contrato 4500000997 construcción del · pdf fileespecificaciones técnicas de...
TRANSCRIPT

CONTRATO 4500000997
CONSTRUCCIÓN DEL SEGUNDO CIRCUITO A 115 kV ENTRE LAS SUBESTACIONES
SURIA - PUERTO LÓPEZ – PUERTO GAITÁN
CIRCUITO PUERTO LÓPEZ – PUERTO GAITÁN 115 kV
ESPECIFICACIONES TÉCNICAS DE SUMINISTRO
DOCUMENTO IEB-235-12-D119
REVISIÓN 0
Medellín, Junio de 2013

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 2 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
CONTROL DE DISTRIBUCIÓN
Copias de este documento han sido entregadas a:
Nombre Dependencia Empresa Copias
Gustavo Sánchez Distribución EMSA S.A E.S.P. 1
Gestor Documental IEB S.A. 1
Las observaciones que resulten de su revisión y aplicación deben ser informadas a IEB S.A.
CONTROL DE REVISIONES
Revisión No. Aspecto revisado Fecha
0 Emisión Inicial 16/06/2013
CONTROL DE RESPONSABLES
NÚMERO DE REVISIÓN 0 1 2
Nombre AMG
Elaboración Firma
Fecha 7/06/2013
Nombre JEC
Revisión Firma
Fecha 17/06/2013
Nombre JPC
Aprobación Firma
Fecha 21/06/2013
Participaron en la elaboración de este informe:
AMG Andrés Mauricio García
JEC Juan Esteban Cuartas
JPC Jaime Posada Caicedo

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 3 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
TABLA DE CONTENIDO
1. INTRODUCCIÓN ....................................................................................... 1 2. OBJETIVO................................................................................................. 1
3. PARÁMETROS AMBIENTALES Y DEL SISTEMA .................................. 1 4. SISTEMA DE UNIDADES ......................................................................... 2 5. IDIOMA ...................................................................................................... 2 6. ALCANCE ................................................................................................. 2 7. SUMINISTRO, TRANSPORTE Y ALMACENAMIENTO DE MATERIALES
................................................................................................................... 3
7.1 NORMAS GENERALES ............................................................................ 3 7.2 MATERIALES Y FABRICACIÓN ............................................................... 4
7.3 CONDICIONES GENERALES DE EMPAQUE Y EMBALAJE ................... 4 8. CONDUCTOR DE FASE ACSR 477 MCM FLICKER ............................... 5 8.1 NORMAS ................................................................................................... 5 8.2 CARACTERÍSTICAS TÉCNICAS .............................................................. 6
8.3 EMPAQUE ................................................................................................. 7 8.4 PRUEBAS.................................................................................................. 8
8.4.1 Pruebas de rutina ...................................................................................... 8 8.4.2 Pruebas de aceptación .............................................................................. 9 9. CABLE OPGW .......................................................................................... 9
9.1 NORMAS ................................................................................................... 9
9.2 CARACTERÍSTICAS TÉCNICAS ............................................................ 10 9.2.1 Fibra óptica .............................................................................................. 11 9.2.2 Marcación de las fibras ............................................................................ 11
9.2.3 Características ambientales..................................................................... 12 9.2.4 Vida útil de la fibra óptica ......................................................................... 12
9.2.5 Cable de guarda con fibra óptica (OPGW) .............................................. 12 9.2.6 Armadura metálica ................................................................................... 13 9.2.7 Unidad óptica ........................................................................................... 14
9.2.8 Corona de alambres ................................................................................ 14 9.3 PRUEBAS................................................................................................ 15 9.3.1 Pruebas tipo o de diseño ......................................................................... 16
9.3.2 Pruebas tipo – fibras ópticas.................................................................... 16
9.3.3 Pruebas tipo - cable OPGW..................................................................... 17
9.3.4 Pruebas de rutina .................................................................................... 18 9.3.5 Pruebas de rutina - sobre las fibras ópticas ............................................. 18 9.3.6 Pruebas de rutina - sobre los cables ópticos ........................................... 20 9.3.7 Pruebas de aceptación en fábrica ........................................................... 20 9.3.8 Pruebas de aceptación – sobre las fibras ópticas .................................... 20
9.3.9 Pruebas de aceptación – sobre el cable OPGW ...................................... 21 9.3.10 Pruebas en sitio ....................................................................................... 21 9.4 EMPAQUE ............................................................................................... 22 9.4.1 Marcas empaque ..................................................................................... 22

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 4 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
10. CABLE DE GUARDA ALUMOWELD 7#8 .............................................. 22 10.1 NORMAS ................................................................................................. 23 10.2 CARACTERÍSTICAS TÉCNICAS ............................................................ 23
10.3 CARACTERÍSTICAS DE FABRICACIÓN ................................................ 24 10.4 EMPAQUE ............................................................................................... 24 10.5 PRUEBAS DE ACEPTACIÓN ................................................................. 25 11. AISLADORES DE VIDRIO ...................................................................... 26 11.1 CARACTERÍSTICAS TÉCNICAS ............................................................ 26
11.2 CARACTERÍSTICAS FÍSICAS ................................................................ 26 11.2.1 Características del vidrio ......................................................................... 26 11.3 PRUEBAS................................................................................................ 27
11.3.1 Pruebas de diseño ................................................................................... 27 11.3.2 Pruebas de rutina .................................................................................... 27 11.3.3 Pruebas de aceptación ............................................................................ 28 11.4 MARCADO .............................................................................................. 28
11.5 EMBALAJE .............................................................................................. 29 11.6 ALMACENAJE Y RECEPCIÓN DE SUMINISTROS ............................... 29
11.7 INSPECCIÓN Y PRUEBAS EN FÁBRICA............................................... 30 12. SISTEMA DE PUESTA A TIERRA ......................................................... 30 12.1 NORMAS ................................................................................................. 30
12.2 VARILLAS PARA PUESTA A TIERRA .................................................... 30 12.3 CONEXIONES ......................................................................................... 30
12.4 CONDUCTORES PARA PUESTA A TIERRA Y CONTRAPESOS ......... 31
12.5 PRUEBAS................................................................................................ 31
12.5.1 Pruebas de rutina .................................................................................... 31 12.5.2 Pruebas de aceptación ............................................................................ 31
13. DISEÑO DE LAS ESTRUCTURAS ......................................................... 31 13.1 TIPOS DE ESTRUCTURAS Y CRITERIOS DE DISEÑO ........................ 32 13.2 CASOS DE CARGAS DE DISEÑO DE LAS ESTRUCTURAS ................ 32
13.3 DIRECCIONES DEL VIENTO SOBRE LAS ESTRUCTURAS ................. 32 13.4 FACTORES DE SEGURIDAD PARA LAS CARGAS QUE ACTÚAN SOBRE LAS ESTRUCTURAS .............................................................................. 33
13.5 Detalles Estructurales .............................................................................. 33 13.6 DIMENSIONAMIENTO DE LAS TORRES............................................... 33 13.7 DISEÑO DETALLADO DE LAS ESTRUCTURAS ................................... 33
13.8 DOCUMENTOS TÉCNICOS PARA LA REVISIÓN DE LOS DISEÑOS .. 34 13.9 CONSIDERACIONES PARA EL CÁLCULO ............................................ 35 13.10 ESFUERZOS ADMISIBLES A COMPRESIÓN ........................................ 36 13.11 MIEMBROS DE CELOSÍA Y PLACAS DE UNIÓN .................................. 36
13.12 MIEMBROS A COMPRESIÓN COMPUESTOS DE ELEMENTOS ADOSADOS ESPALDA CON ESPALDA .............................................................. 36 13.13 ESFUERZO ADMISIBLE A TENSIÓN ..................................................... 37 13.13.1 Esfuerzo de flexión .................................................................................. 37 13.13.2 Esfuerzo cortante ..................................................................................... 37 13.13.3 Esfuerzo de aplastamiento ...................................................................... 38

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 5 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
13.14 DIMENSIONES MÍNIMAS ....................................................................... 38 13.14.1 Distancias entre Tornillos y Distancias a los Bordes. .............................. 39 13.14.2 Relaciones de Esbeltez. .......................................................................... 39
14. ESPECIFICACIONES DE ESTRUCTURAS ............................................ 39 14.1 NORMAS ................................................................................................. 40 14.2 SUMINISTRO, TRANSPORTE Y ALMACENAMIENTO DE MATERIALES 42 14.3 TIPOS DE ESTRUCTURAS METÁLICAS ............................................... 42
14.4 MATERIALES DE FABRICACIÓN ........................................................... 42 14.4.1 Platinas de conexión ................................................................................ 43 14.4.2 Perfiles (montantes, diagonales y elementos redundantes) .................... 44
14.5 FABRICACIÓN ........................................................................................ 44 14.5.1 Dimensiones mínimas ............................................................................. 46 14.5.2 Tolerancias dimensionales antes de fabricación ..................................... 46 14.5.3 Tolerancias dimensionales después de la fabricación ............................. 46
14.6 GALVANIZADO, PINTURA Y SOLDADURA ........................................... 46 14.6.1 Galvanizado ............................................................................................. 46
14.6.2 Adherencia de la capa de zinc ................................................................. 48 14.6.3 Uniformidad del recubrimiento ................................................................. 48 14.6.4 Espesor y peso del recubrimiento ............................................................ 48
14.6.5 Tratamiento con cromato ......................................................................... 49 14.6.6 Planos de montaje y fabricación .............................................................. 49
14.7 CONEXIONES ......................................................................................... 51
14.8 FIJACIÓN DE LOS CONDUCTORES DE FASE Y DEL CABLE DE GUARDA ............................................................................................................... 52 14.9 ESCALERAS DE PERNOS ..................................................................... 52
14.10 DISPOSITIVOS ANTIESCALATORIOS .................................................. 52 14.11 EMBALAJE Y MARCAS .......................................................................... 52 14.11.1 Empaque de tornillos, tuercas y arandelas .............................................. 53
14.11.2 Embalaje de estructuras y elementos metálicos ...................................... 54 14.11.3 Marcas para montaje ............................................................................... 54 14.12 ACABADO Y VERIFICACIÓN DIMENSIONAL ........................................ 55
14.13 PRUEBAS................................................................................................ 56 14.13.1 Pruebas de rutina .................................................................................... 57 14.13.2 Pruebas tipo............................................................................................. 58
14.13.3 Pruebas de carga por medio del programa Tower ................................... 59 14.13.4 Pruebas de armado ................................................................................. 59 14.13.5 Pruebas de galvanización ........................................................................ 60 14.13.6 Pruebas de aceptación ............................................................................ 60
14.14 PRUEBAS E INSPECCIÓN ..................................................................... 61 15. HERRAJES Y ACCESORIOS ................................................................. 61 15.1 NORMAS TÉCNICAS .............................................................................. 62 15.2 HERRAJES Y ACCESORIOS PARA CABLE CONDUCTOR .................. 63 15.2.1 Grapas de suspensión para conductores ................................................ 64 15.2.2 Grapas de retención para conductores .................................................... 66

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 6 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
15.2.3 Varillas de blindaje ................................................................................... 67 15.2.4 Camisas de reparación ............................................................................ 67 15.2.5 Empalmes a compresión ......................................................................... 68
15.3 HERRAJES Y ACCESORIOS PARA CABLE DE GUARDA CONVENCIONAL ................................................................................................. 70 15.3.1 Grapas de suspensión ............................................................................. 70 15.3.2 Grapas de retención ................................................................................ 71 15.4 HERRAJES Y ACCESORIOS PARA EL CABLE OPGW ........................ 72
15.4.1 Grapas de suspensión ............................................................................. 73 15.4.2 Grapas de retención ................................................................................ 74 15.4.3 Grapas de sujeción (grapas de bajada) ................................................... 74
15.4.4 Cajas de empalme ................................................................................... 74 15.5 PRUEBAS................................................................................................ 76 15.6 PRUEBAS DE DISEÑO ........................................................................... 76 15.6.1 Pruebas de diseño sobre grapas de suspensión ..................................... 76
15.6.2 Pruebas de diseño sobre grapas de retención y empalmes .................... 78 15.6.3 Pruebas de rutina .................................................................................... 79
15.6.4 Toma de muestras y criterios de aceptación y rechazo ........................... 82 16. ELEMENTOS PREFORMADOS ............................................................. 82 16.1 VARILLAS PREFORMADAS ................................................................... 83
16.2 DOCUMENTOS PARA APROBACIÓN ................................................... 83 1.1. MARCAS Y EMBALAJE .......................................................................... 83
17. BALIZAS ................................................................................................. 84
17.1 PRUEBAS................................................................................................ 85
17.2 DOCUMENTOS PARA APROBACIÓN ................................................... 85 17.3 MARCAS Y EMBALAJE .......................................................................... 85
18. DESVIADORES DE VUELO ................................................................... 86 19. AMORTIGUAMIENTO DE VIBRACIÓN .................................................. 86 19.1 CARACTERÍSTICAS GENERALES ........................................................ 86
19.2 ESTUDIO DE AMORTIGUAMIENTO ...................................................... 86 19.3 CARACTERÍSTICAS TÉCNICAS ............................................................ 87 19.4 PRUEBAS................................................................................................ 88
19.5 MARCAS Y EMBALAJE .......................................................................... 89 19.6 DOCUMENTOS PARA APROBACIÓN ................................................... 90 20. SEÑALES ................................................................................................ 90
20.1 SEÑALES DE PELIGRO ......................................................................... 90 20.2 NUMERACIÓN PARA INSPECCIÓN AÉREA ......................................... 90 20.3 NUMERACIÓN PARA INSPECCIÓN TERRESTRE ................................ 91 20.4 IDENTIFICACIÓN DE FASES ................................................................. 91

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 7 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
LISTA DE TABLAS
Tabla 1. Parámetros ambientales sitio del proyecto ............................................... 1
Tabla 2. Caracteristicas del sistema ...................................................................... 2
Tabla 3. Características técnicas del conductor ACSR FLICKER ........................... 6
Tabla 4. Características del cable OPGW ............................................................ 10
Tabla 5. Código de colores para marcación de fibras .......................................... 11
Tabla 6. Características del cable alumoweld 7#8 ............................................... 23
Tabla 7. Caracteristicas de aisladores de vidrio ................................................... 26
Tabla 8: Espesores mínimos de perfiles ............................................................... 38
Tabla 9: Inmersiones para componentes .............................................................. 48
Tabla 10: Plan de muestreo simple ....................................................................... 56
Tabla 11: Tolerancias de fabricación .................................................................... 56
Tabla 12: Equivalencias capa de Zinc en micrones .............................................. 58

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 1 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
1. INTRODUCCIÓN
El servicio de energía eléctrica en la región del río Meta, conformada por los municipios de Puerto López, Cabuyaro y Puerto Gaitán, es suministrado por la Electrificadora del Meta desde la subestación Ocoa por medio de la línea radial a 115 kV en circuito sencillo que une las subestaciones Ocoa, Suria, Puerto López y Puerto Gaitán, en una longitud aproximada de 195 km.
Con el fin de mitigar eventuales situaciones de indisponibilidad ante falla simple de esta infraestructura, la electrificadora del Meta S.A. ESP proyecta un segundo circuito a 115 kV entre las subestaciones Puerto López y Puerto Gaitán, en una longitud aproximada de 108 km.
2. OBJETIVO
Presentar las especificaciones técnicas de los conductores de fases, cables de guarda, aisladores de vidrio, sistema de puesta a tierra, estructuras metálicas, herrajes y demás accesorios requeridos para la construcción, montaje y puesta en servicio de la línea de transmisión a 115 kV entre las subestaciones Puerto López y Puerto Gaitán.
3. PARÁMETROS AMBIENTALES Y DEL SISTEMA
Los parámetros ambientales y del sistema aplicables al sitio del proyecto son los siguientes:
Tabla 1. Parámetros ambientales sitio del proyecto
VARIABLE UNIDAD VALOR
Altura promedio sobre el nivel del mar m 200
Temperatura mínima ambiente °C 16,8
Temperatura mínima anual promedio (coincidente) Tcoin °C 22,1
Temperatura media anual (EDS) Tprom °C 26,2
Temperatura máxima absoluta Tmáx °C 39,4
Viento máximo km/h 120
Viento máximo promedio km/h 50
Nivel ceráunico días de tormenta
eléctrica/año 120
Humedad Máxima relativa % 94

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 2 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Tabla 2. Caracteristicas del sistema
CARACTERÍSTICA VALOR
Potencia nominal [MVA] 95
Tensión nominal de línea [kV] 115
Número de circuitos 2
Número de conductores por fase 1
Factor de potencia 0,9
Longitud total aproximada (km) 108
4. SISTEMA DE UNIDADES
En cumplimiento de la Norma ICONTEC-1000 (Instituto Colombiano de Normas Técnicas, 1.974) de la norma ISO-1000 (International Organization for Standarization, 1969) y del decreto 3464 de 1.980 del Gobierno Nacional, se utilizará el Sistema Internacional de Unidades “SI “(en milímetros). No obstante si los procedimientos constructivos utilizan sistema de unidades Inglesas, estas podrán ser colocadas entre paréntesis como medidas equivalentes a las del Sistema Métrico Internacional, en caso de conflicto con los sistemas de unidades utilizados, prevalecerán los del Sistema Métrico Internacional.
5. IDIOMA
El idioma Español será utilizado en la documentación contractual que genere la parte legal y comercial; para la parte técnica se podrán utilizar los idiomas español o inglés. Toda la documentación tanto en la parte de mantenimiento, como de operación, debe ser en español.
6. ALCANCE
El CONTRATISTA debe proveer las facilidades de suministro, bodegaje, campamentos, transporte, equipo y personal para realizar a satisfacción de EMSA las siguientes tareas:
Movilización de personal y equipos.
Recepción, carga y descarga de los materiales y equipos suministrados por el
CONTRATISTA y solicitados expresamente por EMSA y todos aquellos
materiales que no se hayan solicitado expresamente, pero que sean
necesarios para la correcta ejecución de las obras, en las bodegas de quienes
hagan los respectivos suministros, y transporte al sitio de las obras.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 3 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Suministro de materiales en el sitio de los trabajos.
Suministro de personal y de instalaciones provisionales para almacenamiento de
materiales y reparación de equipos.
Bodegas temporales para almacenamiento de materiales y equipos.
Control de calidad, cumplimiento del plan de manejo ambiental, seguridad e
higiene.
7. SUMINISTRO, TRANSPORTE Y ALMACENAMIENTO DE MATERIALES
Será responsabilidad del CONTRATISTA, suministrar todos los materiales que se detallan en estas especificaciones y todos aquellos que no se expresan directamente, pero que son necesarios para la correcta ejecución de los trabajos objeto de estas especificaciones, previa aprobación de EMSA, de conformidad con los planos y documentos del contrato.
Si durante la recepción, transporte, inspección o instalación del equipo o material suministrado por EMSA, el CONTRATISTA encontrara ciertos materiales deficientes en cualquier forma, notificará a EMSA inmediatamente. Si EMSA manifiesta acuerdo con esas deficiencias, efectuará el trámite de corrección con el CONTRATISTA o autorizará al CONTRATISTA a efectuar el trabajo de corrección.
Cualquier daño causado por el CONTRATISTA al material suministrado, será reparado o reemplazado por el CONTRATISTA sin ningún costo para EMSA. Cualquier reclamo en contrario se debe someter a consideración de EMSA, por escrito y dentro de las dos semanas siguientes a la recepción del material dañado.
El sobrante del material retirado será almacenado, contabilizado y enviado al destino designado por EMSA dejando el correspondiente registro.
7.1 NORMAS GENERALES
Los materiales deben suministrarse en conformidad con las siguientes normas:
ICONTEC Instituto Colombiano De Normas Técnicas
ASTM American Society for Testing Materials
AWS American Welding Society
ASME American Society of Mechanical Engineers
AISI American Iron and Steel Institute
AISC American Institute of Steel Construction
ASCE American Society Civil Engineers
ACI American Concrete Institute

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 4 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
IEC International Electrotechnical Commission
RETIE Reglamento Técnico de Instalaciones Eléctricas
NTC Norma Técnica Colombiana
En caso de discrepancia entre lo estipulado en las normas y lo requerido en estas
especificaciones, EMSA decidirá cual prevalecerá.
Si el CONTRATISTA desea suministrar equipos o materiales que cumplan normas diferentes a las mencionadas anteriormente, debe adjuntar con su propuesta copia de dichas normas en idioma español, siendo potestativo de EMSA aceptar o rechazar la norma que el CONTRATISTA pone a su consideración.
7.2 MATERIALES Y FABRICACIÓN
Todos los materiales deben cumplir con la certificación de producto conforme al Reglamento Técnico de Instalaciones Eléctricas – RETIE, adicionalmente todos los materiales incorporados en los elementos suministrados deben ser nuevos y de la mejor calidad, libres de defectos e imperfecciones y de las clasificaciones y grados especificados donde se indique. Los materiales que no hayan sido especificados en particular deben ser sometidos previamente a aprobación de EMSA y en lo posible deben satisfacer las exigencias de las normas ASTM (American SocietyforTesting and Materials) u otras equivalentes, debidamente aproadas por EMSA.
Cualquier omisión de estas especificaciones, en la descripción de algún componente o de requerimientos, no exonerará al proveedor de la responsabilidad de entregar la línea de transmisión a 115 kV entre las subestaciones Suria y Puerto López completa y operable en todos sus aspectos y certificaciones que fueren necesarias, sin ningún costo adicional para EMSA.
7.3 CONDICIONES GENERALES DE EMPAQUE Y EMBALAJE
El embalaje deberá cumplir con los requisitos que estipula la ISO en el grupo 0730 “Transport packages”. En caso de que EMSA lo requiera, EL CONTRATISTA debe remitir las características y procedimientos de empaque y embalaje para cada uno de los suministros, materiales y repuestos objeto del contrato.
EL CONTRATISTA será el directamente responsable de verificar que los fabricantes cumplan con los requerimientos mínimos de empaque y embalaje, y será responsable de reponer o reparar a su costa las pérdidas, daños y deterioros que sufran los suministros, materiales y repuestos debidos a la preparación inadecuada para transporte.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 5 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
El fabricante debe preparar los suministros, materiales y repuestos objeto del suministro, de modo que estén protegidos contra pérdidas, daños y deterioros durante el transporte y almacenamiento.
Cada caja o unidad de empaque debe incluir dos copias en español de la lista de empaque, indicando todos los elementos que contiene y la referencia de su uso o ensamble al cual pertenece cada una de ellas. Una de estas copias, se debe ubicar en el exterior de la caja o unidad de empaque dentro de un bolsillo que se debe colocar para tal fin debidamente protegido y cerrado para evitar su pérdida o la de su contenido; la otra copia se colocará en el interior, en forma tal que no se dañe durante el transporte ni durante el desempaque.
Cuando se utilicen contenedores, el suministro debe incluir zunchado en paquetes y para los elementos menores, platinas, placas y tornillería deben estar debidamente empacados en cajas de madera que permitan fácilmente su almacenamiento e identificación.
Todos los materiales o piezas sueltas que puedan perderse durante el transporte deben ser empacados en cajas o amarrados en fardos debidamente marcados e identificados.
Todas las partes que excedan una masa de 100 kg serán preparadas para el transporte de tal manera que se les pueda colocar fácilmente las eslingas para manejo con grúa o los tenedores para el manejo con montacargas. Las piezas empacadas en cajas a las cuales sea inseguro colocar eslingas, deben ser empacadas con eslingas fijadas a la pieza accesible desde fuera de la caja, de tal manera que los materiales puedan ser fácilmente manejados con grúa.
EL CONTRATISTA deberá verificar que se cumplan con los requerimientos mínimos de empaque y embalaje, además será responsable de reponer o reparar a su costa las pérdidas, daños y deterioros que sufran los suministros, materiales y repuestos debidos a la preparación inadecuada para transporte.
8. CONDUCTOR DE FASE ACSR 477 MCM FLICKER
Este numeral especifica los requerimientos técnicos para la fabricación, inspección, pruebas y suministro del conductor de fases del tipo ACSR 477 MCM, el cual debe cumplir los requisitos estipulados en el documento.
8.1 NORMAS
Los conductores deberán fabricarse y suministrarse de acuerdo con las normas
internacionales. Los conductores serán del tipo ACSR (Aluminum Conductor Steel

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 6 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Reinforced), los cuales deberán fabricarse de acuerdo con los requerimientos de
las siguientes normas:
ASTM (American Society for Testing and Materials):
ASTM-B230 Aluminum 1350-H19 Wire for Electrical Purposes.
ASTM-B232 Concentric-Lay-Stranded Aluminum Conductors, Coated-Steel
Reinforced (ACSR).
ASTM-B233 Aluminum 1350 Drawing Stock for Electrical Purposes
ASTM-B498 Zinc-Coated (Galvanized) Steel Core Wire for Aluminum
Conductors, Steel Reinforced (ACSR).
ASTM-B500 Zinc-Coated (Galvanized) and Aluminum-Coated (Aluminized)
Stranded Steel Core for Aluminum Conductors, Steel Reinforced (ACSR)
De acuerdo con los diseños de los diferentes fabricantes, pueden emplearse otras
normas internacionalmente reconocidas equivalentes o superiores a las aquí
señaladas, siempre y cuando se ajuste a lo solicitado en el presente pliego. En
este caso se deberá enviar con la propuesta una (1) copia en español o inglés de
las normas utilizadas.
8.2 CARACTERÍSTICAS TÉCNICAS
El conductor ACSR 477 MCM deberá ser clase AA, según la norma ASTM B232,
con las siguientes características:
Tabla 3. Características técnicas del conductor ACSR FLICKER
Descripción Valor
Calibre AWG/MCM 477
Diámetro (mm) 21,48
Sección (mm2) 273,11
Resistencia AC del conductor a 75°C (Ω/km) 0,143
Resistencia DC del conductor a 20°C (Ω/km) 0,1175
Tensión de rotura del conductor (kgf) 7784
Peso del conductor (kgf/km) 913,60
El cableado de la capa exterior del conductor será de sentido derecho y el de la
capa interior tendrá dirección contraria al de la capa inmediatamente anterior.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 7 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Los alambres de acero galvanizado que conforman el núcleo del conductor se deberán ajustar a las especificaciones de la norma ASTM B498. El zinc que se utilice para el galvanizado deberá ser tipo High Grade, según la norma ASTM B6.
El núcleo de acero galvanizado deberá fabricarse de acuerdo con la norma ASTM B500. El alambrón de aluminio para la trefilación de los alambres, deberá cumplir con los requerimientos de la norma ASTM B233. Los alambres de aluminio que conformen el conductor deberán ser del tipo 1530-H19 y cumplir las especificaciones de la norma ASTM B230.
Los alambres de aluminio y acero que conforman el cable deberán tener una longitud continua igual a la longitud nominal del cable. No se permitirán uniones ni soldaduras en los alambres.
La longitud incluida en cada carrete deberá ser continua, es decir, no se aceptan uniones o empalmes en el tramo de cable suministrado en cada carrete.
Durante el proceso de trefilación, deberán tomarse precauciones para evitar cualquier contaminación del aluminio con cobre u otros materiales que puedan afectarlo adversamente.
8.3 EMPAQUE
Todos los cables deben suministrarse en carretes de metal o madera y deben tener una estructura suficientemente fuerte que pueda soportar el manejo durante el transporte, cargue, descargue y todas las operaciones de instalación del cable. Los extremos del cable deben atravesar el ala del carrete y asegurarse convenientemente. El diámetro del tambor deberá ser al menos 30 veces mayor que el del cable.
Todos los carretes deberán ser pintados en sus superficies interior y exterior, para protegerlos debidamente de la intemperie. Deberán tener orificios de drenaje a lo largo de cada ala, lo más cerca posible a la parte inferior del recubrimiento del tambor.
La última capa de cable deberá ser envuelta con papel resistente a la humedad y que preserve al cable de daños ocasionados por rotura de los listones. Este papel deberá asegurarse con bandas de acero (zunchos).
Los carretes deberán ser enlistonados de tal manera que se prevenga el deterioro del cable. Los listones se fijarán firmemente a los bordes del carrete por medio de bandas de acero (zunchos).

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 8 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
El orificio del eje central para el manejo de los carretes será como mínimo de 76 mm de diámetro.
Si los carretes se fabrican en madera, deberán ser sometidos a un tratamiento de preservación que garantice que los carretes se conserven a la intemperie por un período mínimo de un (1) año. El proponente deberá indicar en su propuesta, el elemento preservativo que utilizará, con la garantía de tiempo de preservación emitida por el fabricante del carrete.
Los carretes deben estar claramente marcados en ambas caras, en forma indeleble, mediante un rótulo metálico cuyo diseño deberá someterse a la aprobación por parte de EMSA y al menos con la siguiente información:
a) Cliente
b) Nombre del fabricante
c) Nombre del proyecto
d) Número del contrato
e) Tipo de conductor
f) Número del carrete
g) Longitud del cable
h) Año de fabricación del conductor
i) Sentido correcto del rodamiento
j) Masas neta y bruta correspondientes
EMSA aceptará una tolerancia en las longitudes previstas de cable para cada
carrete de 5 %. Es decir, la longitud total a suministrar deberá estar acorde con la longitud especificada en el formulario de cantidades y precios.
8.4 PRUEBAS
8.4.1 Pruebas de rutina
El proveedor, antes de las pruebas de aceptación del material, deberá enviar a EMSA una copia de los resultados de las pruebas de rutina dimensionales, mecánicas y eléctricas del 10% de los carretes que conforman la longitud total del cable. Así mismo, debe enviar un programa de pruebas, indicando las características del laboratorio y equipos de prueba, la descripción de los lotes a inspeccionar y las fechas propuestas para las pruebas. Esta información deberá presentarse con anticipación a la fecha de iniciación de las pruebas de aceptación.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 9 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Antes de realizar las pruebas de aceptación, el proveedor deberá presentar para aprobación por parte de EMSA, los planos con las dimensiones, detalles del carrete y el diseño del rótulo metálico de identificación de los mismos.
8.4.2 Pruebas de aceptación
Las pruebas de aceptación se definen como todas las pruebas realizadas sobre el producto completamente terminado para su aprobación o rechazo.
Las pruebas de aceptación se ejecutarán en las instalaciones del fabricante o en un laboratorio aprobado por EMSA, en presencia de sus representantes.
Los carretes deberán presentarse para inspección antes de ser enlistonados.
El conductor ACSR terminado y los alambres que lo conforman se someterán a pruebas dimensionales, de peso, ensayos mecánicos y ensayos eléctricos.
Cuando un lote sea rechazado, el proveedor podrá ensayar cada uno de los carretes que lo componen, remitir los resultados de las pruebas a EMSA y solicitar nuevamente la inspección de los mismos.
Si en la nueva inspección del lote rechazado, con un tamaño de muestra del doble de la primera inspección, falla una (1) sola muestra, el lote en definitiva será rechazado y no podrá solicitarse una nueva inspección ni sus carretes formar parte de otros lotes.
Los carretes de cable que sean definitivamente rechazados serán marcados en su exterior con pintura indeleble. Sobre el conductor rechazado, se harán marcaciones con algún elemento abrasivo, de tal manera que el cable sea fácilmente identificable.
Los carretes rechazados de los lotes aprobados y los lotes definitivamente rechazados no podrán formar parte del suministro.
9. CABLE OPGW
9.1 NORMAS
El cable tipo OPGW de 12 fibras ópticas a suministrar y demás accesorios necesarios, deberán cumplir, además de las especificaciones técnicas descritas en este documento, con la última edición de cada una de las siguientes normas, o de las normas que las hayan complementado, modificado o sustituido y que le sean aplicables en cada caso:

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 10 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
ANSI EIA/TIA 598 A Código de colores del cable de fibra óptica.
IEC 61300 Dispositivos de interconexión de fibra óptica y componentes pasivos. Ensayos básicos y procedimientos de medida.
IEC 61312-1 Protección contra impulsos electromagnéticos
IEC 60794-4-1 Cables de fibra óptica. Cables ópticos aéreos para líneas de alta tensión.
UIT-T G 656 Características de las fibras y cables con dispersión no nula para transporte óptico de banda ancha.
UIT-T L 34 Instalación de cables de fibra óptica de hilo de guarda OPGW.
UIT-T L 26 Cables de fibra óptica para aplicaciones aéreas.
UIT-T L46 Protección de los cables y plantas de telecomunicaciones contra los riesgos biológicos.
UIT-T L25 Mantenimiento de redes de cables de fibra óptica.
ANSI/EIA/TIA 568 Estándar de Administración para la infraestructura de Telecomunicaciones.
9.2 CARACTERÍSTICAS TÉCNICAS
El cable OPGW que se suministre deberá cumplir con las siguientes características:
Tabla 4. Características del cable OPGW
Característica OPGW
Sección total (mm2) 99,59
Diámetro (mm) 13,1
Peso (kgf/m) 0,671
Tensión de rotura (kgf) 7031
Módulo de elasticidad (kgf/mm2) 15762
RDC, 20C (Ω/km) 0,8745
Coeficiente de variación de R con temperatura, α (C-1
) 0,004
Coeficiente de dilatación lineal (1/C) 1,27E-05
Capacidad calorífica (J/cm3 C) 3,58
Temperatura máxima permisible(C) 180
I2t (kA
2xseg) 22 (mínimo)

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 11 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
9.2.1 Fibra óptica
Las fibras ópticas monomodo solicitadas deberán estar construidas según la recomendación ITU-T G.652, para ser usadas por sistemas de transmisión que cumplan con las recomendaciones ITU-T G.957, ITU-T G.691 e ITU-T G.692 hasta STM-64. Por lo tanto, se deberán garantizar los parámetros recomendados en la tabla 7/G.652-G.652B en lo que respecta a los atributos de la fibra.
La fibra deberá ser diseñada y fabricada según la norma IEEE 1138 bajo un proceso de control de calidad ISO 9001 e ISO 9002.
El diseño de la fibra debe garantizar su no rompimiento o disminución de su resistencia mecánica, por el sometimiento natural de vibraciones y tensiones mecánicas impuestas al cable durante su operación.
Las fibras deben estar recubiertas por capas de material resistente principalmente a luz ultravioleta, que brinden además:
Protección a la fibra contra atenuación por curvatura
Protección física contra abrasiones y cortes
Aumento de su fiabilidad
Mayor resistencia mecánica de la fibra
9.2.2 Marcación de las fibras
El código de colores debe ser fácilmente reconocible y debe cumplir con lo establecido en la norma ANSI EIA/TIA 598.
Tabla 5. Código de colores para marcación de fibras
POSICIÓN COLOR
1 Azul
2 Naranja
3 Verde
4 Cafe
5 Gris
6 Blanco
7 Rojo
8 Negro
9 Amarillo
10 Violeta
11 Rosa
12 Turquesa

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 12 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
La coloración aplicada a las fibras y a los tubos deberá ser de tonalidades
diferentes y de fácil reconocimiento. Dicha coloración no deberá resultar
degradada cuando se empleen elementos de limpieza normalmente
recomendados por el fabricante del cable. Y deberá permanecer invariable durante
toda la vida útil del cable.
9.2.3 Características ambientales
Las fibras deberán operar dentro del rango de temperatura de -55°C a +85°C, sin que resulten afectadas sus características ópticas o mecánicas.
Las fibras deberán soportar una temperatura de 200 °C en forma instantánea sin
sufrir degradación en sus propiedades ópticas o físicas.
9.2.4 Vida útil de la fibra óptica
La vida útil mínima de las fibras deberá ser de 25 años teniendo en cuenta el
tiempo de degradación de las protecciones mecánicas ofrecidas por sus
componentes y por ende la degradación de sus capacidades de transmisión.
9.2.5 Cable de guarda con fibra óptica (OPGW)
El cable OPGW deberá cumplir, además de las estipulaciones de las normas internacionales, con las especificaciones técnicas de este documento.
Se deberá suministrar cable OPGW con una capacidad de disipación de corto circuito - I2t - de 22 kA2xseg mínimo, adecuado para las líneas de transmisión en la que será instalado.
El cable OPGW deberá cumplir con requerimientos de construcción y funcionamiento que le permitan realizar las funciones de cable de guarda convencional y además proporcionar integridad a las fibras ópticas para mantener las características de transmisión establecidas. Deberá soportar descargas eléctricas, corrientes de cortocircuito, corrientes y tensiones inducidas por los conductores, condiciones externas anormales y condiciones normales de servicio sin causar daño a la señal óptica de transmisión o degradación en las especificaciones de la fibra.
El cable OPGW estará conformado por una parte metálica y por una unidad óptica. La unidad óptica, deberá consistir de una unidad central que podría incluir un tubo de protección de aluminio para almacenar las fibras el cual proporcionará a las fibras la protección mecánica y térmica necesaria, así como el aislamiento a la humedad.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 13 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Las fibras deberán alojarse dentro de tubos resistentes a altas temperaturas y a las cargas de torsión y aplastamiento que se presentan normalmente durante la operación, manipulación y el tendido del cable sin sufrir deformación alguna y estar rellenos de un compuesto de gel de características no higroscópicas. Deberán ser fabricados por extrusión alrededor de las fibras, garantizando que bajo ninguna circunstancia en condiciones normales, la fibra trabajará bajo tensión debido a la longitud extra respecto a la longitud del cable. Estos tubos deberán permitir claramente su identificación mediante los colores indicados anteriormente. Así mismo, deberán ser montados en forma helicoidal, utilizando para su sujeción preferiblemente cintas u otro tipo de elemento que las protejan de esfuerzos mecánicos y de cambios de temperatura.
Sobre el tubo de protección o en conjunto con éste, se deberán armar una o varias capas de alambres metálicos que le den al cable sus características eléctricas y mecánicas para cumplir su función como cable de guarda de la línea de transmisión.
Además el diseño del cable con fibras ópticas deberá ser tal que soporte las tensiones mecánicas, fuerzas de compresión y curvatura esperadas durante el proceso de transporte, montaje y operación.
El fabricante deberá diseñar su cable y especificar la tensión última de rotura, TUR de tal forma que no afecten las estructuras diseñadas para soportar las líneas y cumpla con las especificaciones establecidas en este documento.
Se deberá presentar toda la información complementaria que se considere
necesaria sobre el análisis del comportamiento frente a la corrosión de los cables
ofrecidos, así como entregar con los carretes en sitio un manual de
mantenimiento, donde detalle las rutinas preventivas y correctivas a ser tenidas en
cuenta para dichas labores, tanto para el cable instalado como para el cable
almacenado.
9.2.6 Armadura metálica
La unidad óptica o las fibras ópticas directamente y en conjunto, se incorporarán dentro de un tubo de protección, el cual deberá estar localizado en el centro del cable a suministrar.
Este tubo central de protección deberá aislar térmicamente en caso de cortocircuito o impulsos de corriente debidos a descargas eléctricas atmosféricas o a operaciones del sistema, la unidad óptica o las fibras ópticas de la corona de alambres metálicos del cable OPGW, adicionalmente deberá proteger mecánicamente la unidad óptica o a las fibras y proporcionar estanqueidad al paso del agua.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 14 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
El tubo central de protección se deberá diseñar para que proporcione las características eléctricas y mecánicas necesarias para que el cable OPGW se comporte como cable de guarda.
La pureza química del material para su construcción deberá ser consecuente con la conductividad completa del cable OPGW y ser compatible químicamente con la armadura metálica posterior para evitar una posible generación de corrosión galvánica entre los materiales componentes.
9.2.7 Unidad óptica
Las fibras ópticas deberán alojarse dentro de una unidad central que les proporcione protección contra posibles daños durante la fabricación, transporte, instalación y operación de los cables. La unidad óptica puede incluir un tubo de aluminio para encapsular las fibras.
La configuración de la unidad óptica central deberá ser conformada por tubos o elementos de protección del tipo Loose Tube, dentro de los cuales se alojarán las fibras, de forma tal que durante las etapas de fabricación, instalación y funcionamiento del cable OPGW, la fibra este siempre bajo condiciones de mínima tensión.
Cada tubo o elemento de protección deberá alojar 12 fibras.
Los tubos o elementos protectores deberán estar rellenos con un gel que cubrirá todos los espacios libres entre las fibras y la superficie interior del tubo, este gel será de características no higroscópicas, eléctricamente no conductivo, homogéneo, incoloro, químicamente neutro, libre de impurezas y olores, que no afecte la piel humana y que sea fácilmente removible mediante solventes no tóxicos convencionales. Este gel deberá impedir la penetración de agua o humedad hacia la unidad óptica o hacia las fibras ópticas e impedir la generación de hidrógeno dentro de ésta.
EL CONTRATISTA deberá, con su oferta, detallar por escrito los componentes del gel de relleno, adjuntar las hojas de datos sobre la seguridad de los materiales certificando que estos no contienen ninguna sustancia cancerígena reconocida.
Para el interior de los tubos de protección sólo se admitirá el relleno basado en gel.
9.2.8 Corona de alambres
Conforme a las condiciones eléctricas, térmicas y mecánicas propias de la línea de transmisión el cable OPGW deberá tener por lo menos dos coronas de

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 15 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
alambres. Estos alambres deberán garantizar que la armadura cumpla con los requisitos mínimos exigidos para tener las características eléctricas, mecánicas y de disipación térmica requerido para el cable de guarda especificado. Además, el material de los alambres deberá tener buena resistencia a la corrosión; por lo tanto para la selección del cable de guarda es importante eliminar la acción del par galvánico sobre el mismo. No se acepta aluminio ni aleación de aluminio como material de los alambres.
Los alambres deberán ser armados o montados en hélice formando una corona circular cerrada y deberán mantener su posición de trenzado cuando haya necesidad de cortarlos, y permitir el retrenzado a mano cuando se hayan desenrollado en sus extremos.
Los alambres deberán cumplir con los requerimientos de las normas ASTM B-398, B- 415 e IEC 104 aplicables, según el material de fabricación. Así mismo, el diámetro mínimo de los alambres de aluminio o aleación de aluminio deberá ser igual o superior a 3.05 mm.
Durante el proceso de trefilación, deberán tomarse precauciones para evitar cualquier contaminación del aluminio con cobre u otros materiales que puedan afectarlo adversamente.
El trefilado de los alambres de la capa exterior de la armadura metálica en el cable OPGW, deberá ser de sentido izquierdo, siempre y cuando los herrajes a ser suministrados para la fijación del cable OPGW sean compatibles con dicho diseño. Siempre, el sentido de la capa interior tendrá dirección contraria al de la capa inmediatamente anterior.
9.3 PRUEBAS
El Proveedor deberá realizar bajo su responsabilidad, las pruebas solicitadas en este documento y aquellas no indicadas pero estipuladas en las normas aplicables asumiendo todos los costos para la realización de las mismas, incluyendo todos los materiales, elementos y equipos requeridos. Cualquier costo que sea necesario para remplazar materiales defectuosos o para modificar el diseño será a su cargo.
Se deberán realizar los siguientes tipos de pruebas:
• Pruebas Tipo (Diseño)
• Pruebas de Rutina
• Pruebas de Aceptación
• Pruebas en Sitio

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 16 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
En la oferta se debe presentar el programa de las pruebas requeridas, indicando las características del laboratorio, los equipos de pruebas, los certificados de calibración de los instrumentos a utilizar, las fechas y el procedimiento a desarrollar.
Las pruebas de diseño, rutina y de aceptación se realizarán en la planta del Fabricante o en laboratorios homologados. EMSA se reserva el derecho de asistir si lo considera conveniente a alguna(s) de estas pruebas, cuyos viáticos, pasajes y demás gastos originados por el desplazamiento de sus inspectores serán a cargo directo de EMSA. En caso de no asistencia, de todas formas el fabricante deberá enviar para revisión y aprobación los respectivos protocolos de pruebas como requisito indispensable para su ejecución y una vez ejecutadas, en un plazo no superior a 15 días, los reportes de las mismas a EMSA para su revisión y aprobación, como requisito básico para autorizar su despacho.
Las pruebas en sitio se realizarán en el lugar de recepción de los carretes en obra.
El alcance de las diferentes pruebas establecidas es el siguiente:
9.3.1 Pruebas tipo o de diseño
El Fabricante deberá remitir para la respectiva revisión y aprobación de EMSA, los
protocolos de las pruebas de diseño realizadas sobre todos los componentes del
suministro, incluyendo los procedimientos y resultados obtenidos debidamente
avalados. Estas pruebas deberán haberse realizado en laboratorios
independientes o en el del fabricante pero con inspección independiente. La
aprobación de estos protocolos no exime al Fabricante de la responsabilidad de
garantizar el cumplimiento de estas especificaciones.
9.3.2 Pruebas tipo – fibras ópticas
El Fabricante deberá remitir los protocolos de las pruebas tipo que a continuación
se indican. Estas pruebas deberán haberse realizado en laboratorios
independientes o en el del fabricante pero con inspección independiente. Las
pruebas tipo para las fibras ópticas serán realizadas en la banda de 1310 nm y
1550 nm:
a) Variación de Atenuación con la Longitud de Onda.
El coeficiente de atenuación para longitudes de onda entre 1285 nm y 1330 nm no debe exceder el coeficiente de atenuación a 1310 nm por más de 0.1 dB/km. Las mediciones deben realizarse de acuerdo a la norma EIA/TIA 455-78A-1990.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 17 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
b) Atenuación Pico de Agua
El coeficiente de atenuación en el pico de agua que se encuentra entre los 1383 nm ± 3 nm no debe exceder los 3 dB/km. Las mediciones deben realizarse de acuerdo a la norma EIA/TIA 455-78A-1990.
c) Atenuación por Curvatura
Se aplicará la recomendación EIA/TIA 455-62A-1992 con las siguientes condiciones:
Con 100 vueltas de fibra alrededor de un mandril de diámetro 75 ± 2 mm, el valor de la atenuación resultante a 1550 nm deberá ser menor a 0,5 dB incluyendo la atenuación intrínseca de los 23,6 m de fibra.
La atenuación incremental introducida al enrollar una vuelta de fibra alrededor de un mandril de 32 ± 0.5 mm de diámetro no deberá superar 0,5 dB a 1550 nm.
d) Requerimientos Ambientales - Ciclo de Temperatura
Las fibras deberán operar dentro del rango de temperatura de -55°C a +85°C, sin que resulten afectadas sus características ópticas o mecánicas. El cambio en la atenuación en este rango de temperaturas no debe ser superior a 0.05 dB/km. La medición debe realizarse a 1310 nm y a 1550 nm. Las mediciones deben realizarse de acuerdo a la norma EIA/TIA 455-3A-1989.
9.3.3 Pruebas tipo - cable OPGW
El Fabricante deberá remitir los protocolos de las pruebas tipo que a continuación se indican, realizadas en laboratorios independientes o en el del fabricante pero con inspección independiente. A este cable se le deberá efectuar pruebas tipo según lo estipulado en la recomendación IEEE P1138.
• Prueba de impermeabilidad
• Pruebas por infiltración
• Prueba de cortocircuito
• Prueba de vibración eólica
• Prueba en polea
• Prueba de aplastamiento e impacto
• Prueba de fluencia por envejecimiento
• Prueba de deformación de la fibra
• Prueba de margen de deformación

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 18 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
• Prueba de esfuerzo – Deformación
• Longitud de onda de corte
• Ciclo de temperatura
En caso de disponerse de reportes de pruebas tipo para la misma familia de cable ofrecido, solo se aceptará su presentación alternativa a la ejecución de la prueba sí:
• La forma constructiva del cable al cual se le realizó la prueba es idéntica al cable ofrecido.
• Los parámetros de ejecución de la prueba son iguales o superiores a los requeridos para demostrar el cumplimiento del cable ofrecido conforme a la norma Std. IEEE P1138 – 2009
• La documentación presentada contiene los procedimientos, esquemas, certificados de calibración de equipos, resultados esperados y obtenidos, análisis de los mismos y conclusiones.
9.3.4 Pruebas de rutina
Estas pruebas corresponden a todos los chequeos, ensayos y análisis efectuados durante las diferentes etapas del proceso de manufactura para asegurar que éste se efectúa normalmente.
EL PROVEEDOR deberá enviar reportes mensuales que confirmen que las pruebas se están realizando durante el proceso de manufactura, indicando los resultados obtenidos.
9.3.5 Pruebas de rutina - sobre las fibras ópticas
Las fibras ópticas deberán someterse a las siguientes pruebas según lo indicado en el numeral 4.2.2 de la norma IEEE P1138. Las pruebas para las fibras ópticas serán realizadas en la banda de 1310 nm y 1550 nm:
a. Medida de atenuación:
Antes de cablearse deberá efectuarse en fábrica la medida de atenuación espectral según la técnica de la fibra cortada, siguiendo la recomendación EIA/TIA 455-78A método de corte.
Para medidas sobre el cable terminado se deberá aplicar la recomendación EIA/TIA 61A, medición de la atenuación en un cable de fibra óptica utilizando un OTDR.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 19 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Ambas medidas deberán realizarse al 100% de las fibras y al 100% de las bobinas del cable terminado.
b. Uniformidad de la atenuación:
Se deberá emplear la técnica de retroesparcimiento para verificar la uniformidad de atenuación en toda la longitud de la fibra. La medición deberá efectuarse en ambas direcciones y los resultados deberán ser promediados.
La medida con reflectómetro óptico deberá realizarse en una longitud de onda de 1550 nm y con una escala máxima vertical de 0,5 dB/div, no podrán presentarse discontinuidades de perdida superiores a 0,1 dB.
La medición se efectuará según el procedimiento indicado en el numeral 5 de la recomendación ITU-T G.650.1. La medida se deberá efectuar al 100% de las bobinas del cable terminado.
c. Dispersión cromática:
El coeficiente de dispersión cromática se obtendrá de la medición del retardo de grupo relativo experimentado por las diferentes longitudes de onda, durante la propagación a través de un largo de fibra conocido.
La dispersión cromática deberá medirse en el rango de longitudes comprendido entre 1530 nm y 1565 nm.
La medición se efectuará según el procedimiento indicado en el numeral 5 de la recomendación ITU-T G.650.1.
d. Diámetro de campo modal:
Se define como diámetro modal el inverso de la anchura media cuadrática de la distribución de intensidades de campo lejano de la fibra.
La medición se efectuará según el procedimiento indicado en el numeral 5 de la recomendación ITU-T G.650.1.
e. Pruebas de las características geométricas
Se deberán efectuar medidas de los parámetros de diámetro del revestimiento, no circularidad del revestimiento, error de concentricidad, los cuales deberán cumplir con las especificaciones respectivas. Según las normas EIA/TIA 176, EIA/TIA-48B, EIA/TIA-55B y EIA/TIA-173.
f. Pruebas de las características mecánicas

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 20 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Se deberán efectuar pruebas de tensión en las fibras individuales de acuerdo con la norma EIA/TIA-455-31B.
9.3.6 Pruebas de rutina - sobre los cables ópticos
A todos los cables ópticos deberán realizárseles las siguientes pruebas de rutina:
• Pruebas eléctricas
• Pruebas mecánicas
• Pruebas ópticas
Para los cables OPGW, las pruebas serán según lo indicado en el numeral 4.1 de
la norma IEEE P1138 - 2009.
9.3.7 Pruebas de aceptación en fábrica
Estas pruebas son las realizadas sobre los cables terminados para aprobación o rechazo. En caso tal de que estas pruebas ocasionen rechazo de los cables, EL PROVEEDOR no tendrá derecho a ampliación del plazo de entrega del suministro.
Las pruebas de aceptación serán realizadas en las instalaciones del Fabricante o en laboratorios previamente aprobados. Para su ejecución, el Fabricante deberá presentar para aprobación de EMSA con un mes de anticipación, un Programa de Pruebas que contenga información de los procedimientos a seguir, los seriales de los carretes a inspeccionar, fechas y cronogramas previstos, protocolos de pruebas, equipos a utilizar y certificados de calibración de los instrumentos de medida.
Después de cada serie de pruebas se deberá entregar para aprobación el reporte respectivo con el procedimiento y los resultados obtenidos. No se dará autorización de despacho antes de recibir y aprobar estos reportes.
Cuando un carrete sea rechazado, se podrá solicitar nuevamente la inspección del carrete. Si en la nueva inspección, falla, el carrete será rechazado definitivamente.
Estas pruebas pueden ser testimoniadas por EMSA, quien podrá enviar funcionarios a su realización, siendo por cuenta de EMSA los gastos que origine su desplazamiento.
9.3.8 Pruebas de aceptación – sobre las fibras ópticas
Sobre las fibras ópticas de cada uno de los carretes fabricados se deberán realizar las siguientes pruebas en la banda de 1310 nm y 1550 nm:

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 21 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
• Continuidad de la fibra • Atenuación de la fibra • Longitud de la fibra • Código de colores (tubos de protección y fibras ópticas)
9.3.9 Pruebas de aceptación – sobre el cable OPGW
A dos de los carretes elegidos para las pruebas, se les tomará una muestra de cable, de por lo menos 2 m de longitud y se procederá a la verificación de sus dimensiones según la norma ASTM B415.
El cable terminado será sometido a las pruebas de chequeo de dimensiones y peso.
En lo referente a las características físicas, mecánicas y eléctricas de los alambres individuales de las muestras del cable OPGW elegido, se controlarán según las especificaciones siguientes:
• Chequeo de dimensiones y peso
• Pruebas mecánicas: rotura, elongación, doblada y torsión
• Pruebas eléctricas: Resistencia eléctrica
9.3.10 Pruebas en sitio
Una vez en sitio y para todos los tipos de cables y con el fin de verificar que las características de las fibras ópticas no hayan sufrido daños durante el embarque y transporte hasta el sitio indicado se realizarán las pruebas respectivas.
Las pruebas de los cables OPGW deben realizarse de acuerdo con lo estipulado en las Publicaciones IEEE Std P1138-2009 numeral 7 e IEC 793-1 y 794-1.
Además de otras indicaciones pertinentes de la norma IEEE P1138, deberán efectuarse, por lo menos las siguientes pruebas a todas las fibras ópticas por cada carrete de todos los cables antes de su instalación, en la banda de 1310 nm y 1550 nm
• Continuidad de la fibra
• Atenuación de las fibras
• Longitud de la fibra
EL PROVEEDOR deberá entregar en el sitio de almacenaje de cada carrete el reporte de estas pruebas demostrando el cumplimiento de las especificaciones técnicas anteriormente indicadas.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 22 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
En el caso de que los resultados de cualquier prueba realizada a algún carrete no cumplan los requisitos de esta especificación, el carrete será rechazado.
En la situación de rechazo de un carrete es responsabilidad del PROVEEDOR remplazarlo por otro de las mismas características sin que se causen sobre costos por este concepto.
9.4 EMPAQUE
Todos los cables de fibra óptica deben ser suministrados en carretes los cuales deben soportar el manejo durante el transporte, el embarque, el desembarque y la operación de tendido.
El tambor del carrete debe tener un diámetro que garantice que siempre se conserve el radio mínimo de curvatura del cable, las puntas del cable.
9.4.1 Marcas empaque
El cable de fibra óptica debe ir adecuadamente marcado en la chaqueta con impresión en relieve de manera legible, al menos con la siguiente información:
• Cliente. • Nombre del Fabricante • Tipo de Cable: Fibra Óptica. • Información para su instalación • Referencia del cable • Composición del cable
El tendido de cable óptico entre los pórticos de las subestaciones y las cajas terminales de distribución óptica (ODF) en las cuartos de comunicaciones, debe ser tipo dieléctrico, flexible, con protección mecánica para ser alojado en recorrido de conduit y cárcamos, protegido contra humedad e inmersión temporal en agua, protegido contra roedores, constituido al menos por Chaqueta, armadura, cubierta interior y núcleo óptico.
10. CABLE DE GUARDA ALUMOWELD 7#8
El objetivo de esta especificación es establecer las condiciones técnicas mínimas que deben ser seguidas para la fabricación, las pruebas y el suministro del cable de guarda Alumoweld 7#8 AWG de acero recubierto de aluminio que será utilizado en la línea de transmisión objeto del Contrato.
El cable de guarda deberá cumplir con las siguientes características:
ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 23 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
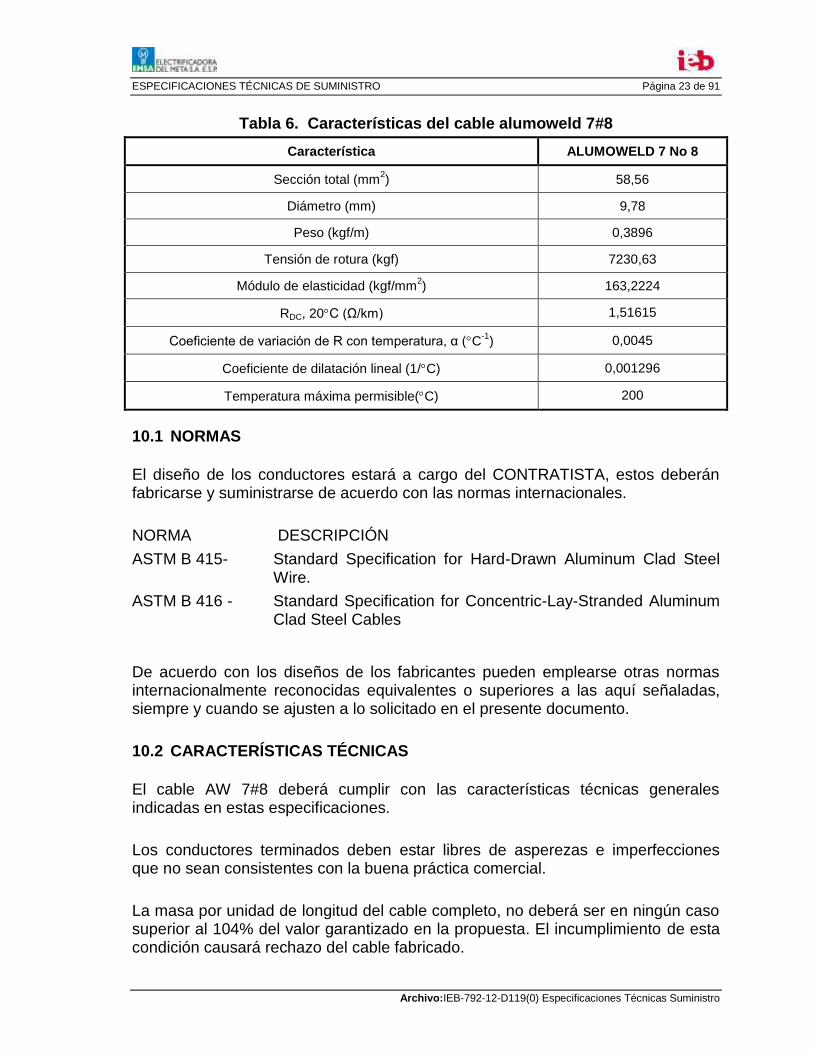
Tabla 6. Características del cable alumoweld 7#8
Característica ALUMOWELD 7 No 8
Sección total (mm2) 58,56
Diámetro (mm) 9,78
Peso (kgf/m) 0,3896
Tensión de rotura (kgf) 7230,63
Módulo de elasticidad (kgf/mm2) 163,2224
RDC, 20C (Ω/km) 1,51615
Coeficiente de variación de R con temperatura, α (C-1
) 0,0045
Coeficiente de dilatación lineal (1/C) 0,001296
Temperatura máxima permisible(C) 200
10.1 NORMAS
El diseño de los conductores estará a cargo del CONTRATISTA, estos deberán fabricarse y suministrarse de acuerdo con las normas internacionales.
NORMA DESCRIPCIÓN
ASTM B 415- Standard Specification for Hard-Drawn Aluminum Clad Steel Wire.
ASTM B 416 - Standard Specification for Concentric-Lay-Stranded Aluminum Clad Steel Cables
De acuerdo con los diseños de los fabricantes pueden emplearse otras normas internacionalmente reconocidas equivalentes o superiores a las aquí señaladas, siempre y cuando se ajusten a lo solicitado en el presente documento.
10.2 CARACTERÍSTICAS TÉCNICAS
El cable AW 7#8 deberá cumplir con las características técnicas generales indicadas en estas especificaciones.
Los conductores terminados deben estar libres de asperezas e imperfecciones que no sean consistentes con la buena práctica comercial.
La masa por unidad de longitud del cable completo, no deberá ser en ningún caso superior al 104% del valor garantizado en la propuesta. El incumplimiento de esta condición causará rechazo del cable fabricado.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 24 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
10.3 CARACTERÍSTICAS DE FABRICACIÓN
Los cables deben ser aptos para utilización en las condiciones de servicio estipuladas en estas especificaciones y serán usados como cables de guarda con las características enumeradas a continuación.
El conductor estará compuesto de 7 cables de acero de calibre N°8 AWG. El cable de acero será recubierto con una capa de aluminio, uniforme y firmemente adherida al cable de acero.
Todos los alambres que conforman el cable de guarda deben conservar su posición dentro del cable, de tal manera que su trenzado permanezca inalterado cuando se efectúe el corte.
El sentido de cableado de la capa exterior de los cables de guarda será izquierdo.
10.4 EMPAQUE
Todos los cables deben suministrarse en carretes de metal o madera y deben tener una estructura suficientemente fuerte que pueda soportar el manejo durante el transporte, cargue, descargue y todas las operaciones de instalación del cable. Los extremos del cable deben atravesar el ala del carrete y asegurarse convenientemente. El diámetro del tambor deberá ser al menos 30 veces mayor que el del cable.
Todos los carretes deberán ser pintados en sus superficies interior y exterior, para protegerlos debidamente de la intemperie. Deberán tener orificios de drenaje a lo largo de cada ala, lo más cerca posible a la parte inferior del recubrimiento del tambor.
La última capa de cable deberá ser envuelta con papel resistente a la humedad y que preserve al cable de daños ocasionados por rotura de los listones. Este papel deberá asegurarse con bandas de acero (zunchos).
Los carretes deberán ser enlistonados de tal manera que se prevenga el deterioro del cable. Los listones se fijarán firmemente a los bordes del carrete por medio de bandas de acero (zunchos).
El orificio del eje central para el manejo de los carretes será como mínimo de 76 mm de diámetro.
Si los carretes se fabrican en madera, deberán ser sometidos a un tratamiento de preservación que garantice que los carretes se conserven a la intemperie por un

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 25 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
período mínimo de un (1) año. El proponente deberá indicar en su propuesta, el elemento preservativo que utilizará, con la garantía de tiempo de preservación emitida por el fabricante del carrete.
Los carretes deben estar claramente marcados en ambas caras, en forma indeleble, mediante un rótulo metálico cuyo diseño deberá someterse a la aprobación por parte de EMSA y al menos con la siguiente información:
• Cliente • Nombre del fabricante • Nombre del proyecto • Número del contrato • Tipo de conductor • Número del carrete • Longitud del cable • Año de fabricación del conductor • Sentido correcto del rodamiento • Masas neta y bruta correspondientes
EMSA aceptará una tolerancia en las longitudes previstas de cable para cada
carrete de 5 %. Es decir, la longitud total a suministrar deberá estar acorde con la longitud especificada en el formulario de cantidades y precios.
10.5 PRUEBAS DE ACEPTACIÓN
Las pruebas de aceptación se definen como todas las pruebas realizadas sobre el producto completamente terminado para su aprobación o rechazo.
Las pruebas de aceptación se ejecutarán en las instalaciones del fabricante o en un laboratorio aprobado por EMSA, en presencia de sus representantes.
Los carretes deberán presentarse para inspección antes de ser enlistonados.
El conductor terminado y los alambres que lo conforman se someterán a pruebas dimensionales, de peso, ensayos mecánicos y ensayos eléctricos.
Cuando un lote sea rechazado, el proveedor podrá ensayar cada uno de los carretes que lo componen, remitir los resultados de las pruebas a EMSA y solicitar nuevamente la inspección de los mismos.
Si en la nueva inspección del lote rechazado, con un tamaño de muestra del doble de la primera inspección, falla una (1) sola muestra, el lote en definitiva será

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 26 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
rechazado y no podrá solicitarse una nueva inspección ni sus carretes formar parte de otros lotes.
Los carretes de cable que sean definitivamente rechazados serán marcados en su exterior con pintura indeleble. Sobre el conductor rechazado, se harán marcaciones con algún elemento abrasivo, de tal manera que el cable sea fácilmente identificable.
Los carretes rechazados de los lotes aprobados y los lotes definitivamente rechazados no podrán formar parte del suministro.
11. AISLADORES DE VIDRIO
El suministro deberá considerar aisladores de vidrio tipo suspensión, con las siguientes características de acuerdo con la norma IEC 60305.
Tabla 7. Caracteristicas de aisladores de vidrio
Característica Aislador para cadenas de suspensión y
retención
Tipo Cuenca y bola
Material Vidrio
Diámetro (mm) 255
Espaciamiento (mm) 146
Distancia mínima de fuga (mm) 295
Flameo crítico al impulso negativo (kV)
130
Clase IEC IEC U120 BS
11.1 CARACTERÍSTICAS TÉCNICAS
Los aisladores de suspensión serán de vidrio; el material de las partes metálicas será de acero forjado o hierro maleable galvanizado; estarán provistos de pasadores de bloqueo fabricados con material resistente a la corrosión, tal como bronce fosforoso o acero inoxidable.
11.2 CARACTERÍSTICAS FÍSICAS
La fabricación de los aisladores de vidrio deberá ser tal que los esfuerzos debidos a la expansión y contracción en cualquier parte del aislador no causen su deterioro.
11.2.1 Características del vidrio
El vidrio deberá ser templado, sólido y libre de imperfecciones, manchas y burbujas de aire que puedan afectar su vida útil.
ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 27 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Deberá ser del tipo compresión, de manera que no se vea afectado por cambios bruscos de temperatura, impermeable a mezclas e inmune a los efectos del ozono y-o contaminación ambiental.
11.3 PRUEBAS
Los aisladores deberán cumplir con las pruebas de diseño, de conformidad de la calidad y de rutina, de acuerdo a las normas consignadas en la presente especificación.
11.3.1 Pruebas de diseño
Las pruebas de diseño a prototipos deberán ser sustentados con la presentación de tres (03) juegos de los certificados y los reportes de pruebas emitidos por una entidad debidamente acreditada por el país de origen, independiente del Fabricante y el Proveedor, demostrando que los aisladores han cumplido satisfactoriamente estas pruebas. El diseño del aislador y los requerimientos de las pruebas a los que fueron sometidos serán completamente idénticos a los ofertados, caso contrario se efectuarán las pruebas de diseño y los costos serán cubiertos por el Proveedor.
Las pruebas a realizar, sin remitirse solo a ellas, comprenden:
Prueba de tensión de flameo en seco a baja frecuencia.
Prueba de tensión de flameo bajo lluvia a baja frecuencia.
Prueba de tensión crítica de flameo al impulso positivo y negativo.
Prueba de tensión de radiointerferencia.
Prueba de carga-tiempo
Prueba de cambio brusco de temperatura.
Prueba de resistencia de carga mecánica residual.
Prueba de impacto
Los certificados y reportes de prueba deberán ser redactados solamente en idioma español o inglés.
11.3.2 Pruebas de rutina
Las pruebas de rutina deberán ser efectuadas a los aisladores a ser suministrados. Los resultados satisfactorios de estas pruebas deberán ser sustentados con la presentación de tres (03) juegos de certificados emitidos por el fabricante, en el que se precisará que los suministros cumplen satisfactoriamente con las pruebas solicitadas.
Prueba de carga mecánica de rutina

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 28 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Prueba de tensión de flameo de rutina.
Los instrumentos a utilizarse en las mediciones y pruebas deberán tener un certificado de calibración vigente expedido por un organismo de control autorizado.
Los certificados deberán ser redactados solamente en idioma español o inglés.
El costo para efectuar estas pruebas estará incluido en el precio cotizado por el Oferente.
11.3.3 Pruebas de aceptación
Las pruebas de calidad deberán ser efectuadas a cada uno de los lotes de aisladores a ser suministrados y contarán con la participación de un representante de EMSA; caso contrario, deberá presentarse tres (03) juegos de certificados adjuntos a los respectivos reportes de prueba satisfactorios emitidos por una entidad debidamente acreditada por el país de origen, la misma que formará parte de una terna (3) de entidades similares que serán propuestas por el Proveedor (antes de iniciar las pruebas) para la aprobación de EMSA.
Estas pruebas comprenderán, mínimamente las siguientes:
Inspección visual y verificación de las dimensiones.
Pruebas de porosidad.
Pruebas del galvanizado.
Pruebas de carga electromecánica combinada.
Pruebas de perforación.
Prueba de cambio brusco de temperatura.
Los instrumentos a utilizarse en las mediciones y pruebas deberán tener un certificado de calibración vigente expedido por un organismo de control autorizado.
Los certificados y reportes de prueba serán redactados solamente en idioma español o inglés.
El costo para efectuar estas pruebas y los costos que genere el representante de EMSA o la entidad certificadora estarán incluidos en el precio cotizado por el Oferente.
11.4 MARCADO
Los aisladores deberán tener marcas indelebles con la siguiente información:

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 29 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Nombre del Fabricante
Año de Fabricación
Referencia
Carga Electromecánica combinada en kN
Clase de Aislador según Norma
11.5 EMBALAJE
Los aisladores deberán ser embalados en cajas de madera resistente aseguradas mediante correas de bandas de acero inoxidable, evitando el contacto físico entre los aisladores. Las cajas deberán tener impresa (en idioma español o inglés) la siguiente información:
Nombre del Propietario
Nombre del Fabricante
Tipo de aislador según Norma
Cantidad de aisladores
Masa neta en kg
Masa total en kg
El Oferente deberá suministrar una reserva de aisladores no menor al 0,5 % del suministro, cuyo costo estará incluido en el precio cotizado.
11.6 ALMACENAJE Y RECEPCIÓN DE SUMINISTROS
El Oferente deberá considerar que los suministros serán almacenados sobre un terreno compactado, a la intemperie, en ambiente medianamente húmedo.
Previo a la salida de las instalaciones del fabricante, el Proveedor deberá remitir los planos de embalaje y almacenaje de los suministros para revisión y aprobación del Propietario; los planos deberán precisar las dimensiones del embalaje, la superficie mínima requerida para almacenaje, el máximo número de paletas a ser apiladas una sobre otra y, de ser el caso, las cantidad y características principales de los contenedores en los que serán transportados y la lista de empaque. Adicionalmente deberá remitir todos los certificados y reportes de prueba solicitados.
La recepción de los suministros se efectuará con la participación de un representante del Proveedor, quién dispondrá del personal y los equipos necesarios para la descarga, inspección física y verificación de la cantidad de elementos a ser recibidos. El costo de estas actividades estará incluido en el precio cotizado por el Oferente.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 30 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
11.7 INSPECCIÓN Y PRUEBAS EN FÁBRICA
La inspección y pruebas en fábrica deberán ser efectuadas por un representante del Propietario o una Entidad debidamente acreditada que será propuesta por el Proveedor para la aprobación del Propietario. Los costos que demanden la inspección y pruebas deberán incluirse en el precio cotizado por el Oferente.
12. SISTEMA DE PUESTA A TIERRA
El diseño, suministros y construcción del sistema de puesta a tierra de las estructuras deberán satisfacer los requerimientos técnicos del RETIE en su última versión, según lo especificado en el Capítulo II – Requisitos Técnicos Esenciales, Artículo 15 – Puesta a Tierra.
Los criterios para las medidas de puesta a tierra deberán ser definidos con base en lo estipulado en la Norma IEEE 81. "IEEE Guide for Measuring Earth Resistivity, Ground Impedance, and Earth Surface Potentials of Ground System".
Los criterios para el diseño de los sistemas de puesta a tierra están definidos con base en la Norma IEEE 80 Guide for Safety in AC SubstationGrounding.
12.1 NORMAS
Las Normas ASTM que deberán aplicarse en la fabricación de los cables son:
Cables de cobre:
B8-11 Standard Specification for Concentric-Lay-Stranded Cooper Conductors, Hard, Medium-Hard, or Soft
Cables de acero galvanizado:
A475 Standard Specification for Zinc-Coated Steel Wire Strand
12.2 VARILLAS PARA PUESTA A TIERRA
Los electrodos de puesta a tierra a ser suministrados, serán varillas de acero galvanizado, estas deben ser libres de impurezas e imperfecciones, con un recubrimiento de 915 g/m2, según norma ASTM A153, de 25 mm de diámetro y una longitud de 2,4 m.
12.3 CONEXIONES
Todas las uniones entre el conductor para puesta a tierra y las estructuras deberán hacerse con conectores unifilares y entre conductores de contrapesos deberán hacerse mediante conectores bifilares.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 31 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
12.4 CONDUCTORES PARA PUESTA A TIERRA Y CONTRAPESOS
Los conductores para puesta a tierra y contrapesos, serán de acero galvanizado, con alambres cuya resistividad volumétrica no supere 0.1194337 ohmios mm2/m, el cual corresponde al acero con una conductividad de 14.436%.
El cable debe ser fabricado de acuerdo con los requerimientos de la norma ASTM A475. El cableado de la capa exterior del cable debe ser en sentido izquierdo, todos los alambres deben conservar su posición dentro del cable, de manera que el trenzado no varié al realizar un corte.
12.5 PRUEBAS
12.5.1 Pruebas de rutina
Antes de trefilar los alambres de acero, se deberán efectuar pruebas de rutina al 10% de los rollos tomados al azar, comprobando resistencia a la rotura y conductividad eléctrica del alambrón.
12.5.2 Pruebas de aceptación
Los alambres que conforman el cable, serán sometidos a las siguientes pruebas:
Verificación de masa y dimensiones.
Ensayos mecánicos.
Ensayos eléctricos.
Ensayos de galvanizado. Los carretes de cable que sean rechazados, serán marcados con pintura indeleble para su fácil identificación.
13. DISEÑO DE LAS ESTRUCTURAS
El diseño de las estructuras deberá realizarse conforme con las normas y manuales indicados en estas especificaciones y utilizando las siluetas de las torres, los árboles de cargas, los criterios de diseño, los factores de seguridad y las presiones de viento y demás características que se adjuntan a este documento.
El cálculo de las cargas de viento sobre las estructuras deberá realizarse conforme con los procedimientos descritos en el “Manual ASCE No 74: Guidelines for Electrical Transmission Line Structural Loading.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 32 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Las estructuras deberán ser diseñadas para soportar todas las fuerzas transmitidas por conductores, cables de guarda, aisladores, herrajes, cadenas estabilizadoras y demás accesorios necesarios, su peso propio, las fuerzas debidas al viento, bajo las condiciones y factores de sobrecarga, resistencia y seguridad especificados, sin importar la posición en que sean usadas dentro de su rango de diseño, cargas de montaje.
El diseño de las estructuras deberá ser tal que la estructura ensamblada soporte las máximas condiciones de carga de diseño, sin experimentar sobreesfuerzo o deformación permanente en cualquier miembro individual, con una utilización óptima de los materiales, de tal forma que el porcentaje de carga de cada miembro principal (montante y diagonal) de la torre se encuentre entre 70% y 100% de su capacidad de carga, calculado cumpliendo con los límites de esbeltez y resistencia admitidos en la norma ASCE 10; los diseños se ajustarán buscando siempre el mayor porcentaje de utilización posible.
Las estructuras deberán diseñarse conforme con las siluetas, alturas de cuerpos, pendientes de montantes y distribución de diagonales que EMSA entregue para el efecto.
13.1 TIPOS DE ESTRUCTURAS Y CRITERIOS DE DISEÑO
Los tipos de estructuras serán establecidos por EMSA y sus diseños y cálculos detallados de las estructuras serán hechos por el contratista en conformidad con el “Manual ASCE No 10: Design of Latticed Steel Transmission Structures”..
Los cálculos serán realizados por medio de software especializado, de preferencia compatible con el programa de análisis de estructuras TOWER.
Luego que los cálculos sean aprobados por EMSA, el diseñador iniciará la elaboración de los planos de fabricación y montaje y las listas de composición, los cuales serán también revisados y aprobados por EMSA.
13.2 CASOS DE CARGAS DE DISEÑO DE LAS ESTRUCTURAS
Para el diseño de las estructuras se tendrán en cuenta, como mínimo, los casos de carga que figuran en los árboles de cargas anexos a las especificaciones técnicas.
13.3 DIRECCIONES DEL VIENTO SOBRE LAS ESTRUCTURAS
Para todos los casos de carga donde sea aplicable una velocidad del viento, éste se considerará actuando sobre las estructuras en las tres direcciones principales: transversal, longitudinal e inclinada a un ángulo de 45° de los ejes principales de la

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 33 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
estructura.
13.4 FACTORES DE SEGURIDAD PARA LAS CARGAS QUE ACTÚAN SOBRE LAS ESTRUCTURAS
Para el diseño de las estructuras se tendrán en cuenta, como mínimo, los factores de seguridad que figuran en los árboles de cargas anexos a las especificaciones técnicas
13.5 Detalles Estructurales
Deberán evitarse las juntas con excentricidades en miembros soportando esfuerzos calculados y en su lugar deberán utilizarse platinas de conexión que produzcan uniones concéntricas. Deberán evitarse las platinas de conexión en miembros redundantes, usándose conexiones directas siempre que sea posible.
13.6 DIMENSIONAMIENTO DE LAS TORRES
El dimensionamiento eléctrico deberá ajustarse a lo indicado en las siluetas de las estructuras, los planos incluidos en las especificaciones definitivas y a los requerimientos de apantallamamiento y de distancias eléctricas requeridas en el dimensionamiento eléctrico de las estructuras los cuales serán suministrados por EMSA.
Las torres serán de sección cuadrada y sus caras opuestas iguales. Las extensiones de pata deberán ser intercambiables entre las diferentes extensiones de cuerpo de un mismo tipo de torre.
13.7 DISEÑO DETALLADO DE LAS ESTRUCTURAS
Se deberán considerar los siguientes aspectos en el diseño detallado de las estructuras:
Torsión sobre los brazos de las estructuras
Cierres horizontales de las estructuras
Los cuales deberán cumplir las exigencias mínimas exigidas, de acuerdo con el “Manual ASCE No 10: Design of Latticed Steel Transmission Structures”.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 34 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
13.8 DOCUMENTOS TÉCNICOS PARA LA REVISIÓN DE LOS DISEÑOS
Para todas las torres, el contratista deberá presentar, para aprobación de EMSA, la siguiente información:
Criterios generales de diseño de las torres.
Cálculo de las fuerzas de viento sobre las estructuras.
Criterio general de diseño de cimentaciones (ángulos de espera y parrillas).
Tablas de características de los perfiles y tornillería que se utilizarán en el diseño.
Para cada tipo de torre y una vez aprobados los documentos citados anteriormente, el contratista deberá someter a aprobación de EMSA los siguientes documentos:
Planos de dimensionamiento eléctrico.
Planos de dimensiones generales (siluetas definitivas).
Listado de coordenadas de los nodos, incidencias y áreas de los elementos para el análisis estructural.
Planos topológicos.
Memoria de cálculo, la cual debe contener lo siguiente:
- Diagramas de cargas. - Cálculo de fuerzas de viento sobre las torres. - Cálculo de peso propio de la torre. - Fuerzas concentradas en nodos. - Datos de entrada para el análisis estructural
Listados de resultados del análisis, que contengan como mínimo lo siguiente: - Fuerzas sobre cada elemento para cada hipótesis de carga. - Desplazamientos en los nodos para cada hipótesis de carga. - Reacciones en los apoyos para cada hipótesis de carga. - Envolvente de mayores fuerzas en los elementos. - Envolvente de mayores reacciones en los apoyos, tanto de trabajo
como de diseño.
Tabla resumen de diseño de elementos. Debe contener: - Identificación del elemento. - Esfuerzos máximos de tensión y compresión - Hipótesis de carga en la que ocurren las cargas máximas de
tensión y compresión. - Perfil utilizado y sus dimensiones. - Tipo de acero. - Areas bruta y neta. - Longitud libre (L). - Radio de Giro (r).

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 35 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
- Relación de esbeltez (KxL/r). - Esfuerzo actuante. - Esfuerzo admisible. - Cantidad de tornillos en las uniones. - Número de perforaciones consideradas en una sección
transversal para el cálculo de área neta de elementos a tensión. - Esfuerzos cortantes y de aplastamiento en los tornillos de cada
unión.
Diseños estructurales locales no incluidos en el diseño por computador, tales como: Platinas de unión, uniones y diseños de elementos sometidos a flexión, torsión, etc., con los factores de sobrecarga utilizados de acuerdo con las especificaciones definitivas y para la condición de carga más desfavorable.
Planos de diseño en donde se indique la localización y dimensiones de todos los elementos, su identificación correspondiente con el diseño estructural, la identificación del tipo de acero utilizado, así como la cantidad y diámetro de los tornillos requeridos.
Dimensiones, detalles e instrucciones incluyendo el cuadro de posicionamiento y montaje de los ángulos de espera y parrilla en las torres (“Tower setting dimensions”).
Planos de fabricación y montaje para cada parte de la torre (crucetas, cuerpo recto, extensiones de cuerpos y patas, cimentaciones en parrilla metálica, ángulos de espera, etc.) de acuerdo con lo estipulado en estas especificaciones.
Para la revisión y aprobación de la anterior información se debe entregar a EMSA dos (2) copias en papel y una la copia magnética de la misma.
EL CONTRATISTA e debe realizar un estricto control sobre cada una de las versiones revisadas de estos documentos.
13.9 CONSIDERACIONES PARA EL CÁLCULO
El cálculo deberá incluir los siguientes pasos:
Predimensionamiento de todos los miembros de la estructura, principales y secundarios, cumpliendo con los tamaños mínimos previstos en las normas citadas.
Análisis de fuerzas para todas las hipótesis de carga requeridas, para cada tipo de estructura y para cada extensión de cuerpo y/o patas. Deberá realizarse el análisis de patas cojas con el número de casos que permita incluir las situaciones más críticas. Como mínimo deberán analizarse las condiciones con 4 patas cortas, 4 patas largas, 3 patas largas y 1 corta, 2 patas largas y 2 cortas, en todas sus posibles combinaciones en todas las extensiones de cuerpo de la torre.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 36 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Dimensionamiento de cada uno de los miembros principales para que resistan las fuerzas axiales máximas tanto de tracción como de compresión, así como esfuerzo de flexión cuando sea del caso.
Las modificaciones que se hagan a las secciones o dimensiones de los elementos principales con posterioridad al análisis estructural, no deben ser de magnitud tal que desvirtúen la validez del mismo. EL CONTRATISTA deberá sustentar que los cambios no contribuyen a distorsionar la distribución de fuerzas en la estructura o, de lo contrario, deberá repetir los dos últimos pasos para la nueva situación.
13.10 ESFUERZOS ADMISIBLES A COMPRESIÓN
La determinación de los esfuerzos unitarios máximos permisibles a compresión, deberá basarse en lo indicado en el “Manual ASCE No 10: Design of Latticed Steel Transmission Structures”.
13.11 MIEMBROS DE CELOSÍA Y PLACAS DE UNIÓN
Los miembros de celosía con placas de unión deberán tener sus dos perfiles principales de la misma sección transversal y deberán colocarse simétricamente respecto a sus ejes X-X. Además, deberán cumplir lo siguiente:
Las placas de unión deberán colocarse opuestas unas de otras en cada uno de los extremos de los miembros y donde la longitud de los miembros principales se arriostre, y siempre que sea posible, espaciados a distancias iguales.
El número de las placas de unión intermedia será como mínimo de dos, de modo tal que el miembro quede dividido en su longitud en no menos de tres fracciones.
Las celosías y las placas deberán ser diseñadas para resistir los momentos flectores y cortantes que se deriven de una fuerza cortante transversal igual a 3,5% de la fuerza total axial del miembro a compresión como conjunto, en cualquier punto en la longitud del miembro y dividida igualmente entre planos paralelos de las placas.
Las platinas de unión deben tener como mínimo un espesor de 1/16 de pulgada ó 1,5 milímetros mayor que el correspondiente al del elemento conectado.
13.12 MIEMBROS A COMPRESIÓN COMPUESTOS DE ELEMENTOS ADOSADOS ESPALDA CON ESPALDA
En ningún caso los extremos del miembro deberán conectarse con menos de dos tornillos, y deberá haber por lo menos dos conexiones adicionales espaciadas uniformemente en toda la longitud del mismo. Donde los miembros estén separados espalda con espalda, el tornillo de las conexiones deberá pasar a

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 37 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
través de arandelas o placas de relleno; donde las aletas de los ángulos conectados sean de 125 mm o más, o donde las almas de los canales sean de 150 mm o más, se usarán por lo menos dos tornillos en las conexiones intermedias adicionales.
Los tornillos en estas conexiones deberán resistir las fuerzas cortantes y los momentos especificados en la sección anterior. Donde los elementos componentes del miembro estén en contacto espalda con espalda, el espaciamiento de los tornillos no deberá exceder de 32T o 625 mm, donde T es el espesor de la sección más delgada. Este espaciamiento deberá aplicarse tanto a miembros a tensión como a miembros a compresión.
El uso de miembros compuestos conectados directamente espalda con espalda sin relleno entre ellos deberá sujetarse a la aprobación escrita de EMSA, antes de comenzar su fabricación, y el contratista deberá suministrar para aprobación el método propuesto para protección contra la corrosión que él intenta usar en tales miembros.
13.13 ESFUERZO ADMISIBLE A TENSIÓN
La determinación de los esfuerzos unitarios máximos admisibles a tensión deberá basarse en el “Manual ASCE No 10: Design of Latticed Steel Transmission Structures”.
13.13.1 Esfuerzo de flexión
La determinación de los esfuerzos unitarios máximos admisibles a flexión deberá basarse en lo indicado en el “Manual ASCE No 10: Design of Latticed Steel Transmission Structures”.
Deberá verificarse que las deformaciones de la estructura no produzcan esfuerzos de flexión en los miembros que son continuos en los nodos.
13.13.2 Esfuerzo cortante
La determinación de los esfuerzos unitarios máximos admisibles a cortante deberá basarse en lo indicado en el “Manual ASCE No 10: Design of Latticed Steel Transmission Structures”.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 38 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
13.13.3 Esfuerzo de aplastamiento
La determinación de los esfuerzos unitarios máximos admisibles a aplastamiento deberá basarse en lo indicado en el “Manual ASCE No 10: Design of Latticed Steel Transmission Structures”.
13.14 DIMENSIONES MÍNIMAS
- Perfiles, platinas, tornillos y arandelas
Los mínimos espesores de los perfiles utilizados serán:
Tabla 8: Espesores mínimos de perfiles
a. Montantes, miembros principales de las crucetas (elementos con esfuerzos calculados) y extensiones de pata (Montante y diagonal)
5 mm
b. Otros miembros 4 mm
c. Espesor miembros principales y secundarios que vayan a quedar bajo tierra o empotrados en concreto (parrillas, ángulos de espera, cleats)
6 mm
d. Tamaño mínimo de los perfiles de aletas iguales 40 x 40 x 4 mm
e. El espesor mínimo para platinas de conexión será de 5 mm
f. El diámetro mínimo para tornillos será:
- Tornillos que conecten elementos con esfuerzos calculados
- Tornillos que conecten miembros redundantes sin esfuerzos calculados.
15,9 mm (5/8") o M16
12,7 mm (1/2") o M12
Las arandelas de presión para colocar debajo de la tuerca, y las arandelas planas para colocar entre la arandela de presión y la estructura, deberán ser conforme con la Norma ANSI, con un espesor de la arandela plana debe ser mínimo 4,0 mm y el espesor de la arandela de presión debe ser de mínimo 3,1 mm, 3,9 mm y 4,5 mm para los pernos de 1/2", 5/8" y 3/4", respectivamente.
El ángulo mínimo entre miembros que se intercepten, deberá ser de quince grados (15°), salvo en casos especiales sujetos a la aprobación escrita de EMSA.
Los miembros redundantes deberán diseñarse para resistir por lo menos el 2,5% de las fuerzas máximas del miembro que arriostran.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 39 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Los miembros cuyo eje longitudinal forme un ángulo con la horizontal menor de 45° deberán tener suficiente sección para resistir una carga concentrada de 130 kg perpendicular al eje longitudinal, aplicada en cualquier punto de su longitud.
13.14.1 Distancias entre Tornillos y Distancias a los Bordes.
Las distancias entre tornillos y a los bordes de los elementos, deberán estar de conformidad con “Minimun Distances” del “Manual ASCE No 10: Design of Latticed Steel Transmission Structures”.
13.14.2 Relaciones de Esbeltez.
La máxima relación de esbeltez de la longitud no arriostrada de un miembro a su respectivo radio de giro mínimo, no deberá exceder de:
Para miembros principales sometidos a compresión 150
Para otros miembros (diagonales) 200
Para miembros redundantes sin esfuerzos calculados 250
Para miembros sometidos sólo a tensión 300
En ningún caso, la relación entre el ancho nominal libre de la aleta al espesor (b/t), deberá exceder lo descrito en el “Manual ASCE No 10: Design of Latticed Steel Transmission Structures”, numeral 5.7: Maximum w/t ratio.
14. ESPECIFICACIONES DE ESTRUCTURAS
Las presentes especificaciones tienen por objeto definir los lineamientos de la documentación técnica a presentar, normas técnicas básicas, condiciones de servicio, materiales componentes, procesos de fabricación, características técnicas, inspecciones, ensayos y condiciones de recepción, embalajes, almacenamientos y transporte para el suministro de las estructuras metálicas y accesorios que sean de provisión del CONTRATISTA.
Todas las estructuras deberán ser diseñadas y fabricadas en acero galvanizado. Las estructuras deberán fabricarse y suministrarse completas incluyendo la superestructura, las extensiones de cuerpo y patas de las torres, los ángulos de espera, los cleats de anclaje a la cimentación, los tornillos, tuercas y arandelas de presión, relleno y planas, escalera de pernos y dispositivos antiescalatorios y los elementos necesarios para la instalación de las cadenas de suspensión o amarre de los conductores y cables de guarda a las estructuras, así como las señales de numeración de torres, para inspección aérea y terrestre, de indicación de fases y de peligro.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 40 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
EL CONTRATISTA asumirá la responsabilidad total por el diseño, la fabricación, pruebas, inspección y el suministro de perfiles de acero galvanizado, la tornillería y todos materiales adicionales requeridos, así como de la armada de todos los prototipos de las torres o partes de torres de acero galvanizado de acuerdo con las normas aplicables y con las especificaciones. Todas las modificaciones deberán someterse a la aprobación de EMSA, la cual podrá exigir al CONTRATISTA, sin costos adicionales, cualquier cambio en los detalles de las estructuras cuando no se ajusten a lo exigido en estas especificaciones.
14.1 NORMAS
La composición química, propiedades físicas y mecánicas de los materiales empleados en la fabricación de los elementos metálicos, deberán cumplir como mínimo con las siguientes especificaciones. En caso de utilizar otras normas diferentes a las aquí estipuladas se deberá presentar, con la oferta una copia de dicha norma, para la aprobación de EMSA.
ASCE: AMERICAN SOCIETY OF CIVIL ENGINEERS
Manual No 52 Guide for Design of Steel Transmission Tower.
Manual No 74 Guidelines for Electrical Transmission Line Structural Loading
Manual No 10 Design of Latticed Steel Transmission Structures
AISC: AMERICAN INSTITUTE OF STEEL CONSTRUCTION
Specification for the Design, Fabrication and Erection of Structural Steel for Buildings.
ANSI: AMERICAN NATIONAL STANDARDS INSTITUTE
ASTM: AMERICAN SOCIETY FOR TESTING AND MATERIALS
A27 Specification for General Requirements for Delivery of Rolled Steel, Plates, Sheet Piling and Bars for Structural Use.
A36 Specification for Structural Steel.
A90 Weight of Coating on Zinc-Coated (Galvanized) Iron or Steel Articles.
A123 Specification for Zinc (Hot Galvanized) Coatings on Products Fabricated from Rolled, Pressed and Forged Steel Shapes, Plates, Bars and Strip.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 41 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
A143 Practice for safeguarding Against Embrittlement of Hot Galvanized Structural Steel Products and Procedure for Detecting Embrittlement
A153 Specification for Zinc Coating (Hot Dip) on Iron and Steel
A170 Specification for Corrosion-Resistant Iron-Chromium and Iron-Chromium-Nickel Alloy Castings for General Application.
A239 Test Method for Location the Thinnest Spot in a Zinc (Galvanized) Coating on Iron or Steel Article by the Preece Test (Cooper Sulfate Dip).
A283 Specification for Low and Intermediate Tensile Strength Carbon Steel Plates of Structural Quality.
A370 Standard Methods and Definitions for Mechanical Testing of Steel Products.
A384 Recomended Practice for Safeguarding AgainistWarpage and Distortion During the Hot Dip Galvanizing of Steel Structures
A385 Standard Practice for Providing High Quality Cinc Coating (Hot-Dip)
A394 Specification for Galvanized Steel Transmission Tower Bolts.
A563 Specification for Carbon and Alloy Steel Nuts.
A572 Specification for High-Strength Low-Alloy Columbium-Vanadium Steels of Structural Quality.
B6 Standard Specification for Zinc. (Slab Zinc)
IEC: INTERNATIONAL ELECTROTECHNICAL COMMISSION
60652 Loading test on overhead line structures.
60826 Criterios de diseño líneas aéreas de transmisión
El suministro de estructuras estará regido por las presentes condiciones técnicas, teniendo en cuenta lo siguiente:
– Edición: Será la última vigente a la fecha de llamado a licitación
– Diferencias: De existir diferencias entre lo expresado por las presentes condiciones técnicas y lo mencionado por las normas, prevalecerán los criterios de las primeras
– Sistemas de Unidades: Cuando las normas contengan tablas con unidades inglesas, se podrá utilizar las equivalencias correspondientes para obtener

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 42 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
valores métricos.
No se permitirán sustituciones en la calidad del material sin la previa autorización de EMSA, quien podrá exigir la ejecución de análisis físico-químico de los materiales antes de su aprobación. Dichas pruebas, deberán ejecutarse en un laboratorio idóneo para tal fin.
Los requisitos aquí establecidos son entendidos como un mínimo y no como una limitación de diseño.
14.2 SUMINISTRO, TRANSPORTE Y ALMACENAMIENTO DE MATERIALES
Será responsabilidad del CONTRATISTA, suministrar todos los materiales que se detallan en estas especificaciones y todos aquellos que no se expresan directamente, pero que son necesarios para la correcta ejecución de los trabajos objeto de estas especificaciones, previa aprobación de EMSA, de conformidad con los planos y documentos del contrato.
Cualquier daño causado por el CONTRATISTA al material suministrado, será reparado o reemplazado por el CONTRATISTA sin ningún costo para EMSA. Cualquier reclamo en contrario se debe someter a consideración de EMSA, por escrito y dentro de las dos semanas siguientes a la recepción del material dañado.
14.3 TIPOS DE ESTRUCTURAS METÁLICAS
EL CONTRATISTA deberá realizar la fabricación de los siguientes tipos de estructuras definidos en estas especificaciones. Las torres deberán ser fabricadas en acero galvanizado y suministrarse completas. Todas las torres serán auto-soportadas.
Las estructuras metálicas serán doble circuito, de los siguientes tipos:
Torre Tipo A: Suspensión
Torre Tipo B: Retención liviana
Torre Tipo C: Retención intermedia
Torre Tipo D: Terminal
14.4 MATERIALES DE FABRICACIÓN
Las estructuras metálicas deben fabricarse con aceros de resistencia normal (ASTM A 36) o alta resistencia de acuerdo con las fuerzas axiales resultantes en

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 43 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
los miembros de las estructuras, provenientes de las hipótesis de carga y el aprovechamiento más económico del material.
La composición química, propiedades físicas y mecánicas de los materiales empleados en la fabricación de todas las estructuras metálicas de torres, están compuestas por elementos de lámina delgada formados en frío y deben cumplir con las siguientes especificaciones:
a) El acero de resistencia normal debe estar como mínimo en concordancia con la publicación ASTM A-36.
b) El acero de alta resistencia debe cumplir con las características mecánicas y químicas especificadas en las siguientes Publicaciones.
ASTM A-572 Grado 50 ASTM A-242 para acero de alta resistencia, baja aleación y resistente a la corrosión atmosférica ASTM A-441 para acero de alta resistencia y baja aleación
c) Los tornillos y tuercas deben cumplir como mínimo con lo especificado en las publicaciones ASTM A-394 y ASTM A-563.
d) Los pernos de anclaje deben cumplir con las publicaciones SAE 1016 ó SAE 1020
Para cada uno de los aceros suministrados deben entregarse informes certificados de las pruebas de fábrica, los métodos de prueba y el análisis de la colada (laddle analysis). Las pruebas mecánicas deben realizarse conforme a la publicación ASTM A-370.
La mano de obra debe ser de primera calidad y emplear las mejores técnicas de fabricación. La ejecución, el acabado y las tolerancias deben corresponder a prácticas de fabricación de alta calidad.
La composición química y propiedades físicas y mecánicas de los materiales empleados en la fabricación de las torres deberán cumplir con las siguientes especificaciones.
14.4.1 Platinas de conexión
Deberán ser fabricadas en acero de resistencia normal que esté como mínimo en concordancia con la especificación ASTM A36 o en acero de alta resistencia que cumpla como mínimo con la especificación ASTM A572 Grado 50, el espesor no deberá ser inferior al espesor del elemento que este conectando.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 44 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
14.4.2 Perfiles (montantes, diagonales y elementos redundantes)
Deberán ser fabricados en el tipo de acero según especificación ASTM A36 o de alta resistencia que cumpla como mínimo con la especificación ASTM A572 Grado 50.
Los tornillos y tuercas deberán cumplir como mínimo con lo especificado en las normas ASTM A394 y ASTM A563. El módulo de elasticidad (E) para todos los grados de acero será de 29000000 psi o 2038901 kgf/cm².
Los pernos de anclaje deben cumplir con las publicaciones SAE 1016 ó SAE 1020. En caso de que las estructuras sean fabricadas utilizando materiales diferentes a los aquí especificados, el contratista deberá enviar a EMSA una copia de las normas técnicas donde se encuentren las características de dichos aceros para su evaluación. En todos los casos las características técnicas de los materiales propuestos deberán ser superiores a las correspondientes de los materiales especificados. No se permitirán sustituciones en el tamaño y la calidad del material, sin la previa autorización escrita de EMSA.
Todas las dimensiones indicadas en los planos, deberán estar en el sistema métrico, con excepción de aquellas que corresponden agujeros y tornillos, las cuales podrán indicarse en el sistema inglés.
14.5 FABRICACIÓN
El CONTRATISTA es responsable de la fabricación de todos los elementos necesarios para las estructuras metálicas de la línea. Previo al inicio de la fabricación en serie de los elementos de las torres, EL CONTRATISTA realizará satisfactoriamente una prueba de armado de los prototipos, la cual será supervisada por el Inspector. Una vez aprobada, el contratista podrá proceder con la fabricación de las estructuras bajo las condiciones estipuladas. Cualquier producción realizada antes del montaje del prototipo es bajo responsabilidad del contratista.
La fabricación de las estructuras deberá hacerse de acuerdo con las normas AISC excepto donde se indique en forma diferente en estas especificaciones. Una vez terminadas, todas las partes deberán quedar libres de abolladuras, torceduras, dobleces u otras deformaciones del material que dificulten el montaje de las estructuras o puedan herir las manos del personal que las maneje.
Los huecos, que deberán ser cilíndricos y perpendiculares al plano del material, podrán ser taladrados o troquelados en materiales con un espesor máximo de 20mm para acero de resistencia normal y 14 mm para acero de alta resistencia.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 45 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
En ningún caso un hueco podrá ser perforado por medio de troquel, cuando el espesor del material exceda el diámetro del hueco a perforar.
En materiales de más de 20 mm de espesor en acero de resistencia normal o 14 mm para acero de alta resistencia, los huecos deberán ser hechos con taladro o alternativamente troquelados a un diámetro 5mm menor que el diámetro nominal del tornillo y posteriormente escarificados, en concordancia con la norma ASTM A143.
Los huecos de los tornillos deberán quedar localizados en el sitio exacto, en forma tal, que al estar los miembros en su posición de ensamblaje, queden completamente centrados. No se permitirá el escarificado para corregir errores de localización, tolerándose una diferencia de 0,8 mm entre la localización de los huecos y la indicada en los planos.
Los huecos para tornillos localizados cerca de los dobleces, deberán hacerse después de hecho el doblez, para evitar su distorsión. Cualquier rebaba que quede después del troquelado o taladrado debe ser removida con una herramienta de biselar adecuada, antes de la galvanización.
Los dobleces deberán hacerse preferiblemente en frío. Si para doblar el material se requiere calentarlo, por la dificultad que presentan los elementos de determinado espesor, deberá ser autorizado por EMSA. Para el efecto, se deberá controlar la temperatura de calentamiento del material de tal forma que no sobrepase los 620°C. Si los elementos a doblar en caliente se han obtenido mediante el proceso de "conformado en frío", deberá tenerse en cuenta la reducción de la resistencia mecánica que sufre el material durante el calentamiento.
Los cortes deberán hacerse normalmente con cizalla y deberán quedar limpios, sin rebaba ni bordes salientes o cortantes. Cada elemento metálico deberá ser fabricado de una sola pieza, sin uniones del material. Salvo aprobación de EMSA, la presencia de soldadura en un miembro metálico será razón suficiente para que éste sea rechazado.
Para revisar la calidad de la mano de obra, EL CONTRATISTA deberá presentar para inspección una cantidad no inferior al 1% de los miembros correspondientes a cada tipo de estructura, debiendo ser seleccionados de común acuerdo y ensamblados formando una parte de la estructura completa, en presencia del inspector y en la planta del fabricante. Si las estructuras son fabricadas o galvanizadas por subcontratistas, el CONTRATISTA deberá si así lo requiere EMSA, suministrar a su cargo un inspector residente en las plantas de cada subcontratista durante el tiempo que esté fabricando o galvanizando el acero estructural.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 46 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
14.5.1 Dimensiones mínimas
Las dimensiones mínimas de los elementos utilizados en la fabricación de las estructuras deberán ser las indicadas en los planos.
Las arandelas de presión para colocar debajo de la tuerca, y las arandelas planas para colocar entre la arandela de presión y la estructura, deberán ser fabricadas conforme con la Norma ANSI B 18.21.1 y B 18.22.1., con un espesor de arandela plana de mínimo 4.0 mm y un espesor de arandela de presión de mínimo 3.1 mm, 3.9 mm y 4.0 mm para los pernos de 1/2", 5/8" y 3/4", respectivamente.
14.5.2 Tolerancias dimensionales antes de fabricación
La longitud de los elementos de las estructuras no puede variar en más de 1,6mm (1/16 in.) en miembros hasta de 6m de longitud. Para longitudes superiores, se tendrá un límite proporcional al anteriormente indicado. Todos los materiales deberán cumplir como mínimo con todas las tolerancias de fabricación estipuladas en la norma ASTM A6.
Tanto para los miembros sometidos a tracción como para los que estarán sometidos a compresión, la distorsión lateral y la desviación con respecto a la línea recta, deberán ceñirse a lo especificado en la norma ASTM A6.
14.5.3 Tolerancias dimensionales después de la fabricación
La diferencia entre las dimensiones de los planos y las dimensiones del elemento después de la fabricación, no deberá ser superior a 1,5 mm para dimensiones superiores a 1 m y a 1 mm para dimensiones iguales o inferiores a 1 m.
La curva entre dos puntos laterales de soporte de un elemento recto, deberá ser inferior a 1/500 de la distancia entre los puntos de soporte del elemento.
14.6 GALVANIZADO, PINTURA Y SOLDADURA
14.6.1 Galvanizado
Después de terminados todos los trabajos de fabricación (con excepción del roscado de las tuercas), todas las piezas de acero deberán limpiarse de óxido, escamas, polvo, grasa, aceite y cualquier otra sustancia extraña, antes de ser galvanizadas en caliente.
Los trabajos de preparación del galvanizado y el proceso de galvanización en sí, no deberán afectar en forma adversa las propiedades mecánicas del acero. Se deberá evitar que se presenten pandeos o torceduras en los elementos, al ser sumergidos en el baño de Zinc.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 47 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Los perfiles, platinas y elementos similares para las estructuras, deberán ser galvanizados de acuerdo con lo especificado en la norma ASTM A123; los herrajes, accesorios, conectores, dispositivos antiescalatorios, tornillos, tuercas y arandelas de acuerdo con la norma ASTM A153. Todo material galvanizado a usarse en la línea, deberá tener un recubrimiento normal según lo especificado en la tabla 1 de la norma ASTM A123 y se tomará como un 3.5% de peso adicional.
Para evitar pérdidas en la ductilidad y en la resistencia del acero que puedan producirse a causa del proceso de galvanización, deberán seguirse las recomendaciones consignadas en la norma ASTM A143.
Las roscas de las tuercas deberán repasarse después de la galvanización y posteriormente deberán lubricarse con aceite. La tuerca deberá girar fácilmente, sin flojedad excesiva, a todo lo largo de la rosca del tornillo, permitiendo su atornillado a mano.
Las roscas de todos los tornillos y pernos de escalera, deberán limpiarse de excesos de zinc mediante el proceso de centrifugación o con cepillo. No se podrá utilizar tarraja, salvo aprobación escrita de EMSA.
EMSA verificará el cumplimiento de las especificaciones del galvanizado y rechazará aquel material que no cumpla con lo estipulado. Los defectos tales como variaciones excesivas en el espesor de la capa de zinc, falta de adherencia, aspereza excesiva, constituirán causa suficiente para que las piezas afectadas sean rechazadas.
La calidad del material empleado en el proceso de galvanización, deberá cumplir con los requisitos de la especificación ASTM B6 calidad "Special High Grade".
No se permitirá la doble inmersión de ningún elemento. Los daños al galvanizado que resulten en pérdida de la capa de zinc hasta el punto de dejar expuesto el acero y que se causen durante las operaciones de fabricación, transporte, manejo, descargue y entrega del material, serán causa suficiente para que las piezas afectadas se rechacen.
Con el objeto de verificar los requisitos establecidos, EMSA podrá hacer inspección de los materiales galvanizados durante el proceso de fabricación, así como en el recibo de la estructura. El inspector autorizado por EMSA podrá rechazar cualquier material que considere inapropiado.
El contratista deberá efectuar pruebas de galvanizado sobre las muestras de material que seleccione EMSA al azar. Los resultados de las pruebas deberán

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 48 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
estar conforme a lo especificado en las normas ASTM A90, A123, A153 y sus complementarias.
EMSA se reserva el derecho de rechazar, sin costo alguno a su cargo, cualquier elemento de la torre que no cumpla con los requisitos de galvanización estipulados en estas especificaciones.
14.6.2 Adherencia de la capa de zinc
La capa de zinc deberá presentar una adherencia firme al material base. Los métodos utilizados para el análisis de la adherencia de zinc son:
- Método de martillo basculante según norma ASTM A-123 7.4.2 y ASTM A-153 8.4.2
- Método del cuchillo normalizado según ASTM A-123 7.4.1 y ASTM A-153 8.4.1
14.6.3 Uniformidad del recubrimiento
Cualquiera de los componentes y/o piezas deberá soportar, según se indica, las cantidades de inmersiones de un minuto cada una, en una solución de sulfato de cobre (Ensayo de Preece) antes de materializarse un depósito adherente de cobre y luego de haberse desalojado el zinc.
Tabla 9: Inmersiones para componentes
COMPONENTES N° INMERSIONES
Pernos, tuercas, arandelas de diámetro M16 o inferiores y otros elementos menores no especificados
5
Pernos, tuercas, arandelas de diámetro M20 o mayores. Espesores y/o suplementos
7
Barras, placas y demás componentes con espesores mayores o iguales a 4 mm
7
*Los ensayos serán practicados de acuerdo con las normas ASTM A-123 y A-239.
14.6.4 Espesor y peso del recubrimiento
Los espesores y masas de recubrimientos mínimos exigibles estarán de acuerdo a las normas ASTM-A-123, A-153 y A-394 (apartado 4.4.6), según corresponda.
La determinación del peso de la capa se realizará de acuerdo con la norma ASTM A90 y los requerimientos de la norma ASTM A239. A partir del peso teórico de las estructuras indicado en la lista de materiales, los cuales deben basarse en los pesos unitarios estandarizados en normas ASTM o similares, el peso del galvanizado normal se puede calcular como un 3.5% de peso adicional y el extra-

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 49 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
galvanizado como un 4.5% adicional del peso inicial. Para los perfiles el peso se calcula como la longitud del perfil por el peso unitario estandarizado (L*w) y para las platinas como el área del rectángulo que la contiene por el espesor por la densidad del acero (a*b*t*7850kg/m3).
Las prácticas de laboratorio, ejecución de los ensayos y cálculos requeridos para la determinación de la masa del recubrimiento y su uniformidad, serán efectuadas según las normas ASTM-A-90, A-123 y A-239, respectivamente. Se admitirá también el cálculo de espesores aplicando la siguiente equivalencia: 0.143 micrones corresponden a 1 g/m2.
14.6.5 Tratamiento con cromato
Una vez las piezas hayan sido galvanizadas, las superficies de las mismas deberán ser protegidas con una capa de cromato. La aplicación de esta capa en las superficies galvanizadas debe realizarse por inmersión de los elementos en una solución de dicromato de sodio y ácido sulfúrico o cualquier otro método debidamente aprobado por EMSA.
El CONTRATISTA deberá escoger el método de aplicación, el procedimiento y la composición química de la solución, tal que, las piezas tratadas resistan las pruebas estipuladas en la norma ASTM B 201.
Las concentraciones deberán ser tales que las piezas tratadas resistan un mínimo de 48 horas cuando sean sometidas a la prueba de niebla salina de acuerdo con la norma ASTM B 201.
Las piezas tratadas con cromato deberán ser apiladas sólo después de estar secas.
14.6.6 Planos de montaje y fabricación
Para las estructuras metálicas, se suministran planos de diseño básico (siluetas y árboles de carga), con suficiente información para proceder a elaborar el diseño de detalle para fabricación y montaje. El CONTRATISTA revisará la información suministrada, preparará y entregará para aprobación de EMSA, los planos de taller y montaje, así como las listas de composición.
En los planos se señalará claramente la colocación, conexiones, secciones y número de identificación de todos los miembros de la estructura. La cantidad, tamaño y localización de los tornillos en cada conexión, las propiedades mecánicas de los materiales empleados, tanto en los miembros como en sus conexiones, todos los demás detalles que sean necesarios para la correcta fabricación y montaje de las estructuras.
ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 50 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Los detalles de las estructuras de acero deberán estar de acuerdo con el manual AISC, y sus anexos. Deberán detallarse en los planos de taller y montaje, sin limitarse solo a ello, los siguientes aspectos:
– Miembros de diferentes tamaños.
– Miembros con diferentes vistas, dobleces, etc.
– Miembros con diferentes punzonados.
Los detalles para las estructuras deberán mostrarse en la siguiente secuencia:
– Un plano de montaje mostrando las dimensiones básicas, vistas necesarias, marcas y cualquier otra nota aclaratoria (calidad de materiales, tornillería, etc.)
– Detalles de los ángulos de espera y tornillos de anclaje
– Detalles de la torre
– Detalles de la cruceta y de los puntos de fijación de las cadenas de aisladores, con sus planos de montaje
– Detalles de las extensiones de cuerpo y patas con los planos de montaje correspondientes
– Detalles de todas las conexiones
– Detalles de localización de las escaleras de pernos, de los dispositivos anti-escalatorio, señales de inspección aérea y terrestre, señales de peligro y de identificación de fases.
– Otros detalles.
Los planos deberán dibujarse en formato A0 o A1, y deberán entregarse dos copias impresas y en medio magnéticas en formato AUTOCAD (.dwg).
Se deberá entregar una copia magnética de la lista de composición correspondiente a cada tipo de estructura con todas sus extensiones y partes de ellas, incluyendo los siguientes datos: número de posición, clase de material y dimensiones, cantidad por unidad de estructura, peso, cantidad y dimensionamiento de tornillería, arandelas, rellenos, cuadro de pesos totales de cada cuerpo de torre incluyendo tornillería, platinería y galvanizado.
La aprobación de EMSA se ajustará a los criterios y normas consignadas en estas especificaciones. Sin embargo esta aprobación no exime al contratista de la responsabilidad respecto del diseño, materiales y fabricación.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 51 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
El suministrador de las estructuras es responsable de actualizar los planos y listas de composición de acuerdo con las modificaciones resultantes del pre-ensamble de las estructuras.
14.7 CONEXIONES
Todas las partes metálicas de las torres deberán conectarse por medio de tornillos, arandelas y tuercas, accesorios que deberán cumplir con las normas ASTM A394 y ASTM A563 indicadas en estas especificaciones.
Las uniones de los elementos se proyectarán de tal manera que se reduzca en lo posible la excentricidad entre ellos. Las conexiones y sus perforaciones deberán estar de acuerdo con el manual AISC.
Las tuercas y cabezas de los tornillos deberán ser hexagonales. No se aceptarán conexiones con remaches como tampoco con soldadura. Cada tornillo deberá suministrarse con su respectiva tuerca, arandela plana y arandela de presión. Cuando se requieran arandelas adicionales, éstas deberán ser del tipo simple, fabricadas conforme a la norma SAE J403.
La parte roscada del tornillo deberá estar por fuera del plano de corte. El tornillo deberá tener una longitud tal que sobresalga de la tuerca después de colocada, al menos 3 roscas, sin exceder de 12mm. Las roscas de todos los tornillos y tuercas deberán tener los ajustes descritos en las normas ANSI B.18.2.1.
Las roscas de todos los tornillos y pernos de escalera, deberán limpiarse de excesos de zinc mediante el proceso de centrifugación o con cepillo. No se podrá utilizar terraja, salvo aprobación del EMSA.
La superficie de presión deberá estar perpendicular al eje roscado. El diámetro de los agujeros deberá exceder como máximo en 1.6 milímetros (1/16") al diámetro nominal de los tornillos correspondientes. Cuando se requieran arandelas adicionales, éstas deberán ser del tipo simple, fabricadas conforme a la norma SAE J403.
Donde exista traslapo de dos ángulos, la arista exterior del ángulo inferior deberá ser chaflanada para permitir un buen ajuste entre los ángulos. El chaflán deberá hacerse antes del proceso de galvanización.
En los planos de las estructuras se detallarán claramente todos los tipos de uniones y conexiones, indicando el tamaño y cantidad de los tornillos y arandelas. La cantidad de tornillos a suministrar debe incluir un 5% adicional, teniendo en cuenta las pérdidas por manipulación de los mismos en campo.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 52 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
14.8 FIJACIÓN DE LOS CONDUCTORES DE FASE Y DEL CABLE DE GUARDA
El CONTRATISTA deberá suministrar los elementos (perfiles, platinas, mancales, etc.) necesarios para la fijación de las cadenas de aisladores en suspensión o en retención a las estructuras respectivas, en coordinación con los planos correspondientes que EMSA le entregará en su debido momento.
14.9 ESCALERAS DE PERNOS
Cada torre deberá estar provista de escaleras de pernos que se extenderán a partir del primer cierre, hasta el extremo superior del brazo superior del conductor.
Los pernos deberán alternarse a lado y lado de los montantes de las torres y deberán tener una longitud libre no menor de veinte (20) centímetros. Deberá proveerse de un tope en el extremo libre del tipo de cabeza de tornillo que evite el deslizamiento hacia afuera.
Los pernos de la escalera deberán ajustarse a lo especificado en los numerales relativos a pernos, arandelas y tuercas para uniones y conexiones y deberán dimensionarse para una carga de 130 kg en su extremo libre, con un factor de seguridad a aplicar de 1.5.
14.10 DISPOSITIVOS ANTIESCALATORIOS
Cada torre deberá suministrarse con dispositivos antiescalatorios de acero extra-galvanizado terminados en punta, de un diámetro no menor a 10 mm, colocados sobre cada una de las cuatro patas de la estructura, un (1) metro por debajo del sitio donde comience la escalera de pernos y garantizando un cierre completo. Tales dispositivos deberán ser desmontables con el objeto de permitir el mantenimiento de las torres.
14.11 EMBALAJE Y MARCAS
El embalaje deberá cumplir con los requisitos que estipula la ISO en el grupo 0730 “Transportpackages”. En caso de que EMSA lo requiera, EL CONTRATISTA debe remitir las características y procedimientos de empaque y embalaje para cada uno de los suministros, materiales y repuestos objeto del contrato.
El material deberá embalarse utilizando estibas para piezas grandes y cajas para piezas pequeñas. Cada caja o unidad de empaque debe incluir dos copias en español de la lista de empaque, indicando todos los elementos que contiene y la referencia de su uso o ensamble al cual pertenece cada una de ellas. Una de

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 53 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
estas copias, se debe ubicar en el exterior de la caja o unidad de empaque dentro de un bolsillo que se debe colocar para tal fin debidamente protegido y cerrado para evitar su pérdida o la de su contenido; la otra copia se colocará en el interior, en forma tal que no se dañe durante el transporte ni durante el desempaque.
Cuando se utilicen contenedores, el suministro debe incluir zunchado en paquetes y para los elementos menores, platinas, placas y tornillería deben estar debidamente empacados en cajas de madera que permitan fácilmente su almacenamiento e identificación. Todos los materiales o piezas sueltas que puedan perderse durante el transporte deben ser empacados en cajas o amarrados en fardos debidamente marcados e identificados.
Todas las partes que excedan una masa de 100 kg serán preparadas para el transporte de tal manera que se les pueda colocar fácilmente las eslingas para manejo con grúa o los tenedores para el manejo con montacargas. Las piezas empacadas en cajas a las cuales sea inseguro colocar eslingas, deben ser empacadas con eslingas fijadas a la pieza accesible desde fuera de la caja, de tal manera que los materiales puedan ser fácilmente manejados con grúa.
EL CONTRATISTA será el directamente responsable de verificar que los fabricantes cumplan con los requerimientos mínimos de empaque y embalaje, y será responsable de reponer o reparar a su costa las pérdidas, daños y deterioros que sufran los suministros, materiales y repuestos debidos a la preparación inadecuada para transporte. El fabricante debe preparar los suministros, materiales y repuestos objeto del suministro, de modo que estén protegidos contra pérdidas, daños y deterioros durante el transporte y almacenamiento.
14.11.1 Empaque de tornillos, tuercas y arandelas
Los tornillos, tuercas y arandelas, deben empacarse en cajas de madera, luego de ser introducidos en sacos de suficiente resistencia para que mantengan el contenido seguro en caso de rotura de las cajas. Las cajas deben marcarse indicando los tipos de estructuras a que pertenecen. Las cajas no deben tener una masa mayor de 100 kg.
Cada tornillo debe suministrarse ensamblado con su correspondiente tuerca y arandelas de presión y plana. La rosca de las tuercas debe cubrirse con un lubricante para su protección.
Cada paquete o caja se marcará por lo menos, con la siguiente leyenda:
– Nombre del Contratante
– Tipo y número de catálogo de las unidades empaquetadas

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 54 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
– Número de unidades contenidas en el paquete
– Peso bruto
14.11.2 Embalaje de estructuras y elementos metálicos
Las estructuras metálicas deben ser empacadas desarmadas (cada bulto debe contener miembros que pertenezcan a un tramo específico de un tipo de torre). Los bultos deberán atarse en forma segura, con cintas metálicas (zunchos) de suficiente resistencia, aplicados a tensión. Para que se mantengan bien atados, durante el proceso de cargue, transporte y descargue, cada bulto deberá atarse con un mínimo de tres flejes. No se permitirán bultos que pesen más de 1000 kg.
Las platinas de tamaño irregular, ángulos de tamaños menores o accesorios, y en general las posiciones de las estructuras que no se presten para ser atadas en bultos o colocadas en estibas, deben ser empacadas separadamente en cajas de madera. El peso máximo por caja no debe exceder de 200 kg.
Para el almacenamiento de estructuras, todos los elementos deben separarse por medio de caucho, manilas u otros materiales, con el fin de crear espacios de aire entre elementos para evitar que se presente rozamiento y manchas en el galvanizado de las estructuras.
Cada bulto, paquete o caja se marcará por lo menos, con la siguiente leyenda:
– Nombre de EMSA
– Tipo y número de catálogo de las unidades empaquetadas
– Número de unidades contenidas en el paquete
– Peso bruto
– Puerto de desembarque
14.11.3 Marcas para montaje
Antes de galvanizar todos los miembros y platinas, ángulos de espera y demás elementos de las torres, en estos deberán ser estampados los números y letras definitivos, correspondiendo con los planos de fabricación definitivos y las listas de composición de estructuras.
El código indicará el tipo de torre a que pertenece y el número de la pieza correspondiente. Las letras serán de al menos 16mm de altura, con un espesor y una profundidad del trazo de 1.5mm, y deberán ser legibles luego del galvanizado. En caso de elementos de acero de alta resistencia deberá llevar grabada como identificación accesoria la letra “H” mayúscula al final del código de pieza.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 55 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Ejemplo: A160H
Dónde:
A: tipo de torre
160: Orden de localización del elemento estructural de la torre
H o G: para acero de alta resistencia, y sin letra para acero normal
Las platinas centrales que unen diagonales principales del cuerpo de la torre, deberán tener una marca indicativa de la dirección en la cual deben montarse.
Los planos de montaje indican la posición de cada miembro de la estructura mediante el número de montaje correspondiente. Los miembros con un mismo número de montaje deberán ser iguales e intercambiables. Todos los tornillos deberán llevar en la cabeza una marca legible que indique por lo menos la calidad el acero.
Las piezas cuya longitud sea mayor de 3.5 m, deberán llevar marcas en los dos extremos; una en cada una de las caras exteriores. Las secciones transversales de los dos extremos de cada elemento, después de galvanizados, deberán ser pintadas con colores indelebles que deberán ser iguales para todos los perfiles del mismo tipo de torre y para cada sector de la línea. Además, se debe designar un color especial para los elementos que necesiten un extra-galvanizado por su ubicación en zonas de alta y extra alta contaminación.
Lo anterior para facilitar la manipulación de estructura en campo. Los colores serán escogidos por el Contratante e incluidos en una tabla para la asignación de los mismos en el momento del empaque.
14.12 ACABADO Y VERIFICACIÓN DIMENSIONAL
El plan de muestreo y los criterios de aceptación y rechazo para la inspección dimensional de elementos y perfiles estructurales se indican en las siguientes tablas, basados en las normas ASTM A6 y B6.
El lote rechazado, puede ser nuevamente presentado para inspección después que el CONTRATISTA haya sacado o reparado los elementos defectuosos. El mismo plan de muestreo especificado anteriormente se usará en la segunda inspección.
Si una cualquiera de las muestras no pasa la segunda inspección, el lote entero será definitivamente rechazado. Todos los tornillos tuercas y pasadores serán sometidos a la inspección anterior.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 56 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Tabla 10: Plan de muestreo simple
TAMAÑO LOTE TAMAÑO MUESTRA NÚMERO DE ACEPTACIÓN
NUMERO DE RECHAZO
HASTA 25 2 0 1
26 A 50 3 0 1
51 A 90 5 0 1
91 A 150 8 0 1
151 A 280 13 0 1
Tabla 11: Tolerancias de fabricación
DESCRIPCIÓN TOLERANCIA
Distancia entre huecos ±1.5 mm
Distancia del hueco a cualquier borde o cara ±1.0 mm
Distancia del punto de doblez al extremo ±1.0 mm
14.13 PRUEBAS
Un representante de EMSA auditará la ejecución de las pruebas y por lo tanto el CONTRATISTA deberá facilitar el acceso a sus instalaciones y a las de sus subcontratistas. De igual forma el CONTRATISTA deberá proveer a los inspectores de todas las facilidades de laboratorios, instrumentos, herramientas, muestras e informes de control de calidad.
Cuando EMSA lo requiera, el CONTRATISTA deberá entregar una copia de todas las especificaciones técnicas empleadas en la compra de la materia prima y la de los componentes suministrados por subcontratistas. El CONTRATISTA deberá someter a aprobación de EMSA los laboratorios propuestos para la ejecución de las pruebas, para lo cual deberá remitir la información sobre dichos laboratorios, incluyendo al menos la descripción de los equipos, facilidades e instalaciones.
A fin de controlar el cálculo y diseño de los diversos tipos de torres del proyecto se efectuaran las siguientes pruebas:
- Pruebas de rutina
- Pruebas de tipo
- Pruebas de carga por medio del programa Tower
- Pruebas de Armado

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 57 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
- Pruebas de Galvanización
- Pruebas de Aceptación
EMSA aprobará la fabricación de las estructuras cuando se cumplan los requisitos exigidos por cada tipo de prueba.
14.13.1 Pruebas de rutina
Se definen como todos los chequeos, ensayos, análisis y exámenes efectuados sobre todos los elementos durante las diferentes etapas del proceso de manufactura, para asegurar que el procedimiento de fabricación se efectúa normalmente y que no se causen defectos debidos a deficiente mano de obra, material inadecuado o manejo inapropiado.
Los procedimientos de control de calidad incluirán, pero no estarán necesariamente limitados a las siguientes pruebas:
– El acero usado en la fabricación de todos los componentes de la torre será sometido a un análisis de colada.
– Probetas de los perfiles, láminas y barras de acero serán sometidos a pruebas de tracción y doblado para establecer la conformidad del material con los requisitos aplicables de la especificación del acero
– Todos los perfiles, láminas y barras deberán verificarse dimensionalmente para establecer la conformidad del material con los requisitos de la norma ASTM A6
– Durante la fabricación cada miembro de la torre será visualmente inspeccionado y dimensionalmente verificado contra plantillas, al menos después del doblado y perforado (cuando ello aplique) y después del galvanizado
– El zinc usado para el recubrimiento será sometido a análisis químico para verificar la conformidad del material con la norma ASTM B6 Special H, Grade
– Después del galvanizado, cada componente de la torre será visualmente inspeccionado para establecer la conformidad del acabado del revestimiento de la capa de zinc, con los requisitos de las normas ASTM A123 Y ASTM A153 (masa del revestimiento, acabado y adherencia del revestimiento, espesor de la capa)
Además de las pruebas indicadas antes, muestras de los componentes de las torres deberán someterse al chequeo de la uniformidad del revestimiento de la capa de zinc por la prueba del Preece, de acuerdo con la norma ASTM A239.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 58 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Los especímenes de prueba deberán resistir sin presentar ningún depósito de cobre metálico, 6 inmersiones de un (1) minuto, con excepción de las partes roscadas de los tornillos para los cuales solo 4 inmersiones de un minuto son requeridas.
Para cada prueba de galvanizado, tres (3) muestras de cada lote deberán ser seleccionadas. Si uno de los especímenes de prueba no cumple con alguno de los requisitos anteriores, una muestra adicional de seis (6) unidades deberá seleccionarse y probarse.
Tabla 12: Equivalencias capa de Zinc en micrones
MASA DE LA CAPA (g/m2)
ESPESOR EQUIVALENTE MICRONES
1 0.141
7.07 1
76.3 11
152.6 22
179.4 25.4
228.9 32
305.2 43
381.5 54
457.8 65
610.3 86
762.9 108
915.5 130
14.13.2 Pruebas tipo
Se realizan para verificar la calidad del diseño, los materiales y los métodos de manufactura (tecnología utilizada en la fabricación de cada uno de los elementos).
Para cada uno de los aceros suministrados deberán entregarse informes certificados de las pruebas de fábrica, los métodos de prueba y el análisis de la colada (laddle analysis).
Los reportes de las pruebas tipo que sean enviados por el contratista deberán mostrar que cumplen con lo especificado en la normaASTM A370, para los numerales: - Numeral 8, Parámetros de los especímenes

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 59 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
- Numeral 13, Propiedades de resistencia
Además, todos los elementos de las torres deben cumplir con los demás requisitos establecidos en los diferentes numerales aplicables de la norma.
14.13.3 Pruebas de carga por medio del programa Tower
EL CONTRATISTA deberá suministrar los modelos de las torres, las memorias de cálculo y diseño mediante el programa “TOWER” para la simulación de pruebas de cargas de cada tipo de torre y verificación por parte de EMSA.
Las torres que se prueben mediante el programa “TOWER” para la simulación de pruebas de cargas deben tener la máxima altura de cuerpo y la máxima extensión de pata dentro del tipo correspondiente. Cada tipo de torre debe ser probada utilizando todas las combinaciones de cargas de diseño especificadas en los planos de licitación.
14.13.4 Pruebas de armado
Se definen como aquellas que se ejecutan para verificar que todos y cada uno de los tipos de torre arma perfectamente y cumplen con los requerimientos estipulados en las especificaciones y normas. Una torre de cada tipo y altura deberá ser armada en fábrica en presencia del Inspector de EMSA antes de ser galvanizada y antes de iniciar la fabricación en serie para verificar la precisión de las piezas. Asimismo deberán armarse una extensión de pata de cada altura.
Las torres de pruebas deberán ser construidas con el mismo tipo de material y por la misma clase de fabricación que se empleará durante el suministro. La fabricación de cualquier componente de las torres desatendiendo estas condiciones será a riesgo del CONTRATISTA. EMSA no será responsable por la pérdida de material que pueda sufrir el CONTRATISTA al no cumplir la totalidad de los requisitos anteriores.
EMSA sólo autorizará la fabricación de cualquier elemento después de haber aceptado los resultados de las pruebas de diseño y de las pruebas tipo. Si el elemento no cumple, la fabricación no se autorizará hasta tanto no se apruebe un nuevo diseño por parte de EMSA y el elemento cumpla satisfactoriamente las pruebas, para lo cual el diseñador deberá atender y dar respuesta oportuna a las posibles modificaciones en los elementos en los que se encuentren defectos.
Una vez ejecutadas las pruebas, el CONTRATISTA deberá remitir para aprobación, una copia a EMSA de los reportes de prueba. EMSA no autorizará el despacho de los elementos si los reportes de prueba no han sido aprobados.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 60 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
En caso de que cualquiera de estas pruebas no sea satisfactoria, el CONTRATISTA deberá repetir la ejecución de las pruebas y todos los costos que ellas demanden, serán a cargo de éste. La disconformidad con el resultado de las pruebas, a juicio de EMSA, no podrá ser causal para la ampliación del plazo del contrato.
El valor de las pruebas de aceptación, rutina y de armado deben incluirse en el valor de los suministros; por tal razón no habrá reconocimiento económico alguno por dichas pruebas. El valor de las pruebas de diseño y de tipo se deberá incluir como un ítem de pago aparte en la cotización.
14.13.5 Pruebas de galvanización
Muestras de todos los componentes de las estructuras tendrán su revestimiento de la capa de zinc sometido a las siguientes pruebas de acuerdo con los requisitos de las normas ASTM A123 y ASTM A153:
– Peso del revestimiento
– Acabado y adherencia del revestimiento
– Espesor de la capa.
Además de las pruebas indicadas antes, muestras de los componentes de las estructuras deberán someterse al chequeo de la uniformidad del revestimiento de la capa de zinc por la prueba de Preece, de acuerdo con la norma ASTM A239.
El plan de muestreo y los criterios de aceptación y rechazo, se harán de acuerdo con lo establecido en las Normas ASTM aplicables.
14.13.6 Pruebas de aceptación
Se definen como todas las pruebas realizadas sobre el producto completamente terminado para aprobación o rechazo.
Muestras representativas de todos los elementos serán seleccionadas al azar de cada lote por el inspector para ser sometidas a las pruebas e inspecciones. El inspector puede seleccionar a su criterio, más muestras de cualquier lote de material y someterlas a las pruebas.
Un lote será considerado como un conjunto de elementos de los cuales se tomarán las muestras para verificar su conformidad con los requisitos de estas especificaciones. Cada lote consistirá de elementos del mismo tipo, grado, clase, forma y composición, fabricados esencialmente bajo las mismas condiciones y en el mismo turno de trabajo y presentado para aceptación una sola vez.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 61 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Cada lote rechazado, deberá ser marcado por el inspector de manera satisfactoria para que se asegure que no habrá una mezcla con el material aprobado.
14.14 PRUEBAS E INSPECCIÓN
La inspección se iniciará con la supervisión y aceptación del material con el cual se realizarán los trabajos, cubriendo las siguientes verificaciones:
– Certificado del material
– Almacenamiento y manejo del material
– Corte y marcación de elementos
– Procedimiento de doblaje
– Procedimiento de soldadura
– Pruebas no destructivas
– Procedimiento de galvanización
– Requisitos de ensamble
– Procedimiento de manejo, empaque y embarque
Serán responsabilidad del CONTRATISTA y a su cargo los costos por la ejecución de todas las pruebas incluidas en estas especificaciones y deberá someter a aprobación de EMSA, los protocolos de prueba previamente a su ejecución y los reportes de prueba, una vez ejecutadas. El CONTRATISTA presentará al inspector todas las especificaciones técnicas usadas para la compra de la materia prima y suministro de componentes por subcontratista y también los correspondientes certificados de aceptación y reportes de prueba.
A menos que se especifique lo contrario, el CONTRATISTA notificará al inspector con 15 días calendario de anticipación:
– El arribo del material a la fábrica para la inspección inicial
– El comienzo de la fabricación
– Cuando el producto está listo para ser probado
– Cuando el producto terminado está listo para las pruebas de aceptación final
15. HERRAJES Y ACCESORIOS
Este numeral especifica los requerimientos técnicos para la fabricación, inspección, pruebas y suministro de los herrajes y accesorios para conductores de fase para la línea a 115 kV.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 62 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
El contratista será responsable del diseño eléctrico y mecánico de la cadena de aisladores. Los herrajes y accesorios deberán ser diseñados para resistir las condiciones atmosféricas y ambientales a que estará sometida la línea, sin presentar defecto o falla y permanecer libres de efecto corona en condiciones de servicio.
Las formas de los herrajes componentes de las cadenas deberán permitir una distribución gradual y uniforme de los esfuerzos mecánicos, en coincidencia con las cargas aplicadas en servicio. No se permitirán cambios bruscos de curvatura ni puntos de concentración de esfuerzos mecánicos o de gradiente eléctrico.
Las conexiones formadas por elementos de sección circular denominadas "punto a punto" no son aceptadas y deberán evitarse por la elevada concentración de esfuerzos de compresión.
Todos los herrajes deben ser de acero forjado galvanizado en caliente. Los herrajes deberán garantizar una resistencia adecuada para las cadenas de aisladores del conductor y para los conjuntos de retención y suspensión del cable de guarda. Con el fin de prevenir la corrosión por acción galvánica se deberá evitar el contacto entre materiales de diferente composición química. No se permite en ningún caso el uso de soldadura.
Todos los herrajes para las cadenas de aisladores y para los conjuntos de retención y suspensión del cable de guarda deberán suministrarse completos con todas sus partes: pernos, bulones, tuercas, arandelas, chavetas, conectores, pasadores de seguridad, etc., y estos deberán estar libres de bordes agudos, protuberancias, escorias, escamas, etc. y tener una superficie lisa, limpia, uniforme y libre de defectos, de tal manera que el acople de las partes sea fácil.
Los herrajes no deberán registrar ninguna acción química o sufrir roturas por dilatación en condiciones de servicio.
15.1 NORMAS TÉCNICAS
Los herrajes y accesorios deberán fabricarse y suministrarse de acuerdo con las exigencias contenidas en las siguientes especificaciones y en las normas relacionadas a continuación, cuando sean aplicablesy siempre en su última versión revisada:
AISI AMERICAN IRON AND STEEL INSTITUTE
Normas 301, 302 y 304
ASTM AMERICAN SOCI0ETY FOR TESTING AND MATERIALS
A90 Weight of coating on zinc-coated (galvanized) iron or steel articles.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 63 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
A153 Zinc coating (hot-dip) on iron and steel hardware.
A239 Test for locating the thinnest spot in a zinc (galvanized) coating on
iron or steel articles by the Preece test (copper sulfate dip).
A475 Zinc-coated steel wire strand.
E138 Standard method for wet magnetic particle inspection
E155 Reference radiographs for inspection of aluminum and magnesium
castings, series II.
IEC INTERNATIONAL ELECTROTECHNICAL COMMISSION
61284 Overhead lines. Requirements and test fittings.
61897 Requirements and tests for Stockbridge type aeolian vibration
dampers
IEEE Institute of Electrical and Electronic Engineers.
Paper No. 31TP65-156: Standardization of conductor vibration measurements
NEMA NATIONAL ELECTRICAL MANUFACTURERS ASSOCIATION
Methods of measurement of radio influence voltage (RIV) of high voltage apparatus. Pub. 107.
15.2 HERRAJES Y ACCESORIOS PARA CABLE CONDUCTOR
Se deberán suministrar todos los herrajes necesarios para fijar las cadenas de aisladores a las estructuras. La fijación a la estructura deberá realizarse por medio de grilletes.
El diseño detallado de los herrajes para los aisladores deberá hacerse de tal manera que los herrajes permitan el uso de equipo para mantenimiento en caliente y la articulación del conjunto en todos los sentidos, con el fin de evitar la flexión de la columna de aisladores.
Todas las chavetas o pines de seguridad que se utilicen en las cadenas deberán ser de acero inoxidable y deberán cumplir con las normas AISI 301, 302 ó 304, con una elongación de por lo menos 20% en 2 pulgadas, una dureza Vickers entre 220 y 290, de sección aproximadamente semicircular.
Las chavetas deben quedar en la dirección de la estructura a fin de facilitar su remoción y reemplazo usando el método de pértiga aislante (hotstick) para el mantenimiento de líneas energizadas.
Todos los materiales deberán cumplir las características especificadas en un rango de temperatura de 10°C a 120°C.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 64 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Todas las partes de acero de los elementos deberá ser galvanizado en caliente con un peso mínimo de zinc de 610 g/m², excepto en el caso de pernos, tuercas y arandelas, en que se aceptará un peso mínimo de zinc de 400 g/m².
Todos los grilletes y los componentes del tipo "horquilla" deberán ser suministrados con un pasador de acero galvanizado de alta resistencia con tuerca y provisto de chaveta.
Los pasadores deberán tener un diámetro adecuado para las perforaciones en las estructuras.
Los accesorios deben estar térmicamente diseñados para soportar la corriente de falla de al menos 20 kA sin que ocurra soldadura en el área de contacto con las piezas que conecta.
15.2.1 Grapas de suspensión para conductores
Las grapas de suspensión deben soportar los esfuerzos mecánicos y térmicos que se puedan presentar durante el transporte, manejo, instalación y operación hasta 120ºC.
Las grapas de suspensión deberán ser tipo suspensión de aleación de aluminio de alta resistencia, de fabricación liviana y apropiada para uso con los conductores especificados, incluyendo las respectivas varillas de blindaje. El punto de giro de la grapa deberá coincidir con el eje del conductor.
Las grapas deberán evitar la deformación de los conductores o sus varillas de blindaje o la separación de los alambres que los conforman. El eje longitudinal de la grapa deberá permitir la máxima libertad de oscilación en el plano vertical. El canal de soporte y los canales de las piezas de ajuste deberán ser acampanados y sus sistemas de fijación deberán garantizar la distribución uniforme de la presión sobre el conductor, a todo lo largo de la grapa.
Las grapas de suspensión deberán poder girar libremente en el plano vertical que contiene al cable, alrededor de un eje horizontal normal a este plano y que pasa por el centro del cable o sobre este.
Los pernos de apriete deberán ser de acero galvanizado y suministrados con tuercas y arandelas. Las tuercas y las cabezas de los pernos deberán ser hexagonales. El número mínimo de pernos de apriete deberá ser de dos (2). Estos pernos deberán ser de acero galvanizado de cabeza hexagonal y estar provistos de arandelas corrientes y de presión.
Los pernos o tornillos que mediante un torque garantizan la carga de deslizamiento, deberán poder soportar un sobretorque del 50% sin que se presente ningún daño al perno o tornillo, a la tuerca o al herraje mismo. Las grapas deberán ser de tipo no magnético, diseñadas para que las pérdidas eléctricas cumplan lo especificado en el ensayo de pérdidas magnéticas.
Las grapas deberán soportar, sin ninguna deformación permanente, una tensión de deslizamiento mínima de un cuarenta y cinco por ciento (45%) de la tensión

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 65 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
nominal a la rotura del cable de guarda. La resistencia mínima a la tracción vertical deberá ser del sesenta 60 por ciento (60%) de la tensión nominal de la rotura del conductor especificado.
La garganta soportante deberá tener curvatura continua en el plano vertical, con radios variables progresivamente para permitir un ángulo de entrada y de salida del conductor, de hasta 30° (en caso de que se presenten estructuras ubicadas en cumbres). Los extremos de la garganta soportante deberán terminar en forma de campana y sus bocas deberán ser amplias y ligeramente abiertas.
Todas las piezas que forman la grapa deberán quedar lisas y libres de protuberancias o cualquier otra irregularidad y las aristas o bordes de la grapa deberán ser redondeadas para minimizar las concentraciones de campo y la radio interferencia.
Las grapas deberán ser de tipo antimagnético, es decir, diseñadas y fabricadas para evitar circuitos magnéticas cerrados y para que las pérdidas eléctricas cumplan lo especificado en el ensayo de pérdidas magnéticas (norma IEC 61284, numeral 12)
Las características mecánicas que deberán cumplir las grapas son:
Resistencia mínima a la tracción igual al 60% de la tensión de rotura del
conductor especificado.
Carga de deslizamiento no inferior al 20% ni superior al 25% de la tensión
de rotura del conductor especificado para lo cual deberá adecuarse el
torque de los tornillos y permitir el deslizamiento del conductor cuando la
tensión se encuentre dentro de dicho rango.
Las grapas de suspensión deberán proveer un apoyo al conductor en tal
forma de obtener una tensión mínima por flexión estática en los alambres
del cable de guarda, para ángulos de entrada y de salida del cable de
guarda desde 10° hasta 30°.
El material usado en la fabricación del cuerpo de la grapa de suspensión y su abrazadera o pieza de apriete, deberá ser de aleación de aluminio con un contenido máximo de cobre del 0.1%. La aleación deberá ser resistente a la corrosión por tensión (esfuerzo), por hendidura o intergranular, y debe tener las siguientes propiedades:
Dureza : mínimo 75 HB.
Resistividad : máxima 60 nΩm a 20ºC

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 66 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Las grapas de suspensión para el conductor deberán soportar, sin ninguna deformación permanente, una tensión de deslizamiento mínima del cuarenta y cinco por ciento (45%) de la tensión nominal a la rotura del conductor.
La fuerza de grapado debe ser de al menos 112 kN a un torque de 60 N-m. La resistencia mínima al deslizamiento de las grapas de suspensión para el conductor deberá obtenerse con esta fuerza de grapado garantizando que no cause ningún daño al conductor y que minimice las concentraciones de tensión.
Las grapas de suspensión para el cable de guarda deberán poder usarse con el conductor equipado con varillas preformadas (armor rods). Como alternativa se aceptarán grapas tipo AGS (Armor Grip Support). En cualquiera de los casos la longitud mínima de las varillas preformadas será de 2000mm, y deberán terminar de forma plana con una transición suave hacia el conductor. Cada conjunto de varillas deberá llevar una cinta en que se identifique el tipo y calibre del conductor en el que se emplea. Todas las varillas de cada conjunto deberán tener el punto medio marcado con tinta indeleble para permitir su correcto alineamiento durante la instalación. Para la selección del tipo de varillas se debe considerar la dirección de cableado y la posibilidad de que se instalen amortiguadores en el conductor.
Las grapas deberán permitir la instalación de contrapesos en caso de que las condiciones particulares de una torre así lo requieran. El soporte para contrapesos debe estar diseñado de forma que se ajuste a los pesos, y que actúe sobre la espiga de pivote, de acuerdo con la grapa. Debe tener libertad para oscilar en el sentido paralelo al conductor, y permitir que el peso actúe de forma perpendicular
a la línea de transmisión dentro de un ángulo de 35º medidos desde el eje vertical.
15.2.2 Grapas de retención para conductores
Las grapas de retención para el conductor deberán ser del tipo compresión de aleación de aluminio de alta resistencia, fabricación liviana. Cada grapa de retención deberá tener una resistencia mínima a la tracción sin deslizamiento del 95% de la resistencia a la rotura del conductor especificado. Con esta carga se debe garantizar que no ocurre deslizamiento, grietas ni roturas en ninguno de los hilos.
Las grapas de anclaje se deben suministrar con un terminal de conexión que pueda ser apernado a 0° o 30°. La conexión con pernos entre la grapa tipo compresión y su terminal deberá poseer por lo menos cuatro (4) pernos. Las superficies de la conexión con pernos, que hacen contacto eléctrico, deberán ser pulidas hasta obtener una terminación plana y suave al tacto. Estas superficies, al ser embaladas, deberán ser protegidas adecuadamente con un envoltorio resistente y que no se desprenda durante el transporte, manipulación o almacenamiento de la conexión.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 67 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Las grapas deben estar diseñadas para no causar daño por fatiga en el conductor, y deberán tener capacidad para soportar una corriente de cortocircuito de al menos 20 kA. Las grapas de compresión incluyendo las conexiones con pernos, deberán tener una conductividad mayor que la de una longitud igual de cable en el cual se van a usar, de manera que al instalarse adecuadamente, ellos puedan trabajar más fríos que el cable, aún en condiciones de emergencia Cada una de las grapas deberá suministrarse completa, con todos sus pernos, arandelas de presión, tuercas hexagonales de bordes redondeados, piezas fijadoras, terminal para el puente ("jumper") y un terminal en ojo alargado (óvalo) de acero de alta resistencia. Las superficies de asiento del conductor y de las piezas fijadoras de la grapa deberán ser uniformes y pulidas, sin escorias, escamas, ni protuberancias. El suministro de la grapa deberá incluir el compuesto antioxidante y las instrucciones para su instalación. Los elementos a compresión deberán venir rellenados con grasa antioxidante. Este compuesto deberá cumplir con los requerimientos especificados en el numeral “Empalmes a compresión”. El material con el cual están confeccionadas las grapas de anclaje, deberá ser tal que impida la corrosión por efecto de la acción electrolítica entre las grapas y el conductor.
15.2.3 Varillas de blindaje
Las varillas de blindaje deberán ser de aluminio o de aleación de aluminio para el conductor de fase, del tipo preformado y helicoidal, con cableado del mismo sentido de la última capa para los conductores de fase (derecho) y de alumoweld para el cable de guarda tipo AW con sentido izquierdo. Las varillas de blindaje no deberán necesitar el empleo de ninguna herramienta para su instalación. Las varillas de blindaje para el conductor de fases deberán ser tipo “Corona Free”, teniendo los extremos redondeados y ligeramente aplanados de tal manera que se tenga una transición suave sobre el conductor. Deberán marcarse en el centro con tinta indeleble para facilitar su instalación y deberán codificarse para identificar adecuadamente los cables a los cuales son aplicables.
15.2.4 Camisas de reparación
Las camisas de reparación deberán ser de aluminio o aleación de aluminio, del tipo tubular de compresión y apropiadas para ser usadas con los conductores especificados. Preferiblemente la unión entre las dos partes de la camisa de reparación deberá ser del tipo "Cola de Milano".

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 68 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
15.2.5 Empalmes a compresión
Los empalmes deberán ser del tipo tubular de compresión apropiados para el conductor especificado. Los empalmes para el conductor deberán consistir de una junta tubular de compresión de por lo menos el 90% de pureza, a través de los cuales se puede inyectar el compuesto antioxidante para empalmes. Los empalmes
a compresión para conductor ACSR deberán consistir de una junta tubular de compresión de aluminio de por lo menos el 90% de pureza y de una junta tubular de compresión de acero para el núcleo El empalme debe soportar la corriente de falla mínima de 50 kA. Los empalmes tipo compresión deberán tener una reducción cónica en sus extremos, no inferior a 50 mm. Los bordes de estos conos deberán ser redondeados con un radio de curvatura igual o mayor a 2 mm. Cada empalme deberá tener una resistencia mínima a la tracción equivalente al 95% de la resistencia a la rotura del conductor o cable de guarda respectivo y por lo menos su misma conductividad y capacidad de corriente. El conductor no deberá deslizarse dentro del empalme cuando esté sometido a la tracción antes especificada. El empalme tampoco deberá permitir el movimiento relativo de las capas del conductor durante su ensamblaje. Cada empalme deberá tener marcas que indiquen el número de parte, calibre en que se aplica, y lado de compresión que se debe usar. Además deberá tener marcas en los puntos en que se debe comprimir. La resistencia entre el extremo final del empalme instalado y el punto del conductor adyacente debe ser de un máximo del 3,5% de la resistencia de un tramo de un (1) metro del conductor respectivo. El valor de esta resistencia medido entre los dos extremos del empalme instalado debe ser como máximo el 55% de la resistencia de un tramo de conductor de la misma longitud. Deben ser resistentes a la corrosión atmosférica y no provocar corrosión galvánica en los conductores. El aluminio y la aleación de aluminio deben contener un máximo de 0,1% de Cobre, y no ser propensos a presentar corrosión por tensión (esfuerzo). El acero debe ser galvanizado, de acuerdo con la Norma ASTM A123, o inoxidable. En este último caso con una capacidad de soportar corrosión similar al acero calidad A2. Preferiblemente los empalmes deberán venir previamente llenados con la grasa. Para efectos de la aplicación del compuesto de relleno para la instalación de los empalmes, estos elementos deberán ser suministrados con un agujero y su

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 69 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
correspondiente tapón para su inyección. El compuesto de relleno se suministrará de preferencia en los elementos y accesorios desde fábrica, o se podrá suministrar en latas o tubos, debiendo también suministrarse el dispositivo para su aplicación.
La grasa debe cumplir con los siguientes requerimientos:
Soportar el calentamiento de corta duración debido a la temperatura que puede alcanzar el conductor durante un corto circuito (200ºC, ver Norma IEC 60685)
Proteger el aluminio y el acero galvanizado contra la corrosión, y mantener esta propiedad a largo plazo en los ambientes en que normalmente se instalan los conductores
No reducir la resistencia del conductor ni, particularmente, su resistencia a la fatiga
Ofrecer posibilidad de aplicarla al conductor a temperatura ambiente (roomtemperature) y mantener su adhesividad al metal en cuestión
El fabricante debe indicar el o los componentes (thickener) que se incluyen en la sustancia
13.4.1.1 Documentos para aprobación
Antes de iniciar la fabricación, el CONTRATISTA someterá a la revisión de EMSA los siguientes documentos:
Plano del empalme donde se indique la siguiente información: el tipo y número de catálogo, dimensiones principales, carga de ruptura, todas las marcas, peso unitario.
Descripción del proceso de manufactura y del sistema de calidad de la planta, especificación de los materiales y certificaciones de las pruebas tipo.
13.4.1.2 Marcas y embalaje
Cada manguito de empalme debe estar marcado con letras en alto o bajo relieve con la siguiente información:
Símbolo o marca registrada.
Tipo o número de catálogo.
Diámetro del conductor.
Número de dato a emplear.
Marcas en los puntos de compresión.
El empaque debe proveer protección adecuada durante los procesos ordinarios de embarque, manipulación, y almacenamiento. En caso de que los empates previamente se hallen llenos de grasa, deberán empacarse individualmente o con tapas en los extremos para evitar su contaminación.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 70 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Cada empaque (caja o paleta) deberá estar marcado con un método que no se destruya durante el transporte ni el almacenamiento, indicando la siguiente información:
Número de orden.
Origen: Fabricante o marca registrada.
Descripción del contenido y número de catálogo.
Número de unidades incluidas en el empaque.
Peso y volumen del paquete.
15.3 HERRAJES Y ACCESORIOS PARA CABLE DE GUARDA CONVENCIONAL
Todos los conjuntos para el cable de guarda deberán tener una conexión a la estructura mediante cable del mismo material tanto en las estructuras de suspensión como de retención. El conjunto de suspensión constará de tres elementos: la grapa de suspensión colgada, las varillas preformadas (o armadura preformada) y la conexión del cable a la torre. El conjunto de retención en cada lado de la torre constará de dos elementos: la grapa de tensión, grillete y la conexión del cable a la torre. La conexión a la estructura se realizará mediante un cable del mismo material.
15.3.1 Grapas de suspensión
Las grapas a suministrar deberán ser tipo suspensión y deben soportar los esfuerzos mecánicos y térmicos que se puedan presentar durante el transporte, manejo, instalación y operación hasta 120ºC. Las grapas de suspensión deberán poder girar libremente en el plano vertical que contiene al cable, alrededor de un eje horizontal normal a este plano y que pasa por el centro del cable o sobre este. La garganta soportante deberá tener curvatura continua en el plano vertical, con radios variables progresivamente para permitir un ángulo de entrada y de salida del cable de guarda, de hasta 30° (en caso de que se presenten estructuras ubicadas en cumbres). Los extremos de la garganta soportante deberán terminar en forma de campana y sus bocas deberán ser amplias y ligeramente abiertas. Las superficies interiores de las grapas de suspensión deberán ser suaves al tacto y estar libres de aristas vivas e irregulares.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 71 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Las grapas de suspensión deberán proveer un apoyo al cable de guarda en tal forma de obtener una tensión mínima por flexión estática en los alambres del cable de guarda, para ángulos de entrada y de salida del cable de guarda desde 10° hasta 30°. El número mínimo de pernos de apriete deberá ser de dos (2). Estos pernos deberán ser de acero galvanizado de cabeza hexagonal y estar provistos de arandelas corrientes y de presión. El material usado en la fabricación del cuerpo de la grapa de suspensión y su abrazadera o pieza de apriete, deberá ser dematerial compatible con el tipo de cable de guarda especificado (AW). Las partes de acero deberán ser galvanizadas por inmersión en caliente. Los pernos de apriete deberán ser de acero galvanizado y suministrados con tuercas y arandelas. Las tuercas y las cabezas de los pernos deberán ser hexagonales. Las grapas deberán soportar, sin ninguna deformación permanente, una tensión de deslizamiento mínima de un cuarenta y cinco por ciento (45%) de la tensión nominal a la rotura del cable de guarda. • Resistencia mínima a la tracción vertical deberá ser del sesenta por ciento (60%) de la tensión nominal de la rotura del cable de guarda. La fuerza de grapado debe ser de al menos 112 kN a un torque de 60 N-m. La resistencia mínima al deslizamiento de las grapas de suspensión para el cable de guarda deberá obtenerse con esta fuerza de grapado garantizando que no cause ningún daño al cable de guarda y que minimice las concentraciones de tensión. Las grapas de suspensión para el cable de guarda deberán poder usarse con el cable de guarda equipado con armaduras preformadas (armor rods).
15.3.2 Grapas de retención
Las grapas de retención para el cable de guarda convencional AW deberán ser del tipo compresión. Las grapas una vez instaladas correctamente, deberán tener una resistencia mínima a la rotura no inferior al noventa y cinco (95%) de la resistencia nominal a la rotura del cable de guarda que se usará. Con esta carga se debe garantizar que no ocurre deslizamiento, grietas ni roturas en ninguno de los hilos. Las grapas deben estar diseñadas para no causar daño por fatiga en el cable de guarda, y deberán tener capacidad para soportar una corriente de cortocircuito de al menos 20 kA. Las grapas de retención tipo compresión para el cable de guarda deberán ser suministradas con un terminal de conexión que pueda ser pernado a 0° o 30°. La

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 72 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
conexión con pernos entre la grapa tipo compresión y su terminal deberá poseer por lo menos dos (2) pernos. Las superficies de la conexión con pernos, que hacen contacto eléctrico, deberán ser pulidas hasta obtener una terminación plana y suave al tacto. Estas superficies, al ser embaladas, deberán ser protegidas adecuadamente con un envoltorio resistente y que no se desprenda durante el transporte, manipulación o almacenamiento de la conexión. Los elementos a compresión deberán venir rellenados con grasa antioxidante. Este compuesto deberá cumplir con los requerimientos especificados en el numeral “Empalmes a compresión”. El material con el cual están confeccionados las grapas de anclaje, deberá ser tal que impida la corrosión por efecto de la acción electrolítica entre las grapas y el cable. Los herrajes de acero deben ser galvanizados por inmersión en caliente. El elemento de conexión de la grapa podrá ser del tipo horquilla ("clevis") o del tipo ojo ("eye") conformes a la Norma IEC 60471.
15.4 HERRAJES Y ACCESORIOS PARA EL CABLE OPGW
El Oferente deberá suministrar todos los herrajes y accesorios necesarios para el montaje y aterrizaje del cable OPGW. Los herrajes y accesorios para fijación de los cables con fibras ópticas deberán ser diseñados, fabricados y ensayados según los requerimientos aplicables de las normas internacionales, en particular la norma IEC 1284. Los herrajes deberán ser diseñados para resistir las condiciones atmosféricas y ambientales a que estarán sometidas las líneas, con sus esfuerzos eléctricos y mecánicos sin presentar defecto o falla y permanecer libres de efecto corona en condiciones de servicio. Las formas de los herrajes componentes de las cadenas deberán permitir una distribución gradual y uniforme de los esfuerzos mecánicos, en coincidencia con las cargas aplicadas en servicio. No se permitirán cambios bruscos de curvatura ni puntos de concentración de esfuerzos mecánicos o de gradiente eléctrico. Las conexiones formadas por elementos de sección circular denominadas "punto a punto" no son aceptadas y deberán evitarse por la elevada concentración de esfuerzos de compresión.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 73 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Todos los herrajes deben ser fabricados en el material que sea especificado Si no se especifica el material, se entenderá como acero galvanizado en caliente. A menos que se especifique lo contrario, los herrajes deberán garantizar una resistencia a la tracción igual o superior a la especificada en los planos de diseño. Con el fin de prevenir la corrosión por acción galvánica se deberá evitar el contacto entre materiales de diferente composición química. No se permite en ningún caso el uso de soldadura. Todos los herrajes para el cable de guarda OPGW deberán suministrarse completos con todas sus partes: pernos, bulones, tuercas, arandelas, chavetas, conectores, pasadores de seguridad, etc., y estos deberán estar libres de bordes agudos, protuberancias, escorias, escamas, etc. y tener una superficie limpia, uniforme y libre de defectos, de tal manera que el acople de las partes sea fácil. Se deberán suministrar herrajes y accesorios para el montaje del cable de guarda OPGW en acero galvanizado en caliente, a menos que se especifique el tipo de material para cada uno de los elementos. El CONTRATISTA deberá suministrar los herrajes completos para la fijación de las grapas en las estructuras, teniendo en cuenta los planos elaborados en su diseño, previa revisión y aprobación por parte de EMSA. El método de conexión deberá diseñarse de forma tal que el contacto entre las superficies se haga evitando los contactos punto a punto entre los elementos.
15.4.1 Grapas de suspensión
Las grapas de suspensión para el cable OPGW deberán ser del tipo preformado AGS (“Armour Grip Suspensión”), resistentes a la corrosión y a las condiciones medioambientales del proyecto. Tanto las propiedades elásticas del cojín del elastómero como la flexibilidad de la armadura preformada deberán ofrecer protección completa al cable OPGW contra flexión y esfuerzos altos de fatiga. Las tuercas y tornillos deberán ser de acero galvanizado en caliente. La presión sobre el cuerpo de la grapa de aluminio deberá obtenerse con la colocación de arandelas de presión. Las tuercas y las cabezas de los tornillos deberán ser hexagonales y deberán presentar facilidad para el montaje y desmontaje con herramientas usuales. En las fijaciones de los pernos deberán preverse medios que eviten su aflojamiento debido a la vibración empleando arandelas de presión, tuercas, contratuercas y otros dispositivos adecuados. Las características mecánicas que deberán cumplir las grapas son:

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 74 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Resistencia mínima a la tracción vertical igual al 60% de la tensión de rotura del cable OPGW especificado.
Ángulos de salida del cable de por lo menos 18° hacia abajo y 18° hacia arriba con respecto al plano horizontal de la grapa.
Para la puesta a tierra del cable con fibras ópticas en los conjuntos de suspensión se utilizará un cable con las mismas características eléctricas del cable con fibras ópticas especificado. La conexión entre cables se hará mediante un conector bifilar de dos tornillos y a la estructura mediante un conector unifilar con arandela de presión.
15.4.2 Grapas de retención
Las grapas de retención para el cable de guarda OPGW deberán ser del tipo pasante preformadas, constituidas en material de aluminio de por lo menos un 90% de pureza y resistente a la corrosión. Se deben suministrar conjuntos de amarres tipo pasantes, bajante y terminal, los cuales deben tener prolongas, para amarres pasantes (30cm), para bajantes (60 cm) y para terminales (60 cm) para el caso en donde se instalarán cajas de empalme y/o torres con ángulos de deflexión muy grandes. La grapa deberá tener una longitud de apriete suficiente para no provocar tensiones excesivas en la capa externa del cable. La grapa de retención deberá tener una resistencia mínima a la tracción sin deslizamiento del 95% de la resistencia a la rotura del cable de guarda OPGW especificado.
15.4.3 Grapas de sujeción (grapas de bajada)
Se deberá suministrar grapas para sujeción del cable en las torres de amarre bilateral bajante construida en un material compatible con el cable.
Las grapas deberán suministrarse completas, con todos sus pernos, arandelas de presión, tuercas hexagonales de bordes redondeados y piezas fijadoras de alta resistencia, mismas que no deberán ser pasantes.
La pieza de sujeción del cable deberá cubrirse con neopreno o material similar que garantice la protección de la chaqueta exterior del cable.
15.4.4 Cajas de empalme
Dentro del suministro se deberá incluir las cajas de empalme para estructuras con todos los accesorios necesarios para su correcta instalación.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 75 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Las cajas deberán estar equipadas con todos los elementos necesarios para realizar 12 empalmes.
Los empalmes deberán efectuarse mediante el método de fusión térmica. La porción de cable de fibra óptica empalmada deberá ser protegida mediante un tubo aislante termocontráctil, un clipper mecánico tipo “sandwich” u otro elemento de tecnología superior, los cuales deberán ser suministrados con las cajas de empalme.
Los empalmes ópticos deberán estar dispuestos dentro de las cajas de empalme en bandejas flexibles que permitan la fácil manipulación de una determinada fibra.
Se podrán presentar los siguientes tipos de empalme:
Cable OPGW – Cable OPGW, para empalmes en el recorrido del cable.
Cable dieléctrico con fibras ópticas – Cable dieléctrico con fibras ópticas, para empalmes en el recorrido del cable.
Cable dieléctrico con fibras ópticas – Cable OPGW, para empalmes en el recorrido del cable.
Cable OPGW – Cable de fibra óptica Dieléctrico Terminal, para uso en las subestaciones o sitios de llegada.
Cable dieléctrico con fibras ópticas – Cable de fibra óptica Dieléctrico Terminal, para uso en subestaciones o sitios de llegada.
Las cajas de empalme para los cables con fibras ópticas deberán ser totalmente herméticas aptas para ser instaladas a la intemperie (cables aéreos), a prueba de inmersión (para cables canalizados), resistentes a la corrosión y con capacidad para recibir al menos 4 hilos de fibra óptica. Deberán poseer sellamiento IP-64 o mejor, para impedir la penetración de agua o polvo.
Las cajas deberán permanecer cerradas y se deberán suministrar todos los elementos para su fijación a las torres y posteriores intervenciones. Y con todos los accesorios y protecciones necesarios para los empalmes de los cables de fibra óptica. La caja deberá garantizar la seguridad eléctrica del operario durante las labores de mantenimiento.
En los cables aéreos, estas cajas deberán permitir su instalación en la parte alta de las torres y ser reutilizables.
En los cables canalizados, estas deberán permitir su instalación en cajas subterráneas, siendo posible reutilizarlas y garantizando total hermeticidad al ingreso de líquidos.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 76 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
En caso de requerirse, las cajas deberán ser pintadas con pintura no reflectiva y tener forma y dimensiones adecuadas para evitar daños de terceros.
El Oferente deberá adicionar a su oferta catálogos de las cajas de empalme tanto para instalación aérea como subterránea, con sus respectivos accesorios.
El contratista deberá suministrar un número adecuado de cajas de empalme con sus respectivos accesorios, de acuerdo con los cálculos efectuados en el trazado y de las características del recorrido definidas durante el replanteo.
15.5 PRUEBAS
Durante el desarrollo del contrato se deberán realizar las pruebas establecidas en las normas aplicables. EMSA se reserva el derecho de presenciar y controlar la realización de las pruebas de diseño y aceptación en la planta del fabricante, del subcontratista o en laboratorios independientes. En el caso de que EMSA decida inspeccionar las pruebas de aceptación, el contratista deberá proporcionar todas las facilidades a los inspectores incluyendo herramientas, muestras, instrumentos y acceso a la información, de tal manera que el inspector pueda verificar la conformidad del proceso de fabricación y el acabado del material con las exigencias de estas especificaciones. En caso de que las pruebas de aceptación iniciales den lugar a un rechazo de la producción, el contratista no tendrá derecho de ampliación del plazo de entrega del suministro y todos los costos adicionales correrán por cuenta del contratista incluyendo la presencia de los inspectores de EMSA en la ejecución de las nuevas pruebas de aceptación.
15.6 PRUEBAS DE DISEÑO
15.6.1 Pruebas de diseño sobre grapas de suspensión
Para la ejecución de estas pruebas se requiere disponer de grapas de suspensión fabricadas según los planos aprobados por EMSA. Las pruebas a ejecutar, son las siguientes:
Prueba de pérdidas magnéticas Esta prueba deberá efectuarse sobre las grapas de suspensión del conductor de fases.
ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 77 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
El método de ensayo y procedimiento de la prueba es el establecido en la norma IEC61284 El ensayo deberá efectuarse para tres (3) valores de corriente a 60 Hz: 20%, 35% y 50% de la corriente indicada en la tabla 2 de la norma IEC61284 El ensayo consiste en hacer circular, en una muestra del conductor de longitud adecuada (L), la corriente de prueba en cada caso y medir la potencia disipada (Pc) en la muestra del conductor solo. A continuación, sobre la muestra del conductor se deberán montar cinco (5) unidades de grapas, con todos sus herrajes y accesorios, a una distancia entre ellas no inferior a 20 cm. En este dispositivo se hace circular de nuevo la corriente de prueba a 60 Hz y se mide la potencia disipada (Pd) en la muestra de conductor con los herrajes objeto de la prueba. La prueba se considera satisfactoria si: (PD – Donde, PD = Potencia disipada en la muestra del conductor con los herrajes de prueba montados. PC = Potencia disipada en la muestra del conductor N = Número de herrajes (grapas) montados y probados. L = Longitud de la muestra del conductor especificado
Prueba de carga de deslizamiento de grapas de suspensión Esta prueba deberá efectuarse según el numeral 11.4.2. de la norma IEC61284 sobre las grapas de suspensión. La característica de deslizamiento del conductor de las grapas deberá determinarse de acuerdo con el procedimiento que se describe a continuación. Un tramo de conductor deberá introducirse en la grapa simulando lo máximo posible las condiciones reales de operación de la grapa. La longitud de conductor o cable de guarda en el lado de aplicación de la carga mecánica no deberá ser inferior a 5 m. La prueba consiste en aplicar un torque en las tuercas; para este torque se deberá aplicar gradualmente una carga en la dirección del eje del conductor o cable de guarda convencional, cuando se produzca el deslizamiento del conductor dentro de la grapa, se define el torque recomendado de instalación.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 78 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Bajo el torque recomendado de instalación, deberá aplicarse y mantenerse durante 5 minutos la carga mínima de deslizamiento, sin que se produzca el deslizamiento del conductor o cable de guarda convencional. Después deberá aumentarse la carga hasta provocar el deslizamiento, el cual deberá presentarse a una carga no inferior al 20% ni superior al 25% de la tensión de rotura de los cables especificados.
Prueba de resistencia mecánica a grapas de suspensión Esta prueba deberá efectuarse según el numeral 11.4.1. de la norma IEC61284 sobre las grapas de suspensión. Las grapas deberán probarse aplicando gradualmente una carga vertical hasta alcanzar el 80% de la carga de rotura garantizada, la cual deberá mantenerse durante un minuto. A esta altura de la prueba, la carga deberá ser reducida nuevamente a cero, las grapas deberán ser desarmadas y examinadas visualmente, y serán rechazadas en caso de presentar deformación o agrietamiento de cualquiera de sus partes. Después de este procedimiento la carga aplicada a la grapa deberá aumentarse hasta que se produzca la rotura. El valor obtenido deberá ser superior al garantizado, en caso contrario la grapa será rechazada.
15.6.2 Pruebas de diseño sobre grapas de retención y empalmes
Estas pruebas deberán ejecutarse según el numeral 11.5 de la norma IEC61284:
Pruebas eléctricas a grapas de retención y empalmes
Esta prueba deberá hacerse sobre el siguiente ensamblaje conectado en serie, con el conductor de fases especificado: Grapa de retención - Empalme - Grapa de Retención. La conexión entre cada par de elementos y entre los elementos exteriores del ensamblaje y la fuente de alimentación deberá hacerse con el conductor especificado; la longitud de conductor entre bocas de herrajes consecutivos deberá ser por lo menos de 1m. A través de este acople deberá hacerse circular la corriente de prueba, definida según la tabla 2 de la norma IEC 61284 con el conductor fases apropiado, durante un período de 8 horas continuas luego del cual deberá suspenderse el paso de la corriente durante 16 horas continuas, seguido de otro período de 8 horas de
ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 79 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
aplicación continua de la corriente. Durante éste período y a intervalos apropiados, aprobados por EMSA, deberán efectuarse medidas del incremento de temperatura en todos los herrajes y en el conductor. Además deberán tomarse las lecturas de la caída de voltaje con la máxima temperatura alcanzada en tramos que comprendan conductor y herrajes. El incremento de temperatura y la resistencia por unidad de longitud de cualquiera de los herrajes no deberán exceder en ningún caso las del conductor. Durante el desarrollo de la prueba no se admite ningún ajuste o acomodación de los herrajes. Al final de la prueba el ensamblaje deberá desarmarse y no se deberán presentar signos de calentamiento local, incineración o fusión en ningún herraje ni tampoco en los tramos de conductor de prueba.
Pruebas de resistencia mecánica a grapas de retención y empalmes Esta prueba deberá hacerse sobre un ensamblaje grapa de retención - empalme - grapa de retención, con el conductor de fases especificado. Para cada ensamblaje, se toma un tramo de aproximadamente 10 m del conductor, al cual deberá colocársele una grapa de retención en cada extremo con sus herrajes y un empalme en su punto medio, haciendo marcas con pintura a la altura de las bocas de la grapa y del empalme. Luego deberá aplicarse horizontalmente una carga equivalente al 50% de la carga de rotura del conductor y deberá marcarse de nuevo, de tal modo que se pueda detectar fácilmente el movimiento relativo de las grapas y/o del empalme con respecto al conductor. A continuación y sin ningún ajuste de las grapas, deberá aumentarse la carga gradualmente hasta alcanzar el 95% de la carga de rotura del cable, la cual deberá mantenerse durante un minuto, tiempo durante el cual no deberán ocurrir fallas de las grapas o empalmes, ni presentarse deslizamientos con respecto al cable; seguidamente deberá aumentarse la carga hasta la rotura. La longitud de la grapa y del empalme deberá ser medida antes y después del ensayo, admitiéndose un alargamiento máximo del dos por ciento (2%) con relación a la longitud inicial.
15.6.3 Pruebas de rutina
Las pruebas de rutina deberán efectuarse de acuerdo con las estipulaciones de la norma IEC-61284, numeral 6.3 y Tabla 1.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 80 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
15.6.3.1 Pruebas de aceptación
15.6.3.1.1 Pruebas de ensamble de cadenas
Una cadena de cada tipo deberá ser ensamblada completamente, para verificar su longitud, el ajuste de las partes y la movilidad y articulación entre los elementos que la componen. Para efectuar el ensamble de la cadena completa, será responsabilidad del contratista la consecución de aisladores iguales a los requeridos y en la cantidad indicada en estas especificaciones y en los planos aprobados por el Inspector.
15.6.3.1.2 Control dimensional, acabado, marcas, ajustes y articulación
Muestras de todos los elementos deberán inspeccionarse para verificar su conformidad con las especificaciones, chequeando dimensiones, marcas, tolerancias, alineamiento, ajuste, calidad de la superficie y acabado. Los elementos del suministro deberán tener un acabado compatible con el del prototipo aprobado en las pruebas de diseño.
15.6.3.1.3 Pruebas de resistencia mecánica a grapas de retención y empalmes
Esta prueba deberá hacerse, sobre ensamblajes grapa de retención -empalme grapa de retención, para cada tipo de conductor especificado. El tamaño de la muestra, es definido por el número de grapas de retención que componen el lote bajo inspección. Para cada ensamblaje se toma un tramo de aproximadamente 10 m del conductor, al cual deberá colocársele una grapa de retención en cada extremo con sus herrajes y un empalme en su punto medio, haciendo marcas con pintura a la altura de las bocas de la grapa y del empalme. A continuación y sin ningún ajuste de las grapas, deberá aumentarse la carga gradualmente hasta alcanzar el 95% de la carga de rotura del cable, la cual deberá mantenerse durante un minuto, tiempo durante el cual no deberán ocurrir fallas de las grapas o empalmes, ni presentarse deslizamientos con respecto al cable; seguidamente deberá aumentarse la carga hasta la rotura. La longitud de la grapa y del empalme deberá ser medida antes y después del ensayo, admitiéndose un alargamiento máximo del 2% con relación a la longitud inicial.
15.6.3.1.4 Pruebas de resistencia mecánica a grapas de suspensión
Las grapas de suspensión del conductor y el cable de guarda convencional deberán probarse aplicando gradualmente una carga vertical hasta alcanzar el 80% de la carga de rotura garantizada, la cual deberá mantenerse durante un minuto. A esta altura de la prueba las grapas deberán ser examinadas

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 81 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
visualmente, y serán rechazadas en caso de presentar cualquier deformación o agrietamiento. Después de este procedimiento la carga aplicada a la grapa deberá aumentarse hasta que se produzca la rotura. El valor obtenido deberá ser superior al garantizado, en caso contrario la grapa será rechazada.
15.6.3.1.5 Pruebas de resistencia mecánica a herrajes y accesorios
Muestras de todos los herrajes y accesorios de las cadenas de suspensión y retención del conductor y de los conjuntos del cable de guarda convencional, que durante su operación estén sujetos a esfuerzos, deberán ser sometidos a pruebas de resistencia a la tracción. El ensayo debe ser iniciado sometiendo los elementos bajo prueba al 60% de su carga de rotura nominal durante 1 min., debiendo estar previamente galvanizados aquellos elementos que así lo requieran. Después de ese período los elementos deben ser examinados, siendo rechazados en caso de presentar daños en el galvanizado, fallas superficiales o evidencias de deformación permanente. Son aceptables solo las deformaciones resultantes de la acomodación entre superficies de apoyo. A continuación los elementos deben ser sometidos a tracción hasta la rotura, la cual se debe presentar a valores mayores o iguales que los garantizados.
15.6.3.1.6 Pruebas de control de galvanizado
Para la determinación de la masa de zinc deberá utilizarse el método magnético, tomando 5 medidas del espesor del galvanizado sobre cada muestra. Si el promedio aritmético de una cualquiera de las muestras o solo una muestra individual incumplen, deberá realizarse una nueva prueba con un muestreo igual a dos veces el muestreo inicial. Cuando dos muestras o más no son satisfactorias, el lote completo será rechazado. Adicionalmente, cuando sea requerido, se debe realizar la prueba de Preece, como se especifica a continuación, para verificar la uniformidad de la capa de zinc de conformidad con la norma ASTM A239 y la masa de zinc por unidad de área. La capa de zinc de los especímenes de prueba deben soportar, sin que se presenten depósitos de cobre metálico, 6 baños de 1 min, en el caso de piezas con recubrimiento clase A ó B, o 4 baños de 1 min en el caso de piezas con recubrimientos clases C ó D, como se especifica en la norma ASTM A153.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 82 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
El peso de la capa de zinc deberá determinarse como se describe en la norma ASTM A90 y deberá ser igual o mayor que los valores mínimos especificados en la norma ASTM A153, para cada clase de material. El cable mensajero de los amortiguadores debe ensayarse de acuerdo con la norma ASTM A475. El cable mensajero debe soportar 6 baños de 1 min.
15.6.4 Toma de muestras y criterios de aceptación y rechazo
Por definición, un lote es un conjunto de elementos del mismo tipo, grado, clase, forma y composición, fabricados esencialmente bajo las mismas condiciones, en el mismo período de trabajo y ofrecidos para aceptación a la vez, del cual se toman las muestras para verificar su conformidad con las especificaciones.
De cada lote, el Inspector tomará muestras representativas seleccionadas al azar y las someterá a las pruebas especificadas. Para las pruebas de acabado, marcas, ajuste y dimensiones, mecánicas y de galvanizado, los criterios de aceptación y rechazo son los indicados más adelante en este mismo numeral. El muestreo deberá llevarse a cabo tomando muestras diferentes para cada prueba en la cantidad indicada a continuación.
15.6.4.1 Plan de muestreo
El número de muestras “p” para las pruebas de aceptación deberá definirse como está establecido en el numeral 4.4.2 de la norma BS-3288, tal y como se muestra a continuación:
p=2 cuando n100
p=4 cuando 101n500
p=4+(1.5*n)/(1000) cuando n>500
Donde n es el número de piezas de un mismo elemento en un lote.
En el caso de que una muestra no cumpla las pruebas de aceptación, deberá hacerse un nuevo muestreo con el doble del muestreo inicial. Si alguna de este segundo juego de muestras falla, el lote será rechazado.
16. ELEMENTOS PREFORMADOS
Los elementos preformados deberán obtenerse mediante el proceso de formación helicoidal de varillas constituidas de material similar al del cable para el cual se destinan.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 83 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
16.1 VARILLAS PREFORMADAS
Las varillas preformadas deberán ser de aluminio o de una aleación de aluminio apropiada, con los extremos redondeados y ligeramente aplanados de tal manera que se tenga una transición suave sobre el cable. Deberán marcarse en el centro con tinta indeleble para facilitar su instalación y deberán codificarse para identificar adecuadamente los cables a los cuales son aplicables
El número de varillas deberá ser adecuado para su aplicación, compatible con el cubrimiento periférico, sin separación entre las varillas del conjunto. Las puntas de los preformados deberán estar protegidas para evitar la formación de óxido en el preformado, el cable y otros elementos. El diámetro de la hélice deberá ser apropiado al diámetro del cable en el cual será aplicada. El sentido de formación de la hélice deberá ser inverso al sentido de la capa externa del cable y con un paso entre 75% y 150% de los valores límites del cable.
16.2 DOCUMENTOS PARA APROBACIÓN
Antes de iniciar la fabricación, el CONTRATISTA someterá a la revisión de emsa los siguientes documentos:
Plano mostrando la grapa en al menos dos vistas, e indicando la siguiente
información: el tipo y número de catálogo, dimensiones principales,
dimensiones del canal para el cable, carga de ruptura, todas las marcas,
peso unitario.
Descripción del proceso de manufactura y del sistema de calidad de la
planta, especificación de los materiales y certificaciones de las pruebas tipo.
Descripción del sistema de embalaje.
1.1. MARCAS Y EMBALAJE
El empaque debe proveer protección adecuada durante los procesos ordinarios de embarque, manipulación, y almacenamiento.
Cada empaque (caja o paleta) deberá estar marcado con un método que no se destruya durante el transporte ni el almacenamiento, indicando la siguiente información:
Número de orden.
Origen: Fabricante o marca registrada.
Descripción del contenido y número de catálogo.
Número de unidades incluidas en el empaque.
Peso y volumen del paquete.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 84 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
17. BALIZAS
La distancia entre esferas será de 30 m y se ubicarán de manera alternada en los cables de guarda. Si el fabricante deL OPGW recomienda no instalar balizas en dicho cable, se instalarán cada 30 m sólo en el cable de guarda convencional.
Las balizas de señalización se deben fabricar en dos mitades separadas que se ensamblen por medio de pernos. Debe estar diseñada para instalarla en los cables empleados como cable de guarda y ser de color naranja.
Las balizas deben incluir un dispositivo de sujeción al cable (grapa) por medio de pernos que impida su deslizamiento, oscilación, y rozamiento con el cable.
El canal para el cable del dispositivo de sujeción debe coincidir con el diámetro del cable de guarda y estar libre de filos y rebabas. No deben emplearse componentes no metálicos en el canal. Los filos externos deben redondearse para prevenir el efecto corona.
Las balizas deben tener un diámetro de 600 mm. Debe disponer de agujeros que permitan el drenaje del agua que se acumule en su interior.
Las balizas deben ser de vidrio, aluminio, u otro similar con pigmentación de color naranja internacional de alta estabilidad, resistente a la radiación ultravioleta.
El dispositivo de sujeción de las balizas debe construirse de aluminio fundido o aleación de aluminio conteniendo un máximo de 0,10% de Cobre. La aleación debe ser resistente a la corrosión.
Los pernos, tuercas y arandelas deben ser de aluminio o nylon.
La grapa de sujeción debe garantizar la posición de la esfera sin causar daño al cable o fatiga prematura en la superficie bajo la grapa.
La grapa debe soportar sin que ocurra desplazamiento, una fuerza en el sentido del cable de 4 kN.
La grapa debe soportar, sin que existan muestras de deformación permanente, la fuerza de grapado de los pernos.
La grapa debe soportar un torque de apriete de 180% del especificado por el fabricante para la instalación sin que ocurra rotura en ninguno de los componentes.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 85 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
17.1 PRUEBAS
El objetivo de la prueba es verificar que la grapa de sujeción de la baliza no dañe el cable. La baliza se debe instalar en un tramo de hilo de guarda adecuado aplicando en los pernos un torque de apriete de 130% el indicado por el fabricante. Se debe efectuar una inspección visual después de retirar la grapa para determinar que no existan daños o deformaciones que causen fatiga en el cable.
17.2 DOCUMENTOS PARA APROBACIÓN
Antes de iniciar la fabricación, el CONTRATISTA someterá a la revisión de EMSA los siguientes documentos:
Plano de la esfera mostrando todas las marcas, el tipo y número de catálogo, dimensiones principales, diámetro de aplicación, color, peso unitario.
Descripción del proceso de manufactura y del sistema de calidad de la planta, especificación de los materiales y certificaciones de las pruebas tipo..
17.3 MARCAS Y EMBALAJE
Cada esfera deberá estar marcada con la siguiente información:
Símbolo o marca registrada.
Tipo o número de catálogo.
El empaque debe proveer protección adecuada durante los procesos ordinarios de embarque, manipulación, y almacenamiento.
Cada empaque (caja o paleta) deberá estar marcado con un método que no se destruya durante el transporte ni el almacenamiento, indicando la siguiente información:
Número de orden.
Origen: Fabricante o marca registrada.
Descripción del contenido y número de catálogo.
Número de unidades incluidas en el empaque.
Peso y volumen del paquete.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 86 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
18. DESVIADORES DE VUELO
Los desviadores de vuelo son dispositivos instalados en el cable de guarda de una línea de transmisión para el desvío de vuelo de aves, con el propósito de disminuir el riesgo de colisión.
La instalación de los desviadores de vuelo deberá garantizar la adecuada sujeción del dispositivo al cable, evitando su desplazamiento.
El material del desviador deberá tener un desempeño óptimo durante la vida útil de la línea eléctrica.
19. AMORTIGUAMIENTO DE VIBRACIÓN
19.1 CARACTERÍSTICAS GENERALES
La efectividad de los amortiguadores deberá ser tal que garantice que las vibraciones del cable se reduzcan a un límite que no le cause daños para todo el rango de las probables frecuencias de vibración, por lo que los amortiguadores deberán mantener las vibraciones del cable (conductor o cable de guarda) por debajo de los límites definidos en normas internacionales por la IEEE o CIGRE.
19.2 ESTUDIO DE AMORTIGUAMIENTO
El CONTRATISTA deberá desarrollar un estudio de amortiguamiento completo donde deberá considerar los siguientes antecedentes:
Características del cable.
Distribución de vanos.
Tipo de las estructuras del vano (retención – suspensión, retención –
retención, suspensión – suspensión).
Distribución del tipo de terreno y vegetación en el trazado de la línea.
Tensiones normales (EDS).
Tensión sin sobrecarga a la temperatura media del mes más frío del año
(15°C)
Con base en este estudio el Fabricante realizará los cálculos necesarios para determinar el tipo, tamaño, número adecuado y localización óptima de los amortiguadores a suministrar.
La memoria de cálculo respectiva deberá ser presentada a EMSA y deberá mostrar teóricamente, las vibraciones proyectadas del cable sin amortiguamiento

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 87 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
comparadas con su comportamiento con los amortiguadores instalados. Esta propuesta deberá incluir el tipo de amortiguadores, el vano protegido por ese amortiguador y su localización adecuada de manera que optimice su eficiencia.
El Fabricante deberá realizar el estudio de amortiguadores completo, con indicación de por lo menos, los siguientes aspectos:
Determinación de las características de amortiguación del cable
Determinación de la necesidad de uso de los amortiguadores.
Determinación de las características de amortiguación del cable, usando los
amortiguadores suministrados, en función de la frecuencia de vibración.
Curva típica de respuesta de los amortiguadores suministrados, tanto en
fase como en fuerza, en función de la frecuencia de vibración.
Determinación del número, tipo y ubicación de los amortiguadores en el
cable, para los distintos rangos de longitudes de vanos de la línea, tanto
para las estructuras de suspensión como para las estructuras de anclaje.
Detalle de todos los estudios y cálculos realizados para la obtención de los
resultados del estudio de amortiguación arriba mencionado.
Manual (guía) de instalación de los amortiguadores.
19.3 CARACTERÍSTICAS TÉCNICAS
Los amortiguadores de vibración deberán ser del tipo “Stockbrigde” o de una tecnología adecuada y tener dimensiones apropiadas para instalarse directamente sobre el cable especificado.
Los amortiguadores deberán ser adecuados para amortiguar efectivamente la vibración eólica en un rango de frecuencias de 10 Hz a 100 Hz, de tal manera que los esfuerzos de flexión calculados a una distancia de 89 mm desde el último punto de contacto de la grapa de suspensión con el cable no excedan de 150 µmm/mm, pico a pico, medidos de acuerdo con el método establecido por el IEEE.
El material de los amortiguadores debe garantizar su resistencia a la corrosión atmosférica, por lo tanto todos sus elementos serán de acero inoxidable o galvanizados en caliente, según la Norma ASTM A 123. Los extremos del cable mensajero deberán contar con protección anticorrosiva.
No se aceptará que el método de ensamble entre los elementos del amortiguador sea la soldadura.
El Fabricante deberá validar el número, tipo y posicionamiento de los amortiguadores en el cable, para los distintos rangos de longitudes de vanos de la

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 88 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
línea, tanto para las estructuras de suspensión como para las estructuras de retención.
Los contrapesos de los amortiguadores deberán estar provistos de un agujero de drenaje de al menos 6mm de diámetro para evitar la acumulación de agua en su interior si es necesario. Durante su operación, los contrapesos no deberán golpear el cable ni las varillas preformadas (si las hay).
La grapa de sujeción de los amortiguadores deberá estar provista de un perno con cabeza hexagonal, y su diseño deberá facilitar su montaje y garantizar que una vez instalados, no causen daño al cable. Esta grapa de sujeción se hará de aleación de aluminio conteniendo no más de 0.10% de cobre. Deberá permitir el montaje del amortiguador sin necesidad de desarmar completamente sus partes, y su instalación y remoción “en caliente” mediante el empleo de pértigas aislantes.
Para la instalación de los amortiguadores deberá considerarse que el cable estará provisto de armaduras preformadas (armourrods).
El amortiguador deberá ser de la misma calidad y cumplir con las mismas exigencias especificadas para las grapas de suspensión de los cables de fase y el cable de guarda convencional, donde sean aplicables.
19.4 PRUEBAS
Una vez instalados los amortiguadores, EMSA realizará una verificación del estudio de amortiguamiento, tomando mediciones en el campo con equipo electrónico, de la vibración real del cable. Estas mediciones deberán demostrar que la vibración se mantiene dentro de los límites seguros, según lo especifique el fabricante del cable. Si se supera este límite el Fabricante tendrá la obligación de suministrar los amortiguadores adicionales necesarios para bajar la amplitud al nivel aceptable, sin costo adicional para EMSA.
Adicionalmente, en los amortiguadores de vibración tipo Stockbridge se realizarán las siguientes pruebas de acuerdo con la Norma IEC 61897:
Examen visual.
Verificación de dimensiones, materiales y masa.
Ensayos de corrosión.
Deslizamiento de la grapa (Clamp slip test).
Tensión de apriete del perno de la grapa (Clampbolttightening test).
Sujeción de pesos al cable mensajero.
Sujeción de la grapa al cable mensajero.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 89 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
Característica del amortiguador (Dampercharacteristic test).
Evaluación de la efectividad del amortiguador
(Dampereffectivenessevaluation).
Fatiga del amortiguador (Damper fatigue test).
El tamaño de la muestra a probar se determinará con base en el tamaño del lote fabricado empleando los siguientes criterios:
Tamaño del lote Tamaño de la muestra
1 a 100 3 unidades
101-10000 1% pero no menos de 3
Superior a 10000 0.5% pero no menos de 10
Los criterios de aceptación serán los definidos en la norma citada en cada numeral.
19.5 MARCAS Y EMBALAJE
Cada amortiguador tipo deberá estar marcado con la siguiente información:
Símbolo o marca registrada.
Tipo o número de catálogo.
Rangos de aplicación (diámetro)
La marca se hará en la fundición con letras en alto o bajo relieve.
El empaque debe proveer protección adecuada durante los procesos ordinarios de embarque, manipulación, y almacenamiento. Cada empaque (caja o paleta) deberá estar marcado con un método que no se destruya durante el transporte ni el almacenamiento, indicando la siguiente información:
Número de orden.
Origen: Fabricante o marca registrada.
Descripción del contenido y número de catálogo.
Número de unidades incluidas en el empaque.
Peso y volumen del paquete.

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 90 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
19.6 DOCUMENTOS PARA APROBACIÓN
Antes de iniciar la fabricación, el Fabricante someterá a la revisión de EMSA los siguientes documentos:
Planos mostrando la grapa en al menos dos vistas, e indicando la siguiente
información: el tipo y número de catálogo, dimensiones principales,
dimensiones del canal para el cable, carga de ruptura, todas las marcas,
peso unitario.
Descripción del sistema de embalaje.
20. SEÑALES
Las señales deberán ser fabricadas en lámina de acero de un espesor mínimo de 3mm, esmaltadas al horno o mediante otro proceso aprobado por EMSA. Todas las señales deberán colocarse por encima de los dispositivos antiescalatorios en los sitios indicados más adelante.
Los huecos requeridos para la fijación de todas las señales, deberán hacerse en todos los elementos respectivos de la estructura antes de galvanizarlos.
Todos los tornillos, tuercas, contratuercas y herrajes que se utilicen para el montaje de las señales, se deberán galvanizar en caliente según lo especificado. Las arandelas que van en contacto con las placas deberán ser de nylon, resina sintética o similar para evitar dañar el acabado de las placas.
Las torres deberán suministrarse con las señales de peligro, numeración e identificación de fases especificadas a continuación:
20.1 SEÑALES DE PELIGRO
Las señales de peligro deberán ser de 450 x 250 mm, en caracteres negros sobre un fondo amarillo, de acuerdo con artículo 11 del RETIE. Las letras deberán tener un espesor de trazo no inferior a 7 mm. Cada torre deberá tener dos de estas señales, que serán instaladas sobre el elemento horizontal del primer cierre localizado al costado izquierdo del eje vertical de la estructura, en las caras perpendiculares (anterior y posterior) de la torre.
20.2 NUMERACIÓN PARA INSPECCIÓN AÉREA
Las señales para la inspección aérea serán colocadas cada cinco estructuras, las cuales se instalarán horizontalmente por encima de la torre en la dirección de la

ESPECIFICACIONES TÉCNICAS DE SUMINISTRO Página 91 de 91
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
línea, deberán ser de 1000 x 600 mm, indicando el número de la torre en color negro sobre fondo amarillo. El trazo de los caracteres no deberá ser inferior a 60 mm y su altura no inferior a 420 mm.
20.3 NUMERACIÓN PARA INSPECCIÓN TERRESTRE
Las señales para la inspección terrestre deberán ser de 600 x 400 mm, indicando el número de la torre en color negro sobre fondo amarillo. El trazo de los caracteres no deberá ser inferior a 40 mm y su altura no inferior a 240 mm. Cada torre deberá tener dos de estas señales, que serán instaladas verticalmente en las caras perpendiculares al eje de la línea, a la altura del primer cierre de cada torre.
20.4 IDENTIFICACIÓN DE FASES
Las señales de identificación de fases, deberán ser de 200 x 200 mm y llevar en negro las letras: "A" sobre fondo rojo, "B" sobre fondo amarillo, y "C" sobre fondo azul. El trazo de los caracteres no deberá ser inferior a 20 mm. Estas señales de fases indicarán la colocación relativa de las mismas en la torre e irán instaladas sobre las caras perpendiculares al eje de la línea.

ANEXO 1
CARACTERISITICAS TÉCNICAS GARANTIZADAS

CARÁCTERÍSTICAS GARANTIZADAS ANEXO 1 - 1
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
FORMULARIO DE CARACTERISTICAS TÉCNICAS GARANTIZADAS
LÍNEA DE TRANSMSIÓN SURIA –PUERTO LÓPEZ 115 kV
ÍTEM CARACTERÍSTICA TÉCNICA UNIDAD CARACTERÍSTICAS
REQUERIDAS CARACTERÍSTICAS
OFRECIDAS
1 CONDUCTOR DE FASES ACSR 477 FLICKER
1.1
Generalidades
Fabricante
País
Tipo ACSR
Código Flicker
Calibre kCM 477
Norma fabricación del núcleo de acero galvanizado
ASTM B500
Norma de fabricación alambres de aluminio ASTM B230
1.2
Características dimensionales
Numero de hilos de aluminio 24
Numero de hilos de aluminio 7
Diámetro del conductor mm 21,49
Área de la sección recta del conductor mm2 273,11
Sentido de enrollamiento de la capa exterior del conductor
Derecho
Peso del conductor kgf/km 913,60
1.3
Características mecánicas
Tensión de rotura del conductor kgf 7784
Coeficiente de dilatación lineal del conductor 1/ºC 19,3E-06
Módulo de elasticidad del conductor Kgf/mm2 7000
1.4
Características eléctricas
Resistencia eléctrica CA del conductor a 75ºC Ω/km 0,143
Resistencia eléctrica CD del conductor a 20ºC Ω/km 0,1175
1.5
Características de acondicionamiento del conductor
Material del carrete
Peso total del carrete, incluyendo el conductor kg
Longitud por carrete km

CARÁCTERÍSTICAS GARANTIZADAS ANEXO 1 - 2
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
FORMULARIO DE CARACTERISTICAS TÉCNICAS GARANTIZADAS
LÍNEA DE TRANSMSIÓN SURIA – PUERTO LÓPEZ 115 kV
ÍTEM CARACTERÍSTICA TÉCNICA UNIDAD CARACTERÍSTICAS
REQUERIDAS CARACTERÍSTICAS
OFRECIDAS
2 CABLE DE GUARDA ALUMOWELD 7No.8 AWG
2.1
Generalidades
Fabricante
País
Tipo AW
Calibre AWG 7No.8
Norma de fabricación alambres de alumoweld (Aluminum-Clad Steel)
ASTM B-415
Norma de fabricación del conductor ASTM B-416
2.2
Características dimensionales
Numero de hilos de alumoweld (Aluminum-Clad Steel)
7
Calibre de hilo individual de alumoweld (Aluminum-Clad Steel)
AWG 8
Diámetro de hilo individual de alumoweld (Aluminum-Clad Steel)
mm 3,26
Diámetro del conductor mm 9,78
Área de la sección recta del conductor mm2 58,56
Sentido de enrollamiento de la última capa del conductor
Izquierdo
Peso unitario del conductor kg/m 0,399
2.3
Características mecánicas
Tensión de rotura del conductor kgf 7230,63
Coeficiente de dilatación lineal del conductor 1/ºC 0,001296
Módulo de elasticidad del conductor Kgf/mm2 163,2224
2.4
Características eléctricas
Resistencia eléctrica CC máxima del conductor a 20ºC
Ω/km 1,463
Coeficiente de variación de la resistencia eléctrica con la temperatura (α)
1/ºC 0,0036
Resistividad máxima hilo alumoweld (Aluminum-Clad Steel)
Ωmm2/m 0,084933
2.5
Características de acondicionamiento del conductor
Material del carrete
Peso total del carrete, incluyendo el conductor kg
Longitud por carrete km

CARÁCTERÍSTICAS GARANTIZADAS ANEXO 1 - 3
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
FORMULARIO DE CARACTERISTICAS TÉCNICAS GARANTIZADAS
LÍNEA DE TRANSMSIÓN SURIA – PUERTO LÓPEZ 115 kV
ÍTEM CARACTERÍSTICA TÉCNICA UNIDAD CARACTERÍSTICAS
REQUERIDAS CARACTERÍSTICAS
OFRECIDAS
3 CABLE DE GUARDA OPGW
3.1
Generalidades
Fabricante
País
Tipo de fibras Mono modo
Referencia MC-98/517
Norma de fabricación ITU-T G.652
3.2
Características dimensionales
Numero de fibras 12
Diámetro del cable mm 13,1
Sección total mm2 99,59
Peso unitario kg/m 0,671
3.3
Características mecánicas
Tensión de rotura kgf 7031
Coeficiente de dilatación lineal 1/ºC 1,27E-05
Módulo de elasticidad Kgf/mm2 15762
3.4
Características eléctricas
Resistencia eléctrica CD a 20ºC Ω/km 0,8745
Coeficiente de variación de la resistencia con la temperatura (α)
1/ºC 0,004
Capacidad calórica J/cm3 C 3,58
Temperatura máxima permisible C 180
I2t kA
2xseg 22 (mínimo)
3.5
Características de acondicionamiento del conductor
Material del carrete
Peso total del carrete, incluyendo el conductor kg
Longitud por carrete km

CARÁCTERÍSTICAS GARANTIZADAS ANEXO 1 - 4
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
FORMULARIO DE CARACTERISTICAS TÉCNICAS GARANTIZADAS
LÍNEA DE TRANSMSIÓN SURIA – PUERTO LÓPEZ 115 kV
ÍTEM CARACTERÍSTICA TÉCNICA UNIDAD CARACTERÍSTICAS
REQUERIDAS CARACTERÍSTICAS
OFRECIDAS
4 AISLADORES DE VIDRIO
4.1 Fabricante
4.2 País
4.3 Referencia
4.4 Tipo Suspensión
4.5 Norma IEC U120 BS
4.6 Material Vidrio
4.7 Forma de herrajes metálicos terminales
4.7.1 a) Superior Cuenca
4.7.2 b) Inferior Bola
4.8 Espaciamiento mm 146
4.9 Distancia mínima de fuga mm 295
4.10 Flameo crítico al impulso negativo kV 130

CARÁCTERÍSTICAS GARANTIZADAS ANEXO 1 - 5
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
FORMULARIO DE CARACTERISTICAS TÉCNICAS GARANTIZADAS
LÍNEA DE TRANSMSIÓN SURIA – PUERTO LÓPEZ 115 kV
ÍTEM CARACTERÍSTICA TÉCNICA UNIDAD CARACTERÍSTICAS
REQUERIDAS CARACTERÍSTICAS
OFRECIDAS
5 GRAPAS DE SUSPENSION PARA CONDUCTOR DE FASES
5.1 Fabricante
5.2 País
5.3 Referencia
5.4 Norma IEC61284
5.5 Calibre conductor ACSR 477 KCM
5.6 Tipo Free Center o similar,
antimagnética
5.7 Material Aleación de aluminio
5.8 Pureza del Aluminio % 99.5
5.9 Carga vertical de rotura, mínimo % 60
5.10 Carga de deslizamiento % 20 a 30
5.11 Ángulos de salida del conductor +/-,º
5.12 Norma de calidad aplicable ISO 9001
6 GRAPAS DE SUSPENSION PARA CABLE DE GUARDA CONVENCIONAL
6.1 Fabricante
6.2 País
6.3 Referencia
6.4 Norma IEC61284
6.5 Calibre cable de guarda AW 7#8 AWG
6.6 Tipo Free Center
6.7 Material Aleación de aluminio+
acero galvanizado
6.8 Carga vertical de rotura, mínimo % 60
6.9 Carga de deslizamiento % 20 a 30
6.10 Ángulos de salida del cable de guarda +/- º
6.11 Norma de calidad aplicable ISO 9001
7 GRAPAS DE RETENCION PARA CONDUCTOR DE FASES
7.1 Fabricante
7.2 País
7.3 Referencia
7.4 Norma IEC61284
7.5 Calibre conductor ACSR 477 KCM
7.6 Tipo Compresión con jumper
para el puente

CARÁCTERÍSTICAS GARANTIZADAS ANEXO 1 - 6
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
FORMULARIO DE CARACTERISTICAS TÉCNICAS GARANTIZADAS
LÍNEA DE TRANSMSIÓN SURIA – PUERTO LÓPEZ 115 kV
ÍTEM CARACTERÍSTICA TÉCNICA UNIDAD CARACTERÍSTICAS
REQUERIDAS CARACTERÍSTICAS
OFRECIDAS
7.7 Material Aleación de aluminio
7.8 Forma del extremo terminal En óvalo
7.9 Carga de rotura sin deslizamiento, mínimo % TUR
conductor 95
7.10 Conductividad eléctrica %IACS 61
7.11 Norma de calidad aplicable ISO 9001
8 GRAPAS DE RETENCION PARA CABLE DE GUARDA CONVENCIONAL
8.1 Fabricante
8.2 País
8.3 Referencia
8.4 Norma IEC61284
8.5 Calibre cable de guarda AW 7#8 AWG
8.6 Tipo Compresión con jumper
para el puente
8.7 Material Aleación de aluminio+
acero galvanizado
8.8 Forma del extremo terminal En óvalo
8.9 Carga de rotura sin deslizamiento, mínimo % TUR
conductor 95
8.10 Norma de calidad aplicable ISO 9001

CARÁCTERÍSTICAS GARANTIZADAS ANEXO 1 - 7
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
FORMULARIO DE CARACTERISTICAS TÉCNICAS GARANTIZADAS
LÍNEA DE TRANSMSIÓN SURIA – PUERTO LÓPEZ 115 kV
ÍTEM CARACTERÍSTICA TÉCNICA UNIDAD CARACTERÍSTICAS
REQUERIDAS CARACTERÍSTICAS
OFRECIDAS
9 EMPALMES PARA CONDUCTOR DE FASES
9.1 Fabricante
9.2 País
9.3 Referencia
9.4 Norma IEC61284
9.5 Calibre conductor ACSR 477 KCM
9.6 Tipo Compresión
9.7 Material Aleación de aluminio
9.8 Pureza del Aluminio % 99.5
9.9 Carga de rotura sin deslizamiento, mínimo % TUR
conductor 95
9.10 Norma de calidad aplicable ISO 9001
10 EMPALMES PARA CABLE DE GUARDA CONVENCIONAL
10.1 Fabricante
10.2 País
10.3 Referencia
10.4 Norma IEC61284
10.5 Calibre cable de guarda AW 7#8 AWG
10.6 Tipo Compresión
10.7 Material Aleación de aluminio +
acero galvanizado
10.8 Carga de rotura sin deslizamiento, mínimo % TUR cable
95
10.9 Norma de calidad aplicable ISO 9001
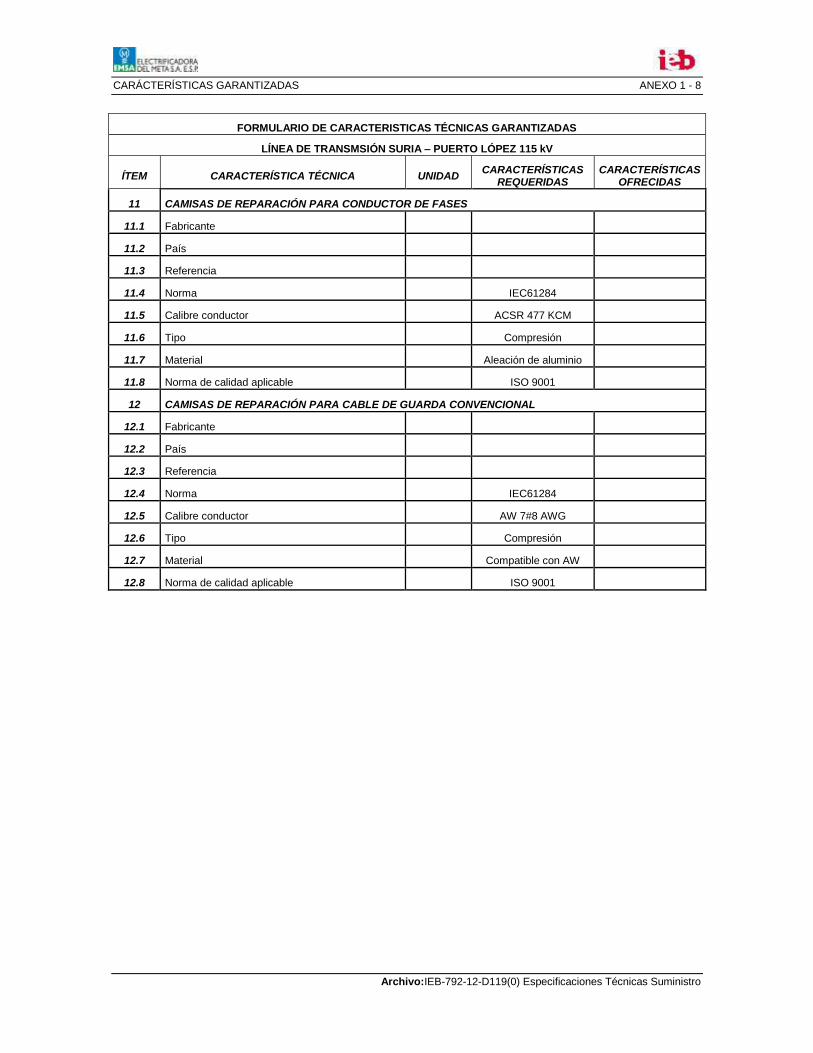
CARÁCTERÍSTICAS GARANTIZADAS ANEXO 1 - 8
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
FORMULARIO DE CARACTERISTICAS TÉCNICAS GARANTIZADAS
LÍNEA DE TRANSMSIÓN SURIA – PUERTO LÓPEZ 115 kV
ÍTEM CARACTERÍSTICA TÉCNICA UNIDAD CARACTERÍSTICAS
REQUERIDAS CARACTERÍSTICAS
OFRECIDAS
11 CAMISAS DE REPARACIÓN PARA CONDUCTOR DE FASES
11.1 Fabricante
11.2 País
11.3 Referencia
11.4 Norma IEC61284
11.5 Calibre conductor ACSR 477 KCM
11.6 Tipo Compresión
11.7 Material Aleación de aluminio
11.8 Norma de calidad aplicable ISO 9001
12 CAMISAS DE REPARACIÓN PARA CABLE DE GUARDA CONVENCIONAL
12.1 Fabricante
12.2 País
12.3 Referencia
12.4 Norma IEC61284
12.5 Calibre conductor AW 7#8 AWG
12.6 Tipo Compresión
12.7 Material Compatible con AW
12.8 Norma de calidad aplicable ISO 9001

CARÁCTERÍSTICAS GARANTIZADAS ANEXO 1 - 9
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
FORMULARIO DE CARACTERISTICAS TÉCNICAS GARANTIZADAS
LÍNEA DE TRANSMSIÓN SURIA – PUERTO LÓPEZ 115 kV
ÍTEM CARACTERÍSTICA TÉCNICA UNIDAD CARACTERÍSTICAS
REQUERIDAS CARACTERÍSTICAS
OFRECIDAS
13 VARILLAS DE BLINDAJE PARA CONDUCTOR DE FASES
13.1 Fabricante
13.2 País
13.3 Referencia
13.4 Norma IEC61284
13.5 Calibre conductor ACSR 477 KCM
13.6 Material Aleación de aluminio
13.7 Número de varillas por juego Unidad
13.8 Diámetro de cada varilla mm
13.9 Longitud mínima mm 2000
13.10 Peso Kg
13.11 Norma de calidad aplicable ISO 9001
14 VARILLAS DE BLINDAJE PARA CABLE DE GUARDA CONVENCIONAL
14.1 Fabricante
14.2 País
14.3 Referencia
14.4 Norma IEC61284
14.5 Calibre cable de guarda AW 7#8 AWG
14.6 Material Aleación de aluminio
14.7 Número de varillas por juego Unidad
14.8 Diámetro de cada varilla mm
14.9 Longitud mínima mm 1200
14.10 Peso Kg
14.11 Norma de calidad aplicable ISO 9001

CARÁCTERÍSTICAS GARANTIZADAS ANEXO 1 - 10
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
FORMULARIO DE CARACTERISTICAS TÉCNICAS GARANTIZADAS
LÍNEA DE TRANSMSIÓN SURIA – PUERTO LÓPEZ 115 kV
ÍTEM CARACTERÍSTICA TÉCNICA UNIDAD CARACTERÍSTICAS
REQUERIDAS CARACTERÍSTICAS
OFRECIDAS
15 AMORTIGUADORES PARA CONDUCTORES DE FASE
15.1 Fabricante
15.2 País
15.3 Referencia
15.4 Tipos de cable ACSR
15.5 Calibre 477 KCM
15.6 Diámetro externo mm 21,49
15.7 Tipo de amortiguador Stockbridge
15.8 Norma IEC 61897
15.9 Material de:
15.10 a) Pesas Hierro fundido o acero
15.11 b) Cable mensajero Acero Galvanizado
15.12 c) Grapa Al o Al - Fe
15.13 Tipo de grapa Pernada
15.14 Norma de Calidad Aplicable ISO 9001
16 AMORTIGUADORES PARA CABLE DE GUARDA CONVENCIONAL
16.1 Fabricante
16.2 País
16.3 Referencia
16.4 Tipos de cable Alumoweld (AW)
16.5 Calibres AW 7#8
16.6 Diámetro externo mm 9,78
16.7 Tipo de amortiguador Stockbridge
16.8 Norma IEC 61897
16.9 Material de:
16.10 a) Pesas Hierro fundido o acero
16.11 b) Cable mensajero Acero Galvanizado
16.12 c) Grapa Al o Al - Fe
16.13 Tipo de grapa Pernada
16.14 Norma de Calidad Aplicable ISO 9001

CARÁCTERÍSTICAS GARANTIZADAS ANEXO 1 - 11
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
FORMULARIO DE CARACTERISTICAS TÉCNICAS GARANTIZADAS
LÍNEA DE TRANSMSIÓN SURIA – PUERTO LÓPEZ 115 kV
ÍTEM CARACTERÍSTICA TÉCNICA UNIDAD CARACTERÍSTICAS
REQUERIDAS CARACTERÍSTICAS
OFRECIDAS
17 Varillas de acero galvanizado para puesta a tierra
17.1 Fabricante
17.2 País
17.3 Referencia
17.4 Catálogo de fabricación
17.5 Longitud mínima m 2.4
17.6 Diámetro mínimo mm 25
17.7 Recubrimiento g/m2 915
17.8 Norma de Calidad Aplicable ASTM A153

CARÁCTERÍSTICAS GARANTIZADAS ANEXO 1 - 12
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
FORMULARIO DE CARACTERISTICAS TÉCNICAS GARANTIZADAS
LÍNEA DE TRANSMSIÓN SURIA – PUERTO LÓPEZ 115 kV
ÍTEM CARACTERÍSTICA TÉCNICA UNIDAD CARACTERÍSTICAS
REQUERIDAS CARACTERÍSTICAS
OFRECIDAS
18 Conectores unifilares para materiales de acero para puesta a tierra
18.1 Fabricante
18.2 País
18.3 Referencia
18.4 Catálogo de fabricación
18.5 Norma de Calidad Aplicable ISO-9000
19 Conectores bifilares para materiales de acero para puesta a tierra
19.1 Fabricante
19.2 País
19.3 Referencia
19.4 Catálogo de fabricación
19.5 Norma de Calidad Aplicable ISO-9000

CARÁCTERÍSTICAS GARANTIZADAS ANEXO 1 - 13
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
FORMULARIO DE CARACTERISTICAS TÉCNICAS GARANTIZADAS
LÍNEA DE TRANSMSIÓN SURIA – PUERTO LÓPEZ 115 kV
ÍTEM CARACTERÍSTICA TÉCNICA UNIDAD CARACTERÍSTICAS
REQUERIDAS CARACTERÍSTICAS
OFRECIDAS
20 Cable de acero galvanizado para puesta a tierra
20.1 Fabricante
20.2 País
20.3 Referencia
20.4 Norma de fabricación ASTM A475
20.5 Calibre AWG 7/16”
20.6 Norma de Calidad Aplicable ISO-9000

CARÁCTERÍSTICAS GARANTIZADAS ANEXO 1 - 14
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
FORMULARIO DE CARACTERISTICAS TÉCNICAS GARANTIZADAS
LÍNEA DE TRANSMSIÓN SURIA – PUERTO LÓPEZ 115 kV
ÍTEM CARACTERÍSTICA TÉCNICA UNIDAD CARACTERÍSTICAS
REQUERIDAS CARACTERÍSTICAS
OFRECIDAS
21 ESTRUCTURAS METÁLICAS
21.1 GENERALIDADES
21.1.1 Fabricante
21.1.2 País
21.1.3 Pruebas mecánicas ASTM A370
21.1.4 Dimensiones generales mm
21.2 PERFILES
21.2.1 Acero de resistencia normal
21.2.2 Fabricante
21.2.3 País
21.2.4 Norma aplicable ASTM A36
21.2.5 Acero de alta resistencia
21.2.6 Fabricante
21.2.7 País
21.2.8 Norma aplicable ASTM A572 Grado 50
21.3 TORNILLOS
21.3.1 Fabricante
21.3.2 País
21.3.3 Norma aplicable ASTM A394
21.4 PERNOS DE ESCALERA
21.4.1 Fabricante
21.4.2 País
21.4.3 Norma ASTM A394
21.5 TUERCAS
21.5.1 Fabricante
21.5.2 País
21.5.3 Norma ASTM A563
21.6 GALVANIZADO
21.6.1 Fabricante
21.6.2 País
21.6.3 Normas aplicables ASTM A123, A143,
A153
21.6.4 Norma de calidad ISO-9001
21.6.5 Recubrimiento mínimo garantizado mm 0.143 micrones (1 g/m²)
21.7 DICROMATO DE ZINC
21.7.1 Norma para prueba de zinc ASTM B6
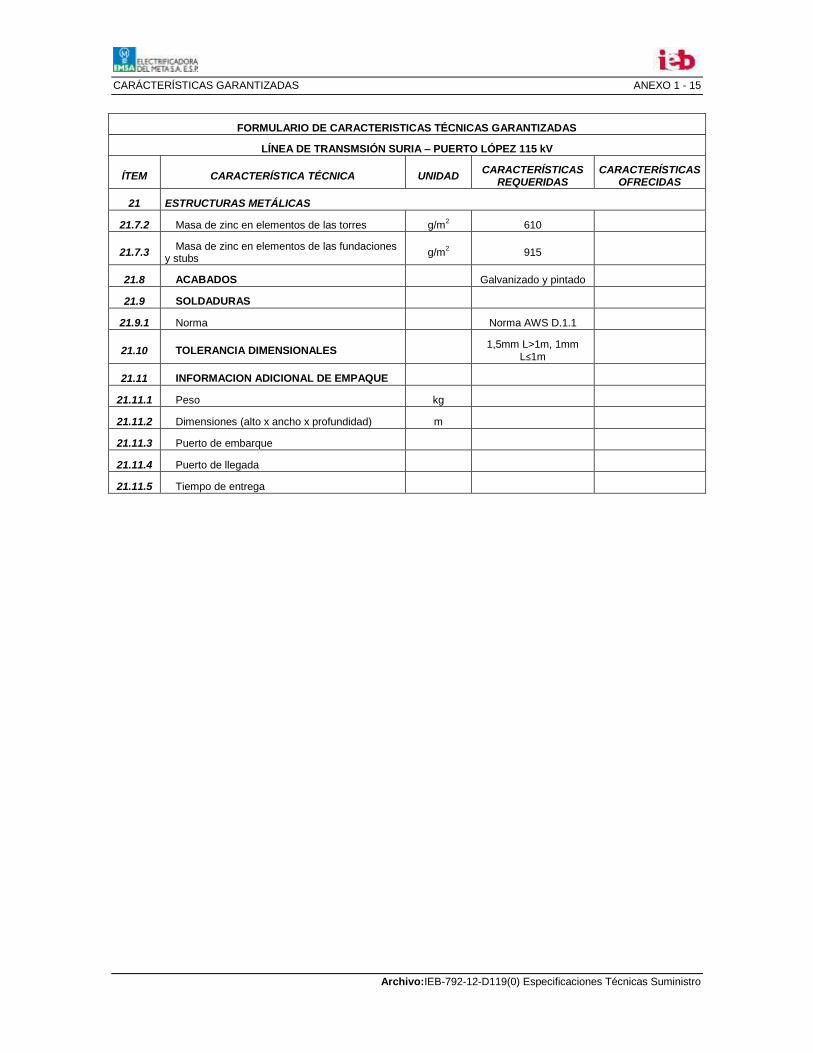
CARÁCTERÍSTICAS GARANTIZADAS ANEXO 1 - 15
Archivo:IEB-792-12-D119(0) Especificaciones Técnicas Suministro
FORMULARIO DE CARACTERISTICAS TÉCNICAS GARANTIZADAS
LÍNEA DE TRANSMSIÓN SURIA – PUERTO LÓPEZ 115 kV
ÍTEM CARACTERÍSTICA TÉCNICA UNIDAD CARACTERÍSTICAS
REQUERIDAS CARACTERÍSTICAS
OFRECIDAS
21 ESTRUCTURAS METÁLICAS
21.7.2 Masa de zinc en elementos de las torres g/m2 610
21.7.3 Masa de zinc en elementos de las fundaciones
y stubs g/m
2 915
21.8 ACABADOS Galvanizado y pintado
21.9 SOLDADURAS
21.9.1 Norma Norma AWS D.1.1
21.10 TOLERANCIA DIMENSIONALES 1,5mm L>1m, 1mm
L≤1m
21.11 INFORMACION ADICIONAL DE EMPAQUE
21.11.1 Peso kg
21.11.2 Dimensiones (alto x ancho x profundidad) m
21.11.3 Puerto de embarque
21.11.4 Puerto de llegada
21.11.5 Tiempo de entrega