conclusions grup de treball creatiu … · que el acer es bàsicament amb xarxes prefabricades que...
TRANSCRIPT
GRUP DE TREBALL CREATIU SOBRE ESTRUCTURES
InnoCons, juliol 2009
2
CAMBRA OFICIAL DE CONTRACTISTES D’OBRES DE CATALUNYA
PEL CANVI INNOVADOR A LA CONSTRUCCIO Cap a una nova manera de construir
GRUP D’ESTRUCTURES
Abans de començar a descriure els treballs desenvolupats per aquest grup, interessa fer paleses una sèrie de observacions aportades per el Sr. Alfonso Fuertes, que ens han fet reflexionar molt i en certa manera, per la seva lògica i pes específic, s’han de posar a mode de preàmbul:
- Es parla molt d’industrialització i, sobre tot, de prefabricats. No és la mateixa cosa.
- Industrialitzar és pensar i treballar com es pensa a la resta de la indústria. Les característiques especials del sector, amb participació de tantes parts amb interessos diferents, han propiciat que no hi hagi una necessitat de racionalitzar molt.
- D’una part hem de pensar que el valor del terreny i altres afegits al cost de la construcció són tals que el valor popi de la construcció es mou en nivells del 10 al 15% del preu de venda. ( aquí afegeixo que la fonamentació i l’estructura representen el 33% d’aquest valor en edificació d’habitatges o de equipaments privats. S’ha de tenir en compte que a l’obra de promoció pública pot tenir més influència el cost de la construcció pròpiament dita).
- Els conceptes de la creativitat arquitectònica fan que qualsevol solució més o menys seriada no aporti interès als projectistes, ja que aquella creativitat quedarà diluïda per la aplicació de solucions industrials.
- El preu de la mà d’obra fa que les solucions tradicionals encara siguin més rendibles que les solucions més industrials, perquè, en contra del que es creu habitualment, resulten més cares i requereixen inversions importants. Les solucions més industrialitzades potser ara tindran més camp a causa de la demanda de més qualitat.
- Front tot això, és difícil que la indústria pugui fer inversions per col•locar en el mercat productes més o menys seriats.
- No hi haurà innovació si no s’uneixen totes les voluntats; promotors, projectistes, contractistes i industrials.
- D’altra part, no hem d’inventar molt. Hi ha coses utilitzades a Europa fa més de 30 anys que aquí no s’han introduït encara.
Amb aquests paràmetres s’han anat desenvolupant les sessions, amb tota una sèrie d’aportacions tècniques que, encara que sigui anar repetint aquest preàmbul, serveixen per fer reflexions de futur.
Estem construint com fa més de 30 anys. El sector de les estructures, tret de les obres molt significatives o de disseny, s’ha anat movent amb els mateixos paràmetres:
3
1.- Les estructures d’obra de fàbrica o jàsseres planes amb forjats unidireccionals de bigueta i revoltó tenen encara la seva utilització en projectes i zones molt concretes. Pensem en habitatges unifamiliars o en construcció en zones on l’equipament dels constructors i la inèrcia fan molt difícil assolir els canvis.
2.- Estructures reticulars o bidireccionals per habitatges.
3.- Estructures prefabricades per a naus industrials, edificis comercials, d’oficines, aparcaments, etc.. Aquí hi incloem les plaques alveolars com a sistema de forjat prefabricat encara que a l’obra requereixin la xapa de compressió.
4.- Dins de la mateixa tipologia, però més innovadores es troben:
- Llosses massisses de formigó armat. - Forjat tipus “sandwich” per a grans llums i càrregues. - Prelloses.
Són estructures més “racionals”. Les primeres, lloses massisses, perquè només hi intervenen dos tipus de materials, acer i formigó, i amb l’avantatge que el acer es bàsicament amb xarxes prefabricades que només necessiten col•locar els reforços en obra. Les prelloses també aporten un cert grau de industrialització, centrat en la posta en obra, moltes vegades acompanyades de jàsseres prefabricades i amb baix percentatge d’encofrats. Aquí sí que cal un esforç d’industrialització, amb un important component de suport tècnic de recerca i desenvolupament al darrera.
5.- Lloses posttesades. Continuem amb la mateixa tipologia externa, però realment és un pas important quant a reducció de materials i velocitat d’execució amb el consegüent benefici mediambiental i de sostenibilitat.
6.- Estructures metàl•liques. És un apartat molt important i opinem que requereix un tractament monogràfic. De tota manera, cal tenir en compte molts factors:
- A l’Europa desenvolupada, aquesta tipologia estructural es situa al voltant del 55/60% mentre que aquí no excedim del 20%
- Permet un alt grau d’industrialització. - Estudis d’especejament i nusos indicant zones soldades i zones
cargolades. - Control de soldadures a taller amb tota fiabilitat. - Muntatge cargolat a obra amb perfecte control d’execució. - Estudi de solucions modulars capaces de ser transportades a obra per
mitjans normals (amples de 2,40 m i alçades de 3,00 m). - Possibilitat d’incorporar tan a façanes com acabats interiors en el
mòdul. - Possibilitat d’incorporar forjat de xapa nervada col•laborant. - Menor rigidesa de projecte que amb solucions de formigó armat.
4
L’evolució d’aquestes tipologies estructurals, preferentment les que es refereixen a formigó armat, han anat evolucionant amb uns criteris d’estalvi i de sostenibilitat. Així doncs, podem parlar que, en la relació llum/cantell forjat, s’aconsegueixen estalvis de més del 30% des del clàssic unidireccional fins a les lloses posttesades.
Anem a un primer capítol molt debatut. La prefabricació versus la industrialització.
Es cert que els prefabricadors han fet un gran esforç quant a millores de producció. Però han innovat poc. Seguim amb els mateixos models i seccions que fa temps, avançant en la fabricació, molt més controlada i amb millores quant al muntatge. S’ha d’apostar més en I+D.
Que ens trobem? Grans exigències en els controls de fabricació ( materials i processos) i també en el muntatge. Documents de control i marcatges CE, però hi manca una Oficina Técnica al darrera amb capacitat d’innovació.
La prefabricació, molt necessària a la construcció, continua sent la prefabricació tal com s’entén. Fabricar-ho a les empreses i muntar-ho a l’obra.
El que es proposa és la industrialització. És a dir, com una cadena de muntatge, on es puguin unir tots els elements possibles i, al portar-ho a obra, només representi un màxim del 5-10% del cost total. La qualitat ja ve definida abans. Tots els controls de materials es realitzen al lloc d’origen; els controls d’execució a fàbrica, de manera que el muntatge, encara que necessiti validació, sigui purament formal.
Això pot comportar també pensar en la fonamentació. S’estan fent intents, però aquí sí que la barrera és més important. Cada terreny és diferent, i, encara que pensant en industrialització s’arribaria a uns estats de càrrega més o menys estandarditzats, també hi ha molts factors que influirien. El que sí que es pot estudiar són els lliuraments de pilars a fonaments, on ja es va abandonant els sistema de calzes per anar a solucions mes tècniques tipus PEIKKO o similar.
Un altre apartat a tenir en compte en aquest capítol de fonamentacions, és la importància que tenen actualment les noves tècniques de millora de terrenys, ja sigui mitjançant jet-grouting, columnes de grava,... que aporten una tecnologia capdavantera que es mira amb molt recel. Però aquesta innovació hi és i no podem tancar els ulls, hem de estar oberts a qualsevol millora i que les empreses especialitzades aportin les seves investigacions, assaigs i el recolzament necessari per anar avançant.
Entrem ara a analitzar la postura del promotor. Generalment és molt clàssic, busca més sistemes tradicionals molt experimentats i que en principi li suposen un menor cost. Però s’ha d’intentar que canviï el seu punt de vista. I això només s’assoleix amb la implicació de tots, començant pels departaments de R+D de les empreses i dels consultors d’estructures. S’ha d’estudiar solucions que, encara que
5
comportin uns costos similars, garanteixin un control de qualitat òptim i es guanyi temps d’execució.
També aquí demanem la implicació de les Administracions. Haurien de ser el motor amb les obres pròpies, la que doni impuls perquè els nous sistemes, la industrialització aportin uns avantatges tant de terminis com econòmics perquè la iniciativa privada s’hi enganxi.
El repte és que arquitectes, consultors d’estructures i oficines tècniques de prefabricats de formigó i/o estructuristes metàl•lics, comencin a treballar junts des del projecte bàsic. És en aquesta etapa on tot ha d’estar el màxim definit. No només en la solució de fonaments i estructura, que formen part d’aquest document, sinó que s’han d’incorporar acabats, principalment de sostres, façanes i paviments i sempre pensant en una industrialització màxima, és a dir, que s’incloguin particions interiors, fusteria, instal•lacions, etc.
Les empreses de prefabricats, estructures metàl•liques, nous materials, etc tindrien que posar a disposició dels equips tècnics redactors del projecte a interlocutors vàlids per anar resolent problemes des de l’inici.
El fet que projecte, constructora i industrials vagin de la mà des de l’inici del projecte és una de les garanties de qualitat d’aquest. L’aportació del projectista i el seu equip amb la implicació de la constructora i els industrials portaran a una reducció de temps i costos que ajudaran a optimitzar l’obra.
Tots els canvis que es produeixin en el dia a dia al llarg de l’obra haurien de restar reflectits documentalment, contràriament amb el succeeix en un AS-BUILT, que moltes vegades no reflexa les decisions preses a obra. El qui projecta l’obra també hauria de dirigir-la, també qui ha projectat i calculat la fonamentació i estructura o les instal·lacions. Els projectistes són els més capacitats per dirigir l’obra, perquè porten l’obra al cap i saben fins quin punt poden admetre’s petits canvis o variacions i la manera d’executar-los.
Un pas més i unes incògnites que es van plantejant, pensant ara en formigó.
- És possible una prefabricació mes lleugera i resoldre el nusos a obra? Això es planteja perquè les solucions isostàtiques- articulades, van en contra de qualsevol criteri d’estalvi i de sostenibilitat.
- Amb els materials actuals, i sobretot amb el formigó autocompactable, no som capaços de fer un pilar amb les armadures necessàries per fer un nus rígid o semi-rígid amb les jàsseres que arribin fabricades a obra?
- Es poden estudiar sistemes de forjats tipus prellosa que resolguin industrialment els sostres?
Tot això s’ha d’anar investigant, paral•lelament als materials innovadors i les solucions tècniques. Hi ha un camp obert que està molt parat. D’acord que es necessita inversió, tan en temps com en models de prova. Però és quelcom que s’ha de fer. Repetim que hem d’abandonar sistemes d’ús molt generalitzat, que ja fa molts anys que s’estan emprant i que la pròpia inèrcia fa que encara siguin vigents. No és bo continuar per aquest camí.
6
Aquests apartats porten al darrera d’una sèrie de investigacions que es fan, però sense cap esperit unitari. Les Universitats s’han d’implicar més en tot el que investiguen; s’ha de treballar més amb empreses i equips de projecte, buscant materials i solucions òptimes que resolguin problemes. No poden viure separats. La Administració i concretament, tant el Departament d’Indústria com el de Universitats, haurien de liderar aquesta manera de treballar. S’evitaria, en primer lloc, duplicitat d’investigacions sobre un mateix tema i després un canal únic de contacte amb les empreses del sector per canalitzar els avanços.
També manquen cursos de formació per a tècnics i operaris. El diàleg entre direcció i obra, i d’aquesta amb els industrials, hauria de ser molt fluïd i entenedor. I per això manca formació, cadascú dins el seu nivell, però formació, cursos i reciclatge. Es un repte ambiciós, però és el futur.
Reflexions
Pensem que s’han obert molts fronts d’actuació. S’han posat damunt la taula una sèrie de consideracions de millora, que segurament tots portàvem al cap, però sense un fòrum capaç de dinamitzar-ho. Aquí s’ha aconseguit prendre consciència de la necessitat d’emprendre un camí diferent i, a més, s’ha reflexionat sobre idees viables que es poden portar a la pràctica.
La varietat dels components de la Comissió ha permès que cada sector implicat en el tema de les estructures aportés el seu punt de vista.
I amb totes aquestes aportacions han quedat dues idees molt clares:
1. Necessitat de fer arribar a les Companyies d’Assegurances que s’avinguin a respectar i aprovar les innovacions sempre que vinguin avalades per informes tècnics de reconeguda vàlua.
2. Fer un primer avanç de les conclusions de caire tècnic que s’han de tenir en compte, tant de materials com de sistemes.
Adjuntem a aquest document una sèrie de notes tècniques que reflecteixen tan les consideracions apuntades com les innovacions que es necessiten:
- Industrialització - GRC lligat amb façanes - Formigons d’alta resistència. Ductal - Formigons alleugerats - Formigons autocompactants - Prelloses - Forjats tipus sandwich. - Forjats de xapa nervada col•laborant. - Lloses posttesades - Micro pilons per obra i per rehabilitació - Pilots prefabricats - Estructures prefabricades - Estructures industrialitzades
7
També i per altra part, donem una sèrie de sistemes i productes ja al mercat i que ajudaran a un futur desenvolupament de cada sector:
- Estructures modulars - Escales prefabricades - Solucions varies:
Deltabeam Peikko Shearail Junts de dilatació tipus CRET Stabox
- Encofrats. Sistemes. Taules d’encofrat - Revoltons i totxo a partir de paper reciclat
I com a tema més important, tota la Comissió està d’acord en que la feina feta fins ara no pot quedar aquí. S’ha fet la feina d’anar posant sobre la taula una sèrie de idees pel camí innovador de les estructures, i hem copsat que es necessita molt més. Per arribar a fons en tots els temes plantejats, es necessita realitzar diversos treballs de caràcter monogràfic amb l’ajut dels especialistes de les empreses i un becari ajudant.
Hem pensat en sis grups:
- Fonamentacions. Noves tècniques i millora de terrenys. - Industrialització en estructures de formigó armat. - Industrialització en estructures metàl•liques. - Rehabilitació. - Nous materials. Aplicacions específiques i anàlisi de cadascun. - Relacions amb OCT’s, Assegurances, Administració, … centrades
sempre en temes estructurals.
Està en l’ànim de tots continuar la feina començada i creiem que ha de continuar.
Un agraïment a tots els membres de la Comissió, per les hores invertides i per les aportacions fetes.
Al Alfonso Fuertes, per la seva visió generalista, la experiència i el impuls que vol donar a la industrialització des de fa més de 25 anys. Als consultors d’estructures, Robert Brufau, David García i Carles Romea molt rigorosos en el càlcul, molt implicats en la docència i molt oberts a les novetats que van sortint.
Antoni Cañellas, expert en temes de construcció i també un enamorat de la prefabricació i industrialització des de fa molt temps. El pragmatisme d’en Joan Ardévol ocupat i preocupat per tot el que siguin millores generals i concretes de posada en obra. La visió amplia i de futur d’en Jaume de Oleza.
8
La feina constructiva de Josep Pugibet, amb un component de OCT, present a títol individual, però molt més proper a la “gent de projecte i obra” i gran defensor de les novetats. Sergi Carrascón , amb totes les aportacions fetes en el apartat de nous materials i el camí investigador que pregona. La visió molt constructiva de Josep Mª Solé, que en representació dels promotors, està molt obert a recollir i recomanar sistemes d’avantguarda. A en Jordi García sempre un pas endavant en temes de encofrats i optimitzacions dels mateixos.
Als representants dels prefabricadors, Jordi Bergadá, Jordi Pont i Miquel Pujol, que han escoltat de primera mà totes les avantatges dels seus productes, a la vegada que s’ha fet palesa la necessita que tenen d’ampliar i millorar els seu I+D.
També vull agrair la presencia d’en Josep Manel Marí en representació de la CCOC, sempre disposat a col•laborar i del becari, Joan Fernández que ha anat recollint tot el que es debatia i ho posava en ordre.
Finalment la presencia puntual del Santiago Sardá, sempre al darrera de qualsevol iniciativa relacionada amb el coneixement, i sempre impulsant tot el que d’innovador pugui sortir. És el catalitzador de la nostre feina.
I en Rafael Romero, verdadera ànima d’aquest ambiciós projecte que acaba de començar.
Participants al Grup de Treball Creatiu d’Estructures
Antoni Massagué, ACE- Coordinador
Juan Fernández- Relator
Alfonso Fuertes
Josep Pugibet
Santiago Sardà
David Garcia, BIS ARQUITECTES
Robert Brufau, BOMA
Jaume de Oleza, CONSORCI BARCELONA ZONA FRANCA
Antoni Cañellas, CONSTRUCCIONES DECO
Jordi Garcia, ENCOFRATS J. ALSINA
Jordi Bergadà, Jordi Pont, HORMIPRESA

9
Sergio Carrascón, INSTITUTO ESPAÑOL CEMENTO
Joan Ardévol, J/T ARDEVOL I ASSOCIATS
Jesús Jiménez, NB-35
Carles Romea, PAMIAS
Miquel Pujol, PREFABRICATS PUJOL
Josep-Maria Solé, VERTIX
Josep-Manel Marí, CCOC
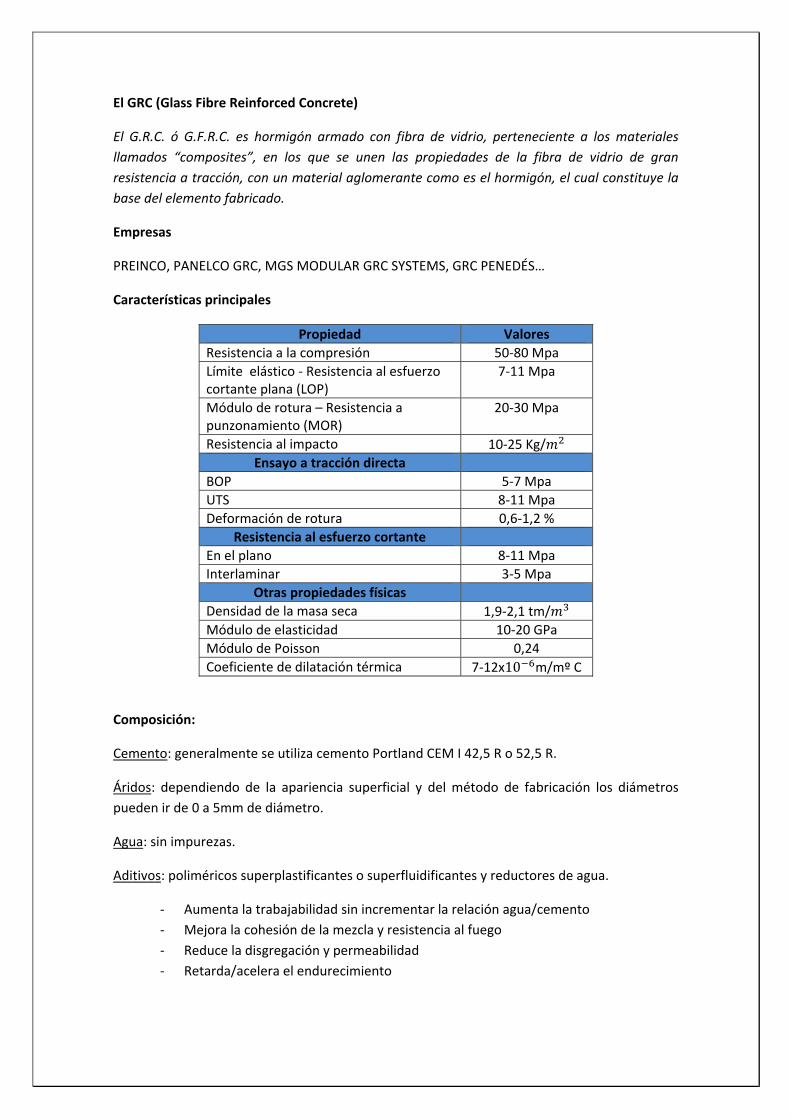
El GRC (Glass Fibre Reinforced Concrete)
El G.R.C. ó G.F.R.C. es hormigón armado con fibra de vidrio, perteneciente a los materiales llamados “composites”, en los que se unen las propiedades de la fibra de vidrio de gran resistencia a tracción, con un material aglomerante como es el hormigón, el cual constituye la base del elemento fabricado.
Empresas
PREINCO, PANELCO GRC, MGS MODULAR GRC SYSTEMS, GRC PENEDÉS…
Características principales
Propiedad Valores Resistencia a la compresión 50‐80 Mpa Límite elástico ‐ Resistencia al esfuerzo cortante plana (LOP)
7‐11 Mpa
Módulo de rotura – Resistencia a punzonamiento (MOR)
20‐30 Mpa
Resistencia al impacto 10‐25 Kg/ Ensayo a tracción directa
BOP 5‐7 Mpa UTS 8‐11 Mpa Deformación de rotura 0,6‐1,2 %
Resistencia al esfuerzo cortante En el plano 8‐11 Mpa Interlaminar 3‐5 Mpa
Otras propiedades físicas Densidad de la masa seca 1,9‐2,1 tm/ Módulo de elasticidad 10‐20 GPa Módulo de Poisson 0,24 Coeficiente de dilatación térmica 7‐12x10 m/mº C
Composición:
Cemento: generalmente se utiliza cemento Portland CEM I 42,5 R o 52,5 R.
Áridos: dependiendo de la apariencia superficial y del método de fabricación los diámetros pueden ir de 0 a 5mm de diámetro.
Agua: sin impurezas.
Aditivos: poliméricos superplastificantes o superfluidificantes y reductores de agua.
‐ Aumenta la trabajabilidad sin incrementar la relación agua/cemento ‐ Mejora la cohesión de la mezcla y resistencia al fuego ‐ Reduce la disgregación y permeabilidad ‐ Retarda/acelera el endurecimiento

Fibra de vidrio: fibras de vidrio alcalino‐resistentes en proporción entre el 3‐5% sobre el peso total del compuesto. Su longitud como refuerzo varía entre 12‐35 mm (12 mm si se usa el método premix de manufactura y 30‐35 mm con el método de proyección simultánea).
Pigmentos.
Ventajas:
Versátil y moldeable: se pueden producir detalles y acabados superficiales de todo tipo.
Gran resistencia a la compresión, flexión e impacto.
Económico: ahorro en montaje, transporte e instalación.
Bajo peso.
Impermeable al agua.
Aislante acústico (un panel de 10 mm y masa 10 kg/m2 para un rango 100‐3150 Hz ofrece una reducción sonora promedio de 30 dB) y térmico.
Ignífugo M‐0.
No le afecta la corrosión u oxidación.
Inconvenientes:
Es necesaria una apurada compactación para no tener una densidad de 1,6 t/m3, lo cual tendría repercusiones en su durabilidad, absorción y prestaciones mecánicas.
Existe una retracción de 1 mm/m.
Uso habitual:
Paneles de fachada.
‐ Panel lámina simple (placa de 8 a 12 mm de espesor consiguiendo piezas de entre 0,7 y 1,1 m2, cuyo peso estará entre 16 y 24 kg/m2).
‐ Panel lámina rebordeado (reborde de GRC y entre 5 y 14 cm. Recomendado para paneles cuyas dimensiones no superen los 2 m2. Su peso estará entre 20 y 27 kg/m2).
‐ Panel lámina perfilada (permite superficies de hasta 2,5 m2 con un peso de 27 kg/m2.
‐ Lámina rigidizada nervada (panel con una placa rigidizada mediante nervios conformándolos mediante núcleos de poliestireno expandido preparados con la forma y dimensiones y posterior cobertura por proyectación de GRC. Se alcanzan piezas de 6 m2 y 36 kg/m2).
‐ Celosía. ‐ Panel sándwich (colocación de bloques del material aislante dentro del panel
dejando espacio para proyectar rigidizadores de 10 a 25 mm de GRC entre cada
bloque. Piezas de hasta 6 m2 y nervaduras por parte anterior y posterior pero sin sobrepasar los 50 kg/m2).
‐ Panel skin+stud frame (conjunto definido por la piel de GRC conectada mediante ganchos de acero galvanizado a una estructura tubular de acero galvanizado o cincado que se ancla a la estructura principal).
Cerramientos.
Pantallas antiruido y piezas estandarizadas para la construcción.
Bibliografía:
- http://www.panelcogrc.es/
- GRC y Hormigón Arquitectónico, Francisco Javier Regás - Juan Carlos Bolaños, Encuadernaciones Mármol S.L., 2007.
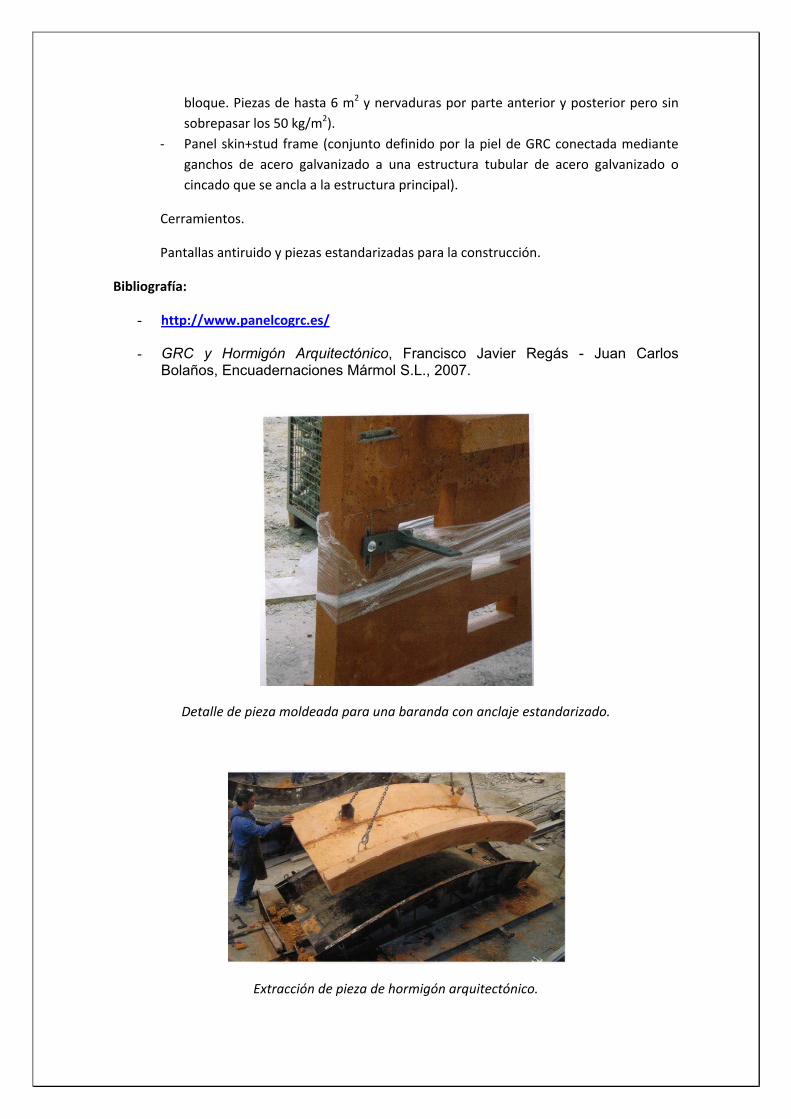
Detalle de pieza moldeada para una baranda con anclaje estandarizado.
Extracción de pieza de hormigón arquitectónico.

Fachada moldeada en obra con hormigón arquitectónico.
Panel texturizado por chorro de granalla sobre una máscara que protege la superficie de salida del molde.
Hormigón Ductal
El Ductal es un hormigón dúctil que combina gran resistencia, con flexibilidad, manejabilidad y valor estético.
Ventajas
‐ Se trata de un hormigón armado con fibras metálicas resistentes a todo tipo de agresiones de origen externo, como la abrasión, la carbonatación, la contaminación, la corrosión, los impactos, los rasguños, características que lo hacen comparable al granito.
‐ Los agregados presentes en la mezcla son muy finos, lo que permite gran fluidez y manejabilidad, permitiendo por ejemplo, gravar texturas de gran detalle en el encofrado que luego quedan plasmadas en la superficie añadiendo valor estético.
‐ Tiene una resistencia entre seis a ocho veces superior a la del hormigón convencional, posee gran ductilidad y gran flexibilidad.
‐ El Hormigón Ductal es un hormigón amigable con el ambiente ya que es denominado un hormigón sostenible, sus propiedades térmicas una vez puesto en obra contribuyen a la reducción del consumo energético de los edificios y durante el proceso de fabricación se requieren menos recursos naturales y energía que otros hormigones comunes, lo que se traduce en menor cantidad de emisiones de CO2 y menor gasto de energía.
‐ En términos generales Ductal presenta una alta resistencia a la compresión de 200 Mpa y a la flexión de 40 Mpa.
‐ En cuestiones de durabilidad es altamente resistente a heladas, aguas saladas y sulfatos.
‐ Altas calidades y gran potencial estético. Gran rango de formas, colores y texturas.
Empresas
LAFARGE
Investigaciones UPC, ECCP Antonio Aguado de Cea.
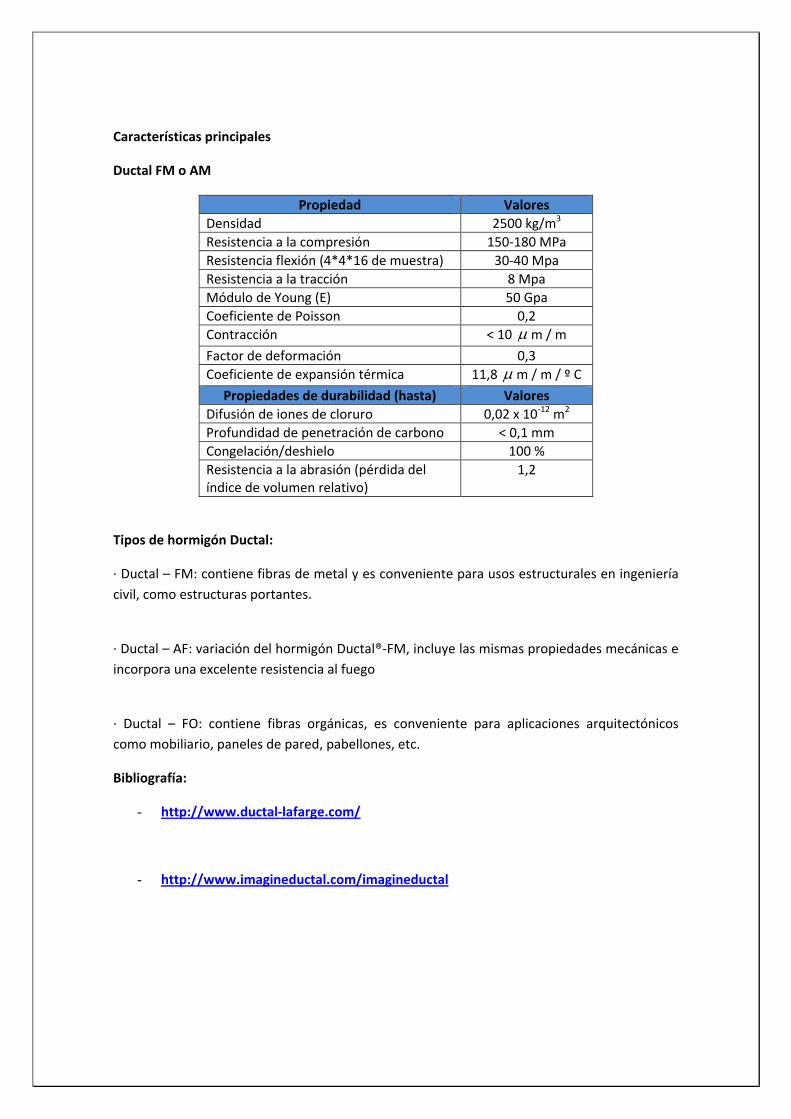
Características principales
Ductal FM o AM
Propiedad Valores Densidad 2500 kg/m3
Resistencia a la compresión 150‐180 MPa Resistencia flexión (4*4*16 de muestra) 30‐40 Mpa Resistencia a la tracción 8 Mpa Módulo de Young (E) 50 Gpa Coeficiente de Poisson 0,2 Contracción < 10 µ m / m
Factor de deformación 0,3 Coeficiente de expansión térmica 11,8 µ m / m / º C
Propiedades de durabilidad (hasta) Valores Difusión de iones de cloruro 0,02 x 10‐12 m2
Profundidad de penetración de carbono < 0,1 mm Congelación/deshielo 100 % Resistencia a la abrasión (pérdida del índice de volumen relativo)
1,2
Tipos de hormigón Ductal:
· Ductal – FM: contiene fibras de metal y es conveniente para usos estructurales en ingeniería civil, como estructuras portantes.
· Ductal – AF: variación del hormigón Ductal®‐FM, incluye las mismas propiedades mecánicas e incorpora una excelente resistencia al fuego
· Ductal – FO: contiene fibras orgánicas, es conveniente para aplicaciones arquitectónicos como mobiliario, paneles de pared, pabellones, etc.
Bibliografía:
- http://www.ductal‐lafarge.com/
- http://www.imagineductal.com/imagineductal

Perfil Ductal.
Colocación del puente Wapello County Mars Hill Bridge.
Paneles arquitectónicos funcionales.
Footbridge of Peace en Seúl.

Hormigones aligerados
El hormigón ligero es un hormigón de baja densidad, obtenido generalmente por medio de mezcla común de agua + cemento + partículas ligeradoras + aditivos, esta mezcla logra obtener un hormigón de poco peso, económico y con grandes propiedades termo acústicas. El Hormigón Ligero Estructural puede utilizarse para fabricar cualquier elemento de hormigón, en masa o armado, in situ o prefabricado y, en general, cualquier tipo de estructura que pueda realizarse con los hormigones de uso habitual.
Empresas
CEMEX, AREXPAN,
Investigaciones UPC, ECCP Antonio Aguado de Cea.
Ventajas
‐ Permite disminuir secciones al minimizar el propio peso.
‐ Aporta aislamiento térmico y acústico.
‐ Disminución de coste frente a otras soluciones.
‐ Permite reducir las cargas muertas en las estructuras
‐ El hormigón ligero tiene una mayor elasticidad que el convencional, asimismo, posee
una mayor retracción inicial que el hormigón convencional con la misma densidad.
‐ Posee una muy buena adherencia árido‐pasta.
‐ Son más resistentes a los efectos de heladas y a las sales del deshielo.
‐ La arcilla expandida es una material elaborado a 1200º C, por lo que permanece
estable hasta alcanzar esta temperatura. El hormigón ligero protege las armaduras y
mantiene su capacidad resistente durante períodos más largos que el hormigón
convencional en caso de incendio.
Aplicaciones
‐ Recrecidos de losas y suelos
‐ Elementos prefabricados de hormigón
‐ Protección contra el fuego
‐ Relleno de zanjas
DATOS TÉCNICOS
RESISTENCIAS (kg/m3) Versión aislante 2‐5‐10
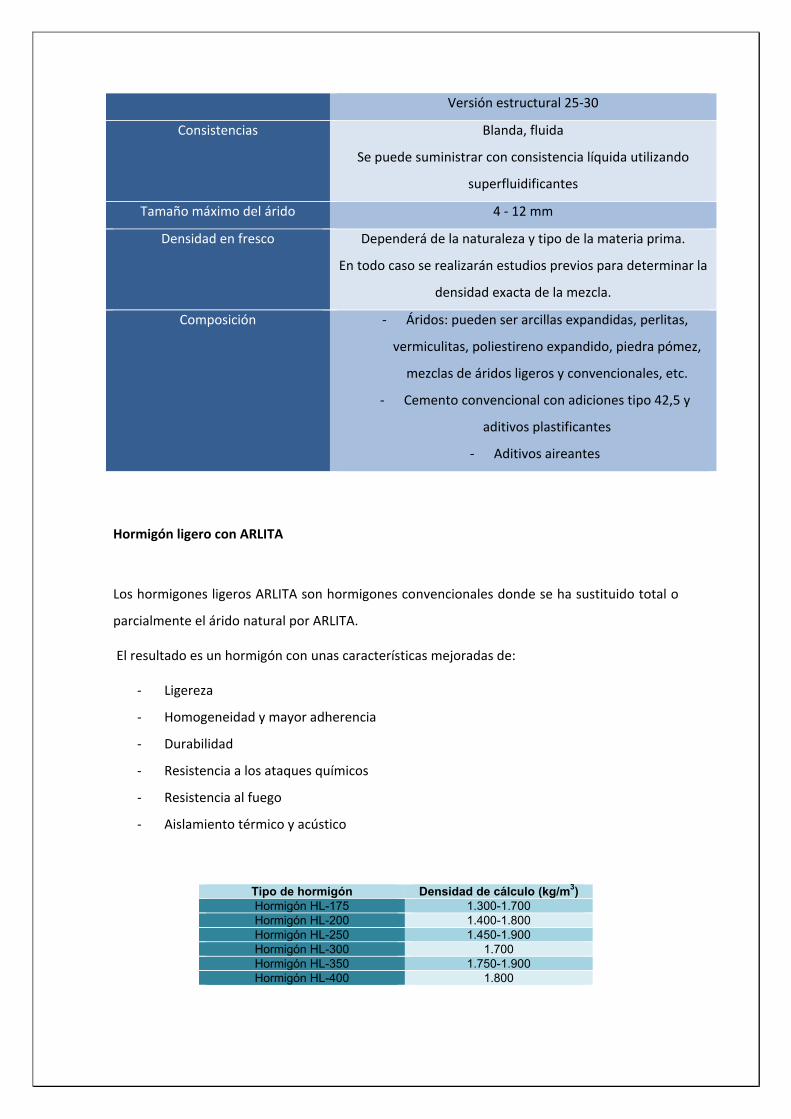
Versión estructural 25‐30
Consistencias Blanda, fluida
Se puede suministrar con consistencia líquida utilizando
superfluidificantes
Tamaño máximo del árido 4 ‐ 12 mm
Densidad en fresco Dependerá de la naturaleza y tipo de la materia prima.
En todo caso se realizarán estudios previos para determinar la
densidad exacta de la mezcla.
Composición ‐ Áridos: pueden ser arcillas expandidas, perlitas,
vermiculitas, poliestireno expandido, piedra pómez,
mezclas de áridos ligeros y convencionales, etc.
‐ Cemento convencional con adiciones tipo 42,5 y
aditivos plastificantes
‐ Aditivos aireantes
Hormigón ligero con ARLITA
Los hormigones ligeros ARLITA son hormigones convencionales donde se ha sustituido total o
parcialmente el árido natural por ARLITA.
El resultado es un hormigón con unas características mejoradas de:
‐ Ligereza
‐ Homogeneidad y mayor adherencia
‐ Durabilidad
‐ Resistencia a los ataques químicos
‐ Resistencia al fuego
‐ Aislamiento térmico y acústico
Tipo de hormigón Densidad de cálculo (kg/m3) Hormigón HL-175 1.300-1.700 Hormigón HL-200 1.400-1.800 Hormigón HL-250 1.450-1.900 Hormigón HL-300 1.700 Hormigón HL-350 1.750-1.900 Hormigón HL-400 1.800
Aplicaciones
‐ Forjados ligeros: el uso del hormigón ligero permite mejorar el comportamiento
térmico‐acústico y la resistencia al fuego del forjado, proporcionando mayor confort y
seguridad a los usuarios. En edificios en altura o con problemas de cimentación, el uso
combinado del hormigón ligero con una chapa de acero colaborante o nervometal,
permite reducciones de hasta un 40 % del peso propio.
‐ Rehabilitación: los hormigones ligeros permiten recuperar forjados deteriorados,
manteniendo la distribución de cargas original del edificio. Dependiendo del estado del
forjado y de las necesidades del nuevo uso se puede elegir la combinación de
resistencia a compresión y densidad que mejor se adecue a las necesidades.
‐ Elementos prefabricados.
‐ Estructuras resistentes al fuego y al sismo
‐ Puentes
Material natural, 100 % reciclable.
Hormigón aligerado Bentoterm
Mortero ligero autonivelante aislante térmico‐acústico.
‐ Alto rendimiento de ejecución 400 m2/día
‐ Buena resistencia a la compresión (120 kg/cm m2)
‐ Rapidez de secado
‐ Transpirable al vapor de agua
‐ Reacción al fuego M0
‐ Alta adherencia
Bibliografía
http://www.maxit.es/385
Hormigón autocompactante (SCC)
El Hormigón Autocompactante se define como un hormigón que tiene una fluidez
significativamente alta, con gran resistencia a la segregación durante su transporte y
colocación, que puede ser vaciado dentro de encofrados estrechos y áreas densamente
armadas sin aplicar vibración.
Empresas
CEMEX
Investigaciones UPC, ECCP Antonio Aguado de Cea.
Ventajas
‐ Suprime la fase obligatoria de vibrado, el hormigón se consolida simplemente por su
propio peso.
‐ Facilidad y mayor rapidez del hormigonado.
‐ Mejor acabado de superficies.
‐ Menor contaminación acústica.
‐ Alta impermeabilidad y durabilidad.
‐ Aumento de productividad, eliminación de reparaciones por mala consolidación.
Aplicaciones
‐ Indicado para su aplicación en todo tipo de estructuras de hormigón armado,
especialmente cuando el aspecto estético sea un factor de diseño o se pretenda
reducir el tiempo de puesta en obra.
‐ Hormigonado de losas, tableros de puente, forjados, muros pilares, etc.
‐ Hormigonado de elementos que por diseño o situación sea complicado ejecutarlos por
el método convencional.
‐ Prefabricados.
Datos técnicos
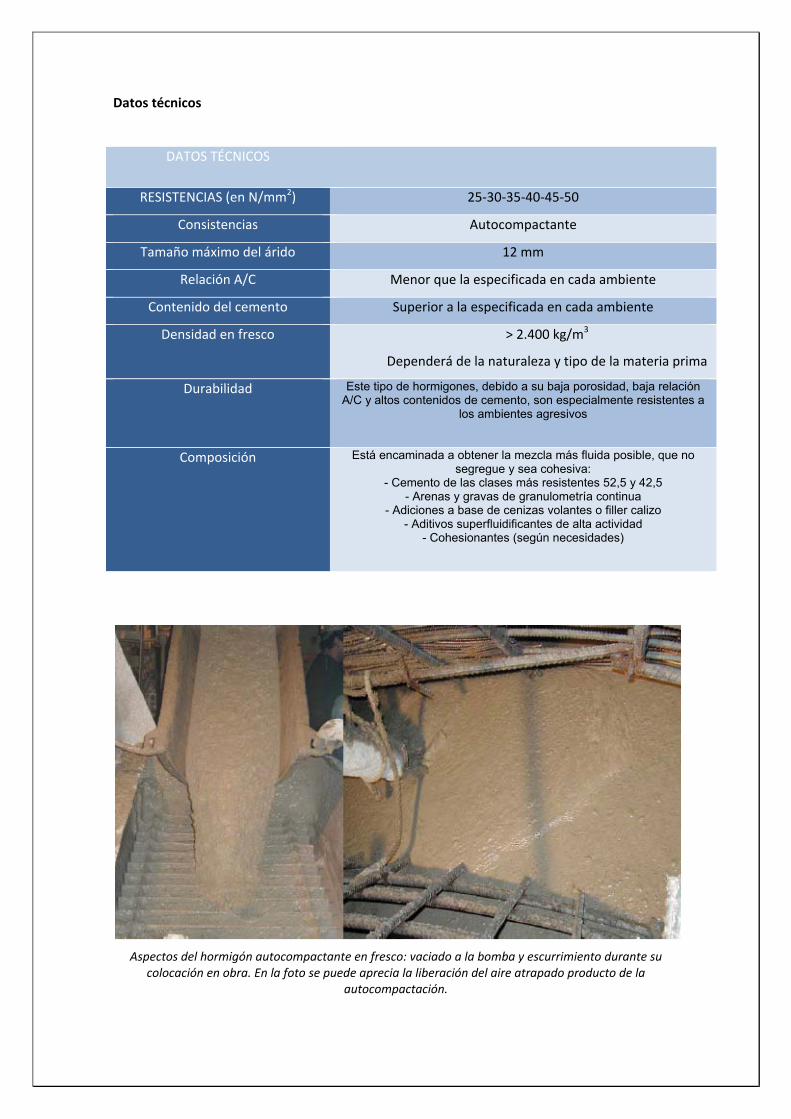
DATOS TÉCNICOS
RESISTENCIAS (en N/mm2) 25‐30‐35‐40‐45‐50
Consistencias Autocompactante
Tamaño máximo del árido 12 mm
Relación A/C Menor que la especificada en cada ambiente
Contenido del cemento Superior a la especificada en cada ambiente
Densidad en fresco > 2.400 kg/m3
Dependerá de la naturaleza y tipo de la materia prima
Durabilidad Este tipo de hormigones, debido a su baja porosidad, baja relación A/C y altos contenidos de cemento, son especialmente resistentes a
los ambientes agresivos
Composición Está encaminada a obtener la mezcla más fluida posible, que no segregue y sea cohesiva:
- Cemento de las clases más resistentes 52,5 y 42,5 - Arenas y gravas de granulometría continua
- Adiciones a base de cenizas volantes o filler calizo - Aditivos superfluidificantes de alta actividad
- Cohesionantes (según necesidades)
Aspectos del hormigón autocompactante en fresco: vaciado a la bomba y escurrimiento durante su colocación en obra. En la foto se puede aprecia la liberación del aire atrapado producto de la
autocompactación.
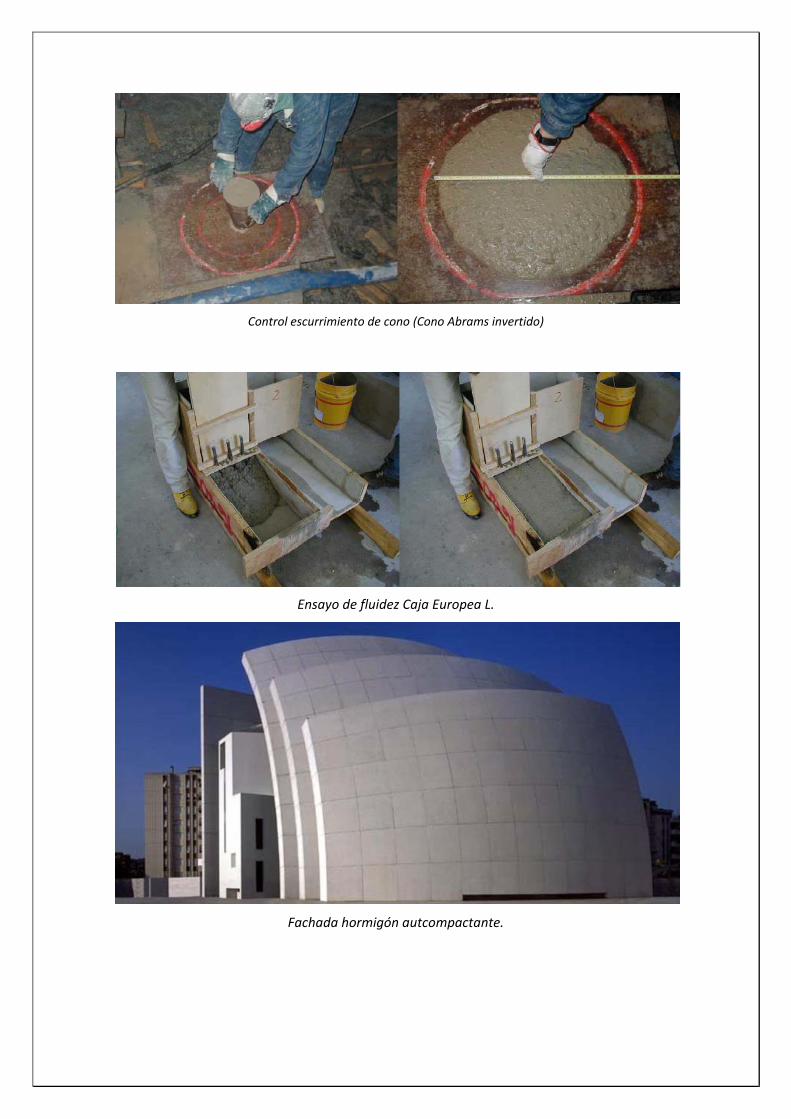
Control escurrimiento de cono (Cono Abrams invertido)
Ensayo de fluidez Caja Europea L.
Fachada hormigón autcompactante.
Bibliografía
‐ http://www.cemex.es/content/publica/index.asp
‐ http://www.ingendesa.cl/images/publicaciones/HormigonAutocompactante.pdf
‐ http://www.hormigonesvicente.com/thac.html
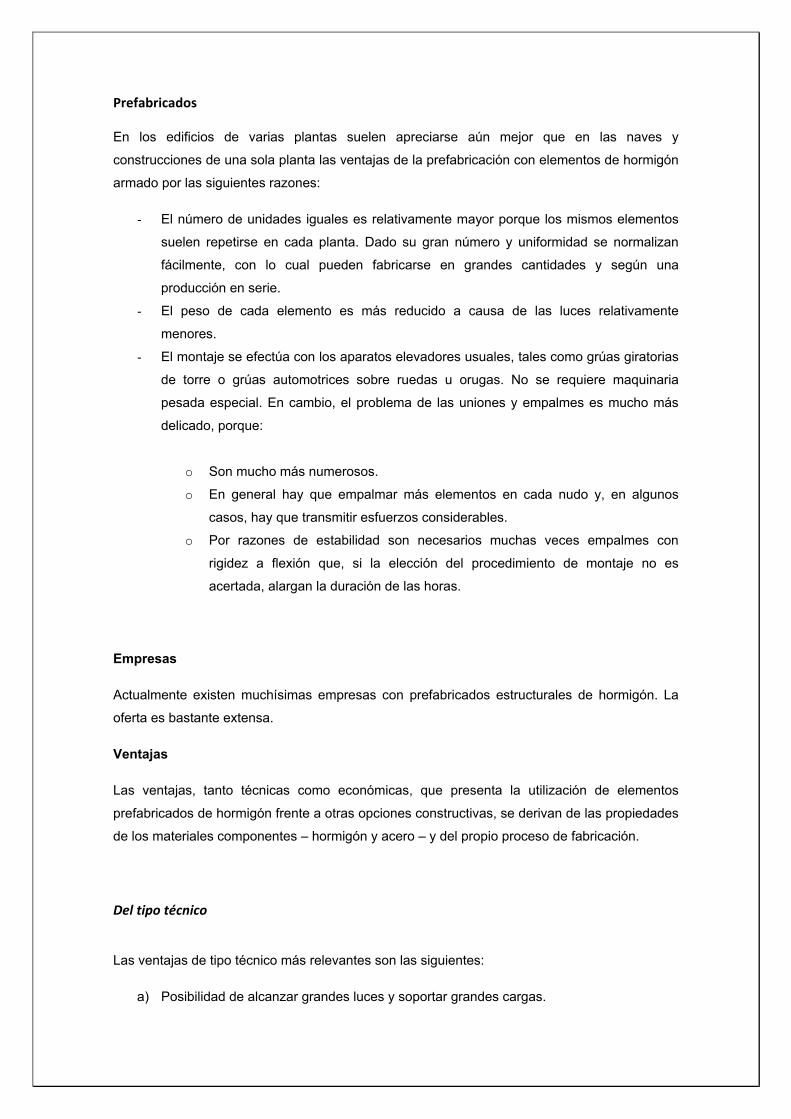
Prefabricados En los edificios de varias plantas suelen apreciarse aún mejor que en las naves y
construcciones de una sola planta las ventajas de la prefabricación con elementos de hormigón
armado por las siguientes razones:
- El número de unidades iguales es relativamente mayor porque los mismos elementos
suelen repetirse en cada planta. Dado su gran número y uniformidad se normalizan
fácilmente, con lo cual pueden fabricarse en grandes cantidades y según una
producción en serie.
- El peso de cada elemento es más reducido a causa de las luces relativamente
menores.
- El montaje se efectúa con los aparatos elevadores usuales, tales como grúas giratorias
de torre o grúas automotrices sobre ruedas u orugas. No se requiere maquinaria
pesada especial. En cambio, el problema de las uniones y empalmes es mucho más
delicado, porque:
o Son mucho más numerosos.
o En general hay que empalmar más elementos en cada nudo y, en algunos
casos, hay que transmitir esfuerzos considerables.
o Por razones de estabilidad son necesarios muchas veces empalmes con
rigidez a flexión que, si la elección del procedimiento de montaje no es
acertada, alargan la duración de las horas.
Empresas
Actualmente existen muchísimas empresas con prefabricados estructurales de hormigón. La
oferta es bastante extensa.
Ventajas
Las ventajas, tanto técnicas como económicas, que presenta la utilización de elementos
prefabricados de hormigón frente a otras opciones constructivas, se derivan de las propiedades
de los materiales componentes – hormigón y acero – y del propio proceso de fabricación.
Del tipo técnico
Las ventajas de tipo técnico más relevantes son las siguientes:
a) Posibilidad de alcanzar grandes luces y soportar grandes cargas.
a. En el caso de las cubiertas para edificios de uso industrial o comercial pueden
rebasarse luces de 40 metros, mientras que en aparcamientos es fácil disponer
amplios pasillos de doble dirección, zonas de maniobra y mayor capacidad de
estacionamiento.
b) Posibilidades de altas relaciones luz/canto sin problemas de flechas.
c) Optimización de las dimensiones de los elementos mediante la utilización de
hormigones de alta resistencia y/o técnicas de pretensado.
d) Mayor seguridad estructural frente a piezas o elementos mal diseñados o mal
ejecutados, ya que durante la fabricación de las mismas se van a ver sometidas a
solicitaciones superiores a las de servicio, sólo comparables con las de la hipotética
rotura de la pieza, por lo que cualquier fallo imprevisto se produciría en fábrica, sin
riesgo para el usuario.
e) Mayor seguridad estructural frente a acciones imprevistas.
f) Mayor seguridad estructural frente a la acción del fuego.
g) Posibilidades de construcción en zonas de difícil acceso, tales como medianerías entre
edificios o sobre una vía pública importante, sin necesidad de corta el tráfico, al poder
levantarse las piezas directamente desde el camión aparcado.
h) Fáciles penetraciones suelo-techo sin afectar a la estabilidad estructural.
i) Mayor confort, térmico y acústico. Los edificios con fachadas de hormigón
prefabricadas son más estancos al aire y otorgan una gran inercia térmica al edificio,
proporcionando una mayor eficiencia a los sistemas de climatización.
j) Mayor fiabilidad, derivada de los rigurosos procesos de control realizados sobre el
dimensionamiento, los materiales y la fabricación.
k) Elevada durabilidad.
l) Variedad de formas y acabados.
m) Materiales susceptibles a mayor reciclaje. Por lo tanto, mayor sostenibilidad.
Del tipo económico
a) Bajo coste inicial con una relación esfuerzo resistido/precio inmejorable.
b) Control de costes en fase preliminar.
c) Disminución de los plazos de construcción hasta una tercera e incluso una cuarta parte
de los habituales en obras tradicionales, al llegar las piezas al lugar de utilización ya
terminadas y preparadas para entrar en carga tan pronto como queden colocadas en
su emplazamiento. Permite la construcción con independencia de climatologías
adversas, eliminando los retrasos asociados al hormigón in situ – inclemencias del
tiempo, apeos y encofrados -, y lo forjados se convierten inmediatamente en
plataformas de trabajo.
d) Los menores plazos de ejecución de este tipo de estructuras permiten la anticipación
de la entrada en el servicio de los edificios y por lo tanto de generación de beneficios
para la propiedad de los mismos.
e) Disminución de riesgos de deterioro y hundimiento bajo situaciones de incendio en
relación a estructuras realizadas con otros materiales.
f) Gastos de mantenimiento mínimos gracias a la ausencia, prácticamente total, de daños
de cualquier tipo en la estructura (fisuración, deformaciones inadmisibles, corrosión,
etc.)
g) Disminución de los costes de energía al disminuir las pérdidas por aislamiento térmico.
h) Precio cerrado de los trabajos contratados – suministro y montaje -, independiente de
supuestos más o menos pesimistas de la marcha de los mismos, eliminando por tanto
toda incertidumbre del tipo económica.
i) Variedad de empresas en el mercado español que permiten elegir entre numerosas
soluciones y precios.
A todo esto hay que añadir posibilidades para el proyectista, concepto que generalmente está
mal interpretado creyendo que el prefabricado limita en soluciones constructivas.
Inconvenientes
a) Las secciones usuales para prefabricados suelen ser mayores.
b) Se sigue considerando y suele ser una traba para los diseñadores verse sometidos
a la estandarización de elementos y formas.
c) El coste final de los prefabricados es superior al de construcción in situ.
d) Se necesita personal más cualificado para el montaje.
e) Al ser un sistema totalmente isostático (en un 90 % de los casos) no se optimizan
criterios de sostenibilidad ni medioambientales.
Losas aligeradas y prelosas
La prelosa es un elemento prefabricado de hormigón pretensado para formar techos como losa maciza o aligerada.
Su cara inferior es lisa y fina, con la textura de hormigón con encofrado metálico y lista para pintar ya que no requiere enyesado.
Su cara superior es rugosa y con estrías, para que tenga una adherencia perfecta con hormigón a colocar in situ. Su adhesión con la capa de compresión se consigue mediante rugosidad y con estrías o celosías a 45º.
Ventajas
‐ Optimización de cantos ‐ Eliminación encofrados ‐ Eliminación de ensayos ‐ Gran resistencia al fuego ‐ Máximas carga y luces. Admite la mayoría de cargas y luces en la construcción ‐ Seguridad de trabajo: Losas rígidas ‐ Superficie inferior lisa y fina preparada para pintar ‐ Superficie superior rayada para adherencia hormigón ‐ Juntas biseladas ‐ Calidad forjado ‐ Gran rentabilidad de colocación. Montaje sin necesidad de personal. ‐ Especializado: En una sola puesta en obra se promedian unos 17m2 de techo. ‐ Facilidad para abrir huecos no previstos: permite introducir variaciones ‐ Adaptable a todo tipo de obra ‐ Variantes de cálculo: permite cálculo de techos como
o Losa maciza unidireccional o Losa aligerada unidireccional o Losa maciza bidireccional
Aplicaciones
La aplicación de la prelosa en forjados tradicionales se adapta a cualquier tipo de pórticos: jácenas planas, jácenas de canto ya sean jácenas tradicionales hechas a pie de obra o prefabricadas. También se puede utilizar apoyada o en continuidad sobre muros de hormigón, paredes de carga o perfiles metálicos.
La losa que se forma al añadir el hormigón in situ a la prelosa prefabricada, puede ser maciza o aligerada por medio de poliestireno expandido o bloques de hormigón.

En la losa aligerada las prelosas se suministran con unas celosías incorporadas que sirven de conectores al hormigón vertido en obra.
Detalle de prelosa pretensada.
Empresas
Prebabricats de Catalunya S.A., Dolcan, Preinco, Cocalsa, P.B.X., ATEFOR…
Losas
Losas nervadas armadas aligeradas con cerámica “Llum”
Para la posterior ejecución en obra de forjados unidireccionales para viviendas.
‐ Intereje de 40 cm, por lo que ofrece garantía de ausencia de fisuras. ‐ Luces de hasta 7,5 m. ‐ Recubrimiento de la armadura para ambientes I,II y IIa. ‐ Contínuo. ‐ Ideal comportamiento termo‐higrométrico. ‐ Elevada resistencia mecánica. ‐ Larga durabilidad. ‐ Monolítico. ‐ Superficie superior rugosa para mejor adherencia en la capa de compresión. ‐ Superficie inferior plana, 100% cerámica, facilita enyesado. ‐ Comodidad en la posterior instalación de cableados. ‐ También para cubiertas planas e inclinadas.
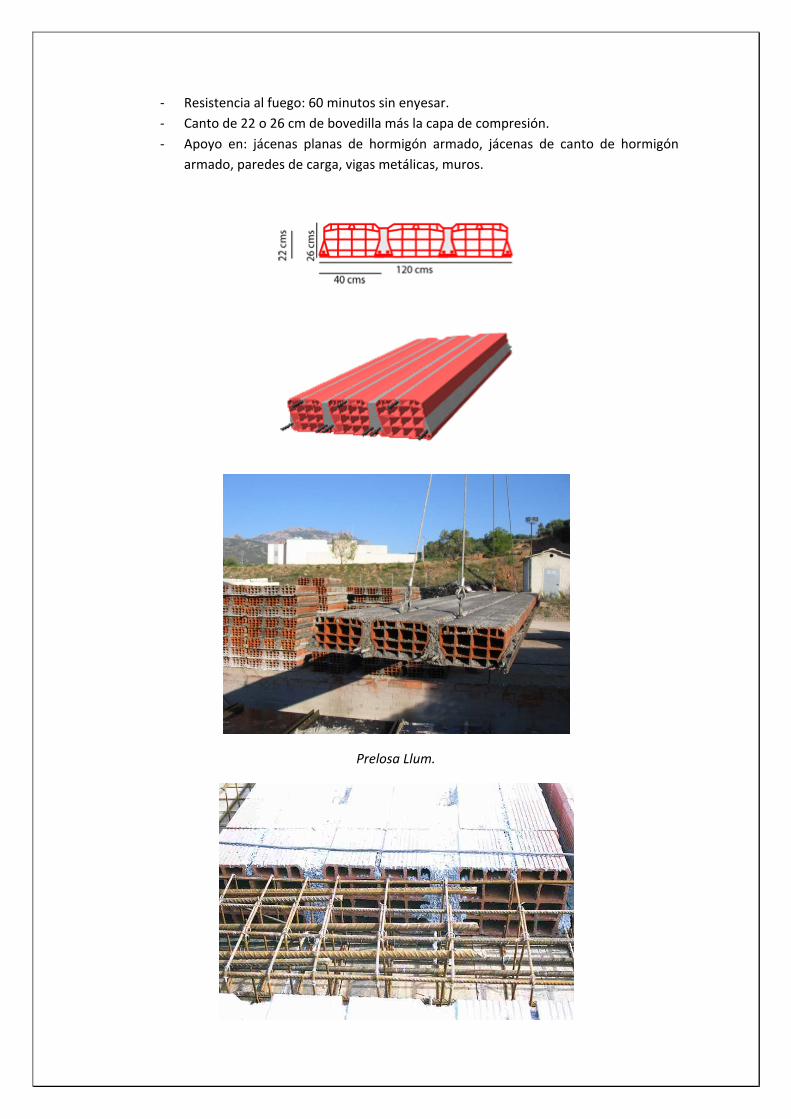
‐ Resistencia al fuego: 60 minutos sin enyesar. ‐ Canto de 22 o 26 cm de bovedilla más la capa de compresión. ‐ Apoyo en: jácenas planas de hormigón armado, jácenas de canto de hormigón
armado, paredes de carga, vigas metálicas, muros.
Prelosa Llum.

Apoyo en jácena plana de prelosa Llum.
Placas nervadas de hormigón armado y liso, “PredeCa Pi”
Para la posterior ejecución en obra de forjados unidireccionales para garajes de viviendas, parkings, escuelas, forjados sanitarios, o para altillos de naves industriales.
Colocación de las placas.
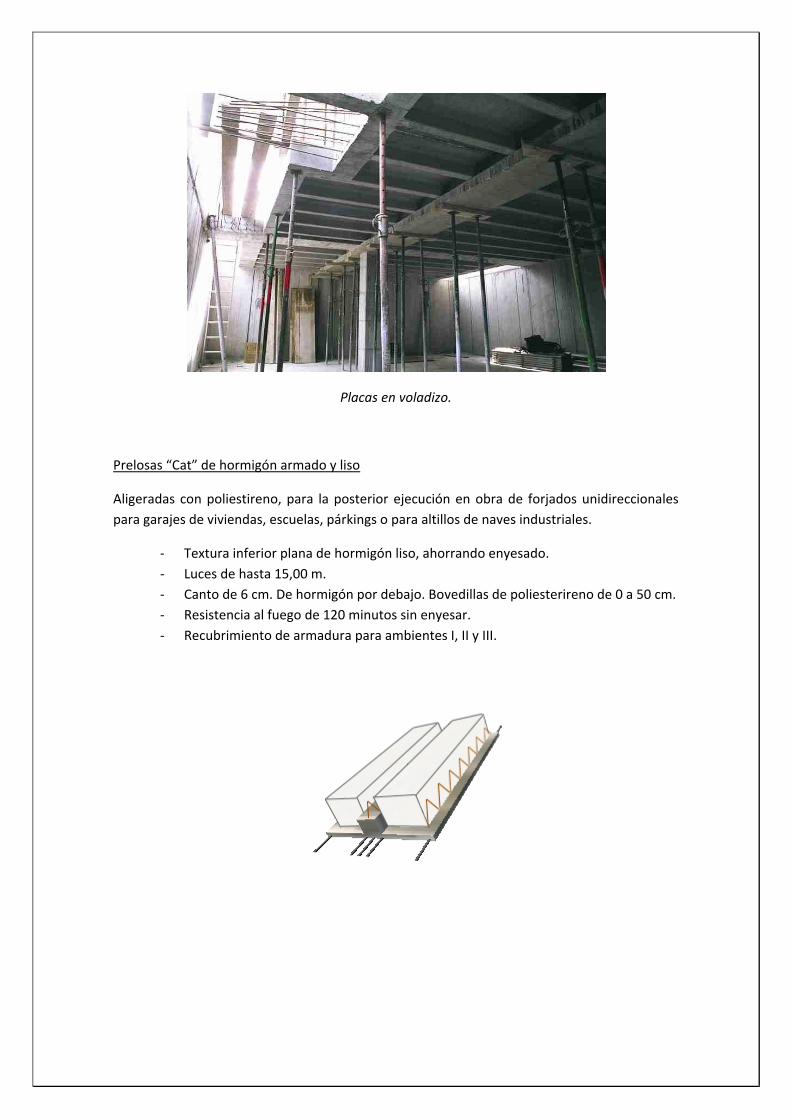
Placas en voladizo.
Prelosas “Cat” de hormigón armado y liso
Aligeradas con poliestireno, para la posterior ejecución en obra de forjados unidireccionales para garajes de viviendas, escuelas, párkings o para altillos de naves industriales.
‐ Textura inferior plana de hormigón liso, ahorrando enyesado. ‐ Luces de hasta 15,00 m. ‐ Canto de 6 cm. De hormigón por debajo. Bovedillas de poliesterireno de 0 a 50 cm. ‐ Resistencia al fuego de 120 minutos sin enyesar. ‐ Recubrimiento de armadura para ambientes I, II y III.
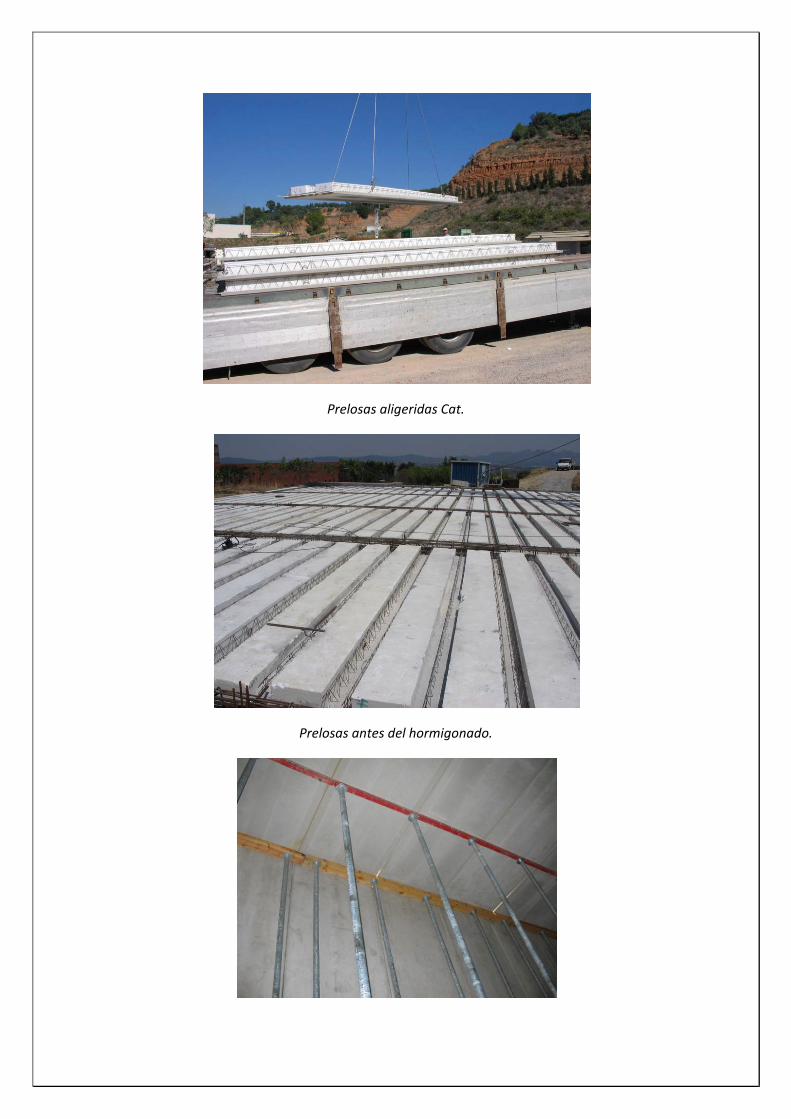
Prelosas aligeridas Cat.
Prelosas antes del hormigonado.
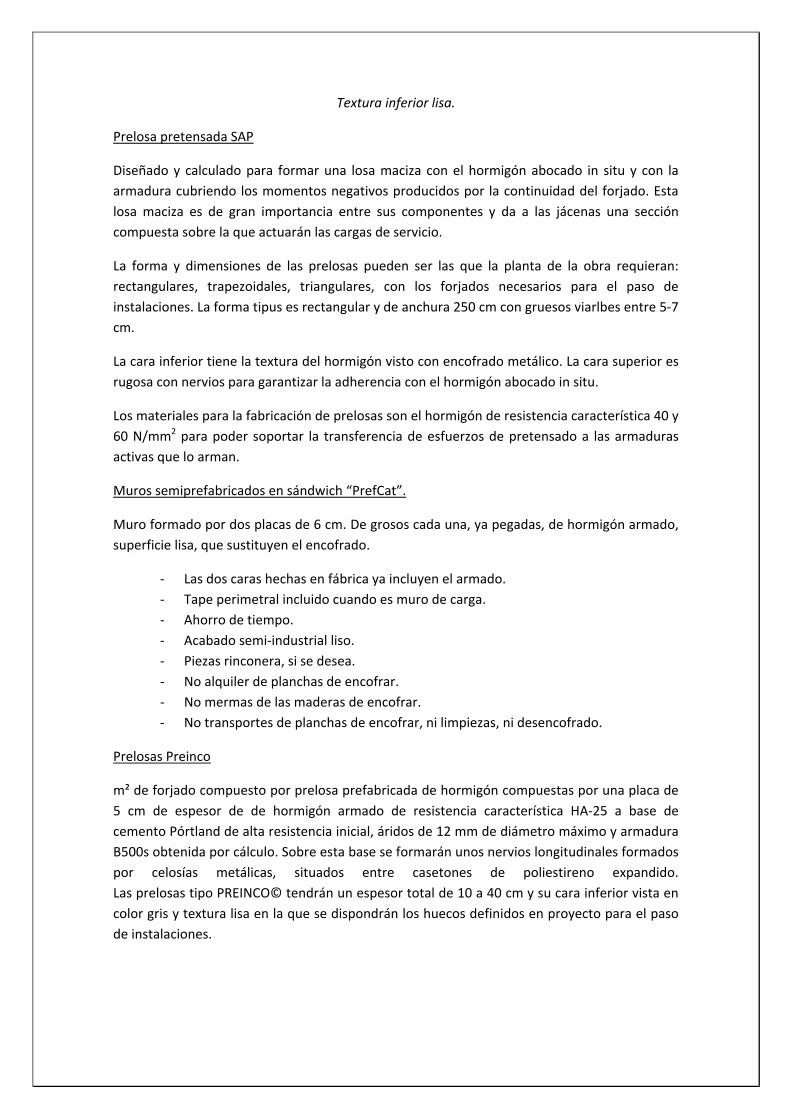
Textura inferior lisa.
Prelosa pretensada SAP
Diseñado y calculado para formar una losa maciza con el hormigón abocado in situ y con la armadura cubriendo los momentos negativos producidos por la continuidad del forjado. Esta losa maciza es de gran importancia entre sus componentes y da a las jácenas una sección compuesta sobre la que actuarán las cargas de servicio.
La forma y dimensiones de las prelosas pueden ser las que la planta de la obra requieran: rectangulares, trapezoidales, triangulares, con los forjados necesarios para el paso de instalaciones. La forma tipus es rectangular y de anchura 250 cm con gruesos viarlbes entre 5‐7 cm.
La cara inferior tiene la textura del hormigón visto con encofrado metálico. La cara superior es rugosa con nervios para garantizar la adherencia con el hormigón abocado in situ.
Los materiales para la fabricación de prelosas son el hormigón de resistencia característica 40 y 60 N/mm2 para poder soportar la transferencia de esfuerzos de pretensado a las armaduras activas que lo arman.
Muros semiprefabricados en sándwich “PrefCat”.
Muro formado por dos placas de 6 cm. De grosos cada una, ya pegadas, de hormigón armado, superficie lisa, que sustituyen el encofrado.
‐ Las dos caras hechas en fábrica ya incluyen el armado. ‐ Tape perimetral incluido cuando es muro de carga. ‐ Ahorro de tiempo. ‐ Acabado semi‐industrial liso. ‐ Piezas rinconera, si se desea. ‐ No alquiler de planchas de encofrar. ‐ No mermas de las maderas de encofrar. ‐ No transportes de planchas de encofrar, ni limpiezas, ni desencofrado.
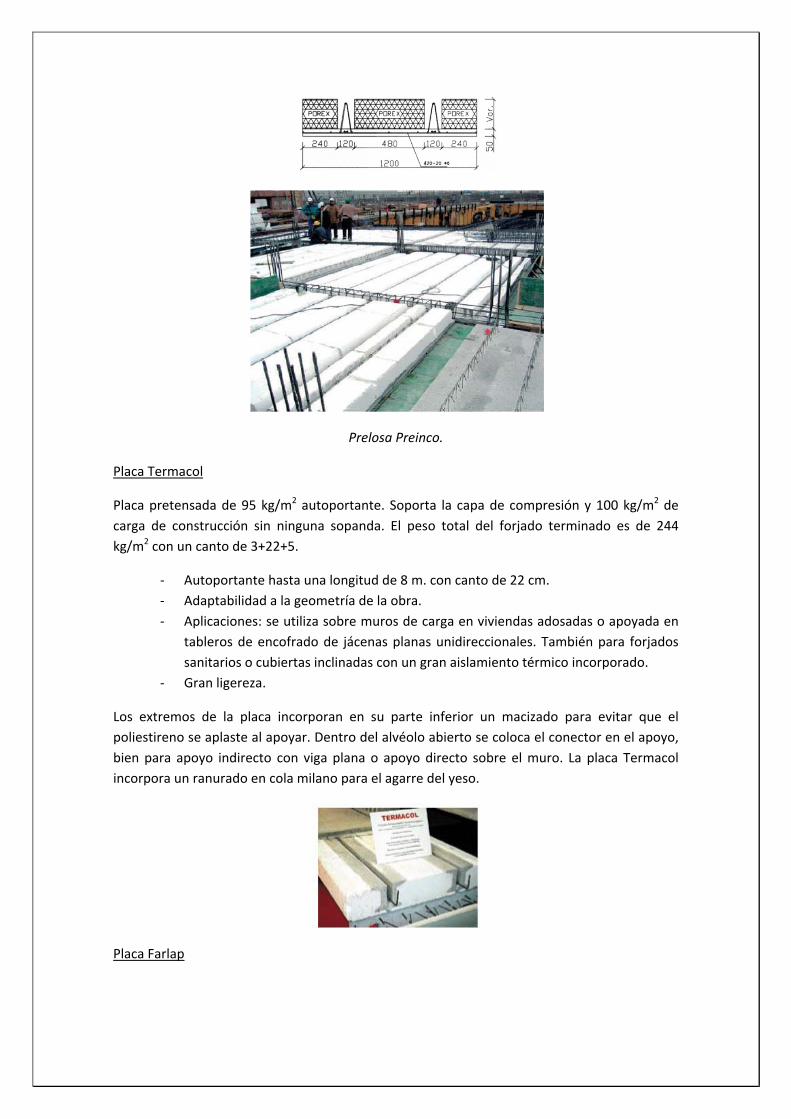
Prelosas Preinco
m² de forjado compuesto por prelosa prefabricada de hormigón compuestas por una placa de 5 cm de espesor de de hormigón armado de resistencia característica HA‐25 a base de cemento Pórtland de alta resistencia inicial, áridos de 12 mm de diámetro máximo y armadura B500s obtenida por cálculo. Sobre esta base se formarán unos nervios longitudinales formados por celosías metálicas, situados entre casetones de poliestireno expandido. Las prelosas tipo PREINCO© tendrán un espesor total de 10 a 40 cm y su cara inferior vista en color gris y textura lisa en la que se dispondrán los huecos definidos en proyecto para el paso de instalaciones.
Prelosa Preinco.
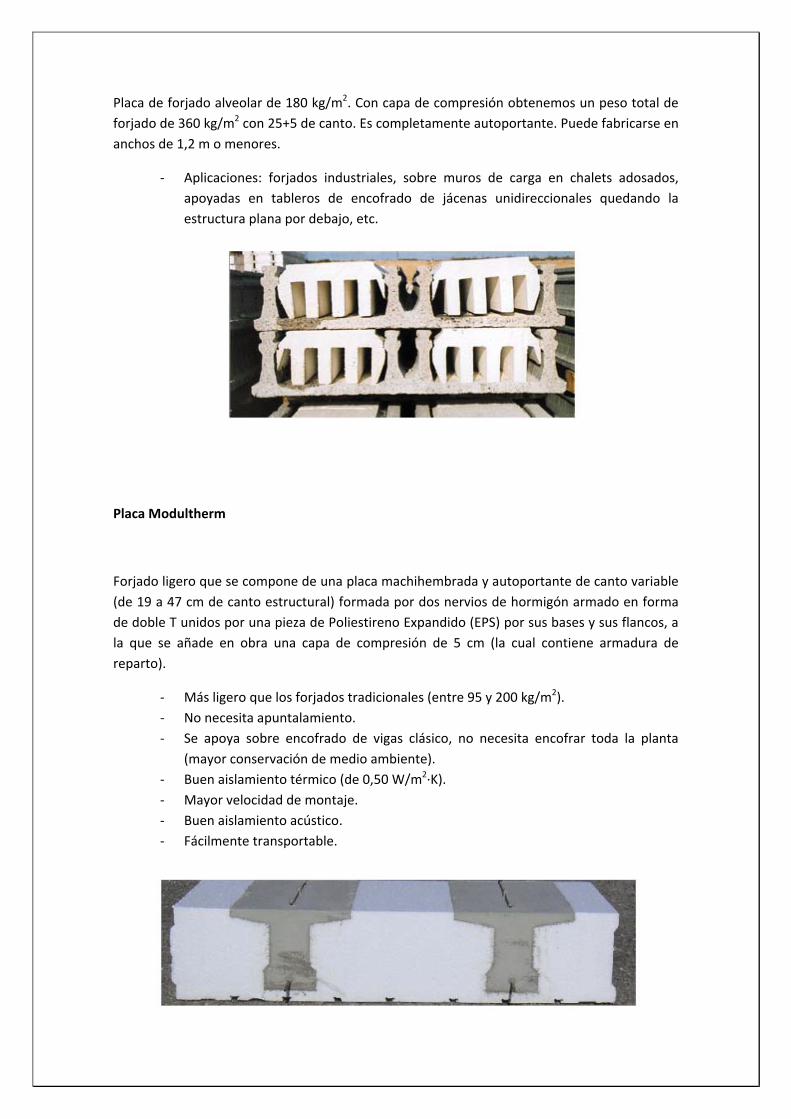
Placa Termacol
Placa pretensada de 95 kg/m2 autoportante. Soporta la capa de compresión y 100 kg/m2 de carga de construcción sin ninguna sopanda. El peso total del forjado terminado es de 244 kg/m2 con un canto de 3+22+5.
‐ Autoportante hasta una longitud de 8 m. con canto de 22 cm. ‐ Adaptabilidad a la geometría de la obra. ‐ Aplicaciones: se utiliza sobre muros de carga en viviendas adosadas o apoyada en
tableros de encofrado de jácenas planas unidireccionales. También para forjados sanitarios o cubiertas inclinadas con un gran aislamiento térmico incorporado.
‐ Gran ligereza.
Los extremos de la placa incorporan en su parte inferior un macizado para evitar que el poliestireno se aplaste al apoyar. Dentro del alvéolo abierto se coloca el conector en el apoyo, bien para apoyo indirecto con viga plana o apoyo directo sobre el muro. La placa Termacol incorpora un ranurado en cola milano para el agarre del yeso.
Placa Farlap
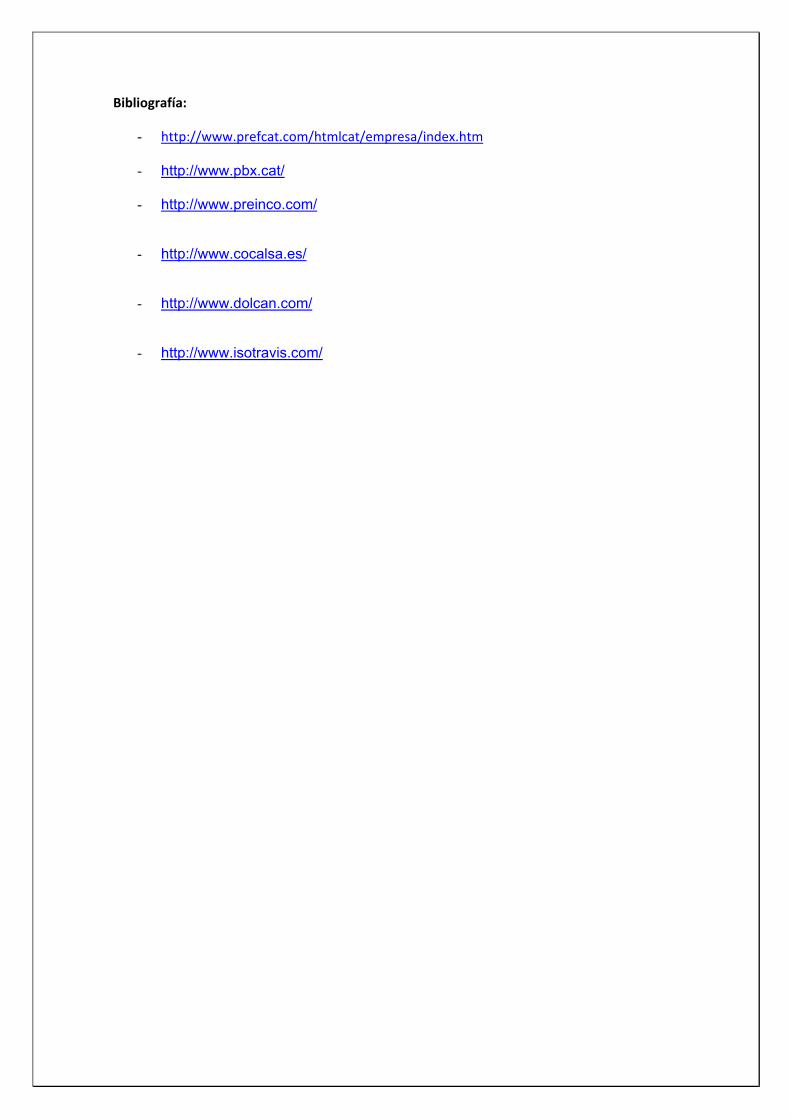
Placa de forjado alveolar de 180 kg/m2. Con capa de compresión obtenemos un peso total de forjado de 360 kg/m2 con 25+5 de canto. Es completamente autoportante. Puede fabricarse en anchos de 1,2 m o menores.
‐ Aplicaciones: forjados industriales, sobre muros de carga en chalets adosados, apoyadas en tableros de encofrado de jácenas unidireccionales quedando la estructura plana por debajo, etc.
Placa Modultherm
Forjado ligero que se compone de una placa machihembrada y autoportante de canto variable (de 19 a 47 cm de canto estructural) formada por dos nervios de hormigón armado en forma de doble T unidos por una pieza de Poliestireno Expandido (EPS) por sus bases y sus flancos, a la que se añade en obra una capa de compresión de 5 cm (la cual contiene armadura de reparto).
‐ Más ligero que los forjados tradicionales (entre 95 y 200 kg/m2). ‐ No necesita apuntalamiento. ‐ Se apoya sobre encofrado de vigas clásico, no necesita encofrar toda la planta
(mayor conservación de medio ambiente). ‐ Buen aislamiento térmico (de 0,50 W/m2·K). ‐ Mayor velocidad de montaje. ‐ Buen aislamiento acústico. ‐ Fácilmente transportable.
Bibliografía:
- http://www.prefcat.com/htmlcat/empresa/index.htm
- http://www.pbx.cat/
- http://www.preinco.com/
- http://www.cocalsa.es/
- http://www.dolcan.com/
- http://www.isotravis.com/

Losas postensadas
Elementos de hormigón o estructuras en las que se inducen fuerzas internas auto‐equilibrantes por medio del refuerzo de acero tensionable (Tendones) para contrarrestar las cargas externas, resultando en incrementos de capacidad de carga y comportamiento estructural.
EMPRESAS
CTT‐STRONGHOLD, BBR, MEKANO4,…
Ventajas
‐ La estructura se encuentra permanentemente comprimida, y por consiguiente no fisura, por lo que resulta ser más rígida, durable y estanca que una estructura de hormigón armado convencional. La deformabilidad instantánea queda además enormemente reducida, pudiéndose dar incluso contraflechas.
‐ La compresión del forjado, en su plano, mejora sensiblemente su comportamiento frente a esfuerzos tangenciales (corte y punzonamiento).
‐ Tiene un mejor comportamiento frente al fuego que los forjados reticulares y que las alveoplacas.
‐ Es posible, gracias al efecto de cosido, construir por tramos, reutilizar equipo y solidarizar posteriormente los elementos construidos.
‐ Al completar le tesado de una planta la estructura ya es auto‐resistente y por lo tanto se puede descimbrar completamente el forjado y quitar el 100% de los puntales.
‐ Todo lo anterior conduce a la posibilidad de reducción de cantos, espesores, cantidad de armaduras pasivas y, en general de peso propio del hormigón armado, lo que permite a su vez, aumentas las luces a cubrir y reducir los plazos de ejecución.
Ventajas según la tipología edificatoria
‐ En edificios de media a gran altura, donde se produce la repetición de forjados idénticos se presenta la posibilidad de reducir el canto de forma considerable (hasta un 40 %), manteniendo las luces o incluso aumentándolas ligeramente, puede permitir en algunos casos construir una planta más sin superar las limitaciones de altura, en otros casos se puede disminuir la altura total del edificio, manteniendo la misma cantidad de plantas y la altura libre interior, con el consiguiente ahorro en cerramientos.
‐ En Edificios de baja altura pero con una gran superficie en cada planta, el espesor y el peso del forjado no juegan un papel tan importante. En este caso es primordial la simplicidad del encofrado y el armado que se traduzcan en una gran velocidad de avance.
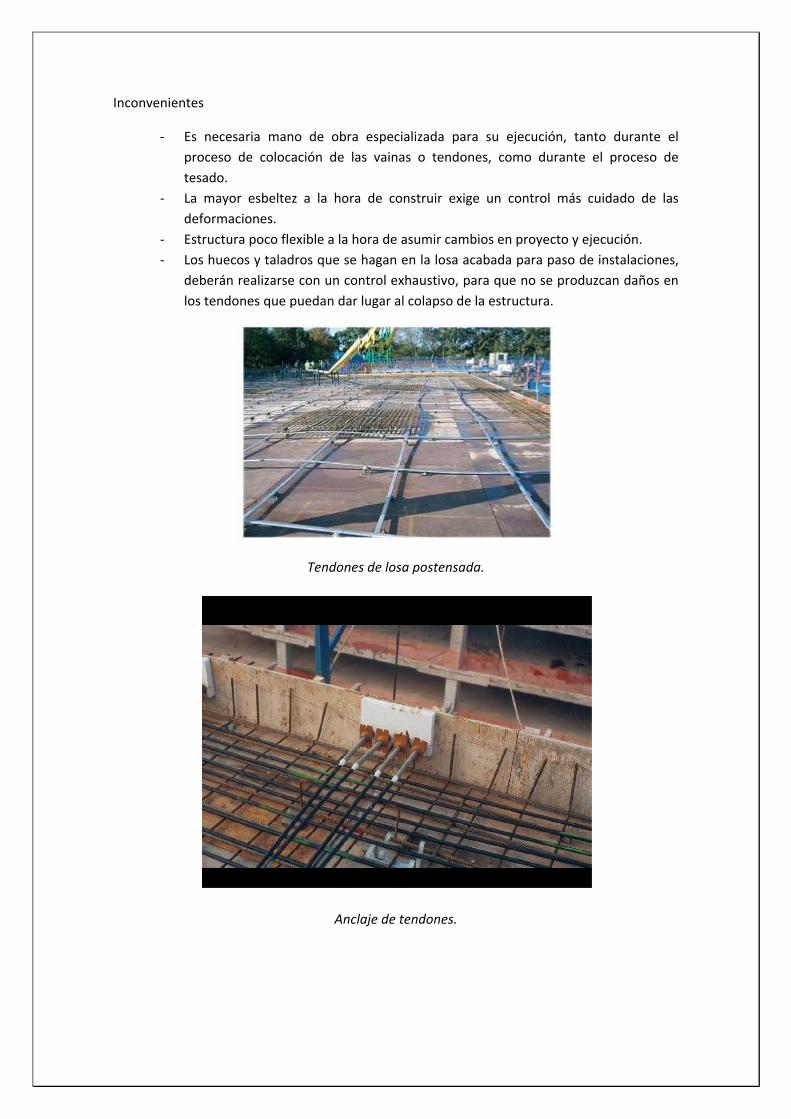
Inconvenientes
‐ Es necesaria mano de obra especializada para su ejecución, tanto durante el proceso de colocación de las vainas o tendones, como durante el proceso de tesado.
‐ La mayor esbeltez a la hora de construir exige un control más cuidado de las deformaciones.
‐ Estructura poco flexible a la hora de asumir cambios en proyecto y ejecución. ‐ Los huecos y taladros que se hagan en la losa acabada para paso de instalaciones,
deberán realizarse con un control exhaustivo, para que no se produzcan daños en los tendones que puedan dar lugar al colapso de la estructura.
Tendones de losa postensada.
Anclaje de tendones.

Alveoplaca
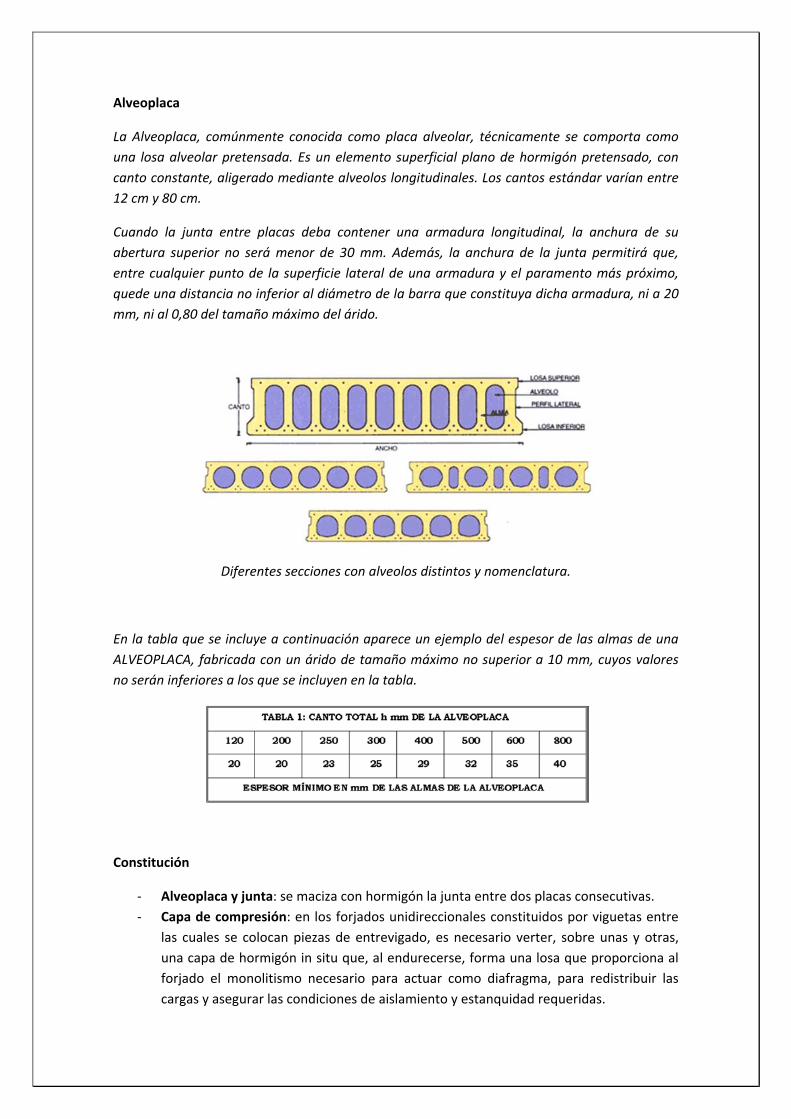
La Alveoplaca, comúnmente conocida como placa alveolar, técnicamente se comporta como una losa alveolar pretensada. Es un elemento superficial plano de hormigón pretensado, con canto constante, aligerado mediante alveolos longitudinales. Los cantos estándar varían entre 12 cm y 80 cm.
Cuando la junta entre placas deba contener una armadura longitudinal, la anchura de su abertura superior no será menor de 30 mm. Además, la anchura de la junta permitirá que, entre cualquier punto de la superficie lateral de una armadura y el paramento más próximo, quede una distancia no inferior al diámetro de la barra que constituya dicha armadura, ni a 20 mm, ni al 0,80 del tamaño máximo del árido.
Diferentes secciones con alveolos distintos y nomenclatura.
En la tabla que se incluye a continuación aparece un ejemplo del espesor de las almas de una ALVEOPLACA, fabricada con un árido de tamaño máximo no superior a 10 mm, cuyos valores no serán inferiores a los que se incluyen en la tabla.
Constitución
‐ Alveoplaca y junta: se maciza con hormigón la junta entre dos placas consecutivas. ‐ Capa de compresión: en los forjados unidireccionales constituidos por viguetas entre
las cuales se colocan piezas de entrevigado, es necesario verter, sobre unas y otras, una capa de hormigón in situ que, al endurecerse, forma una losa que proporciona al forjado el monolitismo necesario para actuar como diafragma, para redistribuir las cargas y asegurar las condiciones de aislamiento y estanquidad requeridas.
‐ Armaduras pasivas in situ o Armadura longitudinal para momentos negativos o Armadura de reparto o Armadura de flexión transversal o Conectores o Tapones de alvéolos
Propiedades de los forjados de Alveoplaca
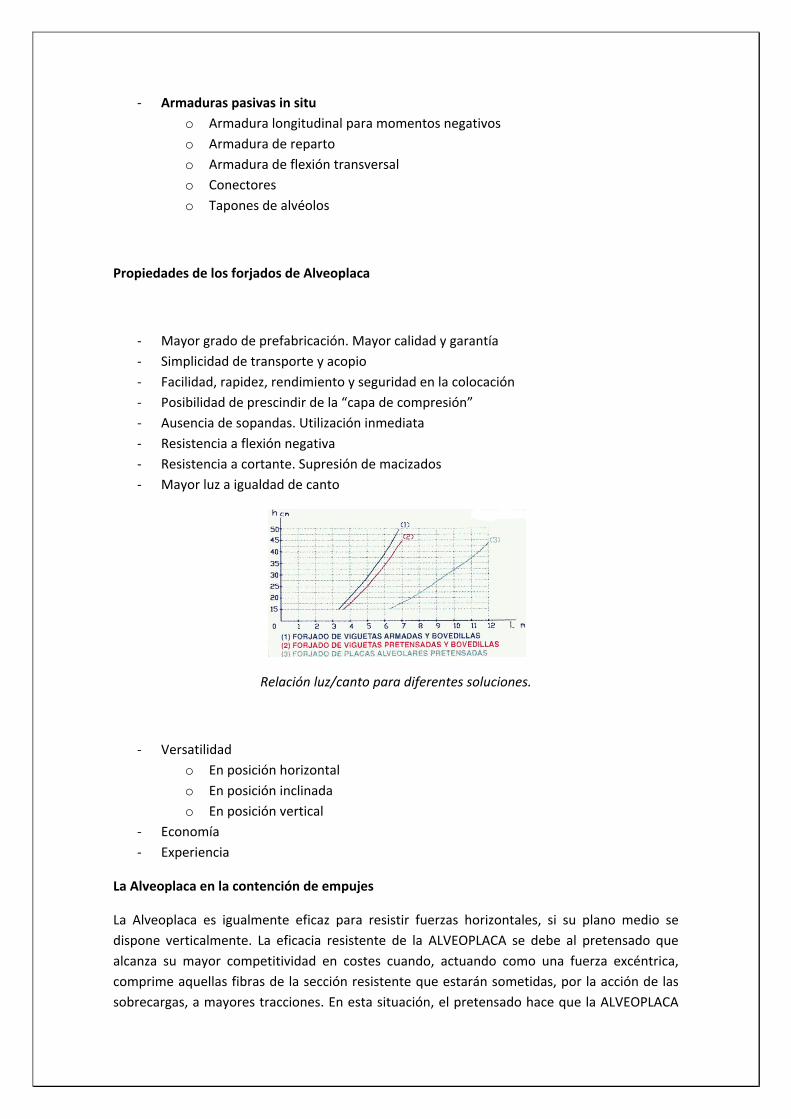
‐ Mayor grado de prefabricación. Mayor calidad y garantía ‐ Simplicidad de transporte y acopio ‐ Facilidad, rapidez, rendimiento y seguridad en la colocación ‐ Posibilidad de prescindir de la “capa de compresión” ‐ Ausencia de sopandas. Utilización inmediata ‐ Resistencia a flexión negativa ‐ Resistencia a cortante. Supresión de macizados ‐ Mayor luz a igualdad de canto
Relación luz/canto para diferentes soluciones.
‐ Versatilidad o En posición horizontal o En posición inclinada o En posición vertical
‐ Economía ‐ Experiencia
La Alveoplaca en la contención de empujes
La Alveoplaca es igualmente eficaz para resistir fuerzas horizontales, si su plano medio se dispone verticalmente. La eficacia resistente de la ALVEOPLACA se debe al pretensado que alcanza su mayor competitividad en costes cuando, actuando como una fuerza excéntrica, comprime aquellas fibras de la sección resistente que estarán sometidas, por la acción de las sobrecargas, a mayores tracciones. En esta situación, el pretensado hace que la ALVEOPLACA

presente contraflecha. Generalmente los paramentos verticales se conciben como auténticas superficies planas. En consecuencia, generalmente, cuando se coloca la ALVEOPLACA en vertical no se permiten contraflechas importantes que hagan que el paramento pierda la verticalidad requerida. Por ello, dimensionando adecuadamente encontramos diversas aplicaciones:
‐ Contención de tierras o Muros de sótano o Vallados para contención de tierras
‐ Construcción de depósitos, depuradoras y piscinas ‐ Construcción de silos
Otras aplicaciones
‐ Cerramientos de fachada, particiones y muros ‐ Graderíos ‐ Pasarelas ‐ Andenes, cubrición de canales, vallas y frontones ‐ Aplicaciones imaginativas
Forjado con capa de compresión y armaduras
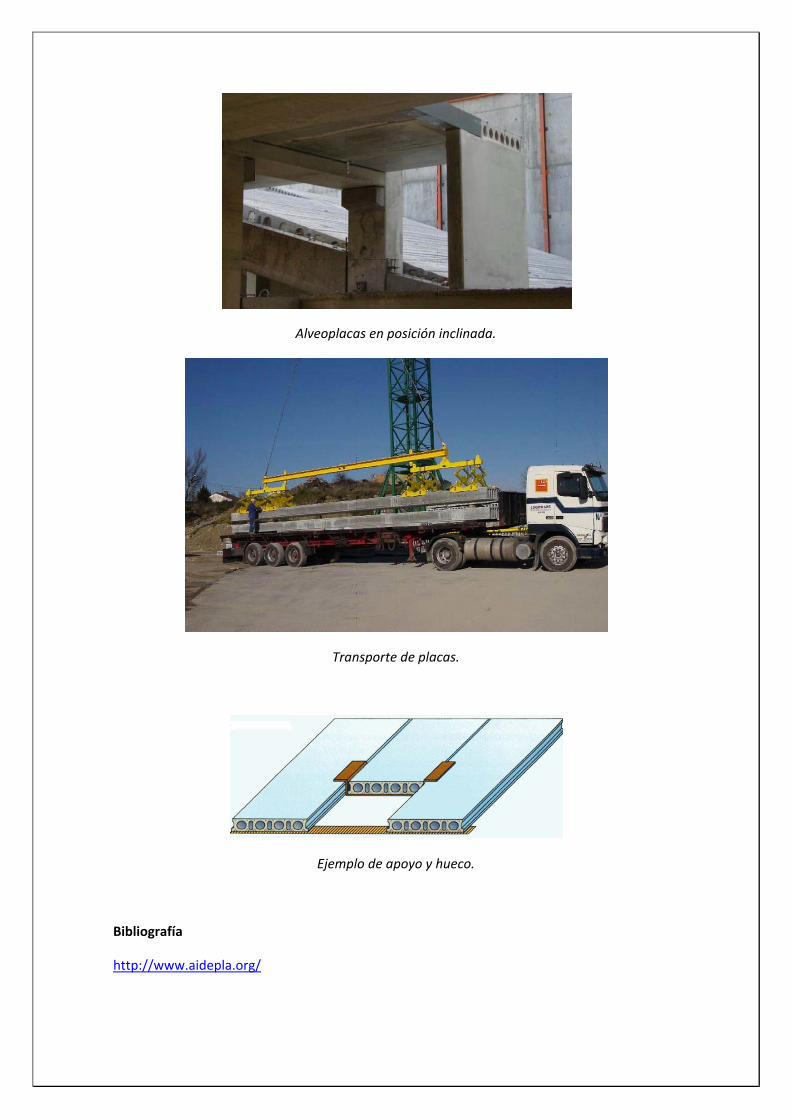
Alveoplacas en posición inclinada.
Transporte de placas.
Ejemplo de apoyo y hueco.
Bibliografía
http://www.aidepla.org/

Forjado mixto Chapa Colaborante
Un forjado mixto de chapa colaborante está constituido por una chapa grecada de acero sobre la cual se vierte una losa de hormigón que contiene una malla de armadura, destinada a mitigar la fisuración del hormigón debida a la retracción y a los efectos de la temperatura. En este tipo de forjado, la chapa grecada sirve de plataforma de trabajo durante el montaje, de encofrado para el hormigón fresco y de armadura inferior para el forjado después del endurecimiento del hormigón. También puede servir de arriostramiento horizontal de la estructura metálica durante la fase de montaje, siempre y cuando su fijación con ésta sea la adecuada.
Ventajas
‐ Ideal para edificios en altura, en donde es posible avanzar con el montaje de la estructura sin necesidad de hormigonar forjados, solamente disponiendo la chapa nervada fijada a las vigas metálicas, que incluso aporta una adecuada capacidad de arriostramiento a efectos horizontales, tanto en la etapa de ejecución como en la de servicio.
‐ La chapa extendida, premontada y debidamente sujeta, resulta ser una plataforma segura de trabajo, para facilitar el movimiento de las personas y para el acopio de los materiales.
‐ Puede no necesitar la colocación de apuntalamientos o cimbras para soportar el peso del hormigón antes del endurecimiento del mismo, lo que simplifica mucho la ejecución de la obra, permitiendo ejecuciones muy rápidas.
‐ En el caso de forjados a una determinada altura importante, por ejemplo por encima de 5 metros, al no necesitar apuntalamiento ni cimbras resulta muy adecuado para no tener que montar castilletes o varios niveles de apuntalamiento, simplificando y abaratando la ejecución.
‐ Por la forma de la propia chapa este tipo de forjados permite, con la colocación de elementos complementarios, el introducir instalaciones, evitando en ocasiones la necesidad de disponer falsos techos o falsos suelos de magnitudes importantes. Es muy adecuado para oficinas – paisajes en donde es preciso tener flexibilidad en la disposición del mobiliario y por tanto en los puntos de conexión eléctrica, de datos, etc.
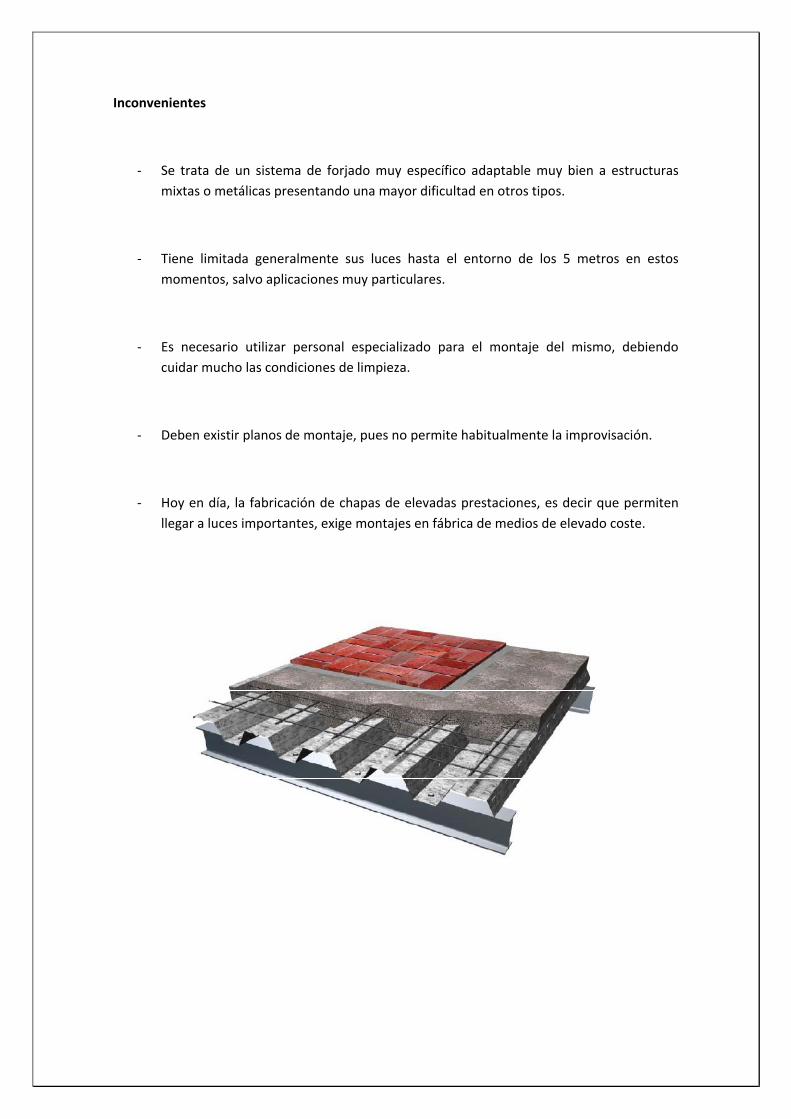
Inconvenientes
‐ Se trata de un sistema de forjado muy específico adaptable muy bien a estructuras mixtas o metálicas presentando una mayor dificultad en otros tipos.
‐ Tiene limitada generalmente sus luces hasta el entorno de los 5 metros en estos momentos, salvo aplicaciones muy particulares.
‐ Es necesario utilizar personal especializado para el montaje del mismo, debiendo cuidar mucho las condiciones de limpieza.
‐ Deben existir planos de montaje, pues no permite habitualmente la improvisación.
‐ Hoy en día, la fabricación de chapas de elevadas prestaciones, es decir que permiten llegar a luces importantes, exige montajes en fábrica de medios de elevado coste.
Forjado tipo Sandwich
Hace ya 10 años que se vienen utilizando en nuestro entorno forjados “in situ” y solucionados con potentes primas de aligeramiento de poliestireno expandido (EPS) intercalados entre dos capas continuas de hormigón armado, con sus pertinentes nervios, jácenas embebidas y ábacos propios de un forjado bi o unidireccional convencional.
Modalidades de forjado sandwich
‐ Techos reticulados con nervios en dos direcciones, con ábacos de transición en el encuentro de la placa con el soporte vertical.
‐ Techos unidireccionales, con nervios principales en un sentido, y con nervios de repartimiento secundarios en el otro, con jácenas de canto y sin ábacos.
‐ Techos unidireccionales, con nervios principales en un sentido, y con nervios de repartimiento secundarios en el otro, con jácenas planas embebidas en el grueso del techo.
‐ Soluciones híbridas que combinan a conveniencia las tres variantes anteriores.
Techos reticulados con nervios en dos direcciones, con ábacos de transición en el encuentro de la placa con el soporte vertical.
Modalidad más usada en los últimos años, que se puede entender como el mantenimiento del concepto de forjado reticulado. Un ámbito de aplicación razonable y óptimo de esta modalidad podría situar su mejor uso en un entorno entre los 8 y 13 metros de luz entre pilares. Estas distancias ofrecen una nueva “generación” de locales con muy pocos pilares y con la consecuente flexibilidad espacial que les permite múltiples soluciones de distribución y subdivisión.
‐ Su uso no se considera adecuado para la construcción de viviendas, ya que este tipo de edificio no pide luces por encima de los 6 o 7 metros entre pilares.
‐ Su uso tampoco supone una mejora en edificios de aparcamientos. El número de pilares se reduce a la mitad, al pasar de módulos de 25 m2 a módulos de 50 m2. La solución de aparcamiento que posibilitaría el uso de esta modalidad de forjado “sándwich” sería la basada en un módulo de 7,50 x 10,00 mts., que permitiría la disposición de 4 plazas por módulo. El coste del forjado reticular sándwich supondría del orden de un 50 % mayor, pero con un rendimiento funcional y arquitectónico incomparablemente mejor, logrando tener un pilar cada 121 m2.
‐ El canto exigido para conseguir una limitación de flecha predeterminada es mucho más favorable en el reticular sándwich que en el reticular convencional.
‐ Debido a su trabajo como viga con sección doble T el forjado sándwich nos da zonas aligeradas con momentos de inercia bastante elevados, casi tan grandes como los de la losa maciza del mismo canto.
‐ Por lo que hace al peso propio, el forjado sándwich resultaría ser el más rentable, si lo comparamos con la losa maciza equivalente (ahorro del 25 %) y con el reticular convencional. Sólo el reticulado aligerado con casetones de plástico recuperable ofrecería un peso propio ligeramente menor.
Ventajas
‐ La primera y mayor ventaja del sistema es que permite la utilización de cuadrículas con notables luces entre pilares (8 – 14 metros) utilizando siempre techos planos, sin vigas de canto ni capiteles resaltados, gracias al elevado momento de inercia de sus secciones.
‐ Facilidad de elevación, con un peso global del orden de 100 veces más bajo que el de casetones normales de cerámica u hormigón ligero. Al respecto, sólo le igualaría el forjado con casetones de plástico recuperables. Gran ahorro de tiempo de grúas.
‐ Una vez desencofrado, el techo está definitivamente acabado y no necesita repaso ni pintura. Por el contrario, los casetones de plástico recuperables tienen un último paso de retirada de los moldes.
‐ Este forjado acepta perfectamente una cara inferior de hormigón visto, obteniéndose la textura de acabado que se desee. El hecho de que sea una lámina contínua de hormigón de 7,5 cm de grueso, permite colgar cualquier instalación con garantía de no afectar las armaduras principales inferiores de los nervios.
‐ Buen comportamiento al fuego, térmico y acústico.
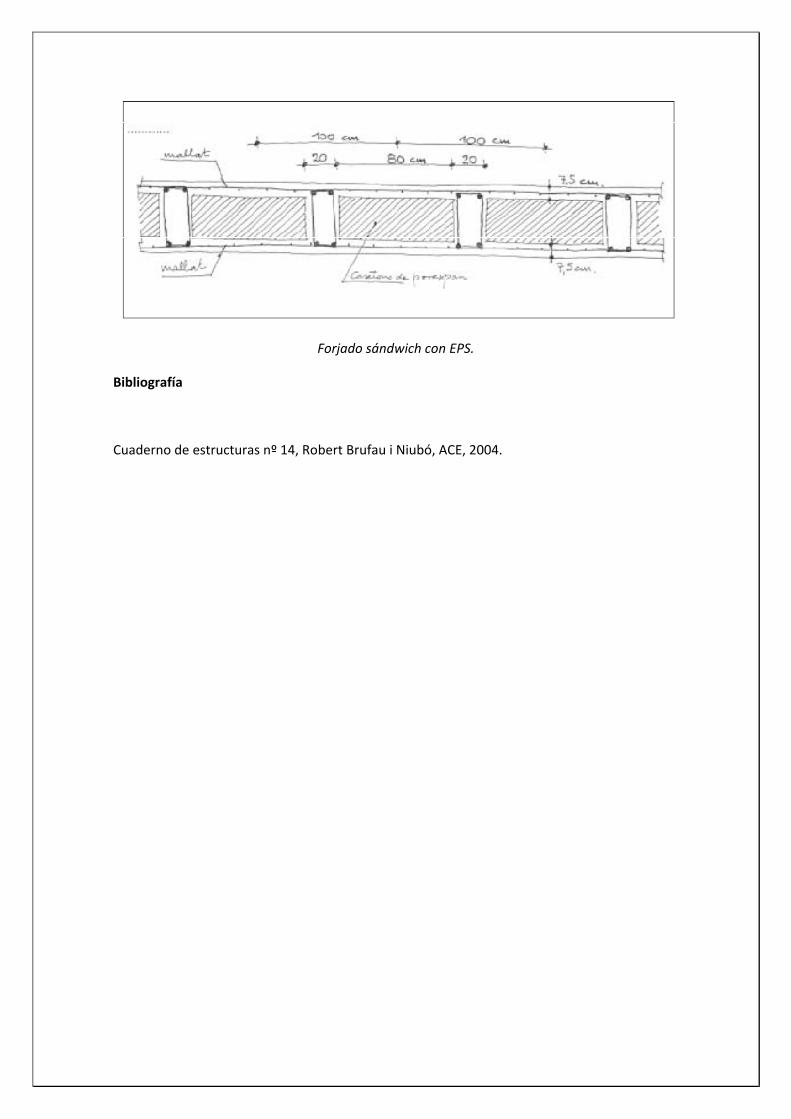
Forjado sándwich con EPS.
Bibliografía
Cuaderno de estructuras nº 14, Robert Brufau i Niubó, ACE, 2004.
Micropilotes
Los micropilotes son elementos con una capacidad portante inferior a la de los pilotes, pero que
son necesarios en trabajos en los cuales no es factible la ejecución de pilotes convencionales, ya
sea debido a la naturaleza de los terrenos a perforar, dificultades de accesos, etc.
Se aplican en recalces, contenciones, consolidaciones de terreno. Con diámetros comprendidos
habitualmente entre 100 y 300 mm., inyectando el núcleo interior de la perforación con
lechada de cemento o mortero y disponiendo armadura formada por redondos o tubulares de
acero. Los micropilotes de diámetros más elevados en algunas ocasiones pueden ser realizados
mediante las técnicas de hormigonado de pilotes convencionales.
Empresas
PIRESA, LOSAN Mecánica del Suelo S.A., MICROS, KRONSA, KELLERTERRA…
Características
‐ Pilotes de pequeño diámetro (normalmente, no más de 350 mm), construidos con
maquinaria y tecnología específicas.
‐ Elevada capacidad de carga (hasta 1.800 kN). Posibilidad de trabajo en compresión y
tracción, incluso alternativamente.
‐ Verticales o inclinados.
‐ Se pueden realizar prácticamente en cualquier tipo de terreno, incluso bolos y rocas de
elevada dureza, y atravesando cualquier obstáculo (mampostería, hormigón, cavernas,
etc.)
‐ El sistema de perforación depende de las características del medio a atravesar. Se
puede realizar a rotación (hélices, triconos, coronas de lidia o diamante...) o
rotopercusión (martillos en fondo o en cabeza).
‐ Para mantener estable la perforación, se puede recurrir a la utilización de lodos
bentoníticos o entubación (incluso perdida).
‐ La maquinaria es de pequeñas dimensiones (incluso desmontable), lo que permite su
realización en espacios reducidos o con gálibos muy estrictos.
‐ Se pueden armar con barras, perfiles, tubos o armaduras mixtas.

‐ Hormigonados con mortero o lechada de alta resistencia, de elevada dosificación con
cemento y con la posible incorporación de aditivos (antiretracción, por ejemplo).
‐ El hormigonado se puede realizar:
o Mediante inyección en fase única con obturación en cabeza.
o Mediante inyección por fases a alta presión, con válvulas antiretorno, que
permite ensanchar el bulbo y mejorar la adherencia por el fuste.
Aplicaciones
‐ Pantallas de contención de excavaciones.
‐ Refuerzo de cimentaciones.
‐ Cimentaciones de edificios o estructuras en lugares con limitaciones de espacio.
‐ Paraguas de protección para túneles y galerías.
‐ Recalces y creación de nuevos sótanos en edificios con patologías.
‐ Compensaciones de subpresiones en cimentaciones.
‐ Estabilización de taludes. Cosido y armado de suelos.
‐ Anclajes de muros pantalla.
Micropilotes MK
Normalizados de micropilotes MK Diámetro (mm) Armadura normal Q vertical (kN)
MK‐150 150 Tubo o perfil 200‐700
MK‐175 175 Tubo o perfil 250‐800
MK‐220 220 Tubo o perfil 300‐950
MK‐250 150 Tubo o perfil 300‐1.000
MK‐300 (2) 300 Tubo o perfil 500‐1.400
MK‐350 (2) 350 Tubo o perfil 600‐1.600
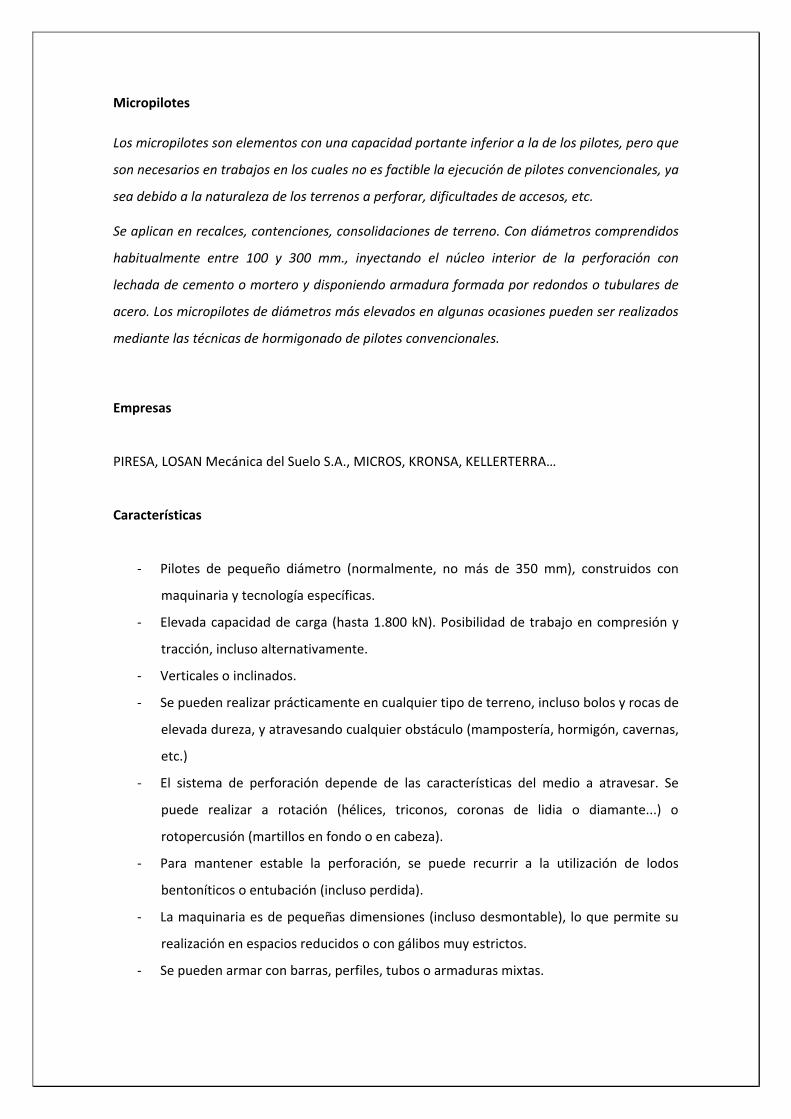
Penetración de un micropilote en interiores.
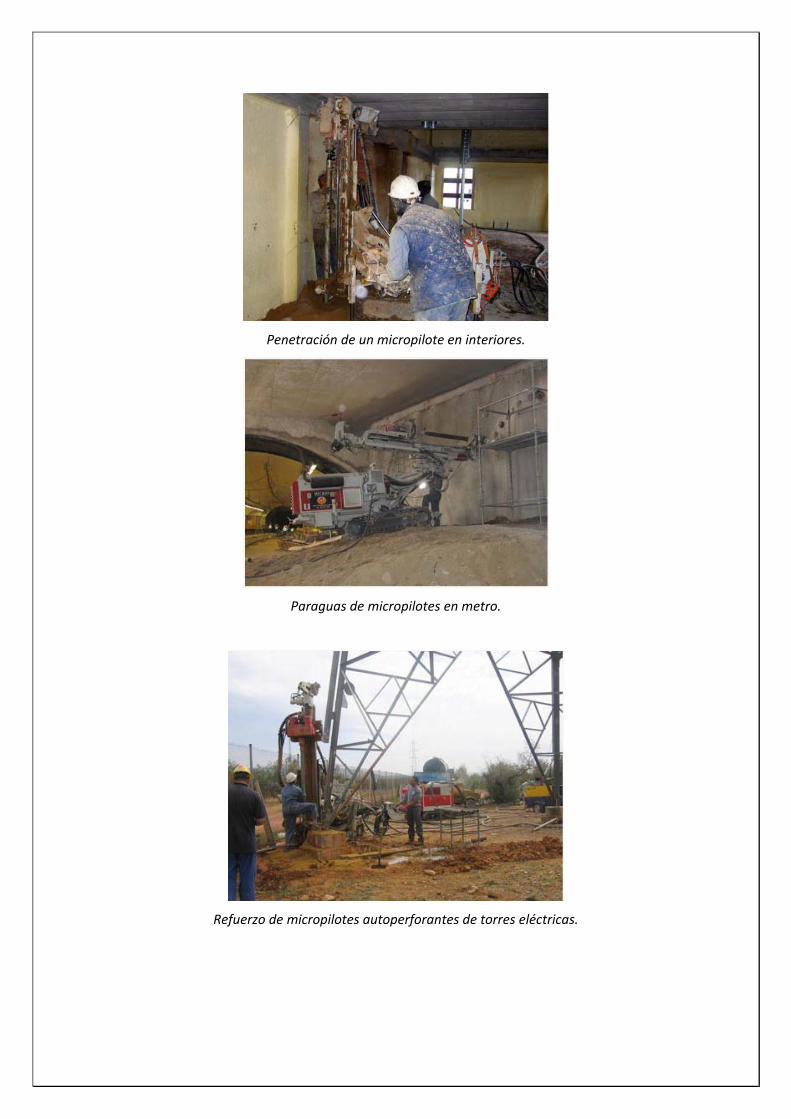
Paraguas de micropilotes en metro.
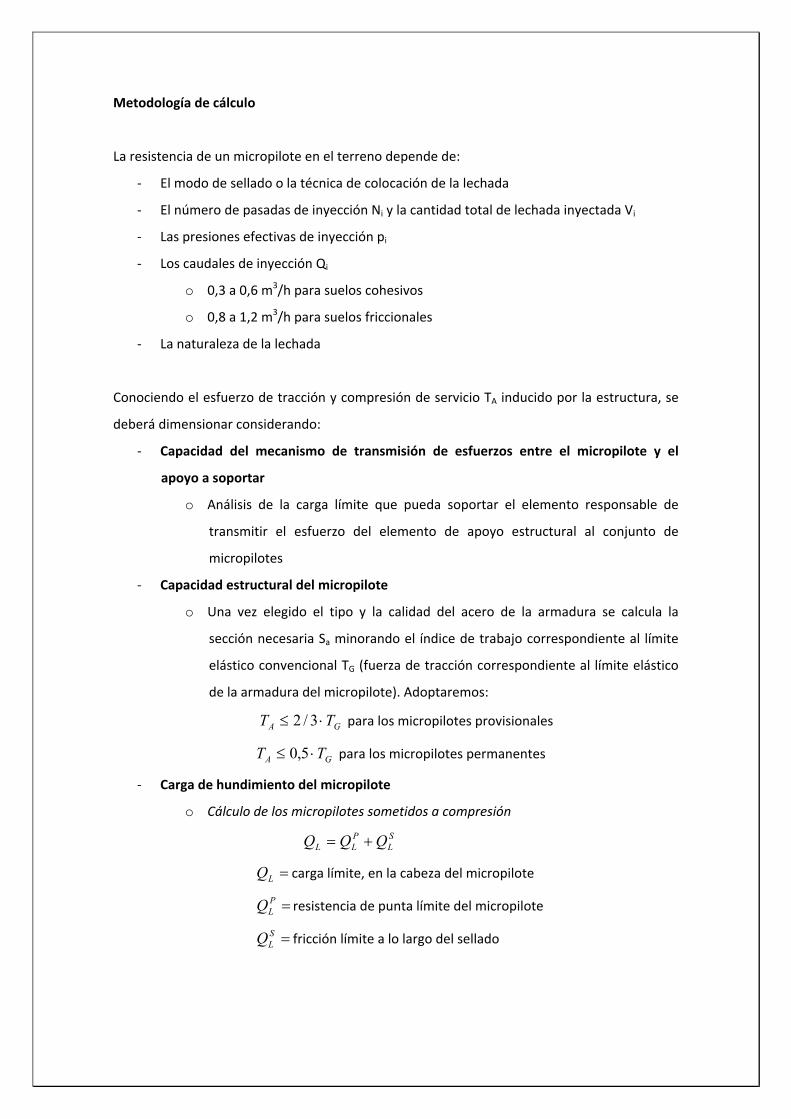
Refuerzo de micropilotes autoperforantes de torres eléctricas.
Metodología de cálculo
La resistencia de un micropilote en el terreno depende de:
‐ El modo de sellado o la técnica de colocación de la lechada
‐ El número de pasadas de inyección Ni y la cantidad total de lechada inyectada Vi
‐ Las presiones efectivas de inyección pi
‐ Los caudales de inyección Qi
o 0,3 a 0,6 m3/h para suelos cohesivos
o 0,8 a 1,2 m3/h para suelos friccionales
‐ La naturaleza de la lechada
Conociendo el esfuerzo de tracción y compresión de servicio TA inducido por la estructura, se
deberá dimensionar considerando:
‐ Capacidad del mecanismo de transmisión de esfuerzos entre el micropilote y el
apoyo a soportar
o Análisis de la carga límite que pueda soportar el elemento responsable de
transmitir el esfuerzo del elemento de apoyo estructural al conjunto de
micropilotes
‐ Capacidad estructural del micropilote
o Una vez elegido el tipo y la calidad del acero de la armadura se calcula la
sección necesaria Sa minorando el índice de trabajo correspondiente al límite
elástico convencional TG (fuerza de tracción correspondiente al límite elástico
de la armadura del micropilote). Adoptaremos:
GA TT ⋅≤ 3/2 para los micropilotes provisionales
GA TT ⋅≤ 5,0 para los micropilotes permanentes
‐ Carga de hundimiento del micropilote
o Cálculo de los micropilotes sometidos a compresión
SL
PLL QQQ +=
=LQ carga límite, en la cabeza del micropilote
=PLQ resistencia de punta límite del micropilote
=SLQ fricción límite a lo largo del sellado

Siendo PLQ sin exceder el 15‐20 % de la fricción lateral S
LPL QQ ⋅= 15,0 y de forma particular
será:
1pKSQ PPPL ⋅⋅=
=PS sección de la punta del bulbo de sellado de diámetro DS
=PK factor de capacidad portante de la punta
1,2 para arenas y gravas
1,6 para arcillas
1,8 para arcillas y margas
1,5 para roca alterada y fragmentada
=1P presión límite del suelo bajo la punta medida con el presiómetro
Menard
1P puede obtenerse mediante correlación a partir del SPTN y la presión de preconsolidación
0p .
Para terrenos cohesivos 1901SPTN
pp =−
Para terrenos friccionales: 5001SPTN
pp =−
o Cálculo de la longitud de transmisión SL
sSSSL qLDQ ⋅⋅⋅= π
=LQ compresión límite del micropilote aislado
=SD diámetro medio del bulbo de sellado. Depende del diámetro del
taladro dD y un coeficiente de mayoración α . α⋅= dS DD
=sq fricción lateral unitario límite que se ejerce a lo largo de la
superficie lateral del bulbo. Depende de la naturaleza del suelo.
En la práctica corriente, parece prudente contar con unas longitudes de sellado LS por lo
menos iguales a 4 metros.
o Cálculo de los micropilotes a Tracción
El método anteriormente expuesto se puede adaptar al cálculo de los micropilotes solicitados
en tracción, bajo reserva de no tener en cuenta la resistencia ofrecida por la punta y
considerando que le valor de la fricción lateral movilizada bajo tracción es igual al valor
movilizado a la hora de la tracción:
SLL QT =
Bibliografía
‐ http://www.asefa.es/index.php?option=com_content&task=view&id=274
‐ http://www.micros.es/index.htm
‐ http://www.kronsa.com/
‐ http://www.stmr.es/recursos/downloads/STMR_Art_MicropilotesUsoRecalces.pdf
‐ http://www.losansa.com/micropilotes.asp
Pilotes prefabricados
Los Pilotes Prefabricados pertenecen a la categoría de Cimentaciones Profundas. Los pilotes de
hormigón armado convencional se utilizan para trabajar a la compresión; los de hormigón
pretensado funcionan bien a la tracción, y sirven para tablestacas y cuando deben quedar
sumergidos bajo agua.
Estos pilotes se clavan en el terreno por medio de golpes que efectúa un martinete o con una
pala metálica equipada para hincada del pilote.
Empresas
KRONSA, TERRA
Pilotes CK
‐ Sección cuadrada.
‐ Elevada capacidad portante.
‐ Fabricados en factorías permanentes, con rigurosos controles de calidad.
‐ Materiales de alta resistencia:
‐ Hormigón de 52,50 N/mm2.
‐ Acero B 500 S en armaduras longitudinales
‐ Empalmables para cualquier longitud, mediante juntas machihembradas de alta
calidad.
‐ Fabricados con cemento especial, resistente a sulfatos y agua del mar.
‐ Se hincan mediante golpeo, con equipos mecánicos o hidráulicos.
‐ Se controla el rechazo, lo que equivale una prueba de carga dinámica en cada uno de
ellos.
‐ Control exacto de la capacidad portante y de la forma de transmisión de la carga al
terreno.
‐ Alto rendimiento de los equipos de hinca. Disminución del plazo.
‐ Ausencia de detritus de perforación. Ideal para utilizar en terrenos contaminados.
Limpieza de la obra.
‐ No utilización de lodos bentoníticos ni hormigón fresco.
‐ Se pueden hincar verticales o inclinados, para mejorar la resistencia frente a empujes
horizontales.
‐ Evitan la descompresión del terreno.
‐ Se pueden dotar de azuches especiales para roca.
‐ Posibilidad de empleo de descabezadores específicos.
‐ Encepados de pequeñas dimensiones.
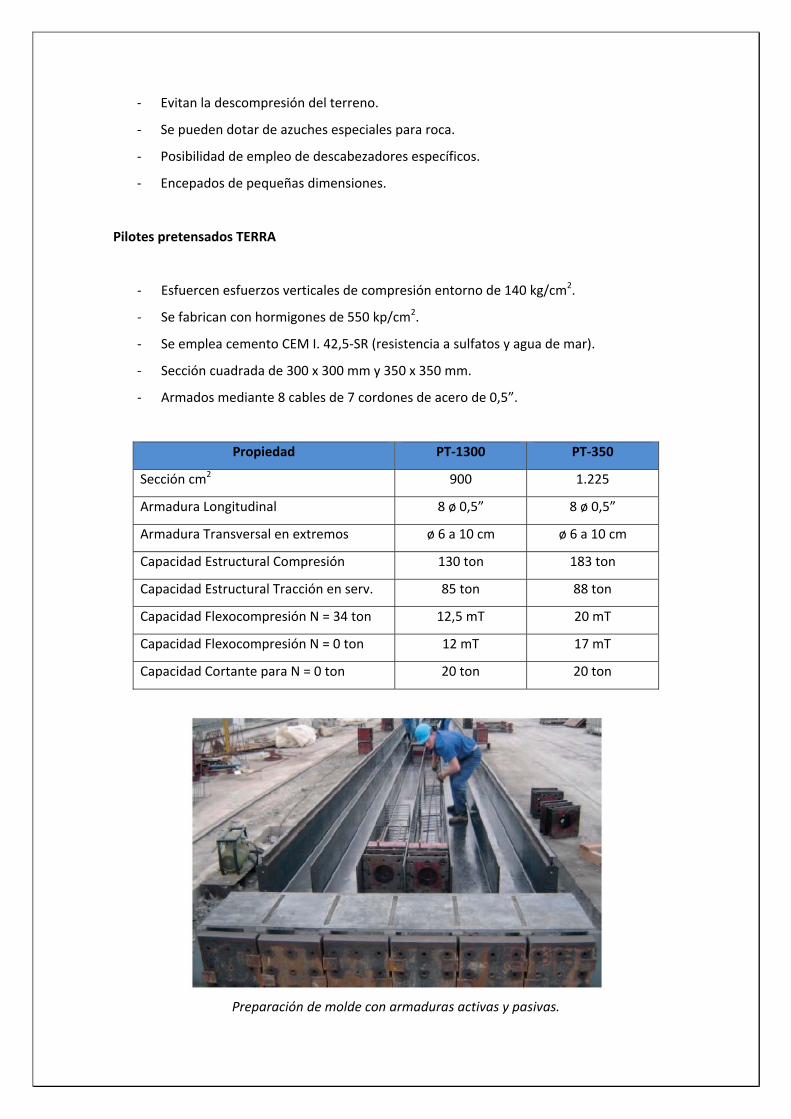
Pilotes pretensados TERRA
‐ Esfuercen esfuerzos verticales de compresión entorno de 140 kg/cm2.
‐ Se fabrican con hormigones de 550 kp/cm2.
‐ Se emplea cemento CEM I. 42,5‐SR (resistencia a sulfatos y agua de mar).
‐ Sección cuadrada de 300 x 300 mm y 350 x 350 mm.
‐ Armados mediante 8 cables de 7 cordones de acero de 0,5”.
Propiedad PT‐1300 PT‐350
Sección cm2 900 1.225
Armadura Longitudinal 8 ø 0,5” 8 ø 0,5”
Armadura Transversal en extremos ø 6 a 10 cm ø 6 a 10 cm
Capacidad Estructural Compresión 130 ton 183 ton
Capacidad Estructural Tracción en serv. 85 ton 88 ton
Capacidad Flexocompresión N = 34 ton 12,5 mT 20 mT
Capacidad Flexocompresión N = 0 ton 12 mT 17 mT
Capacidad Cortante para N = 0 ton 20 ton 20 ton
Preparación de molde con armaduras activas y pasivas.
Cimentación de estructura para Línea de Alta Velocidad en Perales del Río.
Bibliografía
http://www.asefa.es/index.php?option=com_content&task=view&id=274
Estructuras modulares
Las casas prefabricadas cubren todas las expectativas en cuanto a tiempo de construcción, costes de desarrollo, seguridad y mantenimiento. Lo único que necesitas es un terreno donde edificarla. La pregunta de por qué todavía mucha gente no se plantea vivir en una casa prefabricada se responderá a sí misma en los próximos años. Podemos decir que nos encontramos ante una revolución inminente. Y es posible que muy pronto no volvamos a construir casas de otra manera.
Empresas
HORMIPRESA, Constructora d’ARO, Pellicer i Fills SA…
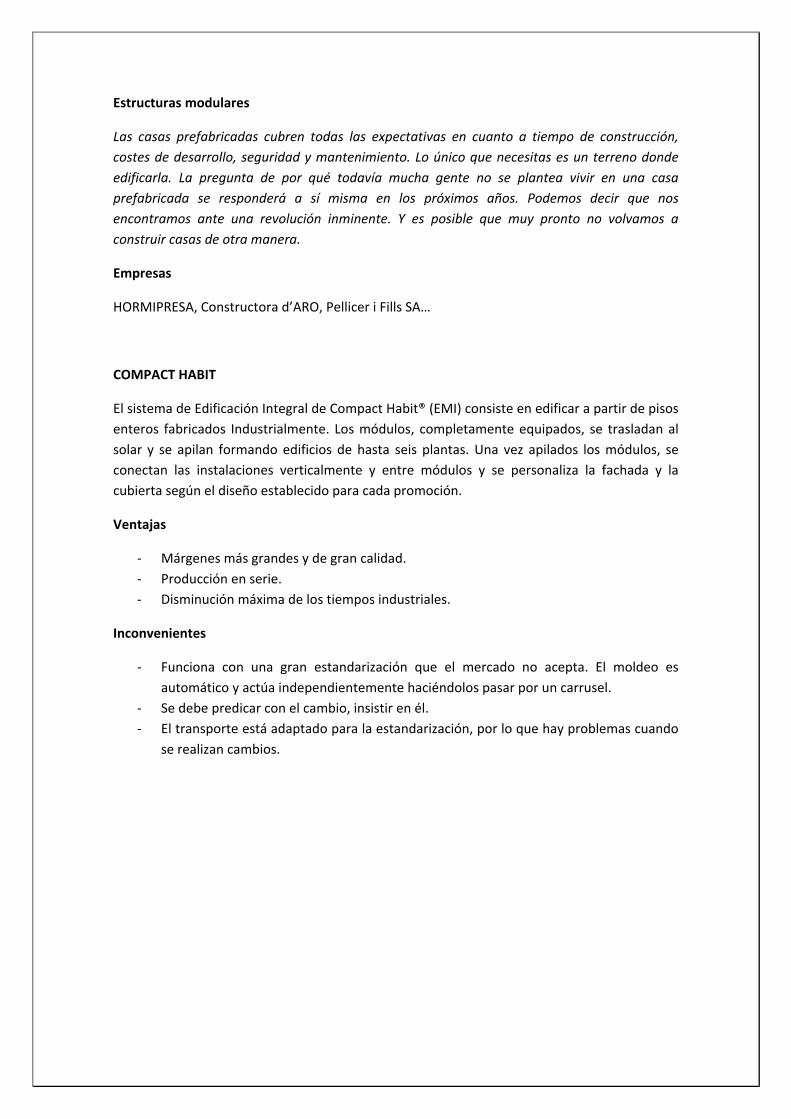
COMPACT HABIT
El sistema de Edificación Integral de Compact Habit® (EMI) consiste en edificar a partir de pisos enteros fabricados Industrialmente. Los módulos, completamente equipados, se trasladan al solar y se apilan formando edificios de hasta seis plantas. Una vez apilados los módulos, se conectan las instalaciones verticalmente y entre módulos y se personaliza la fachada y la cubierta según el diseño establecido para cada promoción.
Ventajas
‐ Márgenes más grandes y de gran calidad. ‐ Producción en serie. ‐ Disminución máxima de los tiempos industriales.
Inconvenientes
‐ Funciona con una gran estandarización que el mercado no acepta. El moldeo es automático y actúa independientemente haciéndolos pasar por un carrusel.
‐ Se debe predicar con el cambio, insistir en él. ‐ El transporte está adaptado para la estandarización, por lo que hay problemas cuando
se realizan cambios.
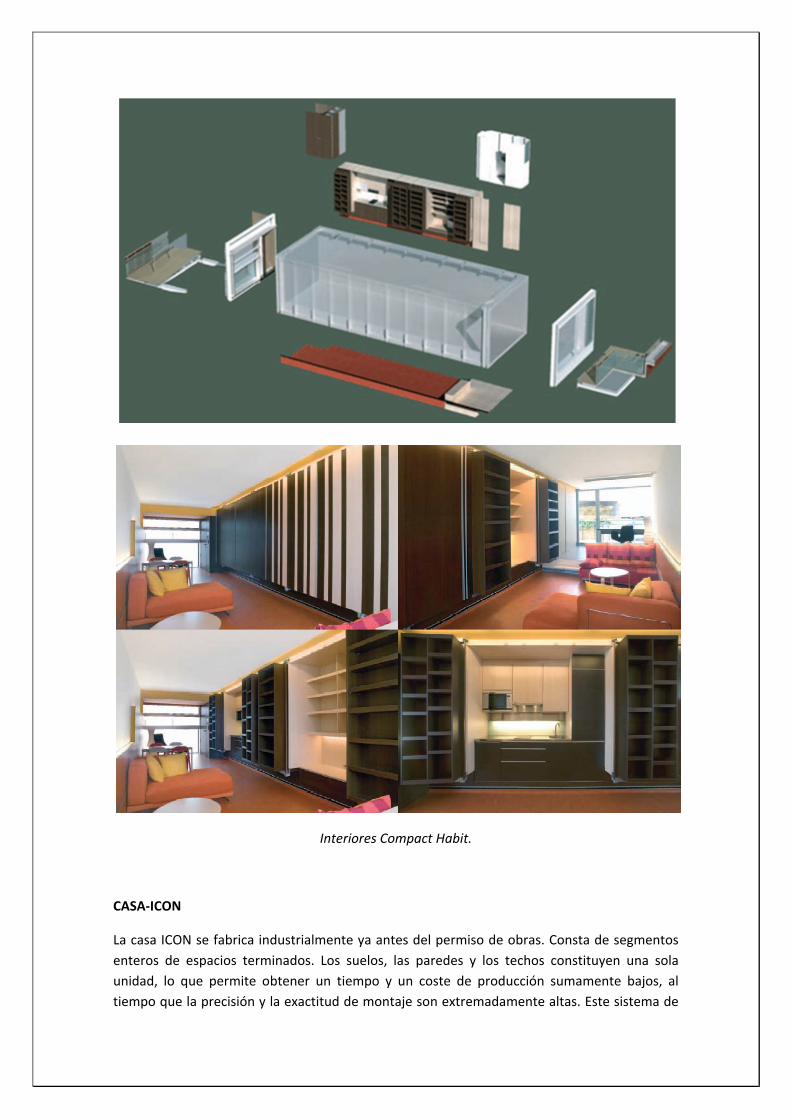
Interiores Compact Habit.
CASA‐ICON
La casa ICON se fabrica industrialmente ya antes del permiso de obras. Consta de segmentos enteros de espacios terminados. Los suelos, las paredes y los techos constituyen una sola unidad, lo que permite obtener un tiempo y un coste de producción sumamente bajos, al tiempo que la precisión y la exactitud de montaje son extremadamente altas. Este sistema de
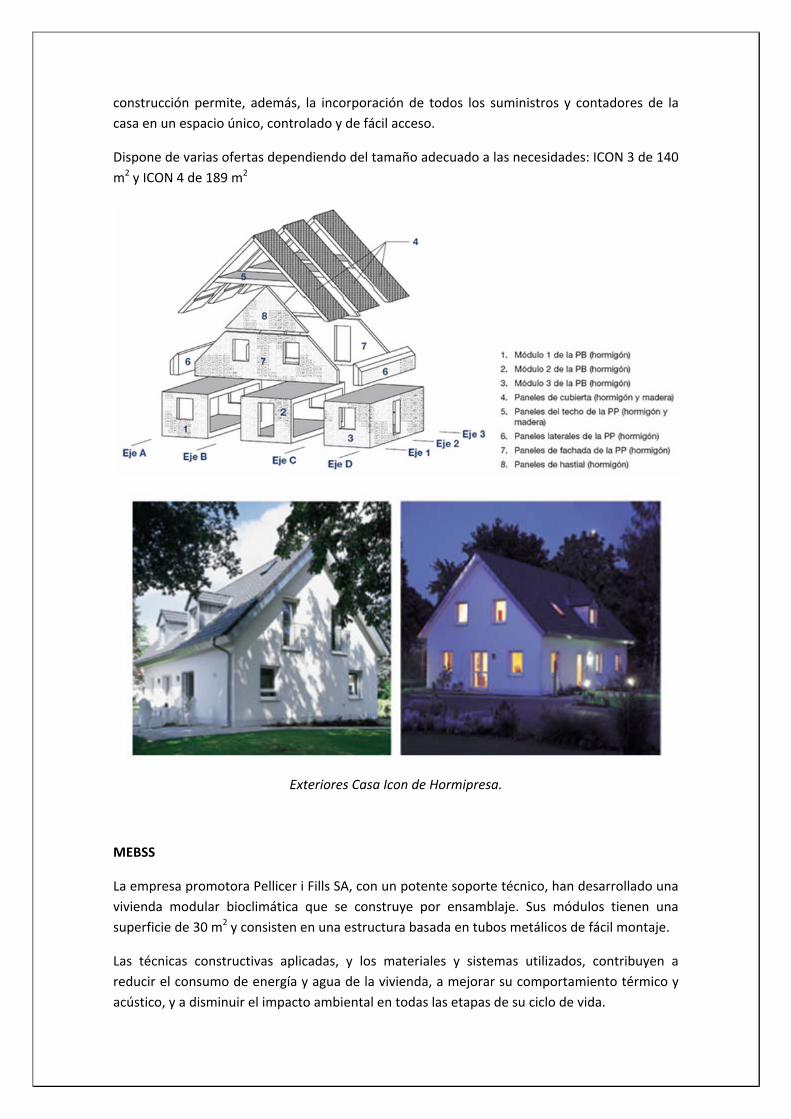
construcción permite, además, la incorporación de todos los suministros y contadores de la casa en un espacio único, controlado y de fácil acceso.
Dispone de varias ofertas dependiendo del tamaño adecuado a las necesidades: ICON 3 de 140 m2 y ICON 4 de 189 m2
Exteriores Casa Icon de Hormipresa.
MEBSS
La empresa promotora Pellicer i Fills SA, con un potente soporte técnico, han desarrollado una vivienda modular bioclimática que se construye por ensamblaje. Sus módulos tienen una superficie de 30 m2 y consisten en una estructura basada en tubos metálicos de fácil montaje.
Las técnicas constructivas aplicadas, y los materiales y sistemas utilizados, contribuyen a reducir el consumo de energía y agua de la vivienda, a mejorar su comportamiento térmico y acústico, y a disminuir el impacto ambiental en todas las etapas de su ciclo de vida.
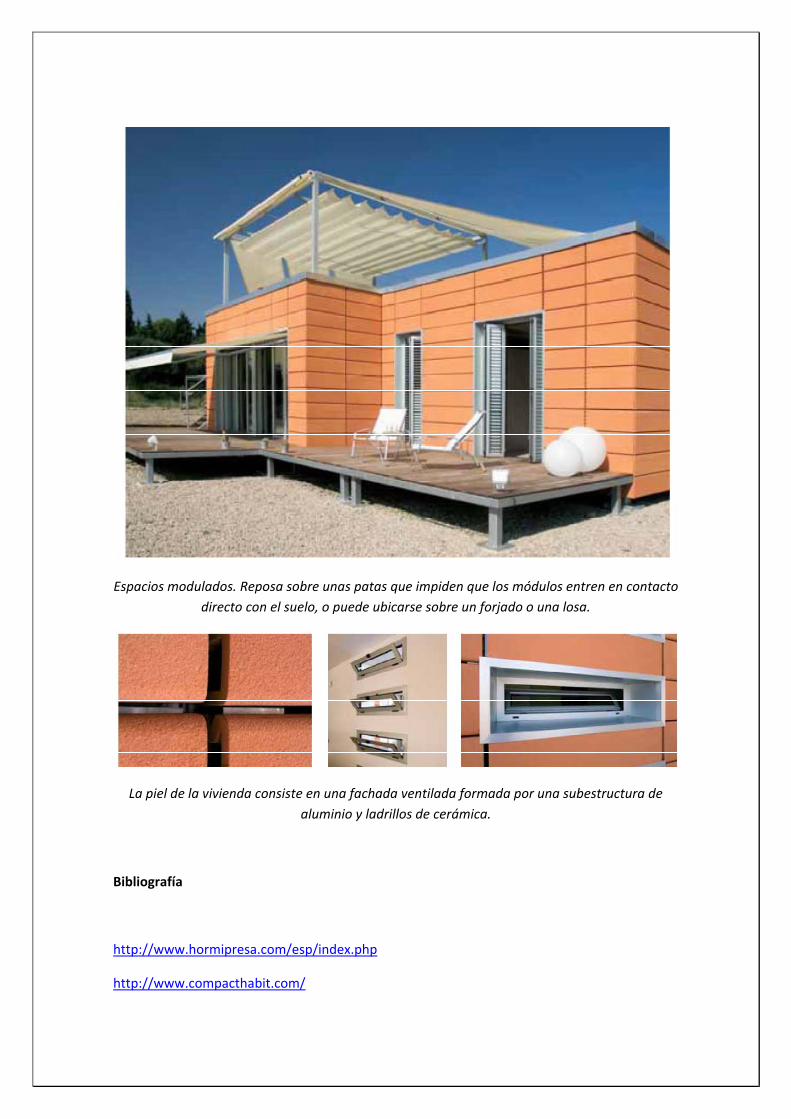
Espacios modulados. Reposa sobre unas patas que impiden que los módulos entren en contacto directo con el suelo, o puede ubicarse sobre un forjado o una losa.
La piel de la vivienda consiste en una fachada ventilada formada por una subestructura de aluminio y ladrillos de cerámica.
Bibliografía
http://www.hormipresa.com/esp/index.php
http://www.compacthabit.com/
http://www.mebss.net/index_on.html
Escaleras prefabricadas
Las escaleras prefabricadas de hormigón ofrecen importantes ventajas técnicas, económicas y de seguridad con respecto a otros sistemas tradicionales, aumentando notablemente la eficiencia en la ejecución de estructuras de hormigón.
Junto a ellas, los descansillos prefabricados de hormigón son el complemento perfecto para el sistema de escaleras prefabricadas y suponen un salto cualitativo muy importante con respecto a otros sistemas, eliminando prácticamente las ejecuciones in situ en la construcción de tramos de escaleras, y reduciendo al máximo las desviaciones sobre las estimaciones de los proyectos.
Empresas
BURDILAN, BISON…
Ventajas:
‐ Adaptabilidad, las escaleras y descansillos se fabrican a medida de los requerimientos de los diferentes proyectos.
‐ Exactitud en la geometría prevista en cada uno de los tramos. ‐ Ejecución rápida (no requiere encofrar ni ferrallar in situ). ‐ Menor peso, al poder manipular por separado descansillos y escaleras, disminuye el
peso y se facilita el acopio, pudiendo utilizar la grúa de obra para su instalación. ‐ No se requieren vigas a media altura, es posible instalar grandes ventanales en los
huecos de las escaleras. ‐ Ahorro en mano de obra por el control de tiempos en ejecución, ahorro en el proceso
de encofrado y necesidad de mano de obra menos cualificada (no es necesario un personal con un alto grado de cualificación ni de experiencia).
‐ Escalera transitable desde el mismo momento de su instalación en obra. ‐ El sistema no requiere replanteo de peldaños en obra.
Inconvenientes:
‐ Conocer las alturas libres para prefabricar escaleras en la mayoría de ocasiones sólo sirve para un único diseño.
‐ Es prácticamente imposible terminar la escalera prefabricada para el acabado final. La otra posibilidad es quedar un poco por debajo de la cota, y gracias al revestimiento adecuarnos.
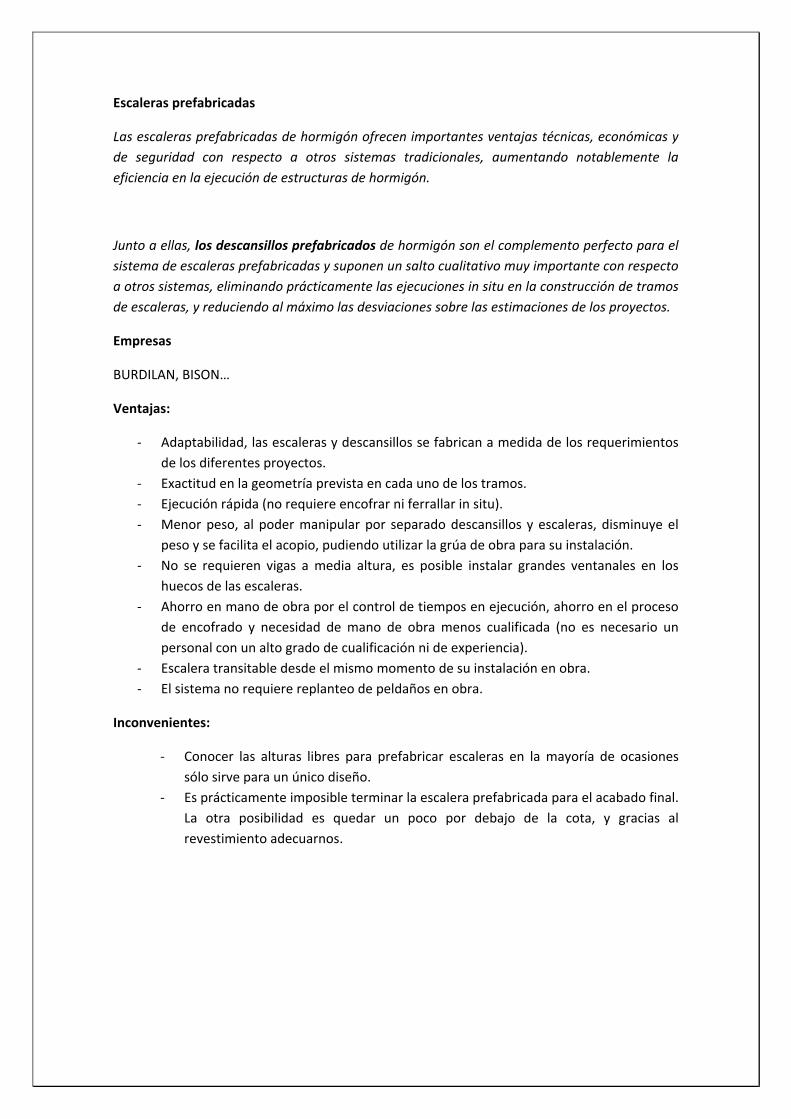
Ejemplo solución estructural Burdilan.
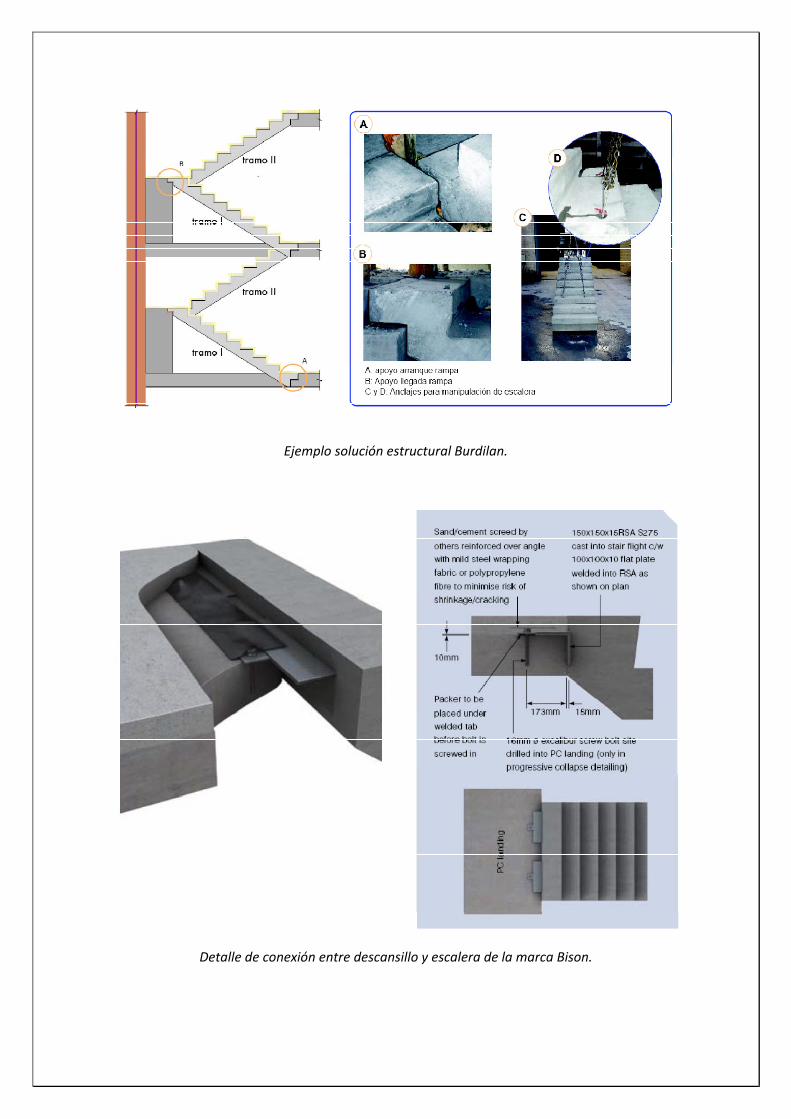
Detalle de conexión entre descansillo y escalera de la marca Bison.
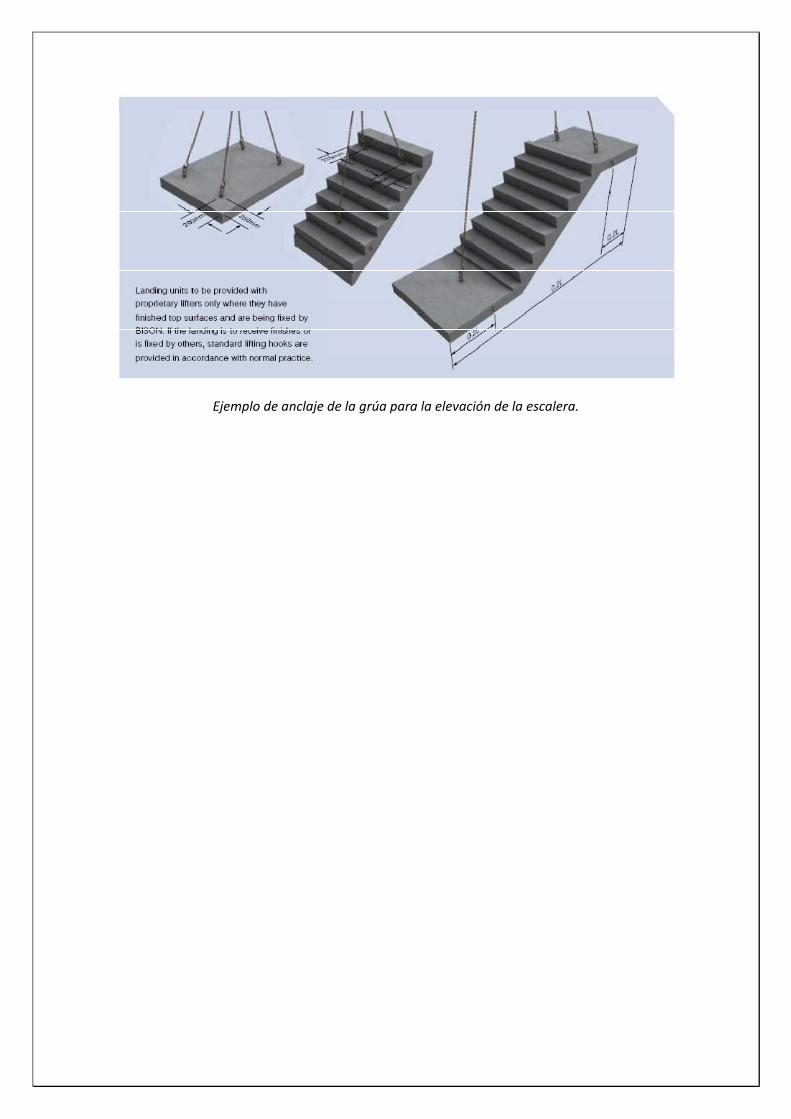
Ejemplo de anclaje de la grúa para la elevación de la escalera.
Deltabeam
La DELTABEAM es una jácena cajón de acero alveolada que es hormigonada in situ durante la construcción, paralelamente a las juntas de las placas alveolares. De esta forma se evita el descuelgue formando así un forjado de canto reducido (slim floor).
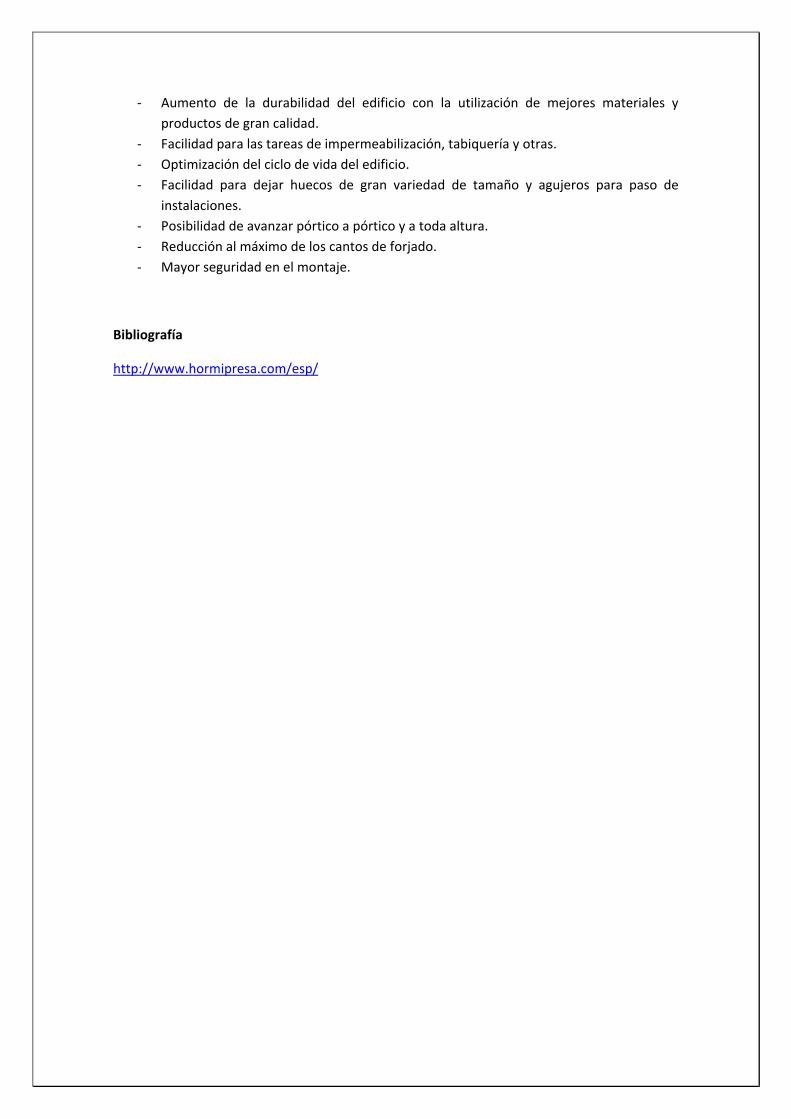
Gracias a la solución Deltabeam se ha diseñado el nuevo sistema estructural denominado Deltamix, sistema formado por pilares de hormigón armado de una o varias plantas, jácenas mixtas DELTABEAM y placas alveolares pretensadas de diferentes cantos para alcanzar diferentes retículas estructurales.
Empresas
HORMIPRESA
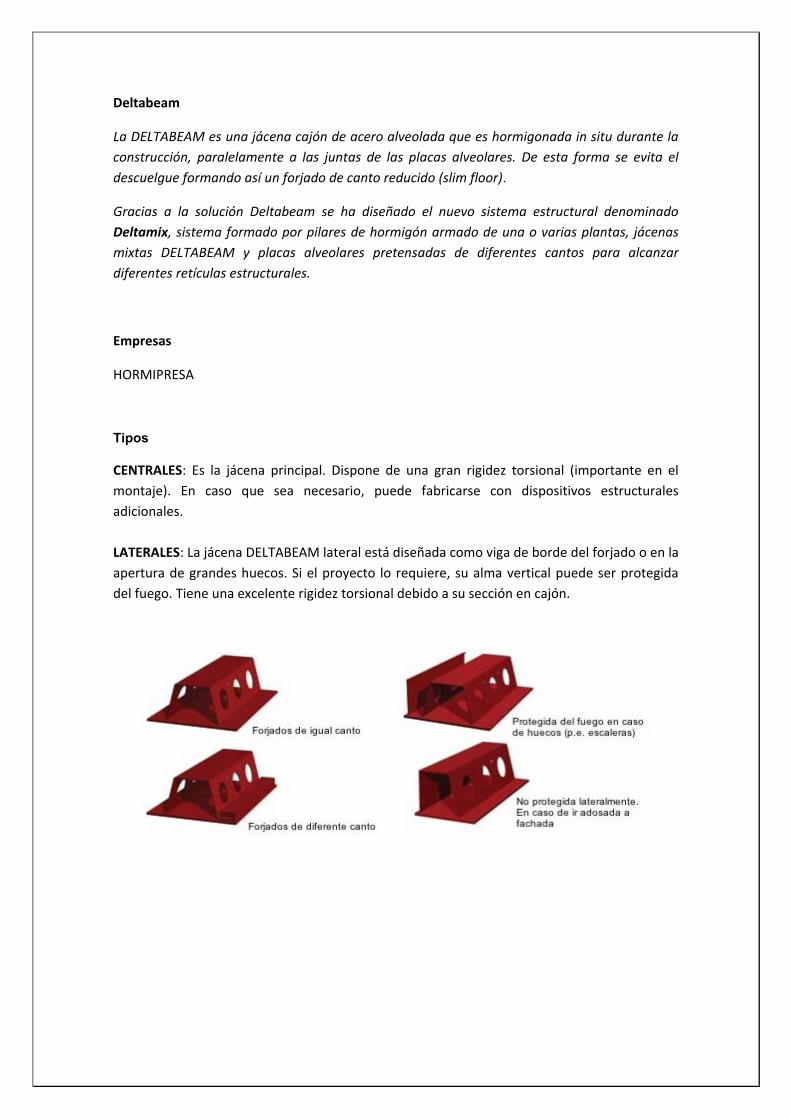
Tipos
CENTRALES: Es la jácena principal. Dispone de una gran rigidez torsional (importante en el montaje). En caso que sea necesario, puede fabricarse con dispositivos estructurales adicionales. LATERALES: La jácena DELTABEAM lateral está diseñada como viga de borde del forjado o en la apertura de grandes huecos. Si el proyecto lo requiere, su alma vertical puede ser protegida del fuego. Tiene una excelente rigidez torsional debido a su sección en cajón.
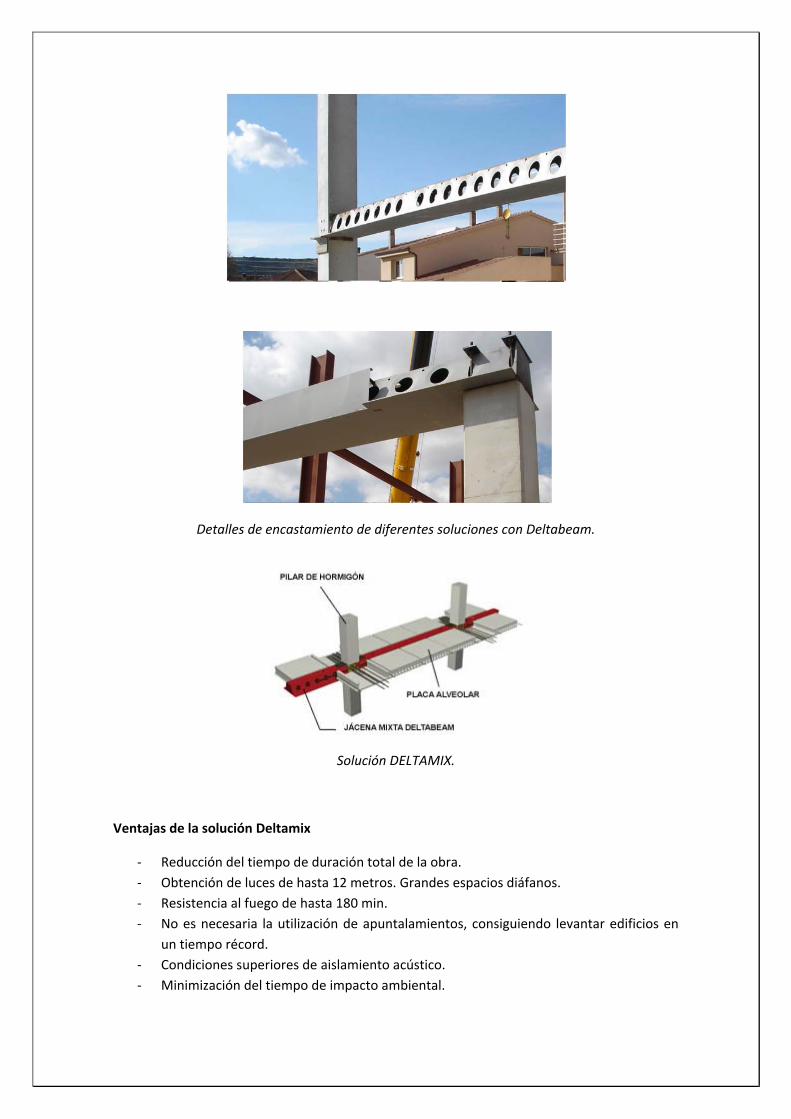
Detalles de encastamiento de diferentes soluciones con Deltabeam.
Solución DELTAMIX.
Ventajas de la solución Deltamix
‐ Reducción del tiempo de duración total de la obra. ‐ Obtención de luces de hasta 12 metros. Grandes espacios diáfanos. ‐ Resistencia al fuego de hasta 180 min. ‐ No es necesaria la utilización de apuntalamientos, consiguiendo levantar edificios en
un tiempo récord. ‐ Condiciones superiores de aislamiento acústico. ‐ Minimización del tiempo de impacto ambiental.
‐ Aumento de la durabilidad del edificio con la utilización de mejores materiales y productos de gran calidad.
‐ Facilidad para las tareas de impermeabilización, tabiquería y otras. ‐ Optimización del ciclo de vida del edificio. ‐ Facilidad para dejar huecos de gran variedad de tamaño y agujeros para paso de
instalaciones. ‐ Posibilidad de avanzar pórtico a pórtico y a toda altura. ‐ Reducción al máximo de los cantos de forjado. ‐ Mayor seguridad en el montaje.
Bibliografía
http://www.hormipresa.com/esp/
Peikko
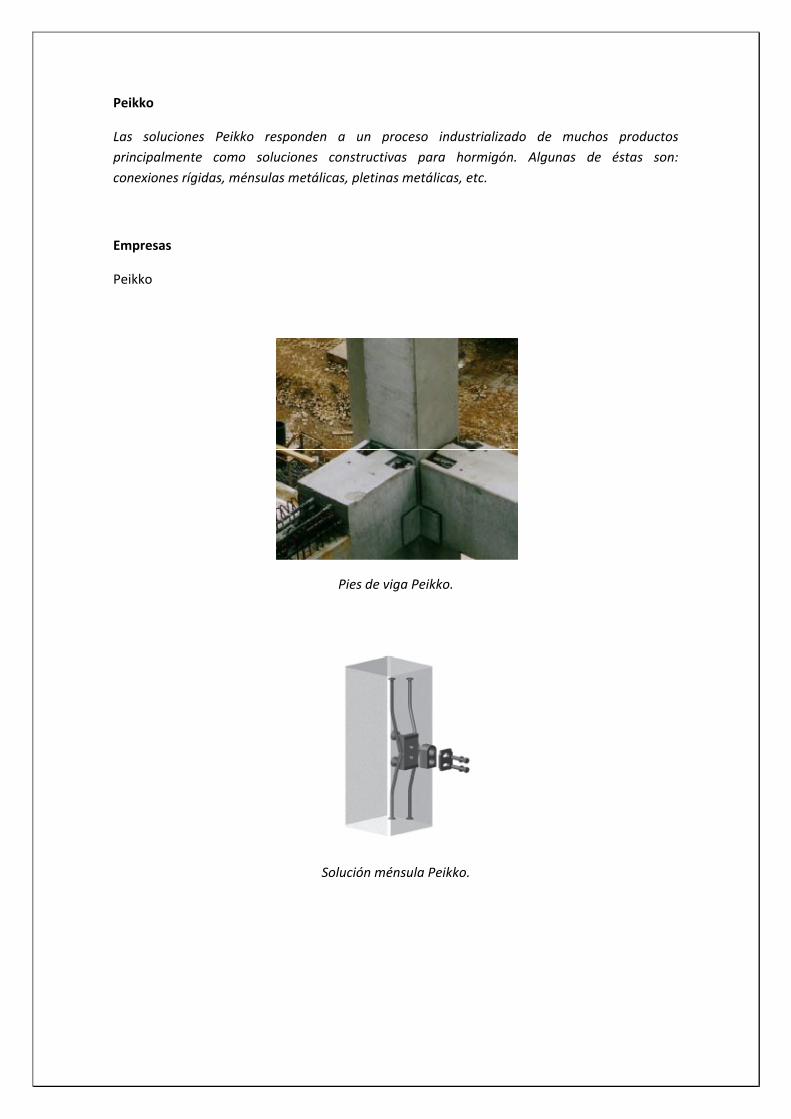
Las soluciones Peikko responden a un proceso industrializado de muchos productos principalmente como soluciones constructivas para hormigón. Algunas de éstas son: conexiones rígidas, ménsulas metálicas, pletinas metálicas, etc.
Empresas
Peikko
Pies de viga Peikko.
Solución ménsula Peikko.
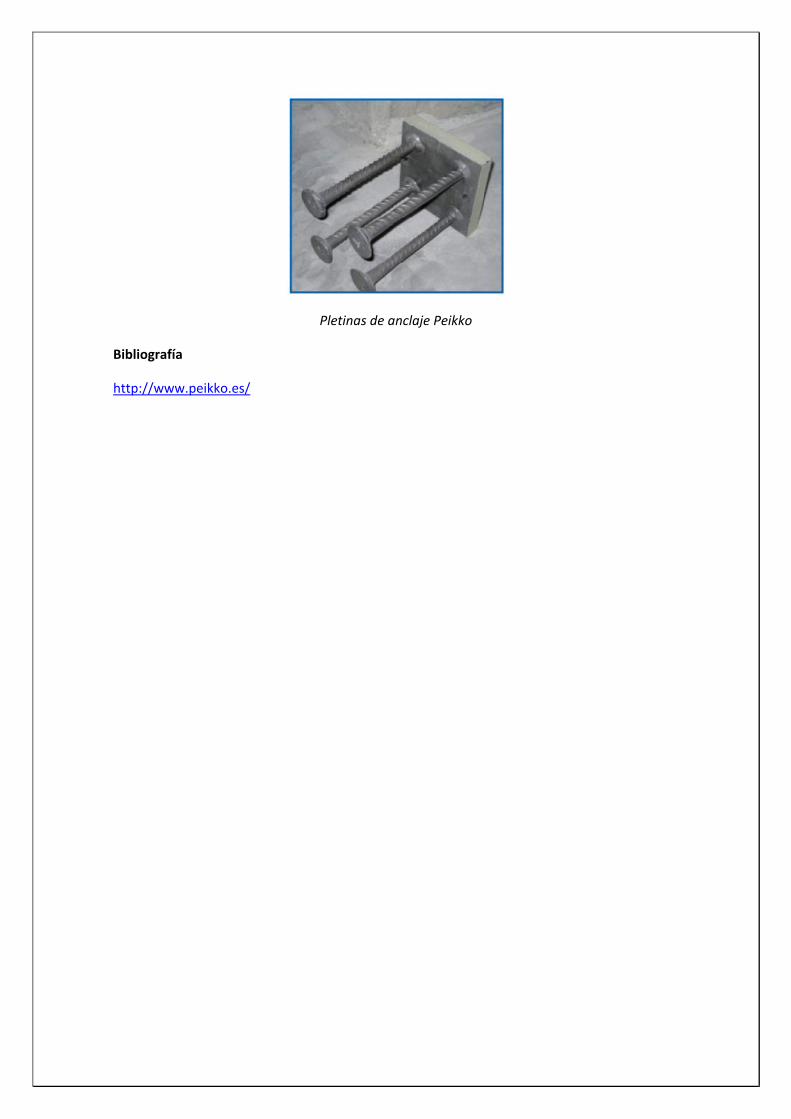
Pletinas de anclaje Peikko
Bibliografía
http://www.peikko.es/
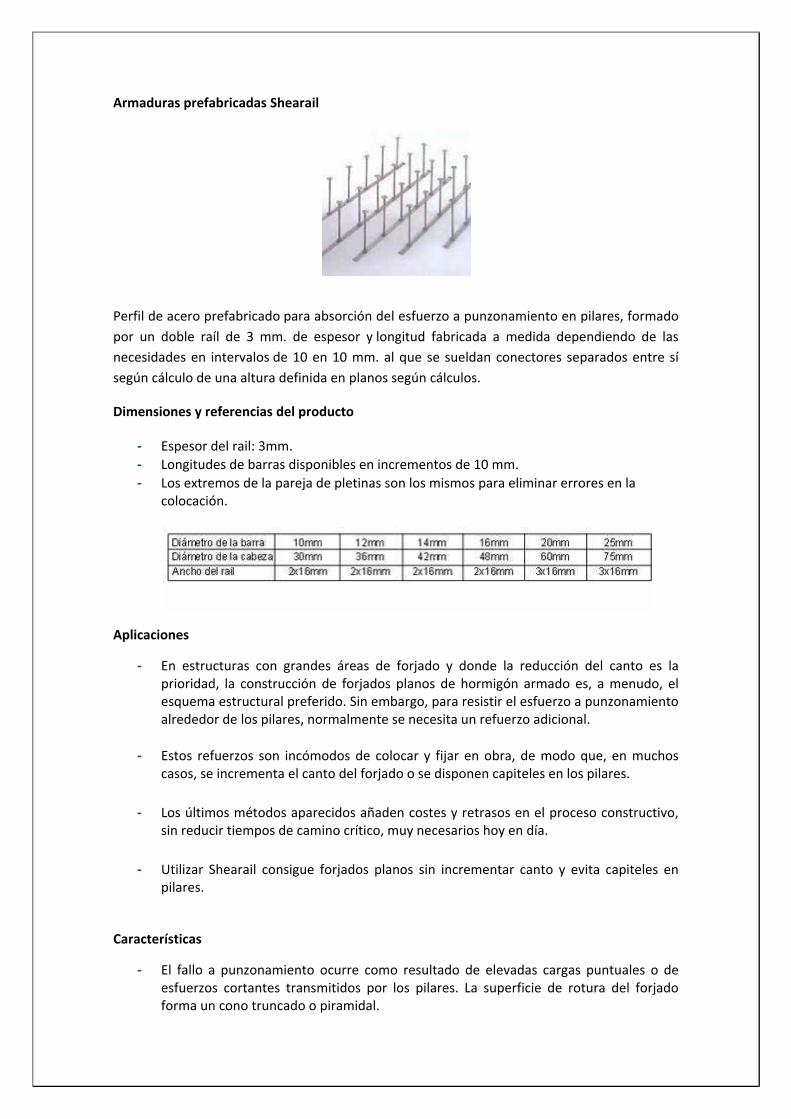
Armaduras prefabricadas Shearail
Perfil de acero prefabricado para absorción del esfuerzo a punzonamiento en pilares, formado por un doble raíl de 3 mm. de espesor y longitud fabricada a medida dependiendo de las necesidades en intervalos de 10 en 10 mm. al que se sueldan conectores separados entre sí según cálculo de una altura definida en planos según cálculos.
Dimensiones y referencias del producto
‐ Espesor del rail: 3mm. ‐ Longitudes de barras disponibles en incrementos de 10 mm. ‐ Los extremos de la pareja de pletinas son los mismos para eliminar errores en la
colocación.
Aplicaciones
‐ En estructuras con grandes áreas de forjado y donde la reducción del canto es la prioridad, la construcción de forjados planos de hormigón armado es, a menudo, el esquema estructural preferido. Sin embargo, para resistir el esfuerzo a punzonamiento alrededor de los pilares, normalmente se necesita un refuerzo adicional.
‐ Estos refuerzos son incómodos de colocar y fijar en obra, de modo que, en muchos casos, se incrementa el canto del forjado o se disponen capiteles en los pilares.
‐ Los últimos métodos aparecidos añaden costes y retrasos en el proceso constructivo, sin reducir tiempos de camino crítico, muy necesarios hoy en día.
‐ Utilizar Shearail consigue forjados planos sin incrementar canto y evita capiteles en pilares.
Características
‐ El fallo a punzonamiento ocurre como resultado de elevadas cargas puntuales o de esfuerzos cortantes transmitidos por los pilares. La superficie de rotura del forjado forma un cono truncado o piramidal.
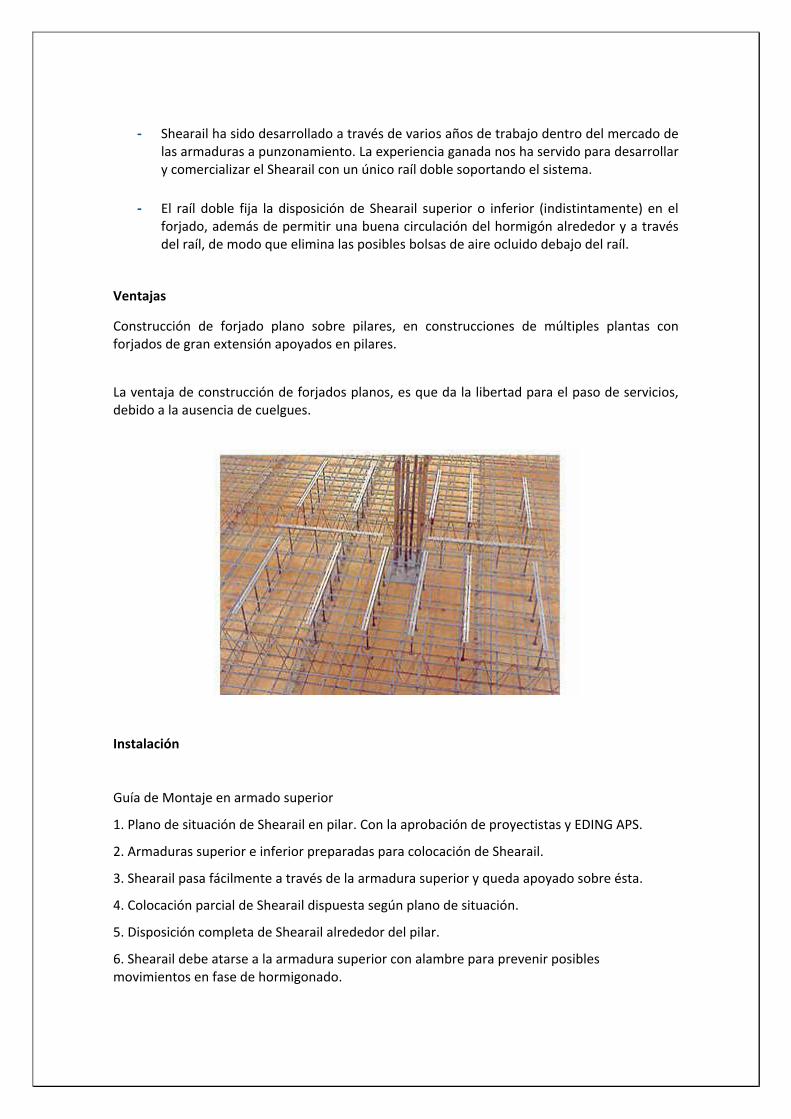
‐ Shearail ha sido desarrollado a través de varios años de trabajo dentro del mercado de las armaduras a punzonamiento. La experiencia ganada nos ha servido para desarrollar y comercializar el Shearail con un único raíl doble soportando el sistema.
‐ El raíl doble fija la disposición de Shearail superior o inferior (indistintamente) en el forjado, además de permitir una buena circulación del hormigón alrededor y a través del raíl, de modo que elimina las posibles bolsas de aire ocluido debajo del raíl.
Ventajas
Construcción de forjado plano sobre pilares, en construcciones de múltiples plantas con forjados de gran extensión apoyados en pilares.
La ventaja de construcción de forjados planos, es que da la libertad para el paso de servicios, debido a la ausencia de cuelgues.
Instalación
Guía de Montaje en armado superior
1. Plano de situación de Shearail en pilar. Con la aprobación de proyectistas y EDING APS.
2. Armaduras superior e inferior preparadas para colocación de Shearail.
3. Shearail pasa fácilmente a través de la armadura superior y queda apoyado sobre ésta.
4. Colocación parcial de Shearail dispuesta según plano de situación.
5. Disposición completa de Shearail alrededor del pilar.
6. Shearail debe atarse a la armadura superior con alambre para prevenir posibles movimientos en fase de hormigonado.
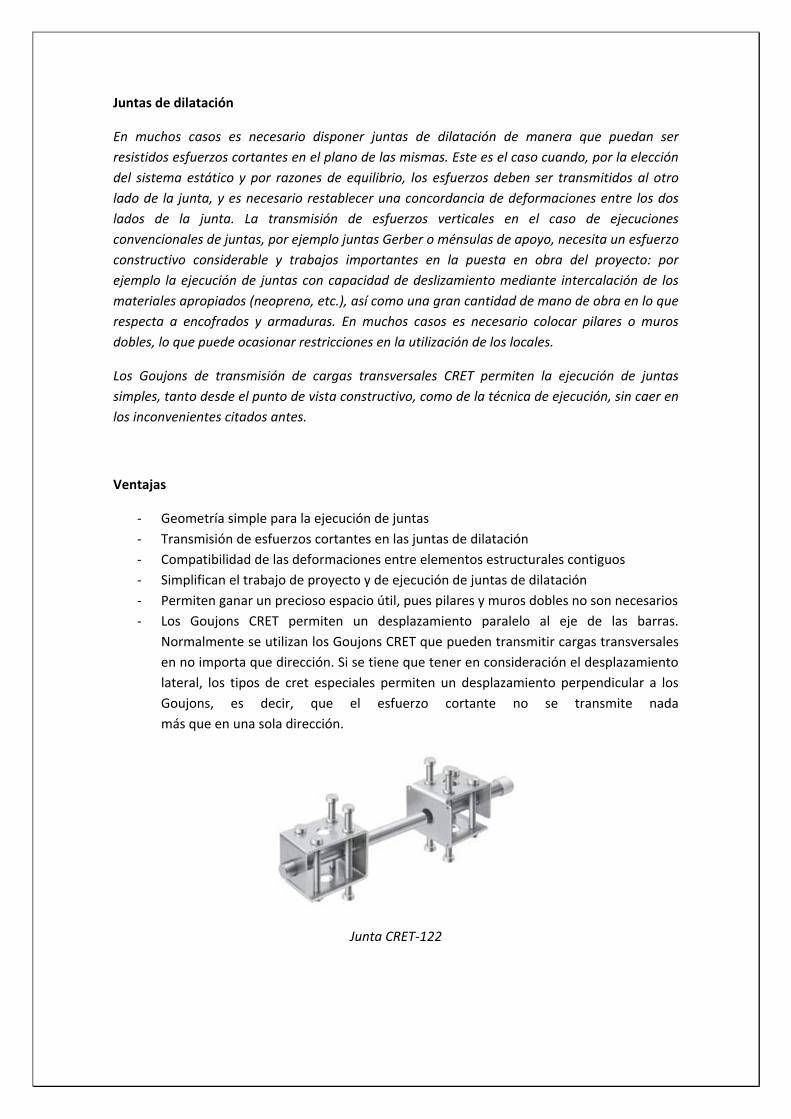
Juntas de dilatación
En muchos casos es necesario disponer juntas de dilatación de manera que puedan ser resistidos esfuerzos cortantes en el plano de las mismas. Este es el caso cuando, por la elección del sistema estático y por razones de equilibrio, los esfuerzos deben ser transmitidos al otro lado de la junta, y es necesario restablecer una concordancia de deformaciones entre los dos lados de la junta. La transmisión de esfuerzos verticales en el caso de ejecuciones convencionales de juntas, por ejemplo juntas Gerber o ménsulas de apoyo, necesita un esfuerzo constructivo considerable y trabajos importantes en la puesta en obra del proyecto: por ejemplo la ejecución de juntas con capacidad de deslizamiento mediante intercalación de los materiales apropiados (neopreno, etc.), así como una gran cantidad de mano de obra en lo que respecta a encofrados y armaduras. En muchos casos es necesario colocar pilares o muros dobles, lo que puede ocasionar restricciones en la utilización de los locales.
Los Goujons de transmisión de cargas transversales CRET permiten la ejecución de juntas simples, tanto desde el punto de vista constructivo, como de la técnica de ejecución, sin caer en los inconvenientes citados antes.
Ventajas
‐ Geometría simple para la ejecución de juntas ‐ Transmisión de esfuerzos cortantes en las juntas de dilatación ‐ Compatibilidad de las deformaciones entre elementos estructurales contiguos ‐ Simplifican el trabajo de proyecto y de ejecución de juntas de dilatación ‐ Permiten ganar un precioso espacio útil, pues pilares y muros dobles no son necesarios ‐ Los Goujons CRET permiten un desplazamiento paralelo al eje de las barras.
Normalmente se utilizan los Goujons CRET que pueden transmitir cargas transversales en no importa que dirección. Si se tiene que tener en consideración el desplazamiento lateral, los tipos de cret especiales permiten un desplazamiento perpendicular a los Goujons, es decir, que el esfuerzo cortante no se transmite nada más que en una sola dirección.
Junta CRET‐122
Detalle instalación
Empresas
Eding Aps S.L.
Bibliografía
http://www.edingaps.com/
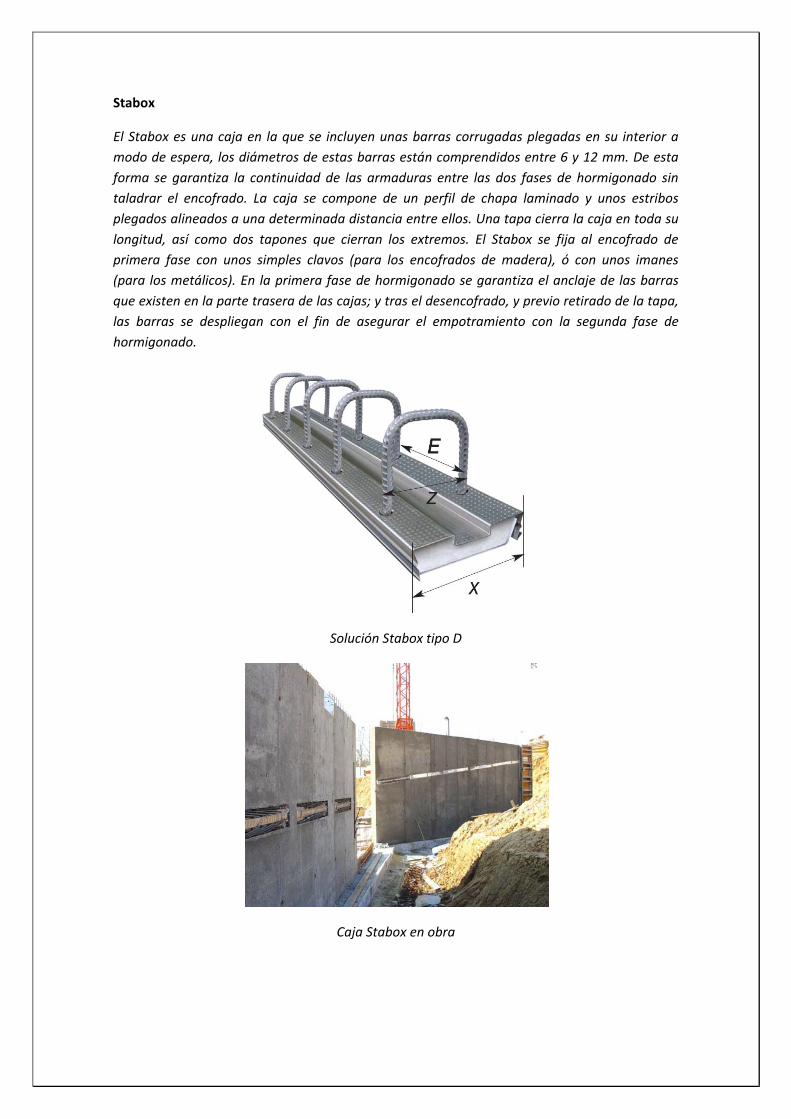
Stabox
El Stabox es una caja en la que se incluyen unas barras corrugadas plegadas en su interior a modo de espera, los diámetros de estas barras están comprendidos entre 6 y 12 mm. De esta forma se garantiza la continuidad de las armaduras entre las dos fases de hormigonado sin taladrar el encofrado. La caja se compone de un perfil de chapa laminado y unos estribos plegados alineados a una determinada distancia entre ellos. Una tapa cierra la caja en toda su longitud, así como dos tapones que cierran los extremos. El Stabox se fija al encofrado de primera fase con unos simples clavos (para los encofrados de madera), ó con unos imanes (para los metálicos). En la primera fase de hormigonado se garantiza el anclaje de las barras que existen en la parte trasera de las cajas; y tras el desencofrado, y previo retirado de la tapa, las barras se despliegan con el fin de asegurar el empotramiento con la segunda fase de hormigonado.
Solución Stabox tipo D
Caja Stabox en obra

Solución Stabox en panel curvo
Empresas
Plakabeton
Bibliografía
http://www.edingaps.com/

Juntas de fachadas prefabricadas
Las juntas de fachadas permiten asegurar la estanqueidad del agua de las juntas verticales y horizontales o más plantas entre elementos prefabricados de fachada, independientemente de la cualificación de la mano de obra, de los agentes atmosféricos o de la regularidad del ancho de las juntas.
El principio de funcionamiento es canalizar la penetración de agua por medio de un dispositivo pantalla formado por los perfiles canalones incorporados en los paneles en el momento de la prefabricación y por el perfil “llave” y “rejingot” instalados en la obra en el momento del montaje de los elementos.
Empresas
COUVRANEUF, JUNTAS TOFFOLO…
Juntas Verticales:
P 71 CNO (COUVRANEUF)
Incluye dos perfiles iguales llamados canalones CNO, de sección rectangular, provistos de un opérculo o tapa desmontable. Y de un tercer perfil llamado “llave”.
Materiales: Se componen de compuestos vinílicos rígidos para la extrusión y de polietileno para las piezas vaciadas por inyección. Las horquillas de mantenimiento y los clips para fijación de perfiles son de acero inoxidable. También se utiliza el caucho para ciertos perfiles, el alquitrán armado para la platina de desagüe de agua, la banda metalo‐plástica para la estanqueidad del aire (banda Alusolin), la espuma de polietileno o poliuretano impregnado o no para la estanqueidad del agua y una capa bituminosa de impregnación.
Juntas Horizontales:
HR 50/50 y HR 50/95 (COUVRANEUF)
Incluye un canalón CNO (provisto de un opérculo y de un vástago de anclaje) y un “rejingot” HR 50 en forma general angular y provisto en su parte inferior de una lengüeta en forma de V. Comparte los mismos accesorios que los canalones P 71 CNO. Unos faldones flexibles de caucho aseguran la estanqueidad en la unión entre los extremos.
ETAMPONT M1 (COUVRANEUF)
Complemento de hermeticidad al aire de las juntas horizontales de 2 pisos entre elementos prefabricados.
Es un perfil rectangular de sección 25x30 constituido por una espuma PE y una espuma PU poliéster impregnada acrílico. Esta espuma se aplica para evitar las fugas de lechada y garantizar la estanqueidad al aire en horizontal para las juntas a dos niveles de 15 a 25 mm.
Bibliografía:
- http://www.c‐sspain.com/

Encofrados especiales
Empresas
ALSINA
Encofrado premontado tipo mesa
Conforman una superficie encofrante continua, utilizados para ejecutar en especial, losas macizas vistas. Especialmente indicado para obras de grandes dimensiones, abiertas, de geometría regular y modulación entre pilares homogénea. Éste tipo de sistemas, con un número reducido de piezas, optimizan el ritmo de ejecución de las obras, por su sistemática de montaje y su desencofrado rápido y seguro.
Las mesas son rectangulares y su superficie encofrante es en general de madera, con tablero contrachapado fenólico (acabado visto) y se entrega a obra montada junto con la estructura horizontal, compuesta por dos niveles de vigas de madera o acero. Un nivel secundario para apoyo del tablero y un nivel primario para trasladar las cargas a la estructura vertical de soporte (puntales especiales o cimbras en alturas grandes).
Es necesario colocar entre éstos elementos de soporte y las mesas, un elemento de conexión (cabezal) que garantiza una correcta estabilidad en el montaje y transporte de las mismas. En el caso de utilizar puntales el cabezal puede ser fijo o abatible para permitir evitar con facilidad los posibles obstáculos en el movimiento de las mesas (barandillas, petos…).

(a) cabezal fijo (b) cabezal abatible (c) cabezal cimbra
El propio peso de los elementos del sistema requiere para su movimiento en obra del uso de dos accesorios específicos, no preparados para el transporte de personas.
Carro de desplazamiento, elemento móvil que permite el desplazamiento horizontal de las mesas de encofrado en la planta a encofrar. Es plegable y puede modificar su extensión en altura para conseguir una óptima adaptación a la altura del encofrado.
Gancho de transporte vertical, para movimientos en altura, que facilita la colocación de los puntales, el transporte y posicionamiento de las mesas. Fundamental su uso para extraer y desplazar el encofrado de una planta a otra superior. Tiene un mecanismo automático para desplazar el centro de gravedad, evitando un balanceo innecesario.
Proceso de montaje
Las mesas se entregan a obra pre‐montadas a falta de colocarles los puntales con sus respectivos cabezales. Los elementos de transporte para las operaciones de carga, descarga y movimientos en obra son eslingas, carros de desplazamiento (plegables) y ganchos de transporte vertical (desmontables).
Una vez completada la mesa, se traslada y sitúa mediante los elementos de transporte, en la posición indicada en el plano de replanteo. La colocación de este tipo de encofrado difiere de la convencional. Antes de iniciarla es necesario hacer un estudio previo, determinando el origen de replanteo, posición de las mesas y sentido de avance, estudiando sus movimientos para evitar quedar encerrado o bloqueado.
Especial atención requiere la colocación de mesas en los voladizos. Para asegurar una correcta estabilidad se debe colocar un tirante antivuelco.
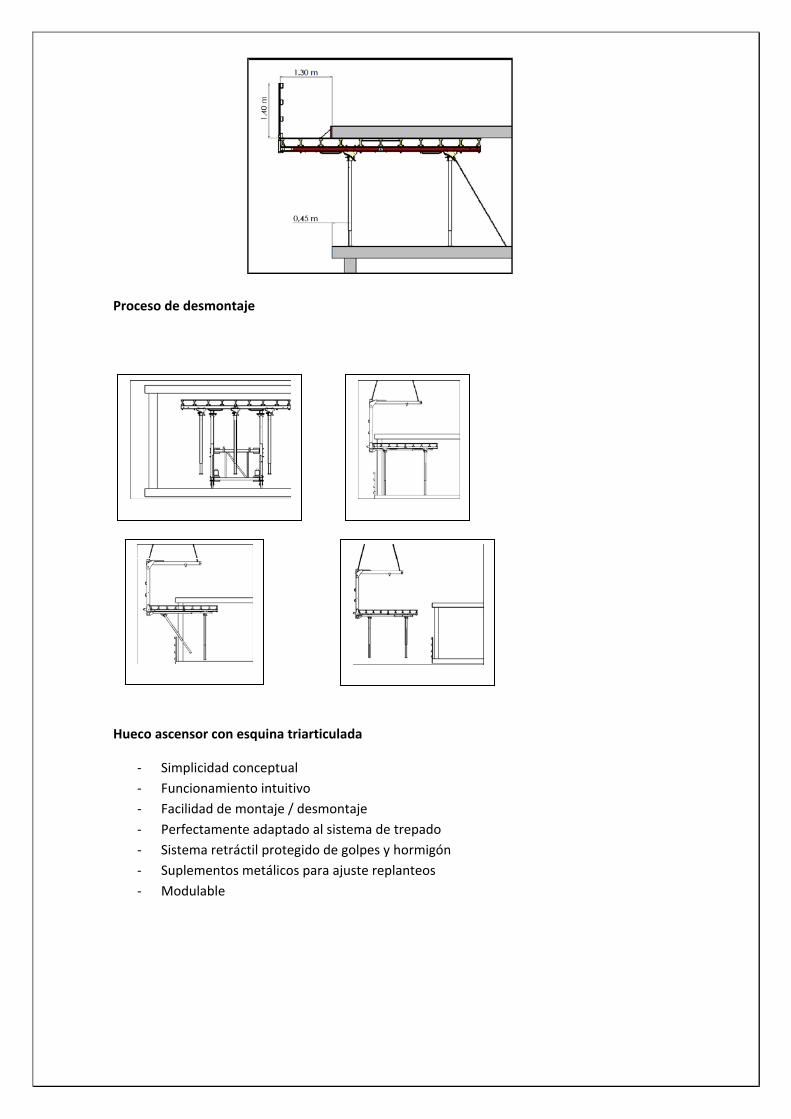
Proceso de desmontaje
Hueco ascensor con esquina triarticulada
‐ Simplicidad conceptual ‐ Funcionamiento intuitivo ‐ Facilidad de montaje / desmontaje ‐ Perfectamente adaptado al sistema de trepado ‐ Sistema retráctil protegido de golpes y hormigón ‐ Suplementos metálicos para ajuste replanteos ‐ Modulable
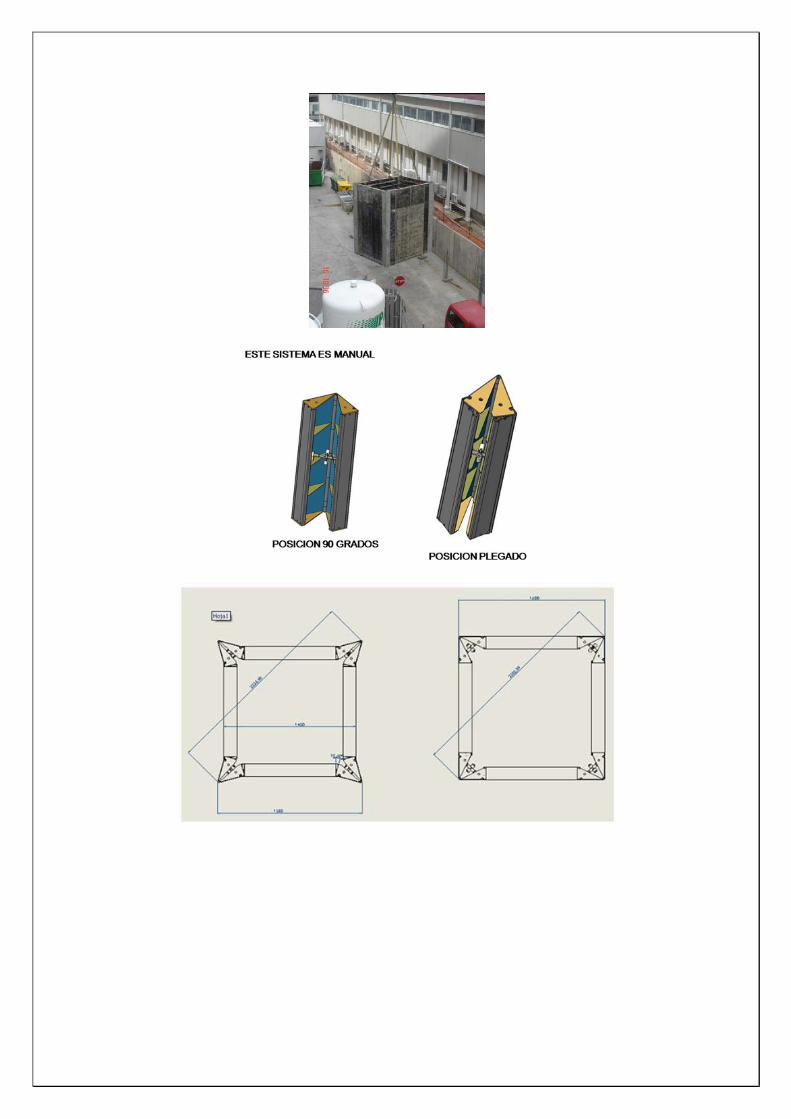

Bovedillas y tocho a partir de papel reciclado
Investigadores del Departamento de Ingeniería Química de ETSEIAT de la UPC, han conseguido
fabricar un nuevo material a partir del tratamiento biotecnológico de los residuos de papel.
Este nuevo material es de baja densidad, modelable, ignífugo, impermeable, poroso y muy
resistente, y podría sustituir a algunos materiales menos amigables con el medio ambiente en
muchos sectores industriales y productivos, o más caros, como pueden ser los plásticos, los
derivados de la madera, o el caucho. Y lo hace de la manera más productiva posible, porque
por cada kilogramo de papel saca un kilogramo del nuevo material que tendrá múltiples
aplicaciones que abarcan todo tipo de sectores productivos industriales.
De hecho, gracias a sus propiedades de resistencia, aislantes, impermeables y de baja densidad
podrá sustituir, por ejemplo, al Pladur, y muchos materiales que se utilizan en el sector de la
construcción, como tabiques aislantes, placas de insonorización ó falso techos. Las propiedades
modelables del material permitirán también fabricar toda clase de productos para el embalaje
y podría sustituir al poliexpán u otros productos derivados del petróleo.
Propiedades del material
Aspecto Homogeneidad de fragmentos y de color
Propiedades mecánicas Resistencia a la tracción
Resistencia a la compresión
Hidrofilidad Absorción de agua (ISO 5627: 1989)
Higroexpansividad (ISO 5837: 1989)
Ingnifugicidad Grado de ignifugicidad (M0)
Residuo abocado – Nuevo material – Aplicaciones para construcción
Empresas
Investigaciones ETSEIAT UPC
Bibliografía
http://www.etseiat.upc.edu/