concepts and attributes of total quality management
TRANSCRIPT

This article was downloaded by: [University of Sydney]On: 19 September 2013, At: 23:20Publisher: RoutledgeInforma Ltd Registered in England and Wales Registered Number: 1072954Registered office: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK
Total Quality ManagementPublication details, including instructions for authors andsubscription information:http://www.tandfonline.com/loi/ctqm19
Concepts and attributes of totalquality managementAhmad K. Elshennawy a , Venetta J. Maytubby a & Nael A. Alyb
a Department of Industrial Engineering and ManagementSystems, University of Central Florida, Orlando, Florida,32816, USAb Department of Production Operations & Management,California State University, Turlock, California, 95380,USAStanislausPublished online: 28 Jul 2006.
To cite this article: Ahmad K. Elshennawy , Venetta J. Maytubby & Nael A. Aly (1991) Conceptsand attributes of total quality management, Total Quality Management, 2:1, 75-98, DOI:10.1080/09544129100000008
To link to this article: http://dx.doi.org/10.1080/09544129100000008
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the“Content”) contained in the publications on our platform. However, Taylor & Francis,our agents, and our licensors make no representations or warranties whatsoeveras to the accuracy, completeness, or suitability for any purpose of the Content. Anyopinions and views expressed in this publication are the opinions and views of theauthors, and are not the views of or endorsed by Taylor & Francis. The accuracyof the Content should not be relied upon and should be independently verifiedwith primary sources of information. Taylor and Francis shall not be liable for anylosses, actions, claims, proceedings, demands, costs, expenses, damages, and otherliabilities whatsoever or howsoever caused arising directly or indirectly in connectionwith, in relation to or arising out of the use of the Content.
This article may be used for research, teaching, and private study purposes. Anysubstantial or systematic reproduction, redistribution, reselling, loan, sub-licensing,systematic supply, or distribution in any form to anyone is expressly forbidden.
Terms & Conditions of access and use can be found at http://www.tandfonline.com/page/terms-and-conditions
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
TOTAL QUALITY MANAGEMENT, VOL. 2, NO. 1,1991
Concepts and attributes of total quality management
AHMAD K. ELSHENNAWY', VENETTA J. MAYTUBBY' & NAEL A. ALY' 'Department of Industrial Engineering andManagentent Systems, University of Central Florida, Orlando, Florida 32816, U S A & 'Department of Production Operations & Management, California State University, Smnislaus, Turlock, California 95380, U S A
Abstract For the last decade, American companies have beenplayingcatch-up in the area of quality andproductivity. Japanese companies and other foreign competitors have moved into markets that were once dominated by American companies, by producing higher quality products. The problem to date in the U S has obviously not been the lack of resources or documentation on quality and improvement programmes, but the misdirection of these pro- grammes and the lack of total management commitment. Total Quality Management ( T Q M ) isseen as an effective method that wilIaccomplish the task of higher quality levels, andincreased productivity.
The purpose of Total Quality Management is to implement a process that is long term and continuous improvement initiatives throughout the organization, beginning with their own function in the organization. T Q M integrates the fundamental techniques and principles of Quality Function Deployment, Taguchi Methods, Staristical Process control, Just-ln-Time, and existing management tools into a structured approach. The primary objective of this approach is to incorporate quality and integrity into all functions at all levels of the organization.
This paper examines the TQMprocess, philosophy, concepts, attributes and how it can be used to develop a 'quality-bared' culture in which everyone in the organization is involved.
Introduction and background
In the last 20 years, American companies have seen their market shares eroded by foreign competitors. These competitors have provided customers with higher quality products at reduced prices. This has caused American companies to change the structure and culture of their organizations in ordei to remain competitive. "The successful firm of the 1990's will be: flatter, populated by more autonomous units, oriented toward product differen- tiation, quality-conscious, service-conscious, more responsive, much faster at innovation, and a user of highly trained flexible people" (Peters, 1987). Total Quality Management (TQM) is seen as the best tool that American companies can use to regain the competitive edge.
T Q M was developed from the teachings of Deming, Juran, Crosby, Ishikawa, and Taguchi. Using their principles as a foundation to build upon. T Q M relies on the
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
methodical change of the process. That is brought about through careful analysis of the system for improvement. TQMprovides the tools and the direction to improve quality and performance.
By implementing TQM, many companies will reap benefits quickly with higher quality products that will increase customer satisfaction. This will cause lower product costs because of less waste and rework, while increasing sales. James Harrington, President of Harrington, Hurd, and Rieker Consultants, cites the example of Stacoswitch of Costa Mesa, California. "Stacoswitch started the improvement process in 1981 and, by the end of 1984, they saw:
Poor quality cost drop 44%. An 8')/0 increase in direct unit output. A 27% increase in sales by direct unit output.
0 Manufacturing scrap drop to almost zero. Shipment value increase 36%. A personal reduction of 30% in 11 operations department achieved without layoffs. Gross profits rise 12401,.
0 Accepted rates improve in all areas. 0 Overtime reduced 91 '2, ' ' .
There are even more beneficial side effects from properly implementing a T Q M system ranging from lower inventories to higher equipment utilization to lower absentee- ism. Stacoswitch is just one of many companies that have successfully implemented a T Q M system.
Sadly to say though, that for every three companies that are successful in implement- ing T Q M there are two companies that fail. "The successful processes took 3 to 7 years to develop and implement. The unsuccessful ones were over in 1 to 2 years" (Harrington, 1987,6). According to A. Blanton Godfrey many companies "hire somebody to come in and install a quality system, like they are installing a new computer system. It's the oversimplified approach, where people look for, as Deming would put it, instant pudding" (Karabatsos, 1989). This approach does not work, it lacks true commitment from top management that is necessary in any improvement process.
T Q M makes the improvement process part of the company's everyday operating system. This requires that a new environment that encourages improving the system to be put in place. This will require training that provides skills, knowledge, and abilities to employees. It is very important that before embarking on T Q M that a company take some preparatory actions that will make the transition period easier and more likely to succeed. Harrington (1987) mentioned that the beginning of the process of T Q M implementation requires the following initial steps.
(1) Become aware of the principles, practices, techniques and tools associated with TQM.
(2) Key personnel obtain T Q M training. (3) Begin a dialogue with suppliers to encourage self-initiation of TQM. (4) Examine the process and identify ways in which to improve them using T Q M
principles. (5) Establish process improvement teams to pursue improvements aimed at increas-
ing customer satisfaction, improving performance, reducing cycle time, and reducing cost.
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
CONCEPTS AND ATTRIBUTES OF TOTAL QUALITY MANAGEMENT 77
(6) Begin T Q M organization planning. (7) Identify those suppliers who are qualified and receptive to the intensive
application of TQM principles.
The basic philosophy of Total Quality Management is not a new idea of the 1980s, but rather stems from W. Edwards Deming in the 1950s. It was in 1950 that Deming introduced statistical methods to US executives, making an attempt to instruct American engineers on continuous improvement through statistical thinking.
The long-range contribution of statistics depends not so much upon gettinga lot of highly trained statisticians into industry as it does in creating a statistically minded generation of physicists, chemists, engineers, and others who will in any way have a hand in developingand directing the production processof tomorrow.
(Drs W.A. Shewhart and W.E. Deming -cited by Joseph Juran, 1962, 103).
US executives were not too receptive to this new approach so Deming took his idea east, Far East to Japan. The Japanese were very responsive to Deming's philosophy and methodology. History shows that in the 1950s American industry was booming with advanced technology and manufacturing methods. However, Japan was suffering greatly during this time so Deming presented a 'ray of hope' for their manufacturing techniques.
In 1955, under the guise of Joseph Juran, managers began to participate in improve- ment efforts. By 1960, supervisors were added and in 1962, the production workers. By 1965, Japanese companies had their entire organizations involved in improvement initiatives (King, 1987). In the years following, emphasis was placed on white-collar contributions to quality and productivity improvements. Kaoru Ishikawa, Genichi Taguchi, and others were pioneers in this area. Now, in 1989, it is clearly evident that the persistence of the Japanes has paid off. They are achieving incredible levels of productivity and quality, and it is solely due to their mind set of 'continuous improvement'.
The 1980s has presented an industrial revolution for many US companies, both commercial and defense. Philip Crosby, D . Scott Sink, Lawrence Sullivan, and those previously mentioned have been instrumental in increasing 'productivity and quality awareness'here in the USA. Their primary contribution has been not so much on technical tools as on revitalizing the culture of US companies. Further, the Department of Defense has shared in spreading the philosophy of improvement initiatives, and has gone so far as to mandate continuous improvement processes/programmes of their major defense contractors.
The problem to date in the USA has obviously not been the lack of resources or documentation on quality and productivity improvement initiatives, but the failure of US executives to totally commit to these initiatives. Hence, improvement efforts have not been implemented in full force, but rather in fractions to supplement the system in place.
Initially a major effort was put forth on increasing the quality of the product which resulted in a high concentration on production floor activities, and an increase in quality assurance personnel. Process improvements such as Statistical Quality Control (SQC) were implemented in the search for increasing product quality. Zero-Defects programmes were established; 'Do it right the first time' philosophies were advertised. All of these programmes had good intentions, but were misdirected and lacked rotol management commitment. The fallacy that product improvement efforts are solely a function of the Product Assurance organization is one that is shared by many US executives. The fact that a single organization is responsible for overseeing productivity and quality improvement
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
78 AHMAD K. ELSHENNAWY ETAL.
initiatives is only one factor supporting the lack of total commitment from senior manage- ment. This type of commitment from senior management has resulted in very costly, short-term programmes.
TQM concepts
There are many improvement tools that are used in TQM. They range from customer surveys to just-in-time and improvement education. Each tool addresses a set of circum- stances that need to be addressed in a T Q M system. Here is an overview of just a few of the more important concepts at this time. Each of these concepts addresses different areas of TQM, it is necessary to modify the concept, to the given situation. This is where T Q M takes over by educating and providing a nurturing environment so that these concepts can be modified and used as building blocks. There is no right improvement process for all companies. At times it will be necessary to vary the improvement process between locations within a company. T h e improvement process has a beginning, bur there is no end to it.
Deming's philosophy
Dr W. Edward Deming is considered the man principally responsible for turning the Japanese into the quality oriented giants, that they are today. Deming's 14 point philos- ophy underlies many of the present quality systems that are now being implemented. Deming's 14 points are summarized by Gitlow et al. (1989) as follows.
Create a constancy of purpose toward improvement of product with a plan to become competitive, stay in business, and provide jobs. Adopt the philosophy that we can no longer live with commonly accepted levels of delays, mistakes, defective materials, and defective workmanship. Require statistical evidence that quality is built in to eliminate the need of inspection on a mass basis. Move toward a single supplier for any item, based on a long-term relationship of loyalty and trust. Improve quality and productivity, and thus constantly decrease costs. Institute modern methods of training. Institute modern methods of supervision. Drive out fear, so that everyone may work more effectively for the company. Breakdown organizational barriers (teamwork). Eliminate arbitrary numerical goals, posters, and slogans seeking new levels of productivity without providing the means. Eliminate work standards and numerical goals. Remove barriers that rob employees of their pride of workmanship. Institute a vigorous programme of education and training. Create a structure which will push the prior 13 points every day.
These 14 points provide the guidelines for creating an environment for a T Q M system. Any T Q M system should meet the criteria of Deming's 14 points. Deming believes that by increasing quality that productivity will be increased. Deming's views were at one time rejected by the western business community, but at the present time his views are widely accepted.
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
CONCEPTS AND ATTRIBUTES OF TOTAL QUALITY MANAGEMENT 79
Juran's trilogy
Juran believes that there are three basic managerial processes through which we manage quality. The three processes (The Juran Trilogy) are quality planning, quality control, and quality improvement. Quality planning provides the operating forces with the means of producing products to meet customer's needs. The planning process attempts to reduce the amount of waste, that has become chronic because the process was designed that way. Quality control inspects the quality within the process to get rid of this chronic waste. Quality improvement rids the process of the chronic waste by designing a system that addresses the problem (Juran, 1988).
The Juran system has many ofthe same criteriaof theother systems. It requires being in touch with customers'needs, having a system for measuring quality, designing products that meet customer needs, optimizing product design, and process development to increase quality.
Total Quality Control ( T Q C )
In 1961, Armand V. Fiegenbaum's book, Total Quality Control, was released, advancing the concept of quality control in all areas of business, ranging from product design to sales. I t was one of the first books to address prevention and not detection of defective products. Fiegenbaum defined total quality control as an effective system for integrating the quality- development, quality-maintenance, and quality-improvement efforts of the various groups in an organization so as to enable marketing, engineering, production, and service at the most economical levels which allow for full customer satisfaction. As can be seen from this definition to TQC, it is the beginning of modern TQM. In Fiegenbaum's book, he emphasizes heavily the importance of statistical quality control used in control charts and sampling methods. He also emphasizes the importance of incoming-material control and new-design control. These are all seen as important parts of the T Q M philosophy.
Quality engineering (Taguchi method)
Dr Genichi Taguchi, a Japanese statistician and Deming Prize winner, has extended quality improvement activities to include product and process design; this is called off-line quality control. Taguchi's methods provide a system to develop specifications, design those specifications into a product and/of process, and produce products that continuously surpass said specifications (Gitlow et al., 1989).
There are seven aspects to his off-line quality control (Gitlow et al., 1989).
(1) The quality of product is measured by the total loss created by that product to society.
(2) Continuous quality and cost improvement are a necessity. (3) Quality improvement requires reduction of variability around nominal values. (4) Society's loss due to performance variation is frequently proportional to the
square of the deviation of the performance characteristic from its nominal value. (5) Product and process design have great impact on a product's quality and cost. (6) Performance variation can be reduced by exploiting the non-linear effects
between a product's and/or process's parameters and the product's desired per- formance characteristic.
(7) Product and/or process parameter settings that reduce performance variation can be identified with statistically designed experiments.
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
80 AHMAD K. ELSHENNAWY ETAL.
These aspects describe Taguchi's views on how to improve quality through design and statistical analysis of products or processes.
Just-In- Time (J I T )
Just-in-time's goal is to reduce cycle times, lead times, and inventory levels, so that slack will be taken out of the system. Slack is denoted by excess inventories, excess capacity, overtime costs, long lead times, and poor vendor performance. By making the system more repetitive the company is able to reduce the number of disturbances that bring slack into the organization. Keys to J I T are reducing setup times and reducing lot sizes. The concept of J I T is at this time still developing and does play a major role in any T Q M system.
Total Quality Management
T Q M is a process of constantly improving the system of production and service. This process of continuous improvement encompasses all groups horizontally and vertically in an organization. T Q M integrates fundamental management techniques, existing improve- ment efforts, and technical tools into a disciplined approach focused on continuous process improvement. Continuous improvement results provide a track record that can give an organization an advantage over their competitors for new product development and additional resources.
Some of the key attributes of T Q M are as follows. Continuous improvement is essential in increasing customer satisfaction, and aleviating
waste of employee time and company resources. It challenges everyone in an organization to remove the mind set of 'If it works, don't fix it', and replace it with thoughts of 'What can I do to improve it?' A crusade of this type will not only increase internal and external customer satisfaction, but will also result in a cultural change. This cultural change will be realized in customer relations, the quality and reliability of the product offered, and increased employee morale.
Multi-functional teamformation is intended to break down the organizational barriers that exist in an organization. The team's function is to constantly search for opportunities to improve. In upfront planning, these teams are aimed at better meeting customer requirements by analyzing critical product characteristics through a technique called Quality Function Deployment. Product design teams are formed in the design phase of the product development life cycle whose objective is to reduce product design and process variation utilizing Taguchi Methods. In production, 'tiger teams' are formed, collectively solving problems faced during the production phase of the product development life cycle.
Variability reduction can be achieved through manufacturing work standardization and simplification, as well as through statistical thinking. This can be attained by a combined effort of Taguchi Methods and the Just-In-Time methodology.
Education and training is a principal ingredient in motivating an organization towards the T Q M philosophy. Education is needed on the concept itself, and training is necessary for those in an organization to utilize the various techniques available to support the T Q M process. Senior management down to the shop floor personnel must partake in the education and training provided.
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
CONCEPTS AND ATTRIBUTES OF TOTAL QUALITY MANAGEMENT 81
I Research
and Development Shipping
4
Full Scale
Marketing and
New Business
A
Operation Sewice
Customer
t
Quality Function Deployment
Taguchi Methods and
Benchmarking
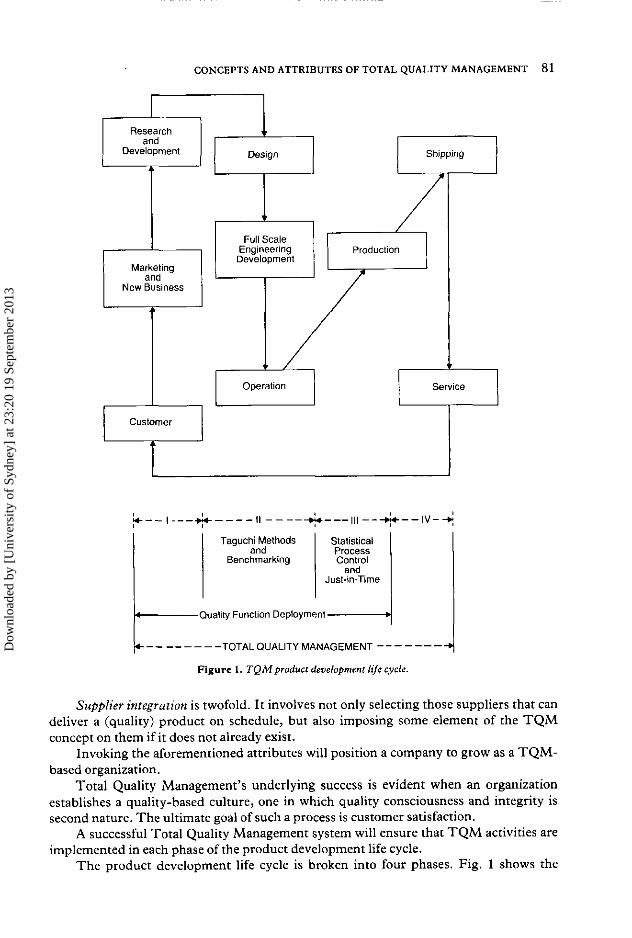
Figure I . TQMproducr dweloprnmt lge cycle
Statistical Process Control
and Just-in-Time
Supplier integration is twofold. It involves not only selecting those suppliers that can deliver a (quality) product on schedule, but also imposing some element of the T Q M concept on them if it does not already exist.
Invoking the aforementioned attributes will position a company to grow as a TQM- based organization.
Total Quality Management's underlying success is evident when an organization establishes a quality-based culture, one in which quality consciousness and integrity is second nature. The ultimate goal of such a process is customer satisfaction.
A successful Total Quality Management system will ensure that TQM activities are implemented in each phase of the product development life cycle.
The product development life cycle is broken into four phases. Fig. 1 shows the
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
82 AHMAD K. ELSHENNAWY ETAL.
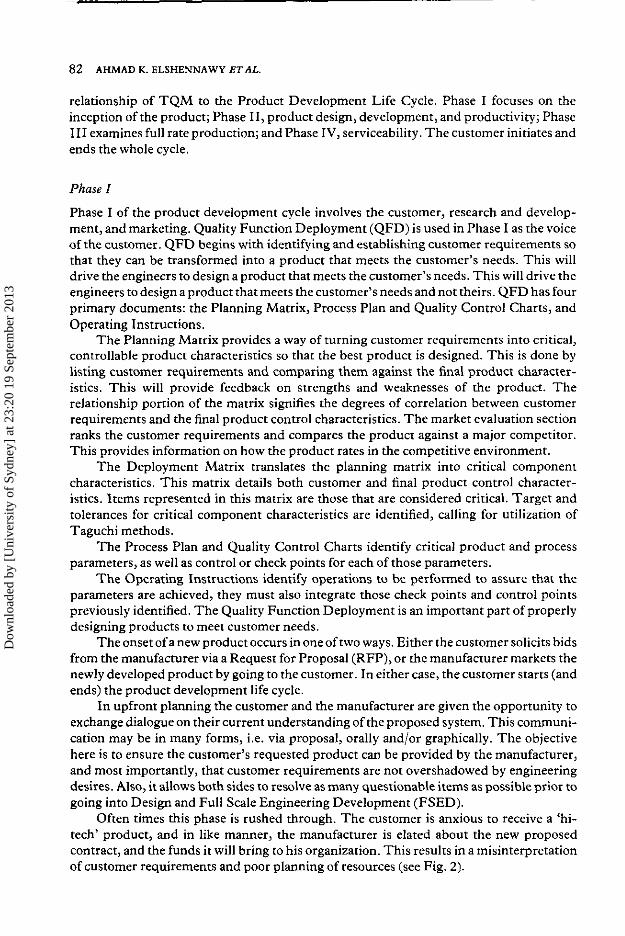
relations hi^ of T O M to the Product Develo~ment Life Cvcle. Phase I focuses on the . - inception of the product; Phase 11, product design, development, and productivity; Phase 111 examines full rate production; and Phase IV, serviceability. The customer initiates and ends the whole cycle.
Phase I
Phase I of the product development cycle involves the customer, research and develop- ment, and marketing. Quality Function Deployment (QFD) is used in Phase I as the voice of the customer. QFD begins with identifying and establishing customer requirements so that they can be transformed into a product that meets the customer's needs. This will drive the engineers to design a product that meets the customer's needs. This will drive the engineers to design aproduct that meets the customer's needs and not theirs. QFD has four primary documents: the Planning Matrix, Process Plan and Quality Control Charts, and Operating Instructions.
The Planning Matrix provides a way of turning customer requirements into critical, controllable product characteristics so that the best product is designed. This is done by listing customer requirements and comparing them against the final product character- istics. This will provide feedback on strengths and weaknesses of the product. The relationship portion of the matrix signifies the degrees of correlation between customer requirements and the final product control characteristics. The market evaluation section ranks the customer requirements and compares the product against a major competitor. This provides information on how the product rates in the competitive environment.
The Deployment Matrix translates the planning matrix into critical component characteristics. This matrix details both customer and final product control character- istics. Items represented in this matrix are those that are considered critical. Target and tolerances for critical component characteristics are identified, calling for utilization of Taguchi methods.
The Process Plan and Quality Control Charts identify critical product and process parameters, as well as control or check points for each of those parameters.
The Operating Instructions identify operations to be performed to assure that the parameters are achieved, they must also integrate those check points and control points previously identified. The Quality Function Deployment is an important part of properly designing products to meet customer needs.
The onset of a new product occurs in oneof two ways. Either the customer solicits bids from the manufacturer via a Request for Proposal (RFP), or the manufacturer markets the newly developed product by going to the customer. In either case, the customer starts (and ends) the product development life cycle.
In upfront planning the customer and the manufacturer are given the opportunity to exchange dialogue on their current understanding of the proposed system. This communi- cation may be in many forms, i.e. via proposal, orally and/or graphically. The objective here is to ensure the customer's requested product can be provided by the manufacturer, and most importantly, that customer requirements are not overshadowed by engineering desires. Also, it allows both sides to resolve as many questionable items as possible prior to going into Design and Full Scale Engineering Development (FSED).
Often times this phase is rushed through. The customer is anxious to receive a 'hi- tech' product, and in like manner, the manufacturer is elated about the new proposed contract, and the funds it will bring to his organization. This results in a misinterpretation of customer requirements and poor planning of resources (see Fig. 2) .
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
Research
Development
Marketing
New Business
Phase I Pilfalls
Lack of RaD funds
Failure to properly identify customer requirements . Lack of suff~ctent dialqlueexchange belwsen manufacturer and customer
Figure 2. Product de.uelopmanr l$e cycle-Phase I .
Failure of the customer to accurately define their requirements, failure of the manu- facturer to properly interpret these requirements, and the lack of time and money invested in research and development has resulted in a shrinking market for US goods and services.
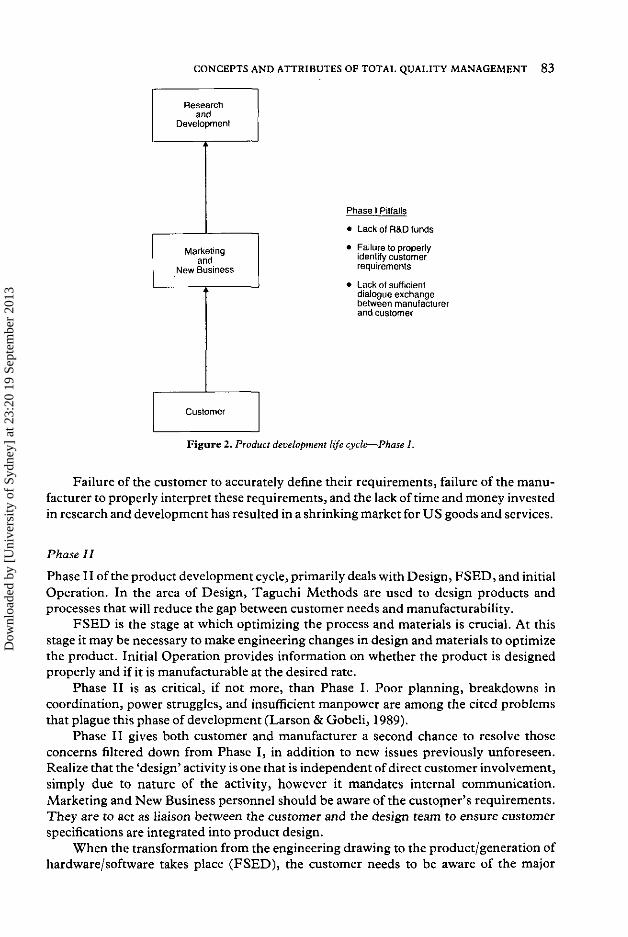
Phase 11
Phase I1 of the product development cycle, primarily deals with Design, FSED, and initial Operation. In the area of Design, Taguchi Methods are used to design products and processes that will reduce the gap between customer needs and manufacturability.
FSED is the stage at which optimizing the process and materials is crucial. At this stage it may be necessary to make engineering changes in design and materials to optimize the product. Initial Operation provides information on whether the product is designed properly and if it is manufacturable at the desired rate.
Phase I1 is as critical, if not more, than Phase I. Poor planning, breakdowns in coordination, power struggles, and insufficient manpower are among the cited problems that plague this phase of development (Larson & Gobeli, 1989).
Phase I1 gives both customer and manufacturer a second chance to resolve those concerns filtered down from Phase I, in addition to new issues previously unforeseen. Realize that the 'design' activity is one that is independent of direct customer involvement, simply due to nature of the activity, however it mandates internal communication. Marketing and New Business personnel should be aware of the custoper's requirements. They are to act as liaison between the customer and the design team to ensure customer specifications are integrated into product design.
When the transformation from the engineering drawing to the product/generation of hardware/software takes place (FSED), the customer needs to be aware of the major
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
Full Scale Englneeting
Oevelopment
Phase I1 Pllfa!l~ -- . Lack ol infernal communication
Non.exading design
Pwr planning
Lack of customer panicipation . Insufficient manpower
Operation
Figure 3. P~oducr dmelopnrmr life cycle-Phore 11.
obstacles that surface that would result in the manufacturer not being able to provide the product specified by the customer. And surely, customer participation must be evident during initial operation of the new system. Hence, customer involvement must carry the same intensity in the Design/FSED/Operation phase as that expressed during proposal/ negotiations (see Fig. 3).
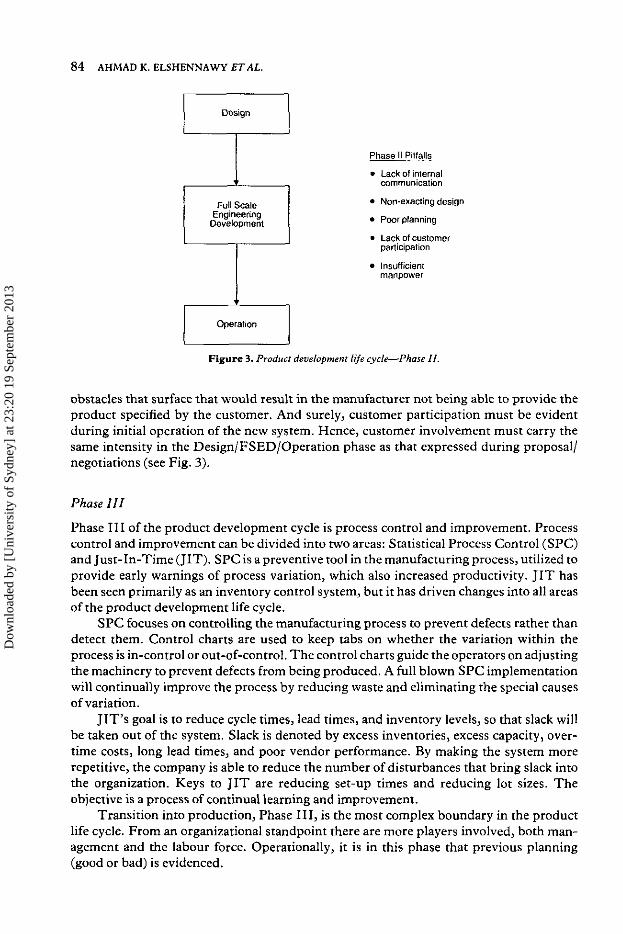
Phase I I I
Phase I11 of the product development cycle is process control and improvement. Process control and improvement can be divided into two areas: Statistical Process Control (SPC) and Just-In-Time (JIT). SPC is a preventive tool in the manufacturing process, utilized to provide early warnings of process variation, which also increased productivity. J I T has been seen primarily as an inventory control system, but it has driven changes into all areas of the product development life cycle.
SPC focuses on controlling the manufacturing process to prevent defects rather than detect them. Control charts are used to keep tabs on whether the variation within the process is in-control or out-of-control. The control charts guide the operators on adjusting the machinery to prevent defects from being produced. A full blown SPC implementation will continually improve the process by reducing waste and eliminating the special causes of variation.
JIT's goal is to reduce cycle times, lead times, and inventory levels, so that slack will be taken out of the system. Slack is denoted by excess inventories, excess capacity, over- time costs, long lead times, and poor vendor performance. By making the system more repetitive, the company is able to reduce the number of disturbances that bring slack into the organization. Keys to J I T are reducing set-up times and reducing lot sizes. The objective is a process of continual learning and improvement.
Transition into production, Phase 111, is the most complex boundary in the product life cycle. From an organizational standpoint there are more players involved, both man- agement and the labour force. Operationally, it is in this phase that previous planning (good or bad) is evidenced.
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
CONCEPTS AND ATTRIBUTES OF TOTAL QUALITY MANAGEMENT 85
Phase Ill P~nails
Failure to baseline engineering design, manufacturing processes.
Production inspection techniques
u Pwr production planning
Misdirected sense of urgency
Figure 4. Product dmelopment life cyclel'hnre 111.
Poor planning impacts this phase most of all. It becomes aparent when an organization cannot make the distinction between those efforts that are contributing to the improve- ment of the product or process, and those efforts that are actually carry-overs from the previous phase. When manufacturing switches to a new process simply because they could not master the existing one this presents a roadblock for both production and schedule (not to mention quality). When the procurement organization is still searching for a supplier capable of producing the procured item to specification, it is clear that this is an act of poor planning. However, when a new machine is installed on the shop floor to provide support to the quality assurance personnel in their inspections, it is evident that this is a contribution to production (provided the personnel is trained on how to use this equipment).
Phase I I1 is progressive in nature. Production begins in small quantities and gradually increases to a full rate production system. During the initiation of this phase, an organiz- ation needs to set parallel production goals. Many organizations fail to commit to base- lining or freezing design changes. As a result, an engineer will be an engineer, and continue on with development efforts. Hence, development continues into, if not through, full rate production (see Fig. 4).
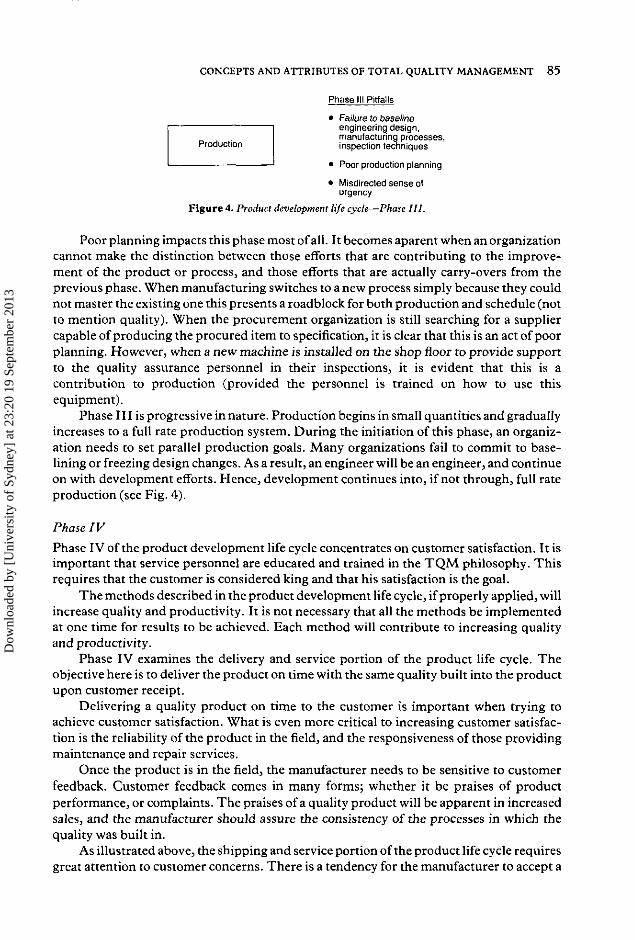
Phase IV of the product development life cycle concentrates on customer satisfaction. I t is important that service personnel are educated and trained in the T Q M philosophy. This requires that the customer is considered king and that his satisfaction is the goal.
The methods described in the product development life cycle, if properly applied, will increase quality and productivity. It is not necessary that all the methods be implemented at one time for results to be achieved. Each method will contribute to increasing quality and productivity.
Phase IV examines the delivery and service portion of the product life cycle. The objective here is to deliver the product on time with the same quality built into the product upon customer receipt.
Delivering a quality product on time to the customer is important when trying to achieve customer satisfaction. What is even more critical to increasing customer satisfac- tion is the reliability of the product in the field, and the responsiveness of those providing maintenance and repair services.
Once the product is in the field, the manufacturer needs to be sensitive to customer feedback. Customer feedback comes in many forms; whether it be praises of product performance, or complaints. The praises of a quality product will be apparent in increased sales, and the manufacturer should assure the consistency of the processes in which the quality was built in.
As illustrated above, the shipping and service portion of the product life cycle requires great attention to customer concerns. There is a tendency for the manufacturer to accept a
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
Shipping rn I I
Phase IV Pitfalls
Lack of standards and policies
e Pwr responsiveness
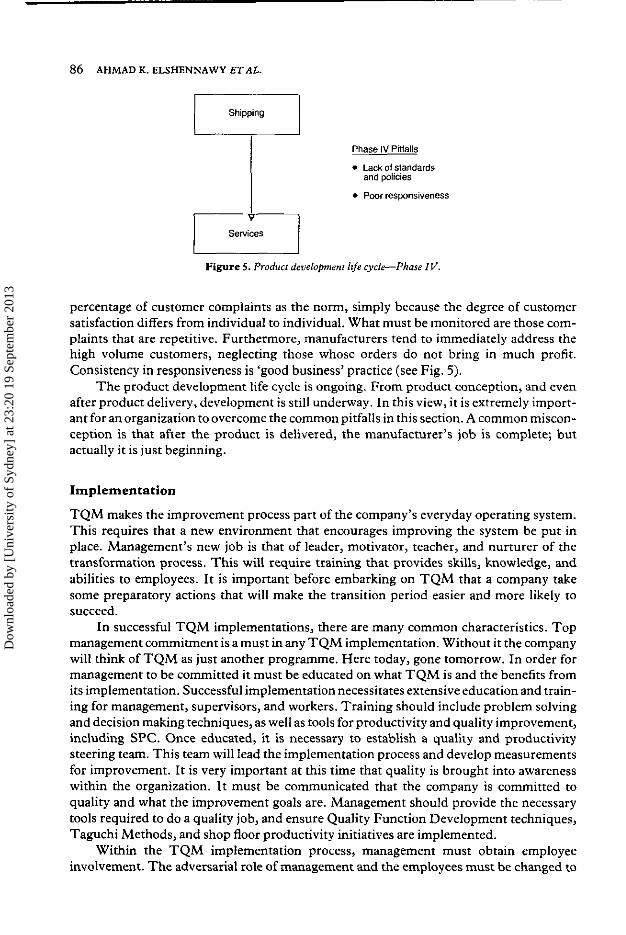
Figure 5 . P~oduct development l$e cycl-Phore IV.
percentage of customer complaints as the norm, simply because the degree of customer satisfaction differs from individual to individual. What must be monitored are those com- plaints that are repetitive. Furthermore, manufacturers tend to immediately address the high volume customers, neglecting those whose orders do not bring in much profit. Consistency in responsiveness is 'good business' practice (see Fig. 5).
The product development life cycle is ongoing. From product conception, and even after product delivery, development is still underway. In this view, it is extremely import- ant for an organization to overcome the common pitfalls in this section. A common miscon- ception is that after the product is delivered, the manufacturer's job is complete; but actually it is just beginning.
Implementation
TQM makes the improvement process part of the company's everyday operating system. This requires that a new environment that encourages improving the system be put in place. Management's new job is that of leader, motivator, teacher, and nurturer of the transformation process. This will require training that provides skills, knowledge, and abilities to employees. I t is important before embarking on T Q M that a company take some preparatory actions that will make the transition period easier and more likely to succeed.
In successful TQM implementations, there are many common characteristics. Top management commitment is a must in any T Q M implementation. Without it the company will think of T Q M as just another programme. Here today, gone tomorrow. In order for management to be committed it must be educated on what T Q M is and the benefits from its implementation. Successful implementation necessitates extensive educationand train- ing for management, supervisors, and workers. Training should include problem solving and decision making techniques, as well as tools for productivity and quality improvement, including SPC. Once educated, it is necessary to establish a quality and productivity steering team. This team will lead the implementation process and develop measurements for improvement. It is very important at this time that quality is brought into awareness within the organization. It must be communicated that the company is committed to quality and what the improvement goals are. Management should provide the necessary tools required to do a quality job, and ensure Quality Function Development techniques, Taguchi Methods, and shop floor productivity initiatives are implemented.
Within the TQM implementation process, management must obtain employee involvement. The adversarial role of management and the employees must be changed to
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
CONCEPTS AND ATTRIBUTES OF TOTAL QUALITY MANAGEMENT 87
anattitudeof teamwork. Thiscan bedone by establishingvoluntary systems improvement teams that will develop and implement improvement techniques in the assigned system. This provides the employee with participation in the decision making process, which will in turn build morale. It is necessary to establish a recognition system that will create a desire to improve the system while building morale. The goal of the steering and systems teams is to establish statistical control over the process, so that quality products will be manufactured.
From the onset of a T Q M implementation, suppliers and vendors must be solicited for involvement. The company will be reducing inventory and number of suppliers, so that performance and quality be emphasized more than price. An organization implementing a T Q M system should develop a short-range and long-range quality strategy that will provide a goal for measurement. Once the goals are met, new ones are established, so that the process is continuously reported.
Quality function deployment
Phase I of the product development cycle involves the customer, research and develop- ment, and marketing. It presents a common pitfall of the failure to integrate customer requirements into design, and finally, the finished product. Lawrence P. Sullivan (1986) defines Quality Function Deployment as follows:
A means to translate the 'Voice of the Customer' into design parameters that can be deployed horizontally through Production Planning, Engineering, Manufacturing, Assembly and Service. A mechanism to identify conflicting design requirements to be optimized and critical quality characteristics to be controlled through operational procedures.
(Sullivan, 1986)
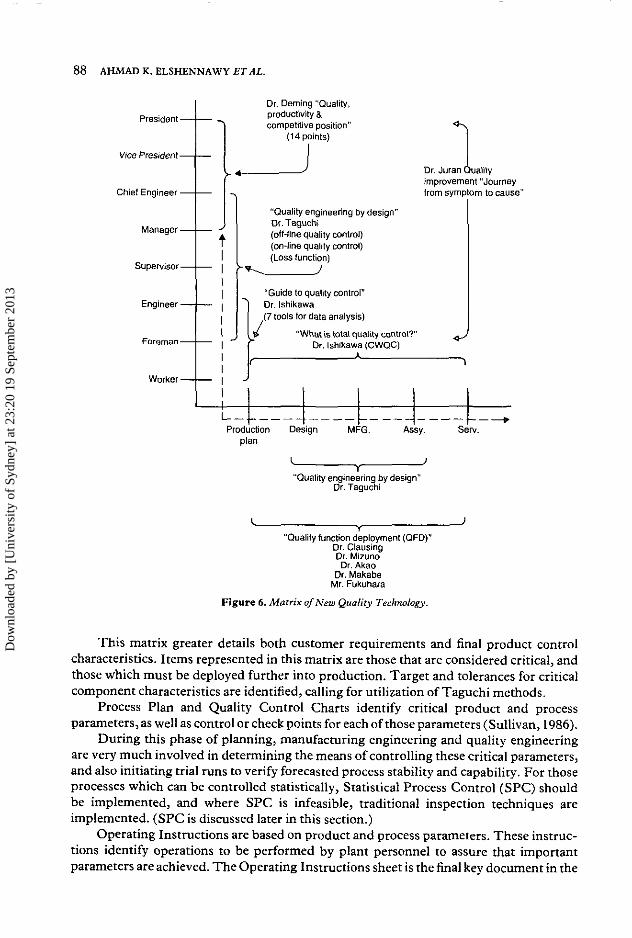
Quality Function Deployment (QFD) efforts are concentrated in upfront activities. I t is a planning tool. QFD begins with identifying and establishing customer requrements. After these requirements are defined by the customer, and fully digested and understood by the contractor, efforts are then made to ensure that the development of product features, characteristics and specifications are driven by the customer's requirements, not the engineer's. Figure 6. (Sullivan, 1986) presents the overall implementation of QFD as it relates to functionality.
The QFD process begins with a series of matrix charts. These charts are the vehicle for converting customer requirements into plant operating instructions. Four primary documents are used in the QFD process: the Planning Matrix, Deployment Matrix, Process Plan and Quality Control Charts and Operating Instructions.
The Planning Matrix provides a way of turning customer requirements into critical, controllable product characteristics. Product characteristics must be expressed in quantifiable, measurable terms, because they provide the basis of control and comparisons. The criticality of these characteristics require input from a variety of sources: marketing, engineering design, manufacturing, and quality. Failure to obtain multi-functional input could result in a poor assessment of the strengths and weaknesses of an organizations' product offering.
TheDeployment Matrix is the second key QFD document. It translates theoutputof the planning matrix into critical component characteristics (see Fig. 6, Sullivan, 1986, p 47).
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
Dr. Deming "Quality.
President-- productivity 8 competitive position"
(14 points)
Vice President- 1 Dr. Juran Quality improvement "Journey
Chief Engineer -
"Quality engineering by design" Dr. Taguahi (off-line quality contml) (on-line quality control) (Loss function)
'Guide to quality cantroV Engineer -- Dr. lshikawa
(7 tools for data analysis)
"What is total quality control?" Foreman-- Dr. lsnikawa (CWQC)
Worker-- I
L- --- _ _ - - --- ---- - + Production Design MFG. ASS^. SeN.
plan
"Quality engineering by design" Dr. Taguchi
"Quality function deployment (QFDY Dr. Clausing Dr. Mizuno Dr. Aka0
Dr. Makabe Mr. Fukuhara
Figure 6. Merrix of New Quality Technology.
This matrix greater details both customer requirements and final product control characteristics. Items represented in this matrix are those that are considered critical, and those which must be deployed further into production. Target and tolerances for critical component characteristics are identified, calling for utilization of Taguchi methods.
Process Plan and Quality Control Charts identify critical product and process parameters, as well as control or check points for eachofthose parameters (Sullivan, 1986).
During this phase of planning, manufacturing engineering and quality engineering are very much involved in determining the means of controlling these critical parameters, and also initiating trial runs to verify forecasted process stability and capability. For those processes which can be controlled statistically, Statistical Process Control (SPC) should be implemented, and where SPC is infeasible, traditional inspection techniques are implemented. (SPC is discussed later in this section.)
Operating Instructions are based on product and process parameters. These instruc- tions identify operations to be performed by plant personnel to assure that important parameters are achieved. The Operating Instructions sheet is the final key document in the
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
CONCEPTS AND ATTRIBUTES OF TOTAL QUALITY MANAGEMENT 89
QFD process. These instructions must be clear and concise, leaving little to no room for interpretation. They must integrate those check points and control points previously identified in the Quality Process Plan and Control Chart.
Taguchimethods
Design, Full Scale Engineering Development (FSED), and initial Operation are the key activities of Phase I1 of the product development life cycle. In recognition of the common pitfalls of this phase (non-exacting design, lack of internal communication, and poor planning), Taguchi Methods are introduced to provide a means to increase the exactness of the engineering design to customer requirements, and also bridge the gap between the design of the product and its manufacturability.
Taguchi's methodology provides the foresight often taken for granted by the manu- facturer. His approach to design of manufacturing processes is essential in minimizing inefficient tooling and fixtures, machines that are incapable of producing the desired quantity, and processes that have not been proven out.
For Taguchi, loss to society takes in the sum of both manufacturer's and consumer's losses. He has devised a method of measuring this cumulative loss in quantitative terms through his 'quality loss function'. Specifically for the manufacturer's loss, Taguchi has isolated the design activity as the cause and correction of non-quality products and inad- equateprocesses. He recommends the use of Off-line Quality Control and On-line Quality Control as a vehicle to increase product design and producability.
Quality loss function
Taguchi's loss function recognizes the customer's desire to have products that are more consistent, and the producer's desire to make a quality product at lower cost. In order to achieve these desires Taguchi suggests that all target values (the desired value of a per- formance characteristic) be stated in terms of nominal values and tolerances about the nominal values.
The presentation of the loss function is very similar to the control charts found in statistical process control. However, the basis of the loss function is viably different. The quality loss function represents an economic loss experienced as the performance of the product or the process deviates from its nominal value.
Off-line quality control
Off-line quality control can be defined as 'white-collar' quality control, specifically for designers and engineers. Most manufacturing companies will agree that it is more costly to control causes of design and manufacturing variations than to make a product or process insensitive to these variations. Hence, concentration should be given to the degree of variation of the product from customer requirements, and the processes from which the product is manufactured.
There are three design measures that can be taken to reduce the degree of product or process variation from its target value: System Design, Parameter Design, and Tolerance Design.
System Design takes the final product control characteristics identified through quality function deployment techniques, and establishes the (tentative) nominal values from which the degree of variation can be measured. It requires innovation on the part of
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
the design team to ensure customer requirements are incorporated into product design while utilizing the best available technology for material development, component design, etc.
The tentative values for the product-parameter or process values are refined through Parameter Design. Parameter design decomposes individual system parameters to a point that variation from the nominal settings established in the system design stage are minimal. This decomposition also identifies the individual building blocks necessary to satisfy final component characteristics.
Tolerance design is the final stage of product and process design. Its goal is to control the error factors, that is, those factors which still exist even after successful parameter design. Caution should be taken not to impose too narrow a tolerance because it will increase manufacturing cost, while too loose a tolerance will increase performance varia- bility thereby reducing reliability, simply because optimum values were established in parameter design.
FSED is the stageat which 'Parameter Design' of manufacturing operations is crucial. Optimization is the key work in this stage; optimizing individual processes, finding the optimum supplier for procured parts, searching for the best available materials for the job.
The search for optimality may prompt engineering changes of design and/or the materials specified. Needless to say, this step provides the opportunity for any type of change to be reviewed, analyzed, and incorporated during pre-production.
Lastly, Taguchi suggests 'Tolerance Design' of manufacturing processes. If resources are properly allocated in the parameter design stage, imposing tolerances on the processes and procurement activity should be simple. Therefore support must be given to adequate research, development, and experimentation with the processes to be utilized in production.
Off-line quality control is a pre-production application, establishing production processes to be utilized and the conditions under which they will operate. However, during production measures must be taken to confine the average of the manufactured product close to the target values previously established. This can be accomplished via On-line Quality Control.
On-line quality control is a production monitoring technique. I t involves controlling the variability of procured materials and components, machine failures, and process drifts via process controls and inspection.
The diagnostic analysis of production processes is better described under SPC.
Process controls and improvement
Phase 111 of the product development life cycle involves manufacturing production. The weaknesses of American manufacturing companies during this phase of development are due to lack of attention to process controls, failure to baseline engineering design, manufacturing processes, and inspection techniques, and lastly, poor production planning.
This section will introduce two methods that can strengthen and improve shop-floor activity, when properly implemented. Statistical Process Control and Just-In-Time are the two methods to be discussed, however, other techniques are available.
Sraristicalprocess control
Statistical Process Control is a preventive tool utilized on the shop-floor (for our purposes) to provide early warnings of process variation, nearing an 'out-of-control' condition.
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
CONCEPTS AND ATTRIBUTES OF TOTAL QUALITY MANAGEMENT 91
Statistical control of production processes will alleviate waste found in scrap, rework and repair. From a manpower standpoint it will also help identify inspection points which can be eliminated. That is, for those processes whose results are consistently 'in-control', subsequent inspection should be eliminated. And those processes which do not display such success, inspection should be carried out as close to the source of variation as possible.
Statistical Process Control is a disciplined process that ensures an engineered solution to improve processes rather than random guesses at root causes.
The basic element of Statistical Process Control is data analysis, and the primary document is the control chart. Knowing 'when and where' in the process to collect data, and 'how' to interpret this data is the key to analysing process or machine behaviour. But knowing 'what to do next' is the key to realizing the full benefits of an SPC programme.
Just-In-Time (JIT) techniques were developed at Toyota, and first introduced to US industry in the mid-1980's. At that time, JIT's primary focus was on inventory control alone, in which in-process and procured material inventories are substantially reduced to a level sufficient to maintain a constant flow through the production system. Today, the 'urgency' that has driven J I T methodology is applicable throughout the product development life cycle.
Just-In-Time is holistic in nature because it affects every aspect of manufacturing operations. In this vein, it is imperative that strong communication links exist between the procuring agents, production planning and control, manufacturing engineering, and industrial engineering.
Customerfeedback system
Phase IV of the product development life cycle includes shipping and service. Concen- tration is given to the service portion of this phase because it most directly impacts the degree of customer satisfaction.
Lack of responsiveness is the primary pitfall of this phase and it can be corrected best in one way; educate the field and service personnel on the T Q M philosophy, making them aware that the 'customer is a king'.
What will it take?
Total Quality Management focuses on continuously improving the 4-Ms: Man, Methods, Machine, and Material. The previous sections concentrated on improving the product development life cycle utilizing technical tools which entail Methods, Machine, and Material. This section examines the backbone of the T Q M process by focusing on Man's role in producing a successful T Q M process.
This section examines three tiers of the organization: Senior management, Mid-level management, and the workers (both white-collar and blue-collar workers). Primary attention is given to Senior management for without their commitment, T Q M is just a mere slogan. The teaming concept is examined, for without a focused team, continuous improvement efforts turn into frustration. Finally, training and education will be dis- cussed, for without full knowledge of the T Q M system, management will continue to misdirect improvement initiatives, and employees will be resistent to the change.
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
Senior management
The chief executive of the organization must take the Total Quality Management system seriously. In order for the rest of the organization to be committed to continuous improvement, senior management must first display their commitment.
Commiunent in the past was realized in monetary regards. This type of commitment is most often apparent in 'advertising' rather than 'doing'. T Q M mandates participative management at all levels of management. It also requires a new style of management, one that does not encourage a dominant-passive relationship between superior and subordinate and is not short-term goal oriented. -
Senior management plays a vital role in initiating the overall planning of the T Q M process. It is suggested that senior management form a 'steering committee' consisting of
~ ~
representatives from each operation. This committee provides a coupling mechanism, the link between the formal hierarchial organization that carries out routine, ongoing operations and the flatter, more flexible parallel organization that seeks to stimulate employee participation.
The objective of the steering committee is to achieve consensus among a group of managers with respect to strategic goals and objectives. The underlying assumption is that effective movement towards goals and objectives evolves from positions of consensus and the ensuing commitment to follow-through.
Middle management
The second tier of participation involves mid-level management. These managers trans- form the strategic plan established by the steering committee, into a tactical plan that is operational. Responsibilities involve providing the necessary tools required to do a 'quality' job, and ensuring Quality Function Deployment techniques, Taguchi Methods, and shop-floor productivity initiatives are implemented. Mid-management's role in TQM implementation is most critical because it is this level of management that has direct contact with the work force. Hence, they can serve as role model for their subordinates. Unfortunately, middle management is the most difficult to motivate, where quality and productivity improvement is concerned. This occurs for many reasons: ( I ) they have lost faith in upper management, and therefore act as roadblocks to improvement efforts initiated by lower level echelon employees, (2) they aremidstream in their careers and tend to concentrate more on the organizational charts rather than putting their energy into increasing continuous improvement initiatives, and (3) generally the primary concern edicted from upper management is cost, schedule and quotas, and the tendency is to fabricate conformance in which product quality suffers.
Successful T Q M implementation necessitates extensive education and training for this level of management, supervisory and management training, training on problem solving and decision making, education and training on productivity and quality improvement. Education and training will be discussed later in this section.
Workers
Strategic and tactical success depends on efficacious operational activities. Effective organizations rely upon the lower level echelons to operationalize the business strategy and tactical plan (Lee, 1989). In this light it is imperative that the workers are properly educated on continuous improvement initiatives, and where they fit into the overall scheme.
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
CONCEPTS AND ATTRIBUTES OF TOTAL QUALITY MANAGEMENT 93
There are many reasons why quality and productivity improvement initatives with manpower shifts, manpower reduction for the blue-collar worker and an increase in man- power for white-collar workers. This misnomer is prevalent because of the lack of education about 'continuous improvement'. Also, many workers have lost faith in manage- ment and simply 'do their jobs', with no extras given (for fear that suggestions will be shot down by management).
Outside of educating the workers on 'continuous improvement' initiatives is to form teams, supported by management, that will identify problem areas and provide solutions. Those may be called 'Action Teams', because team members act upon the goals and objectives set by management, and more importantly, the goals they themselves initiate.
Teaming is the most effective way to involve the worker because it allows them to collectively resolve problems, and it serves as a support system.
Teaming
Multi-functional team formation is critical at all levels in the organization. At the senior management level there is the Steering Committee and at the lower levels there are Action Teams that put the tactical plan into action. Unfortunately, most organizations have not been properly trained or educated on how to generate 'active' action teams. Shuster (1990) summarizes some reasons why:
They (team members) do not participate. . . they attend. They are not asked . . . they are commanded and directed. They do not offer . . . they recognize caution and silence to be the better part of valor.
(Shuster, 1990)
I t is suggested that team participation be on a voluntary basis, for those that wish to participate, they can select the team in which they will have the greatest impact. These members must possess a tenacious will to make improvements, and take the necessary action to make it happen.
The team leader must have the ability to motivate team members in ways that lead to the efficient achievement of the group's objective. It is recommended that the team leader coordinate extensively with middle management, because middle management is respon- sible for developing a tactical plan. Furthermore, team leaders must be responsive to all suggestions ofthe teammembers, supporting the fact that they are participants, not merely attendees.
Lastly, each team should be provided a consultant. The consultant must possess full knowledge of a T Q M system, and must believe in it. Consultants oversee the group dynamics that take place between team members, but most importantly, they will assure the team's progress, helping them over stumbling blocks, making sure their efforts fall within the framework of Total Quality Management.
Training and education
Training and education is one of the primary attributes of Total Quality Management. It fills the voids that paralyse quality and productivity improvement initiatives. Education on the concept and methodology of T Q M should be given to everyone in the organization so that there will be no misunderstanding of its intent. Training should be provided to, first the 'trainers', and then to those who specifically need it.
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
94 AHMAD K. ELSHENNAWY ET AL.
The degree of training will vary from function to function; however, it must be available to everyone, and it must be continuous. With the rapid changes in manufacturing technology, the skills of every employee (both white-collar and blue-collar) must also change.
Lack of knowledge and understanding generally weakens quality and productivity efforts in an organization. The next chapter discusses the education, training, and team formation of a company undertaking the Total Quality Management system.
Conclusion
Total Quality Management is a necessary practice for US companies today. It goes beyond the technical tools of Quality Function Deployment, Taguchi Methods, Statistical Process control, and Just-In-Time and addresses the environment in which these tools are utilized. Do not be misled; the aforementioned techniques and methods are vital in attaining incceasedproductivity andquality; however, they too canbeturnedon and off like the many programmes in the past. Therefore, it is imperative that senior management prioritize activities that will change the organization culture.
In an attempt to emulate proven techniques and methods developed and utilized in Japan, Americans have come up short. We fail to realize that it is not the implementation of technical tools that make foreign products superior, but rather the culture.
Total Quality Management focuses on the people. Its goal is to generate a quality- based culture in which quality and productivity improvement efforts are second nature. When an organization reaches this point, all the technical tools discussed in this paper become a part of routine business practice. Its employees will not have to be forced fed new methods because they themselves would have been an integral part in introducing these methods to the organization.
Total Quality Management affects all functions at all levels of the corporation. It mandates the complete involvement of everyone in order to be successful.
The authors make a point not to focus on the Quality Assurance (QA) organization in this paper. The reason is the US companies did a great injustice to the QA organization when they allowed it to evolve into a 'reactionary' based organization. For many companies, whenever a problem arises, whether it be design related or poor workmanship, it is the QA organization that is reprimanded for not catching the problem at an earlier stage. Quality Assurance is then tasked to go off and resolve the existing problem. The irony of this vicious cycle is that 90% of the design and manufacturing problems that exist are found outside of the QA department. Hence, the fact that 'Quality Assurance' is rarely mentioned in this paper is not an oversight, but rather an intent for other organizations to realize that it is within their own organizations that quality begins and ends.
The concept of 'continuous improvement' is not one of the 1980s. In 1945, Joseph Juran advised Western Electric on institutionalizing 'quality-mindedness' throughout the organization. He taught that the assurance of a quality product "lies not in the gauges, instructions, or other facilities for inspection. I t lies in the state of mind of the plant personnel, from the top executives to the man at the machine" (Juran, 1945). Finally, recall W. Edwards Deming's '14-Points?' That's TQM!
Bibliography ADLER, PAUL S. (1989) When knowledge is thecritical resource, knowledgemanagemenr is thecritical task, IEEE
T~onracnicm on Enginerring Mnnogemenr, 36,2 May, pp. 87-93. BAUDIN, MICHEL. (1990) Mottufocfuring Sysrrmr Anolyrir (Englewood Cliffs, N.J., Prenrice-Hall Yourdon
Press).
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
CONCEPTS AND ATTRIBUTES OF TOTAL QUALITY MANAGEMENT 95
BLOOD, BARRY E. (1988) Management support whatever THAT means isn't really enough, Manufacturing Sjstsmr, 46,6, June, pp. 2C-21.
B ~ N E , DIANE M. (1988) Taguchi Methods, in: Toguchi Methods and QFD: Hows and Whyr for Management pp. 11-22 (Dearborn, Mich., AS1 Press).
BOYLE, RICHARD, J. (1894) Wrestling with jellyfish, HarvordBurinerr Review, 84103, Jan-Feb, pp. 74-83. CAMP, ROBERT C. (1989) Benchmarking: the search for industry best practices that lead to superior performance,
Quality Progress, 22,4, April, pp. 62-69. C L ~ S I N G , DON. (1988) Specialists and Taguchi Methods, in: Taguchi Methods and QFD: Hows and Whyr for
Management pp. 55-61 (Dearborn, Mich, AS1 Press). CUUSING, DON. (1988) Quality Function Deployment, in: Tnguclzi Mrtlrodr and QFD; H o w and Whysfor
Manoaament, DD. 63-76 (Dearborn, Mich, AS1 Press). . . (:L.%U>ING 1)os. 1989 lrnpro\,cJ'li~r~l Drrcl~pmcnr I'roccs Chdngnng the tc,n id,h Jrntnr Into a ca,h 1 1 . 1 ~ . In
C,u,Iar\ 1att;rz ,,d Drd.,,,r,;nr A .~ll.;rrjtz , /or. . ~ ~ , r x ~ ~ ~ t ~ ; ~ n J V 1 1 ) :arc iraJtic pp. 1-25 L)carhorn, l l ~ r h . - . . . ~ ~ - ~ -
AS1 Press, Section VI). COLE, DAVID. (1988) World-class quality, world-class cost, in: Tnguchi Methods and QFD: Howr and Whyr for
Monngemenr pp. 1-9 (Dearborn, Mich, AS1 Press). Cnossu, PHILIP B. (1979) Quality i~ Free (New York, McGraw-Hill). Cnossu, PHILIP B. (1984) Quality Without Tears (New York, McGraw-Hill). CULLEN, Joe & HOLLINGUM, JACK. (1987) Implementing Total Qualiry (Bedford, England, IFS; New York,
Springer-Verlag). DEHNAD, KHOSROW. (1989) Quality Control, Robust Design, and The TaguchiMerhod(CA, Wadsworth & Brooks/
Cole, Statistics/Probability Series). DERRICK, FREDERICK, W. & DESAI, HARSHA, B. & O'BRIEN, WILLIAM R. (1989) Survey shows employees
at different levels in an organization define quality differently, Industrial Engineering, 21, 4, April, pp. 22-27.
DESATNICK, ROBERT L. (1 989) Long live the King, Quality Progress, 22,4, April, pp. 2P26. DUMAS, ROLAND, A. (1989) 'Organizationwide quality: how to avoid the pitfalls', Qualiry Pmgresr, May,
pp. 4144. DUMAS, ROLAND A. (1989) Join forces for total quality control, Quality, May pp. 2k27. DUNCAN, WQILLIAM. (1988) Taking the Long View-Just-In-Time as a Strategic Weapon, Monufocruring
Systrmr, 6,7, July, pp. 70-77. DUNCAN, WILLIAM. (1989) Organizationwidequality: how toavoidcommonpitfalls, Quality Progreri,22,5, May,
pp. 4144. EALEY, LANCE, A. (1988) Design engineering, in: Tquchi Methods and QFD: Howr and Whys for Management
DD. 23-35 (Dearborn. Mich. AS1 Press). . . El K I K A , U('ILL~.<M E 14dY lntr~Jucrt.>n 1t1 Qualtry Function Dcpluymcnt, tn. Qa.dt,, I - U , ~ ~ Z J I I Dc,plo>,,,mt. ..I
(:.>/Ie.ta 872 ~ i P r ~ ~ c ~ ' ~ t z ~ t ~ ~ ~ ~ , ,u.f O F / ) .S!u.fta l ~ ~ ~ a r h o r n , . % l ~ h , :\>I l'rcs$, Sec11.m I1 1 EUREKA, WILLIAM E. (1989) QFD and the other tools: excerpts from the Toyota rust QFD study, in: Quality
Function Deployment: A Collecrion of Presentations of QFD Care Studies (Dearborn, Mich, AS1 Press, Section V).
EUREKA, WILLIAM E. &RYAN, NANCY, E. (1988) QFD and you, in: Toguchi Methods and QFD: Howr and Whys for Management, pp. 77-87 (Dearborn, Mich, AS1 Press).
FARSHAD, BEHSHID & ELSHENNAWY, AHMAD K. (1989) Defining service quality is difficult for service and manufacturing firms, Induirrial Engineering, 21,3, March, pp. 17-19.
FonTuNA, RONALD M. (1988) Beyond quality: taking SPC upstream, Quality Progresr, June, pp. 2>28. FREIMAN, JOHNATHAN M. & SAXBERG, BORJE 0. (1989) Impact of quality circles on productivity and quality:
research limitation of a field experiment, IEEE Tronroctionr on Engineering Management, 36, 2, May, PP. 114117.
HARRINGTON, H. JAMES. (1987) The Improvement Procarr (New York, McGraw-Hill). HOHNen, GREGORY. (1989) JIT/TQC: Integrating product design with shop floor effectiveness, Indurtrial
E*gineering, 20,9, Sept., pp. 4248. JOINER, BRIAN L. & SCHOLTES, PETER R. (1986) Thequality manager's new job, Quality P~ogress, Oct., pp. 52-56. KACKAR, RAGHU N. (1985) Off-line QC, Parameter Design and the Taguchi method. Cited by Khosrow
Dehnad in Quality conrrol, Roburr Design, and The Taguchi Merhodpp. 51-76 (CA, Wadsworth & Brooks/ Cole).
KAPOQR, VINOD K. (1987) Converring to JIT, Production Engineering, 34, Jan., pp. 4245. KENNY, ANDREW A. (1988) A new paradigm for quality assurance, Quality Progress, June, pp. 30-32. KEPNBR, CHARLES H. & TREGOE, BENJAMIN B. (1981) Tho New Rational Manager (Princeton, N.J., Kepner-
Tregoe).
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013
LAWTON, ROBIN L. (1989) Creating a customer-centered culture far service quality, Quolity Progreir, 22,5, May, pp. 3G36.
LEADER, CHARLES. (1989) Making total quality management work: lessons from industry, Aaiarion Week &3 Spoce Technology, Oct 30, pp. 6 S 9 .
MONTGOMERY, DOUGLAS C. (1988) Experiment design and product and process development, Manufacruring Engineering, 101,3, Sepr., pp. 57-63.
MULTER, GARY. (1986) Too much JiT can spoil the plant, Manufacturing Syrumr, 4, 10, Oct., pp. 16-18. OAKLAND. JOHNS. (1986) Sfarisrical Process Conrrol(NY, John Wiley, Halsted Press). PERSICO, JOHN JR.,BETTY L. BEDNARCNK&DAVIDP. NEGUS. (1990)Threeroutes tothesamedestination: TQM,
Quolity Progress, Jan,pp. 29-33. PFAU, LOREN D. (1989) Total quality management gives companies a way to enhance position in global
marketplace, Indurtriol Engmeehg, 21,4, April, pp. 17-21. Ross, PHILLIP J. (1988) Taguchi Techniquer lor Quality Engineering: Lorr Puncnion, Orthogonal Experiments,
Parameters and Tolerance Design (New York, McGraw-Hill). Ross, PHILLIP J. (1988) The role of Taguchi methods and design of experiments in QFD, Quality Progress, June,
pp. 4147. PERRY, GEORGE R. (1986) Putring the Quality Function Deployment concept ro work, in: Quoliry Funcrion
Deployment: A collection of prasentntianr andcarerrudier (Dearborn,Mich, AS1 Press, Section IV). SCHOLTES, PETER R. & HEERO H~cQuEsoRo (1988) Beginning the quality transformation, Part I, Quality Progress,
July, pp. 28-33. SCHOLTES, PETER R. & HEERO HACQUEBORD. (1988) Six strategies for beginning the quality transformation, Part
11, Quality P~ograsr, Aug, pp. 44-48. SHACKNEY, ORRY Y. & CECIL, ROBERT J. (1989) IEs' training makes them effective users of rightsizing for
organizational renewal, IndurrrialEngineering, 21,3, March. SHORES, DICK. (1989) TQC: science, not witchcraft, Quality Progress, 22,4, April, pp. 4244. Seranr, LAURENCE C. (1989) The industrial engineer's new role in manufacturing, lndurtriol Engineering! 21,4,
April, pp. 40-41. SINK,D. S~0~~.(1985)ProducriuityManogemenr:PlanningMenrurament &Eunluorion,ControlandIm~mprovemenr
(New Yark, John Wiley). SINK, D. SCOTT. (1985) Strategic planning: a crucial step towards a successful productivity management
program, IndustrinlEnpinreriny, Jan., DP. 51-57. . . . ~ .. SNEE, RONALD D. (1986) In pursuit oftotal quality, Quality P~ogrssr, Aug., pp. 25-31. STUELPNAGEL, THOMAS R. (1988) Total qualiry management, Notional Defense, Nov., pp. 7-62.
~ ~ ~ ~
for Management pp. 97-110 (Dearborn, M i d , AS1 Press). SULLIVAN, LAWRENCE P. (1988) Quality Function Deployment: the beginning, the end and the problem in-
~ ~
between, in: Quolity Function Deployment: o collecrion of prerentorioni andcnsr studies, pp. 1-17 (Dearborn, Mich, AS1 Press).
TAGUCHI, GENICHI. (1986) Introduction of qualiry engineering: designing qualiry intoproduitr andprocesser, (NY, Unibub/Quality resources, Dearborn, Mich, AS1 Press, Asian Productivity Organization).
TAGUCHI, GENICHI &ELSAYED, ELSAYED A. &HSIANG,THOMAS (1988) Quality EnginreringinProduction S~lrremi (New York, McGraw-Hill).
TALLEY, DORSEY JAMES. (1989) Total quality-a catalyst for continued defense industry excellence, National Defense, Feb., pp. 2627.
THOMPSON, BRUCE, A. (1988) Quality assurance can be managed effectively as a distributed function, lndicrrrial Engineering, Feb., pp. 4246.
T ~ u n o w , LESTER. (1984) Revitalizing American industry: managing in a competitive world economy, California Management Review, XXVII, 1, Fall, pp. 3-35.
TOMPKINS, JAMES A. & CRAMER, MICHAEL A. (1987) Just-in-time: the real story, Man~rfoctu&g Engineering, 99, CT, Aug., pp. 31-32.
TRtaus, MYRON & GEZA SYONZI. (1989) An alternative view of the Taguchi Approach, Qunliry Progress, May, pp. 46-52.
Turnhull, DON. (1979) Common sense could be called a quality program, Quolity, April. VOLLMAN, THOMAS, E.M., WILLIAM L. BERRY & D. CLAY WHYBARK (1985) Monujactlcring Plonning and Control
Systems (Boston, Invin Inc). WAITE, CHARLES L. (1989) Timing is everything, Quolity Progreir, 22,4, April, pp. 22-23. WILLIAMS~DAVIDP. (1988)Taguchi:amanagerialperspective,in: TaatrchiMerhodsandQPD:Howrand Whysfor . ~.
Management pp. 3742 (Dearborn, Mich, AS1 Press).
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013

CONCEPTS AND ATTRIBUTES OF TOTAL QUALITY MANAGEMENT 97
References FEIGENBAUM, A.V. (1961) Total Quality qfConrrol(New York, McGraw-Hill). GlTLOW, HOWARD, SHELLY, & ALAN, ROSE OPPENHEIM (1989) Tools andMethodr for the Improvement ofQuolity
(Boston, Irwin). HARRINGTON, H . JAMES. (1987) Poor-Quo1;ty Cost (New York, ASQC Quality Press).
- ~
JURAN, J.M. (1945) Motzogemenr of Inspection and Quoliry Control (New York and London, Harpers & Raw Publishers).
KARABATSOS, NANCY (Ed.) (1989) Quality in transition, Qunliry Progrerr, Dec. pp. 22-26. KING, ROBERT. (1987) Lisrening to the voice of the customer: using the Quality Function Deployment system,
Noliottol Produrtiuiry Revim (Summer), pp. 277-281. LARSON, ERIK, W. & GOBELI, DAVID H . (1989) Significance of projecr management structure on development
success, IEEE Tro~rocrionr o/Engineering Monogen>ent, 36,2, May, pp. I 19-124. LEE, DAVID R. (1988) Linking operarional proposals to overall business strategy: fourteen guiding principles,
I~zdurrriol Enginasring, 20,8 August. PETERS~TOM. (1987) Thriving on Chaos (New York, Harper & Row). SHUSTER, DAVID H. (1 990) Tenmingjor Quality Imprmemenr. A Prorrrr/or In,tmation and Concenrur (Englewwd
Cliffs, NJ, Prenrice-Hall). SULLIVAN, LAWRENCE P. (1986) Quality Function Deployment, in: Quoliry Functiotr Deploymmt: A Collection of
Prerenrorionr and Care Stud;er pp. 39-50 (Dearborn, Mich, AS1 Press).
Dow
nloa
ded
by [
Uni
vers
ity o
f Sy
dney
] at
23:
20 1
9 Se
ptem
ber
2013