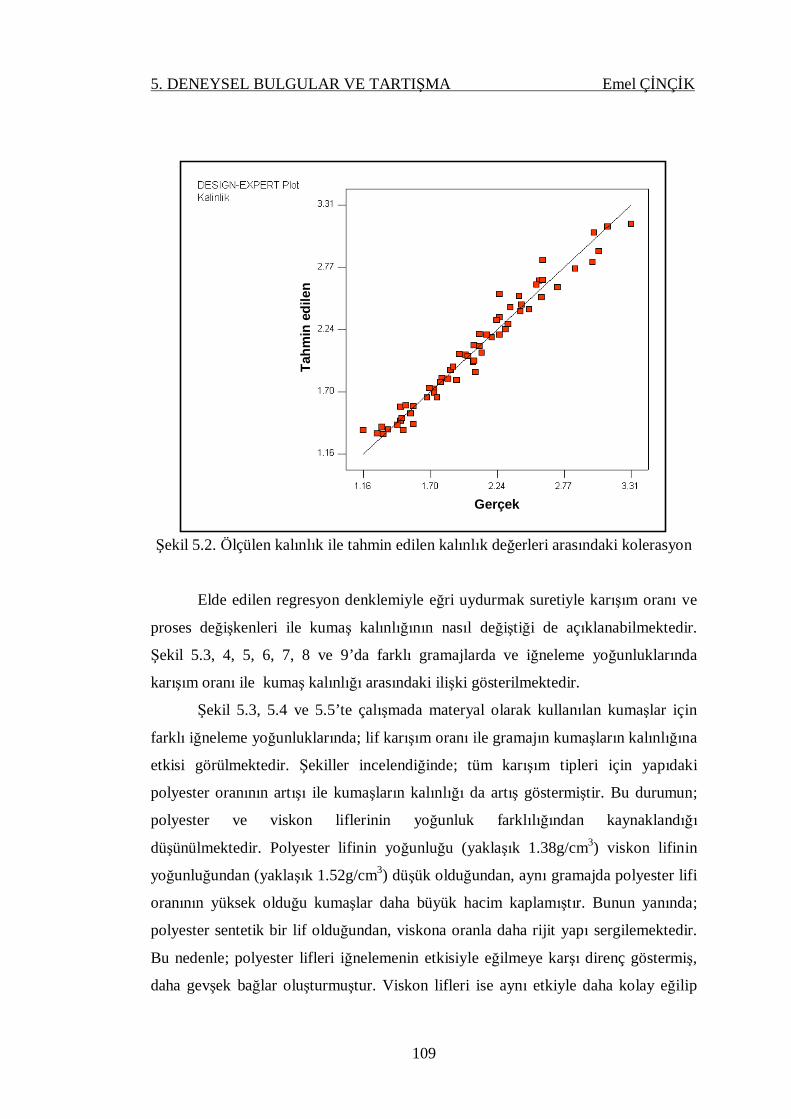
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
109
Şekil 5.2. Ölçülen kalınlık ile tahmin edilen kalınlık değerleri arasındaki kolerasyon
Elde edilen regresyon denklemiyle eğri uydurmak suretiyle karışım oranı ve
proses değişkenleri ile kumaş kalınlığının nasıl değiştiği de açıklanabilmektedir.
Şekil 5.3, 4, 5, 6, 7, 8 ve 9’da farklı gramajlarda ve iğneleme yoğunluklarında
karışım oranı ile kumaş kalınlığı arasındaki ilişki gösterilmektedir.
Şekil 5.3, 5.4 ve 5.5’te çalışmada materyal olarak kullanılan kumaşlar için
farklı iğneleme yoğunluklarında; lif karışım oranı ile gramajın kumaşların kalınlığına
etkisi görülmektedir. Şekiller incelendiğinde; tüm karışım tipleri için yapıdaki
polyester oranının artışı ile kumaşların kalınlığı da artış göstermiştir. Bu durumun;
polyester ve viskon liflerinin yoğunluk farklılığından kaynaklandığı
düşünülmektedir. Polyester lifinin yoğunluğu (yaklaşık 1.38g/cm3) viskon lifinin
yoğunluğundan (yaklaşık 1.52g/cm3) düşük olduğundan, aynı gramajda polyester lifi
oranının yüksek olduğu kumaşlar daha büyük hacim kaplamıştır. Bunun yanında;
polyester sentetik bir lif olduğundan, viskona oranla daha rijit yapı sergilemektedir.
Bu nedenle; polyester lifleri iğnelemenin etkisiyle eğilmeye karşı direnç göstermiş,
daha gevşek bağlar oluşturmuştur. Viskon lifleri ise aynı etkiyle daha kolay eğilip
Tahm
in e
dile
n
Gerçek
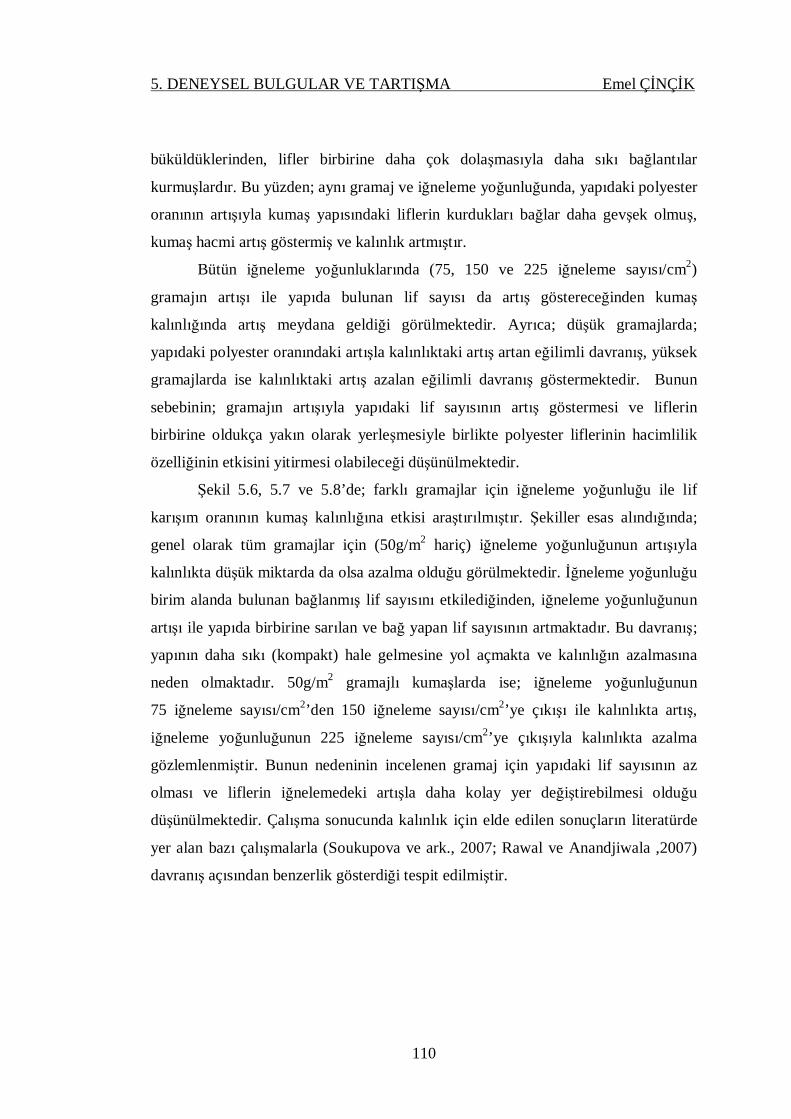
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
110
büküldüklerinden, lifler birbirine daha çok dolaşmasıyla daha sıkı bağlantılar
kurmuşlardır. Bu yüzden; aynı gramaj ve iğneleme yoğunluğunda, yapıdaki polyester
oranının artışıyla kumaş yapısındaki liflerin kurdukları bağlar daha gevşek olmuş,
kumaş hacmi artış göstermiş ve kalınlık artmıştır.
Bütün iğneleme yoğunluklarında (75, 150 ve 225 iğneleme sayısı/cm2)
gramajın artışı ile yapıda bulunan lif sayısı da artış göstereceğinden kumaş
kalınlığında artış meydana geldiği görülmektedir. Ayrıca; düşük gramajlarda;
yapıdaki polyester oranındaki artışla kalınlıktaki artış artan eğilimli davranış, yüksek
gramajlarda ise kalınlıktaki artış azalan eğilimli davranış göstermektedir. Bunun
sebebinin; gramajın artışıyla yapıdaki lif sayısının artış göstermesi ve liflerin
birbirine oldukça yakın olarak yerleşmesiyle birlikte polyester liflerinin hacimlilik
özelliğinin etkisini yitirmesi olabileceği düşünülmektedir.
Şekil 5.6, 5.7 ve 5.8’de; farklı gramajlar için iğneleme yoğunluğu ile lif
karışım oranının kumaş kalınlığına etkisi araştırılmıştır. Şekiller esas alındığında;
genel olarak tüm gramajlar için (50g/m2 hariç) iğneleme yoğunluğunun artışıyla
kalınlıkta düşük miktarda da olsa azalma olduğu görülmektedir. İğneleme yoğunluğu
birim alanda bulunan bağlanmış lif sayısını etkilediğinden, iğneleme yoğunluğunun
artışı ile yapıda birbirine sarılan ve bağ yapan lif sayısının artmaktadır. Bu davranış;
yapının daha sıkı (kompakt) hale gelmesine yol açmakta ve kalınlığın azalmasına
neden olmaktadır. 50g/m2 gramajlı kumaşlarda ise; iğneleme yoğunluğunun
75 iğneleme sayısı/cm2’den 150 iğneleme sayısı/cm2’ye çıkışı ile kalınlıkta artış,
iğneleme yoğunluğunun 225 iğneleme sayısı/cm2’ye çıkışıyla kalınlıkta azalma
gözlemlenmiştir. Bunun nedeninin incelenen gramaj için yapıdaki lif sayısının az
olması ve liflerin iğnelemedeki artışla daha kolay yer değiştirebilmesi olduğu
düşünülmektedir. Çalışma sonucunda kalınlık için elde edilen sonuçların literatürde
yer alan bazı çalışmalarla (Soukupova ve ark., 2007; Rawal ve Anandjiwala ,2007)
davranış açısından benzerlik gösterdiği tespit edilmiştir.
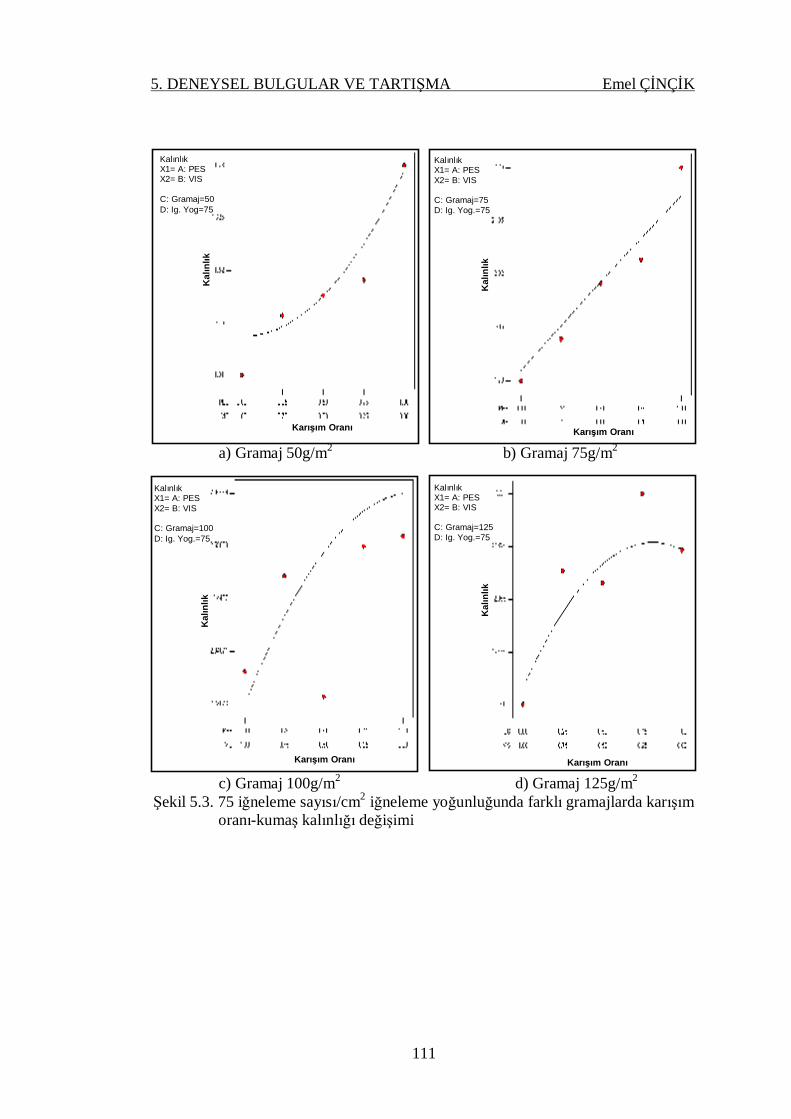
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
111
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2 Şekil 5.3. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı-kumaş kalınlığı değişimi
Karışım Oranı
Kal
ınlık
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog=75
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
Karışım Oranı
Kal
ınlık
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
Kal
ınlık
Karışım Oranı
Kal
ınlık
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
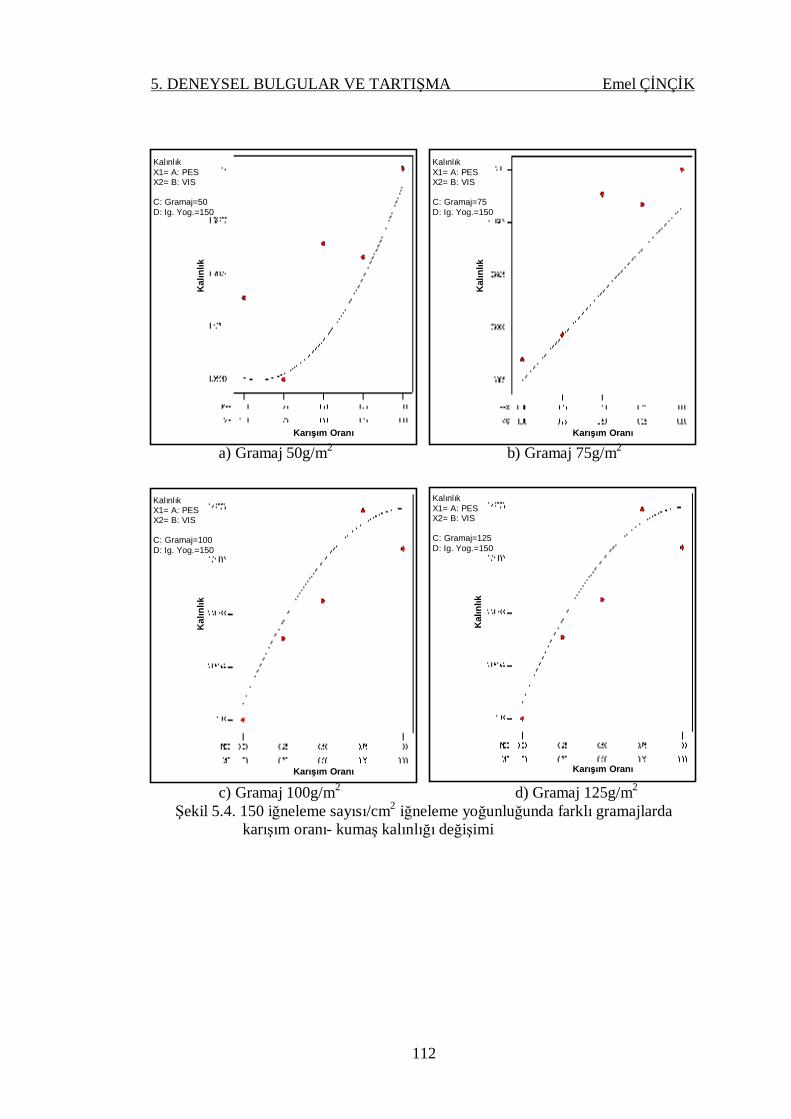
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
112
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2 Şekil 5.4. 150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaş kalınlığı değişimi
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
Kal
ınlık
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
Kal
ınlık
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
Kal
ınlık
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
Kal
ınlık
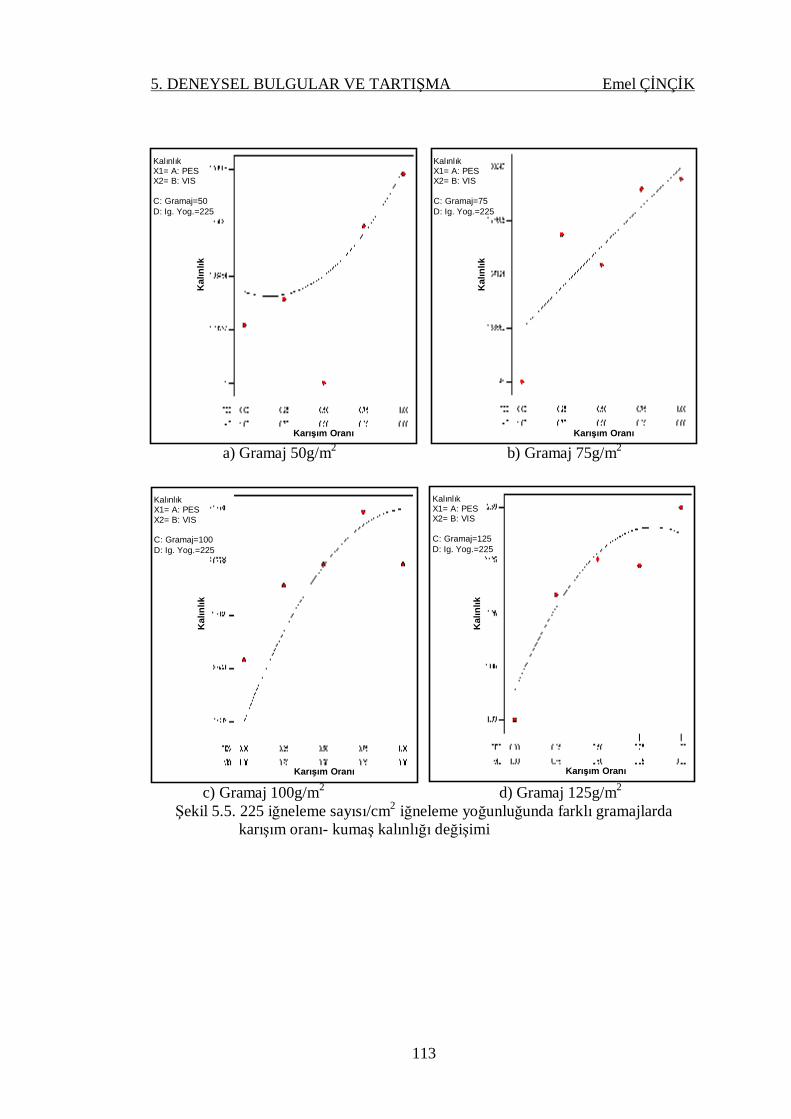
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
113
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.5. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı- kumaş kalınlığı değişimi
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
Kal
ınlık
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
Kal
ınlık
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
Kal
ınlık
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
Kal
ınlık
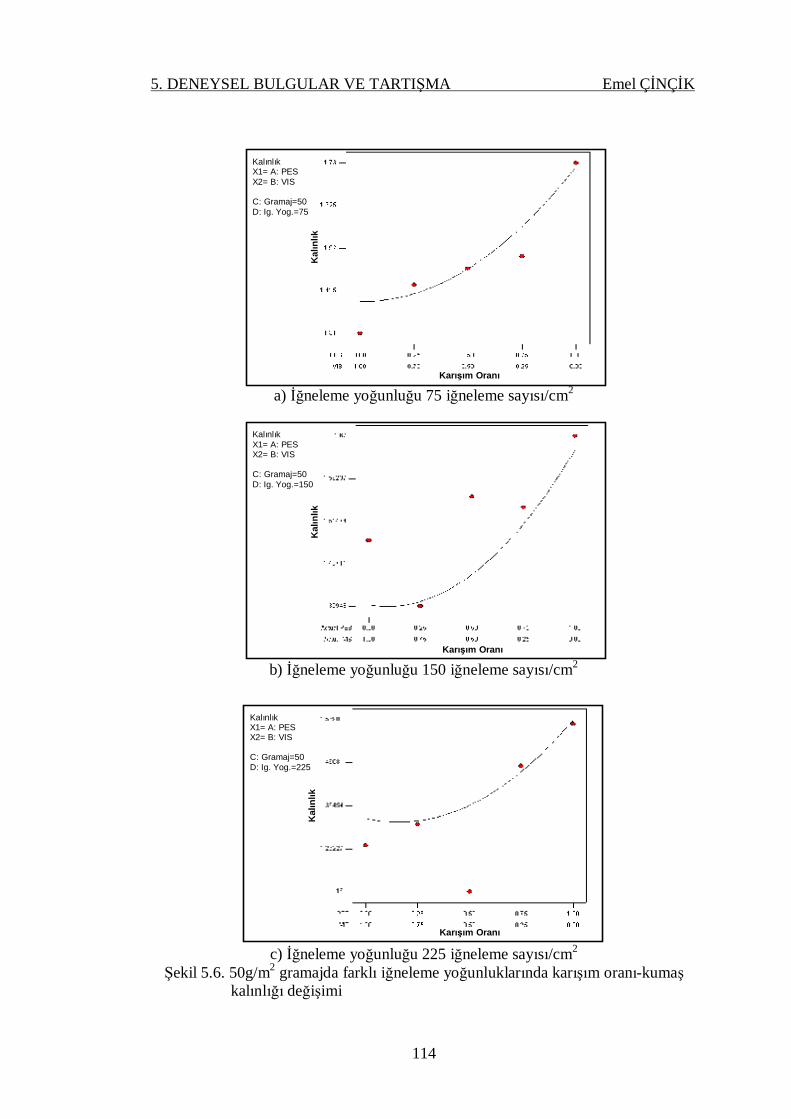
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
114
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.6. 50g/m2 gramajda farklı iğneleme yoğunluklarında karışım oranı-kumaş kalınlığı değişimi
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
Kal
ınlık
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
Kal
ınlık
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
Kal
ınlık
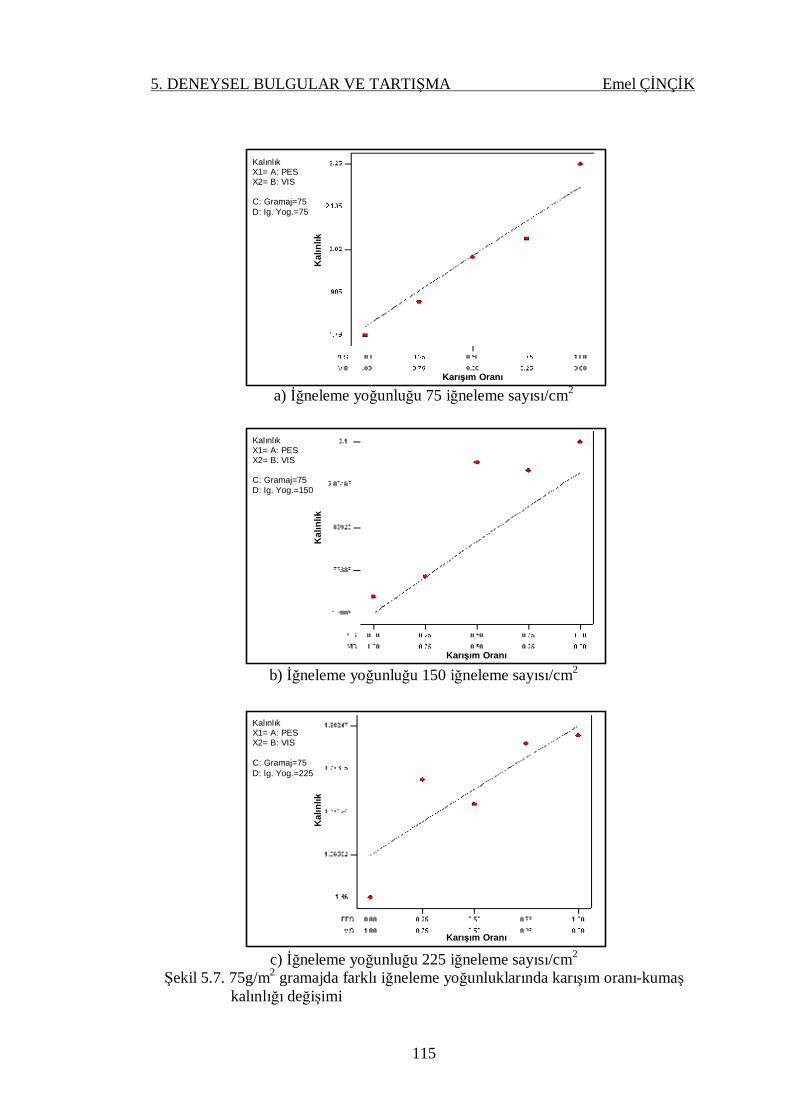
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
115
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.7. 75g/m2 gramajda farklı iğneleme yoğunluklarında karışım oranı-kumaş kalınlığı değişimi
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
Kal
ınlık
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
Kal
ınlık
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
Kal
ınlık
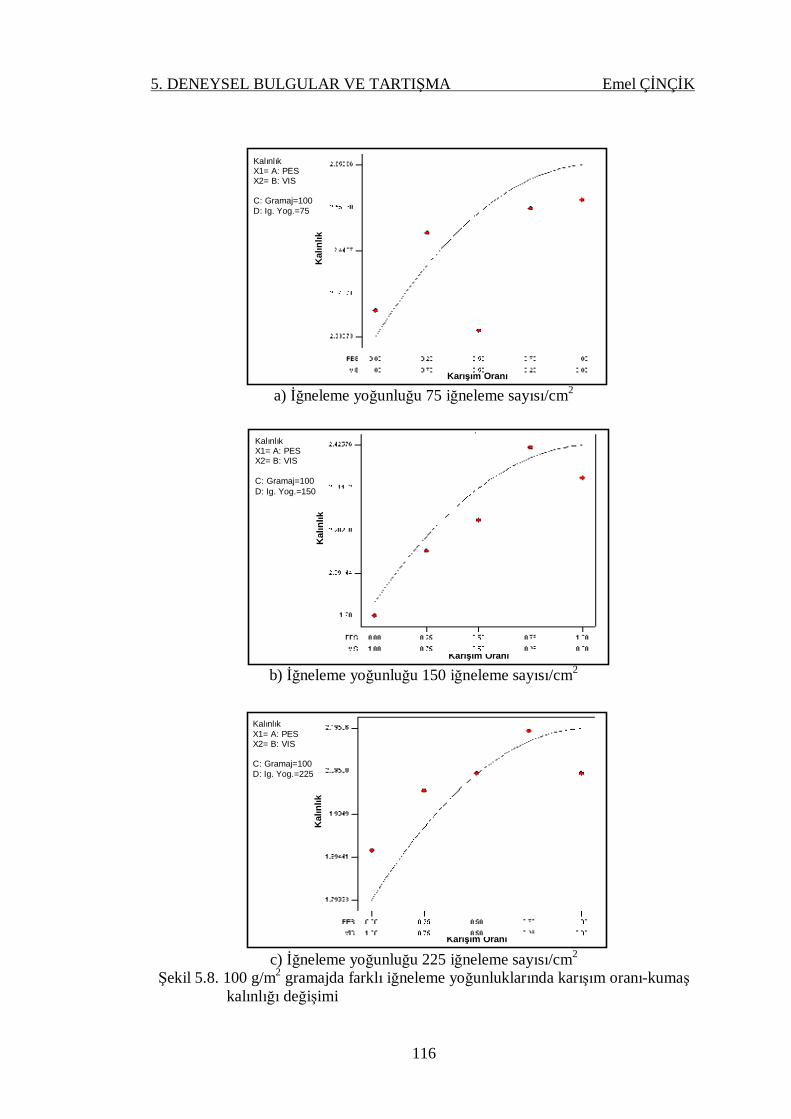
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
116
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.8. 100 g/m2 gramajda farklı iğneleme yoğunluklarında karışım oranı-kumaş kalınlığı değişimi
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
Kal
ınlık
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
Kal
ınlık
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
Kal
ınlık
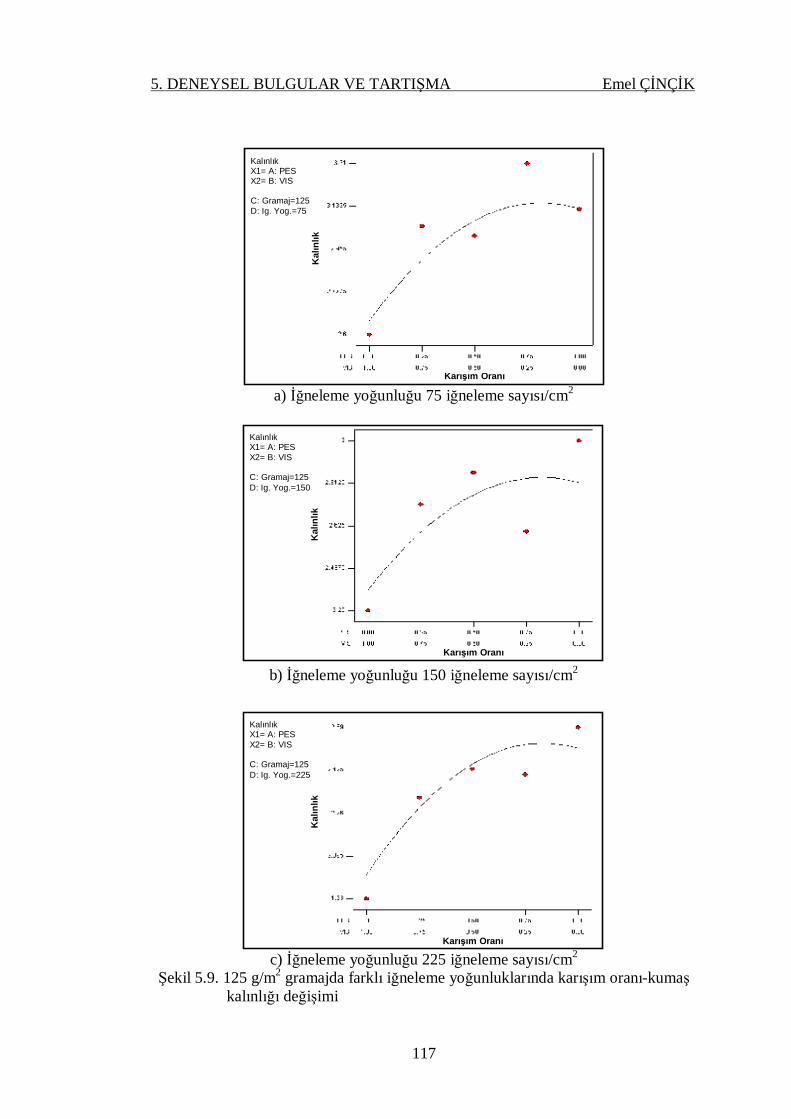
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
117
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.9. 125 g/m2 gramajda farklı iğneleme yoğunluklarında karışım oranı-kumaş kalınlığı değişimi
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
Kal
ınlık
Karışım Oranı
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
Kal
ınlık
Kalınlık X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
Kal
ınlık
Karışım Oranı
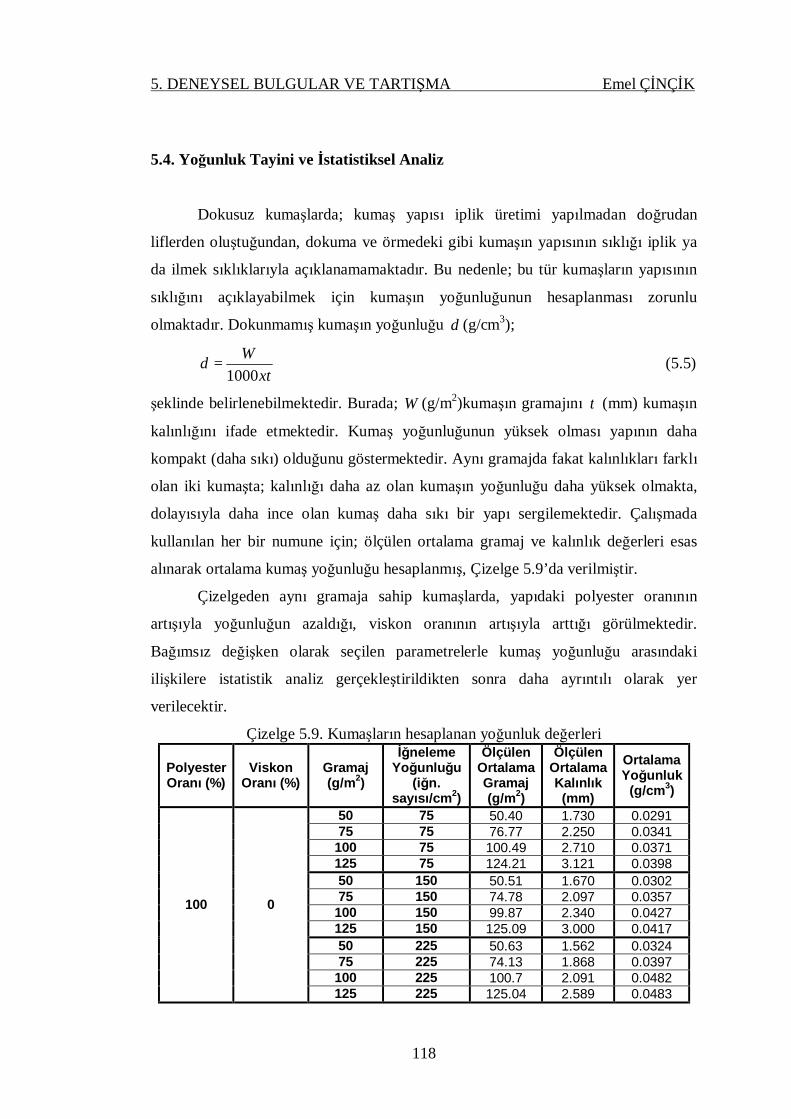
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
118
5.4. Yoğunluk Tayini ve İstatistiksel Analiz
Dokusuz kumaşlarda; kumaş yapısı iplik üretimi yapılmadan doğrudan
liflerden oluştuğundan, dokuma ve örmedeki gibi kumaşın yapısının sıklığı iplik ya
da ilmek sıklıklarıyla açıklanamamaktadır. Bu nedenle; bu tür kumaşların yapısının
sıklığını açıklayabilmek için kumaşın yoğunluğunun hesaplanması zorunlu
olmaktadır. Dokunmamış kumaşın yoğunluğu d (g/cm3);
xt
Wd1000
= (5.5)
şeklinde belirlenebilmektedir. Burada; W (g/m2)kumaşın gramajını t (mm) kumaşın
kalınlığını ifade etmektedir. Kumaş yoğunluğunun yüksek olması yapının daha
kompakt (daha sıkı) olduğunu göstermektedir. Aynı gramajda fakat kalınlıkları farklı
olan iki kumaşta; kalınlığı daha az olan kumaşın yoğunluğu daha yüksek olmakta,
dolayısıyla daha ince olan kumaş daha sıkı bir yapı sergilemektedir. Çalışmada
kullanılan her bir numune için; ölçülen ortalama gramaj ve kalınlık değerleri esas
alınarak ortalama kumaş yoğunluğu hesaplanmış, Çizelge 5.9’da verilmiştir.
Çizelgeden aynı gramaja sahip kumaşlarda, yapıdaki polyester oranının
artışıyla yoğunluğun azaldığı, viskon oranının artışıyla arttığı görülmektedir.
Bağımsız değişken olarak seçilen parametrelerle kumaş yoğunluğu arasındaki
ilişkilere istatistik analiz gerçekleştirildikten sonra daha ayrıntılı olarak yer
verilecektir.
Çizelge 5.9. Kumaşların hesaplanan yoğunluk değerleri
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu
(iğn. sayısı/cm2)
Ölçülen Ortalama Gramaj (g/m2)
Ölçülen Ortalama Kalınlık (mm)
Ortalama Yoğunluk
(g/cm3)
100 0
50 75 50.40 1.730 0.0291 75 75 76.77 2.250 0.0341
100 75 100.49 2.710 0.0371 125 75 124.21 3.121 0.0398 50 150 50.51 1.670 0.0302 75 150 74.78 2.097 0.0357
100 150 99.87 2.340 0.0427 125 150 125.09 3.000 0.0417 50 225 50.63 1.562 0.0324 75 225 74.13 1.868 0.0397
100 225 100.7 2.091 0.0482 125 225 125.04 2.589 0.0483
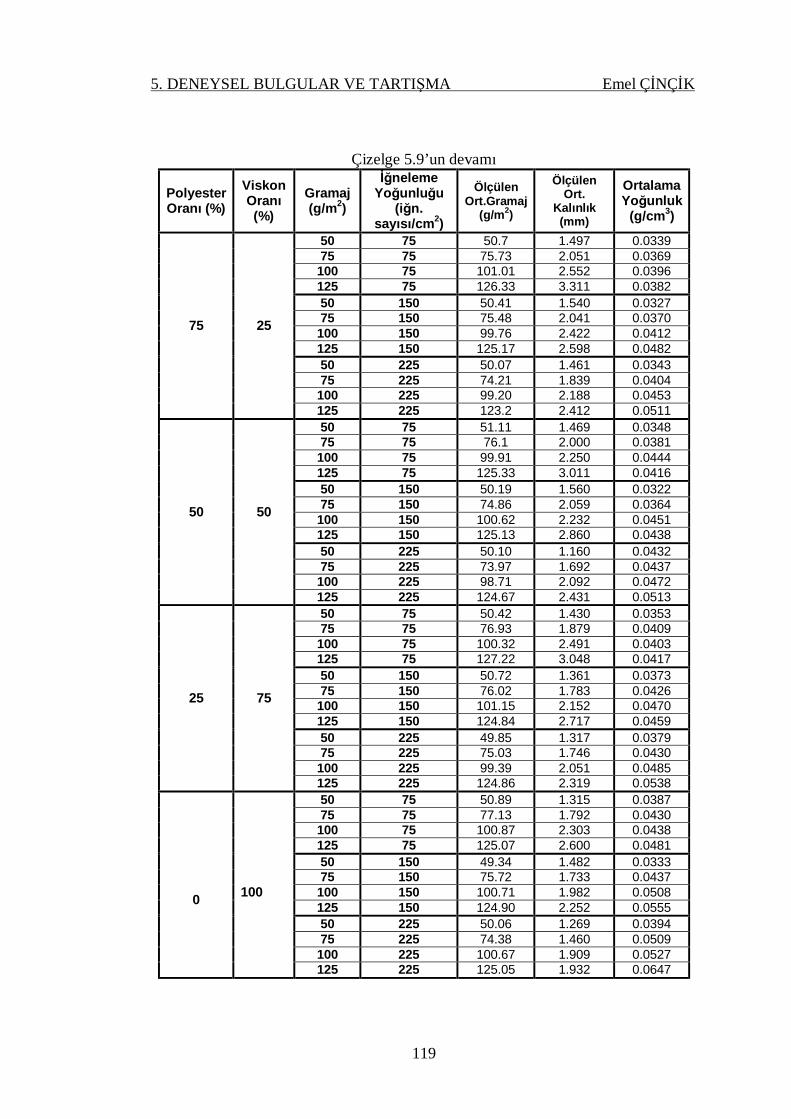
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
119
Çizelge 5.9’un devamı
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu
(iğn. sayısı/cm2)
Ölçülen Ort.Gramaj
(g/m2)
Ölçülen Ort.
Kalınlık (mm)
Ortalama Yoğunluk
(g/cm3)
75 25
50 75 50.7 1.497 0.0339 75 75 75.73 2.051 0.0369 100 75 101.01 2.552 0.0396 125 75 126.33 3.311 0.0382 50 150 50.41 1.540 0.0327 75 150 75.48 2.041 0.0370 100 150 99.76 2.422 0.0412 125 150 125.17 2.598 0.0482 50 225 50.07 1.461 0.0343 75 225 74.21 1.839 0.0404 100 225 99.20 2.188 0.0453 125 225 123.2 2.412 0.0511
50 50
50 75 51.11 1.469 0.0348 75 75 76.1 2.000 0.0381 100 75 99.91 2.250 0.0444 125 75 125.33 3.011 0.0416 50 150 50.19 1.560 0.0322 75 150 74.86 2.059 0.0364 100 150 100.62 2.232 0.0451 125 150 125.13 2.860 0.0438 50 225 50.10 1.160 0.0432 75 225 73.97 1.692 0.0437 100 225 98.71 2.092 0.0472 125 225 124.67 2.431 0.0513
25 75
50 75 50.42 1.430 0.0353 75 75 76.93 1.879 0.0409 100 75 100.32 2.491 0.0403 125 75 127.22 3.048 0.0417 50 150 50.72 1.361 0.0373 75 150 76.02 1.783 0.0426 100 150 101.15 2.152 0.0470 125 150 124.84 2.717 0.0459 50 225 49.85 1.317 0.0379 75 225 75.03 1.746 0.0430 100 225 99.39 2.051 0.0485 125 225 124.86 2.319 0.0538
0
100
50 75 50.89 1.315 0.0387 75 75 77.13 1.792 0.0430 100 75 100.87 2.303 0.0438 125 75 125.07 2.600 0.0481 50 150 49.34 1.482 0.0333 75 150 75.72 1.733 0.0437 100 150 100.71 1.982 0.0508 125 150 124.90 2.252 0.0555 50 225 50.06 1.269 0.0394 75 225 74.38 1.460 0.0509 100 225 100.67 1.909 0.0527 125 225 125.05 1.932 0.0647
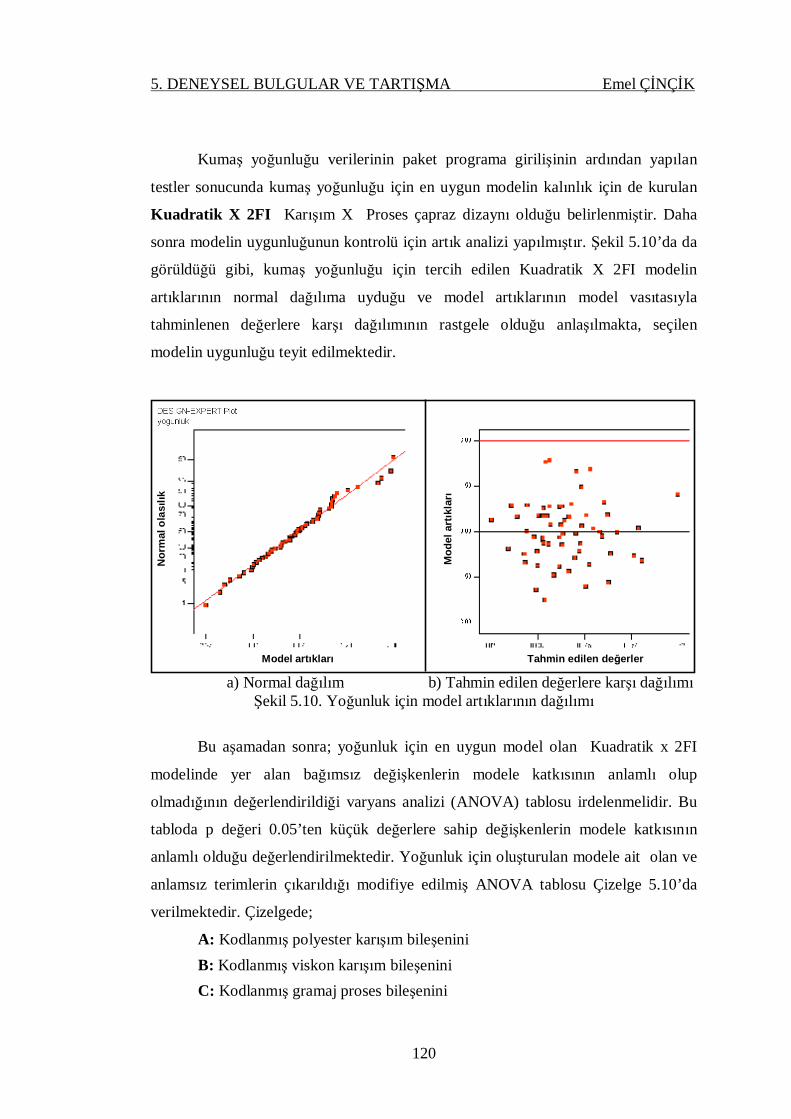
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
120
Kumaş yoğunluğu verilerinin paket programa girilişinin ardından yapılan
testler sonucunda kumaş yoğunluğu için en uygun modelin kalınlık için de kurulan
Kuadratik X 2FI Karışım X Proses çapraz dizaynı olduğu belirlenmiştir. Daha
sonra modelin uygunluğunun kontrolü için artık analizi yapılmıştır. Şekil 5.10’da da
görüldüğü gibi, kumaş yoğunluğu için tercih edilen Kuadratik X 2FI modelin
artıklarının normal dağılıma uyduğu ve model artıklarının model vasıtasıyla
tahminlenen değerlere karşı dağılımının rastgele olduğu anlaşılmakta, seçilen
modelin uygunluğu teyit edilmektedir.
a) Normal dağılım b) Tahmin edilen değerlere karşı dağılımı Şekil 5.10. Yoğunluk için model artıklarının dağılımı
Bu aşamadan sonra; yoğunluk için en uygun model olan Kuadratik x 2FI
modelinde yer alan bağımsız değişkenlerin modele katkısının anlamlı olup
olmadığının değerlendirildiği varyans analizi (ANOVA) tablosu irdelenmelidir. Bu
tabloda p değeri 0.05’ten küçük değerlere sahip değişkenlerin modele katkısının
anlamlı olduğu değerlendirilmektedir. Yoğunluk için oluşturulan modele ait olan ve
anlamsız terimlerin çıkarıldığı modifiye edilmiş ANOVA tablosu Çizelge 5.10’da
verilmektedir. Çizelgede;
A: Kodlanmış polyester karışım bileşenini B: Kodlanmış viskon karışım bileşenini C: Kodlanmış gramaj proses bileşenini
Nor
mal
ola
sılık
Model artıkları
Mod
el a
rtık
ları
Tahmin edilen değerler
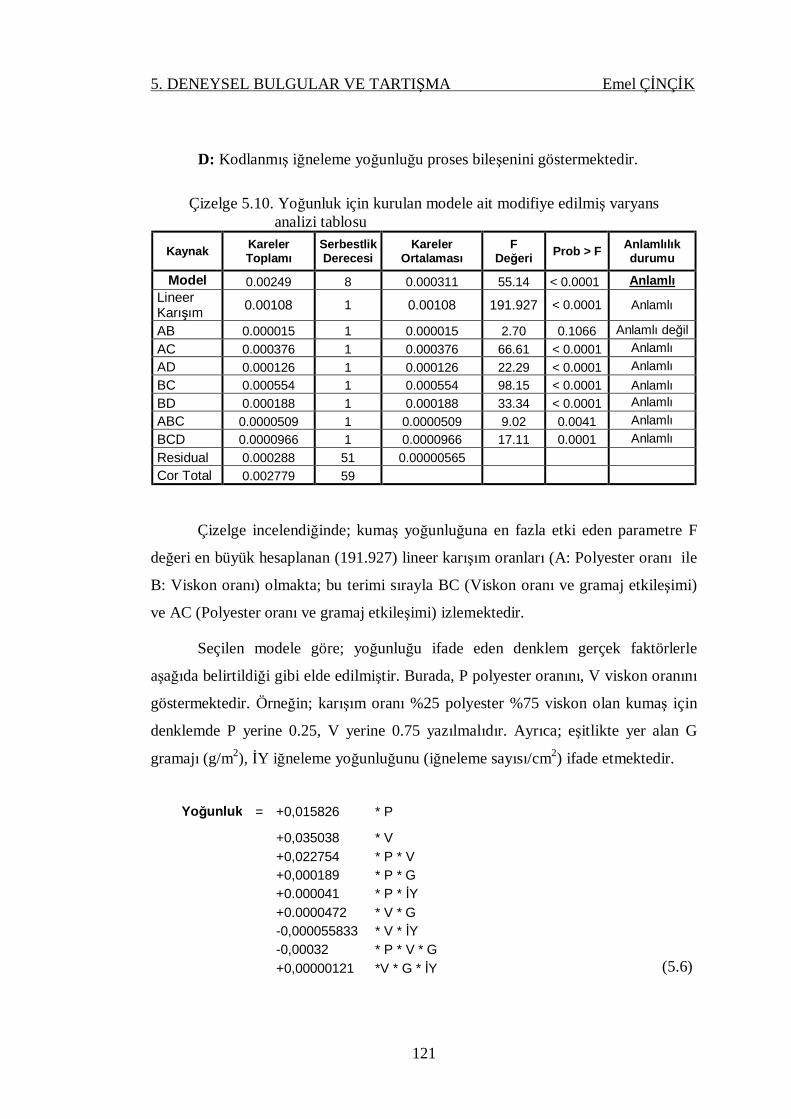
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
121
D: Kodlanmış iğneleme yoğunluğu proses bileşenini göstermektedir.
Çizelge 5.10. Yoğunluk için kurulan modele ait modifiye edilmiş varyans analizi tablosu
Kaynak Kareler Toplamı
Serbestlik Derecesi
Kareler Ortalaması
F Değeri Prob > F Anlamlılık
durumu
Model 0.00249 8 0.000311 55.14 < 0.0001 Anlamlı Lineer Karışım 0.00108 1 0.00108 191.927 < 0.0001 Anlamlı
AB 0.000015 1 0.000015 2.70 0.1066 Anlamlı değil AC 0.000376 1 0.000376 66.61 < 0.0001 Anlamlı AD 0.000126 1 0.000126 22.29 < 0.0001 Anlamlı BC 0.000554 1 0.000554 98.15 < 0.0001 Anlamlı BD 0.000188 1 0.000188 33.34 < 0.0001 Anlamlı ABC 0.0000509 1 0.0000509 9.02 0.0041 Anlamlı BCD 0.0000966 1 0.0000966 17.11 0.0001 Anlamlı Residual 0.000288 51 0.00000565 Cor Total 0.002779 59
Çizelge incelendiğinde; kumaş yoğunluğuna en fazla etki eden parametre F
değeri en büyük hesaplanan (191.927) lineer karışım oranları (A: Polyester oranı ile
B: Viskon oranı) olmakta; bu terimi sırayla BC (Viskon oranı ve gramaj etkileşimi)
ve AC (Polyester oranı ve gramaj etkileşimi) izlemektedir.
Seçilen modele göre; yoğunluğu ifade eden denklem gerçek faktörlerle
aşağıda belirtildiği gibi elde edilmiştir. Burada, P polyester oranını, V viskon oranını
göstermektedir. Örneğin; karışım oranı %25 polyester %75 viskon olan kumaş için
denklemde P yerine 0.25, V yerine 0.75 yazılmalıdır. Ayrıca; eşitlikte yer alan G
gramajı (g/m2), İY iğneleme yoğunluğunu (iğneleme sayısı/cm2) ifade etmektedir.
Yoğunluk = +0,015826 * P
+0,035038 * V +0,022754 * P * V +0,000189 * P * G +0.000041 * P * İY +0.0000472 * V * G -0,000055833 * V * İY -0,00032 * P * V * G +0,00000121 *V * G * İY (5.6)
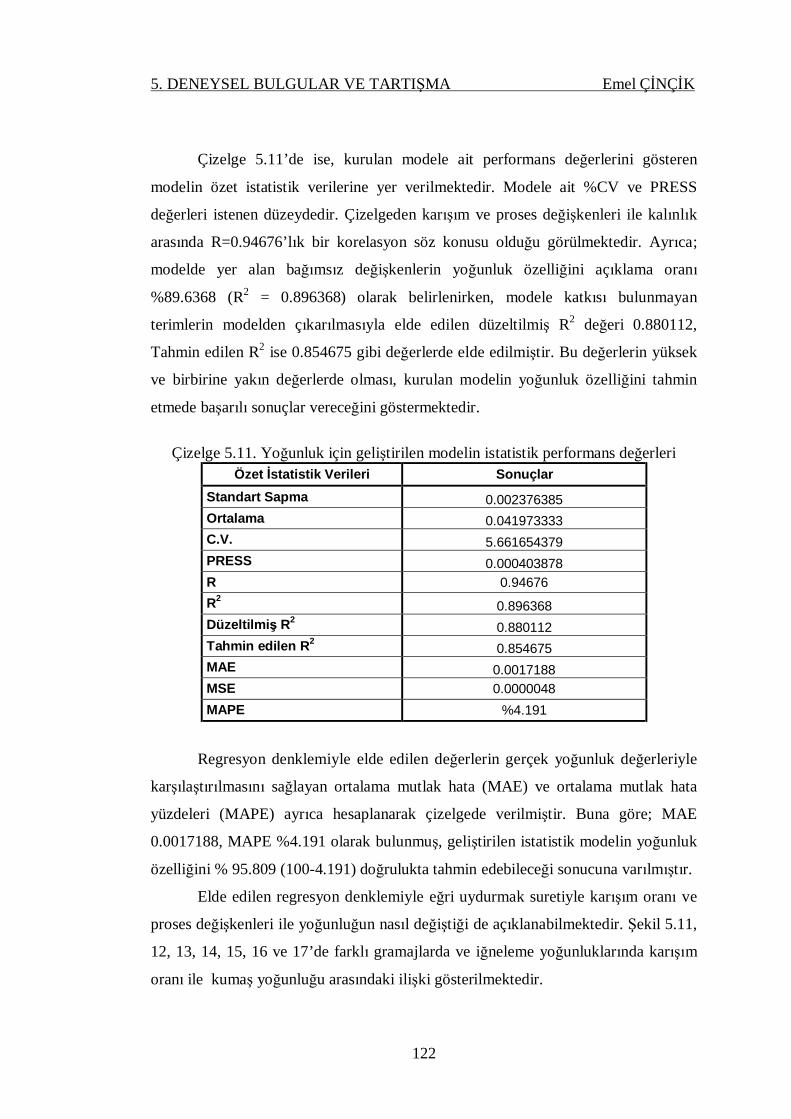
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
122
Çizelge 5.11’de ise, kurulan modele ait performans değerlerini gösteren
modelin özet istatistik verilerine yer verilmektedir. Modele ait %CV ve PRESS
değerleri istenen düzeydedir. Çizelgeden karışım ve proses değişkenleri ile kalınlık
arasında R=0.94676’lık bir korelasyon söz konusu olduğu görülmektedir. Ayrıca;
modelde yer alan bağımsız değişkenlerin yoğunluk özelliğini açıklama oranı
%89.6368 (R2 = 0.896368) olarak belirlenirken, modele katkısı bulunmayan
terimlerin modelden çıkarılmasıyla elde edilen düzeltilmiş R2 değeri 0.880112,
Tahmin edilen R2 ise 0.854675 gibi değerlerde elde edilmiştir. Bu değerlerin yüksek
ve birbirine yakın değerlerde olması, kurulan modelin yoğunluk özelliğini tahmin
etmede başarılı sonuçlar vereceğini göstermektedir.
Çizelge 5.11. Yoğunluk için geliştirilen modelin istatistik performans değerleri
Özet İstatistik Verileri Sonuçlar Standart Sapma 0.002376385 Ortalama 0.041973333 C.V. 5.661654379 PRESS 0.000403878 R 0.94676 R2 0.896368 Düzeltilmiş R2 0.880112 Tahmin edilen R2 0.854675 MAE 0.0017188 MSE 0.0000048 MAPE %4.191
Regresyon denklemiyle elde edilen değerlerin gerçek yoğunluk değerleriyle
karşılaştırılmasını sağlayan ortalama mutlak hata (MAE) ve ortalama mutlak hata
yüzdeleri (MAPE) ayrıca hesaplanarak çizelgede verilmiştir. Buna göre; MAE
0.0017188, MAPE %4.191 olarak bulunmuş, geliştirilen istatistik modelin yoğunluk
özelliğini % 95.809 (100-4.191) doğrulukta tahmin edebileceği sonucuna varılmıştır.
Elde edilen regresyon denklemiyle eğri uydurmak suretiyle karışım oranı ve
proses değişkenleri ile yoğunluğun nasıl değiştiği de açıklanabilmektedir. Şekil 5.11,
12, 13, 14, 15, 16 ve 17’de farklı gramajlarda ve iğneleme yoğunluklarında karışım
oranı ile kumaş yoğunluğu arasındaki ilişki gösterilmektedir.
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
123
Şekil 5.11-5.13’te çalışmada kullanılan kumaşlar için farklı iğneleme
yoğunluklarında lif karışım oranı ile gramajdaki değişimin kumaş yoğunluğu üzerine
etkisi görülmektedir. Şekillere göre; tüm kumaş türleri için yapıdaki polyester
oranının artışı ile kumaş yoğunluğunda azalma gözlemlenmektedir. Bu durum;
kumaş kalınlığında ayrıntılı olarak bahsedilmiş olan polyester lifinin hacimlilik
özelliği ile açıklanabilmektedir. Yapıdaki polyester lifi oranındaki artışla; düşük
gramajlarda, kumaş yoğunluğunda azalan eğimli azalma olurken, yüksek gramajlarda
artan eğimde azalma meydana gelmektedir. Söz konusu durum, kumaş kalınlığında
meydana gelen durumun tam tersi olmaktadır.
Bütün iğneleme yoğunlukları için; artan gramajda yapıda bulunan lif sayısının
artışı nedeniyle kumaş yoğunluğunda da artışın olduğu görülmektedir.
Şekil 5.14-5.17’de ise farklı gramajlar için iğneleme yoğunluğu ile lif karışım
oranının kumaş yoğunluğuna etkisi irdelenmektedir. Genel olarak tüm gramajlarda
(50g/m2 hariç) iğneleme yoğunluğunun artışıyla yapının daha sıkı hale gelmesi
nedeniyle kumaş yoğunluğunda da artış gözlemlenmektedir. 50g/m2 gramaja sahip
kumaşlarda ise; iğneleme yoğunluğunun artışı kumaş yoğunluğunda önce azalma
sonra artış meydana getirmiştir. Örneğin; 50g/m2 gramaja sahip %100 Viskon
kumaşlar için iğneleme yoğunluğu 75 iğneleme/cm2 iken yoğunluk 0.0387 g/cm3,
iğneleme yoğunluğunun 150 iğneleme/cm2’ye yükseltilmesiyle yoğunluk bir miktar
azalarak 0.0333g/cm3 olmakta, iğneleme yoğunluğundaki bir kademe daha artışla
yoğunluk 0.0394g/cm3’e yükselmektedir. Bu durum; 50g/m2 gramajlı kumaşların
yapısında daha az miktar lif bulunmasından dolayı daha kararsız bir yapı göstermesi
ve iğneleme yoğunluğunun artışıyla liflerin daha kolay yer değiştirmesiyle
açıklanabilmektedir. Çalışma sonucunda kumaş yoğunluğu için elde edilen sonuçlar
literatürde yer alan benzer çalışmalarla eğilim açısından benzerlik göstermektedir.
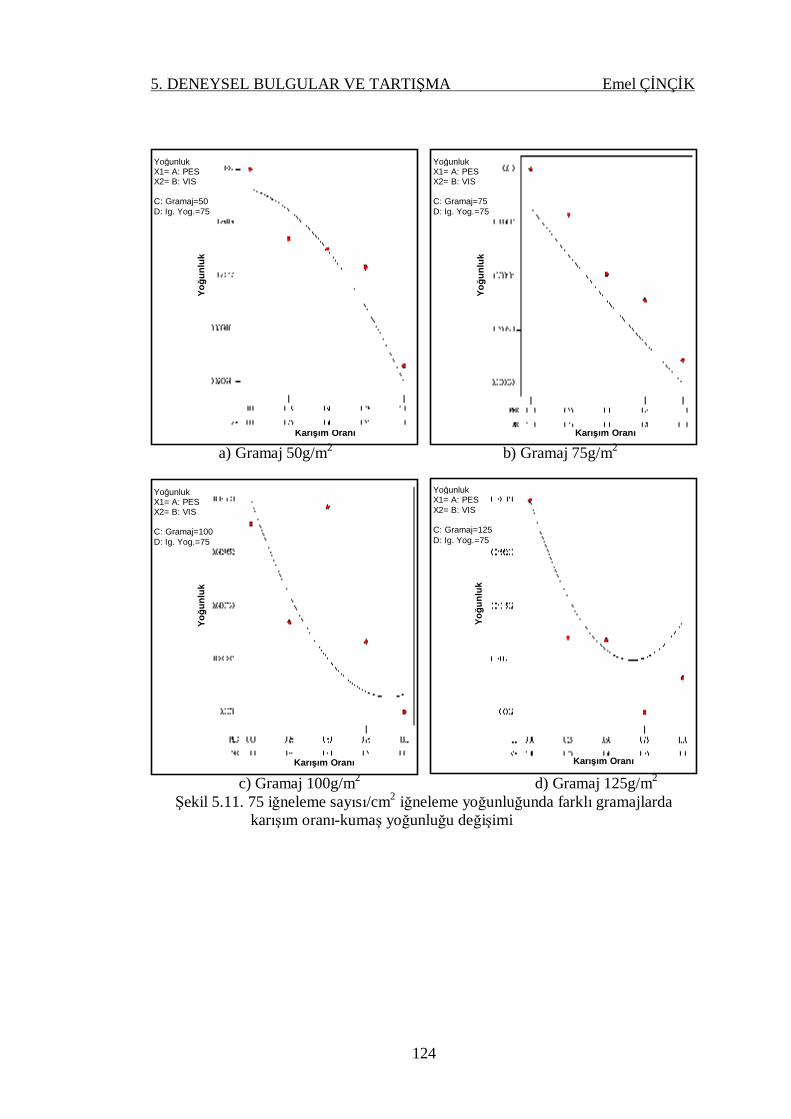
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
124
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.11. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı-kumaş yoğunluğu değişimi
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
Yoğu
nluk
Karışım Oranı Karışım Oranı
Yoğu
nluk
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
Karışım Oranı
Yoğu
nluk
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
Karışım Oranı
Yoğu
nluk
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
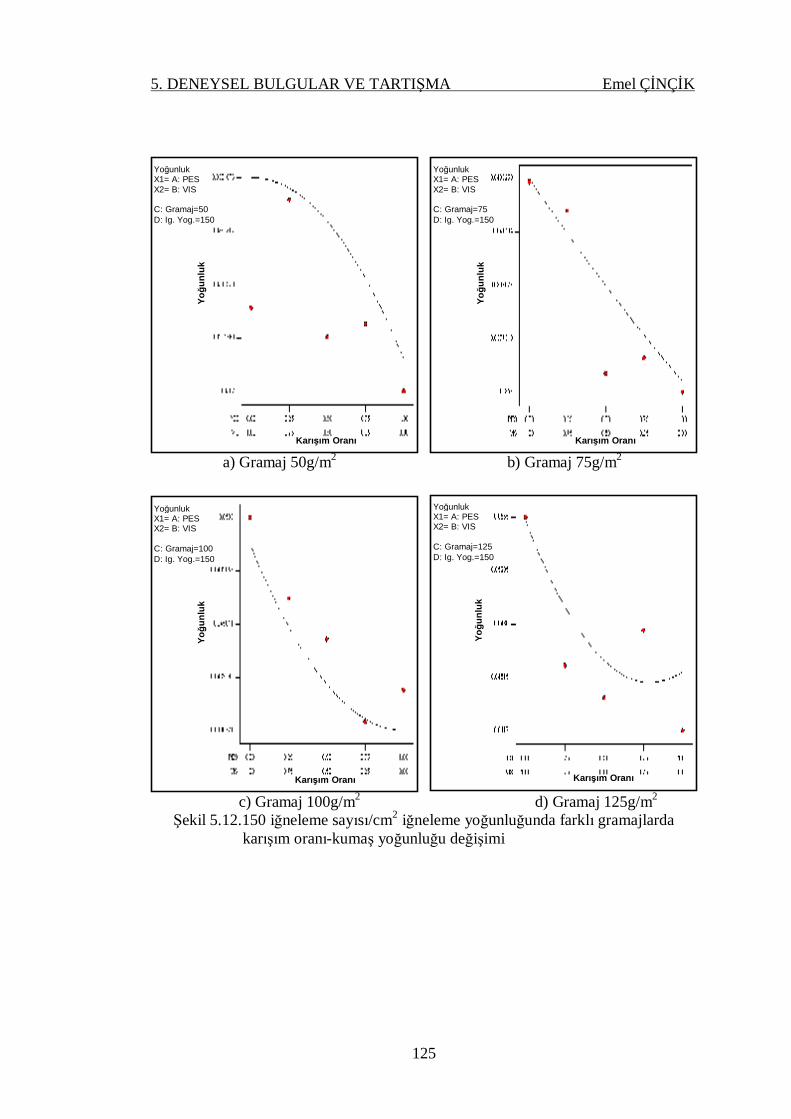
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
125
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.12.150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı-kumaş yoğunluğu değişimi
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
Yoğu
nluk
Karışım Oranı Karışım Oranı
Yoğu
nluk
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
Karışım Oranı
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
Yoğu
nluk
Karışım Oranı
Yoğu
nluk
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
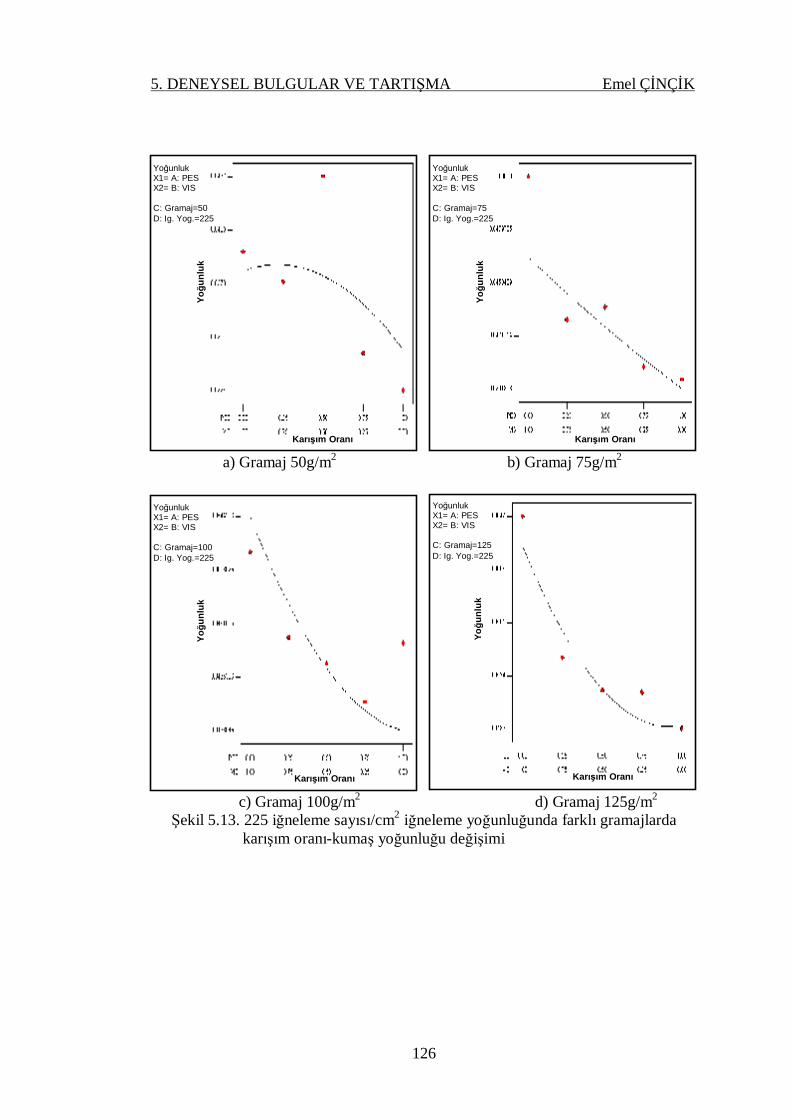
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
126
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.13. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı-kumaş yoğunluğu değişimi
Yoğu
nluk
Karışım Oranı
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
Karışım Oranı
Yoğu
nluk
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
Karışım Oranı
Yoğu
nluk
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
Karışım Oranı
Yoğu
nluk
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
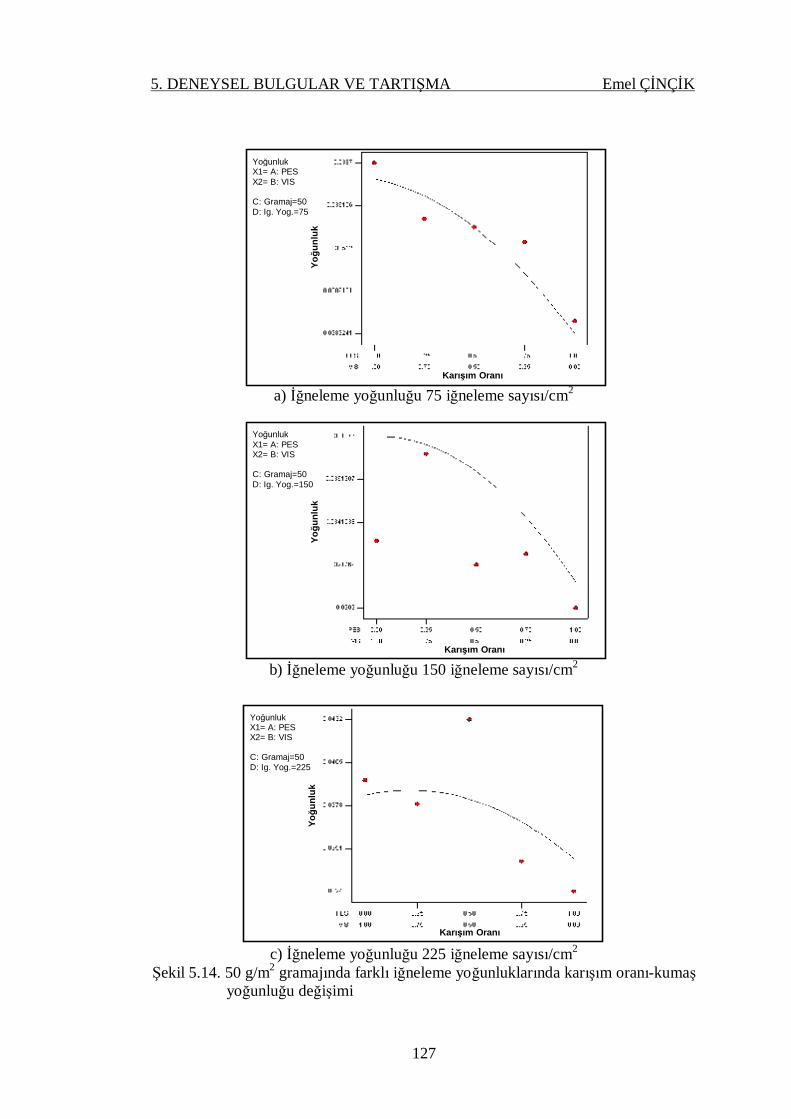
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
127
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.14. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-kumaş yoğunluğu değişimi
Karışım Oranı
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
Yoğu
nluk
Karışım Oranı
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
Yoğu
nluk
Karışım Oranı
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
Yoğu
nluk
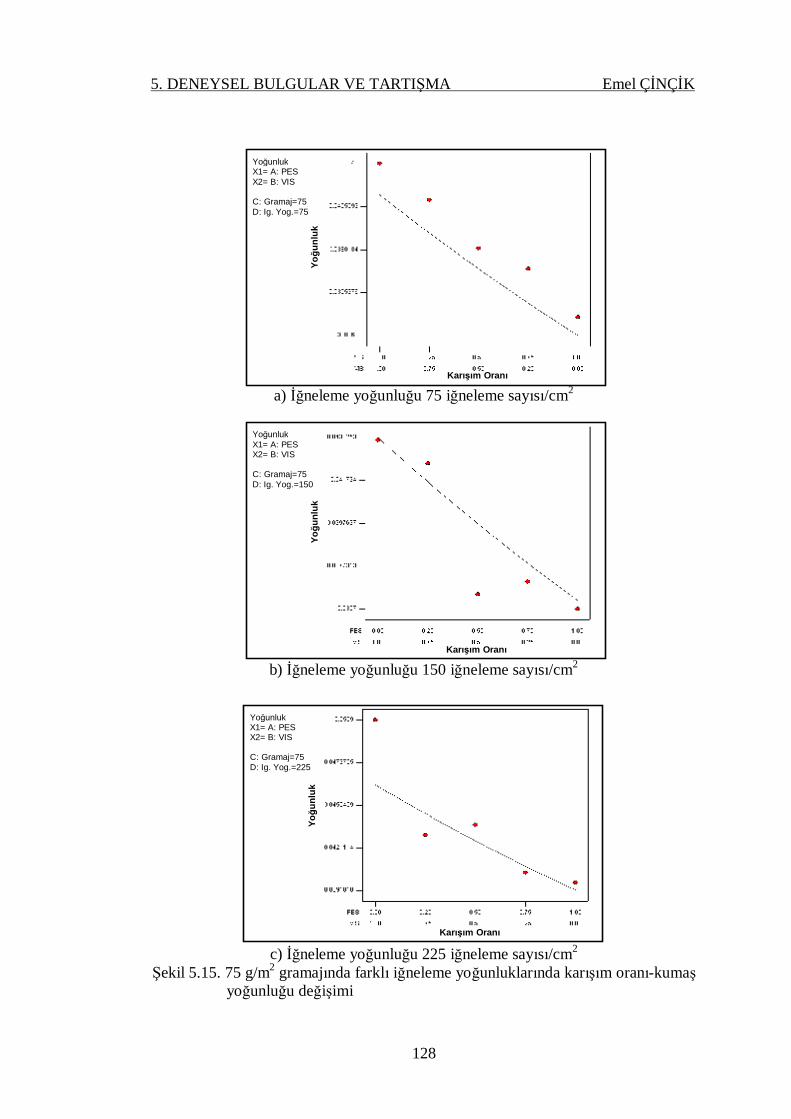
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
128
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.15. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-kumaş yoğunluğu değişimi
Karışım Oranı
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
Yoğu
nluk
Karışım Oranı
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
Yoğu
nluk
Karışım Oranı
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
Yoğu
nluk
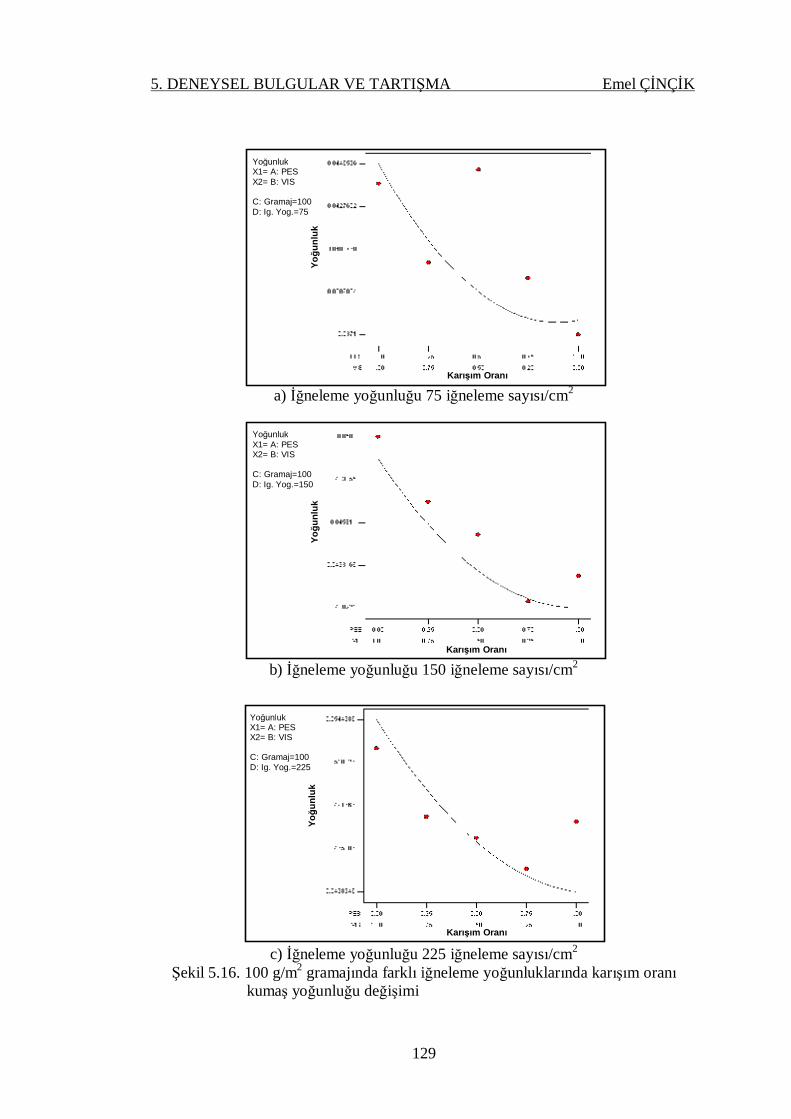
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
129
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.16. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı kumaş yoğunluğu değişimi
Karışım Oranı
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
Yoğu
nluk
Karışım Oranı
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
Yoğu
nluk
Karışım Oranı
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
Yoğu
nluk
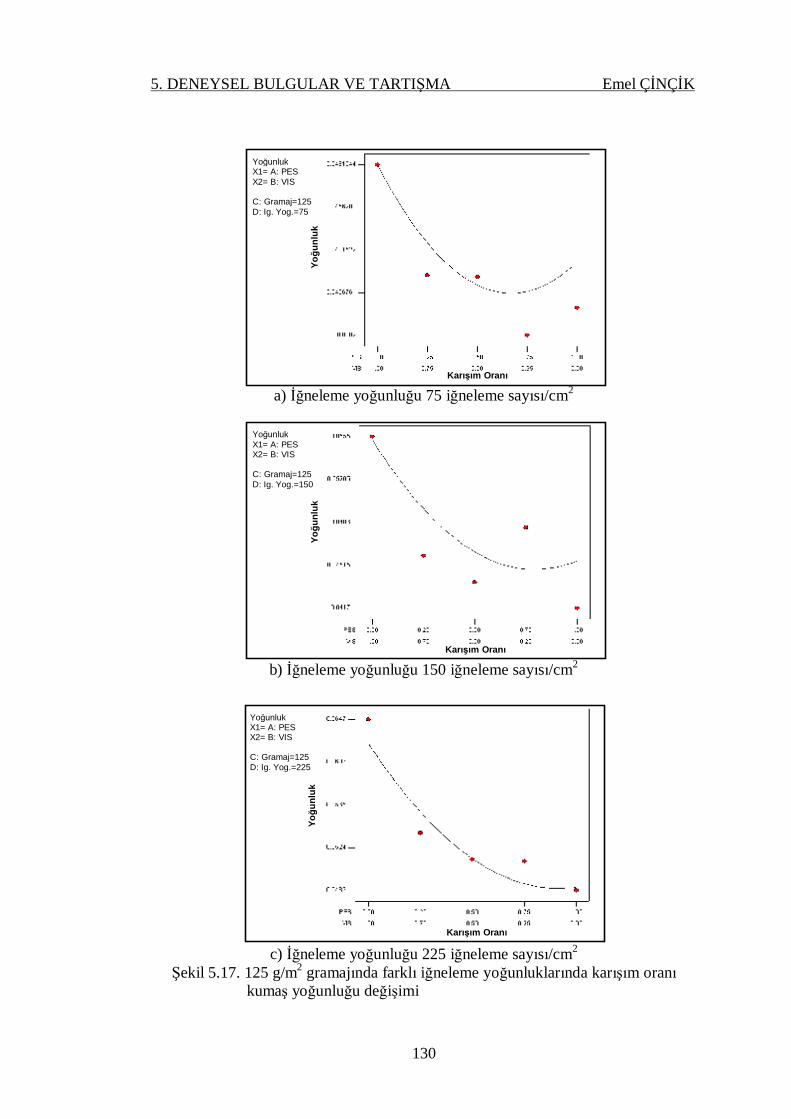
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
130
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.17. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı kumaş yoğunluğu değişimi
Karışım Oranı
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
Yoğu
nluk
Karışım Oranı
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
Yoğu
nluk
Karışım Oranı
Yoğunluk X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
Yoğu
nluk
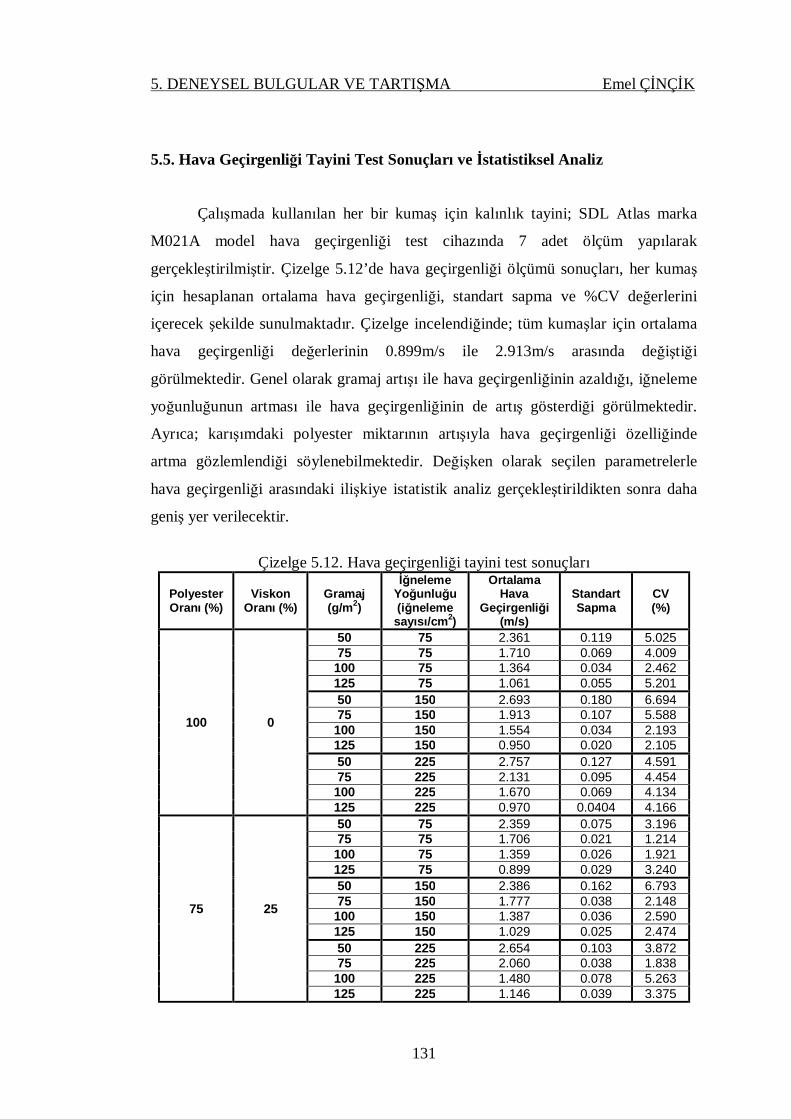
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
131
5.5. Hava Geçirgenliği Tayini Test Sonuçları ve İstatistiksel Analiz
Çalışmada kullanılan her bir kumaş için kalınlık tayini; SDL Atlas marka
M021A model hava geçirgenliği test cihazında 7 adet ölçüm yapılarak
gerçekleştirilmiştir. Çizelge 5.12’de hava geçirgenliği ölçümü sonuçları, her kumaş
için hesaplanan ortalama hava geçirgenliği, standart sapma ve %CV değerlerini
içerecek şekilde sunulmaktadır. Çizelge incelendiğinde; tüm kumaşlar için ortalama
hava geçirgenliği değerlerinin 0.899m/s ile 2.913m/s arasında değiştiği
görülmektedir. Genel olarak gramaj artışı ile hava geçirgenliğinin azaldığı, iğneleme
yoğunluğunun artması ile hava geçirgenliğinin de artış gösterdiği görülmektedir.
Ayrıca; karışımdaki polyester miktarının artışıyla hava geçirgenliği özelliğinde
artma gözlemlendiği söylenebilmektedir. Değişken olarak seçilen parametrelerle
hava geçirgenliği arasındaki ilişkiye istatistik analiz gerçekleştirildikten sonra daha
geniş yer verilecektir.
Çizelge 5.12. Hava geçirgenliği tayini test sonuçları
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu (iğneleme sayısı/cm2)
Ortalama Hava
Geçirgenliği (m/s)
Standart Sapma
CV (%)
100 0
50 75 2.361 0.119 5.025 75 75 1.710 0.069 4.009 100 75 1.364 0.034 2.462 125 75 1.061 0.055 5.201 50 150 2.693 0.180 6.694 75 150 1.913 0.107 5.588 100 150 1.554 0.034 2.193 125 150 0.950 0.020 2.105 50 225 2.757 0.127 4.591 75 225 2.131 0.095 4.454 100 225 1.670 0.069 4.134 125 225 0.970 0.0404 4.166
75 25
50 75 2.359 0.075 3.196 75 75 1.706 0.021 1.214 100 75 1.359 0.026 1.921 125 75 0.899 0.029 3.240 50 150 2.386 0.162 6.793 75 150 1.777 0.038 2.148 100 150 1.387 0.036 2.590 125 150 1.029 0.025 2.474 50 225 2.654 0.103 3.872 75 225 2.060 0.038 1.838 100 225 1.480 0.078 5.263 125 225 1.146 0.039 3.375
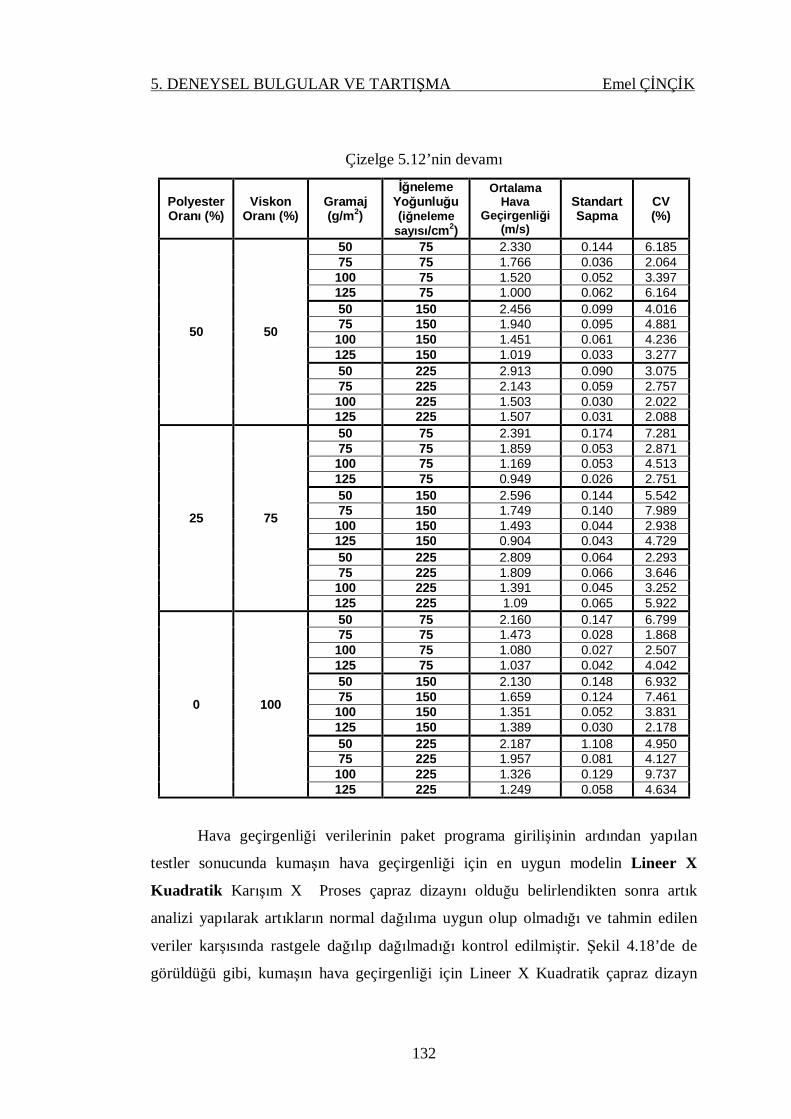
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
132
Çizelge 5.12’nin devamı
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu (iğneleme
sayısı/cm2)
Ortalama Hava
Geçirgenliği (m/s)
Standart Sapma
CV (%)
50 50
50 75 2.330 0.144 6.185 75 75 1.766 0.036 2.064 100 75 1.520 0.052 3.397 125 75 1.000 0.062 6.164 50 150 2.456 0.099 4.016 75 150 1.940 0.095 4.881 100 150 1.451 0.061 4.236 125 150 1.019 0.033 3.277 50 225 2.913 0.090 3.075 75 225 2.143 0.059 2.757 100 225 1.503 0.030 2.022 125 225 1.507 0.031 2.088
25 75
50 75 2.391 0.174 7.281 75 75 1.859 0.053 2.871 100 75 1.169 0.053 4.513 125 75 0.949 0.026 2.751 50 150 2.596 0.144 5.542 75 150 1.749 0.140 7.989 100 150 1.493 0.044 2.938 125 150 0.904 0.043 4.729 50 225 2.809 0.064 2.293 75 225 1.809 0.066 3.646 100 225 1.391 0.045 3.252 125 225 1.09 0.065 5.922
0 100
50 75 2.160 0.147 6.799 75 75 1.473 0.028 1.868 100 75 1.080 0.027 2.507 125 75 1.037 0.042 4.042 50 150 2.130 0.148 6.932 75 150 1.659 0.124 7.461 100 150 1.351 0.052 3.831 125 150 1.389 0.030 2.178 50 225 2.187 1.108 4.950 75 225 1.957 0.081 4.127 100 225 1.326 0.129 9.737 125 225 1.249 0.058 4.634
Hava geçirgenliği verilerinin paket programa girilişinin ardından yapılan
testler sonucunda kumaşın hava geçirgenliği için en uygun modelin Lineer X
Kuadratik Karışım X Proses çapraz dizaynı olduğu belirlendikten sonra artık
analizi yapılarak artıkların normal dağılıma uygun olup olmadığı ve tahmin edilen
veriler karşısında rastgele dağılıp dağılmadığı kontrol edilmiştir. Şekil 4.18’de de
görüldüğü gibi, kumaşın hava geçirgenliği için Lineer X Kuadratik çapraz dizayn
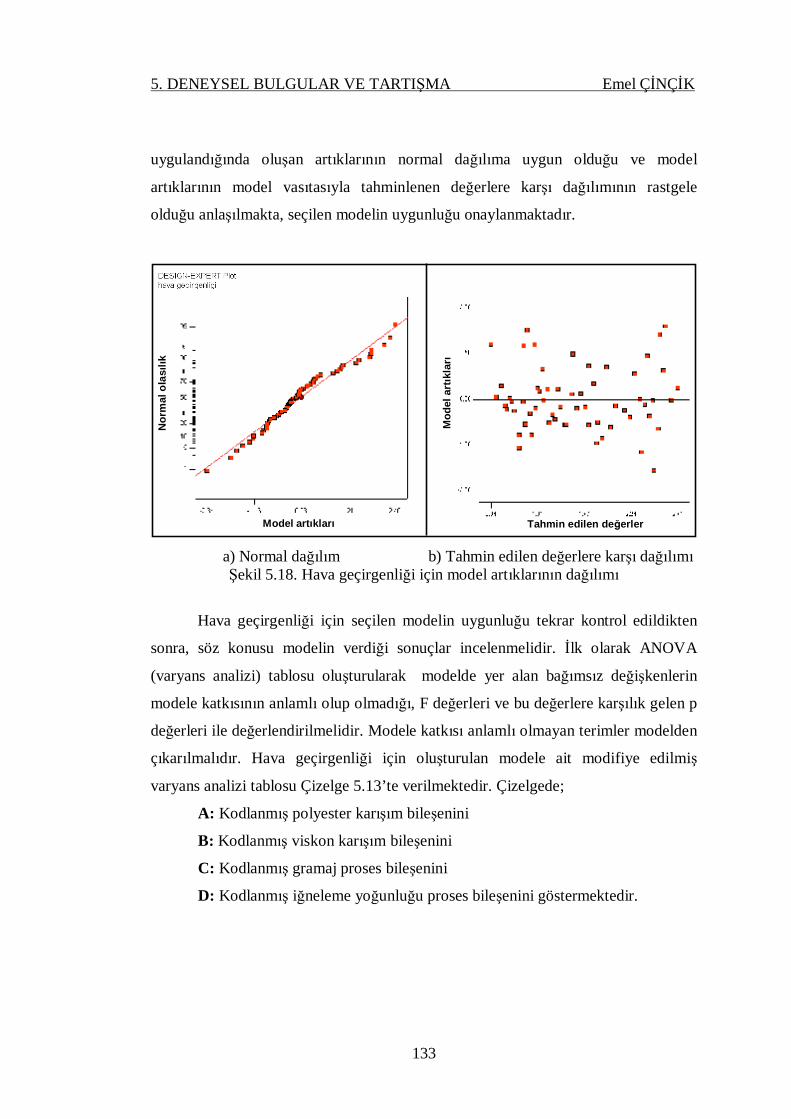
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
133
uygulandığında oluşan artıklarının normal dağılıma uygun olduğu ve model
artıklarının model vasıtasıyla tahminlenen değerlere karşı dağılımının rastgele
olduğu anlaşılmakta, seçilen modelin uygunluğu onaylanmaktadır.
a) Normal dağılım b) Tahmin edilen değerlere karşı dağılımı
Şekil 5.18. Hava geçirgenliği için model artıklarının dağılımı
Hava geçirgenliği için seçilen modelin uygunluğu tekrar kontrol edildikten
sonra, söz konusu modelin verdiği sonuçlar incelenmelidir. İlk olarak ANOVA
(varyans analizi) tablosu oluşturularak modelde yer alan bağımsız değişkenlerin
modele katkısının anlamlı olup olmadığı, F değerleri ve bu değerlere karşılık gelen p
değerleri ile değerlendirilmelidir. Modele katkısı anlamlı olmayan terimler modelden
çıkarılmalıdır. Hava geçirgenliği için oluşturulan modele ait modifiye edilmiş
varyans analizi tablosu Çizelge 5.13’te verilmektedir. Çizelgede;
A: Kodlanmış polyester karışım bileşenini
B: Kodlanmış viskon karışım bileşenini
C: Kodlanmış gramaj proses bileşenini
D: Kodlanmış iğneleme yoğunluğu proses bileşenini göstermektedir.
Nor
mal
ola
sılık
Model artıkları
Mod
el a
rtık
ları
Tahmin edilen değerler
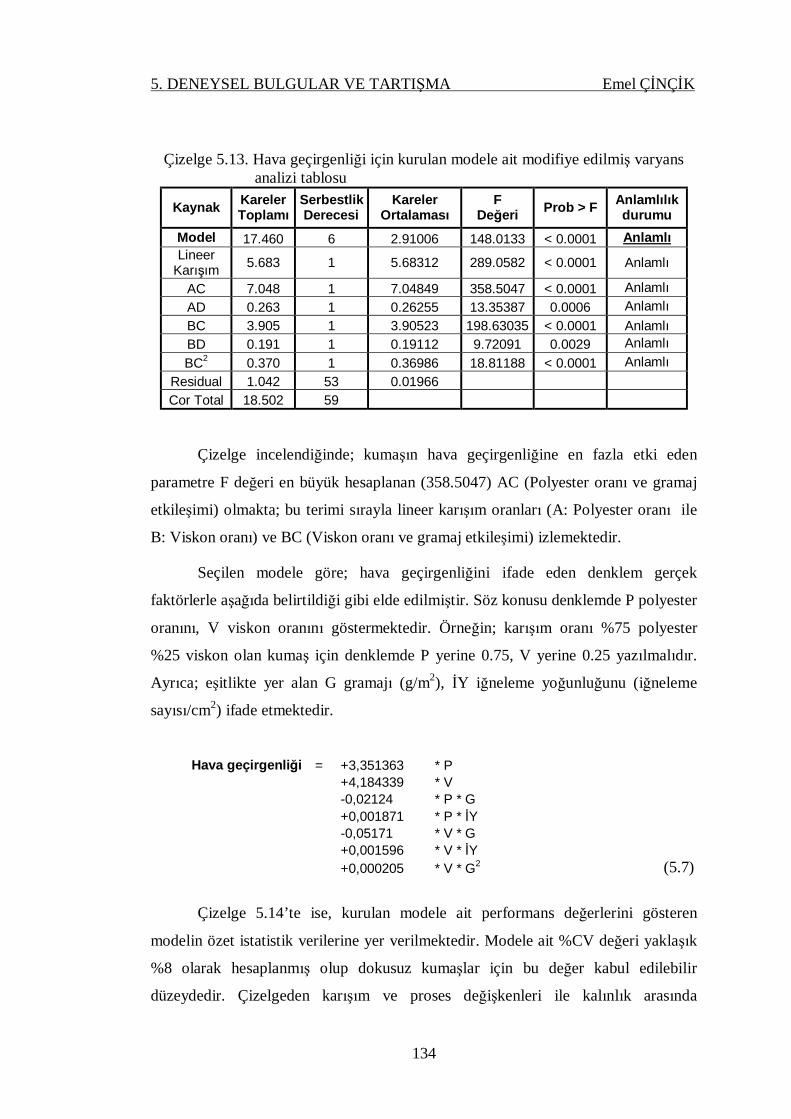
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
134
Çizelge 5.13. Hava geçirgenliği için kurulan modele ait modifiye edilmiş varyans analizi tablosu
Kaynak Kareler Toplamı
Serbestlik Derecesi
Kareler Ortalaması
F Değeri Prob > F Anlamlılık
durumu Model 17.460 6 2.91006 148.0133 < 0.0001 Anlamlı Lineer
Karışım 5.683 1 5.68312 289.0582 < 0.0001 Anlamlı
AC 7.048 1 7.04849 358.5047 < 0.0001 Anlamlı AD 0.263 1 0.26255 13.35387 0.0006 Anlamlı BC 3.905 1 3.90523 198.63035 < 0.0001 Anlamlı BD 0.191 1 0.19112 9.72091 0.0029 Anlamlı BC2 0.370 1 0.36986 18.81188 < 0.0001 Anlamlı
Residual 1.042 53 0.01966 Cor Total 18.502 59
Çizelge incelendiğinde; kumaşın hava geçirgenliğine en fazla etki eden
parametre F değeri en büyük hesaplanan (358.5047) AC (Polyester oranı ve gramaj
etkileşimi) olmakta; bu terimi sırayla lineer karışım oranları (A: Polyester oranı ile
B: Viskon oranı) ve BC (Viskon oranı ve gramaj etkileşimi) izlemektedir.
Seçilen modele göre; hava geçirgenliğini ifade eden denklem gerçek
faktörlerle aşağıda belirtildiği gibi elde edilmiştir. Söz konusu denklemde P polyester
oranını, V viskon oranını göstermektedir. Örneğin; karışım oranı %75 polyester
%25 viskon olan kumaş için denklemde P yerine 0.75, V yerine 0.25 yazılmalıdır.
Ayrıca; eşitlikte yer alan G gramajı (g/m2), İY iğneleme yoğunluğunu (iğneleme
sayısı/cm2) ifade etmektedir.
Hava geçirgenliği = +3,351363 * P +4,184339 * V -0,02124 * P * G +0,001871 * P * İY -0,05171 * V * G +0,001596 * V * İY +0,000205 * V * G2 (5.7)
Çizelge 5.14’te ise, kurulan modele ait performans değerlerini gösteren
modelin özet istatistik verilerine yer verilmektedir. Modele ait %CV değeri yaklaşık
%8 olarak hesaplanmış olup dokusuz kumaşlar için bu değer kabul edilebilir
düzeydedir. Çizelgeden karışım ve proses değişkenleri ile kalınlık arasında
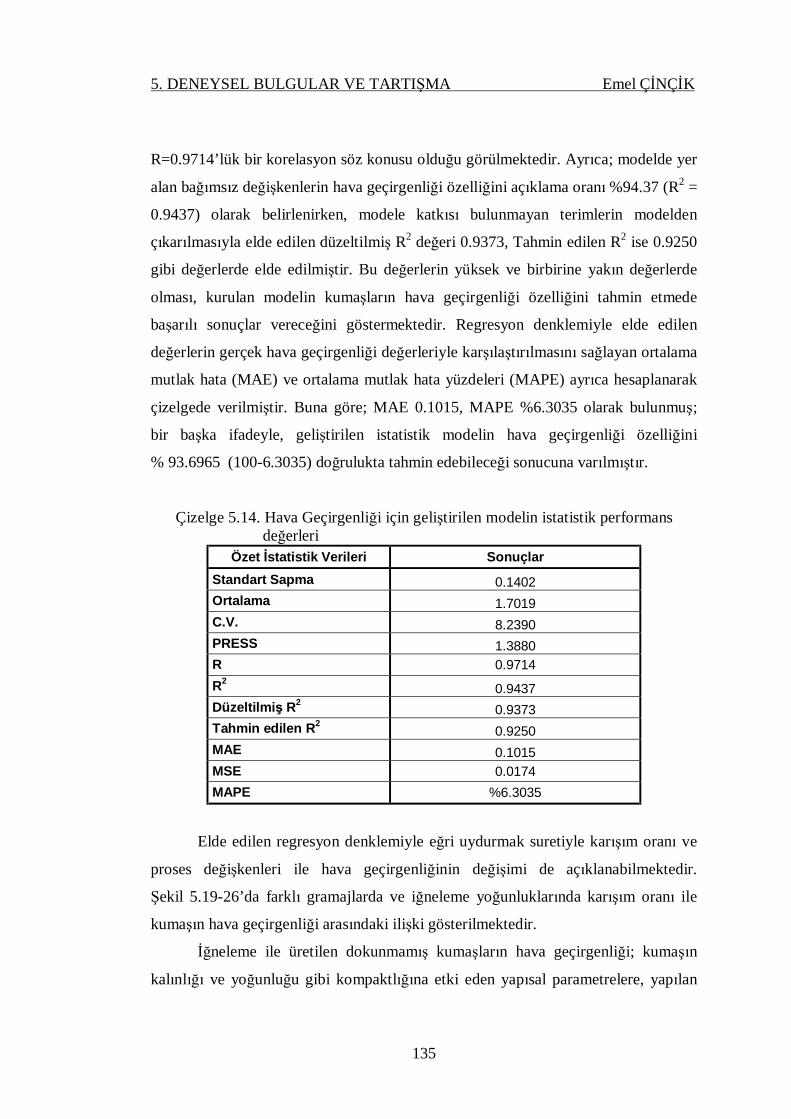
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
135
R=0.9714’lük bir korelasyon söz konusu olduğu görülmektedir. Ayrıca; modelde yer
alan bağımsız değişkenlerin hava geçirgenliği özelliğini açıklama oranı %94.37 (R2 =
0.9437) olarak belirlenirken, modele katkısı bulunmayan terimlerin modelden
çıkarılmasıyla elde edilen düzeltilmiş R2 değeri 0.9373, Tahmin edilen R2 ise 0.9250
gibi değerlerde elde edilmiştir. Bu değerlerin yüksek ve birbirine yakın değerlerde
olması, kurulan modelin kumaşların hava geçirgenliği özelliğini tahmin etmede
başarılı sonuçlar vereceğini göstermektedir. Regresyon denklemiyle elde edilen
değerlerin gerçek hava geçirgenliği değerleriyle karşılaştırılmasını sağlayan ortalama
mutlak hata (MAE) ve ortalama mutlak hata yüzdeleri (MAPE) ayrıca hesaplanarak
çizelgede verilmiştir. Buna göre; MAE 0.1015, MAPE %6.3035 olarak bulunmuş;
bir başka ifadeyle, geliştirilen istatistik modelin hava geçirgenliği özelliğini
% 93.6965 (100-6.3035) doğrulukta tahmin edebileceği sonucuna varılmıştır.
Çizelge 5.14. Hava Geçirgenliği için geliştirilen modelin istatistik performans değerleri
Özet İstatistik Verileri Sonuçlar Standart Sapma 0.1402 Ortalama 1.7019 C.V. 8.2390 PRESS 1.3880 R 0.9714 R2 0.9437 Düzeltilmiş R2 0.9373 Tahmin edilen R2 0.9250 MAE 0.1015 MSE 0.0174 MAPE %6.3035
Elde edilen regresyon denklemiyle eğri uydurmak suretiyle karışım oranı ve
proses değişkenleri ile hava geçirgenliğinin değişimi de açıklanabilmektedir.
Şekil 5.19-26’da farklı gramajlarda ve iğneleme yoğunluklarında karışım oranı ile
kumaşın hava geçirgenliği arasındaki ilişki gösterilmektedir.
İğneleme ile üretilen dokunmamış kumaşların hava geçirgenliği; kumaşın
kalınlığı ve yoğunluğu gibi kompaktlığına etki eden yapısal parametrelere, yapılan
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
136
bağ sonucu lifler arasında meydana gelen boşlukların büyüklüğüne, iğneleme sonucu
kumaşta meydana gelen gözeneklere bağlı olarak değişmektedir (Yeo ve ark., 2005;
Debnath ve ark., 2006; Rawal ve Anandjiwala, 2007; Sengupta, 2008).
Şekil 5.19-5.21’de çalışmada yer alan kumaşlar için farklı iğneleme
yoğunluklarında lif karışım oranı ve kumaş gramajının kumaşın hava geçirgenliğine
etkisi ele alınmaktadır. 125g/m2 gramaja sahip kumaşlar hariç tüm kumaşlarda;
yapıdaki polyester oranının artışı ile hava geçirgenliğinin de artış gösterdiği
görülmektedir. Bu durum polyester lifinin hacimlilik özelliği ile açıklanabilmektedir.
Polyester lifinin aynı iğneleme etkisiyle daha gevşek bağlar kurduğu ve aynı
gramajda yapısında polyester lifi oranı fazla olan kumaşların yoğunluğunun daha az
olduğu daha önce belirtilmişti. Beklendiği gibi, yoğunluğun azalması halinde
kumaşların hava geçirgenliğinde artış görüleceği açıktır. Elde edilen sonuçlar
literatürde yer alan çalışmalarla davranış bakımından benzerlik göstermektedir
(Rawal ve Anandjiwala, 2007).
125g/m2 gramaja sahip kumaşlarda ise; yapıdaki polyester oranının
artmasıyla hava geçirgenliğinin azaldığı görülmektedir. Bu tür kumaşlarda gramajın
artışından dolayı lifler arası boşlukların en az seviyeye geleceği ve polyesterin
hacimlilik özelliğinin etkisini yitirmiş olabileceği düşünülmektedir. Polyester oranı
yüksek kumaşların kalınlığı da fazla olduğundan hava geçirgenliğinin azalma eğilimi
göstermesi beklenen bir davranıştır.
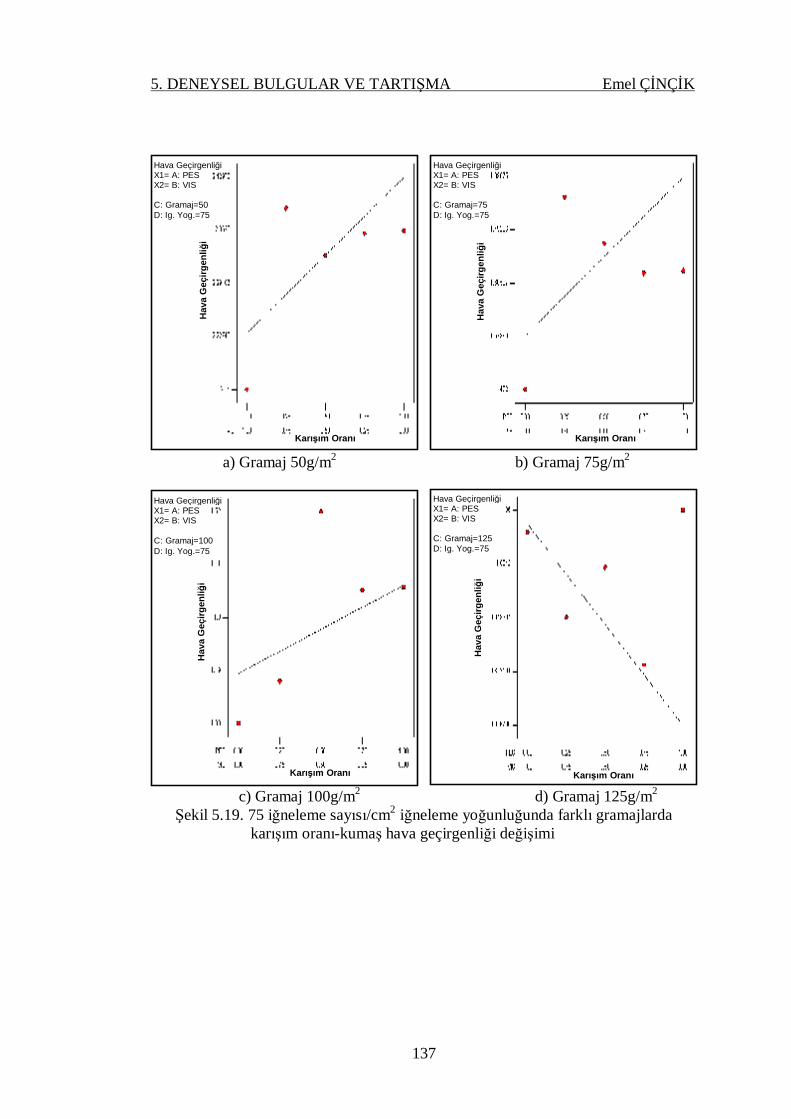
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
137
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.19. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı-kumaş hava geçirgenliği değişimi
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
Hav
a G
eçirg
enliğ
i
Karışım Oranı Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
Hav
a G
eçirg
enliğ
i
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
Hav
a G
eçirg
enliğ
i
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
Hav
a G
eçirg
enliğ
i
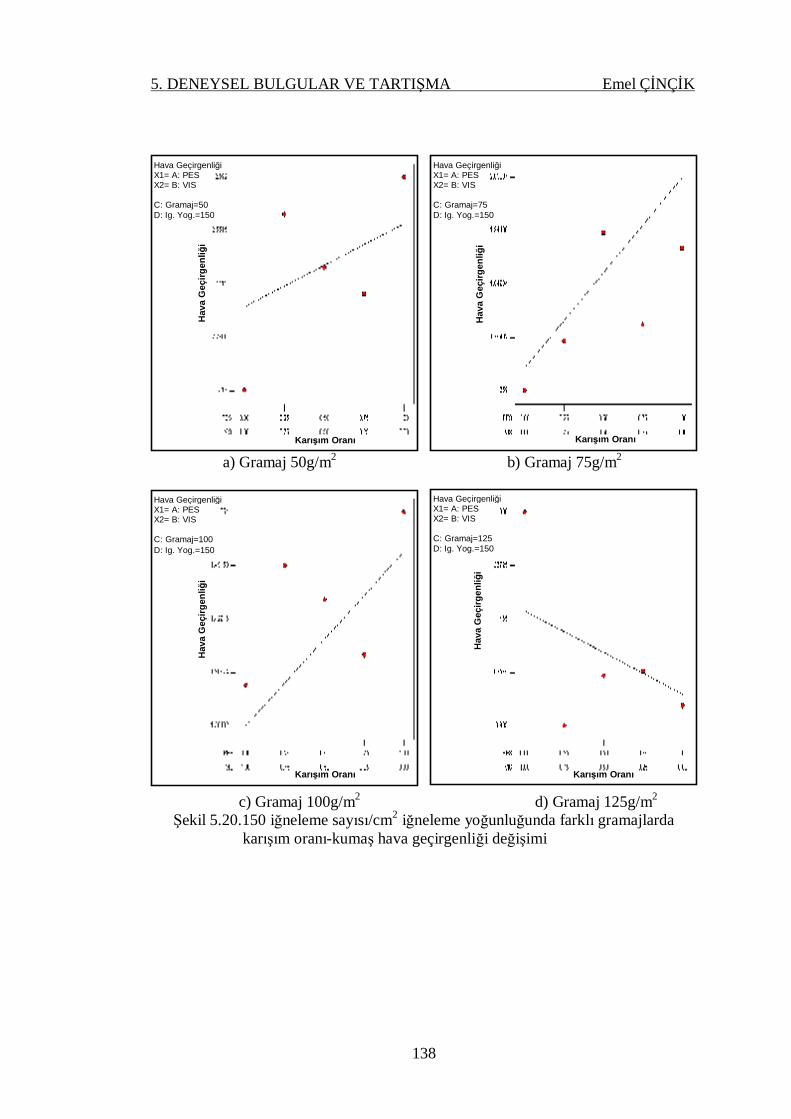
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
138
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2 Şekil 5.20.150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı-kumaş hava geçirgenliği değişimi
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
Karışım Oranı
Hav
a G
eçirg
enliğ
i
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
Hav
a G
eçirg
enliğ
i
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
Hav
a G
eçirg
enliğ
i
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
Hav
a G
eçirg
enliğ
i
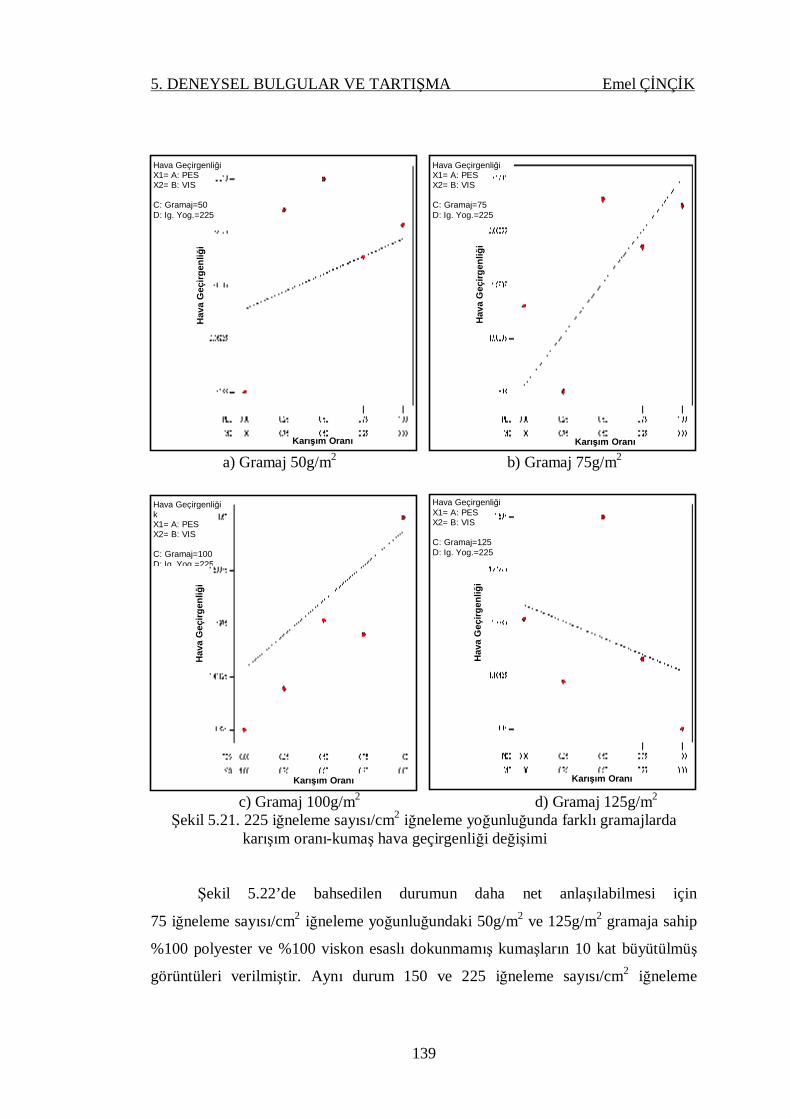
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
139
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2 Şekil 5.21. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı-kumaş hava geçirgenliği değişimi
Şekil 5.22’de bahsedilen durumun daha net anlaşılabilmesi için
75 iğneleme sayısı/cm2 iğneleme yoğunluğundaki 50g/m2 ve 125g/m2 gramaja sahip
%100 polyester ve %100 viskon esaslı dokunmamış kumaşların 10 kat büyütülmüş
görüntüleri verilmiştir. Aynı durum 150 ve 225 iğneleme sayısı/cm2 iğneleme
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
Hav
a G
eçirg
enliğ
i
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
Hav
a G
eçirg
enliğ
i
Karışım Oranı
Hava Geçirgenliği k X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
Hav
a G
eçirg
enliğ
i
Hav
a G
eçirg
enliğ
i
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
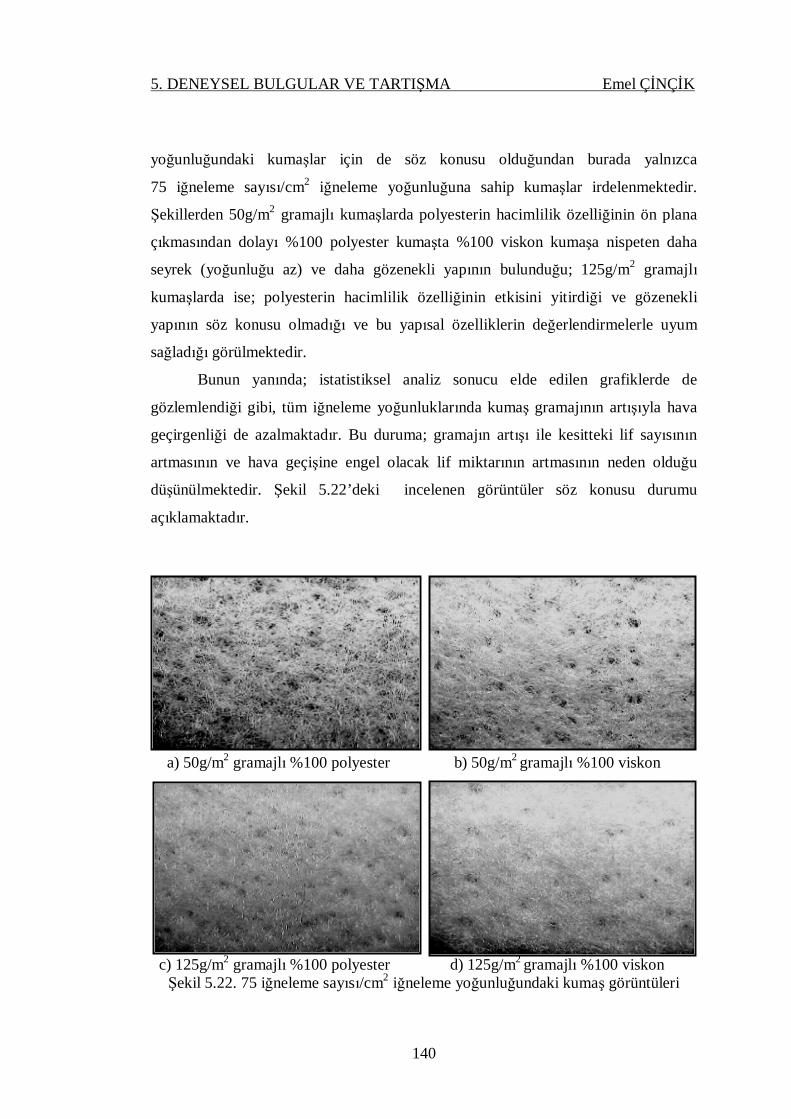
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
140
yoğunluğundaki kumaşlar için de söz konusu olduğundan burada yalnızca
75 iğneleme sayısı/cm2 iğneleme yoğunluğuna sahip kumaşlar irdelenmektedir.
Şekillerden 50g/m2 gramajlı kumaşlarda polyesterin hacimlilik özelliğinin ön plana
çıkmasından dolayı %100 polyester kumaşta %100 viskon kumaşa nispeten daha
seyrek (yoğunluğu az) ve daha gözenekli yapının bulunduğu; 125g/m2 gramajlı
kumaşlarda ise; polyesterin hacimlilik özelliğinin etkisini yitirdiği ve gözenekli
yapının söz konusu olmadığı ve bu yapısal özelliklerin değerlendirmelerle uyum
sağladığı görülmektedir.
Bunun yanında; istatistiksel analiz sonucu elde edilen grafiklerde de
gözlemlendiği gibi, tüm iğneleme yoğunluklarında kumaş gramajının artışıyla hava
geçirgenliği de azalmaktadır. Bu duruma; gramajın artışı ile kesitteki lif sayısının
artmasının ve hava geçişine engel olacak lif miktarının artmasının neden olduğu
düşünülmektedir. Şekil 5.22’deki incelenen görüntüler söz konusu durumu
açıklamaktadır.
a) 50g/m2 gramajlı %100 polyester b) 50g/m2 gramajlı %100 viskon
c) 125g/m2 gramajlı %100 polyester d) 125g/m2 gramajlı %100 viskon
Şekil 5.22. 75 iğneleme sayısı/cm2 iğneleme yoğunluğundaki kumaş görüntüleri
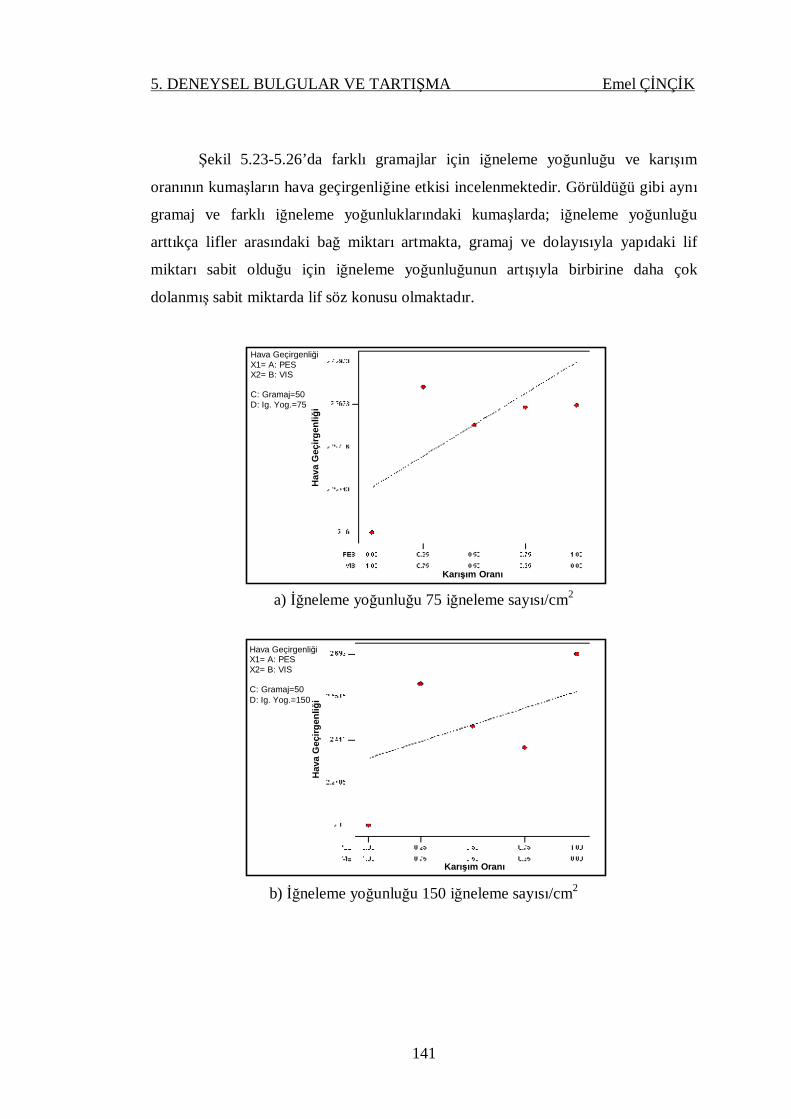
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
141
Şekil 5.23-5.26’da farklı gramajlar için iğneleme yoğunluğu ve karışım
oranının kumaşların hava geçirgenliğine etkisi incelenmektedir. Görüldüğü gibi aynı
gramaj ve farklı iğneleme yoğunluklarındaki kumaşlarda; iğneleme yoğunluğu
arttıkça lifler arasındaki bağ miktarı artmakta, gramaj ve dolayısıyla yapıdaki lif
miktarı sabit olduğu için iğneleme yoğunluğunun artışıyla birbirine daha çok
dolanmış sabit miktarda lif söz konusu olmaktadır.
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
Hav
a G
eçirg
enliğ
i
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
Hav
a G
eçirg
enliğ
i
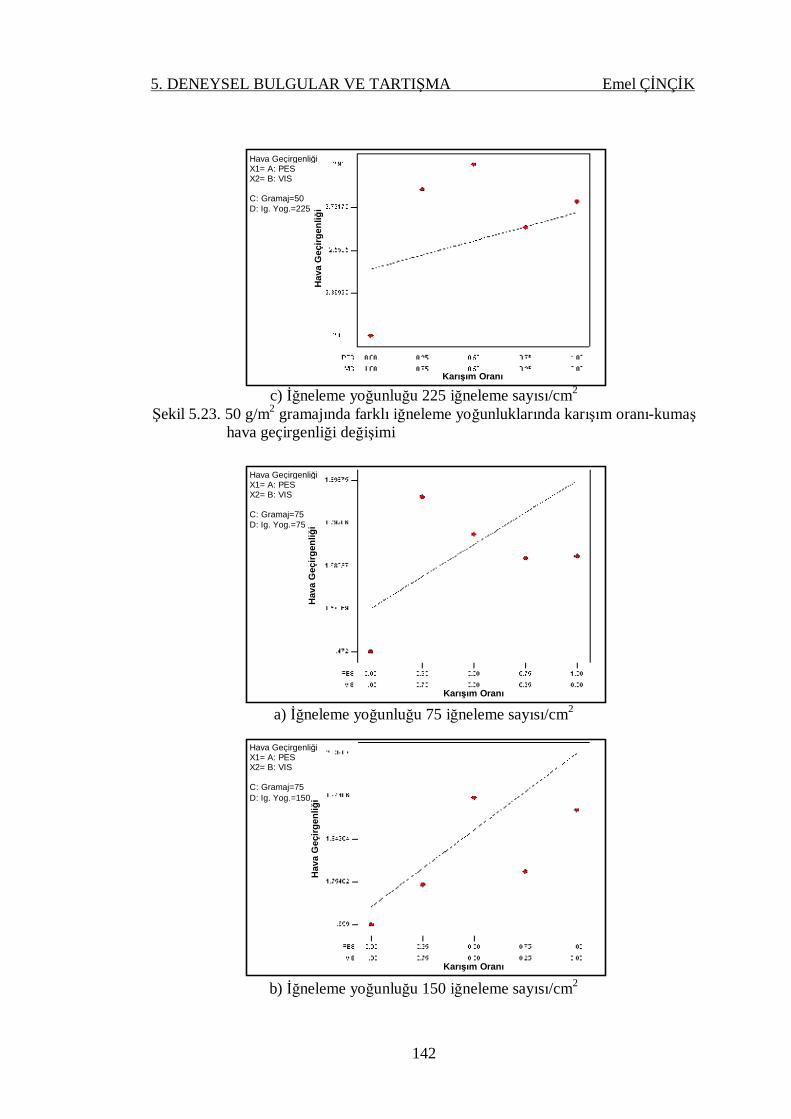
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
142
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2 Şekil 5.23. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-kumaş hava geçirgenliği değişimi
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
Karışım Oranı
Hav
a G
eçirg
enliğ
i
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
Hav
a G
eçirg
enliğ
i
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
Hav
a G
eçirg
enliğ
i
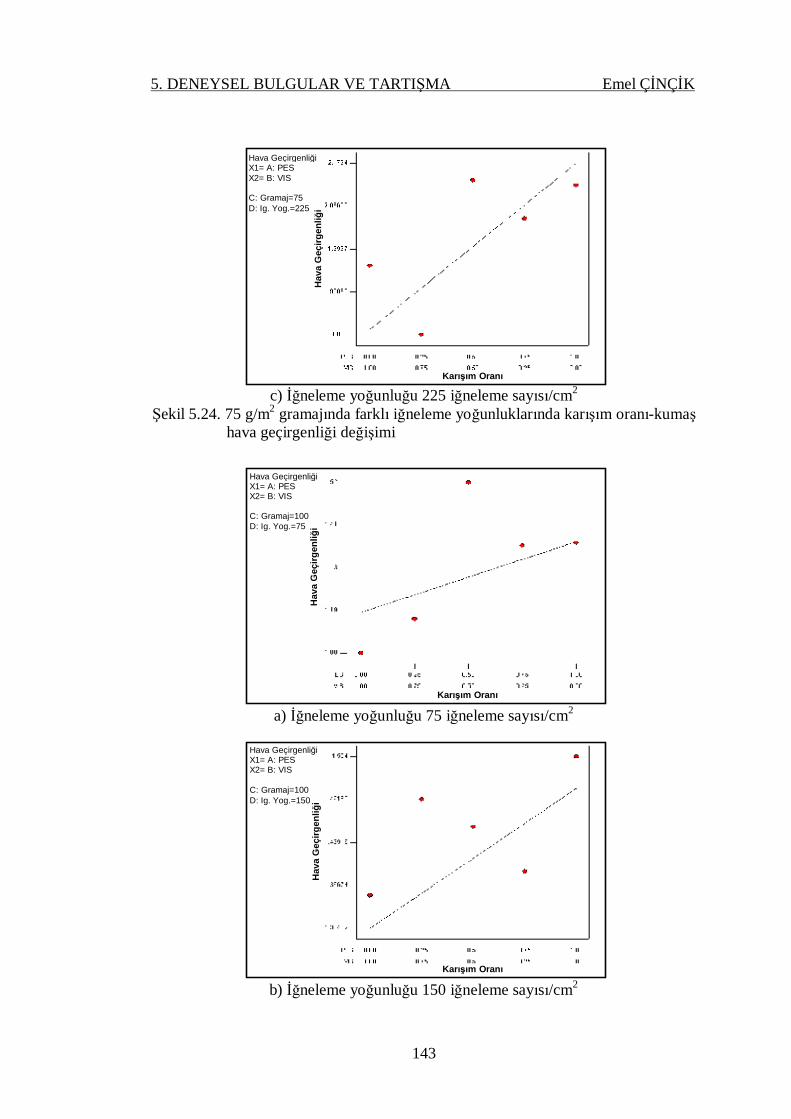
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
143
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2 Şekil 5.24. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-kumaş hava geçirgenliği değişimi
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
Hav
a G
eçirg
enliğ
i
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
Hav
a G
eçirg
enliğ
i
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
Hav
a G
eçirg
enliğ
i
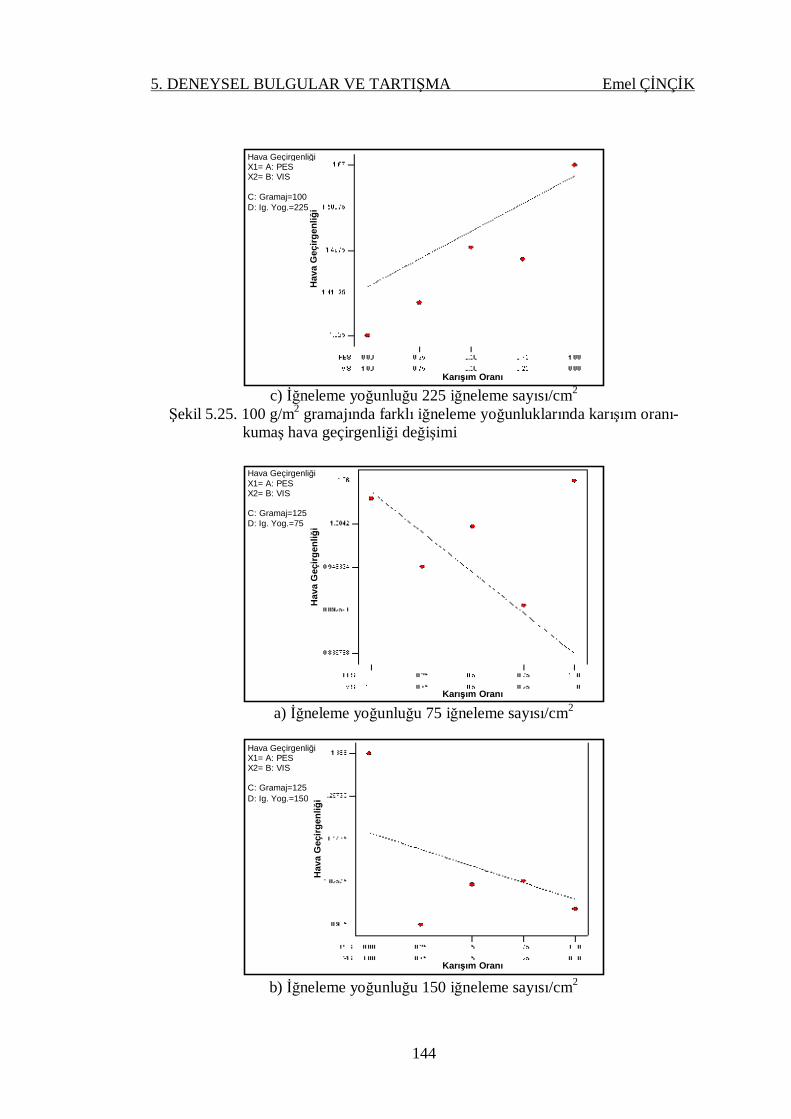
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
144
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2 Şekil 5.25. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş hava geçirgenliği değişimi
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
Hav
a G
eçirg
enliğ
i
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
Hav
a G
eçirg
enliğ
i
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
Hav
a G
eçirg
enliğ
i

5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
145
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.26. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaş hava geçirgenliği değişimi
Şekil 5.27’de iğneleme yoğunluğunun etkisini ortaya koymak amacıyla
50g/m2 gramaja ve farklı iğneleme yoğunluklarına sahip %100 viskon dokunmamış
kumaşın 10 kat büyütülmüş görüntüleri verilmektedir. 50g/m2 gramaja sahip %100
viskon kumaşta iğnelemenin etkisi daha açık görüldüğünden burada bu tür kumaş
tercih edilmiştir. Diğer kumaşlarda da benzer durum bulunmaktadır. Şekil
incelendiğinde; iğneleme yoğunluğunun artışıyla birbirine daha çok sarılarak
bağlanmış liflerin etrafında boşluklar oluştuğu, bu boşlukların da hava
geçirgenliğinin artmasına neden olduğu görülmektedir. Ayrıca; iğneleme
yoğunluğunun artışıyla iğnelerin kumaş üzerinde oluşturduğu izlerde de artış
görülmekte, bu durum da hava geçirgenliğinin artışına sebep olmaktadır.
a) 75 iğneleme sayısı/cm2 iğneleme yoğunluğundaki kumaş
Karışım Oranı
Hava Geçirgenliği X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
Hav
a G
eçirg
enliğ
i

5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
146
b) 150 iğneleme sayısı/cm2 iğneleme yoğunluğundaki kumaş
c) 225 iğneleme sayısı/cm2 iğneleme yoğunluğundaki kumaş
Şekil 5.27. 50g/m2 gramaja sahip olan %100 viskon esaslı kumaş görüntüleri
5.6. Patlama Mukavemeti Tayini Test Sonuçları ve İstatistiksel Analiz
Patlama mukavemeti; kumaşa uygulanan dik yönde uygulanan basınç sonucu
kumaşta patlamayı meydana getirecek basınç miktarı belirlenerek tayin edilmektedir.
Çalışmada kullanılan her bir kumaş için patlama mukavemeti tayini; James H. Heal
marka Truburst Patlama mukavemeti test cihazında 10 adet ölçüm yapılarak
gerçekleştirilmiştir. Çizelge 5.15’te patlama mukavemeti ölçümü sonuçları, her
kumaş için hesaplanan ortalama patlama mukavemeti, standart sapma ve %CV
değerleri ile birlikte görülmektedir.
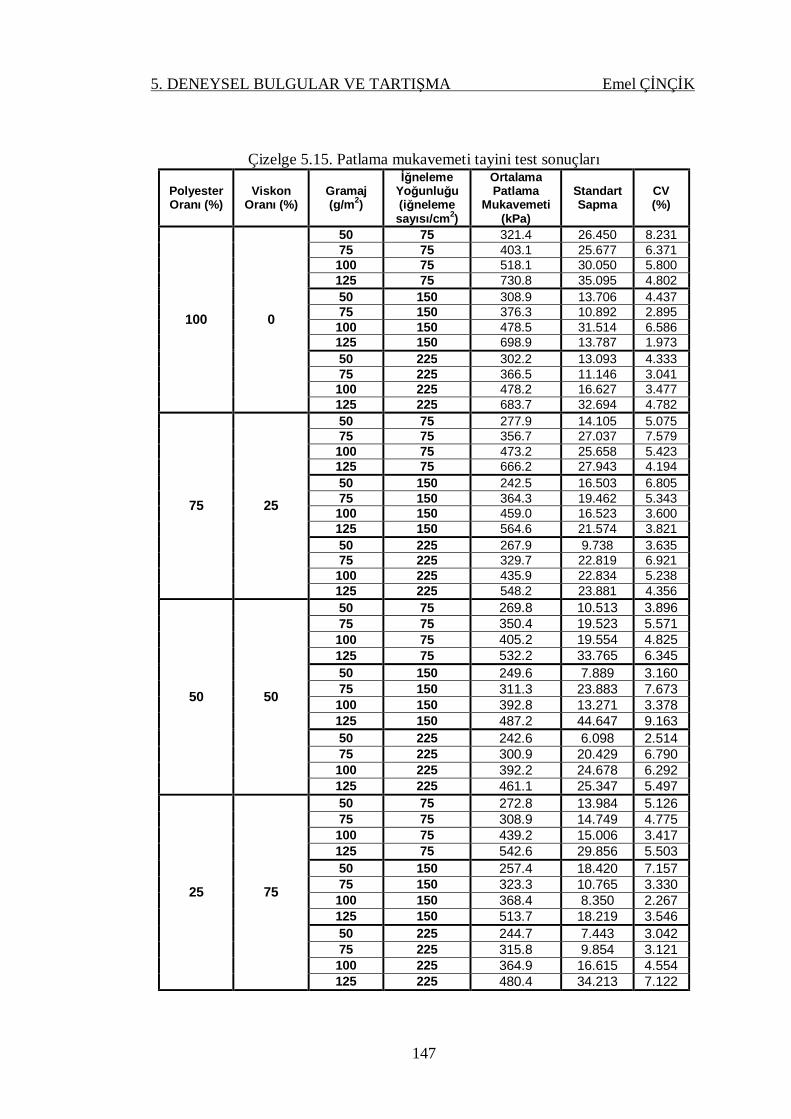
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
147
Çizelge 5.15. Patlama mukavemeti tayini test sonuçları
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu (iğneleme sayısı/cm2)
Ortalama Patlama
Mukavemeti (kPa)
Standart Sapma
CV (%)
100 0
50 75 321.4 26.450 8.231 75 75 403.1 25.677 6.371 100 75 518.1 30.050 5.800 125 75 730.8 35.095 4.802 50 150 308.9 13.706 4.437 75 150 376.3 10.892 2.895 100 150 478.5 31.514 6.586 125 150 698.9 13.787 1.973 50 225 302.2 13.093 4.333 75 225 366.5 11.146 3.041 100 225 478.2 16.627 3.477 125 225 683.7 32.694 4.782
75 25
50 75 277.9 14.105 5.075 75 75 356.7 27.037 7.579 100 75 473.2 25.658 5.423 125 75 666.2 27.943 4.194 50 150 242.5 16.503 6.805 75 150 364.3 19.462 5.343 100 150 459.0 16.523 3.600 125 150 564.6 21.574 3.821 50 225 267.9 9.738 3.635 75 225 329.7 22.819 6.921 100 225 435.9 22.834 5.238 125 225 548.2 23.881 4.356
50 50
50 75 269.8 10.513 3.896 75 75 350.4 19.523 5.571 100 75 405.2 19.554 4.825 125 75 532.2 33.765 6.345 50 150 249.6 7.889 3.160 75 150 311.3 23.883 7.673 100 150 392.8 13.271 3.378 125 150 487.2 44.647 9.163 50 225 242.6 6.098 2.514 75 225 300.9 20.429 6.790 100 225 392.2 24.678 6.292 125 225 461.1 25.347 5.497
25 75
50 75 272.8 13.984 5.126 75 75 308.9 14.749 4.775 100 75 439.2 15.006 3.417 125 75 542.6 29.856 5.503 50 150 257.4 18.420 7.157 75 150 323.3 10.765 3.330 100 150 368.4 8.350 2.267 125 150 513.7 18.219 3.546 50 225 244.7 7.443 3.042 75 225 315.8 9.854 3.121 100 225 364.9 16.615 4.554 125 225 480.4 34.213 7.122
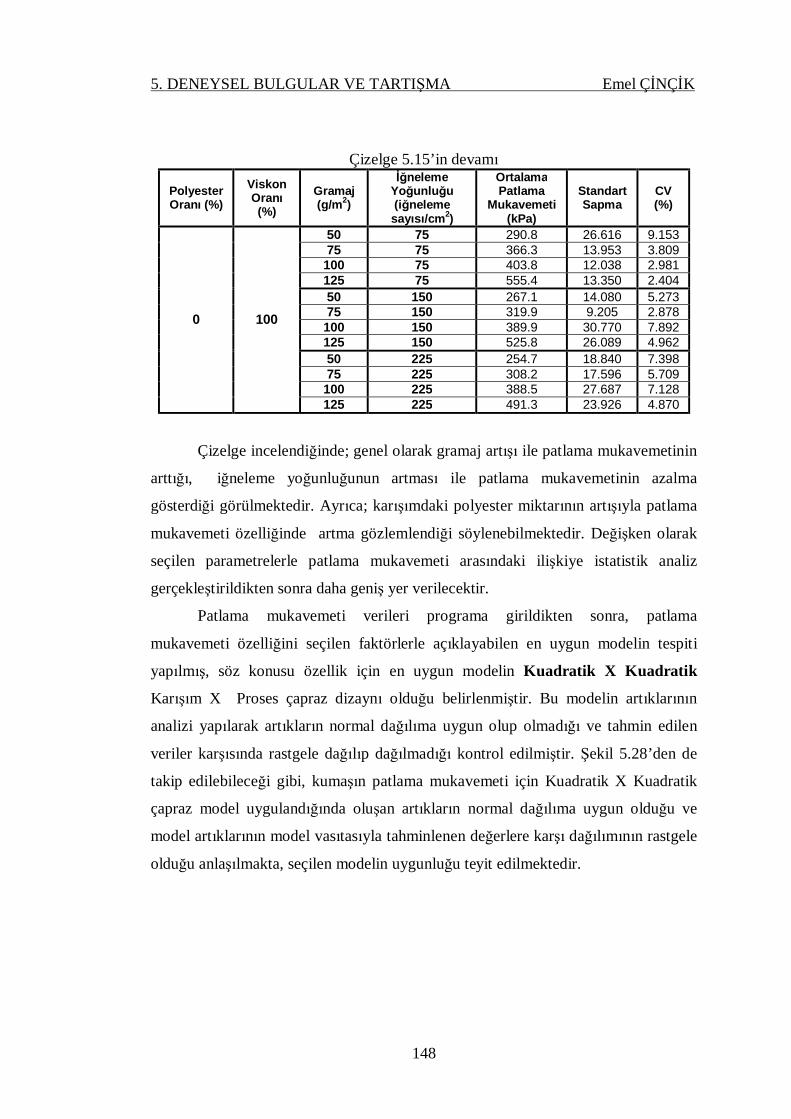
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
148
Çizelge 5.15’in devamı
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu (iğneleme sayısı/cm2)
Ortalama Patlama
Mukavemeti (kPa)
Standart Sapma
CV (%)
0 100
50 75 290.8 26.616 9.153 75 75 366.3 13.953 3.809 100 75 403.8 12.038 2.981 125 75 555.4 13.350 2.404 50 150 267.1 14.080 5.273 75 150 319.9 9.205 2.878 100 150 389.9 30.770 7.892 125 150 525.8 26.089 4.962 50 225 254.7 18.840 7.398 75 225 308.2 17.596 5.709 100 225 388.5 27.687 7.128 125 225 491.3 23.926 4.870
Çizelge incelendiğinde; genel olarak gramaj artışı ile patlama mukavemetinin
arttığı, iğneleme yoğunluğunun artması ile patlama mukavemetinin azalma
gösterdiği görülmektedir. Ayrıca; karışımdaki polyester miktarının artışıyla patlama
mukavemeti özelliğinde artma gözlemlendiği söylenebilmektedir. Değişken olarak
seçilen parametrelerle patlama mukavemeti arasındaki ilişkiye istatistik analiz
gerçekleştirildikten sonra daha geniş yer verilecektir.
Patlama mukavemeti verileri programa girildikten sonra, patlama
mukavemeti özelliğini seçilen faktörlerle açıklayabilen en uygun modelin tespiti
yapılmış, söz konusu özellik için en uygun modelin Kuadratik X Kuadratik
Karışım X Proses çapraz dizaynı olduğu belirlenmiştir. Bu modelin artıklarının
analizi yapılarak artıkların normal dağılıma uygun olup olmadığı ve tahmin edilen
veriler karşısında rastgele dağılıp dağılmadığı kontrol edilmiştir. Şekil 5.28’den de
takip edilebileceği gibi, kumaşın patlama mukavemeti için Kuadratik X Kuadratik
çapraz model uygulandığında oluşan artıkların normal dağılıma uygun olduğu ve
model artıklarının model vasıtasıyla tahminlenen değerlere karşı dağılımının rastgele
olduğu anlaşılmakta, seçilen modelin uygunluğu teyit edilmektedir.
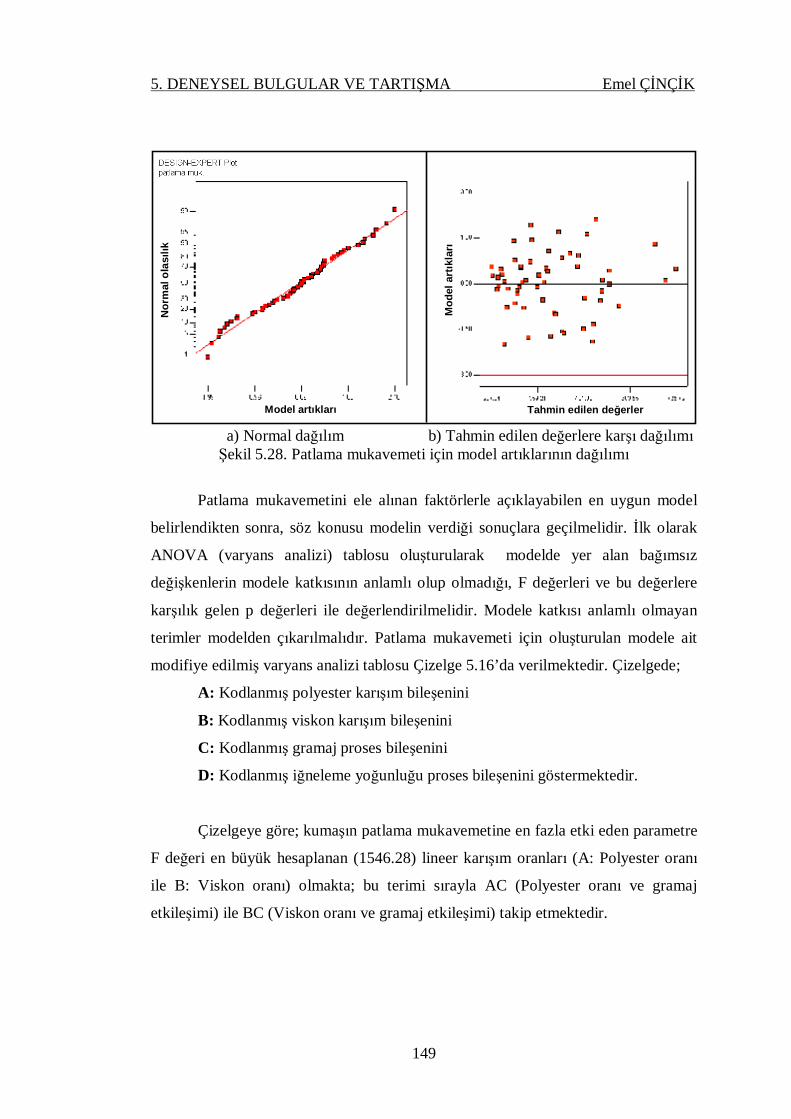
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
149
a) Normal dağılım b) Tahmin edilen değerlere karşı dağılımı Şekil 5.28. Patlama mukavemeti için model artıklarının dağılımı
Patlama mukavemetini ele alınan faktörlerle açıklayabilen en uygun model
belirlendikten sonra, söz konusu modelin verdiği sonuçlara geçilmelidir. İlk olarak
ANOVA (varyans analizi) tablosu oluşturularak modelde yer alan bağımsız
değişkenlerin modele katkısının anlamlı olup olmadığı, F değerleri ve bu değerlere
karşılık gelen p değerleri ile değerlendirilmelidir. Modele katkısı anlamlı olmayan
terimler modelden çıkarılmalıdır. Patlama mukavemeti için oluşturulan modele ait
modifiye edilmiş varyans analizi tablosu Çizelge 5.16’da verilmektedir. Çizelgede;
A: Kodlanmış polyester karışım bileşenini
B: Kodlanmış viskon karışım bileşenini
C: Kodlanmış gramaj proses bileşenini
D: Kodlanmış iğneleme yoğunluğu proses bileşenini göstermektedir.
Çizelgeye göre; kumaşın patlama mukavemetine en fazla etki eden parametre
F değeri en büyük hesaplanan (1546.28) lineer karışım oranları (A: Polyester oranı
ile B: Viskon oranı) olmakta; bu terimi sırayla AC (Polyester oranı ve gramaj
etkileşimi) ile BC (Viskon oranı ve gramaj etkileşimi) takip etmektedir.
Nor
mal
ola
sılık
Model artıkları
Mod
el a
rtık
ları
Tahmin edilen değerler
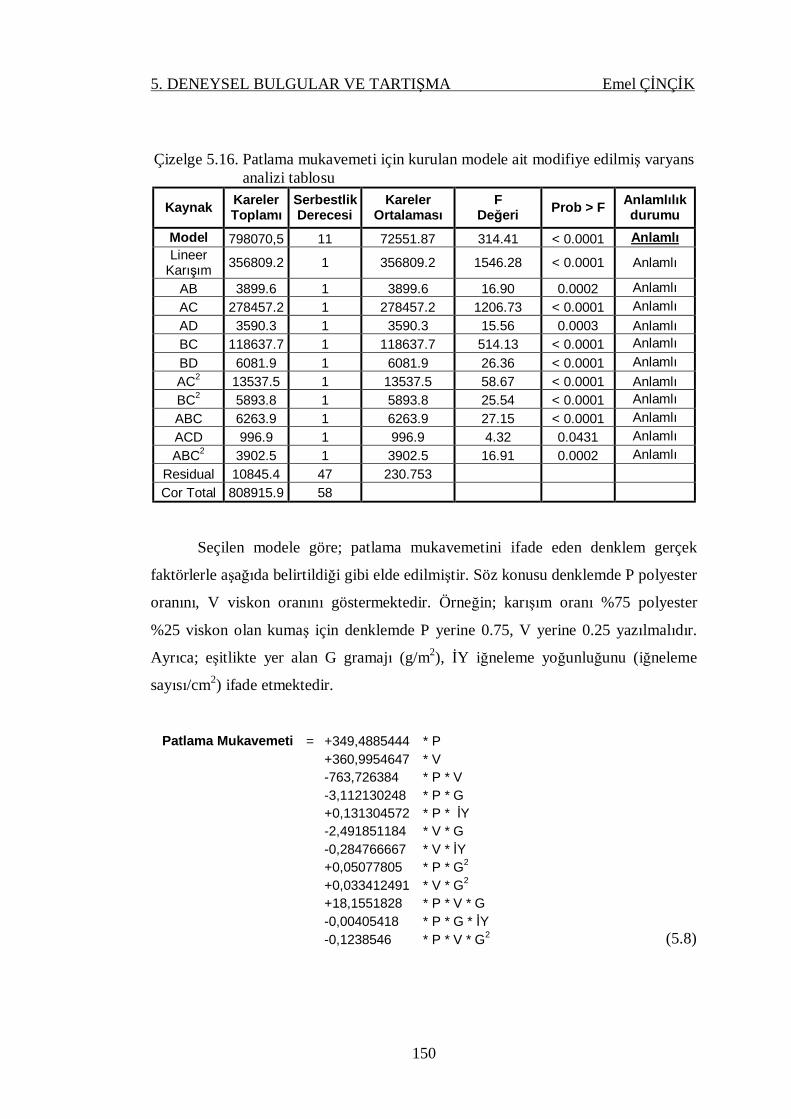
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
150
Çizelge 5.16. Patlama mukavemeti için kurulan modele ait modifiye edilmiş varyans analizi tablosu
Kaynak Kareler Toplamı
Serbestlik Derecesi
Kareler Ortalaması
F Değeri Prob > F Anlamlılık
durumu Model 798070,5 11 72551.87 314.41 < 0.0001 Anlamlı Lineer
Karışım 356809.2 1 356809.2 1546.28 < 0.0001 Anlamlı
AB 3899.6 1 3899.6 16.90 0.0002 Anlamlı AC 278457.2 1 278457.2 1206.73 < 0.0001 Anlamlı AD 3590.3 1 3590.3 15.56 0.0003 Anlamlı BC 118637.7 1 118637.7 514.13 < 0.0001 Anlamlı BD 6081.9 1 6081.9 26.36 < 0.0001 Anlamlı AC2 13537.5 1 13537.5 58.67 < 0.0001 Anlamlı BC2 5893.8 1 5893.8 25.54 < 0.0001 Anlamlı ABC 6263.9 1 6263.9 27.15 < 0.0001 Anlamlı ACD 996.9 1 996.9 4.32 0.0431 Anlamlı ABC2 3902.5 1 3902.5 16.91 0.0002 Anlamlı
Residual 10845.4 47 230.753 Cor Total 808915.9 58
Seçilen modele göre; patlama mukavemetini ifade eden denklem gerçek
faktörlerle aşağıda belirtildiği gibi elde edilmiştir. Söz konusu denklemde P polyester
oranını, V viskon oranını göstermektedir. Örneğin; karışım oranı %75 polyester
%25 viskon olan kumaş için denklemde P yerine 0.75, V yerine 0.25 yazılmalıdır.
Ayrıca; eşitlikte yer alan G gramajı (g/m2), İY iğneleme yoğunluğunu (iğneleme
sayısı/cm2) ifade etmektedir.
Patlama Mukavemeti = +349,4885444 * P +360,9954647 * V -763,726384 * P * V -3,112130248 * P * G +0,131304572 * P * İY -2,491851184 * V * G -0,284766667 * V * İY +0,05077805 * P * G2 +0,033412491 * V * G2 +18,1551828 * P * V * G -0,00405418 * P * G * İY -0,1238546 * P * V * G2 (5.8)
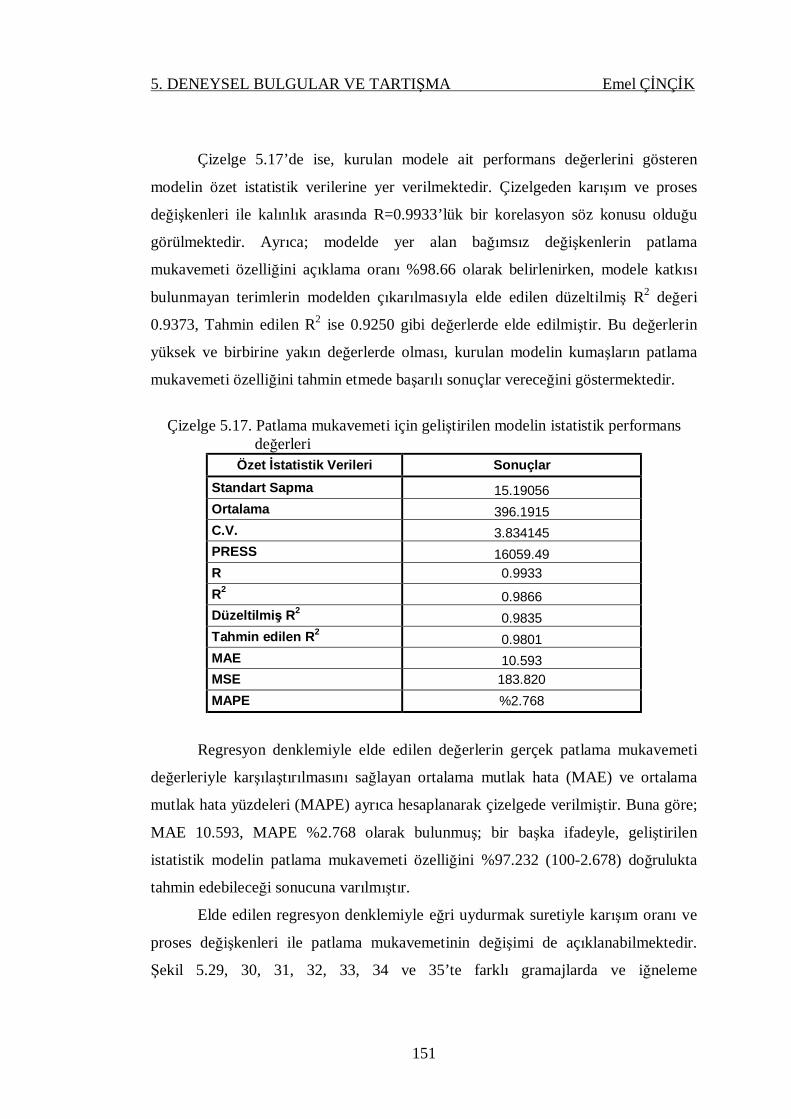
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
151
Çizelge 5.17’de ise, kurulan modele ait performans değerlerini gösteren
modelin özet istatistik verilerine yer verilmektedir. Çizelgeden karışım ve proses
değişkenleri ile kalınlık arasında R=0.9933’lük bir korelasyon söz konusu olduğu
görülmektedir. Ayrıca; modelde yer alan bağımsız değişkenlerin patlama
mukavemeti özelliğini açıklama oranı %98.66 olarak belirlenirken, modele katkısı
bulunmayan terimlerin modelden çıkarılmasıyla elde edilen düzeltilmiş R2 değeri
0.9373, Tahmin edilen R2 ise 0.9250 gibi değerlerde elde edilmiştir. Bu değerlerin
yüksek ve birbirine yakın değerlerde olması, kurulan modelin kumaşların patlama
mukavemeti özelliğini tahmin etmede başarılı sonuçlar vereceğini göstermektedir.
Çizelge 5.17. Patlama mukavemeti için geliştirilen modelin istatistik performans
değerleri Özet İstatistik Verileri Sonuçlar
Standart Sapma 15.19056 Ortalama 396.1915 C.V. 3.834145 PRESS 16059.49 R 0.9933 R2 0.9866 Düzeltilmiş R2 0.9835 Tahmin edilen R2 0.9801 MAE 10.593 MSE 183.820 MAPE %2.768
Regresyon denklemiyle elde edilen değerlerin gerçek patlama mukavemeti
değerleriyle karşılaştırılmasını sağlayan ortalama mutlak hata (MAE) ve ortalama
mutlak hata yüzdeleri (MAPE) ayrıca hesaplanarak çizelgede verilmiştir. Buna göre;
MAE 10.593, MAPE %2.768 olarak bulunmuş; bir başka ifadeyle, geliştirilen
istatistik modelin patlama mukavemeti özelliğini %97.232 (100-2.678) doğrulukta
tahmin edebileceği sonucuna varılmıştır.
Elde edilen regresyon denklemiyle eğri uydurmak suretiyle karışım oranı ve
proses değişkenleri ile patlama mukavemetinin değişimi de açıklanabilmektedir.
Şekil 5.29, 30, 31, 32, 33, 34 ve 35’te farklı gramajlarda ve iğneleme
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
152
yoğunluklarında karışım oranı ile kumaşın patlama mukavemeti arasındaki ilişki
gösterilmektedir.
Patlama mukavemetinde; kumaşa dik yönde tatbik edilen ani basıncın
etkisiyle lifler birbirileri üzerinden kaymakta, belirli basınç üzerinde lif kopuşları
meydana gelmektedir. Bu özellikte belirleyici olan kurulan bağların
gevşekliği/sıkılığı ve liflerin bireysel mukavemeti olmaktadır.
Şekil 5.29-5.31’de çalışmada materyal olarak kullanılan kumaşlara yönelik
farklı iğneleme yoğunluklarında lif karışım oranı ile kumaş gramajının kumaşın
patlama mukavemetine etkisi incelenmektedir. Şekiller ele alındığında; genel olarak
tüm kumaşlarda yapıdaki polyester oranının artışı ile patlama mukavemetinin artış
gösterdiği görülmektedir.
Gramajı 50g/m2 olan kumaşlarda; kesitte bulunan lif sayısının az olmasından
dolayı lifler arasında boşluklar yer almaktadır. Patlama mukavemeti belirlenirken
uygulanan ani basıncın etkisiyle; liflerin bu boşluklar sebebiyle öncelikli olarak
birbirleri üzerinden kayarak yer değiştirmiş olabileceği, daha sonra bireysel liflerde
kopuş meydana gelmiş olabileceği düşünülmektedir. Bu nedenle, 50g/m2 gramajlı
kumaşlarda liflerin bireysel mukavemetinin yapıdaki polyester oranı %40-50
civarında olduğunda ön plana çıktığı düşünülmektedir.
Diğer kumaşlarda ise; bireysel lif mukavemetinin patlama mukavemeti
özelliğinde büyük oranda rol oynadığı, bu nedenle mukavemeti daha düşük olan
viskon liflerini yüksek oranda içeren kumaşların patlama mukavemetinin daha düşük
olduğu tespit edilmiştir. Söz konusu kumaşlarda polyester lifinin kumaş patlama
mukavemetini arttırıcı yöndeki etkisinin yaklaşık %25 oranından sonra olduğu
gözlemlenmektedir.
Kumaşların gramajının patlama mukavemetine tesiri dikkate alındığında;
gramajın artışıyla patlama mukavemetinin de arttığı görülmektedir. Bu durumun;
gramajın artışıyla kumaş kesitinde yer alan ve ani basınca karşı koyan lif miktarının
artışından kaynaklandığı düşünülmektedir.
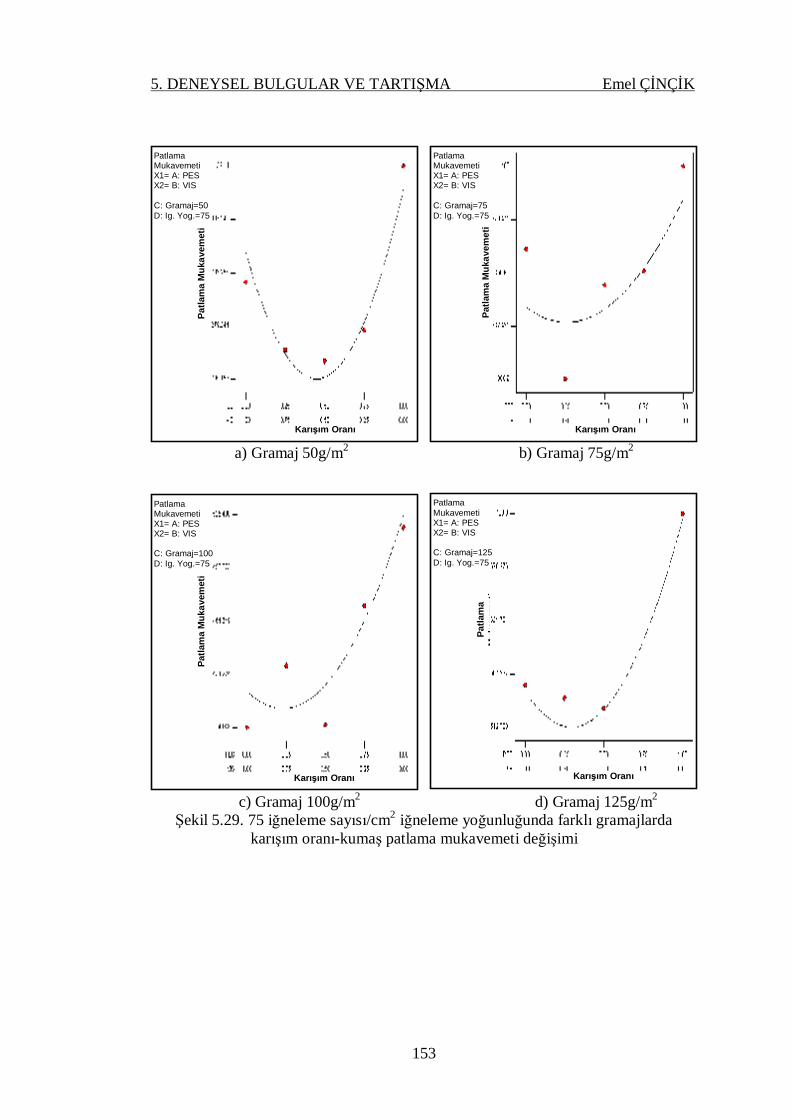
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
153
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.29. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı-kumaş patlama mukavemeti değişimi
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
Patla
ma
Muk
avem
eti
Karışım Oranı Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
Patla
ma
Muk
avem
eti
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
Patla
ma
Muk
avem
eti
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
Patla
ma
Muk
avem
eti
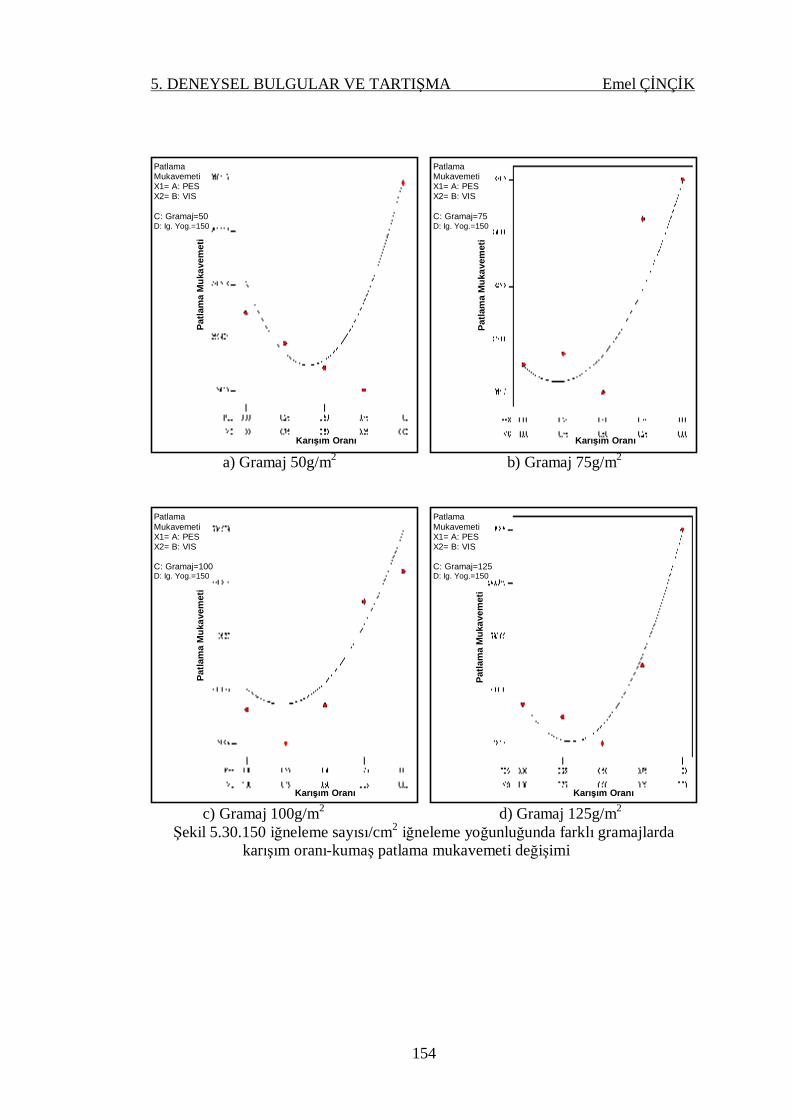
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
154
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2 Şekil 5.30.150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı-kumaş patlama mukavemeti değişimi
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
Karışım Oranı
Patla
ma
Muk
avem
eti
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
Patla
ma
Muk
avem
eti
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
Patla
ma
Muk
avem
eti
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
Patla
ma
Muk
avem
eti
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
155
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.31. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı-kumaş patlama mukavemeti değişimi Şekil 5.32-5.35,’te ise; farklı gramajlardaki kumaşların lif karışım oranı ile
iğneleme yoğunluğunun kumaşın patlama mukavemetine etkisi görülmektedir.
Şekiller incelendiğinde; genel olarak iğneleme yoğunluğunun artışı ile patlama
mukavemetinde düşüş meydana geldiği belirlenmiştir. İğneleme yoğunluğunun
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
Patla
ma
Muk
avem
eti
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
Patla
ma
Muk
avem
eti
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
Patla
ma
Muk
avem
eti
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
Patla
ma
Muk
avem
eti
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
156
artışı; dik yönde yer değiştirerek yatay yönde yer alan liflerin ucunu sıkıştırmak
suretiyle bağlantıyı sağlayan lif sayısını arttırmaktadır. Böylelikle; iğneleme
yoğunluğundaki artışla, yatay yönde yerleşen ve uçları bağlantı noktasına dolaşmış
olarak bulunan lifler üzerindeki gerginlik de artış göstermektedir. Bu şekilde daha
gergin haldeki liflerden oluşan dokusuz kumaşlar, dik yönde uygulanan daha düşük
basınçla deformasyona uğramaktadır. Bir başka deyimle; bu tür kumaşların patlama
mukavemeti daha düşük olmaktadır. Patlama mukavemeti için varılan sonuçların
literatürde (Sengupta ve ark., 2008) yer alan çalışmalardan elde edilen sonuçlarla
davranış bakımından uyum gösterdiği tespit edilmiştir.
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
Patla
ma
Muk
avem
eti
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
Patla
ma
Muk
avem
eti
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
157
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.32. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-kumaş patlama mukavemeti değişimi
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
Patla
ma
Muk
avem
eti
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
Patla
ma
Muk
avem
eti
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
Patla
ma
Muk
avem
eti
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
158
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.33. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-kumaş patlama mukavemeti değişimi
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
Patla
ma
Muk
avem
eti
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
Patla
ma
Muk
avem
eti
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
Patla
ma
Muk
avem
eti
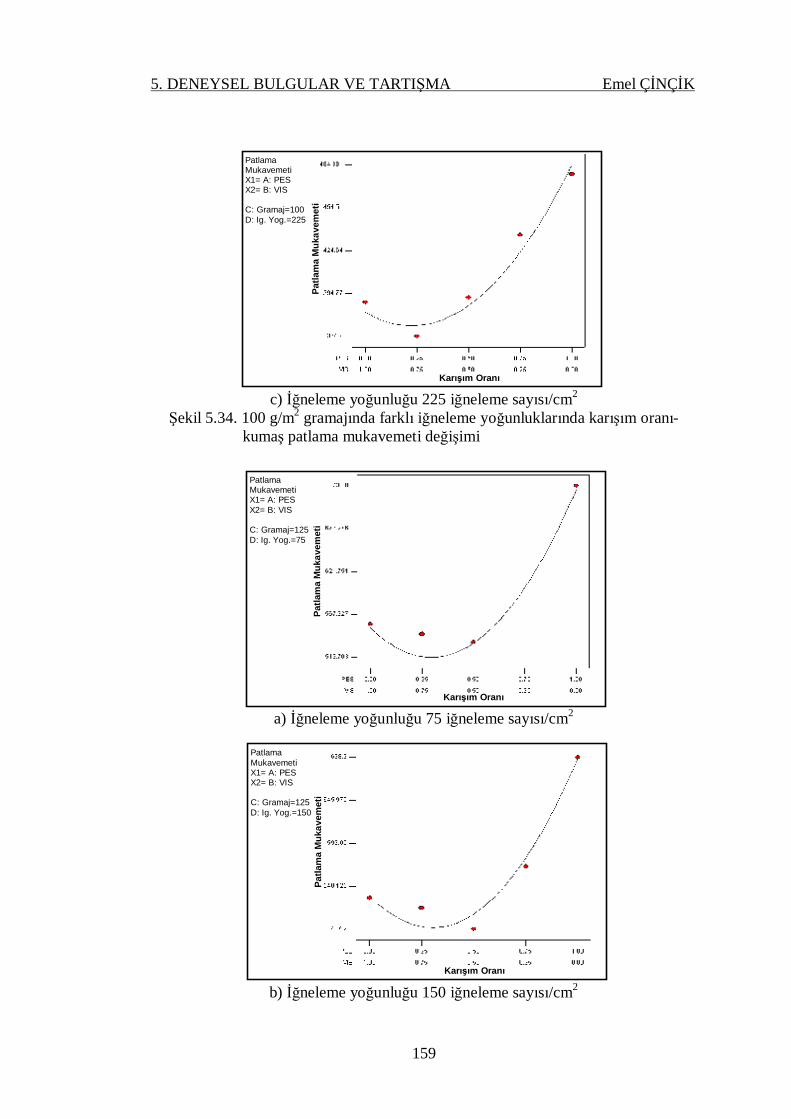
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
159
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2 Şekil 5.34. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş patlama mukavemeti değişimi
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
Patla
ma
Muk
avem
eti
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
Patla
ma
Muk
avem
eti
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
Patla
ma
Muk
avem
eti
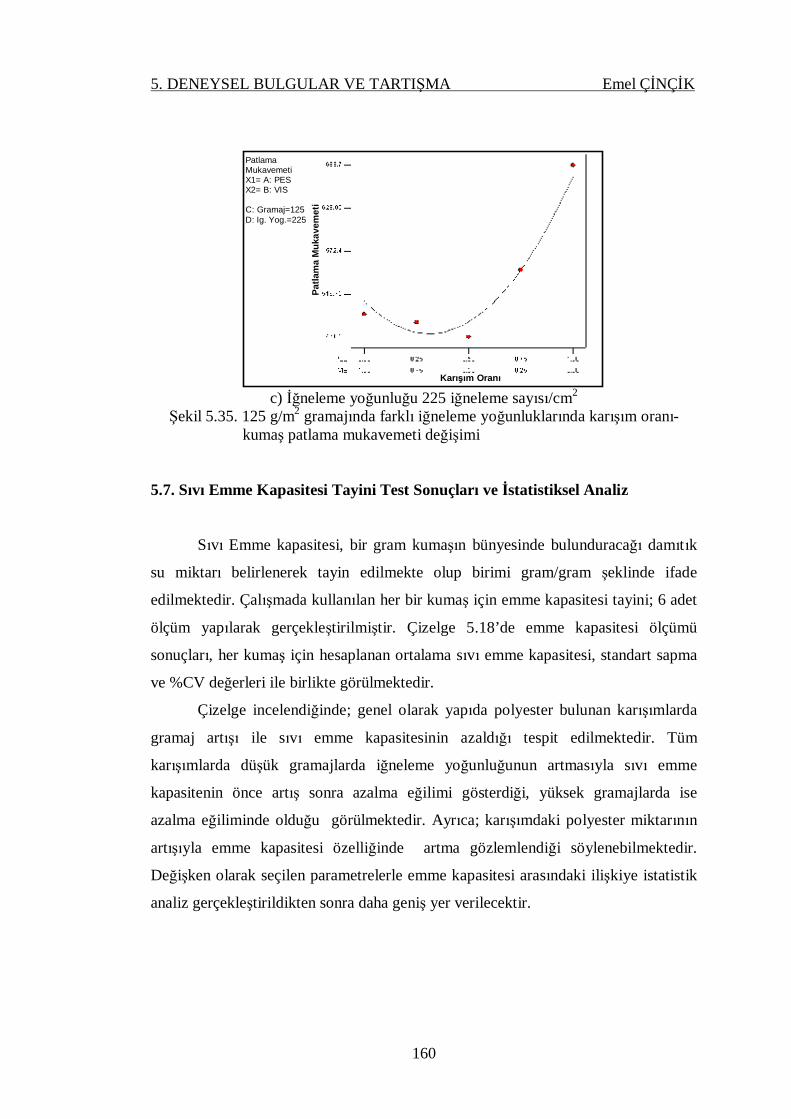
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
160
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.35. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaş patlama mukavemeti değişimi
5.7. Sıvı Emme Kapasitesi Tayini Test Sonuçları ve İstatistiksel Analiz
Sıvı Emme kapasitesi, bir gram kumaşın bünyesinde bulunduracağı damıtık
su miktarı belirlenerek tayin edilmekte olup birimi gram/gram şeklinde ifade
edilmektedir. Çalışmada kullanılan her bir kumaş için emme kapasitesi tayini; 6 adet
ölçüm yapılarak gerçekleştirilmiştir. Çizelge 5.18’de emme kapasitesi ölçümü
sonuçları, her kumaş için hesaplanan ortalama sıvı emme kapasitesi, standart sapma
ve %CV değerleri ile birlikte görülmektedir.
Çizelge incelendiğinde; genel olarak yapıda polyester bulunan karışımlarda
gramaj artışı ile sıvı emme kapasitesinin azaldığı tespit edilmektedir. Tüm
karışımlarda düşük gramajlarda iğneleme yoğunluğunun artmasıyla sıvı emme
kapasitenin önce artış sonra azalma eğilimi gösterdiği, yüksek gramajlarda ise
azalma eğiliminde olduğu görülmektedir. Ayrıca; karışımdaki polyester miktarının
artışıyla emme kapasitesi özelliğinde artma gözlemlendiği söylenebilmektedir.
Değişken olarak seçilen parametrelerle emme kapasitesi arasındaki ilişkiye istatistik
analiz gerçekleştirildikten sonra daha geniş yer verilecektir.
Karışım Oranı
Patlama Mukavemeti X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
Patla
ma
Muk
avem
eti
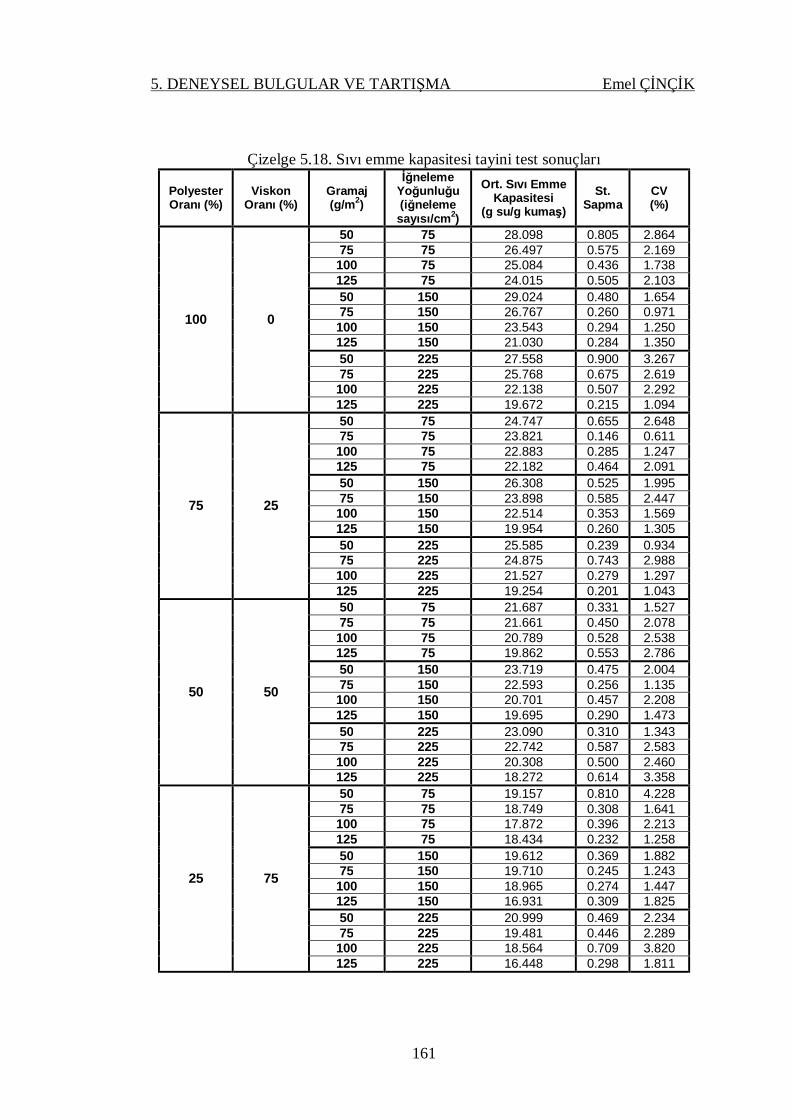
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
161
Çizelge 5.18. Sıvı emme kapasitesi tayini test sonuçları
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu (iğneleme sayısı/cm2)
Ort. Sıvı Emme Kapasitesi
(g su/g kumaş) St.
Sapma CV (%)
100 0
50 75 28.098 0.805 2.864 75 75 26.497 0.575 2.169 100 75 25.084 0.436 1.738 125 75 24.015 0.505 2.103 50 150 29.024 0.480 1.654 75 150 26.767 0.260 0.971 100 150 23.543 0.294 1.250 125 150 21.030 0.284 1.350 50 225 27.558 0.900 3.267 75 225 25.768 0.675 2.619 100 225 22.138 0.507 2.292 125 225 19.672 0.215 1.094
75 25
50 75 24.747 0.655 2.648 75 75 23.821 0.146 0.611 100 75 22.883 0.285 1.247 125 75 22.182 0.464 2.091 50 150 26.308 0.525 1.995 75 150 23.898 0.585 2.447 100 150 22.514 0.353 1.569 125 150 19.954 0.260 1.305 50 225 25.585 0.239 0.934 75 225 24.875 0.743 2.988 100 225 21.527 0.279 1.297 125 225 19.254 0.201 1.043
50 50
50 75 21.687 0.331 1.527 75 75 21.661 0.450 2.078 100 75 20.789 0.528 2.538 125 75 19.862 0.553 2.786 50 150 23.719 0.475 2.004 75 150 22.593 0.256 1.135 100 150 20.701 0.457 2.208 125 150 19.695 0.290 1.473 50 225 23.090 0.310 1.343 75 225 22.742 0.587 2.583 100 225 20.308 0.500 2.460 125 225 18.272 0.614 3.358
25 75
50 75 19.157 0.810 4.228 75 75 18.749 0.308 1.641 100 75 17.872 0.396 2.213 125 75 18.434 0.232 1.258 50 150 19.612 0.369 1.882 75 150 19.710 0.245 1.243 100 150 18.965 0.274 1.447 125 150 16.931 0.309 1.825 50 225 20.999 0.469 2.234 75 225 19.481 0.446 2.289 100 225 18.564 0.709 3.820 125 225 16.448 0.298 1.811
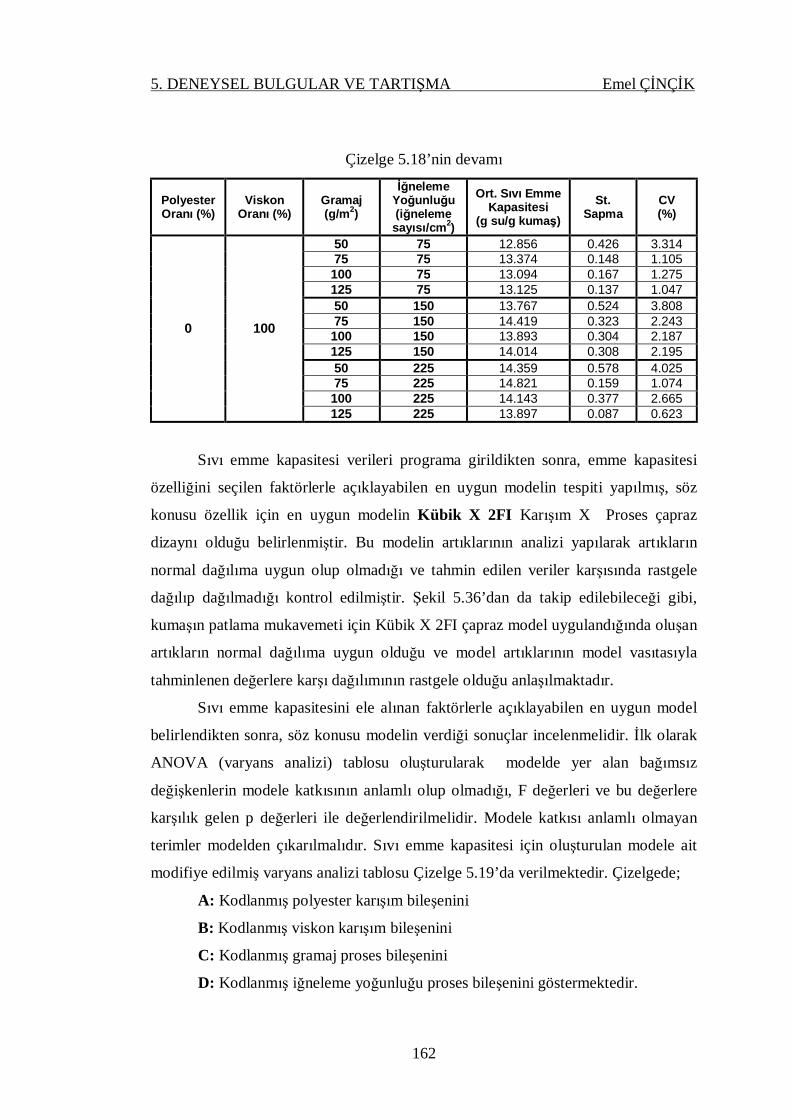
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
162
Çizelge 5.18’nin devamı
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu (iğneleme sayısı/cm2)
Ort. Sıvı Emme Kapasitesi
(g su/g kumaş) St.
Sapma CV (%)
0 100
50 75 12.856 0.426 3.314 75 75 13.374 0.148 1.105 100 75 13.094 0.167 1.275 125 75 13.125 0.137 1.047 50 150 13.767 0.524 3.808 75 150 14.419 0.323 2.243 100 150 13.893 0.304 2.187 125 150 14.014 0.308 2.195 50 225 14.359 0.578 4.025 75 225 14.821 0.159 1.074 100 225 14.143 0.377 2.665 125 225 13.897 0.087 0.623
Sıvı emme kapasitesi verileri programa girildikten sonra, emme kapasitesi
özelliğini seçilen faktörlerle açıklayabilen en uygun modelin tespiti yapılmış, söz
konusu özellik için en uygun modelin Kübik X 2FI Karışım X Proses çapraz
dizaynı olduğu belirlenmiştir. Bu modelin artıklarının analizi yapılarak artıkların
normal dağılıma uygun olup olmadığı ve tahmin edilen veriler karşısında rastgele
dağılıp dağılmadığı kontrol edilmiştir. Şekil 5.36’dan da takip edilebileceği gibi,
kumaşın patlama mukavemeti için Kübik X 2FI çapraz model uygulandığında oluşan
artıkların normal dağılıma uygun olduğu ve model artıklarının model vasıtasıyla
tahminlenen değerlere karşı dağılımının rastgele olduğu anlaşılmaktadır.
Sıvı emme kapasitesini ele alınan faktörlerle açıklayabilen en uygun model
belirlendikten sonra, söz konusu modelin verdiği sonuçlar incelenmelidir. İlk olarak
ANOVA (varyans analizi) tablosu oluşturularak modelde yer alan bağımsız
değişkenlerin modele katkısının anlamlı olup olmadığı, F değerleri ve bu değerlere
karşılık gelen p değerleri ile değerlendirilmelidir. Modele katkısı anlamlı olmayan
terimler modelden çıkarılmalıdır. Sıvı emme kapasitesi için oluşturulan modele ait
modifiye edilmiş varyans analizi tablosu Çizelge 5.19’da verilmektedir. Çizelgede;
A: Kodlanmış polyester karışım bileşenini
B: Kodlanmış viskon karışım bileşenini
C: Kodlanmış gramaj proses bileşenini
D: Kodlanmış iğneleme yoğunluğu proses bileşenini göstermektedir.
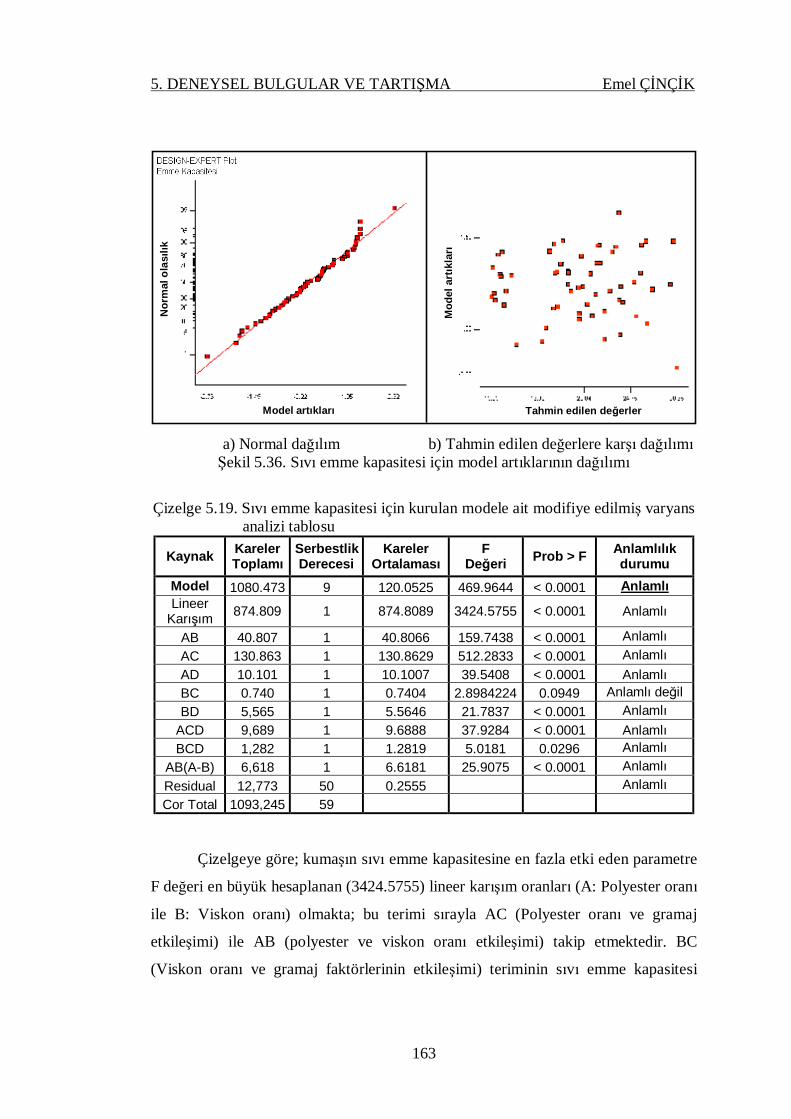
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
163
a) Normal dağılım b) Tahmin edilen değerlere karşı dağılımı
Şekil 5.36. Sıvı emme kapasitesi için model artıklarının dağılımı
Çizelge 5.19. Sıvı emme kapasitesi için kurulan modele ait modifiye edilmiş varyans analizi tablosu
Kaynak Kareler Toplamı
Serbestlik Derecesi
Kareler Ortalaması
F Değeri Prob > F Anlamlılık
durumu Model 1080.473 9 120.0525 469.9644 < 0.0001 Anlamlı Lineer
Karışım 874.809 1 874.8089 3424.5755 < 0.0001 Anlamlı
AB 40.807 1 40.8066 159.7438 < 0.0001 Anlamlı AC 130.863 1 130.8629 512.2833 < 0.0001 Anlamlı AD 10.101 1 10.1007 39.5408 < 0.0001 Anlamlı BC 0.740 1 0.7404 2.8984224 0.0949 Anlamlı değil BD 5,565 1 5.5646 21.7837 < 0.0001 Anlamlı
ACD 9,689 1 9.6888 37.9284 < 0.0001 Anlamlı BCD 1,282 1 1.2819 5.0181 0.0296 Anlamlı
AB(A-B) 6,618 1 6.6181 25.9075 < 0.0001 Anlamlı Residual 12,773 50 0.2555 Anlamlı Cor Total 1093,245 59
Çizelgeye göre; kumaşın sıvı emme kapasitesine en fazla etki eden parametre
F değeri en büyük hesaplanan (3424.5755) lineer karışım oranları (A: Polyester oranı
ile B: Viskon oranı) olmakta; bu terimi sırayla AC (Polyester oranı ve gramaj
etkileşimi) ile AB (polyester ve viskon oranı etkileşimi) takip etmektedir. BC
(Viskon oranı ve gramaj faktörlerinin etkileşimi) teriminin sıvı emme kapasitesi
Nor
mal
ola
sılık
Model artıkları
Mod
el a
rtık
ları
Tahmin edilen değerler
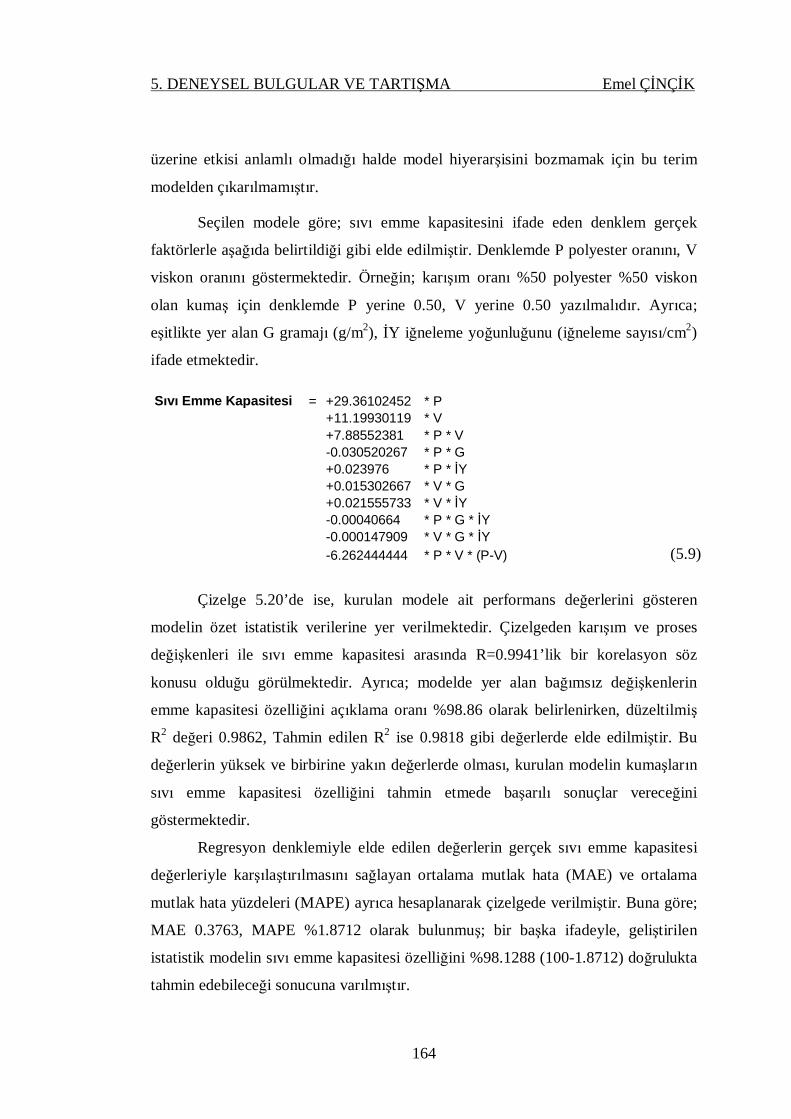
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
164
üzerine etkisi anlamlı olmadığı halde model hiyerarşisini bozmamak için bu terim
modelden çıkarılmamıştır.
Seçilen modele göre; sıvı emme kapasitesini ifade eden denklem gerçek
faktörlerle aşağıda belirtildiği gibi elde edilmiştir. Denklemde P polyester oranını, V
viskon oranını göstermektedir. Örneğin; karışım oranı %50 polyester %50 viskon
olan kumaş için denklemde P yerine 0.50, V yerine 0.50 yazılmalıdır. Ayrıca;
eşitlikte yer alan G gramajı (g/m2), İY iğneleme yoğunluğunu (iğneleme sayısı/cm2)
ifade etmektedir.
Sıvı Emme Kapasitesi = +29.36102452 * P
+11.19930119 * V +7.88552381 * P * V -0.030520267 * P * G +0.023976 * P * İY +0.015302667 * V * G +0.021555733 * V * İY -0.00040664 * P * G * İY -0.000147909 * V * G * İY -6.262444444 * P * V * (P-V) (5.9)
Çizelge 5.20’de ise, kurulan modele ait performans değerlerini gösteren
modelin özet istatistik verilerine yer verilmektedir. Çizelgeden karışım ve proses
değişkenleri ile sıvı emme kapasitesi arasında R=0.9941’lik bir korelasyon söz
konusu olduğu görülmektedir. Ayrıca; modelde yer alan bağımsız değişkenlerin
emme kapasitesi özelliğini açıklama oranı %98.86 olarak belirlenirken, düzeltilmiş
R2 değeri 0.9862, Tahmin edilen R2 ise 0.9818 gibi değerlerde elde edilmiştir. Bu
değerlerin yüksek ve birbirine yakın değerlerde olması, kurulan modelin kumaşların
sıvı emme kapasitesi özelliğini tahmin etmede başarılı sonuçlar vereceğini
göstermektedir.
Regresyon denklemiyle elde edilen değerlerin gerçek sıvı emme kapasitesi
değerleriyle karşılaştırılmasını sağlayan ortalama mutlak hata (MAE) ve ortalama
mutlak hata yüzdeleri (MAPE) ayrıca hesaplanarak çizelgede verilmiştir. Buna göre;
MAE 0.3763, MAPE %1.8712 olarak bulunmuş; bir başka ifadeyle, geliştirilen
istatistik modelin sıvı emme kapasitesi özelliğini %98.1288 (100-1.8712) doğrulukta
tahmin edebileceği sonucuna varılmıştır.
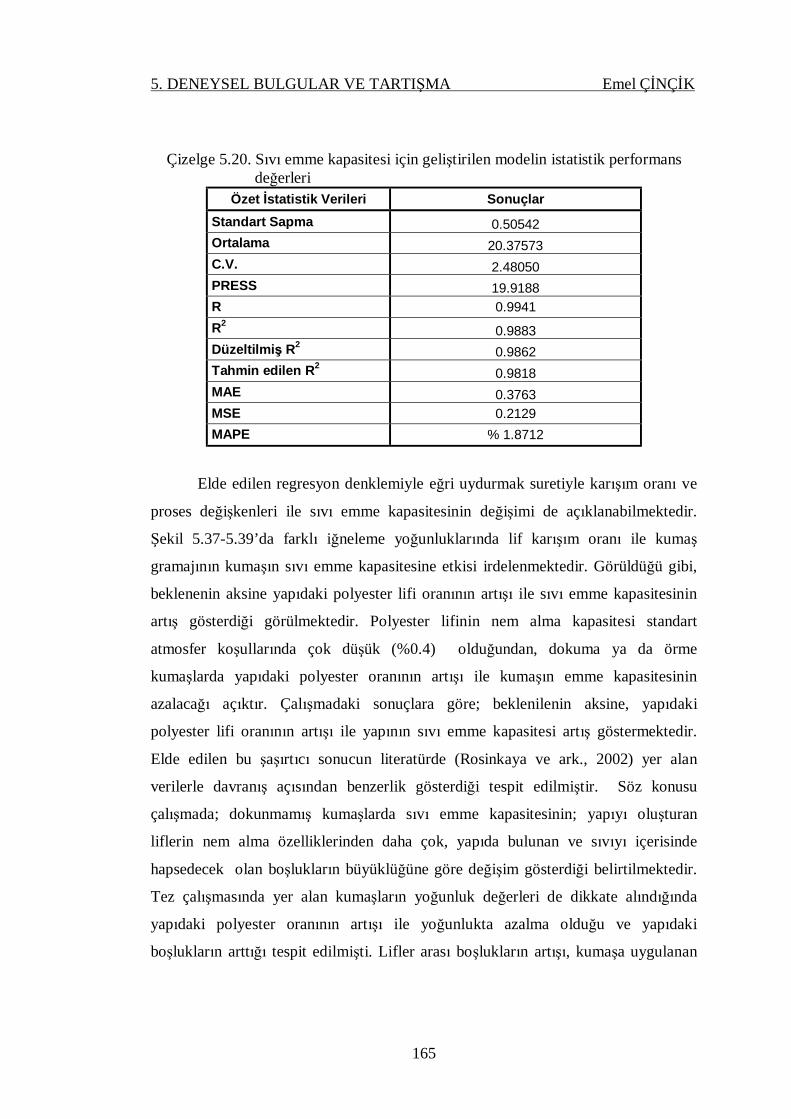
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
165
Çizelge 5.20. Sıvı emme kapasitesi için geliştirilen modelin istatistik performans değerleri
Özet İstatistik Verileri Sonuçlar Standart Sapma 0.50542 Ortalama 20.37573 C.V. 2.48050 PRESS 19.9188 R 0.9941 R2 0.9883 Düzeltilmiş R2 0.9862 Tahmin edilen R2 0.9818 MAE 0.3763 MSE 0.2129 MAPE % 1.8712
Elde edilen regresyon denklemiyle eğri uydurmak suretiyle karışım oranı ve
proses değişkenleri ile sıvı emme kapasitesinin değişimi de açıklanabilmektedir.
Şekil 5.37-5.39’da farklı iğneleme yoğunluklarında lif karışım oranı ile kumaş
gramajının kumaşın sıvı emme kapasitesine etkisi irdelenmektedir. Görüldüğü gibi,
beklenenin aksine yapıdaki polyester lifi oranının artışı ile sıvı emme kapasitesinin
artış gösterdiği görülmektedir. Polyester lifinin nem alma kapasitesi standart
atmosfer koşullarında çok düşük (%0.4) olduğundan, dokuma ya da örme
kumaşlarda yapıdaki polyester oranının artışı ile kumaşın emme kapasitesinin
azalacağı açıktır. Çalışmadaki sonuçlara göre; beklenilenin aksine, yapıdaki
polyester lifi oranının artışı ile yapının sıvı emme kapasitesi artış göstermektedir.
Elde edilen bu şaşırtıcı sonucun literatürde (Rosinkaya ve ark., 2002) yer alan
verilerle davranış açısından benzerlik gösterdiği tespit edilmiştir. Söz konusu
çalışmada; dokunmamış kumaşlarda sıvı emme kapasitesinin; yapıyı oluşturan
liflerin nem alma özelliklerinden daha çok, yapıda bulunan ve sıvıyı içerisinde
hapsedecek olan boşlukların büyüklüğüne göre değişim gösterdiği belirtilmektedir.
Tez çalışmasında yer alan kumaşların yoğunluk değerleri de dikkate alındığında
yapıdaki polyester oranının artışı ile yoğunlukta azalma olduğu ve yapıdaki
boşlukların arttığı tespit edilmişti. Lifler arası boşlukların artışı, kumaşa uygulanan
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
166
sıvının emilmesi için gerekli alanın da artışına sebep olduğundan bu tür karışımlarda
sıvı emme kapasitesinin daha yüksek olacağı sonucunu doğurmaktadır.
Sıvı emme kapasitesine gramajın etkisi ele alındığında; genel olarak yapıda
polyester oranının çok olduğu karışımlarda (%100 PES, %75PES / %25VIS,
%50PES / %50VIS gibi) gramajın artışı ile sıvı emme kapasitesinde çok küçük
oranda da olsa azalma görülmektedir. Söz konusu karışımlarda, gramajın artışıyla
kesitte bulunan lif sayısı artmakta, lifler arasındaki boşluklar azalmakta, kumaş
yapısı daha sıkı hale gelmektedir. Başka bir ifadeyle; gramaj arttığında sıvının kumaş
içerisinde emileceği boşluklar azalmakta ve sıvı emme kapasitesinde düşüş
görülmektedir. Yapıda viskon oranının yüksek olduğu karışımlarda ise; gramajın
artışı ile sıvı emme kapasitesinin önce azalma sonra artma eğilimi gösterdiği tespit
edilmiştir. Viskon lifinin nem alma kabiliyeti yüksek olduğu için viskon oranının
yüksek olduğu bu tür karışımlarda; sıvı emme kapasitesinde lifler arası boşluklar ile
birlikte lifin nem alma özelliğinin de rol aldığı düşünülmekte, bu sebeple böyle bir
eğilimin meydana geldiği tahmin edilmektedir.
Şekil 5.40-5.43’te ise; çalışmadaki kumaşlar için farklı gramajlarda iğneleme
yoğunlu ile lif karışım oranının sıvı emme kapasitesine etkisi görülmektedir. Söz
konusu şekiller incelendiğinde; yapıda polyester bulunan karışımlardaki kumaşlarda;
sıvı emme kapasitesinin iğneleme yoğunluğunun artışıyla genel olarak çok küçük
değerlerde de olsa azalma eğilimi gösterdiği görülmektedir. Bu durumun; polyester
lifinin iğneleme yoğunluğu ile hacimlilik özelliğini yitirmesinden ve kumaşta lifler
arası boşlukların azalmasından kaynaklandığı düşünülmektedir. Yapıda daha çok
viskon lifi bulunan karışımlarda ise; iğneleme yoğunluğunun artışı ile sıvı emme
kapasitesinin arttığı görülmektedir. Viskon lifinden oluşan karışımlarda sıvı emme
kapasitesinde; lifler arası boşluklarla birlikte lifin nem alma kabiliyetinin de etkili
olduğu tahmin edilmektedir. Polyester oranının yüksek olduğu karışımlara oranla
daha sıkı (kompakt) halde olan bu tür kumaşlarda bulunan boşluklar ve gözenekler
iğneleme yoğunluğundaki artışla birlikte artmaktadır. Bu durumun yanı sıra; viskon
lifinin nem alma kabiliyeti ile birlikte söz konusu kumaşlarda sıvı emme
kapasitesinin artış gösterdiği düşünülmektedir.
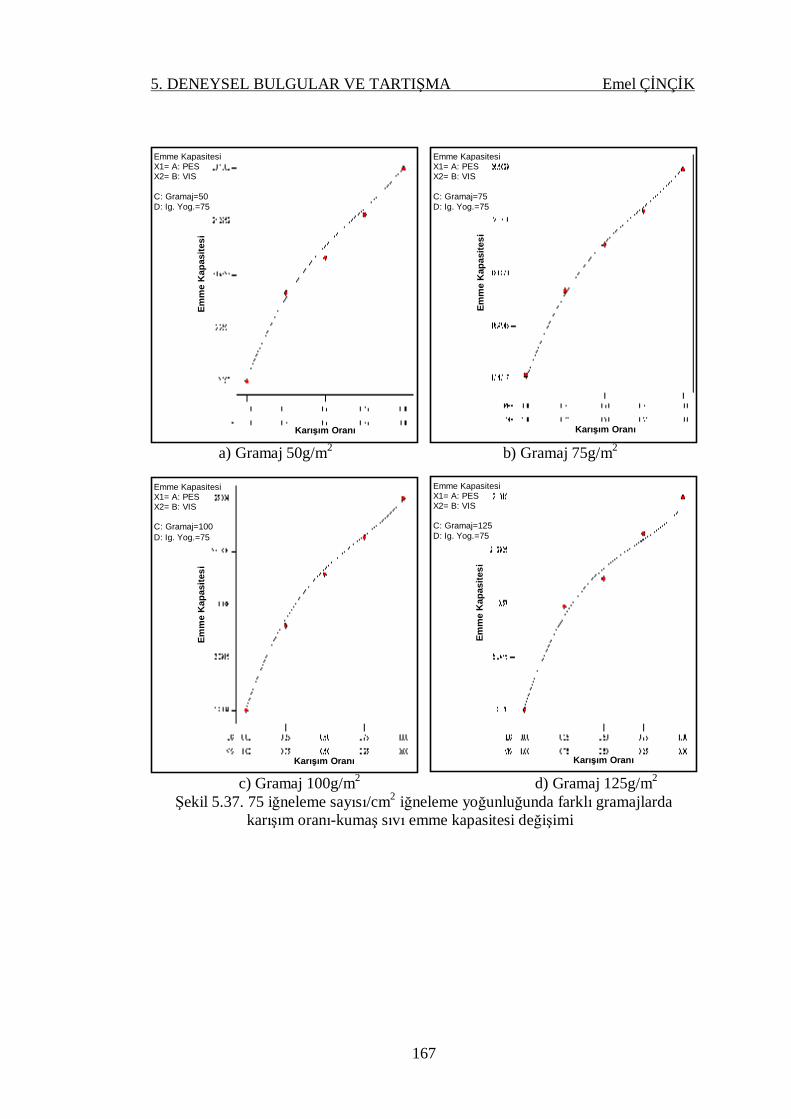
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
167
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.37. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı-kumaş sıvı emme kapasitesi değişimi
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
Emm
e K
apas
itesi
Karışım Oranı Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
Emm
e K
apas
itesi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
Emm
e K
apas
itesi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
Emm
e K
apas
itesi
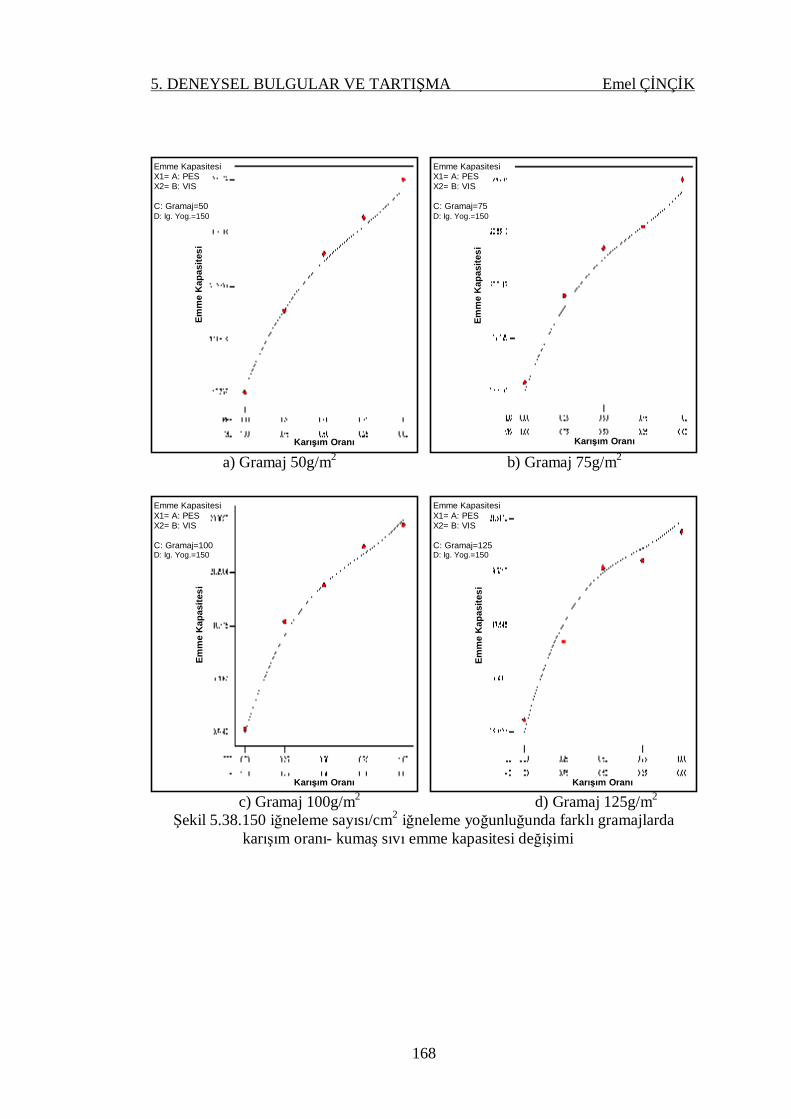
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
168
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.38.150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı- kumaş sıvı emme kapasitesi değişimi
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
Karışım Oranı
Emm
e K
apas
itesi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
Emm
e K
apas
itesi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
Emm
e K
apas
itesi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
Emm
e K
apas
itesi
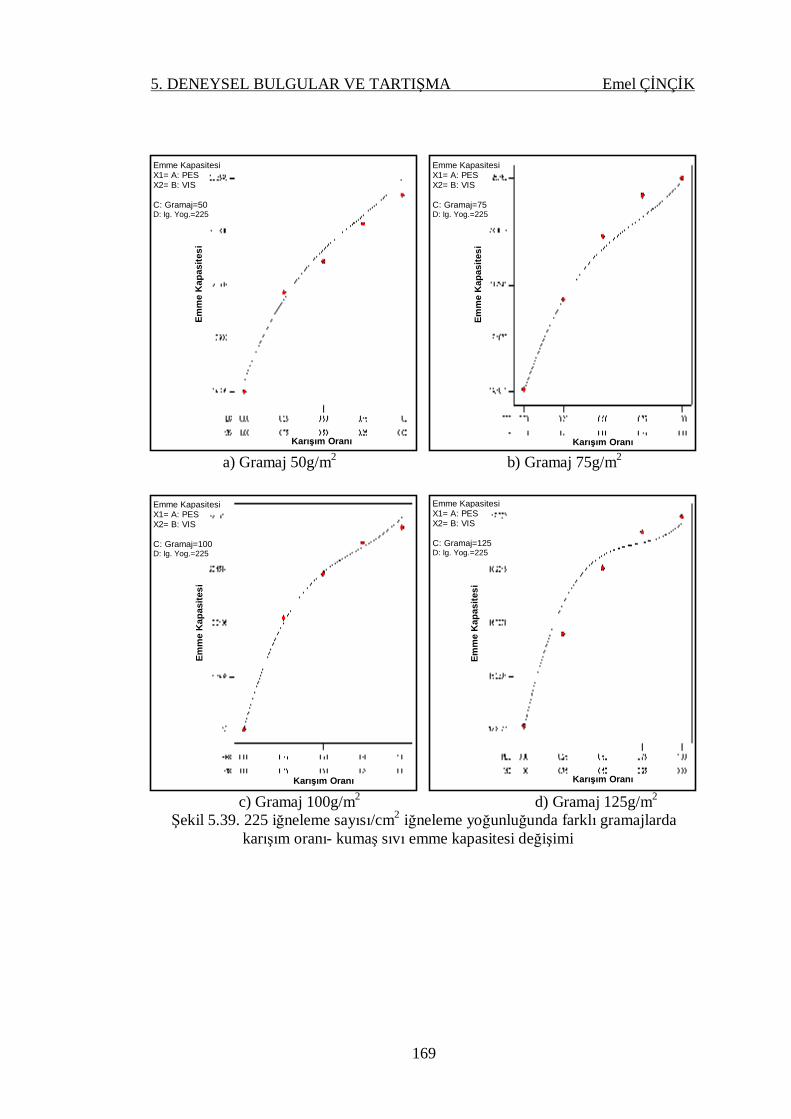
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
169
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.39. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı- kumaş sıvı emme kapasitesi değişimi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
Emm
e K
apas
itesi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
Emm
e K
apas
itesi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
Emm
e K
apas
itesi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
Emm
e K
apas
itesi
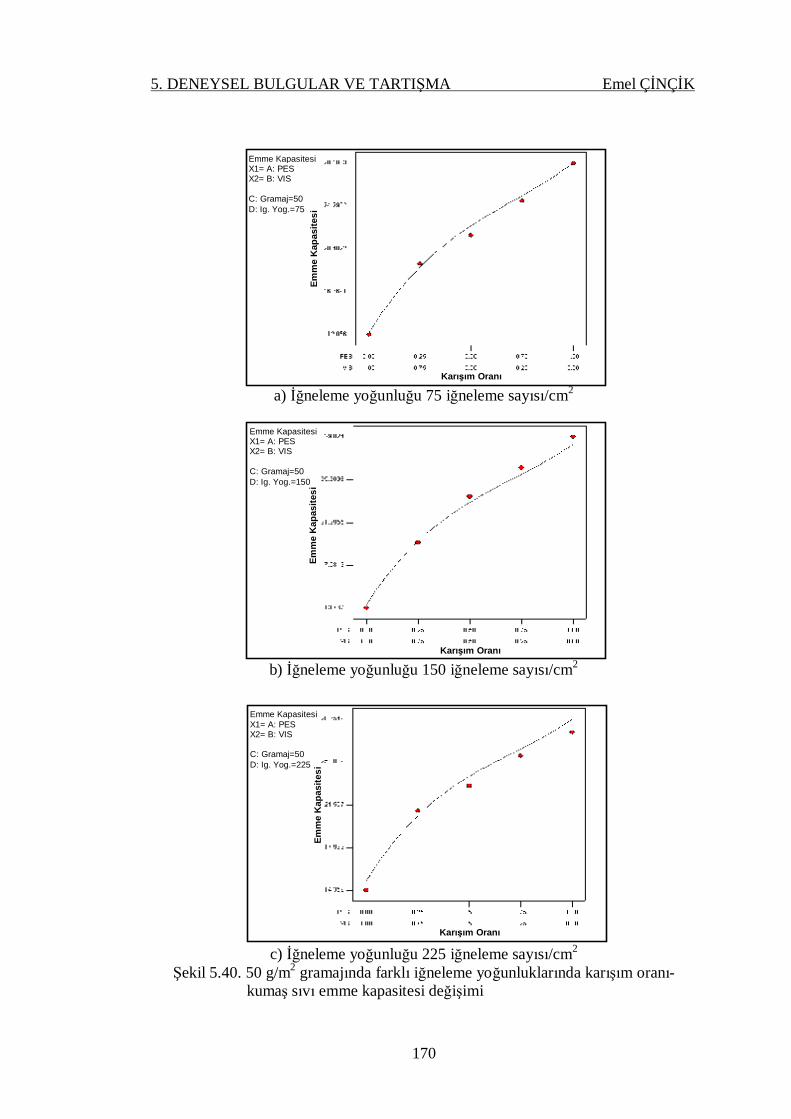
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
170
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.40. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaş sıvı emme kapasitesi değişimi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
Emm
e K
apas
itesi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
Emm
e K
apas
itesi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
Emm
e K
apas
itesi
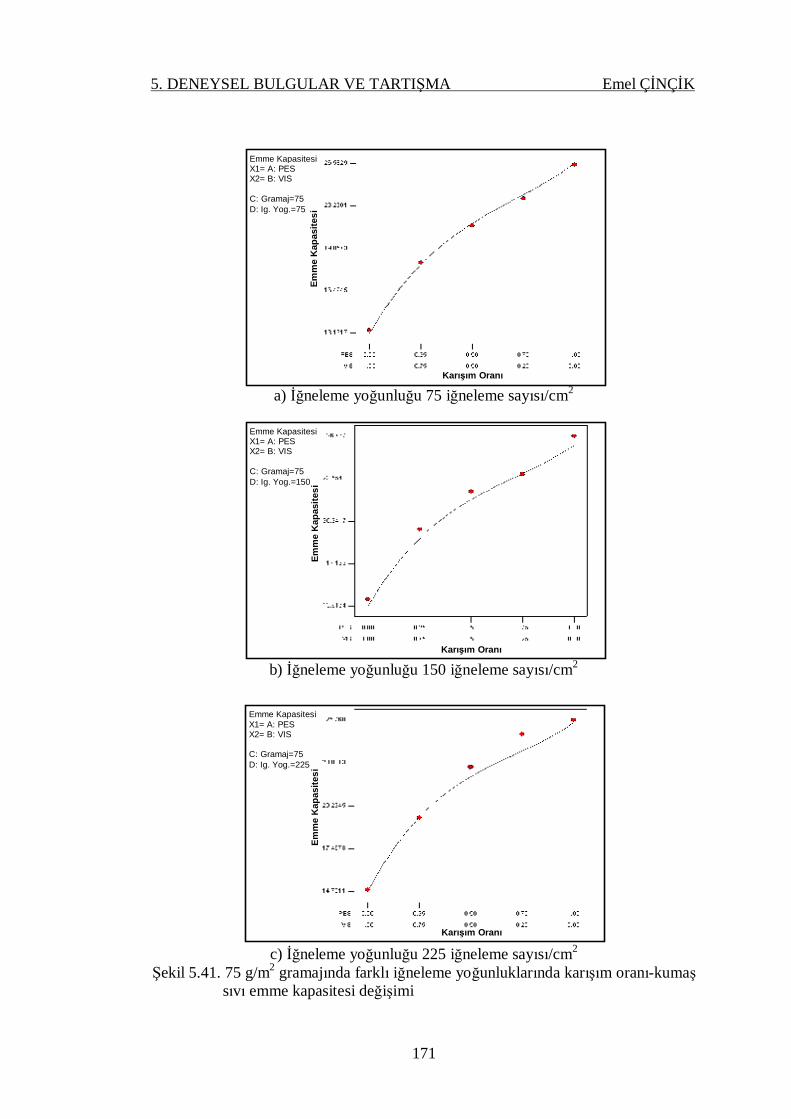
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
171
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.41. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-kumaş sıvı emme kapasitesi değişimi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
Emm
e K
apas
itesi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
Emm
e K
apas
itesi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
Emm
e K
apas
itesi
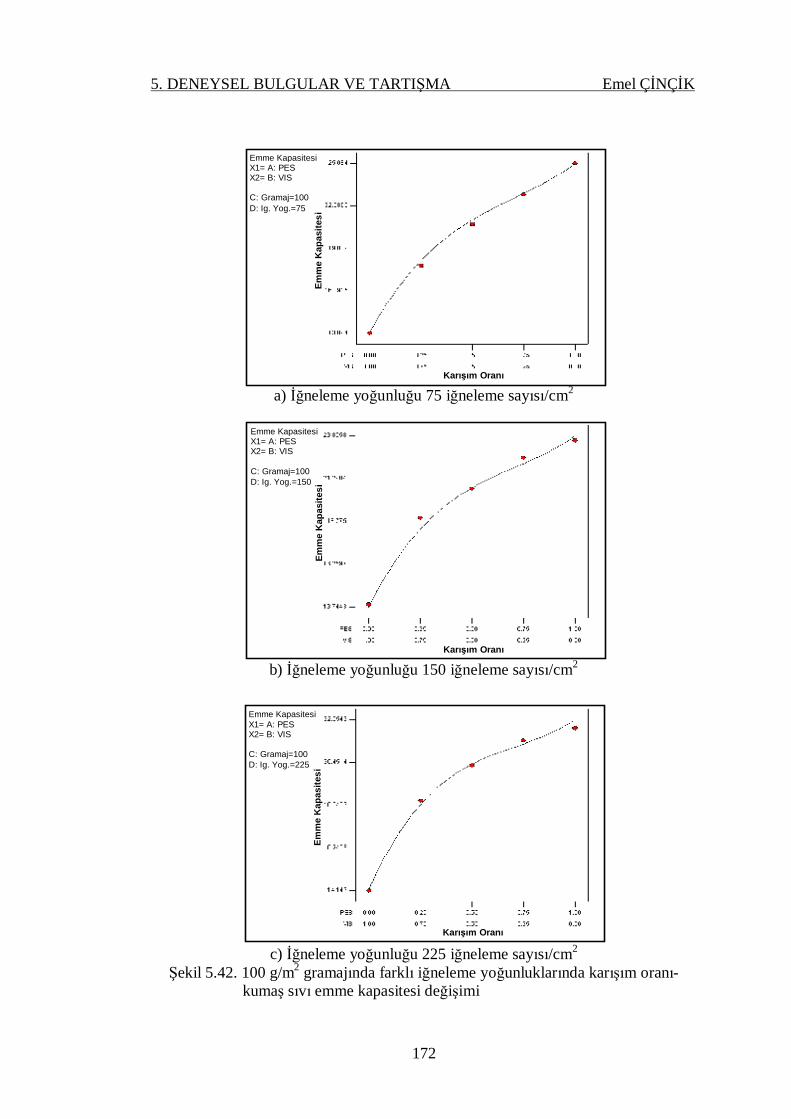
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
172
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.42. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaş sıvı emme kapasitesi değişimi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
Emm
e K
apas
itesi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
Emm
e K
apas
itesi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
Emm
e K
apas
itesi
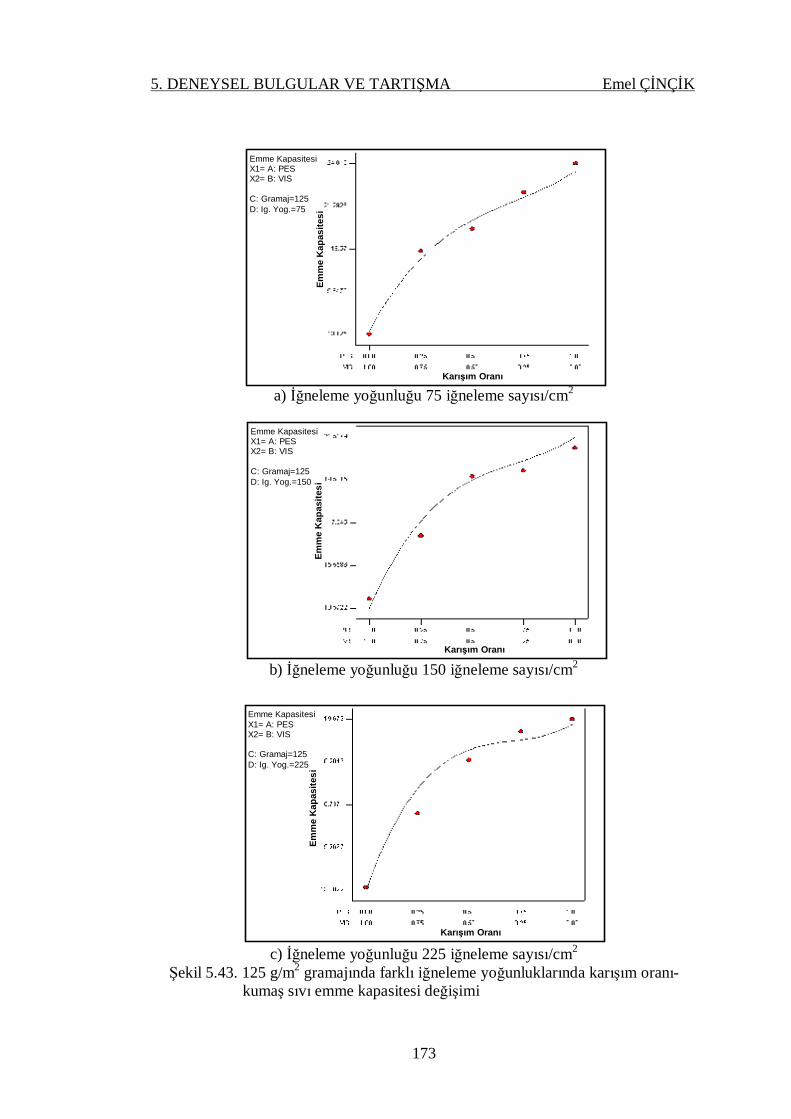
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
173
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.43. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaş sıvı emme kapasitesi değişimi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
Emm
e K
apas
itesi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
Emm
e K
apas
itesi
Karışım Oranı
Emme Kapasitesi X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
Emm
e K
apas
itesi
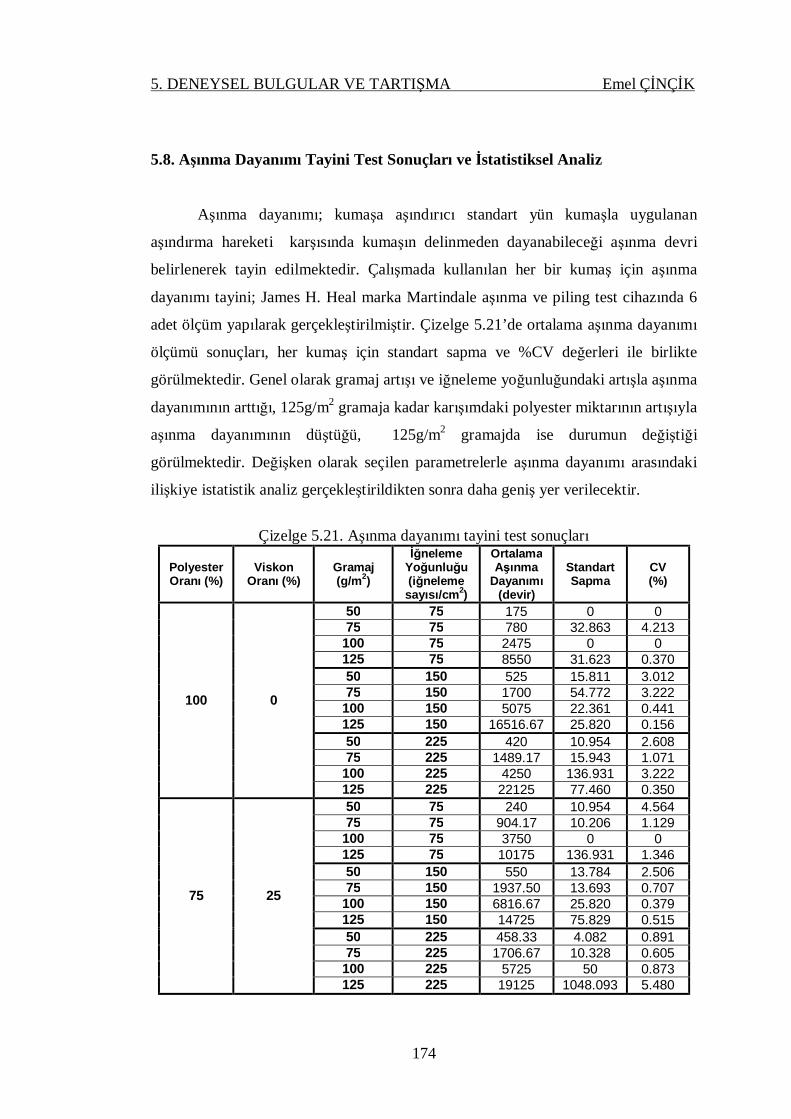
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
174
5.8. Aşınma Dayanımı Tayini Test Sonuçları ve İstatistiksel Analiz
Aşınma dayanımı; kumaşa aşındırıcı standart yün kumaşla uygulanan
aşındırma hareketi karşısında kumaşın delinmeden dayanabileceği aşınma devri
belirlenerek tayin edilmektedir. Çalışmada kullanılan her bir kumaş için aşınma
dayanımı tayini; James H. Heal marka Martindale aşınma ve piling test cihazında 6
adet ölçüm yapılarak gerçekleştirilmiştir. Çizelge 5.21’de ortalama aşınma dayanımı
ölçümü sonuçları, her kumaş için standart sapma ve %CV değerleri ile birlikte
görülmektedir. Genel olarak gramaj artışı ve iğneleme yoğunluğundaki artışla aşınma
dayanımının arttığı, 125g/m2 gramaja kadar karışımdaki polyester miktarının artışıyla
aşınma dayanımının düştüğü, 125g/m2 gramajda ise durumun değiştiği
görülmektedir. Değişken olarak seçilen parametrelerle aşınma dayanımı arasındaki
ilişkiye istatistik analiz gerçekleştirildikten sonra daha geniş yer verilecektir.
Çizelge 5.21. Aşınma dayanımı tayini test sonuçları
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu (iğneleme sayısı/cm2)
Ortalama Aşınma
Dayanımı (devir)
Standart Sapma
CV (%)
100 0
50 75 175 0 0 75 75 780 32.863 4.213
100 75 2475 0 0 125 75 8550 31.623 0.370 50 150 525 15.811 3.012 75 150 1700 54.772 3.222
100 150 5075 22.361 0.441 125 150 16516.67 25.820 0.156 50 225 420 10.954 2.608 75 225 1489.17 15.943 1.071
100 225 4250 136.931 3.222 125 225 22125 77.460 0.350
75 25
50 75 240 10.954 4.564 75 75 904.17 10.206 1.129
100 75 3750 0 0 125 75 10175 136.931 1.346 50 150 550 13.784 2.506 75 150 1937.50 13.693 0.707
100 150 6816.67 25.820 0.379 125 150 14725 75.829 0.515 50 225 458.33 4.082 0.891 75 225 1706.67 10.328 0.605
100 225 5725 50 0.873 125 225 19125 1048.093 5.480
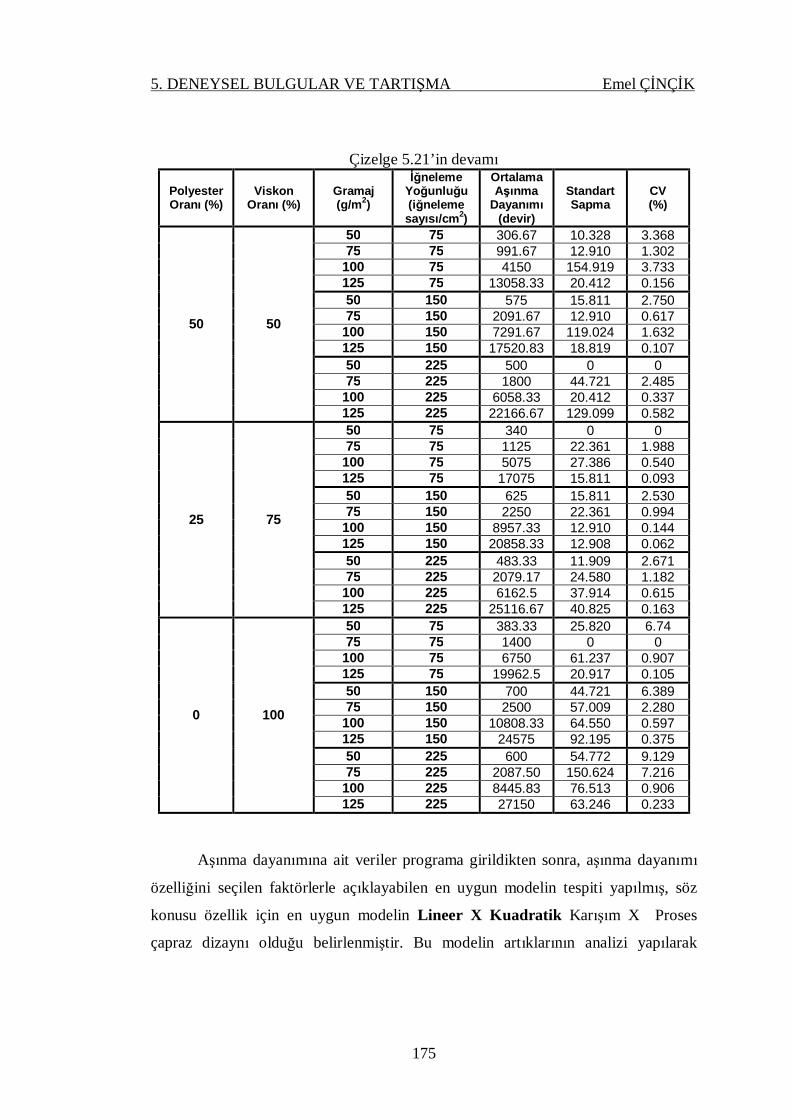
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
175
Çizelge 5.21’in devamı
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu (iğneleme sayısı/cm2)
Ortalama Aşınma
Dayanımı (devir)
Standart Sapma
CV (%)
50 50
50 75 306.67 10.328 3.368 75 75 991.67 12.910 1.302
100 75 4150 154.919 3.733 125 75 13058.33 20.412 0.156 50 150 575 15.811 2.750 75 150 2091.67 12.910 0.617
100 150 7291.67 119.024 1.632 125 150 17520.83 18.819 0.107 50 225 500 0 0 75 225 1800 44.721 2.485
100 225 6058.33 20.412 0.337 125 225 22166.67 129.099 0.582
25 75
50 75 340 0 0 75 75 1125 22.361 1.988
100 75 5075 27.386 0.540 125 75 17075 15.811 0.093 50 150 625 15.811 2.530 75 150 2250 22.361 0.994
100 150 8957.33 12.910 0.144 125 150 20858.33 12.908 0.062 50 225 483.33 11.909 2.671 75 225 2079.17 24.580 1.182
100 225 6162.5 37.914 0.615 125 225 25116.67 40.825 0.163
0 100
50 75 383.33 25.820 6.74 75 75 1400 0 0
100 75 6750 61.237 0.907 125 75 19962.5 20.917 0.105 50 150 700 44.721 6.389 75 150 2500 57.009 2.280
100 150 10808.33 64.550 0.597 125 150 24575 92.195 0.375 50 225 600 54.772 9.129 75 225 2087.50 150.624 7.216
100 225 8445.83 76.513 0.906 125 225 27150 63.246 0.233
Aşınma dayanımına ait veriler programa girildikten sonra, aşınma dayanımı
özelliğini seçilen faktörlerle açıklayabilen en uygun modelin tespiti yapılmış, söz
konusu özellik için en uygun modelin Lineer X Kuadratik Karışım X Proses
çapraz dizaynı olduğu belirlenmiştir. Bu modelin artıklarının analizi yapılarak

5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
176
artıkların normal dağılıma uygun olup olmadığı ve tahmin edilen veriler karşısında
rastgele dağılıp dağılmadığı kontrol edilmiştir.
Şekil 5.44’ten de takip edilebileceği gibi, kumaşın aşınma dayanımı için
Lineer X Kuadratik çapraz model uygulandığında oluşan artıkların normal dağılıma
uygun olduğu anlaşılmaktadır. Fakat; model artıklarının model vasıtasıyla
tahminlenen değerlere karşı dağılımının rastgele olmadığı, dışa doğru açılan huni
şeklinde bir dağılımın söz konusu olduğu görülmektedir.
Söz konusu durum; deneysel çalışma sonucu elde edilen bağımlı
değişkenlerin (yanıt ya da tepki değişkeni) deney sayısı arttıkça artmasından ve
böylece tasarımda yer alan bağımlı değişkenlerin varyanslarının değişken
olmasından kaynaklanmaktadır (Montgomery, 2001). Bir başka deyimle; aşınma
dayanımı için tasarımda yer alan kumaşların türü değiştikçe aşınma dayanımları da
artmakta; aşınmaya karşı dayanımı en düşük olan kumaş ile en yüksek olan kumaşın
deney sonuçları arasındaki farklılıktan kaynaklı olarak modelin R2, düzeltilmiş ve
tahmin edilen R2 değerleri yüksek olmasına rağmen; modelin ortalama mutlak hata
yüzdesi (MAPE) yüksek olmaktadır. Modelden elde edilen regresyon denklemi
büyük hata oranı ile aşınma dayanımını tahmin etmektedir.
a) Normal dağılım b) Tahmin edilen değerlere karşı dağılımı
Şekil 5.44. Aşınma dayanımı için model artıklarının dağılımı
Nor
mal
ola
sılık
Model artıkları
Mod
el a
rtık
ları
Tahmin edilen değerler
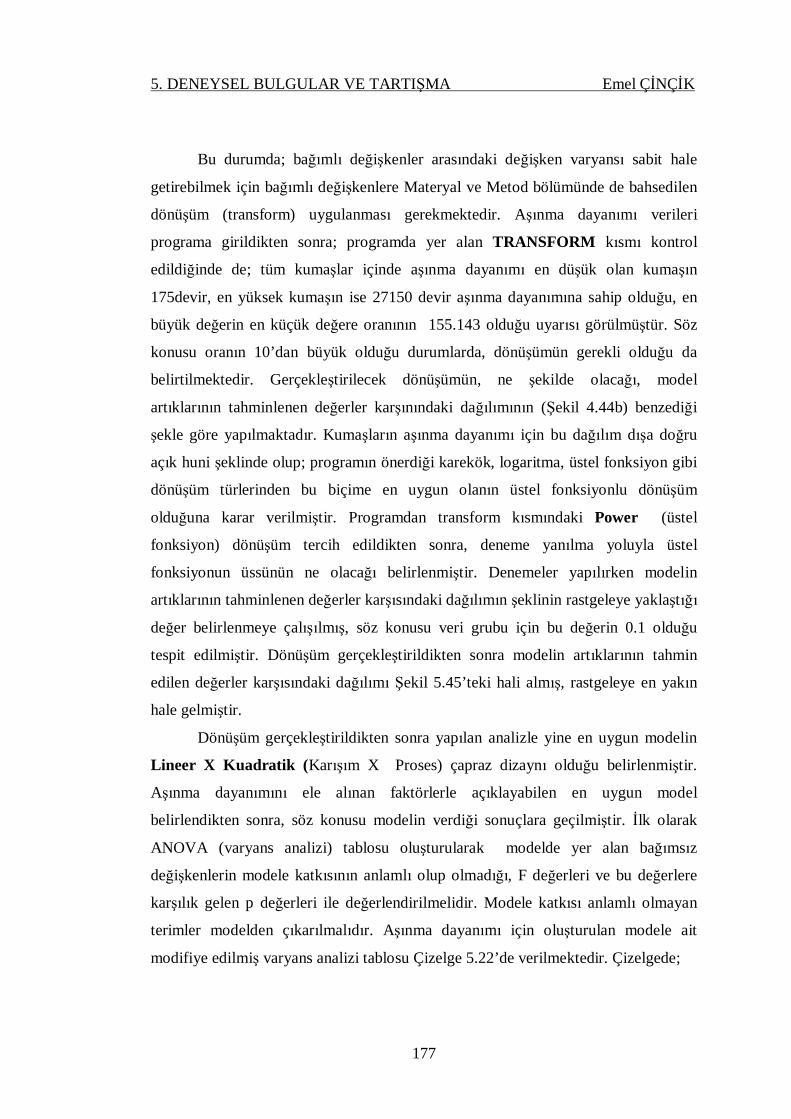
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
177
Bu durumda; bağımlı değişkenler arasındaki değişken varyansı sabit hale
getirebilmek için bağımlı değişkenlere Materyal ve Metod bölümünde de bahsedilen
dönüşüm (transform) uygulanması gerekmektedir. Aşınma dayanımı verileri
programa girildikten sonra; programda yer alan TRANSFORM kısmı kontrol
edildiğinde de; tüm kumaşlar içinde aşınma dayanımı en düşük olan kumaşın
175devir, en yüksek kumaşın ise 27150 devir aşınma dayanımına sahip olduğu, en
büyük değerin en küçük değere oranının 155.143 olduğu uyarısı görülmüştür. Söz
konusu oranın 10’dan büyük olduğu durumlarda, dönüşümün gerekli olduğu da
belirtilmektedir. Gerçekleştirilecek dönüşümün, ne şekilde olacağı, model
artıklarının tahminlenen değerler karşınındaki dağılımının (Şekil 4.44b) benzediği
şekle göre yapılmaktadır. Kumaşların aşınma dayanımı için bu dağılım dışa doğru
açık huni şeklinde olup; programın önerdiği karekök, logaritma, üstel fonksiyon gibi
dönüşüm türlerinden bu biçime en uygun olanın üstel fonksiyonlu dönüşüm
olduğuna karar verilmiştir. Programdan transform kısmındaki Power (üstel
fonksiyon) dönüşüm tercih edildikten sonra, deneme yanılma yoluyla üstel
fonksiyonun üssünün ne olacağı belirlenmiştir. Denemeler yapılırken modelin
artıklarının tahminlenen değerler karşısındaki dağılımın şeklinin rastgeleye yaklaştığı
değer belirlenmeye çalışılmış, söz konusu veri grubu için bu değerin 0.1 olduğu
tespit edilmiştir. Dönüşüm gerçekleştirildikten sonra modelin artıklarının tahmin
edilen değerler karşısındaki dağılımı Şekil 5.45’teki hali almış, rastgeleye en yakın
hale gelmiştir.
Dönüşüm gerçekleştirildikten sonra yapılan analizle yine en uygun modelin
Lineer X Kuadratik (Karışım X Proses) çapraz dizaynı olduğu belirlenmiştir.
Aşınma dayanımını ele alınan faktörlerle açıklayabilen en uygun model
belirlendikten sonra, söz konusu modelin verdiği sonuçlara geçilmiştir. İlk olarak
ANOVA (varyans analizi) tablosu oluşturularak modelde yer alan bağımsız
değişkenlerin modele katkısının anlamlı olup olmadığı, F değerleri ve bu değerlere
karşılık gelen p değerleri ile değerlendirilmelidir. Modele katkısı anlamlı olmayan
terimler modelden çıkarılmalıdır. Aşınma dayanımı için oluşturulan modele ait
modifiye edilmiş varyans analizi tablosu Çizelge 5.22’de verilmektedir. Çizelgede;
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
178
A: Kodlanmış polyester karışım bileşenini
B: Kodlanmış viskon karışım bileşenini
C: Kodlanmış gramaj proses bileşenini
D: Kodlanmış iğneleme yoğunluğu proses bileşenini göstermektedir.
Şekil 5.45. Dönüşümden sonra artıkların tahminlenen değerlere karşı dağılımı
Çizelge 5.22. Aşınma dayanımı için kurulan modele ait modifiye edilmiş varyans
analizi tablosu
Kaynak Kareler Toplamı
Serbestlik Derecesi
Kareler Ortalaması
F Değeri Prob > F Anlamlılık
durumu Model 5.8416 7 0.8345 1442.372 < 0.0001 Anlamlı Lineer
Karışım 2.1406 1 2.1406 3699.833 < 0.0001 Anlamlı
AC 1.4623 1 1.4623 2527.454 < 0.0001 Anlamlı AD 0.0566 1 0.0566 97.761 < 0.0001 Anlamlı BC 2.1119 1 2.1119 3650.257 < 0.0001 Anlamlı BD 0.0189 1 0.0189 32.721 < 0.0001 Anlamlı AD2 0.0363 1 0.0363 62.781 < 0.0001 Anlamlı BD2 0.0149 1 0.0149 25.797 < 0.0001 Anlamlı
Residual 0.0295 51 0.00058 Cor Total 5.8711 58
Mod
el a
rtık
ları
Tahmin edilen değerler
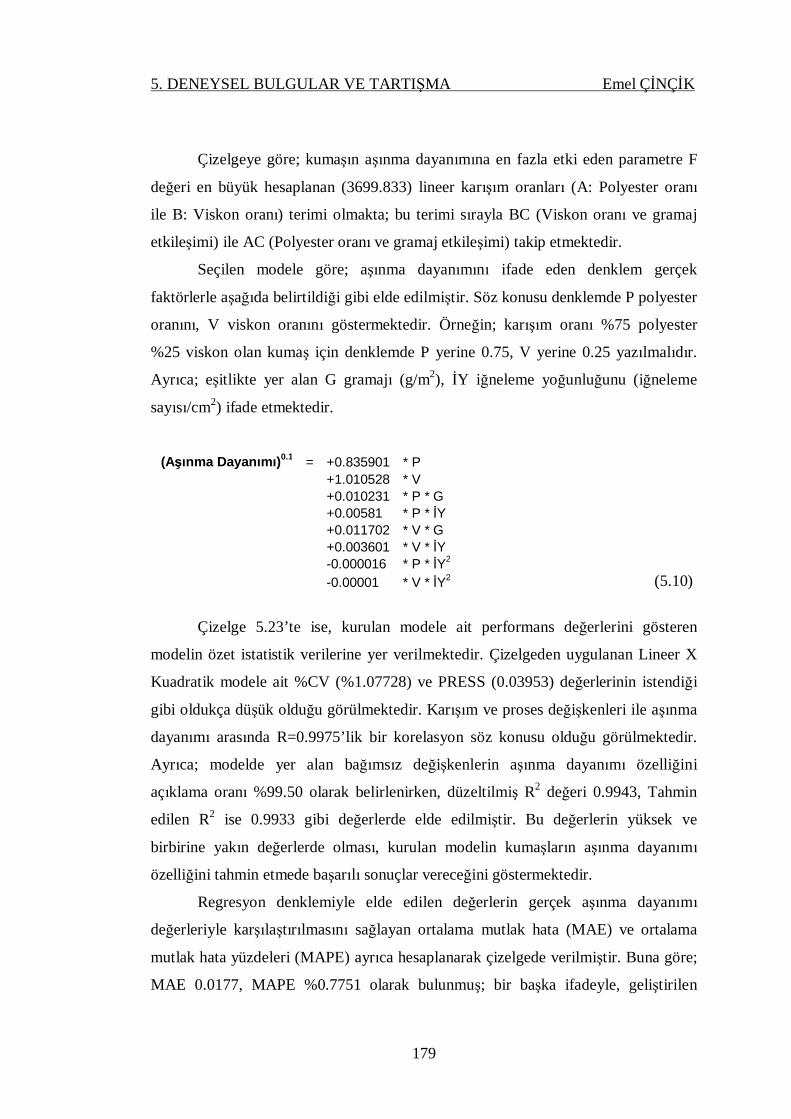
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
179
Çizelgeye göre; kumaşın aşınma dayanımına en fazla etki eden parametre F
değeri en büyük hesaplanan (3699.833) lineer karışım oranları (A: Polyester oranı
ile B: Viskon oranı) terimi olmakta; bu terimi sırayla BC (Viskon oranı ve gramaj
etkileşimi) ile AC (Polyester oranı ve gramaj etkileşimi) takip etmektedir.
Seçilen modele göre; aşınma dayanımını ifade eden denklem gerçek
faktörlerle aşağıda belirtildiği gibi elde edilmiştir. Söz konusu denklemde P polyester
oranını, V viskon oranını göstermektedir. Örneğin; karışım oranı %75 polyester
%25 viskon olan kumaş için denklemde P yerine 0.75, V yerine 0.25 yazılmalıdır.
Ayrıca; eşitlikte yer alan G gramajı (g/m2), İY iğneleme yoğunluğunu (iğneleme
sayısı/cm2) ifade etmektedir.
(Aşınma Dayanımı)0.1 = +0.835901 * P +1.010528 * V +0.010231 * P * G +0.00581 * P * İY +0.011702 * V * G +0.003601 * V * İY -0.000016 * P * İY2 -0.00001 * V * İY2 (5.10)
Çizelge 5.23’te ise, kurulan modele ait performans değerlerini gösteren
modelin özet istatistik verilerine yer verilmektedir. Çizelgeden uygulanan Lineer X
Kuadratik modele ait %CV (%1.07728) ve PRESS (0.03953) değerlerinin istendiği
gibi oldukça düşük olduğu görülmektedir. Karışım ve proses değişkenleri ile aşınma
dayanımı arasında R=0.9975’lik bir korelasyon söz konusu olduğu görülmektedir.
Ayrıca; modelde yer alan bağımsız değişkenlerin aşınma dayanımı özelliğini
açıklama oranı %99.50 olarak belirlenirken, düzeltilmiş R2 değeri 0.9943, Tahmin
edilen R2 ise 0.9933 gibi değerlerde elde edilmiştir. Bu değerlerin yüksek ve
birbirine yakın değerlerde olması, kurulan modelin kumaşların aşınma dayanımı
özelliğini tahmin etmede başarılı sonuçlar vereceğini göstermektedir.
Regresyon denklemiyle elde edilen değerlerin gerçek aşınma dayanımı
değerleriyle karşılaştırılmasını sağlayan ortalama mutlak hata (MAE) ve ortalama
mutlak hata yüzdeleri (MAPE) ayrıca hesaplanarak çizelgede verilmiştir. Buna göre;
MAE 0.0177, MAPE %0.7751 olarak bulunmuş; bir başka ifadeyle, geliştirilen
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
180
istatistik modelin aşınma dayanımı özelliğini % 99.2249 (100-0.7751) doğrulukta
tahmin edebileceği sonucuna varılmıştır.
Çizelge 5.23. Aşınma dayanımı için geliştirilen modelin istatistik performans değerleri
Özet İstatistik Verileri Sonuçlar Standart Sapma 0.02405 Ortalama 2.23280 C.V. 1.07728 PRESS 0.03953 R 0.9975 R2 0.9950 Düzeltilmiş R2 0.9943 Tahmin edilen R2 0.9933 MAE 0,0177 MSE 0,0005 MAPE %0,7751
Elde edilen regresyon denklemiyle eğri uydurmak suretiyle karışım oranı ve
proses değişkenleri ile aşınma dayanımı değişimi de açıklanabilmektedir.
Şekil 5.46-5.48’de çalışmada yer alan kumaşlar için farklı iğneleme yoğunluklarında,
lif karışım oranı ile kumaş gramajının kumaşların aşınma dayanımına etkisi
görülmektedir. Şekiller incelendiğinde; yapıdaki polyester oranının artışıyla aşınma
dayanımının azaldığı sonucuna varılabilmektedir. Polyester lifinin kendine has
boncuklaşma eğilimi ile hacimlilik özelliğinden kaynaklı olarak bu tür lif bulunan
karışımların, viskon lifi bulunan karışımlara oranla gevşek olan yapısının, sürtünme
hareketi etkisiyle bu duruma yol açtığı düşünülmektedir. Viskon oranı fazla
kumaşlarda ise; lifler arası bağlantı daha sıkı olduğundan aşınmaya karşı dayanım
daha yüksek olmaktadır.
Kumaş gramajının aşınma dayanımına etkisi ele alındığında; beklendiği gibi,
gramajın artışı ile aşınma dayanımının da artış gösterdiği gözlemlenmektedir.
Aşınma dayanımı tayin edilirken, sürtünme hareketi etkisiyle kumaş yüzeyinde delik
oluşturan devir sayısı belirlenmişti. Gramajın artışı ile kesitteki lif sayısı artmakta,
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
181
kumaşların kalınlıklarında da artış oluşmaktaydı.Böylece; kalınlığın artışı ile
yüzeyde delik oluşması daha yüksek devirlerde gerçekleşmektedir.
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.46. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı-kumaş aşınma dayanımı değişimi
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
(Aşı
nma
Day
anım
ı)0.1
Karışım Oranı Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
(Aşı
nma
Day
anım
ı)0.1
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
(Aşı
nma
Day
anım
ı)0.1
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
(Aşı
nma
Day
anım
ı)0.1
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
182
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.47.150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı- kumaş aşınma dayanımı değişimi
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
Karışım Oranı
(Aşı
nma
Day
anım
ı)0.1
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
(Aşı
nma
Day
anım
ı)0.1
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
(Aşı
nma
Day
anım
ı)0.1
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
(Aşı
nma
Day
anım
ı)0.1
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
183
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.48. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı- kumaş aşınma dayanımı değişimi
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
(Aşı
nma
Day
anım
ı)0.1
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
(Aşı
nma
Day
anım
ı)0.1
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
(Aşı
nma
Day
anım
ı)0.1
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
(Aşı
nma
Day
anım
ı)0.1
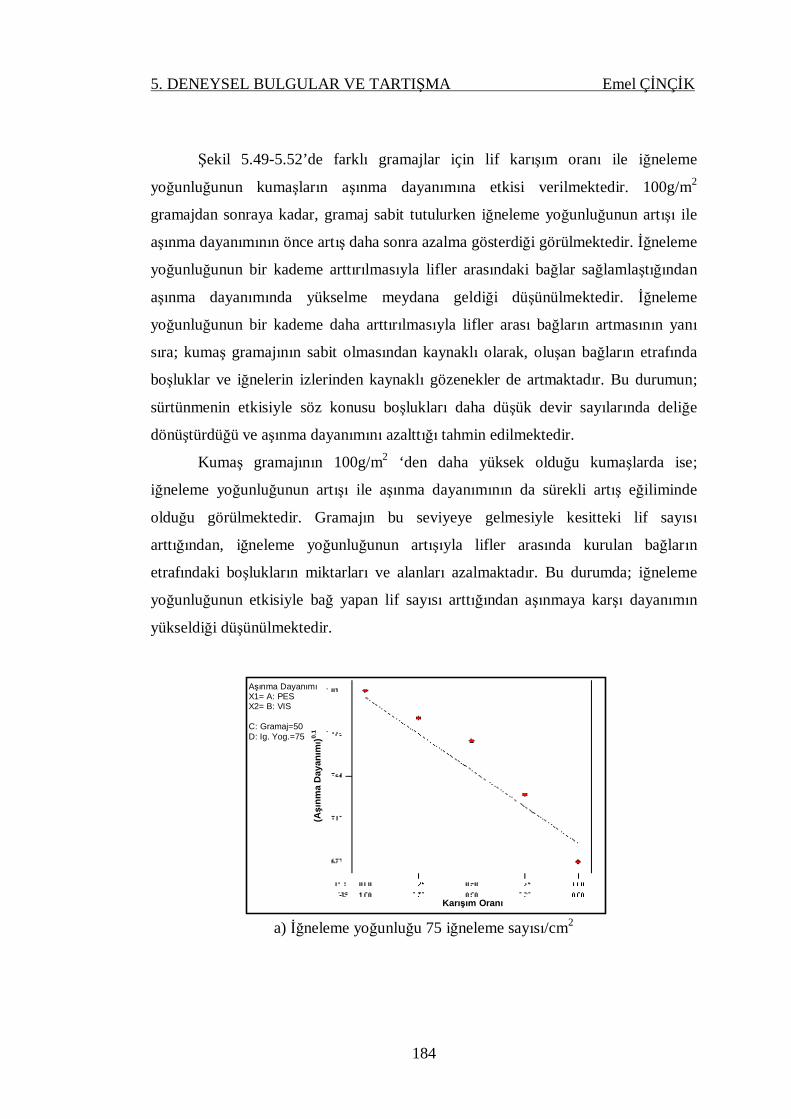
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
184
Şekil 5.49-5.52’de farklı gramajlar için lif karışım oranı ile iğneleme
yoğunluğunun kumaşların aşınma dayanımına etkisi verilmektedir. 100g/m2
gramajdan sonraya kadar, gramaj sabit tutulurken iğneleme yoğunluğunun artışı ile
aşınma dayanımının önce artış daha sonra azalma gösterdiği görülmektedir. İğneleme
yoğunluğunun bir kademe arttırılmasıyla lifler arasındaki bağlar sağlamlaştığından
aşınma dayanımında yükselme meydana geldiği düşünülmektedir. İğneleme
yoğunluğunun bir kademe daha arttırılmasıyla lifler arası bağların artmasının yanı
sıra; kumaş gramajının sabit olmasından kaynaklı olarak, oluşan bağların etrafında
boşluklar ve iğnelerin izlerinden kaynaklı gözenekler de artmaktadır. Bu durumun;
sürtünmenin etkisiyle söz konusu boşlukları daha düşük devir sayılarında deliğe
dönüştürdüğü ve aşınma dayanımını azalttığı tahmin edilmektedir.
Kumaş gramajının 100g/m2 ‘den daha yüksek olduğu kumaşlarda ise;
iğneleme yoğunluğunun artışı ile aşınma dayanımının da sürekli artış eğiliminde
olduğu görülmektedir. Gramajın bu seviyeye gelmesiyle kesitteki lif sayısı
arttığından, iğneleme yoğunluğunun artışıyla lifler arasında kurulan bağların
etrafındaki boşlukların miktarları ve alanları azalmaktadır. Bu durumda; iğneleme
yoğunluğunun etkisiyle bağ yapan lif sayısı arttığından aşınmaya karşı dayanımın
yükseldiği düşünülmektedir.
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
(Aşı
nma
Day
anım
ı)0.1
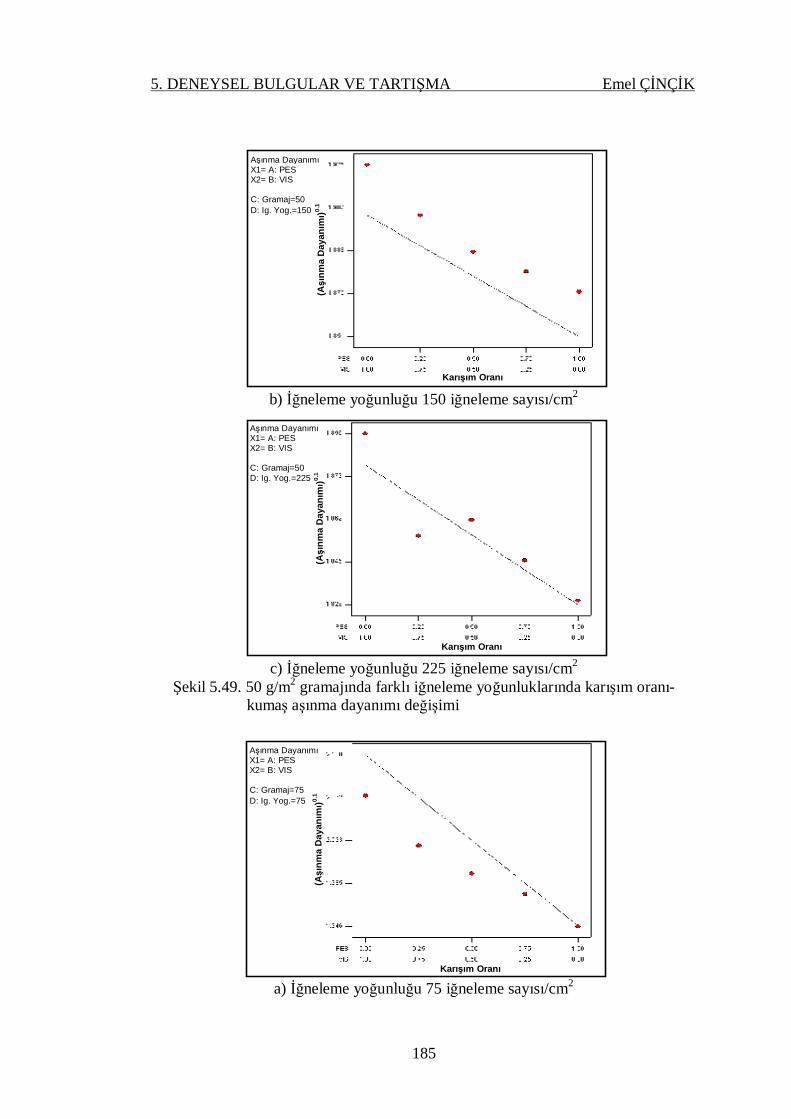
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
185
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2 Şekil 5.49. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş aşınma dayanımı değişimi
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
(Aşı
nma
Day
anım
ı)0.1
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
(Aşı
nma
Day
anım
ı)0.1
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
(Aşı
nma
Day
anım
ı)0.1
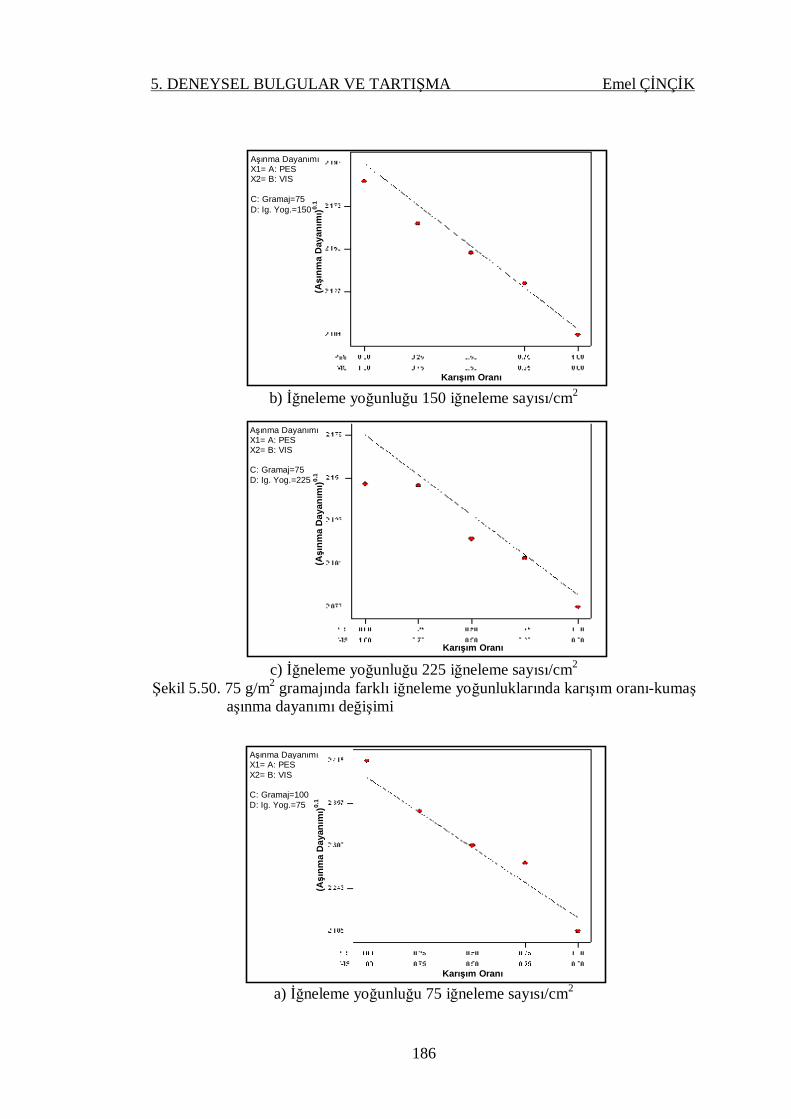
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
186
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2 Şekil 5.50. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-kumaş aşınma dayanımı değişimi
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
(Aşı
nma
Day
anım
ı)0.1
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
(Aşı
nma
Day
anım
ı)0.1
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
(Aşı
nma
Day
anım
ı)0.1
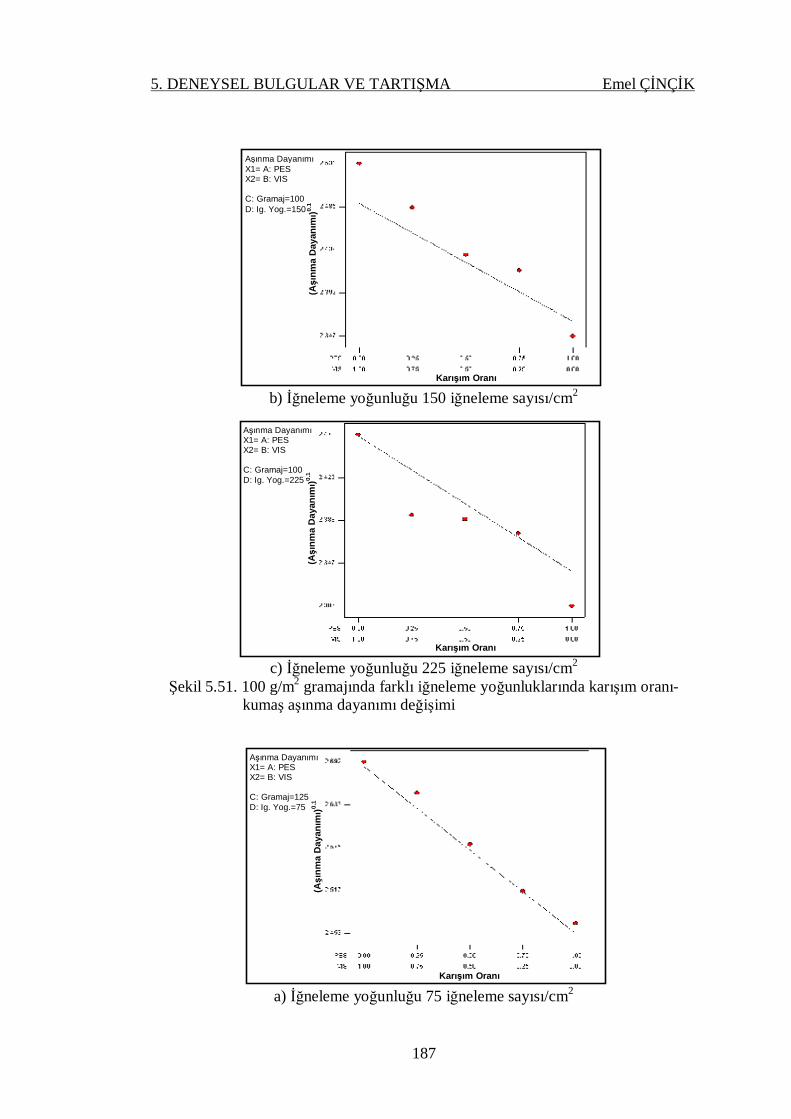
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
187
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2 Şekil 5.51. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş aşınma dayanımı değişimi
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
(Aşı
nma
Day
anım
ı)0.1
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
(Aşı
nma
Day
anım
ı)0.1
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
(Aşı
nma
Day
anım
ı)0.1
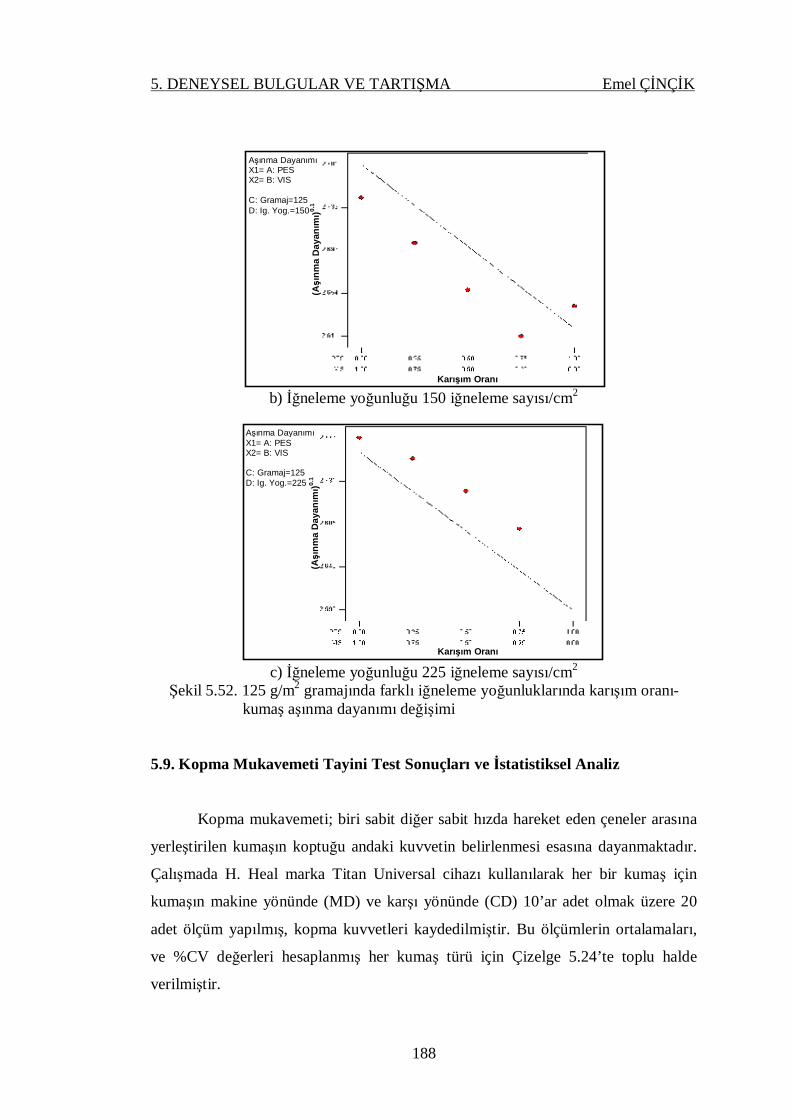
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
188
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2 Şekil 5.52. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaş aşınma dayanımı değişimi
5.9. Kopma Mukavemeti Tayini Test Sonuçları ve İstatistiksel Analiz
Kopma mukavemeti; biri sabit diğer sabit hızda hareket eden çeneler arasına
yerleştirilen kumaşın koptuğu andaki kuvvetin belirlenmesi esasına dayanmaktadır.
Çalışmada H. Heal marka Titan Universal cihazı kullanılarak her bir kumaş için
kumaşın makine yönünde (MD) ve karşı yönünde (CD) 10’ar adet olmak üzere 20
adet ölçüm yapılmış, kopma kuvvetleri kaydedilmiştir. Bu ölçümlerin ortalamaları,
ve %CV değerleri hesaplanmış her kumaş türü için Çizelge 5.24’te toplu halde
verilmiştir.
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
(Aşı
nma
Day
anım
ı)0.1
Karışım Oranı
Aşınma Dayanımı X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
(Aşı
nma
Day
anım
ı)0.1
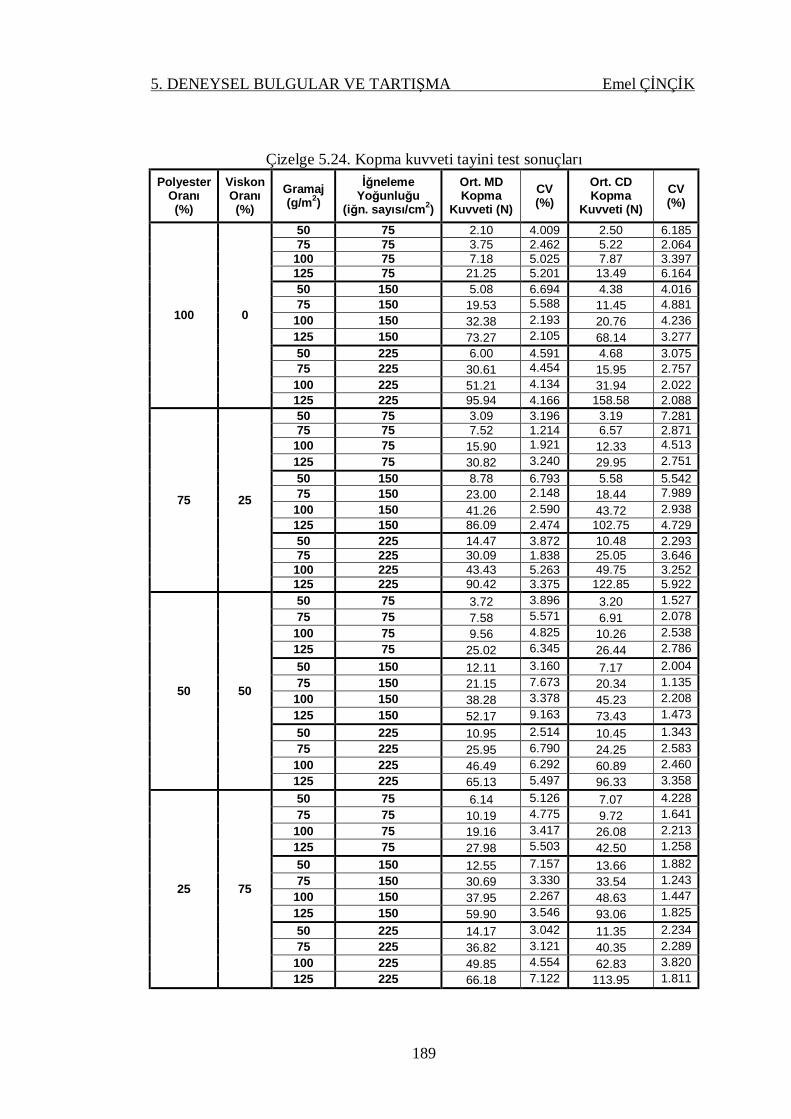
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
189
Çizelge 5.24. Kopma kuvveti tayini test sonuçları Polyester
Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu
(iğn. sayısı/cm2)
Ort. MD Kopma
Kuvveti (N) CV (%)
Ort. CD Kopma
Kuvveti (N) CV (%)
100 0
50 75 2.10 4.009 2.50 6.185 75 75 3.75 2.462 5.22 2.064
100 75 7.18 5.025 7.87 3.397 125 75 21.25 5.201 13.49 6.164 50 150 5.08 6.694 4.38 4.016 75 150 19.53 5.588 11.45 4.881
100 150 32.38 2.193 20.76 4.236 125 150 73.27 2.105 68.14 3.277 50 225 6.00 4.591 4.68 3.075 75 225 30.61 4.454 15.95 2.757
100 225 51.21 4.134 31.94 2.022 125 225 95.94 4.166 158.58 2.088
75 25
50 75 3.09 3.196 3.19 7.281 75 75 7.52 1.214 6.57 2.871
100 75 15.90 1.921 12.33 4.513 125 75 30.82 3.240 29.95 2.751 50 150 8.78 6.793 5.58 5.542 75 150 23.00 2.148 18.44 7.989
100 150 41.26 2.590 43.72 2.938 125 150 86.09 2.474 102.75 4.729 50 225 14.47 3.872 10.48 2.293 75 225 30.09 1.838 25.05 3.646
100 225 43.43 5.263 49.75 3.252 125 225 90.42 3.375 122.85 5.922
50 50
50 75 3.72 3.896 3.20 1.527 75 75 7.58 5.571 6.91 2.078
100 75 9.56 4.825 10.26 2.538 125 75 25.02 6.345 26.44 2.786 50 150 12.11 3.160 7.17 2.004 75 150 21.15 7.673 20.34 1.135
100 150 38.28 3.378 45.23 2.208 125 150 52.17 9.163 73.43 1.473 50 225 10.95 2.514 10.45 1.343 75 225 25.95 6.790 24.25 2.583
100 225 46.49 6.292 60.89 2.460 125 225 65.13 5.497 96.33 3.358
25 75
50 75 6.14 5.126 7.07 4.228 75 75 10.19 4.775 9.72 1.641
100 75 19.16 3.417 26.08 2.213 125 75 27.98 5.503 42.50 1.258 50 150 12.55 7.157 13.66 1.882 75 150 30.69 3.330 33.54 1.243
100 150 37.95 2.267 48.63 1.447 125 150 59.90 3.546 93.06 1.825 50 225 14.17 3.042 11.35 2.234 75 225 36.82 3.121 40.35 2.289
100 225 49.85 4.554 62.83 3.820 125 225 66.18 7.122 113.95 1.811
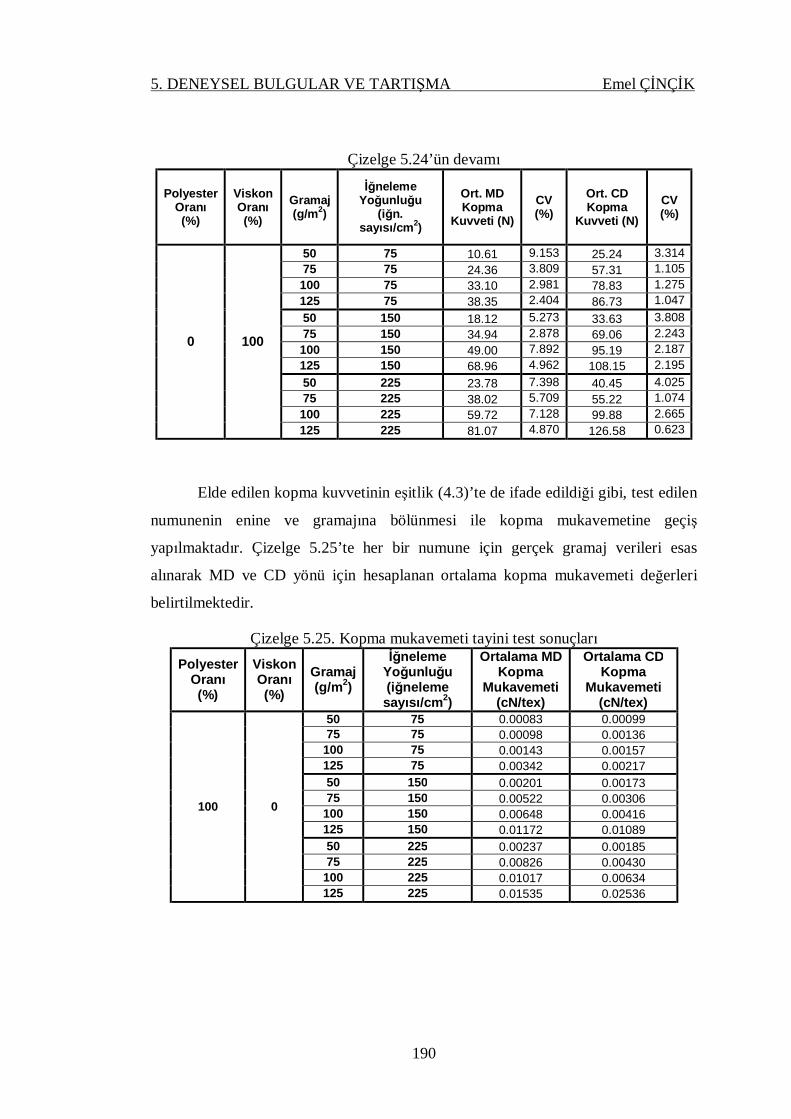
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
190
Çizelge 5.24’ün devamı
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu
(iğn. sayısı/cm2)
Ort. MD Kopma
Kuvveti (N) CV (%)
Ort. CD Kopma
Kuvveti (N) CV (%)
0 100
50 75 10.61 9.153 25.24 3.314 75 75 24.36 3.809 57.31 1.105 100 75 33.10 2.981 78.83 1.275 125 75 38.35 2.404 86.73 1.047 50 150 18.12 5.273 33.63 3.808 75 150 34.94 2.878 69.06 2.243 100 150 49.00 7.892 95.19 2.187 125 150 68.96 4.962 108.15 2.195 50 225 23.78 7.398 40.45 4.025 75 225 38.02 5.709 55.22 1.074 100 225 59.72 7.128 99.88 2.665 125 225 81.07 4.870 126.58 0.623
Elde edilen kopma kuvvetinin eşitlik (4.3)’te de ifade edildiği gibi, test edilen
numunenin enine ve gramajına bölünmesi ile kopma mukavemetine geçiş
yapılmaktadır. Çizelge 5.25’te her bir numune için gerçek gramaj verileri esas
alınarak MD ve CD yönü için hesaplanan ortalama kopma mukavemeti değerleri
belirtilmektedir.
Çizelge 5.25. Kopma mukavemeti tayini test sonuçları Polyester
Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu (iğneleme sayısı/cm2)
Ortalama MD Kopma
Mukavemeti (cN/tex)
Ortalama CD Kopma
Mukavemeti (cN/tex)
100 0
50 75 0.00083 0.00099 75 75 0.00098 0.00136
100 75 0.00143 0.00157 125 75 0.00342 0.00217 50 150 0.00201 0.00173 75 150 0.00522 0.00306
100 150 0.00648 0.00416 125 150 0.01172 0.01089 50 225 0.00237 0.00185 75 225 0.00826 0.00430
100 225 0.01017 0.00634 125 225 0.01535 0.02536
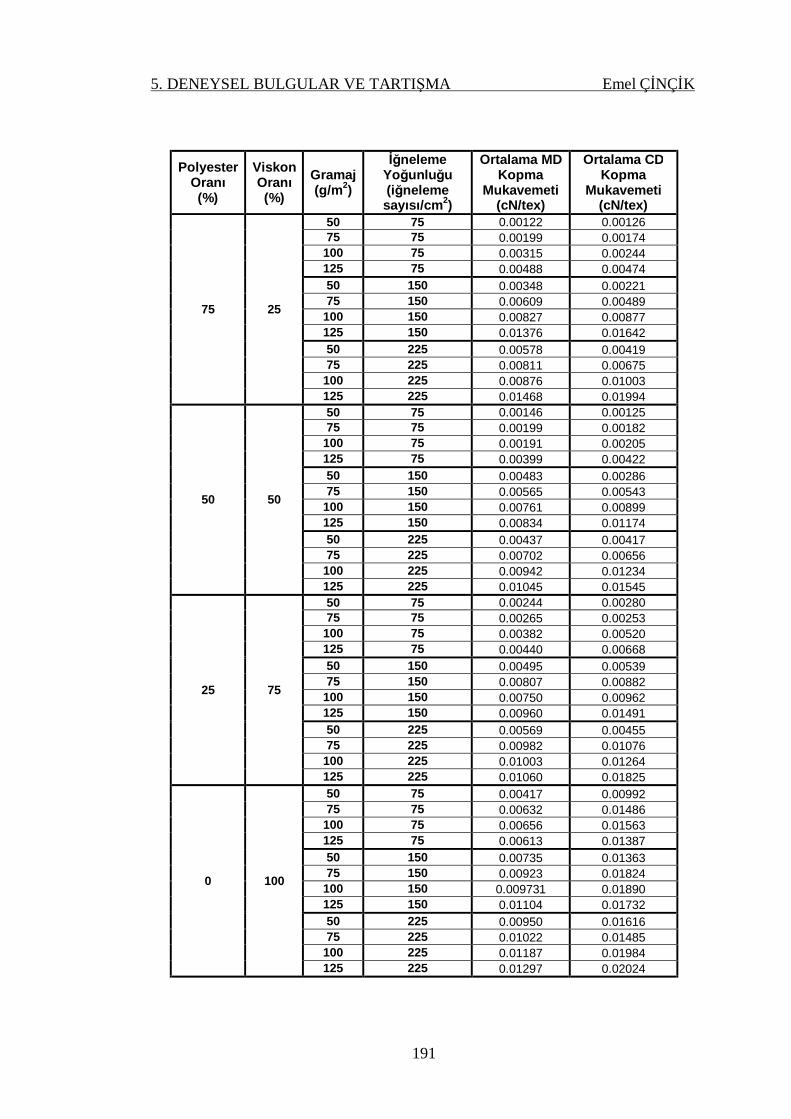
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
191
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu (iğneleme sayısı/cm2)
Ortalama MD Kopma
Mukavemeti (cN/tex)
Ortalama CD Kopma
Mukavemeti (cN/tex)
75 25
50 75 0.00122 0.00126 75 75 0.00199 0.00174
100 75 0.00315 0.00244 125 75 0.00488 0.00474 50 150 0.00348 0.00221 75 150 0.00609 0.00489
100 150 0.00827 0.00877 125 150 0.01376 0.01642 50 225 0.00578 0.00419 75 225 0.00811 0.00675
100 225 0.00876 0.01003 125 225 0.01468 0.01994
50 50
50 75 0.00146 0.00125 75 75 0.00199 0.00182
100 75 0.00191 0.00205 125 75 0.00399 0.00422 50 150 0.00483 0.00286 75 150 0.00565 0.00543
100 150 0.00761 0.00899 125 150 0.00834 0.01174 50 225 0.00437 0.00417 75 225 0.00702 0.00656
100 225 0.00942 0.01234 125 225 0.01045 0.01545
25 75
50 75 0.00244 0.00280 75 75 0.00265 0.00253
100 75 0.00382 0.00520 125 75 0.00440 0.00668 50 150 0.00495 0.00539 75 150 0.00807 0.00882
100 150 0.00750 0.00962 125 150 0.00960 0.01491 50 225 0.00569 0.00455 75 225 0.00982 0.01076
100 225 0.01003 0.01264 125 225 0.01060 0.01825
0 100
50 75 0.00417 0.00992 75 75 0.00632 0.01486
100 75 0.00656 0.01563 125 75 0.00613 0.01387 50 150 0.00735 0.01363 75 150 0.00923 0.01824
100 150 0.009731 0.01890 125 150 0.01104 0.01732 50 225 0.00950 0.01616 75 225 0.01022 0.01485
100 225 0.01187 0.01984 125 225 0.01297 0.02024
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
192
Çizelgeler incelendiğinde; genel olarak gramaj ve iğneleme yoğunluğunun
artış göstermesiyle her iki yönde de kopma mukavemetinin arttığı
gözlemlenmektedir. Ayrıca; yapıdaki viskon oranının artışıyla da kopma
mukavemetinin her iki yön için de artış gösterdiği söylenebilmektedir. Değişken
olarak seçilen parametrelerle kopma mukavemeti arasındaki ilişkiye istatistik analiz
gerçekleştirildikten sonra daha geniş yer verilecektir.
Çalışmada yer alan kumaşların hem makine yönü (MD) hem de karşı yönü
(CD) için kopma mukavemeti testi uygulandığından, her iki yöne uygun iki
istatistiksel model geliştirilmiş ve aşağıda özetlenmiştir.
MD Yönünün Kopma Mukavemeti İçin Geliştirilen İstatistik Model
MD yönündeki kopma mukavemeti verileri programa girildikten sonra,
kopma mukavemeti özelliğini seçilen faktörlerle açıklayabilen en uygun modelin
tespiti yapılmış, söz konusu özellik için en uygun modelin Kübik X Kuadratik
Karışım X Proses çapraz dizaynı olduğu belirlenmiştir. Bu modelin artıklarının
analizi yapılarak artıkların normal dağılıma uygun olup olmadığı ve tahmin edilen
veriler karşısında rastgele dağılıp dağılmadığı kontrol edilmiştir.
Şekil 5.53’ten de takip edilebileceği gibi, kumaşın MD yönündeki kopma
mukavemeti için Kübik X Kuadratik çapraz model uygulandığında oluşan artıkların
normal dağılıma uygun olduğu anlaşılmaktadır. Fakat; model artıklarının model
vasıtasıyla tahminlenen değerlere karşı dağılımının rastgele olmadığı, dışa doğru
açılan huni şeklinde bir dağılımın söz konusu olduğu görülmektedir.
Bu durumda; bağımlı değişkenler arasındaki değişken varyansı sabit hale
getirebilmek için bağımlı değişkenlere aşınma dayanımı verilerine uygulanan benzer
yaklaşımla, dönüşüm (transformasyon) uygulanmıştır. Dönüşüm türlerinden, model
artıklarının tahmin edilen değerlere karşı dağılımına en çok benzeyen şekle sahip
olan üstel fonksiyonlu dönüşüm tercih edilmiş, deneme yanılma yoluyla üstel
fonksiyonun üssünün ne olacağı belirlenmiştir. Denemeler yapılırken modelin
artıklarının tahminlenen değerler karşısındaki dağılımın şeklinin rastgeleye yaklaştığı
değer belirlenmeye çalışılmış, söz konusu veri grubu için bu değerin 0.48 olduğu
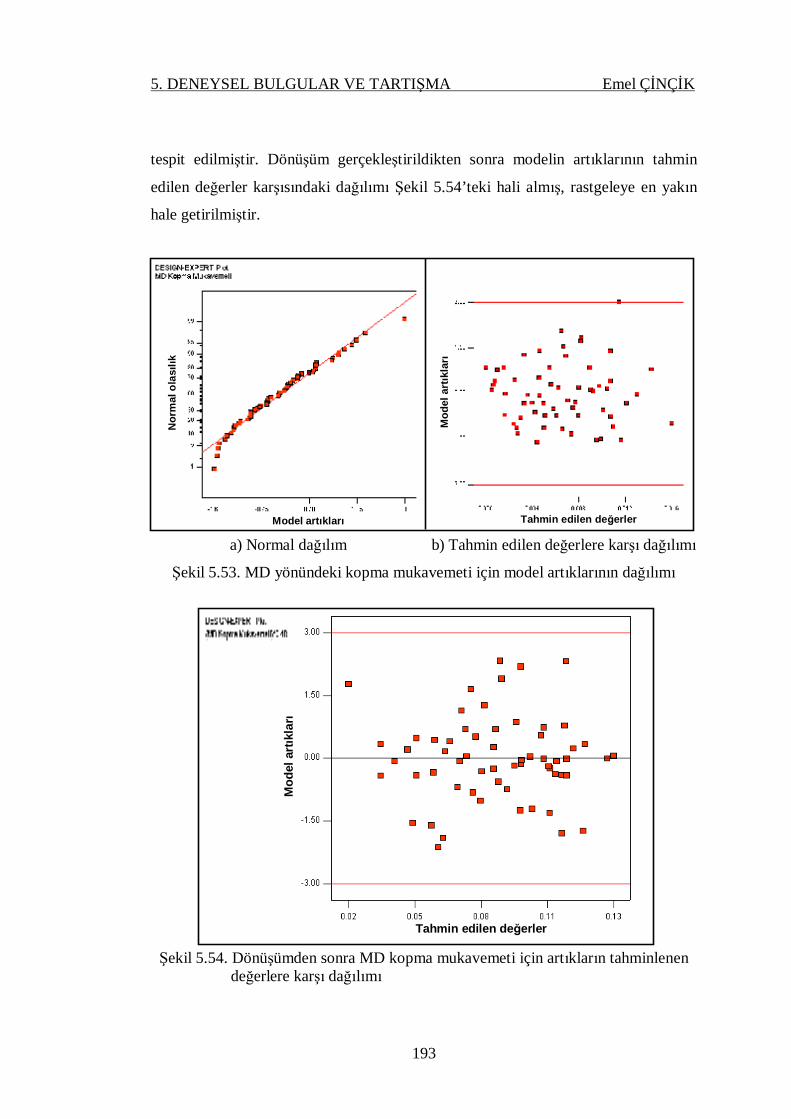
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
193
tespit edilmiştir. Dönüşüm gerçekleştirildikten sonra modelin artıklarının tahmin
edilen değerler karşısındaki dağılımı Şekil 5.54’teki hali almış, rastgeleye en yakın
hale getirilmiştir.
a) Normal dağılım b) Tahmin edilen değerlere karşı dağılımı
Şekil 5.53. MD yönündeki kopma mukavemeti için model artıklarının dağılımı
Şekil 5.54. Dönüşümden sonra MD kopma mukavemeti için artıkların tahminlenen değerlere karşı dağılımı
Nor
mal
ola
sılık
Model artıkları
Mod
el a
rtık
ları
Tahmin edilen değerler
Mod
el a
rtık
ları
Tahmin edilen değerler
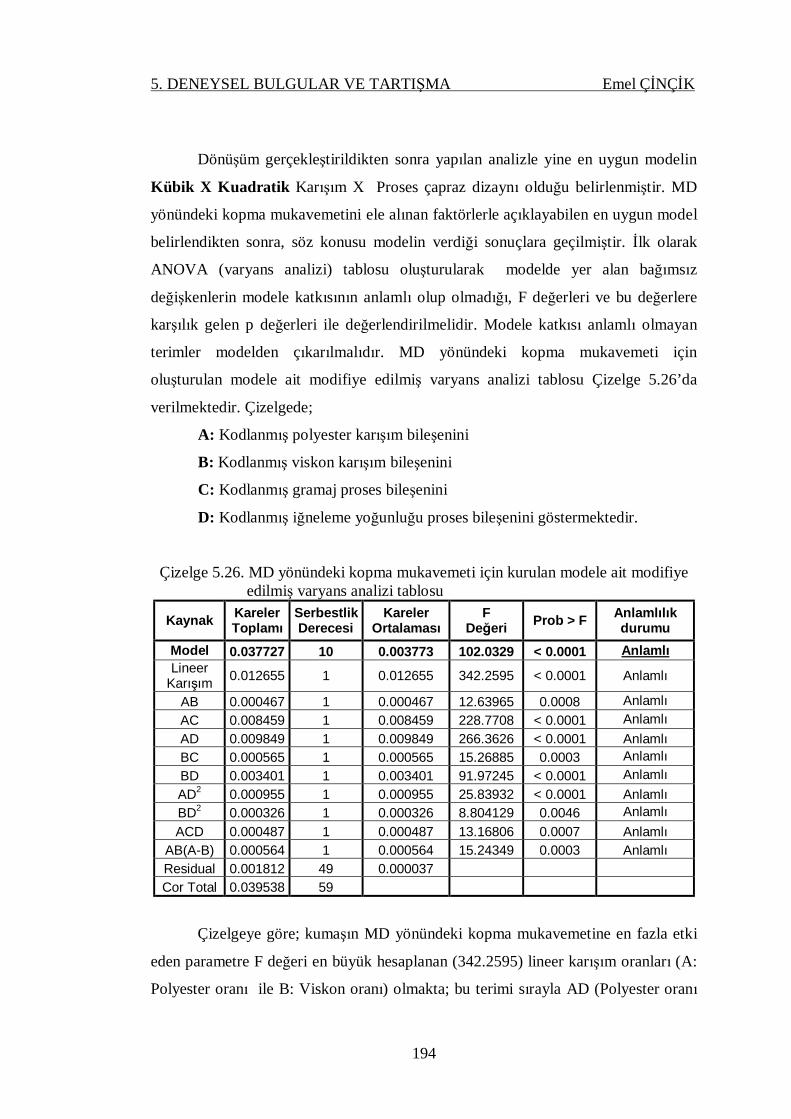
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
194
Dönüşüm gerçekleştirildikten sonra yapılan analizle yine en uygun modelin
Kübik X Kuadratik Karışım X Proses çapraz dizaynı olduğu belirlenmiştir. MD
yönündeki kopma mukavemetini ele alınan faktörlerle açıklayabilen en uygun model
belirlendikten sonra, söz konusu modelin verdiği sonuçlara geçilmiştir. İlk olarak
ANOVA (varyans analizi) tablosu oluşturularak modelde yer alan bağımsız
değişkenlerin modele katkısının anlamlı olup olmadığı, F değerleri ve bu değerlere
karşılık gelen p değerleri ile değerlendirilmelidir. Modele katkısı anlamlı olmayan
terimler modelden çıkarılmalıdır. MD yönündeki kopma mukavemeti için
oluşturulan modele ait modifiye edilmiş varyans analizi tablosu Çizelge 5.26’da
verilmektedir. Çizelgede;
A: Kodlanmış polyester karışım bileşenini
B: Kodlanmış viskon karışım bileşenini
C: Kodlanmış gramaj proses bileşenini
D: Kodlanmış iğneleme yoğunluğu proses bileşenini göstermektedir.
Çizelge 5.26. MD yönündeki kopma mukavemeti için kurulan modele ait modifiye edilmiş varyans analizi tablosu
Kaynak Kareler Toplamı
Serbestlik Derecesi
Kareler Ortalaması
F Değeri Prob > F Anlamlılık
durumu Model 0.037727 10 0.003773 102.0329 < 0.0001 Anlamlı Lineer
Karışım 0.012655 1 0.012655 342.2595 < 0.0001 Anlamlı
AB 0.000467 1 0.000467 12.63965 0.0008 Anlamlı AC 0.008459 1 0.008459 228.7708 < 0.0001 Anlamlı AD 0.009849 1 0.009849 266.3626 < 0.0001 Anlamlı BC 0.000565 1 0.000565 15.26885 0.0003 Anlamlı BD 0.003401 1 0.003401 91.97245 < 0.0001 Anlamlı AD2 0.000955 1 0.000955 25.83932 < 0.0001 Anlamlı BD2 0.000326 1 0.000326 8.804129 0.0046 Anlamlı ACD 0.000487 1 0.000487 13.16806 0.0007 Anlamlı
AB(A-B) 0.000564 1 0.000564 15.24349 0.0003 Anlamlı Residual 0.001812 49 0.000037 Cor Total 0.039538 59
Çizelgeye göre; kumaşın MD yönündeki kopma mukavemetine en fazla etki
eden parametre F değeri en büyük hesaplanan (342.2595) lineer karışım oranları (A:
Polyester oranı ile B: Viskon oranı) olmakta; bu terimi sırayla AD (Polyester oranı
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
195
ve iğneleme yoğunluğu etkileşimi) ile AC (Polyester oranı ve gramaj etkileşimi)
takip etmektedir.
Seçilen modele göre; MD yönündeki kopma mukavemetini ifade eden
denklem gerçek faktörlerle aşağıda belirtildiği gibi elde edilmiştir. Denklemde P
polyester oranını, V viskon oranını göstermektedir. Örneğin; karışım oranı %75
polyester %25 viskon olan kumaş için denklemde P yerine 0.75, V yerine 0.25
yazılmalıdır. Ayrıca; eşitlikte yer alan G gramajı (g/m2), İY iğneleme yoğunluğunu
(iğneleme sayısı/cm2) ifade etmektedir.
(MD Kopma Muk.)0.48 = -0.05504 * P +0.02515 * V -0.02669 * P * V +0.00033 * P * G +0.00091 * P * İY +0.00019 * V * G +0.00067 * V * İY -0.0000026 * P * İY2 -0.0000015 * V * İY2 +0.0000027 * P * G * İY +0.05779 * P * V * (P-V) (5.11)
Çizelge 5.27’de ise, kurulan modele ait performans değerlerini gösteren
modelin özet istatistik verilerine yer verilmektedir. Çizelgeden %CV ve PRESS
değerlerinin arzu edildiği gibi düşük olduğu görülmektedir. Ayrıca; karışım ve proses
değişkenleri ile MD yönündeki kopma mukavemeti arasında R=0.9768’lik bir
korelasyon söz konusu olduğu tespit edilmiştir. Modelde yer alan bağımsız
değişkenlerin MD yönündeki kopma mukavemeti özelliğini açıklama oranı
(R2=0.9542) %95.42 olarak belirlenirken, düzeltilmiş R2 değeri 0.9448, Tahmin
edilen R2 ise 0.9290 gibi değerlerde elde edilmiştir. Bu değerlerin yüksek ve
birbirine yakın değerlerde olması, kurulan modelin kumaşların MD yönündeki
kopma mukavemeti özelliğini tahmin etmede başarılı sonuçlar vereceğini
göstermektedir.
Regresyon denklemiyle elde edilen değerlerin gerçek mukavemet değerleriyle
karşılaştırılmasını sağlayan ortalama mutlak hata (MAE) ve ortalama mutlak hata
yüzdeleri (MAPE) ayrıca hesaplanarak çizelgede verilmiştir. Buna göre; MAE
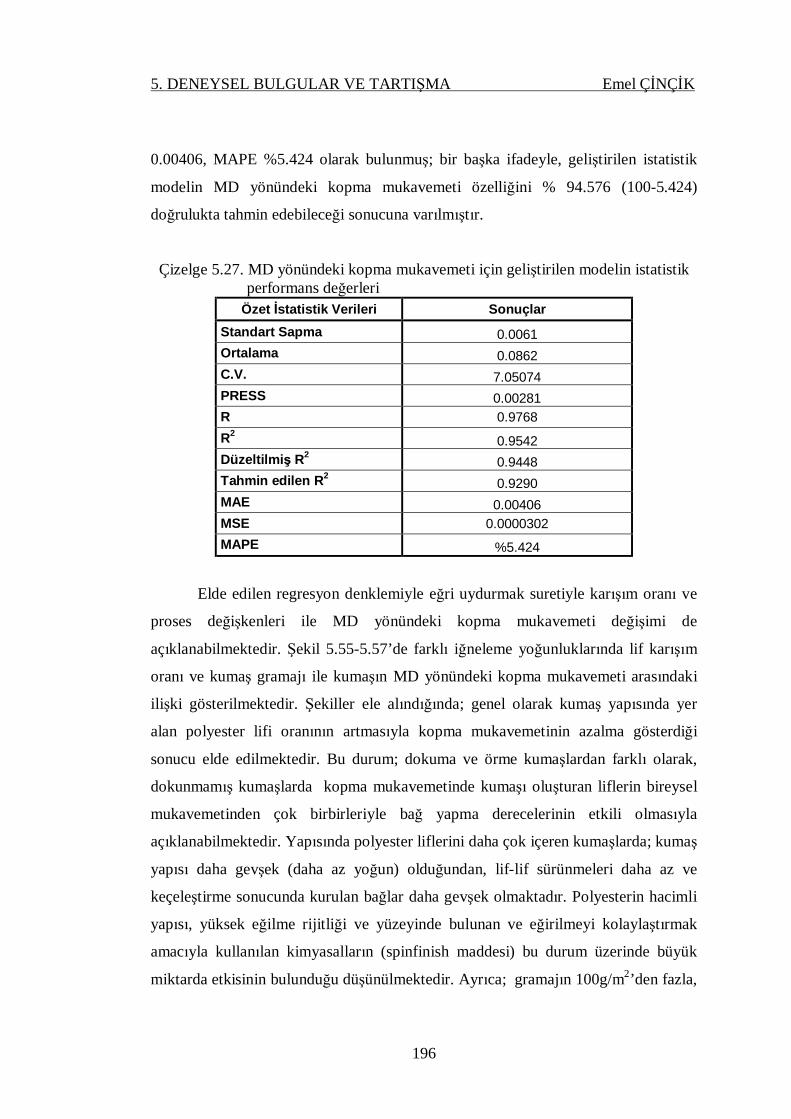
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
196
0.00406, MAPE %5.424 olarak bulunmuş; bir başka ifadeyle, geliştirilen istatistik
modelin MD yönündeki kopma mukavemeti özelliğini % 94.576 (100-5.424)
doğrulukta tahmin edebileceği sonucuna varılmıştır.
Çizelge 5.27. MD yönündeki kopma mukavemeti için geliştirilen modelin istatistik performans değerleri
Özet İstatistik Verileri Sonuçlar Standart Sapma 0.0061 Ortalama 0.0862 C.V. 7.05074 PRESS 0.00281 R 0.9768 R2 0.9542 Düzeltilmiş R2 0.9448 Tahmin edilen R2 0.9290 MAE 0.00406 MSE 0.0000302 MAPE %5.424
Elde edilen regresyon denklemiyle eğri uydurmak suretiyle karışım oranı ve
proses değişkenleri ile MD yönündeki kopma mukavemeti değişimi de
açıklanabilmektedir. Şekil 5.55-5.57’de farklı iğneleme yoğunluklarında lif karışım
oranı ve kumaş gramajı ile kumaşın MD yönündeki kopma mukavemeti arasındaki
ilişki gösterilmektedir. Şekiller ele alındığında; genel olarak kumaş yapısında yer
alan polyester lifi oranının artmasıyla kopma mukavemetinin azalma gösterdiği
sonucu elde edilmektedir. Bu durum; dokuma ve örme kumaşlardan farklı olarak,
dokunmamış kumaşlarda kopma mukavemetinde kumaşı oluşturan liflerin bireysel
mukavemetinden çok birbirleriyle bağ yapma derecelerinin etkili olmasıyla
açıklanabilmektedir. Yapısında polyester liflerini daha çok içeren kumaşlarda; kumaş
yapısı daha gevşek (daha az yoğun) olduğundan, lif-lif sürünmeleri daha az ve
keçeleştirme sonucunda kurulan bağlar daha gevşek olmaktadır. Polyesterin hacimli
yapısı, yüksek eğilme rijitliği ve yüzeyinde bulunan ve eğirilmeyi kolaylaştırmak
amacıyla kullanılan kimyasalların (spinfinish maddesi) bu durum üzerinde büyük
miktarda etkisinin bulunduğu düşünülmektedir. Ayrıca; gramajın 100g/m2’den fazla,
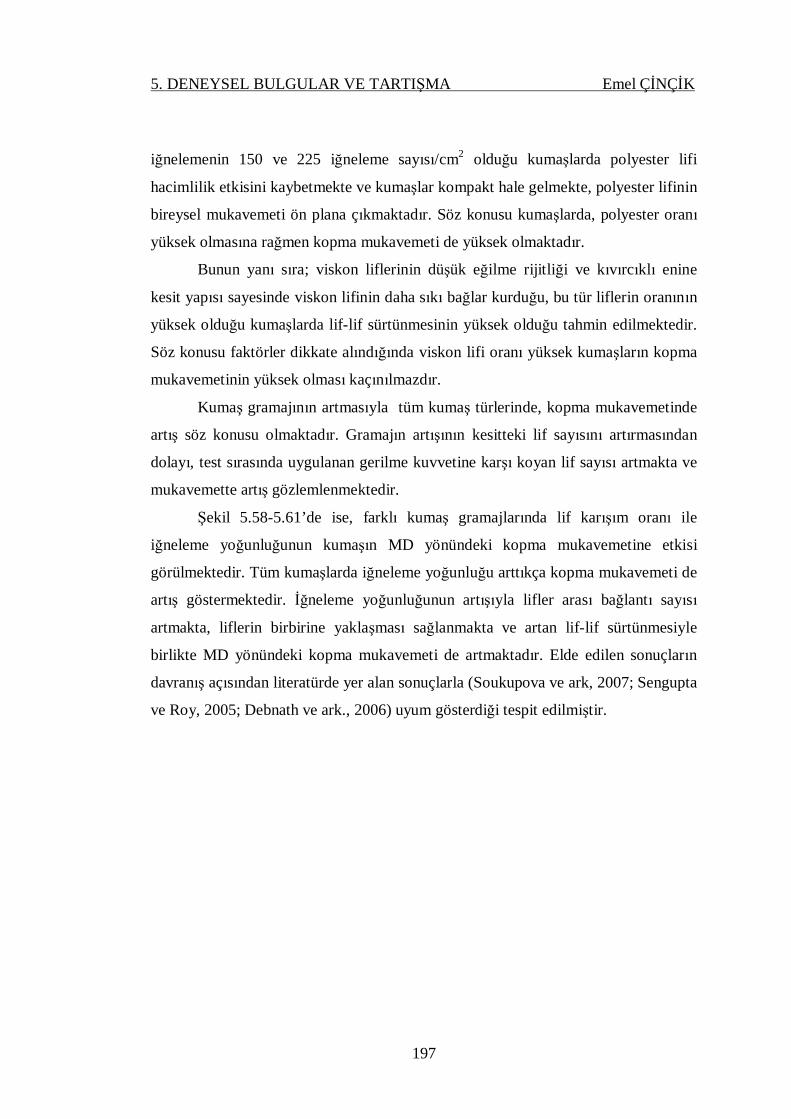
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
197
iğnelemenin 150 ve 225 iğneleme sayısı/cm2 olduğu kumaşlarda polyester lifi
hacimlilik etkisini kaybetmekte ve kumaşlar kompakt hale gelmekte, polyester lifinin
bireysel mukavemeti ön plana çıkmaktadır. Söz konusu kumaşlarda, polyester oranı
yüksek olmasına rağmen kopma mukavemeti de yüksek olmaktadır.
Bunun yanı sıra; viskon liflerinin düşük eğilme rijitliği ve kıvırcıklı enine
kesit yapısı sayesinde viskon lifinin daha sıkı bağlar kurduğu, bu tür liflerin oranının
yüksek olduğu kumaşlarda lif-lif sürtünmesinin yüksek olduğu tahmin edilmektedir.
Söz konusu faktörler dikkate alındığında viskon lifi oranı yüksek kumaşların kopma
mukavemetinin yüksek olması kaçınılmazdır.
Kumaş gramajının artmasıyla tüm kumaş türlerinde, kopma mukavemetinde
artış söz konusu olmaktadır. Gramajın artışının kesitteki lif sayısını artırmasından
dolayı, test sırasında uygulanan gerilme kuvvetine karşı koyan lif sayısı artmakta ve
mukavemette artış gözlemlenmektedir.
Şekil 5.58-5.61’de ise, farklı kumaş gramajlarında lif karışım oranı ile
iğneleme yoğunluğunun kumaşın MD yönündeki kopma mukavemetine etkisi
görülmektedir. Tüm kumaşlarda iğneleme yoğunluğu arttıkça kopma mukavemeti de
artış göstermektedir. İğneleme yoğunluğunun artışıyla lifler arası bağlantı sayısı
artmakta, liflerin birbirine yaklaşması sağlanmakta ve artan lif-lif sürtünmesiyle
birlikte MD yönündeki kopma mukavemeti de artmaktadır. Elde edilen sonuçların
davranış açısından literatürde yer alan sonuçlarla (Soukupova ve ark, 2007; Sengupta
ve Roy, 2005; Debnath ve ark., 2006) uyum gösterdiği tespit edilmiştir.

5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
198
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.55. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı- kumaşın MD yönündeki mukavemetinin değişimi
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
(MD
Kop
ma
Muk
.)0.48
Karışım Oranı Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
(MD
Kop
ma
Muk
.)0.48
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
(MD
Kop
ma
Muk
.)0.48
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
(MD
Kop
ma
Muk
.)0.48
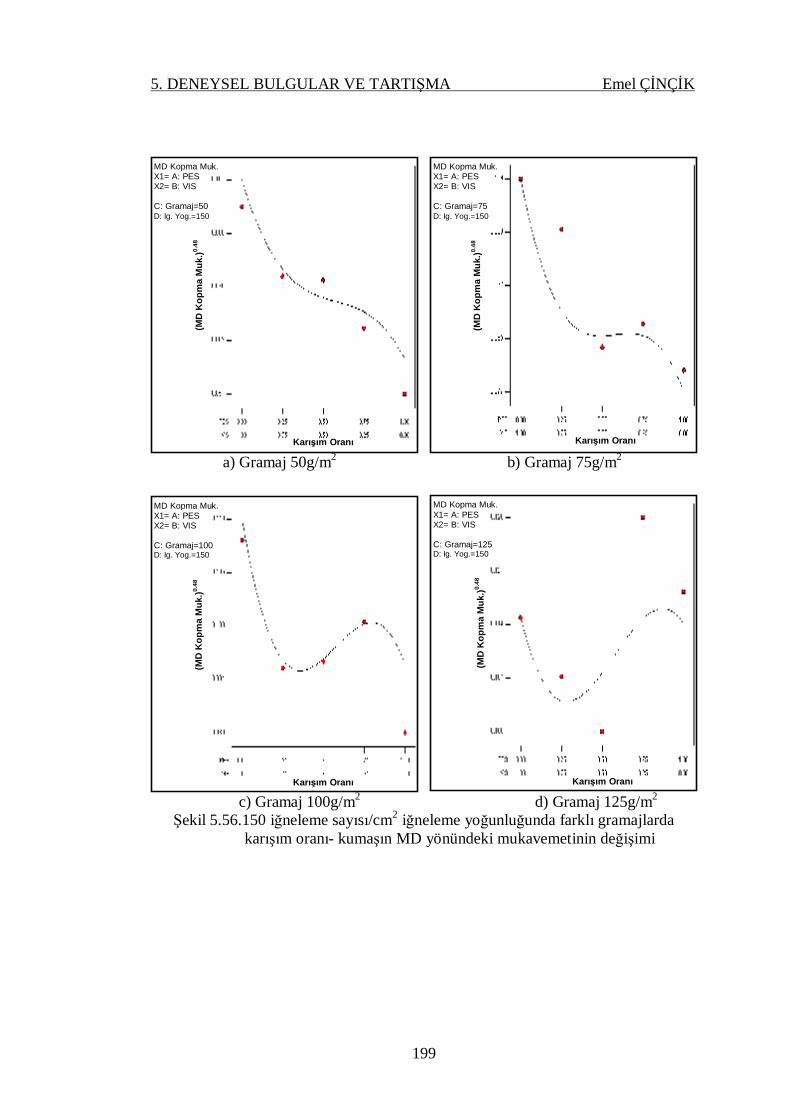
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
199
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.56.150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı- kumaşın MD yönündeki mukavemetinin değişimi
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
Karışım Oranı
(MD
Kop
ma
Muk
.)0.48
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
(MD
Kop
ma
Muk
.)0.48
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
(MD
Kop
ma
Muk
.)0.48
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
(MD
Kop
ma
Muk
.)0.48
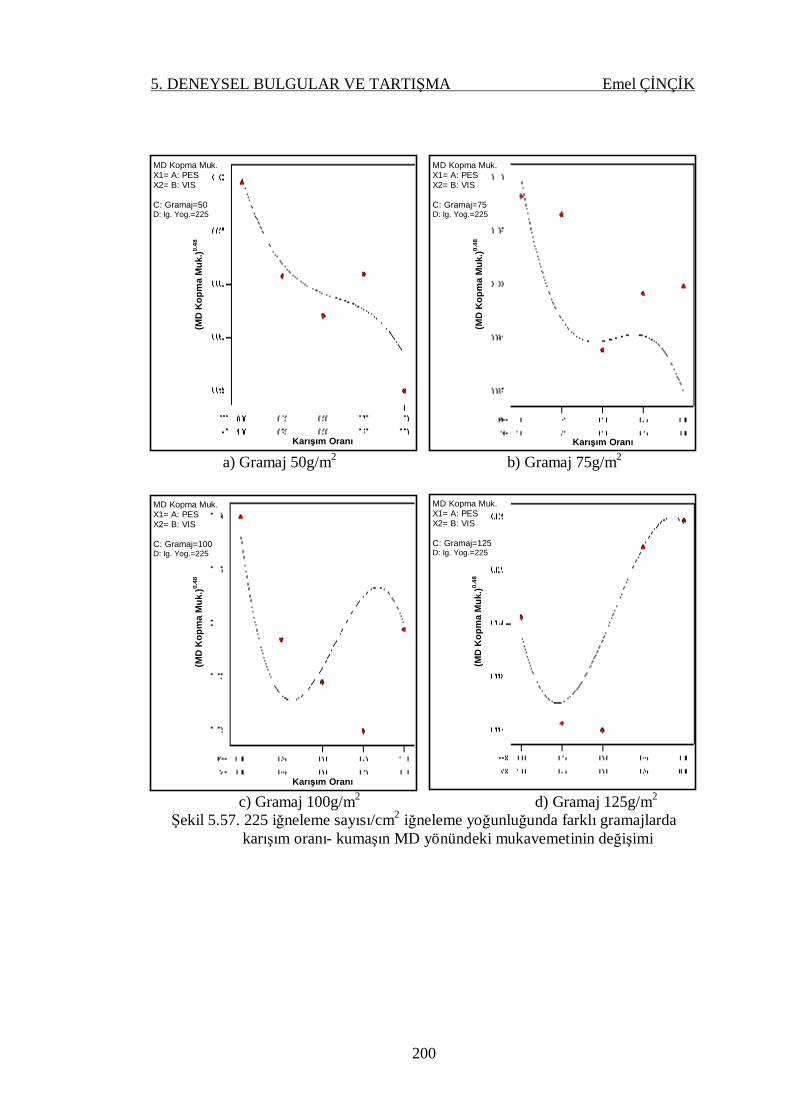
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
200
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.57. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı- kumaşın MD yönündeki mukavemetinin değişimi
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
(MD
Kop
ma
Muk
.)0.48
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
(MD
Kop
ma
Muk
.)0.48
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
(MD
Kop
ma
Muk
.)0.48
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
(MD
Kop
ma
Muk
.)0.48
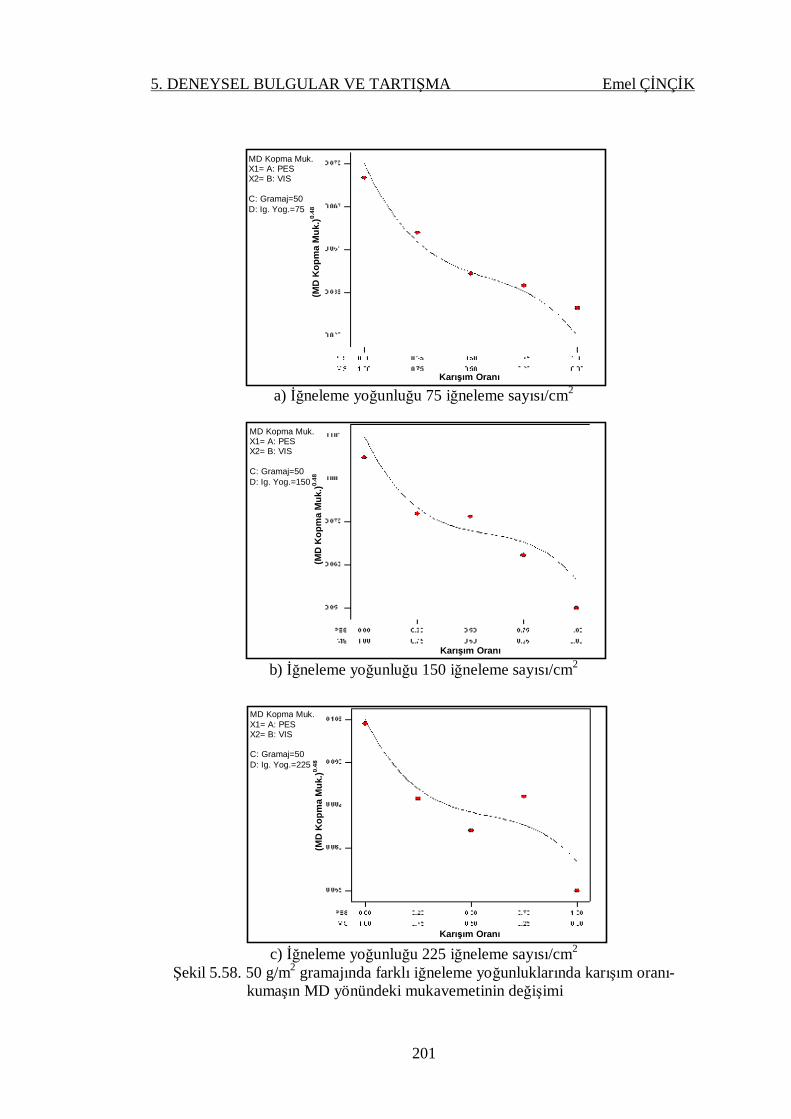
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
201
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.58. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaşın MD yönündeki mukavemetinin değişimi
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
(MD
Kop
ma
Muk
.)0.48
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
(MD
Kop
ma
Muk
.)0.48
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
(MD
Kop
ma
Muk
.)0.48
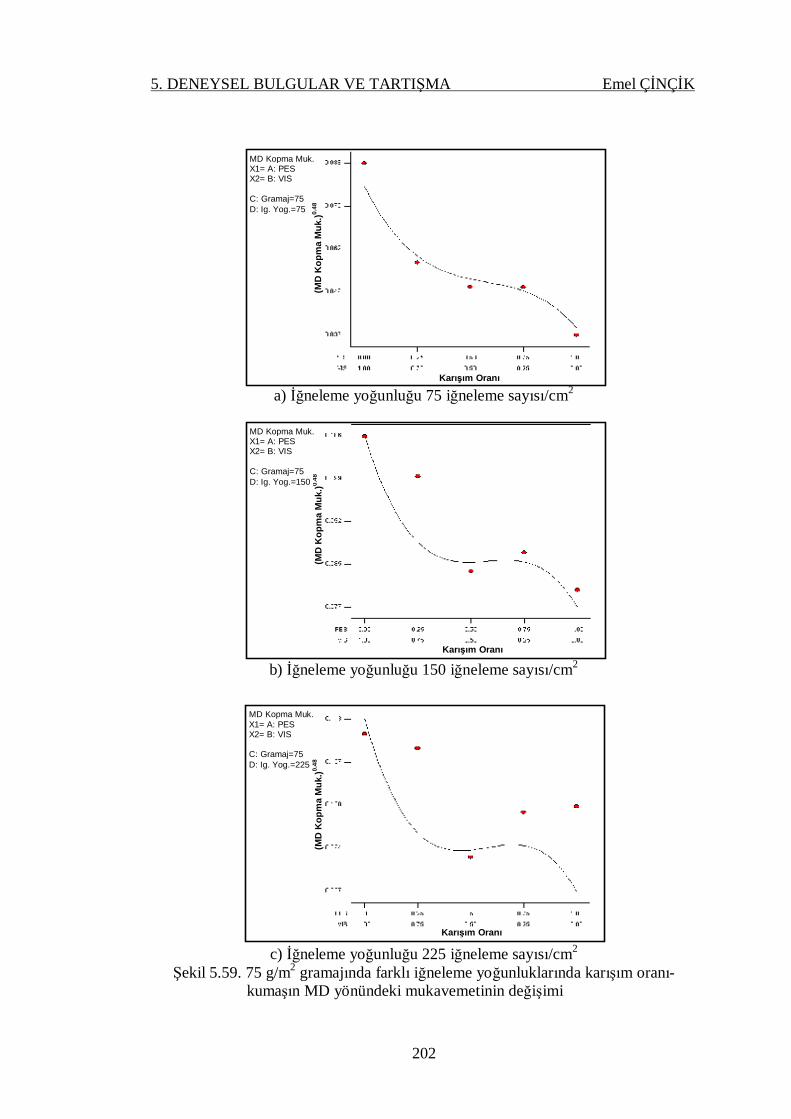
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
202
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.59. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaşın MD yönündeki mukavemetinin değişimi
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
(MD
Kop
ma
Muk
.)0.48
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
(MD
Kop
ma
Muk
.)0.48
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
(MD
Kop
ma
Muk
.)0.48
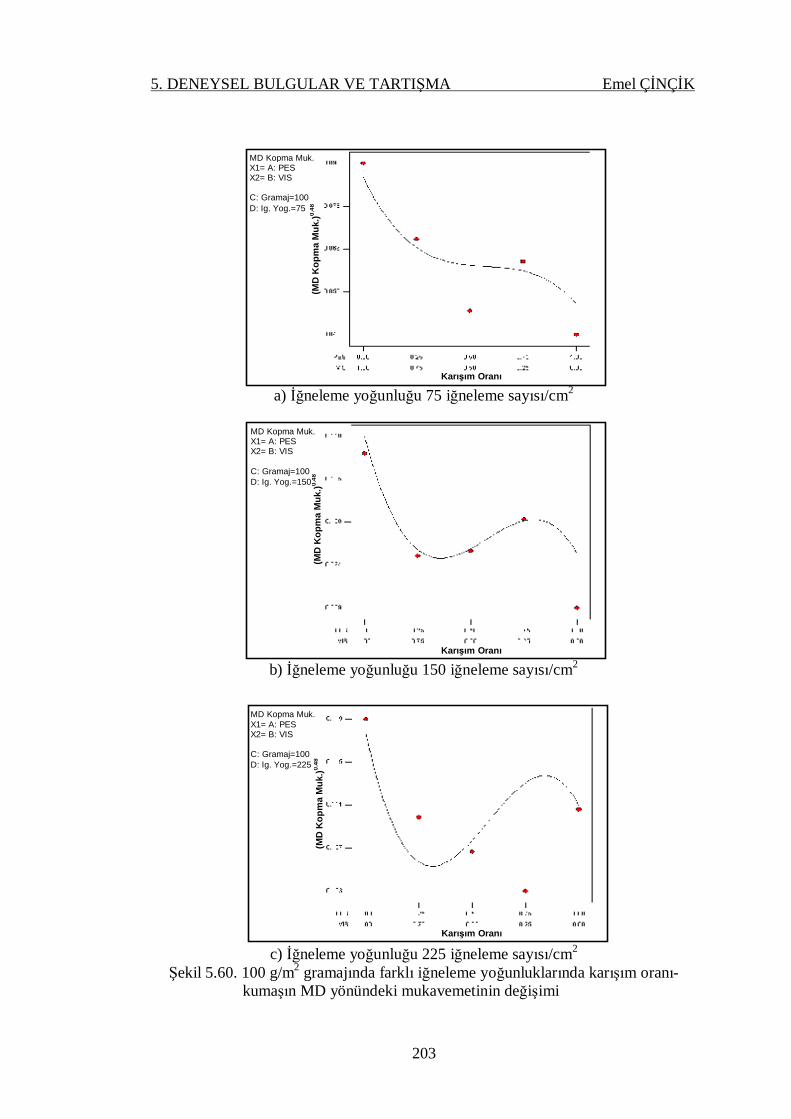
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
203
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.60. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaşın MD yönündeki mukavemetinin değişimi
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
(MD
Kop
ma
Muk
.)0.48
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
(MD
Kop
ma
Muk
.)0.48
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
(MD
Kop
ma
Muk
.)0.48
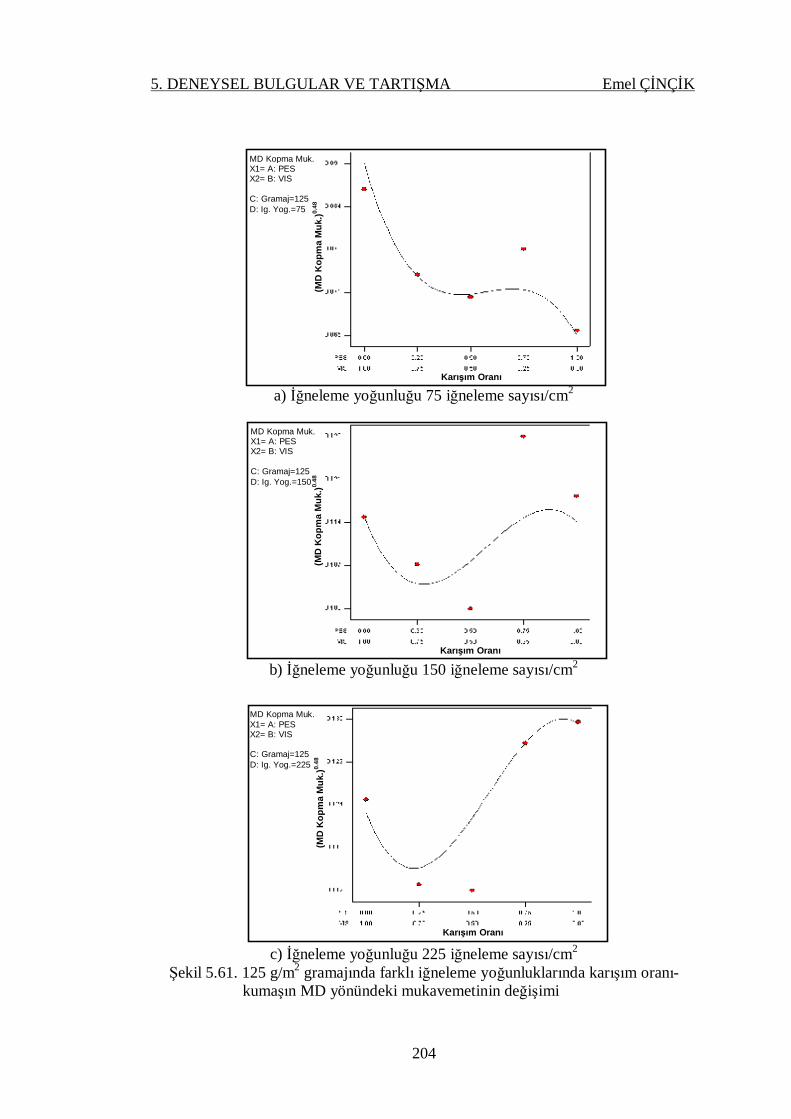
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
204
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.61. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaşın MD yönündeki mukavemetinin değişimi
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
(MD
Kop
ma
Muk
.)0.48
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
(MD
Kop
ma
Muk
.)0.48
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
(MD
Kop
ma
Muk
.)0.48

5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
205
CD Yönünün Kopma Mukavemeti İçin Geliştirilen İstatistik Model
CD yönündeki kopma mukavemeti verileri programa girildikten sonra, kopma
mukavemeti özelliğini seçilen faktörlerle açıklayabilen en uygun modelin tespiti
yapılmış, söz konusu özellik için en uygun modelin MD yönü için de geliştirilen
Kübik X Kuadratik Karışım X Proses çapraz dizaynı olduğu belirlenmiştir. Bu
modelin artıklarının analizi yapılarak artıkların normal dağılıma uygun olup olmadığı
ve tahmin edilen veriler karşısında rastgele dağılıp dağılmadığı kontrol edilmiştir.
Şekil 5.62’den de takip edilebileceği gibi, kumaşın CD yönündeki kopma
mukavemeti için Kübik X Kuadratik çapraz model uygulandığında oluşan artıkların
normal dağılıma uygun olduğu anlaşılmaktadır. Fakat; model artıklarının model
vasıtasıyla tahminlenen değerlere karşı dağılımının rastgele olmadığı, dışa doğru
açılan huni şeklinde bir dağılımın söz konusu olduğu görülmektedir.
a) Normal dağılım b) Tahmin edilen değerlere karşı dağılımı Şekil 5.62. CD yönündeki kopma mukavemeti için model artıklarının dağılımı
Bu durumda; bağımlı değişkenler arasındaki değişken varyansı sabit hale
getirebilmek amacıyla bağımlı değişkenlere dönüşüm uygulanmıştır. Dönüşüm
türlerinden, model artıklarının tahmin edilen değerlere karşı dağılımına en çok
benzeyen şekle sahip olan üstel fonksiyonlu dönüşüm tercih edilmiş, deneme
yanılma yoluyla üstel fonksiyonun üssünün ne olacağı belirlenmiştir. Denemeler
Nor
mal
ola
sılık
Model artıkları
Mod
el a
rtık
ları
Tahmin edilen değerler
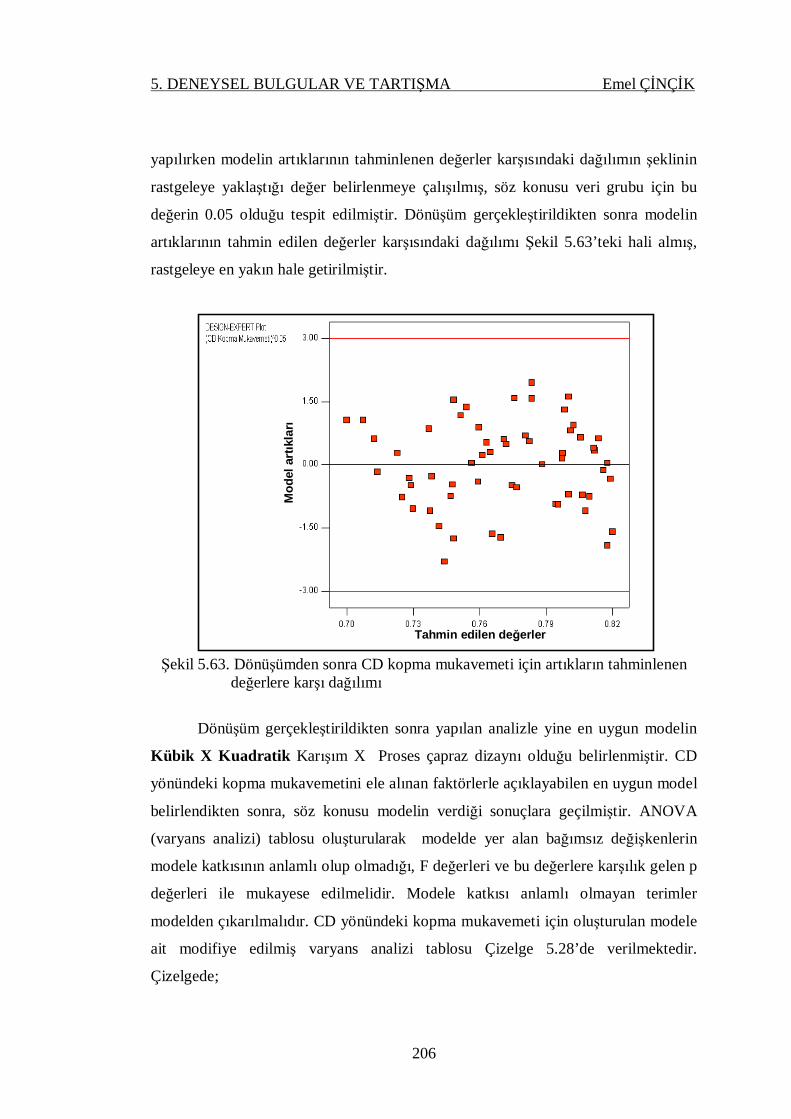
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
206
yapılırken modelin artıklarının tahminlenen değerler karşısındaki dağılımın şeklinin
rastgeleye yaklaştığı değer belirlenmeye çalışılmış, söz konusu veri grubu için bu
değerin 0.05 olduğu tespit edilmiştir. Dönüşüm gerçekleştirildikten sonra modelin
artıklarının tahmin edilen değerler karşısındaki dağılımı Şekil 5.63’teki hali almış,
rastgeleye en yakın hale getirilmiştir.
Şekil 5.63. Dönüşümden sonra CD kopma mukavemeti için artıkların tahminlenen değerlere karşı dağılımı
Dönüşüm gerçekleştirildikten sonra yapılan analizle yine en uygun modelin
Kübik X Kuadratik Karışım X Proses çapraz dizaynı olduğu belirlenmiştir. CD
yönündeki kopma mukavemetini ele alınan faktörlerle açıklayabilen en uygun model
belirlendikten sonra, söz konusu modelin verdiği sonuçlara geçilmiştir. ANOVA
(varyans analizi) tablosu oluşturularak modelde yer alan bağımsız değişkenlerin
modele katkısının anlamlı olup olmadığı, F değerleri ve bu değerlere karşılık gelen p
değerleri ile mukayese edilmelidir. Modele katkısı anlamlı olmayan terimler
modelden çıkarılmalıdır. CD yönündeki kopma mukavemeti için oluşturulan modele
ait modifiye edilmiş varyans analizi tablosu Çizelge 5.28’de verilmektedir.
Çizelgede;
Mod
el a
rtık
ları
Tahmin edilen değerler
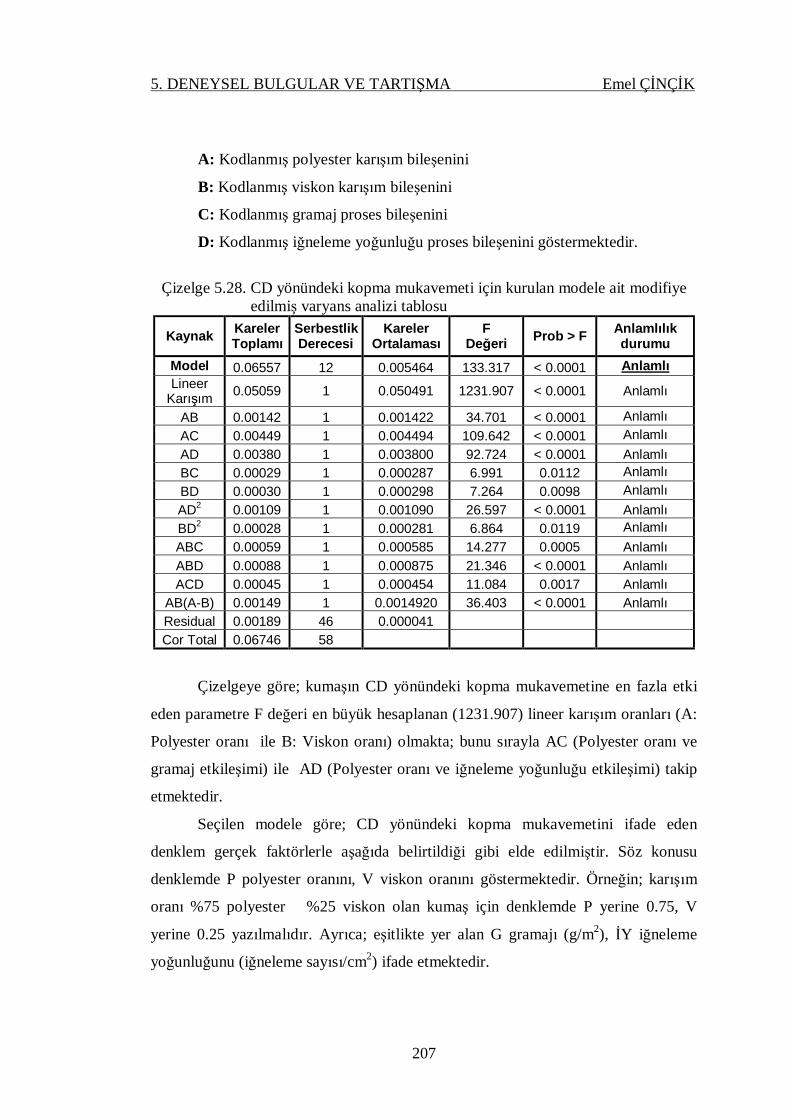
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
207
A: Kodlanmış polyester karışım bileşenini
B: Kodlanmış viskon karışım bileşenini
C: Kodlanmış gramaj proses bileşenini
D: Kodlanmış iğneleme yoğunluğu proses bileşenini göstermektedir.
Çizelge 5.28. CD yönündeki kopma mukavemeti için kurulan modele ait modifiye
edilmiş varyans analizi tablosu
Kaynak Kareler Toplamı
Serbestlik Derecesi
Kareler Ortalaması
F Değeri Prob > F Anlamlılık
durumu Model 0.06557 12 0.005464 133.317 < 0.0001 Anlamlı Lineer
Karışım 0.05059 1 0.050491 1231.907 < 0.0001 Anlamlı
AB 0.00142 1 0.001422 34.701 < 0.0001 Anlamlı AC 0.00449 1 0.004494 109.642 < 0.0001 Anlamlı AD 0.00380 1 0.003800 92.724 < 0.0001 Anlamlı BC 0.00029 1 0.000287 6.991 0.0112 Anlamlı BD 0.00030 1 0.000298 7.264 0.0098 Anlamlı AD2 0.00109 1 0.001090 26.597 < 0.0001 Anlamlı BD2 0.00028 1 0.000281 6.864 0.0119 Anlamlı ABC 0.00059 1 0.000585 14.277 0.0005 Anlamlı ABD 0.00088 1 0.000875 21.346 < 0.0001 Anlamlı ACD 0.00045 1 0.000454 11.084 0.0017 Anlamlı
AB(A-B) 0.00149 1 0.0014920 36.403 < 0.0001 Anlamlı Residual 0.00189 46 0.000041 Cor Total 0.06746 58
Çizelgeye göre; kumaşın CD yönündeki kopma mukavemetine en fazla etki
eden parametre F değeri en büyük hesaplanan (1231.907) lineer karışım oranları (A:
Polyester oranı ile B: Viskon oranı) olmakta; bunu sırayla AC (Polyester oranı ve
gramaj etkileşimi) ile AD (Polyester oranı ve iğneleme yoğunluğu etkileşimi) takip
etmektedir.
Seçilen modele göre; CD yönündeki kopma mukavemetini ifade eden
denklem gerçek faktörlerle aşağıda belirtildiği gibi elde edilmiştir. Söz konusu
denklemde P polyester oranını, V viskon oranını göstermektedir. Örneğin; karışım
oranı %75 polyester %25 viskon olan kumaş için denklemde P yerine 0.75, V
yerine 0.25 yazılmalıdır. Ayrıca; eşitlikte yer alan G gramajı (g/m2), İY iğneleme
yoğunluğunu (iğneleme sayısı/cm2) ifade etmektedir.
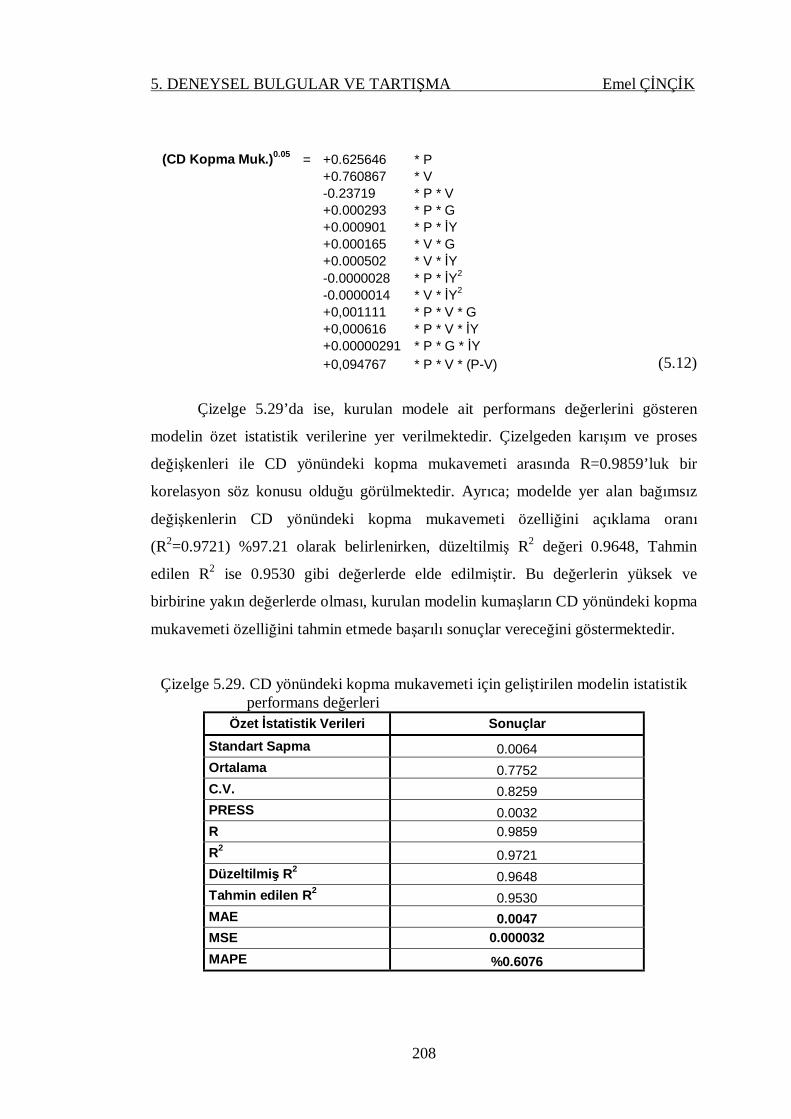
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
208
(CD Kopma Muk.)0.05 = +0.625646 * P +0.760867 * V -0.23719 * P * V +0.000293 * P * G +0.000901 * P * İY +0.000165 * V * G +0.000502 * V * İY -0.0000028 * P * İY2 -0.0000014 * V * İY2 +0,001111 * P * V * G +0,000616 * P * V * İY +0.00000291 * P * G * İY +0,094767 * P * V * (P-V) (5.12)
Çizelge 5.29’da ise, kurulan modele ait performans değerlerini gösteren
modelin özet istatistik verilerine yer verilmektedir. Çizelgeden karışım ve proses
değişkenleri ile CD yönündeki kopma mukavemeti arasında R=0.9859’luk bir
korelasyon söz konusu olduğu görülmektedir. Ayrıca; modelde yer alan bağımsız
değişkenlerin CD yönündeki kopma mukavemeti özelliğini açıklama oranı
(R2=0.9721) %97.21 olarak belirlenirken, düzeltilmiş R2 değeri 0.9648, Tahmin
edilen R2 ise 0.9530 gibi değerlerde elde edilmiştir. Bu değerlerin yüksek ve
birbirine yakın değerlerde olması, kurulan modelin kumaşların CD yönündeki kopma
mukavemeti özelliğini tahmin etmede başarılı sonuçlar vereceğini göstermektedir.
Çizelge 5.29. CD yönündeki kopma mukavemeti için geliştirilen modelin istatistik performans değerleri
Özet İstatistik Verileri Sonuçlar Standart Sapma 0.0064 Ortalama 0.7752 C.V. 0.8259 PRESS 0.0032 R 0.9859 R2 0.9721 Düzeltilmiş R2 0.9648 Tahmin edilen R2 0.9530 MAE 0.0047 MSE 0.000032 MAPE %0.6076
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
209
Regresyon denklemiyle elde edilen değerlerin gerçek mukavemet değerleriyle
karşılaştırılmasını sağlayan ortalama mutlak hata (MAE) ve ortalama mutlak hata
yüzdeleri (MAPE) ayrıca hesaplanarak çizelgede verilmiştir. Buna göre; MAE
0.0047, MAPE %0.6076 olarak bulunmuş; bir başka ifadeyle, geliştirilen istatistik
modelin CD yönündeki kopma mukavemeti özelliğini % 99.3924 (100-0.6076)
doğrulukta tahmin edebileceği sonucuna varılmıştır.
Elde edilen regresyon denklemiyle eğri uydurmak suretiyle karışım oranı ve
proses değişkenleri ile CD yönündeki kopma mukavemeti değişimi de
açıklanabilmektedir. Şekil 5.64-5.66’da farklı iğneleme yoğunluklarında lif karışım
oranı ve kumaş gramajı ile kumaşın CD yönündeki kopma mukavemeti arasındaki
ilişki gösterilmektedir. Şekiller ele alındığında; CD yönünde de MD yönündeki
sonuçlara benzer sonuçların alındığı görülmektedir. MD yönünde de olduğu gibi,
kumaş yapısında yer alan polyester lifi oranının artmasıyla kopma mukavemetinin
azalma gösterdiği, gramajın 100g/m2’den fazla, iğnelemenin 150 ve 225 iğneleme
sayısı/cm2 olduğu kumaşlarda ise kopma mukavemetinin yükselişe geçtiği
belirlenmektedir. Kumaş gramajının artmasıyla tüm kumaş türlerinde, kopma
mukavemetinde artış söz konusu olmaktadır.
Şekil 5.67-5.70’te ise, farklı kumaş gramajlarında lif karım oranı ile iğneleme
yoğunluğunun kumaşın CD yönündeki kopma mukavemetine etkisi görülmektedir.
Tüm kumaşlarda iğneleme yoğunluğu arttıkça CD yönündeki kopma mukavemeti de
MD yönündeki gibi artış göstermektedir.
MD yönündeki kopma mukavemeti ile CD yönündeki kopma mukavemeti
karşılaştırıldığında; düşük gramajlarda mukavemet değerlerinin birbirine yakın
olduğu, gramaj ve iğneleme yoğunluğundaki artışla CD yönündeki mukavemetin
diğer yöndeki mukavemete göre daha yüksek olduğu gözlemlenmektedir. Sonuçların
bu şekilde olmasında; çapraz serimin etkisi olduğu düşünülmektedir. Bu tür serimle
elde edilen kumaşlarda liflerin daha çok CD yönünde yönlendirilmesinden kaynaklı
olarak söz konusu yönde mukavemet üstünlüğü olduğu söylenebilmektedir. Düşük
gramajlarda, yapıda bulunan az sayıdaki liflerin birbirine sürtünme derecesinin az
olduğu ve çapraz serimin etkisinin bu kumaşlarda görülmediği tahmin edilmektedir
(Soukupova ve ark, 2007; Sengupta ve Roy, 2005; Debnath ve ark., 2006).
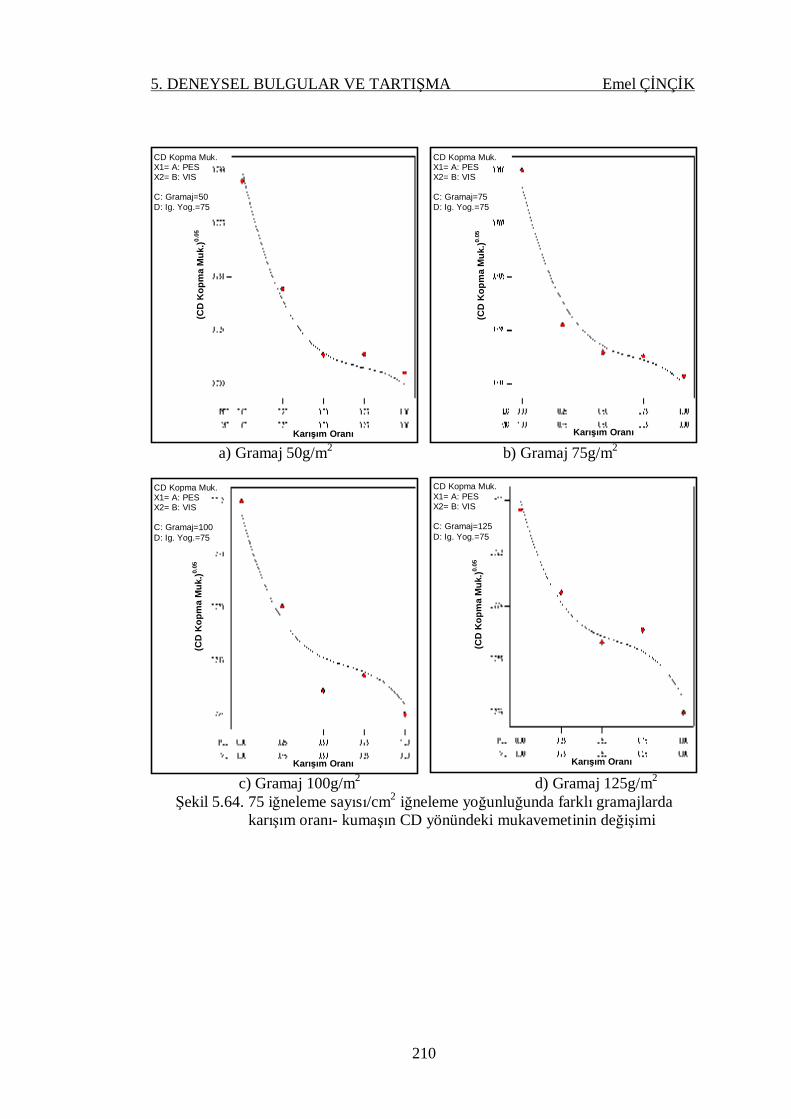
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
210
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.64. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı- kumaşın CD yönündeki mukavemetinin değişimi
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
(CD
Kop
ma
Muk
.)0.05
Karışım Oranı Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
(CD
Kop
ma
Muk
.)0.05
Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
(CD
Kop
ma
Muk
.)0.05
Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
(CD
Kop
ma
Muk
.)0.05
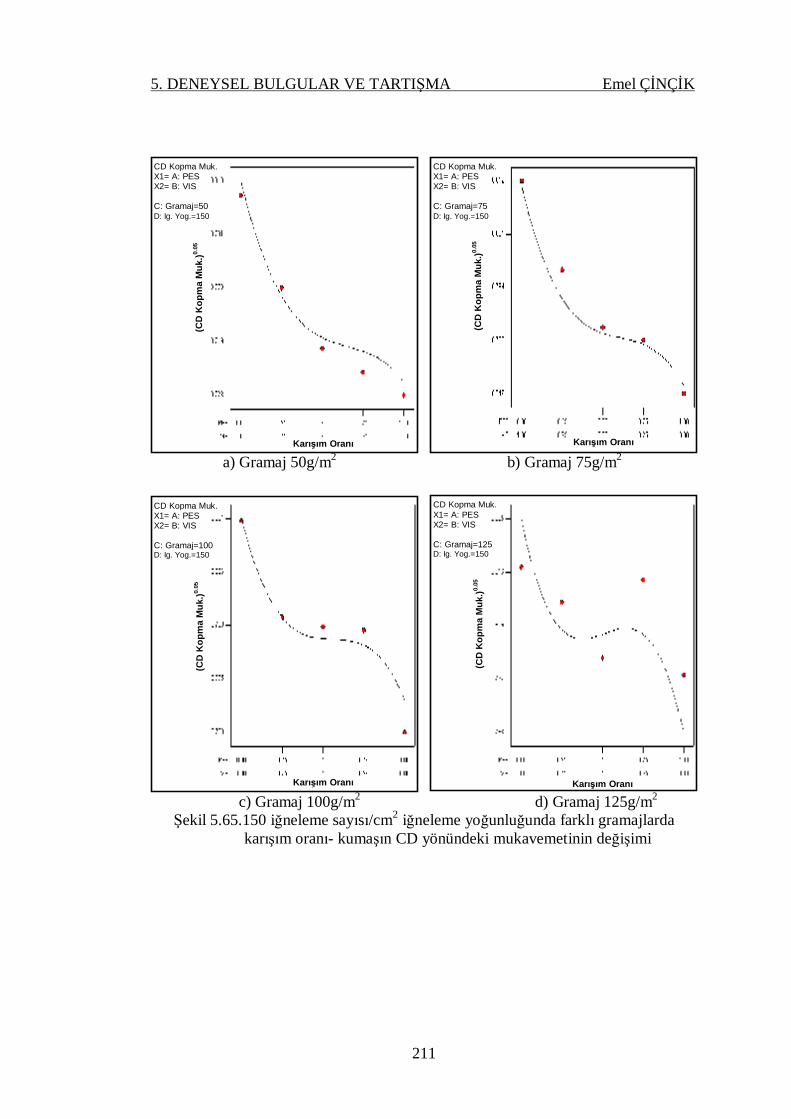
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
211
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.65.150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı- kumaşın CD yönündeki mukavemetinin değişimi
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
Karışım Oranı
(CD
Kop
ma
Muk
.)0.05
Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
(CD
Kop
ma
Muk
.)0.05
Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
(CD
Kop
ma
Muk
.)0.05
Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
(CD
Kop
ma
Muk
.)0.05
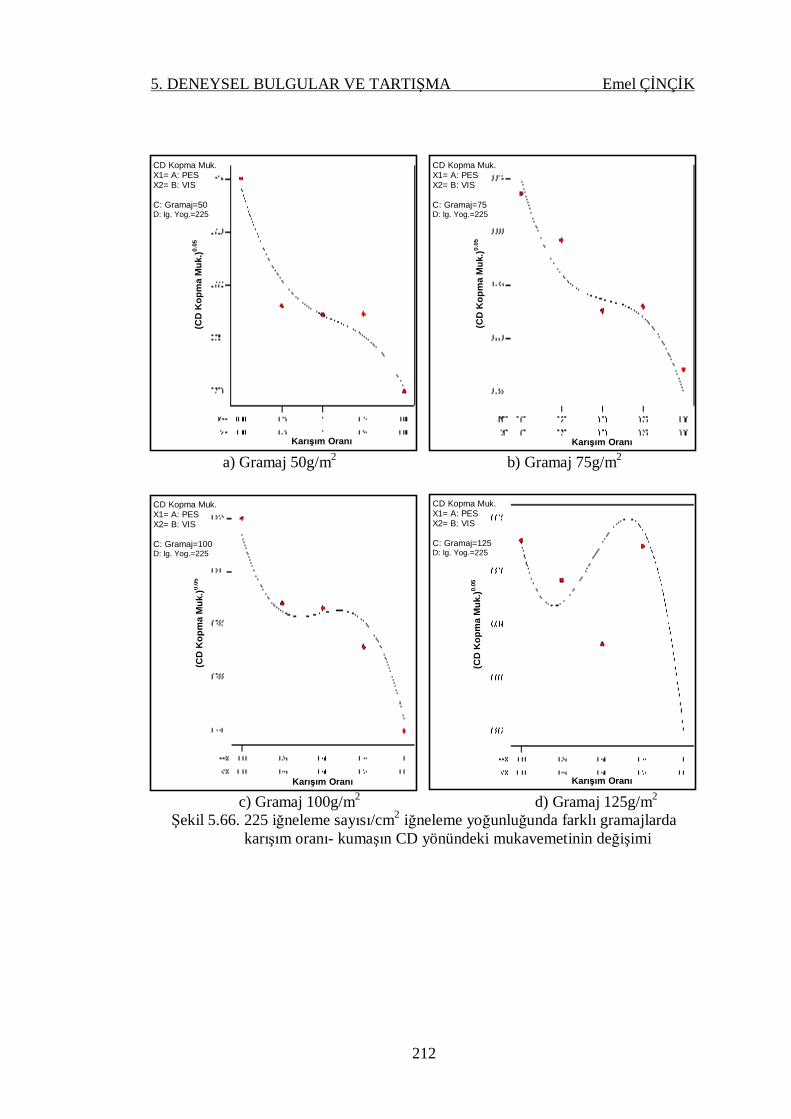
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
212
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.66. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı- kumaşın CD yönündeki mukavemetinin değişimi
Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
(CD
Kop
ma
Muk
.)0.05
Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
(CD
Kop
ma
Muk
.)0.05
Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
(CD
Kop
ma
Muk
.)0.05
Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
(CD
Kop
ma
Muk
.)0.05
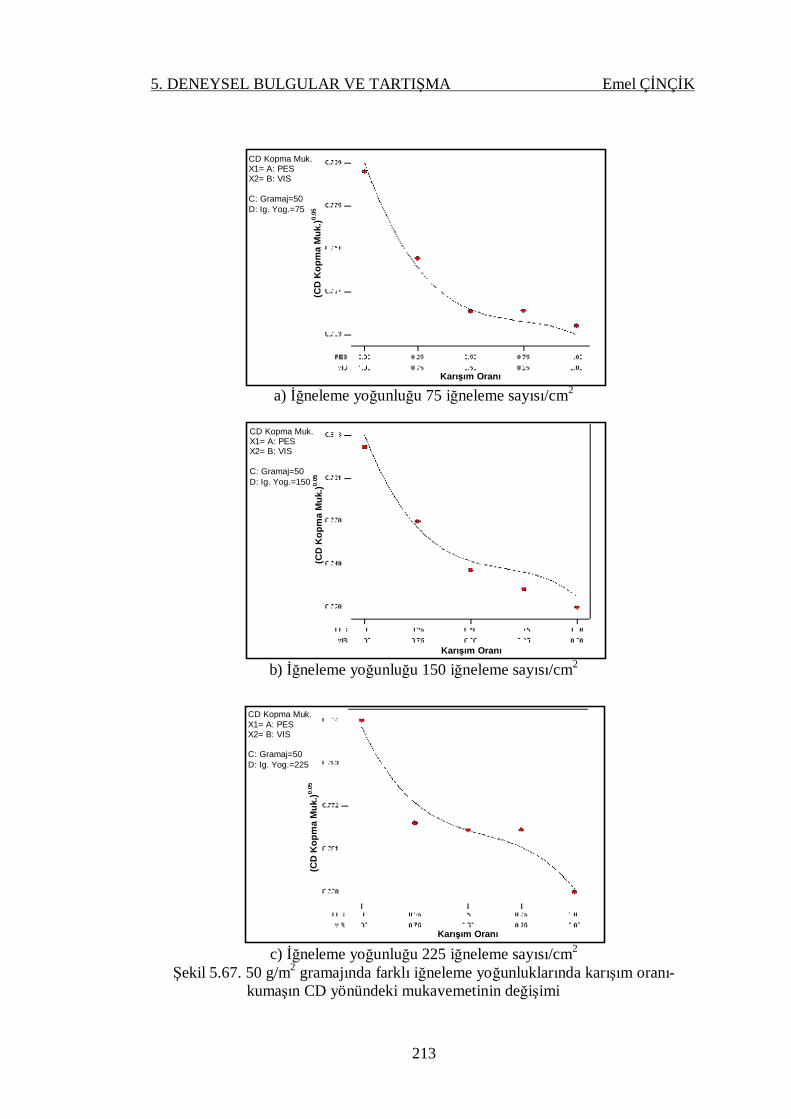
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
213
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.67. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaşın CD yönündeki mukavemetinin değişimi
Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
(CD
Kop
ma
Muk
.)0.05
Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
(CD
Kop
ma
Muk
.)0.05
Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
(CD
Kop
ma
Muk
.)0.05
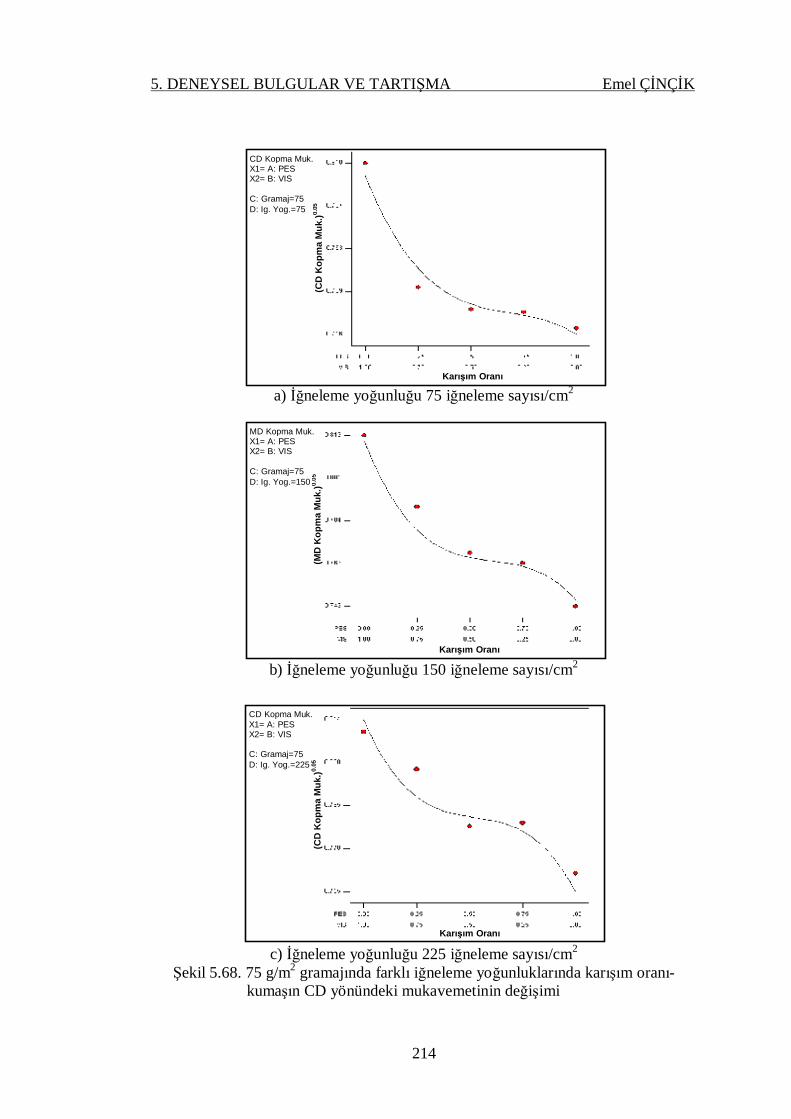
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
214
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.68. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaşın CD yönündeki mukavemetinin değişimi
Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
(CD
Kop
ma
Muk
.)0.05
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
(MD
Kop
ma
Muk
.)0.05
Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
(CD
Kop
ma
Muk
.)0.05

5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
215
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.69. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaşın CD yönündeki mukavemetinin değişimi
Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
(MD
Kop
ma
Muk
.)0.05
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
(MD
Kop
ma
Muk
.)0.05
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
(MD
Kop
ma
Muk
.)0.05
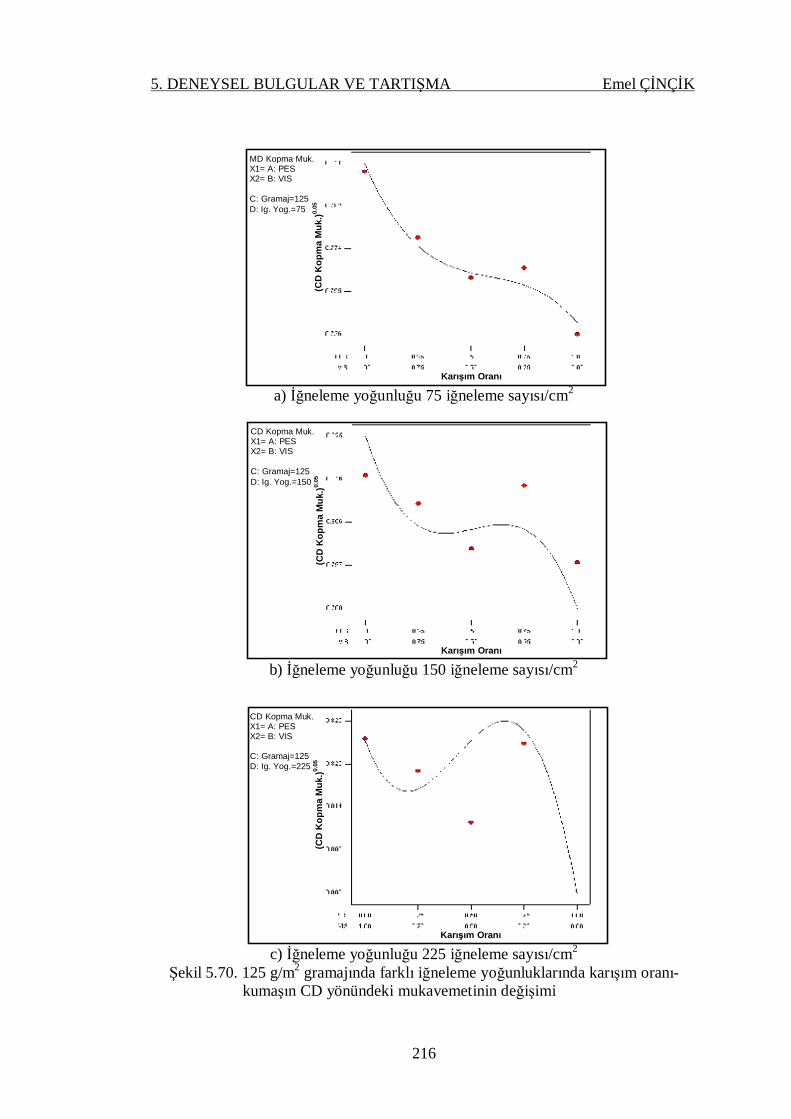
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
216
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.70. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaşın CD yönündeki mukavemetinin değişimi
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
(CD
Kop
ma
Muk
.)0.05
Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
(CD
Kop
ma
Muk
.)0.05
Karışım Oranı
CD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
(CD
Kop
ma
Muk
.)0.05
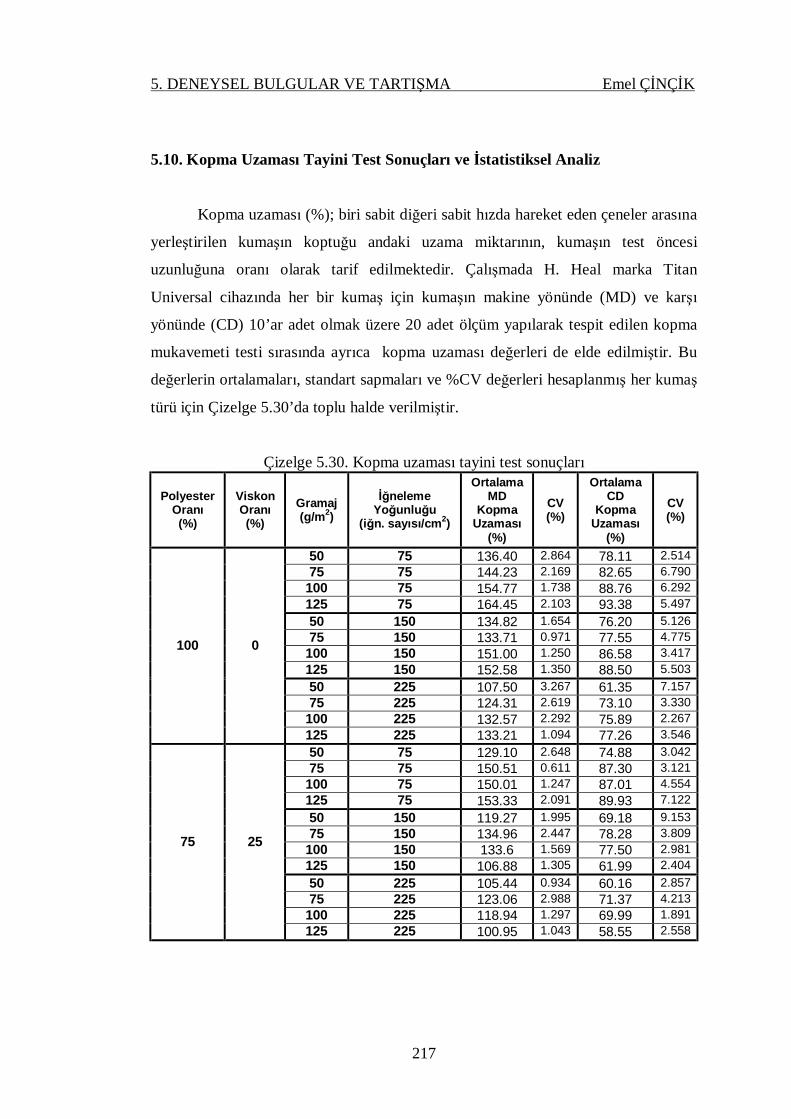
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
217
5.10. Kopma Uzaması Tayini Test Sonuçları ve İstatistiksel Analiz
Kopma uzaması (%); biri sabit diğeri sabit hızda hareket eden çeneler arasına
yerleştirilen kumaşın koptuğu andaki uzama miktarının, kumaşın test öncesi
uzunluğuna oranı olarak tarif edilmektedir. Çalışmada H. Heal marka Titan
Universal cihazında her bir kumaş için kumaşın makine yönünde (MD) ve karşı
yönünde (CD) 10’ar adet olmak üzere 20 adet ölçüm yapılarak tespit edilen kopma
mukavemeti testi sırasında ayrıca kopma uzaması değerleri de elde edilmiştir. Bu
değerlerin ortalamaları, standart sapmaları ve %CV değerleri hesaplanmış her kumaş
türü için Çizelge 5.30’da toplu halde verilmiştir.
Çizelge 5.30. Kopma uzaması tayini test sonuçları
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu
(iğn. sayısı/cm2)
Ortalama MD
Kopma Uzaması
(%)
CV (%)
Ortalama CD
Kopma Uzaması
(%)
CV (%)
100 0
50 75 136.40 2.864 78.11 2.514 75 75 144.23 2.169 82.65 6.790
100 75 154.77 1.738 88.76 6.292 125 75 164.45 2.103 93.38 5.497 50 150 134.82 1.654 76.20 5.126 75 150 133.71 0.971 77.55 4.775
100 150 151.00 1.250 86.58 3.417 125 150 152.58 1.350 88.50 5.503 50 225 107.50 3.267 61.35 7.157 75 225 124.31 2.619 73.10 3.330
100 225 132.57 2.292 75.89 2.267 125 225 133.21 1.094 77.26 3.546
75 25
50 75 129.10 2.648 74.88 3.042 75 75 150.51 0.611 87.30 3.121
100 75 150.01 1.247 87.01 4.554 125 75 153.33 2.091 89.93 7.122 50 150 119.27 1.995 69.18 9.153 75 150 134.96 2.447 78.28 3.809
100 150 133.6 1.569 77.50 2.981 125 150 106.88 1.305 61.99 2.404 50 225 105.44 0.934 60.16 2.857 75 225 123.06 2.988 71.37 4.213
100 225 118.94 1.297 69.99 1.891 125 225 100.95 1.043 58.55 2.558
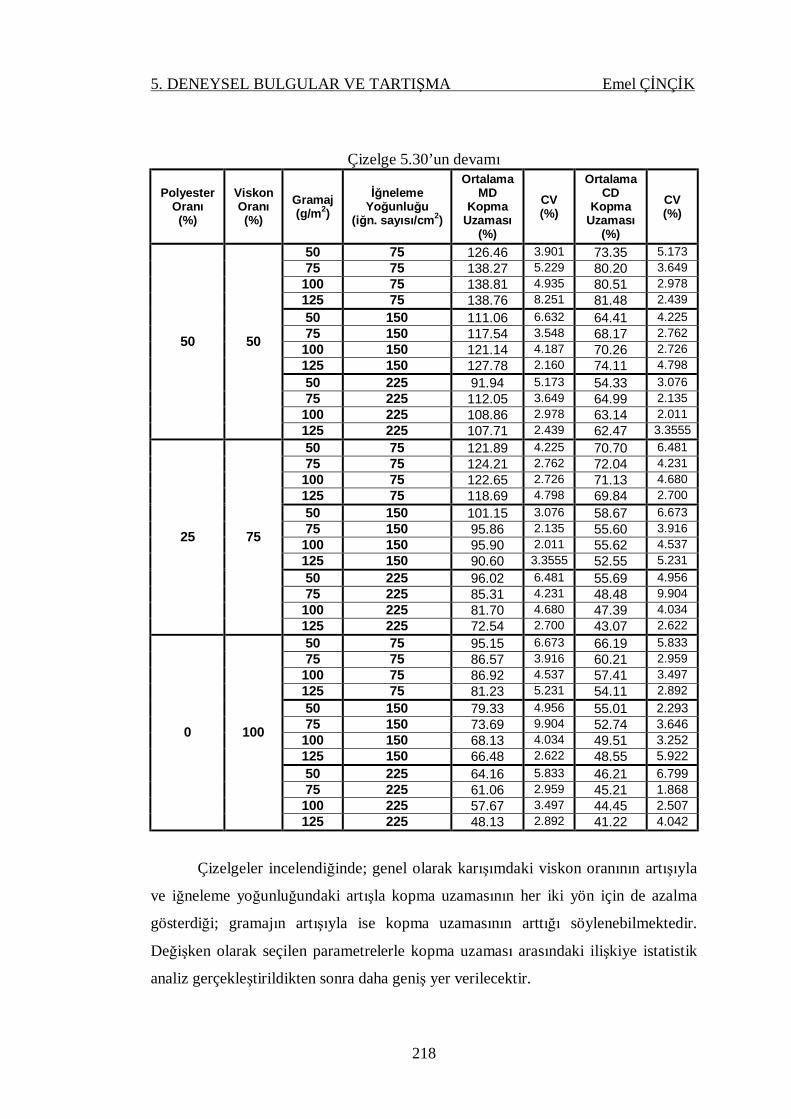
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
218
Çizelge 5.30’un devamı
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu
(iğn. sayısı/cm2)
Ortalama MD
Kopma Uzaması
(%)
CV (%)
Ortalama CD
Kopma Uzaması
(%)
CV (%)
50 50
50 75 126.46 3.901 73.35 5.173 75 75 138.27 5.229 80.20 3.649
100 75 138.81 4.935 80.51 2.978 125 75 138.76 8.251 81.48 2.439 50 150 111.06 6.632 64.41 4.225 75 150 117.54 3.548 68.17 2.762
100 150 121.14 4.187 70.26 2.726 125 150 127.78 2.160 74.11 4.798 50 225 91.94 5.173 54.33 3.076 75 225 112.05 3.649 64.99 2.135
100 225 108.86 2.978 63.14 2.011 125 225 107.71 2.439 62.47 3.3555
25 75
50 75 121.89 4.225 70.70 6.481 75 75 124.21 2.762 72.04 4.231
100 75 122.65 2.726 71.13 4.680 125 75 118.69 4.798 69.84 2.700 50 150 101.15 3.076 58.67 6.673 75 150 95.86 2.135 55.60 3.916
100 150 95.90 2.011 55.62 4.537 125 150 90.60 3.3555 52.55 5.231 50 225 96.02 6.481 55.69 4.956 75 225 85.31 4.231 48.48 9.904
100 225 81.70 4.680 47.39 4.034 125 225 72.54 2.700 43.07 2.622
0 100
50 75 95.15 6.673 66.19 5.833 75 75 86.57 3.916 60.21 2.959
100 75 86.92 4.537 57.41 3.497 125 75 81.23 5.231 54.11 2.892 50 150 79.33 4.956 55.01 2.293 75 150 73.69 9.904 52.74 3.646
100 150 68.13 4.034 49.51 3.252 125 150 66.48 2.622 48.55 5.922 50 225 64.16 5.833 46.21 6.799 75 225 61.06 2.959 45.21 1.868
100 225 57.67 3.497 44.45 2.507 125 225 48.13 2.892 41.22 4.042
Çizelgeler incelendiğinde; genel olarak karışımdaki viskon oranının artışıyla
ve iğneleme yoğunluğundaki artışla kopma uzamasının her iki yön için de azalma
gösterdiği; gramajın artışıyla ise kopma uzamasının arttığı söylenebilmektedir.
Değişken olarak seçilen parametrelerle kopma uzaması arasındaki ilişkiye istatistik
analiz gerçekleştirildikten sonra daha geniş yer verilecektir.
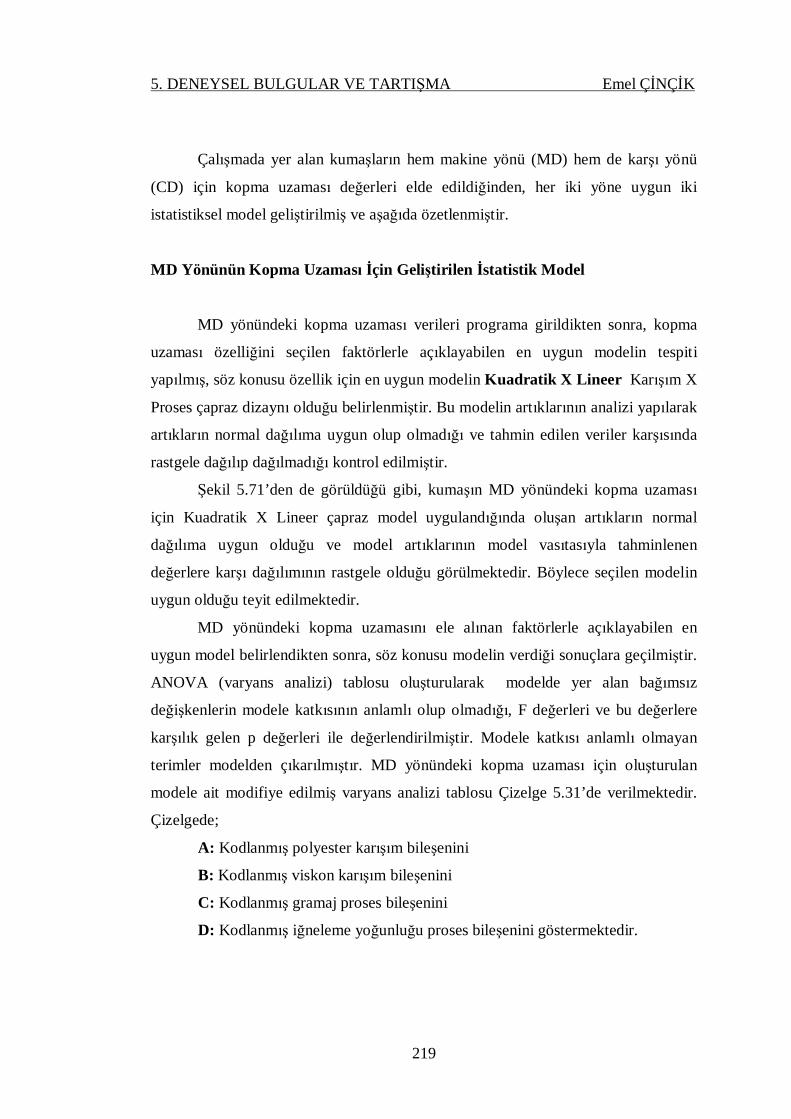
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
219
Çalışmada yer alan kumaşların hem makine yönü (MD) hem de karşı yönü
(CD) için kopma uzaması değerleri elde edildiğinden, her iki yöne uygun iki
istatistiksel model geliştirilmiş ve aşağıda özetlenmiştir.
MD Yönünün Kopma Uzaması İçin Geliştirilen İstatistik Model
MD yönündeki kopma uzaması verileri programa girildikten sonra, kopma
uzaması özelliğini seçilen faktörlerle açıklayabilen en uygun modelin tespiti
yapılmış, söz konusu özellik için en uygun modelin Kuadratik X Lineer Karışım X
Proses çapraz dizaynı olduğu belirlenmiştir. Bu modelin artıklarının analizi yapılarak
artıkların normal dağılıma uygun olup olmadığı ve tahmin edilen veriler karşısında
rastgele dağılıp dağılmadığı kontrol edilmiştir.
Şekil 5.71’den de görüldüğü gibi, kumaşın MD yönündeki kopma uzaması
için Kuadratik X Lineer çapraz model uygulandığında oluşan artıkların normal
dağılıma uygun olduğu ve model artıklarının model vasıtasıyla tahminlenen
değerlere karşı dağılımının rastgele olduğu görülmektedir. Böylece seçilen modelin
uygun olduğu teyit edilmektedir.
MD yönündeki kopma uzamasını ele alınan faktörlerle açıklayabilen en
uygun model belirlendikten sonra, söz konusu modelin verdiği sonuçlara geçilmiştir.
ANOVA (varyans analizi) tablosu oluşturularak modelde yer alan bağımsız
değişkenlerin modele katkısının anlamlı olup olmadığı, F değerleri ve bu değerlere
karşılık gelen p değerleri ile değerlendirilmiştir. Modele katkısı anlamlı olmayan
terimler modelden çıkarılmıştır. MD yönündeki kopma uzaması için oluşturulan
modele ait modifiye edilmiş varyans analizi tablosu Çizelge 5.31’de verilmektedir.
Çizelgede;
A: Kodlanmış polyester karışım bileşenini
B: Kodlanmış viskon karışım bileşenini
C: Kodlanmış gramaj proses bileşenini
D: Kodlanmış iğneleme yoğunluğu proses bileşenini göstermektedir.
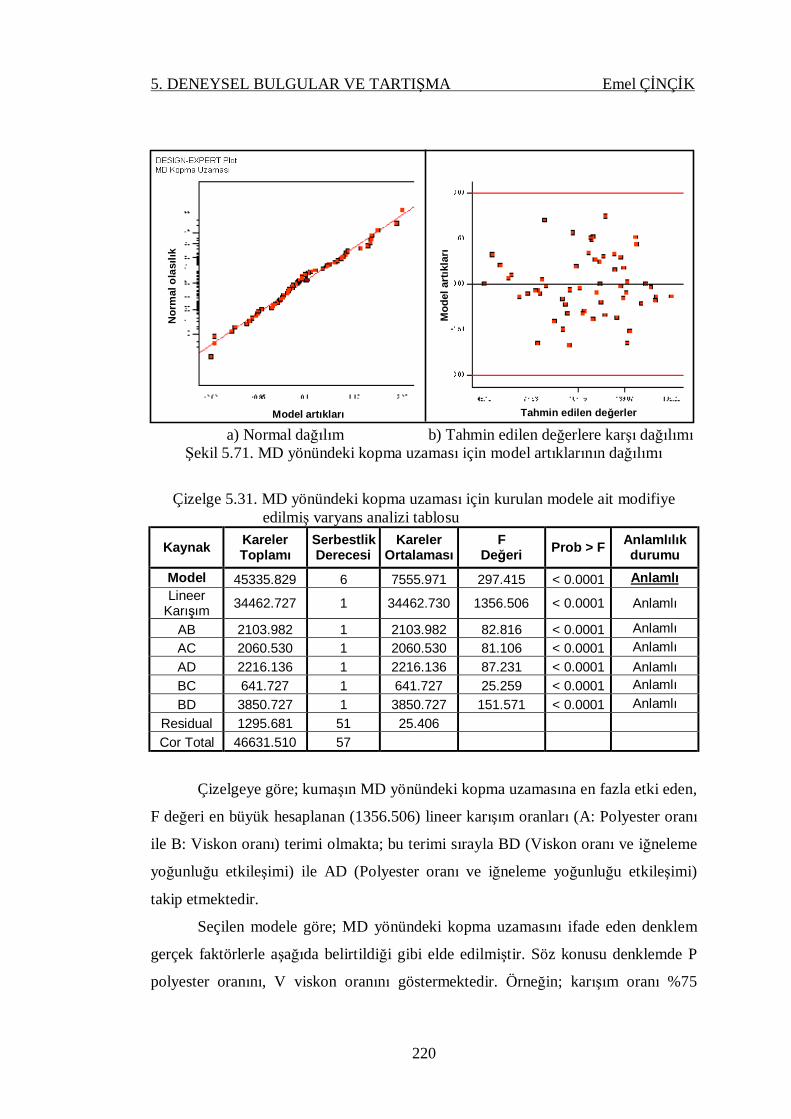
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
220
a) Normal dağılım b) Tahmin edilen değerlere karşı dağılımı Şekil 5.71. MD yönündeki kopma uzaması için model artıklarının dağılımı
Çizelge 5.31. MD yönündeki kopma uzaması için kurulan modele ait modifiye edilmiş varyans analizi tablosu
Kaynak Kareler Toplamı
Serbestlik Derecesi
Kareler Ortalaması
F Değeri Prob > F Anlamlılık
durumu Model 45335.829 6 7555.971 297.415 < 0.0001 Anlamlı Lineer
Karışım 34462.727 1 34462.730 1356.506 < 0.0001 Anlamlı
AB 2103.982 1 2103.982 82.816 < 0.0001 Anlamlı AC 2060.530 1 2060.530 81.106 < 0.0001 Anlamlı AD 2216.136 1 2216.136 87.231 < 0.0001 Anlamlı BC 641.727 1 641.727 25.259 < 0.0001 Anlamlı BD 3850.727 1 3850.727 151.571 < 0.0001 Anlamlı
Residual 1295.681 51 25.406 Cor Total 46631.510 57
Çizelgeye göre; kumaşın MD yönündeki kopma uzamasına en fazla etki eden,
F değeri en büyük hesaplanan (1356.506) lineer karışım oranları (A: Polyester oranı
ile B: Viskon oranı) terimi olmakta; bu terimi sırayla BD (Viskon oranı ve iğneleme
yoğunluğu etkileşimi) ile AD (Polyester oranı ve iğneleme yoğunluğu etkileşimi)
takip etmektedir.
Seçilen modele göre; MD yönündeki kopma uzamasını ifade eden denklem
gerçek faktörlerle aşağıda belirtildiği gibi elde edilmiştir. Söz konusu denklemde P
polyester oranını, V viskon oranını göstermektedir. Örneğin; karışım oranı %75
Nor
mal
ola
sılık
Model artıkları
Mod
el a
rtık
ları
Tahmin edilen değerler
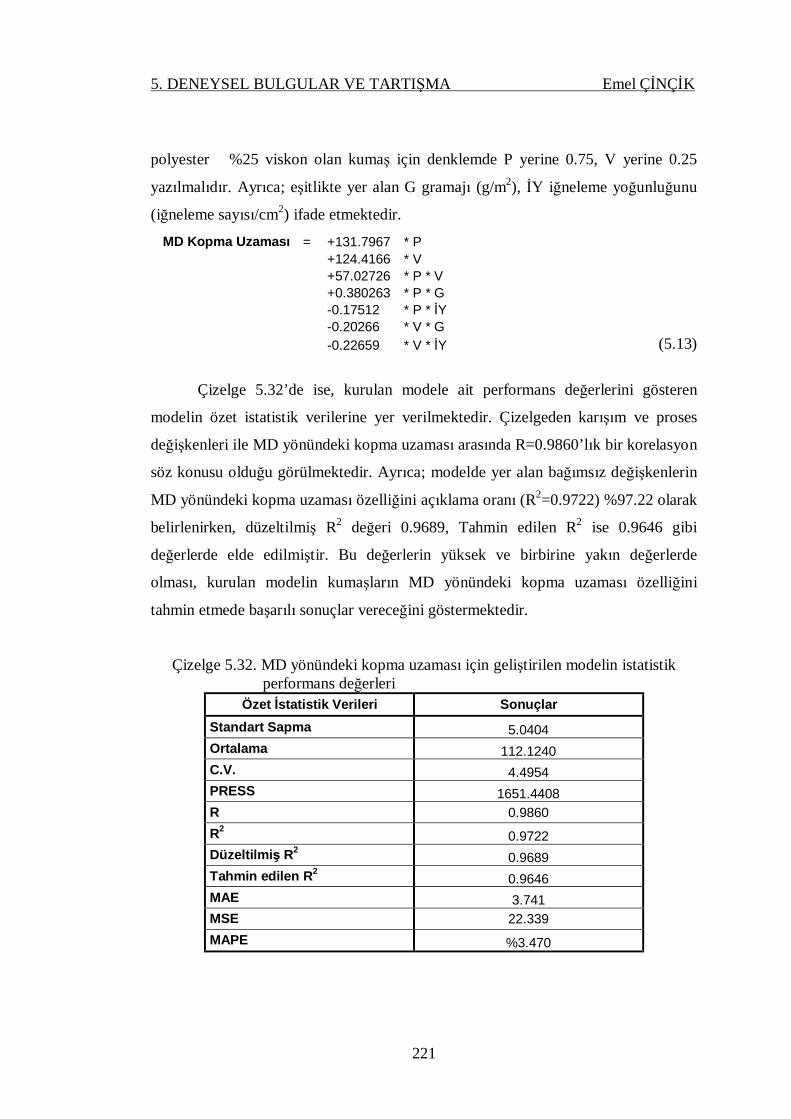
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
221
polyester %25 viskon olan kumaş için denklemde P yerine 0.75, V yerine 0.25
yazılmalıdır. Ayrıca; eşitlikte yer alan G gramajı (g/m2), İY iğneleme yoğunluğunu
(iğneleme sayısı/cm2) ifade etmektedir.
MD Kopma Uzaması = +131.7967 * P +124.4166 * V +57.02726 * P * V +0.380263 * P * G -0.17512 * P * İY -0.20266 * V * G -0.22659 * V * İY (5.13)
Çizelge 5.32’de ise, kurulan modele ait performans değerlerini gösteren
modelin özet istatistik verilerine yer verilmektedir. Çizelgeden karışım ve proses
değişkenleri ile MD yönündeki kopma uzaması arasında R=0.9860’lık bir korelasyon
söz konusu olduğu görülmektedir. Ayrıca; modelde yer alan bağımsız değişkenlerin
MD yönündeki kopma uzaması özelliğini açıklama oranı (R2=0.9722) %97.22 olarak
belirlenirken, düzeltilmiş R2 değeri 0.9689, Tahmin edilen R2 ise 0.9646 gibi
değerlerde elde edilmiştir. Bu değerlerin yüksek ve birbirine yakın değerlerde
olması, kurulan modelin kumaşların MD yönündeki kopma uzaması özelliğini
tahmin etmede başarılı sonuçlar vereceğini göstermektedir.
Çizelge 5.32. MD yönündeki kopma uzaması için geliştirilen modelin istatistik performans değerleri
Özet İstatistik Verileri Sonuçlar Standart Sapma 5.0404 Ortalama 112.1240 C.V. 4.4954 PRESS 1651.4408 R 0.9860 R2 0.9722 Düzeltilmiş R2 0.9689 Tahmin edilen R2 0.9646 MAE 3.741 MSE 22.339 MAPE %3.470
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
222
Regresyon denklemiyle elde edilen değerlerin gerçek mukavemet değerleriyle
karşılaştırılmasını sağlayan ortalama mutlak hata (MAE) ve ortalama mutlak hata
yüzdeleri (MAPE) ayrıca hesaplanarak çizelgede verilmiştir. Buna göre; MAE 3.741,
MAPE %3.470 olarak bulunmuş; bir başka ifadeyle, geliştirilen istatistik modelin
MD yönündeki kopma uzaması özelliğini % 96.53 (100-3.47) doğrulukta tahmin
edebileceği sonucuna varılmıştır.
Elde edilen regresyon denklemiyle eğri uydurmak suretiyle karışım oranı ve
proses değişkenleri ile MD yönündeki kopma uzaması değişimi de
açıklanabilmektedir. Şekil 5.72-5.74’te farklı iğneleme yoğunluklarında lif karışım
oranı ile kumaş gramajının kumaşın MD yönündeki kopma uzamasına etkisi
görülmektedir. Şekiller irdelendiğinde; yapıdaki polyester lifinin karışım oranı
arttıkça MD yönündeki uzamanın da arttığı sonucuna varılmaktadır. Polyester oranı
fazla olan kumaşlarda lifin hacimlilik özelliğinden ve eğilme rijitliğinden kaynaklı
olarak kumaşlar daha gevşek (az yoğun) olduğu, gerilimin etkisi ile söz konusu lif
lifler birbiri üzerinden kaydığı ve dolayısıyla uzama değerinin yüksek olduğu
düşünülmektedir. Ayrıca; polyester lifleri üzerindeki spinfinish maddesi de kaymaya
yardımcı olacağından uzamayı arttırıcı etki yapmış olabileceği tahmin edilmektedir.
MD yönündeki uzama miktarı genel olarak polyester oranı fazla olan
%100 Polyester, %75Polyester/%25Viskon gibi karışımlarda gramajın artışıyla artış
göstermektedir. Bunun sebebinin polyester lifleri üzerindeki kayganlaştırıcı
maddenin de etkisiyle; kesitteki lif sayısının artmasından ötürü gerilimin
uygulanmasıyla birlikte birbiri üzerinden kayan lif sayısının artması olabileceği
düşünülmektedir. Viskon oranı fazla olan %100 Viskon, %75Viskon/%25Polyester
gibi karışımlara sahip kumaşlarda ise; gramajın artışıyla MD yönündeki uzamada
azalma görülmüştür. Viskon liflerinin enine kesitlerinin kıvırcıklı yapıda olmasının
yüksek sürtünme katsayısına yol açtığı ve uzamanın böyle bir seyir gösterdiği
düşünülmektedir.
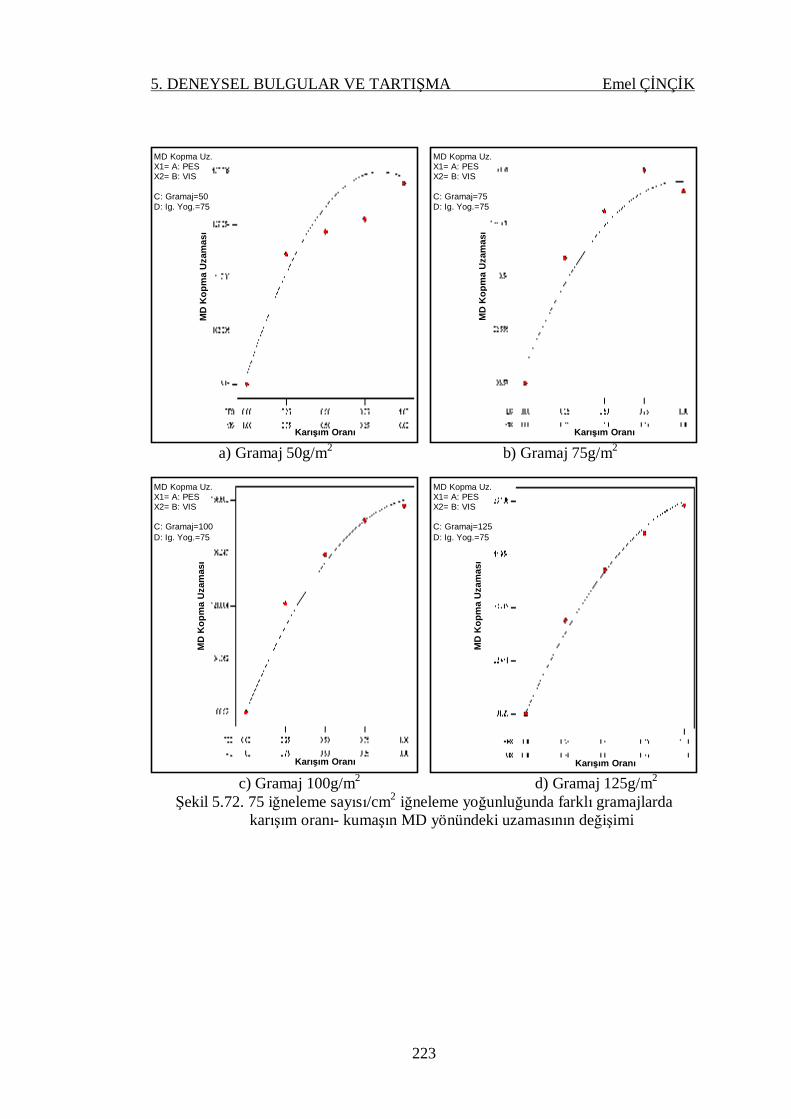
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
223
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.72. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı- kumaşın MD yönündeki uzamasının değişimi
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
MD
Kop
ma
Uza
mas
ı
Karışım Oranı Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
MD
Kop
ma
Uza
mas
ı
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
MD
Kop
ma
Uza
mas
ı
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
MD
Kop
ma
Uza
mas
ı
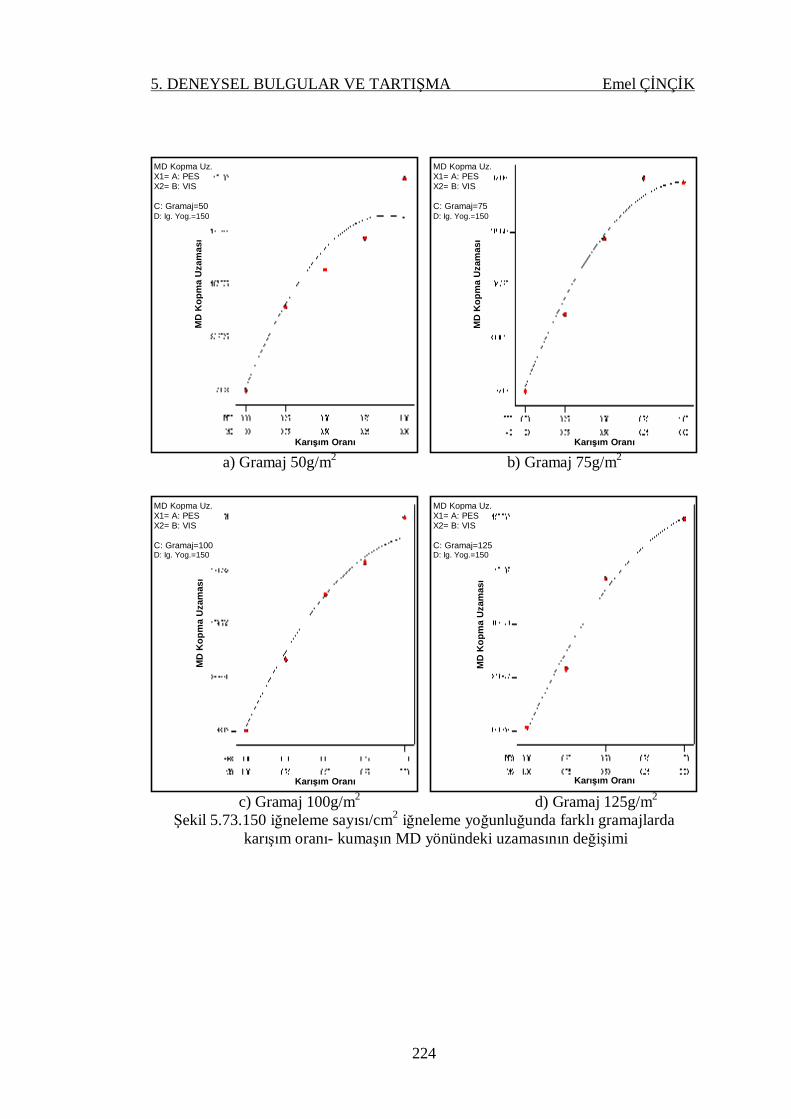
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
224
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.73.150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı- kumaşın MD yönündeki uzamasının değişimi
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
Karışım Oranı
MD
Kop
ma
Uza
mas
ı
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
MD
Kop
ma
Uza
mas
ı
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
MD
Kop
ma
Uza
mas
ı
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
MD
Kop
ma
Uza
mas
ı

5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
225
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2 Şekil 5.74. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda
karışım oranı- kumaşın MD yönündeki uzamasının değişimi
Şekil 5.75-5.78’de ise farklı gramajlarda lif karışım oranı ile iğneleme yoğunluğunun MD yönündeki kopma uzamasına etkisi görülmektedir. Görüldüğü gibi, iğneleme yoğunluğunun artışı ile kopma uzamasında azalma oluşmaktadır. İğneleme yoğunluğunun artışıyla yapıda bağ yapmış ve birbirine dolanmış lif sayısının yanı sıra liflerin birbirine dolaşma miktarı da artmaktadır. Böylelikle,
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
MD
Kop
ma
Uza
mas
ı
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
MD
Kop
ma
Uza
mas
ı
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
MD
Kop
ma
Uza
mas
ı
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
MD
Kop
ma
Uza
mas
ı
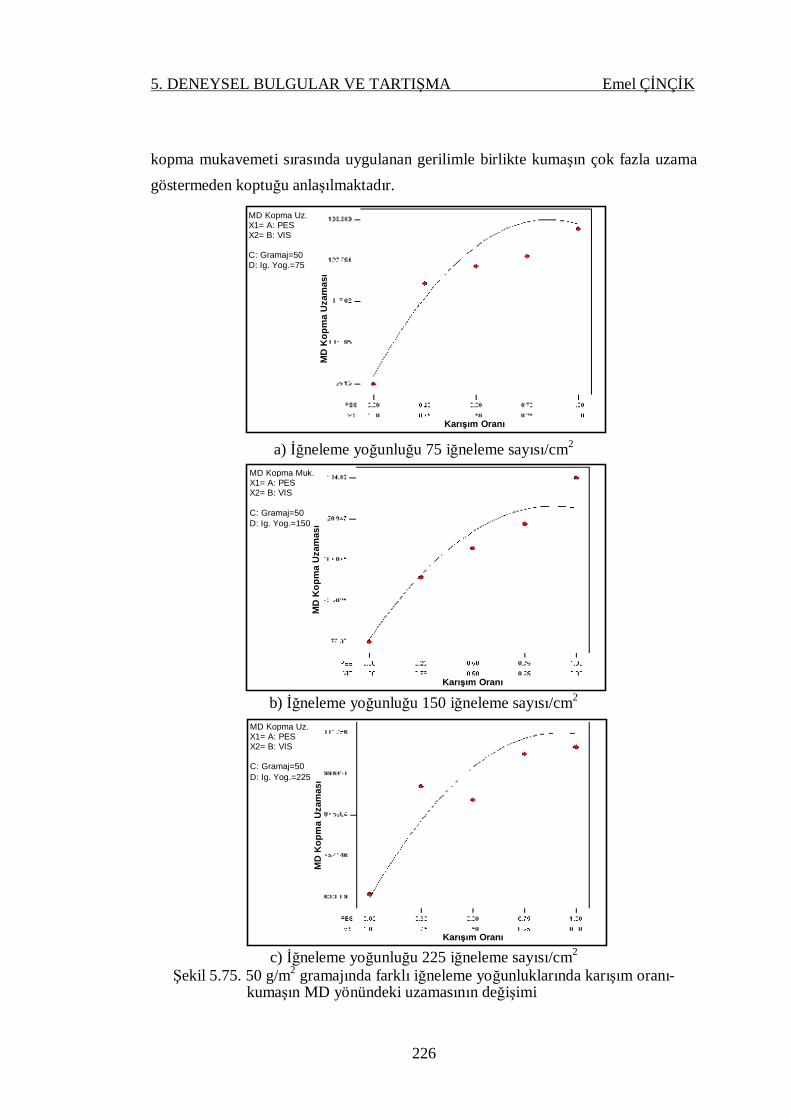
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
226
kopma mukavemeti sırasında uygulanan gerilimle birlikte kumaşın çok fazla uzama göstermeden koptuğu anlaşılmaktadır.
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2 Şekil 5.75. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı-
kumaşın MD yönündeki uzamasının değişimi
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
MD
Kop
ma
Uza
mas
ı
Karışım Oranı
MD Kopma Muk. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
MD
Kop
ma
Uza
mas
ı
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
MD
Kop
ma
Uza
mas
ı
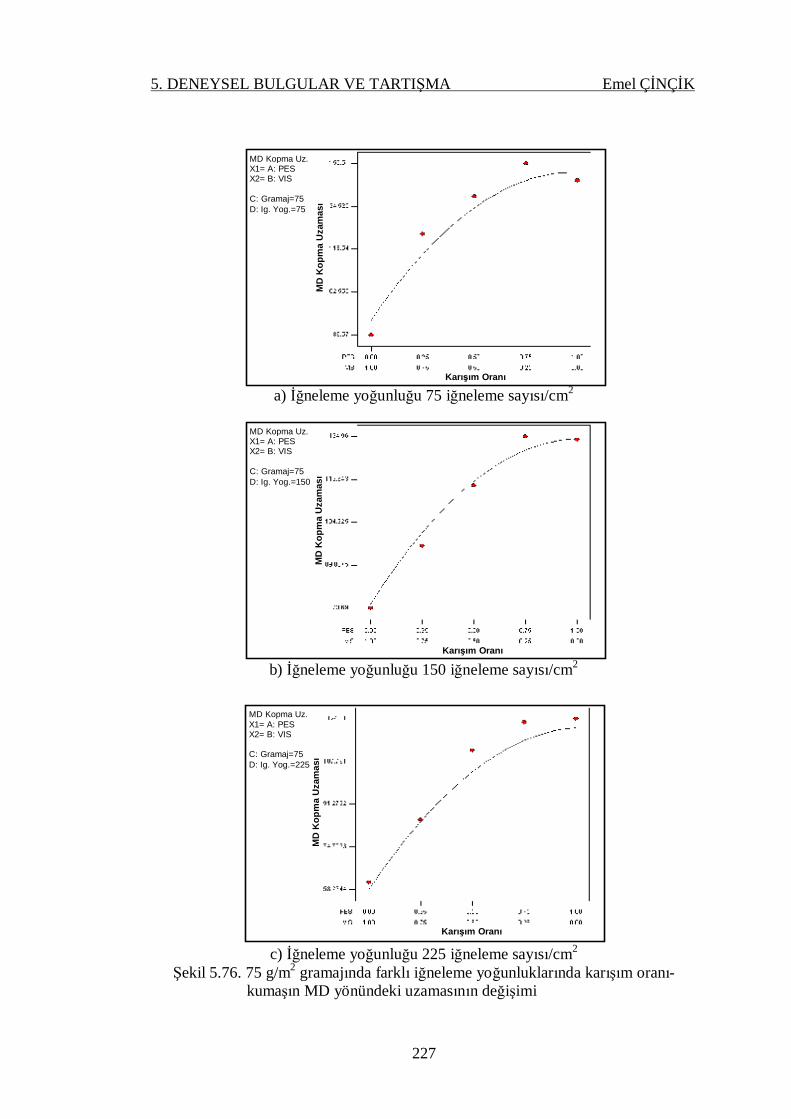
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
227
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.76. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaşın MD yönündeki uzamasının değişimi
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
MD
Kop
ma
Uza
mas
ı
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
MD
Kop
ma
Uza
mas
ı
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
MD
Kop
ma
Uza
mas
ı
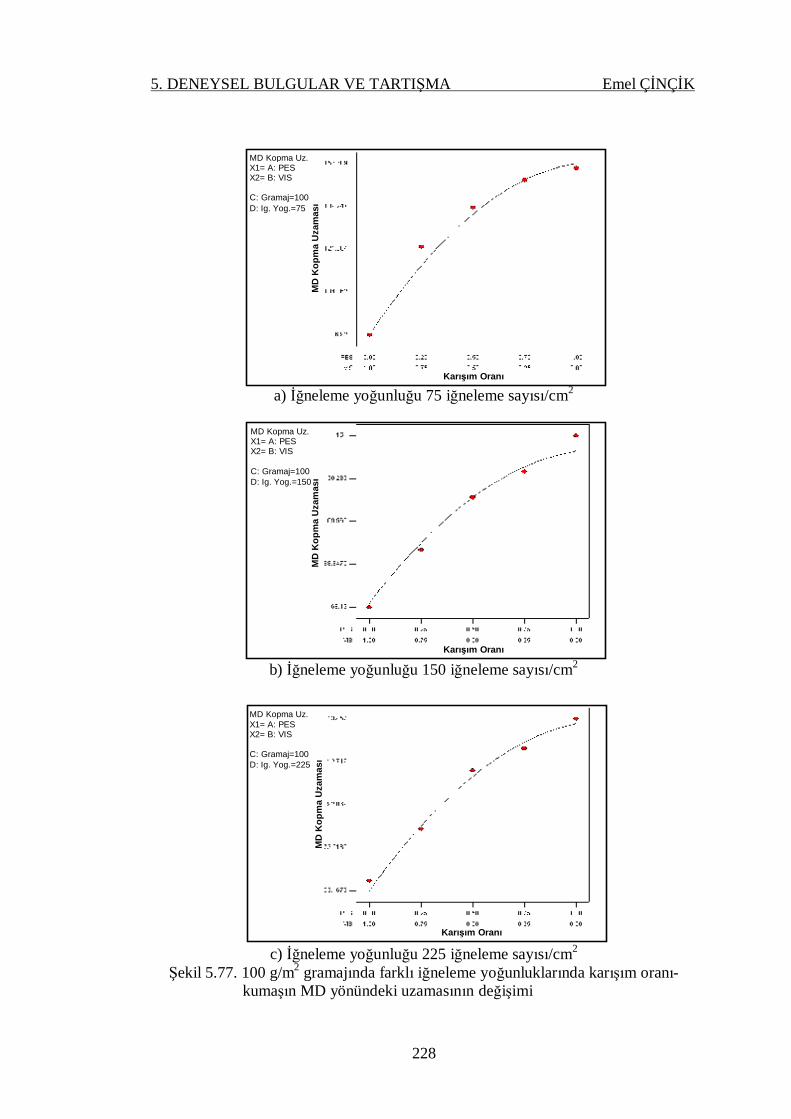
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
228
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.77. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaşın MD yönündeki uzamasının değişimi
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
MD
Kop
ma
Uza
mas
ı
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
MD
Kop
ma
Uza
mas
ı
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
MD
Kop
ma
Uza
mas
ı
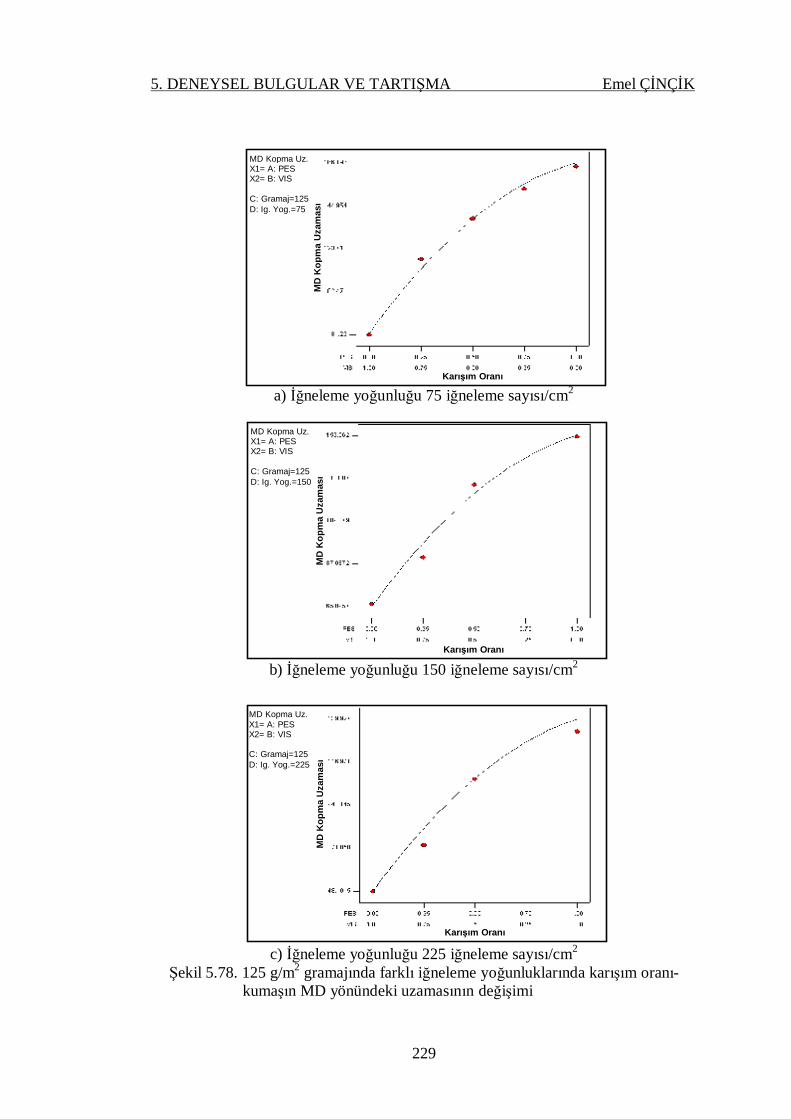
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
229
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.78. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaşın MD yönündeki uzamasının değişimi
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
MD
Kop
ma
Uza
mas
ı
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
MD
Kop
ma
Uza
mas
ı
Karışım Oranı
MD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
MD
Kop
ma
Uza
mas
ı
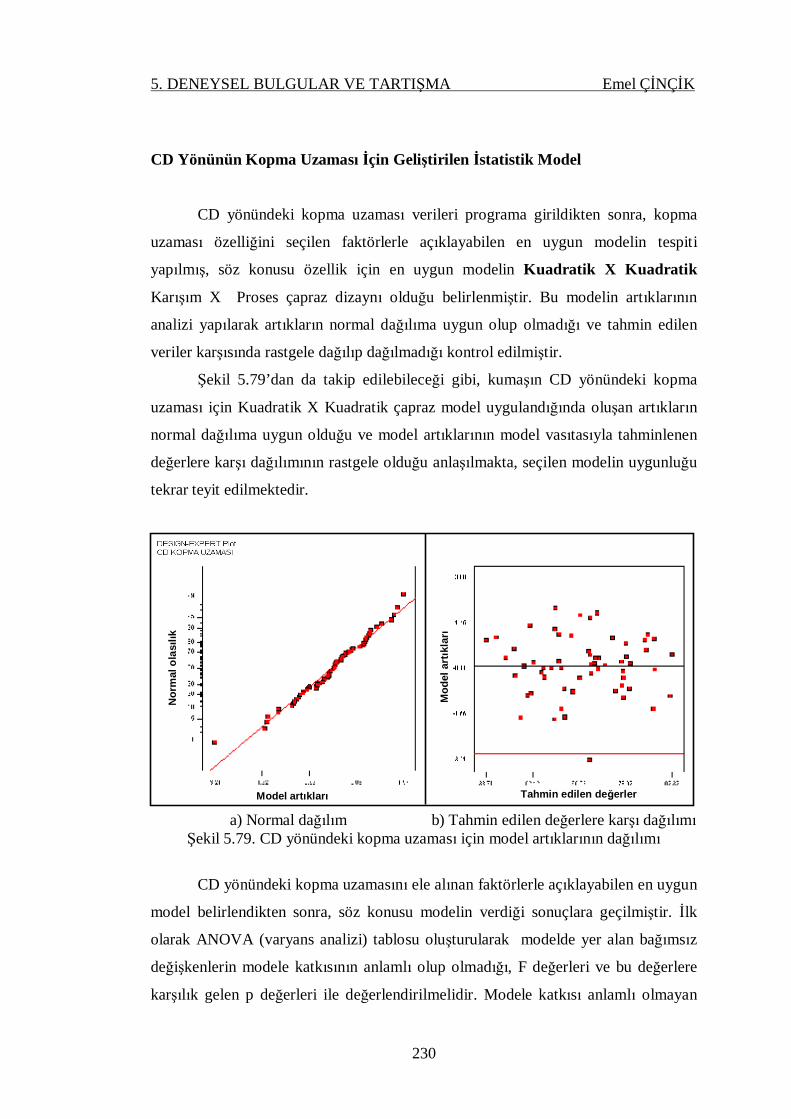
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
230
CD Yönünün Kopma Uzaması İçin Geliştirilen İstatistik Model
CD yönündeki kopma uzaması verileri programa girildikten sonra, kopma
uzaması özelliğini seçilen faktörlerle açıklayabilen en uygun modelin tespiti
yapılmış, söz konusu özellik için en uygun modelin Kuadratik X Kuadratik
Karışım X Proses çapraz dizaynı olduğu belirlenmiştir. Bu modelin artıklarının
analizi yapılarak artıkların normal dağılıma uygun olup olmadığı ve tahmin edilen
veriler karşısında rastgele dağılıp dağılmadığı kontrol edilmiştir.
Şekil 5.79’dan da takip edilebileceği gibi, kumaşın CD yönündeki kopma
uzaması için Kuadratik X Kuadratik çapraz model uygulandığında oluşan artıkların
normal dağılıma uygun olduğu ve model artıklarının model vasıtasıyla tahminlenen
değerlere karşı dağılımının rastgele olduğu anlaşılmakta, seçilen modelin uygunluğu
tekrar teyit edilmektedir.
a) Normal dağılım b) Tahmin edilen değerlere karşı dağılımı Şekil 5.79. CD yönündeki kopma uzaması için model artıklarının dağılımı
CD yönündeki kopma uzamasını ele alınan faktörlerle açıklayabilen en uygun
model belirlendikten sonra, söz konusu modelin verdiği sonuçlara geçilmiştir. İlk
olarak ANOVA (varyans analizi) tablosu oluşturularak modelde yer alan bağımsız
değişkenlerin modele katkısının anlamlı olup olmadığı, F değerleri ve bu değerlere
karşılık gelen p değerleri ile değerlendirilmelidir. Modele katkısı anlamlı olmayan
Nor
mal
ola
sılık
Model artıkları
Mod
el a
rtık
ları
Tahmin edilen değerler
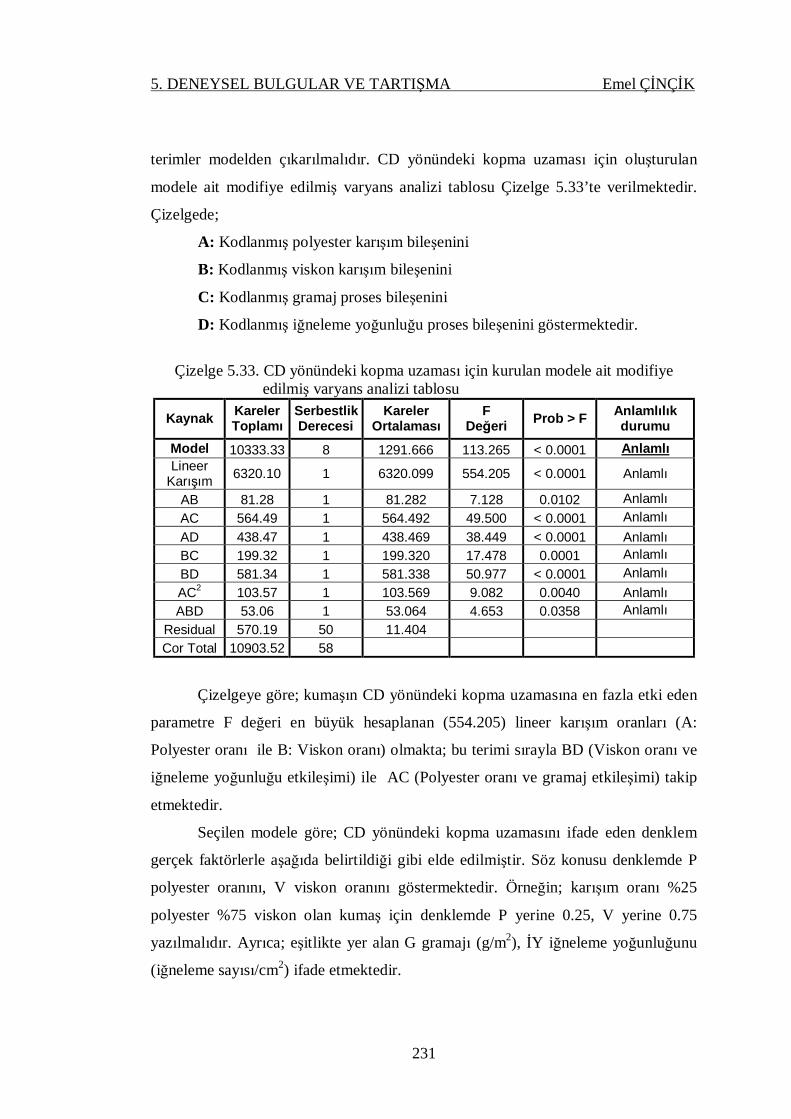
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
231
terimler modelden çıkarılmalıdır. CD yönündeki kopma uzaması için oluşturulan
modele ait modifiye edilmiş varyans analizi tablosu Çizelge 5.33’te verilmektedir.
Çizelgede;
A: Kodlanmış polyester karışım bileşenini
B: Kodlanmış viskon karışım bileşenini
C: Kodlanmış gramaj proses bileşenini
D: Kodlanmış iğneleme yoğunluğu proses bileşenini göstermektedir.
Çizelge 5.33. CD yönündeki kopma uzaması için kurulan modele ait modifiye
edilmiş varyans analizi tablosu
Kaynak Kareler Toplamı
Serbestlik Derecesi
Kareler Ortalaması
F Değeri Prob > F Anlamlılık
durumu Model 10333.33 8 1291.666 113.265 < 0.0001 Anlamlı Lineer
Karışım 6320.10 1 6320.099 554.205 < 0.0001 Anlamlı
AB 81.28 1 81.282 7.128 0.0102 Anlamlı AC 564.49 1 564.492 49.500 < 0.0001 Anlamlı AD 438.47 1 438.469 38.449 < 0.0001 Anlamlı BC 199.32 1 199.320 17.478 0.0001 Anlamlı BD 581.34 1 581.338 50.977 < 0.0001 Anlamlı AC2 103.57 1 103.569 9.082 0.0040 Anlamlı ABD 53.06 1 53.064 4.653 0.0358 Anlamlı
Residual 570.19 50 11.404 Cor Total 10903.52 58
Çizelgeye göre; kumaşın CD yönündeki kopma uzamasına en fazla etki eden
parametre F değeri en büyük hesaplanan (554.205) lineer karışım oranları (A:
Polyester oranı ile B: Viskon oranı) olmakta; bu terimi sırayla BD (Viskon oranı ve
iğneleme yoğunluğu etkileşimi) ile AC (Polyester oranı ve gramaj etkileşimi) takip
etmektedir.
Seçilen modele göre; CD yönündeki kopma uzamasını ifade eden denklem
gerçek faktörlerle aşağıda belirtildiği gibi elde edilmiştir. Söz konusu denklemde P
polyester oranını, V viskon oranını göstermektedir. Örneğin; karışım oranı %25
polyester %75 viskon olan kumaş için denklemde P yerine 0.25, V yerine 0.75
yazılmalıdır. Ayrıca; eşitlikte yer alan G gramajı (g/m2), İY iğneleme yoğunluğunu
(iğneleme sayısı/cm2) ifade etmektedir.
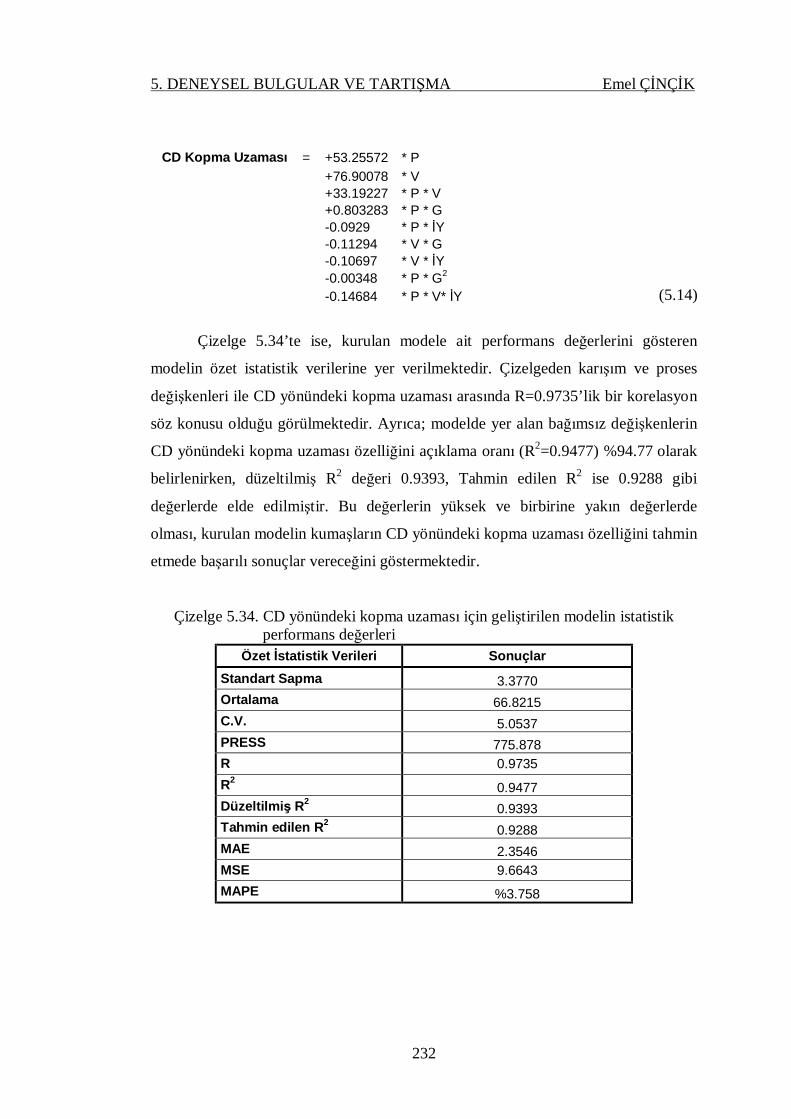
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
232
CD Kopma Uzaması = +53.25572 * P +76.90078 * V +33.19227 * P * V +0.803283 * P * G -0.0929 * P * İY -0.11294 * V * G -0.10697 * V * İY -0.00348 * P * G2 -0.14684 * P * V* İY (5.14)
Çizelge 5.34’te ise, kurulan modele ait performans değerlerini gösteren
modelin özet istatistik verilerine yer verilmektedir. Çizelgeden karışım ve proses
değişkenleri ile CD yönündeki kopma uzaması arasında R=0.9735’lik bir korelasyon
söz konusu olduğu görülmektedir. Ayrıca; modelde yer alan bağımsız değişkenlerin
CD yönündeki kopma uzaması özelliğini açıklama oranı (R2=0.9477) %94.77 olarak
belirlenirken, düzeltilmiş R2 değeri 0.9393, Tahmin edilen R2 ise 0.9288 gibi
değerlerde elde edilmiştir. Bu değerlerin yüksek ve birbirine yakın değerlerde
olması, kurulan modelin kumaşların CD yönündeki kopma uzaması özelliğini tahmin
etmede başarılı sonuçlar vereceğini göstermektedir.
Çizelge 5.34. CD yönündeki kopma uzaması için geliştirilen modelin istatistik performans değerleri
Özet İstatistik Verileri Sonuçlar Standart Sapma 3.3770 Ortalama 66.8215 C.V. 5.0537 PRESS 775.878 R 0.9735 R2 0.9477 Düzeltilmiş R2 0.9393 Tahmin edilen R2 0.9288 MAE 2.3546 MSE 9.6643 MAPE %3.758
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
233
Regresyon denklemiyle elde edilen değerlerin gerçek uzama değerleriyle
karşılaştırılmasını sağlayan ortalama mutlak hata (MAE) ve ortalama mutlak hata
yüzdeleri (MAPE) ayrıca hesaplanarak çizelgede verilmiştir. Buna göre; MAE
2.3546, MAPE %3.758 olarak bulunmuş; bir başka ifadeyle, geliştirilen istatistik
modelin CD yönündeki kopma uzaması özelliğini % 96.242 (100-3.758) doğrulukta
tahmin edebileceği sonucuna varılmıştır.
Elde edilen regresyon denklemiyle eğri uydurmak suretiyle karışım oranı ve
proses değişkenleri ile CD yönündeki kopma uzaması mukavemeti değişimi de
açıklanabilmektedir. Şekil 5.80-5.82’de farklı iğneleme yoğunluklarında lif karışım
oranı ile kumaş gramajının kumaşın CD yönündeki kopma uzamasına etkisi
görülmektedir. Şekiller ele alındığında; MD yönüne benzer şekilde, yapıdaki
polyester lifinin karışım oranı arttıkça CD yönündeki uzamanın da arttığı sonucuna
varılmaktadır. Kumaş gramajının artışıyla MD yönündeki uzama miktarı da
artmaktadır. Bu durumların sebepleri MD yönü için ayrıntılı olarak izah edilmiştir.
Şekil 5.83-5.86’da ise farklı gramajlarda lif karışım oranı ile iğneleme
yoğunluğunun CD yönündeki kopma uzamasına etkisi görülmektedir. İğneleme
yoğunluğunun artışı ile kopma uzamasında azalma oluşmaktadır. Görüldüğü gibi,
CD yönü için MD yönü için elde edilen sonuçlarla benzer sonuçlar elde edilmiştir.
CD yönünde meydana gelen kopma uzaması ile MD yönündeki kopma
uzaması karşılaştırıldığında; CD yönündeki kopma uzamasının daha az olduğu ortaya
çıkmaktadır. CD yönünün kopma mukavemeti yüksek olduğu için, bu yönde
kopmanın kumaşta daha az uzamaya neden olarak gerçekleşeceği açıktır.
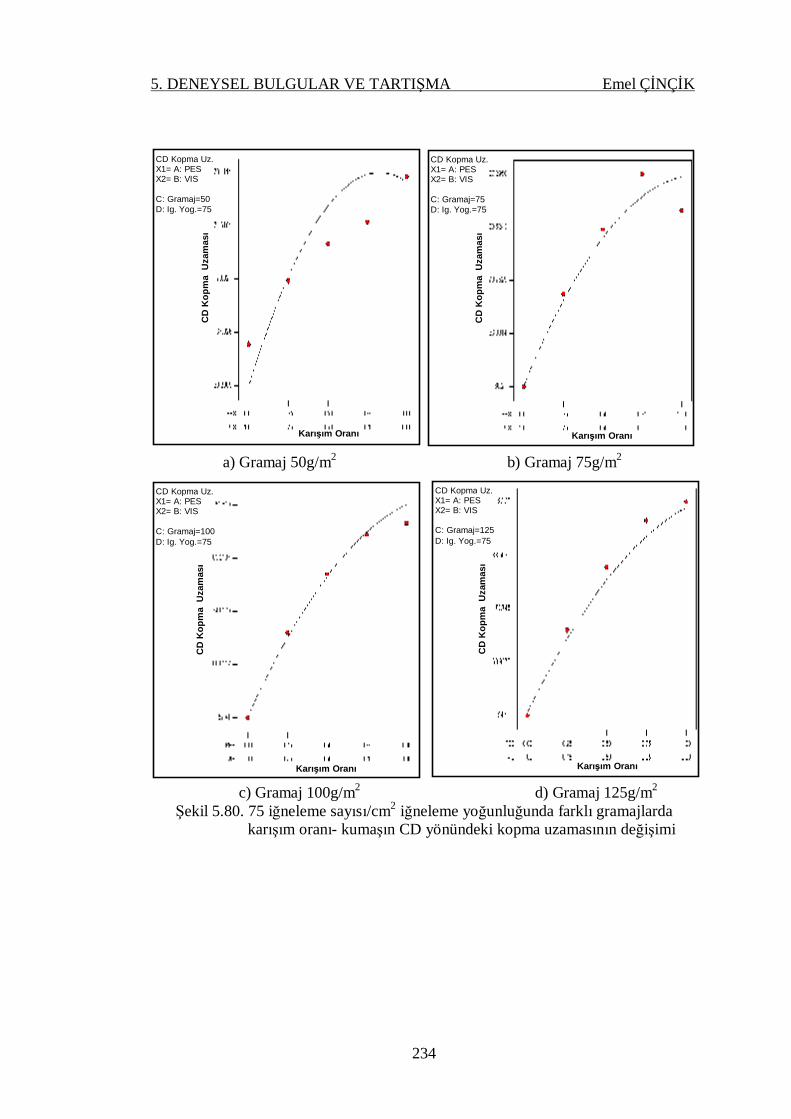
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
234
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.80. 75 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı- kumaşın CD yönündeki kopma uzamasının değişimi
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
CD
Kop
ma
Uza
mas
ı
Karışım Oranı Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
CD
Kop
ma
Uza
mas
ı
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
CD
Kop
ma
Uza
mas
ı
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
CD
Kop
ma
Uza
mas
ı
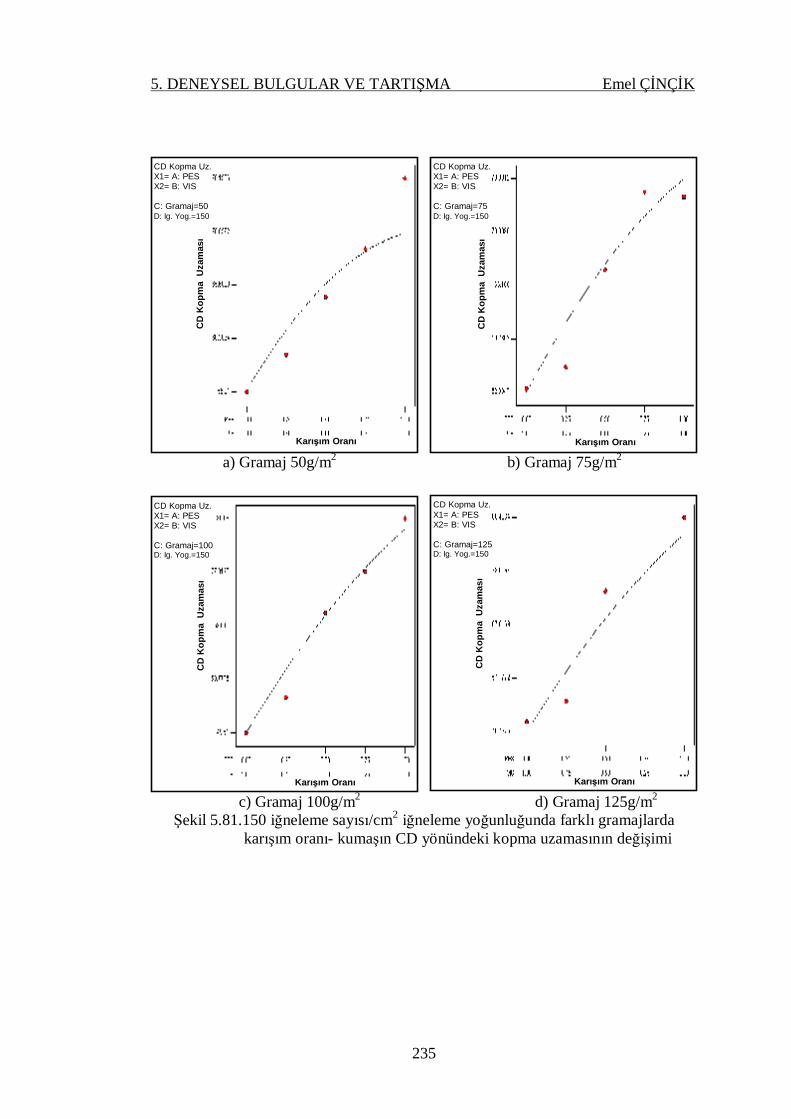
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
235
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.81.150 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı- kumaşın CD yönündeki kopma uzamasının değişimi
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
Karışım Oranı
CD
Kop
ma
Uza
mas
ı
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
CD
Kop
ma
Uza
mas
ı
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
CD
Kop
ma
Uza
mas
ı
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
CD
Kop
ma
Uza
mas
ı
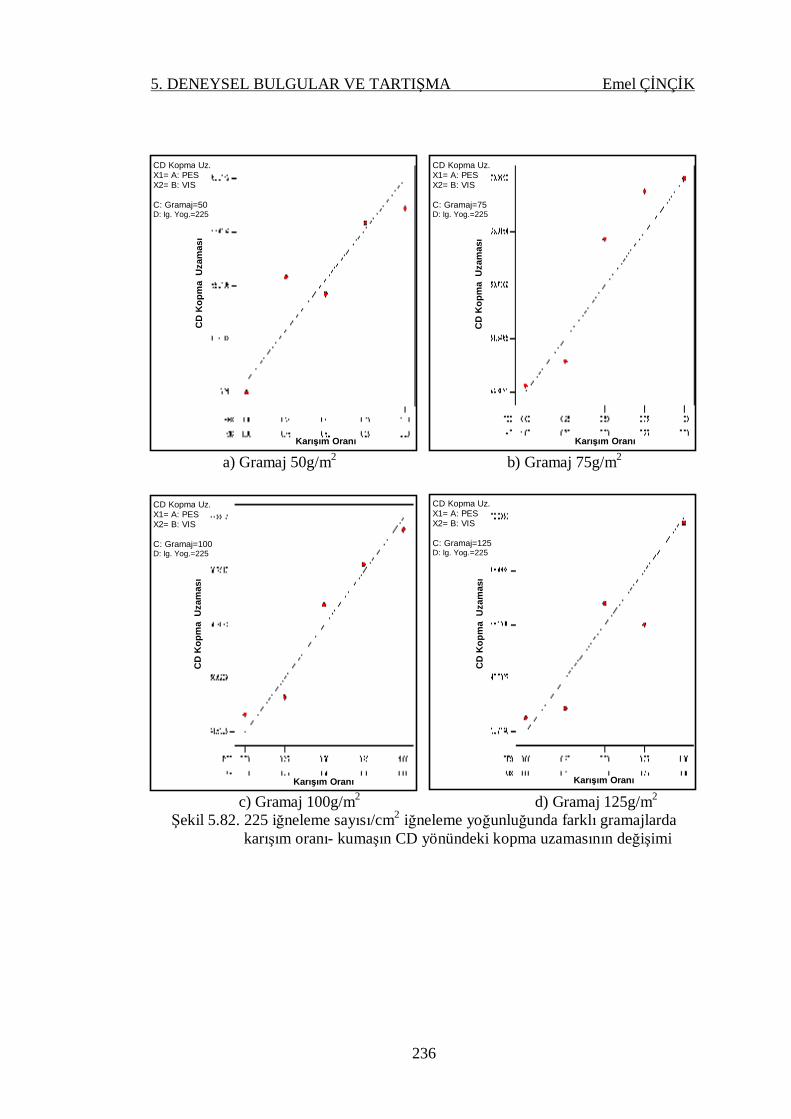
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
236
a) Gramaj 50g/m2 b) Gramaj 75g/m2
c) Gramaj 100g/m2 d) Gramaj 125g/m2
Şekil 5.82. 225 iğneleme sayısı/cm2 iğneleme yoğunluğunda farklı gramajlarda karışım oranı- kumaşın CD yönündeki kopma uzamasının değişimi
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
CD
Kop
ma
Uza
mas
ı
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
CD
Kop
ma
Uza
mas
ı
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
CD
Kop
ma
Uza
mas
ı
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
CD
Kop
ma
Uza
mas
ı
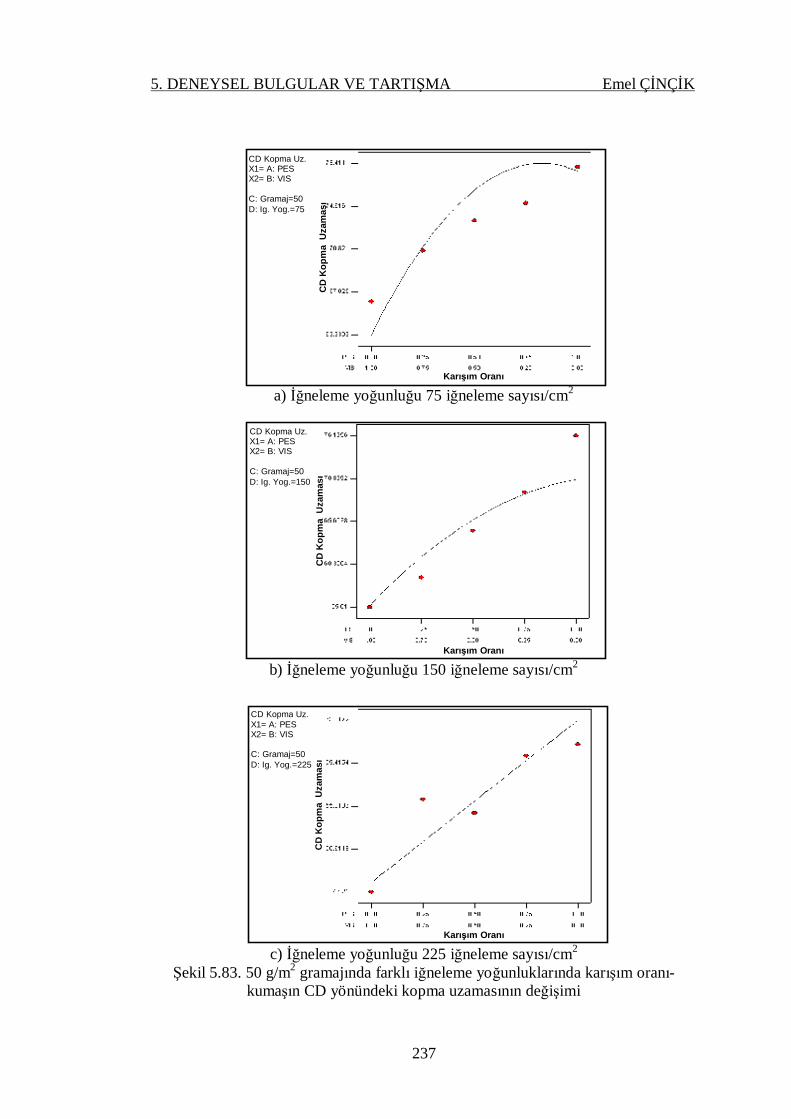
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
237
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.83. 50 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaşın CD yönündeki kopma uzamasının değişimi
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=75
CD
Kop
ma
Uza
mas
ı
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=150
CD
Kop
ma
Uza
mas
ı
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=50 D: Ig. Yog.=225
CD
Kop
ma
Uza
mas
ı
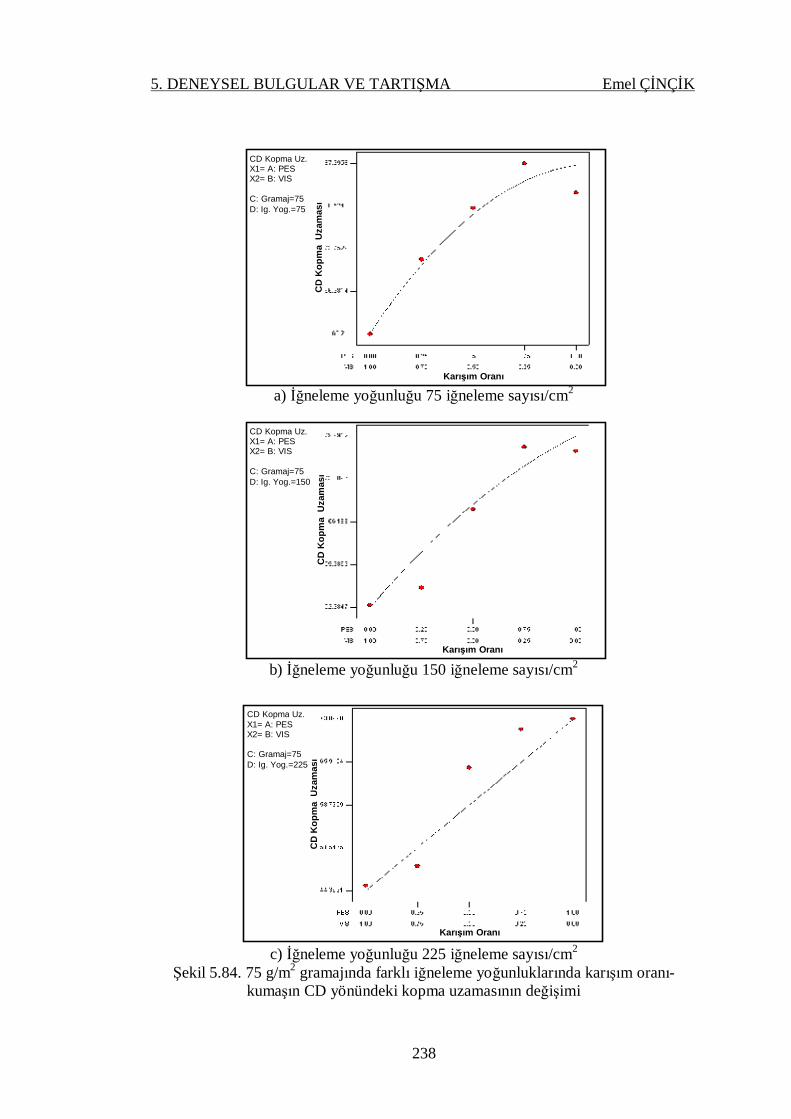
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
238
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.84. 75 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaşın CD yönündeki kopma uzamasının değişimi
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=75
CD
Kop
ma
Uza
mas
ı
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=150
CD
Kop
ma
Uza
mas
ı
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=75 D: Ig. Yog.=225
CD
Kop
ma
Uza
mas
ı

5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
239
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.85. 100 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaşın CD yönündeki kopma uzamasının değişimi
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=75
CD
Kop
ma
Uza
mas
ı
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=150
CD
Kop
ma
Uza
mas
ı
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=100 D: Ig. Yog.=225
CD
Kop
ma
Uza
mas
ı

5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
240
a) İğneleme yoğunluğu 75 iğneleme sayısı/cm2
b) İğneleme yoğunluğu 150 iğneleme sayısı/cm2
c) İğneleme yoğunluğu 225 iğneleme sayısı/cm2
Şekil 5.86. 125 g/m2 gramajında farklı iğneleme yoğunluklarında karışım oranı- kumaşın CD yönündeki kopma uzamasının değişimi
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=75
CD
Kop
ma
Uza
mas
ı
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=150
CD
Kop
ma
Uza
mas
ı
Karışım Oranı
CD Kopma Uz. X1= A: PES X2= B: VIS C: Gramaj=125 D: Ig. Yog.=225
CD
Kop
ma
Uza
mas
ı
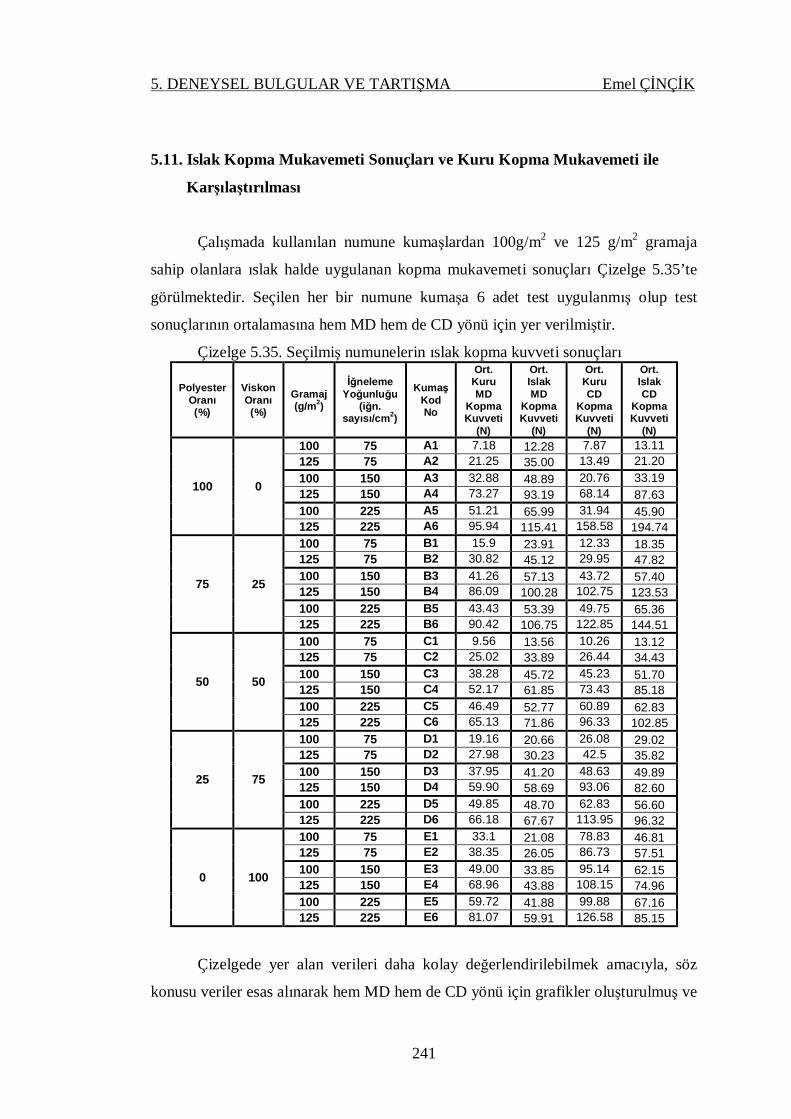
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
241
5.11. Islak Kopma Mukavemeti Sonuçları ve Kuru Kopma Mukavemeti ile
Karşılaştırılması
Çalışmada kullanılan numune kumaşlardan 100g/m2 ve 125 g/m2 gramaja
sahip olanlara ıslak halde uygulanan kopma mukavemeti sonuçları Çizelge 5.35’te
görülmektedir. Seçilen her bir numune kumaşa 6 adet test uygulanmış olup test
sonuçlarının ortalamasına hem MD hem de CD yönü için yer verilmiştir.
Çizelge 5.35. Seçilmiş numunelerin ıslak kopma kuvveti sonuçları
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu
(iğn. sayısı/cm2)
Kumaş Kod No
Ort. Kuru MD
Kopma Kuvveti
(N)
Ort. Islak MD
Kopma Kuvveti
(N)
Ort. Kuru CD
Kopma Kuvveti
(N)
Ort. Islak CD
Kopma Kuvveti
(N)
100 0
100 75 A1 7.18 12.28 7.87 13.11 125 75 A2 21.25 35.00 13.49 21.20 100 150 A3 32.88 48.89 20.76 33.19 125 150 A4 73.27 93.19 68.14 87.63 100 225 A5 51.21 65.99 31.94 45.90 125 225 A6 95.94 115.41 158.58 194.74
75 25
100 75 B1 15.9 23.91 12.33 18.35 125 75 B2 30.82 45.12 29.95 47.82 100 150 B3 41.26 57.13 43.72 57.40 125 150 B4 86.09 100.28 102.75 123.53 100 225 B5 43.43 53.39 49.75 65.36 125 225 B6 90.42 106.75 122.85 144.51
50 50
100 75 C1 9.56 13.56 10.26 13.12 125 75 C2 25.02 33.89 26.44 34.43 100 150 C3 38.28 45.72 45.23 51.70 125 150 C4 52.17 61.85 73.43 85.18 100 225 C5 46.49 52.77 60.89 62.83 125 225 C6 65.13 71.86 96.33 102.85
25 75
100 75 D1 19.16 20.66 26.08 29.02 125 75 D2 27.98 30.23 42.5 35.82 100 150 D3 37.95 41.20 48.63 49.89 125 150 D4 59.90 58.69 93.06 82.60 100 225 D5 49.85 48.70 62.83 56.60 125 225 D6 66.18 67.67 113.95 96.32
0 100
100 75 E1 33.1 21.08 78.83 46.81 125 75 E2 38.35 26.05 86.73 57.51 100 150 E3 49.00 33.85 95.14 62.15 125 150 E4 68.96 43.88 108.15 74.96 100 225 E5 59.72 41.88 99.88 67.16 125 225 E6 81.07 59.91 126.58 85.15
Çizelgede yer alan verileri daha kolay değerlendirilebilmek amacıyla, söz
konusu veriler esas alınarak hem MD hem de CD yönü için grafikler oluşturulmuş ve
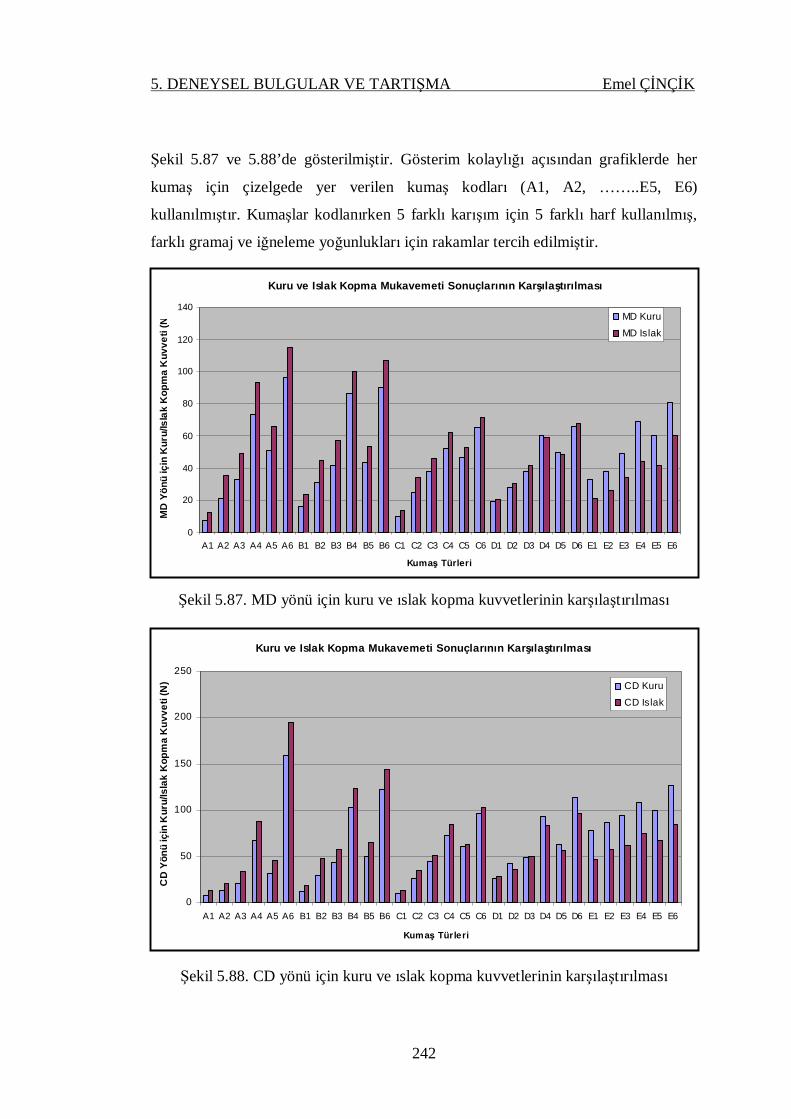
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
242
Kuru ve Islak Kopma Mukavemeti Sonuçlarının Karşılaştırılması
0
50
100
150
200
250
A1 A2 A3 A4 A5 A6 B1 B2 B3 B4 B5 B6 C1 C2 C3 C4 C5 C6 D1 D2 D3 D4 D5 D6 E1 E2 E3 E4 E5 E6
Kumaş Türleri
CD
Yön
ü iç
in K
uru/
Isla
k K
opm
a K
uvve
ti (N
) . CD Kuru
CD Islak
Kuru ve Islak Kopma Mukavemeti Sonuçlarının Karşılaştırılması
0
20
40
60
80
100
120
140
A1 A2 A3 A4 A5 A6 B1 B2 B3 B4 B5 B6 C1 C2 C3 C4 C5 C6 D1 D2 D3 D4 D5 D6 E1 E2 E3 E4 E5 E6
Kumaş Türleri
MD
Yön
ü iç
in K
uru/
Isla
k K
opm
a K
uvve
ti (N
) .
MD Kuru
MD Islak
Şekil 5.87 ve 5.88’de gösterilmiştir. Gösterim kolaylığı açısından grafiklerde her
kumaş için çizelgede yer verilen kumaş kodları (A1, A2, ……..E5, E6)
kullanılmıştır. Kumaşlar kodlanırken 5 farklı karışım için 5 farklı harf kullanılmış,
farklı gramaj ve iğneleme yoğunlukları için rakamlar tercih edilmiştir.
Şekil 5.87. MD yönü için kuru ve ıslak kopma kuvvetlerinin karşılaştırılması
Şekil 5.88. CD yönü için kuru ve ıslak kopma kuvvetlerinin karşılaştırılması
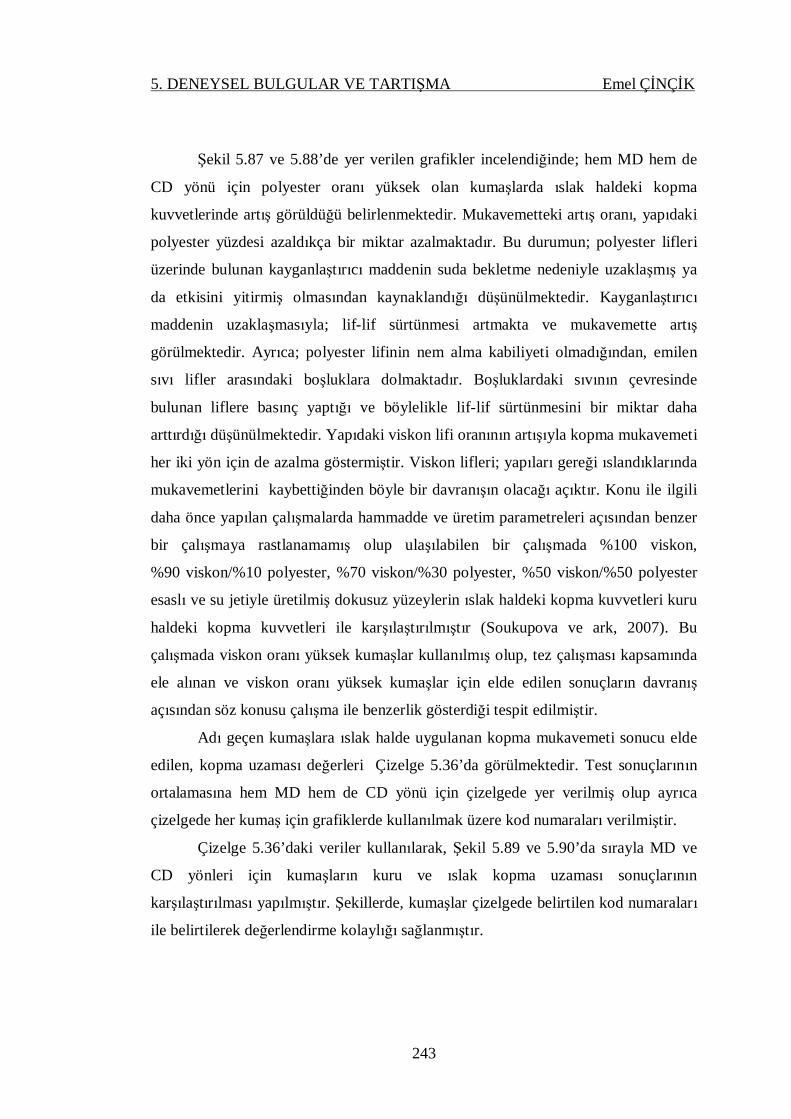
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
243
Şekil 5.87 ve 5.88’de yer verilen grafikler incelendiğinde; hem MD hem de
CD yönü için polyester oranı yüksek olan kumaşlarda ıslak haldeki kopma
kuvvetlerinde artış görüldüğü belirlenmektedir. Mukavemetteki artış oranı, yapıdaki
polyester yüzdesi azaldıkça bir miktar azalmaktadır. Bu durumun; polyester lifleri
üzerinde bulunan kayganlaştırıcı maddenin suda bekletme nedeniyle uzaklaşmış ya
da etkisini yitirmiş olmasından kaynaklandığı düşünülmektedir. Kayganlaştırıcı
maddenin uzaklaşmasıyla; lif-lif sürtünmesi artmakta ve mukavemette artış
görülmektedir. Ayrıca; polyester lifinin nem alma kabiliyeti olmadığından, emilen
sıvı lifler arasındaki boşluklara dolmaktadır. Boşluklardaki sıvının çevresinde
bulunan liflere basınç yaptığı ve böylelikle lif-lif sürtünmesini bir miktar daha
arttırdığı düşünülmektedir. Yapıdaki viskon lifi oranının artışıyla kopma mukavemeti
her iki yön için de azalma göstermiştir. Viskon lifleri; yapıları gereği ıslandıklarında
mukavemetlerini kaybettiğinden böyle bir davranışın olacağı açıktır. Konu ile ilgili
daha önce yapılan çalışmalarda hammadde ve üretim parametreleri açısından benzer
bir çalışmaya rastlanamamış olup ulaşılabilen bir çalışmada %100 viskon,
%90 viskon/%10 polyester, %70 viskon/%30 polyester, %50 viskon/%50 polyester
esaslı ve su jetiyle üretilmiş dokusuz yüzeylerin ıslak haldeki kopma kuvvetleri kuru
haldeki kopma kuvvetleri ile karşılaştırılmıştır (Soukupova ve ark, 2007). Bu
çalışmada viskon oranı yüksek kumaşlar kullanılmış olup, tez çalışması kapsamında
ele alınan ve viskon oranı yüksek kumaşlar için elde edilen sonuçların davranış
açısından söz konusu çalışma ile benzerlik gösterdiği tespit edilmiştir.
Adı geçen kumaşlara ıslak halde uygulanan kopma mukavemeti sonucu elde
edilen, kopma uzaması değerleri Çizelge 5.36’da görülmektedir. Test sonuçlarının
ortalamasına hem MD hem de CD yönü için çizelgede yer verilmiş olup ayrıca
çizelgede her kumaş için grafiklerde kullanılmak üzere kod numaraları verilmiştir.
Çizelge 5.36’daki veriler kullanılarak, Şekil 5.89 ve 5.90’da sırayla MD ve
CD yönleri için kumaşların kuru ve ıslak kopma uzaması sonuçlarının
karşılaştırılması yapılmıştır. Şekillerde, kumaşlar çizelgede belirtilen kod numaraları
ile belirtilerek değerlendirme kolaylığı sağlanmıştır.
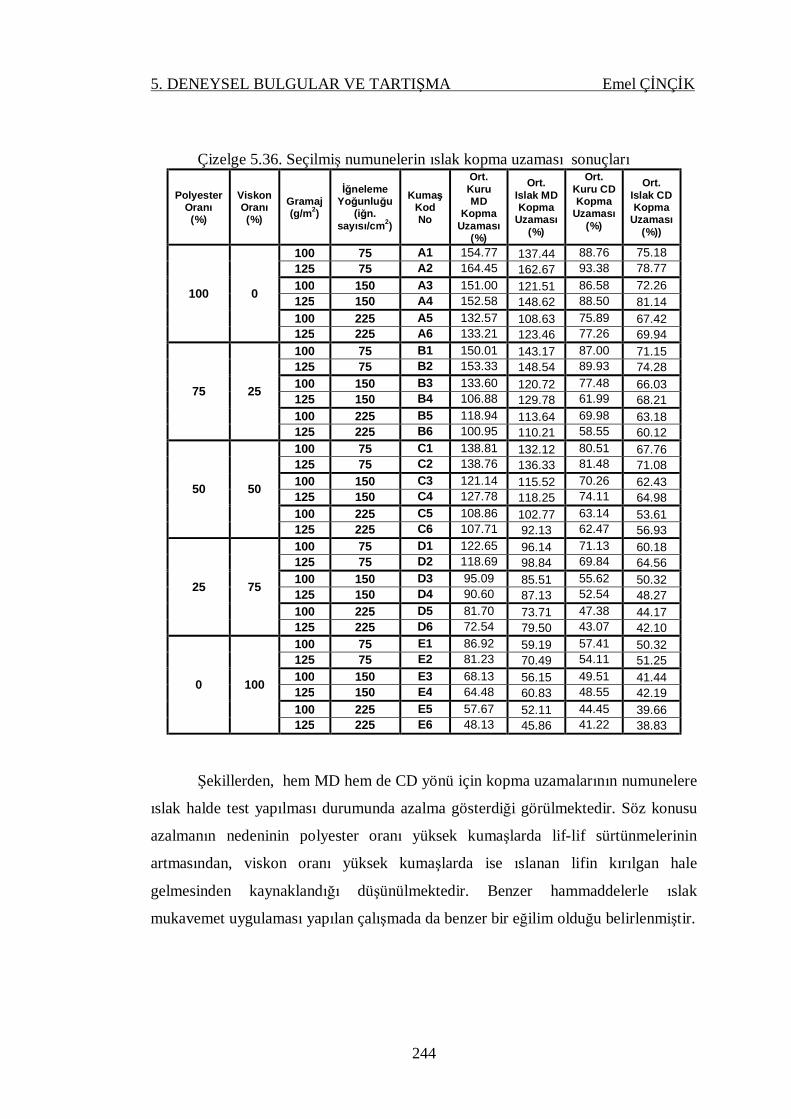
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
244
Çizelge 5.36. Seçilmiş numunelerin ıslak kopma uzaması sonuçları
Polyester Oranı (%)
Viskon Oranı (%)
Gramaj (g/m2)
İğneleme Yoğunluğu
(iğn. sayısı/cm2)
Kumaş Kod No
Ort. Kuru MD
Kopma Uzaması
(%)
Ort. Islak MD Kopma
Uzaması (%)
Ort. Kuru CD Kopma
Uzaması (%)
Ort. Islak CD Kopma
Uzaması (%))
100 0
100 75 A1 154.77 137.44 88.76 75.18 125 75 A2 164.45 162.67 93.38 78.77 100 150 A3 151.00 121.51 86.58 72.26 125 150 A4 152.58 148.62 88.50 81.14 100 225 A5 132.57 108.63 75.89 67.42 125 225 A6 133.21 123.46 77.26 69.94
75 25
100 75 B1 150.01 143.17 87.00 71.15 125 75 B2 153.33 148.54 89.93 74.28 100 150 B3 133.60 120.72 77.48 66.03 125 150 B4 106.88 129.78 61.99 68.21 100 225 B5 118.94 113.64 69.98 63.18 125 225 B6 100.95 110.21 58.55 60.12
50 50
100 75 C1 138.81 132.12 80.51 67.76 125 75 C2 138.76 136.33 81.48 71.08 100 150 C3 121.14 115.52 70.26 62.43 125 150 C4 127.78 118.25 74.11 64.98 100 225 C5 108.86 102.77 63.14 53.61 125 225 C6 107.71 92.13 62.47 56.93
25 75
100 75 D1 122.65 96.14 71.13 60.18 125 75 D2 118.69 98.84 69.84 64.56 100 150 D3 95.09 85.51 55.62 50.32 125 150 D4 90.60 87.13 52.54 48.27 100 225 D5 81.70 73.71 47.38 44.17 125 225 D6 72.54 79.50 43.07 42.10
0 100
100 75 E1 86.92 59.19 57.41 50.32 125 75 E2 81.23 70.49 54.11 51.25 100 150 E3 68.13 56.15 49.51 41.44 125 150 E4 64.48 60.83 48.55 42.19 100 225 E5 57.67 52.11 44.45 39.66 125 225 E6 48.13 45.86 41.22 38.83
Şekillerden, hem MD hem de CD yönü için kopma uzamalarının numunelere
ıslak halde test yapılması durumunda azalma gösterdiği görülmektedir. Söz konusu
azalmanın nedeninin polyester oranı yüksek kumaşlarda lif-lif sürtünmelerinin
artmasından, viskon oranı yüksek kumaşlarda ise ıslanan lifin kırılgan hale
gelmesinden kaynaklandığı düşünülmektedir. Benzer hammaddelerle ıslak
mukavemet uygulaması yapılan çalışmada da benzer bir eğilim olduğu belirlenmiştir.
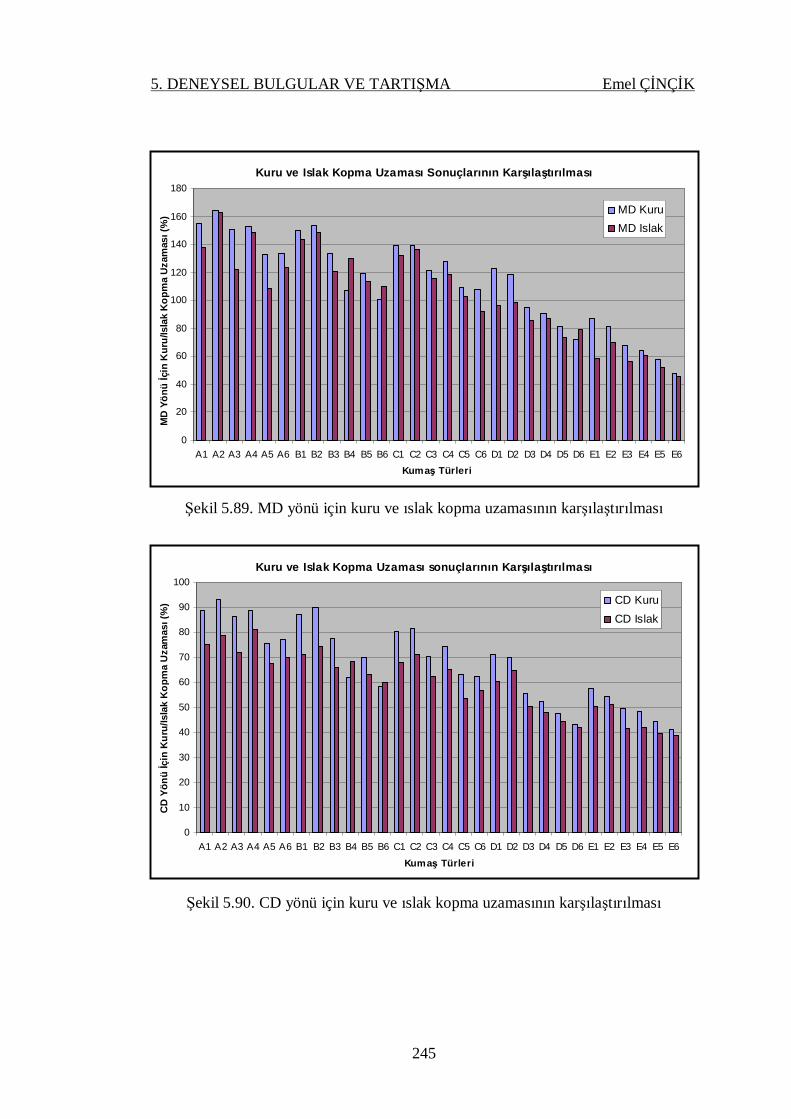
5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
245
Kuru ve Islak Kopma Uzaması Sonuçlarının Karşılaştırılması
0
20
40
60
80
100
120
140
160
180
A1 A2 A3 A4 A5 A6 B1 B2 B3 B4 B5 B6 C1 C2 C3 C4 C5 C6 D1 D2 D3 D4 D5 D6 E1 E2 E3 E4 E5 E6Kumaş Türleri
MD
Yön
ü İç
in K
uru/
Isla
k K
opm
a U
zam
ası (
%)
. MD KuruMD Islak
Kuru ve Islak Kopma Uzaması sonuçlarının Karşılaştırılması
0
10
20
30
40
50
60
70
80
90
100
A1 A2 A3 A4 A5 A6 B1 B2 B3 B4 B5 B6 C1 C2 C3 C4 C5 C6 D1 D2 D3 D4 D5 D6 E1 E2 E3 E4 E5 E6
Kumaş Türleri
CD
Yön
ü İç
in K
uru/
Isla
k K
opm
a U
zam
ası (
%)
.
CD KuruCD Islak
Şekil 5.89. MD yönü için kuru ve ıslak kopma uzamasının karşılaştırılması
Şekil 5.90. CD yönü için kuru ve ıslak kopma uzamasının karşılaştırılması

5. DENEYSEL BULGULAR VE TARTIŞMA Emel ÇİNÇİK
246
6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
247
6. SONUÇ VE ÖNERİLER
6.1. Çalışmanın Özeti
Liflerden çeşitli üretim yöntemleriyle kumaş oluşturulması esasına dayanan
dokusuz yüzey üretiminde; her üretim yöntemi için kullanılan hammadde ve
oluşturulacak mamul özelliklerini etkileyen parametreler değişkenlik
göstermektedir. Ülkemiz için üretim teknolojisinin yeni olduğu bu ürün grubunda;
farklı hammaddelerin karıştırılması ve üretim parametrelerinin değiştirilmesiyle
elde edilecek nihai ürünün özelliklerinin ne yönde değişeceği konusunda yeni yeni
çalışmalar yapılmaktadır. Bu çalışmada; belirli hammadde özellikleri için lif
karışım oranı ve bazı kumaş üretim parametreleri ile mekanik yollarla üretilmiş
dokusuz yüzeylerin fiziksel ve performans özellikleri değerlendirilerek tahmin
edilmeye çalışılmıştır.
İğneleme yöntemi ile üretilen dokusuz yüzeylerin kullanım alanları da
dikkate alınarak, tez kapsamında hammadde olarak polyester ve viskon tercih
edilmiştir. Çalışmada; farklı karışımlarda polyester/viskon elyafı içeren değişik
gramajlarda ve iğneleme yoğunluklarında üretilen dokusuz yüzeylerin fiziksel ve
performans özelliklerinin (kalınlık, yoğunluk, hava geçirgenliği, patlama
mukavemeti, sıvı emme kapasitesi, aşınma dayanımı, kopma mukavemeti ve
kopma uzaması) üretim yapılmadan önce tahmin edilmesine yönelik istatistiksel
modeller oluşturulmuştur. Oluşturulan modellerle; seçilen hammadde ve üretim
parametreleri ile dokusuz yüzeylerin söz konusu özelliklerinin değişimi
değerlendirilmiştir. Bu yönde çalışma kapsamında izlenen işlem aşamaları aşağıda
özetlenmiştir.
1) Çalışmanın ilk aşamasında, İngiltere Leeds Üniversitesi Tekstil Tasarım
Bölümü, Dokusuz Yüzeyler Araştırma Grubu ile görüşmeler yapılmış ve bu
görüşmeler sonucunda tez kapsamına uygun olacak şekilde numune üretimi
konusunda işbirliği başlatılmıştır. Bu konuda daha önce yapılan çalışmalar
göz önüne alınarak; yerinde gözlemler ve incelemeler yapılarak ve söz
konusu kurumun pilot işletmesinin imkânları da dikkate alınarak
6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
248
çalışmanın numune üretimi sırasında ele alınacak parametreler
belirlenmiştir. Tespit edilen bu parametreler esas alınarak çalışmanın
deneysel kısmına yönelik numune üretimine geçilmiştir.
2) Çalışmada; hammadde olarak polyester ve viskon lifleri, doku serme
yöntemi olarak tarakla mekanik serme, doku sabitleme yöntemi olarak da
iğneleme yöntemi seçilmiştir. Söz konusu pilot işletmede lif açıcı
vasıtasıyla açılan lifler, sandviç yöntemiyle 5 farklı karışım oranında
karıştırılmış ve dokusuz yüzey tarağına beslenmiş, elde edilen tülbentler
iğneleme sonucunda 4 farklı gramajda kumaş elde edilecek biçimde çapraz
olarak serilmiştir. Bu tülbentler; 3 farklı iğneleme yoğunluğu
uygulayabilmek için, sabit hızda çalışan iğneleme makinasından 1, 2 ve
3’er defa geçirilmiştir. Sonuç olarak; polyester ve viskon liflerinden 5
farklı karışım oranında, 4 farklı gramajda ve 3 farklı iğneleme
yoğunluğunda olmak üzere 60 adet farklı kumaş üretilmiştir.
3) Üretilen numunelerin öncelikle gramajları ve karışım oranları tayin edilmiş,
yapılan üretim sonucu elde edilen numunelerin planlanan biçimde üretilip
üretilmediği kontrol edilmiştir. Yapısının ve uygulanan test yöntemlerinin
diğer kumaşlardan daha farklı olması nedeniyle, ürünün kullanım alanları
da dikkate alınarak söz konusu kumaşlara uygulanan test yöntemleri
HASSAN GROUP-TEKSTİL ÜRÜNLERİ SAN. VE T.A.S’de yerinde
incelemeler yapılarak, GENERAL NONWOVEN AŞ ile yapılan ikili
görüşmelerle araştırılmış ve öğrenilmiştir. Daha sonra; söz konusu standart
test metodlarıyla numunelere; kalınlık, hava geçirgenliği, patlama
mukavemeti, sıvı emme kapasitesi, aşınma dayanımı, kuru-ıslak kopma
mukavemeti ve kopma uzaması testleri Adana KOSGEB, Adana ÜSAM,
Gaziantep Üniversitesi Tekstil Mühendisliği Bölümü laboratuarlarında ve
Çukurova Üniversitesi Tekstil Mühendisliği Bölümü laboratuarlarının
imkânlarından yararlanılarak uygulanmıştır.
4) Testler sonucu elde edilen veriler esas alınarak, çalışmada Design
Expert 6.06 paket programı kullanılarak istatistiksel analiz gerçekleştirilmiş
olup, uygulanan istatistik analiz sonucunda regresyon eşitliklerinin elde
6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
249
edilmesi amaçlanmıştır. Analiz sırasında, numunelerin üretiminde seçilen
parametreler bağımsız değişken, uygulanan testler sonucunda elde edilen
ve tahmin edilecek olan kumaş özellikleri bağımlı değişken olarak
seçilmiştir. Çalışmada hem farklı karışımdaki liflerden hem de farklı proses
şartlarında üretilen dokusuz yüzeylerin özellikleri incelendiğinden;
istatistik analizde tepki yüzeyi metodu esas alınmış, proses değişkeni
bulunan karışımlar için geliştirilmiş olan Karışım X Proses çapraz (crossed)
modelleri içeren simpleks kafes tasarımı kullanılmıştır.
5) Tespit edilen kumaşın fiziksel ve performans özelliklerinin her birini
tahmin etmeye yönelik regresyon eşitliklerinin elde edilebilmesi için
öncelikli olarak model seçimi yapılmıştır. Bu amaçla sırayla aşağıdaki
işlemler yapılmıştır.
ü Regresyon eşitliklerini elde etmek için aday modellere F testi yapılmış,
p değerlerine bakılarak hangi model ya da modellerin uygun olabileceği
tespit edilmiştir.
ü Uygun olabilecek modellerin R2, Düzeltilmiş R2, Tahmin edilen R2 ve
PRESS değerlerine göre en uygun model belirlenmiştir.
ü Seçilen modelin artıklarının normal dağılıma uygun olarak dağılıp
dağılmadığı ve model artıklarının model vasıtasıyla tahminlenen
değerlere karşı dağılımının rasgele olup olmadığı kontrol edilerek
seçilen modelin en uygun model olması sağlanmıştır.
6) Model seçimi yapıldıktan sonra; seçilen modele varyans analizi (ANOVA)
uygulanarak, %95’lik güvenirlik seviyesinde modele katkısı olan
parametreler belirlenmiş, katkısı anlamlı olmayan parametreler modelden
çıkarılmıştır. Elde edilen modellerle üretim yapılmadan; çalışmada
kullanılan gramaj, iğneleme yoğunluğu ve karışım oranı aralıklarında
dokusuz yüzeyin fiziksel ve performans özelliklerini tahmin edebilen
regresyon eşitlikleri oluşturulmuştur. Modellere ait R2, Düzeltilmiş R2,
tahmin edilen R2, MAE, MSE, %MAPE değerleri tespit edilmiş, bu
değerlerle modellerin tahmin etme performansı ortaya konmuştur. Ayrıca;
söz konusu denklemlerle eğriler uydurularak, farklı gramajlarda ve
6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
250
iğneleme yoğunluklarında karışım oranının kumaş fiziksel ve performans
özelliklerine etkisi irdelenmiştir.
6.2. Çalışmanın Sonuçları
Çalışma sonucunda her bir kumaş özelliği için elde edilen regresyon
eşitlikleri Çizelge 6.1’de toplu halde görülmektedir. Çizelgede ayrıca; her özellik
için seçilen en uygun modelin çeşidi, bu modele ait korelasyon katsayısı (R), R2,
Düzeltilmiş R2, Tahmin edilen R2 , %MAPE değerleri de belirtilmektedir.
Denklemlerde yer alan P polyester lifi karışım oranını, V viskon lifi karışım
oranını, G gramajı (g/m2), İY ise iğneleme yoğunluğunu (iğneleme sayısı/cm2)
ifade etmektedir. Örneğin; %75 polyester/%25 viskon liflerinden oluşan kumaş için
denklemlerde P yerine 0.75, V 0.25 yazılmalı ve diğer karışımlar için benzer yol
izlenmelidir. Burada kalınlık için bazı açıklamalar yapılmış olup benzer durumlar
diğer kumaş özellikleri için de söz konusu olmaktadır.
Çalışmada materyal olarak kullanılan dokusuz yüzeylerin kalınlık özelliği
için; uygulanan kalınlık tayini testi sonucunda elde edilen verilerin paket programa
girilmesiyle bu özellik için en uygun modelin Kuadratik X 2FI karışım X proses
çapraz tasarım olduğu tespit edilmiştir. Bu tasarım kullanılarak kalınlık için
geliştirilen regresyon denklemi çizelgede görülmektedir. Bu denklemde yer alan
terimlerin katsayılarının büyüklüğü ve işareti, söz konusu terimin kalınlığı ne
yönde ve ne derecede etkilediğini göstermektedir. Örneğin; denklemde bulunan en
büyük katsayı polyester ve viskon lifi oranı etkileşiminin (PxV) katsayısı olan
-1.06133’tür. Katsayının en büyük olması; bu terimin kalınlığı en çok etkileyen
parametre olduğunu göstermektedir. İşaretinin eksi olması ise; polyester ve viskon
liflerinin oranının etkileşiminin, kalınlığı azaltıcı etkiye sahip olduğunu ifade
etmektedir.
Kalınlık için geliştirilen model kullanılarak; karışım ve proses değişkenleri ile
kalınlık arasında R=0.983’lik bir korelasyon elde edildiği çizelgeden takip
edilebilmektedir. Korelasyon sayısının 1’e yakın olması, söz konusu değişkenlerin
kalınlıkla yüksek oranda ilişkili olduğunu ifade etmektedir. Kumaşların kalınlık
6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
251
özelliğine yönelik oluşturulan modelin R2 değeri 0.965 olarak elde edilmiştir. Bir
başka deyimle; modelde yer alan bağımsız değişkenlerin kalınlık özelliğini açıklama
oranı %96.537’tir. Modele katkısı bulunmayan terimlerin modelden çıkarılmasıyla
hesaplanan düzeltilmiş R2 değeri kalınlık için 0.959, Tahmin edilen R2 ise 0.951 gibi
yüksek değerlerde elde edilmiştir. Bu değerlerin %100’e ve birbirine yakın değerlerde
olması, kurulan modelin kalınlık özelliğini tahmin etmede başarılı sonuçlar vereceğini
göstermektedir. Çizelgede ayrıca % MAPE (Ortalama Mutlak Hata Yüzdesi-Mean
Absolute Percentage Error) değeri de % 3.588 olarak belirtilmektedir. Ortalama mutlak
hata yüzdesinin %100’den çıkarılmasıyla, modelin kalınlık özelliğini tahminleme gücü
ortaya çıkmaktadır. Buna göre; kurulan istatistiksel modelle dokusuz kumaşların
kalınlığı %96.412 (100-3.588) doğrulukta tahmin edilebilmektedir.
Diğer özellikler için kurulan modellerle elde edilen eşitliklerin söz konusu
özellikleri açıklama yüzdeleri (R, R2, düzeltilmiş R2 ve tahmin edilen R2) oldukça
yüksek ve birbirine yakın çıkmıştır. Bütün özellikler için geliştirilen regresyon
eşitlikleriyle yapılacak tahminlemelerin ortalama mutlak hata yüzdesi oldukça
düşüktür. Çalışmada geliştirilen eşitliklerin dokusuz yüzey özelliklerini tahmin etmede
kullanılabileceği ortaya çıkmaktadır.
Belirlenen tüm kumaş özellikleri için uygun regresyon eşitlikleri
oluşturulduktan sonra; eğri uydurmak suretiyle farklı gramaj ve iğneleme
yoğunluklarında bu özellikler ile lif karışım oranları arasındaki değişim grafiklerle
ortaya konmaya çalışılmıştır. Söz konusu hammadde ve üretim parametreleri ile ele
alınan özelliklerin arasındaki değişimin, literatürde yer alan benzer çalışmalarla
davranış açısından benzerlikler gösterdiği tespit edilmiştir. Söz konusu özelliklerin her
biri ile çalışmada kullanılan değişkenlerin arasındaki ilişki burada
• Lif karışım oranlarının etkisi
• Değişik iğneleme yoğunluklarında gramajın etkisi
• Değişik gramajlarda iğneleme yoğunluğunun etkisi
olmak üzere üç başlık altında ele alınmıştır.
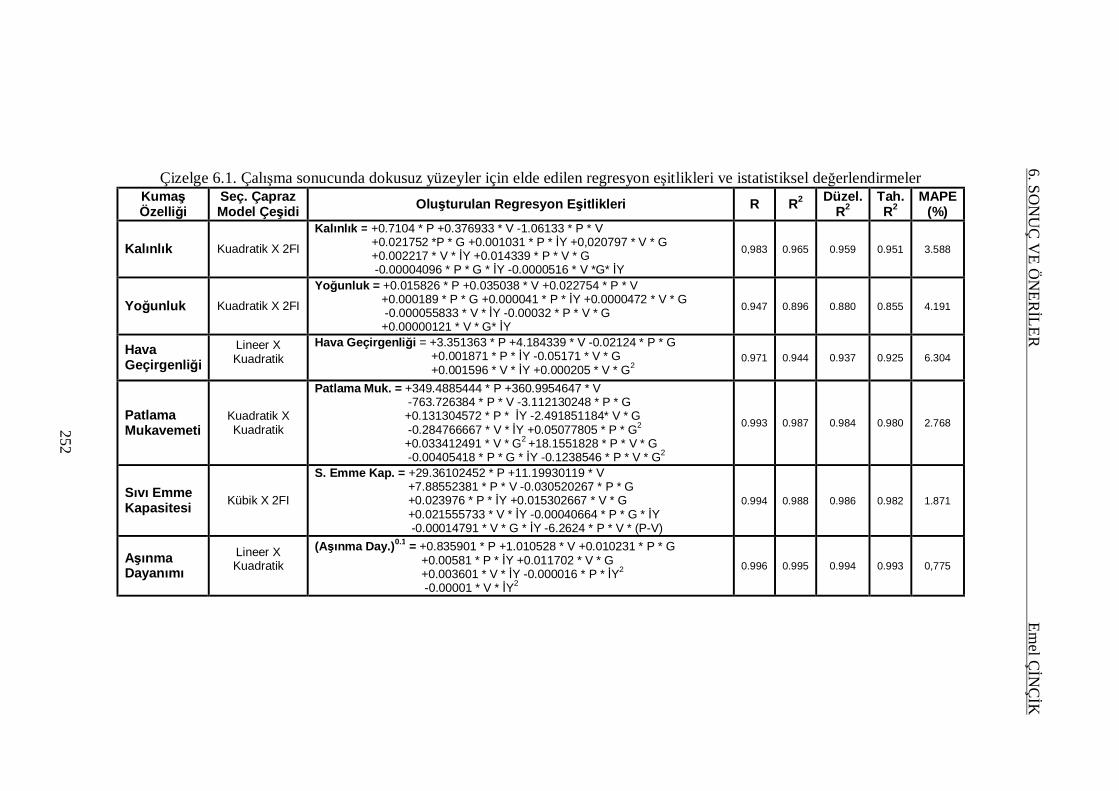
6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
252
Çizelge 6.1. Çalışma sonucunda dokusuz yüzeyler için elde edilen regresyon eşitlikleri ve istatistiksel değerlendirmeler
Kumaş Özelliği
Seç. Çapraz Model Çeşidi Oluşturulan Regresyon Eşitlikleri R R2 Düzel.
R2 Tah. R2
MAPE (%)
Kalınlık Kuadratik X 2FI
Kalınlık = +0.7104 * P +0.376933 * V -1.06133 * P * V +0.021752 *P * G +0.001031 * P * İY +0,020797 * V * G +0.002217 * V * İY +0.014339 * P * V * G -0.00004096 * P * G * İY -0.0000516 * V *G* İY
0,983 0.965 0.959 0.951 3.588
Yoğunluk Kuadratik X 2FI
Yoğunluk = +0.015826 * P +0.035038 * V +0.022754 * P * V +0.000189 * P * G +0.000041 * P * İY +0.0000472 * V * G -0.000055833 * V * İY -0.00032 * P * V * G +0.00000121 * V * G* İY
0.947 0.896 0.880 0.855 4.191
Hava Geçirgenliği
Lineer X Kuadratik
Hava Geçirgenliği = +3.351363 * P +4.184339 * V -0.02124 * P * G +0.001871 * P * İY -0.05171 * V * G +0.001596 * V * İY +0.000205 * V * G2
0.971 0.944 0.937 0.925 6.304
Patlama Mukavemeti
Kuadratik X Kuadratik
Patlama Muk. = +349.4885444 * P +360.9954647 * V -763.726384 * P * V -3.112130248 * P * G +0.131304572 * P * İY -2.491851184* V * G -0.284766667 * V * İY +0.05077805 * P * G2
+0.033412491 * V * G2 +18.1551828 * P * V * G -0.00405418 * P * G * İY -0.1238546 * P * V * G2
0.993 0.987 0.984 0.980 2.768
Sıvı Emme Kapasitesi Kübik X 2FI
S. Emme Kap. = +29.36102452 * P +11.19930119 * V +7.88552381 * P * V -0.030520267 * P * G +0.023976 * P * İY +0.015302667 * V * G +0.021555733 * V * İY -0.00040664 * P * G * İY -0.00014791 * V * G * İY -6.2624 * P * V * (P-V)
0.994 0.988 0.986 0.982 1.871
Aşınma Dayanımı
Lineer X Kuadratik
(Aşınma Day.)0.1 = +0.835901 * P +1.010528 * V +0.010231 * P * G +0.00581 * P * İY +0.011702 * V * G +0.003601 * V * İY -0.000016 * P * İY2 -0.00001 * V * İY2
0.996 0.995 0.994 0.993 0,775
6. SON
UÇ
VE Ö
NER
İLER Em
el ÇİN
ÇİK
252
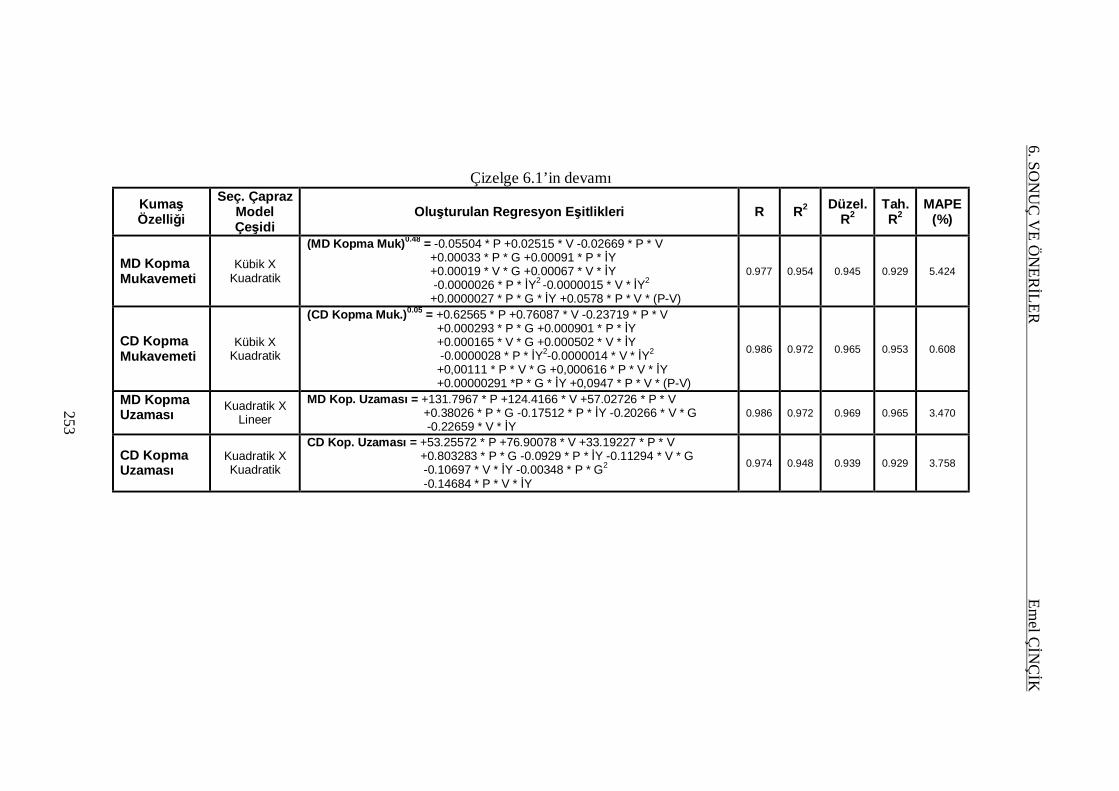
6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
253
Çizelge 6.1’in devamı
Kumaş Özelliği
Seç. Çapraz Model Çeşidi
Oluşturulan Regresyon Eşitlikleri R R2 Düzel. R2
Tah. R2
MAPE (%)
MD Kopma Mukavemeti
Kübik X Kuadratik
(MD Kopma Muk)0.48 = -0.05504 * P +0.02515 * V -0.02669 * P * V +0.00033 * P * G +0.00091 * P * İY +0.00019 * V * G +0.00067 * V * İY -0.0000026 * P * İY2 -0.0000015 * V * İY2
+0.0000027 * P * G * İY +0.0578 * P * V * (P-V)
0.977 0.954 0.945 0.929 5.424
CD Kopma Mukavemeti
Kübik X Kuadratik
(CD Kopma Muk.)0.05 = +0.62565 * P +0.76087 * V -0.23719 * P * V +0.000293 * P * G +0.000901 * P * İY +0.000165 * V * G +0.000502 * V * İY -0.0000028 * P * İY2-0.0000014 * V * İY2
+0,00111 * P * V * G +0,000616 * P * V * İY +0.00000291 *P * G * İY +0,0947 * P * V * (P-V)
0.986 0.972 0.965 0.953 0.608
MD Kopma Uzaması Kuadratik X
Lineer
MD Kop. Uzaması = +131.7967 * P +124.4166 * V +57.02726 * P * V +0.38026 * P * G -0.17512 * P * İY -0.20266 * V * G -0.22659 * V * İY
0.986 0.972 0.969 0.965 3.470
CD Kopma Uzaması
Kuadratik X Kuadratik
CD Kop. Uzaması = +53.25572 * P +76.90078 * V +33.19227 * P * V +0.803283 * P * G -0.0929 * P * İY -0.11294 * V * G -0.10697 * V * İY -0.00348 * P * G2 -0.14684 * P * V * İY
0.974 0.948 0.939 0.929 3.758
6. SO
NU
Ç V
E ÖN
ERİLER
Emel Ç
İNÇİK
253
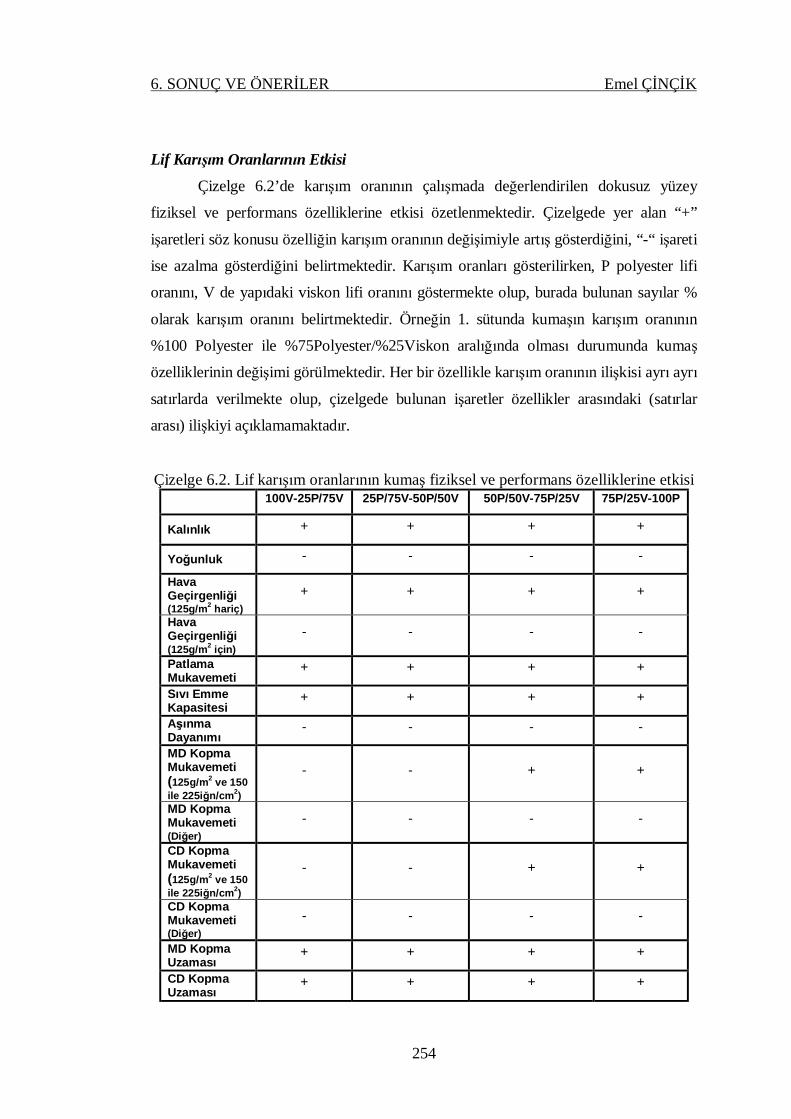
6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
254
Lif Karışım Oranlarının Etkisi Çizelge 6.2’de karışım oranının çalışmada değerlendirilen dokusuz yüzey
fiziksel ve performans özelliklerine etkisi özetlenmektedir. Çizelgede yer alan “+”
işaretleri söz konusu özelliğin karışım oranının değişimiyle artış gösterdiğini, “-“ işareti
ise azalma gösterdiğini belirtmektedir. Karışım oranları gösterilirken, P polyester lifi
oranını, V de yapıdaki viskon lifi oranını göstermekte olup, burada bulunan sayılar %
olarak karışım oranını belirtmektedir. Örneğin 1. sütunda kumaşın karışım oranının
%100 Polyester ile %75Polyester/%25Viskon aralığında olması durumunda kumaş
özelliklerinin değişimi görülmektedir. Her bir özellikle karışım oranının ilişkisi ayrı ayrı
satırlarda verilmekte olup, çizelgede bulunan işaretler özellikler arasındaki (satırlar
arası) ilişkiyi açıklamamaktadır.
Çizelge 6.2. Lif karışım oranlarının kumaş fiziksel ve performans özelliklerine etkisi 100V-25P/75V 25P/75V-50P/50V 50P/50V-75P/25V 75P/25V-100P
Kalınlık + + + +
Yoğunluk - - - -
Hava Geçirgenliği (125g/m2 hariç)
+ + + +
Hava Geçirgenliği (125g/m2 için)
- - - -
Patlama Mukavemeti
+ + + +
Sıvı Emme Kapasitesi
+ + + +
Aşınma Dayanımı
- - - -
MD Kopma Mukavemeti (125g/m2 ve 150 ile 225iğn/cm2)
- - + +
MD Kopma Mukavemeti (Diğer)
- - - -
CD Kopma Mukavemeti (125g/m2 ve 150 ile 225iğn/cm2)
- - + +
CD Kopma Mukavemeti (Diğer)
- - - -
MD Kopma Uzaması
+ + + +
CD Kopma Uzaması
+ + + +
6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
255
Çalışma sonucunda ortaya çıkan ve çizelgede özetlenen veriler
değerlendirildiğinde aşağıdaki sonuçlar elde edilmektedir.
1) Karışımdaki polyester lifi oranının artışıyla tüm kumaşlarda kalınlıkta artış,
yoğunlukta azalma olduğu belirlenmiştir. Bu durumun polyester lifinin
yoğunluğunun viskon lifine oranla daha düşük olması ve polyesterin eğilme
rijitliğinin yüksek olmasından kaynaklandığı düşünülmektedir. Bu sebeplerden
dolayı, aynı gramaj ve iğneleme yoğunluğunda polyester oranı yüksek kumaşta
daha gevşek bağlar söz konusu olmakta ve kumaş daha hacimli ve gözenekli
yapı göstermektedir.
2) Karışımdaki polyester lifi oranının artışıyla 125g/m2 gramaja sahip kumaşlar
haricindeki kumaşlarda hava geçirgenliğinin arttığı, 125g/m2 gramajlı
kumaşlarda ise azaldığı tespit edilmiştir. 125g/m2 gramaja kadar, polyester
lifinin yapıda kurduğu bağlardan kaynaklı olarak kumaşların daha gevşek ve
gözenekli yapı gösterdiği düşünülmektedir. Bu sebeple hava geçirgenliğinde
artış olmuştur. 125g/m2 gramajlı kumaşlarda ise; yapıdaki lif sayısı arttığından
polyester lifinin hacimlilik özelliğini yitirdiği düşünülmektedir.
3) Kumaşların patlama mukavemeti özelliğinin yapıdaki polyester lifi oranının
artışıyla artış gösterdiği belirlenmiştir. Polyester lifinin bireysel mukavemetinin
yüksek olması, patlama mukavemetinde uygulanan dik yöndeki ani kuvvete
daha fazla direnç göstermesine neden olduğu düşünülmektedir.
4) Yapıdaki polyester lifi oranının artışıyla söz konusu kumaşların sıvı emme
kapasitelerinde de artış gözlemlenmiştir. Bu durumun; polyester lifinin
kurduğu bağlarda lifler arasındaki boşlukların çok olmasından kaynaklandığı
tahmin edilmektedir. Kumaş yapısında yer alan boşluklara daha çok miktarda
sıvı tutunmakta ve sıvı emme kapasitesi artmaktadır.
5) Aşınma dayanımının; kumaşın yapısındaki polyester lifi oranının artışıyla
azaldığı görülmüştür. Polyesterin boncuklanma eğilimi ve kurduğu bağların
gevşek olması dolayısıyla, aşınma hareketi karşısında daha düşük devirlerde
aşındığı sonucuna varılmıştır.
6) MD ve CD yönündeki kopma mukavemeti değerlendirildiğinde; 125g/m2
gramajdaki 150 iğneleme/cm2 ve 225 iğneleme/cm2 iğneleme yoğunluğuna
6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
256
sahip kumaşlarda; yapıdaki polyester lifi oranının artışıyla mukavemetin
%50Polyester/%50 Viskon karışım oranına kadar azaldığı, bu karışım
oranından sonra arttığı belirlenmiştir. Diğer kumaşlarda ise; polyester lifinin
artışıyla kopma mukavemetinin azaldığı tespit edilmiştir. Dokusuz kumaşlarda
kopma mukavemeti bireysel lif mukavemetinden çok, liflerin kurduğu bağlar
ve lif-lif sürtünmesine bağlı olmaktadır. Polyester lifini yüksek oranda içeren
kumaşlarda; liflerin kurduğu bağlar daha gevşek olduğundan kumaş yoğunluğu
düşmektedir. Polyester üzerindeki kayganlaştırmayı arttırıcı spinfinish
maddesinin ve kumaş yoğunluğun düşmesinin etkisiyle lif-lif sürtünmesinin
azaldığı ve mukavemette söz konusu meydana geldiği düşünülmektedir.
125g/m2 gramajdaki 150 iğneleme/cm2 ve 225 iğneleme/cm2 iğneleme
yoğunluğuna sahip kumaşlarda; yapıda bulunan lif sayısı arttığından,
%50Polyester/%50Viskon karışım oranından sonra polyester lifinin hacimlilik
özelliğini yitirdiği, lif-lif sürtünmesinin ve dolayısıyla kopma mukavemetinin
arttığı tahmin edilmektedir. .
7) MD ve CD yönündeki kopma uzaması özellikleri değerlendirildiğinde;
yapıdaki polyester oranının artışının kopma uzaması değerinde artışa neden
olduğu belirlenmiştir. Polyester oranının artışıyla yapının daha gevşek
olmasının ve polyester lifi üzerindeki spinfinish maddesinin böyle bir duruma
neden olduğu düşünülmektedir. Çalışmada kullanılan viskon lifinin kıvırcıklı
yapıda olmasının, bu tür liflerin ağırlıkta olduğu kumaşlarda lif-lif
sürtünmesinden kaynaklı olarak kopma uzamasını azalttığı kanısına varılmıştır.
Değişik Kumaş İğneleme Yoğunluklarında Gramajın Etkisi
Çizelge 6.3’te değişik iğneleme yoğunluklarında çalışmada kullanılan dokusuz
yüzeylerin gramajının belirtilen kumaşların fiziksel ve performans özelliklerine etkisi
özetlenmektedir. Çizelgede yer alan “+” işaretleri söz konusu özelliğin farklı iğneleme
yoğunluklarında gramajın değişimiyle artış gösterdiğini, “-“ işareti ise azalma
gösterdiğini belirtmektedir. Çizelgede sağa doğru ilerledikçe iğneleme yoğunluğu ve
kumaş gramajı artış göstermekte olup, her iğneleme yoğunluğu için gramajın artışı ayrı
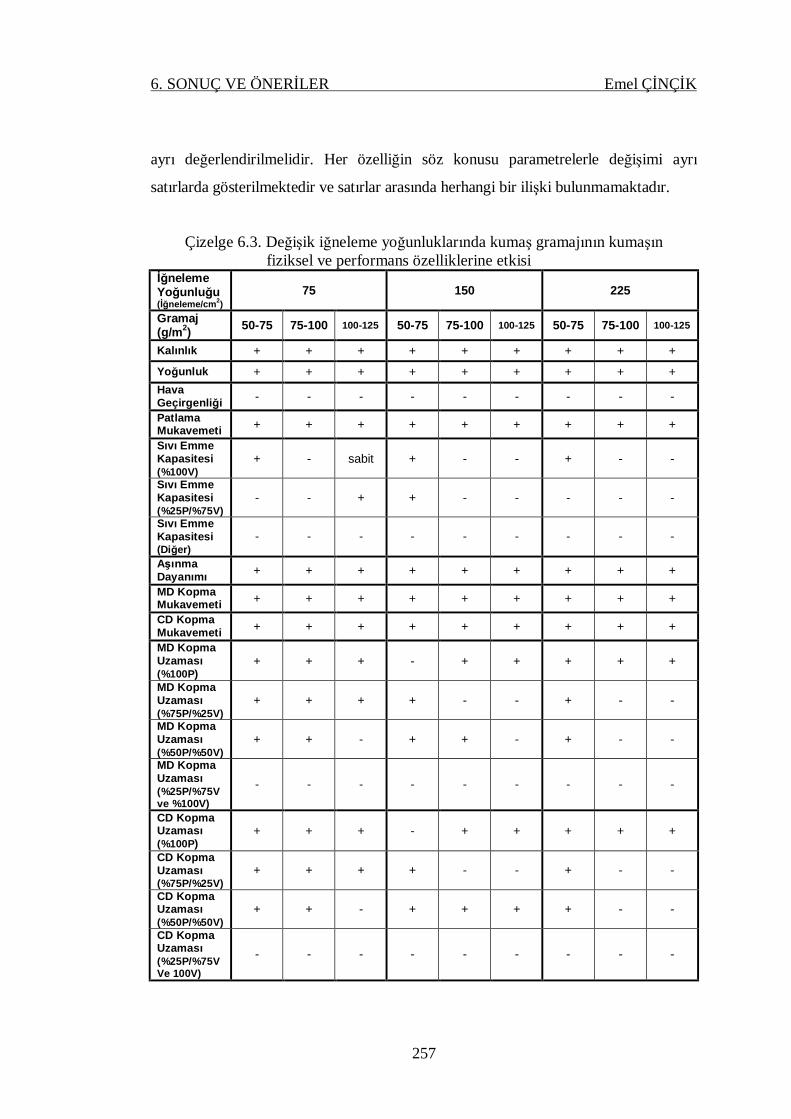
6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
257
ayrı değerlendirilmelidir. Her özelliğin söz konusu parametrelerle değişimi ayrı
satırlarda gösterilmektedir ve satırlar arasında herhangi bir ilişki bulunmamaktadır.
Çizelge 6.3. Değişik iğneleme yoğunluklarında kumaş gramajının kumaşın fiziksel ve performans özelliklerine etkisi İğneleme Yoğunluğu (İğneleme/cm2)
75 150 225
Gramaj (g/m2) 50-75 75-100 100-125 50-75 75-100 100-125 50-75 75-100 100-125
Kalınlık + + + + + + + + +
Yoğunluk + + + + + + + + + Hava Geçirgenliği - - - - - - - - -
Patlama Mukavemeti + + + + + + + + +
Sıvı Emme Kapasitesi (%100V)
+ - sabit + - - + - -
Sıvı Emme Kapasitesi (%25P/%75V)
- - + + - - - - -
Sıvı Emme Kapasitesi (Diğer)
- - - - - - - - -
Aşınma Dayanımı + + + + + + + + +
MD Kopma Mukavemeti + + + + + + + + +
CD Kopma Mukavemeti + + + + + + + + +
MD Kopma Uzaması (%100P)
+ + + - + + + + +
MD Kopma Uzaması (%75P/%25V)
+ + + + - - + - -
MD Kopma Uzaması (%50P/%50V)
+ + - + + - + - -
MD Kopma Uzaması (%25P/%75V ve %100V)
- - - - - - - - -
CD Kopma Uzaması (%100P)
+ + + - + + + + +
CD Kopma Uzaması (%75P/%25V)
+ + + + - - + - -
CD Kopma Uzaması (%50P/%50V)
+ + - + + + + - -
CD Kopma Uzaması (%25P/%75V Ve 100V)
- - - - - - - - -

6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
258
Çalışma neticesinde ortaya çıkan ve çizelgede belirtilen veriler
değerlendirildiğinde aşağıdaki sonuçlara ulaşılmıştır.
1) Çalışmada yer alan kumaşlarda gramajın artışı kesitte bulunan lif sayısını
arttırdığından; bütün iğneleme yoğunluklarında gramaj artışıyla kalınlık,
yoğunluk, aşınma dayanımı, MD ve CD yönündeki kopma mukavemetleri
gibi özellikler beklendiği gibi artış göstermiştir.
2) Benzer şekilde, kesitteki lif sayısının artması nedeniyle, yapıdan geçiş yapan
havanın hızının da azaldığı düşünülmektedir. Tüm iğneleme yoğunluklarında
gramaj artışıyla hava geçirgenliğinde azalma tespit edilmiştir.
3) Söz konusu kumaşların sıvı emme kapasitesinin; yapıdaki lifin nem alma
kabiliyetiyle birlikte yapıda bulunan gözeneklerin miktarına bağlı olarak
değiştiği tespit edilmiştir. Nem alma kabiliyetine sahip liflerin bulunduğu
kumaşlarda, lifin sıvı alması sonucu şişmesi kesitteki boşlukları
azaltabilmekte ve sıvı emme kapasitesinin ne yönde değişeceği net olarak
söylenemeyebilmektedir. Nem alma kabiliyeti olmayan lifler bulunan
kumaşlarda ise; yapıdaki boşlukların sıvı emme kapasitesinde daha çok etkili
olduğu belirlenmiştir. Çizelgeden de görüldüğü gibi, sıvı emme kapasitesi
farklı karışım oranları için farklı seyir göstermiştir.
4) %100 Viskon yapıdaki kumaşlarda sıvı emme kapasitesinin gramajın artışıyla
önce artığı, sonra azaldığı gözlemlenmiştir. Gramajın artışıyla kesitte sıvıyı
emecek lif miktarının arttığı ve sıvı emme kapasitesinde artış olduğu
düşünülmektedir. Gramajın birer kademe daha artışıyla; lifler arasındaki
boşlukların azaldığı, sıvının etkisiyle şişen liflerin yerleşebileceği ya da
sıvının tutulabileceği boşlukların azalmasından ötürü sıvı emme kapasitesinde
de azalma olduğu tahmin edilmektedir. %25Polyester/%75Viskon
kumaşlarda ise; düşük iğneleme yoğunluğu hariç benzer eğilimin olduğu
görülmekte, düşük iğneleme yoğunluklarındaki farklılığın kumaşların
kararsız yapısından kaynaklandığı düşünülmektedir. Polyester lifi oranının
yüksek olduğu diğer karışım oranlarındaki kumaşlarda ise; tüm iğneleme
yoğunluklarında gramajın artışı benzer sebeplerle, sıvı emme kapasitesini
azaltıcı etki göstermiştir.
6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
259
5) Farklı iğneleme yoğunluklarında gramajın artışıyla MD ve CD yönündeki
kopma uzaması özelliği aynı biçimde değişim göstermiştir. Genel olarak;
%100 Polyester içerikli kumaşlarda kopma uzaması farklı iğneleme
yoğunlukları için gramajın artışıyla artış eğiliminde bulunmuştur. Bunun
nedeninin gramajın artışıyla; kumaş kopuncaya kadar birbiri üzerinden
kayacak lif sayısının artması olabileceği düşünülmektedir. Yapısında viskon
lifinin çok olduğu kumaşlarda ise; viskon lifinin kıvırcıklı enine kesit
şeklinden ve yüzey pürüzlülüğünden dolayı, lif-lif sürtünmesinin artmış
olduğu ve bu sebeple gramajın artışıyla lif-lif etkileşiminin artmış olduğu
tahmin edilmektedir. Böylece bu tür kumaşların kopma uzamasının gramaj
artışıyla azaldığı düşünülmektedir.
Değişik Kumaş Gramajlarında İğneleme Yoğunluğunun Etkisi
Çizelge 6.4’te değişik kumaş gramajlarında iğneleme yoğunluğunun
çalışmada kullanılan dokusuz yüzeylerin fiziksel ve performans özelliklerine etkisi
toplu halde verilmektedir. Çizelgede yer alan “+” işaretleri söz konusu özelliğin
farklı gramajlarda iğneleme yoğunluklarının değişimiyle artış gösterdiğini, “-“ işareti
ise azalma gösterdiğini belirtmektedir. Çizelgede sağa doğru ilerledikçe kumaş
gramajı ve iğneleme yoğunluğu artış göstermekte olup, her gramaj için iğneleme
yoğunluğunun artışı ayrı ayrı değerlendirilmelidir. Her özelliğin söz konusu
parametrelerle değişimi ayrı satırlarda gösterilmektedir ve satırlar arasında herhangi
bir ilişki bulunmamaktadır.
Çalışma sonucunda ortaya çıkan ve çizelgede özetlenen veriler
değerlendirildiğinde aşağıdaki sonuçlar elde edilmektedir.
1) Farklı gramajlardaki kumaşların kalınlığı; iğneleme yoğunluğunun etkisiyle
beklendiği gibi, azalmaktadır. İğneleme yoğunluğunun artışıyla kumaş
yapısında bulunan lifler birbirine daha fazla dolaştırıldığı, liflerin daha sıkı
bağlar kurduğu ve böylece kumaş kalınlığında azalma oluştuğu
düşünülmektedir.
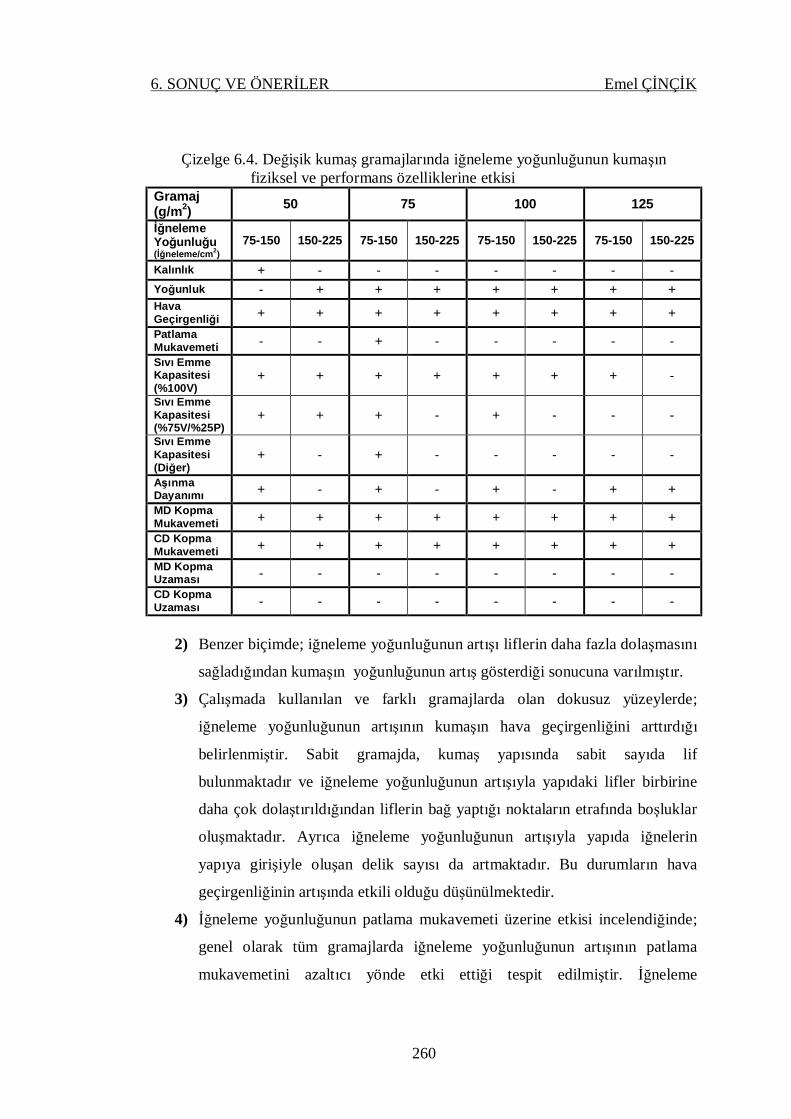
6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
260
Çizelge 6.4. Değişik kumaş gramajlarında iğneleme yoğunluğunun kumaşın fiziksel ve performans özelliklerine etkisi Gramaj (g/m2) 50 75 100 125
İğneleme Yoğunluğu (İğneleme/cm2)
75-150 150-225 75-150 150-225 75-150 150-225 75-150 150-225
Kalınlık + - - - - - - - Yoğunluk - + + + + + + + Hava Geçirgenliği + + + + + + + + Patlama Mukavemeti - - + - - - - - Sıvı Emme Kapasitesi (%100V)
+ + + + + + + -
Sıvı Emme Kapasitesi (%75V/%25P)
+ + + - + - - -
Sıvı Emme Kapasitesi (Diğer)
+ - + - - - - -
Aşınma Dayanımı + - + - + - + + MD Kopma Mukavemeti + + + + + + + + CD Kopma Mukavemeti + + + + + + + + MD Kopma Uzaması - - - - - - - - CD Kopma Uzaması - - - - - - - -
2) Benzer biçimde; iğneleme yoğunluğunun artışı liflerin daha fazla dolaşmasını
sağladığından kumaşın yoğunluğunun artış gösterdiği sonucuna varılmıştır.
3) Çalışmada kullanılan ve farklı gramajlarda olan dokusuz yüzeylerde;
iğneleme yoğunluğunun artışının kumaşın hava geçirgenliğini arttırdığı
belirlenmiştir. Sabit gramajda, kumaş yapısında sabit sayıda lif
bulunmaktadır ve iğneleme yoğunluğunun artışıyla yapıdaki lifler birbirine
daha çok dolaştırıldığından liflerin bağ yaptığı noktaların etrafında boşluklar
oluşmaktadır. Ayrıca iğneleme yoğunluğunun artışıyla yapıda iğnelerin
yapıya girişiyle oluşan delik sayısı da artmaktadır. Bu durumların hava
geçirgenliğinin artışında etkili olduğu düşünülmektedir.
4) İğneleme yoğunluğunun patlama mukavemeti üzerine etkisi incelendiğinde;
genel olarak tüm gramajlarda iğneleme yoğunluğunun artışının patlama
mukavemetini azaltıcı yönde etki ettiği tespit edilmiştir. İğneleme
6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
261
yoğunluğunun artışıyla; kumaş gramajı sabit olduğundan, kumaş yapısında
sabit sayıda bulunan lifler üzerine uygulanan gerilimlerin de artış gösterdiği
ve böylece patlama mukavemetinin düştüğü tahmin edilmektedir.
5) Çalışmadaki kumaşların sıvı emme kapasiteleri, yapıdaki polyester ve viskon
lifi oranına bağlı olarak iğneleme yoğunluğu ile farklı şekillerde değişim
göstermektedir. %100Viskon lifinden oluşan kumaşlarda iğneleme
yoğunluğunun artışı ile sıvı emme kapasitesi artış göstermiştir. İğneleme
yoğunluğunun artışıyla bu tür kumaşlarda, hava geçirgenliği için belirtilen
nedenlerden dolayı, gözenekler ve boşlukların artış gösterdiği ve sıvı emme
kapasitesinin arttığı düşünülmektedir. Polyester lifi oranının yüksek olduğu
kumaşlarda (diğer) düşük gramajlarda iğneleme yoğunluğunun artışının sıvı
emme kapasitesini önce arttırdığı daha sonra azalttığı; yüksek gramajlarda ise
azalttığı tespit edilmiştir. Bu eğilimin, düşük gramajlarda yapıda daha az lif
bulunmasından, yüksek gramajlarda ise lif sayısının artışı ile yapıdaki
boşlukların azalmasından kaynaklandığı tahmin edilmektedir.
%75Viskon/%25Polyester içeren kumaşlarda ise; sıvı emme kapasitesinin
125g/m2 gramaja kadar iğneleme yoğunluğundaki artışla önce artıp sonra
azaldığı, bu gramajda sürekli azaldığı tespit edilmiştir.
6) 125g/m2 gramaja kadar iğneleme yoğunluğundaki artışın aşınma dayanımını
önce arttırıcı sonra azaltıcı etki gösterdiği, bu gramajdaki kumaşlarda ise
aşınma dayanımında sürekli artışa neden olduğu sonucu elde edilmiştir.
125g/m2 gramaja kadar iğneleme yoğunluğundaki bir kademe artışın liflerin
yaptığı bağları arttırdığı ve aşınma dayanımını arttırıcı rol oynadığı, iğneleme
yoğunluğunun bir kademe daha arttırılmasıyla bağlanan liflerin etrafındaki
boşlukların arttığı ve bu boşlukların aşınma dayanımını olumsuz etkilediği
düşünülmektedir. 125g/m2 gramajdaki kumaşlarda, kesitteki lif sayısının fazla
olmasının bu durumu engellediği tahmin edilmektedir.
7) Farklı gramajlardaki kumaşların iğneleme yoğunluğunun artışıyla MD ve CD
yönündeki kopma mukavemetlerinde yükselme olduğu gözlemlenmiştir.
Dokusuz yüzeylerin kopma mukavemetlerinde liflerin kurduğu bağların
özellikleri ve lif-lif sürtünmelerinin daha çok etkili olduğu daha önce
6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
262
belirtilmişti. İğneleme yoğunluğunun artışının lifler arasında kurulan bağ
sayısını ve lif-lif sürtünmelerini arttırdığı ve dolayısıyla mukavemeti arttırdığı
düşünülmektedir.
8) Bütün gramajlar için iğneleme yoğunluğundaki artışla MD ve CD
yönlerindeki kopma uzamalarının azaldığı belirlenmiştir. İğneleme
yoğunluğundaki artışla liflerin birbirine daha çok dolaştırılması
sağlandığından, uygulanan gerilimin etkisiyle kumaşların daha az uzayarak
koptuğu sonucuna varılmıştır.
Islak ve Kuru Kopma Mukavemeti ve Kopma Uzamasının Karşılaştırılması
Islak halde uygulanan kopma mukavemeti değerleri, kuru haldeki değerlerle
karşılaştırıldığında; hem MD hem de CD yönü için yapısında yüksek oranda
polyester bulunduran kumaşlarda (%100Polyester ve %75Polyester/%25Viskon)
mukavemette artış, yüksek oranda viskon içeren kumaşlarda (%100Viskon,
%25Polyester/%75Viskon) ise azalma tespit edilmiştir. Viskon lifleri ıslandığında
yapıları gereği mukavemetlerini belirli oranda kaybettiğinden, bu durumun viskon
oranı yüksek kumaşlarda kurulan bağları zayıflattığı düşünülmektedir. Polyester
liflerinin yapılarında bulunan kayganlık verici maddenin suyla yapılan muameleyle
etkisini kaybettiği, bu nedenle polyester lifleri arasındaki lif-lif sürtünmesinin arttığı,
böylelikle mukavemette de artış görüldüğü tahmin edilmektedir.
Her iki yöndeki kopma uzamaları esas alındığında; ıslak haldeki kopma
uzamalarının kurulara nispeten, genel olarak tüm kumaşlarda azalma gösterdiği
belirlenmiştir. Bu durumun yukarıda ıslak kopma mukavemeti için bahsedilen
nedenlerden kaynaklandığı düşünülmektedir.
Genel Değerlendirme
Yapılan bu çalışma sonucunda; dokusuz yüzey fiziksel ve performans
özellikleri için oluşturulan denklemler ile polyester/viskon karışımlı dokusuz
yüzeylerin özellikleri kumaşlar üretilmeden tahmin edilebilecektir. Böylece
üretilmek istenen kumaş gramajı, iğneleme yoğunluğu ve polyester ve viskon karışım
oranları seçilerek, çalışmadaki üretim koşullarında üretilecek olan dokusuz yüzeyin
6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
263
hangi özelliklere sahip olacağı önceden belirlenebilecektir. Yapılacak tahminleme;
çalışmada kullanılan polyester ve viskon liflerine benzer özellikte hammadde
kullanılması ve çalışmadaki gramaj ve iğneleme yoğunluğu parametrelerinin sınırları
dahilinde üretim yapılması durumunda geçerli olacaktır.
6.3. Sonraki Çalışmalar İçin Öneriler
Bu çalışmada hammadde olarak seçilen polyester ve viskon liflerinin karışım
oranları, kumaş gramajı ve iğneleme yoğunluğu şeklindeki üç parametrenin dokusuz
yüzeylerin fiziksel ve performans özelliklerine olan etkisi ele alınmıştır. Çalışma esas
alınarak gerçekleştirilebilecek çalışmalar için araştırma önerileri aşağıda
sıralanmıştır.
• Çalışmada kullanılan elyaf türlerinin dışında, farklı elyaf türleri kullanılarak
ya da üçlü karışımlar uygulanarak çalışma tekrar edilebilir.
• Seçilen incelik, uzunluk ve enine kesit özelliklerinden farklı incelik, uzunluk
ve enine kesite sahip polyester ve viskon lifleriyle yeni modeller
oluşturulabilir.
• Seçilen parametrelere ek olarak iğneleme derinliği ya da iğne türü
değiştirilerek benzer bir çalışma yürütülebilir.
• Gramaj ve iğneleme yoğunluklarının aralıkları genişletilerek çalışma tekrar
edilebilir.
• Çalışmada doku serme olarak çapraz serim tercih edilmiştir. Oluşturulan
tülbentler paralel serilerek benzer bir çalışma yapılabilir ve sonuçlar bu
çalışmanın sonuçlarıyla karşılaştırılabilir.
• Çalışmada elde edilen numuneler ısıtılmış silindirlerin arasından geçirilerek
çalışma tekrar edilebilir ve sonuçlar önceki sonuçlarla karşılaştırılabilir.
• Çalışma sırasında yalnızca kopma mukavemeti/uzama için ıslak halde testler
yürütülebilmiştir. Patlama mukavemeti ve aşınma dayanımı için ıslak halde
sonuçlar elde edilerek yeni modeller oluşturulabilir.
6. SONUÇ VE ÖNERİLER Emel ÇİNÇİK
264
• Çalışmada sıvı emme kapasitesi ve ıslak mukavemet testlerinde yalnızca
damıtık su kullanılmıştır. Farklı sıvılar (alkol, suni üre, mazot vs.)
kullanılarak çalışma tekrar edilebilir.
• Çalışma sırasında numuneler için ele alınamayan sıkıştırılabilirlik, ısı
geçirgenliği, antibakteriyellik gibi özellikler başka bir çalışmada
değerlendirilebilir.
• Bu çalışmada renklendirilmemiş haldeki numuneler kullanılmıştır. Söz
konusu numuneler renklendirilerek çalışma tekrar edilebilir.
265
KAYNAKLAR
ALBRECHT, W., FUCHS, H., KITTLEMANN, W., 2003. Nonwoven Fabrics,
Wiley-VCH Verlag GmbH & Co. KGa, 748p, Almanya.
AĞIRGAN, M., 2003. Nonwoven (Dokusuz Yüzey) Esaslı Emici Bezlerde Lif Cinsi
ve Sıklığının Hava, Sıvı ve Isı Geçirgenliğine Etkisinin İncelenmesi, Marmara
Üniversitesi Fen Bilimleri enstitüsü Tekstil Eğitimi Anabilim Dalı Tekstil
Eğitimi Programı Yüksek Lisans Tezi, İstanbul.
ANNIS, P. A., BREWER, M. S., AKIN, D. E., DODD, R. B., FOULK, J. A.,
VAUGH, E. A., KROP, J. A., 2005. Cotton-Flax Blended Nonwoven Fabrics
with Value Added Properties for Industrial Markets, 2005 Beltwide Cotton
Conference, p2780-2786, New Orleans Louisiana.
BAŞER, İ., 1983. Tekstil Kimyası ve Teknolojisi, İstanbul Üniversitesi Yayınları,
Sayı 3224, İstanbul.
., 1992. Elyaf Bilgisi, Marmara Üniversitesi Teknik Eğitim Fakültesi
Yayınları, Yayın o 7, İstanbul.
BAYKAL, P. D., 2003. Pamuk/Poliester Karışımı OE Rotor İplik Özelliklerinin
Tahmin Edilmesi ve Karışımın Optimizasyonu, Çukurova Üniversitesi Fen
Bilimleri Enstitüsü Tekstil Mühendisliği Anabilim Dalı Doktora Tezi, Adana.
BURESH, F. M., 1962. Nonwoven Fabrics, Reinhold Publishing Corporation,
America.
BURNIP, M. S., 1971. Machinery and Methods Used in Nonwovens,
Nonwovens’71, Collected and Revised Papers Presented to the short Course on
Nonwoven Fabrics at the University Manchester Institute of Science and
Technology, The Textile Trade Press, Manchester.
CAN, M. U., 2005. Tekstil Döküntüsü İçeren Nonwoven Kumaşların İç Mimaride
Kullanılabilirliği, İstanbul Teknik Üniversitesi, Fen Bilimleri Enstitüsü,
İstanbul.
CHEN, X., VROMAN, P., ZHANG, Y., 2009. Study of The Ibnfluence of Fiber
Diameter and Fiber Blending on Liquid Absorbtion Inside Nonwoven
Structures, Textile Research Journal, Volume 79, Issue 15, p1364-1370.
266
DANDİK, L., 2003. Dokunmamış, Örülmemiş ve Dikilmemiş (Nonwoven) Ürünler,
Tekstil Maraton, Yıl 13, Sayı 65.
DAS, A., KOTHARI, V. K., MANE, D., 2005. Frictional Characteristics of woven
and Nonwoven Wipes, Fibers and Polymers, Volume 6, No 4, p318-321,.
DAS, A., ALAGIRUSAMI, R., BANERJEE, 2009. Study on Needle Punched
Nonwoven Fabrics Made from Shrinkable and Non-shrinkable Acrylic
Blends Part I: Compressional Behaviour, Journal of the Textile Institute,
Volume 100, Issue 1, p10-17.
DAS, A., ALAGIRUSAMI, R., BANERJEE, 2009. Study on Needle Punched
Nonwoven Fabrics Made from Shrinkable and Non-shrinkable Acrylic
Blends Part II: Transmission Behaviour, Journal of the Textile Institute,
Volume 100, Issue 4, p350-357.
DATLA, V. M., 2002. The Influence of Fiber Properties and Processing Conditions
on the Characteristics of Needled Fabrics, MSc Thesis, North Carolina State
University.
DEBNATH, S., NAG, D., DE, S., GANGULY, P. K., GHOSH, S. K., 2006. Studies
on Mechanical and Hydraulic Properties of JGT for Geo-technical
Applications, The Institution of Engineers (India)-TX , Volume 86(February),
p46-49.
DEDOV, A. V., BABUSHKIN, S. V., PLATONOV, A. V., KONDRATOV, A. P.,
NAZAROV, V. G., 2001. Sorption Properties of Nonwoven Materials, Fibre
Chemistry, Vol 33, No 5.
DEDOV, A. V., 2004. Effect of the Composition of Nonwoven Material on Its
Sorption Characteristics, Fibre Chemistry, Vol 36, No 3.
DEMİRYÜREK, O., 2009. Polyester/Viskon Karışımlı Open-End Rotor İplik
Özelliklerinin Yapay Sinir Ağları ve İstatistiksel Modeller Kurularak Tahmin
Edilmesi, Çukurova Üniversitesi Fen Bilimleri Enstitüsü Tekstil
Mühendisliği Anabilim Dalı Doktora Tezi, Adana.
DHARMADHIKARY, R. K., GILMORE, T. F, DAVIS, H. A., BATRA, S. K.,
1995. Thermal Bonding of Nonwoven Fabrics, The Textile Instute, Textile
Progress, volume 26, Number 2, New York.
267
DHARMADHIKARY, R. K., DAVIS, H., GILMORE, T. F., BATRA, S. K., 1999.
Influence of Fiber Structure on Properties of Thermally Point Bonded
Polypropylene Nonwovens, Textile Research Journal, Volume 69, Issue 10,
p725-734.
DUBROVSKI, P. D., CEBASEK, P. F., 2005. Analysis of the Mechanical Properties
of Woven and Nonwoven Fabrics as an Integral Part of Compound Fabrics,
Fibres & Textiles in Eastern Europe, Vol 13, No 3(51), July/September, p50-
53.
DUCKETT, K. E., WADSWORTH, L. C.,1987. Tensile Properties of Cotton/
Polyester Staple Fiber Nonwovens, Symposium Notes of the Technical
Association of the Pulp and Paper Industry, 121-127.
DURAN, K., 2004. Dokusuz Yüzeyler-Tafting Nonwoven Yapıştırma Malimo,
Teknik FuarcılıkLtd. Şti., İstanbul.
EDANA, 2002. Recommended Test Methods, Edana Press.
EMEK, A., 2004. Teknik tekstiller dünya Pazarı, Türkiye’nin Üretim ve İhraç
İmkanları, TC Başbakanlık Dış ticaret Müsteşarlığı İhracat Geliştirme Etüd
Merkezi, Uzmanlık Tezi, Ankara.
FEDOROVA, N., VERENICH, S., PORDEYHIMI, B., 2007. Strength Optimization
of Thermally Bonded Spunbond Nonwovens, Journal of Engineered Fibers
and Fabrics, Volume 2, Issue 1, p38-48.
GHOSH, S., CHAPMAN, L., 2002. Effects of Fiber Blends and Needling Parameters
on Needlepunched Moldable Nonwoven Fabric, Journal Textile Institute, 93,
Par1, No1, p75-87.
HARVEY, G. B., WOOD, D. E., 1971. Web Formation for Nonwovens
Manufacture, Nonwovens’71, Collected and Revised Papers Presented to the
short Course on Nonwoven Fabrics at the University Manchester Institute of
Science and Technology, The Textile Trade Press, Manchester.
HYUN, O. S., VINYARD, B. T., BERTONIERE, R., TRASK-MORREL, B, J,
MOREAU, J. P., 1993. Thermobonded Nonwoven Fabrics Made From
Cotton/Synthetic Fiber Blends: Physical Properties, Journal of the Textile
Institute, Volume 84, No: 2, 237-254.
268
HOOROCKS, A. R., ANAND, S. C., 2000. Handbook of Technical Textiles, The
Textile Institute, CRC Press, England.
HWANG, Y. J., OXENHAM, W., SEYAM , A. M., 2001. Formation of Carded
Webs from Microfibers, International Nonwovens Journal, Volume 10, No 1.
INDA ve EDANA, 2008. Worldwide Outlook fort he Nonwovens Industry
2007-2012.
JIRSAK, O. ve WADSWORTH, L. C., 1999. Nonwoven Textiles, Carolina
Academic Press, North Carolina.
KANG, T. J., LEE, S. H., 1999. Characterization of Reinforcing Web structures in
Needle Punched Nonwoven Composites, Journal of Composite Material,
Volume 33, No 22, p21116-2132,
KERR, P. L., 1972. Needle-Felted Fabrics, The Textile Trade Press, England.
KIEKENS, P., ZAMFIR, M., 2002. Nonwovens from Cotton Fibers for Absorbent
Products Obtained by the Needle-Punching Process, AUTEX Research
Journal, Volume 2, No 4, 166-174.
KIM, H. S., POURDEYHIMI, B., 2000. Characterization of Structural Changes in
Nonwoven Fabrics During Load-Deformation Experiments, Journal of
Textile and Apparel, Technology and Management, Volume 1, Issue 1.
KIM, H. S., POURDEYHIMI, B., 2001. Computational Modeling of Mechanical
Performance in Thermally Point Bonded Nonwovens, Journal of Textile and
Apparel, Technology and Management, Volume 1, Issue 4.
KOTHARI, V. K., DAS, A., 1993. Compressional Behaviour of Layered Needle-
Punched Nonwoven Geotextiles, Geotextiles and Geomembranes, Volume
12, p179-191.
KUT, D., ORHAN, M., 2004. Farklı Geri Kazanım Oranları ile İğneleme Yöntemi
Kullanılarak Üretilen Polipropilen Dokusuz Yüzeylerin Fiziksel
Özelliklerinin Araştırılması, Tekstil Maraton, Yıl 14, Sayı 71.
LEE, H. J., CASSIL, N., 2006. Analysis of World Nonwoven Market, Journal of
Textile and Apparel Technology and Management, Volume 5, Issue 3.
269
LIAO, T., ADANUR, S., 1999. Fiber Arrangement Characteristics and Their Effects
on Nonwoven Tensile Behaviour, Textile Research Journal, Volume 69, Issue
11, p816-824.
LIN, J. H., XU, Z. H., LEI, C. H., LOU, C. W., 2003. Effect of Fiber Arrangement
on the Mechanical Properties of Thermally Bonded Nonwoven Fabrics,
Textile Research Journal, Volume 73, No 10.
LIN, J. H., LOU, C. W., LEI, C. H., LIN, C. Y., 2006. Processing Conditions of
Abrasion and Heat Resistance for Hybrid Needle-Punched Nonwoven Bag
Filters, Composites: Part A 37, p31-37.
MAZUCHETTI, G., LOPARDO, G., DEMİCHELİS, R., 2007. Influence of
Nonwoven Fabrics’ Physical Prameters on Thermal and Water Vapor
Resistance, Journal of Industrial Textiles, Vol 36, No 3, p 253-264.
MIDIKLI, S., 2001. Mekanik ve Termal (Isıl) Yöntemlerle Elde Edilmiş Dokusuz
Y:üzeylerin Gerilme Özellikleri, Çukurova Üniversitesi Fen Bilimleri
Enstitüsü Tekstil Mühendisliği Anabilim DalıYüksek Lisans Tezi, Adana.
MOHAMMADI, M., BANKS-LEE, P., GHADIMI, P., 2002. Air Permeability of
Multilayer Needle Punched Nonwoven Fabrics : Theoretical Method, Journal
of Industrial Textiles, Vol 32, No1, p45-57.
MOHAMMADI, M., BANKS-LEE, P., GHADIMI, P., 2002. Air Permeability of
Multilayer Needle Punched Nonwoven Fabrics : Experimental Method
Journal of Industrial Textiles, Vol 32, No2, p139-150.
MONTGOMERY, D.C., 2001. Design and Analysis of Experiments (5th edition),
John Wiley & Sons, Inc.
ÖZEN, M. S., 2001. Polyester Esaslı Nonwoven (Dokuma Olmayan) Kumaşların Isı
Geçirgenliği Özelliğinin İncelenmesi, Marmara Üniversitesi Fen Bilimleri
Enstitüsü Tekstil Anabilim Dalı Yüksek Lisans Tezi, İstanbul
PAN, N., CHEN, K., MONEGO, C.J., BACKER, S., 2000. Studying the Mechanical
Properties of Blended Fibrous Structures Using a Simple Model, Textile
Research Journal, 70(6), 502-507.
270
PARIKH, D. v., BRESEE, R. R., SCHINVALA, N. D., CROOK, L.,
MUENSTERMANN, U., WATZL, A., GILLESPIE, D., 2006. Basis Weight
Uniformity of Lightly Needled Hydroentangled Cotton and Cotton Blend
Webs, Journal of Engineered Fibers and Fabrics, Volume 1, Issue 1, p 47-61.
RAMKUMAR, S. S., ROEDEL, C., 2003. Study of Needle Peneteration Speeds on
Frictional Properties of Nonwoven Webs: A New Approach, Journal of
Applied Polymer Science, Volume 89, Issue 13, p3626-3631.
RAWAL, A. and ANANDJIWALA, R., 2006. Relationship between Process
Parameters and Properties of Multifunctional Needlepunched Geotextiles,
Journal of Industrial Textiles, Vol 35, No 4, 271-285.
RAWAL, A., 2006. A Modified Micromechanical Model for Prediction of Tensile
Behaviour of Nonwoven Structures, Journal of Industrial Tekstiles, Volume
36, No 2, 133-149.
RAWAL, A. ve ANANDJIWALA, R., 2007. Comperative Study between Needle
Punched Nonwoven Geotextile Structures Made From Flax and Polyester
Fibers, Geotextiles and Geomembranes, Volume 25, p61-65.
RAWAL, A., 2007. Effect of Dynamic Loading on Pore Size of Needle Punched
Nonwoven Geotextiles, Journal of the Textile Institute, Volume 99, Issue 1,
p9-15.
RONG, H., BHAT, G. S., 2003. Preparation and Properties of Cotton-Eastar
Nonwovens, International Nonwovens Journal, Summer.
RONG, H., BHAT., G. S., 2004. Binder Fiber Distribution and Tensile Properties of
Thermally Point Bonded Cotton-Based Nonwovens, Journal of Applied
Polymer Science, Vol 91, 3148-3155.
RONG, H., LEON, . V., BHAT, G. S., 2005. Statistical Analysis of the Effect of
Processing Conditions on the Strength of Thermal Point-Bonded Cotton-
Based Nonwovens, Textile Research Journal, Volume 75, Issue 1, 35-38.
ROSINKAYA, C., WEINBERG, A., FISHMAN, S., 2002. Effect of Synthetic Fibers
on the Absorption Properties of Pads, International Nonwovens Journal,
Volume 11, No 1.
271
RUSSELL, S. J., 2007. Handbook of Nonwovens, Woodhead Publishing Limited
and CRC Press, ISBN-10: 1-85573-603-9, England.
SADIKOĞLU, T. G., 1999. Nonwoven Tekstil Malzemelerinin Isıl Özelliklerinin
İncelenmesi, İstanbul Teknik Üniversitesi Fen Bilimleri Enstitüsü Doktora
Tezi, İstanbul.
SAURER AG, 2010. The Fiber Year 2009/2010 A World Survey on Textile and
Nonwoven Industry, Issue 10.
SENGUPTA, S., ROY, A. N., 2005. Studies on Tracking Behaviour of Jute Needle-
Punched Nonwoven Fabric, The Institution of Engineers (India)-TX Vol 86, p
16-20.
SENGUPTA, S., MAJUMDAR, P. K., RAY, P., 2008. Study on the Physical
Properties of Jute Needle-punched Nonwoven Fabrics Using Central
Composite Rotatable Design, The Institution of Engineers (India)-TX Vol 89,
p16-24.
SOUKUPOVA, V., BOGUSLAVSKY, L., ANANDJIWALA, R. D., 2007. Studies
on the Properties Biodegradable Wipes Made by Hydroentanglement Bonding
Techniques, Textile Research Journal, Volume 77, Issue 5, p301-311.
TSAI, P. P., 2002. Theoretical and Experimental Investigation on Relationship
Between The Nonwoven structure and Web Properties, International
Nonwovens Journal, Volume 11, No 4, 33-36.
TURBAK, A. F., 1993. Nonwoven Theory, Process, Performance and Testing, Tappi
Press, Atlanta.
ÜNAL ZERVENT, B., 2007. Dokunmuş Havlu Kumaşların Üretim Parametreleri ve
Performans Özelliklerinin Optimizasyonu, Çukurova Üniversitesi Fen
Bilimleri Enstitüsü Tekstil Mühendisliği Anabilim Dalı Doktora Tezi, Adana.
VELMURUGAN, M., 1999. The role of Fiber Finish in the Conversion of Fiber to
Nonwovens, Textile Management Technology, North Caroline State University
Master of Science Thesis.
VERSCHUREN, J., HERZELE, P. V., CLERCK, K. D., KIEKENS, P., 2005.
Influence of Fiber Surface Purity on Wicking Properties of Needle-Punched
272
Nonwoven after Oxygen Plasma Treatment, Textile Research Journal, Volume
75 (5), 437-441.
YAKARTEPE, 1996. TKAM Tekstil Hapı, Tekstil ve Konfeksiyon araştırma
Merkezi Ltd. Şti, Birinci Baskı, İstanbul.
YAMAN, N., 2004. Bebek Bezlerinde Objektif Tutum Değerlerinin Farklı
Yöntemler ile Ölçülmesi, Afyon Kocatepe Üniversitesi, Fen Bilimler Enstitüsü,
Yüksek Lisans Tezi.
YEO, S. Y., KIM, O. S., LIM, D. Y., BYUN, S. W., JEONG, S. H., 2005. Effect of
Processing Condition on the Filtration Performances of Nonwovens for Bag
Filter Media, Journal of Material Science, 40, 5393-5398.
www.apparelsearch.com, Education Notes About Nonwovens, 2006.
www.dratex.co.uk, David Rigby Associates web sitesi, 2009.
www.edana.org, European Disposable and Nonwoven Association web sitesi, 2010.
www.fosterneedleusa.com, Foster Needle Company web sitesi, 2010.
www.inda.org, Association of The Nonwoven Fabric Industry web sitesi, 2010.
www.intracen.org, International Trade Center web sitesi, 2010.
www.itkib.org, İstanbul Tekstil ve Konfeksiyon İhracatçıları Birliği web sitesi, 2010.
273
ÖZGEÇMİŞ
1980 yılında Erzurum’da doğdu. İlköğrenimini Ordu’da tamamladı. Daha
sonra orta öğrenimini Adana Anadolu Lisesinde devam etti. Lise öğreniminin bir
kısmını Adana Fen Lisesinde bir kısmını da Adana Atatürk Lisesinde tamamladı.
1998 yılında Çukurova Üniversitesi Tekstil Mühendisliği Bölümünde lisans
programına başladı ve 2002 yılında bu bölümden mezun oldu. 2002 güz döneminde
Çukurova Üniversitesi Fen Bilimleri Enstitüsü Tekstil Mühendisliği Ana Bilim
Dalında yüksek lisans öğrenimine başladı. Aynı yıl Çukurova Üniversitesi Fen
Bilimleri Enstitüsü Tekstil Mühendisliği Anabilim Dalına Araştırma Görevlisi
olarak atandı. Yüksek lisans eğitiminin 2004 yılında tamamladıktan sonra 2005
yılında aynı anabilim dalında doktora öğrenimine başladı. Halen söz konusu
bölümde Araştırma Görevlisi olarak çalışmaktadır.