control estadístico de procesos (spc) para no … · ... el autor se acoge al artículo 32 de la...
TRANSCRIPT

Control Estadístico de Procesos Control Estadístico de Procesos (SPC) para NO estadísticos.(SPC) para NO estadísticos.
- Sesión 4ª de 4 -
Impartido por:Jaume Ramonet Fernández
Ingeniero Industrial Superior – PMP®(PMI®) – Consultoría y Formación –
www.jramonet.com

2 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Actitud requerida para recibir Actitud requerida para recibir formaciónformación......y obtener y obtener conocimientoconocimiento::
"Quien establece una diferencia entre educación y entretenimiento,no sabe nada ni de una cosa ni de la otra"
Marshall McLuhan.
3 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Temario de la sesión:Temario de la sesión:● Gráficos de Control avanzados:
● Gráfico CUSUM● Gráfico EWMA● Intro. a Box-Jenkins y ASPC.
● Curva característica y curva ARL.
● Medidas de Capacidad del proceso:
● Índice Cp y Cpk y su interpretación● Resumen y clausura del curso.
Aviso legal: Dado el carácter y la finalidad exclusivamente docente y eminentemente ilustrativa de las explicaciones en clase de esta presentación, el autor se acoge al artículo 32 de la ley de propiedad intelectual vigente respecto al uso parcial de obras ajenas como imágenes, gráficos u otro material contenidos en las diferentes transparencias.

4 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Gráficos avanzados:Gráficos avanzados:● Motivación:
– Los gráficos de Shewhart solo tienen en cuenta, para cada punto, los valores relativos a la muestra actual y no al conjunto de datos recopilados hasta el momento (conjunto de muestras). Por otro lado, consideramos que cada observación o muestra es independiente de la anterior.
– La solución consiste en trabajar con gráficos con «memoria».
● Gráficos avanzados (con «memoria»):
– CUSUM: En el Gráfico CUSUM se representa la suma acumulada de las desviaciones, con lo que se está recogiendo la información de todas las muestras anteriores.
– EWMA: En el gráfico EWMA se representan las medias móviles con pesos exponenciales (lo que permite detectar desplazamientos muy lentos).
– Box-Jenkins y ASPC: Son métodos para muestras con dependencia entre ellas. Nota: En general se trata de procesos continuos, en que la entrada se ve retroalimentada por una función de la salida.

5 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Gráfico CUSUM: Sumas Acumuladas Gráfico CUSUM: Sumas Acumuladas ● Complemento a los gráficos de Shewhart (que en principio no
«persiguen» al valor nominal -VN- sino que se centran en detectar los desequilibrios del proceso creados por causas especiales -asignables-).
● «Persigue» centrar los resultados entorno a un valor objetivo «T».
● Detecta las desviaciones respecto a «T» (“target”) en una magnitud superior a un valor determinado preestablecido por nosotros (“d” = desviación a detectar).
● El «T» puede ser: el valor nominal -VN- de un parámetro del propio proceso o del resultado, la varianza de ídem, una proporción «p» de..., los valores de predicción de un modelo teórico, etc.
● Permite realizar el seguimiento y control de cambios moderados (entre 0,5 y 2 veces σ) del valor «T».
● Especialmente útil para muestras de tamaño n =1.

6 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Gráfico CUSUM:Gráfico CUSUM:● El gráfico representa el valor de la suma acumulada («C») hasta la
muestra actual («i») de la diferencia entre la media de cada muestra («ẍ
i») respecto al valor objetivo («T»).
● Formula: Ci = ∑ (ẍ
i – T);
● El valor de Ci va acumulando las diferencias.
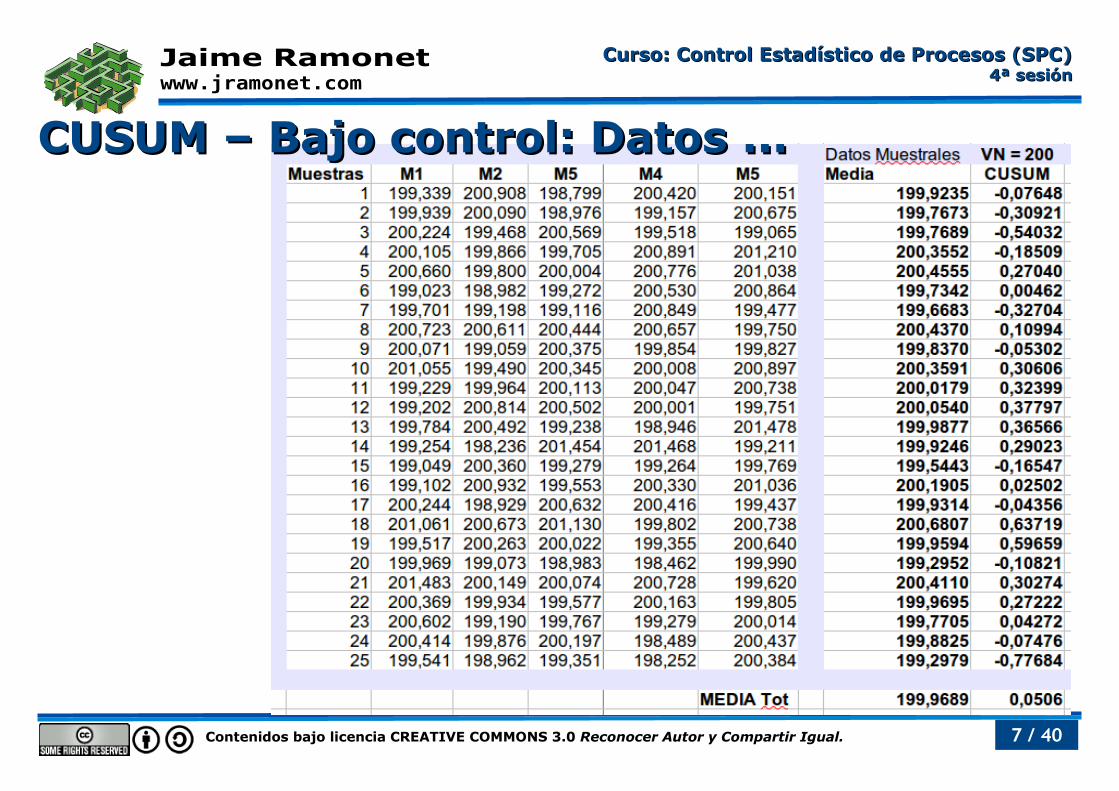
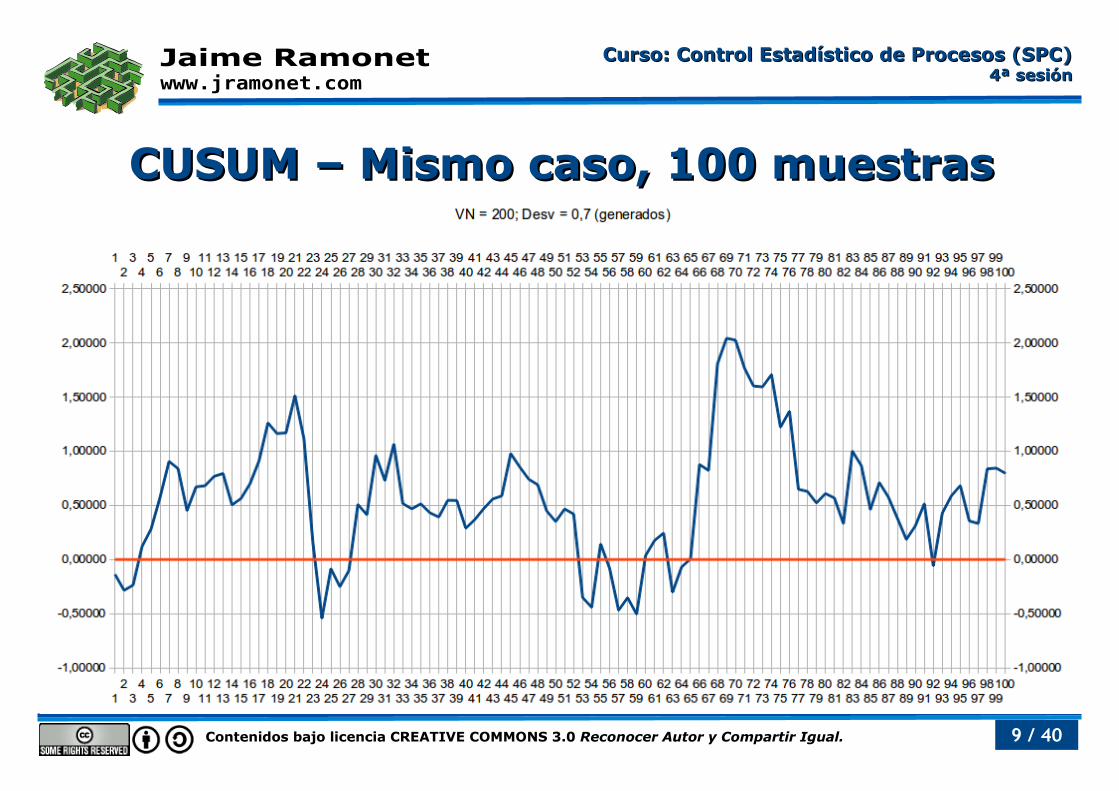
● Si el proceso está bajo control, las desviaciones positivas se compensaran con las negativas y el gráfico serán una serie de punto oscilando sobre y bajo el valor 0 (Ver transparencia siguiente).
● La determinación de la situación del proceso se puede hacer mediante:
– Mediante cálculo numérico.
– Mediante “mascara en V”.
7 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
CUSUM – Bajo control: Datos ...CUSUM – Bajo control: Datos ...

8 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
CUSUM - Bajo control: Gráfico ...CUSUM - Bajo control: Gráfico ...
9 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
CUSUM – Mismo caso, 100 muestrasCUSUM – Mismo caso, 100 muestras

10 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
CUSUM – Mismo caso, CUSUM – Mismo caso, otras 100 muestras !!!otras 100 muestras !!!

11 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
CUSUM (cont.)CUSUM (cont.)● Si la media del proceso (evaluado mediante las medias muestrales «ẍ
i» )
no coincide con el valor objetivo «T», el gráfico se irá separando del valor 0, al irse acumulando la diferencia.
● El «dato» importante en un gráfico CUSUM no es la separación respecto a 0 (recordar el último gráfico) sino la «pendiente» de la línea de puntos: a mayor pendiente, mayor discrepancia entre la media del proceso y el valor objetivo «T».
● Los límites de control de los gráficos CUSUM vienen dados por dos pendientes (+ y -) que dependen de cuatro factores:
– La escala del gráfico.
– La variabilidad «σ» propia del proceso (teórica o de la población).
– El cambio mínimo (del parámetro) que se quiere detectar (valor umbral «K»).
– El riesgo «α» (Error Tipo I) en la toma de decisiones.

12 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
CUSUM: Construcción del gráficoCUSUM: Construcción del gráfico● Escala del gráfico: se recomienda que 1 unidad de la escala del eje
horizontal (eje X) sea = (2 · σ) de la distribución teórica del parámetro de la escala vertical (eje Y). Ejemplo:
– Si σ = 0,7 u. y en la escala horizontal colocamos las observaciones cada 2 mm (unidad horizontal), entonces, en el eje vertical cada 2 mm representarán (2 * 0,7 ) = 1,4 u. (siendo u. la unidad de medida del parámetro representado en el gráfico).
Unidades “u”
Observaciones
(2 * σ)

13 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
CUSUM – Desviación del parámetroCUSUM – Desviación del parámetro● Si no se conoce la desviación teórica o de la población de la
distribución del parámetro sobre el que se realiza el gráfico, esta deberá ser calculada con la formula adecuada. p.e.:
– σe = s / √‾(n – 1) ; Para variables continuas que se ajusten a
la Ley Normal.
– σe = sqrt( p * (1-p) / n) ; Para proporciones de parámetro que
se distribuya según la Ley Binomial.
– σe = sqrt( np * (1-p)) ; Para número de individuos con un
atributo «p» (Ley Binomial).
– σe = λ ; Para número de ocurrencias por unidad (Ley Poisson).
14 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
CUSUM: Control del procesoCUSUM: Control del procesoMétodo numéricoMétodo numérico
● Método:
– Se acumulan solo las desviaciones mas significativas y por separado, las positivas en “C+” y las negativas en “C-”.
– Se considera que una desviación es significativa si es mayor que un valor umbral «K» predeterminado, normalmente K = ½ de la desviación que se quiere detectar: K = ½ · (µ
0- µ
1); o bien, si µ
1
= µ0 + δ · σ ; K = ½ δ ; (Nota: µ
0 = T)
– Para cada muestra se calculan D+i = ((x
i – T) – K); y D-
i = ((T -
xi) – K);
– Si (D+i > 0) se acumula a C+; Si (D-
i > 0) se acumula a C-;
– Finalmente: C+i = C+
i-1 + MAX(0; D+
i); y
– C-i = C-
i-1 - MAX(0; D-
i);
c-c-c-c-
15 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
CUSUM: Límites de C+ y C-CUSUM: Límites de C+ y C-● C+ y C- nos proporcionan la acumulación de las desviaciones
significativas positivas y negativas respectivamente.
● Los límites de control para estos dos valores viene dado por un valor de decisión «H» que habitualmente suele ser H = h · σ . El valor de «h» es 4 o 5, según los autores.
● +/- H son los límites de control para C+ y C-.
● Cuando el proceso se muestra fuera de control, se deberán realizar las acciones correctoras pertinentes y se reiniciaran los valores de C+ y C- a cero.

16 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
CUSUM: ejemplo 1CUSUM: ejemplo 1

17 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
CUSUM: CUSUM: ejemplo 2ejemplo 2

18 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
CUSUM: ejemplo 2CUSUM: ejemplo 2
c+
c-cusum

19 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
CUSUM: Control del procesoCUSUM: Control del procesoMétodo gráfico (plantilla en “V”)Método gráfico (plantilla en “V”)
O Pω
Parámetros de la plantilla:- Distancia O-P y ángulo ω

20 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
CUSUM: Control del procesoCUSUM: Control del procesoMétodo gráfico (plantilla en “V”)Método gráfico (plantilla en “V”)
● Algunos paquetes estadísticos implementan este método.
● Los parámetros son función de la escala del gráfico y normalmente no se calculan a mano.
● Algunos autores desaconsejan el método gráfico.
● El método calculado es + exacto y permite realizar adaptaciones, p.e. Asignación de valores iniciales a C+ y C- > 0 tras una acción correctora incierta.

21 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
CUSUM vs. Gráficos de ShewhartCUSUM vs. Gráficos de Shewhart● CUSUM es + sensible a variaciones pequeñas en el proceso.
● Para variaciones grandes (K > 1,5 o 2) son similares o CUSUM un poco peor.
● Las dos ventajas de CUSUM frente a los Gráficos de Control de Shewhart son:
– Tiene “memoria” de las desviaciones anteriores
– Permite controlar variables u otros parámetros (proporciones, rangos, desviación, etc).

22 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Gráficos EWMA (I)Gráficos EWMA (I)(Medias móviles ponderadas exponencialmente)(Medias móviles ponderadas exponencialmente)
● Para muestras tamaño 1 (observaciones individuales).
● Se representa un valor acumulado en el que tienen mas importancia (peso) las observaciones + recientes.
● El factor de importancia (peso) de cada observación decae exponencialmente con el tiempo.
● El valor de cada punto se define como:
– yi = λ · x
i + (1 – λ) · y
i-1; Nota: ha que tomar y
0 = μ (media).
● El valor λ es discrecional (0 < λ <= 1). Normalmente entre 0,05 y 0,25.
– Cuanto mayor sea λ, mayor perdida de importancia con el tiempo. Para λ = 1 solo cuenta la observación + reciente (ídem a un gráfico de Shewhart. Para λ 0→ tenemos un gráfico del tipo CUSUM.

23 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Gráficos EWMA (II)Gráficos EWMA (II)(Medias móviles ponderadas exponencialmente)(Medias móviles ponderadas exponencialmente)
● Los límites de control (que son función de la observación) son:
– LCS = μ + 3 · σ · sqrt((λ · (1 – (1-λ)2i ) / (2-λ))
– LC = μ
– LCI = μ - 3 · σ · sqrt((λ · (1 – (1-λ)2i ) / (2-λ) )
● De forma simplificada (aproximada) se puede aceptar:
– LCS = μ + 3 · σ · sqrt( λ/(2 – λ) )
– LC = μ
– LCI = μ - 3 · σ · sqrt( λ/(2 – λ) )

24 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
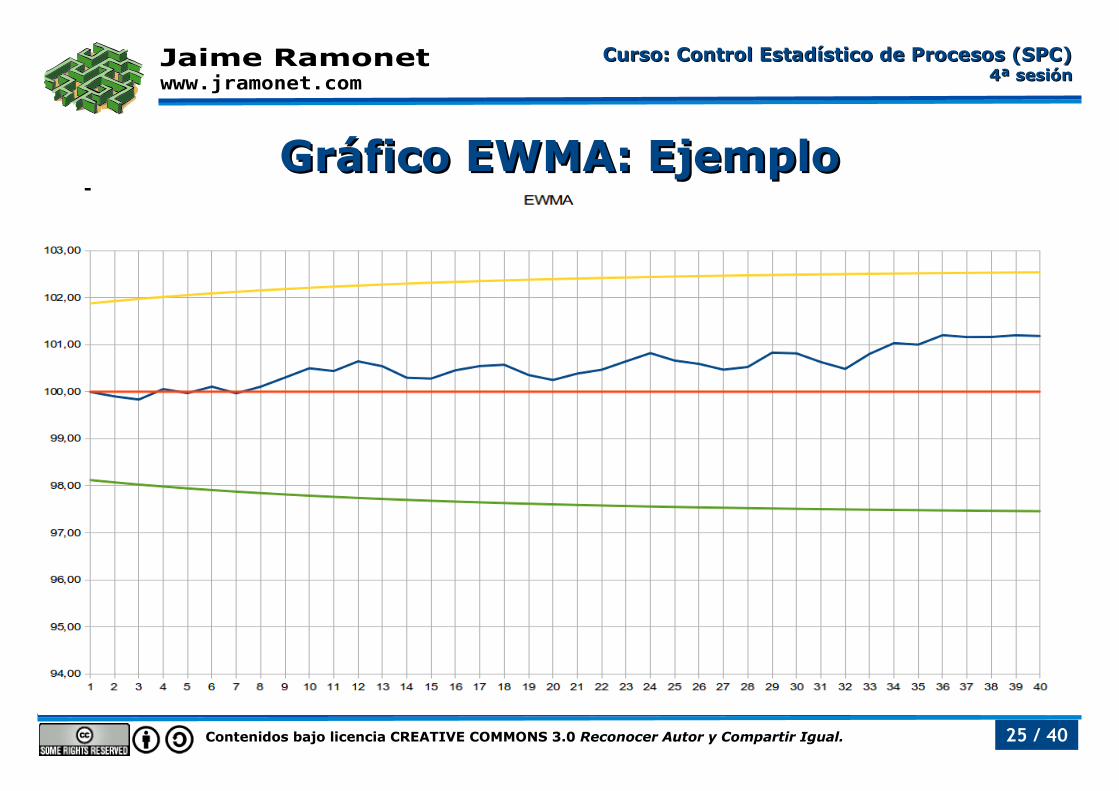
Gráfico EWMA: Gráfico EWMA: EjemploEjemplo
Puntos del gráfico: y
0 = μ ;
yi = λ · x
i + (1 – λ) · y
i-1;
Límites de control:LCS = μ + 3 · σ · sqrt( λ / (2 – λ) ) LC = μ
LCI = μ - 3 · σ · sqrt( λ / (2 – λ) )
25 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Gráfico EWMA: EjemploGráfico EWMA: Ejemplo

26 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Box-Jenkins y ASPCBox-Jenkins y ASPC● Justificación:
– Cuando las observaciones NO son independientes entre si, pueden existir causas especiales (asignables) que pueden actuar continuamente a lo largo de un conjunto de observaciones, sin poder ser eliminadas de una forma operativa (procesos en continuo, por ejemplo).
– Existen dos estrategias:
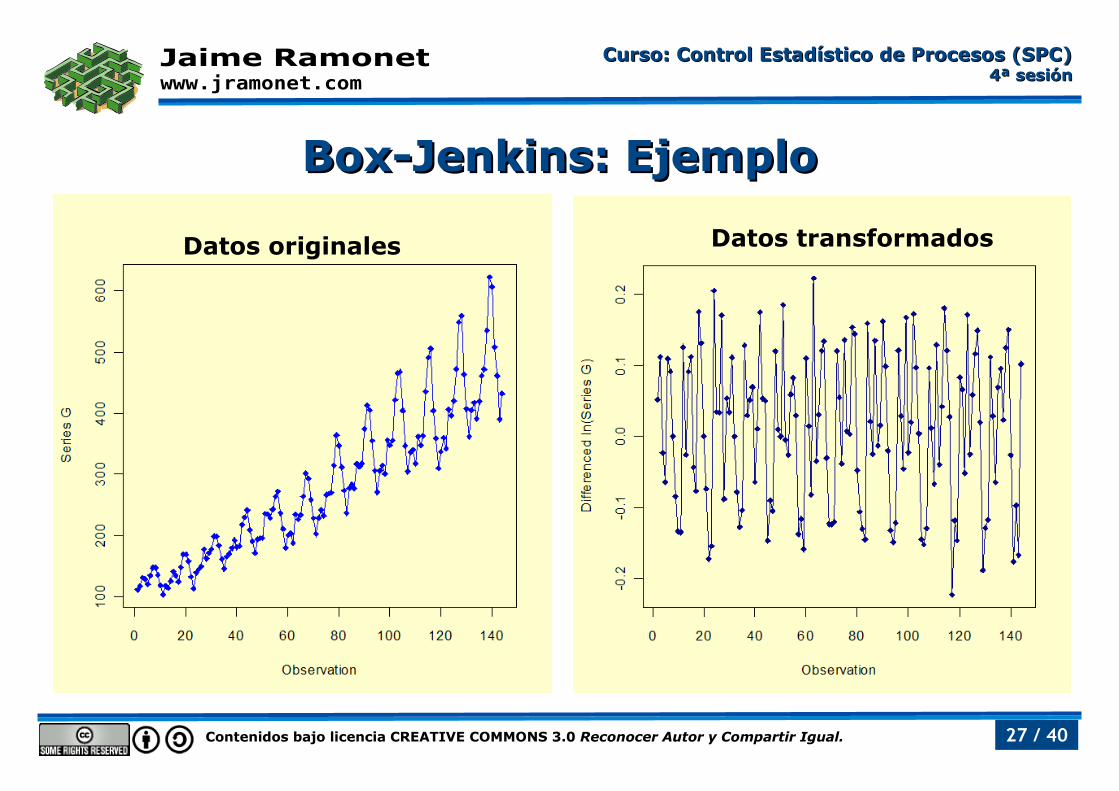
● Gráficos Box-Jenkins: Son gráficos de control que se adaptan, mediante transformación (corrección) de los datos obtenidos, en función de la dependencia entre observaciones (p.e. Series temporales depndientes de la estacionalidad). Ver: http://en.wikipedia.org/wiki/Box%E2%80%93Jenkins
● ASPC (Control estadístico adaptativo y automático): Se trata de realizar un Control Estadístico del Proceso y una corrección o ajuste automático del mismo (retro-alimentación de control) cada vez que este se desplace de su valor nominal.
27 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Box-Jenkins: EjemploBox-Jenkins: Ejemplo
Datos originales Datos transformados

28 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
ASPC: Esquemas (ejemplos)...ASPC: Esquemas (ejemplos)...
Controlador
PROCESO ResultadoEntrada

29 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Curva Característica de OperacionesCurva Característica de Operacionesde un Gráfico de Control (“OC”)de un Gráfico de Control (“OC”)
● Mide la sensibilidad del Gráfico de Control.
● Evalúa la probabilidad de que un punto caiga dentro de los límites de control si se ha producido un cambio de magnitud determinada en el proceso.
● Es función del tamaño de la muestra, de la desviación tipo y de α (que determina los Límites de Control).
● p.e. Si desplazamiento = 0: OC = α

30 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Curva ARL (“Curva ARL (“Average Run LengthAverage Run Length”)”)● Mide la rapidez de respuesta del Gráfico de Control frente a un
cambio en el proceso.
● Indica el número medio de muestras necesario para detectar un cambio (“dar la alarma”) de una magnitud determinada en el proceso.
● Está relacionada con la curva OC: ARL (μ) = 1 / (1 – OC(μ)).
● Cuando el proceso se muestra fuera de control, deberemos analizar como mínimo “n” muestras anteriores, siendo “n” el valor de la curva ARL.
● En un proceso bajo ARL = 1 / α; (Para Límites de Control a 3 · σ → α = 0,03 ARL = 1 / 0,03 = 33,3 muestras !!!. ¿Que pasaría si → α = 1?; pero...!!!)

31 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
VNLTI LTS
Medidas de Capacidad de los ProcesosMedidas de Capacidad de los Procesos● La capacidad de un proceso mide su
nivel de cumplimiento respecto a una especificación dada. Un proceso es capaz si su resultado (producto o el servicio) está dentro de los límites de la especificación establecida.
● Una especificación viene dada por un valor nominal (VN) y unas tolerancias (positiva y/o negativa) que determinan los límites de tolerancia de la especificación (LTS y LTI).
● Mide lo que el proceso es “capaz” de hacer.
Hipótesis: Distribución Normal del parámetro y proceso bajo control.

32 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Índice de Capacidad CpÍndice de Capacidad Cp● El índice de capacidad viene definido por la relación entre el rango de la
tolerancia y un múltiplo de la dispersión del proceso:
● Cp = ( LTS – LTI ) / k · σ; (siendo “σ” la desviación tipo del proceso)
● El valor de “k” depende del tipo de proceso. Para procesos muy estrictos o básicos (p.e. para la medida de capacidad de máquinas), se toma K = 8. Para resultados finales (p.e. Medida de capacidad del proceso global) se toma k = 6.
● En sectores específicos pueden ser habituales otros valores de “k” (p.e. En aeronáutica o en electrónica, K = 10 o K = 12).
● Si Cp >> 1 Proceso capaz. Deseable: Cp > 1,33→
● Si Cp justo por encima ó = 1 Proceso en el límite. Hay que intentar →mejorarlo ;-(
● Si Cp < 1 proceso No capaz. Hay que mejorar el proceso (o cambiar las →especificaciones).

33 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Razón de capacidad del proceso CpkRazón de capacidad del proceso Cpk● El índice de capacidad Cp no informa de si en proceso está centrado
en el valor nominal (VN).
● Para tener en cuenta el centrado sobre el valor nominal, se define el valor de Razón de Capacidad Cpk.
● Cpk = Min( (LTS – ) / Ẍ k · σ ; ( - LTI) / k · σ );Ẍ
● Como en el caso anterior, el valor “k” depende del tipo de proceso. Para procesos muy estrictos o básicos (p.e. para la medida de capacidad de máquinas), se toma K = 4. Para resultados finales (p.e. Medida de capacidad del proceso global) se toma k = 3.
● Nota: El valor de “k” en la fórmula de Cpk debería ser = ½ · k de la formula del índice Cp.
● Se cumple que: Cpk <= Cp

34 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Cp y Cpk: situaciones...Cp y Cpk: situaciones...
VN LTSLTI VN LTSLTI
VN LTSLTI VN LTSLTI
VN LTSLTI
Cp > 1Cpk > 1
Cp = 1Cpk = 1
Cp < 1Cpk < 1
Cp > 10 < Cpk < 1
Cp < 1Cpk = 0
Imaginar:Cp < 1Cpk < 0

35 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
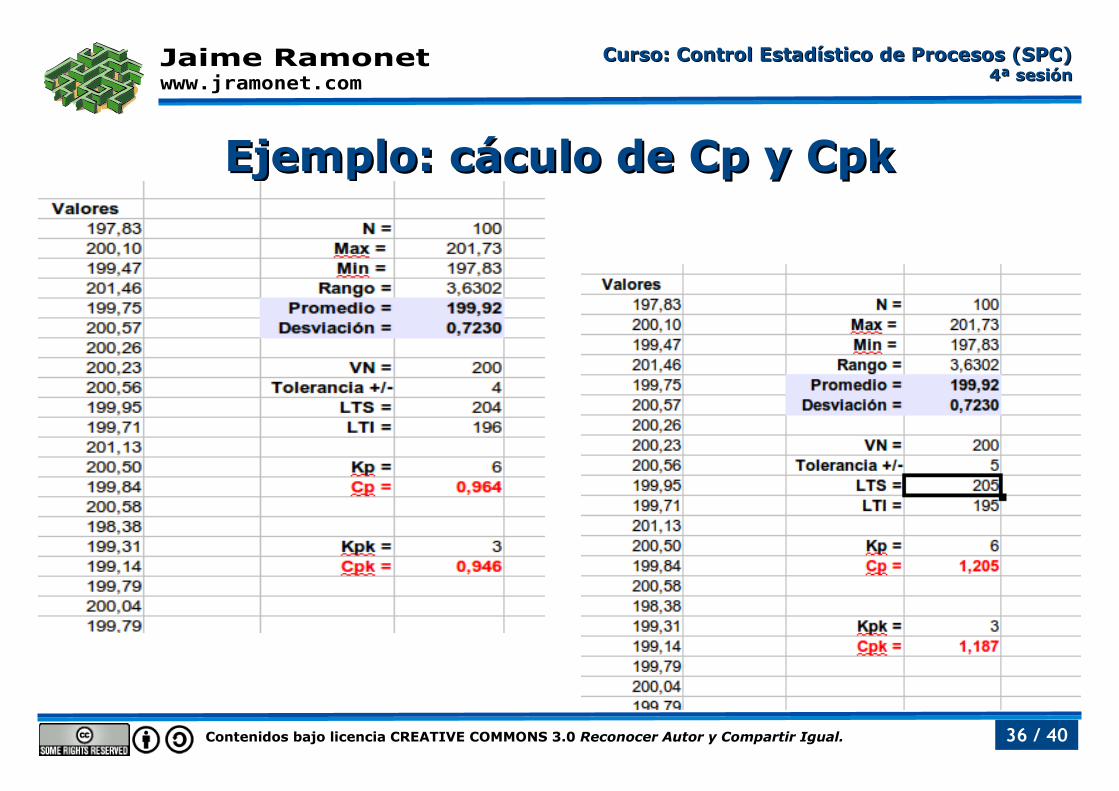
Medida de la Capacidad del proceso:Medida de la Capacidad del proceso:ProcedimientoProcedimiento
● Asegurar que el proceso esta «bajo control».
● Tomar un mínimo de 50 (mejor 100) unidades consecutivas y medir el parámetro.
● Verificar que los datos se distribuyen según una Ley Normal – Prueba o contraste de Normalidad (diversos métodos: p.e. método gráfico).
● Obtener la desviación tipo del proceso σ. La media se tomará igual al VN.
● Calcular Cp y Cpk del proceso.
36 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Ejemplo: cáculo de Cp y CpkEjemplo: cáculo de Cp y Cpk

37 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Otro ejemplo índices Cp y Cpk:Otro ejemplo índices Cp y Cpk:● La especificación de un parámetro de un proceso bajo control establece:
– VN = 10,80 mm.
– Tolerancia: +/- 0,20 mm. (LTS = 11,00 mm; LTI = 10,60 mm; Rt = 0,40 mm)
● Se seleccionan 100 muestras consecutivas, se obtienen los valores del parámetro y se verifica la normalidad de la distribución de estos datos.
● Se calculan los datos estadísticos de las 100 observaciones:
– Media μ = 10,72 mm. Y desviación tipo σ = 0,05 mm.
● Cálculos de Cp y Cpk:
– Cp = 0,40 / 6 * 0,05 = 1,33 ;
● Cpk-sup = (11,00 – 10,72 ) / 3 * 0,05 = 0,28 / 0,15 = 1,86● Cpk-inf = (10,72 – 10,60 ) / 3 * 0,05 = 0,12 / 0,15 = 0,80
– Cpk = min( 1,86 ; 0,80 ) = 0,80 Interp
retar...
38 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
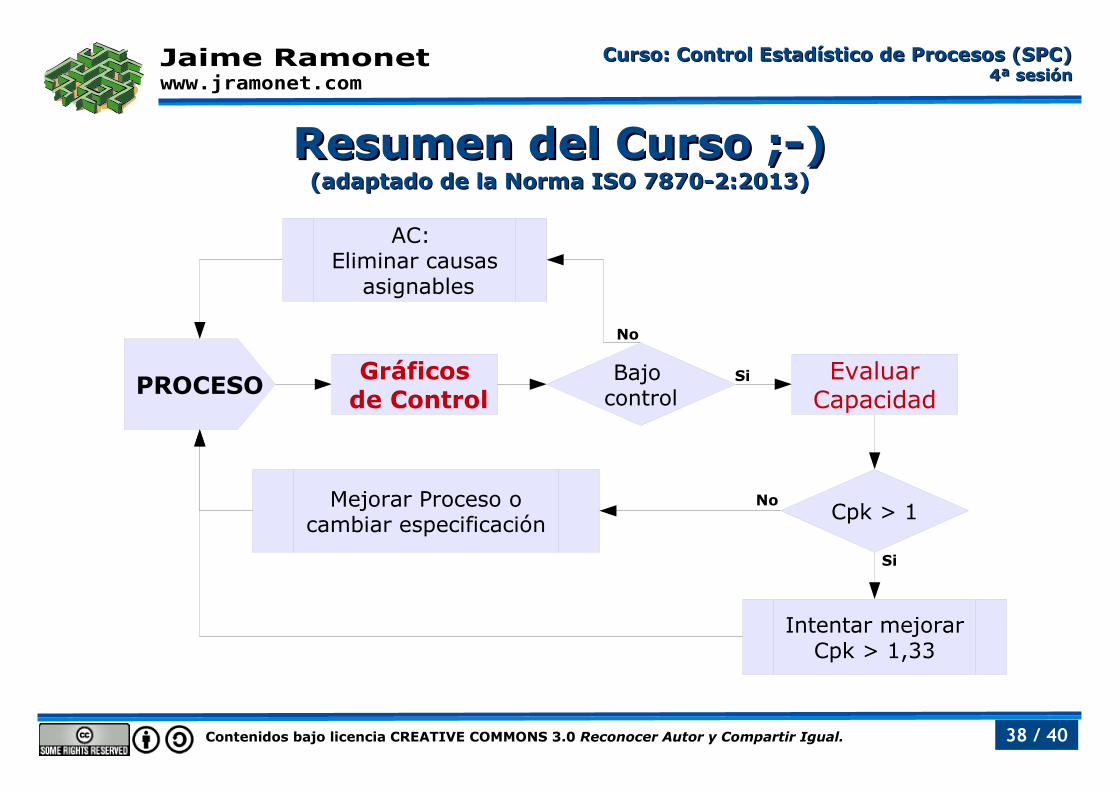
Resumen del Curso ;-)Resumen del Curso ;-)(adaptado de la Norma ISO 7870-2:2013)(adaptado de la Norma ISO 7870-2:2013)
Gráficos de ControlPROCESO
AC: Eliminar causas
asignables
EvaluarCapacidad
Bajo control
No
Si
Cpk > 1No
Si
Mejorar Proceso ocambiar especificación
Intentar mejorarCpk > 1,33

39 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Bibliografía:Bibliografía:● Norma ISO 7870-2:2013 - Control charts — Part 2: Shewhart
control charts.
● ISO 22514-7:2012 Statistical methods in process management - Capability and performance -- Part 7: Capability of measurement processes.
● Norma ISO 11462-1:2001 - Guidelines for implementation of statistical process control (SPC) - Part 1: Elements of SPC.
● Control y mejora de la calidad. A. Prat, X. Tort-Martorell, P. Grima y L. Pozueta. Edicions UPC. Barcelona, 1998
● Shewhart W.A. Economic Control of Manufactured Product. D. Van Norstrand, Co, New York, 1931.
● Grant E ., & L eavenworth R. Statistical Quality Control. McGraw-Hill Series in Industrial Engineering and Management, 1996.
40 / 40
Jaime Ramonetwww.jramonet.com
Contenidos bajo licencia CREATIVE COMMONS 3.0 Reconocer Autor y Compartir Igual.
Curso: Control Estadístico de Procesos (SPC)Curso: Control Estadístico de Procesos (SPC)4ª sesión4ª sesión
Turno abierto . . .
¿Preguntas?
¿Otros casos / cosas que
ustedes conozcan?
¿Comentarios?
Gracias por su atención . . .