cnccnc– –––programozás alapjaiprogramozás ... cnc-programozás alapjai 2 1 nc-és...
TRANSCRIPT

Budapesti Mőszaki Fıiskola Baacutenki Donaacutet Geacutepeacuteszmeacuternoumlki Fıiskolai Kar AGI Geacutepgyaacutertaacutestechnoloacutegiai Tanszeacutek
CNCCNCCNCCNCndashndashndashndashprogramozaacutes alapjaiprogramozaacutes alapjaiprogramozaacutes alapjaiprogramozaacutes alapjai
2006
CNC-programozaacutes alapjai
1
Tartalom
1 NC-eacutes CNC-technika2 11 Ellenırzı keacuterdeacutesek 5
2 A geometriai informaacutecioacutek meghataacuterozaacutesa6 21 Meacuteretmegadaacutesi moacutedok 6 22 Az NC-geacutepek koordinaacuteta rendszerei 7 23 NC-geacutepek jellegzetes pontjai 11 24 Nullponteltolaacutes nullpont felveacutetel 13 25 Szerszaacutemkorrekcioacute 16 26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei22 27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten 27 28 Ellenırzı keacuterdeacutesek 29
3 CNC-programozaacutes30 31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa 30 32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete 31 33 A program feleacutepiacuteteacutese 34 34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk 39 35 Ellenırzı keacuterdeacutesek 56
4 IRODALOM 58
CNC-programozaacutes alapjai
2
1 NC-eacutes CNC-technika
A szaacutemvezeacuterleacuteső geacutepek kialakulaacutesa eacutes fejlıdeacutese A negyvenes eacutevek veacutegeacutere a repuumllıgeacutepipar fejlıdeacutese felvetette azt a gondolatot hogy eacuterdemes lenne a hagyomaacutenyos szerszaacutemgeacutepvezeacuterleacuteseket megvaacuteltoztatni Elsısorban a bonyolult alakuacute munkadarabok gyaacutertaacutesaacuteroacutel volt szoacute amelyeket ez idı taacutejt maacutesolaacutessal aacutelliacutetottak elı A gondolatot megvaloacutesiacutetaacutes koumlvette eacutes szerencseacutere az elektronika nagymeacuterteacutekő fejlıdeacutese is segiacutetette az NC -technika (Numerical Control = szaacutemvezeacuterleacutes) megjeleneacuteseacutet
1949-ben az USA leacutegiereje megbiacutezaacutest adott a Massachusetts Institute of Technology reacuteszeacutere az aerodinamikai profilok gyaacutertaacutesaacutera alkalmas szaacutemvezeacuterleacuteső maroacutegeacutep kifejleszteacuteseacutere Ezt a vezeacuterleacutest 1952-ben mutattaacutek be 1956-ban az USA repuumllıgeacutepipara maacuter kb szaacutez paacutelyavezeacuterleacuteső szerszaacutemgeacutepet uumlzemeltetett
Euroacutepaacuteban is ebben az idıben jelentek meg az elsı kiveacutetel neacutelkuumll USA gyaacutertaacutesuacute NC -szerszaacutemgeacutepek 1960 eacutes 1970 koumlzeacute tehetı az NC -geacutepek aacuteltalaacutenos elterjedeacutese 1970-tıl maacuter talaacutelkozhatunk a DNC- eacutes a CNC- (Direct eacutes Computerized Numerical Control) technikaacuteval A nyolcvanas eacutevek elejeacutetıl uacutej NC -szerszaacutemgeacutep maacuter csak CNC -re keacuteszuumll 1983-toacutel az NC -szerszaacutemgeacutepek 65-a a DNC -vel uumlzemel 1992-tıl az NC- geacutepek jelentıs reacutesze rugalmas gyaacutertoacutecellaacuteban vagy gyaacutertoacuterendszerben mőkoumldik
Baacuter ez a technika Amerikaacuteboacutel indult el vilaacuteghoacutediacutetoacute uacutetjaacutera az eltelt eacutevek alatt maacutes nemzetek is jelentıs meacuterteacutekben hozzaacutejaacuterultak a fejlıdeacuteseacutehez
Az NC- eacutes a CNC- geacutepek oumlsszehasonliacutetaacutesa Az NC - technika elve tulajdonkeacuteppen Neumann Jaacutenos szaacutemiacutetaacutestechnikai elgondolaacutesaacutenak alkalmazaacutesa a szerszaacutemgeacutep iraacutenyiacutetaacutesaacutera Neumann alapgondolata az hogy az adatokat eacutes a parancsokat (tehaacutet azt hogy mit kell tenni az adatokkal) is szaacutemok formaacutejaacuteban roumlgziacutethetjuumlk eacutes taacuterolhatjuk
A technoloacutegus a munkadarab elkeacutesziacuteteacuteseacutehez szuumlkseacuteges teveacutekenyseacutegeket (pl oldalazaacutes beszuacuteraacutes keretmaraacutes stb) a geacutepesiacutetett eszkoumlzeink szaacutemaacutera tovaacutebb nem oszthatoacute mőveletekre bontja Ezek tehaacutet a szerszaacutemgeacutep geacutepesiacutetett eszkoumlzeinek legegyszerőbb teveacutekenyseacutegei pl meghataacuterozott tengelyiraacutenyuacute szaacutenmozgataacutes fıorsoacute megaacutelliacutetaacutesa fıorsoacute forgaacutes iraacutenyvaacuteltaacutesa revolver roumlgziacuteteacuteseacutenek oldaacutesa
Rendeljuumlnk ezekhez a mőveletelemekhez szaacutemokat egy mővelethez termeacuteszetesen csakis egyetlen szaacutemot Hozzunk leacutetre olyan berendezeacutest (a vezeacuterlıt) amely meghataacuterozott szaacutem beadaacutesa eseteacuten geacutepesiacutetett beavatkozoacute elemmel veacutegrehajtja az adott szaacutemhoz rendelt mőveletelemet
Ha e felteacuteteleket kieleacutegiacutetjuumlk eacutes a vezeacuterlıt megalkotjuk akkor az adott munkadarab megmunkaacutelaacutesa a mőveletelemek megfelelı sorba főzeacuteseacutevel veacutegrehajthatoacute Ez pedig lehetseacuteges ha az egyes mőveletelemekhez rendelt szaacutemokat megfelelı sorrendben a vezeacuterlıbe beadjuk
A szaacutemokat megfelelı sorrendben leiacuterni ezzel uacutet- eacutes kapcsolaacutesi informaacutecioacutekat meghataacuterozni sokkal koumlnnyebb mint pl a mechanikus informaacutecioacutehordozoacutekat (vezeacuterlıtaacutercsa uumltkoumlzıleacutec) gyaacutertani
Mivel az ember szaacutemokat nehezebben jegyez meg mint neveket vagy betőket jeloumlljuumlk (koacutedoljuk) az egyes parancsokat (tehaacutet szaacutemokat) betővel vagy szoacuteval iacutegy pl
CNC-programozaacutes alapjai
3
Mőveletelem A mőveletelemhez rendelt szaacutem a
parancs
A parancs koacutedja
Szaacutenmozgataacutes hossziraacutenyban a tokmaacutenytoacutel el (esztergaacuten) Szerszaacutemtaacuter forgataacutesa (szerszaacutemvaacuteltaacutes) Fordulatszaacutemvaacuteltaacutes
90
770
83
Z
M
S Ha tehaacutet a programot a koacutedok (betőszimboacutelumok) segiacutetseacutegeacutevel iacuterjuk le a vezeacuterlıbe adaacutes
elıtt szuumlkseacuteguumlnk van a parancsok szaacutemokkaacute fordiacutetaacutesaacutera Ezt oldjaacutek meg az uacuten adat-elıkeacutesziacutetı berendezeacutesek amelyek a fordiacutetaacutes utaacuten a parancsokat szaacutemok formaacutejaacuteban informaacutecioacutehordozoacuten (lyukszalag maacutegnesszalag stb) taacuteroljaacutek Az informaacutecioacutehordozoacuteroacutel a vezeacuterlı beolvashatja a szaacutemokat amelyeket ezutaacuten taacuterolni eacutes eacutertelmezni tud
Az elızı peacuteldaacuteboacutel is egyeacutertelmően koumlvetkezik hogy csupaacuten a parancsok megadaacutesa nem elegendı az adott munkadarab megmunkaacutelaacutesaacutehoz Szuumlkseacuteg van az egyes parancsok mennyiseacutegi behataacuterolaacutesaacutera Peacuteldaacuteul Mekkora utat tegyuumlnk meg Z iraacutenyban Haacutenyadik szerszaacutemot vigyuumlk a megmunkaacutelaacutesi helyzetbe Milyen fordulatszaacutemmal forogjon a fıorsoacute Ezt a parancsokra vonatkozoacute adatokkal iacuterhatjuk elı (pl Z500 M06 S14)
Az utasiacutetaacutesszoacute tehaacutet keacutet reacuteszre bonthatoacute bull a veacutegrehajtandoacute mőveletelemet megadoacute parancskoacutedra bull a parancs veacutegrehajtaacutesaacutenak meacuterteacutekeacutet elıiacuteroacute adatra
Az adott munkadarab megmunkaacutelaacutesaacutehoz szuumlkseacuteges mőveletelemek eacutes mennyiseacutegi jellemzıjuumlk vagyis az utasiacutetaacutesok sorba főzeacuteseacutevel alakul ki a program
Hogy a vezeacuterlı a program hataacutesaacutera veacutegrehajthassa az elıiacutert megmunkaacutelaacutest a szerszaacutemgeacuteppel a beadott szaacutemokat valamint a program aacuteltal koumlzoumllt informaacutecioacutekat
bull eacutertelmeznie kell bull taacuterolnia kell bull aritmetikailag eacutes logikailag fel kell dolgoznia
E feladatok megoldaacutesaacutera a vezeacuterlıket az 11 aacutebraacuten laacutethatoacute szerkezeti feleacutepiacuteteacutesnek
(struktuacuteraacutenak) megfelelıen tervezik Az adathordozoacutera a technoloacutegusnak olyan formaacuteban (szaacutemokban) kell roumlgziacutetenie a
programjaacutet hogy az informaacutecioacuteaacutetvitel megbiacutezhatoacute legyen A program eacutertelmezeacutese azt jelenti hogy a programvezeacuterleacutes a szaacutemokboacutel (illetve ezek koacutedjaiboacutel) meg tudja hataacuterozni a hozzaacuterendelt mőveletet (vagyis hogy mit kell veacutegrehajtani)
Az azonosiacutetott informaacutecioacutet meg kell ırizni (taacuterolni kell) legalaacutebb addig amiacuteg a veacutegrehajtaacutesa befejezıdik Ezt is aacuteltalaacuteban a programvezeacuterlı veacutegzi
CNC-programozaacutes alapjai
4
11 aacutebra A vezeacuterlı elvi feleacutepiacuteteacutese (struktuacuteraacuteja)
Mivel a programvezeacuterlı az adatokon logikai eacutes aritmetikai mőveleteket veacutegez ezeket aacutet
kell alakiacutetani az erre legkedvezıbb informaacutecioacuteaacutebraacutezolaacutesi formaacutera Az informaacutecioacutefeldolgozaacutes maacutesik feladata a felismert mőveletelemek veacutegrehajtaacutesa Ezt az
illesztıvezeacuterlı veacutegzi azaacuteltal hogy ismeri a szerszaacutemgeacutep veacutegrehajtoacute-mőkoumldtetı elemeinek iraacutenyiacutetaacutesi lehetıseacutegeacutet meg tudja hataacuterozni hogyan kell a mőveletelemeknek megfelelı uacutet- eacutes kapcsolaacutesi feladatokat megoldani
Az eddig bemutatott szerkezeti feleacutepiacuteteacutes a hagyomaacutenyos NC- vezeacuterlı amelyet egyes irodalmakban KNC neacuteven ismertetnek (Konvencionaacutelis NC) A KNC- vezeacuterlık logikai egyseacutegei az uacuten kombinaacutecioacutes logikai haacuteloacutezatokboacutel eacutepuumlltek fel A vezeacuterlı aacuteltal megoldhatoacute logikai feladatokban bekoumlvetkezı vaacuteltozaacutesok eseteacuten az ilyen rendszert teljesen aacutet kell tervezni eacutes aacutet kell eacutepiacuteteni Ez azt jelenti hogy minden alap geacuteptiacutepushoz maacutes eacutes maacutes logikai haacuteloacutezatuacute vezeacuterlıt kell gyaacutertani ami koumlltseacuteges A fejlıdeacutes ezen a teruumlleten azt eredmeacutenyezte hogy a kombinaacutecioacutes logikai egyseacutegeket - a szaacutemiacutetoacutegeacutepes technika fejlıdeacutese eredmeacutenyekeacutent - lecsereacutelteacutek programozhatoacute logikaacutera
Az olyan vezeacuterlıket amelyekben a logikai eacutes aritmetikai mőveleteket szaacutemiacutetoacutegeacutep veacutegzi CNC tiacutepusuacute vezeacuterlıknek nevezzuumlk (Computer Numerical Control = szaacutemiacutetoacutegeacutepes szaacutemvezeacuterlı)
CNC-programozaacutes alapjai
5
A CNC elsısorban a programvezeacuterlıben kapott helyet de ma maacuter az illesztı vezeacuterlık is CNC jellegőek Illesztı vezeacuterlıkben maacutes egyszerőbb megoldaacutesokat is talaacutelunk a kombinaacutecioacutes logika kivaacuteltaacutesaacutera Ilyenek pl a PLC- s (Programmable Logic Controller = programozhatoacute logikai vezeacuterlı) alapuacute illeszteacutesek Az adatok bevihetık kezelıpultroacutel illetve valamilyen informaacutecioacutehordozoacuteroacutel (ez ma toumlbbnyire maacutegnesszalag) de lehetıseacuteg van a szaacutemiacutetoacutegeacutepes haacuteloacutezatra csatlakozaacutesra is
A programvezeacuterlı egyseacuteg CNC jellegő tehaacutet tartalmaz legalaacutebb egy programozhatoacute folyamatiraacutenyiacutetoacute szaacutemiacutetoacutegeacutepet amelynek a feladatokat leiacuteroacute programjait a rendszerprogramtaacuterba teszik Ez a taacuter uacuten ROM (Read Only Memory = csak olvashatoacute memoacuteria) tiacutepusuacute eacutes a rendszer mőkoumldeacuteseacutehez szuumlkseacuteges programok mindegyike itt talaacutelhatoacute A maacutesik leacutenyeges taacuter az alkatreacuteszprogramtaacuter amelybe a megoldandoacute feladatot taacuteroljaacutek Az alkatreacuteszprogram-taacuter uacuten RAM (Random Acces Memory = iacuterhatoacute-olvashatoacute memoacuteria) tiacutepusuacute Ez a taacuter helyettesiacuteti a KNC- vezeacuterlıkneacutel megszokott informaacutecioacutehordozoacutet amely egyben az alkatreacuteszprogram taacuteroloacuteja volt A KNC- vezeacuterlı gyaacutertaacutesa az 1970-es eacutevekben megszőnt helyette a CNC- vezeacuterlık jelentek meg ez pedig az NC- technika hatalmas fejlıdeacuteseacutet eredmeacutenyezte
11 Ellenırzı keacuterdeacutesek
Mi a szaacutemvezeacuterleacutes elve Milyen fıbb egyseacutegekbıl aacutell a szaacutemvezeacuterleacutes Mit nevezuumlnk KNC-nek Milyen a CNC feleacutepiacuteteacutese
CNC-programozaacutes alapjai
6
2 A geometriai informaacutecioacutek meghataacuterozaacutesa
Az NC- geacutepek programozaacutesa teveacutekenyseacutegek laacutencolata amelynek eredmeacutenye az informaacutecioacutehordozoacute elkeacutesziacuteteacutese ezt nevezzuumlk kuumllsı adatfeldolgozaacutesnak Az informaacutecioacutehordozoacuten leacutevı adatok leolvasaacutesa feldolgozaacutesa aacutetalakiacutetaacutesa az aacutetalakiacutetott adatok uacutet- eacutes kapcsolaacutesi parancsok formaacutejuacute kiadaacutesa a szerszaacutemgeacutepre eacutes a parancsok veacutegrehajtaacutesaacutenak ellenırzeacutese a belsı adatfeldolgozaacutes A programozaacuteshoz tehaacutet egyreacuteszt meg kell hataacuterozni a mozgaacutesokat ezek a geometriai informaacutecioacutek maacutesreacuteszt a mozgaacutesokhoz tartozoacute sebesseacutegeket a technoloacutegiai adatokat
21 Meacuteretmegadaacutesi moacutedok
Szaacutemvezeacuterleacuteső szerszaacutemgeacutepen a szerszaacutemot olyan uacutetvonal menteacuten kell mozgatni amelynek a veacutegeredmeacutenye a kiacutevaacutent geometriaacutejuacute munkadarab Az uacutetvonalra vonatkozoacute informaacutecioacutekat az alkatreacuteszrajz tartalmazza A geacuteprajzban a meacutereteket a tervezı toumlbbfeacutelekeacuteppen is megadhatja Baacutezistoacutel valoacute meacuteretezeacutes ha egy ponttoacutel adjuk meg a meacutereteket (21 a aacutebra) laacutencmeacuteretezeacutes ha a meacuteretek egymaacutestoacutel vannak megadva (21 b aacutebra) gyakran elıfordul azonban a vegyes meacuteretezeacutesi moacuted is (21 c aacutebra) A 21 aacutebraacuten esztergaacutelt leacutepcsıs tengely laacutethatoacute (Meg kell jegyezni hogy a 21 b aacutebra megoldaacutesaacutet a gyakorlatban nem hasznaacuteljaacutek mert az aacutetmeacuterıkuumlloumlnbseacutegeket sokkal koumlruumllmeacutenyesebb megmeacuterni mint magaacutet az aacutetmeacuterıt)
a)
b)
c)
21 aacutebra Meacuteretmegadasi moacutedok a) abszoluacutet meacuteretmegadaacutes meacuteretezeacutes baacutezistoacutel b)
noumlvekmeacutenyes meacuteretmegadaacutes laacutencmeacuteretezeacutessel c) vegyes meacuteretmegadaacutes
A baacutezistoacutel valoacute meacuteretezeacutest az NC- technikaacuteban abszoluacutet meacuteretmegadaacutesnak a
laacutencmeacuteretezeacutest noumlvekmeacutenyes meacuteretmegadaacutesnak nevezzuumlk A keacutet meacuteretmegadaacutesi moacutedot a 22 aacutebra hasonliacutetja oumlssze
CNC-programozaacutes alapjai
7
Abszoluacutet Noumlvekmeacuteny
X y ∆x ∆y 1 300 240 300 240
2 650 180 350 -60
3 500 340 -150 160
W 0 0 -500 -340
22 aacutebra Abszoluacutet eacutes noumlvekmeacutenyes meacuteretmegadaacutes pontvezeacuterleacutesneacutel A peacutelda egy pontvezeacuterleacuteses feladat (fuacuteraacutes) megoldaacutesaacutet szemleacutelteti A szerszaacutemot a
munkadarab koordinaacuteta-rendszereacutenek W kezdıpontjaacuteboacutel kell az egyes furatok 1 2 3 koumlzeacuteppontjaira poziacutecionaacutelni A taacuteblaacutezat noumlvekmeacutenyes meacuteretmegadaacutesaacutenak oszlopaacuteban az elmozdulaacutesnoumlvekmeacutenyek vannak feltuumlntetve Az elmozdulaacutes eacuterteacuteke akkor pozitiacutev ha a mozgaacutes iraacutenya a munkadarab koordinaacutetarendszereacutenek pozitiacutev tengelye iraacutenyaacuteban toumlrteacutenik eacutes negatiacutev ha a mozgaacutes iraacutenya a koordinaacutetatengely negatiacutev iraacutenyaacuteba esik A harmadik furat megmunkaacutelaacutesa utaacuten noumlvekmeacutenyes rendszerben a szerszaacutemot vissza kell aacutelliacutetani a W kezdıpontba ennek elmulasztaacutesa eseteacuten a koumlvetkezı munkadarab selejt lenne
22 Az NC-geacutepek koordinaacuteta rendszerei
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepek szerszaacutemainak pontosan roumlgziacutetett relatiacutev mozgaacutespaacutelyaacutet kell leiacuterniuk a munkadarab megmunkaacutelaacutesa soraacuten A mozgaacutesfolyamatokat a programban pontosan roumlgziacuteteni kell Ennek megvaloacutesiacutetaacutesaacutehoz a szerszaacutemgeacutep munkatereacuteben leacutevı oumlsszes pontot egyeacutertelmően kell azonosiacutetani Az egyeacutertelmő megfelelteteacuteshez koordinaacuteta-rendszereket hasznaacutelunk
Az NC- szerszaacutemgeacutepek fı mozgaacutesi iraacutenyait a jobbkeacutez-szabaacutely szerint elhelyezett dereacutekszoumlgő koordinaacuteta-rendszer hataacuterozza meg (23 aacutebra) amely mindig a munkadarabra vonatkozik
23 aacutebra NC-szerszaacutemgeacutepek koordinaacutetatengelyei
Programozaacuteskor a munkadarabot aacutelloacute helyzetőnek kell felteacutetelezni a mozgaacutesokat a
szerszaacutem veacutegzi Az X Y Z koordinaacutetatengelyek koumlruumlli forgataacutesi tengelyeket a 23 aacutebra szerinti A B C-
vel jeloumllik A pozitiacutev forgaacutesiraacuteny megegyezik az oacuteramutatoacute jaacuteraacutesaacuteval ha a forgaacutest a pozitiacutev tengely iraacutenyaacuteba neacutezzuumlk
CNC-programozaacutes alapjai
8
Az uacutetinformaacutecioacutek meghataacuterozaacutesakor a programozoacute technoloacutegus koordinaacuteta-rendszert rendel a munkadarabhoz Ez az a munkadarab-koordinaacutetarendszer (vagy programozaacutesi koordinaacuteta-rendszer) amelynek kezdıpontja W a munkadarab- (programozaacutesi) nullapont (noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten a felvett koordinaacuteta-rendszer csak az elmozdulaacutesi iraacutenyok elıjeleacutenek eacutes a megmunkaacutelaacutes kezdıpontjaacutenak meghataacuterozaacutesaacutehoz szuumlkseacuteges) A szerszaacutemgeacutep viszont a sajaacutet koordinaacuteta-rendszereacuteben dolgozik amelyet geacutepi koordinaacuteta-rendszernek nevezuumlnk M kezdıpontjaacutet pedig geacutepi nullapontnak A szerszaacutemhoz is rendelhetı koordinaacuteta-rendszer kuumlloumlnoumlsen elızetes szerszaacutembeaacutelliacutetaacutes eseteacuten A munkadarab alakjaacutenak elıiacuteraacutesaacutehoz tehaacutet a koumlvetkezı haacuterom koordinaacuteta-rendszer egymaacuteshoz valoacute viszonyaacutet kell megfelelı moacutedon meghataacuterozni
bull a munkadarab koordinaacuteta-rendszere amelyet a programozoacute vesz fel bull a szerszaacutemgeacutep koordinaacuteta-rendszere bull a szerszaacutem koordinaacuteta-rendszere amelyet a szerszaacutem beaacutelliacutetaacutesaacutehoz kell figyelembe
venni Vizsgaacuteljuk a haacuterom koordinaacuteta-rendszert esztergaacuten A 24 aacutebraacuten laacutethatoacute munkadarabnaacutel
Xw Zw a munkadarab-koordinaacutetarendszere W nullaponttal Az A felfogaacutesi nullapont a munkadarab felfogaacutesakor az uumltkoumlzeacutesi siacutekba keruumll A szerszaacutemhoz az XT ZT koordinaacuteta-rendszert rendeltuumlk amelyben N beaacutelliacutetoacute nullapont A beaacutelliacutetoacute nullaponthoz keacutepest vaacuteltoztathatoacute a szerszaacutemcsuacutecs (ill a P szerszaacutemeacutelpont) L hosszuacutesaacuteguacute eacutes K keresztiraacutenyuacute kinyuacutelaacutesa A hossz- eacutes keresztiraacutenyuacute aacutelliacutethatoacutesaacutegot a szerszaacutem konstrukcioacuteja teszi lehetıveacute A szerszaacutemgeacutep XM ZM koordinaacutetarendszereacutenek nullapontja M
24 aacutebra A munkadarab a szerszaacutemgeacutep eacutes a szerszaacutem koordinaacuteta-rendszere
A poziacutecionaacutelaacutesi folyamatokat az NC- vezeacuterleacutes a geacutepi koordinaacuteta-rendszerben nyitja A
teacutenyleges szaacutenhelyzetet nyilvaacutentartoacute regiszterek a szaacutenrendszer kituumlntetett pontjaacutenak az F
vonatkoztataacutesi pontnak a koordinaacutetaacuteit (az MF taacutevolsaacuteg oumlsszetevıit) tartalmazzaacutek A technoloacutegus a megmunkaacutelaacutesi programban a P programozott pont koordinaacutetaacuteit (vagy elıjeles elmozdulaacutesnoumlvekmeacutenyeit) iacuterja elı altaacutenossaacutegban az F pont koordinaacutetaacutei az M kezdıpontuacute rendszerben haacuterom reacuteszbıl aacutellnak (25 aacutebra)
PFWPMWMF ++=
ahol az MW taacutevolsaacuteg X Y Z iraacutenyuacute dereacutekszoumlgő oumlsszetevıi az uacuten nullapont-eltolaacutesi
eacuterteacutekek a WPtaacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıit a vezeacuterlıszalag tartalmazza (ezek a program
geometriai adatai) a PF taacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıi a szerszaacutemkorrekcioacutes eacuterteacutekek amelyeket a vezeacuterlıpulton kell beaacutelliacutetani NC- neacutel a korrekcioacutes taacuterba beiacuterni)
A hibaacutetlan gyaacutertaacuteshoz biztosiacutetani kell a munkadarab eacutes a geacutepi koordinaacutetarendszer azonossaacutegaacutet ennek felteacutetele a koordinaacutetairaacutenyoknak eacutes a nullpontoknak az azonossaacutega
CNC-programozaacutes alapjai
9
25 aacutebra A koordinaacuteta-rendszerek
eacutes jellegzetes pontok (M W P F) eacutertelmezeacutese
26 aacutebra A munkadarab koordinaacuteta-rendszere
A programozaacutes egyik alapelve 1 mozgoacute szerszaacutem-nyugvoacute munkadarab amelynek
segiacutetseacutegeacutevel keacutet egyszerő iraacutenymeghataacuterozaacutesi szabaacutelyt alkothatunk bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a szerszaacutem veacutegzi a mozgaacutest a geacutepi eacutes a
munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya megegyezik bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a munkadarab veacutegzi a mozgaacutest a geacutepi
eacutes a munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya ellenteacutetes A geacutepi koordinaacuteta-rendszer iraacutenyait a geacutep tervezeacutesekor illetve a vezeacuterlırendszer illeszteacutese
soraacuten valoacutesiacutetjaacutek meg iacutegy tehaacutet adott Milyen elhelyezkedeacuteső koordinaacuteta-rendszerrel ceacutelszerő a geacutepet tervezni a vezeacuterleacutest
illeszteni Tekintsuumlk a szerszaacutemgeacutep munkatereacutet egyetlen teacuter-nyolcadnak A bal eacutes jobb sodraacutesuacute rendszer egyuumlttesen 8x3x2 = 48 lehetıseacuteget ad Baacuter a geacutep eacutes a vezeacuterleacutes szempontjaacuteboacutel szinte koumlzoumlmboumls hogy melyiket vaacutelasztjuk programozaacuteskor sok neheacutezseacuteget okozna a geacutepenkeacutent maacutes eacutes maacutes moacutedon elhelyezett koordinaacuteta-rendszer
Az 1968-ban aacutetdolgozott VDI- javaslat eacutes az ISOR 841 tovaacutebbaacute az MSZ 7789 a 26 aacutebra szerinti jobb sodraacutesuacute XYZ rendszert rendel a munkadarabhoz A maacutesodlagos mozgaacutesokat rendre U V eacutes W a harmadlagos mozgaacutesokat P Q eacutes R jeloumlli
27 aacutebra Eszterga koordinaacuteta-rendszere
Maacutesik fontos alapelv 2 a Z tengely iraacutenya mindig a szerszaacutem fı mozgaacutesi (taacutemadaacutesi)
iraacutenyaacuteba mutat Az 1 eacutes 2 alapelv ismereteacuteben baacutermely szerszaacutemgeacutep koordinaacutetatengely-iraacutenyait meg lehet hataacuterozni
CNC-programozaacutes alapjai
10
Eszterga koordinaacutetatengelyei laacutethatoacutek a 27 aacutebraacuten ahol a munkadarab koordinaacuteta-rendszereacutet XZ-vel a szerszaacutemgeacutep koordinaacuteta-rendszereacutet pedig XZ-vel jeloumlltuumlk
a)
28 aacutebra Fuacuteroacutegeacutep koordinaacuteta-rendszere
Hasonloacute moacutedon szemleacutelteti a 28 aacutebra a fuacuteroacutegeacutep koordinaacuteta-rendszereacutet A 28 a aacutebraacuten a
geacutep eacutes a koordinaacuteta-rendszerek laacutethatoacuteak miacuteg a 28 b aacutebraacuten a munkadarab a sajaacutet koordinaacuteta-rendszereacuteben laacutethatoacute Ez a fuacuteroacutegeacutep fuumlggıleges orsoacutejuacute siacutekmaroacutegeacutepnek is tekinthetı ezeacutert a maroacutegeacutep koordinaacuteta-rendszereacutet is tanulmaacutenyozhatjuk az aacutebraacuten
A szerszaacutemmaroacutegeacutepek kisseacute elteacuternek a maroacutegeacutepektıl mert a gerendaacuten leacutevı fıorsoacute lehet viacutezszintes vagy fuumlggıleges tovaacutebbaacute a gerenda az egyik mozgaacutest is elveacutegzi (Z tengely) Ez a 29 aacutebraacuten laacutethatoacute amely a viacutezszintes konzolos NC- maroacutegeacutep koordinaacutetairaacutenyait is tartalmazza a kuumlloumlnbseacuteg annyi hogy a +Z iraacutenyba megfordul
Fuumlggıleges portaacutelfuacuteroacutegeacutep illetve portaacutelsiacutekmaroacutegeacutep koordinaacutetatengely-iraacutenyait szemleacutelteti a 210 aacutebra
Megmunkaacuteloacutekoumlzpontok koordinaacuteta-rendszerei eseteacuten a keacutet fontos alapelv eacuterveacutenyben marad de megjelenik a toumlbboldalas megmunkaacutelaacutesi lehetıseacuteg Ilyenkor a G17 G18 G19 megmunkaacutelaacutesi siacutekokat eacutes a fıorsoacute tengelyiraacutenyait is vaacuteltani lehet ami a koordinaacuteta iraacutenyok megvaacuteltoztataacutesaacutet jelenti
Ugyancsak beleacutepnek a maacutesodlagos esetleg harmadlagos mozgaacutesok tehaacutet a haacuteromtengelyes megmunkaacutelaacutes mellett a neacutegy- eacutes oumlttengelyes megmunkaacutelaacutes is elıfordulhat A 211 aacutebra egyszerő megmunkaacuteloacutekoumlzpont koordinaacutetatengelyeit szemleacutelteti Mivel a geacutep uacuten mozgoacutetornyos a Z eacutes Y tengely iraacutenyaacuteban a geacutepi eacutes a munkadarab-koordinaacutetairaacutenyok megegyeznek
29 aacutebra
Szerszaacutemmaroacutegeacutep koordinaacutetatengelyei
210 aacutebra Keacutetoszlopos fuumlggıleges fuacuteroacutegeacutep eacutes maroacutegeacutep mozgaacutesiraacutenyai
CNC-programozaacutes alapjai
11
211 aacutebra Megmunkaacuteloacutekoumlzpont mozgaacutesiraacutenyai
23 NC-geacutepek jellegzetes pontjai
A megismert haacuterom koordinaacuteta-rendszer kezdıpontjaacutenak (nullapontjaacutenak) viszonya a geacutep pontos mőkoumldeacuteseacutenek felteacutetele Ez a haacuterom pont a koumlvetkezı
A geacutepi nullapont az iraacutenyiacutetoacuterendszer meacutereacutestartomaacutenyaacuten beluumll elektronikusan beaacutelliacutethatoacute pont amely a mőkoumldı rendszer meacutereacutesi baacutezisa (a geacutep koordinaacutetarendszereacutenek a kezdıpontja) Jellege szerint a vezeacuterleacutes lehet
bull lebegı nullapontos vezeacuterleacutes amikor a geacutepi nullapont a szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten kiacutevuumll esı elmeacuteleti pont a geacutepi koordinaacuteta-rendszer origoacuteja
bull fix nullapontos vezeacuterleacutes (ez a gyakoribb) amikor a geacutepi nullapont a mozgaacutestartomaacutenyon beluumlli roumlgziacutetett pont eacutes egybeesik a referenciaponttal
A referenciapont az NC- szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten beluumll villamos helyzetkapcsoloacutekon keresztuumll roumlgziacutetett pont ahova a szaacutemokat vezeacuterelve a vezeacuterleacutes meacuterırendszere felveszi a geacutepi nullaponthoz viszonyiacutetott koordinaacutetaeacuterteacutekeket
Az NC- szerszaacutemgeacutepek vezeacuterlırendszereacutenek bekapcsolaacutesakor a vezeacuterleacutes eacuterteacutektaacuteroloacutei uumlresek nullaacutet vagy valamilyen aacutellandoacute szaacutemeacuterteacuteket tartalmaznak A szaacutenok baacutermilyen helyzeteacuteben kapcsoljaacutek be a vezeacuterlırendszert az eacuterteacutektaacuteroloacuteban illetve a kijelzıben mindig ugyanazok az eacuterteacutekek jelennek meg Az NC- szerszaacutemgeacutep ebben az aacutellapotban nem alkalmas az uumlzemszerő mőkoumldeacutesre Bekapcsolaacutes utaacuten elıszoumlr a referenciapontra kell vezeacuterelni a szaacutenokat hogy a meacuterırendszer felvehesse a geacutepi nullapontokhoz viszonyiacutetott koordinaacutetaeacuterteacutekeket eacutes azokat az uacuteteacuterteacutektaacuteroloacuteba beiacuterhassa A referenciapontroacutel valoacute taacutevozaacutes utaacuten a meacuterırendszer eacutes a szabaacutelyozoacutekoumlroumln keresztuumll a szerszaacutem beaacutelliacutetott eacutelpontja a geacutepi koordinaacuteta-rendszerben megadott koordinaacutetaeacuterteacutekekre aacutell A referenciapontra aacutellaacutes kuumlloumln uumlzemmoacuted minden NC- szerszaacutemgeacutepen megtalaacutelhatoacute
A fix nullapontos eacutes a lebegı nullapontos vezeacuterleacutes geacutepi nullapontjaacutet a 212 aacutebra szemleacutelteti A lebegı nullapontos vezeacuterleacuteskor az X taacuteroloacuteba az x referenciaeacuterteacutek miacuteg a Z
CNC-programozaacutes alapjai
12
taacuteroloacuteba a z referenciaeacuterteacutek iacuteroacutedik Ez a folyamat zajlik le fix nullapontos vezeacuterleacuteskor is de itt a taacuteroloacutek nullaacutezoacutednak mivel a z referencia = x referencia = 0
Mozgaacutestartomaacuteny Mozgaacutestartomaacuteny
212 aacutebra Vezeacuterleacutes eacutes referenciapont a) lebegı nullapontos vezeacuterleacutes b) fix nullapontos vezeacuterleacutes
a) b)
213 aacutebra Meacuteretmegadaacutes a) lebegı nullapontos b) fix nullapontos vezeacuterleacutes eseteacuten
A geacutepi nullapont felveacutetele utaacuten a taacuterolt ill a kijelezhetı koordinaacutetaeacuterteacutekeket kuumlloumlnboumlzı
megmunkaacutelaacutesi helyzetekben a 213 aacutebra szemleacutelteti Az iraacutenyiacutetaacutestechnikailag szuumlkseacuteges geacutepi nullapont programozaacutesa nagyon koumlruumllmeacutenyes
Megmunkaacuteloacutekoumlzpontokon ha a geacutep szerszaacutemcsereacutelıvel eacutes asztalcsereacutelıvel van felszerelve akkor nem egy geacutepi nullapont van hanem toumlbb
Maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes harmadlagos nullapont az asztalcsereacuteleacutes nullapontja
Elsıdleges geacutepi nullapontboacutel - szinteacuten a megmunkaacuteloacutekoumlzpontokra jellemzı - toumlbbet lehet meghataacuterozni Ez a toumlbboldalas illetve toumlbb nullapontos munkadarabok megmunkaacutelaacutesa eseteacuten fontos
A munkadarab-nullapont a programozaacutes soraacuten alkalmazott pont amely a munkadarab koordinaacuteta-rendszereacutenek kezdıpontja A munkadarab koordinaacutetarendszereacutet a programozoacute hataacuterozza meg (iraacutenyai a jobbkeacutez-szabaacutely szerintiek) uacutegy hogy a munkadarab termeacuteszetes (rajz szerinti) meacuteretei legyenek a koordinaacutetaeacuterteacutekek Az ilyen nullapont-elhelyezeacutes nagymeacuterteacutekben koumlnnyiacuteti a programozoacute munkaacutejaacutet Ellenkezı esetben a meacutereteket aacutet kell szaacutemiacutetani eacutes ez hibalehetıseacuteget jelent
Mozgaacutestartomaacuteny
CNC-programozaacutes alapjai
13
24 Nullponteltolaacutes nullpont felveacutetel
A munkadarab-nullapont eacutes geacutepi nullapont koumlzoumltti kapcsolat a 214 aacutebraacuten laacutethatoacute A geacutepi eacutes a munkadarab-koordinaacutetarendszer koumlzoumltti elteacutereacutes ∆x eacutes ∆z koordinaacutetaacutenkeacutent
aacutellandoacute eacuterteacutek A vezeacuterleacutes geacuteprendszere a geacutepi koordinaacuteta-rendszerben dolgozik a program geometriai adatait a munkadarab-koordinaacutetarendszerben hataacuteroztaacutek meg ezeacutert a ∆x eacutes a ∆z eacuterteacutekek az uacuten nullapont-eltolaacutesi eacuterteacutekek Ezeket az eacuterteacutekeket a vezeacuterleacutes hozzaacuteadja a programozott - a munkadarab-koordinaacutetarendszereacuteben meghataacuterozott - koordinaacutetaeacuterteacutekekhez (x1 x2 z1 z2)
A nullapont-eltolaacutesi eacuterteacutekek a nullaponttaacuteroloacutekba (regiszterek) lesznek beiacuterva Reacutegi KNC- vezeacuterleacutes eseteacuten ezt a mőveletet keacutezi adatbevitellel dekaacutedkapcsoloacutekkal lehetett elveacutegezni (ez volt az aritmetikai nullapontmegadaacutes) A mai CNC- vezeacuterleacutesekneacutel ciacutemezhetı regiszterek tartalmazzaacutek a nullapont eacuterteacutekeit A regiszterek tartalmaacutet a programboacutel iacuterhatjuk aacutet A nullapont-eltolaacutesi programmondat beolvasaacutesa nem eredmeacutenyezi a szaacuten mozgaacutesaacutet hanem csak a regisztertartalom aacutetiacuteraacutesaacutet amelynek megfelelıen a szaacuten az elsı mozgaacutesi utasiacutetaacutest tartalmazoacute mondat veacutegrehajtaacutesa soraacuten mozog (ezt nevezzuumlk transzformaacutecioacutes nullaponteltolaacutesnak)
214 aacutebra Nullaponteltolaacutes
215 aacutebra Nullaponteltolaacutes ismeacutetlıdı alakzatok eseteacuten
A nullaponteltolaacutes segiacutetseacutegeacutevel a programozaacutesi munka egyszerősiacutethetı
bull ismeacutetlıdı alakzatok programozaacutesa bull simiacutetaacutesi raacutehagyaacutesok leacutetrehozaacutesa bull toumlbb azonos munkadarab (keacuteszuumlleacutek) egy asztalra roumlgziacuteteacutese eseteacuten
Ha egy alkatreacuteszen azonos geometriai alakzatok talaacutelhatoacutek akkor a megmunkaacutelaacuteshoz nem kell uacutejra eacutes uacutejra elkeacutesziacuteteni a megmunkaacuteloacute programot hanem elegendı az alakzatok koumlzoumltti taacutevolsaacutegot meghataacuterozni ezeket elıjelhelyesen nullaponteltolaacuteskeacutent eacutertelmezni A
CNC-programozaacutes alapjai
14
nullaponteltolaacutes utaacuten a 215 aacutebra szerint a Wrsquo munkadarab-nullapontboacutel megiacutert programot a W2 nullaponttoacutel meg kell ismeacutetelni iacutegy a programozaacutes leacutenyegesen egyszerősiacutethetı
A nullapont-beaacutelliacutetaacutes sikeresen alkalmazhatoacute simiacutetaacutesi raacutehagyaacuteshoz A 216 aacutebraacuten a nagyolaacuteskor a simiacutetaacutesi raacutehagyaacutesnak megfelelı ∆x eacutes ∆z nullaponteltolaacutessal esztergaacutelhatoacute a munkadarab majd a nullapontot az eredeti helyre visszatolva a simiacutetaacutes elveacutegezhetı
216 aacutebra Keacutet befogoacutekeacuteszuumlleacutekes
maroacutegeacutepasztal 217 aacutebra Nullaponteltolaacutes simiacutetaacutesi
raacutehagyaacuteshoz
Wn a nagyolaacutes nullapontja Ws a simiacutetaacutes nullapontja
Ha toumlbb kisebb meacuterető eacutes roumlvid megmunkaacutelaacutesi idejő munkadarabot kell keacutesziacuteteni akkor
ugyanazzal a programmal munkaacutelhatoacutek meg uacutegy hogy mindegyikhez sajaacutet nullapontot rendeluumlnk hozzaacute (217 aacutebra)
Nullapontfelveacutetel Az NC- geacutep bekapcsolaacutesakor a regiszterek tartalma eacutes a szaacutenok teacutenyleges helyzete koumlzoumltt nincs azonnali eacutes koumlzvetlen kapcsolat ezeacutert a regiszterek tartalmaacutet eacutes a teacutenyleges szaacutenhelyzetet egyeztetni kell Ezt a teveacutekenyseacuteget nevezzuumlk nullapontfelveacutetelnek (geacutepi nullapont) A szerszaacutemgeacutep szaacutenjait automatikusan vagy keacutezi vezeacuterleacutessel ceacutelszerően vaacutelasztott vagy a geacutep szerkezeti kialakiacutetaacutesa aacuteltal megadott helyzetbe visszuumlk majd ebben a helyzetben a regiszterekbe automatikusan vagy keacutezi adatbevitellel alkalmasan vaacutelasztott eacuterteacutekeket iacuterunk be
Esztergaacuten fix nullapontos vezeacuterleacutes eseteacuten a nullapontfelveacutetel a koordinaacutetairaacutenyonkeacutenti referenciapontra aacutellaacutest jelenti Lebegı nullapont eseteacuten a szaacuten baacutermely poziacutecioacutejaacuteban felvehetjuumlk a geacutepi nullapontot csak az adott helyen nullaacutezni kell az elmozdulaacutesregisztereket koordinaacutetairaacutenyonkeacutent
Maroacutegeacutepekhez a moacutedszer azonos az esztergaacutenaacutel ismertetett folyamattal csak a koordinaacutetairaacutenyok szaacutema lehet toumlbb
Megmunkaacuteloacutekoumlzpontokon ahol szerszaacutemcsereacutelı eacutes esetleg asztalcsereacutelı is van toumlbb geacutepi nullapont is lehet Az elsıdleges nullapont (amit eddig megismertuumlnk) mellett megjelenik a maacutesodlagos eacutes a harmadlagos nullapont is
A maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes poziacutecioacuteja a harmadlagos nullapont az asztalcsereacuteleacutesi poziacutecioacute Mindezek a helyek roumlgziacutetett eacuterteacutekek melyekre az uumlzemeleacutes koumlzben szuumlkseacuteg van
A munkadarab nullapontjaacutenak a beaacutelliacutetaacutesa az a nullaponteltolaacutes amelynek az elmeacuteleteacutet maacuter ismerjuumlk A geacutepi nullapont a munkadarab nullapontjaacuteba csak akkor helyezhetı aacutet ha a munkadarab nullapontjaacutenak a helyeacutet a geacutep munkatereacuteben megkeressuumlk
Ez keacutet moacutedon lehetseacuteges bull a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutenak megeacuterinteacuteseacutevel (koumlzvetlen vagy koumlzvetett
moacutedon) bull a befogott munkadarab megeacuterinteacuteseacutevel
CNC-programozaacutes alapjai
15
Az eszterga befogoacutekeacuteszuumlleacuteke toumlbbnyire esztergatokmaacuteny iacutegy valamelyik uumltkoumlzeacutesi baacutezisaacutet lehet nullapontkeacutent felhasznaacutelni (218 aacutebra)
218 aacutebra Nullapont az uumltkoumlzeacutesi feluumlleten
1 fıorsoacute 2 fıorsoacuteperem 3 koumlzpontosiacutetoacute kuacutep
4 tokmaacuteny 5 uumltkoumlzeacutesi baacutezis M a geacutep koordinaacuteta-rendszereacutenek nullapontja XM ZM a geacutep koordinaacuteta-rendszereacutenek tengelye (ebben dolgozik a geacutep) W a munkadarab koordinaacutetarendszereacutenek nullapontja XW ZW a munkadarab koordinaacuteta-rendszereacutenek tengelye
Az uumltkoumlzeacutesi baacutezist a szerszaacutemtartoacuteba befogott eacutes ismert meacuterető szerszaacutemmal keacutezi uumlzemmoacutedban eacuterintjuumlk (aacuteltalaacuteban inkrementaacutelisan 1 mm-es 01 mm-es vagy 001 mm-es leacutepeacutesekben) eacutes amikor befejezıdik a meacuteretkijelzın szereplı eacuterteacutek lesz a nullaponteltolaacutes eacuterteacuteke Az aacutebraacuten ez ∆z (amit a vezeacuterleacutesbe kell beiacuterni) A maacutesik iraacutenyban a forgaacutestengelyt kell megkeresni pl ismert meacuterető munkadarab befogaacutesaacuteval eacutes aacutetmeacuterıjeacutenek megeacuterinteacuteseacutevel
Ha a nullapont a munkadarab homlokfeluumlleteacuten van (219 aacutebra) akkor a munkadarab hosszmeacutereteacutet megtestesiacutetı meacuterıhasaacutebot kell az uumltkoumlzeacutesi baacutezishoz taacutemasztani eacutes azt kell az elıbb leiacutert moacutedon megeacuterintve a munkadarab nullapontjaacutenak roumlgziacuteteni
Maroacutegeacutepen a geacutep asztalaacutera felfogott munkadarab vagy a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutet kell megkeresnie a geacutepkezelınek
A legegyszerőbb eacutes leggyorsabb nullapontkeresı eszkoumlz a nullapont-indikaacutetor Az indikaacutetor keacutet reacuteszbıl aacutelloacute tuumlske amely a fıorsoacuteba van befogva (220 aacutebra) A keacutet reacuteszt rugoacute fogja oumlssze A keacutet reacutesz egytengelyőn forog Amikor az indikaacutetor megeacuterinti a munkadarab valamely ismert feluumlleteacutet akkor az alsoacute reacutesz a felsıhoumlz keacutepest hataacuterozottan eltoloacutedik eacutes a koumlszoumlruumllt feluumlleten megfigyelhetı feacutenycsiacutekok megtoumlrnek Az aacutebraacuten az X iraacuteny eacuterinteacutese laacutethatoacute 10 mm-es nullapont-indikaacutetorral a fıorsoacute poziacutecioacuteja az eacuterinteacuteskor tehaacutet xmdash 5
219 aacutebra Nullapont a munkadarab homlokfeluumlleteacuten 220 aacutebra A nullapont indikaacutetor
Az Y iraacutenyt hasonloacutean kell bemeacuterni A harmadik a Z tengely iraacutenyaacuteban is fel kell venni a nullapontot
bull a fıorsoacuteba befogott szerszaacutemmal eacutes a munkadarab feluumlleteacutenek megeacuterinteacuteseacutevel vagy
CNC-programozaacutes alapjai
16
bull a fıorsoacute homloksiacutekjaacutenak felhasznaacutelaacutesaacuteval A fıorsoacuteba befogott szerszaacutemmal megeacuterintjuumlk a munkadarab feluumlleteacutet (221 a aacutebra) majd
a Z tengelyt nullaacutezzuk Ennek a szerszaacutemnak tehaacutet a hosszaacutet nullaacutera vettuumlk A moacutedszer gyors eacutes joacutel hasznaacutelhatoacute ha csak egy szerszaacutemmal dolgozunk
a)
b)
c)
221 aacutebra
a) Nullapontfelveacutetel eacuterinteacutessel
b) toumlbb szerszaacutem eseteacuten fıorsoacuteval
c) meacuterıhasaacuteb alkalmazaacutesaacuteval
Toumlbb szerszaacutem eseteacuten mindegyik szerszaacutemmal meg kell eacuterinteni a munkadarabot de az
elsı szerszaacutem (vezeacuterszerszaacutem) utaacuten a Z tengelyt nullaacutezzuk a toumlbbi szerszaacutem eseteacuten az eacuterinteacutesi poziacutecioacutenak az eacuterteacutekeit (amelyeket a kijelzı mutat) kell a szerszaacutemhossz korrekcioacutes taacuteraacuteba beiacuterni (221 b aacutebra)
A moacutedszer haacutetraacutenya hogy ha a vezeacuterszerszaacutem meacuterete vaacuteltozik az oumlsszes szerszaacutem meacutereteacutet moacutedosiacutetani kell
Szerszaacutem neacutelkuumll a fıorsoacute homlokfeluumlleteacutet (a szerszaacutem uumltkoumlzteteacutesi baacutezisaacutet) hozzuk kapcsolatba a munkadarab feluumlleteacutevel pl 50 mm-es meacuterıhasaacuteb alkalmazaacutesaacuteval (221 c aacutebra)
25 Szerszaacutemkorrekcioacute
A programozott uacutetinformaacutecioacutek a szerszaacutemmeacuterettıl fuumlggetlenek mivel a program iacuteraacutesakor csak a szerszaacutem tiacutepusaacutet hataacuterozzuk meg a meacutereteit nem (vagy csak reacuteszben) ismerjuumlk A vezeacuterleacutesnek azt a szolgaacuteltataacutesaacutet hogy a szerszaacutem teacutenyleges (valoacutesaacutegos) meacutereteit vegye figyelembe szerszaacutemkorrekcioacutenak nevezzuumlk
A szerszaacutemkorrekcioacute lehet bull szerszaacutemmeacuteret-korrekcioacute amely a szerszaacutemnak a programozaacutes szempontjaacuteboacutel jellegzetes
hossz- vagy sugaacuteriraacutenyuacute meacutereteacutevel azonos nagysaacutegrendő bull szerszaacutemkopaacutes-korrekcioacute amely a szerszaacutem kopaacutesaacutet veszi figyelembe eacutes legfeljebb bull 1 mm nagysaacuteguacute
A szerszaacutemmeacuteret-korrekcioacute soraacuten a szerszaacutemok meacutereteit megmunkaacutelaacutes elıtt koumlzoumlljuumlk a vezeacuterleacutessel eacutes iacutegy az uacutetinformaacutecioacutek szaacutemiacutetaacutesaacutehoz nem kell figyelembe venni e meacutereteket vagyis a programban az elkeacutesziacutetendı munkadarab kontuacuterjaacutet iacuterhatjuk le
Fuacuteroacutegeacutepeken eacutes fuacuteroacute-maroacute mőveken a furatok megmunkaacutelaacutesaacutehoz ceacutelszerő szerszaacutemhossz-korrekcioacute elveacutet szemleacutelteti a 222 aacutebra
CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
1
Tartalom
1 NC-eacutes CNC-technika2 11 Ellenırzı keacuterdeacutesek 5
2 A geometriai informaacutecioacutek meghataacuterozaacutesa6 21 Meacuteretmegadaacutesi moacutedok 6 22 Az NC-geacutepek koordinaacuteta rendszerei 7 23 NC-geacutepek jellegzetes pontjai 11 24 Nullponteltolaacutes nullpont felveacutetel 13 25 Szerszaacutemkorrekcioacute 16 26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei22 27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten 27 28 Ellenırzı keacuterdeacutesek 29
3 CNC-programozaacutes30 31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa 30 32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete 31 33 A program feleacutepiacuteteacutese 34 34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk 39 35 Ellenırzı keacuterdeacutesek 56
4 IRODALOM 58
CNC-programozaacutes alapjai
2
1 NC-eacutes CNC-technika
A szaacutemvezeacuterleacuteső geacutepek kialakulaacutesa eacutes fejlıdeacutese A negyvenes eacutevek veacutegeacutere a repuumllıgeacutepipar fejlıdeacutese felvetette azt a gondolatot hogy eacuterdemes lenne a hagyomaacutenyos szerszaacutemgeacutepvezeacuterleacuteseket megvaacuteltoztatni Elsısorban a bonyolult alakuacute munkadarabok gyaacutertaacutesaacuteroacutel volt szoacute amelyeket ez idı taacutejt maacutesolaacutessal aacutelliacutetottak elı A gondolatot megvaloacutesiacutetaacutes koumlvette eacutes szerencseacutere az elektronika nagymeacuterteacutekő fejlıdeacutese is segiacutetette az NC -technika (Numerical Control = szaacutemvezeacuterleacutes) megjeleneacuteseacutet
1949-ben az USA leacutegiereje megbiacutezaacutest adott a Massachusetts Institute of Technology reacuteszeacutere az aerodinamikai profilok gyaacutertaacutesaacutera alkalmas szaacutemvezeacuterleacuteső maroacutegeacutep kifejleszteacuteseacutere Ezt a vezeacuterleacutest 1952-ben mutattaacutek be 1956-ban az USA repuumllıgeacutepipara maacuter kb szaacutez paacutelyavezeacuterleacuteső szerszaacutemgeacutepet uumlzemeltetett
Euroacutepaacuteban is ebben az idıben jelentek meg az elsı kiveacutetel neacutelkuumll USA gyaacutertaacutesuacute NC -szerszaacutemgeacutepek 1960 eacutes 1970 koumlzeacute tehetı az NC -geacutepek aacuteltalaacutenos elterjedeacutese 1970-tıl maacuter talaacutelkozhatunk a DNC- eacutes a CNC- (Direct eacutes Computerized Numerical Control) technikaacuteval A nyolcvanas eacutevek elejeacutetıl uacutej NC -szerszaacutemgeacutep maacuter csak CNC -re keacuteszuumll 1983-toacutel az NC -szerszaacutemgeacutepek 65-a a DNC -vel uumlzemel 1992-tıl az NC- geacutepek jelentıs reacutesze rugalmas gyaacutertoacutecellaacuteban vagy gyaacutertoacuterendszerben mőkoumldik
Baacuter ez a technika Amerikaacuteboacutel indult el vilaacuteghoacutediacutetoacute uacutetjaacutera az eltelt eacutevek alatt maacutes nemzetek is jelentıs meacuterteacutekben hozzaacutejaacuterultak a fejlıdeacuteseacutehez
Az NC- eacutes a CNC- geacutepek oumlsszehasonliacutetaacutesa Az NC - technika elve tulajdonkeacuteppen Neumann Jaacutenos szaacutemiacutetaacutestechnikai elgondolaacutesaacutenak alkalmazaacutesa a szerszaacutemgeacutep iraacutenyiacutetaacutesaacutera Neumann alapgondolata az hogy az adatokat eacutes a parancsokat (tehaacutet azt hogy mit kell tenni az adatokkal) is szaacutemok formaacutejaacuteban roumlgziacutethetjuumlk eacutes taacuterolhatjuk
A technoloacutegus a munkadarab elkeacutesziacuteteacuteseacutehez szuumlkseacuteges teveacutekenyseacutegeket (pl oldalazaacutes beszuacuteraacutes keretmaraacutes stb) a geacutepesiacutetett eszkoumlzeink szaacutemaacutera tovaacutebb nem oszthatoacute mőveletekre bontja Ezek tehaacutet a szerszaacutemgeacutep geacutepesiacutetett eszkoumlzeinek legegyszerőbb teveacutekenyseacutegei pl meghataacuterozott tengelyiraacutenyuacute szaacutenmozgataacutes fıorsoacute megaacutelliacutetaacutesa fıorsoacute forgaacutes iraacutenyvaacuteltaacutesa revolver roumlgziacuteteacuteseacutenek oldaacutesa
Rendeljuumlnk ezekhez a mőveletelemekhez szaacutemokat egy mővelethez termeacuteszetesen csakis egyetlen szaacutemot Hozzunk leacutetre olyan berendezeacutest (a vezeacuterlıt) amely meghataacuterozott szaacutem beadaacutesa eseteacuten geacutepesiacutetett beavatkozoacute elemmel veacutegrehajtja az adott szaacutemhoz rendelt mőveletelemet
Ha e felteacuteteleket kieleacutegiacutetjuumlk eacutes a vezeacuterlıt megalkotjuk akkor az adott munkadarab megmunkaacutelaacutesa a mőveletelemek megfelelı sorba főzeacuteseacutevel veacutegrehajthatoacute Ez pedig lehetseacuteges ha az egyes mőveletelemekhez rendelt szaacutemokat megfelelı sorrendben a vezeacuterlıbe beadjuk
A szaacutemokat megfelelı sorrendben leiacuterni ezzel uacutet- eacutes kapcsolaacutesi informaacutecioacutekat meghataacuterozni sokkal koumlnnyebb mint pl a mechanikus informaacutecioacutehordozoacutekat (vezeacuterlıtaacutercsa uumltkoumlzıleacutec) gyaacutertani
Mivel az ember szaacutemokat nehezebben jegyez meg mint neveket vagy betőket jeloumlljuumlk (koacutedoljuk) az egyes parancsokat (tehaacutet szaacutemokat) betővel vagy szoacuteval iacutegy pl
CNC-programozaacutes alapjai
3
Mőveletelem A mőveletelemhez rendelt szaacutem a
parancs
A parancs koacutedja
Szaacutenmozgataacutes hossziraacutenyban a tokmaacutenytoacutel el (esztergaacuten) Szerszaacutemtaacuter forgataacutesa (szerszaacutemvaacuteltaacutes) Fordulatszaacutemvaacuteltaacutes
90
770
83
Z
M
S Ha tehaacutet a programot a koacutedok (betőszimboacutelumok) segiacutetseacutegeacutevel iacuterjuk le a vezeacuterlıbe adaacutes
elıtt szuumlkseacuteguumlnk van a parancsok szaacutemokkaacute fordiacutetaacutesaacutera Ezt oldjaacutek meg az uacuten adat-elıkeacutesziacutetı berendezeacutesek amelyek a fordiacutetaacutes utaacuten a parancsokat szaacutemok formaacutejaacuteban informaacutecioacutehordozoacuten (lyukszalag maacutegnesszalag stb) taacuteroljaacutek Az informaacutecioacutehordozoacuteroacutel a vezeacuterlı beolvashatja a szaacutemokat amelyeket ezutaacuten taacuterolni eacutes eacutertelmezni tud
Az elızı peacuteldaacuteboacutel is egyeacutertelmően koumlvetkezik hogy csupaacuten a parancsok megadaacutesa nem elegendı az adott munkadarab megmunkaacutelaacutesaacutehoz Szuumlkseacuteg van az egyes parancsok mennyiseacutegi behataacuterolaacutesaacutera Peacuteldaacuteul Mekkora utat tegyuumlnk meg Z iraacutenyban Haacutenyadik szerszaacutemot vigyuumlk a megmunkaacutelaacutesi helyzetbe Milyen fordulatszaacutemmal forogjon a fıorsoacute Ezt a parancsokra vonatkozoacute adatokkal iacuterhatjuk elı (pl Z500 M06 S14)
Az utasiacutetaacutesszoacute tehaacutet keacutet reacuteszre bonthatoacute bull a veacutegrehajtandoacute mőveletelemet megadoacute parancskoacutedra bull a parancs veacutegrehajtaacutesaacutenak meacuterteacutekeacutet elıiacuteroacute adatra
Az adott munkadarab megmunkaacutelaacutesaacutehoz szuumlkseacuteges mőveletelemek eacutes mennyiseacutegi jellemzıjuumlk vagyis az utasiacutetaacutesok sorba főzeacuteseacutevel alakul ki a program
Hogy a vezeacuterlı a program hataacutesaacutera veacutegrehajthassa az elıiacutert megmunkaacutelaacutest a szerszaacutemgeacuteppel a beadott szaacutemokat valamint a program aacuteltal koumlzoumllt informaacutecioacutekat
bull eacutertelmeznie kell bull taacuterolnia kell bull aritmetikailag eacutes logikailag fel kell dolgoznia
E feladatok megoldaacutesaacutera a vezeacuterlıket az 11 aacutebraacuten laacutethatoacute szerkezeti feleacutepiacuteteacutesnek
(struktuacuteraacutenak) megfelelıen tervezik Az adathordozoacutera a technoloacutegusnak olyan formaacuteban (szaacutemokban) kell roumlgziacutetenie a
programjaacutet hogy az informaacutecioacuteaacutetvitel megbiacutezhatoacute legyen A program eacutertelmezeacutese azt jelenti hogy a programvezeacuterleacutes a szaacutemokboacutel (illetve ezek koacutedjaiboacutel) meg tudja hataacuterozni a hozzaacuterendelt mőveletet (vagyis hogy mit kell veacutegrehajtani)
Az azonosiacutetott informaacutecioacutet meg kell ırizni (taacuterolni kell) legalaacutebb addig amiacuteg a veacutegrehajtaacutesa befejezıdik Ezt is aacuteltalaacuteban a programvezeacuterlı veacutegzi
CNC-programozaacutes alapjai
4
11 aacutebra A vezeacuterlı elvi feleacutepiacuteteacutese (struktuacuteraacuteja)
Mivel a programvezeacuterlı az adatokon logikai eacutes aritmetikai mőveleteket veacutegez ezeket aacutet
kell alakiacutetani az erre legkedvezıbb informaacutecioacuteaacutebraacutezolaacutesi formaacutera Az informaacutecioacutefeldolgozaacutes maacutesik feladata a felismert mőveletelemek veacutegrehajtaacutesa Ezt az
illesztıvezeacuterlı veacutegzi azaacuteltal hogy ismeri a szerszaacutemgeacutep veacutegrehajtoacute-mőkoumldtetı elemeinek iraacutenyiacutetaacutesi lehetıseacutegeacutet meg tudja hataacuterozni hogyan kell a mőveletelemeknek megfelelı uacutet- eacutes kapcsolaacutesi feladatokat megoldani
Az eddig bemutatott szerkezeti feleacutepiacuteteacutes a hagyomaacutenyos NC- vezeacuterlı amelyet egyes irodalmakban KNC neacuteven ismertetnek (Konvencionaacutelis NC) A KNC- vezeacuterlık logikai egyseacutegei az uacuten kombinaacutecioacutes logikai haacuteloacutezatokboacutel eacutepuumlltek fel A vezeacuterlı aacuteltal megoldhatoacute logikai feladatokban bekoumlvetkezı vaacuteltozaacutesok eseteacuten az ilyen rendszert teljesen aacutet kell tervezni eacutes aacutet kell eacutepiacuteteni Ez azt jelenti hogy minden alap geacuteptiacutepushoz maacutes eacutes maacutes logikai haacuteloacutezatuacute vezeacuterlıt kell gyaacutertani ami koumlltseacuteges A fejlıdeacutes ezen a teruumlleten azt eredmeacutenyezte hogy a kombinaacutecioacutes logikai egyseacutegeket - a szaacutemiacutetoacutegeacutepes technika fejlıdeacutese eredmeacutenyekeacutent - lecsereacutelteacutek programozhatoacute logikaacutera
Az olyan vezeacuterlıket amelyekben a logikai eacutes aritmetikai mőveleteket szaacutemiacutetoacutegeacutep veacutegzi CNC tiacutepusuacute vezeacuterlıknek nevezzuumlk (Computer Numerical Control = szaacutemiacutetoacutegeacutepes szaacutemvezeacuterlı)
CNC-programozaacutes alapjai
5
A CNC elsısorban a programvezeacuterlıben kapott helyet de ma maacuter az illesztı vezeacuterlık is CNC jellegőek Illesztı vezeacuterlıkben maacutes egyszerőbb megoldaacutesokat is talaacutelunk a kombinaacutecioacutes logika kivaacuteltaacutesaacutera Ilyenek pl a PLC- s (Programmable Logic Controller = programozhatoacute logikai vezeacuterlı) alapuacute illeszteacutesek Az adatok bevihetık kezelıpultroacutel illetve valamilyen informaacutecioacutehordozoacuteroacutel (ez ma toumlbbnyire maacutegnesszalag) de lehetıseacuteg van a szaacutemiacutetoacutegeacutepes haacuteloacutezatra csatlakozaacutesra is
A programvezeacuterlı egyseacuteg CNC jellegő tehaacutet tartalmaz legalaacutebb egy programozhatoacute folyamatiraacutenyiacutetoacute szaacutemiacutetoacutegeacutepet amelynek a feladatokat leiacuteroacute programjait a rendszerprogramtaacuterba teszik Ez a taacuter uacuten ROM (Read Only Memory = csak olvashatoacute memoacuteria) tiacutepusuacute eacutes a rendszer mőkoumldeacuteseacutehez szuumlkseacuteges programok mindegyike itt talaacutelhatoacute A maacutesik leacutenyeges taacuter az alkatreacuteszprogramtaacuter amelybe a megoldandoacute feladatot taacuteroljaacutek Az alkatreacuteszprogram-taacuter uacuten RAM (Random Acces Memory = iacuterhatoacute-olvashatoacute memoacuteria) tiacutepusuacute Ez a taacuter helyettesiacuteti a KNC- vezeacuterlıkneacutel megszokott informaacutecioacutehordozoacutet amely egyben az alkatreacuteszprogram taacuteroloacuteja volt A KNC- vezeacuterlı gyaacutertaacutesa az 1970-es eacutevekben megszőnt helyette a CNC- vezeacuterlık jelentek meg ez pedig az NC- technika hatalmas fejlıdeacuteseacutet eredmeacutenyezte
11 Ellenırzı keacuterdeacutesek
Mi a szaacutemvezeacuterleacutes elve Milyen fıbb egyseacutegekbıl aacutell a szaacutemvezeacuterleacutes Mit nevezuumlnk KNC-nek Milyen a CNC feleacutepiacuteteacutese
CNC-programozaacutes alapjai
6
2 A geometriai informaacutecioacutek meghataacuterozaacutesa
Az NC- geacutepek programozaacutesa teveacutekenyseacutegek laacutencolata amelynek eredmeacutenye az informaacutecioacutehordozoacute elkeacutesziacuteteacutese ezt nevezzuumlk kuumllsı adatfeldolgozaacutesnak Az informaacutecioacutehordozoacuten leacutevı adatok leolvasaacutesa feldolgozaacutesa aacutetalakiacutetaacutesa az aacutetalakiacutetott adatok uacutet- eacutes kapcsolaacutesi parancsok formaacutejuacute kiadaacutesa a szerszaacutemgeacutepre eacutes a parancsok veacutegrehajtaacutesaacutenak ellenırzeacutese a belsı adatfeldolgozaacutes A programozaacuteshoz tehaacutet egyreacuteszt meg kell hataacuterozni a mozgaacutesokat ezek a geometriai informaacutecioacutek maacutesreacuteszt a mozgaacutesokhoz tartozoacute sebesseacutegeket a technoloacutegiai adatokat
21 Meacuteretmegadaacutesi moacutedok
Szaacutemvezeacuterleacuteső szerszaacutemgeacutepen a szerszaacutemot olyan uacutetvonal menteacuten kell mozgatni amelynek a veacutegeredmeacutenye a kiacutevaacutent geometriaacutejuacute munkadarab Az uacutetvonalra vonatkozoacute informaacutecioacutekat az alkatreacuteszrajz tartalmazza A geacuteprajzban a meacutereteket a tervezı toumlbbfeacutelekeacuteppen is megadhatja Baacutezistoacutel valoacute meacuteretezeacutes ha egy ponttoacutel adjuk meg a meacutereteket (21 a aacutebra) laacutencmeacuteretezeacutes ha a meacuteretek egymaacutestoacutel vannak megadva (21 b aacutebra) gyakran elıfordul azonban a vegyes meacuteretezeacutesi moacuted is (21 c aacutebra) A 21 aacutebraacuten esztergaacutelt leacutepcsıs tengely laacutethatoacute (Meg kell jegyezni hogy a 21 b aacutebra megoldaacutesaacutet a gyakorlatban nem hasznaacuteljaacutek mert az aacutetmeacuterıkuumlloumlnbseacutegeket sokkal koumlruumllmeacutenyesebb megmeacuterni mint magaacutet az aacutetmeacuterıt)
a)
b)
c)
21 aacutebra Meacuteretmegadasi moacutedok a) abszoluacutet meacuteretmegadaacutes meacuteretezeacutes baacutezistoacutel b)
noumlvekmeacutenyes meacuteretmegadaacutes laacutencmeacuteretezeacutessel c) vegyes meacuteretmegadaacutes
A baacutezistoacutel valoacute meacuteretezeacutest az NC- technikaacuteban abszoluacutet meacuteretmegadaacutesnak a
laacutencmeacuteretezeacutest noumlvekmeacutenyes meacuteretmegadaacutesnak nevezzuumlk A keacutet meacuteretmegadaacutesi moacutedot a 22 aacutebra hasonliacutetja oumlssze
CNC-programozaacutes alapjai
7
Abszoluacutet Noumlvekmeacuteny
X y ∆x ∆y 1 300 240 300 240
2 650 180 350 -60
3 500 340 -150 160
W 0 0 -500 -340
22 aacutebra Abszoluacutet eacutes noumlvekmeacutenyes meacuteretmegadaacutes pontvezeacuterleacutesneacutel A peacutelda egy pontvezeacuterleacuteses feladat (fuacuteraacutes) megoldaacutesaacutet szemleacutelteti A szerszaacutemot a
munkadarab koordinaacuteta-rendszereacutenek W kezdıpontjaacuteboacutel kell az egyes furatok 1 2 3 koumlzeacuteppontjaira poziacutecionaacutelni A taacuteblaacutezat noumlvekmeacutenyes meacuteretmegadaacutesaacutenak oszlopaacuteban az elmozdulaacutesnoumlvekmeacutenyek vannak feltuumlntetve Az elmozdulaacutes eacuterteacuteke akkor pozitiacutev ha a mozgaacutes iraacutenya a munkadarab koordinaacutetarendszereacutenek pozitiacutev tengelye iraacutenyaacuteban toumlrteacutenik eacutes negatiacutev ha a mozgaacutes iraacutenya a koordinaacutetatengely negatiacutev iraacutenyaacuteba esik A harmadik furat megmunkaacutelaacutesa utaacuten noumlvekmeacutenyes rendszerben a szerszaacutemot vissza kell aacutelliacutetani a W kezdıpontba ennek elmulasztaacutesa eseteacuten a koumlvetkezı munkadarab selejt lenne
22 Az NC-geacutepek koordinaacuteta rendszerei
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepek szerszaacutemainak pontosan roumlgziacutetett relatiacutev mozgaacutespaacutelyaacutet kell leiacuterniuk a munkadarab megmunkaacutelaacutesa soraacuten A mozgaacutesfolyamatokat a programban pontosan roumlgziacuteteni kell Ennek megvaloacutesiacutetaacutesaacutehoz a szerszaacutemgeacutep munkatereacuteben leacutevı oumlsszes pontot egyeacutertelmően kell azonosiacutetani Az egyeacutertelmő megfelelteteacuteshez koordinaacuteta-rendszereket hasznaacutelunk
Az NC- szerszaacutemgeacutepek fı mozgaacutesi iraacutenyait a jobbkeacutez-szabaacutely szerint elhelyezett dereacutekszoumlgő koordinaacuteta-rendszer hataacuterozza meg (23 aacutebra) amely mindig a munkadarabra vonatkozik
23 aacutebra NC-szerszaacutemgeacutepek koordinaacutetatengelyei
Programozaacuteskor a munkadarabot aacutelloacute helyzetőnek kell felteacutetelezni a mozgaacutesokat a
szerszaacutem veacutegzi Az X Y Z koordinaacutetatengelyek koumlruumlli forgataacutesi tengelyeket a 23 aacutebra szerinti A B C-
vel jeloumllik A pozitiacutev forgaacutesiraacuteny megegyezik az oacuteramutatoacute jaacuteraacutesaacuteval ha a forgaacutest a pozitiacutev tengely iraacutenyaacuteba neacutezzuumlk
CNC-programozaacutes alapjai
8
Az uacutetinformaacutecioacutek meghataacuterozaacutesakor a programozoacute technoloacutegus koordinaacuteta-rendszert rendel a munkadarabhoz Ez az a munkadarab-koordinaacutetarendszer (vagy programozaacutesi koordinaacuteta-rendszer) amelynek kezdıpontja W a munkadarab- (programozaacutesi) nullapont (noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten a felvett koordinaacuteta-rendszer csak az elmozdulaacutesi iraacutenyok elıjeleacutenek eacutes a megmunkaacutelaacutes kezdıpontjaacutenak meghataacuterozaacutesaacutehoz szuumlkseacuteges) A szerszaacutemgeacutep viszont a sajaacutet koordinaacuteta-rendszereacuteben dolgozik amelyet geacutepi koordinaacuteta-rendszernek nevezuumlnk M kezdıpontjaacutet pedig geacutepi nullapontnak A szerszaacutemhoz is rendelhetı koordinaacuteta-rendszer kuumlloumlnoumlsen elızetes szerszaacutembeaacutelliacutetaacutes eseteacuten A munkadarab alakjaacutenak elıiacuteraacutesaacutehoz tehaacutet a koumlvetkezı haacuterom koordinaacuteta-rendszer egymaacuteshoz valoacute viszonyaacutet kell megfelelı moacutedon meghataacuterozni
bull a munkadarab koordinaacuteta-rendszere amelyet a programozoacute vesz fel bull a szerszaacutemgeacutep koordinaacuteta-rendszere bull a szerszaacutem koordinaacuteta-rendszere amelyet a szerszaacutem beaacutelliacutetaacutesaacutehoz kell figyelembe
venni Vizsgaacuteljuk a haacuterom koordinaacuteta-rendszert esztergaacuten A 24 aacutebraacuten laacutethatoacute munkadarabnaacutel
Xw Zw a munkadarab-koordinaacutetarendszere W nullaponttal Az A felfogaacutesi nullapont a munkadarab felfogaacutesakor az uumltkoumlzeacutesi siacutekba keruumll A szerszaacutemhoz az XT ZT koordinaacuteta-rendszert rendeltuumlk amelyben N beaacutelliacutetoacute nullapont A beaacutelliacutetoacute nullaponthoz keacutepest vaacuteltoztathatoacute a szerszaacutemcsuacutecs (ill a P szerszaacutemeacutelpont) L hosszuacutesaacuteguacute eacutes K keresztiraacutenyuacute kinyuacutelaacutesa A hossz- eacutes keresztiraacutenyuacute aacutelliacutethatoacutesaacutegot a szerszaacutem konstrukcioacuteja teszi lehetıveacute A szerszaacutemgeacutep XM ZM koordinaacutetarendszereacutenek nullapontja M
24 aacutebra A munkadarab a szerszaacutemgeacutep eacutes a szerszaacutem koordinaacuteta-rendszere
A poziacutecionaacutelaacutesi folyamatokat az NC- vezeacuterleacutes a geacutepi koordinaacuteta-rendszerben nyitja A
teacutenyleges szaacutenhelyzetet nyilvaacutentartoacute regiszterek a szaacutenrendszer kituumlntetett pontjaacutenak az F
vonatkoztataacutesi pontnak a koordinaacutetaacuteit (az MF taacutevolsaacuteg oumlsszetevıit) tartalmazzaacutek A technoloacutegus a megmunkaacutelaacutesi programban a P programozott pont koordinaacutetaacuteit (vagy elıjeles elmozdulaacutesnoumlvekmeacutenyeit) iacuterja elı altaacutenossaacutegban az F pont koordinaacutetaacutei az M kezdıpontuacute rendszerben haacuterom reacuteszbıl aacutellnak (25 aacutebra)
PFWPMWMF ++=
ahol az MW taacutevolsaacuteg X Y Z iraacutenyuacute dereacutekszoumlgő oumlsszetevıi az uacuten nullapont-eltolaacutesi
eacuterteacutekek a WPtaacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıit a vezeacuterlıszalag tartalmazza (ezek a program
geometriai adatai) a PF taacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıi a szerszaacutemkorrekcioacutes eacuterteacutekek amelyeket a vezeacuterlıpulton kell beaacutelliacutetani NC- neacutel a korrekcioacutes taacuterba beiacuterni)
A hibaacutetlan gyaacutertaacuteshoz biztosiacutetani kell a munkadarab eacutes a geacutepi koordinaacutetarendszer azonossaacutegaacutet ennek felteacutetele a koordinaacutetairaacutenyoknak eacutes a nullpontoknak az azonossaacutega
CNC-programozaacutes alapjai
9
25 aacutebra A koordinaacuteta-rendszerek
eacutes jellegzetes pontok (M W P F) eacutertelmezeacutese
26 aacutebra A munkadarab koordinaacuteta-rendszere
A programozaacutes egyik alapelve 1 mozgoacute szerszaacutem-nyugvoacute munkadarab amelynek
segiacutetseacutegeacutevel keacutet egyszerő iraacutenymeghataacuterozaacutesi szabaacutelyt alkothatunk bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a szerszaacutem veacutegzi a mozgaacutest a geacutepi eacutes a
munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya megegyezik bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a munkadarab veacutegzi a mozgaacutest a geacutepi
eacutes a munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya ellenteacutetes A geacutepi koordinaacuteta-rendszer iraacutenyait a geacutep tervezeacutesekor illetve a vezeacuterlırendszer illeszteacutese
soraacuten valoacutesiacutetjaacutek meg iacutegy tehaacutet adott Milyen elhelyezkedeacuteső koordinaacuteta-rendszerrel ceacutelszerő a geacutepet tervezni a vezeacuterleacutest
illeszteni Tekintsuumlk a szerszaacutemgeacutep munkatereacutet egyetlen teacuter-nyolcadnak A bal eacutes jobb sodraacutesuacute rendszer egyuumlttesen 8x3x2 = 48 lehetıseacuteget ad Baacuter a geacutep eacutes a vezeacuterleacutes szempontjaacuteboacutel szinte koumlzoumlmboumls hogy melyiket vaacutelasztjuk programozaacuteskor sok neheacutezseacuteget okozna a geacutepenkeacutent maacutes eacutes maacutes moacutedon elhelyezett koordinaacuteta-rendszer
Az 1968-ban aacutetdolgozott VDI- javaslat eacutes az ISOR 841 tovaacutebbaacute az MSZ 7789 a 26 aacutebra szerinti jobb sodraacutesuacute XYZ rendszert rendel a munkadarabhoz A maacutesodlagos mozgaacutesokat rendre U V eacutes W a harmadlagos mozgaacutesokat P Q eacutes R jeloumlli
27 aacutebra Eszterga koordinaacuteta-rendszere
Maacutesik fontos alapelv 2 a Z tengely iraacutenya mindig a szerszaacutem fı mozgaacutesi (taacutemadaacutesi)
iraacutenyaacuteba mutat Az 1 eacutes 2 alapelv ismereteacuteben baacutermely szerszaacutemgeacutep koordinaacutetatengely-iraacutenyait meg lehet hataacuterozni
CNC-programozaacutes alapjai
10
Eszterga koordinaacutetatengelyei laacutethatoacutek a 27 aacutebraacuten ahol a munkadarab koordinaacuteta-rendszereacutet XZ-vel a szerszaacutemgeacutep koordinaacuteta-rendszereacutet pedig XZ-vel jeloumlltuumlk
a)
28 aacutebra Fuacuteroacutegeacutep koordinaacuteta-rendszere
Hasonloacute moacutedon szemleacutelteti a 28 aacutebra a fuacuteroacutegeacutep koordinaacuteta-rendszereacutet A 28 a aacutebraacuten a
geacutep eacutes a koordinaacuteta-rendszerek laacutethatoacuteak miacuteg a 28 b aacutebraacuten a munkadarab a sajaacutet koordinaacuteta-rendszereacuteben laacutethatoacute Ez a fuacuteroacutegeacutep fuumlggıleges orsoacutejuacute siacutekmaroacutegeacutepnek is tekinthetı ezeacutert a maroacutegeacutep koordinaacuteta-rendszereacutet is tanulmaacutenyozhatjuk az aacutebraacuten
A szerszaacutemmaroacutegeacutepek kisseacute elteacuternek a maroacutegeacutepektıl mert a gerendaacuten leacutevı fıorsoacute lehet viacutezszintes vagy fuumlggıleges tovaacutebbaacute a gerenda az egyik mozgaacutest is elveacutegzi (Z tengely) Ez a 29 aacutebraacuten laacutethatoacute amely a viacutezszintes konzolos NC- maroacutegeacutep koordinaacutetairaacutenyait is tartalmazza a kuumlloumlnbseacuteg annyi hogy a +Z iraacutenyba megfordul
Fuumlggıleges portaacutelfuacuteroacutegeacutep illetve portaacutelsiacutekmaroacutegeacutep koordinaacutetatengely-iraacutenyait szemleacutelteti a 210 aacutebra
Megmunkaacuteloacutekoumlzpontok koordinaacuteta-rendszerei eseteacuten a keacutet fontos alapelv eacuterveacutenyben marad de megjelenik a toumlbboldalas megmunkaacutelaacutesi lehetıseacuteg Ilyenkor a G17 G18 G19 megmunkaacutelaacutesi siacutekokat eacutes a fıorsoacute tengelyiraacutenyait is vaacuteltani lehet ami a koordinaacuteta iraacutenyok megvaacuteltoztataacutesaacutet jelenti
Ugyancsak beleacutepnek a maacutesodlagos esetleg harmadlagos mozgaacutesok tehaacutet a haacuteromtengelyes megmunkaacutelaacutes mellett a neacutegy- eacutes oumlttengelyes megmunkaacutelaacutes is elıfordulhat A 211 aacutebra egyszerő megmunkaacuteloacutekoumlzpont koordinaacutetatengelyeit szemleacutelteti Mivel a geacutep uacuten mozgoacutetornyos a Z eacutes Y tengely iraacutenyaacuteban a geacutepi eacutes a munkadarab-koordinaacutetairaacutenyok megegyeznek
29 aacutebra
Szerszaacutemmaroacutegeacutep koordinaacutetatengelyei
210 aacutebra Keacutetoszlopos fuumlggıleges fuacuteroacutegeacutep eacutes maroacutegeacutep mozgaacutesiraacutenyai
CNC-programozaacutes alapjai
11
211 aacutebra Megmunkaacuteloacutekoumlzpont mozgaacutesiraacutenyai
23 NC-geacutepek jellegzetes pontjai
A megismert haacuterom koordinaacuteta-rendszer kezdıpontjaacutenak (nullapontjaacutenak) viszonya a geacutep pontos mőkoumldeacuteseacutenek felteacutetele Ez a haacuterom pont a koumlvetkezı
A geacutepi nullapont az iraacutenyiacutetoacuterendszer meacutereacutestartomaacutenyaacuten beluumll elektronikusan beaacutelliacutethatoacute pont amely a mőkoumldı rendszer meacutereacutesi baacutezisa (a geacutep koordinaacutetarendszereacutenek a kezdıpontja) Jellege szerint a vezeacuterleacutes lehet
bull lebegı nullapontos vezeacuterleacutes amikor a geacutepi nullapont a szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten kiacutevuumll esı elmeacuteleti pont a geacutepi koordinaacuteta-rendszer origoacuteja
bull fix nullapontos vezeacuterleacutes (ez a gyakoribb) amikor a geacutepi nullapont a mozgaacutestartomaacutenyon beluumlli roumlgziacutetett pont eacutes egybeesik a referenciaponttal
A referenciapont az NC- szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten beluumll villamos helyzetkapcsoloacutekon keresztuumll roumlgziacutetett pont ahova a szaacutemokat vezeacuterelve a vezeacuterleacutes meacuterırendszere felveszi a geacutepi nullaponthoz viszonyiacutetott koordinaacutetaeacuterteacutekeket
Az NC- szerszaacutemgeacutepek vezeacuterlırendszereacutenek bekapcsolaacutesakor a vezeacuterleacutes eacuterteacutektaacuteroloacutei uumlresek nullaacutet vagy valamilyen aacutellandoacute szaacutemeacuterteacuteket tartalmaznak A szaacutenok baacutermilyen helyzeteacuteben kapcsoljaacutek be a vezeacuterlırendszert az eacuterteacutektaacuteroloacuteban illetve a kijelzıben mindig ugyanazok az eacuterteacutekek jelennek meg Az NC- szerszaacutemgeacutep ebben az aacutellapotban nem alkalmas az uumlzemszerő mőkoumldeacutesre Bekapcsolaacutes utaacuten elıszoumlr a referenciapontra kell vezeacuterelni a szaacutenokat hogy a meacuterırendszer felvehesse a geacutepi nullapontokhoz viszonyiacutetott koordinaacutetaeacuterteacutekeket eacutes azokat az uacuteteacuterteacutektaacuteroloacuteba beiacuterhassa A referenciapontroacutel valoacute taacutevozaacutes utaacuten a meacuterırendszer eacutes a szabaacutelyozoacutekoumlroumln keresztuumll a szerszaacutem beaacutelliacutetott eacutelpontja a geacutepi koordinaacuteta-rendszerben megadott koordinaacutetaeacuterteacutekekre aacutell A referenciapontra aacutellaacutes kuumlloumln uumlzemmoacuted minden NC- szerszaacutemgeacutepen megtalaacutelhatoacute
A fix nullapontos eacutes a lebegı nullapontos vezeacuterleacutes geacutepi nullapontjaacutet a 212 aacutebra szemleacutelteti A lebegı nullapontos vezeacuterleacuteskor az X taacuteroloacuteba az x referenciaeacuterteacutek miacuteg a Z
CNC-programozaacutes alapjai
12
taacuteroloacuteba a z referenciaeacuterteacutek iacuteroacutedik Ez a folyamat zajlik le fix nullapontos vezeacuterleacuteskor is de itt a taacuteroloacutek nullaacutezoacutednak mivel a z referencia = x referencia = 0
Mozgaacutestartomaacuteny Mozgaacutestartomaacuteny
212 aacutebra Vezeacuterleacutes eacutes referenciapont a) lebegı nullapontos vezeacuterleacutes b) fix nullapontos vezeacuterleacutes
a) b)
213 aacutebra Meacuteretmegadaacutes a) lebegı nullapontos b) fix nullapontos vezeacuterleacutes eseteacuten
A geacutepi nullapont felveacutetele utaacuten a taacuterolt ill a kijelezhetı koordinaacutetaeacuterteacutekeket kuumlloumlnboumlzı
megmunkaacutelaacutesi helyzetekben a 213 aacutebra szemleacutelteti Az iraacutenyiacutetaacutestechnikailag szuumlkseacuteges geacutepi nullapont programozaacutesa nagyon koumlruumllmeacutenyes
Megmunkaacuteloacutekoumlzpontokon ha a geacutep szerszaacutemcsereacutelıvel eacutes asztalcsereacutelıvel van felszerelve akkor nem egy geacutepi nullapont van hanem toumlbb
Maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes harmadlagos nullapont az asztalcsereacuteleacutes nullapontja
Elsıdleges geacutepi nullapontboacutel - szinteacuten a megmunkaacuteloacutekoumlzpontokra jellemzı - toumlbbet lehet meghataacuterozni Ez a toumlbboldalas illetve toumlbb nullapontos munkadarabok megmunkaacutelaacutesa eseteacuten fontos
A munkadarab-nullapont a programozaacutes soraacuten alkalmazott pont amely a munkadarab koordinaacuteta-rendszereacutenek kezdıpontja A munkadarab koordinaacutetarendszereacutet a programozoacute hataacuterozza meg (iraacutenyai a jobbkeacutez-szabaacutely szerintiek) uacutegy hogy a munkadarab termeacuteszetes (rajz szerinti) meacuteretei legyenek a koordinaacutetaeacuterteacutekek Az ilyen nullapont-elhelyezeacutes nagymeacuterteacutekben koumlnnyiacuteti a programozoacute munkaacutejaacutet Ellenkezı esetben a meacutereteket aacutet kell szaacutemiacutetani eacutes ez hibalehetıseacuteget jelent
Mozgaacutestartomaacuteny
CNC-programozaacutes alapjai
13
24 Nullponteltolaacutes nullpont felveacutetel
A munkadarab-nullapont eacutes geacutepi nullapont koumlzoumltti kapcsolat a 214 aacutebraacuten laacutethatoacute A geacutepi eacutes a munkadarab-koordinaacutetarendszer koumlzoumltti elteacutereacutes ∆x eacutes ∆z koordinaacutetaacutenkeacutent
aacutellandoacute eacuterteacutek A vezeacuterleacutes geacuteprendszere a geacutepi koordinaacuteta-rendszerben dolgozik a program geometriai adatait a munkadarab-koordinaacutetarendszerben hataacuteroztaacutek meg ezeacutert a ∆x eacutes a ∆z eacuterteacutekek az uacuten nullapont-eltolaacutesi eacuterteacutekek Ezeket az eacuterteacutekeket a vezeacuterleacutes hozzaacuteadja a programozott - a munkadarab-koordinaacutetarendszereacuteben meghataacuterozott - koordinaacutetaeacuterteacutekekhez (x1 x2 z1 z2)
A nullapont-eltolaacutesi eacuterteacutekek a nullaponttaacuteroloacutekba (regiszterek) lesznek beiacuterva Reacutegi KNC- vezeacuterleacutes eseteacuten ezt a mőveletet keacutezi adatbevitellel dekaacutedkapcsoloacutekkal lehetett elveacutegezni (ez volt az aritmetikai nullapontmegadaacutes) A mai CNC- vezeacuterleacutesekneacutel ciacutemezhetı regiszterek tartalmazzaacutek a nullapont eacuterteacutekeit A regiszterek tartalmaacutet a programboacutel iacuterhatjuk aacutet A nullapont-eltolaacutesi programmondat beolvasaacutesa nem eredmeacutenyezi a szaacuten mozgaacutesaacutet hanem csak a regisztertartalom aacutetiacuteraacutesaacutet amelynek megfelelıen a szaacuten az elsı mozgaacutesi utasiacutetaacutest tartalmazoacute mondat veacutegrehajtaacutesa soraacuten mozog (ezt nevezzuumlk transzformaacutecioacutes nullaponteltolaacutesnak)
214 aacutebra Nullaponteltolaacutes
215 aacutebra Nullaponteltolaacutes ismeacutetlıdı alakzatok eseteacuten
A nullaponteltolaacutes segiacutetseacutegeacutevel a programozaacutesi munka egyszerősiacutethetı
bull ismeacutetlıdı alakzatok programozaacutesa bull simiacutetaacutesi raacutehagyaacutesok leacutetrehozaacutesa bull toumlbb azonos munkadarab (keacuteszuumlleacutek) egy asztalra roumlgziacuteteacutese eseteacuten
Ha egy alkatreacuteszen azonos geometriai alakzatok talaacutelhatoacutek akkor a megmunkaacutelaacuteshoz nem kell uacutejra eacutes uacutejra elkeacutesziacuteteni a megmunkaacuteloacute programot hanem elegendı az alakzatok koumlzoumltti taacutevolsaacutegot meghataacuterozni ezeket elıjelhelyesen nullaponteltolaacuteskeacutent eacutertelmezni A
CNC-programozaacutes alapjai
14
nullaponteltolaacutes utaacuten a 215 aacutebra szerint a Wrsquo munkadarab-nullapontboacutel megiacutert programot a W2 nullaponttoacutel meg kell ismeacutetelni iacutegy a programozaacutes leacutenyegesen egyszerősiacutethetı
A nullapont-beaacutelliacutetaacutes sikeresen alkalmazhatoacute simiacutetaacutesi raacutehagyaacuteshoz A 216 aacutebraacuten a nagyolaacuteskor a simiacutetaacutesi raacutehagyaacutesnak megfelelı ∆x eacutes ∆z nullaponteltolaacutessal esztergaacutelhatoacute a munkadarab majd a nullapontot az eredeti helyre visszatolva a simiacutetaacutes elveacutegezhetı
216 aacutebra Keacutet befogoacutekeacuteszuumlleacutekes
maroacutegeacutepasztal 217 aacutebra Nullaponteltolaacutes simiacutetaacutesi
raacutehagyaacuteshoz
Wn a nagyolaacutes nullapontja Ws a simiacutetaacutes nullapontja
Ha toumlbb kisebb meacuterető eacutes roumlvid megmunkaacutelaacutesi idejő munkadarabot kell keacutesziacuteteni akkor
ugyanazzal a programmal munkaacutelhatoacutek meg uacutegy hogy mindegyikhez sajaacutet nullapontot rendeluumlnk hozzaacute (217 aacutebra)
Nullapontfelveacutetel Az NC- geacutep bekapcsolaacutesakor a regiszterek tartalma eacutes a szaacutenok teacutenyleges helyzete koumlzoumltt nincs azonnali eacutes koumlzvetlen kapcsolat ezeacutert a regiszterek tartalmaacutet eacutes a teacutenyleges szaacutenhelyzetet egyeztetni kell Ezt a teveacutekenyseacuteget nevezzuumlk nullapontfelveacutetelnek (geacutepi nullapont) A szerszaacutemgeacutep szaacutenjait automatikusan vagy keacutezi vezeacuterleacutessel ceacutelszerően vaacutelasztott vagy a geacutep szerkezeti kialakiacutetaacutesa aacuteltal megadott helyzetbe visszuumlk majd ebben a helyzetben a regiszterekbe automatikusan vagy keacutezi adatbevitellel alkalmasan vaacutelasztott eacuterteacutekeket iacuterunk be
Esztergaacuten fix nullapontos vezeacuterleacutes eseteacuten a nullapontfelveacutetel a koordinaacutetairaacutenyonkeacutenti referenciapontra aacutellaacutest jelenti Lebegı nullapont eseteacuten a szaacuten baacutermely poziacutecioacutejaacuteban felvehetjuumlk a geacutepi nullapontot csak az adott helyen nullaacutezni kell az elmozdulaacutesregisztereket koordinaacutetairaacutenyonkeacutent
Maroacutegeacutepekhez a moacutedszer azonos az esztergaacutenaacutel ismertetett folyamattal csak a koordinaacutetairaacutenyok szaacutema lehet toumlbb
Megmunkaacuteloacutekoumlzpontokon ahol szerszaacutemcsereacutelı eacutes esetleg asztalcsereacutelı is van toumlbb geacutepi nullapont is lehet Az elsıdleges nullapont (amit eddig megismertuumlnk) mellett megjelenik a maacutesodlagos eacutes a harmadlagos nullapont is
A maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes poziacutecioacuteja a harmadlagos nullapont az asztalcsereacuteleacutesi poziacutecioacute Mindezek a helyek roumlgziacutetett eacuterteacutekek melyekre az uumlzemeleacutes koumlzben szuumlkseacuteg van
A munkadarab nullapontjaacutenak a beaacutelliacutetaacutesa az a nullaponteltolaacutes amelynek az elmeacuteleteacutet maacuter ismerjuumlk A geacutepi nullapont a munkadarab nullapontjaacuteba csak akkor helyezhetı aacutet ha a munkadarab nullapontjaacutenak a helyeacutet a geacutep munkatereacuteben megkeressuumlk
Ez keacutet moacutedon lehetseacuteges bull a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutenak megeacuterinteacuteseacutevel (koumlzvetlen vagy koumlzvetett
moacutedon) bull a befogott munkadarab megeacuterinteacuteseacutevel
CNC-programozaacutes alapjai
15
Az eszterga befogoacutekeacuteszuumlleacuteke toumlbbnyire esztergatokmaacuteny iacutegy valamelyik uumltkoumlzeacutesi baacutezisaacutet lehet nullapontkeacutent felhasznaacutelni (218 aacutebra)
218 aacutebra Nullapont az uumltkoumlzeacutesi feluumlleten
1 fıorsoacute 2 fıorsoacuteperem 3 koumlzpontosiacutetoacute kuacutep
4 tokmaacuteny 5 uumltkoumlzeacutesi baacutezis M a geacutep koordinaacuteta-rendszereacutenek nullapontja XM ZM a geacutep koordinaacuteta-rendszereacutenek tengelye (ebben dolgozik a geacutep) W a munkadarab koordinaacutetarendszereacutenek nullapontja XW ZW a munkadarab koordinaacuteta-rendszereacutenek tengelye
Az uumltkoumlzeacutesi baacutezist a szerszaacutemtartoacuteba befogott eacutes ismert meacuterető szerszaacutemmal keacutezi uumlzemmoacutedban eacuterintjuumlk (aacuteltalaacuteban inkrementaacutelisan 1 mm-es 01 mm-es vagy 001 mm-es leacutepeacutesekben) eacutes amikor befejezıdik a meacuteretkijelzın szereplı eacuterteacutek lesz a nullaponteltolaacutes eacuterteacuteke Az aacutebraacuten ez ∆z (amit a vezeacuterleacutesbe kell beiacuterni) A maacutesik iraacutenyban a forgaacutestengelyt kell megkeresni pl ismert meacuterető munkadarab befogaacutesaacuteval eacutes aacutetmeacuterıjeacutenek megeacuterinteacuteseacutevel
Ha a nullapont a munkadarab homlokfeluumlleteacuten van (219 aacutebra) akkor a munkadarab hosszmeacutereteacutet megtestesiacutetı meacuterıhasaacutebot kell az uumltkoumlzeacutesi baacutezishoz taacutemasztani eacutes azt kell az elıbb leiacutert moacutedon megeacuterintve a munkadarab nullapontjaacutenak roumlgziacuteteni
Maroacutegeacutepen a geacutep asztalaacutera felfogott munkadarab vagy a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutet kell megkeresnie a geacutepkezelınek
A legegyszerőbb eacutes leggyorsabb nullapontkeresı eszkoumlz a nullapont-indikaacutetor Az indikaacutetor keacutet reacuteszbıl aacutelloacute tuumlske amely a fıorsoacuteba van befogva (220 aacutebra) A keacutet reacuteszt rugoacute fogja oumlssze A keacutet reacutesz egytengelyőn forog Amikor az indikaacutetor megeacuterinti a munkadarab valamely ismert feluumlleteacutet akkor az alsoacute reacutesz a felsıhoumlz keacutepest hataacuterozottan eltoloacutedik eacutes a koumlszoumlruumllt feluumlleten megfigyelhetı feacutenycsiacutekok megtoumlrnek Az aacutebraacuten az X iraacuteny eacuterinteacutese laacutethatoacute 10 mm-es nullapont-indikaacutetorral a fıorsoacute poziacutecioacuteja az eacuterinteacuteskor tehaacutet xmdash 5
219 aacutebra Nullapont a munkadarab homlokfeluumlleteacuten 220 aacutebra A nullapont indikaacutetor
Az Y iraacutenyt hasonloacutean kell bemeacuterni A harmadik a Z tengely iraacutenyaacuteban is fel kell venni a nullapontot
bull a fıorsoacuteba befogott szerszaacutemmal eacutes a munkadarab feluumlleteacutenek megeacuterinteacuteseacutevel vagy
CNC-programozaacutes alapjai
16
bull a fıorsoacute homloksiacutekjaacutenak felhasznaacutelaacutesaacuteval A fıorsoacuteba befogott szerszaacutemmal megeacuterintjuumlk a munkadarab feluumlleteacutet (221 a aacutebra) majd
a Z tengelyt nullaacutezzuk Ennek a szerszaacutemnak tehaacutet a hosszaacutet nullaacutera vettuumlk A moacutedszer gyors eacutes joacutel hasznaacutelhatoacute ha csak egy szerszaacutemmal dolgozunk
a)
b)
c)
221 aacutebra
a) Nullapontfelveacutetel eacuterinteacutessel
b) toumlbb szerszaacutem eseteacuten fıorsoacuteval
c) meacuterıhasaacuteb alkalmazaacutesaacuteval
Toumlbb szerszaacutem eseteacuten mindegyik szerszaacutemmal meg kell eacuterinteni a munkadarabot de az
elsı szerszaacutem (vezeacuterszerszaacutem) utaacuten a Z tengelyt nullaacutezzuk a toumlbbi szerszaacutem eseteacuten az eacuterinteacutesi poziacutecioacutenak az eacuterteacutekeit (amelyeket a kijelzı mutat) kell a szerszaacutemhossz korrekcioacutes taacuteraacuteba beiacuterni (221 b aacutebra)
A moacutedszer haacutetraacutenya hogy ha a vezeacuterszerszaacutem meacuterete vaacuteltozik az oumlsszes szerszaacutem meacutereteacutet moacutedosiacutetani kell
Szerszaacutem neacutelkuumll a fıorsoacute homlokfeluumlleteacutet (a szerszaacutem uumltkoumlzteteacutesi baacutezisaacutet) hozzuk kapcsolatba a munkadarab feluumlleteacutevel pl 50 mm-es meacuterıhasaacuteb alkalmazaacutesaacuteval (221 c aacutebra)
25 Szerszaacutemkorrekcioacute
A programozott uacutetinformaacutecioacutek a szerszaacutemmeacuterettıl fuumlggetlenek mivel a program iacuteraacutesakor csak a szerszaacutem tiacutepusaacutet hataacuterozzuk meg a meacutereteit nem (vagy csak reacuteszben) ismerjuumlk A vezeacuterleacutesnek azt a szolgaacuteltataacutesaacutet hogy a szerszaacutem teacutenyleges (valoacutesaacutegos) meacutereteit vegye figyelembe szerszaacutemkorrekcioacutenak nevezzuumlk
A szerszaacutemkorrekcioacute lehet bull szerszaacutemmeacuteret-korrekcioacute amely a szerszaacutemnak a programozaacutes szempontjaacuteboacutel jellegzetes
hossz- vagy sugaacuteriraacutenyuacute meacutereteacutevel azonos nagysaacutegrendő bull szerszaacutemkopaacutes-korrekcioacute amely a szerszaacutem kopaacutesaacutet veszi figyelembe eacutes legfeljebb bull 1 mm nagysaacuteguacute
A szerszaacutemmeacuteret-korrekcioacute soraacuten a szerszaacutemok meacutereteit megmunkaacutelaacutes elıtt koumlzoumlljuumlk a vezeacuterleacutessel eacutes iacutegy az uacutetinformaacutecioacutek szaacutemiacutetaacutesaacutehoz nem kell figyelembe venni e meacutereteket vagyis a programban az elkeacutesziacutetendı munkadarab kontuacuterjaacutet iacuterhatjuk le
Fuacuteroacutegeacutepeken eacutes fuacuteroacute-maroacute mőveken a furatok megmunkaacutelaacutesaacutehoz ceacutelszerő szerszaacutemhossz-korrekcioacute elveacutet szemleacutelteti a 222 aacutebra
CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
2
1 NC-eacutes CNC-technika
A szaacutemvezeacuterleacuteső geacutepek kialakulaacutesa eacutes fejlıdeacutese A negyvenes eacutevek veacutegeacutere a repuumllıgeacutepipar fejlıdeacutese felvetette azt a gondolatot hogy eacuterdemes lenne a hagyomaacutenyos szerszaacutemgeacutepvezeacuterleacuteseket megvaacuteltoztatni Elsısorban a bonyolult alakuacute munkadarabok gyaacutertaacutesaacuteroacutel volt szoacute amelyeket ez idı taacutejt maacutesolaacutessal aacutelliacutetottak elı A gondolatot megvaloacutesiacutetaacutes koumlvette eacutes szerencseacutere az elektronika nagymeacuterteacutekő fejlıdeacutese is segiacutetette az NC -technika (Numerical Control = szaacutemvezeacuterleacutes) megjeleneacuteseacutet
1949-ben az USA leacutegiereje megbiacutezaacutest adott a Massachusetts Institute of Technology reacuteszeacutere az aerodinamikai profilok gyaacutertaacutesaacutera alkalmas szaacutemvezeacuterleacuteső maroacutegeacutep kifejleszteacuteseacutere Ezt a vezeacuterleacutest 1952-ben mutattaacutek be 1956-ban az USA repuumllıgeacutepipara maacuter kb szaacutez paacutelyavezeacuterleacuteső szerszaacutemgeacutepet uumlzemeltetett
Euroacutepaacuteban is ebben az idıben jelentek meg az elsı kiveacutetel neacutelkuumll USA gyaacutertaacutesuacute NC -szerszaacutemgeacutepek 1960 eacutes 1970 koumlzeacute tehetı az NC -geacutepek aacuteltalaacutenos elterjedeacutese 1970-tıl maacuter talaacutelkozhatunk a DNC- eacutes a CNC- (Direct eacutes Computerized Numerical Control) technikaacuteval A nyolcvanas eacutevek elejeacutetıl uacutej NC -szerszaacutemgeacutep maacuter csak CNC -re keacuteszuumll 1983-toacutel az NC -szerszaacutemgeacutepek 65-a a DNC -vel uumlzemel 1992-tıl az NC- geacutepek jelentıs reacutesze rugalmas gyaacutertoacutecellaacuteban vagy gyaacutertoacuterendszerben mőkoumldik
Baacuter ez a technika Amerikaacuteboacutel indult el vilaacuteghoacutediacutetoacute uacutetjaacutera az eltelt eacutevek alatt maacutes nemzetek is jelentıs meacuterteacutekben hozzaacutejaacuterultak a fejlıdeacuteseacutehez
Az NC- eacutes a CNC- geacutepek oumlsszehasonliacutetaacutesa Az NC - technika elve tulajdonkeacuteppen Neumann Jaacutenos szaacutemiacutetaacutestechnikai elgondolaacutesaacutenak alkalmazaacutesa a szerszaacutemgeacutep iraacutenyiacutetaacutesaacutera Neumann alapgondolata az hogy az adatokat eacutes a parancsokat (tehaacutet azt hogy mit kell tenni az adatokkal) is szaacutemok formaacutejaacuteban roumlgziacutethetjuumlk eacutes taacuterolhatjuk
A technoloacutegus a munkadarab elkeacutesziacuteteacuteseacutehez szuumlkseacuteges teveacutekenyseacutegeket (pl oldalazaacutes beszuacuteraacutes keretmaraacutes stb) a geacutepesiacutetett eszkoumlzeink szaacutemaacutera tovaacutebb nem oszthatoacute mőveletekre bontja Ezek tehaacutet a szerszaacutemgeacutep geacutepesiacutetett eszkoumlzeinek legegyszerőbb teveacutekenyseacutegei pl meghataacuterozott tengelyiraacutenyuacute szaacutenmozgataacutes fıorsoacute megaacutelliacutetaacutesa fıorsoacute forgaacutes iraacutenyvaacuteltaacutesa revolver roumlgziacuteteacuteseacutenek oldaacutesa
Rendeljuumlnk ezekhez a mőveletelemekhez szaacutemokat egy mővelethez termeacuteszetesen csakis egyetlen szaacutemot Hozzunk leacutetre olyan berendezeacutest (a vezeacuterlıt) amely meghataacuterozott szaacutem beadaacutesa eseteacuten geacutepesiacutetett beavatkozoacute elemmel veacutegrehajtja az adott szaacutemhoz rendelt mőveletelemet
Ha e felteacuteteleket kieleacutegiacutetjuumlk eacutes a vezeacuterlıt megalkotjuk akkor az adott munkadarab megmunkaacutelaacutesa a mőveletelemek megfelelı sorba főzeacuteseacutevel veacutegrehajthatoacute Ez pedig lehetseacuteges ha az egyes mőveletelemekhez rendelt szaacutemokat megfelelı sorrendben a vezeacuterlıbe beadjuk
A szaacutemokat megfelelı sorrendben leiacuterni ezzel uacutet- eacutes kapcsolaacutesi informaacutecioacutekat meghataacuterozni sokkal koumlnnyebb mint pl a mechanikus informaacutecioacutehordozoacutekat (vezeacuterlıtaacutercsa uumltkoumlzıleacutec) gyaacutertani
Mivel az ember szaacutemokat nehezebben jegyez meg mint neveket vagy betőket jeloumlljuumlk (koacutedoljuk) az egyes parancsokat (tehaacutet szaacutemokat) betővel vagy szoacuteval iacutegy pl
CNC-programozaacutes alapjai
3
Mőveletelem A mőveletelemhez rendelt szaacutem a
parancs
A parancs koacutedja
Szaacutenmozgataacutes hossziraacutenyban a tokmaacutenytoacutel el (esztergaacuten) Szerszaacutemtaacuter forgataacutesa (szerszaacutemvaacuteltaacutes) Fordulatszaacutemvaacuteltaacutes
90
770
83
Z
M
S Ha tehaacutet a programot a koacutedok (betőszimboacutelumok) segiacutetseacutegeacutevel iacuterjuk le a vezeacuterlıbe adaacutes
elıtt szuumlkseacuteguumlnk van a parancsok szaacutemokkaacute fordiacutetaacutesaacutera Ezt oldjaacutek meg az uacuten adat-elıkeacutesziacutetı berendezeacutesek amelyek a fordiacutetaacutes utaacuten a parancsokat szaacutemok formaacutejaacuteban informaacutecioacutehordozoacuten (lyukszalag maacutegnesszalag stb) taacuteroljaacutek Az informaacutecioacutehordozoacuteroacutel a vezeacuterlı beolvashatja a szaacutemokat amelyeket ezutaacuten taacuterolni eacutes eacutertelmezni tud
Az elızı peacuteldaacuteboacutel is egyeacutertelmően koumlvetkezik hogy csupaacuten a parancsok megadaacutesa nem elegendı az adott munkadarab megmunkaacutelaacutesaacutehoz Szuumlkseacuteg van az egyes parancsok mennyiseacutegi behataacuterolaacutesaacutera Peacuteldaacuteul Mekkora utat tegyuumlnk meg Z iraacutenyban Haacutenyadik szerszaacutemot vigyuumlk a megmunkaacutelaacutesi helyzetbe Milyen fordulatszaacutemmal forogjon a fıorsoacute Ezt a parancsokra vonatkozoacute adatokkal iacuterhatjuk elı (pl Z500 M06 S14)
Az utasiacutetaacutesszoacute tehaacutet keacutet reacuteszre bonthatoacute bull a veacutegrehajtandoacute mőveletelemet megadoacute parancskoacutedra bull a parancs veacutegrehajtaacutesaacutenak meacuterteacutekeacutet elıiacuteroacute adatra
Az adott munkadarab megmunkaacutelaacutesaacutehoz szuumlkseacuteges mőveletelemek eacutes mennyiseacutegi jellemzıjuumlk vagyis az utasiacutetaacutesok sorba főzeacuteseacutevel alakul ki a program
Hogy a vezeacuterlı a program hataacutesaacutera veacutegrehajthassa az elıiacutert megmunkaacutelaacutest a szerszaacutemgeacuteppel a beadott szaacutemokat valamint a program aacuteltal koumlzoumllt informaacutecioacutekat
bull eacutertelmeznie kell bull taacuterolnia kell bull aritmetikailag eacutes logikailag fel kell dolgoznia
E feladatok megoldaacutesaacutera a vezeacuterlıket az 11 aacutebraacuten laacutethatoacute szerkezeti feleacutepiacuteteacutesnek
(struktuacuteraacutenak) megfelelıen tervezik Az adathordozoacutera a technoloacutegusnak olyan formaacuteban (szaacutemokban) kell roumlgziacutetenie a
programjaacutet hogy az informaacutecioacuteaacutetvitel megbiacutezhatoacute legyen A program eacutertelmezeacutese azt jelenti hogy a programvezeacuterleacutes a szaacutemokboacutel (illetve ezek koacutedjaiboacutel) meg tudja hataacuterozni a hozzaacuterendelt mőveletet (vagyis hogy mit kell veacutegrehajtani)
Az azonosiacutetott informaacutecioacutet meg kell ırizni (taacuterolni kell) legalaacutebb addig amiacuteg a veacutegrehajtaacutesa befejezıdik Ezt is aacuteltalaacuteban a programvezeacuterlı veacutegzi
CNC-programozaacutes alapjai
4
11 aacutebra A vezeacuterlı elvi feleacutepiacuteteacutese (struktuacuteraacuteja)
Mivel a programvezeacuterlı az adatokon logikai eacutes aritmetikai mőveleteket veacutegez ezeket aacutet
kell alakiacutetani az erre legkedvezıbb informaacutecioacuteaacutebraacutezolaacutesi formaacutera Az informaacutecioacutefeldolgozaacutes maacutesik feladata a felismert mőveletelemek veacutegrehajtaacutesa Ezt az
illesztıvezeacuterlı veacutegzi azaacuteltal hogy ismeri a szerszaacutemgeacutep veacutegrehajtoacute-mőkoumldtetı elemeinek iraacutenyiacutetaacutesi lehetıseacutegeacutet meg tudja hataacuterozni hogyan kell a mőveletelemeknek megfelelı uacutet- eacutes kapcsolaacutesi feladatokat megoldani
Az eddig bemutatott szerkezeti feleacutepiacuteteacutes a hagyomaacutenyos NC- vezeacuterlı amelyet egyes irodalmakban KNC neacuteven ismertetnek (Konvencionaacutelis NC) A KNC- vezeacuterlık logikai egyseacutegei az uacuten kombinaacutecioacutes logikai haacuteloacutezatokboacutel eacutepuumlltek fel A vezeacuterlı aacuteltal megoldhatoacute logikai feladatokban bekoumlvetkezı vaacuteltozaacutesok eseteacuten az ilyen rendszert teljesen aacutet kell tervezni eacutes aacutet kell eacutepiacuteteni Ez azt jelenti hogy minden alap geacuteptiacutepushoz maacutes eacutes maacutes logikai haacuteloacutezatuacute vezeacuterlıt kell gyaacutertani ami koumlltseacuteges A fejlıdeacutes ezen a teruumlleten azt eredmeacutenyezte hogy a kombinaacutecioacutes logikai egyseacutegeket - a szaacutemiacutetoacutegeacutepes technika fejlıdeacutese eredmeacutenyekeacutent - lecsereacutelteacutek programozhatoacute logikaacutera
Az olyan vezeacuterlıket amelyekben a logikai eacutes aritmetikai mőveleteket szaacutemiacutetoacutegeacutep veacutegzi CNC tiacutepusuacute vezeacuterlıknek nevezzuumlk (Computer Numerical Control = szaacutemiacutetoacutegeacutepes szaacutemvezeacuterlı)
CNC-programozaacutes alapjai
5
A CNC elsısorban a programvezeacuterlıben kapott helyet de ma maacuter az illesztı vezeacuterlık is CNC jellegőek Illesztı vezeacuterlıkben maacutes egyszerőbb megoldaacutesokat is talaacutelunk a kombinaacutecioacutes logika kivaacuteltaacutesaacutera Ilyenek pl a PLC- s (Programmable Logic Controller = programozhatoacute logikai vezeacuterlı) alapuacute illeszteacutesek Az adatok bevihetık kezelıpultroacutel illetve valamilyen informaacutecioacutehordozoacuteroacutel (ez ma toumlbbnyire maacutegnesszalag) de lehetıseacuteg van a szaacutemiacutetoacutegeacutepes haacuteloacutezatra csatlakozaacutesra is
A programvezeacuterlı egyseacuteg CNC jellegő tehaacutet tartalmaz legalaacutebb egy programozhatoacute folyamatiraacutenyiacutetoacute szaacutemiacutetoacutegeacutepet amelynek a feladatokat leiacuteroacute programjait a rendszerprogramtaacuterba teszik Ez a taacuter uacuten ROM (Read Only Memory = csak olvashatoacute memoacuteria) tiacutepusuacute eacutes a rendszer mőkoumldeacuteseacutehez szuumlkseacuteges programok mindegyike itt talaacutelhatoacute A maacutesik leacutenyeges taacuter az alkatreacuteszprogramtaacuter amelybe a megoldandoacute feladatot taacuteroljaacutek Az alkatreacuteszprogram-taacuter uacuten RAM (Random Acces Memory = iacuterhatoacute-olvashatoacute memoacuteria) tiacutepusuacute Ez a taacuter helyettesiacuteti a KNC- vezeacuterlıkneacutel megszokott informaacutecioacutehordozoacutet amely egyben az alkatreacuteszprogram taacuteroloacuteja volt A KNC- vezeacuterlı gyaacutertaacutesa az 1970-es eacutevekben megszőnt helyette a CNC- vezeacuterlık jelentek meg ez pedig az NC- technika hatalmas fejlıdeacuteseacutet eredmeacutenyezte
11 Ellenırzı keacuterdeacutesek
Mi a szaacutemvezeacuterleacutes elve Milyen fıbb egyseacutegekbıl aacutell a szaacutemvezeacuterleacutes Mit nevezuumlnk KNC-nek Milyen a CNC feleacutepiacuteteacutese
CNC-programozaacutes alapjai
6
2 A geometriai informaacutecioacutek meghataacuterozaacutesa
Az NC- geacutepek programozaacutesa teveacutekenyseacutegek laacutencolata amelynek eredmeacutenye az informaacutecioacutehordozoacute elkeacutesziacuteteacutese ezt nevezzuumlk kuumllsı adatfeldolgozaacutesnak Az informaacutecioacutehordozoacuten leacutevı adatok leolvasaacutesa feldolgozaacutesa aacutetalakiacutetaacutesa az aacutetalakiacutetott adatok uacutet- eacutes kapcsolaacutesi parancsok formaacutejuacute kiadaacutesa a szerszaacutemgeacutepre eacutes a parancsok veacutegrehajtaacutesaacutenak ellenırzeacutese a belsı adatfeldolgozaacutes A programozaacuteshoz tehaacutet egyreacuteszt meg kell hataacuterozni a mozgaacutesokat ezek a geometriai informaacutecioacutek maacutesreacuteszt a mozgaacutesokhoz tartozoacute sebesseacutegeket a technoloacutegiai adatokat
21 Meacuteretmegadaacutesi moacutedok
Szaacutemvezeacuterleacuteső szerszaacutemgeacutepen a szerszaacutemot olyan uacutetvonal menteacuten kell mozgatni amelynek a veacutegeredmeacutenye a kiacutevaacutent geometriaacutejuacute munkadarab Az uacutetvonalra vonatkozoacute informaacutecioacutekat az alkatreacuteszrajz tartalmazza A geacuteprajzban a meacutereteket a tervezı toumlbbfeacutelekeacuteppen is megadhatja Baacutezistoacutel valoacute meacuteretezeacutes ha egy ponttoacutel adjuk meg a meacutereteket (21 a aacutebra) laacutencmeacuteretezeacutes ha a meacuteretek egymaacutestoacutel vannak megadva (21 b aacutebra) gyakran elıfordul azonban a vegyes meacuteretezeacutesi moacuted is (21 c aacutebra) A 21 aacutebraacuten esztergaacutelt leacutepcsıs tengely laacutethatoacute (Meg kell jegyezni hogy a 21 b aacutebra megoldaacutesaacutet a gyakorlatban nem hasznaacuteljaacutek mert az aacutetmeacuterıkuumlloumlnbseacutegeket sokkal koumlruumllmeacutenyesebb megmeacuterni mint magaacutet az aacutetmeacuterıt)
a)
b)
c)
21 aacutebra Meacuteretmegadasi moacutedok a) abszoluacutet meacuteretmegadaacutes meacuteretezeacutes baacutezistoacutel b)
noumlvekmeacutenyes meacuteretmegadaacutes laacutencmeacuteretezeacutessel c) vegyes meacuteretmegadaacutes
A baacutezistoacutel valoacute meacuteretezeacutest az NC- technikaacuteban abszoluacutet meacuteretmegadaacutesnak a
laacutencmeacuteretezeacutest noumlvekmeacutenyes meacuteretmegadaacutesnak nevezzuumlk A keacutet meacuteretmegadaacutesi moacutedot a 22 aacutebra hasonliacutetja oumlssze
CNC-programozaacutes alapjai
7
Abszoluacutet Noumlvekmeacuteny
X y ∆x ∆y 1 300 240 300 240
2 650 180 350 -60
3 500 340 -150 160
W 0 0 -500 -340
22 aacutebra Abszoluacutet eacutes noumlvekmeacutenyes meacuteretmegadaacutes pontvezeacuterleacutesneacutel A peacutelda egy pontvezeacuterleacuteses feladat (fuacuteraacutes) megoldaacutesaacutet szemleacutelteti A szerszaacutemot a
munkadarab koordinaacuteta-rendszereacutenek W kezdıpontjaacuteboacutel kell az egyes furatok 1 2 3 koumlzeacuteppontjaira poziacutecionaacutelni A taacuteblaacutezat noumlvekmeacutenyes meacuteretmegadaacutesaacutenak oszlopaacuteban az elmozdulaacutesnoumlvekmeacutenyek vannak feltuumlntetve Az elmozdulaacutes eacuterteacuteke akkor pozitiacutev ha a mozgaacutes iraacutenya a munkadarab koordinaacutetarendszereacutenek pozitiacutev tengelye iraacutenyaacuteban toumlrteacutenik eacutes negatiacutev ha a mozgaacutes iraacutenya a koordinaacutetatengely negatiacutev iraacutenyaacuteba esik A harmadik furat megmunkaacutelaacutesa utaacuten noumlvekmeacutenyes rendszerben a szerszaacutemot vissza kell aacutelliacutetani a W kezdıpontba ennek elmulasztaacutesa eseteacuten a koumlvetkezı munkadarab selejt lenne
22 Az NC-geacutepek koordinaacuteta rendszerei
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepek szerszaacutemainak pontosan roumlgziacutetett relatiacutev mozgaacutespaacutelyaacutet kell leiacuterniuk a munkadarab megmunkaacutelaacutesa soraacuten A mozgaacutesfolyamatokat a programban pontosan roumlgziacuteteni kell Ennek megvaloacutesiacutetaacutesaacutehoz a szerszaacutemgeacutep munkatereacuteben leacutevı oumlsszes pontot egyeacutertelmően kell azonosiacutetani Az egyeacutertelmő megfelelteteacuteshez koordinaacuteta-rendszereket hasznaacutelunk
Az NC- szerszaacutemgeacutepek fı mozgaacutesi iraacutenyait a jobbkeacutez-szabaacutely szerint elhelyezett dereacutekszoumlgő koordinaacuteta-rendszer hataacuterozza meg (23 aacutebra) amely mindig a munkadarabra vonatkozik
23 aacutebra NC-szerszaacutemgeacutepek koordinaacutetatengelyei
Programozaacuteskor a munkadarabot aacutelloacute helyzetőnek kell felteacutetelezni a mozgaacutesokat a
szerszaacutem veacutegzi Az X Y Z koordinaacutetatengelyek koumlruumlli forgataacutesi tengelyeket a 23 aacutebra szerinti A B C-
vel jeloumllik A pozitiacutev forgaacutesiraacuteny megegyezik az oacuteramutatoacute jaacuteraacutesaacuteval ha a forgaacutest a pozitiacutev tengely iraacutenyaacuteba neacutezzuumlk
CNC-programozaacutes alapjai
8
Az uacutetinformaacutecioacutek meghataacuterozaacutesakor a programozoacute technoloacutegus koordinaacuteta-rendszert rendel a munkadarabhoz Ez az a munkadarab-koordinaacutetarendszer (vagy programozaacutesi koordinaacuteta-rendszer) amelynek kezdıpontja W a munkadarab- (programozaacutesi) nullapont (noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten a felvett koordinaacuteta-rendszer csak az elmozdulaacutesi iraacutenyok elıjeleacutenek eacutes a megmunkaacutelaacutes kezdıpontjaacutenak meghataacuterozaacutesaacutehoz szuumlkseacuteges) A szerszaacutemgeacutep viszont a sajaacutet koordinaacuteta-rendszereacuteben dolgozik amelyet geacutepi koordinaacuteta-rendszernek nevezuumlnk M kezdıpontjaacutet pedig geacutepi nullapontnak A szerszaacutemhoz is rendelhetı koordinaacuteta-rendszer kuumlloumlnoumlsen elızetes szerszaacutembeaacutelliacutetaacutes eseteacuten A munkadarab alakjaacutenak elıiacuteraacutesaacutehoz tehaacutet a koumlvetkezı haacuterom koordinaacuteta-rendszer egymaacuteshoz valoacute viszonyaacutet kell megfelelı moacutedon meghataacuterozni
bull a munkadarab koordinaacuteta-rendszere amelyet a programozoacute vesz fel bull a szerszaacutemgeacutep koordinaacuteta-rendszere bull a szerszaacutem koordinaacuteta-rendszere amelyet a szerszaacutem beaacutelliacutetaacutesaacutehoz kell figyelembe
venni Vizsgaacuteljuk a haacuterom koordinaacuteta-rendszert esztergaacuten A 24 aacutebraacuten laacutethatoacute munkadarabnaacutel
Xw Zw a munkadarab-koordinaacutetarendszere W nullaponttal Az A felfogaacutesi nullapont a munkadarab felfogaacutesakor az uumltkoumlzeacutesi siacutekba keruumll A szerszaacutemhoz az XT ZT koordinaacuteta-rendszert rendeltuumlk amelyben N beaacutelliacutetoacute nullapont A beaacutelliacutetoacute nullaponthoz keacutepest vaacuteltoztathatoacute a szerszaacutemcsuacutecs (ill a P szerszaacutemeacutelpont) L hosszuacutesaacuteguacute eacutes K keresztiraacutenyuacute kinyuacutelaacutesa A hossz- eacutes keresztiraacutenyuacute aacutelliacutethatoacutesaacutegot a szerszaacutem konstrukcioacuteja teszi lehetıveacute A szerszaacutemgeacutep XM ZM koordinaacutetarendszereacutenek nullapontja M
24 aacutebra A munkadarab a szerszaacutemgeacutep eacutes a szerszaacutem koordinaacuteta-rendszere
A poziacutecionaacutelaacutesi folyamatokat az NC- vezeacuterleacutes a geacutepi koordinaacuteta-rendszerben nyitja A
teacutenyleges szaacutenhelyzetet nyilvaacutentartoacute regiszterek a szaacutenrendszer kituumlntetett pontjaacutenak az F
vonatkoztataacutesi pontnak a koordinaacutetaacuteit (az MF taacutevolsaacuteg oumlsszetevıit) tartalmazzaacutek A technoloacutegus a megmunkaacutelaacutesi programban a P programozott pont koordinaacutetaacuteit (vagy elıjeles elmozdulaacutesnoumlvekmeacutenyeit) iacuterja elı altaacutenossaacutegban az F pont koordinaacutetaacutei az M kezdıpontuacute rendszerben haacuterom reacuteszbıl aacutellnak (25 aacutebra)
PFWPMWMF ++=
ahol az MW taacutevolsaacuteg X Y Z iraacutenyuacute dereacutekszoumlgő oumlsszetevıi az uacuten nullapont-eltolaacutesi
eacuterteacutekek a WPtaacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıit a vezeacuterlıszalag tartalmazza (ezek a program
geometriai adatai) a PF taacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıi a szerszaacutemkorrekcioacutes eacuterteacutekek amelyeket a vezeacuterlıpulton kell beaacutelliacutetani NC- neacutel a korrekcioacutes taacuterba beiacuterni)
A hibaacutetlan gyaacutertaacuteshoz biztosiacutetani kell a munkadarab eacutes a geacutepi koordinaacutetarendszer azonossaacutegaacutet ennek felteacutetele a koordinaacutetairaacutenyoknak eacutes a nullpontoknak az azonossaacutega
CNC-programozaacutes alapjai
9
25 aacutebra A koordinaacuteta-rendszerek
eacutes jellegzetes pontok (M W P F) eacutertelmezeacutese
26 aacutebra A munkadarab koordinaacuteta-rendszere
A programozaacutes egyik alapelve 1 mozgoacute szerszaacutem-nyugvoacute munkadarab amelynek
segiacutetseacutegeacutevel keacutet egyszerő iraacutenymeghataacuterozaacutesi szabaacutelyt alkothatunk bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a szerszaacutem veacutegzi a mozgaacutest a geacutepi eacutes a
munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya megegyezik bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a munkadarab veacutegzi a mozgaacutest a geacutepi
eacutes a munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya ellenteacutetes A geacutepi koordinaacuteta-rendszer iraacutenyait a geacutep tervezeacutesekor illetve a vezeacuterlırendszer illeszteacutese
soraacuten valoacutesiacutetjaacutek meg iacutegy tehaacutet adott Milyen elhelyezkedeacuteső koordinaacuteta-rendszerrel ceacutelszerő a geacutepet tervezni a vezeacuterleacutest
illeszteni Tekintsuumlk a szerszaacutemgeacutep munkatereacutet egyetlen teacuter-nyolcadnak A bal eacutes jobb sodraacutesuacute rendszer egyuumlttesen 8x3x2 = 48 lehetıseacuteget ad Baacuter a geacutep eacutes a vezeacuterleacutes szempontjaacuteboacutel szinte koumlzoumlmboumls hogy melyiket vaacutelasztjuk programozaacuteskor sok neheacutezseacuteget okozna a geacutepenkeacutent maacutes eacutes maacutes moacutedon elhelyezett koordinaacuteta-rendszer
Az 1968-ban aacutetdolgozott VDI- javaslat eacutes az ISOR 841 tovaacutebbaacute az MSZ 7789 a 26 aacutebra szerinti jobb sodraacutesuacute XYZ rendszert rendel a munkadarabhoz A maacutesodlagos mozgaacutesokat rendre U V eacutes W a harmadlagos mozgaacutesokat P Q eacutes R jeloumlli
27 aacutebra Eszterga koordinaacuteta-rendszere
Maacutesik fontos alapelv 2 a Z tengely iraacutenya mindig a szerszaacutem fı mozgaacutesi (taacutemadaacutesi)
iraacutenyaacuteba mutat Az 1 eacutes 2 alapelv ismereteacuteben baacutermely szerszaacutemgeacutep koordinaacutetatengely-iraacutenyait meg lehet hataacuterozni
CNC-programozaacutes alapjai
10
Eszterga koordinaacutetatengelyei laacutethatoacutek a 27 aacutebraacuten ahol a munkadarab koordinaacuteta-rendszereacutet XZ-vel a szerszaacutemgeacutep koordinaacuteta-rendszereacutet pedig XZ-vel jeloumlltuumlk
a)
28 aacutebra Fuacuteroacutegeacutep koordinaacuteta-rendszere
Hasonloacute moacutedon szemleacutelteti a 28 aacutebra a fuacuteroacutegeacutep koordinaacuteta-rendszereacutet A 28 a aacutebraacuten a
geacutep eacutes a koordinaacuteta-rendszerek laacutethatoacuteak miacuteg a 28 b aacutebraacuten a munkadarab a sajaacutet koordinaacuteta-rendszereacuteben laacutethatoacute Ez a fuacuteroacutegeacutep fuumlggıleges orsoacutejuacute siacutekmaroacutegeacutepnek is tekinthetı ezeacutert a maroacutegeacutep koordinaacuteta-rendszereacutet is tanulmaacutenyozhatjuk az aacutebraacuten
A szerszaacutemmaroacutegeacutepek kisseacute elteacuternek a maroacutegeacutepektıl mert a gerendaacuten leacutevı fıorsoacute lehet viacutezszintes vagy fuumlggıleges tovaacutebbaacute a gerenda az egyik mozgaacutest is elveacutegzi (Z tengely) Ez a 29 aacutebraacuten laacutethatoacute amely a viacutezszintes konzolos NC- maroacutegeacutep koordinaacutetairaacutenyait is tartalmazza a kuumlloumlnbseacuteg annyi hogy a +Z iraacutenyba megfordul
Fuumlggıleges portaacutelfuacuteroacutegeacutep illetve portaacutelsiacutekmaroacutegeacutep koordinaacutetatengely-iraacutenyait szemleacutelteti a 210 aacutebra
Megmunkaacuteloacutekoumlzpontok koordinaacuteta-rendszerei eseteacuten a keacutet fontos alapelv eacuterveacutenyben marad de megjelenik a toumlbboldalas megmunkaacutelaacutesi lehetıseacuteg Ilyenkor a G17 G18 G19 megmunkaacutelaacutesi siacutekokat eacutes a fıorsoacute tengelyiraacutenyait is vaacuteltani lehet ami a koordinaacuteta iraacutenyok megvaacuteltoztataacutesaacutet jelenti
Ugyancsak beleacutepnek a maacutesodlagos esetleg harmadlagos mozgaacutesok tehaacutet a haacuteromtengelyes megmunkaacutelaacutes mellett a neacutegy- eacutes oumlttengelyes megmunkaacutelaacutes is elıfordulhat A 211 aacutebra egyszerő megmunkaacuteloacutekoumlzpont koordinaacutetatengelyeit szemleacutelteti Mivel a geacutep uacuten mozgoacutetornyos a Z eacutes Y tengely iraacutenyaacuteban a geacutepi eacutes a munkadarab-koordinaacutetairaacutenyok megegyeznek
29 aacutebra
Szerszaacutemmaroacutegeacutep koordinaacutetatengelyei
210 aacutebra Keacutetoszlopos fuumlggıleges fuacuteroacutegeacutep eacutes maroacutegeacutep mozgaacutesiraacutenyai
CNC-programozaacutes alapjai
11
211 aacutebra Megmunkaacuteloacutekoumlzpont mozgaacutesiraacutenyai
23 NC-geacutepek jellegzetes pontjai
A megismert haacuterom koordinaacuteta-rendszer kezdıpontjaacutenak (nullapontjaacutenak) viszonya a geacutep pontos mőkoumldeacuteseacutenek felteacutetele Ez a haacuterom pont a koumlvetkezı
A geacutepi nullapont az iraacutenyiacutetoacuterendszer meacutereacutestartomaacutenyaacuten beluumll elektronikusan beaacutelliacutethatoacute pont amely a mőkoumldı rendszer meacutereacutesi baacutezisa (a geacutep koordinaacutetarendszereacutenek a kezdıpontja) Jellege szerint a vezeacuterleacutes lehet
bull lebegı nullapontos vezeacuterleacutes amikor a geacutepi nullapont a szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten kiacutevuumll esı elmeacuteleti pont a geacutepi koordinaacuteta-rendszer origoacuteja
bull fix nullapontos vezeacuterleacutes (ez a gyakoribb) amikor a geacutepi nullapont a mozgaacutestartomaacutenyon beluumlli roumlgziacutetett pont eacutes egybeesik a referenciaponttal
A referenciapont az NC- szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten beluumll villamos helyzetkapcsoloacutekon keresztuumll roumlgziacutetett pont ahova a szaacutemokat vezeacuterelve a vezeacuterleacutes meacuterırendszere felveszi a geacutepi nullaponthoz viszonyiacutetott koordinaacutetaeacuterteacutekeket
Az NC- szerszaacutemgeacutepek vezeacuterlırendszereacutenek bekapcsolaacutesakor a vezeacuterleacutes eacuterteacutektaacuteroloacutei uumlresek nullaacutet vagy valamilyen aacutellandoacute szaacutemeacuterteacuteket tartalmaznak A szaacutenok baacutermilyen helyzeteacuteben kapcsoljaacutek be a vezeacuterlırendszert az eacuterteacutektaacuteroloacuteban illetve a kijelzıben mindig ugyanazok az eacuterteacutekek jelennek meg Az NC- szerszaacutemgeacutep ebben az aacutellapotban nem alkalmas az uumlzemszerő mőkoumldeacutesre Bekapcsolaacutes utaacuten elıszoumlr a referenciapontra kell vezeacuterelni a szaacutenokat hogy a meacuterırendszer felvehesse a geacutepi nullapontokhoz viszonyiacutetott koordinaacutetaeacuterteacutekeket eacutes azokat az uacuteteacuterteacutektaacuteroloacuteba beiacuterhassa A referenciapontroacutel valoacute taacutevozaacutes utaacuten a meacuterırendszer eacutes a szabaacutelyozoacutekoumlroumln keresztuumll a szerszaacutem beaacutelliacutetott eacutelpontja a geacutepi koordinaacuteta-rendszerben megadott koordinaacutetaeacuterteacutekekre aacutell A referenciapontra aacutellaacutes kuumlloumln uumlzemmoacuted minden NC- szerszaacutemgeacutepen megtalaacutelhatoacute
A fix nullapontos eacutes a lebegı nullapontos vezeacuterleacutes geacutepi nullapontjaacutet a 212 aacutebra szemleacutelteti A lebegı nullapontos vezeacuterleacuteskor az X taacuteroloacuteba az x referenciaeacuterteacutek miacuteg a Z
CNC-programozaacutes alapjai
12
taacuteroloacuteba a z referenciaeacuterteacutek iacuteroacutedik Ez a folyamat zajlik le fix nullapontos vezeacuterleacuteskor is de itt a taacuteroloacutek nullaacutezoacutednak mivel a z referencia = x referencia = 0
Mozgaacutestartomaacuteny Mozgaacutestartomaacuteny
212 aacutebra Vezeacuterleacutes eacutes referenciapont a) lebegı nullapontos vezeacuterleacutes b) fix nullapontos vezeacuterleacutes
a) b)
213 aacutebra Meacuteretmegadaacutes a) lebegı nullapontos b) fix nullapontos vezeacuterleacutes eseteacuten
A geacutepi nullapont felveacutetele utaacuten a taacuterolt ill a kijelezhetı koordinaacutetaeacuterteacutekeket kuumlloumlnboumlzı
megmunkaacutelaacutesi helyzetekben a 213 aacutebra szemleacutelteti Az iraacutenyiacutetaacutestechnikailag szuumlkseacuteges geacutepi nullapont programozaacutesa nagyon koumlruumllmeacutenyes
Megmunkaacuteloacutekoumlzpontokon ha a geacutep szerszaacutemcsereacutelıvel eacutes asztalcsereacutelıvel van felszerelve akkor nem egy geacutepi nullapont van hanem toumlbb
Maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes harmadlagos nullapont az asztalcsereacuteleacutes nullapontja
Elsıdleges geacutepi nullapontboacutel - szinteacuten a megmunkaacuteloacutekoumlzpontokra jellemzı - toumlbbet lehet meghataacuterozni Ez a toumlbboldalas illetve toumlbb nullapontos munkadarabok megmunkaacutelaacutesa eseteacuten fontos
A munkadarab-nullapont a programozaacutes soraacuten alkalmazott pont amely a munkadarab koordinaacuteta-rendszereacutenek kezdıpontja A munkadarab koordinaacutetarendszereacutet a programozoacute hataacuterozza meg (iraacutenyai a jobbkeacutez-szabaacutely szerintiek) uacutegy hogy a munkadarab termeacuteszetes (rajz szerinti) meacuteretei legyenek a koordinaacutetaeacuterteacutekek Az ilyen nullapont-elhelyezeacutes nagymeacuterteacutekben koumlnnyiacuteti a programozoacute munkaacutejaacutet Ellenkezı esetben a meacutereteket aacutet kell szaacutemiacutetani eacutes ez hibalehetıseacuteget jelent
Mozgaacutestartomaacuteny
CNC-programozaacutes alapjai
13
24 Nullponteltolaacutes nullpont felveacutetel
A munkadarab-nullapont eacutes geacutepi nullapont koumlzoumltti kapcsolat a 214 aacutebraacuten laacutethatoacute A geacutepi eacutes a munkadarab-koordinaacutetarendszer koumlzoumltti elteacutereacutes ∆x eacutes ∆z koordinaacutetaacutenkeacutent
aacutellandoacute eacuterteacutek A vezeacuterleacutes geacuteprendszere a geacutepi koordinaacuteta-rendszerben dolgozik a program geometriai adatait a munkadarab-koordinaacutetarendszerben hataacuteroztaacutek meg ezeacutert a ∆x eacutes a ∆z eacuterteacutekek az uacuten nullapont-eltolaacutesi eacuterteacutekek Ezeket az eacuterteacutekeket a vezeacuterleacutes hozzaacuteadja a programozott - a munkadarab-koordinaacutetarendszereacuteben meghataacuterozott - koordinaacutetaeacuterteacutekekhez (x1 x2 z1 z2)
A nullapont-eltolaacutesi eacuterteacutekek a nullaponttaacuteroloacutekba (regiszterek) lesznek beiacuterva Reacutegi KNC- vezeacuterleacutes eseteacuten ezt a mőveletet keacutezi adatbevitellel dekaacutedkapcsoloacutekkal lehetett elveacutegezni (ez volt az aritmetikai nullapontmegadaacutes) A mai CNC- vezeacuterleacutesekneacutel ciacutemezhetı regiszterek tartalmazzaacutek a nullapont eacuterteacutekeit A regiszterek tartalmaacutet a programboacutel iacuterhatjuk aacutet A nullapont-eltolaacutesi programmondat beolvasaacutesa nem eredmeacutenyezi a szaacuten mozgaacutesaacutet hanem csak a regisztertartalom aacutetiacuteraacutesaacutet amelynek megfelelıen a szaacuten az elsı mozgaacutesi utasiacutetaacutest tartalmazoacute mondat veacutegrehajtaacutesa soraacuten mozog (ezt nevezzuumlk transzformaacutecioacutes nullaponteltolaacutesnak)
214 aacutebra Nullaponteltolaacutes
215 aacutebra Nullaponteltolaacutes ismeacutetlıdı alakzatok eseteacuten
A nullaponteltolaacutes segiacutetseacutegeacutevel a programozaacutesi munka egyszerősiacutethetı
bull ismeacutetlıdı alakzatok programozaacutesa bull simiacutetaacutesi raacutehagyaacutesok leacutetrehozaacutesa bull toumlbb azonos munkadarab (keacuteszuumlleacutek) egy asztalra roumlgziacuteteacutese eseteacuten
Ha egy alkatreacuteszen azonos geometriai alakzatok talaacutelhatoacutek akkor a megmunkaacutelaacuteshoz nem kell uacutejra eacutes uacutejra elkeacutesziacuteteni a megmunkaacuteloacute programot hanem elegendı az alakzatok koumlzoumltti taacutevolsaacutegot meghataacuterozni ezeket elıjelhelyesen nullaponteltolaacuteskeacutent eacutertelmezni A
CNC-programozaacutes alapjai
14
nullaponteltolaacutes utaacuten a 215 aacutebra szerint a Wrsquo munkadarab-nullapontboacutel megiacutert programot a W2 nullaponttoacutel meg kell ismeacutetelni iacutegy a programozaacutes leacutenyegesen egyszerősiacutethetı
A nullapont-beaacutelliacutetaacutes sikeresen alkalmazhatoacute simiacutetaacutesi raacutehagyaacuteshoz A 216 aacutebraacuten a nagyolaacuteskor a simiacutetaacutesi raacutehagyaacutesnak megfelelı ∆x eacutes ∆z nullaponteltolaacutessal esztergaacutelhatoacute a munkadarab majd a nullapontot az eredeti helyre visszatolva a simiacutetaacutes elveacutegezhetı
216 aacutebra Keacutet befogoacutekeacuteszuumlleacutekes
maroacutegeacutepasztal 217 aacutebra Nullaponteltolaacutes simiacutetaacutesi
raacutehagyaacuteshoz
Wn a nagyolaacutes nullapontja Ws a simiacutetaacutes nullapontja
Ha toumlbb kisebb meacuterető eacutes roumlvid megmunkaacutelaacutesi idejő munkadarabot kell keacutesziacuteteni akkor
ugyanazzal a programmal munkaacutelhatoacutek meg uacutegy hogy mindegyikhez sajaacutet nullapontot rendeluumlnk hozzaacute (217 aacutebra)
Nullapontfelveacutetel Az NC- geacutep bekapcsolaacutesakor a regiszterek tartalma eacutes a szaacutenok teacutenyleges helyzete koumlzoumltt nincs azonnali eacutes koumlzvetlen kapcsolat ezeacutert a regiszterek tartalmaacutet eacutes a teacutenyleges szaacutenhelyzetet egyeztetni kell Ezt a teveacutekenyseacuteget nevezzuumlk nullapontfelveacutetelnek (geacutepi nullapont) A szerszaacutemgeacutep szaacutenjait automatikusan vagy keacutezi vezeacuterleacutessel ceacutelszerően vaacutelasztott vagy a geacutep szerkezeti kialakiacutetaacutesa aacuteltal megadott helyzetbe visszuumlk majd ebben a helyzetben a regiszterekbe automatikusan vagy keacutezi adatbevitellel alkalmasan vaacutelasztott eacuterteacutekeket iacuterunk be
Esztergaacuten fix nullapontos vezeacuterleacutes eseteacuten a nullapontfelveacutetel a koordinaacutetairaacutenyonkeacutenti referenciapontra aacutellaacutest jelenti Lebegı nullapont eseteacuten a szaacuten baacutermely poziacutecioacutejaacuteban felvehetjuumlk a geacutepi nullapontot csak az adott helyen nullaacutezni kell az elmozdulaacutesregisztereket koordinaacutetairaacutenyonkeacutent
Maroacutegeacutepekhez a moacutedszer azonos az esztergaacutenaacutel ismertetett folyamattal csak a koordinaacutetairaacutenyok szaacutema lehet toumlbb
Megmunkaacuteloacutekoumlzpontokon ahol szerszaacutemcsereacutelı eacutes esetleg asztalcsereacutelı is van toumlbb geacutepi nullapont is lehet Az elsıdleges nullapont (amit eddig megismertuumlnk) mellett megjelenik a maacutesodlagos eacutes a harmadlagos nullapont is
A maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes poziacutecioacuteja a harmadlagos nullapont az asztalcsereacuteleacutesi poziacutecioacute Mindezek a helyek roumlgziacutetett eacuterteacutekek melyekre az uumlzemeleacutes koumlzben szuumlkseacuteg van
A munkadarab nullapontjaacutenak a beaacutelliacutetaacutesa az a nullaponteltolaacutes amelynek az elmeacuteleteacutet maacuter ismerjuumlk A geacutepi nullapont a munkadarab nullapontjaacuteba csak akkor helyezhetı aacutet ha a munkadarab nullapontjaacutenak a helyeacutet a geacutep munkatereacuteben megkeressuumlk
Ez keacutet moacutedon lehetseacuteges bull a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutenak megeacuterinteacuteseacutevel (koumlzvetlen vagy koumlzvetett
moacutedon) bull a befogott munkadarab megeacuterinteacuteseacutevel
CNC-programozaacutes alapjai
15
Az eszterga befogoacutekeacuteszuumlleacuteke toumlbbnyire esztergatokmaacuteny iacutegy valamelyik uumltkoumlzeacutesi baacutezisaacutet lehet nullapontkeacutent felhasznaacutelni (218 aacutebra)
218 aacutebra Nullapont az uumltkoumlzeacutesi feluumlleten
1 fıorsoacute 2 fıorsoacuteperem 3 koumlzpontosiacutetoacute kuacutep
4 tokmaacuteny 5 uumltkoumlzeacutesi baacutezis M a geacutep koordinaacuteta-rendszereacutenek nullapontja XM ZM a geacutep koordinaacuteta-rendszereacutenek tengelye (ebben dolgozik a geacutep) W a munkadarab koordinaacutetarendszereacutenek nullapontja XW ZW a munkadarab koordinaacuteta-rendszereacutenek tengelye
Az uumltkoumlzeacutesi baacutezist a szerszaacutemtartoacuteba befogott eacutes ismert meacuterető szerszaacutemmal keacutezi uumlzemmoacutedban eacuterintjuumlk (aacuteltalaacuteban inkrementaacutelisan 1 mm-es 01 mm-es vagy 001 mm-es leacutepeacutesekben) eacutes amikor befejezıdik a meacuteretkijelzın szereplı eacuterteacutek lesz a nullaponteltolaacutes eacuterteacuteke Az aacutebraacuten ez ∆z (amit a vezeacuterleacutesbe kell beiacuterni) A maacutesik iraacutenyban a forgaacutestengelyt kell megkeresni pl ismert meacuterető munkadarab befogaacutesaacuteval eacutes aacutetmeacuterıjeacutenek megeacuterinteacuteseacutevel
Ha a nullapont a munkadarab homlokfeluumlleteacuten van (219 aacutebra) akkor a munkadarab hosszmeacutereteacutet megtestesiacutetı meacuterıhasaacutebot kell az uumltkoumlzeacutesi baacutezishoz taacutemasztani eacutes azt kell az elıbb leiacutert moacutedon megeacuterintve a munkadarab nullapontjaacutenak roumlgziacuteteni
Maroacutegeacutepen a geacutep asztalaacutera felfogott munkadarab vagy a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutet kell megkeresnie a geacutepkezelınek
A legegyszerőbb eacutes leggyorsabb nullapontkeresı eszkoumlz a nullapont-indikaacutetor Az indikaacutetor keacutet reacuteszbıl aacutelloacute tuumlske amely a fıorsoacuteba van befogva (220 aacutebra) A keacutet reacuteszt rugoacute fogja oumlssze A keacutet reacutesz egytengelyőn forog Amikor az indikaacutetor megeacuterinti a munkadarab valamely ismert feluumlleteacutet akkor az alsoacute reacutesz a felsıhoumlz keacutepest hataacuterozottan eltoloacutedik eacutes a koumlszoumlruumllt feluumlleten megfigyelhetı feacutenycsiacutekok megtoumlrnek Az aacutebraacuten az X iraacuteny eacuterinteacutese laacutethatoacute 10 mm-es nullapont-indikaacutetorral a fıorsoacute poziacutecioacuteja az eacuterinteacuteskor tehaacutet xmdash 5
219 aacutebra Nullapont a munkadarab homlokfeluumlleteacuten 220 aacutebra A nullapont indikaacutetor
Az Y iraacutenyt hasonloacutean kell bemeacuterni A harmadik a Z tengely iraacutenyaacuteban is fel kell venni a nullapontot
bull a fıorsoacuteba befogott szerszaacutemmal eacutes a munkadarab feluumlleteacutenek megeacuterinteacuteseacutevel vagy
CNC-programozaacutes alapjai
16
bull a fıorsoacute homloksiacutekjaacutenak felhasznaacutelaacutesaacuteval A fıorsoacuteba befogott szerszaacutemmal megeacuterintjuumlk a munkadarab feluumlleteacutet (221 a aacutebra) majd
a Z tengelyt nullaacutezzuk Ennek a szerszaacutemnak tehaacutet a hosszaacutet nullaacutera vettuumlk A moacutedszer gyors eacutes joacutel hasznaacutelhatoacute ha csak egy szerszaacutemmal dolgozunk
a)
b)
c)
221 aacutebra
a) Nullapontfelveacutetel eacuterinteacutessel
b) toumlbb szerszaacutem eseteacuten fıorsoacuteval
c) meacuterıhasaacuteb alkalmazaacutesaacuteval
Toumlbb szerszaacutem eseteacuten mindegyik szerszaacutemmal meg kell eacuterinteni a munkadarabot de az
elsı szerszaacutem (vezeacuterszerszaacutem) utaacuten a Z tengelyt nullaacutezzuk a toumlbbi szerszaacutem eseteacuten az eacuterinteacutesi poziacutecioacutenak az eacuterteacutekeit (amelyeket a kijelzı mutat) kell a szerszaacutemhossz korrekcioacutes taacuteraacuteba beiacuterni (221 b aacutebra)
A moacutedszer haacutetraacutenya hogy ha a vezeacuterszerszaacutem meacuterete vaacuteltozik az oumlsszes szerszaacutem meacutereteacutet moacutedosiacutetani kell
Szerszaacutem neacutelkuumll a fıorsoacute homlokfeluumlleteacutet (a szerszaacutem uumltkoumlzteteacutesi baacutezisaacutet) hozzuk kapcsolatba a munkadarab feluumlleteacutevel pl 50 mm-es meacuterıhasaacuteb alkalmazaacutesaacuteval (221 c aacutebra)
25 Szerszaacutemkorrekcioacute
A programozott uacutetinformaacutecioacutek a szerszaacutemmeacuterettıl fuumlggetlenek mivel a program iacuteraacutesakor csak a szerszaacutem tiacutepusaacutet hataacuterozzuk meg a meacutereteit nem (vagy csak reacuteszben) ismerjuumlk A vezeacuterleacutesnek azt a szolgaacuteltataacutesaacutet hogy a szerszaacutem teacutenyleges (valoacutesaacutegos) meacutereteit vegye figyelembe szerszaacutemkorrekcioacutenak nevezzuumlk
A szerszaacutemkorrekcioacute lehet bull szerszaacutemmeacuteret-korrekcioacute amely a szerszaacutemnak a programozaacutes szempontjaacuteboacutel jellegzetes
hossz- vagy sugaacuteriraacutenyuacute meacutereteacutevel azonos nagysaacutegrendő bull szerszaacutemkopaacutes-korrekcioacute amely a szerszaacutem kopaacutesaacutet veszi figyelembe eacutes legfeljebb bull 1 mm nagysaacuteguacute
A szerszaacutemmeacuteret-korrekcioacute soraacuten a szerszaacutemok meacutereteit megmunkaacutelaacutes elıtt koumlzoumlljuumlk a vezeacuterleacutessel eacutes iacutegy az uacutetinformaacutecioacutek szaacutemiacutetaacutesaacutehoz nem kell figyelembe venni e meacutereteket vagyis a programban az elkeacutesziacutetendı munkadarab kontuacuterjaacutet iacuterhatjuk le
Fuacuteroacutegeacutepeken eacutes fuacuteroacute-maroacute mőveken a furatok megmunkaacutelaacutesaacutehoz ceacutelszerő szerszaacutemhossz-korrekcioacute elveacutet szemleacutelteti a 222 aacutebra
CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978
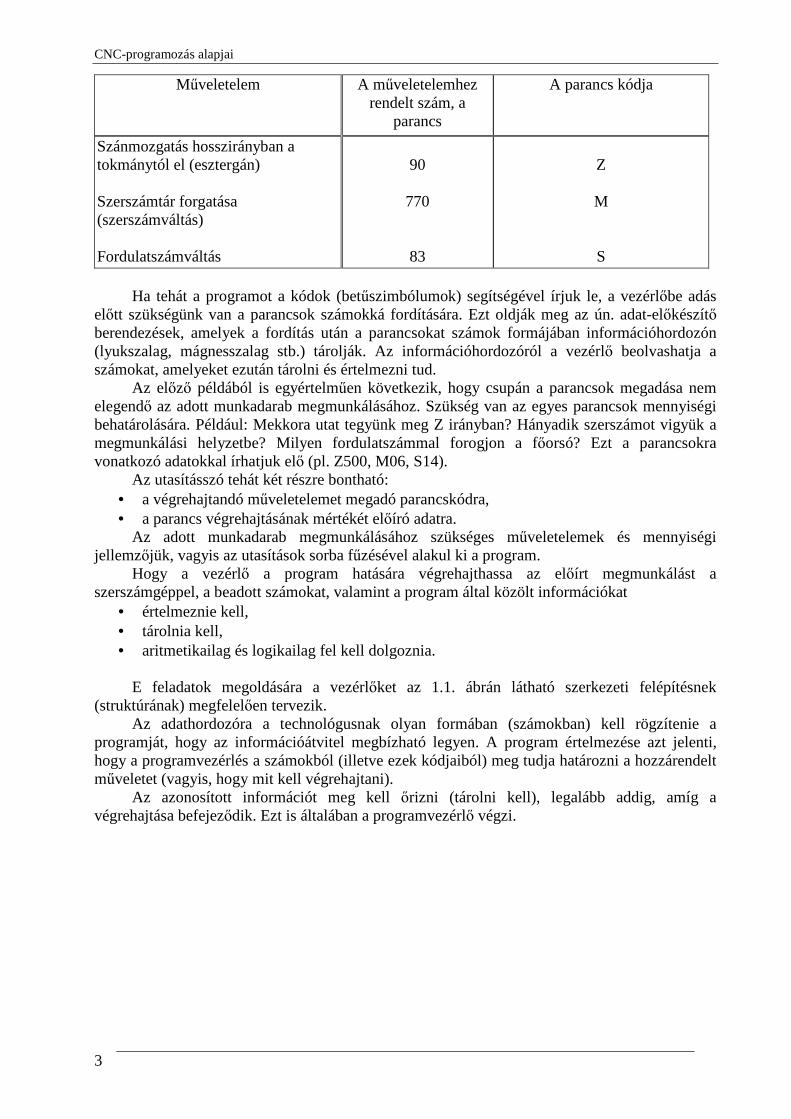
CNC-programozaacutes alapjai
3
Mőveletelem A mőveletelemhez rendelt szaacutem a
parancs
A parancs koacutedja
Szaacutenmozgataacutes hossziraacutenyban a tokmaacutenytoacutel el (esztergaacuten) Szerszaacutemtaacuter forgataacutesa (szerszaacutemvaacuteltaacutes) Fordulatszaacutemvaacuteltaacutes
90
770
83
Z
M
S Ha tehaacutet a programot a koacutedok (betőszimboacutelumok) segiacutetseacutegeacutevel iacuterjuk le a vezeacuterlıbe adaacutes
elıtt szuumlkseacuteguumlnk van a parancsok szaacutemokkaacute fordiacutetaacutesaacutera Ezt oldjaacutek meg az uacuten adat-elıkeacutesziacutetı berendezeacutesek amelyek a fordiacutetaacutes utaacuten a parancsokat szaacutemok formaacutejaacuteban informaacutecioacutehordozoacuten (lyukszalag maacutegnesszalag stb) taacuteroljaacutek Az informaacutecioacutehordozoacuteroacutel a vezeacuterlı beolvashatja a szaacutemokat amelyeket ezutaacuten taacuterolni eacutes eacutertelmezni tud
Az elızı peacuteldaacuteboacutel is egyeacutertelmően koumlvetkezik hogy csupaacuten a parancsok megadaacutesa nem elegendı az adott munkadarab megmunkaacutelaacutesaacutehoz Szuumlkseacuteg van az egyes parancsok mennyiseacutegi behataacuterolaacutesaacutera Peacuteldaacuteul Mekkora utat tegyuumlnk meg Z iraacutenyban Haacutenyadik szerszaacutemot vigyuumlk a megmunkaacutelaacutesi helyzetbe Milyen fordulatszaacutemmal forogjon a fıorsoacute Ezt a parancsokra vonatkozoacute adatokkal iacuterhatjuk elı (pl Z500 M06 S14)
Az utasiacutetaacutesszoacute tehaacutet keacutet reacuteszre bonthatoacute bull a veacutegrehajtandoacute mőveletelemet megadoacute parancskoacutedra bull a parancs veacutegrehajtaacutesaacutenak meacuterteacutekeacutet elıiacuteroacute adatra
Az adott munkadarab megmunkaacutelaacutesaacutehoz szuumlkseacuteges mőveletelemek eacutes mennyiseacutegi jellemzıjuumlk vagyis az utasiacutetaacutesok sorba főzeacuteseacutevel alakul ki a program
Hogy a vezeacuterlı a program hataacutesaacutera veacutegrehajthassa az elıiacutert megmunkaacutelaacutest a szerszaacutemgeacuteppel a beadott szaacutemokat valamint a program aacuteltal koumlzoumllt informaacutecioacutekat
bull eacutertelmeznie kell bull taacuterolnia kell bull aritmetikailag eacutes logikailag fel kell dolgoznia
E feladatok megoldaacutesaacutera a vezeacuterlıket az 11 aacutebraacuten laacutethatoacute szerkezeti feleacutepiacuteteacutesnek
(struktuacuteraacutenak) megfelelıen tervezik Az adathordozoacutera a technoloacutegusnak olyan formaacuteban (szaacutemokban) kell roumlgziacutetenie a
programjaacutet hogy az informaacutecioacuteaacutetvitel megbiacutezhatoacute legyen A program eacutertelmezeacutese azt jelenti hogy a programvezeacuterleacutes a szaacutemokboacutel (illetve ezek koacutedjaiboacutel) meg tudja hataacuterozni a hozzaacuterendelt mőveletet (vagyis hogy mit kell veacutegrehajtani)
Az azonosiacutetott informaacutecioacutet meg kell ırizni (taacuterolni kell) legalaacutebb addig amiacuteg a veacutegrehajtaacutesa befejezıdik Ezt is aacuteltalaacuteban a programvezeacuterlı veacutegzi
CNC-programozaacutes alapjai
4
11 aacutebra A vezeacuterlı elvi feleacutepiacuteteacutese (struktuacuteraacuteja)
Mivel a programvezeacuterlı az adatokon logikai eacutes aritmetikai mőveleteket veacutegez ezeket aacutet
kell alakiacutetani az erre legkedvezıbb informaacutecioacuteaacutebraacutezolaacutesi formaacutera Az informaacutecioacutefeldolgozaacutes maacutesik feladata a felismert mőveletelemek veacutegrehajtaacutesa Ezt az
illesztıvezeacuterlı veacutegzi azaacuteltal hogy ismeri a szerszaacutemgeacutep veacutegrehajtoacute-mőkoumldtetı elemeinek iraacutenyiacutetaacutesi lehetıseacutegeacutet meg tudja hataacuterozni hogyan kell a mőveletelemeknek megfelelı uacutet- eacutes kapcsolaacutesi feladatokat megoldani
Az eddig bemutatott szerkezeti feleacutepiacuteteacutes a hagyomaacutenyos NC- vezeacuterlı amelyet egyes irodalmakban KNC neacuteven ismertetnek (Konvencionaacutelis NC) A KNC- vezeacuterlık logikai egyseacutegei az uacuten kombinaacutecioacutes logikai haacuteloacutezatokboacutel eacutepuumlltek fel A vezeacuterlı aacuteltal megoldhatoacute logikai feladatokban bekoumlvetkezı vaacuteltozaacutesok eseteacuten az ilyen rendszert teljesen aacutet kell tervezni eacutes aacutet kell eacutepiacuteteni Ez azt jelenti hogy minden alap geacuteptiacutepushoz maacutes eacutes maacutes logikai haacuteloacutezatuacute vezeacuterlıt kell gyaacutertani ami koumlltseacuteges A fejlıdeacutes ezen a teruumlleten azt eredmeacutenyezte hogy a kombinaacutecioacutes logikai egyseacutegeket - a szaacutemiacutetoacutegeacutepes technika fejlıdeacutese eredmeacutenyekeacutent - lecsereacutelteacutek programozhatoacute logikaacutera
Az olyan vezeacuterlıket amelyekben a logikai eacutes aritmetikai mőveleteket szaacutemiacutetoacutegeacutep veacutegzi CNC tiacutepusuacute vezeacuterlıknek nevezzuumlk (Computer Numerical Control = szaacutemiacutetoacutegeacutepes szaacutemvezeacuterlı)
CNC-programozaacutes alapjai
5
A CNC elsısorban a programvezeacuterlıben kapott helyet de ma maacuter az illesztı vezeacuterlık is CNC jellegőek Illesztı vezeacuterlıkben maacutes egyszerőbb megoldaacutesokat is talaacutelunk a kombinaacutecioacutes logika kivaacuteltaacutesaacutera Ilyenek pl a PLC- s (Programmable Logic Controller = programozhatoacute logikai vezeacuterlı) alapuacute illeszteacutesek Az adatok bevihetık kezelıpultroacutel illetve valamilyen informaacutecioacutehordozoacuteroacutel (ez ma toumlbbnyire maacutegnesszalag) de lehetıseacuteg van a szaacutemiacutetoacutegeacutepes haacuteloacutezatra csatlakozaacutesra is
A programvezeacuterlı egyseacuteg CNC jellegő tehaacutet tartalmaz legalaacutebb egy programozhatoacute folyamatiraacutenyiacutetoacute szaacutemiacutetoacutegeacutepet amelynek a feladatokat leiacuteroacute programjait a rendszerprogramtaacuterba teszik Ez a taacuter uacuten ROM (Read Only Memory = csak olvashatoacute memoacuteria) tiacutepusuacute eacutes a rendszer mőkoumldeacuteseacutehez szuumlkseacuteges programok mindegyike itt talaacutelhatoacute A maacutesik leacutenyeges taacuter az alkatreacuteszprogramtaacuter amelybe a megoldandoacute feladatot taacuteroljaacutek Az alkatreacuteszprogram-taacuter uacuten RAM (Random Acces Memory = iacuterhatoacute-olvashatoacute memoacuteria) tiacutepusuacute Ez a taacuter helyettesiacuteti a KNC- vezeacuterlıkneacutel megszokott informaacutecioacutehordozoacutet amely egyben az alkatreacuteszprogram taacuteroloacuteja volt A KNC- vezeacuterlı gyaacutertaacutesa az 1970-es eacutevekben megszőnt helyette a CNC- vezeacuterlık jelentek meg ez pedig az NC- technika hatalmas fejlıdeacuteseacutet eredmeacutenyezte
11 Ellenırzı keacuterdeacutesek
Mi a szaacutemvezeacuterleacutes elve Milyen fıbb egyseacutegekbıl aacutell a szaacutemvezeacuterleacutes Mit nevezuumlnk KNC-nek Milyen a CNC feleacutepiacuteteacutese
CNC-programozaacutes alapjai
6
2 A geometriai informaacutecioacutek meghataacuterozaacutesa
Az NC- geacutepek programozaacutesa teveacutekenyseacutegek laacutencolata amelynek eredmeacutenye az informaacutecioacutehordozoacute elkeacutesziacuteteacutese ezt nevezzuumlk kuumllsı adatfeldolgozaacutesnak Az informaacutecioacutehordozoacuten leacutevı adatok leolvasaacutesa feldolgozaacutesa aacutetalakiacutetaacutesa az aacutetalakiacutetott adatok uacutet- eacutes kapcsolaacutesi parancsok formaacutejuacute kiadaacutesa a szerszaacutemgeacutepre eacutes a parancsok veacutegrehajtaacutesaacutenak ellenırzeacutese a belsı adatfeldolgozaacutes A programozaacuteshoz tehaacutet egyreacuteszt meg kell hataacuterozni a mozgaacutesokat ezek a geometriai informaacutecioacutek maacutesreacuteszt a mozgaacutesokhoz tartozoacute sebesseacutegeket a technoloacutegiai adatokat
21 Meacuteretmegadaacutesi moacutedok
Szaacutemvezeacuterleacuteső szerszaacutemgeacutepen a szerszaacutemot olyan uacutetvonal menteacuten kell mozgatni amelynek a veacutegeredmeacutenye a kiacutevaacutent geometriaacutejuacute munkadarab Az uacutetvonalra vonatkozoacute informaacutecioacutekat az alkatreacuteszrajz tartalmazza A geacuteprajzban a meacutereteket a tervezı toumlbbfeacutelekeacuteppen is megadhatja Baacutezistoacutel valoacute meacuteretezeacutes ha egy ponttoacutel adjuk meg a meacutereteket (21 a aacutebra) laacutencmeacuteretezeacutes ha a meacuteretek egymaacutestoacutel vannak megadva (21 b aacutebra) gyakran elıfordul azonban a vegyes meacuteretezeacutesi moacuted is (21 c aacutebra) A 21 aacutebraacuten esztergaacutelt leacutepcsıs tengely laacutethatoacute (Meg kell jegyezni hogy a 21 b aacutebra megoldaacutesaacutet a gyakorlatban nem hasznaacuteljaacutek mert az aacutetmeacuterıkuumlloumlnbseacutegeket sokkal koumlruumllmeacutenyesebb megmeacuterni mint magaacutet az aacutetmeacuterıt)
a)
b)
c)
21 aacutebra Meacuteretmegadasi moacutedok a) abszoluacutet meacuteretmegadaacutes meacuteretezeacutes baacutezistoacutel b)
noumlvekmeacutenyes meacuteretmegadaacutes laacutencmeacuteretezeacutessel c) vegyes meacuteretmegadaacutes
A baacutezistoacutel valoacute meacuteretezeacutest az NC- technikaacuteban abszoluacutet meacuteretmegadaacutesnak a
laacutencmeacuteretezeacutest noumlvekmeacutenyes meacuteretmegadaacutesnak nevezzuumlk A keacutet meacuteretmegadaacutesi moacutedot a 22 aacutebra hasonliacutetja oumlssze
CNC-programozaacutes alapjai
7
Abszoluacutet Noumlvekmeacuteny
X y ∆x ∆y 1 300 240 300 240
2 650 180 350 -60
3 500 340 -150 160
W 0 0 -500 -340
22 aacutebra Abszoluacutet eacutes noumlvekmeacutenyes meacuteretmegadaacutes pontvezeacuterleacutesneacutel A peacutelda egy pontvezeacuterleacuteses feladat (fuacuteraacutes) megoldaacutesaacutet szemleacutelteti A szerszaacutemot a
munkadarab koordinaacuteta-rendszereacutenek W kezdıpontjaacuteboacutel kell az egyes furatok 1 2 3 koumlzeacuteppontjaira poziacutecionaacutelni A taacuteblaacutezat noumlvekmeacutenyes meacuteretmegadaacutesaacutenak oszlopaacuteban az elmozdulaacutesnoumlvekmeacutenyek vannak feltuumlntetve Az elmozdulaacutes eacuterteacuteke akkor pozitiacutev ha a mozgaacutes iraacutenya a munkadarab koordinaacutetarendszereacutenek pozitiacutev tengelye iraacutenyaacuteban toumlrteacutenik eacutes negatiacutev ha a mozgaacutes iraacutenya a koordinaacutetatengely negatiacutev iraacutenyaacuteba esik A harmadik furat megmunkaacutelaacutesa utaacuten noumlvekmeacutenyes rendszerben a szerszaacutemot vissza kell aacutelliacutetani a W kezdıpontba ennek elmulasztaacutesa eseteacuten a koumlvetkezı munkadarab selejt lenne
22 Az NC-geacutepek koordinaacuteta rendszerei
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepek szerszaacutemainak pontosan roumlgziacutetett relatiacutev mozgaacutespaacutelyaacutet kell leiacuterniuk a munkadarab megmunkaacutelaacutesa soraacuten A mozgaacutesfolyamatokat a programban pontosan roumlgziacuteteni kell Ennek megvaloacutesiacutetaacutesaacutehoz a szerszaacutemgeacutep munkatereacuteben leacutevı oumlsszes pontot egyeacutertelmően kell azonosiacutetani Az egyeacutertelmő megfelelteteacuteshez koordinaacuteta-rendszereket hasznaacutelunk
Az NC- szerszaacutemgeacutepek fı mozgaacutesi iraacutenyait a jobbkeacutez-szabaacutely szerint elhelyezett dereacutekszoumlgő koordinaacuteta-rendszer hataacuterozza meg (23 aacutebra) amely mindig a munkadarabra vonatkozik
23 aacutebra NC-szerszaacutemgeacutepek koordinaacutetatengelyei
Programozaacuteskor a munkadarabot aacutelloacute helyzetőnek kell felteacutetelezni a mozgaacutesokat a
szerszaacutem veacutegzi Az X Y Z koordinaacutetatengelyek koumlruumlli forgataacutesi tengelyeket a 23 aacutebra szerinti A B C-
vel jeloumllik A pozitiacutev forgaacutesiraacuteny megegyezik az oacuteramutatoacute jaacuteraacutesaacuteval ha a forgaacutest a pozitiacutev tengely iraacutenyaacuteba neacutezzuumlk
CNC-programozaacutes alapjai
8
Az uacutetinformaacutecioacutek meghataacuterozaacutesakor a programozoacute technoloacutegus koordinaacuteta-rendszert rendel a munkadarabhoz Ez az a munkadarab-koordinaacutetarendszer (vagy programozaacutesi koordinaacuteta-rendszer) amelynek kezdıpontja W a munkadarab- (programozaacutesi) nullapont (noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten a felvett koordinaacuteta-rendszer csak az elmozdulaacutesi iraacutenyok elıjeleacutenek eacutes a megmunkaacutelaacutes kezdıpontjaacutenak meghataacuterozaacutesaacutehoz szuumlkseacuteges) A szerszaacutemgeacutep viszont a sajaacutet koordinaacuteta-rendszereacuteben dolgozik amelyet geacutepi koordinaacuteta-rendszernek nevezuumlnk M kezdıpontjaacutet pedig geacutepi nullapontnak A szerszaacutemhoz is rendelhetı koordinaacuteta-rendszer kuumlloumlnoumlsen elızetes szerszaacutembeaacutelliacutetaacutes eseteacuten A munkadarab alakjaacutenak elıiacuteraacutesaacutehoz tehaacutet a koumlvetkezı haacuterom koordinaacuteta-rendszer egymaacuteshoz valoacute viszonyaacutet kell megfelelı moacutedon meghataacuterozni
bull a munkadarab koordinaacuteta-rendszere amelyet a programozoacute vesz fel bull a szerszaacutemgeacutep koordinaacuteta-rendszere bull a szerszaacutem koordinaacuteta-rendszere amelyet a szerszaacutem beaacutelliacutetaacutesaacutehoz kell figyelembe
venni Vizsgaacuteljuk a haacuterom koordinaacuteta-rendszert esztergaacuten A 24 aacutebraacuten laacutethatoacute munkadarabnaacutel
Xw Zw a munkadarab-koordinaacutetarendszere W nullaponttal Az A felfogaacutesi nullapont a munkadarab felfogaacutesakor az uumltkoumlzeacutesi siacutekba keruumll A szerszaacutemhoz az XT ZT koordinaacuteta-rendszert rendeltuumlk amelyben N beaacutelliacutetoacute nullapont A beaacutelliacutetoacute nullaponthoz keacutepest vaacuteltoztathatoacute a szerszaacutemcsuacutecs (ill a P szerszaacutemeacutelpont) L hosszuacutesaacuteguacute eacutes K keresztiraacutenyuacute kinyuacutelaacutesa A hossz- eacutes keresztiraacutenyuacute aacutelliacutethatoacutesaacutegot a szerszaacutem konstrukcioacuteja teszi lehetıveacute A szerszaacutemgeacutep XM ZM koordinaacutetarendszereacutenek nullapontja M
24 aacutebra A munkadarab a szerszaacutemgeacutep eacutes a szerszaacutem koordinaacuteta-rendszere
A poziacutecionaacutelaacutesi folyamatokat az NC- vezeacuterleacutes a geacutepi koordinaacuteta-rendszerben nyitja A
teacutenyleges szaacutenhelyzetet nyilvaacutentartoacute regiszterek a szaacutenrendszer kituumlntetett pontjaacutenak az F
vonatkoztataacutesi pontnak a koordinaacutetaacuteit (az MF taacutevolsaacuteg oumlsszetevıit) tartalmazzaacutek A technoloacutegus a megmunkaacutelaacutesi programban a P programozott pont koordinaacutetaacuteit (vagy elıjeles elmozdulaacutesnoumlvekmeacutenyeit) iacuterja elı altaacutenossaacutegban az F pont koordinaacutetaacutei az M kezdıpontuacute rendszerben haacuterom reacuteszbıl aacutellnak (25 aacutebra)
PFWPMWMF ++=
ahol az MW taacutevolsaacuteg X Y Z iraacutenyuacute dereacutekszoumlgő oumlsszetevıi az uacuten nullapont-eltolaacutesi
eacuterteacutekek a WPtaacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıit a vezeacuterlıszalag tartalmazza (ezek a program
geometriai adatai) a PF taacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıi a szerszaacutemkorrekcioacutes eacuterteacutekek amelyeket a vezeacuterlıpulton kell beaacutelliacutetani NC- neacutel a korrekcioacutes taacuterba beiacuterni)
A hibaacutetlan gyaacutertaacuteshoz biztosiacutetani kell a munkadarab eacutes a geacutepi koordinaacutetarendszer azonossaacutegaacutet ennek felteacutetele a koordinaacutetairaacutenyoknak eacutes a nullpontoknak az azonossaacutega
CNC-programozaacutes alapjai
9
25 aacutebra A koordinaacuteta-rendszerek
eacutes jellegzetes pontok (M W P F) eacutertelmezeacutese
26 aacutebra A munkadarab koordinaacuteta-rendszere
A programozaacutes egyik alapelve 1 mozgoacute szerszaacutem-nyugvoacute munkadarab amelynek
segiacutetseacutegeacutevel keacutet egyszerő iraacutenymeghataacuterozaacutesi szabaacutelyt alkothatunk bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a szerszaacutem veacutegzi a mozgaacutest a geacutepi eacutes a
munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya megegyezik bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a munkadarab veacutegzi a mozgaacutest a geacutepi
eacutes a munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya ellenteacutetes A geacutepi koordinaacuteta-rendszer iraacutenyait a geacutep tervezeacutesekor illetve a vezeacuterlırendszer illeszteacutese
soraacuten valoacutesiacutetjaacutek meg iacutegy tehaacutet adott Milyen elhelyezkedeacuteső koordinaacuteta-rendszerrel ceacutelszerő a geacutepet tervezni a vezeacuterleacutest
illeszteni Tekintsuumlk a szerszaacutemgeacutep munkatereacutet egyetlen teacuter-nyolcadnak A bal eacutes jobb sodraacutesuacute rendszer egyuumlttesen 8x3x2 = 48 lehetıseacuteget ad Baacuter a geacutep eacutes a vezeacuterleacutes szempontjaacuteboacutel szinte koumlzoumlmboumls hogy melyiket vaacutelasztjuk programozaacuteskor sok neheacutezseacuteget okozna a geacutepenkeacutent maacutes eacutes maacutes moacutedon elhelyezett koordinaacuteta-rendszer
Az 1968-ban aacutetdolgozott VDI- javaslat eacutes az ISOR 841 tovaacutebbaacute az MSZ 7789 a 26 aacutebra szerinti jobb sodraacutesuacute XYZ rendszert rendel a munkadarabhoz A maacutesodlagos mozgaacutesokat rendre U V eacutes W a harmadlagos mozgaacutesokat P Q eacutes R jeloumlli
27 aacutebra Eszterga koordinaacuteta-rendszere
Maacutesik fontos alapelv 2 a Z tengely iraacutenya mindig a szerszaacutem fı mozgaacutesi (taacutemadaacutesi)
iraacutenyaacuteba mutat Az 1 eacutes 2 alapelv ismereteacuteben baacutermely szerszaacutemgeacutep koordinaacutetatengely-iraacutenyait meg lehet hataacuterozni
CNC-programozaacutes alapjai
10
Eszterga koordinaacutetatengelyei laacutethatoacutek a 27 aacutebraacuten ahol a munkadarab koordinaacuteta-rendszereacutet XZ-vel a szerszaacutemgeacutep koordinaacuteta-rendszereacutet pedig XZ-vel jeloumlltuumlk
a)
28 aacutebra Fuacuteroacutegeacutep koordinaacuteta-rendszere
Hasonloacute moacutedon szemleacutelteti a 28 aacutebra a fuacuteroacutegeacutep koordinaacuteta-rendszereacutet A 28 a aacutebraacuten a
geacutep eacutes a koordinaacuteta-rendszerek laacutethatoacuteak miacuteg a 28 b aacutebraacuten a munkadarab a sajaacutet koordinaacuteta-rendszereacuteben laacutethatoacute Ez a fuacuteroacutegeacutep fuumlggıleges orsoacutejuacute siacutekmaroacutegeacutepnek is tekinthetı ezeacutert a maroacutegeacutep koordinaacuteta-rendszereacutet is tanulmaacutenyozhatjuk az aacutebraacuten
A szerszaacutemmaroacutegeacutepek kisseacute elteacuternek a maroacutegeacutepektıl mert a gerendaacuten leacutevı fıorsoacute lehet viacutezszintes vagy fuumlggıleges tovaacutebbaacute a gerenda az egyik mozgaacutest is elveacutegzi (Z tengely) Ez a 29 aacutebraacuten laacutethatoacute amely a viacutezszintes konzolos NC- maroacutegeacutep koordinaacutetairaacutenyait is tartalmazza a kuumlloumlnbseacuteg annyi hogy a +Z iraacutenyba megfordul
Fuumlggıleges portaacutelfuacuteroacutegeacutep illetve portaacutelsiacutekmaroacutegeacutep koordinaacutetatengely-iraacutenyait szemleacutelteti a 210 aacutebra
Megmunkaacuteloacutekoumlzpontok koordinaacuteta-rendszerei eseteacuten a keacutet fontos alapelv eacuterveacutenyben marad de megjelenik a toumlbboldalas megmunkaacutelaacutesi lehetıseacuteg Ilyenkor a G17 G18 G19 megmunkaacutelaacutesi siacutekokat eacutes a fıorsoacute tengelyiraacutenyait is vaacuteltani lehet ami a koordinaacuteta iraacutenyok megvaacuteltoztataacutesaacutet jelenti
Ugyancsak beleacutepnek a maacutesodlagos esetleg harmadlagos mozgaacutesok tehaacutet a haacuteromtengelyes megmunkaacutelaacutes mellett a neacutegy- eacutes oumlttengelyes megmunkaacutelaacutes is elıfordulhat A 211 aacutebra egyszerő megmunkaacuteloacutekoumlzpont koordinaacutetatengelyeit szemleacutelteti Mivel a geacutep uacuten mozgoacutetornyos a Z eacutes Y tengely iraacutenyaacuteban a geacutepi eacutes a munkadarab-koordinaacutetairaacutenyok megegyeznek
29 aacutebra
Szerszaacutemmaroacutegeacutep koordinaacutetatengelyei
210 aacutebra Keacutetoszlopos fuumlggıleges fuacuteroacutegeacutep eacutes maroacutegeacutep mozgaacutesiraacutenyai
CNC-programozaacutes alapjai
11
211 aacutebra Megmunkaacuteloacutekoumlzpont mozgaacutesiraacutenyai
23 NC-geacutepek jellegzetes pontjai
A megismert haacuterom koordinaacuteta-rendszer kezdıpontjaacutenak (nullapontjaacutenak) viszonya a geacutep pontos mőkoumldeacuteseacutenek felteacutetele Ez a haacuterom pont a koumlvetkezı
A geacutepi nullapont az iraacutenyiacutetoacuterendszer meacutereacutestartomaacutenyaacuten beluumll elektronikusan beaacutelliacutethatoacute pont amely a mőkoumldı rendszer meacutereacutesi baacutezisa (a geacutep koordinaacutetarendszereacutenek a kezdıpontja) Jellege szerint a vezeacuterleacutes lehet
bull lebegı nullapontos vezeacuterleacutes amikor a geacutepi nullapont a szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten kiacutevuumll esı elmeacuteleti pont a geacutepi koordinaacuteta-rendszer origoacuteja
bull fix nullapontos vezeacuterleacutes (ez a gyakoribb) amikor a geacutepi nullapont a mozgaacutestartomaacutenyon beluumlli roumlgziacutetett pont eacutes egybeesik a referenciaponttal
A referenciapont az NC- szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten beluumll villamos helyzetkapcsoloacutekon keresztuumll roumlgziacutetett pont ahova a szaacutemokat vezeacuterelve a vezeacuterleacutes meacuterırendszere felveszi a geacutepi nullaponthoz viszonyiacutetott koordinaacutetaeacuterteacutekeket
Az NC- szerszaacutemgeacutepek vezeacuterlırendszereacutenek bekapcsolaacutesakor a vezeacuterleacutes eacuterteacutektaacuteroloacutei uumlresek nullaacutet vagy valamilyen aacutellandoacute szaacutemeacuterteacuteket tartalmaznak A szaacutenok baacutermilyen helyzeteacuteben kapcsoljaacutek be a vezeacuterlırendszert az eacuterteacutektaacuteroloacuteban illetve a kijelzıben mindig ugyanazok az eacuterteacutekek jelennek meg Az NC- szerszaacutemgeacutep ebben az aacutellapotban nem alkalmas az uumlzemszerő mőkoumldeacutesre Bekapcsolaacutes utaacuten elıszoumlr a referenciapontra kell vezeacuterelni a szaacutenokat hogy a meacuterırendszer felvehesse a geacutepi nullapontokhoz viszonyiacutetott koordinaacutetaeacuterteacutekeket eacutes azokat az uacuteteacuterteacutektaacuteroloacuteba beiacuterhassa A referenciapontroacutel valoacute taacutevozaacutes utaacuten a meacuterırendszer eacutes a szabaacutelyozoacutekoumlroumln keresztuumll a szerszaacutem beaacutelliacutetott eacutelpontja a geacutepi koordinaacuteta-rendszerben megadott koordinaacutetaeacuterteacutekekre aacutell A referenciapontra aacutellaacutes kuumlloumln uumlzemmoacuted minden NC- szerszaacutemgeacutepen megtalaacutelhatoacute
A fix nullapontos eacutes a lebegı nullapontos vezeacuterleacutes geacutepi nullapontjaacutet a 212 aacutebra szemleacutelteti A lebegı nullapontos vezeacuterleacuteskor az X taacuteroloacuteba az x referenciaeacuterteacutek miacuteg a Z
CNC-programozaacutes alapjai
12
taacuteroloacuteba a z referenciaeacuterteacutek iacuteroacutedik Ez a folyamat zajlik le fix nullapontos vezeacuterleacuteskor is de itt a taacuteroloacutek nullaacutezoacutednak mivel a z referencia = x referencia = 0
Mozgaacutestartomaacuteny Mozgaacutestartomaacuteny
212 aacutebra Vezeacuterleacutes eacutes referenciapont a) lebegı nullapontos vezeacuterleacutes b) fix nullapontos vezeacuterleacutes
a) b)
213 aacutebra Meacuteretmegadaacutes a) lebegı nullapontos b) fix nullapontos vezeacuterleacutes eseteacuten
A geacutepi nullapont felveacutetele utaacuten a taacuterolt ill a kijelezhetı koordinaacutetaeacuterteacutekeket kuumlloumlnboumlzı
megmunkaacutelaacutesi helyzetekben a 213 aacutebra szemleacutelteti Az iraacutenyiacutetaacutestechnikailag szuumlkseacuteges geacutepi nullapont programozaacutesa nagyon koumlruumllmeacutenyes
Megmunkaacuteloacutekoumlzpontokon ha a geacutep szerszaacutemcsereacutelıvel eacutes asztalcsereacutelıvel van felszerelve akkor nem egy geacutepi nullapont van hanem toumlbb
Maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes harmadlagos nullapont az asztalcsereacuteleacutes nullapontja
Elsıdleges geacutepi nullapontboacutel - szinteacuten a megmunkaacuteloacutekoumlzpontokra jellemzı - toumlbbet lehet meghataacuterozni Ez a toumlbboldalas illetve toumlbb nullapontos munkadarabok megmunkaacutelaacutesa eseteacuten fontos
A munkadarab-nullapont a programozaacutes soraacuten alkalmazott pont amely a munkadarab koordinaacuteta-rendszereacutenek kezdıpontja A munkadarab koordinaacutetarendszereacutet a programozoacute hataacuterozza meg (iraacutenyai a jobbkeacutez-szabaacutely szerintiek) uacutegy hogy a munkadarab termeacuteszetes (rajz szerinti) meacuteretei legyenek a koordinaacutetaeacuterteacutekek Az ilyen nullapont-elhelyezeacutes nagymeacuterteacutekben koumlnnyiacuteti a programozoacute munkaacutejaacutet Ellenkezı esetben a meacutereteket aacutet kell szaacutemiacutetani eacutes ez hibalehetıseacuteget jelent
Mozgaacutestartomaacuteny
CNC-programozaacutes alapjai
13
24 Nullponteltolaacutes nullpont felveacutetel
A munkadarab-nullapont eacutes geacutepi nullapont koumlzoumltti kapcsolat a 214 aacutebraacuten laacutethatoacute A geacutepi eacutes a munkadarab-koordinaacutetarendszer koumlzoumltti elteacutereacutes ∆x eacutes ∆z koordinaacutetaacutenkeacutent
aacutellandoacute eacuterteacutek A vezeacuterleacutes geacuteprendszere a geacutepi koordinaacuteta-rendszerben dolgozik a program geometriai adatait a munkadarab-koordinaacutetarendszerben hataacuteroztaacutek meg ezeacutert a ∆x eacutes a ∆z eacuterteacutekek az uacuten nullapont-eltolaacutesi eacuterteacutekek Ezeket az eacuterteacutekeket a vezeacuterleacutes hozzaacuteadja a programozott - a munkadarab-koordinaacutetarendszereacuteben meghataacuterozott - koordinaacutetaeacuterteacutekekhez (x1 x2 z1 z2)
A nullapont-eltolaacutesi eacuterteacutekek a nullaponttaacuteroloacutekba (regiszterek) lesznek beiacuterva Reacutegi KNC- vezeacuterleacutes eseteacuten ezt a mőveletet keacutezi adatbevitellel dekaacutedkapcsoloacutekkal lehetett elveacutegezni (ez volt az aritmetikai nullapontmegadaacutes) A mai CNC- vezeacuterleacutesekneacutel ciacutemezhetı regiszterek tartalmazzaacutek a nullapont eacuterteacutekeit A regiszterek tartalmaacutet a programboacutel iacuterhatjuk aacutet A nullapont-eltolaacutesi programmondat beolvasaacutesa nem eredmeacutenyezi a szaacuten mozgaacutesaacutet hanem csak a regisztertartalom aacutetiacuteraacutesaacutet amelynek megfelelıen a szaacuten az elsı mozgaacutesi utasiacutetaacutest tartalmazoacute mondat veacutegrehajtaacutesa soraacuten mozog (ezt nevezzuumlk transzformaacutecioacutes nullaponteltolaacutesnak)
214 aacutebra Nullaponteltolaacutes
215 aacutebra Nullaponteltolaacutes ismeacutetlıdı alakzatok eseteacuten
A nullaponteltolaacutes segiacutetseacutegeacutevel a programozaacutesi munka egyszerősiacutethetı
bull ismeacutetlıdı alakzatok programozaacutesa bull simiacutetaacutesi raacutehagyaacutesok leacutetrehozaacutesa bull toumlbb azonos munkadarab (keacuteszuumlleacutek) egy asztalra roumlgziacuteteacutese eseteacuten
Ha egy alkatreacuteszen azonos geometriai alakzatok talaacutelhatoacutek akkor a megmunkaacutelaacuteshoz nem kell uacutejra eacutes uacutejra elkeacutesziacuteteni a megmunkaacuteloacute programot hanem elegendı az alakzatok koumlzoumltti taacutevolsaacutegot meghataacuterozni ezeket elıjelhelyesen nullaponteltolaacuteskeacutent eacutertelmezni A
CNC-programozaacutes alapjai
14
nullaponteltolaacutes utaacuten a 215 aacutebra szerint a Wrsquo munkadarab-nullapontboacutel megiacutert programot a W2 nullaponttoacutel meg kell ismeacutetelni iacutegy a programozaacutes leacutenyegesen egyszerősiacutethetı
A nullapont-beaacutelliacutetaacutes sikeresen alkalmazhatoacute simiacutetaacutesi raacutehagyaacuteshoz A 216 aacutebraacuten a nagyolaacuteskor a simiacutetaacutesi raacutehagyaacutesnak megfelelı ∆x eacutes ∆z nullaponteltolaacutessal esztergaacutelhatoacute a munkadarab majd a nullapontot az eredeti helyre visszatolva a simiacutetaacutes elveacutegezhetı
216 aacutebra Keacutet befogoacutekeacuteszuumlleacutekes
maroacutegeacutepasztal 217 aacutebra Nullaponteltolaacutes simiacutetaacutesi
raacutehagyaacuteshoz
Wn a nagyolaacutes nullapontja Ws a simiacutetaacutes nullapontja
Ha toumlbb kisebb meacuterető eacutes roumlvid megmunkaacutelaacutesi idejő munkadarabot kell keacutesziacuteteni akkor
ugyanazzal a programmal munkaacutelhatoacutek meg uacutegy hogy mindegyikhez sajaacutet nullapontot rendeluumlnk hozzaacute (217 aacutebra)
Nullapontfelveacutetel Az NC- geacutep bekapcsolaacutesakor a regiszterek tartalma eacutes a szaacutenok teacutenyleges helyzete koumlzoumltt nincs azonnali eacutes koumlzvetlen kapcsolat ezeacutert a regiszterek tartalmaacutet eacutes a teacutenyleges szaacutenhelyzetet egyeztetni kell Ezt a teveacutekenyseacuteget nevezzuumlk nullapontfelveacutetelnek (geacutepi nullapont) A szerszaacutemgeacutep szaacutenjait automatikusan vagy keacutezi vezeacuterleacutessel ceacutelszerően vaacutelasztott vagy a geacutep szerkezeti kialakiacutetaacutesa aacuteltal megadott helyzetbe visszuumlk majd ebben a helyzetben a regiszterekbe automatikusan vagy keacutezi adatbevitellel alkalmasan vaacutelasztott eacuterteacutekeket iacuterunk be
Esztergaacuten fix nullapontos vezeacuterleacutes eseteacuten a nullapontfelveacutetel a koordinaacutetairaacutenyonkeacutenti referenciapontra aacutellaacutest jelenti Lebegı nullapont eseteacuten a szaacuten baacutermely poziacutecioacutejaacuteban felvehetjuumlk a geacutepi nullapontot csak az adott helyen nullaacutezni kell az elmozdulaacutesregisztereket koordinaacutetairaacutenyonkeacutent
Maroacutegeacutepekhez a moacutedszer azonos az esztergaacutenaacutel ismertetett folyamattal csak a koordinaacutetairaacutenyok szaacutema lehet toumlbb
Megmunkaacuteloacutekoumlzpontokon ahol szerszaacutemcsereacutelı eacutes esetleg asztalcsereacutelı is van toumlbb geacutepi nullapont is lehet Az elsıdleges nullapont (amit eddig megismertuumlnk) mellett megjelenik a maacutesodlagos eacutes a harmadlagos nullapont is
A maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes poziacutecioacuteja a harmadlagos nullapont az asztalcsereacuteleacutesi poziacutecioacute Mindezek a helyek roumlgziacutetett eacuterteacutekek melyekre az uumlzemeleacutes koumlzben szuumlkseacuteg van
A munkadarab nullapontjaacutenak a beaacutelliacutetaacutesa az a nullaponteltolaacutes amelynek az elmeacuteleteacutet maacuter ismerjuumlk A geacutepi nullapont a munkadarab nullapontjaacuteba csak akkor helyezhetı aacutet ha a munkadarab nullapontjaacutenak a helyeacutet a geacutep munkatereacuteben megkeressuumlk
Ez keacutet moacutedon lehetseacuteges bull a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutenak megeacuterinteacuteseacutevel (koumlzvetlen vagy koumlzvetett
moacutedon) bull a befogott munkadarab megeacuterinteacuteseacutevel
CNC-programozaacutes alapjai
15
Az eszterga befogoacutekeacuteszuumlleacuteke toumlbbnyire esztergatokmaacuteny iacutegy valamelyik uumltkoumlzeacutesi baacutezisaacutet lehet nullapontkeacutent felhasznaacutelni (218 aacutebra)
218 aacutebra Nullapont az uumltkoumlzeacutesi feluumlleten
1 fıorsoacute 2 fıorsoacuteperem 3 koumlzpontosiacutetoacute kuacutep
4 tokmaacuteny 5 uumltkoumlzeacutesi baacutezis M a geacutep koordinaacuteta-rendszereacutenek nullapontja XM ZM a geacutep koordinaacuteta-rendszereacutenek tengelye (ebben dolgozik a geacutep) W a munkadarab koordinaacutetarendszereacutenek nullapontja XW ZW a munkadarab koordinaacuteta-rendszereacutenek tengelye
Az uumltkoumlzeacutesi baacutezist a szerszaacutemtartoacuteba befogott eacutes ismert meacuterető szerszaacutemmal keacutezi uumlzemmoacutedban eacuterintjuumlk (aacuteltalaacuteban inkrementaacutelisan 1 mm-es 01 mm-es vagy 001 mm-es leacutepeacutesekben) eacutes amikor befejezıdik a meacuteretkijelzın szereplı eacuterteacutek lesz a nullaponteltolaacutes eacuterteacuteke Az aacutebraacuten ez ∆z (amit a vezeacuterleacutesbe kell beiacuterni) A maacutesik iraacutenyban a forgaacutestengelyt kell megkeresni pl ismert meacuterető munkadarab befogaacutesaacuteval eacutes aacutetmeacuterıjeacutenek megeacuterinteacuteseacutevel
Ha a nullapont a munkadarab homlokfeluumlleteacuten van (219 aacutebra) akkor a munkadarab hosszmeacutereteacutet megtestesiacutetı meacuterıhasaacutebot kell az uumltkoumlzeacutesi baacutezishoz taacutemasztani eacutes azt kell az elıbb leiacutert moacutedon megeacuterintve a munkadarab nullapontjaacutenak roumlgziacuteteni
Maroacutegeacutepen a geacutep asztalaacutera felfogott munkadarab vagy a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutet kell megkeresnie a geacutepkezelınek
A legegyszerőbb eacutes leggyorsabb nullapontkeresı eszkoumlz a nullapont-indikaacutetor Az indikaacutetor keacutet reacuteszbıl aacutelloacute tuumlske amely a fıorsoacuteba van befogva (220 aacutebra) A keacutet reacuteszt rugoacute fogja oumlssze A keacutet reacutesz egytengelyőn forog Amikor az indikaacutetor megeacuterinti a munkadarab valamely ismert feluumlleteacutet akkor az alsoacute reacutesz a felsıhoumlz keacutepest hataacuterozottan eltoloacutedik eacutes a koumlszoumlruumllt feluumlleten megfigyelhetı feacutenycsiacutekok megtoumlrnek Az aacutebraacuten az X iraacuteny eacuterinteacutese laacutethatoacute 10 mm-es nullapont-indikaacutetorral a fıorsoacute poziacutecioacuteja az eacuterinteacuteskor tehaacutet xmdash 5
219 aacutebra Nullapont a munkadarab homlokfeluumlleteacuten 220 aacutebra A nullapont indikaacutetor
Az Y iraacutenyt hasonloacutean kell bemeacuterni A harmadik a Z tengely iraacutenyaacuteban is fel kell venni a nullapontot
bull a fıorsoacuteba befogott szerszaacutemmal eacutes a munkadarab feluumlleteacutenek megeacuterinteacuteseacutevel vagy
CNC-programozaacutes alapjai
16
bull a fıorsoacute homloksiacutekjaacutenak felhasznaacutelaacutesaacuteval A fıorsoacuteba befogott szerszaacutemmal megeacuterintjuumlk a munkadarab feluumlleteacutet (221 a aacutebra) majd
a Z tengelyt nullaacutezzuk Ennek a szerszaacutemnak tehaacutet a hosszaacutet nullaacutera vettuumlk A moacutedszer gyors eacutes joacutel hasznaacutelhatoacute ha csak egy szerszaacutemmal dolgozunk
a)
b)
c)
221 aacutebra
a) Nullapontfelveacutetel eacuterinteacutessel
b) toumlbb szerszaacutem eseteacuten fıorsoacuteval
c) meacuterıhasaacuteb alkalmazaacutesaacuteval
Toumlbb szerszaacutem eseteacuten mindegyik szerszaacutemmal meg kell eacuterinteni a munkadarabot de az
elsı szerszaacutem (vezeacuterszerszaacutem) utaacuten a Z tengelyt nullaacutezzuk a toumlbbi szerszaacutem eseteacuten az eacuterinteacutesi poziacutecioacutenak az eacuterteacutekeit (amelyeket a kijelzı mutat) kell a szerszaacutemhossz korrekcioacutes taacuteraacuteba beiacuterni (221 b aacutebra)
A moacutedszer haacutetraacutenya hogy ha a vezeacuterszerszaacutem meacuterete vaacuteltozik az oumlsszes szerszaacutem meacutereteacutet moacutedosiacutetani kell
Szerszaacutem neacutelkuumll a fıorsoacute homlokfeluumlleteacutet (a szerszaacutem uumltkoumlzteteacutesi baacutezisaacutet) hozzuk kapcsolatba a munkadarab feluumlleteacutevel pl 50 mm-es meacuterıhasaacuteb alkalmazaacutesaacuteval (221 c aacutebra)
25 Szerszaacutemkorrekcioacute
A programozott uacutetinformaacutecioacutek a szerszaacutemmeacuterettıl fuumlggetlenek mivel a program iacuteraacutesakor csak a szerszaacutem tiacutepusaacutet hataacuterozzuk meg a meacutereteit nem (vagy csak reacuteszben) ismerjuumlk A vezeacuterleacutesnek azt a szolgaacuteltataacutesaacutet hogy a szerszaacutem teacutenyleges (valoacutesaacutegos) meacutereteit vegye figyelembe szerszaacutemkorrekcioacutenak nevezzuumlk
A szerszaacutemkorrekcioacute lehet bull szerszaacutemmeacuteret-korrekcioacute amely a szerszaacutemnak a programozaacutes szempontjaacuteboacutel jellegzetes
hossz- vagy sugaacuteriraacutenyuacute meacutereteacutevel azonos nagysaacutegrendő bull szerszaacutemkopaacutes-korrekcioacute amely a szerszaacutem kopaacutesaacutet veszi figyelembe eacutes legfeljebb bull 1 mm nagysaacuteguacute
A szerszaacutemmeacuteret-korrekcioacute soraacuten a szerszaacutemok meacutereteit megmunkaacutelaacutes elıtt koumlzoumlljuumlk a vezeacuterleacutessel eacutes iacutegy az uacutetinformaacutecioacutek szaacutemiacutetaacutesaacutehoz nem kell figyelembe venni e meacutereteket vagyis a programban az elkeacutesziacutetendı munkadarab kontuacuterjaacutet iacuterhatjuk le
Fuacuteroacutegeacutepeken eacutes fuacuteroacute-maroacute mőveken a furatok megmunkaacutelaacutesaacutehoz ceacutelszerő szerszaacutemhossz-korrekcioacute elveacutet szemleacutelteti a 222 aacutebra
CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
4
11 aacutebra A vezeacuterlı elvi feleacutepiacuteteacutese (struktuacuteraacuteja)
Mivel a programvezeacuterlı az adatokon logikai eacutes aritmetikai mőveleteket veacutegez ezeket aacutet
kell alakiacutetani az erre legkedvezıbb informaacutecioacuteaacutebraacutezolaacutesi formaacutera Az informaacutecioacutefeldolgozaacutes maacutesik feladata a felismert mőveletelemek veacutegrehajtaacutesa Ezt az
illesztıvezeacuterlı veacutegzi azaacuteltal hogy ismeri a szerszaacutemgeacutep veacutegrehajtoacute-mőkoumldtetı elemeinek iraacutenyiacutetaacutesi lehetıseacutegeacutet meg tudja hataacuterozni hogyan kell a mőveletelemeknek megfelelı uacutet- eacutes kapcsolaacutesi feladatokat megoldani
Az eddig bemutatott szerkezeti feleacutepiacuteteacutes a hagyomaacutenyos NC- vezeacuterlı amelyet egyes irodalmakban KNC neacuteven ismertetnek (Konvencionaacutelis NC) A KNC- vezeacuterlık logikai egyseacutegei az uacuten kombinaacutecioacutes logikai haacuteloacutezatokboacutel eacutepuumlltek fel A vezeacuterlı aacuteltal megoldhatoacute logikai feladatokban bekoumlvetkezı vaacuteltozaacutesok eseteacuten az ilyen rendszert teljesen aacutet kell tervezni eacutes aacutet kell eacutepiacuteteni Ez azt jelenti hogy minden alap geacuteptiacutepushoz maacutes eacutes maacutes logikai haacuteloacutezatuacute vezeacuterlıt kell gyaacutertani ami koumlltseacuteges A fejlıdeacutes ezen a teruumlleten azt eredmeacutenyezte hogy a kombinaacutecioacutes logikai egyseacutegeket - a szaacutemiacutetoacutegeacutepes technika fejlıdeacutese eredmeacutenyekeacutent - lecsereacutelteacutek programozhatoacute logikaacutera
Az olyan vezeacuterlıket amelyekben a logikai eacutes aritmetikai mőveleteket szaacutemiacutetoacutegeacutep veacutegzi CNC tiacutepusuacute vezeacuterlıknek nevezzuumlk (Computer Numerical Control = szaacutemiacutetoacutegeacutepes szaacutemvezeacuterlı)
CNC-programozaacutes alapjai
5
A CNC elsısorban a programvezeacuterlıben kapott helyet de ma maacuter az illesztı vezeacuterlık is CNC jellegőek Illesztı vezeacuterlıkben maacutes egyszerőbb megoldaacutesokat is talaacutelunk a kombinaacutecioacutes logika kivaacuteltaacutesaacutera Ilyenek pl a PLC- s (Programmable Logic Controller = programozhatoacute logikai vezeacuterlı) alapuacute illeszteacutesek Az adatok bevihetık kezelıpultroacutel illetve valamilyen informaacutecioacutehordozoacuteroacutel (ez ma toumlbbnyire maacutegnesszalag) de lehetıseacuteg van a szaacutemiacutetoacutegeacutepes haacuteloacutezatra csatlakozaacutesra is
A programvezeacuterlı egyseacuteg CNC jellegő tehaacutet tartalmaz legalaacutebb egy programozhatoacute folyamatiraacutenyiacutetoacute szaacutemiacutetoacutegeacutepet amelynek a feladatokat leiacuteroacute programjait a rendszerprogramtaacuterba teszik Ez a taacuter uacuten ROM (Read Only Memory = csak olvashatoacute memoacuteria) tiacutepusuacute eacutes a rendszer mőkoumldeacuteseacutehez szuumlkseacuteges programok mindegyike itt talaacutelhatoacute A maacutesik leacutenyeges taacuter az alkatreacuteszprogramtaacuter amelybe a megoldandoacute feladatot taacuteroljaacutek Az alkatreacuteszprogram-taacuter uacuten RAM (Random Acces Memory = iacuterhatoacute-olvashatoacute memoacuteria) tiacutepusuacute Ez a taacuter helyettesiacuteti a KNC- vezeacuterlıkneacutel megszokott informaacutecioacutehordozoacutet amely egyben az alkatreacuteszprogram taacuteroloacuteja volt A KNC- vezeacuterlı gyaacutertaacutesa az 1970-es eacutevekben megszőnt helyette a CNC- vezeacuterlık jelentek meg ez pedig az NC- technika hatalmas fejlıdeacuteseacutet eredmeacutenyezte
11 Ellenırzı keacuterdeacutesek
Mi a szaacutemvezeacuterleacutes elve Milyen fıbb egyseacutegekbıl aacutell a szaacutemvezeacuterleacutes Mit nevezuumlnk KNC-nek Milyen a CNC feleacutepiacuteteacutese
CNC-programozaacutes alapjai
6
2 A geometriai informaacutecioacutek meghataacuterozaacutesa
Az NC- geacutepek programozaacutesa teveacutekenyseacutegek laacutencolata amelynek eredmeacutenye az informaacutecioacutehordozoacute elkeacutesziacuteteacutese ezt nevezzuumlk kuumllsı adatfeldolgozaacutesnak Az informaacutecioacutehordozoacuten leacutevı adatok leolvasaacutesa feldolgozaacutesa aacutetalakiacutetaacutesa az aacutetalakiacutetott adatok uacutet- eacutes kapcsolaacutesi parancsok formaacutejuacute kiadaacutesa a szerszaacutemgeacutepre eacutes a parancsok veacutegrehajtaacutesaacutenak ellenırzeacutese a belsı adatfeldolgozaacutes A programozaacuteshoz tehaacutet egyreacuteszt meg kell hataacuterozni a mozgaacutesokat ezek a geometriai informaacutecioacutek maacutesreacuteszt a mozgaacutesokhoz tartozoacute sebesseacutegeket a technoloacutegiai adatokat
21 Meacuteretmegadaacutesi moacutedok
Szaacutemvezeacuterleacuteső szerszaacutemgeacutepen a szerszaacutemot olyan uacutetvonal menteacuten kell mozgatni amelynek a veacutegeredmeacutenye a kiacutevaacutent geometriaacutejuacute munkadarab Az uacutetvonalra vonatkozoacute informaacutecioacutekat az alkatreacuteszrajz tartalmazza A geacuteprajzban a meacutereteket a tervezı toumlbbfeacutelekeacuteppen is megadhatja Baacutezistoacutel valoacute meacuteretezeacutes ha egy ponttoacutel adjuk meg a meacutereteket (21 a aacutebra) laacutencmeacuteretezeacutes ha a meacuteretek egymaacutestoacutel vannak megadva (21 b aacutebra) gyakran elıfordul azonban a vegyes meacuteretezeacutesi moacuted is (21 c aacutebra) A 21 aacutebraacuten esztergaacutelt leacutepcsıs tengely laacutethatoacute (Meg kell jegyezni hogy a 21 b aacutebra megoldaacutesaacutet a gyakorlatban nem hasznaacuteljaacutek mert az aacutetmeacuterıkuumlloumlnbseacutegeket sokkal koumlruumllmeacutenyesebb megmeacuterni mint magaacutet az aacutetmeacuterıt)
a)
b)
c)
21 aacutebra Meacuteretmegadasi moacutedok a) abszoluacutet meacuteretmegadaacutes meacuteretezeacutes baacutezistoacutel b)
noumlvekmeacutenyes meacuteretmegadaacutes laacutencmeacuteretezeacutessel c) vegyes meacuteretmegadaacutes
A baacutezistoacutel valoacute meacuteretezeacutest az NC- technikaacuteban abszoluacutet meacuteretmegadaacutesnak a
laacutencmeacuteretezeacutest noumlvekmeacutenyes meacuteretmegadaacutesnak nevezzuumlk A keacutet meacuteretmegadaacutesi moacutedot a 22 aacutebra hasonliacutetja oumlssze
CNC-programozaacutes alapjai
7
Abszoluacutet Noumlvekmeacuteny
X y ∆x ∆y 1 300 240 300 240
2 650 180 350 -60
3 500 340 -150 160
W 0 0 -500 -340
22 aacutebra Abszoluacutet eacutes noumlvekmeacutenyes meacuteretmegadaacutes pontvezeacuterleacutesneacutel A peacutelda egy pontvezeacuterleacuteses feladat (fuacuteraacutes) megoldaacutesaacutet szemleacutelteti A szerszaacutemot a
munkadarab koordinaacuteta-rendszereacutenek W kezdıpontjaacuteboacutel kell az egyes furatok 1 2 3 koumlzeacuteppontjaira poziacutecionaacutelni A taacuteblaacutezat noumlvekmeacutenyes meacuteretmegadaacutesaacutenak oszlopaacuteban az elmozdulaacutesnoumlvekmeacutenyek vannak feltuumlntetve Az elmozdulaacutes eacuterteacuteke akkor pozitiacutev ha a mozgaacutes iraacutenya a munkadarab koordinaacutetarendszereacutenek pozitiacutev tengelye iraacutenyaacuteban toumlrteacutenik eacutes negatiacutev ha a mozgaacutes iraacutenya a koordinaacutetatengely negatiacutev iraacutenyaacuteba esik A harmadik furat megmunkaacutelaacutesa utaacuten noumlvekmeacutenyes rendszerben a szerszaacutemot vissza kell aacutelliacutetani a W kezdıpontba ennek elmulasztaacutesa eseteacuten a koumlvetkezı munkadarab selejt lenne
22 Az NC-geacutepek koordinaacuteta rendszerei
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepek szerszaacutemainak pontosan roumlgziacutetett relatiacutev mozgaacutespaacutelyaacutet kell leiacuterniuk a munkadarab megmunkaacutelaacutesa soraacuten A mozgaacutesfolyamatokat a programban pontosan roumlgziacuteteni kell Ennek megvaloacutesiacutetaacutesaacutehoz a szerszaacutemgeacutep munkatereacuteben leacutevı oumlsszes pontot egyeacutertelmően kell azonosiacutetani Az egyeacutertelmő megfelelteteacuteshez koordinaacuteta-rendszereket hasznaacutelunk
Az NC- szerszaacutemgeacutepek fı mozgaacutesi iraacutenyait a jobbkeacutez-szabaacutely szerint elhelyezett dereacutekszoumlgő koordinaacuteta-rendszer hataacuterozza meg (23 aacutebra) amely mindig a munkadarabra vonatkozik
23 aacutebra NC-szerszaacutemgeacutepek koordinaacutetatengelyei
Programozaacuteskor a munkadarabot aacutelloacute helyzetőnek kell felteacutetelezni a mozgaacutesokat a
szerszaacutem veacutegzi Az X Y Z koordinaacutetatengelyek koumlruumlli forgataacutesi tengelyeket a 23 aacutebra szerinti A B C-
vel jeloumllik A pozitiacutev forgaacutesiraacuteny megegyezik az oacuteramutatoacute jaacuteraacutesaacuteval ha a forgaacutest a pozitiacutev tengely iraacutenyaacuteba neacutezzuumlk
CNC-programozaacutes alapjai
8
Az uacutetinformaacutecioacutek meghataacuterozaacutesakor a programozoacute technoloacutegus koordinaacuteta-rendszert rendel a munkadarabhoz Ez az a munkadarab-koordinaacutetarendszer (vagy programozaacutesi koordinaacuteta-rendszer) amelynek kezdıpontja W a munkadarab- (programozaacutesi) nullapont (noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten a felvett koordinaacuteta-rendszer csak az elmozdulaacutesi iraacutenyok elıjeleacutenek eacutes a megmunkaacutelaacutes kezdıpontjaacutenak meghataacuterozaacutesaacutehoz szuumlkseacuteges) A szerszaacutemgeacutep viszont a sajaacutet koordinaacuteta-rendszereacuteben dolgozik amelyet geacutepi koordinaacuteta-rendszernek nevezuumlnk M kezdıpontjaacutet pedig geacutepi nullapontnak A szerszaacutemhoz is rendelhetı koordinaacuteta-rendszer kuumlloumlnoumlsen elızetes szerszaacutembeaacutelliacutetaacutes eseteacuten A munkadarab alakjaacutenak elıiacuteraacutesaacutehoz tehaacutet a koumlvetkezı haacuterom koordinaacuteta-rendszer egymaacuteshoz valoacute viszonyaacutet kell megfelelı moacutedon meghataacuterozni
bull a munkadarab koordinaacuteta-rendszere amelyet a programozoacute vesz fel bull a szerszaacutemgeacutep koordinaacuteta-rendszere bull a szerszaacutem koordinaacuteta-rendszere amelyet a szerszaacutem beaacutelliacutetaacutesaacutehoz kell figyelembe
venni Vizsgaacuteljuk a haacuterom koordinaacuteta-rendszert esztergaacuten A 24 aacutebraacuten laacutethatoacute munkadarabnaacutel
Xw Zw a munkadarab-koordinaacutetarendszere W nullaponttal Az A felfogaacutesi nullapont a munkadarab felfogaacutesakor az uumltkoumlzeacutesi siacutekba keruumll A szerszaacutemhoz az XT ZT koordinaacuteta-rendszert rendeltuumlk amelyben N beaacutelliacutetoacute nullapont A beaacutelliacutetoacute nullaponthoz keacutepest vaacuteltoztathatoacute a szerszaacutemcsuacutecs (ill a P szerszaacutemeacutelpont) L hosszuacutesaacuteguacute eacutes K keresztiraacutenyuacute kinyuacutelaacutesa A hossz- eacutes keresztiraacutenyuacute aacutelliacutethatoacutesaacutegot a szerszaacutem konstrukcioacuteja teszi lehetıveacute A szerszaacutemgeacutep XM ZM koordinaacutetarendszereacutenek nullapontja M
24 aacutebra A munkadarab a szerszaacutemgeacutep eacutes a szerszaacutem koordinaacuteta-rendszere
A poziacutecionaacutelaacutesi folyamatokat az NC- vezeacuterleacutes a geacutepi koordinaacuteta-rendszerben nyitja A
teacutenyleges szaacutenhelyzetet nyilvaacutentartoacute regiszterek a szaacutenrendszer kituumlntetett pontjaacutenak az F
vonatkoztataacutesi pontnak a koordinaacutetaacuteit (az MF taacutevolsaacuteg oumlsszetevıit) tartalmazzaacutek A technoloacutegus a megmunkaacutelaacutesi programban a P programozott pont koordinaacutetaacuteit (vagy elıjeles elmozdulaacutesnoumlvekmeacutenyeit) iacuterja elı altaacutenossaacutegban az F pont koordinaacutetaacutei az M kezdıpontuacute rendszerben haacuterom reacuteszbıl aacutellnak (25 aacutebra)
PFWPMWMF ++=
ahol az MW taacutevolsaacuteg X Y Z iraacutenyuacute dereacutekszoumlgő oumlsszetevıi az uacuten nullapont-eltolaacutesi
eacuterteacutekek a WPtaacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıit a vezeacuterlıszalag tartalmazza (ezek a program
geometriai adatai) a PF taacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıi a szerszaacutemkorrekcioacutes eacuterteacutekek amelyeket a vezeacuterlıpulton kell beaacutelliacutetani NC- neacutel a korrekcioacutes taacuterba beiacuterni)
A hibaacutetlan gyaacutertaacuteshoz biztosiacutetani kell a munkadarab eacutes a geacutepi koordinaacutetarendszer azonossaacutegaacutet ennek felteacutetele a koordinaacutetairaacutenyoknak eacutes a nullpontoknak az azonossaacutega
CNC-programozaacutes alapjai
9
25 aacutebra A koordinaacuteta-rendszerek
eacutes jellegzetes pontok (M W P F) eacutertelmezeacutese
26 aacutebra A munkadarab koordinaacuteta-rendszere
A programozaacutes egyik alapelve 1 mozgoacute szerszaacutem-nyugvoacute munkadarab amelynek
segiacutetseacutegeacutevel keacutet egyszerő iraacutenymeghataacuterozaacutesi szabaacutelyt alkothatunk bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a szerszaacutem veacutegzi a mozgaacutest a geacutepi eacutes a
munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya megegyezik bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a munkadarab veacutegzi a mozgaacutest a geacutepi
eacutes a munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya ellenteacutetes A geacutepi koordinaacuteta-rendszer iraacutenyait a geacutep tervezeacutesekor illetve a vezeacuterlırendszer illeszteacutese
soraacuten valoacutesiacutetjaacutek meg iacutegy tehaacutet adott Milyen elhelyezkedeacuteső koordinaacuteta-rendszerrel ceacutelszerő a geacutepet tervezni a vezeacuterleacutest
illeszteni Tekintsuumlk a szerszaacutemgeacutep munkatereacutet egyetlen teacuter-nyolcadnak A bal eacutes jobb sodraacutesuacute rendszer egyuumlttesen 8x3x2 = 48 lehetıseacuteget ad Baacuter a geacutep eacutes a vezeacuterleacutes szempontjaacuteboacutel szinte koumlzoumlmboumls hogy melyiket vaacutelasztjuk programozaacuteskor sok neheacutezseacuteget okozna a geacutepenkeacutent maacutes eacutes maacutes moacutedon elhelyezett koordinaacuteta-rendszer
Az 1968-ban aacutetdolgozott VDI- javaslat eacutes az ISOR 841 tovaacutebbaacute az MSZ 7789 a 26 aacutebra szerinti jobb sodraacutesuacute XYZ rendszert rendel a munkadarabhoz A maacutesodlagos mozgaacutesokat rendre U V eacutes W a harmadlagos mozgaacutesokat P Q eacutes R jeloumlli
27 aacutebra Eszterga koordinaacuteta-rendszere
Maacutesik fontos alapelv 2 a Z tengely iraacutenya mindig a szerszaacutem fı mozgaacutesi (taacutemadaacutesi)
iraacutenyaacuteba mutat Az 1 eacutes 2 alapelv ismereteacuteben baacutermely szerszaacutemgeacutep koordinaacutetatengely-iraacutenyait meg lehet hataacuterozni
CNC-programozaacutes alapjai
10
Eszterga koordinaacutetatengelyei laacutethatoacutek a 27 aacutebraacuten ahol a munkadarab koordinaacuteta-rendszereacutet XZ-vel a szerszaacutemgeacutep koordinaacuteta-rendszereacutet pedig XZ-vel jeloumlltuumlk
a)
28 aacutebra Fuacuteroacutegeacutep koordinaacuteta-rendszere
Hasonloacute moacutedon szemleacutelteti a 28 aacutebra a fuacuteroacutegeacutep koordinaacuteta-rendszereacutet A 28 a aacutebraacuten a
geacutep eacutes a koordinaacuteta-rendszerek laacutethatoacuteak miacuteg a 28 b aacutebraacuten a munkadarab a sajaacutet koordinaacuteta-rendszereacuteben laacutethatoacute Ez a fuacuteroacutegeacutep fuumlggıleges orsoacutejuacute siacutekmaroacutegeacutepnek is tekinthetı ezeacutert a maroacutegeacutep koordinaacuteta-rendszereacutet is tanulmaacutenyozhatjuk az aacutebraacuten
A szerszaacutemmaroacutegeacutepek kisseacute elteacuternek a maroacutegeacutepektıl mert a gerendaacuten leacutevı fıorsoacute lehet viacutezszintes vagy fuumlggıleges tovaacutebbaacute a gerenda az egyik mozgaacutest is elveacutegzi (Z tengely) Ez a 29 aacutebraacuten laacutethatoacute amely a viacutezszintes konzolos NC- maroacutegeacutep koordinaacutetairaacutenyait is tartalmazza a kuumlloumlnbseacuteg annyi hogy a +Z iraacutenyba megfordul
Fuumlggıleges portaacutelfuacuteroacutegeacutep illetve portaacutelsiacutekmaroacutegeacutep koordinaacutetatengely-iraacutenyait szemleacutelteti a 210 aacutebra
Megmunkaacuteloacutekoumlzpontok koordinaacuteta-rendszerei eseteacuten a keacutet fontos alapelv eacuterveacutenyben marad de megjelenik a toumlbboldalas megmunkaacutelaacutesi lehetıseacuteg Ilyenkor a G17 G18 G19 megmunkaacutelaacutesi siacutekokat eacutes a fıorsoacute tengelyiraacutenyait is vaacuteltani lehet ami a koordinaacuteta iraacutenyok megvaacuteltoztataacutesaacutet jelenti
Ugyancsak beleacutepnek a maacutesodlagos esetleg harmadlagos mozgaacutesok tehaacutet a haacuteromtengelyes megmunkaacutelaacutes mellett a neacutegy- eacutes oumlttengelyes megmunkaacutelaacutes is elıfordulhat A 211 aacutebra egyszerő megmunkaacuteloacutekoumlzpont koordinaacutetatengelyeit szemleacutelteti Mivel a geacutep uacuten mozgoacutetornyos a Z eacutes Y tengely iraacutenyaacuteban a geacutepi eacutes a munkadarab-koordinaacutetairaacutenyok megegyeznek
29 aacutebra
Szerszaacutemmaroacutegeacutep koordinaacutetatengelyei
210 aacutebra Keacutetoszlopos fuumlggıleges fuacuteroacutegeacutep eacutes maroacutegeacutep mozgaacutesiraacutenyai
CNC-programozaacutes alapjai
11
211 aacutebra Megmunkaacuteloacutekoumlzpont mozgaacutesiraacutenyai
23 NC-geacutepek jellegzetes pontjai
A megismert haacuterom koordinaacuteta-rendszer kezdıpontjaacutenak (nullapontjaacutenak) viszonya a geacutep pontos mőkoumldeacuteseacutenek felteacutetele Ez a haacuterom pont a koumlvetkezı
A geacutepi nullapont az iraacutenyiacutetoacuterendszer meacutereacutestartomaacutenyaacuten beluumll elektronikusan beaacutelliacutethatoacute pont amely a mőkoumldı rendszer meacutereacutesi baacutezisa (a geacutep koordinaacutetarendszereacutenek a kezdıpontja) Jellege szerint a vezeacuterleacutes lehet
bull lebegı nullapontos vezeacuterleacutes amikor a geacutepi nullapont a szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten kiacutevuumll esı elmeacuteleti pont a geacutepi koordinaacuteta-rendszer origoacuteja
bull fix nullapontos vezeacuterleacutes (ez a gyakoribb) amikor a geacutepi nullapont a mozgaacutestartomaacutenyon beluumlli roumlgziacutetett pont eacutes egybeesik a referenciaponttal
A referenciapont az NC- szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten beluumll villamos helyzetkapcsoloacutekon keresztuumll roumlgziacutetett pont ahova a szaacutemokat vezeacuterelve a vezeacuterleacutes meacuterırendszere felveszi a geacutepi nullaponthoz viszonyiacutetott koordinaacutetaeacuterteacutekeket
Az NC- szerszaacutemgeacutepek vezeacuterlırendszereacutenek bekapcsolaacutesakor a vezeacuterleacutes eacuterteacutektaacuteroloacutei uumlresek nullaacutet vagy valamilyen aacutellandoacute szaacutemeacuterteacuteket tartalmaznak A szaacutenok baacutermilyen helyzeteacuteben kapcsoljaacutek be a vezeacuterlırendszert az eacuterteacutektaacuteroloacuteban illetve a kijelzıben mindig ugyanazok az eacuterteacutekek jelennek meg Az NC- szerszaacutemgeacutep ebben az aacutellapotban nem alkalmas az uumlzemszerő mőkoumldeacutesre Bekapcsolaacutes utaacuten elıszoumlr a referenciapontra kell vezeacuterelni a szaacutenokat hogy a meacuterırendszer felvehesse a geacutepi nullapontokhoz viszonyiacutetott koordinaacutetaeacuterteacutekeket eacutes azokat az uacuteteacuterteacutektaacuteroloacuteba beiacuterhassa A referenciapontroacutel valoacute taacutevozaacutes utaacuten a meacuterırendszer eacutes a szabaacutelyozoacutekoumlroumln keresztuumll a szerszaacutem beaacutelliacutetott eacutelpontja a geacutepi koordinaacuteta-rendszerben megadott koordinaacutetaeacuterteacutekekre aacutell A referenciapontra aacutellaacutes kuumlloumln uumlzemmoacuted minden NC- szerszaacutemgeacutepen megtalaacutelhatoacute
A fix nullapontos eacutes a lebegı nullapontos vezeacuterleacutes geacutepi nullapontjaacutet a 212 aacutebra szemleacutelteti A lebegı nullapontos vezeacuterleacuteskor az X taacuteroloacuteba az x referenciaeacuterteacutek miacuteg a Z
CNC-programozaacutes alapjai
12
taacuteroloacuteba a z referenciaeacuterteacutek iacuteroacutedik Ez a folyamat zajlik le fix nullapontos vezeacuterleacuteskor is de itt a taacuteroloacutek nullaacutezoacutednak mivel a z referencia = x referencia = 0
Mozgaacutestartomaacuteny Mozgaacutestartomaacuteny
212 aacutebra Vezeacuterleacutes eacutes referenciapont a) lebegı nullapontos vezeacuterleacutes b) fix nullapontos vezeacuterleacutes
a) b)
213 aacutebra Meacuteretmegadaacutes a) lebegı nullapontos b) fix nullapontos vezeacuterleacutes eseteacuten
A geacutepi nullapont felveacutetele utaacuten a taacuterolt ill a kijelezhetı koordinaacutetaeacuterteacutekeket kuumlloumlnboumlzı
megmunkaacutelaacutesi helyzetekben a 213 aacutebra szemleacutelteti Az iraacutenyiacutetaacutestechnikailag szuumlkseacuteges geacutepi nullapont programozaacutesa nagyon koumlruumllmeacutenyes
Megmunkaacuteloacutekoumlzpontokon ha a geacutep szerszaacutemcsereacutelıvel eacutes asztalcsereacutelıvel van felszerelve akkor nem egy geacutepi nullapont van hanem toumlbb
Maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes harmadlagos nullapont az asztalcsereacuteleacutes nullapontja
Elsıdleges geacutepi nullapontboacutel - szinteacuten a megmunkaacuteloacutekoumlzpontokra jellemzı - toumlbbet lehet meghataacuterozni Ez a toumlbboldalas illetve toumlbb nullapontos munkadarabok megmunkaacutelaacutesa eseteacuten fontos
A munkadarab-nullapont a programozaacutes soraacuten alkalmazott pont amely a munkadarab koordinaacuteta-rendszereacutenek kezdıpontja A munkadarab koordinaacutetarendszereacutet a programozoacute hataacuterozza meg (iraacutenyai a jobbkeacutez-szabaacutely szerintiek) uacutegy hogy a munkadarab termeacuteszetes (rajz szerinti) meacuteretei legyenek a koordinaacutetaeacuterteacutekek Az ilyen nullapont-elhelyezeacutes nagymeacuterteacutekben koumlnnyiacuteti a programozoacute munkaacutejaacutet Ellenkezı esetben a meacutereteket aacutet kell szaacutemiacutetani eacutes ez hibalehetıseacuteget jelent
Mozgaacutestartomaacuteny
CNC-programozaacutes alapjai
13
24 Nullponteltolaacutes nullpont felveacutetel
A munkadarab-nullapont eacutes geacutepi nullapont koumlzoumltti kapcsolat a 214 aacutebraacuten laacutethatoacute A geacutepi eacutes a munkadarab-koordinaacutetarendszer koumlzoumltti elteacutereacutes ∆x eacutes ∆z koordinaacutetaacutenkeacutent
aacutellandoacute eacuterteacutek A vezeacuterleacutes geacuteprendszere a geacutepi koordinaacuteta-rendszerben dolgozik a program geometriai adatait a munkadarab-koordinaacutetarendszerben hataacuteroztaacutek meg ezeacutert a ∆x eacutes a ∆z eacuterteacutekek az uacuten nullapont-eltolaacutesi eacuterteacutekek Ezeket az eacuterteacutekeket a vezeacuterleacutes hozzaacuteadja a programozott - a munkadarab-koordinaacutetarendszereacuteben meghataacuterozott - koordinaacutetaeacuterteacutekekhez (x1 x2 z1 z2)
A nullapont-eltolaacutesi eacuterteacutekek a nullaponttaacuteroloacutekba (regiszterek) lesznek beiacuterva Reacutegi KNC- vezeacuterleacutes eseteacuten ezt a mőveletet keacutezi adatbevitellel dekaacutedkapcsoloacutekkal lehetett elveacutegezni (ez volt az aritmetikai nullapontmegadaacutes) A mai CNC- vezeacuterleacutesekneacutel ciacutemezhetı regiszterek tartalmazzaacutek a nullapont eacuterteacutekeit A regiszterek tartalmaacutet a programboacutel iacuterhatjuk aacutet A nullapont-eltolaacutesi programmondat beolvasaacutesa nem eredmeacutenyezi a szaacuten mozgaacutesaacutet hanem csak a regisztertartalom aacutetiacuteraacutesaacutet amelynek megfelelıen a szaacuten az elsı mozgaacutesi utasiacutetaacutest tartalmazoacute mondat veacutegrehajtaacutesa soraacuten mozog (ezt nevezzuumlk transzformaacutecioacutes nullaponteltolaacutesnak)
214 aacutebra Nullaponteltolaacutes
215 aacutebra Nullaponteltolaacutes ismeacutetlıdı alakzatok eseteacuten
A nullaponteltolaacutes segiacutetseacutegeacutevel a programozaacutesi munka egyszerősiacutethetı
bull ismeacutetlıdı alakzatok programozaacutesa bull simiacutetaacutesi raacutehagyaacutesok leacutetrehozaacutesa bull toumlbb azonos munkadarab (keacuteszuumlleacutek) egy asztalra roumlgziacuteteacutese eseteacuten
Ha egy alkatreacuteszen azonos geometriai alakzatok talaacutelhatoacutek akkor a megmunkaacutelaacuteshoz nem kell uacutejra eacutes uacutejra elkeacutesziacuteteni a megmunkaacuteloacute programot hanem elegendı az alakzatok koumlzoumltti taacutevolsaacutegot meghataacuterozni ezeket elıjelhelyesen nullaponteltolaacuteskeacutent eacutertelmezni A
CNC-programozaacutes alapjai
14
nullaponteltolaacutes utaacuten a 215 aacutebra szerint a Wrsquo munkadarab-nullapontboacutel megiacutert programot a W2 nullaponttoacutel meg kell ismeacutetelni iacutegy a programozaacutes leacutenyegesen egyszerősiacutethetı
A nullapont-beaacutelliacutetaacutes sikeresen alkalmazhatoacute simiacutetaacutesi raacutehagyaacuteshoz A 216 aacutebraacuten a nagyolaacuteskor a simiacutetaacutesi raacutehagyaacutesnak megfelelı ∆x eacutes ∆z nullaponteltolaacutessal esztergaacutelhatoacute a munkadarab majd a nullapontot az eredeti helyre visszatolva a simiacutetaacutes elveacutegezhetı
216 aacutebra Keacutet befogoacutekeacuteszuumlleacutekes
maroacutegeacutepasztal 217 aacutebra Nullaponteltolaacutes simiacutetaacutesi
raacutehagyaacuteshoz
Wn a nagyolaacutes nullapontja Ws a simiacutetaacutes nullapontja
Ha toumlbb kisebb meacuterető eacutes roumlvid megmunkaacutelaacutesi idejő munkadarabot kell keacutesziacuteteni akkor
ugyanazzal a programmal munkaacutelhatoacutek meg uacutegy hogy mindegyikhez sajaacutet nullapontot rendeluumlnk hozzaacute (217 aacutebra)
Nullapontfelveacutetel Az NC- geacutep bekapcsolaacutesakor a regiszterek tartalma eacutes a szaacutenok teacutenyleges helyzete koumlzoumltt nincs azonnali eacutes koumlzvetlen kapcsolat ezeacutert a regiszterek tartalmaacutet eacutes a teacutenyleges szaacutenhelyzetet egyeztetni kell Ezt a teveacutekenyseacuteget nevezzuumlk nullapontfelveacutetelnek (geacutepi nullapont) A szerszaacutemgeacutep szaacutenjait automatikusan vagy keacutezi vezeacuterleacutessel ceacutelszerően vaacutelasztott vagy a geacutep szerkezeti kialakiacutetaacutesa aacuteltal megadott helyzetbe visszuumlk majd ebben a helyzetben a regiszterekbe automatikusan vagy keacutezi adatbevitellel alkalmasan vaacutelasztott eacuterteacutekeket iacuterunk be
Esztergaacuten fix nullapontos vezeacuterleacutes eseteacuten a nullapontfelveacutetel a koordinaacutetairaacutenyonkeacutenti referenciapontra aacutellaacutest jelenti Lebegı nullapont eseteacuten a szaacuten baacutermely poziacutecioacutejaacuteban felvehetjuumlk a geacutepi nullapontot csak az adott helyen nullaacutezni kell az elmozdulaacutesregisztereket koordinaacutetairaacutenyonkeacutent
Maroacutegeacutepekhez a moacutedszer azonos az esztergaacutenaacutel ismertetett folyamattal csak a koordinaacutetairaacutenyok szaacutema lehet toumlbb
Megmunkaacuteloacutekoumlzpontokon ahol szerszaacutemcsereacutelı eacutes esetleg asztalcsereacutelı is van toumlbb geacutepi nullapont is lehet Az elsıdleges nullapont (amit eddig megismertuumlnk) mellett megjelenik a maacutesodlagos eacutes a harmadlagos nullapont is
A maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes poziacutecioacuteja a harmadlagos nullapont az asztalcsereacuteleacutesi poziacutecioacute Mindezek a helyek roumlgziacutetett eacuterteacutekek melyekre az uumlzemeleacutes koumlzben szuumlkseacuteg van
A munkadarab nullapontjaacutenak a beaacutelliacutetaacutesa az a nullaponteltolaacutes amelynek az elmeacuteleteacutet maacuter ismerjuumlk A geacutepi nullapont a munkadarab nullapontjaacuteba csak akkor helyezhetı aacutet ha a munkadarab nullapontjaacutenak a helyeacutet a geacutep munkatereacuteben megkeressuumlk
Ez keacutet moacutedon lehetseacuteges bull a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutenak megeacuterinteacuteseacutevel (koumlzvetlen vagy koumlzvetett
moacutedon) bull a befogott munkadarab megeacuterinteacuteseacutevel
CNC-programozaacutes alapjai
15
Az eszterga befogoacutekeacuteszuumlleacuteke toumlbbnyire esztergatokmaacuteny iacutegy valamelyik uumltkoumlzeacutesi baacutezisaacutet lehet nullapontkeacutent felhasznaacutelni (218 aacutebra)
218 aacutebra Nullapont az uumltkoumlzeacutesi feluumlleten
1 fıorsoacute 2 fıorsoacuteperem 3 koumlzpontosiacutetoacute kuacutep
4 tokmaacuteny 5 uumltkoumlzeacutesi baacutezis M a geacutep koordinaacuteta-rendszereacutenek nullapontja XM ZM a geacutep koordinaacuteta-rendszereacutenek tengelye (ebben dolgozik a geacutep) W a munkadarab koordinaacutetarendszereacutenek nullapontja XW ZW a munkadarab koordinaacuteta-rendszereacutenek tengelye
Az uumltkoumlzeacutesi baacutezist a szerszaacutemtartoacuteba befogott eacutes ismert meacuterető szerszaacutemmal keacutezi uumlzemmoacutedban eacuterintjuumlk (aacuteltalaacuteban inkrementaacutelisan 1 mm-es 01 mm-es vagy 001 mm-es leacutepeacutesekben) eacutes amikor befejezıdik a meacuteretkijelzın szereplı eacuterteacutek lesz a nullaponteltolaacutes eacuterteacuteke Az aacutebraacuten ez ∆z (amit a vezeacuterleacutesbe kell beiacuterni) A maacutesik iraacutenyban a forgaacutestengelyt kell megkeresni pl ismert meacuterető munkadarab befogaacutesaacuteval eacutes aacutetmeacuterıjeacutenek megeacuterinteacuteseacutevel
Ha a nullapont a munkadarab homlokfeluumlleteacuten van (219 aacutebra) akkor a munkadarab hosszmeacutereteacutet megtestesiacutetı meacuterıhasaacutebot kell az uumltkoumlzeacutesi baacutezishoz taacutemasztani eacutes azt kell az elıbb leiacutert moacutedon megeacuterintve a munkadarab nullapontjaacutenak roumlgziacuteteni
Maroacutegeacutepen a geacutep asztalaacutera felfogott munkadarab vagy a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutet kell megkeresnie a geacutepkezelınek
A legegyszerőbb eacutes leggyorsabb nullapontkeresı eszkoumlz a nullapont-indikaacutetor Az indikaacutetor keacutet reacuteszbıl aacutelloacute tuumlske amely a fıorsoacuteba van befogva (220 aacutebra) A keacutet reacuteszt rugoacute fogja oumlssze A keacutet reacutesz egytengelyőn forog Amikor az indikaacutetor megeacuterinti a munkadarab valamely ismert feluumlleteacutet akkor az alsoacute reacutesz a felsıhoumlz keacutepest hataacuterozottan eltoloacutedik eacutes a koumlszoumlruumllt feluumlleten megfigyelhetı feacutenycsiacutekok megtoumlrnek Az aacutebraacuten az X iraacuteny eacuterinteacutese laacutethatoacute 10 mm-es nullapont-indikaacutetorral a fıorsoacute poziacutecioacuteja az eacuterinteacuteskor tehaacutet xmdash 5
219 aacutebra Nullapont a munkadarab homlokfeluumlleteacuten 220 aacutebra A nullapont indikaacutetor
Az Y iraacutenyt hasonloacutean kell bemeacuterni A harmadik a Z tengely iraacutenyaacuteban is fel kell venni a nullapontot
bull a fıorsoacuteba befogott szerszaacutemmal eacutes a munkadarab feluumlleteacutenek megeacuterinteacuteseacutevel vagy
CNC-programozaacutes alapjai
16
bull a fıorsoacute homloksiacutekjaacutenak felhasznaacutelaacutesaacuteval A fıorsoacuteba befogott szerszaacutemmal megeacuterintjuumlk a munkadarab feluumlleteacutet (221 a aacutebra) majd
a Z tengelyt nullaacutezzuk Ennek a szerszaacutemnak tehaacutet a hosszaacutet nullaacutera vettuumlk A moacutedszer gyors eacutes joacutel hasznaacutelhatoacute ha csak egy szerszaacutemmal dolgozunk
a)
b)
c)
221 aacutebra
a) Nullapontfelveacutetel eacuterinteacutessel
b) toumlbb szerszaacutem eseteacuten fıorsoacuteval
c) meacuterıhasaacuteb alkalmazaacutesaacuteval
Toumlbb szerszaacutem eseteacuten mindegyik szerszaacutemmal meg kell eacuterinteni a munkadarabot de az
elsı szerszaacutem (vezeacuterszerszaacutem) utaacuten a Z tengelyt nullaacutezzuk a toumlbbi szerszaacutem eseteacuten az eacuterinteacutesi poziacutecioacutenak az eacuterteacutekeit (amelyeket a kijelzı mutat) kell a szerszaacutemhossz korrekcioacutes taacuteraacuteba beiacuterni (221 b aacutebra)
A moacutedszer haacutetraacutenya hogy ha a vezeacuterszerszaacutem meacuterete vaacuteltozik az oumlsszes szerszaacutem meacutereteacutet moacutedosiacutetani kell
Szerszaacutem neacutelkuumll a fıorsoacute homlokfeluumlleteacutet (a szerszaacutem uumltkoumlzteteacutesi baacutezisaacutet) hozzuk kapcsolatba a munkadarab feluumlleteacutevel pl 50 mm-es meacuterıhasaacuteb alkalmazaacutesaacuteval (221 c aacutebra)
25 Szerszaacutemkorrekcioacute
A programozott uacutetinformaacutecioacutek a szerszaacutemmeacuterettıl fuumlggetlenek mivel a program iacuteraacutesakor csak a szerszaacutem tiacutepusaacutet hataacuterozzuk meg a meacutereteit nem (vagy csak reacuteszben) ismerjuumlk A vezeacuterleacutesnek azt a szolgaacuteltataacutesaacutet hogy a szerszaacutem teacutenyleges (valoacutesaacutegos) meacutereteit vegye figyelembe szerszaacutemkorrekcioacutenak nevezzuumlk
A szerszaacutemkorrekcioacute lehet bull szerszaacutemmeacuteret-korrekcioacute amely a szerszaacutemnak a programozaacutes szempontjaacuteboacutel jellegzetes
hossz- vagy sugaacuteriraacutenyuacute meacutereteacutevel azonos nagysaacutegrendő bull szerszaacutemkopaacutes-korrekcioacute amely a szerszaacutem kopaacutesaacutet veszi figyelembe eacutes legfeljebb bull 1 mm nagysaacuteguacute
A szerszaacutemmeacuteret-korrekcioacute soraacuten a szerszaacutemok meacutereteit megmunkaacutelaacutes elıtt koumlzoumlljuumlk a vezeacuterleacutessel eacutes iacutegy az uacutetinformaacutecioacutek szaacutemiacutetaacutesaacutehoz nem kell figyelembe venni e meacutereteket vagyis a programban az elkeacutesziacutetendı munkadarab kontuacuterjaacutet iacuterhatjuk le
Fuacuteroacutegeacutepeken eacutes fuacuteroacute-maroacute mőveken a furatok megmunkaacutelaacutesaacutehoz ceacutelszerő szerszaacutemhossz-korrekcioacute elveacutet szemleacutelteti a 222 aacutebra
CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
5
A CNC elsısorban a programvezeacuterlıben kapott helyet de ma maacuter az illesztı vezeacuterlık is CNC jellegőek Illesztı vezeacuterlıkben maacutes egyszerőbb megoldaacutesokat is talaacutelunk a kombinaacutecioacutes logika kivaacuteltaacutesaacutera Ilyenek pl a PLC- s (Programmable Logic Controller = programozhatoacute logikai vezeacuterlı) alapuacute illeszteacutesek Az adatok bevihetık kezelıpultroacutel illetve valamilyen informaacutecioacutehordozoacuteroacutel (ez ma toumlbbnyire maacutegnesszalag) de lehetıseacuteg van a szaacutemiacutetoacutegeacutepes haacuteloacutezatra csatlakozaacutesra is
A programvezeacuterlı egyseacuteg CNC jellegő tehaacutet tartalmaz legalaacutebb egy programozhatoacute folyamatiraacutenyiacutetoacute szaacutemiacutetoacutegeacutepet amelynek a feladatokat leiacuteroacute programjait a rendszerprogramtaacuterba teszik Ez a taacuter uacuten ROM (Read Only Memory = csak olvashatoacute memoacuteria) tiacutepusuacute eacutes a rendszer mőkoumldeacuteseacutehez szuumlkseacuteges programok mindegyike itt talaacutelhatoacute A maacutesik leacutenyeges taacuter az alkatreacuteszprogramtaacuter amelybe a megoldandoacute feladatot taacuteroljaacutek Az alkatreacuteszprogram-taacuter uacuten RAM (Random Acces Memory = iacuterhatoacute-olvashatoacute memoacuteria) tiacutepusuacute Ez a taacuter helyettesiacuteti a KNC- vezeacuterlıkneacutel megszokott informaacutecioacutehordozoacutet amely egyben az alkatreacuteszprogram taacuteroloacuteja volt A KNC- vezeacuterlı gyaacutertaacutesa az 1970-es eacutevekben megszőnt helyette a CNC- vezeacuterlık jelentek meg ez pedig az NC- technika hatalmas fejlıdeacuteseacutet eredmeacutenyezte
11 Ellenırzı keacuterdeacutesek
Mi a szaacutemvezeacuterleacutes elve Milyen fıbb egyseacutegekbıl aacutell a szaacutemvezeacuterleacutes Mit nevezuumlnk KNC-nek Milyen a CNC feleacutepiacuteteacutese
CNC-programozaacutes alapjai
6
2 A geometriai informaacutecioacutek meghataacuterozaacutesa
Az NC- geacutepek programozaacutesa teveacutekenyseacutegek laacutencolata amelynek eredmeacutenye az informaacutecioacutehordozoacute elkeacutesziacuteteacutese ezt nevezzuumlk kuumllsı adatfeldolgozaacutesnak Az informaacutecioacutehordozoacuten leacutevı adatok leolvasaacutesa feldolgozaacutesa aacutetalakiacutetaacutesa az aacutetalakiacutetott adatok uacutet- eacutes kapcsolaacutesi parancsok formaacutejuacute kiadaacutesa a szerszaacutemgeacutepre eacutes a parancsok veacutegrehajtaacutesaacutenak ellenırzeacutese a belsı adatfeldolgozaacutes A programozaacuteshoz tehaacutet egyreacuteszt meg kell hataacuterozni a mozgaacutesokat ezek a geometriai informaacutecioacutek maacutesreacuteszt a mozgaacutesokhoz tartozoacute sebesseacutegeket a technoloacutegiai adatokat
21 Meacuteretmegadaacutesi moacutedok
Szaacutemvezeacuterleacuteső szerszaacutemgeacutepen a szerszaacutemot olyan uacutetvonal menteacuten kell mozgatni amelynek a veacutegeredmeacutenye a kiacutevaacutent geometriaacutejuacute munkadarab Az uacutetvonalra vonatkozoacute informaacutecioacutekat az alkatreacuteszrajz tartalmazza A geacuteprajzban a meacutereteket a tervezı toumlbbfeacutelekeacuteppen is megadhatja Baacutezistoacutel valoacute meacuteretezeacutes ha egy ponttoacutel adjuk meg a meacutereteket (21 a aacutebra) laacutencmeacuteretezeacutes ha a meacuteretek egymaacutestoacutel vannak megadva (21 b aacutebra) gyakran elıfordul azonban a vegyes meacuteretezeacutesi moacuted is (21 c aacutebra) A 21 aacutebraacuten esztergaacutelt leacutepcsıs tengely laacutethatoacute (Meg kell jegyezni hogy a 21 b aacutebra megoldaacutesaacutet a gyakorlatban nem hasznaacuteljaacutek mert az aacutetmeacuterıkuumlloumlnbseacutegeket sokkal koumlruumllmeacutenyesebb megmeacuterni mint magaacutet az aacutetmeacuterıt)
a)
b)
c)
21 aacutebra Meacuteretmegadasi moacutedok a) abszoluacutet meacuteretmegadaacutes meacuteretezeacutes baacutezistoacutel b)
noumlvekmeacutenyes meacuteretmegadaacutes laacutencmeacuteretezeacutessel c) vegyes meacuteretmegadaacutes
A baacutezistoacutel valoacute meacuteretezeacutest az NC- technikaacuteban abszoluacutet meacuteretmegadaacutesnak a
laacutencmeacuteretezeacutest noumlvekmeacutenyes meacuteretmegadaacutesnak nevezzuumlk A keacutet meacuteretmegadaacutesi moacutedot a 22 aacutebra hasonliacutetja oumlssze
CNC-programozaacutes alapjai
7
Abszoluacutet Noumlvekmeacuteny
X y ∆x ∆y 1 300 240 300 240
2 650 180 350 -60
3 500 340 -150 160
W 0 0 -500 -340
22 aacutebra Abszoluacutet eacutes noumlvekmeacutenyes meacuteretmegadaacutes pontvezeacuterleacutesneacutel A peacutelda egy pontvezeacuterleacuteses feladat (fuacuteraacutes) megoldaacutesaacutet szemleacutelteti A szerszaacutemot a
munkadarab koordinaacuteta-rendszereacutenek W kezdıpontjaacuteboacutel kell az egyes furatok 1 2 3 koumlzeacuteppontjaira poziacutecionaacutelni A taacuteblaacutezat noumlvekmeacutenyes meacuteretmegadaacutesaacutenak oszlopaacuteban az elmozdulaacutesnoumlvekmeacutenyek vannak feltuumlntetve Az elmozdulaacutes eacuterteacuteke akkor pozitiacutev ha a mozgaacutes iraacutenya a munkadarab koordinaacutetarendszereacutenek pozitiacutev tengelye iraacutenyaacuteban toumlrteacutenik eacutes negatiacutev ha a mozgaacutes iraacutenya a koordinaacutetatengely negatiacutev iraacutenyaacuteba esik A harmadik furat megmunkaacutelaacutesa utaacuten noumlvekmeacutenyes rendszerben a szerszaacutemot vissza kell aacutelliacutetani a W kezdıpontba ennek elmulasztaacutesa eseteacuten a koumlvetkezı munkadarab selejt lenne
22 Az NC-geacutepek koordinaacuteta rendszerei
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepek szerszaacutemainak pontosan roumlgziacutetett relatiacutev mozgaacutespaacutelyaacutet kell leiacuterniuk a munkadarab megmunkaacutelaacutesa soraacuten A mozgaacutesfolyamatokat a programban pontosan roumlgziacuteteni kell Ennek megvaloacutesiacutetaacutesaacutehoz a szerszaacutemgeacutep munkatereacuteben leacutevı oumlsszes pontot egyeacutertelmően kell azonosiacutetani Az egyeacutertelmő megfelelteteacuteshez koordinaacuteta-rendszereket hasznaacutelunk
Az NC- szerszaacutemgeacutepek fı mozgaacutesi iraacutenyait a jobbkeacutez-szabaacutely szerint elhelyezett dereacutekszoumlgő koordinaacuteta-rendszer hataacuterozza meg (23 aacutebra) amely mindig a munkadarabra vonatkozik
23 aacutebra NC-szerszaacutemgeacutepek koordinaacutetatengelyei
Programozaacuteskor a munkadarabot aacutelloacute helyzetőnek kell felteacutetelezni a mozgaacutesokat a
szerszaacutem veacutegzi Az X Y Z koordinaacutetatengelyek koumlruumlli forgataacutesi tengelyeket a 23 aacutebra szerinti A B C-
vel jeloumllik A pozitiacutev forgaacutesiraacuteny megegyezik az oacuteramutatoacute jaacuteraacutesaacuteval ha a forgaacutest a pozitiacutev tengely iraacutenyaacuteba neacutezzuumlk
CNC-programozaacutes alapjai
8
Az uacutetinformaacutecioacutek meghataacuterozaacutesakor a programozoacute technoloacutegus koordinaacuteta-rendszert rendel a munkadarabhoz Ez az a munkadarab-koordinaacutetarendszer (vagy programozaacutesi koordinaacuteta-rendszer) amelynek kezdıpontja W a munkadarab- (programozaacutesi) nullapont (noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten a felvett koordinaacuteta-rendszer csak az elmozdulaacutesi iraacutenyok elıjeleacutenek eacutes a megmunkaacutelaacutes kezdıpontjaacutenak meghataacuterozaacutesaacutehoz szuumlkseacuteges) A szerszaacutemgeacutep viszont a sajaacutet koordinaacuteta-rendszereacuteben dolgozik amelyet geacutepi koordinaacuteta-rendszernek nevezuumlnk M kezdıpontjaacutet pedig geacutepi nullapontnak A szerszaacutemhoz is rendelhetı koordinaacuteta-rendszer kuumlloumlnoumlsen elızetes szerszaacutembeaacutelliacutetaacutes eseteacuten A munkadarab alakjaacutenak elıiacuteraacutesaacutehoz tehaacutet a koumlvetkezı haacuterom koordinaacuteta-rendszer egymaacuteshoz valoacute viszonyaacutet kell megfelelı moacutedon meghataacuterozni
bull a munkadarab koordinaacuteta-rendszere amelyet a programozoacute vesz fel bull a szerszaacutemgeacutep koordinaacuteta-rendszere bull a szerszaacutem koordinaacuteta-rendszere amelyet a szerszaacutem beaacutelliacutetaacutesaacutehoz kell figyelembe
venni Vizsgaacuteljuk a haacuterom koordinaacuteta-rendszert esztergaacuten A 24 aacutebraacuten laacutethatoacute munkadarabnaacutel
Xw Zw a munkadarab-koordinaacutetarendszere W nullaponttal Az A felfogaacutesi nullapont a munkadarab felfogaacutesakor az uumltkoumlzeacutesi siacutekba keruumll A szerszaacutemhoz az XT ZT koordinaacuteta-rendszert rendeltuumlk amelyben N beaacutelliacutetoacute nullapont A beaacutelliacutetoacute nullaponthoz keacutepest vaacuteltoztathatoacute a szerszaacutemcsuacutecs (ill a P szerszaacutemeacutelpont) L hosszuacutesaacuteguacute eacutes K keresztiraacutenyuacute kinyuacutelaacutesa A hossz- eacutes keresztiraacutenyuacute aacutelliacutethatoacutesaacutegot a szerszaacutem konstrukcioacuteja teszi lehetıveacute A szerszaacutemgeacutep XM ZM koordinaacutetarendszereacutenek nullapontja M
24 aacutebra A munkadarab a szerszaacutemgeacutep eacutes a szerszaacutem koordinaacuteta-rendszere
A poziacutecionaacutelaacutesi folyamatokat az NC- vezeacuterleacutes a geacutepi koordinaacuteta-rendszerben nyitja A
teacutenyleges szaacutenhelyzetet nyilvaacutentartoacute regiszterek a szaacutenrendszer kituumlntetett pontjaacutenak az F
vonatkoztataacutesi pontnak a koordinaacutetaacuteit (az MF taacutevolsaacuteg oumlsszetevıit) tartalmazzaacutek A technoloacutegus a megmunkaacutelaacutesi programban a P programozott pont koordinaacutetaacuteit (vagy elıjeles elmozdulaacutesnoumlvekmeacutenyeit) iacuterja elı altaacutenossaacutegban az F pont koordinaacutetaacutei az M kezdıpontuacute rendszerben haacuterom reacuteszbıl aacutellnak (25 aacutebra)
PFWPMWMF ++=
ahol az MW taacutevolsaacuteg X Y Z iraacutenyuacute dereacutekszoumlgő oumlsszetevıi az uacuten nullapont-eltolaacutesi
eacuterteacutekek a WPtaacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıit a vezeacuterlıszalag tartalmazza (ezek a program
geometriai adatai) a PF taacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıi a szerszaacutemkorrekcioacutes eacuterteacutekek amelyeket a vezeacuterlıpulton kell beaacutelliacutetani NC- neacutel a korrekcioacutes taacuterba beiacuterni)
A hibaacutetlan gyaacutertaacuteshoz biztosiacutetani kell a munkadarab eacutes a geacutepi koordinaacutetarendszer azonossaacutegaacutet ennek felteacutetele a koordinaacutetairaacutenyoknak eacutes a nullpontoknak az azonossaacutega
CNC-programozaacutes alapjai
9
25 aacutebra A koordinaacuteta-rendszerek
eacutes jellegzetes pontok (M W P F) eacutertelmezeacutese
26 aacutebra A munkadarab koordinaacuteta-rendszere
A programozaacutes egyik alapelve 1 mozgoacute szerszaacutem-nyugvoacute munkadarab amelynek
segiacutetseacutegeacutevel keacutet egyszerő iraacutenymeghataacuterozaacutesi szabaacutelyt alkothatunk bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a szerszaacutem veacutegzi a mozgaacutest a geacutepi eacutes a
munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya megegyezik bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a munkadarab veacutegzi a mozgaacutest a geacutepi
eacutes a munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya ellenteacutetes A geacutepi koordinaacuteta-rendszer iraacutenyait a geacutep tervezeacutesekor illetve a vezeacuterlırendszer illeszteacutese
soraacuten valoacutesiacutetjaacutek meg iacutegy tehaacutet adott Milyen elhelyezkedeacuteső koordinaacuteta-rendszerrel ceacutelszerő a geacutepet tervezni a vezeacuterleacutest
illeszteni Tekintsuumlk a szerszaacutemgeacutep munkatereacutet egyetlen teacuter-nyolcadnak A bal eacutes jobb sodraacutesuacute rendszer egyuumlttesen 8x3x2 = 48 lehetıseacuteget ad Baacuter a geacutep eacutes a vezeacuterleacutes szempontjaacuteboacutel szinte koumlzoumlmboumls hogy melyiket vaacutelasztjuk programozaacuteskor sok neheacutezseacuteget okozna a geacutepenkeacutent maacutes eacutes maacutes moacutedon elhelyezett koordinaacuteta-rendszer
Az 1968-ban aacutetdolgozott VDI- javaslat eacutes az ISOR 841 tovaacutebbaacute az MSZ 7789 a 26 aacutebra szerinti jobb sodraacutesuacute XYZ rendszert rendel a munkadarabhoz A maacutesodlagos mozgaacutesokat rendre U V eacutes W a harmadlagos mozgaacutesokat P Q eacutes R jeloumlli
27 aacutebra Eszterga koordinaacuteta-rendszere
Maacutesik fontos alapelv 2 a Z tengely iraacutenya mindig a szerszaacutem fı mozgaacutesi (taacutemadaacutesi)
iraacutenyaacuteba mutat Az 1 eacutes 2 alapelv ismereteacuteben baacutermely szerszaacutemgeacutep koordinaacutetatengely-iraacutenyait meg lehet hataacuterozni
CNC-programozaacutes alapjai
10
Eszterga koordinaacutetatengelyei laacutethatoacutek a 27 aacutebraacuten ahol a munkadarab koordinaacuteta-rendszereacutet XZ-vel a szerszaacutemgeacutep koordinaacuteta-rendszereacutet pedig XZ-vel jeloumlltuumlk
a)
28 aacutebra Fuacuteroacutegeacutep koordinaacuteta-rendszere
Hasonloacute moacutedon szemleacutelteti a 28 aacutebra a fuacuteroacutegeacutep koordinaacuteta-rendszereacutet A 28 a aacutebraacuten a
geacutep eacutes a koordinaacuteta-rendszerek laacutethatoacuteak miacuteg a 28 b aacutebraacuten a munkadarab a sajaacutet koordinaacuteta-rendszereacuteben laacutethatoacute Ez a fuacuteroacutegeacutep fuumlggıleges orsoacutejuacute siacutekmaroacutegeacutepnek is tekinthetı ezeacutert a maroacutegeacutep koordinaacuteta-rendszereacutet is tanulmaacutenyozhatjuk az aacutebraacuten
A szerszaacutemmaroacutegeacutepek kisseacute elteacuternek a maroacutegeacutepektıl mert a gerendaacuten leacutevı fıorsoacute lehet viacutezszintes vagy fuumlggıleges tovaacutebbaacute a gerenda az egyik mozgaacutest is elveacutegzi (Z tengely) Ez a 29 aacutebraacuten laacutethatoacute amely a viacutezszintes konzolos NC- maroacutegeacutep koordinaacutetairaacutenyait is tartalmazza a kuumlloumlnbseacuteg annyi hogy a +Z iraacutenyba megfordul
Fuumlggıleges portaacutelfuacuteroacutegeacutep illetve portaacutelsiacutekmaroacutegeacutep koordinaacutetatengely-iraacutenyait szemleacutelteti a 210 aacutebra
Megmunkaacuteloacutekoumlzpontok koordinaacuteta-rendszerei eseteacuten a keacutet fontos alapelv eacuterveacutenyben marad de megjelenik a toumlbboldalas megmunkaacutelaacutesi lehetıseacuteg Ilyenkor a G17 G18 G19 megmunkaacutelaacutesi siacutekokat eacutes a fıorsoacute tengelyiraacutenyait is vaacuteltani lehet ami a koordinaacuteta iraacutenyok megvaacuteltoztataacutesaacutet jelenti
Ugyancsak beleacutepnek a maacutesodlagos esetleg harmadlagos mozgaacutesok tehaacutet a haacuteromtengelyes megmunkaacutelaacutes mellett a neacutegy- eacutes oumlttengelyes megmunkaacutelaacutes is elıfordulhat A 211 aacutebra egyszerő megmunkaacuteloacutekoumlzpont koordinaacutetatengelyeit szemleacutelteti Mivel a geacutep uacuten mozgoacutetornyos a Z eacutes Y tengely iraacutenyaacuteban a geacutepi eacutes a munkadarab-koordinaacutetairaacutenyok megegyeznek
29 aacutebra
Szerszaacutemmaroacutegeacutep koordinaacutetatengelyei
210 aacutebra Keacutetoszlopos fuumlggıleges fuacuteroacutegeacutep eacutes maroacutegeacutep mozgaacutesiraacutenyai
CNC-programozaacutes alapjai
11
211 aacutebra Megmunkaacuteloacutekoumlzpont mozgaacutesiraacutenyai
23 NC-geacutepek jellegzetes pontjai
A megismert haacuterom koordinaacuteta-rendszer kezdıpontjaacutenak (nullapontjaacutenak) viszonya a geacutep pontos mőkoumldeacuteseacutenek felteacutetele Ez a haacuterom pont a koumlvetkezı
A geacutepi nullapont az iraacutenyiacutetoacuterendszer meacutereacutestartomaacutenyaacuten beluumll elektronikusan beaacutelliacutethatoacute pont amely a mőkoumldı rendszer meacutereacutesi baacutezisa (a geacutep koordinaacutetarendszereacutenek a kezdıpontja) Jellege szerint a vezeacuterleacutes lehet
bull lebegı nullapontos vezeacuterleacutes amikor a geacutepi nullapont a szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten kiacutevuumll esı elmeacuteleti pont a geacutepi koordinaacuteta-rendszer origoacuteja
bull fix nullapontos vezeacuterleacutes (ez a gyakoribb) amikor a geacutepi nullapont a mozgaacutestartomaacutenyon beluumlli roumlgziacutetett pont eacutes egybeesik a referenciaponttal
A referenciapont az NC- szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten beluumll villamos helyzetkapcsoloacutekon keresztuumll roumlgziacutetett pont ahova a szaacutemokat vezeacuterelve a vezeacuterleacutes meacuterırendszere felveszi a geacutepi nullaponthoz viszonyiacutetott koordinaacutetaeacuterteacutekeket
Az NC- szerszaacutemgeacutepek vezeacuterlırendszereacutenek bekapcsolaacutesakor a vezeacuterleacutes eacuterteacutektaacuteroloacutei uumlresek nullaacutet vagy valamilyen aacutellandoacute szaacutemeacuterteacuteket tartalmaznak A szaacutenok baacutermilyen helyzeteacuteben kapcsoljaacutek be a vezeacuterlırendszert az eacuterteacutektaacuteroloacuteban illetve a kijelzıben mindig ugyanazok az eacuterteacutekek jelennek meg Az NC- szerszaacutemgeacutep ebben az aacutellapotban nem alkalmas az uumlzemszerő mőkoumldeacutesre Bekapcsolaacutes utaacuten elıszoumlr a referenciapontra kell vezeacuterelni a szaacutenokat hogy a meacuterırendszer felvehesse a geacutepi nullapontokhoz viszonyiacutetott koordinaacutetaeacuterteacutekeket eacutes azokat az uacuteteacuterteacutektaacuteroloacuteba beiacuterhassa A referenciapontroacutel valoacute taacutevozaacutes utaacuten a meacuterırendszer eacutes a szabaacutelyozoacutekoumlroumln keresztuumll a szerszaacutem beaacutelliacutetott eacutelpontja a geacutepi koordinaacuteta-rendszerben megadott koordinaacutetaeacuterteacutekekre aacutell A referenciapontra aacutellaacutes kuumlloumln uumlzemmoacuted minden NC- szerszaacutemgeacutepen megtalaacutelhatoacute
A fix nullapontos eacutes a lebegı nullapontos vezeacuterleacutes geacutepi nullapontjaacutet a 212 aacutebra szemleacutelteti A lebegı nullapontos vezeacuterleacuteskor az X taacuteroloacuteba az x referenciaeacuterteacutek miacuteg a Z
CNC-programozaacutes alapjai
12
taacuteroloacuteba a z referenciaeacuterteacutek iacuteroacutedik Ez a folyamat zajlik le fix nullapontos vezeacuterleacuteskor is de itt a taacuteroloacutek nullaacutezoacutednak mivel a z referencia = x referencia = 0
Mozgaacutestartomaacuteny Mozgaacutestartomaacuteny
212 aacutebra Vezeacuterleacutes eacutes referenciapont a) lebegı nullapontos vezeacuterleacutes b) fix nullapontos vezeacuterleacutes
a) b)
213 aacutebra Meacuteretmegadaacutes a) lebegı nullapontos b) fix nullapontos vezeacuterleacutes eseteacuten
A geacutepi nullapont felveacutetele utaacuten a taacuterolt ill a kijelezhetı koordinaacutetaeacuterteacutekeket kuumlloumlnboumlzı
megmunkaacutelaacutesi helyzetekben a 213 aacutebra szemleacutelteti Az iraacutenyiacutetaacutestechnikailag szuumlkseacuteges geacutepi nullapont programozaacutesa nagyon koumlruumllmeacutenyes
Megmunkaacuteloacutekoumlzpontokon ha a geacutep szerszaacutemcsereacutelıvel eacutes asztalcsereacutelıvel van felszerelve akkor nem egy geacutepi nullapont van hanem toumlbb
Maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes harmadlagos nullapont az asztalcsereacuteleacutes nullapontja
Elsıdleges geacutepi nullapontboacutel - szinteacuten a megmunkaacuteloacutekoumlzpontokra jellemzı - toumlbbet lehet meghataacuterozni Ez a toumlbboldalas illetve toumlbb nullapontos munkadarabok megmunkaacutelaacutesa eseteacuten fontos
A munkadarab-nullapont a programozaacutes soraacuten alkalmazott pont amely a munkadarab koordinaacuteta-rendszereacutenek kezdıpontja A munkadarab koordinaacutetarendszereacutet a programozoacute hataacuterozza meg (iraacutenyai a jobbkeacutez-szabaacutely szerintiek) uacutegy hogy a munkadarab termeacuteszetes (rajz szerinti) meacuteretei legyenek a koordinaacutetaeacuterteacutekek Az ilyen nullapont-elhelyezeacutes nagymeacuterteacutekben koumlnnyiacuteti a programozoacute munkaacutejaacutet Ellenkezı esetben a meacutereteket aacutet kell szaacutemiacutetani eacutes ez hibalehetıseacuteget jelent
Mozgaacutestartomaacuteny
CNC-programozaacutes alapjai
13
24 Nullponteltolaacutes nullpont felveacutetel
A munkadarab-nullapont eacutes geacutepi nullapont koumlzoumltti kapcsolat a 214 aacutebraacuten laacutethatoacute A geacutepi eacutes a munkadarab-koordinaacutetarendszer koumlzoumltti elteacutereacutes ∆x eacutes ∆z koordinaacutetaacutenkeacutent
aacutellandoacute eacuterteacutek A vezeacuterleacutes geacuteprendszere a geacutepi koordinaacuteta-rendszerben dolgozik a program geometriai adatait a munkadarab-koordinaacutetarendszerben hataacuteroztaacutek meg ezeacutert a ∆x eacutes a ∆z eacuterteacutekek az uacuten nullapont-eltolaacutesi eacuterteacutekek Ezeket az eacuterteacutekeket a vezeacuterleacutes hozzaacuteadja a programozott - a munkadarab-koordinaacutetarendszereacuteben meghataacuterozott - koordinaacutetaeacuterteacutekekhez (x1 x2 z1 z2)
A nullapont-eltolaacutesi eacuterteacutekek a nullaponttaacuteroloacutekba (regiszterek) lesznek beiacuterva Reacutegi KNC- vezeacuterleacutes eseteacuten ezt a mőveletet keacutezi adatbevitellel dekaacutedkapcsoloacutekkal lehetett elveacutegezni (ez volt az aritmetikai nullapontmegadaacutes) A mai CNC- vezeacuterleacutesekneacutel ciacutemezhetı regiszterek tartalmazzaacutek a nullapont eacuterteacutekeit A regiszterek tartalmaacutet a programboacutel iacuterhatjuk aacutet A nullapont-eltolaacutesi programmondat beolvasaacutesa nem eredmeacutenyezi a szaacuten mozgaacutesaacutet hanem csak a regisztertartalom aacutetiacuteraacutesaacutet amelynek megfelelıen a szaacuten az elsı mozgaacutesi utasiacutetaacutest tartalmazoacute mondat veacutegrehajtaacutesa soraacuten mozog (ezt nevezzuumlk transzformaacutecioacutes nullaponteltolaacutesnak)
214 aacutebra Nullaponteltolaacutes
215 aacutebra Nullaponteltolaacutes ismeacutetlıdı alakzatok eseteacuten
A nullaponteltolaacutes segiacutetseacutegeacutevel a programozaacutesi munka egyszerősiacutethetı
bull ismeacutetlıdı alakzatok programozaacutesa bull simiacutetaacutesi raacutehagyaacutesok leacutetrehozaacutesa bull toumlbb azonos munkadarab (keacuteszuumlleacutek) egy asztalra roumlgziacuteteacutese eseteacuten
Ha egy alkatreacuteszen azonos geometriai alakzatok talaacutelhatoacutek akkor a megmunkaacutelaacuteshoz nem kell uacutejra eacutes uacutejra elkeacutesziacuteteni a megmunkaacuteloacute programot hanem elegendı az alakzatok koumlzoumltti taacutevolsaacutegot meghataacuterozni ezeket elıjelhelyesen nullaponteltolaacuteskeacutent eacutertelmezni A
CNC-programozaacutes alapjai
14
nullaponteltolaacutes utaacuten a 215 aacutebra szerint a Wrsquo munkadarab-nullapontboacutel megiacutert programot a W2 nullaponttoacutel meg kell ismeacutetelni iacutegy a programozaacutes leacutenyegesen egyszerősiacutethetı
A nullapont-beaacutelliacutetaacutes sikeresen alkalmazhatoacute simiacutetaacutesi raacutehagyaacuteshoz A 216 aacutebraacuten a nagyolaacuteskor a simiacutetaacutesi raacutehagyaacutesnak megfelelı ∆x eacutes ∆z nullaponteltolaacutessal esztergaacutelhatoacute a munkadarab majd a nullapontot az eredeti helyre visszatolva a simiacutetaacutes elveacutegezhetı
216 aacutebra Keacutet befogoacutekeacuteszuumlleacutekes
maroacutegeacutepasztal 217 aacutebra Nullaponteltolaacutes simiacutetaacutesi
raacutehagyaacuteshoz
Wn a nagyolaacutes nullapontja Ws a simiacutetaacutes nullapontja
Ha toumlbb kisebb meacuterető eacutes roumlvid megmunkaacutelaacutesi idejő munkadarabot kell keacutesziacuteteni akkor
ugyanazzal a programmal munkaacutelhatoacutek meg uacutegy hogy mindegyikhez sajaacutet nullapontot rendeluumlnk hozzaacute (217 aacutebra)
Nullapontfelveacutetel Az NC- geacutep bekapcsolaacutesakor a regiszterek tartalma eacutes a szaacutenok teacutenyleges helyzete koumlzoumltt nincs azonnali eacutes koumlzvetlen kapcsolat ezeacutert a regiszterek tartalmaacutet eacutes a teacutenyleges szaacutenhelyzetet egyeztetni kell Ezt a teveacutekenyseacuteget nevezzuumlk nullapontfelveacutetelnek (geacutepi nullapont) A szerszaacutemgeacutep szaacutenjait automatikusan vagy keacutezi vezeacuterleacutessel ceacutelszerően vaacutelasztott vagy a geacutep szerkezeti kialakiacutetaacutesa aacuteltal megadott helyzetbe visszuumlk majd ebben a helyzetben a regiszterekbe automatikusan vagy keacutezi adatbevitellel alkalmasan vaacutelasztott eacuterteacutekeket iacuterunk be
Esztergaacuten fix nullapontos vezeacuterleacutes eseteacuten a nullapontfelveacutetel a koordinaacutetairaacutenyonkeacutenti referenciapontra aacutellaacutest jelenti Lebegı nullapont eseteacuten a szaacuten baacutermely poziacutecioacutejaacuteban felvehetjuumlk a geacutepi nullapontot csak az adott helyen nullaacutezni kell az elmozdulaacutesregisztereket koordinaacutetairaacutenyonkeacutent
Maroacutegeacutepekhez a moacutedszer azonos az esztergaacutenaacutel ismertetett folyamattal csak a koordinaacutetairaacutenyok szaacutema lehet toumlbb
Megmunkaacuteloacutekoumlzpontokon ahol szerszaacutemcsereacutelı eacutes esetleg asztalcsereacutelı is van toumlbb geacutepi nullapont is lehet Az elsıdleges nullapont (amit eddig megismertuumlnk) mellett megjelenik a maacutesodlagos eacutes a harmadlagos nullapont is
A maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes poziacutecioacuteja a harmadlagos nullapont az asztalcsereacuteleacutesi poziacutecioacute Mindezek a helyek roumlgziacutetett eacuterteacutekek melyekre az uumlzemeleacutes koumlzben szuumlkseacuteg van
A munkadarab nullapontjaacutenak a beaacutelliacutetaacutesa az a nullaponteltolaacutes amelynek az elmeacuteleteacutet maacuter ismerjuumlk A geacutepi nullapont a munkadarab nullapontjaacuteba csak akkor helyezhetı aacutet ha a munkadarab nullapontjaacutenak a helyeacutet a geacutep munkatereacuteben megkeressuumlk
Ez keacutet moacutedon lehetseacuteges bull a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutenak megeacuterinteacuteseacutevel (koumlzvetlen vagy koumlzvetett
moacutedon) bull a befogott munkadarab megeacuterinteacuteseacutevel
CNC-programozaacutes alapjai
15
Az eszterga befogoacutekeacuteszuumlleacuteke toumlbbnyire esztergatokmaacuteny iacutegy valamelyik uumltkoumlzeacutesi baacutezisaacutet lehet nullapontkeacutent felhasznaacutelni (218 aacutebra)
218 aacutebra Nullapont az uumltkoumlzeacutesi feluumlleten
1 fıorsoacute 2 fıorsoacuteperem 3 koumlzpontosiacutetoacute kuacutep
4 tokmaacuteny 5 uumltkoumlzeacutesi baacutezis M a geacutep koordinaacuteta-rendszereacutenek nullapontja XM ZM a geacutep koordinaacuteta-rendszereacutenek tengelye (ebben dolgozik a geacutep) W a munkadarab koordinaacutetarendszereacutenek nullapontja XW ZW a munkadarab koordinaacuteta-rendszereacutenek tengelye
Az uumltkoumlzeacutesi baacutezist a szerszaacutemtartoacuteba befogott eacutes ismert meacuterető szerszaacutemmal keacutezi uumlzemmoacutedban eacuterintjuumlk (aacuteltalaacuteban inkrementaacutelisan 1 mm-es 01 mm-es vagy 001 mm-es leacutepeacutesekben) eacutes amikor befejezıdik a meacuteretkijelzın szereplı eacuterteacutek lesz a nullaponteltolaacutes eacuterteacuteke Az aacutebraacuten ez ∆z (amit a vezeacuterleacutesbe kell beiacuterni) A maacutesik iraacutenyban a forgaacutestengelyt kell megkeresni pl ismert meacuterető munkadarab befogaacutesaacuteval eacutes aacutetmeacuterıjeacutenek megeacuterinteacuteseacutevel
Ha a nullapont a munkadarab homlokfeluumlleteacuten van (219 aacutebra) akkor a munkadarab hosszmeacutereteacutet megtestesiacutetı meacuterıhasaacutebot kell az uumltkoumlzeacutesi baacutezishoz taacutemasztani eacutes azt kell az elıbb leiacutert moacutedon megeacuterintve a munkadarab nullapontjaacutenak roumlgziacuteteni
Maroacutegeacutepen a geacutep asztalaacutera felfogott munkadarab vagy a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutet kell megkeresnie a geacutepkezelınek
A legegyszerőbb eacutes leggyorsabb nullapontkeresı eszkoumlz a nullapont-indikaacutetor Az indikaacutetor keacutet reacuteszbıl aacutelloacute tuumlske amely a fıorsoacuteba van befogva (220 aacutebra) A keacutet reacuteszt rugoacute fogja oumlssze A keacutet reacutesz egytengelyőn forog Amikor az indikaacutetor megeacuterinti a munkadarab valamely ismert feluumlleteacutet akkor az alsoacute reacutesz a felsıhoumlz keacutepest hataacuterozottan eltoloacutedik eacutes a koumlszoumlruumllt feluumlleten megfigyelhetı feacutenycsiacutekok megtoumlrnek Az aacutebraacuten az X iraacuteny eacuterinteacutese laacutethatoacute 10 mm-es nullapont-indikaacutetorral a fıorsoacute poziacutecioacuteja az eacuterinteacuteskor tehaacutet xmdash 5
219 aacutebra Nullapont a munkadarab homlokfeluumlleteacuten 220 aacutebra A nullapont indikaacutetor
Az Y iraacutenyt hasonloacutean kell bemeacuterni A harmadik a Z tengely iraacutenyaacuteban is fel kell venni a nullapontot
bull a fıorsoacuteba befogott szerszaacutemmal eacutes a munkadarab feluumlleteacutenek megeacuterinteacuteseacutevel vagy
CNC-programozaacutes alapjai
16
bull a fıorsoacute homloksiacutekjaacutenak felhasznaacutelaacutesaacuteval A fıorsoacuteba befogott szerszaacutemmal megeacuterintjuumlk a munkadarab feluumlleteacutet (221 a aacutebra) majd
a Z tengelyt nullaacutezzuk Ennek a szerszaacutemnak tehaacutet a hosszaacutet nullaacutera vettuumlk A moacutedszer gyors eacutes joacutel hasznaacutelhatoacute ha csak egy szerszaacutemmal dolgozunk
a)
b)
c)
221 aacutebra
a) Nullapontfelveacutetel eacuterinteacutessel
b) toumlbb szerszaacutem eseteacuten fıorsoacuteval
c) meacuterıhasaacuteb alkalmazaacutesaacuteval
Toumlbb szerszaacutem eseteacuten mindegyik szerszaacutemmal meg kell eacuterinteni a munkadarabot de az
elsı szerszaacutem (vezeacuterszerszaacutem) utaacuten a Z tengelyt nullaacutezzuk a toumlbbi szerszaacutem eseteacuten az eacuterinteacutesi poziacutecioacutenak az eacuterteacutekeit (amelyeket a kijelzı mutat) kell a szerszaacutemhossz korrekcioacutes taacuteraacuteba beiacuterni (221 b aacutebra)
A moacutedszer haacutetraacutenya hogy ha a vezeacuterszerszaacutem meacuterete vaacuteltozik az oumlsszes szerszaacutem meacutereteacutet moacutedosiacutetani kell
Szerszaacutem neacutelkuumll a fıorsoacute homlokfeluumlleteacutet (a szerszaacutem uumltkoumlzteteacutesi baacutezisaacutet) hozzuk kapcsolatba a munkadarab feluumlleteacutevel pl 50 mm-es meacuterıhasaacuteb alkalmazaacutesaacuteval (221 c aacutebra)
25 Szerszaacutemkorrekcioacute
A programozott uacutetinformaacutecioacutek a szerszaacutemmeacuterettıl fuumlggetlenek mivel a program iacuteraacutesakor csak a szerszaacutem tiacutepusaacutet hataacuterozzuk meg a meacutereteit nem (vagy csak reacuteszben) ismerjuumlk A vezeacuterleacutesnek azt a szolgaacuteltataacutesaacutet hogy a szerszaacutem teacutenyleges (valoacutesaacutegos) meacutereteit vegye figyelembe szerszaacutemkorrekcioacutenak nevezzuumlk
A szerszaacutemkorrekcioacute lehet bull szerszaacutemmeacuteret-korrekcioacute amely a szerszaacutemnak a programozaacutes szempontjaacuteboacutel jellegzetes
hossz- vagy sugaacuteriraacutenyuacute meacutereteacutevel azonos nagysaacutegrendő bull szerszaacutemkopaacutes-korrekcioacute amely a szerszaacutem kopaacutesaacutet veszi figyelembe eacutes legfeljebb bull 1 mm nagysaacuteguacute
A szerszaacutemmeacuteret-korrekcioacute soraacuten a szerszaacutemok meacutereteit megmunkaacutelaacutes elıtt koumlzoumlljuumlk a vezeacuterleacutessel eacutes iacutegy az uacutetinformaacutecioacutek szaacutemiacutetaacutesaacutehoz nem kell figyelembe venni e meacutereteket vagyis a programban az elkeacutesziacutetendı munkadarab kontuacuterjaacutet iacuterhatjuk le
Fuacuteroacutegeacutepeken eacutes fuacuteroacute-maroacute mőveken a furatok megmunkaacutelaacutesaacutehoz ceacutelszerő szerszaacutemhossz-korrekcioacute elveacutet szemleacutelteti a 222 aacutebra
CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
6
2 A geometriai informaacutecioacutek meghataacuterozaacutesa
Az NC- geacutepek programozaacutesa teveacutekenyseacutegek laacutencolata amelynek eredmeacutenye az informaacutecioacutehordozoacute elkeacutesziacuteteacutese ezt nevezzuumlk kuumllsı adatfeldolgozaacutesnak Az informaacutecioacutehordozoacuten leacutevı adatok leolvasaacutesa feldolgozaacutesa aacutetalakiacutetaacutesa az aacutetalakiacutetott adatok uacutet- eacutes kapcsolaacutesi parancsok formaacutejuacute kiadaacutesa a szerszaacutemgeacutepre eacutes a parancsok veacutegrehajtaacutesaacutenak ellenırzeacutese a belsı adatfeldolgozaacutes A programozaacuteshoz tehaacutet egyreacuteszt meg kell hataacuterozni a mozgaacutesokat ezek a geometriai informaacutecioacutek maacutesreacuteszt a mozgaacutesokhoz tartozoacute sebesseacutegeket a technoloacutegiai adatokat
21 Meacuteretmegadaacutesi moacutedok
Szaacutemvezeacuterleacuteső szerszaacutemgeacutepen a szerszaacutemot olyan uacutetvonal menteacuten kell mozgatni amelynek a veacutegeredmeacutenye a kiacutevaacutent geometriaacutejuacute munkadarab Az uacutetvonalra vonatkozoacute informaacutecioacutekat az alkatreacuteszrajz tartalmazza A geacuteprajzban a meacutereteket a tervezı toumlbbfeacutelekeacuteppen is megadhatja Baacutezistoacutel valoacute meacuteretezeacutes ha egy ponttoacutel adjuk meg a meacutereteket (21 a aacutebra) laacutencmeacuteretezeacutes ha a meacuteretek egymaacutestoacutel vannak megadva (21 b aacutebra) gyakran elıfordul azonban a vegyes meacuteretezeacutesi moacuted is (21 c aacutebra) A 21 aacutebraacuten esztergaacutelt leacutepcsıs tengely laacutethatoacute (Meg kell jegyezni hogy a 21 b aacutebra megoldaacutesaacutet a gyakorlatban nem hasznaacuteljaacutek mert az aacutetmeacuterıkuumlloumlnbseacutegeket sokkal koumlruumllmeacutenyesebb megmeacuterni mint magaacutet az aacutetmeacuterıt)
a)
b)
c)
21 aacutebra Meacuteretmegadasi moacutedok a) abszoluacutet meacuteretmegadaacutes meacuteretezeacutes baacutezistoacutel b)
noumlvekmeacutenyes meacuteretmegadaacutes laacutencmeacuteretezeacutessel c) vegyes meacuteretmegadaacutes
A baacutezistoacutel valoacute meacuteretezeacutest az NC- technikaacuteban abszoluacutet meacuteretmegadaacutesnak a
laacutencmeacuteretezeacutest noumlvekmeacutenyes meacuteretmegadaacutesnak nevezzuumlk A keacutet meacuteretmegadaacutesi moacutedot a 22 aacutebra hasonliacutetja oumlssze
CNC-programozaacutes alapjai
7
Abszoluacutet Noumlvekmeacuteny
X y ∆x ∆y 1 300 240 300 240
2 650 180 350 -60
3 500 340 -150 160
W 0 0 -500 -340
22 aacutebra Abszoluacutet eacutes noumlvekmeacutenyes meacuteretmegadaacutes pontvezeacuterleacutesneacutel A peacutelda egy pontvezeacuterleacuteses feladat (fuacuteraacutes) megoldaacutesaacutet szemleacutelteti A szerszaacutemot a
munkadarab koordinaacuteta-rendszereacutenek W kezdıpontjaacuteboacutel kell az egyes furatok 1 2 3 koumlzeacuteppontjaira poziacutecionaacutelni A taacuteblaacutezat noumlvekmeacutenyes meacuteretmegadaacutesaacutenak oszlopaacuteban az elmozdulaacutesnoumlvekmeacutenyek vannak feltuumlntetve Az elmozdulaacutes eacuterteacuteke akkor pozitiacutev ha a mozgaacutes iraacutenya a munkadarab koordinaacutetarendszereacutenek pozitiacutev tengelye iraacutenyaacuteban toumlrteacutenik eacutes negatiacutev ha a mozgaacutes iraacutenya a koordinaacutetatengely negatiacutev iraacutenyaacuteba esik A harmadik furat megmunkaacutelaacutesa utaacuten noumlvekmeacutenyes rendszerben a szerszaacutemot vissza kell aacutelliacutetani a W kezdıpontba ennek elmulasztaacutesa eseteacuten a koumlvetkezı munkadarab selejt lenne
22 Az NC-geacutepek koordinaacuteta rendszerei
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepek szerszaacutemainak pontosan roumlgziacutetett relatiacutev mozgaacutespaacutelyaacutet kell leiacuterniuk a munkadarab megmunkaacutelaacutesa soraacuten A mozgaacutesfolyamatokat a programban pontosan roumlgziacuteteni kell Ennek megvaloacutesiacutetaacutesaacutehoz a szerszaacutemgeacutep munkatereacuteben leacutevı oumlsszes pontot egyeacutertelmően kell azonosiacutetani Az egyeacutertelmő megfelelteteacuteshez koordinaacuteta-rendszereket hasznaacutelunk
Az NC- szerszaacutemgeacutepek fı mozgaacutesi iraacutenyait a jobbkeacutez-szabaacutely szerint elhelyezett dereacutekszoumlgő koordinaacuteta-rendszer hataacuterozza meg (23 aacutebra) amely mindig a munkadarabra vonatkozik
23 aacutebra NC-szerszaacutemgeacutepek koordinaacutetatengelyei
Programozaacuteskor a munkadarabot aacutelloacute helyzetőnek kell felteacutetelezni a mozgaacutesokat a
szerszaacutem veacutegzi Az X Y Z koordinaacutetatengelyek koumlruumlli forgataacutesi tengelyeket a 23 aacutebra szerinti A B C-
vel jeloumllik A pozitiacutev forgaacutesiraacuteny megegyezik az oacuteramutatoacute jaacuteraacutesaacuteval ha a forgaacutest a pozitiacutev tengely iraacutenyaacuteba neacutezzuumlk
CNC-programozaacutes alapjai
8
Az uacutetinformaacutecioacutek meghataacuterozaacutesakor a programozoacute technoloacutegus koordinaacuteta-rendszert rendel a munkadarabhoz Ez az a munkadarab-koordinaacutetarendszer (vagy programozaacutesi koordinaacuteta-rendszer) amelynek kezdıpontja W a munkadarab- (programozaacutesi) nullapont (noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten a felvett koordinaacuteta-rendszer csak az elmozdulaacutesi iraacutenyok elıjeleacutenek eacutes a megmunkaacutelaacutes kezdıpontjaacutenak meghataacuterozaacutesaacutehoz szuumlkseacuteges) A szerszaacutemgeacutep viszont a sajaacutet koordinaacuteta-rendszereacuteben dolgozik amelyet geacutepi koordinaacuteta-rendszernek nevezuumlnk M kezdıpontjaacutet pedig geacutepi nullapontnak A szerszaacutemhoz is rendelhetı koordinaacuteta-rendszer kuumlloumlnoumlsen elızetes szerszaacutembeaacutelliacutetaacutes eseteacuten A munkadarab alakjaacutenak elıiacuteraacutesaacutehoz tehaacutet a koumlvetkezı haacuterom koordinaacuteta-rendszer egymaacuteshoz valoacute viszonyaacutet kell megfelelı moacutedon meghataacuterozni
bull a munkadarab koordinaacuteta-rendszere amelyet a programozoacute vesz fel bull a szerszaacutemgeacutep koordinaacuteta-rendszere bull a szerszaacutem koordinaacuteta-rendszere amelyet a szerszaacutem beaacutelliacutetaacutesaacutehoz kell figyelembe
venni Vizsgaacuteljuk a haacuterom koordinaacuteta-rendszert esztergaacuten A 24 aacutebraacuten laacutethatoacute munkadarabnaacutel
Xw Zw a munkadarab-koordinaacutetarendszere W nullaponttal Az A felfogaacutesi nullapont a munkadarab felfogaacutesakor az uumltkoumlzeacutesi siacutekba keruumll A szerszaacutemhoz az XT ZT koordinaacuteta-rendszert rendeltuumlk amelyben N beaacutelliacutetoacute nullapont A beaacutelliacutetoacute nullaponthoz keacutepest vaacuteltoztathatoacute a szerszaacutemcsuacutecs (ill a P szerszaacutemeacutelpont) L hosszuacutesaacuteguacute eacutes K keresztiraacutenyuacute kinyuacutelaacutesa A hossz- eacutes keresztiraacutenyuacute aacutelliacutethatoacutesaacutegot a szerszaacutem konstrukcioacuteja teszi lehetıveacute A szerszaacutemgeacutep XM ZM koordinaacutetarendszereacutenek nullapontja M
24 aacutebra A munkadarab a szerszaacutemgeacutep eacutes a szerszaacutem koordinaacuteta-rendszere
A poziacutecionaacutelaacutesi folyamatokat az NC- vezeacuterleacutes a geacutepi koordinaacuteta-rendszerben nyitja A
teacutenyleges szaacutenhelyzetet nyilvaacutentartoacute regiszterek a szaacutenrendszer kituumlntetett pontjaacutenak az F
vonatkoztataacutesi pontnak a koordinaacutetaacuteit (az MF taacutevolsaacuteg oumlsszetevıit) tartalmazzaacutek A technoloacutegus a megmunkaacutelaacutesi programban a P programozott pont koordinaacutetaacuteit (vagy elıjeles elmozdulaacutesnoumlvekmeacutenyeit) iacuterja elı altaacutenossaacutegban az F pont koordinaacutetaacutei az M kezdıpontuacute rendszerben haacuterom reacuteszbıl aacutellnak (25 aacutebra)
PFWPMWMF ++=
ahol az MW taacutevolsaacuteg X Y Z iraacutenyuacute dereacutekszoumlgő oumlsszetevıi az uacuten nullapont-eltolaacutesi
eacuterteacutekek a WPtaacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıit a vezeacuterlıszalag tartalmazza (ezek a program
geometriai adatai) a PF taacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıi a szerszaacutemkorrekcioacutes eacuterteacutekek amelyeket a vezeacuterlıpulton kell beaacutelliacutetani NC- neacutel a korrekcioacutes taacuterba beiacuterni)
A hibaacutetlan gyaacutertaacuteshoz biztosiacutetani kell a munkadarab eacutes a geacutepi koordinaacutetarendszer azonossaacutegaacutet ennek felteacutetele a koordinaacutetairaacutenyoknak eacutes a nullpontoknak az azonossaacutega
CNC-programozaacutes alapjai
9
25 aacutebra A koordinaacuteta-rendszerek
eacutes jellegzetes pontok (M W P F) eacutertelmezeacutese
26 aacutebra A munkadarab koordinaacuteta-rendszere
A programozaacutes egyik alapelve 1 mozgoacute szerszaacutem-nyugvoacute munkadarab amelynek
segiacutetseacutegeacutevel keacutet egyszerő iraacutenymeghataacuterozaacutesi szabaacutelyt alkothatunk bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a szerszaacutem veacutegzi a mozgaacutest a geacutepi eacutes a
munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya megegyezik bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a munkadarab veacutegzi a mozgaacutest a geacutepi
eacutes a munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya ellenteacutetes A geacutepi koordinaacuteta-rendszer iraacutenyait a geacutep tervezeacutesekor illetve a vezeacuterlırendszer illeszteacutese
soraacuten valoacutesiacutetjaacutek meg iacutegy tehaacutet adott Milyen elhelyezkedeacuteső koordinaacuteta-rendszerrel ceacutelszerő a geacutepet tervezni a vezeacuterleacutest
illeszteni Tekintsuumlk a szerszaacutemgeacutep munkatereacutet egyetlen teacuter-nyolcadnak A bal eacutes jobb sodraacutesuacute rendszer egyuumlttesen 8x3x2 = 48 lehetıseacuteget ad Baacuter a geacutep eacutes a vezeacuterleacutes szempontjaacuteboacutel szinte koumlzoumlmboumls hogy melyiket vaacutelasztjuk programozaacuteskor sok neheacutezseacuteget okozna a geacutepenkeacutent maacutes eacutes maacutes moacutedon elhelyezett koordinaacuteta-rendszer
Az 1968-ban aacutetdolgozott VDI- javaslat eacutes az ISOR 841 tovaacutebbaacute az MSZ 7789 a 26 aacutebra szerinti jobb sodraacutesuacute XYZ rendszert rendel a munkadarabhoz A maacutesodlagos mozgaacutesokat rendre U V eacutes W a harmadlagos mozgaacutesokat P Q eacutes R jeloumlli
27 aacutebra Eszterga koordinaacuteta-rendszere
Maacutesik fontos alapelv 2 a Z tengely iraacutenya mindig a szerszaacutem fı mozgaacutesi (taacutemadaacutesi)
iraacutenyaacuteba mutat Az 1 eacutes 2 alapelv ismereteacuteben baacutermely szerszaacutemgeacutep koordinaacutetatengely-iraacutenyait meg lehet hataacuterozni
CNC-programozaacutes alapjai
10
Eszterga koordinaacutetatengelyei laacutethatoacutek a 27 aacutebraacuten ahol a munkadarab koordinaacuteta-rendszereacutet XZ-vel a szerszaacutemgeacutep koordinaacuteta-rendszereacutet pedig XZ-vel jeloumlltuumlk
a)
28 aacutebra Fuacuteroacutegeacutep koordinaacuteta-rendszere
Hasonloacute moacutedon szemleacutelteti a 28 aacutebra a fuacuteroacutegeacutep koordinaacuteta-rendszereacutet A 28 a aacutebraacuten a
geacutep eacutes a koordinaacuteta-rendszerek laacutethatoacuteak miacuteg a 28 b aacutebraacuten a munkadarab a sajaacutet koordinaacuteta-rendszereacuteben laacutethatoacute Ez a fuacuteroacutegeacutep fuumlggıleges orsoacutejuacute siacutekmaroacutegeacutepnek is tekinthetı ezeacutert a maroacutegeacutep koordinaacuteta-rendszereacutet is tanulmaacutenyozhatjuk az aacutebraacuten
A szerszaacutemmaroacutegeacutepek kisseacute elteacuternek a maroacutegeacutepektıl mert a gerendaacuten leacutevı fıorsoacute lehet viacutezszintes vagy fuumlggıleges tovaacutebbaacute a gerenda az egyik mozgaacutest is elveacutegzi (Z tengely) Ez a 29 aacutebraacuten laacutethatoacute amely a viacutezszintes konzolos NC- maroacutegeacutep koordinaacutetairaacutenyait is tartalmazza a kuumlloumlnbseacuteg annyi hogy a +Z iraacutenyba megfordul
Fuumlggıleges portaacutelfuacuteroacutegeacutep illetve portaacutelsiacutekmaroacutegeacutep koordinaacutetatengely-iraacutenyait szemleacutelteti a 210 aacutebra
Megmunkaacuteloacutekoumlzpontok koordinaacuteta-rendszerei eseteacuten a keacutet fontos alapelv eacuterveacutenyben marad de megjelenik a toumlbboldalas megmunkaacutelaacutesi lehetıseacuteg Ilyenkor a G17 G18 G19 megmunkaacutelaacutesi siacutekokat eacutes a fıorsoacute tengelyiraacutenyait is vaacuteltani lehet ami a koordinaacuteta iraacutenyok megvaacuteltoztataacutesaacutet jelenti
Ugyancsak beleacutepnek a maacutesodlagos esetleg harmadlagos mozgaacutesok tehaacutet a haacuteromtengelyes megmunkaacutelaacutes mellett a neacutegy- eacutes oumlttengelyes megmunkaacutelaacutes is elıfordulhat A 211 aacutebra egyszerő megmunkaacuteloacutekoumlzpont koordinaacutetatengelyeit szemleacutelteti Mivel a geacutep uacuten mozgoacutetornyos a Z eacutes Y tengely iraacutenyaacuteban a geacutepi eacutes a munkadarab-koordinaacutetairaacutenyok megegyeznek
29 aacutebra
Szerszaacutemmaroacutegeacutep koordinaacutetatengelyei
210 aacutebra Keacutetoszlopos fuumlggıleges fuacuteroacutegeacutep eacutes maroacutegeacutep mozgaacutesiraacutenyai
CNC-programozaacutes alapjai
11
211 aacutebra Megmunkaacuteloacutekoumlzpont mozgaacutesiraacutenyai
23 NC-geacutepek jellegzetes pontjai
A megismert haacuterom koordinaacuteta-rendszer kezdıpontjaacutenak (nullapontjaacutenak) viszonya a geacutep pontos mőkoumldeacuteseacutenek felteacutetele Ez a haacuterom pont a koumlvetkezı
A geacutepi nullapont az iraacutenyiacutetoacuterendszer meacutereacutestartomaacutenyaacuten beluumll elektronikusan beaacutelliacutethatoacute pont amely a mőkoumldı rendszer meacutereacutesi baacutezisa (a geacutep koordinaacutetarendszereacutenek a kezdıpontja) Jellege szerint a vezeacuterleacutes lehet
bull lebegı nullapontos vezeacuterleacutes amikor a geacutepi nullapont a szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten kiacutevuumll esı elmeacuteleti pont a geacutepi koordinaacuteta-rendszer origoacuteja
bull fix nullapontos vezeacuterleacutes (ez a gyakoribb) amikor a geacutepi nullapont a mozgaacutestartomaacutenyon beluumlli roumlgziacutetett pont eacutes egybeesik a referenciaponttal
A referenciapont az NC- szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten beluumll villamos helyzetkapcsoloacutekon keresztuumll roumlgziacutetett pont ahova a szaacutemokat vezeacuterelve a vezeacuterleacutes meacuterırendszere felveszi a geacutepi nullaponthoz viszonyiacutetott koordinaacutetaeacuterteacutekeket
Az NC- szerszaacutemgeacutepek vezeacuterlırendszereacutenek bekapcsolaacutesakor a vezeacuterleacutes eacuterteacutektaacuteroloacutei uumlresek nullaacutet vagy valamilyen aacutellandoacute szaacutemeacuterteacuteket tartalmaznak A szaacutenok baacutermilyen helyzeteacuteben kapcsoljaacutek be a vezeacuterlırendszert az eacuterteacutektaacuteroloacuteban illetve a kijelzıben mindig ugyanazok az eacuterteacutekek jelennek meg Az NC- szerszaacutemgeacutep ebben az aacutellapotban nem alkalmas az uumlzemszerő mőkoumldeacutesre Bekapcsolaacutes utaacuten elıszoumlr a referenciapontra kell vezeacuterelni a szaacutenokat hogy a meacuterırendszer felvehesse a geacutepi nullapontokhoz viszonyiacutetott koordinaacutetaeacuterteacutekeket eacutes azokat az uacuteteacuterteacutektaacuteroloacuteba beiacuterhassa A referenciapontroacutel valoacute taacutevozaacutes utaacuten a meacuterırendszer eacutes a szabaacutelyozoacutekoumlroumln keresztuumll a szerszaacutem beaacutelliacutetott eacutelpontja a geacutepi koordinaacuteta-rendszerben megadott koordinaacutetaeacuterteacutekekre aacutell A referenciapontra aacutellaacutes kuumlloumln uumlzemmoacuted minden NC- szerszaacutemgeacutepen megtalaacutelhatoacute
A fix nullapontos eacutes a lebegı nullapontos vezeacuterleacutes geacutepi nullapontjaacutet a 212 aacutebra szemleacutelteti A lebegı nullapontos vezeacuterleacuteskor az X taacuteroloacuteba az x referenciaeacuterteacutek miacuteg a Z
CNC-programozaacutes alapjai
12
taacuteroloacuteba a z referenciaeacuterteacutek iacuteroacutedik Ez a folyamat zajlik le fix nullapontos vezeacuterleacuteskor is de itt a taacuteroloacutek nullaacutezoacutednak mivel a z referencia = x referencia = 0
Mozgaacutestartomaacuteny Mozgaacutestartomaacuteny
212 aacutebra Vezeacuterleacutes eacutes referenciapont a) lebegı nullapontos vezeacuterleacutes b) fix nullapontos vezeacuterleacutes
a) b)
213 aacutebra Meacuteretmegadaacutes a) lebegı nullapontos b) fix nullapontos vezeacuterleacutes eseteacuten
A geacutepi nullapont felveacutetele utaacuten a taacuterolt ill a kijelezhetı koordinaacutetaeacuterteacutekeket kuumlloumlnboumlzı
megmunkaacutelaacutesi helyzetekben a 213 aacutebra szemleacutelteti Az iraacutenyiacutetaacutestechnikailag szuumlkseacuteges geacutepi nullapont programozaacutesa nagyon koumlruumllmeacutenyes
Megmunkaacuteloacutekoumlzpontokon ha a geacutep szerszaacutemcsereacutelıvel eacutes asztalcsereacutelıvel van felszerelve akkor nem egy geacutepi nullapont van hanem toumlbb
Maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes harmadlagos nullapont az asztalcsereacuteleacutes nullapontja
Elsıdleges geacutepi nullapontboacutel - szinteacuten a megmunkaacuteloacutekoumlzpontokra jellemzı - toumlbbet lehet meghataacuterozni Ez a toumlbboldalas illetve toumlbb nullapontos munkadarabok megmunkaacutelaacutesa eseteacuten fontos
A munkadarab-nullapont a programozaacutes soraacuten alkalmazott pont amely a munkadarab koordinaacuteta-rendszereacutenek kezdıpontja A munkadarab koordinaacutetarendszereacutet a programozoacute hataacuterozza meg (iraacutenyai a jobbkeacutez-szabaacutely szerintiek) uacutegy hogy a munkadarab termeacuteszetes (rajz szerinti) meacuteretei legyenek a koordinaacutetaeacuterteacutekek Az ilyen nullapont-elhelyezeacutes nagymeacuterteacutekben koumlnnyiacuteti a programozoacute munkaacutejaacutet Ellenkezı esetben a meacutereteket aacutet kell szaacutemiacutetani eacutes ez hibalehetıseacuteget jelent
Mozgaacutestartomaacuteny
CNC-programozaacutes alapjai
13
24 Nullponteltolaacutes nullpont felveacutetel
A munkadarab-nullapont eacutes geacutepi nullapont koumlzoumltti kapcsolat a 214 aacutebraacuten laacutethatoacute A geacutepi eacutes a munkadarab-koordinaacutetarendszer koumlzoumltti elteacutereacutes ∆x eacutes ∆z koordinaacutetaacutenkeacutent
aacutellandoacute eacuterteacutek A vezeacuterleacutes geacuteprendszere a geacutepi koordinaacuteta-rendszerben dolgozik a program geometriai adatait a munkadarab-koordinaacutetarendszerben hataacuteroztaacutek meg ezeacutert a ∆x eacutes a ∆z eacuterteacutekek az uacuten nullapont-eltolaacutesi eacuterteacutekek Ezeket az eacuterteacutekeket a vezeacuterleacutes hozzaacuteadja a programozott - a munkadarab-koordinaacutetarendszereacuteben meghataacuterozott - koordinaacutetaeacuterteacutekekhez (x1 x2 z1 z2)
A nullapont-eltolaacutesi eacuterteacutekek a nullaponttaacuteroloacutekba (regiszterek) lesznek beiacuterva Reacutegi KNC- vezeacuterleacutes eseteacuten ezt a mőveletet keacutezi adatbevitellel dekaacutedkapcsoloacutekkal lehetett elveacutegezni (ez volt az aritmetikai nullapontmegadaacutes) A mai CNC- vezeacuterleacutesekneacutel ciacutemezhetı regiszterek tartalmazzaacutek a nullapont eacuterteacutekeit A regiszterek tartalmaacutet a programboacutel iacuterhatjuk aacutet A nullapont-eltolaacutesi programmondat beolvasaacutesa nem eredmeacutenyezi a szaacuten mozgaacutesaacutet hanem csak a regisztertartalom aacutetiacuteraacutesaacutet amelynek megfelelıen a szaacuten az elsı mozgaacutesi utasiacutetaacutest tartalmazoacute mondat veacutegrehajtaacutesa soraacuten mozog (ezt nevezzuumlk transzformaacutecioacutes nullaponteltolaacutesnak)
214 aacutebra Nullaponteltolaacutes
215 aacutebra Nullaponteltolaacutes ismeacutetlıdı alakzatok eseteacuten
A nullaponteltolaacutes segiacutetseacutegeacutevel a programozaacutesi munka egyszerősiacutethetı
bull ismeacutetlıdı alakzatok programozaacutesa bull simiacutetaacutesi raacutehagyaacutesok leacutetrehozaacutesa bull toumlbb azonos munkadarab (keacuteszuumlleacutek) egy asztalra roumlgziacuteteacutese eseteacuten
Ha egy alkatreacuteszen azonos geometriai alakzatok talaacutelhatoacutek akkor a megmunkaacutelaacuteshoz nem kell uacutejra eacutes uacutejra elkeacutesziacuteteni a megmunkaacuteloacute programot hanem elegendı az alakzatok koumlzoumltti taacutevolsaacutegot meghataacuterozni ezeket elıjelhelyesen nullaponteltolaacuteskeacutent eacutertelmezni A
CNC-programozaacutes alapjai
14
nullaponteltolaacutes utaacuten a 215 aacutebra szerint a Wrsquo munkadarab-nullapontboacutel megiacutert programot a W2 nullaponttoacutel meg kell ismeacutetelni iacutegy a programozaacutes leacutenyegesen egyszerősiacutethetı
A nullapont-beaacutelliacutetaacutes sikeresen alkalmazhatoacute simiacutetaacutesi raacutehagyaacuteshoz A 216 aacutebraacuten a nagyolaacuteskor a simiacutetaacutesi raacutehagyaacutesnak megfelelı ∆x eacutes ∆z nullaponteltolaacutessal esztergaacutelhatoacute a munkadarab majd a nullapontot az eredeti helyre visszatolva a simiacutetaacutes elveacutegezhetı
216 aacutebra Keacutet befogoacutekeacuteszuumlleacutekes
maroacutegeacutepasztal 217 aacutebra Nullaponteltolaacutes simiacutetaacutesi
raacutehagyaacuteshoz
Wn a nagyolaacutes nullapontja Ws a simiacutetaacutes nullapontja
Ha toumlbb kisebb meacuterető eacutes roumlvid megmunkaacutelaacutesi idejő munkadarabot kell keacutesziacuteteni akkor
ugyanazzal a programmal munkaacutelhatoacutek meg uacutegy hogy mindegyikhez sajaacutet nullapontot rendeluumlnk hozzaacute (217 aacutebra)
Nullapontfelveacutetel Az NC- geacutep bekapcsolaacutesakor a regiszterek tartalma eacutes a szaacutenok teacutenyleges helyzete koumlzoumltt nincs azonnali eacutes koumlzvetlen kapcsolat ezeacutert a regiszterek tartalmaacutet eacutes a teacutenyleges szaacutenhelyzetet egyeztetni kell Ezt a teveacutekenyseacuteget nevezzuumlk nullapontfelveacutetelnek (geacutepi nullapont) A szerszaacutemgeacutep szaacutenjait automatikusan vagy keacutezi vezeacuterleacutessel ceacutelszerően vaacutelasztott vagy a geacutep szerkezeti kialakiacutetaacutesa aacuteltal megadott helyzetbe visszuumlk majd ebben a helyzetben a regiszterekbe automatikusan vagy keacutezi adatbevitellel alkalmasan vaacutelasztott eacuterteacutekeket iacuterunk be
Esztergaacuten fix nullapontos vezeacuterleacutes eseteacuten a nullapontfelveacutetel a koordinaacutetairaacutenyonkeacutenti referenciapontra aacutellaacutest jelenti Lebegı nullapont eseteacuten a szaacuten baacutermely poziacutecioacutejaacuteban felvehetjuumlk a geacutepi nullapontot csak az adott helyen nullaacutezni kell az elmozdulaacutesregisztereket koordinaacutetairaacutenyonkeacutent
Maroacutegeacutepekhez a moacutedszer azonos az esztergaacutenaacutel ismertetett folyamattal csak a koordinaacutetairaacutenyok szaacutema lehet toumlbb
Megmunkaacuteloacutekoumlzpontokon ahol szerszaacutemcsereacutelı eacutes esetleg asztalcsereacutelı is van toumlbb geacutepi nullapont is lehet Az elsıdleges nullapont (amit eddig megismertuumlnk) mellett megjelenik a maacutesodlagos eacutes a harmadlagos nullapont is
A maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes poziacutecioacuteja a harmadlagos nullapont az asztalcsereacuteleacutesi poziacutecioacute Mindezek a helyek roumlgziacutetett eacuterteacutekek melyekre az uumlzemeleacutes koumlzben szuumlkseacuteg van
A munkadarab nullapontjaacutenak a beaacutelliacutetaacutesa az a nullaponteltolaacutes amelynek az elmeacuteleteacutet maacuter ismerjuumlk A geacutepi nullapont a munkadarab nullapontjaacuteba csak akkor helyezhetı aacutet ha a munkadarab nullapontjaacutenak a helyeacutet a geacutep munkatereacuteben megkeressuumlk
Ez keacutet moacutedon lehetseacuteges bull a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutenak megeacuterinteacuteseacutevel (koumlzvetlen vagy koumlzvetett
moacutedon) bull a befogott munkadarab megeacuterinteacuteseacutevel
CNC-programozaacutes alapjai
15
Az eszterga befogoacutekeacuteszuumlleacuteke toumlbbnyire esztergatokmaacuteny iacutegy valamelyik uumltkoumlzeacutesi baacutezisaacutet lehet nullapontkeacutent felhasznaacutelni (218 aacutebra)
218 aacutebra Nullapont az uumltkoumlzeacutesi feluumlleten
1 fıorsoacute 2 fıorsoacuteperem 3 koumlzpontosiacutetoacute kuacutep
4 tokmaacuteny 5 uumltkoumlzeacutesi baacutezis M a geacutep koordinaacuteta-rendszereacutenek nullapontja XM ZM a geacutep koordinaacuteta-rendszereacutenek tengelye (ebben dolgozik a geacutep) W a munkadarab koordinaacutetarendszereacutenek nullapontja XW ZW a munkadarab koordinaacuteta-rendszereacutenek tengelye
Az uumltkoumlzeacutesi baacutezist a szerszaacutemtartoacuteba befogott eacutes ismert meacuterető szerszaacutemmal keacutezi uumlzemmoacutedban eacuterintjuumlk (aacuteltalaacuteban inkrementaacutelisan 1 mm-es 01 mm-es vagy 001 mm-es leacutepeacutesekben) eacutes amikor befejezıdik a meacuteretkijelzın szereplı eacuterteacutek lesz a nullaponteltolaacutes eacuterteacuteke Az aacutebraacuten ez ∆z (amit a vezeacuterleacutesbe kell beiacuterni) A maacutesik iraacutenyban a forgaacutestengelyt kell megkeresni pl ismert meacuterető munkadarab befogaacutesaacuteval eacutes aacutetmeacuterıjeacutenek megeacuterinteacuteseacutevel
Ha a nullapont a munkadarab homlokfeluumlleteacuten van (219 aacutebra) akkor a munkadarab hosszmeacutereteacutet megtestesiacutetı meacuterıhasaacutebot kell az uumltkoumlzeacutesi baacutezishoz taacutemasztani eacutes azt kell az elıbb leiacutert moacutedon megeacuterintve a munkadarab nullapontjaacutenak roumlgziacuteteni
Maroacutegeacutepen a geacutep asztalaacutera felfogott munkadarab vagy a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutet kell megkeresnie a geacutepkezelınek
A legegyszerőbb eacutes leggyorsabb nullapontkeresı eszkoumlz a nullapont-indikaacutetor Az indikaacutetor keacutet reacuteszbıl aacutelloacute tuumlske amely a fıorsoacuteba van befogva (220 aacutebra) A keacutet reacuteszt rugoacute fogja oumlssze A keacutet reacutesz egytengelyőn forog Amikor az indikaacutetor megeacuterinti a munkadarab valamely ismert feluumlleteacutet akkor az alsoacute reacutesz a felsıhoumlz keacutepest hataacuterozottan eltoloacutedik eacutes a koumlszoumlruumllt feluumlleten megfigyelhetı feacutenycsiacutekok megtoumlrnek Az aacutebraacuten az X iraacuteny eacuterinteacutese laacutethatoacute 10 mm-es nullapont-indikaacutetorral a fıorsoacute poziacutecioacuteja az eacuterinteacuteskor tehaacutet xmdash 5
219 aacutebra Nullapont a munkadarab homlokfeluumlleteacuten 220 aacutebra A nullapont indikaacutetor
Az Y iraacutenyt hasonloacutean kell bemeacuterni A harmadik a Z tengely iraacutenyaacuteban is fel kell venni a nullapontot
bull a fıorsoacuteba befogott szerszaacutemmal eacutes a munkadarab feluumlleteacutenek megeacuterinteacuteseacutevel vagy
CNC-programozaacutes alapjai
16
bull a fıorsoacute homloksiacutekjaacutenak felhasznaacutelaacutesaacuteval A fıorsoacuteba befogott szerszaacutemmal megeacuterintjuumlk a munkadarab feluumlleteacutet (221 a aacutebra) majd
a Z tengelyt nullaacutezzuk Ennek a szerszaacutemnak tehaacutet a hosszaacutet nullaacutera vettuumlk A moacutedszer gyors eacutes joacutel hasznaacutelhatoacute ha csak egy szerszaacutemmal dolgozunk
a)
b)
c)
221 aacutebra
a) Nullapontfelveacutetel eacuterinteacutessel
b) toumlbb szerszaacutem eseteacuten fıorsoacuteval
c) meacuterıhasaacuteb alkalmazaacutesaacuteval
Toumlbb szerszaacutem eseteacuten mindegyik szerszaacutemmal meg kell eacuterinteni a munkadarabot de az
elsı szerszaacutem (vezeacuterszerszaacutem) utaacuten a Z tengelyt nullaacutezzuk a toumlbbi szerszaacutem eseteacuten az eacuterinteacutesi poziacutecioacutenak az eacuterteacutekeit (amelyeket a kijelzı mutat) kell a szerszaacutemhossz korrekcioacutes taacuteraacuteba beiacuterni (221 b aacutebra)
A moacutedszer haacutetraacutenya hogy ha a vezeacuterszerszaacutem meacuterete vaacuteltozik az oumlsszes szerszaacutem meacutereteacutet moacutedosiacutetani kell
Szerszaacutem neacutelkuumll a fıorsoacute homlokfeluumlleteacutet (a szerszaacutem uumltkoumlzteteacutesi baacutezisaacutet) hozzuk kapcsolatba a munkadarab feluumlleteacutevel pl 50 mm-es meacuterıhasaacuteb alkalmazaacutesaacuteval (221 c aacutebra)
25 Szerszaacutemkorrekcioacute
A programozott uacutetinformaacutecioacutek a szerszaacutemmeacuterettıl fuumlggetlenek mivel a program iacuteraacutesakor csak a szerszaacutem tiacutepusaacutet hataacuterozzuk meg a meacutereteit nem (vagy csak reacuteszben) ismerjuumlk A vezeacuterleacutesnek azt a szolgaacuteltataacutesaacutet hogy a szerszaacutem teacutenyleges (valoacutesaacutegos) meacutereteit vegye figyelembe szerszaacutemkorrekcioacutenak nevezzuumlk
A szerszaacutemkorrekcioacute lehet bull szerszaacutemmeacuteret-korrekcioacute amely a szerszaacutemnak a programozaacutes szempontjaacuteboacutel jellegzetes
hossz- vagy sugaacuteriraacutenyuacute meacutereteacutevel azonos nagysaacutegrendő bull szerszaacutemkopaacutes-korrekcioacute amely a szerszaacutem kopaacutesaacutet veszi figyelembe eacutes legfeljebb bull 1 mm nagysaacuteguacute
A szerszaacutemmeacuteret-korrekcioacute soraacuten a szerszaacutemok meacutereteit megmunkaacutelaacutes elıtt koumlzoumlljuumlk a vezeacuterleacutessel eacutes iacutegy az uacutetinformaacutecioacutek szaacutemiacutetaacutesaacutehoz nem kell figyelembe venni e meacutereteket vagyis a programban az elkeacutesziacutetendı munkadarab kontuacuterjaacutet iacuterhatjuk le
Fuacuteroacutegeacutepeken eacutes fuacuteroacute-maroacute mőveken a furatok megmunkaacutelaacutesaacutehoz ceacutelszerő szerszaacutemhossz-korrekcioacute elveacutet szemleacutelteti a 222 aacutebra
CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
7
Abszoluacutet Noumlvekmeacuteny
X y ∆x ∆y 1 300 240 300 240
2 650 180 350 -60
3 500 340 -150 160
W 0 0 -500 -340
22 aacutebra Abszoluacutet eacutes noumlvekmeacutenyes meacuteretmegadaacutes pontvezeacuterleacutesneacutel A peacutelda egy pontvezeacuterleacuteses feladat (fuacuteraacutes) megoldaacutesaacutet szemleacutelteti A szerszaacutemot a
munkadarab koordinaacuteta-rendszereacutenek W kezdıpontjaacuteboacutel kell az egyes furatok 1 2 3 koumlzeacuteppontjaira poziacutecionaacutelni A taacuteblaacutezat noumlvekmeacutenyes meacuteretmegadaacutesaacutenak oszlopaacuteban az elmozdulaacutesnoumlvekmeacutenyek vannak feltuumlntetve Az elmozdulaacutes eacuterteacuteke akkor pozitiacutev ha a mozgaacutes iraacutenya a munkadarab koordinaacutetarendszereacutenek pozitiacutev tengelye iraacutenyaacuteban toumlrteacutenik eacutes negatiacutev ha a mozgaacutes iraacutenya a koordinaacutetatengely negatiacutev iraacutenyaacuteba esik A harmadik furat megmunkaacutelaacutesa utaacuten noumlvekmeacutenyes rendszerben a szerszaacutemot vissza kell aacutelliacutetani a W kezdıpontba ennek elmulasztaacutesa eseteacuten a koumlvetkezı munkadarab selejt lenne
22 Az NC-geacutepek koordinaacuteta rendszerei
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepek szerszaacutemainak pontosan roumlgziacutetett relatiacutev mozgaacutespaacutelyaacutet kell leiacuterniuk a munkadarab megmunkaacutelaacutesa soraacuten A mozgaacutesfolyamatokat a programban pontosan roumlgziacuteteni kell Ennek megvaloacutesiacutetaacutesaacutehoz a szerszaacutemgeacutep munkatereacuteben leacutevı oumlsszes pontot egyeacutertelmően kell azonosiacutetani Az egyeacutertelmő megfelelteteacuteshez koordinaacuteta-rendszereket hasznaacutelunk
Az NC- szerszaacutemgeacutepek fı mozgaacutesi iraacutenyait a jobbkeacutez-szabaacutely szerint elhelyezett dereacutekszoumlgő koordinaacuteta-rendszer hataacuterozza meg (23 aacutebra) amely mindig a munkadarabra vonatkozik
23 aacutebra NC-szerszaacutemgeacutepek koordinaacutetatengelyei
Programozaacuteskor a munkadarabot aacutelloacute helyzetőnek kell felteacutetelezni a mozgaacutesokat a
szerszaacutem veacutegzi Az X Y Z koordinaacutetatengelyek koumlruumlli forgataacutesi tengelyeket a 23 aacutebra szerinti A B C-
vel jeloumllik A pozitiacutev forgaacutesiraacuteny megegyezik az oacuteramutatoacute jaacuteraacutesaacuteval ha a forgaacutest a pozitiacutev tengely iraacutenyaacuteba neacutezzuumlk
CNC-programozaacutes alapjai
8
Az uacutetinformaacutecioacutek meghataacuterozaacutesakor a programozoacute technoloacutegus koordinaacuteta-rendszert rendel a munkadarabhoz Ez az a munkadarab-koordinaacutetarendszer (vagy programozaacutesi koordinaacuteta-rendszer) amelynek kezdıpontja W a munkadarab- (programozaacutesi) nullapont (noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten a felvett koordinaacuteta-rendszer csak az elmozdulaacutesi iraacutenyok elıjeleacutenek eacutes a megmunkaacutelaacutes kezdıpontjaacutenak meghataacuterozaacutesaacutehoz szuumlkseacuteges) A szerszaacutemgeacutep viszont a sajaacutet koordinaacuteta-rendszereacuteben dolgozik amelyet geacutepi koordinaacuteta-rendszernek nevezuumlnk M kezdıpontjaacutet pedig geacutepi nullapontnak A szerszaacutemhoz is rendelhetı koordinaacuteta-rendszer kuumlloumlnoumlsen elızetes szerszaacutembeaacutelliacutetaacutes eseteacuten A munkadarab alakjaacutenak elıiacuteraacutesaacutehoz tehaacutet a koumlvetkezı haacuterom koordinaacuteta-rendszer egymaacuteshoz valoacute viszonyaacutet kell megfelelı moacutedon meghataacuterozni
bull a munkadarab koordinaacuteta-rendszere amelyet a programozoacute vesz fel bull a szerszaacutemgeacutep koordinaacuteta-rendszere bull a szerszaacutem koordinaacuteta-rendszere amelyet a szerszaacutem beaacutelliacutetaacutesaacutehoz kell figyelembe
venni Vizsgaacuteljuk a haacuterom koordinaacuteta-rendszert esztergaacuten A 24 aacutebraacuten laacutethatoacute munkadarabnaacutel
Xw Zw a munkadarab-koordinaacutetarendszere W nullaponttal Az A felfogaacutesi nullapont a munkadarab felfogaacutesakor az uumltkoumlzeacutesi siacutekba keruumll A szerszaacutemhoz az XT ZT koordinaacuteta-rendszert rendeltuumlk amelyben N beaacutelliacutetoacute nullapont A beaacutelliacutetoacute nullaponthoz keacutepest vaacuteltoztathatoacute a szerszaacutemcsuacutecs (ill a P szerszaacutemeacutelpont) L hosszuacutesaacuteguacute eacutes K keresztiraacutenyuacute kinyuacutelaacutesa A hossz- eacutes keresztiraacutenyuacute aacutelliacutethatoacutesaacutegot a szerszaacutem konstrukcioacuteja teszi lehetıveacute A szerszaacutemgeacutep XM ZM koordinaacutetarendszereacutenek nullapontja M
24 aacutebra A munkadarab a szerszaacutemgeacutep eacutes a szerszaacutem koordinaacuteta-rendszere
A poziacutecionaacutelaacutesi folyamatokat az NC- vezeacuterleacutes a geacutepi koordinaacuteta-rendszerben nyitja A
teacutenyleges szaacutenhelyzetet nyilvaacutentartoacute regiszterek a szaacutenrendszer kituumlntetett pontjaacutenak az F
vonatkoztataacutesi pontnak a koordinaacutetaacuteit (az MF taacutevolsaacuteg oumlsszetevıit) tartalmazzaacutek A technoloacutegus a megmunkaacutelaacutesi programban a P programozott pont koordinaacutetaacuteit (vagy elıjeles elmozdulaacutesnoumlvekmeacutenyeit) iacuterja elı altaacutenossaacutegban az F pont koordinaacutetaacutei az M kezdıpontuacute rendszerben haacuterom reacuteszbıl aacutellnak (25 aacutebra)
PFWPMWMF ++=
ahol az MW taacutevolsaacuteg X Y Z iraacutenyuacute dereacutekszoumlgő oumlsszetevıi az uacuten nullapont-eltolaacutesi
eacuterteacutekek a WPtaacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıit a vezeacuterlıszalag tartalmazza (ezek a program
geometriai adatai) a PF taacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıi a szerszaacutemkorrekcioacutes eacuterteacutekek amelyeket a vezeacuterlıpulton kell beaacutelliacutetani NC- neacutel a korrekcioacutes taacuterba beiacuterni)
A hibaacutetlan gyaacutertaacuteshoz biztosiacutetani kell a munkadarab eacutes a geacutepi koordinaacutetarendszer azonossaacutegaacutet ennek felteacutetele a koordinaacutetairaacutenyoknak eacutes a nullpontoknak az azonossaacutega
CNC-programozaacutes alapjai
9
25 aacutebra A koordinaacuteta-rendszerek
eacutes jellegzetes pontok (M W P F) eacutertelmezeacutese
26 aacutebra A munkadarab koordinaacuteta-rendszere
A programozaacutes egyik alapelve 1 mozgoacute szerszaacutem-nyugvoacute munkadarab amelynek
segiacutetseacutegeacutevel keacutet egyszerő iraacutenymeghataacuterozaacutesi szabaacutelyt alkothatunk bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a szerszaacutem veacutegzi a mozgaacutest a geacutepi eacutes a
munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya megegyezik bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a munkadarab veacutegzi a mozgaacutest a geacutepi
eacutes a munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya ellenteacutetes A geacutepi koordinaacuteta-rendszer iraacutenyait a geacutep tervezeacutesekor illetve a vezeacuterlırendszer illeszteacutese
soraacuten valoacutesiacutetjaacutek meg iacutegy tehaacutet adott Milyen elhelyezkedeacuteső koordinaacuteta-rendszerrel ceacutelszerő a geacutepet tervezni a vezeacuterleacutest
illeszteni Tekintsuumlk a szerszaacutemgeacutep munkatereacutet egyetlen teacuter-nyolcadnak A bal eacutes jobb sodraacutesuacute rendszer egyuumlttesen 8x3x2 = 48 lehetıseacuteget ad Baacuter a geacutep eacutes a vezeacuterleacutes szempontjaacuteboacutel szinte koumlzoumlmboumls hogy melyiket vaacutelasztjuk programozaacuteskor sok neheacutezseacuteget okozna a geacutepenkeacutent maacutes eacutes maacutes moacutedon elhelyezett koordinaacuteta-rendszer
Az 1968-ban aacutetdolgozott VDI- javaslat eacutes az ISOR 841 tovaacutebbaacute az MSZ 7789 a 26 aacutebra szerinti jobb sodraacutesuacute XYZ rendszert rendel a munkadarabhoz A maacutesodlagos mozgaacutesokat rendre U V eacutes W a harmadlagos mozgaacutesokat P Q eacutes R jeloumlli
27 aacutebra Eszterga koordinaacuteta-rendszere
Maacutesik fontos alapelv 2 a Z tengely iraacutenya mindig a szerszaacutem fı mozgaacutesi (taacutemadaacutesi)
iraacutenyaacuteba mutat Az 1 eacutes 2 alapelv ismereteacuteben baacutermely szerszaacutemgeacutep koordinaacutetatengely-iraacutenyait meg lehet hataacuterozni
CNC-programozaacutes alapjai
10
Eszterga koordinaacutetatengelyei laacutethatoacutek a 27 aacutebraacuten ahol a munkadarab koordinaacuteta-rendszereacutet XZ-vel a szerszaacutemgeacutep koordinaacuteta-rendszereacutet pedig XZ-vel jeloumlltuumlk
a)
28 aacutebra Fuacuteroacutegeacutep koordinaacuteta-rendszere
Hasonloacute moacutedon szemleacutelteti a 28 aacutebra a fuacuteroacutegeacutep koordinaacuteta-rendszereacutet A 28 a aacutebraacuten a
geacutep eacutes a koordinaacuteta-rendszerek laacutethatoacuteak miacuteg a 28 b aacutebraacuten a munkadarab a sajaacutet koordinaacuteta-rendszereacuteben laacutethatoacute Ez a fuacuteroacutegeacutep fuumlggıleges orsoacutejuacute siacutekmaroacutegeacutepnek is tekinthetı ezeacutert a maroacutegeacutep koordinaacuteta-rendszereacutet is tanulmaacutenyozhatjuk az aacutebraacuten
A szerszaacutemmaroacutegeacutepek kisseacute elteacuternek a maroacutegeacutepektıl mert a gerendaacuten leacutevı fıorsoacute lehet viacutezszintes vagy fuumlggıleges tovaacutebbaacute a gerenda az egyik mozgaacutest is elveacutegzi (Z tengely) Ez a 29 aacutebraacuten laacutethatoacute amely a viacutezszintes konzolos NC- maroacutegeacutep koordinaacutetairaacutenyait is tartalmazza a kuumlloumlnbseacuteg annyi hogy a +Z iraacutenyba megfordul
Fuumlggıleges portaacutelfuacuteroacutegeacutep illetve portaacutelsiacutekmaroacutegeacutep koordinaacutetatengely-iraacutenyait szemleacutelteti a 210 aacutebra
Megmunkaacuteloacutekoumlzpontok koordinaacuteta-rendszerei eseteacuten a keacutet fontos alapelv eacuterveacutenyben marad de megjelenik a toumlbboldalas megmunkaacutelaacutesi lehetıseacuteg Ilyenkor a G17 G18 G19 megmunkaacutelaacutesi siacutekokat eacutes a fıorsoacute tengelyiraacutenyait is vaacuteltani lehet ami a koordinaacuteta iraacutenyok megvaacuteltoztataacutesaacutet jelenti
Ugyancsak beleacutepnek a maacutesodlagos esetleg harmadlagos mozgaacutesok tehaacutet a haacuteromtengelyes megmunkaacutelaacutes mellett a neacutegy- eacutes oumlttengelyes megmunkaacutelaacutes is elıfordulhat A 211 aacutebra egyszerő megmunkaacuteloacutekoumlzpont koordinaacutetatengelyeit szemleacutelteti Mivel a geacutep uacuten mozgoacutetornyos a Z eacutes Y tengely iraacutenyaacuteban a geacutepi eacutes a munkadarab-koordinaacutetairaacutenyok megegyeznek
29 aacutebra
Szerszaacutemmaroacutegeacutep koordinaacutetatengelyei
210 aacutebra Keacutetoszlopos fuumlggıleges fuacuteroacutegeacutep eacutes maroacutegeacutep mozgaacutesiraacutenyai
CNC-programozaacutes alapjai
11
211 aacutebra Megmunkaacuteloacutekoumlzpont mozgaacutesiraacutenyai
23 NC-geacutepek jellegzetes pontjai
A megismert haacuterom koordinaacuteta-rendszer kezdıpontjaacutenak (nullapontjaacutenak) viszonya a geacutep pontos mőkoumldeacuteseacutenek felteacutetele Ez a haacuterom pont a koumlvetkezı
A geacutepi nullapont az iraacutenyiacutetoacuterendszer meacutereacutestartomaacutenyaacuten beluumll elektronikusan beaacutelliacutethatoacute pont amely a mőkoumldı rendszer meacutereacutesi baacutezisa (a geacutep koordinaacutetarendszereacutenek a kezdıpontja) Jellege szerint a vezeacuterleacutes lehet
bull lebegı nullapontos vezeacuterleacutes amikor a geacutepi nullapont a szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten kiacutevuumll esı elmeacuteleti pont a geacutepi koordinaacuteta-rendszer origoacuteja
bull fix nullapontos vezeacuterleacutes (ez a gyakoribb) amikor a geacutepi nullapont a mozgaacutestartomaacutenyon beluumlli roumlgziacutetett pont eacutes egybeesik a referenciaponttal
A referenciapont az NC- szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten beluumll villamos helyzetkapcsoloacutekon keresztuumll roumlgziacutetett pont ahova a szaacutemokat vezeacuterelve a vezeacuterleacutes meacuterırendszere felveszi a geacutepi nullaponthoz viszonyiacutetott koordinaacutetaeacuterteacutekeket
Az NC- szerszaacutemgeacutepek vezeacuterlırendszereacutenek bekapcsolaacutesakor a vezeacuterleacutes eacuterteacutektaacuteroloacutei uumlresek nullaacutet vagy valamilyen aacutellandoacute szaacutemeacuterteacuteket tartalmaznak A szaacutenok baacutermilyen helyzeteacuteben kapcsoljaacutek be a vezeacuterlırendszert az eacuterteacutektaacuteroloacuteban illetve a kijelzıben mindig ugyanazok az eacuterteacutekek jelennek meg Az NC- szerszaacutemgeacutep ebben az aacutellapotban nem alkalmas az uumlzemszerő mőkoumldeacutesre Bekapcsolaacutes utaacuten elıszoumlr a referenciapontra kell vezeacuterelni a szaacutenokat hogy a meacuterırendszer felvehesse a geacutepi nullapontokhoz viszonyiacutetott koordinaacutetaeacuterteacutekeket eacutes azokat az uacuteteacuterteacutektaacuteroloacuteba beiacuterhassa A referenciapontroacutel valoacute taacutevozaacutes utaacuten a meacuterırendszer eacutes a szabaacutelyozoacutekoumlroumln keresztuumll a szerszaacutem beaacutelliacutetott eacutelpontja a geacutepi koordinaacuteta-rendszerben megadott koordinaacutetaeacuterteacutekekre aacutell A referenciapontra aacutellaacutes kuumlloumln uumlzemmoacuted minden NC- szerszaacutemgeacutepen megtalaacutelhatoacute
A fix nullapontos eacutes a lebegı nullapontos vezeacuterleacutes geacutepi nullapontjaacutet a 212 aacutebra szemleacutelteti A lebegı nullapontos vezeacuterleacuteskor az X taacuteroloacuteba az x referenciaeacuterteacutek miacuteg a Z
CNC-programozaacutes alapjai
12
taacuteroloacuteba a z referenciaeacuterteacutek iacuteroacutedik Ez a folyamat zajlik le fix nullapontos vezeacuterleacuteskor is de itt a taacuteroloacutek nullaacutezoacutednak mivel a z referencia = x referencia = 0
Mozgaacutestartomaacuteny Mozgaacutestartomaacuteny
212 aacutebra Vezeacuterleacutes eacutes referenciapont a) lebegı nullapontos vezeacuterleacutes b) fix nullapontos vezeacuterleacutes
a) b)
213 aacutebra Meacuteretmegadaacutes a) lebegı nullapontos b) fix nullapontos vezeacuterleacutes eseteacuten
A geacutepi nullapont felveacutetele utaacuten a taacuterolt ill a kijelezhetı koordinaacutetaeacuterteacutekeket kuumlloumlnboumlzı
megmunkaacutelaacutesi helyzetekben a 213 aacutebra szemleacutelteti Az iraacutenyiacutetaacutestechnikailag szuumlkseacuteges geacutepi nullapont programozaacutesa nagyon koumlruumllmeacutenyes
Megmunkaacuteloacutekoumlzpontokon ha a geacutep szerszaacutemcsereacutelıvel eacutes asztalcsereacutelıvel van felszerelve akkor nem egy geacutepi nullapont van hanem toumlbb
Maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes harmadlagos nullapont az asztalcsereacuteleacutes nullapontja
Elsıdleges geacutepi nullapontboacutel - szinteacuten a megmunkaacuteloacutekoumlzpontokra jellemzı - toumlbbet lehet meghataacuterozni Ez a toumlbboldalas illetve toumlbb nullapontos munkadarabok megmunkaacutelaacutesa eseteacuten fontos
A munkadarab-nullapont a programozaacutes soraacuten alkalmazott pont amely a munkadarab koordinaacuteta-rendszereacutenek kezdıpontja A munkadarab koordinaacutetarendszereacutet a programozoacute hataacuterozza meg (iraacutenyai a jobbkeacutez-szabaacutely szerintiek) uacutegy hogy a munkadarab termeacuteszetes (rajz szerinti) meacuteretei legyenek a koordinaacutetaeacuterteacutekek Az ilyen nullapont-elhelyezeacutes nagymeacuterteacutekben koumlnnyiacuteti a programozoacute munkaacutejaacutet Ellenkezı esetben a meacutereteket aacutet kell szaacutemiacutetani eacutes ez hibalehetıseacuteget jelent
Mozgaacutestartomaacuteny
CNC-programozaacutes alapjai
13
24 Nullponteltolaacutes nullpont felveacutetel
A munkadarab-nullapont eacutes geacutepi nullapont koumlzoumltti kapcsolat a 214 aacutebraacuten laacutethatoacute A geacutepi eacutes a munkadarab-koordinaacutetarendszer koumlzoumltti elteacutereacutes ∆x eacutes ∆z koordinaacutetaacutenkeacutent
aacutellandoacute eacuterteacutek A vezeacuterleacutes geacuteprendszere a geacutepi koordinaacuteta-rendszerben dolgozik a program geometriai adatait a munkadarab-koordinaacutetarendszerben hataacuteroztaacutek meg ezeacutert a ∆x eacutes a ∆z eacuterteacutekek az uacuten nullapont-eltolaacutesi eacuterteacutekek Ezeket az eacuterteacutekeket a vezeacuterleacutes hozzaacuteadja a programozott - a munkadarab-koordinaacutetarendszereacuteben meghataacuterozott - koordinaacutetaeacuterteacutekekhez (x1 x2 z1 z2)
A nullapont-eltolaacutesi eacuterteacutekek a nullaponttaacuteroloacutekba (regiszterek) lesznek beiacuterva Reacutegi KNC- vezeacuterleacutes eseteacuten ezt a mőveletet keacutezi adatbevitellel dekaacutedkapcsoloacutekkal lehetett elveacutegezni (ez volt az aritmetikai nullapontmegadaacutes) A mai CNC- vezeacuterleacutesekneacutel ciacutemezhetı regiszterek tartalmazzaacutek a nullapont eacuterteacutekeit A regiszterek tartalmaacutet a programboacutel iacuterhatjuk aacutet A nullapont-eltolaacutesi programmondat beolvasaacutesa nem eredmeacutenyezi a szaacuten mozgaacutesaacutet hanem csak a regisztertartalom aacutetiacuteraacutesaacutet amelynek megfelelıen a szaacuten az elsı mozgaacutesi utasiacutetaacutest tartalmazoacute mondat veacutegrehajtaacutesa soraacuten mozog (ezt nevezzuumlk transzformaacutecioacutes nullaponteltolaacutesnak)
214 aacutebra Nullaponteltolaacutes
215 aacutebra Nullaponteltolaacutes ismeacutetlıdı alakzatok eseteacuten
A nullaponteltolaacutes segiacutetseacutegeacutevel a programozaacutesi munka egyszerősiacutethetı
bull ismeacutetlıdı alakzatok programozaacutesa bull simiacutetaacutesi raacutehagyaacutesok leacutetrehozaacutesa bull toumlbb azonos munkadarab (keacuteszuumlleacutek) egy asztalra roumlgziacuteteacutese eseteacuten
Ha egy alkatreacuteszen azonos geometriai alakzatok talaacutelhatoacutek akkor a megmunkaacutelaacuteshoz nem kell uacutejra eacutes uacutejra elkeacutesziacuteteni a megmunkaacuteloacute programot hanem elegendı az alakzatok koumlzoumltti taacutevolsaacutegot meghataacuterozni ezeket elıjelhelyesen nullaponteltolaacuteskeacutent eacutertelmezni A
CNC-programozaacutes alapjai
14
nullaponteltolaacutes utaacuten a 215 aacutebra szerint a Wrsquo munkadarab-nullapontboacutel megiacutert programot a W2 nullaponttoacutel meg kell ismeacutetelni iacutegy a programozaacutes leacutenyegesen egyszerősiacutethetı
A nullapont-beaacutelliacutetaacutes sikeresen alkalmazhatoacute simiacutetaacutesi raacutehagyaacuteshoz A 216 aacutebraacuten a nagyolaacuteskor a simiacutetaacutesi raacutehagyaacutesnak megfelelı ∆x eacutes ∆z nullaponteltolaacutessal esztergaacutelhatoacute a munkadarab majd a nullapontot az eredeti helyre visszatolva a simiacutetaacutes elveacutegezhetı
216 aacutebra Keacutet befogoacutekeacuteszuumlleacutekes
maroacutegeacutepasztal 217 aacutebra Nullaponteltolaacutes simiacutetaacutesi
raacutehagyaacuteshoz
Wn a nagyolaacutes nullapontja Ws a simiacutetaacutes nullapontja
Ha toumlbb kisebb meacuterető eacutes roumlvid megmunkaacutelaacutesi idejő munkadarabot kell keacutesziacuteteni akkor
ugyanazzal a programmal munkaacutelhatoacutek meg uacutegy hogy mindegyikhez sajaacutet nullapontot rendeluumlnk hozzaacute (217 aacutebra)
Nullapontfelveacutetel Az NC- geacutep bekapcsolaacutesakor a regiszterek tartalma eacutes a szaacutenok teacutenyleges helyzete koumlzoumltt nincs azonnali eacutes koumlzvetlen kapcsolat ezeacutert a regiszterek tartalmaacutet eacutes a teacutenyleges szaacutenhelyzetet egyeztetni kell Ezt a teveacutekenyseacuteget nevezzuumlk nullapontfelveacutetelnek (geacutepi nullapont) A szerszaacutemgeacutep szaacutenjait automatikusan vagy keacutezi vezeacuterleacutessel ceacutelszerően vaacutelasztott vagy a geacutep szerkezeti kialakiacutetaacutesa aacuteltal megadott helyzetbe visszuumlk majd ebben a helyzetben a regiszterekbe automatikusan vagy keacutezi adatbevitellel alkalmasan vaacutelasztott eacuterteacutekeket iacuterunk be
Esztergaacuten fix nullapontos vezeacuterleacutes eseteacuten a nullapontfelveacutetel a koordinaacutetairaacutenyonkeacutenti referenciapontra aacutellaacutest jelenti Lebegı nullapont eseteacuten a szaacuten baacutermely poziacutecioacutejaacuteban felvehetjuumlk a geacutepi nullapontot csak az adott helyen nullaacutezni kell az elmozdulaacutesregisztereket koordinaacutetairaacutenyonkeacutent
Maroacutegeacutepekhez a moacutedszer azonos az esztergaacutenaacutel ismertetett folyamattal csak a koordinaacutetairaacutenyok szaacutema lehet toumlbb
Megmunkaacuteloacutekoumlzpontokon ahol szerszaacutemcsereacutelı eacutes esetleg asztalcsereacutelı is van toumlbb geacutepi nullapont is lehet Az elsıdleges nullapont (amit eddig megismertuumlnk) mellett megjelenik a maacutesodlagos eacutes a harmadlagos nullapont is
A maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes poziacutecioacuteja a harmadlagos nullapont az asztalcsereacuteleacutesi poziacutecioacute Mindezek a helyek roumlgziacutetett eacuterteacutekek melyekre az uumlzemeleacutes koumlzben szuumlkseacuteg van
A munkadarab nullapontjaacutenak a beaacutelliacutetaacutesa az a nullaponteltolaacutes amelynek az elmeacuteleteacutet maacuter ismerjuumlk A geacutepi nullapont a munkadarab nullapontjaacuteba csak akkor helyezhetı aacutet ha a munkadarab nullapontjaacutenak a helyeacutet a geacutep munkatereacuteben megkeressuumlk
Ez keacutet moacutedon lehetseacuteges bull a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutenak megeacuterinteacuteseacutevel (koumlzvetlen vagy koumlzvetett
moacutedon) bull a befogott munkadarab megeacuterinteacuteseacutevel
CNC-programozaacutes alapjai
15
Az eszterga befogoacutekeacuteszuumlleacuteke toumlbbnyire esztergatokmaacuteny iacutegy valamelyik uumltkoumlzeacutesi baacutezisaacutet lehet nullapontkeacutent felhasznaacutelni (218 aacutebra)
218 aacutebra Nullapont az uumltkoumlzeacutesi feluumlleten
1 fıorsoacute 2 fıorsoacuteperem 3 koumlzpontosiacutetoacute kuacutep
4 tokmaacuteny 5 uumltkoumlzeacutesi baacutezis M a geacutep koordinaacuteta-rendszereacutenek nullapontja XM ZM a geacutep koordinaacuteta-rendszereacutenek tengelye (ebben dolgozik a geacutep) W a munkadarab koordinaacutetarendszereacutenek nullapontja XW ZW a munkadarab koordinaacuteta-rendszereacutenek tengelye
Az uumltkoumlzeacutesi baacutezist a szerszaacutemtartoacuteba befogott eacutes ismert meacuterető szerszaacutemmal keacutezi uumlzemmoacutedban eacuterintjuumlk (aacuteltalaacuteban inkrementaacutelisan 1 mm-es 01 mm-es vagy 001 mm-es leacutepeacutesekben) eacutes amikor befejezıdik a meacuteretkijelzın szereplı eacuterteacutek lesz a nullaponteltolaacutes eacuterteacuteke Az aacutebraacuten ez ∆z (amit a vezeacuterleacutesbe kell beiacuterni) A maacutesik iraacutenyban a forgaacutestengelyt kell megkeresni pl ismert meacuterető munkadarab befogaacutesaacuteval eacutes aacutetmeacuterıjeacutenek megeacuterinteacuteseacutevel
Ha a nullapont a munkadarab homlokfeluumlleteacuten van (219 aacutebra) akkor a munkadarab hosszmeacutereteacutet megtestesiacutetı meacuterıhasaacutebot kell az uumltkoumlzeacutesi baacutezishoz taacutemasztani eacutes azt kell az elıbb leiacutert moacutedon megeacuterintve a munkadarab nullapontjaacutenak roumlgziacuteteni
Maroacutegeacutepen a geacutep asztalaacutera felfogott munkadarab vagy a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutet kell megkeresnie a geacutepkezelınek
A legegyszerőbb eacutes leggyorsabb nullapontkeresı eszkoumlz a nullapont-indikaacutetor Az indikaacutetor keacutet reacuteszbıl aacutelloacute tuumlske amely a fıorsoacuteba van befogva (220 aacutebra) A keacutet reacuteszt rugoacute fogja oumlssze A keacutet reacutesz egytengelyőn forog Amikor az indikaacutetor megeacuterinti a munkadarab valamely ismert feluumlleteacutet akkor az alsoacute reacutesz a felsıhoumlz keacutepest hataacuterozottan eltoloacutedik eacutes a koumlszoumlruumllt feluumlleten megfigyelhetı feacutenycsiacutekok megtoumlrnek Az aacutebraacuten az X iraacuteny eacuterinteacutese laacutethatoacute 10 mm-es nullapont-indikaacutetorral a fıorsoacute poziacutecioacuteja az eacuterinteacuteskor tehaacutet xmdash 5
219 aacutebra Nullapont a munkadarab homlokfeluumlleteacuten 220 aacutebra A nullapont indikaacutetor
Az Y iraacutenyt hasonloacutean kell bemeacuterni A harmadik a Z tengely iraacutenyaacuteban is fel kell venni a nullapontot
bull a fıorsoacuteba befogott szerszaacutemmal eacutes a munkadarab feluumlleteacutenek megeacuterinteacuteseacutevel vagy
CNC-programozaacutes alapjai
16
bull a fıorsoacute homloksiacutekjaacutenak felhasznaacutelaacutesaacuteval A fıorsoacuteba befogott szerszaacutemmal megeacuterintjuumlk a munkadarab feluumlleteacutet (221 a aacutebra) majd
a Z tengelyt nullaacutezzuk Ennek a szerszaacutemnak tehaacutet a hosszaacutet nullaacutera vettuumlk A moacutedszer gyors eacutes joacutel hasznaacutelhatoacute ha csak egy szerszaacutemmal dolgozunk
a)
b)
c)
221 aacutebra
a) Nullapontfelveacutetel eacuterinteacutessel
b) toumlbb szerszaacutem eseteacuten fıorsoacuteval
c) meacuterıhasaacuteb alkalmazaacutesaacuteval
Toumlbb szerszaacutem eseteacuten mindegyik szerszaacutemmal meg kell eacuterinteni a munkadarabot de az
elsı szerszaacutem (vezeacuterszerszaacutem) utaacuten a Z tengelyt nullaacutezzuk a toumlbbi szerszaacutem eseteacuten az eacuterinteacutesi poziacutecioacutenak az eacuterteacutekeit (amelyeket a kijelzı mutat) kell a szerszaacutemhossz korrekcioacutes taacuteraacuteba beiacuterni (221 b aacutebra)
A moacutedszer haacutetraacutenya hogy ha a vezeacuterszerszaacutem meacuterete vaacuteltozik az oumlsszes szerszaacutem meacutereteacutet moacutedosiacutetani kell
Szerszaacutem neacutelkuumll a fıorsoacute homlokfeluumlleteacutet (a szerszaacutem uumltkoumlzteteacutesi baacutezisaacutet) hozzuk kapcsolatba a munkadarab feluumlleteacutevel pl 50 mm-es meacuterıhasaacuteb alkalmazaacutesaacuteval (221 c aacutebra)
25 Szerszaacutemkorrekcioacute
A programozott uacutetinformaacutecioacutek a szerszaacutemmeacuterettıl fuumlggetlenek mivel a program iacuteraacutesakor csak a szerszaacutem tiacutepusaacutet hataacuterozzuk meg a meacutereteit nem (vagy csak reacuteszben) ismerjuumlk A vezeacuterleacutesnek azt a szolgaacuteltataacutesaacutet hogy a szerszaacutem teacutenyleges (valoacutesaacutegos) meacutereteit vegye figyelembe szerszaacutemkorrekcioacutenak nevezzuumlk
A szerszaacutemkorrekcioacute lehet bull szerszaacutemmeacuteret-korrekcioacute amely a szerszaacutemnak a programozaacutes szempontjaacuteboacutel jellegzetes
hossz- vagy sugaacuteriraacutenyuacute meacutereteacutevel azonos nagysaacutegrendő bull szerszaacutemkopaacutes-korrekcioacute amely a szerszaacutem kopaacutesaacutet veszi figyelembe eacutes legfeljebb bull 1 mm nagysaacuteguacute
A szerszaacutemmeacuteret-korrekcioacute soraacuten a szerszaacutemok meacutereteit megmunkaacutelaacutes elıtt koumlzoumlljuumlk a vezeacuterleacutessel eacutes iacutegy az uacutetinformaacutecioacutek szaacutemiacutetaacutesaacutehoz nem kell figyelembe venni e meacutereteket vagyis a programban az elkeacutesziacutetendı munkadarab kontuacuterjaacutet iacuterhatjuk le
Fuacuteroacutegeacutepeken eacutes fuacuteroacute-maroacute mőveken a furatok megmunkaacutelaacutesaacutehoz ceacutelszerő szerszaacutemhossz-korrekcioacute elveacutet szemleacutelteti a 222 aacutebra
CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
8
Az uacutetinformaacutecioacutek meghataacuterozaacutesakor a programozoacute technoloacutegus koordinaacuteta-rendszert rendel a munkadarabhoz Ez az a munkadarab-koordinaacutetarendszer (vagy programozaacutesi koordinaacuteta-rendszer) amelynek kezdıpontja W a munkadarab- (programozaacutesi) nullapont (noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten a felvett koordinaacuteta-rendszer csak az elmozdulaacutesi iraacutenyok elıjeleacutenek eacutes a megmunkaacutelaacutes kezdıpontjaacutenak meghataacuterozaacutesaacutehoz szuumlkseacuteges) A szerszaacutemgeacutep viszont a sajaacutet koordinaacuteta-rendszereacuteben dolgozik amelyet geacutepi koordinaacuteta-rendszernek nevezuumlnk M kezdıpontjaacutet pedig geacutepi nullapontnak A szerszaacutemhoz is rendelhetı koordinaacuteta-rendszer kuumlloumlnoumlsen elızetes szerszaacutembeaacutelliacutetaacutes eseteacuten A munkadarab alakjaacutenak elıiacuteraacutesaacutehoz tehaacutet a koumlvetkezı haacuterom koordinaacuteta-rendszer egymaacuteshoz valoacute viszonyaacutet kell megfelelı moacutedon meghataacuterozni
bull a munkadarab koordinaacuteta-rendszere amelyet a programozoacute vesz fel bull a szerszaacutemgeacutep koordinaacuteta-rendszere bull a szerszaacutem koordinaacuteta-rendszere amelyet a szerszaacutem beaacutelliacutetaacutesaacutehoz kell figyelembe
venni Vizsgaacuteljuk a haacuterom koordinaacuteta-rendszert esztergaacuten A 24 aacutebraacuten laacutethatoacute munkadarabnaacutel
Xw Zw a munkadarab-koordinaacutetarendszere W nullaponttal Az A felfogaacutesi nullapont a munkadarab felfogaacutesakor az uumltkoumlzeacutesi siacutekba keruumll A szerszaacutemhoz az XT ZT koordinaacuteta-rendszert rendeltuumlk amelyben N beaacutelliacutetoacute nullapont A beaacutelliacutetoacute nullaponthoz keacutepest vaacuteltoztathatoacute a szerszaacutemcsuacutecs (ill a P szerszaacutemeacutelpont) L hosszuacutesaacuteguacute eacutes K keresztiraacutenyuacute kinyuacutelaacutesa A hossz- eacutes keresztiraacutenyuacute aacutelliacutethatoacutesaacutegot a szerszaacutem konstrukcioacuteja teszi lehetıveacute A szerszaacutemgeacutep XM ZM koordinaacutetarendszereacutenek nullapontja M
24 aacutebra A munkadarab a szerszaacutemgeacutep eacutes a szerszaacutem koordinaacuteta-rendszere
A poziacutecionaacutelaacutesi folyamatokat az NC- vezeacuterleacutes a geacutepi koordinaacuteta-rendszerben nyitja A
teacutenyleges szaacutenhelyzetet nyilvaacutentartoacute regiszterek a szaacutenrendszer kituumlntetett pontjaacutenak az F
vonatkoztataacutesi pontnak a koordinaacutetaacuteit (az MF taacutevolsaacuteg oumlsszetevıit) tartalmazzaacutek A technoloacutegus a megmunkaacutelaacutesi programban a P programozott pont koordinaacutetaacuteit (vagy elıjeles elmozdulaacutesnoumlvekmeacutenyeit) iacuterja elı altaacutenossaacutegban az F pont koordinaacutetaacutei az M kezdıpontuacute rendszerben haacuterom reacuteszbıl aacutellnak (25 aacutebra)
PFWPMWMF ++=
ahol az MW taacutevolsaacuteg X Y Z iraacutenyuacute dereacutekszoumlgő oumlsszetevıi az uacuten nullapont-eltolaacutesi
eacuterteacutekek a WPtaacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıit a vezeacuterlıszalag tartalmazza (ezek a program
geometriai adatai) a PF taacutevolsaacuteg X Y Z iraacutenyuacute oumlsszetevıi a szerszaacutemkorrekcioacutes eacuterteacutekek amelyeket a vezeacuterlıpulton kell beaacutelliacutetani NC- neacutel a korrekcioacutes taacuterba beiacuterni)
A hibaacutetlan gyaacutertaacuteshoz biztosiacutetani kell a munkadarab eacutes a geacutepi koordinaacutetarendszer azonossaacutegaacutet ennek felteacutetele a koordinaacutetairaacutenyoknak eacutes a nullpontoknak az azonossaacutega
CNC-programozaacutes alapjai
9
25 aacutebra A koordinaacuteta-rendszerek
eacutes jellegzetes pontok (M W P F) eacutertelmezeacutese
26 aacutebra A munkadarab koordinaacuteta-rendszere
A programozaacutes egyik alapelve 1 mozgoacute szerszaacutem-nyugvoacute munkadarab amelynek
segiacutetseacutegeacutevel keacutet egyszerő iraacutenymeghataacuterozaacutesi szabaacutelyt alkothatunk bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a szerszaacutem veacutegzi a mozgaacutest a geacutepi eacutes a
munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya megegyezik bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a munkadarab veacutegzi a mozgaacutest a geacutepi
eacutes a munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya ellenteacutetes A geacutepi koordinaacuteta-rendszer iraacutenyait a geacutep tervezeacutesekor illetve a vezeacuterlırendszer illeszteacutese
soraacuten valoacutesiacutetjaacutek meg iacutegy tehaacutet adott Milyen elhelyezkedeacuteső koordinaacuteta-rendszerrel ceacutelszerő a geacutepet tervezni a vezeacuterleacutest
illeszteni Tekintsuumlk a szerszaacutemgeacutep munkatereacutet egyetlen teacuter-nyolcadnak A bal eacutes jobb sodraacutesuacute rendszer egyuumlttesen 8x3x2 = 48 lehetıseacuteget ad Baacuter a geacutep eacutes a vezeacuterleacutes szempontjaacuteboacutel szinte koumlzoumlmboumls hogy melyiket vaacutelasztjuk programozaacuteskor sok neheacutezseacuteget okozna a geacutepenkeacutent maacutes eacutes maacutes moacutedon elhelyezett koordinaacuteta-rendszer
Az 1968-ban aacutetdolgozott VDI- javaslat eacutes az ISOR 841 tovaacutebbaacute az MSZ 7789 a 26 aacutebra szerinti jobb sodraacutesuacute XYZ rendszert rendel a munkadarabhoz A maacutesodlagos mozgaacutesokat rendre U V eacutes W a harmadlagos mozgaacutesokat P Q eacutes R jeloumlli
27 aacutebra Eszterga koordinaacuteta-rendszere
Maacutesik fontos alapelv 2 a Z tengely iraacutenya mindig a szerszaacutem fı mozgaacutesi (taacutemadaacutesi)
iraacutenyaacuteba mutat Az 1 eacutes 2 alapelv ismereteacuteben baacutermely szerszaacutemgeacutep koordinaacutetatengely-iraacutenyait meg lehet hataacuterozni
CNC-programozaacutes alapjai
10
Eszterga koordinaacutetatengelyei laacutethatoacutek a 27 aacutebraacuten ahol a munkadarab koordinaacuteta-rendszereacutet XZ-vel a szerszaacutemgeacutep koordinaacuteta-rendszereacutet pedig XZ-vel jeloumlltuumlk
a)
28 aacutebra Fuacuteroacutegeacutep koordinaacuteta-rendszere
Hasonloacute moacutedon szemleacutelteti a 28 aacutebra a fuacuteroacutegeacutep koordinaacuteta-rendszereacutet A 28 a aacutebraacuten a
geacutep eacutes a koordinaacuteta-rendszerek laacutethatoacuteak miacuteg a 28 b aacutebraacuten a munkadarab a sajaacutet koordinaacuteta-rendszereacuteben laacutethatoacute Ez a fuacuteroacutegeacutep fuumlggıleges orsoacutejuacute siacutekmaroacutegeacutepnek is tekinthetı ezeacutert a maroacutegeacutep koordinaacuteta-rendszereacutet is tanulmaacutenyozhatjuk az aacutebraacuten
A szerszaacutemmaroacutegeacutepek kisseacute elteacuternek a maroacutegeacutepektıl mert a gerendaacuten leacutevı fıorsoacute lehet viacutezszintes vagy fuumlggıleges tovaacutebbaacute a gerenda az egyik mozgaacutest is elveacutegzi (Z tengely) Ez a 29 aacutebraacuten laacutethatoacute amely a viacutezszintes konzolos NC- maroacutegeacutep koordinaacutetairaacutenyait is tartalmazza a kuumlloumlnbseacuteg annyi hogy a +Z iraacutenyba megfordul
Fuumlggıleges portaacutelfuacuteroacutegeacutep illetve portaacutelsiacutekmaroacutegeacutep koordinaacutetatengely-iraacutenyait szemleacutelteti a 210 aacutebra
Megmunkaacuteloacutekoumlzpontok koordinaacuteta-rendszerei eseteacuten a keacutet fontos alapelv eacuterveacutenyben marad de megjelenik a toumlbboldalas megmunkaacutelaacutesi lehetıseacuteg Ilyenkor a G17 G18 G19 megmunkaacutelaacutesi siacutekokat eacutes a fıorsoacute tengelyiraacutenyait is vaacuteltani lehet ami a koordinaacuteta iraacutenyok megvaacuteltoztataacutesaacutet jelenti
Ugyancsak beleacutepnek a maacutesodlagos esetleg harmadlagos mozgaacutesok tehaacutet a haacuteromtengelyes megmunkaacutelaacutes mellett a neacutegy- eacutes oumlttengelyes megmunkaacutelaacutes is elıfordulhat A 211 aacutebra egyszerő megmunkaacuteloacutekoumlzpont koordinaacutetatengelyeit szemleacutelteti Mivel a geacutep uacuten mozgoacutetornyos a Z eacutes Y tengely iraacutenyaacuteban a geacutepi eacutes a munkadarab-koordinaacutetairaacutenyok megegyeznek
29 aacutebra
Szerszaacutemmaroacutegeacutep koordinaacutetatengelyei
210 aacutebra Keacutetoszlopos fuumlggıleges fuacuteroacutegeacutep eacutes maroacutegeacutep mozgaacutesiraacutenyai
CNC-programozaacutes alapjai
11
211 aacutebra Megmunkaacuteloacutekoumlzpont mozgaacutesiraacutenyai
23 NC-geacutepek jellegzetes pontjai
A megismert haacuterom koordinaacuteta-rendszer kezdıpontjaacutenak (nullapontjaacutenak) viszonya a geacutep pontos mőkoumldeacuteseacutenek felteacutetele Ez a haacuterom pont a koumlvetkezı
A geacutepi nullapont az iraacutenyiacutetoacuterendszer meacutereacutestartomaacutenyaacuten beluumll elektronikusan beaacutelliacutethatoacute pont amely a mőkoumldı rendszer meacutereacutesi baacutezisa (a geacutep koordinaacutetarendszereacutenek a kezdıpontja) Jellege szerint a vezeacuterleacutes lehet
bull lebegı nullapontos vezeacuterleacutes amikor a geacutepi nullapont a szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten kiacutevuumll esı elmeacuteleti pont a geacutepi koordinaacuteta-rendszer origoacuteja
bull fix nullapontos vezeacuterleacutes (ez a gyakoribb) amikor a geacutepi nullapont a mozgaacutestartomaacutenyon beluumlli roumlgziacutetett pont eacutes egybeesik a referenciaponttal
A referenciapont az NC- szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten beluumll villamos helyzetkapcsoloacutekon keresztuumll roumlgziacutetett pont ahova a szaacutemokat vezeacuterelve a vezeacuterleacutes meacuterırendszere felveszi a geacutepi nullaponthoz viszonyiacutetott koordinaacutetaeacuterteacutekeket
Az NC- szerszaacutemgeacutepek vezeacuterlırendszereacutenek bekapcsolaacutesakor a vezeacuterleacutes eacuterteacutektaacuteroloacutei uumlresek nullaacutet vagy valamilyen aacutellandoacute szaacutemeacuterteacuteket tartalmaznak A szaacutenok baacutermilyen helyzeteacuteben kapcsoljaacutek be a vezeacuterlırendszert az eacuterteacutektaacuteroloacuteban illetve a kijelzıben mindig ugyanazok az eacuterteacutekek jelennek meg Az NC- szerszaacutemgeacutep ebben az aacutellapotban nem alkalmas az uumlzemszerő mőkoumldeacutesre Bekapcsolaacutes utaacuten elıszoumlr a referenciapontra kell vezeacuterelni a szaacutenokat hogy a meacuterırendszer felvehesse a geacutepi nullapontokhoz viszonyiacutetott koordinaacutetaeacuterteacutekeket eacutes azokat az uacuteteacuterteacutektaacuteroloacuteba beiacuterhassa A referenciapontroacutel valoacute taacutevozaacutes utaacuten a meacuterırendszer eacutes a szabaacutelyozoacutekoumlroumln keresztuumll a szerszaacutem beaacutelliacutetott eacutelpontja a geacutepi koordinaacuteta-rendszerben megadott koordinaacutetaeacuterteacutekekre aacutell A referenciapontra aacutellaacutes kuumlloumln uumlzemmoacuted minden NC- szerszaacutemgeacutepen megtalaacutelhatoacute
A fix nullapontos eacutes a lebegı nullapontos vezeacuterleacutes geacutepi nullapontjaacutet a 212 aacutebra szemleacutelteti A lebegı nullapontos vezeacuterleacuteskor az X taacuteroloacuteba az x referenciaeacuterteacutek miacuteg a Z
CNC-programozaacutes alapjai
12
taacuteroloacuteba a z referenciaeacuterteacutek iacuteroacutedik Ez a folyamat zajlik le fix nullapontos vezeacuterleacuteskor is de itt a taacuteroloacutek nullaacutezoacutednak mivel a z referencia = x referencia = 0
Mozgaacutestartomaacuteny Mozgaacutestartomaacuteny
212 aacutebra Vezeacuterleacutes eacutes referenciapont a) lebegı nullapontos vezeacuterleacutes b) fix nullapontos vezeacuterleacutes
a) b)
213 aacutebra Meacuteretmegadaacutes a) lebegı nullapontos b) fix nullapontos vezeacuterleacutes eseteacuten
A geacutepi nullapont felveacutetele utaacuten a taacuterolt ill a kijelezhetı koordinaacutetaeacuterteacutekeket kuumlloumlnboumlzı
megmunkaacutelaacutesi helyzetekben a 213 aacutebra szemleacutelteti Az iraacutenyiacutetaacutestechnikailag szuumlkseacuteges geacutepi nullapont programozaacutesa nagyon koumlruumllmeacutenyes
Megmunkaacuteloacutekoumlzpontokon ha a geacutep szerszaacutemcsereacutelıvel eacutes asztalcsereacutelıvel van felszerelve akkor nem egy geacutepi nullapont van hanem toumlbb
Maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes harmadlagos nullapont az asztalcsereacuteleacutes nullapontja
Elsıdleges geacutepi nullapontboacutel - szinteacuten a megmunkaacuteloacutekoumlzpontokra jellemzı - toumlbbet lehet meghataacuterozni Ez a toumlbboldalas illetve toumlbb nullapontos munkadarabok megmunkaacutelaacutesa eseteacuten fontos
A munkadarab-nullapont a programozaacutes soraacuten alkalmazott pont amely a munkadarab koordinaacuteta-rendszereacutenek kezdıpontja A munkadarab koordinaacutetarendszereacutet a programozoacute hataacuterozza meg (iraacutenyai a jobbkeacutez-szabaacutely szerintiek) uacutegy hogy a munkadarab termeacuteszetes (rajz szerinti) meacuteretei legyenek a koordinaacutetaeacuterteacutekek Az ilyen nullapont-elhelyezeacutes nagymeacuterteacutekben koumlnnyiacuteti a programozoacute munkaacutejaacutet Ellenkezı esetben a meacutereteket aacutet kell szaacutemiacutetani eacutes ez hibalehetıseacuteget jelent
Mozgaacutestartomaacuteny
CNC-programozaacutes alapjai
13
24 Nullponteltolaacutes nullpont felveacutetel
A munkadarab-nullapont eacutes geacutepi nullapont koumlzoumltti kapcsolat a 214 aacutebraacuten laacutethatoacute A geacutepi eacutes a munkadarab-koordinaacutetarendszer koumlzoumltti elteacutereacutes ∆x eacutes ∆z koordinaacutetaacutenkeacutent
aacutellandoacute eacuterteacutek A vezeacuterleacutes geacuteprendszere a geacutepi koordinaacuteta-rendszerben dolgozik a program geometriai adatait a munkadarab-koordinaacutetarendszerben hataacuteroztaacutek meg ezeacutert a ∆x eacutes a ∆z eacuterteacutekek az uacuten nullapont-eltolaacutesi eacuterteacutekek Ezeket az eacuterteacutekeket a vezeacuterleacutes hozzaacuteadja a programozott - a munkadarab-koordinaacutetarendszereacuteben meghataacuterozott - koordinaacutetaeacuterteacutekekhez (x1 x2 z1 z2)
A nullapont-eltolaacutesi eacuterteacutekek a nullaponttaacuteroloacutekba (regiszterek) lesznek beiacuterva Reacutegi KNC- vezeacuterleacutes eseteacuten ezt a mőveletet keacutezi adatbevitellel dekaacutedkapcsoloacutekkal lehetett elveacutegezni (ez volt az aritmetikai nullapontmegadaacutes) A mai CNC- vezeacuterleacutesekneacutel ciacutemezhetı regiszterek tartalmazzaacutek a nullapont eacuterteacutekeit A regiszterek tartalmaacutet a programboacutel iacuterhatjuk aacutet A nullapont-eltolaacutesi programmondat beolvasaacutesa nem eredmeacutenyezi a szaacuten mozgaacutesaacutet hanem csak a regisztertartalom aacutetiacuteraacutesaacutet amelynek megfelelıen a szaacuten az elsı mozgaacutesi utasiacutetaacutest tartalmazoacute mondat veacutegrehajtaacutesa soraacuten mozog (ezt nevezzuumlk transzformaacutecioacutes nullaponteltolaacutesnak)
214 aacutebra Nullaponteltolaacutes
215 aacutebra Nullaponteltolaacutes ismeacutetlıdı alakzatok eseteacuten
A nullaponteltolaacutes segiacutetseacutegeacutevel a programozaacutesi munka egyszerősiacutethetı
bull ismeacutetlıdı alakzatok programozaacutesa bull simiacutetaacutesi raacutehagyaacutesok leacutetrehozaacutesa bull toumlbb azonos munkadarab (keacuteszuumlleacutek) egy asztalra roumlgziacuteteacutese eseteacuten
Ha egy alkatreacuteszen azonos geometriai alakzatok talaacutelhatoacutek akkor a megmunkaacutelaacuteshoz nem kell uacutejra eacutes uacutejra elkeacutesziacuteteni a megmunkaacuteloacute programot hanem elegendı az alakzatok koumlzoumltti taacutevolsaacutegot meghataacuterozni ezeket elıjelhelyesen nullaponteltolaacuteskeacutent eacutertelmezni A
CNC-programozaacutes alapjai
14
nullaponteltolaacutes utaacuten a 215 aacutebra szerint a Wrsquo munkadarab-nullapontboacutel megiacutert programot a W2 nullaponttoacutel meg kell ismeacutetelni iacutegy a programozaacutes leacutenyegesen egyszerősiacutethetı
A nullapont-beaacutelliacutetaacutes sikeresen alkalmazhatoacute simiacutetaacutesi raacutehagyaacuteshoz A 216 aacutebraacuten a nagyolaacuteskor a simiacutetaacutesi raacutehagyaacutesnak megfelelı ∆x eacutes ∆z nullaponteltolaacutessal esztergaacutelhatoacute a munkadarab majd a nullapontot az eredeti helyre visszatolva a simiacutetaacutes elveacutegezhetı
216 aacutebra Keacutet befogoacutekeacuteszuumlleacutekes
maroacutegeacutepasztal 217 aacutebra Nullaponteltolaacutes simiacutetaacutesi
raacutehagyaacuteshoz
Wn a nagyolaacutes nullapontja Ws a simiacutetaacutes nullapontja
Ha toumlbb kisebb meacuterető eacutes roumlvid megmunkaacutelaacutesi idejő munkadarabot kell keacutesziacuteteni akkor
ugyanazzal a programmal munkaacutelhatoacutek meg uacutegy hogy mindegyikhez sajaacutet nullapontot rendeluumlnk hozzaacute (217 aacutebra)
Nullapontfelveacutetel Az NC- geacutep bekapcsolaacutesakor a regiszterek tartalma eacutes a szaacutenok teacutenyleges helyzete koumlzoumltt nincs azonnali eacutes koumlzvetlen kapcsolat ezeacutert a regiszterek tartalmaacutet eacutes a teacutenyleges szaacutenhelyzetet egyeztetni kell Ezt a teveacutekenyseacuteget nevezzuumlk nullapontfelveacutetelnek (geacutepi nullapont) A szerszaacutemgeacutep szaacutenjait automatikusan vagy keacutezi vezeacuterleacutessel ceacutelszerően vaacutelasztott vagy a geacutep szerkezeti kialakiacutetaacutesa aacuteltal megadott helyzetbe visszuumlk majd ebben a helyzetben a regiszterekbe automatikusan vagy keacutezi adatbevitellel alkalmasan vaacutelasztott eacuterteacutekeket iacuterunk be
Esztergaacuten fix nullapontos vezeacuterleacutes eseteacuten a nullapontfelveacutetel a koordinaacutetairaacutenyonkeacutenti referenciapontra aacutellaacutest jelenti Lebegı nullapont eseteacuten a szaacuten baacutermely poziacutecioacutejaacuteban felvehetjuumlk a geacutepi nullapontot csak az adott helyen nullaacutezni kell az elmozdulaacutesregisztereket koordinaacutetairaacutenyonkeacutent
Maroacutegeacutepekhez a moacutedszer azonos az esztergaacutenaacutel ismertetett folyamattal csak a koordinaacutetairaacutenyok szaacutema lehet toumlbb
Megmunkaacuteloacutekoumlzpontokon ahol szerszaacutemcsereacutelı eacutes esetleg asztalcsereacutelı is van toumlbb geacutepi nullapont is lehet Az elsıdleges nullapont (amit eddig megismertuumlnk) mellett megjelenik a maacutesodlagos eacutes a harmadlagos nullapont is
A maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes poziacutecioacuteja a harmadlagos nullapont az asztalcsereacuteleacutesi poziacutecioacute Mindezek a helyek roumlgziacutetett eacuterteacutekek melyekre az uumlzemeleacutes koumlzben szuumlkseacuteg van
A munkadarab nullapontjaacutenak a beaacutelliacutetaacutesa az a nullaponteltolaacutes amelynek az elmeacuteleteacutet maacuter ismerjuumlk A geacutepi nullapont a munkadarab nullapontjaacuteba csak akkor helyezhetı aacutet ha a munkadarab nullapontjaacutenak a helyeacutet a geacutep munkatereacuteben megkeressuumlk
Ez keacutet moacutedon lehetseacuteges bull a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutenak megeacuterinteacuteseacutevel (koumlzvetlen vagy koumlzvetett
moacutedon) bull a befogott munkadarab megeacuterinteacuteseacutevel
CNC-programozaacutes alapjai
15
Az eszterga befogoacutekeacuteszuumlleacuteke toumlbbnyire esztergatokmaacuteny iacutegy valamelyik uumltkoumlzeacutesi baacutezisaacutet lehet nullapontkeacutent felhasznaacutelni (218 aacutebra)
218 aacutebra Nullapont az uumltkoumlzeacutesi feluumlleten
1 fıorsoacute 2 fıorsoacuteperem 3 koumlzpontosiacutetoacute kuacutep
4 tokmaacuteny 5 uumltkoumlzeacutesi baacutezis M a geacutep koordinaacuteta-rendszereacutenek nullapontja XM ZM a geacutep koordinaacuteta-rendszereacutenek tengelye (ebben dolgozik a geacutep) W a munkadarab koordinaacutetarendszereacutenek nullapontja XW ZW a munkadarab koordinaacuteta-rendszereacutenek tengelye
Az uumltkoumlzeacutesi baacutezist a szerszaacutemtartoacuteba befogott eacutes ismert meacuterető szerszaacutemmal keacutezi uumlzemmoacutedban eacuterintjuumlk (aacuteltalaacuteban inkrementaacutelisan 1 mm-es 01 mm-es vagy 001 mm-es leacutepeacutesekben) eacutes amikor befejezıdik a meacuteretkijelzın szereplı eacuterteacutek lesz a nullaponteltolaacutes eacuterteacuteke Az aacutebraacuten ez ∆z (amit a vezeacuterleacutesbe kell beiacuterni) A maacutesik iraacutenyban a forgaacutestengelyt kell megkeresni pl ismert meacuterető munkadarab befogaacutesaacuteval eacutes aacutetmeacuterıjeacutenek megeacuterinteacuteseacutevel
Ha a nullapont a munkadarab homlokfeluumlleteacuten van (219 aacutebra) akkor a munkadarab hosszmeacutereteacutet megtestesiacutetı meacuterıhasaacutebot kell az uumltkoumlzeacutesi baacutezishoz taacutemasztani eacutes azt kell az elıbb leiacutert moacutedon megeacuterintve a munkadarab nullapontjaacutenak roumlgziacuteteni
Maroacutegeacutepen a geacutep asztalaacutera felfogott munkadarab vagy a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutet kell megkeresnie a geacutepkezelınek
A legegyszerőbb eacutes leggyorsabb nullapontkeresı eszkoumlz a nullapont-indikaacutetor Az indikaacutetor keacutet reacuteszbıl aacutelloacute tuumlske amely a fıorsoacuteba van befogva (220 aacutebra) A keacutet reacuteszt rugoacute fogja oumlssze A keacutet reacutesz egytengelyőn forog Amikor az indikaacutetor megeacuterinti a munkadarab valamely ismert feluumlleteacutet akkor az alsoacute reacutesz a felsıhoumlz keacutepest hataacuterozottan eltoloacutedik eacutes a koumlszoumlruumllt feluumlleten megfigyelhetı feacutenycsiacutekok megtoumlrnek Az aacutebraacuten az X iraacuteny eacuterinteacutese laacutethatoacute 10 mm-es nullapont-indikaacutetorral a fıorsoacute poziacutecioacuteja az eacuterinteacuteskor tehaacutet xmdash 5
219 aacutebra Nullapont a munkadarab homlokfeluumlleteacuten 220 aacutebra A nullapont indikaacutetor
Az Y iraacutenyt hasonloacutean kell bemeacuterni A harmadik a Z tengely iraacutenyaacuteban is fel kell venni a nullapontot
bull a fıorsoacuteba befogott szerszaacutemmal eacutes a munkadarab feluumlleteacutenek megeacuterinteacuteseacutevel vagy
CNC-programozaacutes alapjai
16
bull a fıorsoacute homloksiacutekjaacutenak felhasznaacutelaacutesaacuteval A fıorsoacuteba befogott szerszaacutemmal megeacuterintjuumlk a munkadarab feluumlleteacutet (221 a aacutebra) majd
a Z tengelyt nullaacutezzuk Ennek a szerszaacutemnak tehaacutet a hosszaacutet nullaacutera vettuumlk A moacutedszer gyors eacutes joacutel hasznaacutelhatoacute ha csak egy szerszaacutemmal dolgozunk
a)
b)
c)
221 aacutebra
a) Nullapontfelveacutetel eacuterinteacutessel
b) toumlbb szerszaacutem eseteacuten fıorsoacuteval
c) meacuterıhasaacuteb alkalmazaacutesaacuteval
Toumlbb szerszaacutem eseteacuten mindegyik szerszaacutemmal meg kell eacuterinteni a munkadarabot de az
elsı szerszaacutem (vezeacuterszerszaacutem) utaacuten a Z tengelyt nullaacutezzuk a toumlbbi szerszaacutem eseteacuten az eacuterinteacutesi poziacutecioacutenak az eacuterteacutekeit (amelyeket a kijelzı mutat) kell a szerszaacutemhossz korrekcioacutes taacuteraacuteba beiacuterni (221 b aacutebra)
A moacutedszer haacutetraacutenya hogy ha a vezeacuterszerszaacutem meacuterete vaacuteltozik az oumlsszes szerszaacutem meacutereteacutet moacutedosiacutetani kell
Szerszaacutem neacutelkuumll a fıorsoacute homlokfeluumlleteacutet (a szerszaacutem uumltkoumlzteteacutesi baacutezisaacutet) hozzuk kapcsolatba a munkadarab feluumlleteacutevel pl 50 mm-es meacuterıhasaacuteb alkalmazaacutesaacuteval (221 c aacutebra)
25 Szerszaacutemkorrekcioacute
A programozott uacutetinformaacutecioacutek a szerszaacutemmeacuterettıl fuumlggetlenek mivel a program iacuteraacutesakor csak a szerszaacutem tiacutepusaacutet hataacuterozzuk meg a meacutereteit nem (vagy csak reacuteszben) ismerjuumlk A vezeacuterleacutesnek azt a szolgaacuteltataacutesaacutet hogy a szerszaacutem teacutenyleges (valoacutesaacutegos) meacutereteit vegye figyelembe szerszaacutemkorrekcioacutenak nevezzuumlk
A szerszaacutemkorrekcioacute lehet bull szerszaacutemmeacuteret-korrekcioacute amely a szerszaacutemnak a programozaacutes szempontjaacuteboacutel jellegzetes
hossz- vagy sugaacuteriraacutenyuacute meacutereteacutevel azonos nagysaacutegrendő bull szerszaacutemkopaacutes-korrekcioacute amely a szerszaacutem kopaacutesaacutet veszi figyelembe eacutes legfeljebb bull 1 mm nagysaacuteguacute
A szerszaacutemmeacuteret-korrekcioacute soraacuten a szerszaacutemok meacutereteit megmunkaacutelaacutes elıtt koumlzoumlljuumlk a vezeacuterleacutessel eacutes iacutegy az uacutetinformaacutecioacutek szaacutemiacutetaacutesaacutehoz nem kell figyelembe venni e meacutereteket vagyis a programban az elkeacutesziacutetendı munkadarab kontuacuterjaacutet iacuterhatjuk le
Fuacuteroacutegeacutepeken eacutes fuacuteroacute-maroacute mőveken a furatok megmunkaacutelaacutesaacutehoz ceacutelszerő szerszaacutemhossz-korrekcioacute elveacutet szemleacutelteti a 222 aacutebra
CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
9
25 aacutebra A koordinaacuteta-rendszerek
eacutes jellegzetes pontok (M W P F) eacutertelmezeacutese
26 aacutebra A munkadarab koordinaacuteta-rendszere
A programozaacutes egyik alapelve 1 mozgoacute szerszaacutem-nyugvoacute munkadarab amelynek
segiacutetseacutegeacutevel keacutet egyszerő iraacutenymeghataacuterozaacutesi szabaacutelyt alkothatunk bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a szerszaacutem veacutegzi a mozgaacutest a geacutepi eacutes a
munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya megegyezik bull azon koordinaacutetatengelyekneacutel amelyek iraacutenyaacuteban a munkadarab veacutegzi a mozgaacutest a geacutepi
eacutes a munkadarab-koordinaacutetarendszer tengelyeinek iraacutenya ellenteacutetes A geacutepi koordinaacuteta-rendszer iraacutenyait a geacutep tervezeacutesekor illetve a vezeacuterlırendszer illeszteacutese
soraacuten valoacutesiacutetjaacutek meg iacutegy tehaacutet adott Milyen elhelyezkedeacuteső koordinaacuteta-rendszerrel ceacutelszerő a geacutepet tervezni a vezeacuterleacutest
illeszteni Tekintsuumlk a szerszaacutemgeacutep munkatereacutet egyetlen teacuter-nyolcadnak A bal eacutes jobb sodraacutesuacute rendszer egyuumlttesen 8x3x2 = 48 lehetıseacuteget ad Baacuter a geacutep eacutes a vezeacuterleacutes szempontjaacuteboacutel szinte koumlzoumlmboumls hogy melyiket vaacutelasztjuk programozaacuteskor sok neheacutezseacuteget okozna a geacutepenkeacutent maacutes eacutes maacutes moacutedon elhelyezett koordinaacuteta-rendszer
Az 1968-ban aacutetdolgozott VDI- javaslat eacutes az ISOR 841 tovaacutebbaacute az MSZ 7789 a 26 aacutebra szerinti jobb sodraacutesuacute XYZ rendszert rendel a munkadarabhoz A maacutesodlagos mozgaacutesokat rendre U V eacutes W a harmadlagos mozgaacutesokat P Q eacutes R jeloumlli
27 aacutebra Eszterga koordinaacuteta-rendszere
Maacutesik fontos alapelv 2 a Z tengely iraacutenya mindig a szerszaacutem fı mozgaacutesi (taacutemadaacutesi)
iraacutenyaacuteba mutat Az 1 eacutes 2 alapelv ismereteacuteben baacutermely szerszaacutemgeacutep koordinaacutetatengely-iraacutenyait meg lehet hataacuterozni
CNC-programozaacutes alapjai
10
Eszterga koordinaacutetatengelyei laacutethatoacutek a 27 aacutebraacuten ahol a munkadarab koordinaacuteta-rendszereacutet XZ-vel a szerszaacutemgeacutep koordinaacuteta-rendszereacutet pedig XZ-vel jeloumlltuumlk
a)
28 aacutebra Fuacuteroacutegeacutep koordinaacuteta-rendszere
Hasonloacute moacutedon szemleacutelteti a 28 aacutebra a fuacuteroacutegeacutep koordinaacuteta-rendszereacutet A 28 a aacutebraacuten a
geacutep eacutes a koordinaacuteta-rendszerek laacutethatoacuteak miacuteg a 28 b aacutebraacuten a munkadarab a sajaacutet koordinaacuteta-rendszereacuteben laacutethatoacute Ez a fuacuteroacutegeacutep fuumlggıleges orsoacutejuacute siacutekmaroacutegeacutepnek is tekinthetı ezeacutert a maroacutegeacutep koordinaacuteta-rendszereacutet is tanulmaacutenyozhatjuk az aacutebraacuten
A szerszaacutemmaroacutegeacutepek kisseacute elteacuternek a maroacutegeacutepektıl mert a gerendaacuten leacutevı fıorsoacute lehet viacutezszintes vagy fuumlggıleges tovaacutebbaacute a gerenda az egyik mozgaacutest is elveacutegzi (Z tengely) Ez a 29 aacutebraacuten laacutethatoacute amely a viacutezszintes konzolos NC- maroacutegeacutep koordinaacutetairaacutenyait is tartalmazza a kuumlloumlnbseacuteg annyi hogy a +Z iraacutenyba megfordul
Fuumlggıleges portaacutelfuacuteroacutegeacutep illetve portaacutelsiacutekmaroacutegeacutep koordinaacutetatengely-iraacutenyait szemleacutelteti a 210 aacutebra
Megmunkaacuteloacutekoumlzpontok koordinaacuteta-rendszerei eseteacuten a keacutet fontos alapelv eacuterveacutenyben marad de megjelenik a toumlbboldalas megmunkaacutelaacutesi lehetıseacuteg Ilyenkor a G17 G18 G19 megmunkaacutelaacutesi siacutekokat eacutes a fıorsoacute tengelyiraacutenyait is vaacuteltani lehet ami a koordinaacuteta iraacutenyok megvaacuteltoztataacutesaacutet jelenti
Ugyancsak beleacutepnek a maacutesodlagos esetleg harmadlagos mozgaacutesok tehaacutet a haacuteromtengelyes megmunkaacutelaacutes mellett a neacutegy- eacutes oumlttengelyes megmunkaacutelaacutes is elıfordulhat A 211 aacutebra egyszerő megmunkaacuteloacutekoumlzpont koordinaacutetatengelyeit szemleacutelteti Mivel a geacutep uacuten mozgoacutetornyos a Z eacutes Y tengely iraacutenyaacuteban a geacutepi eacutes a munkadarab-koordinaacutetairaacutenyok megegyeznek
29 aacutebra
Szerszaacutemmaroacutegeacutep koordinaacutetatengelyei
210 aacutebra Keacutetoszlopos fuumlggıleges fuacuteroacutegeacutep eacutes maroacutegeacutep mozgaacutesiraacutenyai
CNC-programozaacutes alapjai
11
211 aacutebra Megmunkaacuteloacutekoumlzpont mozgaacutesiraacutenyai
23 NC-geacutepek jellegzetes pontjai
A megismert haacuterom koordinaacuteta-rendszer kezdıpontjaacutenak (nullapontjaacutenak) viszonya a geacutep pontos mőkoumldeacuteseacutenek felteacutetele Ez a haacuterom pont a koumlvetkezı
A geacutepi nullapont az iraacutenyiacutetoacuterendszer meacutereacutestartomaacutenyaacuten beluumll elektronikusan beaacutelliacutethatoacute pont amely a mőkoumldı rendszer meacutereacutesi baacutezisa (a geacutep koordinaacutetarendszereacutenek a kezdıpontja) Jellege szerint a vezeacuterleacutes lehet
bull lebegı nullapontos vezeacuterleacutes amikor a geacutepi nullapont a szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten kiacutevuumll esı elmeacuteleti pont a geacutepi koordinaacuteta-rendszer origoacuteja
bull fix nullapontos vezeacuterleacutes (ez a gyakoribb) amikor a geacutepi nullapont a mozgaacutestartomaacutenyon beluumlli roumlgziacutetett pont eacutes egybeesik a referenciaponttal
A referenciapont az NC- szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten beluumll villamos helyzetkapcsoloacutekon keresztuumll roumlgziacutetett pont ahova a szaacutemokat vezeacuterelve a vezeacuterleacutes meacuterırendszere felveszi a geacutepi nullaponthoz viszonyiacutetott koordinaacutetaeacuterteacutekeket
Az NC- szerszaacutemgeacutepek vezeacuterlırendszereacutenek bekapcsolaacutesakor a vezeacuterleacutes eacuterteacutektaacuteroloacutei uumlresek nullaacutet vagy valamilyen aacutellandoacute szaacutemeacuterteacuteket tartalmaznak A szaacutenok baacutermilyen helyzeteacuteben kapcsoljaacutek be a vezeacuterlırendszert az eacuterteacutektaacuteroloacuteban illetve a kijelzıben mindig ugyanazok az eacuterteacutekek jelennek meg Az NC- szerszaacutemgeacutep ebben az aacutellapotban nem alkalmas az uumlzemszerő mőkoumldeacutesre Bekapcsolaacutes utaacuten elıszoumlr a referenciapontra kell vezeacuterelni a szaacutenokat hogy a meacuterırendszer felvehesse a geacutepi nullapontokhoz viszonyiacutetott koordinaacutetaeacuterteacutekeket eacutes azokat az uacuteteacuterteacutektaacuteroloacuteba beiacuterhassa A referenciapontroacutel valoacute taacutevozaacutes utaacuten a meacuterırendszer eacutes a szabaacutelyozoacutekoumlroumln keresztuumll a szerszaacutem beaacutelliacutetott eacutelpontja a geacutepi koordinaacuteta-rendszerben megadott koordinaacutetaeacuterteacutekekre aacutell A referenciapontra aacutellaacutes kuumlloumln uumlzemmoacuted minden NC- szerszaacutemgeacutepen megtalaacutelhatoacute
A fix nullapontos eacutes a lebegı nullapontos vezeacuterleacutes geacutepi nullapontjaacutet a 212 aacutebra szemleacutelteti A lebegı nullapontos vezeacuterleacuteskor az X taacuteroloacuteba az x referenciaeacuterteacutek miacuteg a Z
CNC-programozaacutes alapjai
12
taacuteroloacuteba a z referenciaeacuterteacutek iacuteroacutedik Ez a folyamat zajlik le fix nullapontos vezeacuterleacuteskor is de itt a taacuteroloacutek nullaacutezoacutednak mivel a z referencia = x referencia = 0
Mozgaacutestartomaacuteny Mozgaacutestartomaacuteny
212 aacutebra Vezeacuterleacutes eacutes referenciapont a) lebegı nullapontos vezeacuterleacutes b) fix nullapontos vezeacuterleacutes
a) b)
213 aacutebra Meacuteretmegadaacutes a) lebegı nullapontos b) fix nullapontos vezeacuterleacutes eseteacuten
A geacutepi nullapont felveacutetele utaacuten a taacuterolt ill a kijelezhetı koordinaacutetaeacuterteacutekeket kuumlloumlnboumlzı
megmunkaacutelaacutesi helyzetekben a 213 aacutebra szemleacutelteti Az iraacutenyiacutetaacutestechnikailag szuumlkseacuteges geacutepi nullapont programozaacutesa nagyon koumlruumllmeacutenyes
Megmunkaacuteloacutekoumlzpontokon ha a geacutep szerszaacutemcsereacutelıvel eacutes asztalcsereacutelıvel van felszerelve akkor nem egy geacutepi nullapont van hanem toumlbb
Maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes harmadlagos nullapont az asztalcsereacuteleacutes nullapontja
Elsıdleges geacutepi nullapontboacutel - szinteacuten a megmunkaacuteloacutekoumlzpontokra jellemzı - toumlbbet lehet meghataacuterozni Ez a toumlbboldalas illetve toumlbb nullapontos munkadarabok megmunkaacutelaacutesa eseteacuten fontos
A munkadarab-nullapont a programozaacutes soraacuten alkalmazott pont amely a munkadarab koordinaacuteta-rendszereacutenek kezdıpontja A munkadarab koordinaacutetarendszereacutet a programozoacute hataacuterozza meg (iraacutenyai a jobbkeacutez-szabaacutely szerintiek) uacutegy hogy a munkadarab termeacuteszetes (rajz szerinti) meacuteretei legyenek a koordinaacutetaeacuterteacutekek Az ilyen nullapont-elhelyezeacutes nagymeacuterteacutekben koumlnnyiacuteti a programozoacute munkaacutejaacutet Ellenkezı esetben a meacutereteket aacutet kell szaacutemiacutetani eacutes ez hibalehetıseacuteget jelent
Mozgaacutestartomaacuteny
CNC-programozaacutes alapjai
13
24 Nullponteltolaacutes nullpont felveacutetel
A munkadarab-nullapont eacutes geacutepi nullapont koumlzoumltti kapcsolat a 214 aacutebraacuten laacutethatoacute A geacutepi eacutes a munkadarab-koordinaacutetarendszer koumlzoumltti elteacutereacutes ∆x eacutes ∆z koordinaacutetaacutenkeacutent
aacutellandoacute eacuterteacutek A vezeacuterleacutes geacuteprendszere a geacutepi koordinaacuteta-rendszerben dolgozik a program geometriai adatait a munkadarab-koordinaacutetarendszerben hataacuteroztaacutek meg ezeacutert a ∆x eacutes a ∆z eacuterteacutekek az uacuten nullapont-eltolaacutesi eacuterteacutekek Ezeket az eacuterteacutekeket a vezeacuterleacutes hozzaacuteadja a programozott - a munkadarab-koordinaacutetarendszereacuteben meghataacuterozott - koordinaacutetaeacuterteacutekekhez (x1 x2 z1 z2)
A nullapont-eltolaacutesi eacuterteacutekek a nullaponttaacuteroloacutekba (regiszterek) lesznek beiacuterva Reacutegi KNC- vezeacuterleacutes eseteacuten ezt a mőveletet keacutezi adatbevitellel dekaacutedkapcsoloacutekkal lehetett elveacutegezni (ez volt az aritmetikai nullapontmegadaacutes) A mai CNC- vezeacuterleacutesekneacutel ciacutemezhetı regiszterek tartalmazzaacutek a nullapont eacuterteacutekeit A regiszterek tartalmaacutet a programboacutel iacuterhatjuk aacutet A nullapont-eltolaacutesi programmondat beolvasaacutesa nem eredmeacutenyezi a szaacuten mozgaacutesaacutet hanem csak a regisztertartalom aacutetiacuteraacutesaacutet amelynek megfelelıen a szaacuten az elsı mozgaacutesi utasiacutetaacutest tartalmazoacute mondat veacutegrehajtaacutesa soraacuten mozog (ezt nevezzuumlk transzformaacutecioacutes nullaponteltolaacutesnak)
214 aacutebra Nullaponteltolaacutes
215 aacutebra Nullaponteltolaacutes ismeacutetlıdı alakzatok eseteacuten
A nullaponteltolaacutes segiacutetseacutegeacutevel a programozaacutesi munka egyszerősiacutethetı
bull ismeacutetlıdı alakzatok programozaacutesa bull simiacutetaacutesi raacutehagyaacutesok leacutetrehozaacutesa bull toumlbb azonos munkadarab (keacuteszuumlleacutek) egy asztalra roumlgziacuteteacutese eseteacuten
Ha egy alkatreacuteszen azonos geometriai alakzatok talaacutelhatoacutek akkor a megmunkaacutelaacuteshoz nem kell uacutejra eacutes uacutejra elkeacutesziacuteteni a megmunkaacuteloacute programot hanem elegendı az alakzatok koumlzoumltti taacutevolsaacutegot meghataacuterozni ezeket elıjelhelyesen nullaponteltolaacuteskeacutent eacutertelmezni A
CNC-programozaacutes alapjai
14
nullaponteltolaacutes utaacuten a 215 aacutebra szerint a Wrsquo munkadarab-nullapontboacutel megiacutert programot a W2 nullaponttoacutel meg kell ismeacutetelni iacutegy a programozaacutes leacutenyegesen egyszerősiacutethetı
A nullapont-beaacutelliacutetaacutes sikeresen alkalmazhatoacute simiacutetaacutesi raacutehagyaacuteshoz A 216 aacutebraacuten a nagyolaacuteskor a simiacutetaacutesi raacutehagyaacutesnak megfelelı ∆x eacutes ∆z nullaponteltolaacutessal esztergaacutelhatoacute a munkadarab majd a nullapontot az eredeti helyre visszatolva a simiacutetaacutes elveacutegezhetı
216 aacutebra Keacutet befogoacutekeacuteszuumlleacutekes
maroacutegeacutepasztal 217 aacutebra Nullaponteltolaacutes simiacutetaacutesi
raacutehagyaacuteshoz
Wn a nagyolaacutes nullapontja Ws a simiacutetaacutes nullapontja
Ha toumlbb kisebb meacuterető eacutes roumlvid megmunkaacutelaacutesi idejő munkadarabot kell keacutesziacuteteni akkor
ugyanazzal a programmal munkaacutelhatoacutek meg uacutegy hogy mindegyikhez sajaacutet nullapontot rendeluumlnk hozzaacute (217 aacutebra)
Nullapontfelveacutetel Az NC- geacutep bekapcsolaacutesakor a regiszterek tartalma eacutes a szaacutenok teacutenyleges helyzete koumlzoumltt nincs azonnali eacutes koumlzvetlen kapcsolat ezeacutert a regiszterek tartalmaacutet eacutes a teacutenyleges szaacutenhelyzetet egyeztetni kell Ezt a teveacutekenyseacuteget nevezzuumlk nullapontfelveacutetelnek (geacutepi nullapont) A szerszaacutemgeacutep szaacutenjait automatikusan vagy keacutezi vezeacuterleacutessel ceacutelszerően vaacutelasztott vagy a geacutep szerkezeti kialakiacutetaacutesa aacuteltal megadott helyzetbe visszuumlk majd ebben a helyzetben a regiszterekbe automatikusan vagy keacutezi adatbevitellel alkalmasan vaacutelasztott eacuterteacutekeket iacuterunk be
Esztergaacuten fix nullapontos vezeacuterleacutes eseteacuten a nullapontfelveacutetel a koordinaacutetairaacutenyonkeacutenti referenciapontra aacutellaacutest jelenti Lebegı nullapont eseteacuten a szaacuten baacutermely poziacutecioacutejaacuteban felvehetjuumlk a geacutepi nullapontot csak az adott helyen nullaacutezni kell az elmozdulaacutesregisztereket koordinaacutetairaacutenyonkeacutent
Maroacutegeacutepekhez a moacutedszer azonos az esztergaacutenaacutel ismertetett folyamattal csak a koordinaacutetairaacutenyok szaacutema lehet toumlbb
Megmunkaacuteloacutekoumlzpontokon ahol szerszaacutemcsereacutelı eacutes esetleg asztalcsereacutelı is van toumlbb geacutepi nullapont is lehet Az elsıdleges nullapont (amit eddig megismertuumlnk) mellett megjelenik a maacutesodlagos eacutes a harmadlagos nullapont is
A maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes poziacutecioacuteja a harmadlagos nullapont az asztalcsereacuteleacutesi poziacutecioacute Mindezek a helyek roumlgziacutetett eacuterteacutekek melyekre az uumlzemeleacutes koumlzben szuumlkseacuteg van
A munkadarab nullapontjaacutenak a beaacutelliacutetaacutesa az a nullaponteltolaacutes amelynek az elmeacuteleteacutet maacuter ismerjuumlk A geacutepi nullapont a munkadarab nullapontjaacuteba csak akkor helyezhetı aacutet ha a munkadarab nullapontjaacutenak a helyeacutet a geacutep munkatereacuteben megkeressuumlk
Ez keacutet moacutedon lehetseacuteges bull a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutenak megeacuterinteacuteseacutevel (koumlzvetlen vagy koumlzvetett
moacutedon) bull a befogott munkadarab megeacuterinteacuteseacutevel
CNC-programozaacutes alapjai
15
Az eszterga befogoacutekeacuteszuumlleacuteke toumlbbnyire esztergatokmaacuteny iacutegy valamelyik uumltkoumlzeacutesi baacutezisaacutet lehet nullapontkeacutent felhasznaacutelni (218 aacutebra)
218 aacutebra Nullapont az uumltkoumlzeacutesi feluumlleten
1 fıorsoacute 2 fıorsoacuteperem 3 koumlzpontosiacutetoacute kuacutep
4 tokmaacuteny 5 uumltkoumlzeacutesi baacutezis M a geacutep koordinaacuteta-rendszereacutenek nullapontja XM ZM a geacutep koordinaacuteta-rendszereacutenek tengelye (ebben dolgozik a geacutep) W a munkadarab koordinaacutetarendszereacutenek nullapontja XW ZW a munkadarab koordinaacuteta-rendszereacutenek tengelye
Az uumltkoumlzeacutesi baacutezist a szerszaacutemtartoacuteba befogott eacutes ismert meacuterető szerszaacutemmal keacutezi uumlzemmoacutedban eacuterintjuumlk (aacuteltalaacuteban inkrementaacutelisan 1 mm-es 01 mm-es vagy 001 mm-es leacutepeacutesekben) eacutes amikor befejezıdik a meacuteretkijelzın szereplı eacuterteacutek lesz a nullaponteltolaacutes eacuterteacuteke Az aacutebraacuten ez ∆z (amit a vezeacuterleacutesbe kell beiacuterni) A maacutesik iraacutenyban a forgaacutestengelyt kell megkeresni pl ismert meacuterető munkadarab befogaacutesaacuteval eacutes aacutetmeacuterıjeacutenek megeacuterinteacuteseacutevel
Ha a nullapont a munkadarab homlokfeluumlleteacuten van (219 aacutebra) akkor a munkadarab hosszmeacutereteacutet megtestesiacutetı meacuterıhasaacutebot kell az uumltkoumlzeacutesi baacutezishoz taacutemasztani eacutes azt kell az elıbb leiacutert moacutedon megeacuterintve a munkadarab nullapontjaacutenak roumlgziacuteteni
Maroacutegeacutepen a geacutep asztalaacutera felfogott munkadarab vagy a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutet kell megkeresnie a geacutepkezelınek
A legegyszerőbb eacutes leggyorsabb nullapontkeresı eszkoumlz a nullapont-indikaacutetor Az indikaacutetor keacutet reacuteszbıl aacutelloacute tuumlske amely a fıorsoacuteba van befogva (220 aacutebra) A keacutet reacuteszt rugoacute fogja oumlssze A keacutet reacutesz egytengelyőn forog Amikor az indikaacutetor megeacuterinti a munkadarab valamely ismert feluumlleteacutet akkor az alsoacute reacutesz a felsıhoumlz keacutepest hataacuterozottan eltoloacutedik eacutes a koumlszoumlruumllt feluumlleten megfigyelhetı feacutenycsiacutekok megtoumlrnek Az aacutebraacuten az X iraacuteny eacuterinteacutese laacutethatoacute 10 mm-es nullapont-indikaacutetorral a fıorsoacute poziacutecioacuteja az eacuterinteacuteskor tehaacutet xmdash 5
219 aacutebra Nullapont a munkadarab homlokfeluumlleteacuten 220 aacutebra A nullapont indikaacutetor
Az Y iraacutenyt hasonloacutean kell bemeacuterni A harmadik a Z tengely iraacutenyaacuteban is fel kell venni a nullapontot
bull a fıorsoacuteba befogott szerszaacutemmal eacutes a munkadarab feluumlleteacutenek megeacuterinteacuteseacutevel vagy
CNC-programozaacutes alapjai
16
bull a fıorsoacute homloksiacutekjaacutenak felhasznaacutelaacutesaacuteval A fıorsoacuteba befogott szerszaacutemmal megeacuterintjuumlk a munkadarab feluumlleteacutet (221 a aacutebra) majd
a Z tengelyt nullaacutezzuk Ennek a szerszaacutemnak tehaacutet a hosszaacutet nullaacutera vettuumlk A moacutedszer gyors eacutes joacutel hasznaacutelhatoacute ha csak egy szerszaacutemmal dolgozunk
a)
b)
c)
221 aacutebra
a) Nullapontfelveacutetel eacuterinteacutessel
b) toumlbb szerszaacutem eseteacuten fıorsoacuteval
c) meacuterıhasaacuteb alkalmazaacutesaacuteval
Toumlbb szerszaacutem eseteacuten mindegyik szerszaacutemmal meg kell eacuterinteni a munkadarabot de az
elsı szerszaacutem (vezeacuterszerszaacutem) utaacuten a Z tengelyt nullaacutezzuk a toumlbbi szerszaacutem eseteacuten az eacuterinteacutesi poziacutecioacutenak az eacuterteacutekeit (amelyeket a kijelzı mutat) kell a szerszaacutemhossz korrekcioacutes taacuteraacuteba beiacuterni (221 b aacutebra)
A moacutedszer haacutetraacutenya hogy ha a vezeacuterszerszaacutem meacuterete vaacuteltozik az oumlsszes szerszaacutem meacutereteacutet moacutedosiacutetani kell
Szerszaacutem neacutelkuumll a fıorsoacute homlokfeluumlleteacutet (a szerszaacutem uumltkoumlzteteacutesi baacutezisaacutet) hozzuk kapcsolatba a munkadarab feluumlleteacutevel pl 50 mm-es meacuterıhasaacuteb alkalmazaacutesaacuteval (221 c aacutebra)
25 Szerszaacutemkorrekcioacute
A programozott uacutetinformaacutecioacutek a szerszaacutemmeacuterettıl fuumlggetlenek mivel a program iacuteraacutesakor csak a szerszaacutem tiacutepusaacutet hataacuterozzuk meg a meacutereteit nem (vagy csak reacuteszben) ismerjuumlk A vezeacuterleacutesnek azt a szolgaacuteltataacutesaacutet hogy a szerszaacutem teacutenyleges (valoacutesaacutegos) meacutereteit vegye figyelembe szerszaacutemkorrekcioacutenak nevezzuumlk
A szerszaacutemkorrekcioacute lehet bull szerszaacutemmeacuteret-korrekcioacute amely a szerszaacutemnak a programozaacutes szempontjaacuteboacutel jellegzetes
hossz- vagy sugaacuteriraacutenyuacute meacutereteacutevel azonos nagysaacutegrendő bull szerszaacutemkopaacutes-korrekcioacute amely a szerszaacutem kopaacutesaacutet veszi figyelembe eacutes legfeljebb bull 1 mm nagysaacuteguacute
A szerszaacutemmeacuteret-korrekcioacute soraacuten a szerszaacutemok meacutereteit megmunkaacutelaacutes elıtt koumlzoumlljuumlk a vezeacuterleacutessel eacutes iacutegy az uacutetinformaacutecioacutek szaacutemiacutetaacutesaacutehoz nem kell figyelembe venni e meacutereteket vagyis a programban az elkeacutesziacutetendı munkadarab kontuacuterjaacutet iacuterhatjuk le
Fuacuteroacutegeacutepeken eacutes fuacuteroacute-maroacute mőveken a furatok megmunkaacutelaacutesaacutehoz ceacutelszerő szerszaacutemhossz-korrekcioacute elveacutet szemleacutelteti a 222 aacutebra
CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
10
Eszterga koordinaacutetatengelyei laacutethatoacutek a 27 aacutebraacuten ahol a munkadarab koordinaacuteta-rendszereacutet XZ-vel a szerszaacutemgeacutep koordinaacuteta-rendszereacutet pedig XZ-vel jeloumlltuumlk
a)
28 aacutebra Fuacuteroacutegeacutep koordinaacuteta-rendszere
Hasonloacute moacutedon szemleacutelteti a 28 aacutebra a fuacuteroacutegeacutep koordinaacuteta-rendszereacutet A 28 a aacutebraacuten a
geacutep eacutes a koordinaacuteta-rendszerek laacutethatoacuteak miacuteg a 28 b aacutebraacuten a munkadarab a sajaacutet koordinaacuteta-rendszereacuteben laacutethatoacute Ez a fuacuteroacutegeacutep fuumlggıleges orsoacutejuacute siacutekmaroacutegeacutepnek is tekinthetı ezeacutert a maroacutegeacutep koordinaacuteta-rendszereacutet is tanulmaacutenyozhatjuk az aacutebraacuten
A szerszaacutemmaroacutegeacutepek kisseacute elteacuternek a maroacutegeacutepektıl mert a gerendaacuten leacutevı fıorsoacute lehet viacutezszintes vagy fuumlggıleges tovaacutebbaacute a gerenda az egyik mozgaacutest is elveacutegzi (Z tengely) Ez a 29 aacutebraacuten laacutethatoacute amely a viacutezszintes konzolos NC- maroacutegeacutep koordinaacutetairaacutenyait is tartalmazza a kuumlloumlnbseacuteg annyi hogy a +Z iraacutenyba megfordul
Fuumlggıleges portaacutelfuacuteroacutegeacutep illetve portaacutelsiacutekmaroacutegeacutep koordinaacutetatengely-iraacutenyait szemleacutelteti a 210 aacutebra
Megmunkaacuteloacutekoumlzpontok koordinaacuteta-rendszerei eseteacuten a keacutet fontos alapelv eacuterveacutenyben marad de megjelenik a toumlbboldalas megmunkaacutelaacutesi lehetıseacuteg Ilyenkor a G17 G18 G19 megmunkaacutelaacutesi siacutekokat eacutes a fıorsoacute tengelyiraacutenyait is vaacuteltani lehet ami a koordinaacuteta iraacutenyok megvaacuteltoztataacutesaacutet jelenti
Ugyancsak beleacutepnek a maacutesodlagos esetleg harmadlagos mozgaacutesok tehaacutet a haacuteromtengelyes megmunkaacutelaacutes mellett a neacutegy- eacutes oumlttengelyes megmunkaacutelaacutes is elıfordulhat A 211 aacutebra egyszerő megmunkaacuteloacutekoumlzpont koordinaacutetatengelyeit szemleacutelteti Mivel a geacutep uacuten mozgoacutetornyos a Z eacutes Y tengely iraacutenyaacuteban a geacutepi eacutes a munkadarab-koordinaacutetairaacutenyok megegyeznek
29 aacutebra
Szerszaacutemmaroacutegeacutep koordinaacutetatengelyei
210 aacutebra Keacutetoszlopos fuumlggıleges fuacuteroacutegeacutep eacutes maroacutegeacutep mozgaacutesiraacutenyai
CNC-programozaacutes alapjai
11
211 aacutebra Megmunkaacuteloacutekoumlzpont mozgaacutesiraacutenyai
23 NC-geacutepek jellegzetes pontjai
A megismert haacuterom koordinaacuteta-rendszer kezdıpontjaacutenak (nullapontjaacutenak) viszonya a geacutep pontos mőkoumldeacuteseacutenek felteacutetele Ez a haacuterom pont a koumlvetkezı
A geacutepi nullapont az iraacutenyiacutetoacuterendszer meacutereacutestartomaacutenyaacuten beluumll elektronikusan beaacutelliacutethatoacute pont amely a mőkoumldı rendszer meacutereacutesi baacutezisa (a geacutep koordinaacutetarendszereacutenek a kezdıpontja) Jellege szerint a vezeacuterleacutes lehet
bull lebegı nullapontos vezeacuterleacutes amikor a geacutepi nullapont a szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten kiacutevuumll esı elmeacuteleti pont a geacutepi koordinaacuteta-rendszer origoacuteja
bull fix nullapontos vezeacuterleacutes (ez a gyakoribb) amikor a geacutepi nullapont a mozgaacutestartomaacutenyon beluumlli roumlgziacutetett pont eacutes egybeesik a referenciaponttal
A referenciapont az NC- szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten beluumll villamos helyzetkapcsoloacutekon keresztuumll roumlgziacutetett pont ahova a szaacutemokat vezeacuterelve a vezeacuterleacutes meacuterırendszere felveszi a geacutepi nullaponthoz viszonyiacutetott koordinaacutetaeacuterteacutekeket
Az NC- szerszaacutemgeacutepek vezeacuterlırendszereacutenek bekapcsolaacutesakor a vezeacuterleacutes eacuterteacutektaacuteroloacutei uumlresek nullaacutet vagy valamilyen aacutellandoacute szaacutemeacuterteacuteket tartalmaznak A szaacutenok baacutermilyen helyzeteacuteben kapcsoljaacutek be a vezeacuterlırendszert az eacuterteacutektaacuteroloacuteban illetve a kijelzıben mindig ugyanazok az eacuterteacutekek jelennek meg Az NC- szerszaacutemgeacutep ebben az aacutellapotban nem alkalmas az uumlzemszerő mőkoumldeacutesre Bekapcsolaacutes utaacuten elıszoumlr a referenciapontra kell vezeacuterelni a szaacutenokat hogy a meacuterırendszer felvehesse a geacutepi nullapontokhoz viszonyiacutetott koordinaacutetaeacuterteacutekeket eacutes azokat az uacuteteacuterteacutektaacuteroloacuteba beiacuterhassa A referenciapontroacutel valoacute taacutevozaacutes utaacuten a meacuterırendszer eacutes a szabaacutelyozoacutekoumlroumln keresztuumll a szerszaacutem beaacutelliacutetott eacutelpontja a geacutepi koordinaacuteta-rendszerben megadott koordinaacutetaeacuterteacutekekre aacutell A referenciapontra aacutellaacutes kuumlloumln uumlzemmoacuted minden NC- szerszaacutemgeacutepen megtalaacutelhatoacute
A fix nullapontos eacutes a lebegı nullapontos vezeacuterleacutes geacutepi nullapontjaacutet a 212 aacutebra szemleacutelteti A lebegı nullapontos vezeacuterleacuteskor az X taacuteroloacuteba az x referenciaeacuterteacutek miacuteg a Z
CNC-programozaacutes alapjai
12
taacuteroloacuteba a z referenciaeacuterteacutek iacuteroacutedik Ez a folyamat zajlik le fix nullapontos vezeacuterleacuteskor is de itt a taacuteroloacutek nullaacutezoacutednak mivel a z referencia = x referencia = 0
Mozgaacutestartomaacuteny Mozgaacutestartomaacuteny
212 aacutebra Vezeacuterleacutes eacutes referenciapont a) lebegı nullapontos vezeacuterleacutes b) fix nullapontos vezeacuterleacutes
a) b)
213 aacutebra Meacuteretmegadaacutes a) lebegı nullapontos b) fix nullapontos vezeacuterleacutes eseteacuten
A geacutepi nullapont felveacutetele utaacuten a taacuterolt ill a kijelezhetı koordinaacutetaeacuterteacutekeket kuumlloumlnboumlzı
megmunkaacutelaacutesi helyzetekben a 213 aacutebra szemleacutelteti Az iraacutenyiacutetaacutestechnikailag szuumlkseacuteges geacutepi nullapont programozaacutesa nagyon koumlruumllmeacutenyes
Megmunkaacuteloacutekoumlzpontokon ha a geacutep szerszaacutemcsereacutelıvel eacutes asztalcsereacutelıvel van felszerelve akkor nem egy geacutepi nullapont van hanem toumlbb
Maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes harmadlagos nullapont az asztalcsereacuteleacutes nullapontja
Elsıdleges geacutepi nullapontboacutel - szinteacuten a megmunkaacuteloacutekoumlzpontokra jellemzı - toumlbbet lehet meghataacuterozni Ez a toumlbboldalas illetve toumlbb nullapontos munkadarabok megmunkaacutelaacutesa eseteacuten fontos
A munkadarab-nullapont a programozaacutes soraacuten alkalmazott pont amely a munkadarab koordinaacuteta-rendszereacutenek kezdıpontja A munkadarab koordinaacutetarendszereacutet a programozoacute hataacuterozza meg (iraacutenyai a jobbkeacutez-szabaacutely szerintiek) uacutegy hogy a munkadarab termeacuteszetes (rajz szerinti) meacuteretei legyenek a koordinaacutetaeacuterteacutekek Az ilyen nullapont-elhelyezeacutes nagymeacuterteacutekben koumlnnyiacuteti a programozoacute munkaacutejaacutet Ellenkezı esetben a meacutereteket aacutet kell szaacutemiacutetani eacutes ez hibalehetıseacuteget jelent
Mozgaacutestartomaacuteny
CNC-programozaacutes alapjai
13
24 Nullponteltolaacutes nullpont felveacutetel
A munkadarab-nullapont eacutes geacutepi nullapont koumlzoumltti kapcsolat a 214 aacutebraacuten laacutethatoacute A geacutepi eacutes a munkadarab-koordinaacutetarendszer koumlzoumltti elteacutereacutes ∆x eacutes ∆z koordinaacutetaacutenkeacutent
aacutellandoacute eacuterteacutek A vezeacuterleacutes geacuteprendszere a geacutepi koordinaacuteta-rendszerben dolgozik a program geometriai adatait a munkadarab-koordinaacutetarendszerben hataacuteroztaacutek meg ezeacutert a ∆x eacutes a ∆z eacuterteacutekek az uacuten nullapont-eltolaacutesi eacuterteacutekek Ezeket az eacuterteacutekeket a vezeacuterleacutes hozzaacuteadja a programozott - a munkadarab-koordinaacutetarendszereacuteben meghataacuterozott - koordinaacutetaeacuterteacutekekhez (x1 x2 z1 z2)
A nullapont-eltolaacutesi eacuterteacutekek a nullaponttaacuteroloacutekba (regiszterek) lesznek beiacuterva Reacutegi KNC- vezeacuterleacutes eseteacuten ezt a mőveletet keacutezi adatbevitellel dekaacutedkapcsoloacutekkal lehetett elveacutegezni (ez volt az aritmetikai nullapontmegadaacutes) A mai CNC- vezeacuterleacutesekneacutel ciacutemezhetı regiszterek tartalmazzaacutek a nullapont eacuterteacutekeit A regiszterek tartalmaacutet a programboacutel iacuterhatjuk aacutet A nullapont-eltolaacutesi programmondat beolvasaacutesa nem eredmeacutenyezi a szaacuten mozgaacutesaacutet hanem csak a regisztertartalom aacutetiacuteraacutesaacutet amelynek megfelelıen a szaacuten az elsı mozgaacutesi utasiacutetaacutest tartalmazoacute mondat veacutegrehajtaacutesa soraacuten mozog (ezt nevezzuumlk transzformaacutecioacutes nullaponteltolaacutesnak)
214 aacutebra Nullaponteltolaacutes
215 aacutebra Nullaponteltolaacutes ismeacutetlıdı alakzatok eseteacuten
A nullaponteltolaacutes segiacutetseacutegeacutevel a programozaacutesi munka egyszerősiacutethetı
bull ismeacutetlıdı alakzatok programozaacutesa bull simiacutetaacutesi raacutehagyaacutesok leacutetrehozaacutesa bull toumlbb azonos munkadarab (keacuteszuumlleacutek) egy asztalra roumlgziacuteteacutese eseteacuten
Ha egy alkatreacuteszen azonos geometriai alakzatok talaacutelhatoacutek akkor a megmunkaacutelaacuteshoz nem kell uacutejra eacutes uacutejra elkeacutesziacuteteni a megmunkaacuteloacute programot hanem elegendı az alakzatok koumlzoumltti taacutevolsaacutegot meghataacuterozni ezeket elıjelhelyesen nullaponteltolaacuteskeacutent eacutertelmezni A
CNC-programozaacutes alapjai
14
nullaponteltolaacutes utaacuten a 215 aacutebra szerint a Wrsquo munkadarab-nullapontboacutel megiacutert programot a W2 nullaponttoacutel meg kell ismeacutetelni iacutegy a programozaacutes leacutenyegesen egyszerősiacutethetı
A nullapont-beaacutelliacutetaacutes sikeresen alkalmazhatoacute simiacutetaacutesi raacutehagyaacuteshoz A 216 aacutebraacuten a nagyolaacuteskor a simiacutetaacutesi raacutehagyaacutesnak megfelelı ∆x eacutes ∆z nullaponteltolaacutessal esztergaacutelhatoacute a munkadarab majd a nullapontot az eredeti helyre visszatolva a simiacutetaacutes elveacutegezhetı
216 aacutebra Keacutet befogoacutekeacuteszuumlleacutekes
maroacutegeacutepasztal 217 aacutebra Nullaponteltolaacutes simiacutetaacutesi
raacutehagyaacuteshoz
Wn a nagyolaacutes nullapontja Ws a simiacutetaacutes nullapontja
Ha toumlbb kisebb meacuterető eacutes roumlvid megmunkaacutelaacutesi idejő munkadarabot kell keacutesziacuteteni akkor
ugyanazzal a programmal munkaacutelhatoacutek meg uacutegy hogy mindegyikhez sajaacutet nullapontot rendeluumlnk hozzaacute (217 aacutebra)
Nullapontfelveacutetel Az NC- geacutep bekapcsolaacutesakor a regiszterek tartalma eacutes a szaacutenok teacutenyleges helyzete koumlzoumltt nincs azonnali eacutes koumlzvetlen kapcsolat ezeacutert a regiszterek tartalmaacutet eacutes a teacutenyleges szaacutenhelyzetet egyeztetni kell Ezt a teveacutekenyseacuteget nevezzuumlk nullapontfelveacutetelnek (geacutepi nullapont) A szerszaacutemgeacutep szaacutenjait automatikusan vagy keacutezi vezeacuterleacutessel ceacutelszerően vaacutelasztott vagy a geacutep szerkezeti kialakiacutetaacutesa aacuteltal megadott helyzetbe visszuumlk majd ebben a helyzetben a regiszterekbe automatikusan vagy keacutezi adatbevitellel alkalmasan vaacutelasztott eacuterteacutekeket iacuterunk be
Esztergaacuten fix nullapontos vezeacuterleacutes eseteacuten a nullapontfelveacutetel a koordinaacutetairaacutenyonkeacutenti referenciapontra aacutellaacutest jelenti Lebegı nullapont eseteacuten a szaacuten baacutermely poziacutecioacutejaacuteban felvehetjuumlk a geacutepi nullapontot csak az adott helyen nullaacutezni kell az elmozdulaacutesregisztereket koordinaacutetairaacutenyonkeacutent
Maroacutegeacutepekhez a moacutedszer azonos az esztergaacutenaacutel ismertetett folyamattal csak a koordinaacutetairaacutenyok szaacutema lehet toumlbb
Megmunkaacuteloacutekoumlzpontokon ahol szerszaacutemcsereacutelı eacutes esetleg asztalcsereacutelı is van toumlbb geacutepi nullapont is lehet Az elsıdleges nullapont (amit eddig megismertuumlnk) mellett megjelenik a maacutesodlagos eacutes a harmadlagos nullapont is
A maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes poziacutecioacuteja a harmadlagos nullapont az asztalcsereacuteleacutesi poziacutecioacute Mindezek a helyek roumlgziacutetett eacuterteacutekek melyekre az uumlzemeleacutes koumlzben szuumlkseacuteg van
A munkadarab nullapontjaacutenak a beaacutelliacutetaacutesa az a nullaponteltolaacutes amelynek az elmeacuteleteacutet maacuter ismerjuumlk A geacutepi nullapont a munkadarab nullapontjaacuteba csak akkor helyezhetı aacutet ha a munkadarab nullapontjaacutenak a helyeacutet a geacutep munkatereacuteben megkeressuumlk
Ez keacutet moacutedon lehetseacuteges bull a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutenak megeacuterinteacuteseacutevel (koumlzvetlen vagy koumlzvetett
moacutedon) bull a befogott munkadarab megeacuterinteacuteseacutevel
CNC-programozaacutes alapjai
15
Az eszterga befogoacutekeacuteszuumlleacuteke toumlbbnyire esztergatokmaacuteny iacutegy valamelyik uumltkoumlzeacutesi baacutezisaacutet lehet nullapontkeacutent felhasznaacutelni (218 aacutebra)
218 aacutebra Nullapont az uumltkoumlzeacutesi feluumlleten
1 fıorsoacute 2 fıorsoacuteperem 3 koumlzpontosiacutetoacute kuacutep
4 tokmaacuteny 5 uumltkoumlzeacutesi baacutezis M a geacutep koordinaacuteta-rendszereacutenek nullapontja XM ZM a geacutep koordinaacuteta-rendszereacutenek tengelye (ebben dolgozik a geacutep) W a munkadarab koordinaacutetarendszereacutenek nullapontja XW ZW a munkadarab koordinaacuteta-rendszereacutenek tengelye
Az uumltkoumlzeacutesi baacutezist a szerszaacutemtartoacuteba befogott eacutes ismert meacuterető szerszaacutemmal keacutezi uumlzemmoacutedban eacuterintjuumlk (aacuteltalaacuteban inkrementaacutelisan 1 mm-es 01 mm-es vagy 001 mm-es leacutepeacutesekben) eacutes amikor befejezıdik a meacuteretkijelzın szereplı eacuterteacutek lesz a nullaponteltolaacutes eacuterteacuteke Az aacutebraacuten ez ∆z (amit a vezeacuterleacutesbe kell beiacuterni) A maacutesik iraacutenyban a forgaacutestengelyt kell megkeresni pl ismert meacuterető munkadarab befogaacutesaacuteval eacutes aacutetmeacuterıjeacutenek megeacuterinteacuteseacutevel
Ha a nullapont a munkadarab homlokfeluumlleteacuten van (219 aacutebra) akkor a munkadarab hosszmeacutereteacutet megtestesiacutetı meacuterıhasaacutebot kell az uumltkoumlzeacutesi baacutezishoz taacutemasztani eacutes azt kell az elıbb leiacutert moacutedon megeacuterintve a munkadarab nullapontjaacutenak roumlgziacuteteni
Maroacutegeacutepen a geacutep asztalaacutera felfogott munkadarab vagy a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutet kell megkeresnie a geacutepkezelınek
A legegyszerőbb eacutes leggyorsabb nullapontkeresı eszkoumlz a nullapont-indikaacutetor Az indikaacutetor keacutet reacuteszbıl aacutelloacute tuumlske amely a fıorsoacuteba van befogva (220 aacutebra) A keacutet reacuteszt rugoacute fogja oumlssze A keacutet reacutesz egytengelyőn forog Amikor az indikaacutetor megeacuterinti a munkadarab valamely ismert feluumlleteacutet akkor az alsoacute reacutesz a felsıhoumlz keacutepest hataacuterozottan eltoloacutedik eacutes a koumlszoumlruumllt feluumlleten megfigyelhetı feacutenycsiacutekok megtoumlrnek Az aacutebraacuten az X iraacuteny eacuterinteacutese laacutethatoacute 10 mm-es nullapont-indikaacutetorral a fıorsoacute poziacutecioacuteja az eacuterinteacuteskor tehaacutet xmdash 5
219 aacutebra Nullapont a munkadarab homlokfeluumlleteacuten 220 aacutebra A nullapont indikaacutetor
Az Y iraacutenyt hasonloacutean kell bemeacuterni A harmadik a Z tengely iraacutenyaacuteban is fel kell venni a nullapontot
bull a fıorsoacuteba befogott szerszaacutemmal eacutes a munkadarab feluumlleteacutenek megeacuterinteacuteseacutevel vagy
CNC-programozaacutes alapjai
16
bull a fıorsoacute homloksiacutekjaacutenak felhasznaacutelaacutesaacuteval A fıorsoacuteba befogott szerszaacutemmal megeacuterintjuumlk a munkadarab feluumlleteacutet (221 a aacutebra) majd
a Z tengelyt nullaacutezzuk Ennek a szerszaacutemnak tehaacutet a hosszaacutet nullaacutera vettuumlk A moacutedszer gyors eacutes joacutel hasznaacutelhatoacute ha csak egy szerszaacutemmal dolgozunk
a)
b)
c)
221 aacutebra
a) Nullapontfelveacutetel eacuterinteacutessel
b) toumlbb szerszaacutem eseteacuten fıorsoacuteval
c) meacuterıhasaacuteb alkalmazaacutesaacuteval
Toumlbb szerszaacutem eseteacuten mindegyik szerszaacutemmal meg kell eacuterinteni a munkadarabot de az
elsı szerszaacutem (vezeacuterszerszaacutem) utaacuten a Z tengelyt nullaacutezzuk a toumlbbi szerszaacutem eseteacuten az eacuterinteacutesi poziacutecioacutenak az eacuterteacutekeit (amelyeket a kijelzı mutat) kell a szerszaacutemhossz korrekcioacutes taacuteraacuteba beiacuterni (221 b aacutebra)
A moacutedszer haacutetraacutenya hogy ha a vezeacuterszerszaacutem meacuterete vaacuteltozik az oumlsszes szerszaacutem meacutereteacutet moacutedosiacutetani kell
Szerszaacutem neacutelkuumll a fıorsoacute homlokfeluumlleteacutet (a szerszaacutem uumltkoumlzteteacutesi baacutezisaacutet) hozzuk kapcsolatba a munkadarab feluumlleteacutevel pl 50 mm-es meacuterıhasaacuteb alkalmazaacutesaacuteval (221 c aacutebra)
25 Szerszaacutemkorrekcioacute
A programozott uacutetinformaacutecioacutek a szerszaacutemmeacuterettıl fuumlggetlenek mivel a program iacuteraacutesakor csak a szerszaacutem tiacutepusaacutet hataacuterozzuk meg a meacutereteit nem (vagy csak reacuteszben) ismerjuumlk A vezeacuterleacutesnek azt a szolgaacuteltataacutesaacutet hogy a szerszaacutem teacutenyleges (valoacutesaacutegos) meacutereteit vegye figyelembe szerszaacutemkorrekcioacutenak nevezzuumlk
A szerszaacutemkorrekcioacute lehet bull szerszaacutemmeacuteret-korrekcioacute amely a szerszaacutemnak a programozaacutes szempontjaacuteboacutel jellegzetes
hossz- vagy sugaacuteriraacutenyuacute meacutereteacutevel azonos nagysaacutegrendő bull szerszaacutemkopaacutes-korrekcioacute amely a szerszaacutem kopaacutesaacutet veszi figyelembe eacutes legfeljebb bull 1 mm nagysaacuteguacute
A szerszaacutemmeacuteret-korrekcioacute soraacuten a szerszaacutemok meacutereteit megmunkaacutelaacutes elıtt koumlzoumlljuumlk a vezeacuterleacutessel eacutes iacutegy az uacutetinformaacutecioacutek szaacutemiacutetaacutesaacutehoz nem kell figyelembe venni e meacutereteket vagyis a programban az elkeacutesziacutetendı munkadarab kontuacuterjaacutet iacuterhatjuk le
Fuacuteroacutegeacutepeken eacutes fuacuteroacute-maroacute mőveken a furatok megmunkaacutelaacutesaacutehoz ceacutelszerő szerszaacutemhossz-korrekcioacute elveacutet szemleacutelteti a 222 aacutebra
CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
11
211 aacutebra Megmunkaacuteloacutekoumlzpont mozgaacutesiraacutenyai
23 NC-geacutepek jellegzetes pontjai
A megismert haacuterom koordinaacuteta-rendszer kezdıpontjaacutenak (nullapontjaacutenak) viszonya a geacutep pontos mőkoumldeacuteseacutenek felteacutetele Ez a haacuterom pont a koumlvetkezı
A geacutepi nullapont az iraacutenyiacutetoacuterendszer meacutereacutestartomaacutenyaacuten beluumll elektronikusan beaacutelliacutethatoacute pont amely a mőkoumldı rendszer meacutereacutesi baacutezisa (a geacutep koordinaacutetarendszereacutenek a kezdıpontja) Jellege szerint a vezeacuterleacutes lehet
bull lebegı nullapontos vezeacuterleacutes amikor a geacutepi nullapont a szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten kiacutevuumll esı elmeacuteleti pont a geacutepi koordinaacuteta-rendszer origoacuteja
bull fix nullapontos vezeacuterleacutes (ez a gyakoribb) amikor a geacutepi nullapont a mozgaacutestartomaacutenyon beluumlli roumlgziacutetett pont eacutes egybeesik a referenciaponttal
A referenciapont az NC- szerszaacutemgeacutep mozgaacutestartomaacutenyaacuten beluumll villamos helyzetkapcsoloacutekon keresztuumll roumlgziacutetett pont ahova a szaacutemokat vezeacuterelve a vezeacuterleacutes meacuterırendszere felveszi a geacutepi nullaponthoz viszonyiacutetott koordinaacutetaeacuterteacutekeket
Az NC- szerszaacutemgeacutepek vezeacuterlırendszereacutenek bekapcsolaacutesakor a vezeacuterleacutes eacuterteacutektaacuteroloacutei uumlresek nullaacutet vagy valamilyen aacutellandoacute szaacutemeacuterteacuteket tartalmaznak A szaacutenok baacutermilyen helyzeteacuteben kapcsoljaacutek be a vezeacuterlırendszert az eacuterteacutektaacuteroloacuteban illetve a kijelzıben mindig ugyanazok az eacuterteacutekek jelennek meg Az NC- szerszaacutemgeacutep ebben az aacutellapotban nem alkalmas az uumlzemszerő mőkoumldeacutesre Bekapcsolaacutes utaacuten elıszoumlr a referenciapontra kell vezeacuterelni a szaacutenokat hogy a meacuterırendszer felvehesse a geacutepi nullapontokhoz viszonyiacutetott koordinaacutetaeacuterteacutekeket eacutes azokat az uacuteteacuterteacutektaacuteroloacuteba beiacuterhassa A referenciapontroacutel valoacute taacutevozaacutes utaacuten a meacuterırendszer eacutes a szabaacutelyozoacutekoumlroumln keresztuumll a szerszaacutem beaacutelliacutetott eacutelpontja a geacutepi koordinaacuteta-rendszerben megadott koordinaacutetaeacuterteacutekekre aacutell A referenciapontra aacutellaacutes kuumlloumln uumlzemmoacuted minden NC- szerszaacutemgeacutepen megtalaacutelhatoacute
A fix nullapontos eacutes a lebegı nullapontos vezeacuterleacutes geacutepi nullapontjaacutet a 212 aacutebra szemleacutelteti A lebegı nullapontos vezeacuterleacuteskor az X taacuteroloacuteba az x referenciaeacuterteacutek miacuteg a Z
CNC-programozaacutes alapjai
12
taacuteroloacuteba a z referenciaeacuterteacutek iacuteroacutedik Ez a folyamat zajlik le fix nullapontos vezeacuterleacuteskor is de itt a taacuteroloacutek nullaacutezoacutednak mivel a z referencia = x referencia = 0
Mozgaacutestartomaacuteny Mozgaacutestartomaacuteny
212 aacutebra Vezeacuterleacutes eacutes referenciapont a) lebegı nullapontos vezeacuterleacutes b) fix nullapontos vezeacuterleacutes
a) b)
213 aacutebra Meacuteretmegadaacutes a) lebegı nullapontos b) fix nullapontos vezeacuterleacutes eseteacuten
A geacutepi nullapont felveacutetele utaacuten a taacuterolt ill a kijelezhetı koordinaacutetaeacuterteacutekeket kuumlloumlnboumlzı
megmunkaacutelaacutesi helyzetekben a 213 aacutebra szemleacutelteti Az iraacutenyiacutetaacutestechnikailag szuumlkseacuteges geacutepi nullapont programozaacutesa nagyon koumlruumllmeacutenyes
Megmunkaacuteloacutekoumlzpontokon ha a geacutep szerszaacutemcsereacutelıvel eacutes asztalcsereacutelıvel van felszerelve akkor nem egy geacutepi nullapont van hanem toumlbb
Maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes harmadlagos nullapont az asztalcsereacuteleacutes nullapontja
Elsıdleges geacutepi nullapontboacutel - szinteacuten a megmunkaacuteloacutekoumlzpontokra jellemzı - toumlbbet lehet meghataacuterozni Ez a toumlbboldalas illetve toumlbb nullapontos munkadarabok megmunkaacutelaacutesa eseteacuten fontos
A munkadarab-nullapont a programozaacutes soraacuten alkalmazott pont amely a munkadarab koordinaacuteta-rendszereacutenek kezdıpontja A munkadarab koordinaacutetarendszereacutet a programozoacute hataacuterozza meg (iraacutenyai a jobbkeacutez-szabaacutely szerintiek) uacutegy hogy a munkadarab termeacuteszetes (rajz szerinti) meacuteretei legyenek a koordinaacutetaeacuterteacutekek Az ilyen nullapont-elhelyezeacutes nagymeacuterteacutekben koumlnnyiacuteti a programozoacute munkaacutejaacutet Ellenkezı esetben a meacutereteket aacutet kell szaacutemiacutetani eacutes ez hibalehetıseacuteget jelent
Mozgaacutestartomaacuteny
CNC-programozaacutes alapjai
13
24 Nullponteltolaacutes nullpont felveacutetel
A munkadarab-nullapont eacutes geacutepi nullapont koumlzoumltti kapcsolat a 214 aacutebraacuten laacutethatoacute A geacutepi eacutes a munkadarab-koordinaacutetarendszer koumlzoumltti elteacutereacutes ∆x eacutes ∆z koordinaacutetaacutenkeacutent
aacutellandoacute eacuterteacutek A vezeacuterleacutes geacuteprendszere a geacutepi koordinaacuteta-rendszerben dolgozik a program geometriai adatait a munkadarab-koordinaacutetarendszerben hataacuteroztaacutek meg ezeacutert a ∆x eacutes a ∆z eacuterteacutekek az uacuten nullapont-eltolaacutesi eacuterteacutekek Ezeket az eacuterteacutekeket a vezeacuterleacutes hozzaacuteadja a programozott - a munkadarab-koordinaacutetarendszereacuteben meghataacuterozott - koordinaacutetaeacuterteacutekekhez (x1 x2 z1 z2)
A nullapont-eltolaacutesi eacuterteacutekek a nullaponttaacuteroloacutekba (regiszterek) lesznek beiacuterva Reacutegi KNC- vezeacuterleacutes eseteacuten ezt a mőveletet keacutezi adatbevitellel dekaacutedkapcsoloacutekkal lehetett elveacutegezni (ez volt az aritmetikai nullapontmegadaacutes) A mai CNC- vezeacuterleacutesekneacutel ciacutemezhetı regiszterek tartalmazzaacutek a nullapont eacuterteacutekeit A regiszterek tartalmaacutet a programboacutel iacuterhatjuk aacutet A nullapont-eltolaacutesi programmondat beolvasaacutesa nem eredmeacutenyezi a szaacuten mozgaacutesaacutet hanem csak a regisztertartalom aacutetiacuteraacutesaacutet amelynek megfelelıen a szaacuten az elsı mozgaacutesi utasiacutetaacutest tartalmazoacute mondat veacutegrehajtaacutesa soraacuten mozog (ezt nevezzuumlk transzformaacutecioacutes nullaponteltolaacutesnak)
214 aacutebra Nullaponteltolaacutes
215 aacutebra Nullaponteltolaacutes ismeacutetlıdı alakzatok eseteacuten
A nullaponteltolaacutes segiacutetseacutegeacutevel a programozaacutesi munka egyszerősiacutethetı
bull ismeacutetlıdı alakzatok programozaacutesa bull simiacutetaacutesi raacutehagyaacutesok leacutetrehozaacutesa bull toumlbb azonos munkadarab (keacuteszuumlleacutek) egy asztalra roumlgziacuteteacutese eseteacuten
Ha egy alkatreacuteszen azonos geometriai alakzatok talaacutelhatoacutek akkor a megmunkaacutelaacuteshoz nem kell uacutejra eacutes uacutejra elkeacutesziacuteteni a megmunkaacuteloacute programot hanem elegendı az alakzatok koumlzoumltti taacutevolsaacutegot meghataacuterozni ezeket elıjelhelyesen nullaponteltolaacuteskeacutent eacutertelmezni A
CNC-programozaacutes alapjai
14
nullaponteltolaacutes utaacuten a 215 aacutebra szerint a Wrsquo munkadarab-nullapontboacutel megiacutert programot a W2 nullaponttoacutel meg kell ismeacutetelni iacutegy a programozaacutes leacutenyegesen egyszerősiacutethetı
A nullapont-beaacutelliacutetaacutes sikeresen alkalmazhatoacute simiacutetaacutesi raacutehagyaacuteshoz A 216 aacutebraacuten a nagyolaacuteskor a simiacutetaacutesi raacutehagyaacutesnak megfelelı ∆x eacutes ∆z nullaponteltolaacutessal esztergaacutelhatoacute a munkadarab majd a nullapontot az eredeti helyre visszatolva a simiacutetaacutes elveacutegezhetı
216 aacutebra Keacutet befogoacutekeacuteszuumlleacutekes
maroacutegeacutepasztal 217 aacutebra Nullaponteltolaacutes simiacutetaacutesi
raacutehagyaacuteshoz
Wn a nagyolaacutes nullapontja Ws a simiacutetaacutes nullapontja
Ha toumlbb kisebb meacuterető eacutes roumlvid megmunkaacutelaacutesi idejő munkadarabot kell keacutesziacuteteni akkor
ugyanazzal a programmal munkaacutelhatoacutek meg uacutegy hogy mindegyikhez sajaacutet nullapontot rendeluumlnk hozzaacute (217 aacutebra)
Nullapontfelveacutetel Az NC- geacutep bekapcsolaacutesakor a regiszterek tartalma eacutes a szaacutenok teacutenyleges helyzete koumlzoumltt nincs azonnali eacutes koumlzvetlen kapcsolat ezeacutert a regiszterek tartalmaacutet eacutes a teacutenyleges szaacutenhelyzetet egyeztetni kell Ezt a teveacutekenyseacuteget nevezzuumlk nullapontfelveacutetelnek (geacutepi nullapont) A szerszaacutemgeacutep szaacutenjait automatikusan vagy keacutezi vezeacuterleacutessel ceacutelszerően vaacutelasztott vagy a geacutep szerkezeti kialakiacutetaacutesa aacuteltal megadott helyzetbe visszuumlk majd ebben a helyzetben a regiszterekbe automatikusan vagy keacutezi adatbevitellel alkalmasan vaacutelasztott eacuterteacutekeket iacuterunk be
Esztergaacuten fix nullapontos vezeacuterleacutes eseteacuten a nullapontfelveacutetel a koordinaacutetairaacutenyonkeacutenti referenciapontra aacutellaacutest jelenti Lebegı nullapont eseteacuten a szaacuten baacutermely poziacutecioacutejaacuteban felvehetjuumlk a geacutepi nullapontot csak az adott helyen nullaacutezni kell az elmozdulaacutesregisztereket koordinaacutetairaacutenyonkeacutent
Maroacutegeacutepekhez a moacutedszer azonos az esztergaacutenaacutel ismertetett folyamattal csak a koordinaacutetairaacutenyok szaacutema lehet toumlbb
Megmunkaacuteloacutekoumlzpontokon ahol szerszaacutemcsereacutelı eacutes esetleg asztalcsereacutelı is van toumlbb geacutepi nullapont is lehet Az elsıdleges nullapont (amit eddig megismertuumlnk) mellett megjelenik a maacutesodlagos eacutes a harmadlagos nullapont is
A maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes poziacutecioacuteja a harmadlagos nullapont az asztalcsereacuteleacutesi poziacutecioacute Mindezek a helyek roumlgziacutetett eacuterteacutekek melyekre az uumlzemeleacutes koumlzben szuumlkseacuteg van
A munkadarab nullapontjaacutenak a beaacutelliacutetaacutesa az a nullaponteltolaacutes amelynek az elmeacuteleteacutet maacuter ismerjuumlk A geacutepi nullapont a munkadarab nullapontjaacuteba csak akkor helyezhetı aacutet ha a munkadarab nullapontjaacutenak a helyeacutet a geacutep munkatereacuteben megkeressuumlk
Ez keacutet moacutedon lehetseacuteges bull a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutenak megeacuterinteacuteseacutevel (koumlzvetlen vagy koumlzvetett
moacutedon) bull a befogott munkadarab megeacuterinteacuteseacutevel
CNC-programozaacutes alapjai
15
Az eszterga befogoacutekeacuteszuumlleacuteke toumlbbnyire esztergatokmaacuteny iacutegy valamelyik uumltkoumlzeacutesi baacutezisaacutet lehet nullapontkeacutent felhasznaacutelni (218 aacutebra)
218 aacutebra Nullapont az uumltkoumlzeacutesi feluumlleten
1 fıorsoacute 2 fıorsoacuteperem 3 koumlzpontosiacutetoacute kuacutep
4 tokmaacuteny 5 uumltkoumlzeacutesi baacutezis M a geacutep koordinaacuteta-rendszereacutenek nullapontja XM ZM a geacutep koordinaacuteta-rendszereacutenek tengelye (ebben dolgozik a geacutep) W a munkadarab koordinaacutetarendszereacutenek nullapontja XW ZW a munkadarab koordinaacuteta-rendszereacutenek tengelye
Az uumltkoumlzeacutesi baacutezist a szerszaacutemtartoacuteba befogott eacutes ismert meacuterető szerszaacutemmal keacutezi uumlzemmoacutedban eacuterintjuumlk (aacuteltalaacuteban inkrementaacutelisan 1 mm-es 01 mm-es vagy 001 mm-es leacutepeacutesekben) eacutes amikor befejezıdik a meacuteretkijelzın szereplı eacuterteacutek lesz a nullaponteltolaacutes eacuterteacuteke Az aacutebraacuten ez ∆z (amit a vezeacuterleacutesbe kell beiacuterni) A maacutesik iraacutenyban a forgaacutestengelyt kell megkeresni pl ismert meacuterető munkadarab befogaacutesaacuteval eacutes aacutetmeacuterıjeacutenek megeacuterinteacuteseacutevel
Ha a nullapont a munkadarab homlokfeluumlleteacuten van (219 aacutebra) akkor a munkadarab hosszmeacutereteacutet megtestesiacutetı meacuterıhasaacutebot kell az uumltkoumlzeacutesi baacutezishoz taacutemasztani eacutes azt kell az elıbb leiacutert moacutedon megeacuterintve a munkadarab nullapontjaacutenak roumlgziacuteteni
Maroacutegeacutepen a geacutep asztalaacutera felfogott munkadarab vagy a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutet kell megkeresnie a geacutepkezelınek
A legegyszerőbb eacutes leggyorsabb nullapontkeresı eszkoumlz a nullapont-indikaacutetor Az indikaacutetor keacutet reacuteszbıl aacutelloacute tuumlske amely a fıorsoacuteba van befogva (220 aacutebra) A keacutet reacuteszt rugoacute fogja oumlssze A keacutet reacutesz egytengelyőn forog Amikor az indikaacutetor megeacuterinti a munkadarab valamely ismert feluumlleteacutet akkor az alsoacute reacutesz a felsıhoumlz keacutepest hataacuterozottan eltoloacutedik eacutes a koumlszoumlruumllt feluumlleten megfigyelhetı feacutenycsiacutekok megtoumlrnek Az aacutebraacuten az X iraacuteny eacuterinteacutese laacutethatoacute 10 mm-es nullapont-indikaacutetorral a fıorsoacute poziacutecioacuteja az eacuterinteacuteskor tehaacutet xmdash 5
219 aacutebra Nullapont a munkadarab homlokfeluumlleteacuten 220 aacutebra A nullapont indikaacutetor
Az Y iraacutenyt hasonloacutean kell bemeacuterni A harmadik a Z tengely iraacutenyaacuteban is fel kell venni a nullapontot
bull a fıorsoacuteba befogott szerszaacutemmal eacutes a munkadarab feluumlleteacutenek megeacuterinteacuteseacutevel vagy
CNC-programozaacutes alapjai
16
bull a fıorsoacute homloksiacutekjaacutenak felhasznaacutelaacutesaacuteval A fıorsoacuteba befogott szerszaacutemmal megeacuterintjuumlk a munkadarab feluumlleteacutet (221 a aacutebra) majd
a Z tengelyt nullaacutezzuk Ennek a szerszaacutemnak tehaacutet a hosszaacutet nullaacutera vettuumlk A moacutedszer gyors eacutes joacutel hasznaacutelhatoacute ha csak egy szerszaacutemmal dolgozunk
a)
b)
c)
221 aacutebra
a) Nullapontfelveacutetel eacuterinteacutessel
b) toumlbb szerszaacutem eseteacuten fıorsoacuteval
c) meacuterıhasaacuteb alkalmazaacutesaacuteval
Toumlbb szerszaacutem eseteacuten mindegyik szerszaacutemmal meg kell eacuterinteni a munkadarabot de az
elsı szerszaacutem (vezeacuterszerszaacutem) utaacuten a Z tengelyt nullaacutezzuk a toumlbbi szerszaacutem eseteacuten az eacuterinteacutesi poziacutecioacutenak az eacuterteacutekeit (amelyeket a kijelzı mutat) kell a szerszaacutemhossz korrekcioacutes taacuteraacuteba beiacuterni (221 b aacutebra)
A moacutedszer haacutetraacutenya hogy ha a vezeacuterszerszaacutem meacuterete vaacuteltozik az oumlsszes szerszaacutem meacutereteacutet moacutedosiacutetani kell
Szerszaacutem neacutelkuumll a fıorsoacute homlokfeluumlleteacutet (a szerszaacutem uumltkoumlzteteacutesi baacutezisaacutet) hozzuk kapcsolatba a munkadarab feluumlleteacutevel pl 50 mm-es meacuterıhasaacuteb alkalmazaacutesaacuteval (221 c aacutebra)
25 Szerszaacutemkorrekcioacute
A programozott uacutetinformaacutecioacutek a szerszaacutemmeacuterettıl fuumlggetlenek mivel a program iacuteraacutesakor csak a szerszaacutem tiacutepusaacutet hataacuterozzuk meg a meacutereteit nem (vagy csak reacuteszben) ismerjuumlk A vezeacuterleacutesnek azt a szolgaacuteltataacutesaacutet hogy a szerszaacutem teacutenyleges (valoacutesaacutegos) meacutereteit vegye figyelembe szerszaacutemkorrekcioacutenak nevezzuumlk
A szerszaacutemkorrekcioacute lehet bull szerszaacutemmeacuteret-korrekcioacute amely a szerszaacutemnak a programozaacutes szempontjaacuteboacutel jellegzetes
hossz- vagy sugaacuteriraacutenyuacute meacutereteacutevel azonos nagysaacutegrendő bull szerszaacutemkopaacutes-korrekcioacute amely a szerszaacutem kopaacutesaacutet veszi figyelembe eacutes legfeljebb bull 1 mm nagysaacuteguacute
A szerszaacutemmeacuteret-korrekcioacute soraacuten a szerszaacutemok meacutereteit megmunkaacutelaacutes elıtt koumlzoumlljuumlk a vezeacuterleacutessel eacutes iacutegy az uacutetinformaacutecioacutek szaacutemiacutetaacutesaacutehoz nem kell figyelembe venni e meacutereteket vagyis a programban az elkeacutesziacutetendı munkadarab kontuacuterjaacutet iacuterhatjuk le
Fuacuteroacutegeacutepeken eacutes fuacuteroacute-maroacute mőveken a furatok megmunkaacutelaacutesaacutehoz ceacutelszerő szerszaacutemhossz-korrekcioacute elveacutet szemleacutelteti a 222 aacutebra
CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
12
taacuteroloacuteba a z referenciaeacuterteacutek iacuteroacutedik Ez a folyamat zajlik le fix nullapontos vezeacuterleacuteskor is de itt a taacuteroloacutek nullaacutezoacutednak mivel a z referencia = x referencia = 0
Mozgaacutestartomaacuteny Mozgaacutestartomaacuteny
212 aacutebra Vezeacuterleacutes eacutes referenciapont a) lebegı nullapontos vezeacuterleacutes b) fix nullapontos vezeacuterleacutes
a) b)
213 aacutebra Meacuteretmegadaacutes a) lebegı nullapontos b) fix nullapontos vezeacuterleacutes eseteacuten
A geacutepi nullapont felveacutetele utaacuten a taacuterolt ill a kijelezhetı koordinaacutetaeacuterteacutekeket kuumlloumlnboumlzı
megmunkaacutelaacutesi helyzetekben a 213 aacutebra szemleacutelteti Az iraacutenyiacutetaacutestechnikailag szuumlkseacuteges geacutepi nullapont programozaacutesa nagyon koumlruumllmeacutenyes
Megmunkaacuteloacutekoumlzpontokon ha a geacutep szerszaacutemcsereacutelıvel eacutes asztalcsereacutelıvel van felszerelve akkor nem egy geacutepi nullapont van hanem toumlbb
Maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes harmadlagos nullapont az asztalcsereacuteleacutes nullapontja
Elsıdleges geacutepi nullapontboacutel - szinteacuten a megmunkaacuteloacutekoumlzpontokra jellemzı - toumlbbet lehet meghataacuterozni Ez a toumlbboldalas illetve toumlbb nullapontos munkadarabok megmunkaacutelaacutesa eseteacuten fontos
A munkadarab-nullapont a programozaacutes soraacuten alkalmazott pont amely a munkadarab koordinaacuteta-rendszereacutenek kezdıpontja A munkadarab koordinaacutetarendszereacutet a programozoacute hataacuterozza meg (iraacutenyai a jobbkeacutez-szabaacutely szerintiek) uacutegy hogy a munkadarab termeacuteszetes (rajz szerinti) meacuteretei legyenek a koordinaacutetaeacuterteacutekek Az ilyen nullapont-elhelyezeacutes nagymeacuterteacutekben koumlnnyiacuteti a programozoacute munkaacutejaacutet Ellenkezı esetben a meacutereteket aacutet kell szaacutemiacutetani eacutes ez hibalehetıseacuteget jelent
Mozgaacutestartomaacuteny
CNC-programozaacutes alapjai
13
24 Nullponteltolaacutes nullpont felveacutetel
A munkadarab-nullapont eacutes geacutepi nullapont koumlzoumltti kapcsolat a 214 aacutebraacuten laacutethatoacute A geacutepi eacutes a munkadarab-koordinaacutetarendszer koumlzoumltti elteacutereacutes ∆x eacutes ∆z koordinaacutetaacutenkeacutent
aacutellandoacute eacuterteacutek A vezeacuterleacutes geacuteprendszere a geacutepi koordinaacuteta-rendszerben dolgozik a program geometriai adatait a munkadarab-koordinaacutetarendszerben hataacuteroztaacutek meg ezeacutert a ∆x eacutes a ∆z eacuterteacutekek az uacuten nullapont-eltolaacutesi eacuterteacutekek Ezeket az eacuterteacutekeket a vezeacuterleacutes hozzaacuteadja a programozott - a munkadarab-koordinaacutetarendszereacuteben meghataacuterozott - koordinaacutetaeacuterteacutekekhez (x1 x2 z1 z2)
A nullapont-eltolaacutesi eacuterteacutekek a nullaponttaacuteroloacutekba (regiszterek) lesznek beiacuterva Reacutegi KNC- vezeacuterleacutes eseteacuten ezt a mőveletet keacutezi adatbevitellel dekaacutedkapcsoloacutekkal lehetett elveacutegezni (ez volt az aritmetikai nullapontmegadaacutes) A mai CNC- vezeacuterleacutesekneacutel ciacutemezhetı regiszterek tartalmazzaacutek a nullapont eacuterteacutekeit A regiszterek tartalmaacutet a programboacutel iacuterhatjuk aacutet A nullapont-eltolaacutesi programmondat beolvasaacutesa nem eredmeacutenyezi a szaacuten mozgaacutesaacutet hanem csak a regisztertartalom aacutetiacuteraacutesaacutet amelynek megfelelıen a szaacuten az elsı mozgaacutesi utasiacutetaacutest tartalmazoacute mondat veacutegrehajtaacutesa soraacuten mozog (ezt nevezzuumlk transzformaacutecioacutes nullaponteltolaacutesnak)
214 aacutebra Nullaponteltolaacutes
215 aacutebra Nullaponteltolaacutes ismeacutetlıdı alakzatok eseteacuten
A nullaponteltolaacutes segiacutetseacutegeacutevel a programozaacutesi munka egyszerősiacutethetı
bull ismeacutetlıdı alakzatok programozaacutesa bull simiacutetaacutesi raacutehagyaacutesok leacutetrehozaacutesa bull toumlbb azonos munkadarab (keacuteszuumlleacutek) egy asztalra roumlgziacuteteacutese eseteacuten
Ha egy alkatreacuteszen azonos geometriai alakzatok talaacutelhatoacutek akkor a megmunkaacutelaacuteshoz nem kell uacutejra eacutes uacutejra elkeacutesziacuteteni a megmunkaacuteloacute programot hanem elegendı az alakzatok koumlzoumltti taacutevolsaacutegot meghataacuterozni ezeket elıjelhelyesen nullaponteltolaacuteskeacutent eacutertelmezni A
CNC-programozaacutes alapjai
14
nullaponteltolaacutes utaacuten a 215 aacutebra szerint a Wrsquo munkadarab-nullapontboacutel megiacutert programot a W2 nullaponttoacutel meg kell ismeacutetelni iacutegy a programozaacutes leacutenyegesen egyszerősiacutethetı
A nullapont-beaacutelliacutetaacutes sikeresen alkalmazhatoacute simiacutetaacutesi raacutehagyaacuteshoz A 216 aacutebraacuten a nagyolaacuteskor a simiacutetaacutesi raacutehagyaacutesnak megfelelı ∆x eacutes ∆z nullaponteltolaacutessal esztergaacutelhatoacute a munkadarab majd a nullapontot az eredeti helyre visszatolva a simiacutetaacutes elveacutegezhetı
216 aacutebra Keacutet befogoacutekeacuteszuumlleacutekes
maroacutegeacutepasztal 217 aacutebra Nullaponteltolaacutes simiacutetaacutesi
raacutehagyaacuteshoz
Wn a nagyolaacutes nullapontja Ws a simiacutetaacutes nullapontja
Ha toumlbb kisebb meacuterető eacutes roumlvid megmunkaacutelaacutesi idejő munkadarabot kell keacutesziacuteteni akkor
ugyanazzal a programmal munkaacutelhatoacutek meg uacutegy hogy mindegyikhez sajaacutet nullapontot rendeluumlnk hozzaacute (217 aacutebra)
Nullapontfelveacutetel Az NC- geacutep bekapcsolaacutesakor a regiszterek tartalma eacutes a szaacutenok teacutenyleges helyzete koumlzoumltt nincs azonnali eacutes koumlzvetlen kapcsolat ezeacutert a regiszterek tartalmaacutet eacutes a teacutenyleges szaacutenhelyzetet egyeztetni kell Ezt a teveacutekenyseacuteget nevezzuumlk nullapontfelveacutetelnek (geacutepi nullapont) A szerszaacutemgeacutep szaacutenjait automatikusan vagy keacutezi vezeacuterleacutessel ceacutelszerően vaacutelasztott vagy a geacutep szerkezeti kialakiacutetaacutesa aacuteltal megadott helyzetbe visszuumlk majd ebben a helyzetben a regiszterekbe automatikusan vagy keacutezi adatbevitellel alkalmasan vaacutelasztott eacuterteacutekeket iacuterunk be
Esztergaacuten fix nullapontos vezeacuterleacutes eseteacuten a nullapontfelveacutetel a koordinaacutetairaacutenyonkeacutenti referenciapontra aacutellaacutest jelenti Lebegı nullapont eseteacuten a szaacuten baacutermely poziacutecioacutejaacuteban felvehetjuumlk a geacutepi nullapontot csak az adott helyen nullaacutezni kell az elmozdulaacutesregisztereket koordinaacutetairaacutenyonkeacutent
Maroacutegeacutepekhez a moacutedszer azonos az esztergaacutenaacutel ismertetett folyamattal csak a koordinaacutetairaacutenyok szaacutema lehet toumlbb
Megmunkaacuteloacutekoumlzpontokon ahol szerszaacutemcsereacutelı eacutes esetleg asztalcsereacutelı is van toumlbb geacutepi nullapont is lehet Az elsıdleges nullapont (amit eddig megismertuumlnk) mellett megjelenik a maacutesodlagos eacutes a harmadlagos nullapont is
A maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes poziacutecioacuteja a harmadlagos nullapont az asztalcsereacuteleacutesi poziacutecioacute Mindezek a helyek roumlgziacutetett eacuterteacutekek melyekre az uumlzemeleacutes koumlzben szuumlkseacuteg van
A munkadarab nullapontjaacutenak a beaacutelliacutetaacutesa az a nullaponteltolaacutes amelynek az elmeacuteleteacutet maacuter ismerjuumlk A geacutepi nullapont a munkadarab nullapontjaacuteba csak akkor helyezhetı aacutet ha a munkadarab nullapontjaacutenak a helyeacutet a geacutep munkatereacuteben megkeressuumlk
Ez keacutet moacutedon lehetseacuteges bull a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutenak megeacuterinteacuteseacutevel (koumlzvetlen vagy koumlzvetett
moacutedon) bull a befogott munkadarab megeacuterinteacuteseacutevel
CNC-programozaacutes alapjai
15
Az eszterga befogoacutekeacuteszuumlleacuteke toumlbbnyire esztergatokmaacuteny iacutegy valamelyik uumltkoumlzeacutesi baacutezisaacutet lehet nullapontkeacutent felhasznaacutelni (218 aacutebra)
218 aacutebra Nullapont az uumltkoumlzeacutesi feluumlleten
1 fıorsoacute 2 fıorsoacuteperem 3 koumlzpontosiacutetoacute kuacutep
4 tokmaacuteny 5 uumltkoumlzeacutesi baacutezis M a geacutep koordinaacuteta-rendszereacutenek nullapontja XM ZM a geacutep koordinaacuteta-rendszereacutenek tengelye (ebben dolgozik a geacutep) W a munkadarab koordinaacutetarendszereacutenek nullapontja XW ZW a munkadarab koordinaacuteta-rendszereacutenek tengelye
Az uumltkoumlzeacutesi baacutezist a szerszaacutemtartoacuteba befogott eacutes ismert meacuterető szerszaacutemmal keacutezi uumlzemmoacutedban eacuterintjuumlk (aacuteltalaacuteban inkrementaacutelisan 1 mm-es 01 mm-es vagy 001 mm-es leacutepeacutesekben) eacutes amikor befejezıdik a meacuteretkijelzın szereplı eacuterteacutek lesz a nullaponteltolaacutes eacuterteacuteke Az aacutebraacuten ez ∆z (amit a vezeacuterleacutesbe kell beiacuterni) A maacutesik iraacutenyban a forgaacutestengelyt kell megkeresni pl ismert meacuterető munkadarab befogaacutesaacuteval eacutes aacutetmeacuterıjeacutenek megeacuterinteacuteseacutevel
Ha a nullapont a munkadarab homlokfeluumlleteacuten van (219 aacutebra) akkor a munkadarab hosszmeacutereteacutet megtestesiacutetı meacuterıhasaacutebot kell az uumltkoumlzeacutesi baacutezishoz taacutemasztani eacutes azt kell az elıbb leiacutert moacutedon megeacuterintve a munkadarab nullapontjaacutenak roumlgziacuteteni
Maroacutegeacutepen a geacutep asztalaacutera felfogott munkadarab vagy a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutet kell megkeresnie a geacutepkezelınek
A legegyszerőbb eacutes leggyorsabb nullapontkeresı eszkoumlz a nullapont-indikaacutetor Az indikaacutetor keacutet reacuteszbıl aacutelloacute tuumlske amely a fıorsoacuteba van befogva (220 aacutebra) A keacutet reacuteszt rugoacute fogja oumlssze A keacutet reacutesz egytengelyőn forog Amikor az indikaacutetor megeacuterinti a munkadarab valamely ismert feluumlleteacutet akkor az alsoacute reacutesz a felsıhoumlz keacutepest hataacuterozottan eltoloacutedik eacutes a koumlszoumlruumllt feluumlleten megfigyelhetı feacutenycsiacutekok megtoumlrnek Az aacutebraacuten az X iraacuteny eacuterinteacutese laacutethatoacute 10 mm-es nullapont-indikaacutetorral a fıorsoacute poziacutecioacuteja az eacuterinteacuteskor tehaacutet xmdash 5
219 aacutebra Nullapont a munkadarab homlokfeluumlleteacuten 220 aacutebra A nullapont indikaacutetor
Az Y iraacutenyt hasonloacutean kell bemeacuterni A harmadik a Z tengely iraacutenyaacuteban is fel kell venni a nullapontot
bull a fıorsoacuteba befogott szerszaacutemmal eacutes a munkadarab feluumlleteacutenek megeacuterinteacuteseacutevel vagy
CNC-programozaacutes alapjai
16
bull a fıorsoacute homloksiacutekjaacutenak felhasznaacutelaacutesaacuteval A fıorsoacuteba befogott szerszaacutemmal megeacuterintjuumlk a munkadarab feluumlleteacutet (221 a aacutebra) majd
a Z tengelyt nullaacutezzuk Ennek a szerszaacutemnak tehaacutet a hosszaacutet nullaacutera vettuumlk A moacutedszer gyors eacutes joacutel hasznaacutelhatoacute ha csak egy szerszaacutemmal dolgozunk
a)
b)
c)
221 aacutebra
a) Nullapontfelveacutetel eacuterinteacutessel
b) toumlbb szerszaacutem eseteacuten fıorsoacuteval
c) meacuterıhasaacuteb alkalmazaacutesaacuteval
Toumlbb szerszaacutem eseteacuten mindegyik szerszaacutemmal meg kell eacuterinteni a munkadarabot de az
elsı szerszaacutem (vezeacuterszerszaacutem) utaacuten a Z tengelyt nullaacutezzuk a toumlbbi szerszaacutem eseteacuten az eacuterinteacutesi poziacutecioacutenak az eacuterteacutekeit (amelyeket a kijelzı mutat) kell a szerszaacutemhossz korrekcioacutes taacuteraacuteba beiacuterni (221 b aacutebra)
A moacutedszer haacutetraacutenya hogy ha a vezeacuterszerszaacutem meacuterete vaacuteltozik az oumlsszes szerszaacutem meacutereteacutet moacutedosiacutetani kell
Szerszaacutem neacutelkuumll a fıorsoacute homlokfeluumlleteacutet (a szerszaacutem uumltkoumlzteteacutesi baacutezisaacutet) hozzuk kapcsolatba a munkadarab feluumlleteacutevel pl 50 mm-es meacuterıhasaacuteb alkalmazaacutesaacuteval (221 c aacutebra)
25 Szerszaacutemkorrekcioacute
A programozott uacutetinformaacutecioacutek a szerszaacutemmeacuterettıl fuumlggetlenek mivel a program iacuteraacutesakor csak a szerszaacutem tiacutepusaacutet hataacuterozzuk meg a meacutereteit nem (vagy csak reacuteszben) ismerjuumlk A vezeacuterleacutesnek azt a szolgaacuteltataacutesaacutet hogy a szerszaacutem teacutenyleges (valoacutesaacutegos) meacutereteit vegye figyelembe szerszaacutemkorrekcioacutenak nevezzuumlk
A szerszaacutemkorrekcioacute lehet bull szerszaacutemmeacuteret-korrekcioacute amely a szerszaacutemnak a programozaacutes szempontjaacuteboacutel jellegzetes
hossz- vagy sugaacuteriraacutenyuacute meacutereteacutevel azonos nagysaacutegrendő bull szerszaacutemkopaacutes-korrekcioacute amely a szerszaacutem kopaacutesaacutet veszi figyelembe eacutes legfeljebb bull 1 mm nagysaacuteguacute
A szerszaacutemmeacuteret-korrekcioacute soraacuten a szerszaacutemok meacutereteit megmunkaacutelaacutes elıtt koumlzoumlljuumlk a vezeacuterleacutessel eacutes iacutegy az uacutetinformaacutecioacutek szaacutemiacutetaacutesaacutehoz nem kell figyelembe venni e meacutereteket vagyis a programban az elkeacutesziacutetendı munkadarab kontuacuterjaacutet iacuterhatjuk le
Fuacuteroacutegeacutepeken eacutes fuacuteroacute-maroacute mőveken a furatok megmunkaacutelaacutesaacutehoz ceacutelszerő szerszaacutemhossz-korrekcioacute elveacutet szemleacutelteti a 222 aacutebra
CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
13
24 Nullponteltolaacutes nullpont felveacutetel
A munkadarab-nullapont eacutes geacutepi nullapont koumlzoumltti kapcsolat a 214 aacutebraacuten laacutethatoacute A geacutepi eacutes a munkadarab-koordinaacutetarendszer koumlzoumltti elteacutereacutes ∆x eacutes ∆z koordinaacutetaacutenkeacutent
aacutellandoacute eacuterteacutek A vezeacuterleacutes geacuteprendszere a geacutepi koordinaacuteta-rendszerben dolgozik a program geometriai adatait a munkadarab-koordinaacutetarendszerben hataacuteroztaacutek meg ezeacutert a ∆x eacutes a ∆z eacuterteacutekek az uacuten nullapont-eltolaacutesi eacuterteacutekek Ezeket az eacuterteacutekeket a vezeacuterleacutes hozzaacuteadja a programozott - a munkadarab-koordinaacutetarendszereacuteben meghataacuterozott - koordinaacutetaeacuterteacutekekhez (x1 x2 z1 z2)
A nullapont-eltolaacutesi eacuterteacutekek a nullaponttaacuteroloacutekba (regiszterek) lesznek beiacuterva Reacutegi KNC- vezeacuterleacutes eseteacuten ezt a mőveletet keacutezi adatbevitellel dekaacutedkapcsoloacutekkal lehetett elveacutegezni (ez volt az aritmetikai nullapontmegadaacutes) A mai CNC- vezeacuterleacutesekneacutel ciacutemezhetı regiszterek tartalmazzaacutek a nullapont eacuterteacutekeit A regiszterek tartalmaacutet a programboacutel iacuterhatjuk aacutet A nullapont-eltolaacutesi programmondat beolvasaacutesa nem eredmeacutenyezi a szaacuten mozgaacutesaacutet hanem csak a regisztertartalom aacutetiacuteraacutesaacutet amelynek megfelelıen a szaacuten az elsı mozgaacutesi utasiacutetaacutest tartalmazoacute mondat veacutegrehajtaacutesa soraacuten mozog (ezt nevezzuumlk transzformaacutecioacutes nullaponteltolaacutesnak)
214 aacutebra Nullaponteltolaacutes
215 aacutebra Nullaponteltolaacutes ismeacutetlıdı alakzatok eseteacuten
A nullaponteltolaacutes segiacutetseacutegeacutevel a programozaacutesi munka egyszerősiacutethetı
bull ismeacutetlıdı alakzatok programozaacutesa bull simiacutetaacutesi raacutehagyaacutesok leacutetrehozaacutesa bull toumlbb azonos munkadarab (keacuteszuumlleacutek) egy asztalra roumlgziacuteteacutese eseteacuten
Ha egy alkatreacuteszen azonos geometriai alakzatok talaacutelhatoacutek akkor a megmunkaacutelaacuteshoz nem kell uacutejra eacutes uacutejra elkeacutesziacuteteni a megmunkaacuteloacute programot hanem elegendı az alakzatok koumlzoumltti taacutevolsaacutegot meghataacuterozni ezeket elıjelhelyesen nullaponteltolaacuteskeacutent eacutertelmezni A
CNC-programozaacutes alapjai
14
nullaponteltolaacutes utaacuten a 215 aacutebra szerint a Wrsquo munkadarab-nullapontboacutel megiacutert programot a W2 nullaponttoacutel meg kell ismeacutetelni iacutegy a programozaacutes leacutenyegesen egyszerősiacutethetı
A nullapont-beaacutelliacutetaacutes sikeresen alkalmazhatoacute simiacutetaacutesi raacutehagyaacuteshoz A 216 aacutebraacuten a nagyolaacuteskor a simiacutetaacutesi raacutehagyaacutesnak megfelelı ∆x eacutes ∆z nullaponteltolaacutessal esztergaacutelhatoacute a munkadarab majd a nullapontot az eredeti helyre visszatolva a simiacutetaacutes elveacutegezhetı
216 aacutebra Keacutet befogoacutekeacuteszuumlleacutekes
maroacutegeacutepasztal 217 aacutebra Nullaponteltolaacutes simiacutetaacutesi
raacutehagyaacuteshoz
Wn a nagyolaacutes nullapontja Ws a simiacutetaacutes nullapontja
Ha toumlbb kisebb meacuterető eacutes roumlvid megmunkaacutelaacutesi idejő munkadarabot kell keacutesziacuteteni akkor
ugyanazzal a programmal munkaacutelhatoacutek meg uacutegy hogy mindegyikhez sajaacutet nullapontot rendeluumlnk hozzaacute (217 aacutebra)
Nullapontfelveacutetel Az NC- geacutep bekapcsolaacutesakor a regiszterek tartalma eacutes a szaacutenok teacutenyleges helyzete koumlzoumltt nincs azonnali eacutes koumlzvetlen kapcsolat ezeacutert a regiszterek tartalmaacutet eacutes a teacutenyleges szaacutenhelyzetet egyeztetni kell Ezt a teveacutekenyseacuteget nevezzuumlk nullapontfelveacutetelnek (geacutepi nullapont) A szerszaacutemgeacutep szaacutenjait automatikusan vagy keacutezi vezeacuterleacutessel ceacutelszerően vaacutelasztott vagy a geacutep szerkezeti kialakiacutetaacutesa aacuteltal megadott helyzetbe visszuumlk majd ebben a helyzetben a regiszterekbe automatikusan vagy keacutezi adatbevitellel alkalmasan vaacutelasztott eacuterteacutekeket iacuterunk be
Esztergaacuten fix nullapontos vezeacuterleacutes eseteacuten a nullapontfelveacutetel a koordinaacutetairaacutenyonkeacutenti referenciapontra aacutellaacutest jelenti Lebegı nullapont eseteacuten a szaacuten baacutermely poziacutecioacutejaacuteban felvehetjuumlk a geacutepi nullapontot csak az adott helyen nullaacutezni kell az elmozdulaacutesregisztereket koordinaacutetairaacutenyonkeacutent
Maroacutegeacutepekhez a moacutedszer azonos az esztergaacutenaacutel ismertetett folyamattal csak a koordinaacutetairaacutenyok szaacutema lehet toumlbb
Megmunkaacuteloacutekoumlzpontokon ahol szerszaacutemcsereacutelı eacutes esetleg asztalcsereacutelı is van toumlbb geacutepi nullapont is lehet Az elsıdleges nullapont (amit eddig megismertuumlnk) mellett megjelenik a maacutesodlagos eacutes a harmadlagos nullapont is
A maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes poziacutecioacuteja a harmadlagos nullapont az asztalcsereacuteleacutesi poziacutecioacute Mindezek a helyek roumlgziacutetett eacuterteacutekek melyekre az uumlzemeleacutes koumlzben szuumlkseacuteg van
A munkadarab nullapontjaacutenak a beaacutelliacutetaacutesa az a nullaponteltolaacutes amelynek az elmeacuteleteacutet maacuter ismerjuumlk A geacutepi nullapont a munkadarab nullapontjaacuteba csak akkor helyezhetı aacutet ha a munkadarab nullapontjaacutenak a helyeacutet a geacutep munkatereacuteben megkeressuumlk
Ez keacutet moacutedon lehetseacuteges bull a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutenak megeacuterinteacuteseacutevel (koumlzvetlen vagy koumlzvetett
moacutedon) bull a befogott munkadarab megeacuterinteacuteseacutevel
CNC-programozaacutes alapjai
15
Az eszterga befogoacutekeacuteszuumlleacuteke toumlbbnyire esztergatokmaacuteny iacutegy valamelyik uumltkoumlzeacutesi baacutezisaacutet lehet nullapontkeacutent felhasznaacutelni (218 aacutebra)
218 aacutebra Nullapont az uumltkoumlzeacutesi feluumlleten
1 fıorsoacute 2 fıorsoacuteperem 3 koumlzpontosiacutetoacute kuacutep
4 tokmaacuteny 5 uumltkoumlzeacutesi baacutezis M a geacutep koordinaacuteta-rendszereacutenek nullapontja XM ZM a geacutep koordinaacuteta-rendszereacutenek tengelye (ebben dolgozik a geacutep) W a munkadarab koordinaacutetarendszereacutenek nullapontja XW ZW a munkadarab koordinaacuteta-rendszereacutenek tengelye
Az uumltkoumlzeacutesi baacutezist a szerszaacutemtartoacuteba befogott eacutes ismert meacuterető szerszaacutemmal keacutezi uumlzemmoacutedban eacuterintjuumlk (aacuteltalaacuteban inkrementaacutelisan 1 mm-es 01 mm-es vagy 001 mm-es leacutepeacutesekben) eacutes amikor befejezıdik a meacuteretkijelzın szereplı eacuterteacutek lesz a nullaponteltolaacutes eacuterteacuteke Az aacutebraacuten ez ∆z (amit a vezeacuterleacutesbe kell beiacuterni) A maacutesik iraacutenyban a forgaacutestengelyt kell megkeresni pl ismert meacuterető munkadarab befogaacutesaacuteval eacutes aacutetmeacuterıjeacutenek megeacuterinteacuteseacutevel
Ha a nullapont a munkadarab homlokfeluumlleteacuten van (219 aacutebra) akkor a munkadarab hosszmeacutereteacutet megtestesiacutetı meacuterıhasaacutebot kell az uumltkoumlzeacutesi baacutezishoz taacutemasztani eacutes azt kell az elıbb leiacutert moacutedon megeacuterintve a munkadarab nullapontjaacutenak roumlgziacuteteni
Maroacutegeacutepen a geacutep asztalaacutera felfogott munkadarab vagy a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutet kell megkeresnie a geacutepkezelınek
A legegyszerőbb eacutes leggyorsabb nullapontkeresı eszkoumlz a nullapont-indikaacutetor Az indikaacutetor keacutet reacuteszbıl aacutelloacute tuumlske amely a fıorsoacuteba van befogva (220 aacutebra) A keacutet reacuteszt rugoacute fogja oumlssze A keacutet reacutesz egytengelyőn forog Amikor az indikaacutetor megeacuterinti a munkadarab valamely ismert feluumlleteacutet akkor az alsoacute reacutesz a felsıhoumlz keacutepest hataacuterozottan eltoloacutedik eacutes a koumlszoumlruumllt feluumlleten megfigyelhetı feacutenycsiacutekok megtoumlrnek Az aacutebraacuten az X iraacuteny eacuterinteacutese laacutethatoacute 10 mm-es nullapont-indikaacutetorral a fıorsoacute poziacutecioacuteja az eacuterinteacuteskor tehaacutet xmdash 5
219 aacutebra Nullapont a munkadarab homlokfeluumlleteacuten 220 aacutebra A nullapont indikaacutetor
Az Y iraacutenyt hasonloacutean kell bemeacuterni A harmadik a Z tengely iraacutenyaacuteban is fel kell venni a nullapontot
bull a fıorsoacuteba befogott szerszaacutemmal eacutes a munkadarab feluumlleteacutenek megeacuterinteacuteseacutevel vagy
CNC-programozaacutes alapjai
16
bull a fıorsoacute homloksiacutekjaacutenak felhasznaacutelaacutesaacuteval A fıorsoacuteba befogott szerszaacutemmal megeacuterintjuumlk a munkadarab feluumlleteacutet (221 a aacutebra) majd
a Z tengelyt nullaacutezzuk Ennek a szerszaacutemnak tehaacutet a hosszaacutet nullaacutera vettuumlk A moacutedszer gyors eacutes joacutel hasznaacutelhatoacute ha csak egy szerszaacutemmal dolgozunk
a)
b)
c)
221 aacutebra
a) Nullapontfelveacutetel eacuterinteacutessel
b) toumlbb szerszaacutem eseteacuten fıorsoacuteval
c) meacuterıhasaacuteb alkalmazaacutesaacuteval
Toumlbb szerszaacutem eseteacuten mindegyik szerszaacutemmal meg kell eacuterinteni a munkadarabot de az
elsı szerszaacutem (vezeacuterszerszaacutem) utaacuten a Z tengelyt nullaacutezzuk a toumlbbi szerszaacutem eseteacuten az eacuterinteacutesi poziacutecioacutenak az eacuterteacutekeit (amelyeket a kijelzı mutat) kell a szerszaacutemhossz korrekcioacutes taacuteraacuteba beiacuterni (221 b aacutebra)
A moacutedszer haacutetraacutenya hogy ha a vezeacuterszerszaacutem meacuterete vaacuteltozik az oumlsszes szerszaacutem meacutereteacutet moacutedosiacutetani kell
Szerszaacutem neacutelkuumll a fıorsoacute homlokfeluumlleteacutet (a szerszaacutem uumltkoumlzteteacutesi baacutezisaacutet) hozzuk kapcsolatba a munkadarab feluumlleteacutevel pl 50 mm-es meacuterıhasaacuteb alkalmazaacutesaacuteval (221 c aacutebra)
25 Szerszaacutemkorrekcioacute
A programozott uacutetinformaacutecioacutek a szerszaacutemmeacuterettıl fuumlggetlenek mivel a program iacuteraacutesakor csak a szerszaacutem tiacutepusaacutet hataacuterozzuk meg a meacutereteit nem (vagy csak reacuteszben) ismerjuumlk A vezeacuterleacutesnek azt a szolgaacuteltataacutesaacutet hogy a szerszaacutem teacutenyleges (valoacutesaacutegos) meacutereteit vegye figyelembe szerszaacutemkorrekcioacutenak nevezzuumlk
A szerszaacutemkorrekcioacute lehet bull szerszaacutemmeacuteret-korrekcioacute amely a szerszaacutemnak a programozaacutes szempontjaacuteboacutel jellegzetes
hossz- vagy sugaacuteriraacutenyuacute meacutereteacutevel azonos nagysaacutegrendő bull szerszaacutemkopaacutes-korrekcioacute amely a szerszaacutem kopaacutesaacutet veszi figyelembe eacutes legfeljebb bull 1 mm nagysaacuteguacute
A szerszaacutemmeacuteret-korrekcioacute soraacuten a szerszaacutemok meacutereteit megmunkaacutelaacutes elıtt koumlzoumlljuumlk a vezeacuterleacutessel eacutes iacutegy az uacutetinformaacutecioacutek szaacutemiacutetaacutesaacutehoz nem kell figyelembe venni e meacutereteket vagyis a programban az elkeacutesziacutetendı munkadarab kontuacuterjaacutet iacuterhatjuk le
Fuacuteroacutegeacutepeken eacutes fuacuteroacute-maroacute mőveken a furatok megmunkaacutelaacutesaacutehoz ceacutelszerő szerszaacutemhossz-korrekcioacute elveacutet szemleacutelteti a 222 aacutebra
CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
14
nullaponteltolaacutes utaacuten a 215 aacutebra szerint a Wrsquo munkadarab-nullapontboacutel megiacutert programot a W2 nullaponttoacutel meg kell ismeacutetelni iacutegy a programozaacutes leacutenyegesen egyszerősiacutethetı
A nullapont-beaacutelliacutetaacutes sikeresen alkalmazhatoacute simiacutetaacutesi raacutehagyaacuteshoz A 216 aacutebraacuten a nagyolaacuteskor a simiacutetaacutesi raacutehagyaacutesnak megfelelı ∆x eacutes ∆z nullaponteltolaacutessal esztergaacutelhatoacute a munkadarab majd a nullapontot az eredeti helyre visszatolva a simiacutetaacutes elveacutegezhetı
216 aacutebra Keacutet befogoacutekeacuteszuumlleacutekes
maroacutegeacutepasztal 217 aacutebra Nullaponteltolaacutes simiacutetaacutesi
raacutehagyaacuteshoz
Wn a nagyolaacutes nullapontja Ws a simiacutetaacutes nullapontja
Ha toumlbb kisebb meacuterető eacutes roumlvid megmunkaacutelaacutesi idejő munkadarabot kell keacutesziacuteteni akkor
ugyanazzal a programmal munkaacutelhatoacutek meg uacutegy hogy mindegyikhez sajaacutet nullapontot rendeluumlnk hozzaacute (217 aacutebra)
Nullapontfelveacutetel Az NC- geacutep bekapcsolaacutesakor a regiszterek tartalma eacutes a szaacutenok teacutenyleges helyzete koumlzoumltt nincs azonnali eacutes koumlzvetlen kapcsolat ezeacutert a regiszterek tartalmaacutet eacutes a teacutenyleges szaacutenhelyzetet egyeztetni kell Ezt a teveacutekenyseacuteget nevezzuumlk nullapontfelveacutetelnek (geacutepi nullapont) A szerszaacutemgeacutep szaacutenjait automatikusan vagy keacutezi vezeacuterleacutessel ceacutelszerően vaacutelasztott vagy a geacutep szerkezeti kialakiacutetaacutesa aacuteltal megadott helyzetbe visszuumlk majd ebben a helyzetben a regiszterekbe automatikusan vagy keacutezi adatbevitellel alkalmasan vaacutelasztott eacuterteacutekeket iacuterunk be
Esztergaacuten fix nullapontos vezeacuterleacutes eseteacuten a nullapontfelveacutetel a koordinaacutetairaacutenyonkeacutenti referenciapontra aacutellaacutest jelenti Lebegı nullapont eseteacuten a szaacuten baacutermely poziacutecioacutejaacuteban felvehetjuumlk a geacutepi nullapontot csak az adott helyen nullaacutezni kell az elmozdulaacutesregisztereket koordinaacutetairaacutenyonkeacutent
Maroacutegeacutepekhez a moacutedszer azonos az esztergaacutenaacutel ismertetett folyamattal csak a koordinaacutetairaacutenyok szaacutema lehet toumlbb
Megmunkaacuteloacutekoumlzpontokon ahol szerszaacutemcsereacutelı eacutes esetleg asztalcsereacutelı is van toumlbb geacutepi nullapont is lehet Az elsıdleges nullapont (amit eddig megismertuumlnk) mellett megjelenik a maacutesodlagos eacutes a harmadlagos nullapont is
A maacutesodlagos nullapont a szerszaacutemcsereacuteleacutes poziacutecioacuteja a harmadlagos nullapont az asztalcsereacuteleacutesi poziacutecioacute Mindezek a helyek roumlgziacutetett eacuterteacutekek melyekre az uumlzemeleacutes koumlzben szuumlkseacuteg van
A munkadarab nullapontjaacutenak a beaacutelliacutetaacutesa az a nullaponteltolaacutes amelynek az elmeacuteleteacutet maacuter ismerjuumlk A geacutepi nullapont a munkadarab nullapontjaacuteba csak akkor helyezhetı aacutet ha a munkadarab nullapontjaacutenak a helyeacutet a geacutep munkatereacuteben megkeressuumlk
Ez keacutet moacutedon lehetseacuteges bull a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutenak megeacuterinteacuteseacutevel (koumlzvetlen vagy koumlzvetett
moacutedon) bull a befogott munkadarab megeacuterinteacuteseacutevel
CNC-programozaacutes alapjai
15
Az eszterga befogoacutekeacuteszuumlleacuteke toumlbbnyire esztergatokmaacuteny iacutegy valamelyik uumltkoumlzeacutesi baacutezisaacutet lehet nullapontkeacutent felhasznaacutelni (218 aacutebra)
218 aacutebra Nullapont az uumltkoumlzeacutesi feluumlleten
1 fıorsoacute 2 fıorsoacuteperem 3 koumlzpontosiacutetoacute kuacutep
4 tokmaacuteny 5 uumltkoumlzeacutesi baacutezis M a geacutep koordinaacuteta-rendszereacutenek nullapontja XM ZM a geacutep koordinaacuteta-rendszereacutenek tengelye (ebben dolgozik a geacutep) W a munkadarab koordinaacutetarendszereacutenek nullapontja XW ZW a munkadarab koordinaacuteta-rendszereacutenek tengelye
Az uumltkoumlzeacutesi baacutezist a szerszaacutemtartoacuteba befogott eacutes ismert meacuterető szerszaacutemmal keacutezi uumlzemmoacutedban eacuterintjuumlk (aacuteltalaacuteban inkrementaacutelisan 1 mm-es 01 mm-es vagy 001 mm-es leacutepeacutesekben) eacutes amikor befejezıdik a meacuteretkijelzın szereplı eacuterteacutek lesz a nullaponteltolaacutes eacuterteacuteke Az aacutebraacuten ez ∆z (amit a vezeacuterleacutesbe kell beiacuterni) A maacutesik iraacutenyban a forgaacutestengelyt kell megkeresni pl ismert meacuterető munkadarab befogaacutesaacuteval eacutes aacutetmeacuterıjeacutenek megeacuterinteacuteseacutevel
Ha a nullapont a munkadarab homlokfeluumlleteacuten van (219 aacutebra) akkor a munkadarab hosszmeacutereteacutet megtestesiacutetı meacuterıhasaacutebot kell az uumltkoumlzeacutesi baacutezishoz taacutemasztani eacutes azt kell az elıbb leiacutert moacutedon megeacuterintve a munkadarab nullapontjaacutenak roumlgziacuteteni
Maroacutegeacutepen a geacutep asztalaacutera felfogott munkadarab vagy a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutet kell megkeresnie a geacutepkezelınek
A legegyszerőbb eacutes leggyorsabb nullapontkeresı eszkoumlz a nullapont-indikaacutetor Az indikaacutetor keacutet reacuteszbıl aacutelloacute tuumlske amely a fıorsoacuteba van befogva (220 aacutebra) A keacutet reacuteszt rugoacute fogja oumlssze A keacutet reacutesz egytengelyőn forog Amikor az indikaacutetor megeacuterinti a munkadarab valamely ismert feluumlleteacutet akkor az alsoacute reacutesz a felsıhoumlz keacutepest hataacuterozottan eltoloacutedik eacutes a koumlszoumlruumllt feluumlleten megfigyelhetı feacutenycsiacutekok megtoumlrnek Az aacutebraacuten az X iraacuteny eacuterinteacutese laacutethatoacute 10 mm-es nullapont-indikaacutetorral a fıorsoacute poziacutecioacuteja az eacuterinteacuteskor tehaacutet xmdash 5
219 aacutebra Nullapont a munkadarab homlokfeluumlleteacuten 220 aacutebra A nullapont indikaacutetor
Az Y iraacutenyt hasonloacutean kell bemeacuterni A harmadik a Z tengely iraacutenyaacuteban is fel kell venni a nullapontot
bull a fıorsoacuteba befogott szerszaacutemmal eacutes a munkadarab feluumlleteacutenek megeacuterinteacuteseacutevel vagy
CNC-programozaacutes alapjai
16
bull a fıorsoacute homloksiacutekjaacutenak felhasznaacutelaacutesaacuteval A fıorsoacuteba befogott szerszaacutemmal megeacuterintjuumlk a munkadarab feluumlleteacutet (221 a aacutebra) majd
a Z tengelyt nullaacutezzuk Ennek a szerszaacutemnak tehaacutet a hosszaacutet nullaacutera vettuumlk A moacutedszer gyors eacutes joacutel hasznaacutelhatoacute ha csak egy szerszaacutemmal dolgozunk
a)
b)
c)
221 aacutebra
a) Nullapontfelveacutetel eacuterinteacutessel
b) toumlbb szerszaacutem eseteacuten fıorsoacuteval
c) meacuterıhasaacuteb alkalmazaacutesaacuteval
Toumlbb szerszaacutem eseteacuten mindegyik szerszaacutemmal meg kell eacuterinteni a munkadarabot de az
elsı szerszaacutem (vezeacuterszerszaacutem) utaacuten a Z tengelyt nullaacutezzuk a toumlbbi szerszaacutem eseteacuten az eacuterinteacutesi poziacutecioacutenak az eacuterteacutekeit (amelyeket a kijelzı mutat) kell a szerszaacutemhossz korrekcioacutes taacuteraacuteba beiacuterni (221 b aacutebra)
A moacutedszer haacutetraacutenya hogy ha a vezeacuterszerszaacutem meacuterete vaacuteltozik az oumlsszes szerszaacutem meacutereteacutet moacutedosiacutetani kell
Szerszaacutem neacutelkuumll a fıorsoacute homlokfeluumlleteacutet (a szerszaacutem uumltkoumlzteteacutesi baacutezisaacutet) hozzuk kapcsolatba a munkadarab feluumlleteacutevel pl 50 mm-es meacuterıhasaacuteb alkalmazaacutesaacuteval (221 c aacutebra)
25 Szerszaacutemkorrekcioacute
A programozott uacutetinformaacutecioacutek a szerszaacutemmeacuterettıl fuumlggetlenek mivel a program iacuteraacutesakor csak a szerszaacutem tiacutepusaacutet hataacuterozzuk meg a meacutereteit nem (vagy csak reacuteszben) ismerjuumlk A vezeacuterleacutesnek azt a szolgaacuteltataacutesaacutet hogy a szerszaacutem teacutenyleges (valoacutesaacutegos) meacutereteit vegye figyelembe szerszaacutemkorrekcioacutenak nevezzuumlk
A szerszaacutemkorrekcioacute lehet bull szerszaacutemmeacuteret-korrekcioacute amely a szerszaacutemnak a programozaacutes szempontjaacuteboacutel jellegzetes
hossz- vagy sugaacuteriraacutenyuacute meacutereteacutevel azonos nagysaacutegrendő bull szerszaacutemkopaacutes-korrekcioacute amely a szerszaacutem kopaacutesaacutet veszi figyelembe eacutes legfeljebb bull 1 mm nagysaacuteguacute
A szerszaacutemmeacuteret-korrekcioacute soraacuten a szerszaacutemok meacutereteit megmunkaacutelaacutes elıtt koumlzoumlljuumlk a vezeacuterleacutessel eacutes iacutegy az uacutetinformaacutecioacutek szaacutemiacutetaacutesaacutehoz nem kell figyelembe venni e meacutereteket vagyis a programban az elkeacutesziacutetendı munkadarab kontuacuterjaacutet iacuterhatjuk le
Fuacuteroacutegeacutepeken eacutes fuacuteroacute-maroacute mőveken a furatok megmunkaacutelaacutesaacutehoz ceacutelszerő szerszaacutemhossz-korrekcioacute elveacutet szemleacutelteti a 222 aacutebra
CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
15
Az eszterga befogoacutekeacuteszuumlleacuteke toumlbbnyire esztergatokmaacuteny iacutegy valamelyik uumltkoumlzeacutesi baacutezisaacutet lehet nullapontkeacutent felhasznaacutelni (218 aacutebra)
218 aacutebra Nullapont az uumltkoumlzeacutesi feluumlleten
1 fıorsoacute 2 fıorsoacuteperem 3 koumlzpontosiacutetoacute kuacutep
4 tokmaacuteny 5 uumltkoumlzeacutesi baacutezis M a geacutep koordinaacuteta-rendszereacutenek nullapontja XM ZM a geacutep koordinaacuteta-rendszereacutenek tengelye (ebben dolgozik a geacutep) W a munkadarab koordinaacutetarendszereacutenek nullapontja XW ZW a munkadarab koordinaacuteta-rendszereacutenek tengelye
Az uumltkoumlzeacutesi baacutezist a szerszaacutemtartoacuteba befogott eacutes ismert meacuterető szerszaacutemmal keacutezi uumlzemmoacutedban eacuterintjuumlk (aacuteltalaacuteban inkrementaacutelisan 1 mm-es 01 mm-es vagy 001 mm-es leacutepeacutesekben) eacutes amikor befejezıdik a meacuteretkijelzın szereplı eacuterteacutek lesz a nullaponteltolaacutes eacuterteacuteke Az aacutebraacuten ez ∆z (amit a vezeacuterleacutesbe kell beiacuterni) A maacutesik iraacutenyban a forgaacutestengelyt kell megkeresni pl ismert meacuterető munkadarab befogaacutesaacuteval eacutes aacutetmeacuterıjeacutenek megeacuterinteacuteseacutevel
Ha a nullapont a munkadarab homlokfeluumlleteacuten van (219 aacutebra) akkor a munkadarab hosszmeacutereteacutet megtestesiacutetı meacuterıhasaacutebot kell az uumltkoumlzeacutesi baacutezishoz taacutemasztani eacutes azt kell az elıbb leiacutert moacutedon megeacuterintve a munkadarab nullapontjaacutenak roumlgziacuteteni
Maroacutegeacutepen a geacutep asztalaacutera felfogott munkadarab vagy a munkadarab-befogoacute keacuteszuumlleacutek nullapontjaacutet kell megkeresnie a geacutepkezelınek
A legegyszerőbb eacutes leggyorsabb nullapontkeresı eszkoumlz a nullapont-indikaacutetor Az indikaacutetor keacutet reacuteszbıl aacutelloacute tuumlske amely a fıorsoacuteba van befogva (220 aacutebra) A keacutet reacuteszt rugoacute fogja oumlssze A keacutet reacutesz egytengelyőn forog Amikor az indikaacutetor megeacuterinti a munkadarab valamely ismert feluumlleteacutet akkor az alsoacute reacutesz a felsıhoumlz keacutepest hataacuterozottan eltoloacutedik eacutes a koumlszoumlruumllt feluumlleten megfigyelhetı feacutenycsiacutekok megtoumlrnek Az aacutebraacuten az X iraacuteny eacuterinteacutese laacutethatoacute 10 mm-es nullapont-indikaacutetorral a fıorsoacute poziacutecioacuteja az eacuterinteacuteskor tehaacutet xmdash 5
219 aacutebra Nullapont a munkadarab homlokfeluumlleteacuten 220 aacutebra A nullapont indikaacutetor
Az Y iraacutenyt hasonloacutean kell bemeacuterni A harmadik a Z tengely iraacutenyaacuteban is fel kell venni a nullapontot
bull a fıorsoacuteba befogott szerszaacutemmal eacutes a munkadarab feluumlleteacutenek megeacuterinteacuteseacutevel vagy
CNC-programozaacutes alapjai
16
bull a fıorsoacute homloksiacutekjaacutenak felhasznaacutelaacutesaacuteval A fıorsoacuteba befogott szerszaacutemmal megeacuterintjuumlk a munkadarab feluumlleteacutet (221 a aacutebra) majd
a Z tengelyt nullaacutezzuk Ennek a szerszaacutemnak tehaacutet a hosszaacutet nullaacutera vettuumlk A moacutedszer gyors eacutes joacutel hasznaacutelhatoacute ha csak egy szerszaacutemmal dolgozunk
a)
b)
c)
221 aacutebra
a) Nullapontfelveacutetel eacuterinteacutessel
b) toumlbb szerszaacutem eseteacuten fıorsoacuteval
c) meacuterıhasaacuteb alkalmazaacutesaacuteval
Toumlbb szerszaacutem eseteacuten mindegyik szerszaacutemmal meg kell eacuterinteni a munkadarabot de az
elsı szerszaacutem (vezeacuterszerszaacutem) utaacuten a Z tengelyt nullaacutezzuk a toumlbbi szerszaacutem eseteacuten az eacuterinteacutesi poziacutecioacutenak az eacuterteacutekeit (amelyeket a kijelzı mutat) kell a szerszaacutemhossz korrekcioacutes taacuteraacuteba beiacuterni (221 b aacutebra)
A moacutedszer haacutetraacutenya hogy ha a vezeacuterszerszaacutem meacuterete vaacuteltozik az oumlsszes szerszaacutem meacutereteacutet moacutedosiacutetani kell
Szerszaacutem neacutelkuumll a fıorsoacute homlokfeluumlleteacutet (a szerszaacutem uumltkoumlzteteacutesi baacutezisaacutet) hozzuk kapcsolatba a munkadarab feluumlleteacutevel pl 50 mm-es meacuterıhasaacuteb alkalmazaacutesaacuteval (221 c aacutebra)
25 Szerszaacutemkorrekcioacute
A programozott uacutetinformaacutecioacutek a szerszaacutemmeacuterettıl fuumlggetlenek mivel a program iacuteraacutesakor csak a szerszaacutem tiacutepusaacutet hataacuterozzuk meg a meacutereteit nem (vagy csak reacuteszben) ismerjuumlk A vezeacuterleacutesnek azt a szolgaacuteltataacutesaacutet hogy a szerszaacutem teacutenyleges (valoacutesaacutegos) meacutereteit vegye figyelembe szerszaacutemkorrekcioacutenak nevezzuumlk
A szerszaacutemkorrekcioacute lehet bull szerszaacutemmeacuteret-korrekcioacute amely a szerszaacutemnak a programozaacutes szempontjaacuteboacutel jellegzetes
hossz- vagy sugaacuteriraacutenyuacute meacutereteacutevel azonos nagysaacutegrendő bull szerszaacutemkopaacutes-korrekcioacute amely a szerszaacutem kopaacutesaacutet veszi figyelembe eacutes legfeljebb bull 1 mm nagysaacuteguacute
A szerszaacutemmeacuteret-korrekcioacute soraacuten a szerszaacutemok meacutereteit megmunkaacutelaacutes elıtt koumlzoumlljuumlk a vezeacuterleacutessel eacutes iacutegy az uacutetinformaacutecioacutek szaacutemiacutetaacutesaacutehoz nem kell figyelembe venni e meacutereteket vagyis a programban az elkeacutesziacutetendı munkadarab kontuacuterjaacutet iacuterhatjuk le
Fuacuteroacutegeacutepeken eacutes fuacuteroacute-maroacute mőveken a furatok megmunkaacutelaacutesaacutehoz ceacutelszerő szerszaacutemhossz-korrekcioacute elveacutet szemleacutelteti a 222 aacutebra
CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
16
bull a fıorsoacute homloksiacutekjaacutenak felhasznaacutelaacutesaacuteval A fıorsoacuteba befogott szerszaacutemmal megeacuterintjuumlk a munkadarab feluumlleteacutet (221 a aacutebra) majd
a Z tengelyt nullaacutezzuk Ennek a szerszaacutemnak tehaacutet a hosszaacutet nullaacutera vettuumlk A moacutedszer gyors eacutes joacutel hasznaacutelhatoacute ha csak egy szerszaacutemmal dolgozunk
a)
b)
c)
221 aacutebra
a) Nullapontfelveacutetel eacuterinteacutessel
b) toumlbb szerszaacutem eseteacuten fıorsoacuteval
c) meacuterıhasaacuteb alkalmazaacutesaacuteval
Toumlbb szerszaacutem eseteacuten mindegyik szerszaacutemmal meg kell eacuterinteni a munkadarabot de az
elsı szerszaacutem (vezeacuterszerszaacutem) utaacuten a Z tengelyt nullaacutezzuk a toumlbbi szerszaacutem eseteacuten az eacuterinteacutesi poziacutecioacutenak az eacuterteacutekeit (amelyeket a kijelzı mutat) kell a szerszaacutemhossz korrekcioacutes taacuteraacuteba beiacuterni (221 b aacutebra)
A moacutedszer haacutetraacutenya hogy ha a vezeacuterszerszaacutem meacuterete vaacuteltozik az oumlsszes szerszaacutem meacutereteacutet moacutedosiacutetani kell
Szerszaacutem neacutelkuumll a fıorsoacute homlokfeluumlleteacutet (a szerszaacutem uumltkoumlzteteacutesi baacutezisaacutet) hozzuk kapcsolatba a munkadarab feluumlleteacutevel pl 50 mm-es meacuterıhasaacuteb alkalmazaacutesaacuteval (221 c aacutebra)
25 Szerszaacutemkorrekcioacute
A programozott uacutetinformaacutecioacutek a szerszaacutemmeacuterettıl fuumlggetlenek mivel a program iacuteraacutesakor csak a szerszaacutem tiacutepusaacutet hataacuterozzuk meg a meacutereteit nem (vagy csak reacuteszben) ismerjuumlk A vezeacuterleacutesnek azt a szolgaacuteltataacutesaacutet hogy a szerszaacutem teacutenyleges (valoacutesaacutegos) meacutereteit vegye figyelembe szerszaacutemkorrekcioacutenak nevezzuumlk
A szerszaacutemkorrekcioacute lehet bull szerszaacutemmeacuteret-korrekcioacute amely a szerszaacutemnak a programozaacutes szempontjaacuteboacutel jellegzetes
hossz- vagy sugaacuteriraacutenyuacute meacutereteacutevel azonos nagysaacutegrendő bull szerszaacutemkopaacutes-korrekcioacute amely a szerszaacutem kopaacutesaacutet veszi figyelembe eacutes legfeljebb bull 1 mm nagysaacuteguacute
A szerszaacutemmeacuteret-korrekcioacute soraacuten a szerszaacutemok meacutereteit megmunkaacutelaacutes elıtt koumlzoumlljuumlk a vezeacuterleacutessel eacutes iacutegy az uacutetinformaacutecioacutek szaacutemiacutetaacutesaacutehoz nem kell figyelembe venni e meacutereteket vagyis a programban az elkeacutesziacutetendı munkadarab kontuacuterjaacutet iacuterhatjuk le
Fuacuteroacutegeacutepeken eacutes fuacuteroacute-maroacute mőveken a furatok megmunkaacutelaacutesaacutehoz ceacutelszerő szerszaacutemhossz-korrekcioacute elveacutet szemleacutelteti a 222 aacutebra
CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
17
a)
b)
a) szaacutempeacutelda b) elvi aacutebra
Sorszaacutem Abszoluacutet Noumlvekmeacuteny 1 geacutep 2 geacutep 3 geacutep
1 70 220 -90
2 20 170 -50
3 90 240 +70
222 aacutebra Szerszaacutemhossz-korrekcioacute forgoacute szerszaacutemos geacutepen Az aacutebraacuten szaacutempeacutelda is laacutethatoacute haacuterom kuumlloumlnfeacutele geacutepre de ugyanannak a munkadarabnak a
megmunkaacutelaacutesaacutera Az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemhossz-korrekcioacutes A programozott pont a P1 szerszaacutemcsuacutecs A 2 geacutep szinteacuten abszoluacutet programozaacutesuacute de itt nincs hosszkorrekcioacute ezeacutert a P2 programozott pont nem a szerszaacutemon hanem az orsoacute F homlokfeluumlleteacuten van Ha meggondoljuk hogy egyetlen munkadarabhoz aacuteltalaacuteban toumlbb kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutem kell akkor nyilvaacutenvaloacute a hosszkorrekcioacute elınye a programozoacutenak nem kell szaacutemolnia a szerszaacutemonkeacutent vaacuteltozoacute hosszmeacuteretekkel Termeacuteszetesen a szerszaacutemok hosszmeacutereteacutet megmunkaacutelaacutes elıtt koumlzoumllni kell a vezeacuterleacutessel Az aacutebra szerinti 3 geacutep noumlvekmeacutenyes programozaacutesuacute Toumlbb egymaacutest koumlvetı szerszaacutem hasznaacutelatakor - ha a szerszaacutemhosszak kuumlloumlnboumlzıek eacutes nincs korrekcioacutes lehetıseacuteg - noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az egymaacutest koumlvetı szerszaacutemok hosszelteacutereacuteseacutet kell figyelembe venni az uacutetinformaacutecioacutek szaacutemiacutetaacutesakor mert a hosszelteacutereacutesek befolyaacutesoljaacutek a szerszaacutemvaacuteltaacutes (vagy csere) utaacuten megteendı elsı uacutetszakasz nagysaacutegaacutet
A kuumlloumlnboumlzı hosszuacutesaacuteguacute szerszaacutemok hosszmeacutereteacutebıl adoacutedoacute meacuteretelteacutereacutesek kikuumlszoumlboumlleacuteseacutenek maacutesik elveacutet a 222 b aacutebra szemleacutelteti A programozoacute minden szerszaacutemnaacutel azonos L hosszat vesz figyelembe (pl a leggyakrabban szuumlkseacuteges szerszaacutemok hosszaacutet) A teacutenyleges eacutes a programozaacutesnaacutel figyelembe vett eacutertek kuumlloumlnbseacutegeacutet a vezeacuterleacutessel koumlzli iraacuteny eacutes nagysaacuteg szerint
Esztergaacuten a szerszaacutemmeacuteret-korrekcioacute hossz- eacutes keresztiraacutenyban egyaraacutent eacutertelmezhetı A 223 aacutebraacuten az 1 geacutep abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes tehaacutet a P szerszaacutemcsuacutecs a programozott pont A 2 geacutepen nincs korrekcioacutes lehetıseacuteg (ma maacuter ilyen vezeacuterleacutes nincs de a peacutelda joacutel szemleacutelteti a korrekcioacute elınyeacutet) ezeacutert pl a P2 revolverfej-koumlzeacuteppontot kell programozni A 3 geacutep noumlvekmeacutenyes programozaacutesuacute (lebegı nullapontos)
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978
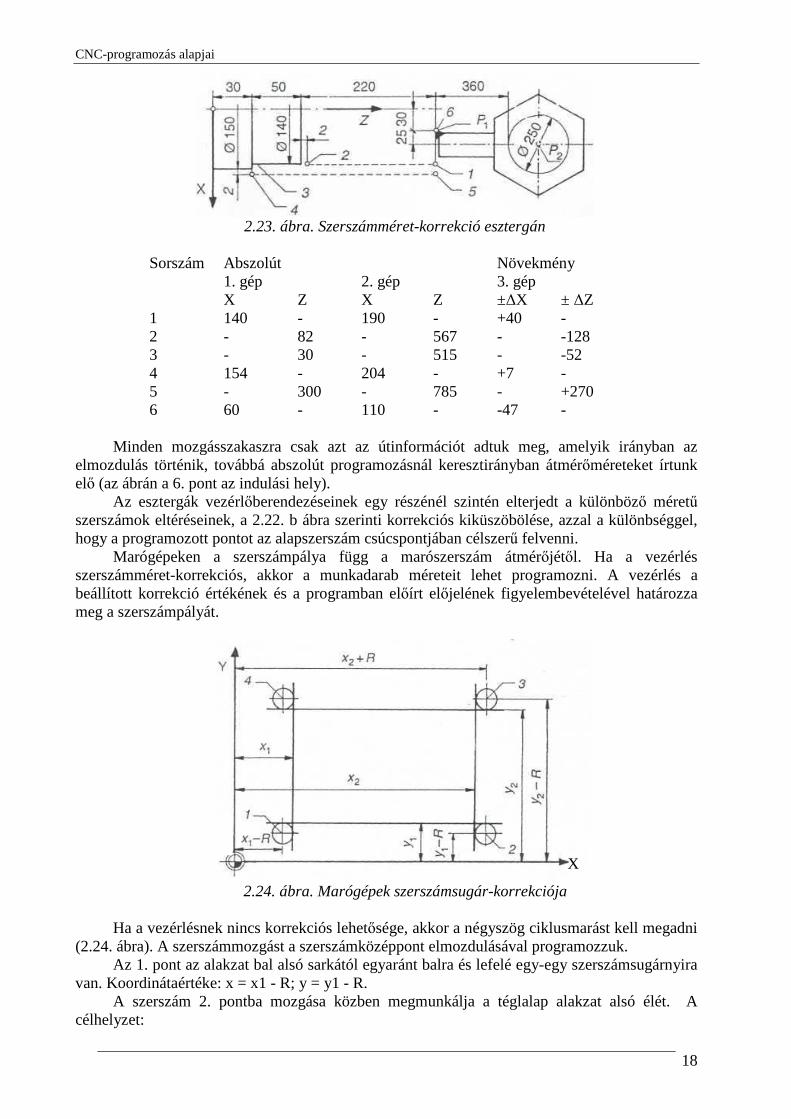
CNC-programozaacutes alapjai
18
223 aacutebra Szerszaacutemmeacuteret-korrekcioacute esztergaacuten
Sorszaacutem Abszoluacutet Noumlvekmeacuteny
1 geacutep 2 geacutep 3 geacutep X Z X Z plusmn∆X plusmn ∆Z
1 140 - 190 - +40 - 2 - 82 - 567 - -128 3 - 30 - 515 - -52 4 154 - 204 - +7 - 5 - 300 - 785 - +270 6 60 - 110 - -47 -
Minden mozgaacutesszakaszra csak azt az uacutetinformaacutecioacutet adtuk meg amelyik iraacutenyban az
elmozdulaacutes toumlrteacutenik tovaacutebbaacute abszoluacutet programozaacutesnaacutel keresztiraacutenyban aacutetmeacuterımeacutereteket iacutertunk elı (az aacutebraacuten a 6 pont az indulaacutesi hely)
Az esztergaacutek vezeacuterlıberendezeacuteseinek egy reacuteszeacuteneacutel szinteacuten elterjedt a kuumlloumlnboumlzı meacuterető szerszaacutemok elteacutereacuteseinek a 222 b aacutebra szerinti korrekcioacutes kikuumlszoumlboumlleacutese azzal a kuumlloumlnbseacuteggel hogy a programozott pontot az alapszerszaacutem csuacutecspontjaacuteban ceacutelszerő felvenni
Maroacutegeacutepeken a szerszaacutempaacutelya fuumlgg a maroacuteszerszaacutem aacutetmeacuterıjeacutetıl Ha a vezeacuterleacutes szerszaacutemmeacuteret-korrekcioacutes akkor a munkadarab meacutereteit lehet programozni A vezeacuterleacutes a beaacutelliacutetott korrekcioacute eacuterteacutekeacutenek eacutes a programban elıiacutert elıjeleacutenek figyelembeveacuteteleacutevel hataacuterozza meg a szerszaacutempaacutelyaacutet
W
X
224 aacutebra Maroacutegeacutepek szerszaacutemsugaacuter-korrekcioacuteja Ha a vezeacuterleacutesnek nincs korrekcioacutes lehetıseacutege akkor a neacutegyszoumlg ciklusmaraacutest kell megadni
(224 aacutebra) A szerszaacutemmozgaacutest a szerszaacutemkoumlzeacuteppont elmozdulaacutesaacuteval programozzuk Az 1 pont az alakzat bal alsoacute sarkaacutetoacutel egyaraacutent balra eacutes lefeleacute egy-egy szerszaacutemsugaacuternyira
van Koordinaacutetaeacuterteacuteke x = x1 - R y = y1 - R A szerszaacutem 2 pontba mozgaacutesa koumlzben megmunkaacutelja a teacuteglalap alakzat alsoacute eacuteleacutet A
ceacutelhelyzet
CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
19
x = x2 + R y = y1 - R A szerszaacutem a valoacutesaacutegban L = x2 ndash x1 + 2R utat tett meg Az alakzat koumlruumlljaacuteraacutesa soraacuten a
szerszaacutem a 3 pontba keruumll amelynek koordinaacutetaacuteja x = x2 + R y = y2 + R A megmunkaacutelaacutes befejezıdik amikor a szerszaacutem a 4 ponton az x= x1 ndash R y =y2 + R
ponton keresztuumll a kiinduloacute 1 pontba visszateacuter Ha a 224 aacutebraacuten laacutethatoacute abszoluacutet programozaacutesuacute szerszaacutemmeacuteret-korrekcioacutes vezeacuterleacutessel kell
megvaloacutesiacutetani akkor az aacutebra szerint x1 x2 y1 y2 meacutereteket kell megadni A korrekcioacutes igeacutenyek +R -R 0
Noumlvekmeacutenyes meacuteretmegadaacutes eseteacuten az indulaacutesi eacutes eacuterkezeacutesi baacutezis koumlzoumltti taacutevolsaacutegot kell elıjelhelyesen elıiacuterni A 224 aacutebra jeloumlleacuteseivel eacutes azzal a megjegyzeacutessel hogy az indulaacutes eacutes befejezeacutes a koordinaacuteta-rendszer W pontjaacuteban van az elıiacuterandoacute koordinaacutetaacutek
W x = 0 y = 0
1 x = x1 - R y = y1 - R
2 x= (x2-x1)+2 R y = 0
3 x = 0 y= (y2-y1)+2 R
4 x= -[(x2-x1)+2 R] y= 0
1 x=0 y= -[(y2-y1)+2 R] W x = -(x1 ndash R) y = -(y1 ndash R)
Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese laacutethatoacute a 225 aacutebraacuten A baacutezisokhoz keacutepest indulaacutesnaacutel is eacuterkezeacutesneacutel is haacuterom kuumlloumlnboumlzı helyet foglalhat el eacutes
ettıl fuumlggıen vaacuteltozik a szerszaacutemkoumlzeacuteppont aacuteltal megtett uacutetszakasz nagysaacutega L L + R L - R L + 2R L - 2R
225 aacutebra Az indulaacutesi eacutes eacuterkezeacutesi baacutezis eacutertelmezeacutese
A korrekcioacute megadaacutesaacutenak toumlbbfeacutele moacutedja lehet A korrekcioacute a megtett uacutetszakasz eacutes a programozott baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent
szaacutemiacutethatoacute (226a aacutebra) A korrekcioacute a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi helyzeteacutetıl fuumlgg (baacutezis elıtt ndashR baacutezison 0
baacutezison tuacutel +R) ahogyan a 226 b aacutebra szemleacutelteti Korrekcioacutekeacutent azt kell megadni hogy a szerszaacutem az eacuterkezeacutesi baacutezison felette vagy alatta
illetve annak jobb vagy bal oldalaacuten foglal-e helyet fuumlggetlenuumll a mozgaacutesiraacutenytoacutel (226 c aacutebra) A korrekcioacute oumlnkeacutentes jelei 0 1 2
Egyszerően belaacutethatoacute hogy a korrekcioacuteval dolgozoacute maroacutegeacutepekkel (termeacuteszetesen az esztergaacutekkal is) a nagyolaacutes eacutes a simiacutetaacutes ugyanazon uacutetinformaacutecioacutekkal (programmal) veacutegezhetı csak a korrekcioacutes eacuterteacutekeket kell megvaacuteltoztatni a simiacutetaacutesi raacutehagyaacutesnak megfelelıen
CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
20
226 aacutebra Korrekcioacute meghataacuterozaacutesa a) a megtett uacutetszakasz eacutes baacutezistaacutevolsaacuteg kuumlloumlnbseacutegekeacutent b) a szerszaacutemkoumlzeacuteppont eacuterkezeacutesi
helyzete szerint c) az eacuterkezeacutesi baacutezishoz viszonyiacutetott helyzet szerint
Csuacutecssugaacuter-korrekcioacute Az eddigiek soraacuten pl esztergaacutelaacuteskor felteacuteteleztuumlk hogy a
programozott pont a szerszaacutem csuacutecspontja Ha meacuterımikroszkoacutep segiacutetseacutegeacutevel megvizsgaacuteljuk a szerszaacutem csuacutecsaacutet akkor a 227 aacutebraacuten vaacutezoltakat laacutetjuk
227 aacutebra A szerszaacutemsugaacuter
228 aacutebra A programozott pont vezeteacutese a tengelyekkel paacuterhuzamosan
x1
y
x y4
CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
21
a)
b) 229 aacutebra Profilhiba a) kuacutepesztergaacutelaacutes b) koumlriacutev esztergaacutelaacutesa eseteacuten
Egyszerő a koordinaacutetatengelyekkel paacuterhuzamos koumlrvonalak programozaacutesa eseteacuten aacuteltalaacuteban
elegendı ha a P pont paacutelyaacutejaacutet szaacutemiacutetjuk ki (228 aacutebra) Mivel a szerszaacutemeacutel alakmeghataacuterozoacute eacuterintıi az X illetve a Z tengelyekkel paacuterhuzamosak
a P pont pedig a keacutet egymaacutesra merıleges eacuterintın fekszik a P pont pontosan az egyenes munkadarab-uacutetvonalon mozog
Kuacutep vagy koumlriacutev megmunkaacutelaacutesa eseteacuten a P pont programozaacutesaacuteval a munkadarab kontuacuterjaacuten torzulaacutesok leacutepnek fel (229 aacutebra)
Az adott forgaacutecsolaacutesi elıtolaacutesnak a koordinaacutetatengelytıl valoacute elhajlaacutesa szerint a hiba kisebb vagy nagyobb lesz
A legnagyobb elteacutereacutes az elıiacutert profiltoacutel 45deg-os kuacutep esztergaacutelaacutesakor leacutep fel mert itt van a P programozott pont a legtaacutevolabb a forgaacutecsoloacuteponttoacutel (230 aacutebra)
RPSb minus=max 222 RRRPS =+=
)12(2max minus=minus= RRRb Rb sdot= 420max
ahol maxb a maximaacutelis hiba PS a programozott pont eacutes a szerszaacutemsugaacuter-koumlzeacuteppontjaacutenak taacutevolsaacutega R a szerszaacutem lekerekiacuteteacutesi sugara
A hibaacutek miatt a paacutelyamozgaacutesok programozaacutesa soraacuten a P pontot programozni nem szabad Ehelyett inkaacutebb olyan ponttal kell szaacutemolni amely a szerszaacutem forgaacutecsoloacutepontjaacutetoacutel mindig azonos taacutevolsaacutegra van Ez a pont a csuacutecssugaacuter koumlzeacuteppontja (230 aacutebraacuten az S pont)
230 aacutebra A hiba
meghataacuterozaacutesa
Mivel kuumlloumlnboumlzı csuacutecssugaruacute szerszaacutemokkal dolgozhatunk a csuacutecssugaacuterral eltolt kontuacuter kezeleacuteseacutehez (paacutelyaadatok meghataacuterozaacutesaacutehoz) a vezeacuterleacutesnek szuumlkseacutege van az R csuacutecssugaacuter eacuterteacutekeacutere Ez a csuacutecssugaacuter-korrekcioacute amelynek elsısorban a paacutelyavezeacuterleacutesekneacutel van jelentıseacutege A csuacutecssugaacuterral eltolt paacutelyaacutet nevezzuumlk egyenkoumlző vonalnak (eqvidisztansnak)
A szerszaacutemkopaacutes-korrekcioacute a szerszaacutemok kopaacutesaacuteboacutel eacutes a beaacutelliacutetaacutesi pontatlansaacutegokboacutel adoacutedoacute meacuteretvaacuteltozaacutesok kompenzaacutelaacutesaacutet teszi lehetıveacute Elsısorban simiacutetoacuteszerszaacutemokhoz indokolt Peacuteldaacuteul kuumllsı hengeres feluumlletneacutel legyen
bull xP a programban elıiacutert eacutes megvaloacutesiacutetani kiacutevaacutent sugaacutereacuterteacutek bull Dm megmunkaacutelaacutes utaacuten a munkadarabon meacutert aacutetmeacuterıeacuterteacutek
akkor a kopaacuteskorrekcioacute eacuterteacuteke
2m
pk
Dxx minus=∆
A kopaacuteskorrekcioacute laacutethatoacutean elıjeles eacuterteacutek Ha Dm nagyobb mint 2xP akkor negatiacutev elıjelő lesz A gyakorlatban a kopaacuteskorrekcioacutet noumlvekmeacutenyes meacuteretmegadaacutessal veszik figyelembe Beadaacuteskor a szerszaacutemmeacuteret-korrekcioacutes taacuter tartalmaacutet moacutedosiacutetja
CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
22
26 Jellegzetes mozgaacutestiacutepusok uacutetinformaacutecioacutei
A jellegzetes mozgaacutestiacutepusok azok a vezeacuterleacutesek aacuteltal megvaloacutesiacutethatoacute geometriaacutek amelyek elsısorban a hagyomaacutenyos NC- vezeacuterleacutesekneacutel fordulnak elı Ezeket a vezeacuterleacuteseket aszerint csoportosiacutetottuk hogy mőkoumldeacutesuumlk koumlzben milyen jellegő elmozdulaacutesokat tudnak leacutetrehozni (234 aacutebra)
Pontvezeacuterleacutes eseteacuten megmunkaacutelaacutes csak a koordinaacuteta-rendszer adott pontjaacuteban folyik Keacutet pont koumlzoumltti mozgataacutes az alapmeghataacuterozaacutes szerint csak a tengelyekkel paacuterhuzamosan lehetseacuteges
Szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel paacuterhuzamos mozgaacutes menteacuten is lehetseacuteges megmunkaacutelaacutes
A szerszaacutemgeacutep mechanikai feleacutepiacuteteacutese szempontjaacuteboacutel van a vezeacuterleacutes szempontjaacuteboacutel nincs kuumlloumlnbseacuteg pont- eacutes szakaszvezeacuterleacutesi feladat megvaloacutesiacutetaacutesa koumlzoumltt
A kiterjesztett szakaszvezeacuterleacutes eseteacuten maacuter a tengelyekkel szoumlget bezaacuterva lineaacuteris matematikai feladatnak megfelelıen is veacutegezhetuumlnk megmunkaacutelaacutest Ehhez a vezeacuterleacutesben maacuter lineaacuteris interpolaacutetorra van szuumlkseacuteg
A paacutelyavezeacuterleacutes megfelelı szerszaacutemgeacutepek eseteacuten a tengelymozgaacutesok koumlzoumltt maacutesod- vagy magasabb fokuacute oumlsszefuumlggeacutesek leacutetrehozaacutesaacutera is keacutepes A geacutepipari gyakorlatban maacutesodfokuacute goumlrbeacutekkel aacuteltalaacuteban minden munkadarabkontuacuter leiacuterhatoacute illetve elıaacutelliacutethatoacute
231 aacutebra A pontvezeacuterleacutes mozgaacutesviszonyai
232 aacutebra A kibıviacutetett szakaszvezeacuterleacutes
mozgaacutesviszonyai 233 aacutebra A paacutelyavezeacuterleacutes
mozgaacutesviszonyai Ha a taacutergyalt mozgaacutesokat jellegzetes fıtiacutepusokra vetiacutetjuumlk akkor az alkalmazaacutesokat kapjuk Pontvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat egy meacuteretszoacuteval (X vagy Y) kell megadni A
viszonyokat az XY siacutekban vizsgaacuteljuk de az elmondottak eacutertelemszerően vonatkoznak az XZ eacutes az YZ siacutekokra is A mozgaacutesokat a 232 aacutebra tartalmazza
A P1 pont az indulaacutesi pont a P2 pont a ceacutelhelyzethez (P3 pont) tartozoacute ponttal azonos x eacuterteacutekő koumlzbensı pont A P3 pont a ceacutelhelyzet
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978
CNC-programozaacutes alapjai
23
Szakaszvezeacuterleacutes eseteacuten az uacutetinformaacutecioacutekat csak egyetlen (X vagy Y) meacuteretszoacuteval szabad megadni A mozgaacutesok tehaacutet azonosak a 232 aacutebraacuten laacutethatoacute mozgaacutesokkal
Kibıviacutetett szakaszvezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris interpolaacutecioacute programozhatoacute Ilyenkor a programmondat keacutet meacuteretszoacutet (X eacutes Y) tartalmaz A kiacutevaacutent elmozdulaacutes a ux eacutes vy sebesseacutegő mozgaacutesok eredıje A mozgaacutesviszonyokat a 233 aacutebra szemleacutelteti
A P1 pont az indulaacutesi helyzet a P2 pont a ceacutelhelyzet Az adott meredekseacutegő egyenes leacutetrehozaacutesa az interpolaacutetor feladata amely az elıtolaacutes ismereteacuteben meghataacuterozza a ux eacutes vy sebesseacutegeket uacutegy hogy az eacuterkezeacutesi pont a P3 legyen
Paacutelyavezeacuterleacutes eseteacuten aacuteltalaacuteban lineaacuteris eacutes koumlrinterpolaacutecioacute programozhatoacute Az X Y Z tengelyekhez rendre az I J K interpolaacutecioacutes adatok tartoznak Haacuteromnaacutel toumlbb tengelyes megmunkaacutelaacutes eseteacuten (megmunkaacuteloacutekoumlzpontok) az X Y Z tengelyekhez tartoznak meacuteg tengelyforgataacutesi adatok is Ezeket rendre A B C-vel lehet jeloumllni A paacutelyavezeacuterleacutes mozgaacutesviszonyait a 234 aacutebra szemleacutelteti koumlrinterpolaacutecioacutes peacutelda alapjaacuten
Koumlrinterpolaacutecioacutehoz meg kell adni az interpolaacutecioacutes adatokat is Ezek eacutertelmezeacutese vezeacuterleacutestıl fuumlggıen vaacuteltozik Az aacutebraacuten keacutet eacutertelmezeacutes is laacutethatoacute Az egyik eacutertelmezeacutes szerint az interpolaacutecioacutes uacutetadat X iraacutenyban az I1 pont amely a R koumlrkoumlzeacuteppont eacutes a mozgaacutes P1 kezdıpontja koumlzoumltti taacutevolsaacuteg Ugyanez Y iraacutenyban J1 Maacutesfeacutele vezeacuterleacutesekhez a koumlr koumlzeacuteppontjaacutenak koordinaacutetaacuteit kell megadni interpolaacutecioacutes uacutetadatkeacutent Ez itt I2 X iraacutenyban eacutes J2 Y iraacutenyban
Koumlrinterpolaacutecioacute eseteacuten tehaacutet neacutegyzetadatot kell programozni (X Y I J) Lehetıseacuteg van az a szoumlg programozaacutesaacutera is ahol α radiaacutenban van
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978
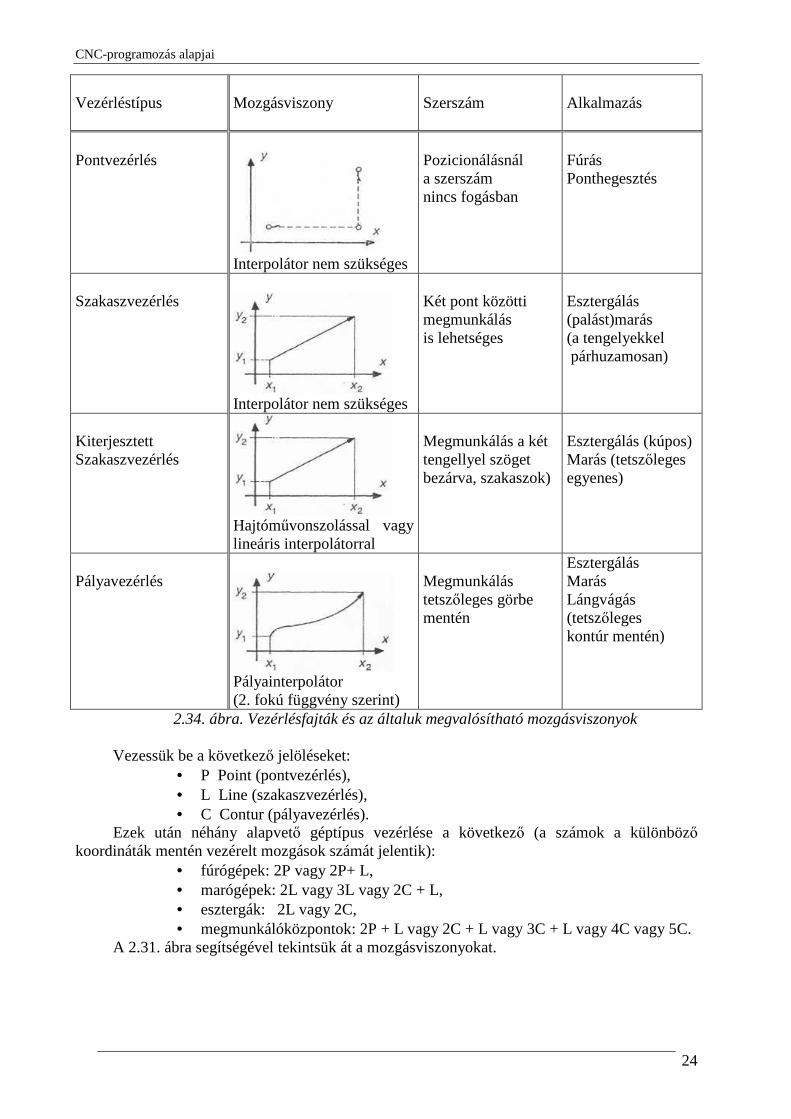
CNC-programozaacutes alapjai
24
Vezeacuterleacutestiacutepus
Mozgaacutesviszony
Szerszaacutem
Alkalmazaacutes
Pontvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Pozicionaacutelaacutesnaacutel a szerszaacutem nincs fogaacutesban
Fuacuteraacutes Ponthegeszteacutes
Szakaszvezeacuterleacutes
Interpolaacutetor nem szuumlkseacuteges
Keacutet pont koumlzoumltti megmunkaacutelaacutes is lehetseacuteges
Esztergaacutelaacutes (palaacutest)maraacutes (a tengelyekkel paacuterhuzamosan)
Kiterjesztett Szakaszvezeacuterleacutes
Hajtoacutemővonszolaacutessal vagy lineaacuteris interpolaacutetorral
Megmunkaacutelaacutes a keacutet tengellyel szoumlget bezaacuterva szakaszok)
Esztergaacutelaacutes (kuacutepos) Maraacutes (tetszıleges egyenes)
Paacutelyavezeacuterleacutes
Paacutelyainterpolaacutetor (2 fokuacute fuumlggveacuteny szerint)
Megmunkaacutelaacutes tetszıleges goumlrbe menteacuten
Esztergaacutelaacutes Maraacutes Laacutengvaacutegaacutes (tetszıleges kontuacuter menteacuten)
234 aacutebra Vezeacuterleacutesfajtaacutek eacutes az aacuteltaluk megvaloacutesiacutethatoacute mozgaacutesviszonyok Vezessuumlk be a koumlvetkezı jeloumlleacuteseket
bull P Point (pontvezeacuterleacutes) bull L Line (szakaszvezeacuterleacutes) bull C Contur (paacutelyavezeacuterleacutes)
Ezek utaacuten neacutehaacuteny alapvetı geacuteptiacutepus vezeacuterleacutese a koumlvetkezı (a szaacutemok a kuumlloumlnboumlzı koordinaacutetaacutek menteacuten vezeacuterelt mozgaacutesok szaacutemaacutet jelentik)
bull fuacuteroacutegeacutepek 2P vagy 2P+ L bull maroacutegeacutepek 2L vagy 3L vagy 2C + L bull esztergaacutek 2L vagy 2C bull megmunkaacuteloacutekoumlzpontok 2P + L vagy 2C + L vagy 3C + L vagy 4C vagy 5C
A 231 aacutebra segiacutetseacutegeacutevel tekintsuumlk aacutet a mozgaacutesviszonyokat
CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
25
Geacutep Vezeacuterleacutes X Y Z I J K Fuacuteroacutegeacutepek 2P 2P + L Maroacutegeacutepek 2L
3L
2C+L 3C
Esztergaacutek 2L
2C 235 aacutebra Jellegzetes geacuteptiacutepusok eacutes a pozicionaacutelis moacutedok uacutetinformaacutecioacutei
A 235 aacutebra oumlsszefoglalja hogy a jellegzetes geacuteptiacutepusokhoz milyen uacutetinformaacutecioacutek
megadaacutesaacutera van szuumlkseacuteg Interpolaacutecioacute Az interpolaacutetor feladata az egyidejő elmozdulaacutesok koumlzoumltti fuumlggveacutenykapcsolat
leacutetrehozaacutesa Alkalmazaacutesaacuteval az egyenesbıl eacutes koumlriacutevekbıl feleacutepiacutetett kontuacuter koumlvethetı a szerszaacutemmal
Az interpolaacutetorral szemben taacutemasztott koumlvetelmeacutenyek bull joacutel koumlzeliacutetse meg az elıiacutert kontuacutert bull a leacutetrejoumlvı mozgataacutesi sebesseacuteg szeacuteles hataacuterok koumlzoumltt legyen vaacuteltoztathatoacute bull a programozaacuteshoz szuumlkseacuteges adatok szaacutema keveacutes legyen bull a kitőzoumltt veacutegpontot pontosan eacuterje el
E koumlvetelmeacutenyeknek a digitaacutelis elven mőkoumldı a sebesseacutegkomponensek numerikus
integraacutecioacutejaacuten alapuloacute DDA- (Digital Differential Analizer = digitaacutelis differenciaacutek analiacutezise) interpolaacutetor felel meg
A DDA-interpolaacutetor az egyenes tengelyek menteacuten mozgoacute szaacutenok hajtoacutemővei szaacutemaacutera kuumlloumln-kuumlloumln hajtaacutesimpulzusokat aacutelliacutet elı Egy hajtoacutemő egy impulzus hataacutesaacutera egy noumlvekmeacutennyel (inkremenssel) mozdiacutetja el a szaacutent Meghataacuterozott idıegyseacuteg (pl 1 ms) alatt kiadott impulzusok szaacutema megfelel az adott tengely menti mozgataacutesi sebesseacutegnek (pl 1 inkremens = ∆s ∆s = 1 microm 1 ms alatt kiadott impulzusok szaacutema az x tengely menteacuten 103 akkor az x tengely mozgaacutesi sebesseacutege 103 microm1 ms aacutetszaacutemolva ez 1 ms)
Ha toumlbb tengely hajtoacutemőveacutenek azonos idıben adunk impulzusokat akkor a tengelyekkel szoumlget bezaacuteroacute ferde iraacutenyuacute mozgaacutes joumln leacutetre Elegendı roumlvid ferde szakaszt sorba főzve (meghataacuterozhatoacute hibaelteacutereacutessel) megkoumlzeliacutethetık az elıiacutert goumlrbe kontuacuterfeluumlletek A gyakorlatban keacutet kontuacuterelem-koumlzeliacuteteacutes fontos az egyenes interpolaacutecioacuteja eacutes a koumlr interpolaacutecioacuteja
Lineaacuteris interpolaacutecioacute Teacutetelezzuumlk fel hogy a szerszaacutemot a 236 aacutebra PA eacutes PE pontjai koumlzoumltti ferde szakaszon T interpolaacutecioacutes idı alatt kell veacutegigmozgatni aacutellandoacute elıtolaacutesi sebesseacuteggel
Ha T idıt N azonos ∆t idıegyseacutegre bontjuk akkor
sum+
+== ∆
nAE
Atnftf N
xxxxx
1)()( sum
++== ∆
nAE
Atnftf N
yyyyy
1)()(
tNT ∆sdot= tNt ∆sdot= ahol n = lN A koordinaacutetaeacuterteacutekek tehaacutet minden egyes oumlsszegzeacutes utaacuten egy konstanssal uacuten interpolaacutecioacutes
noumlvekmeacutennyel noumlvekednek Ezek a noumlvekmeacutenyek a 45deg-os egyenes eseteacutet kiveacuteve kuumlloumlnboumlzıek
CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
26
summinus
+=n
AEAn N
xxxx
1 sum
minus+=
nAE
An N
yyyy
1 236 aacutebra Lineaacuteris interpolaacutecioacute elve ( PA kezdıpont PE veacutegpont)
Cirkulaacutecioacutes interpolaacutecioacutet a koumlrkontuacutert megkoumlzeliacutetı eacuterintıegyenesek sorba főzeacuteseacutevel
valoacutesiacutetjuk meg A mozgataacutes ez esetben is az idı fuumlggveacutenyeacuteben toumlrteacutenik Ehhez az eacuterintıiraacutenyuacute sebesseacutegkomponensek szaacutemiacutetaacutesa iacutes szuumlkseacuteges
a 237 aacutebra alapjaacuten X = xp+Rcosφ eacutes Y = yp+Rsinφ A teljes koumlr elıaacutelliacutetaacutesaacutehoz rendelkezeacutesre aacutelloacute idı a megadott aacutellandoacute eacuterteacuteken tartandoacute
paacutelyairaacutenyuacute elıtolaacutesboacutel (sebesseacutegbıl) szaacutemiacutethatoacute
v
T2T
T
R2v
ππ ==
iacutegy T
t2πϕ =
ahol t=0hellipT
( ) T
t2cosRxx ptf
π+=
( ) T
t2cosRyy ptf
π+=
A tovaacutebbi levezeteacutest mellızve a lineaacuteris interpolaacutecioacutehoz hasonloacute oumlsszefuumlggeacutest kapunk
T = N∆t t = n∆t ahol n = lN
( ) ( )( )
( ) ( )( )
summinus
+=summinus
+=n
1
tnftnftf
n
1
ptnftnftf N
xxxy
N
yxxx ∆
∆∆
∆
237 aacutebra Koumlrkontuacuter (PA a kezdıpont P a koumlr
koumlzeacuteppontja) Laacutethatoacute hogy az interpolaacutecioacutes noumlvekmeacuteny itt nem konstans hanem a maacutesik tengely
iraacutenyaacuteban maacuter megtett elmozdulaacutes fuumlggveacutenye A koumlr interpolaacutelaacutesa lassuacute a sok aritmetikai mővelet miatt Ennek kikuumlszoumlboumlleacuteseacutere
alkalmazzuk az interpolaacutecioacutes fıpontok szaacutemiacutetaacutesaacutet A koumlrt hosszabb szakaszokboacutel aacutelloacute huacuterokkal koumlzeliacutetjuumlk meg majd a huacuterokon lineaacuteris
interpolaacutecioacutet hajtunk veacutegre (238 aacutebra) Ehhez elıszoumlr durva interpolaacutecioacutera a huacuterok eacutes a koumlr metszeacutespontjainak az interpolaacutecioacutes
fıpontoknak a szaacutemiacutetaacutesaacutera van szuumlkseacuteg A finom interpolaacutecioacutet maacuter egy lineaacuteris interpolaacutetor is elveacutegzi a huacuterok aacuteltal alkotott egyenes szakaszok menteacuten
Mindezen feladatokat a vezeacuterleacutes automatikusan oldja meg nem terheli a programozoacutet
CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
27
a)A goumlrbe felosztaacutesa egyenes
szakaszokra
b)Az egyenes szakaszok felosztaacutesa interpolaacutecioacutes noumlvekmeacutenyekre
238 aacutebra Koumlr koumlzeliacuteteacutese fıpontok szaacutemiacutetaacutesaacuteval eacutes a koumlzoumlttuumlk veacutegzett lineaacuteris interpolaacutecioacuteval
a) durva interpolaacutecioacute b) finom interpolaacutecioacute Sebesseacuteginterpolaacutecioacute szuumlkseacuteges minden olyan feladat elveacutegzeacuteseacutehez amikor a
szerszaacutemmozgaacutes eacutes a munkadarab mozgaacutesa koumlzoumltt keacutenyszerkapcsolatot kell leacutetesiacuteteni Legjobb peacutelda erre a menetvaacutegaacutes NC-esztergaacuten
Menetvaacutegaacuteskor a fıorsoacute fordulatszaacutema eacutes a menetvaacutegoacute szerszaacutem elıtolaacutesa koumlzoumltt szoros kapcsolat van egy fıorsoacutefordulat alatt a szerszaacutem egy menetemelkedeacutesnyi taacutevolsaacutegot tesz meg A feladatot a sebesseacuteginterpolaacutetor uacutegy oldja meg hogy a fıorsoacutefordulathoz rendeli az elıtolaacutesi sebesseacuteget a koumlvetkezı oumlsszefuumlggeacutes szerint
v = Pmiddotn mmmin ahol P a menetemelkedeacutes mm n a fıorsoacute fordulatszaacutema lmin A sebesseacuteginterpolaacutetor tehaacutet meghataacuterozza az n-hez tartozoacute v sebesseacuteget eacutes ezzel a
sebesseacuteggel indiacutetja a szaacuten mozgaacutesaacutet Az indiacutetaacutes pillanata a fıorsoacuten leacutevı jeladoacutetoacutel fuumlgg iacutegy a mozgaacutes mindig ugyanakkor indul Ebbıl koumlvetkezik hogy a menetvaacutegaacutesnaacutel a keacutes mindig ugyanabban a menetaacuterokban halad (Laacutesd meacuteg a menetvaacutegaacutes teacutemakoumlreacuteben leiacutertakat)
A jelfeldolgozaacutes sebesseacutege eacutes az uacutetmeacuterık felbontoacutekeacutepesseacutege meghataacuterozza a maximaacutelis szaacutensebesseacuteget amelyet a vezeacuterlı geacutepkoumlnyve tartalmaz
27 Uacutetinformaacutecioacutek szaacutemiacutetaacutesa paacutelyavezeacuterleacutes eseteacuten
A paacutelyavezeacuterleacuteső NC-szerszaacutemgeacutepeken aacuteltalaacuteban csak egyenes eacutes koumlriacutev menti elmozdulaacutes programozhatoacute (neacutehaacuteny vezeacuterleacutesneacutel lehetıseacuteg van parabola hiperbola sıt teacutergoumlrbe menti elmozdulaacutesra is ezekkel azonban itt nem foglalkozunk)
Keacutetdimenzioacutes maraacutes eseteacuten a munkadarab kontuacuterja y = f(x) az esztergaacutelaacutesnaacutel x= f(z) fuumlggveacutenyekkel iacuterhatoacute le Ha a kontuacuter egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell akkor az alkatreacutesz lineaacuteris eacutes koumlrinterpolaacutecioacute programozaacutesaacuteval elıaacutelliacutethatoacute Maacutes jellegő fuumlggveacutenykapcsolat eseteacuten az elıiacutert kontuacutert egyenesekkel eacutes koumlriacutevekkel helyettesiacutetjuumlk A helyettesiacuteteacutes soraacuten a koumlzeliacuteteacutes hibaacuteja nem leacutepheti tuacutel a megengedett tőreacutest (239 aacutebra) Az elıiacutert goumlrbe helyettesiacutethetı szelıkkel huacuterokkal eacuterintıkkel simuloacute koumlroumlkkel stb
Az adott sugaruacute koumlr z tőreacutese hataacuterozza meg hogy milyen nagy lehet az a taacutevolsaacuteg Az aacutebra jeloumlleacuteseivel
CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
28
R2=b2+(R-z)2 vagyis R2=b2+R2-2Rz+z2 egyszerősiacuteteacutes utaacuten b2=2Rz+z2
behelyettesiacutetve a t
2
ab minus=
22
zRz22
a +=
a2=8Rz+4z2
2z4Rz8a +=
239 aacutebra A hiba eacutertelmezeacutese
huacutermoacutedszer eseteacuten a szakaszhossz z tőreacutes
A keacutepletbıl a 4z2-es reacutesz elhanyagolhatoacute iacutegy az eredmeacuteny Rz8a = Legyen pl az R = 100 mm a z = 10 mm = 001 microm Szaacutemoljuk ki az a taacutevolsaacutegot
Rz8a = = mm8320101008 =sdotsdot Ekkora taacutevolsaacutegkeacutent kell interpolaacutecioacutes fıpontot keacutepeznie az interpolaacutetornak ha a koumlrt
durva eacutes finom interpolaacutecioacuteval koumlzeliacutetjuumlk Ha az interpolaacutetor maacutesodpercenkeacutent pl 50 fıpontot tud kiszaacutemiacutetani akkor a legnagyobb elıtolaacutesi sebesseacuteg
s
mm
s
mmv 5141
1
83250max =sdot=
Paacutelyavezeacuterleacuteső esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontok maroacuteszerszaacutemain a szerszaacutemkoumlzeacuteppont paacutelyaacuteja a munkadarab koumlrvonalaacutetoacutel mindenuumltt a szerszaacutemsugaacuterral megegyezı taacutevolsaacutegra van (240 aacutebra) Ezt a paacutelyaacutet egyentaacutevolsaacuteguacute vonalnak nevezzuumlk Haacuteromdimenzioacutes paacutelyavezeacuterleacutes eseteacuten a szerszaacutemkoumlzeacuteppont az egyentaacutevolsaacuteguacute feluumlleten halad
Az egyentaacutevolsaacuteguacute vonal egyenes szakaszokboacutel eacutes koumlriacutevekbıl aacutell tehaacutet a jellegzetes csatlakozaacutesok egyenes egyenessel egyenes koumlriacutevvel koumlriacutev koumlriacutevvel
A 240 aacutebraacuten az 1 2 3 4 pontok a munkadarabkontuacuter jellegzetes pontjai az A B C D pedig az egyentaacutevolsaacuteguacute vonal illeszkedeacutesi pontjai
240 aacutebra Az egyentaacutevolsaacuteguacute vonal 241 aacutebra Egyentaacutevolsaacuteguacute vonal maraacutesnaacutel
Maraacutes eseteacuten hasonloacutean lehet eacutertelmezni az egyentaacutevolsaacuteguacute vonalat amely a munkadarab
kontuacuterjaacutetoacutel R szerszaacutemsugaacuterral van taacutevolabb (241 aacutebra) Az aacutebraacuten 1 2 3 4 5 eacutes 6 a munkadarab programtechnikailag jellegzetes pontja A vesszıvel jelzett pontokat kell
CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
29
programozni Az SP pont a startpont eacutes a befejezeacutesi pont is egyuacutettal T a szerszaacutem Eacuterdekesseacuteg a B1 B2 B3-mal jeloumllt koumlriacutev amelyet minden olyan kontuacuterpontnaacutel alkalmazni kell ahol a megelızı eacutes a koumlvetkezı kontuacuterelemek nem simulnak egymaacuteshoz Ezeket az aacutethidaloacute koumlriacuteveket nullakoumlroumlknek nevezzuumlk
28 Ellenırzı keacuterdeacutesek
Mit nevezuumlnk kuumllsı eacutes mit belsı adatfeldolgozaacutesnak Milyen meacuteretmegadaacutesi moacutedok vannak Melyek az NC-geacutepek koordinaacuteta-rendszerei Mi a munkadarab-koordinaacutetarendszer szerepe Ismertesse a jellegzetes megmunkaacuteloacutegeacutepek koordinaacuteta-rendszereit Mit nevezuumlnk a szerszaacutem-koordinaacutetarendszernek Ismertesse az NC-geacutepek jellegzetes pontjait Milyen geacutepi nullapontok vannak Mi a referenciapont eacutes mi a szerepe Mi a munkadarab-nullapont eacutes hogyan kell alkalmazni Mi a nullaponteltolaacutes fogalma Ismertesse a nullaponteltolaacutes alkalmazaacutesait Mi a nullapontfelveacutetel hogyan veacutegezzuumlk Ismertesse a munkadarab nullapontjaacutenak felveacuteteli lehetıseacutegeit Ismertesse a munkadarab nullapontfelveacuteteleacutet maroacutegeacutepen Ismertesse a szerszaacutemkorrekcioacute jelentıseacutegeacutet eacutes fajtaacuteit Ismertesse a szerszaacutemsugaacuter-korrekcioacutet maroacutegeacutepeken Ismertesse a sugaacuterkorrekcioacute megadaacutesi moacutedjait Mit jelent a csuacutecssugaacuter-korrekcioacute eacutes mi a jelentıseacutege Mi a szerszaacutemkopaacutes-korrekcioacute Milyen jellegzetes mozgaacutestiacutepusok vannak Mi az interpolaacutecioacute eacutes melyek a fajtaacutei Mi a lineaacuteris interpolaacutecioacute Mi a koumlrinterpolaacutecioacute Mi a sebesseacuteginterpolaacutecioacute Ismertesse a hiba nagysaacutegaacutet huacutermoacutedszer eseteacuten Mit jelent az egyentaacutevolsaacuteguacute vonal kifejezeacutes Mi a nullakoumlr eacutes mikor alkalmazzuk
CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
30
3 CNC-programozaacutes
31 A gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesa
A szaacutemvezeacuterleacuteső szerszaacutemgeacutepeken veacutegzett alkatreacuteszgyaacutertaacutes informaacutecioacuteaacuteramlaacutesaacutet szemleacutelteti a 31 aacutebra Az aacutebra az alkatreacutesztıl a keacutesz gyaacutertmaacutenyig szemleacutelteti a gyaacutertaacutesi folyamatot
A programozaacuteshoz eacutes a gyaacutertaacuteshoz minden segeacutedeszkoumlzt integraacutelni kell az informaacutecioacuteaacuteramlaacutesban meg lehet kuumlloumlnboumlztetni keacutet egymaacutestoacutel elteacuterı reacuteszt a kuumllsı eacutes a belsı adatfeldolgozaacutest A kuumllsı adatfeldolgozaacutes tartalmazza a szaacutemvezeacuterleacutesen kiacutevuumlli oumlsszes programadat felmeacutereacuteseacutet eacutes elıkeacutesziacuteteacuteseacutet A belsı adatfeldolgozaacutes feladata a szaacutemvezeacuterleacutesen beluumlli eacutes az NC-geacutepen beluumlli programadatok feldolgozaacutesa
Mint minden gyaacutertaacutesnak az NC-technoloacutegia alkalmazaacutesaacutenak is az alkatreacuteszrajz az alapja Az NC-gyaacutertaacutes nem igeacutenyel semmilyen kuumlloumlnlegesseacuteget az alkatreacuteszrajz feleacutepiacuteteacuteseacutetıl
Az NC-gyaacutertaacuteshoz pontosan meg kell hataacuterozni az elıgyaacutertmaacuteny alakjaacutet eacutes a kiindulaacutesi meacutereteket Szaacutemiacutetaacutesba kell venni az elıgyaacutertaacutes tőreacuteseit pontossaacutegaacutet Az elıgyaacutertmaacuteny eacutes az alkatreacuteszrajz ismereteacuteben a technoloacutegus kivaacutelaszthatja a szuumlkseacuteges szerszaacutemokat elıiacuterhatja a technoloacutegiai adatokat Ezutaacuten elkeacutesziacutethetı a mőveletterv A mőveletterv oumlsszeaacutelliacutetaacutesa nagy tapasztalatot technoloacutegiai tudaacutest igeacutenyel
A programozoacute a felhasznaacutelt szerszaacutemok befogoacuteeszkoumlzoumlk eacutes meacuterıeszkoumlzoumlk meacutereteit jellemzıit kataloacutegusokboacutel kartoteacutekokboacutel elektronikus adatbankokboacutel aacutelliacutetja oumlssze
A programozaacutes feladata hogy a mőveletterv adatait a szerszaacutemgeacutepvezeacuterlı szaacutemaacutera eacuterthetı alakra hozza A programozaacutes folyamaacuten be kell tartani a programfeleacutepiacuteteacutes az adatmegadaacutes a koacutedolaacutes adott vezeacuterlıre jellemzı szabaacutelyait
A beaacutelliacutetaacutesi lap a programlap eacutes a gyaacutertaacutesszervezeacutesi adatok a programozaacutes eredmeacutenyei A programlap adatait a vezeacuterlı szaacutemaacutera is olvashatoacute adathordozoacuten kell taacuterolni Az NC-
technika kezdeteacuten lyukszalagokat a lyukkaacutertyaacutekat hasznaacuteltaacutek ma maacuter a maacutegneses adathordozoacutekat reacuteszesiacutetik elınyben A CNC-geacutepek vezeacuterlıiben az adathordozoacute fizikailag ritkaacuten jelenik meg a maacutegneses adattaacuterolaacuteson kiacutevuumll a vezeacuterlı iacuterhatoacute-olvashatoacute memoacuteriaacutejaacuteban (RAM) taacuteroljuk a programot Gyakran elıfordul hogy szaacutemiacutetoacutegeacutepes munkadarab-tervezeacutes eacutes gyaacutertaacutes (CAD CAM) eseteacuten haacuteloacutezaton keresztuumll jut el az informaacutecioacute a szaacutemiacutetoacutegeacuteptıl a szerszaacutemgeacutep vezeacuterlıjeacuteig
CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
31
31 aacutebra A gyaacutertaacutesi folyamat informaacutecioacuteaacuteramlaacutesa
Az NC-geacutepek egyenletes eacutes folyamatos kihasznaacutelaacutesa eacuterdekeacuteben oumlssze kell hangolni a
gyaacutertaacutes-elıkeacutesziacuteteacutest a megmunkaacutelaacutest eacutes a raktaacuterak teveacutekenyseacutegeacutet Ezzel a tervezett gyaacutertaacuteshoz a megfelelı idıpontban rendelkezeacutesre aacutell az adott gyaacutertmaacuteny
megmunkaacutelaacutesaacutehoz szuumlkseacuteges oumlsszes informaacutecioacute gyaacutertaacutesi segeacutedeszkoumlz az elıre beaacutelliacutetott szerszaacutem eacutes az elıgyaacutertmaacuteny
32 A CNC programozaacutes utasiacutetaacuteskeacuteszlete
Az NC-geacutepek eacutes vezeacuterlık megjeleneacutese utaacuten minden gyaacutertoacute a sajaacutet elkeacutepzeleacutese szerint alakiacutetotta ki a programozaacutes szintaktikaacutejaacutet nyelveacutet jelrendszereacutet A jelenseacuteg a felhasznaacuteloacutek szaacutemaacutera okozott komoly gondot mert ahaacuteny NC-geacutepet hasznaacutelt annyifeacutele szerkezető programot kellett keacutesziacuteteni Ha az egyik geacutep valamilyen okboacutel kiesett a termeleacutesbıl a geacutep programjaacutet nem lehetett aacutetvinni egy maacutesik geacutepre
A szaacutemvezeacuterleacutes programozaacutesaacutenak egyseacutegesiacuteteacutese ceacuteljaacuteboacutel kidolgoztaacutek a DIN 66025 neacutemet szabvaacutenyt amelyet szerte a vilaacutegon a vezetı gyaacutertoacutek elfogadtak eacutes ennek koumlszoumlnhetıen ma maacuter
CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
32
azonos elvek szerint eacutepuumllnek fel az alkatreacuteszprogramok meacuteg akkor is ha kisebb elteacutereacutesek elıfordulnak Az a programozoacute aki megismerte ezt a szabvaacutenyt meacuteg nem biztos hogy hibaacutetlan vezeacuterlıprogramot iacuter egy konkreacutet vezeacuterlıre elıbb annak leiacuteraacutesaacutet keacutezikoumlnyveacutet tanulmaacutenyoznia kell E fejezet ceacutelja a programozaacutesi rendszer alapjainak megismerteteacutese
Ma neacutehaacuteny sajaacutetos esettıl eltekintve ciacutemkoacutedos rendszer hasznaacutelatos A programozott funkcioacutenak betőjelet adunk amelyhez a szaacutemkoacuted csatlakozik
A felhasznaacutelhatoacute koacutedok A elfordulaacutes az x tengely koumlruumll B elfordulaacutes az y tengely koumlruumll C elfordulaacutes a z tengely koumlruumll D elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy harmadlagos elıtolaacutes E elfordulaacutes kuumlloumlnleges tengely koumlruumll vagy maacutesodlagos elıtolaacutes F elıtolaacutes G uacutetfelteacutetel H szabadon felhasznaacutelhatoacute I interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az x tengely iraacutenyaacuteban J interpolaacutecioacutes jellemzı vagy menetemelkedeacutes az y tengely iraacutenyaacuteban K interpolaacutecioacutes jellemzı vagy menetemelkedeacutes a z tengely iraacutenyaacuteban L szabadon felhasznaacutelhatoacute M kiegeacutesziacutetı (vegyes) funkcioacute N mondatszaacutem O nem hasznaacutelhatoacute (oumlsszeteacuteveszthetı a nullaacuteval) P harmadlagos mozgaacutes az x tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute jellemzıje Q harmadlagos mozgaacutes az y tengellyel paacuterhuzamosan vagy a szerszaacutemkorrekcioacute
jellemzıje R harmadlagos mozgaacutes a z tengellyel paacuterhuzamosan vagy a szerszaacutemmozgaacutes jellemzıje S orsoacutefordulatszaacutem T szerszaacutemleiacuteraacutes U maacutesodlagos mozgaacutes az x tengely iraacutenyaacuteban V maacutesodlagos mozgaacutes az y tengely iraacutenyaacuteban W maacutesodlagos mozgaacutes a z tengely iraacutenyaacuteban Programtechnikai utasiacutetaacutesok segeacutedfunkcioacutek speciaacutelis karakterek Programtechnikai
utasiacutetaacutessal a vezeacuterlınek olyan parancsokat lehet adni amelyek valamilyen aacutellapotra kapcsolaacutesra vonatkoznak Csoportosiacutethatoacutek
bull hataacutesuk idıpontja alapjaacuten bull hataacutesuk idıtartama alapjaacuten
Speciaacutelis karakterek Programkezdet Fımondat Mondatkihagyaacutes kezdete vagy veacutege ( Megjegyzeacutes (comment) kezdete ) Megjegyzeacutes (comment) veacutege A goumlmboumllyő zaacuteroacutejelek koumlzeacute tetszıleges szoumlveget lehet elhelyezni a vezeacuterlı ezeket az
uumlzeneteket nem hajtja veacutegre A program aacutettekinthetıseacutegeacutet javiacutethatjuk a szoumlveges megjegyzeacutesekkel
Uacutetinformaacutecioacutek Geometriai utasiacutetaacutesok az X Y Z U V W P Q R A B C betőjelő ciacutemkoacutedok alapjaacuten taacutejeacutekozoacutedik a vezeacuterlı arroacutel mely tengelyek menteacuten milyen utat kell megtenni vagy milyen forgoacutemozgaacutest kell veacutegezni
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978
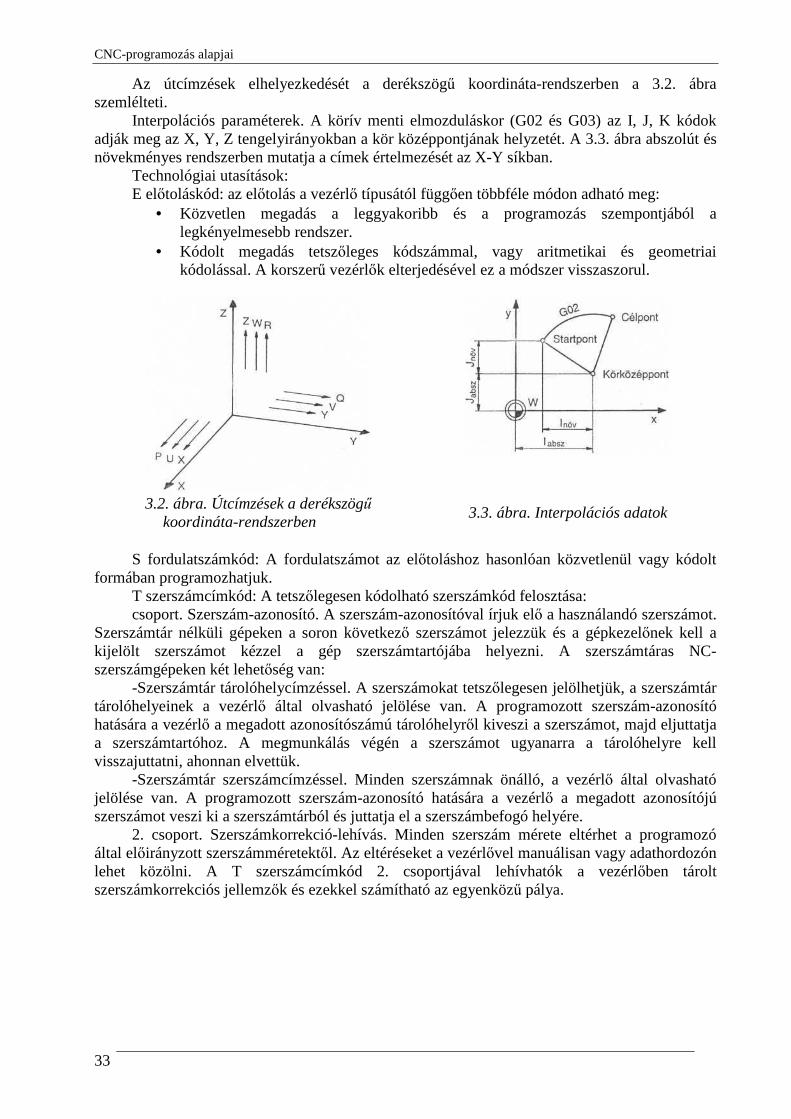
CNC-programozaacutes alapjai
33
Az uacutetciacutemzeacutesek elhelyezkedeacuteseacutet a dereacutekszoumlgő koordinaacuteta-rendszerben a 32 aacutebra szemleacutelteti
Interpolaacutecioacutes parameacuteterek A koumlriacutev menti elmozdulaacuteskor (G02 eacutes G03) az I J K koacutedok adjaacutek meg az X Y Z tengelyiraacutenyokban a koumlr koumlzeacuteppontjaacutenak helyzeteacutet A 33 aacutebra abszoluacutet eacutes noumlvekmeacutenyes rendszerben mutatja a ciacutemek eacutertelmezeacuteseacutet az X-Y siacutekban
Technoloacutegiai utasiacutetaacutesok E elıtolaacuteskoacuted az elıtolaacutes a vezeacuterlı tiacutepusaacutetoacutel fuumlggıen toumlbbfeacutele moacutedon adhatoacute meg
bull Koumlzvetlen megadaacutes a leggyakoribb eacutes a programozaacutes szempontjaacuteboacutel a legkeacutenyelmesebb rendszer
bull Koacutedolt megadaacutes tetszıleges koacutedszaacutemmal vagy aritmetikai eacutes geometriai koacutedolaacutessal A korszerő vezeacuterlık elterjedeacuteseacutevel ez a moacutedszer visszaszorul
32 aacutebra Uacutetciacutemzeacutesek a dereacutekszoumlgő koordinaacuteta-rendszerben
33 aacutebra Interpolaacutecioacutes adatok
S fordulatszaacutemkoacuted A fordulatszaacutemot az elıtolaacuteshoz hasonloacutean koumlzvetlenuumll vagy koacutedolt
formaacuteban programozhatjuk T szerszaacutemciacutemkoacuted A tetszılegesen koacutedolhatoacute szerszaacutemkoacuted felosztaacutesa csoport Szerszaacutem-azonosiacutetoacute A szerszaacutem-azonosiacutetoacuteval iacuterjuk elı a hasznaacutelandoacute szerszaacutemot
Szerszaacutemtaacuter neacutelkuumlli geacutepeken a soron koumlvetkezı szerszaacutemot jelezzuumlk eacutes a geacutepkezelınek kell a kijeloumllt szerszaacutemot keacutezzel a geacutep szerszaacutemtartoacutejaacuteba helyezni A szerszaacutemtaacuteras NC- szerszaacutemgeacutepeken keacutet lehetıseacuteg van
-Szerszaacutemtaacuter taacuteroloacutehelyciacutemzeacutessel A szerszaacutemokat tetszılegesen jeloumllhetjuumlk a szerszaacutemtaacuter taacuteroloacutehelyeinek a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacuteszaacutemuacute taacuteroloacutehelyrıl kiveszi a szerszaacutemot majd eljuttatja a szerszaacutemtartoacutehoz A megmunkaacutelaacutes veacutegeacuten a szerszaacutemot ugyanarra a taacuteroloacutehelyre kell visszajuttatni ahonnan elvettuumlk
-Szerszaacutemtaacuter szerszaacutemciacutemzeacutessel Minden szerszaacutemnak oumlnaacutelloacute a vezeacuterlı aacuteltal olvashatoacute jeloumlleacutese van A programozott szerszaacutem-azonosiacutetoacute hataacutesaacutera a vezeacuterlı a megadott azonosiacutetoacutejuacute szerszaacutemot veszi ki a szerszaacutemtaacuterboacutel eacutes juttatja el a szerszaacutembefogoacute helyeacutere
2 csoport Szerszaacutemkorrekcioacute-lehiacutevaacutes Minden szerszaacutem meacuterete elteacuterhet a programozoacute aacuteltal elıiraacutenyzott szerszaacutemmeacuteretektıl Az elteacutereacuteseket a vezeacuterlıvel manuaacutelisan vagy adathordozoacuten lehet koumlzoumllni A T szerszaacutemciacutemkoacuted 2 csoportjaacuteval lehiacutevhatoacutek a vezeacuterlıben taacuterolt szerszaacutemkorrekcioacutes jellemzık eacutes ezekkel szaacutemiacutethatoacute az egyenkoumlző paacutelya
CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
34
A mondatfeleacutepiacuteteacutes szabaacutelyai A program a mondatkezdet jelzeacuteseacutetıl az utaacutena koumlvetkezı mondatok sorozataacuteboacutel aacutell Mondatnak nevezzuumlk mindazon adatok oumlsszesseacutegeacutet amelyekre a vezeacuterlıberendezeacutesnek szuumlkseacutege van egy megmunkaacutelaacutesi szakasz veacutegrehajtaacutesaacutehoz
A program veacutegeacutet az M02 kiegeacutesziacutetı funkcioacute jeloumlli A programkezdet elıtt baacutermilyen szoumlveg lehet az adathordozoacuten Ez a szoumlveg baacutermilyen karaktert tartalmazhat (kiveacuteve a program kezdeteacutenek jeleacutet) Az ilyen szoumlveg alkalmas a programok azonosiacutetaacutesaacutera a programozoacute utasiacutetaacutesait koumlzoumllheti a geacutep kezelıjeacutevel stb
A programmondat oumlnaacutelloacute adatokboacutel aacutell amelyeket a nyelvtani analoacutegia mintaacutejaacutera szavaknak nevezuumlnk Minden szoacute tartalmaz technoloacutegiai geometriai vagy programozaacutestechnikai reacuteszadatokat
A mondat az a legkisebb oumlnaacutelloacute programreacuteszlet amit veacutegre lehet hajtani A ma szinte kizaacuteroacutelagosan hasznaacutelt ciacutemkoacutedos iacuteraacutesmoacutedban minden szoacute egy betőt elıjelet eacutes
szaacutemot tartalmaz A szoacute elejeacuten leacutevı bető a szoacute ciacutemkoacutedja A betőrıl a vezeacuterlıberendezeacutes felismeri a szoacute fajtaacutejaacutet Az elıjelek koumlzuumll a pozitiacutev elıjel elhagyhatoacute csak a negatiacutev elıjelet kell kiiacuterni
A mondat szavainak megadaacutesi sorrendje a DIN 66025 szerint koumltoumltt A sorrend a koumlvetkezı
bull a mondat sorszaacutema bull az uacutetfelteacutetel szava bull az X Y Z U V W P Q R A B C D E koordinaacutetatengelyek szavai bull az I J K interpolaacutecioacutes adatok szavai bull az elıtolaacutes szava bull az orsoacutefordulatszaacutem szava bull a szerszaacutem eacutes a szerszaacutemkorrekcioacute szava bull a kiegeacutesziacutetı funkcioacute szava
A mondaton beluumll minden olyan szoacute kihagyhatoacute amelynek nincs konkreacutet eacuterteacuteke vagy maacuter elızıleg megadtaacutek eacutes az iacutegy definiaacutelt szoacute oumlroumlklıdı
33 A program feleacutepiacuteteacutese
Az NC-alkatreacuteszprogram tartalmazza mindazokat az informaacutecioacutekat amelyek a munkadarab gyaacutertaacutesaacutehoz szuumlkseacutegesek Aacuteltalaacuteban a program futaacutesaacutenak sorrendje megegyezik a programmondatok sorszaacutemaacuteval A programozoacute technoloacutegus veacutegiggondolja a megmunkaacutelaacutes sorrendjeacutet felbontja a lehetı legkisebb egyseacutegekre (a mondatra) Az elızı fejezet szerint a szuumlkseacuteges informaacutecioacutekat koacutedolja
A fıprogram Minden egyes alkatreacuteszhez rendelhetı egy NC-program ezt nevezzuumlk fıprogramnak A fıprogram a program azonosiacutetoacutejaacutetoacutel a program veacutege karakterig terjed (34 aacutebra) A fıprogram feleacutepiacuteteacutese a programmondatokban hasznaacutelt koacutedok fuumlggnek a konkreacutet vezeacuterlı aacuteltal megkiacutevaacutent programszerkeszteacutesi elvektıl
A ciklus A CNC-vezeacuterlık gyaacutertoacutei definiaacutelnak kuumlloumlnboumlzı speciaacutelis programreacuteszleteket amelyekkel a felhasznaacuteloacutek a munkaacutejukat megkoumlnnyiacutethetik Ezek a kuumlloumlnoumls programreacuteszletek mindig azonos moacutedon mőkoumldnek Peacuteldaacuteul
CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
35
34 aacutebra A fıprogram 35 aacutebra A menetvaacutegaacutes
36 aacutebra A fuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a fuacuteraacutes
meacutelyseacutege
37 aacutebra A menetfuacuteraacutes b biztonsaacutegi taacutevolsaacuteg L a menetfuacuteraacutes
meacutelyseacutege Menetvaacutegaacutes (35 aacutebra) 1 A szerszaacutemmal a neacutevleges meacuteretre kell poziacutecionaacutelni 2 Meg
kell adni a fordulatszaacutemot eacutes az elıtolaacutest 3 Fogaacutest kell venni 4 Az override kapcsoloacutek mőkoumldeacuteseacutet le kell tiltani mert ezek moacutedosiacutetjaacutek a fordulatszaacutemot eacutes az elıtolaacutest tehaacutet eltorziacutetanaacutek a menet geometriai jellemzıit 5 Menetvaacutegaacutes a kiacutevaacutent hosszon 6 A szerszaacutemot ki kell emelni a fogaacutesboacutel 7 Az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani 8 A szerszaacutem visszapoziacutecio-naacutel a kiindulaacutesi pontra
Fuacuteraacutes (36 aacutebra) 1 A fuacuteroacuteval biztonsaacutegi taacutevolsaacutegot tartva a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni az elıtolaacutest fordulatszaacutemot 3 A fuacuteroacutet az anyagba a kiacutevaacutent meacutelyseacutegig az elıtolaacutessal kell mozgatni 4 A furat elkeacuteszuumllte utaacuten a szerszaacutem a kiindulaacutesi pontba gyorsjaacuterattal visszateacuter
Menetfuacuteraacutes (37 aacutebra) 1 A menetfuacuteroacuteval biztonsaacutegi taacutevolsaacuteggal a furat koumlzeacuteppontja foumlleacute kell aacutellni 2 Meg kell adni a szuumlkseacuteges elıtolaacutest eacutes fordulatszaacutemot 3 Az override kapcsoloacutek hataacutesossaacutegaacutet meg kell szuumlntetni mert az elıtolaacutes eacutes a fordulatszaacutem moacutedosiacutetaacutesa eltorziacutetanaacute a menetemelkedeacutest 4 A szerszaacutemot a kiacutevaacutent menetmeacutelyseacutegig mozgatjuk az elıtolaacutessal 5 A szuumlkseacuteges menetmeacutelyseacuteg eleacutereacutese utaacuten ellenkezı forgaacutesiraacutenyt kell kapcsolni A kiindulaacutesi pontra valoacute visszaeacuterkezeacutes utaacuten az orsoacutet uacutejra eredeti iraacutenyba kell forgatni eacutes az override kapcsoloacutek hataacutesossaacutegaacutet vissza kell aacutelliacutetani Azonnal ki kell forgatni a menetfuacuteroacutet a furatboacutel elıtolaacutessal
A gyaacutertoacutektoacutel fuumlgg haacuteny ilyen ciklust eacutepiacutetenek be a vezeacuterlıkbe Az iacutegy definiaacutelt geacutepi fix ciklusok mindig egyformaacuten mőkoumldnek a konkreacutet technoloacutegiai eacutes
CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
36
geometriai adatokat a programozoacutenak kell megadnia a fıprogramban Hasznaacutelatuk nagymeacuterteacutekben leegyszerősiacuteti a programozoacute munkaacutejaacutet A ciklusok behiacutevaacutesaacutet a 38 aacutebra szemleacutelteti A fıprogramban F S b L szimboacutelumokkal a ciklus aktuaacutelis parameacutetereit jeloumlltuumlk
38 aacutebra A ciklusok behiacutevaacutesa
39 aacutebra Zsebek maraacutesa
A geacutepi fix ciklusok koumlzuumll toumlbb szabvaacutenyos (lsd a 32 pontban a G81-G89 uacutetfelteacutetel
koacutedjait) A szubrutin Egy alkatreacutesz megmunkaacutelaacutesa koumlzben - kuumlloumlnoumlsen megmunkaacuteloacutekoumlzpontokon -
egy programreacuteszletet olykor toumlbbszoumlr is fel lehet hasznaacutelni mert a munkadarabon azonos geometriaacutejuacute feluumlletelemek vagy feluumlletelem-csoportok talaacutelhatoacutek A CNC-vezeacuterlık szinte kiveacutetel neacutelkuumll lehetıveacute teszik hogy az egyik mondatszaacutemroacutel a maacutesikra lehessen ugrani vagyis attoacutel a mondatszaacutemtoacutel folytatoacutedjon a megmunkaacutelaacutes Szubrutinok azok a programreacuteszletek amelyek a fıprogramban talaacutelhatoacutek elhelyezeacutesuumlket tekintve a programveacutege koacuted utaacuten koumlvetkeznek eacutes toumlbbszoumlr felhasznaacutelhatoacutek A 39 aacutebraacuten laacutethatoacute munkadarabon neacutegy egyforma bdquozseb talaacutelhatoacute Ez esetben elegendı csak az egyik zsebet programozni eacutes valamilyen programtechnikai fogaacutessal (pl noumlvekmeacutenyes programozaacutessal vagy nullaponteltolaacutessal) fuumlggetlenneacute tenni a zseb geometriaacutejaacutenak helyzeteacutetıl Iacutegy az adott geometriaacutera megiacutert programreacuteszlet tetszıleges helyen eacutes szaacutemban megismeacutetelhetı A 310 aacutebra a szubrutin szervezeacuteseacutet szemleacutelteti
Az alprogram Bizonyos geometriai elemcsoportok toumlbb alkatreacuteszen is elıfordulnak Ezeket felesleges minden egyes alkatreacutesz megmunkaacutelaacutesakor uacutejra eacutes uacutejra leiacuterni elegendı egyszer elkeacutesziacuteteni azt a programreacuteszletet amely a megmunkaacutelaacutes folyamataacutet tartalmazza eacutes ez a programreacuteszlet a fıprogramba behiacutevhatoacute Az oumlnaacutelloacutean is mőkoumldı roumlvid programokat amelyeket baacutermely fıprogramba be lehet illeszteni alprogramnak nevezzuumlk
CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
37
310 aacutebra A szubrutin
311 aacutebra Peacutelda az alprogram alkalmazaacutesaacutera
312 aacutebra Az alprogram
A 311 aacutebraacuten keacutet olyan alkatreacutesz laacutethatoacute amelyben ugyanaz a geometriai feluumlletelem-
csoport van Nullaponteltolaacutessal vagy noumlvekmeacutenyes programtechnikaacuteval fuumlggetlenneacute tehetı a
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978
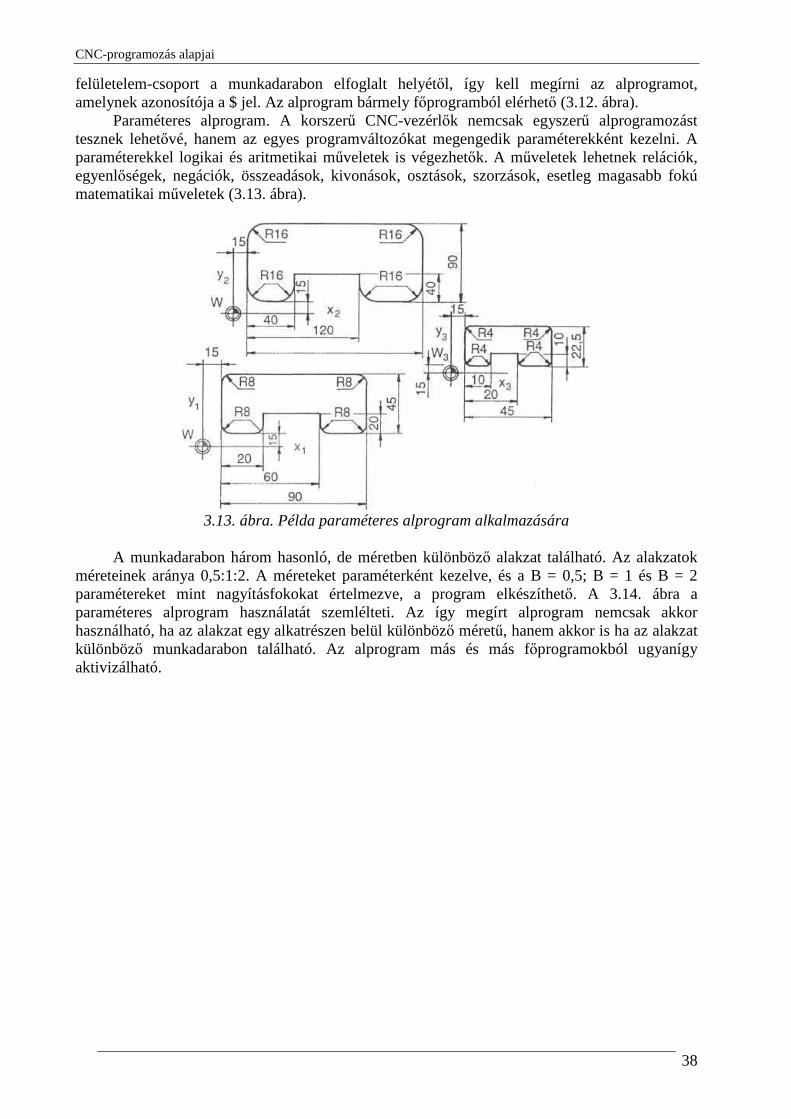
CNC-programozaacutes alapjai
38
feluumlletelem-csoport a munkadarabon elfoglalt helyeacutetıl iacutegy kell megiacuterni az alprogramot amelynek azonosiacutetoacuteja a $ jel Az alprogram baacutermely fıprogramboacutel eleacuterhetı (312 aacutebra)
Parameacuteteres alprogram A korszerő CNC-vezeacuterlık nemcsak egyszerő alprogramozaacutest tesznek lehetıveacute hanem az egyes programvaacuteltozoacutekat megengedik parameacuteterekkeacutent kezelni A parameacuteterekkel logikai eacutes aritmetikai mőveletek is veacutegezhetık A mőveletek lehetnek relaacutecioacutek egyenlıseacutegek negaacutecioacutek oumlsszeadaacutesok kivonaacutesok osztaacutesok szorzaacutesok esetleg magasabb fokuacute matematikai mőveletek (313 aacutebra)
313 aacutebra Peacutelda parameacuteteres alprogram alkalmazaacutesaacutera
A munkadarabon haacuterom hasonloacute de meacuteretben kuumlloumlnboumlzı alakzat talaacutelhatoacute Az alakzatok
meacutereteinek araacutenya 0512 A meacutereteket parameacuteterkeacutent kezelve eacutes a B = 05 B = 1 eacutes B = 2 parameacutetereket mint nagyiacutetaacutesfokokat eacutertelmezve a program elkeacutesziacutethetı A 314 aacutebra a parameacuteteres alprogram hasznaacutelataacutet szemleacutelteti Az iacutegy megiacutert alprogram nemcsak akkor hasznaacutelhatoacute ha az alakzat egy alkatreacuteszen beluumll kuumlloumlnboumlzı meacuterető hanem akkor is ha az alakzat kuumlloumlnboumlzı munkadarabon talaacutelhatoacute Az alprogram maacutes eacutes maacutes fıprogramokboacutel ugyaniacutegy aktivizaacutelhatoacute
CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
39
314 aacutebra A parameacuteteres alprogram
34 Jellegzetes megmunkaacutelaacutesi feladatok eacutes programozaacutesuk
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk fuacuteroacutegeacutepen A koumlvetkezı tiacutepusgeometriaacutek nemcsak szaacutemvezeacuterleacuteső fuacuteroacutegeacutepen hanem esztergaacuten maroacutegeacutepen eacutes megmunkaacuteloacute-koumlzpontokon is megmunkaacutelhatoacutek Esztergaacuten a forgaacutecsoloacute fımozgaacutest a munkadarab veacutegzi eacutes a furat tengelye egybeesik a munkadarab tengelyeacutevel A forgoacuteszerszaacutemos eszterga-megmunkaacuteloacutekoumlzponton a poziacutecionaacutelt fıorsoacuteba fogott munkadarab a fuacuteroacutegeacutep vagy maroacutegeacutep koumlrasztalaacutera roumlgziacutetett munkadarabkeacutent viselkedik a forgoacute szerszaacutem sugaacuteriraacutenyban eacutes tengelyiraacutenyban egyaraacutent eleacuterheti a munkadarab homlok- vagy palaacutestfeluumlleteacutet eacutes azon az itt ismertetett fuacuteraacutes jellegő megmunkaacutelaacutesok elveacutegezhetık Neacutemi elteacutereacutest jelent hogy a fıorsoacuteba fogott munkadarabon ceacutelszerő a feluumlletelemek meacutereteit polaacuterkoordinaacutetaacutekban megadni
Koumlzpontfurat eacutes csuacutecsfeacuteszek fuacuteraacutesa (315 316 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje
l a furat meacutelyseacutege φ a csuacutecsfurat szoumlge
315 aacutebra Koumlzpontfurat
316 aacutebra Csuacutecsfeacuteszek
Meghataacuterozzuk a furat foumlloumltt azt a biztonsaacutegi (megkoumlzeliacuteteacutesi) taacutevolsaacutegot ameddig - a
szerszaacutemvaacuteltaacutes helyeacutetıl vagy valamilyen elızı poziacutecioacuteboacutel indulva - a szerszaacutem akadaacutelytalanul koumlzlekedhet gyorsmenettel a furat koumlzeacuteppontja foumlleacute A hazai geacutepparkban meacuteg szeacutep szaacutemban talaacutelhatoacute 25D-s vezeacuterleacutesek ezt a megkoumlzeliacuteteacutest elıszoumlr az X-Y siacutekban veacutegzik el majd a Z
CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
40
tengely menteacuten mozog A korszerő 3D-s vezeacuterlık mindhaacuterom tengely menteacuten egyszerre mozdulnak el ezeacutert a programozoacutenak kuumlloumlnoumlsen figyelnie kell hogy a mozgaacutes uacutetjaacuteba ne keruumlljoumln semmi akadaacutely (pl leszoriacutetoacutevas) Ezt az akadaacutelyt ki kell keruumllni vagy ha a vezeacuterlı szolgaacuteltataacutesa lehetıveacute teszi a tilos munkateruumlleteken keresztuumlli mozgaacutest akkor azt mőkoumldtetni kell
Megkoumlzeliacuteteacutes utaacuten a vezeacuterlı munkamenetre kapcsol a furat meacutelyseacutegi meacutereteacutenek eleacutereacuteseacuteig a programozott elıtolaacutessal mozog Az l meacuteret eleacutereacutesekor neacutehaacuteny fordulat idejeacutere vaacuterakozaacutesi idıt kell programozni hogy az utolsoacutekeacutent levaacutelasztott forgaacutecs keresztmetszete is nullaacutevaacute vaacuteljon ellenkezı esetben a hirtelen gyorsmenetben visszainduloacute szerszaacutem a teljes forgaacutecskeresztmetszetet szakiacutetanaacute a feluumlletet roncsolnaacute a szerszaacutem eacutele kaacuterosodna A vaacuterakozaacutesi idı utaacuten a szerszaacutem gyorsmenetben elhagyja a munkadarab anyagaacutet a biztonsaacutegi taacutevolsaacutegig vagy a programozoacute aacuteltal definiaacutelt visszahuacutezaacutesi magassaacutegig
A koumlzpontfurat eacutes csuacutecsfeacuteszek megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3411 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08 N2 G01 Z N3 G04 L N4 G00 Z N5 M02 N1 Az X-Y fısiacutek kivaacutelasztaacutesa abszoluacutet meacuteret megadaacutesa az elıtolaacutes mmford-ban
gyorsmenet a furat koumlzeacuteppontjaacutera a munkadarab siacutekja foumlleacute fıorsoacute-fordulatszaacutem eacutes elıtolaacutes megadaacutesa forgaacutesiraacuteny az oacuteramutatoacuteval megegyezı iraacutenyba szerszaacutemcsere indul hőteacutes bekapcsol
N2 Elıtolaacutes a furat megadott meacutelyseacutegeacuteig N3 Vaacuterakozaacutes a megadott ideig (L ciacutemen) N4 Visszahuacutezaacutes a biztonsaacutegi taacutevolsaacutegig N5 Program veacutege Megjegyzeacutes M02 program veacutege helyett gyakran hasznaacutelatos az M30 eredetileg lyukszalag
veacutege koacuted is A CNC-vezeacuterleacuteső geacutepeken a kuumlloumlnboumlzı furatmegmunkaacutelaacutesi feladatokra rendszerint a gyaacutertoacute gondoskodik beeacutepiacutetett fix ciklusokroacutel Hasznaacutelatukat a kuumlloumlnboumlzı fuacuteraacutesi feladatok reacuteszben mutatjuk be
317 aacutebra Zsaacutekfurat telibe fuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
Zsaacutekfurat telibe fuacuteraacutesa (317 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat meacutelyseacutege A mővelet veacutegrehajtaacutesa megegyezik a koumlzpontfurat fuacuteraacutesaacuteval a kuumlloumlnbseacuteg a furat
meacutelyseacutegeacuteben van Aacuteltalaacutenos szabaacutelykeacutent elmondhatoacute hogy ha a furat aacutetmeacuterıjeacutenek eacutes a meacutelyseacutegeacutenek araacutenya az ld kisebb 34-neacutel egyszerőbb telibe fuacuteraacutesroacutel van szoacute ellenkezı esetben pedig meacutelyfuacuteraacutesroacutel Meacutelyfuacuteraacutes eseteacuten gondoskodni kell a fuacuteroacute idınkeacutenti kiemeleacuteseacuterıl A CNC-geacutepeken fix ciklus hasznaacutelhatoacute a fuacuteraacutes veacutegrehajtaacutesaacutera
CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
41
A telibe fuacuteraacutes programreacuteszlete 3412 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G82 X Y Z Z F S T L N56 G80 hellip N55 A zsaacutekfurat megmunkaacutelaacutesaacutera alkalmas fuacuteroacuteciklus definiaacutelaacutesa X Y a furat
koumlzeacuteppontjaacutenak helye az elsı Z a megkoumlzeliacuteteacutesi magassaacuteg a maacutesodik a fuacuteraacutes meacutelyseacutege a technoloacutegiai parameacuteterek meghataacuterozaacutesa ha elızıleg maacutes adat volt eacuterveacutenyben majd a vaacuterakozaacutesi idı parameacutetere az L megadaacutesa koumlvetkezik
N56 a fuacuteraacutes befejezeacutese utaacuten a meghiacutevott ciklust toumlroumllni kell ellenkezı esetben mint oumlroumlklıdı koacutedot eacutertelmezve a koumlvetkezı X Y koordinaacutetaacutekon is fuacuteraacutest hajt veacutegre a vezeacuterlı
Ha ldgt 3 akkor a fuacuteraacutest eacuterdemes meacutelyfuacuteraacuteskeacutent kezelni erre szinteacuten fix ciklus van a vezeacuterlıben Veacutegrehajtaacutesa a 318 aacutebraacuten laacutethatoacute
Meacutelyfurat telibe fuacuteraacutesaacutehoz a programreacuteszlet 3413 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G83 X Y Z Z Z F S T L N56 G80 hellip N55 X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutet adjaacutek meg Az elsı Z a furat meacutelyseacutege a
maacutesodik az egy menetben fuacuterhatoacute fuacuteraacutesmeacutelyseacuteg (inkrementaacutelis adat) a harmadik Z a visszahuacutezaacutes meacuterete Inkrementaacutelis adat ha csak forgaacutecstoumlreacutest akarunk (318 a aacutebra) eacutes abszoluacutet adat ha a fuacuteroacuteszerszaacutemot oumlbliacuteteacutes ceacuteljaacuteboacutel akarjuk kiemelni a furatboacutel ekkor a visszahuacutezaacutes siacutekjaacutet kell megadni (318 b aacutebra)
a)
b)
318 aacutebra Meacutelyfurat telibe fuacuteraacutesa rArr elıtolaacutes rarrgyorsmenet
Aacutetmenıfurat telibe fuacuteraacutesa (319 aacutebra) Az aacutebra jeloumlleacutesei d a furat aacutetmeacuterıje l a furat
meacutelyseacutege A fuacuteraacutes hasonloacute mint zsaacutekfurat eseteacuten de nem kell vaacuterakozaacutesi idıt programozni az l meacuteret
eleacutereacutesekor viszont a programozoacute technoloacutegusnak kell gondoskodnia a fuacuteroacute tuacutelfutaacutesaacuteroacutel A fuacuteroacute kuacutepjaacutenak tuacutel kell futnia a munkadarab vastagsaacutegi meacutereteacuten
Az aacutetmenıfurat fuacuteraacutesaacutenak programreacuteszlete 3414 N1 G17 G90 G95 G00 X Y Z F S T M03 M06 M08
CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
42
hellip N55 G81 X Y Z Z F S T L N56 G80 N55 G81 aacuteltalaacuteban az aacutetmenıfurat fix ciklusa az X Y koordinaacutetaacutek a furat koumlzeacuteppontjaacutenak
helyeacutet az elsı Z a biztonsaacutegi taacutevolsaacutegot adja A maacutesodik Z a furat meacutelyseacutegeacutet definiaacutelja Az ld gt 3 araacutenyuacute furatok megmunkaacutelaacutesaacutera a zsaacutekfurat megmunkaacutelaacutesaacutenaacutel elmondottak
eacuterveacutenyesek aacuteltalaacuteban a G83 ciklust hasznaacuteljuk A vaacuterakozaacutesi idı parameacutetereacutenek nulla vagy minimaacutelis eacuterteacuteket szokaacutes adni
Felfuacuteraacutes zsaacutekfuratban (320 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
319 aacutebra Atmenıfurat telibe fuacuteraacutesa
320 aacutebra Felfuacuteraacutes
zsaacutekfuratban
321 aacutebra Aacutetmenıfurat felfuacuteraacutesa
322 aacutebra Kuacutepos suumlllyeszteacutes
323 aacutebra Kuacutepos feneacuteksuumlllyeszteacutes
A program iacuteraacutesa soraacuten a 2
dd 12 minus oldalankeacutenti raacutehagyaacutest mint technoloacutegiai parameacutetert
hasznaacuteljuk A furat l meacutereteacutenek fuumlggveacutenyeacuteben doumlntjuumlk el hogy a G82 fuacuteraacutes vaacuterakozaacutessal vagy a G83 meacutelyfuacuteraacutes kiemeleacutessel ciklust vaacutelasztjuk Szintaktikaacuteja megegyezik az elızıkkel
Aacutetmenıfurat felfuacuteraacutesa (321 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a felfuacuteraacutes aacutetmeacuterıje l a felfuacuteraacutes meacutelyseacutege
A zsaacutekfurat felfuacuteraacutesaacutenaacutel emliacutetettek itt is eacuterveacutenyesek azzal az elteacutereacutessel hogy ha nem meacutelyfuratot fuacuterunk akkor a G81 ciklust hasznaacuteljuk
Kuacutepos suumlllyeszteacutes eacutes kuacutepos feneacuteksuumlllyeszteacutes (322 323 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege φ a suumlllyeszteacutes kuacutepszoumlge
A mővelet leacutenyege az l meacuteret beaacutelliacutetaacutesa ezeacutert a vaacuterakozaacutesi idıvel kombinaacutelt G82 ajaacutenlott Homloksuumlllyeszteacutes (324 aacutebra) Az aacutebra jeloumlleacutesei d1 az elıfuacuteraacutes aacutetmeacuterıje d2 a
homloksuumlllyeszteacutes aacutetmeacuterıje l a suumlllyeszteacutes meacutelyseacutege
CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
43
324 aacutebra Homloksuumlllyeszteacutes
325 aacutebra Menetfuacuteraacutes zsaacutekfuratban
326 aacutebra Menetfuacuteraacutes aacutetmenıfuratban
327 aacutebra A menetfuacuteraacutes mozgaacutesviszonyai
rArrelıtolaacutes
328 aacutebra Doumlrzsoumlleacutes
rArrelıtolaacutes A megmunkaacutelaacuteskor a d2-neacutel nagyobb aacutetmeacuterıjő homloksuumlllyesztıt hasznaacutelunk eacutes G82-vel
munkaacuteljuk meg a feluumlletet Menetfuacuteraacutes zsaacutekfuratban eacutes aacutetmenıfuratban (325 326 aacutebra) Az aacutebra jeloumlleacutesei M a
menet neacutevleges meacuterete h a menet emelkedeacutese l a menet meacutelyseacutege A menetfuacuteraacutes programreacuteszlete 3415 NI G17 G90 G95 G00 X Y Z F S T M03 M06 M08 hellip N55 G84 X Y Z Z F S T N56 G80 hellip N55 menetfuacuteroacuteciklus (G84) az X Y a menetes furat koumlzeacuteppontja az elsı Z biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a menet meacutelyseacutege Menetfuacuteraacutes a 327 aacutebra szerint Mozgaacutesok a szerszaacutemmal a furat koumlzeacuteppontja foumlleacute b biztonsaacutegi taacutevolsaacutegra kell
poziacutecionaacutelni gyorsmenettel (327 aacutebra)
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978
CNC-programozaacutes alapjai
44
A biztonsaacutegi taacutevolsaacuteg a menetemelkedeacutes 23-szorosa Az elıtolaacutes eacutes a szerszaacutem fordulatszaacutema enneacutel a mőveletneacutel koumltoumltt f= nP ahol f az elıtolaacutes mmmin n a fordulatszaacutem 1min P a menetemelkedeacutes mm
A menetfuacuteraacutes elıtolaacutessal toumlrteacutenik A menetmeacutelyseacuteg eleacutereacutese utaacuten a szerszaacutem forgaacutesiraacutenyaacutet meg kell vaacuteltoztatni eacutes szinteacuten elıtolaacutessal huacutezzuk vissza a szerszaacutemot az indulaacutesi pontig A G84-es menetfuacuteroacuteciklus a vezeacuterlı technoloacutegiai moacutedosiacutetoacutekapcsoloacuteit (override kapcsoloacutek) automatikusan uumlzemen kiacutevuumll helyezi a kapcsoloacutek le vannak tiltva
Doumlrzsoumlleacutes (328 aacutebra) A doumlrzsoumlleacutes ceacutelja hogy a furat meacuteretpontossaacutegaacutet eacutes feluumlleti eacuterdesseacutegeacutet keacuteszre munkaacuteljuk A szerszaacutem kialakiacutetaacutesa miatt a furatboacutel munkamenettel kell kiemelni a szerszaacutemot ellenkezı esetben a szerszaacutem eacutele lepattan A G85-oumls jelő ciklus alkalmas a mővelet veacutegrehajtaacutesaacutera
A doumlrzsoumlleacutes programreacuteszlete 3416 NI G17 G90 G95 GOO X Y Z F S T M03 M06
M08 N55 G85 X Y Z Z F S T N56 G80 hellip N55 doumlrzsoumlleacutesciklus (G85) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi taacutevolsaacuteg a
maacutesodik Z a furat meacutelyseacutege Furat kiesztergaacutelaacutesa(329 aacutebra) Furat kiesztergaacutelaacutesakor a furat pontos meacutereteacutet eacutes az elıiacutert
feluumlleti eacuterdesseacuteget aacutelliacutetjuk be A szerszaacutemot mindig aacutelloacute fıorsoacute mellett emeljuumlk ki A szerszaacutemgeacutep feleacutepiacuteteacuteseacutetıl fuumlggıen a fıorsoacute vagy meghataacuterozott poziacutecioacutet vesz fel vagy nem Az elsı esetben a fıorsoacute indexaacutelaacutesa utaacuten a szerszaacutem eacuteleacutet - geacutepi rutin szerinti meacuterteacutekben eacutes iraacutenyban - el kell taacutevoliacutetani a furat feluumlleteacutetıl eacutes ezt koumlvetheti a kiemeleacutes A maacutesodik esetben nincs a fıorsoacuten jeladoacute ilyenkor kiemeleacuteskor a szerszaacutem hegye eacuterintkezik a munkadarab feluumlleteacutevel eacutes veacutekony karcot hagy a furat feluumlleteacuten
A furat kiesztergaacutelaacutesaacutenak programreacuteszlete 3417 N1 G17 G90 G95 G00 X Y Z F S T M03 M0 6
M08 hellip N55 G8 6 X Y Z Z F S T N56 G80 hellip N55 furatkiesztergaacuteloacute ciklus (G86) az X Y a furat koumlzeacuteppontja az elsı Z a biztonsaacutegi
taacutevolsaacuteg a maacutesodik Z pedig a furat meacutelyseacutege
CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
45
329 aacutebra Furat kiesztergaacutelaacutesa rArr elıtolaacutes rarr gyorsmenet
Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk esztergaacuten Az esztergaacuten megmunkaacutelhatoacute alkatreacuteszek
jellegzetes geometriai elemekre bonthatoacutek Megmunkaacutelaacutesukhoz hozzaacuterendelhetı egy-egy szinteacuten jellegzetes megmunkaacutelaacutesi moacuted is
Kuumllsı hengeres feluumllet esztergaacutelaacutesa (330 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a keacutesz aacutetmeacuterı a a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza
330 aacutebra Kuumllsı hengeres feluumllet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok a szerszaacutemmal biztonsaacutegi taacutevolsaacutegra a darab eleacute kell poziacutecionaacutelni
gyorsmenettel ez 12 mm a darab elıtt a d1 aacutetmeacuterın A fogaacutesveacutetel a munkadarab tengelye feleacute (X mozgaacutes) gyorsjaacuterattal Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Az elıtolaacutest azeacutert kell alkalmazni mert a κgt 90deg fıeacutel-elhelyezeacutesi szoumlgő szerszaacutemok hasznaacutelata eseteacuten a szerszaacutem eacuteleacuten maradoacute forgaacutecskeresztmetszet gyorsmozgaacutessal leszakiacutethatja a szerszaacutem hegyeacutet Koumlvetkezik a visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint ismeacutetelni kell a fenti mozgaacutessort a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk kuumllsı hengeres feluumlletet esztergaacuteloacute ciklusnak
Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978
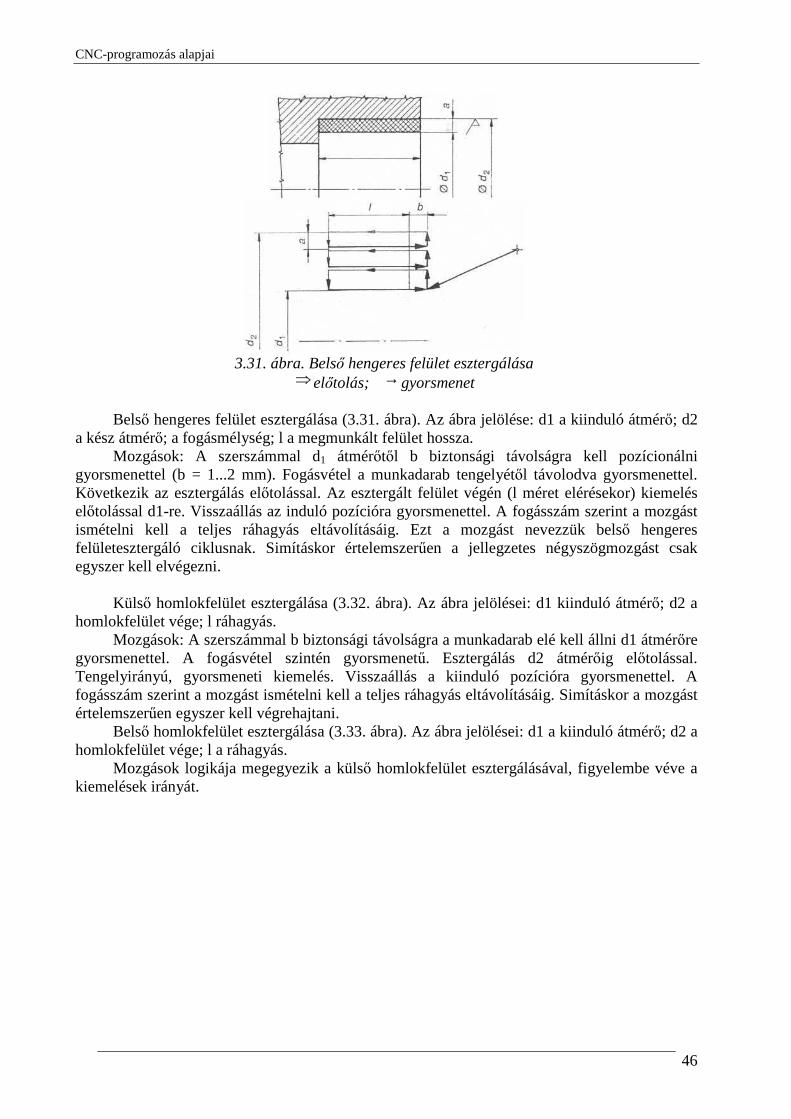
CNC-programozaacutes alapjai
46
331 aacutebra Belsı hengeres feluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarrgyorsmenet Belsı hengeres feluumllet esztergaacutelaacutesa (331 aacutebra) Az aacutebra jeloumlleacutese d1 a kiinduloacute aacutetmeacuterı d2
a keacutesz aacutetmeacuterı a fogaacutesmeacutelyseacuteg l a megmunkaacutelt feluumllet hossza Mozgaacutesok A szerszaacutemmal d1 aacutetmeacuterıtıl b biztonsaacutegi taacutevolsaacutegra kell poziacutecionaacutelni
gyorsmenettel (b = 12 mm) Fogaacutesveacutetel a munkadarab tengelyeacutetıl taacutevolodva gyorsmenettel Koumlvetkezik az esztergaacutelaacutes elıtolaacutessal Az esztergaacutelt feluumllet veacutegeacuten (l meacuteret eleacutereacutesekor) kiemeleacutes elıtolaacutessal d1-re Visszaaacutellaacutes az induloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Ezt a mozgaacutest nevezzuumlk belsı hengeres feluumlletesztergaacuteloacute ciklusnak Simiacutetaacuteskor eacutertelemszerően a jellegzetes neacutegyszoumlgmozgaacutest csak egyszer kell elveacutegezni
Kuumllsı homlokfeluumllet esztergaacutelaacutesa (332 aacutebra) Az aacutebra jeloumlleacutesei d1 kiinduloacute aacutetmeacuterı d2 a
homlokfeluumllet veacutege l raacutehagyaacutes Mozgaacutesok A szerszaacutemmal b biztonsaacutegi taacutevolsaacutegra a munkadarab eleacute kell aacutellni d1 aacutetmeacuterıre
gyorsmenettel A fogaacutesveacutetel szinteacuten gyorsmenető Esztergaacutelaacutes d2 aacutetmeacuterıig elıtolaacutessal Tengelyiraacutenyuacute gyorsmeneti kiemeleacutes Visszaaacutellaacutes a kiinduloacute poziacutecioacutera gyorsmenettel A fogaacutesszaacutem szerint a mozgaacutest ismeacutetelni kell a teljes raacutehagyaacutes eltaacutevoliacutetaacutesaacuteig Simiacutetaacuteskor a mozgaacutest eacutertelemszerően egyszer kell veacutegrehajtani
Belsı homlokfeluumllet esztergaacutelaacutesa (333 aacutebra) Az aacutebra jeloumlleacutesei d1 a kiinduloacute aacutetmeacuterı d2 a homlokfeluumllet veacutege l a raacutehagyaacutes
Mozgaacutesok logikaacuteja megegyezik a kuumllsı homlokfeluumllet esztergaacutelaacutesaacuteval figyelembe veacuteve a kiemeleacutesek iraacutenyaacutet
CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
47
332 aacutebra Kuumllsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
333 aacutebra Belsı homlokfeluumllet esztergaacutelaacutesa
rArrelıtolaacutes rarr gyorsmenet
334 aacutebra Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa rArrelıtolaacutes rarr gyorsmenet
335 aacutebra Kuumllsı kuacutepfeluumllet megmunkaacutelaacutesa
Kuumllsı kuacutepfeluumllet esztergaacutelaacutesa (334 335 aacutebra) Az aacutebra jeloumlleacutesei d2 a kuacutep kezdımeacuterete
d1 a kuacutep veacutegeacutenek meacuterete l a kuacutep hossza α a kuacutepszoumlg
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978
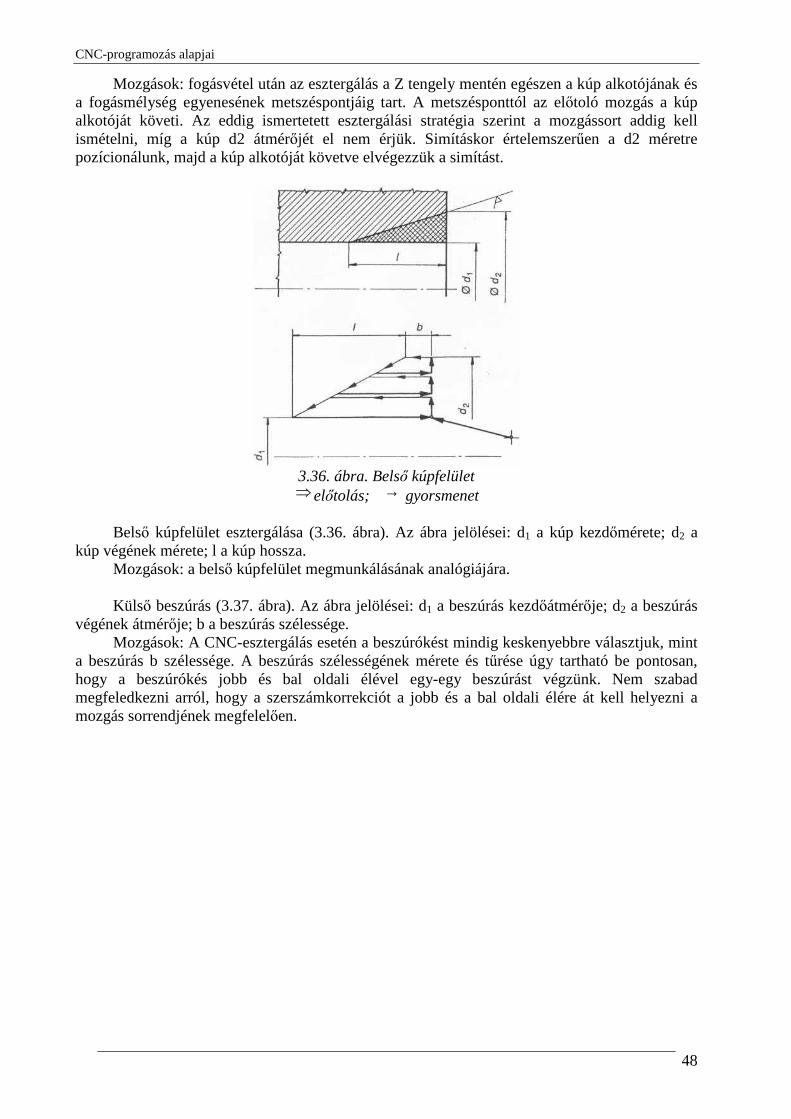
CNC-programozaacutes alapjai
48
Mozgaacutesok fogaacutesveacutetel utaacuten az esztergaacutelaacutes a Z tengely menteacuten egeacuteszen a kuacutep alkotoacutejaacutenak eacutes a fogaacutesmeacutelyseacuteg egyeneseacutenek metszeacutespontjaacuteig tart A metszeacutesponttoacutel az elıtoloacute mozgaacutes a kuacutep alkotoacutejaacutet koumlveti Az eddig ismertetett esztergaacutelaacutesi strateacutegia szerint a mozgaacutessort addig kell ismeacutetelni miacuteg a kuacutep d2 aacutetmeacuterıjeacutet el nem eacuterjuumlk Simiacutetaacuteskor eacutertelemszerően a d2 meacuteretre poziacutecionaacutelunk majd a kuacutep alkotoacutejaacutet koumlvetve elveacutegezzuumlk a simiacutetaacutest
336 aacutebra Belsı kuacutepfeluumllet rArrelıtolaacutes rarr gyorsmenet
Belsı kuacutepfeluumllet esztergaacutelaacutesa (336 aacutebra) Az aacutebra jeloumlleacutesei d1 a kuacutep kezdımeacuterete d2 a
kuacutep veacutegeacutenek meacuterete l a kuacutep hossza Mozgaacutesok a belsı kuacutepfeluumllet megmunkaacutelaacutesaacutenak analoacutegiaacutejaacutera Kuumllsı beszuacuteraacutes (337 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A CNC-esztergaacutelaacutes eseteacuten a beszuacuteroacutekeacutest mindig keskenyebbre vaacutelasztjuk mint
a beszuacuteraacutes b szeacutelesseacutege A beszuacuteraacutes szeacutelesseacutegeacutenek meacuterete eacutes tőreacutese uacutegy tarthatoacute be pontosan hogy a beszuacuteroacutekeacutes jobb eacutes bal oldali eacuteleacutevel egy-egy beszuacuteraacutest veacutegzuumlnk Nem szabad megfeledkezni arroacutel hogy a szerszaacutemkorrekcioacutet a jobb eacutes a bal oldali eacuteleacutere aacutet kell helyezni a mozgaacutes sorrendjeacutenek megfelelıen
CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
49
337 aacutebra Kuumllsı beszuacuteraacutes rArr elıtolaacutes rarrgyorsmenet
338 aacutebra Belsı beszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı beszuacuteraacutes (338 aacutebra) Az aacutebra jeloumlleacutesei d1 a beszuacuteraacutes kezdıaacutetmeacuterıje d2 a beszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a beszuacuteraacutes szeacutelesseacutege Mozgaacutesok A kuumllsı beszuacuteraacutes megmunkaacutelaacutesakor ismertetett elvek figyelembeveacuteteleacutevel Homlokbeszuacuteraacutes (349 aacutebra) Az aacutebra jeloumlleacutesei d a homlokbeszuacuteraacutes meacuterete b szeacutelesseacutege l
meacutelyseacutege
339 aacutebra Homlokbeszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A kuumllsı beszuacuteraacutesnaacutel ismertetett elvek itt is igazak Felhiacutevjuk a figyelmet arra
hogy a szerszaacutem eacutelgeometriaacutejaacutet a d illetve a d+b koumlrgyőrők aacuteltal hataacuterolt teruumlleten beluumll kell kialakiacutetani Az esetek doumlntı toumlbbseacutegeacuteben a forgaacutecsolaacutes koumlruumllmeacutenyei igen kedvezıtlenek (kicsi a forgaacutecsteacuter) ezeacutert a technoloacutegiai adatok megvaacutelasztaacutesakor koumlruumlltekintıen kell eljaacuterni
Kuumllsı eacutelletoumlreacutes (340 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok A szerszaacutem a munkadarab eleacute poziacutecionaacutel a letoumlreacutes vonalaacutenak
meghosszabbiacutetaacutesaacuteban gyorsmenettel majd elıtolaacutessal elveacutegzi a munkafolyamatot Kezdeacuteskor a fogaacutesmeacutelyseacuteg maximaacutelis majd fokozatosan nullaacutera csoumlkken A mőveletelemet ceacutelszerő az azt koumlvetı palaacutestfeluumllet simiacutetaacutesaacuteval oumlsszekapcsolni iacutegy nem marad sorja a letoumlreacutes veacutegeacuten
CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
50
340 aacutebra Kuumllsı eacutellettoumlreacutes (rArr elıtolaacutes rarr gyorsmenet)
341 aacutebra Belsı eacutellettoumlreacutes (rArrelıtolaacutes rarrgyorsmenet)
Belsı eacutelletoumlreacutes (341 aacutebra) Az aacutebra jeloumlleacutesei atimes45deg a letoumlreacutes meacuterete d a letoumlreacutes neacutevleges
aacutetmeacuterıje Mozgaacutesok a kuumllsı eacutelletoumlreacutesneacutel elmondottak figyelembeveacuteteleacutevel Kuumllsı eacutellekerekiacuteteacutes (342 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes
neacutevleges aacutetmeacuterıje Mozgaacutesok A szerszaacutemmal a munkadarab eleacute a lekerekiacuteteacutes kezdıaacutetmeacuterıjeacutere kell
poziacutecionaacutelni majd a munkadarab megeacuterinteacutese koumlvetkezik elıtolaacutessal A lekerekiacuteteacutes esztergaacutelaacutesa soraacuten a fogaacutesmeacutelyseacuteg nullaacuteroacutel maximumig nı majd uacutejra nullaacutera csoumlkken A mőveletelemet ceacutelszerő oumlsszevonni a neacutevleges aacutetmeacuterı simiacutetaacutesaacuteval iacutegy a szerszaacutemnak az anyagboacutel valoacute kileacutepeacutese elmarad eacutes nem keacutepzıdik sorja a lekerekiacuteteacutes veacutegeacuten
Belsı eacutellekerekiacuteteacutes (343 aacutebra) Az aacutebra jeloumlleacutesei R a lekerekiacuteteacutes sugara d a lekerekiacuteteacutes aacutetmeacuterıje
Mozgaacutesok a kuumllsı eacutellekerekiacuteteacutesneacutel elmondottak szerint
342 aacutebra Kuumllsı eacutellekerekiacuteteacutes
rArrelıtolaacutes rarrgyorsmenet
343 aacutebra Belsı eacutellekerekiacuteteacutes rArrelıtolaacutes rarrgyorsmenet
Kuumllsı alaacuteszuacuteraacutes (344 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege Mozgaacutesok a szerszaacutemmal az alaacuteszuacuteraacutes iraacutenyaacutenak meghosszabbiacutetaacutesaacuteba kell poziacutecionaacutelni
Elıtolaacutessal elveacutegezzuumlk az alaacuteszuacuteraacutest majd roumlvid vaacuterakozaacutes utaacuten gyorsmenettel ugyanazon az uacutetvonalon vissza kell huacutezni a szerszaacutemot A gyakorlatilag nulla forgaacutecsteacuter miatt indokolt a technoloacutegiai jellemzık csoumlkkenteacutese
CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
51
344 aacutebra Kuumllsı alaacuteszuacuteraacutes rArrelıtolaacutes rarrgyorsmenet
Belsı alaacuteszuacuteraacutes (345 aacutebra) Az aacutebra jeloumlleacutesei d az alaacuteszuacuteraacutes neacutevleges aacutetmeacuterıje b az
alaacuteszuacuteraacutes szeacutelesseacutege l az alaacuteszuacuteraacutes meacutelyseacutege
345 aacutebra Belsı alaacuteszuacuteraacutes rArrelıtolaacutes rarr gyorsmenet
346 aacutebra Leszuacuteraacutes
rArrelıtolaacutes rarr gyorsmenet Mozgaacutesok hasonloacutek a kuumllsı alaacuteszuacuteraacutes megmunkaacutelaacutesaacutehoz Leszuacuteraacutes (346 aacutebra) Az aacutebra jeloumlleacutesei d1 a leszuacuteraacutes kezdıaacutetmeacuterıje d2 a leszuacuteraacutes
veacutegeacutenek aacutetmeacuterıje b a leszuacuteraacutes szeacutelesseacutege Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute kell poziacutecionaacutelni gyorsmenetben
Keresztiraacutenyuacute mozgaacutes elıtolaacutessal A munkadarab leeseacutese elıtt ceacutelszerő az elıtolaacutest egy vagy toumlbb leacutepeacutesben csoumlkkenteni
Hasznos a szerszaacutem koumlzeacuteppont (forgaacutestengely) feleacute mozgaacutesa koumlzben a fordulatszaacutemot egy vagy toumlbb leacutepeacutesben megemelni azeacutert hogy a forgaacutecsoloacute sebesseacuteg ne csoumlkkenjen A korszerő CNC-esztergaacutekon ahol fokozat neacutelkuumlli fıhajtaacutes van ez a fordulatszaacutem-emeleacutes folyamatos
Kuumllsı menet esztergaacutelaacutesa (347 aacutebra) Az aacutebra jeloumlleacutesei M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a menethossz
CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
52
347 aacutebra Kuumllsı menet esztergaacutelaacutesa rArrelıtolaacutes rarrgyorsmenet
Mozgaacutesok A szerszaacutemmal a menet neacutevleges aacutetmeacuterıjeacutere kell poziacutecionaacutelni A poziacutecionaacutelaacutes
hosszmeacuterete a munkadarab elıtt 23 menetemelkedeacutesre ceacutelszerő hogy a vezeacuterlınek legyen eleacuteg ideje az aacutelloacute szaacutent felgyorsiacutetani a szinkronizaacutelt menetesztergaacuteloacute mozgaacutes sebesseacutegeacutere
A fogaacutesveacutetelt elıtolaacutessal veacutegezzuumlk Az override kapcsoloacutek tiltaacutesa utaacuten vezeacuterlı szinkronizaacutelja a fıorsoacute fordulatszaacutemaacutet eacutes az elıtolaacutest (sebesseacuteg interpolaacutecioacute) iacutegy veacutegezzuumlk el a menetesztergaacutelaacutest A keacutest gyorsmenettel emeljuumlk ki a menet neacutevleges aacutetmeacuterıje foumlleacute Ebben a pontban az override kapcsoloacutekat uacutejra engedeacutelyezni kell A szerszaacutem visszahuacutezaacutesa a kiindulaacutesi hosszra gyorsmenettel A fogaacutesszaacutemnak megfelelıen ezt a ciklust meg kell ismeacutetelni
Belsı menet esztergaacutelaacutesa A megmunkaacutelaacutes jellemzıi M a menet neacutevleges aacutetmeacuterıje P a menetemelkedeacutes l a
menethossz Mozgaacutesok Hasonloacutek mint a kuumllsı menet esztergaacutelaacutesakor de most magmeacuteretre
poziacutecionaacutelunk eacutes a fogaacutesveacutetel a forgaacutestengelytıl kifeleacute iraacutenyul Tiacutepusgeometriaacutek eacutes megmunkaacutelaacutesuk maroacutegeacutepen A koumlvetkezı geometriaacutek munkaacutelhatoacutek meg maroacutegeacutepen eacutes megmunkaacuteloacutekoumlzpontokon
Aacuteltalaacuteban eleacutegseacuteges a szakaszvezeacuterleacutesre alkalmas berendezeacutes de a paacutelyavezeacuterleacutesek szeacuteles koumlrő elterjedeacutese miatt nem teszuumlnk kuumlloumlnbseacuteget akoumlzoumltt hogy milyen geometria munkaacutelhatoacute meg milyen vezeacuterleacuteső szerszaacutemgeacutepen
Siacutekfeluumllet maraacutesa (348 aacutebra) Az aacutebra jeloumlleacutesei B a feluumllet szeacutelesseacutege l a feluumllet hossza a
a fogaacutesmeacutelyseacuteg
348 aacutebra Siacutekfeluumllet maraacutesa
Mozgaacutesok A szerszaacutemot - ha a maroacutegeacutep teljesiacutetmeacutenyviszonyai megengedik - mindig
szeacutelesebbre kell vaacutelasztani mint a B meacuteret Gyorsmenetben feacutel szerszaacutemaacutetmeacuterıvel a darab eleacute poziacutecionaacutelunk eacutes fogaacutest veszuumlnk Elıtolaacutessal veacutegigmunkaacuteljuk a feluumlletet uacutegy hogy a szerszaacutem utolsoacute foga is elhagyja a mart feluumlletet tehaacutet egy feacutel szerszaacutemaacutetmeacuterıvel tuacutelmegyuumlnk az l meacutereten Iacutegy a megmunkaacutelt feluumlletet a maroacute nem karcolja oumlssze
Sarokfeluumllet maraacutesa (349 aacutebra) Az aacutebra jeloumlleacutesei l a feluumllet hossza B a feluumllet meacutelyseacutege a a fogaacutesveacutetel
Mozgaacutesok Ha a sarokfeluumlletnek van szabad kifutaacutesa akkor gyorsjaacuteratban a feluumllet eleacute kell poziacutecionaacutelni feacutel aacutetmeacuterıvel B meacutelyseacutegben a fogaacutesveacutetelnek megfelelıen Az l hossz maraacutesa utaacuten ki kell futtatni a maroacutet a feluumlletrıl Ha nincs a sarokfeluumlletnek szabad kifutaacutesa akkor elıtolaacutessal veszuumlnk fogaacutest
CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
53
349 aacutebra Sarokfeluumllet maraacutesa
Kontuacuterpalaacutest-feluumllet maraacutesa (350 aacutebra) Az aacutebra jeloumlleacutesei B a maraacutes meacutelyseacutege a a
fogaacutesmeacutelyseacuteg Mozgaacutesok A szerszaacutemmal a munkadarab foumlleacute poziacutecionaacutelunk gyorsmenettel A maraacutes
meacutelyseacutegeacutet elıtolaacutessal eacuterjuumlk el Az automatikus szerszaacutemsugaacuter-korrekcioacute bekapcsolaacutesa utaacuten a kontuacutert koumlrbe jaacuterjuk a programozott elıtolaacutessal A maraacutes befejezteacutevel kikapcsoljuk az automatikus szerszaacutemsugaacuter-korrekcioacutet majd gyorsmenettel kiemeljuumlk a szerszaacutemot a munkadarab foumlleacute
350 aacutebra Kontuacuterpalaacutest-feluumllet maraacutesa
Kuumllsı horony maraacutesa I (351 aacutebra) Az aacutebra jeloumlleacutesei B a horony szeacutelesseacutege a a horony
meacutelyseacutege l a horony hossza Mozgaacutesok A horony valamelyik veacutegeacutere poziacutecionaacuteljuk a szerszaacutemot Fogaacutesveacutetel
elıtolaacutessal A maraacutes befejezteacutevel a maroacutet is elıtolaacutessal emeljuumlk ki iacutegy a maroacute eacutele nem seacuteruumll meg Ujjmaroacutet akkor hasznaacutelunk ha a szerszaacutemnak elızetesen feacuterıhelyet munkaacutelunk ki peacuteldaacuteul fuacuteraacutessal Meacuteretes szerszaacutemot (amelynek megegyezik az aacutetmeacuterıje a horony szeacutelesseacutegeacutevel) csak akkor hasznaacuteljunk ha a horony nincs tőreacutesezve Ellenkezı esetben kontuacutermaraacutessal dolgozzunk
Kuumllsı horony maraacutesa II (352 aacutebra) Az aacutebra jeloumlleacutesei l a horony hossza B a horony szeacutelesseacutege a a horony meacutelyseacutege a fogaacutesmeacutelyseacuteg
Mozgaacutesok A taacutercsamaroacuteval a horony foumlleacute poziacutecionaacutelunk eacutes elıtolaacutessal fogaacutest veszuumlnk A taacutercsa aacutetmeacuterıjeacutetıl fuumlgg hogy mekkora a szerszaacutem kifutaacutesa ezt a maraacutes hosszaacutenak meghataacuterozaacutesakor kell figyelembe venni
351 aacutebra Kuumllsı horony maraacutesa I 352 aacutebra Kuumllsı horony maraacutesa II Belsı horony maraacutesa (353 aacutebra) Az aacutebra jeloumlleacutesei d2 a horony aacutetmeacuterıje d1 a furat
aacutetmeacuterıje B a horony szeacutelesseacutege
CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
54
Mozgaacutesok A taacutercsamaroacuteval amelynek aacutetmeacuterıje kisebb d1-neacutel a furatba poziacutecionaacutelunk Elıtolaacutessal fogaacutest veszuumlnk majd koumlrinterpolaacutecioacuteval elkeacutesziacutetjuumlk a hornyot Visszaaacutellva a furat tengelyvonalaacuteba a szerszaacutem kiemelhetı a furatboacutel gyorsmenettel
Feneacuteksuumlllyeszteacutes (354 aacutebra) Az aacutebra jeloumlleacutesei d1 a furat aacutetmeacuterıje d2 a suumlllyeszteacutes aacutetmeacuterıje a fogaacutesmeacutelyseacuteg
Mozgaacutesok Hosszlyukmaroacuteval vagy ujjmaroacuteval a furat foumlleacute poziacutecionaacutelunk A fogaacutesmeacutelyseacuteget elıtolaacutessal eacuterjuumlk el Fel kell venni a d2 meacuteretet majd koumlrinterpolaacutecioacuteval koumlrbe kell jaacuterni a suumlllyeszteacutest A megmunkaacutelaacutes veacutegeacuten uacutejra a furat koumlzepeacutere aacutellunk majd gyorsjaacuterattal a szerszaacutem kiemelhetı
A fuacuteraacutes fejezetben ismertetett megmunkaacuteloacuteciklusok koumlzuumll mindegyiket lehet CNC-maroacutegeacutepeken is programozni ezeacutert azokat nem taacutergyaljuk meacuteg egyszer
353 aacutebra Belsı horony maraacutesa
354 aacutebra Feneacuteksuumlllyeszteacutes
Egyenes interpolaacutecioacute 3D-s megmunkaacutelaacutes eseteacuten (355 aacutebra) A 3D megjeloumlleacutes a haacuterom iraacutenyuacute (direction) mozgaacutest jelenti (A heacutetkoumlznapi
szoacutehasznaacutelatban helytelenuumll a haacuteromdimenzioacutes megmunkaacutelaacutes terjedt el) A 3D-s maroacutegeacutep fıorsoacuteja nem billenthetı ezeacutert goumlmbveacutegő maroacuteszerszaacutemot kell hasznaacutelni
mert akkor a szerszaacutem geometriaacuteja - a goumlmb - biztosiacutetja hogy a munkadarab feluumlleteacutere merılegesen helyezkedjen el a pillanatnyi laacutetszoacutelagos szerszaacutemtengely Az egyenkoumlző paacutelyaacuteroacutel tanultakat kell kiterjeszteni haacuterom iraacutenyban A goumlmb eacuterinteacutesi pontja eacutes a goumlmb koumlzeacuteppontjaacuten aacutetmenı egyenes mindig merıleges a feluumlletre
355 aacutebra 3D-s lineaacuteris interpolaacutecioacute
356 aacutebra A menetmaraacutes mozgaacutesai A haacuteromtengelyes egyenes megmunkaacutelaacutesaacutera alkalmas programreacuteszlet 3441 N1 G17 G90 G54 G00 X Y Z F S T M03 M06 N55 G00 X Y Z N56 G01 Z
CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
55
N57 G01 X Z Z F N58 G00 Z kezdıpont foumlleacute poziacutecionaacutelunk A programreacuteszlet N55 jelő soraacuteban a kezdıpont foumlleacute poziacutecionaacutelunk az N56-ban elıtolaacutessal
fogaacutest veszuumlnk majd az N57-es mondatban az egyenes veacutegpontjaacutet hataacuterozzuk meg mind a haacuterom koordinaacuteta adataacuteval
Menet maraacutesa koumlrinterpolaacutecioacuteval (356 aacutebra) A menetmaroacute szerszaacutemnak a mozgaacutesviszonya utaacutenozza a menet keletkezeacuteseacutenek moacutedjaacutet A szerszaacutem forgoacute koumlrinterpolaacutecioacutes mozgaacutesaacutehoz egy tengelyiraacutenyuacute mozgaacutes jaacuterul ezek eredıje a menetemelkedeacutesnek megfelelı elmozdulaacutes A maroacuten a fogak geometriaacuteja alakiacutetja ki a menetaacuterkot
357 aacutebra A menetemelkedeacutes maraacutesaacutenak mozgaacutesai a) jobbos b) balos
A 358 a aacutebraacuten a jobbos emelkedeacuteső menet a 358 b aacutebraacuten a balos emelkedeacuteső menet
megmunkaacutelaacutesaacutehoz szuumlkseacuteges mozgaacutesok laacutethatoacutek A menet megmunkaacutelaacutesaacutet a 358 a aacutebra szemleacutelteti A szerszaacutemmal megkoumlzeliacutetjuumlk a
munkadarabot elıtoloacute mozgaacutessal eacuterjuumlk el a menetmeacutelyseacuteget A kellı menetmeacutelyseacuteg eleacutereacutese utaacuten indiacutethatoacute a koumlrinterpolaacutecioacute eacutes a Z tengely iraacutenyuacute egyenes elıtoloacute mozgaacutes Ha eleacuterjuumlk a szuumlkseacuteges menethosszat akkor a szerszaacutemot szinteacuten elıtolaacutessal kiemeljuumlk a fogaacutesboacutel
Ha toumlbb-bekezdeacuteső menetet kell marni akkor a 358 b aacutebraacuten laacutethatoacute moacutedon toumlbbszoumlr a menet bekezdeacuteseinek megfelelıen ismeacuteteljuumlk a menetmaraacutest
A koumlrinterpolaacutecioacute indiacutetaacutesaacutenak helyeacutet uacutegy kell meghataacuterozni hogy a koumlrt - a munkadarab hengeres reacuteszeacutenek a keruumlleteacutet - felosztjuk a bekezdeacutesek szaacutemaacutetoacutel fuumlggıen egeacutesz reacuteszekre eacutes ezeknek a reacuteszeknek a keruumlleten leacutevı pontjait tekintjuumlk kiindulaacutesi pontnak
CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
56
a)
b)
358 aacutebra A menetmaraacutes veacutegrehajtaacutesa
35 Ellenırzı keacuterdeacutesek
Ismertesse a gyaacutertaacutesi folyamat informaacutecioacute aacuteramlaacutesaacutet Az aacutebeacuteceacute betői koumlzuumll melyeket hasznaacutelhatjuk a DIN 66025 programozaacutesi szabvaacuteny szerint Milyen koacutedokat nevezuumlnk programtechnikai utasiacutetaacutesnak (segeacutedfunkcioacutenak) Milyen speciaacutelis karaktereket ismer mire hasznaacuteljuk ıket Mi a szerepuumlk az uacutetinformaacutecioacutet meghataacuterozoacute koacutedoknak Milyen interpolaacutecioacutes parameacuteterek vannak Ismertesse a technoloacutegiai utasiacutetaacutesok koacutedjait Melyek a mondatfeleacutepiacuteteacutes szabaacutelyai Hogyan eacutepuumll fel a fıprogram Mit nevezuumlnk ciklusnak Mutasson be gyakran hasznaacutelatos megmunkaacutelaacutest mint ciklust Mit nevezuumlnk szubrutinnak Hogyan szervezi a szubrutint a program iacuteraacutesa soraacuten Mi az alprogram fogalma Mutasson peacuteldaacutet az alprogram alkalmazaacutesaacutera Mi a parameacuteteres alprogram Mutasson peacuteldaacutet a parameacuteteres alprogram alkalmazaacutesaacutera A fuacuteroacutegeacutepen alkalmazott megmunkaacutelaacutesoknak melyek a koumlzoumls jellemzıik Ismertesse a csuacutecsfeacuteszek eacutes koumlzpontfurat megmunkaacutelaacutesaacutet Ismertesse a zsaacutekfurat telibe fuacuteraacutesaacutet eacutes programozaacutesaacutet Mi a kuumlloumlnbseacuteg a zsaacutekfurat eacutes az aacutetmenıfurat telibe fuacuteraacutesa koumlzoumltt Hogyan programozzuk a kuumlloumlnfeacutele suumlllyeszteacutesek megmunkaacutelaacutesaacutet Hogyan kell a menetfuacuteraacutest elveacutegezni eacutes hogyan kell programozni Hogyan veacutegzi a doumlrzsoumlleacutest eacutes hogyan programozza Mi a furatesztergaacutelaacutes leacutenyege eacutes hogyan programozza Hogyan nagyoljuk eacutes simiacutetjuk a kuumllsı hengeres feluumlleteket Miben kuumlloumlnboumlzik a belsı hengeres feluumllet megmunkaacutelaacutesa a kuumllsı hengeres feluumlleteacutetıl Hogyan munkaacutelja meg a kuumllsı eacutes a belsı homlokfeluumlletet Hogyan munkaacutelja meg a kuacutepfeluumlletet Ismertesse a kuumlloumlnboumlzı beszuacuteraacutesok keacutesziacuteteacuteseacutet milyen mozgaacutesokkal veacutegezzuumlk el Hogyan veacutegzi el a kuumlloumlnfeacutele alaacuteszuacuteraacutesokat Ismertesse a menetesztergaacutelaacutest eacutes programozaacutest Hogyan munkaacutelunk meg siacutekfeluumlletet Hogyan marunk sarokfeluumlletet Mi a kontuacuterpalaacutest-feluumllet hogyan munkaacutelja meg Ismertesse a horonymaraacutes moacutedozatait eacutes mozgaacutesait Miben kuumlloumlnboumlzik a feneacuteksuumlllyeszteacutes maroacutegeacutepen eacutes fuacuteroacutegeacutepen veacutegezve Hogyan kell elveacutegezni a haacuteromtengelyes egyenes maraacutest
CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978

CNC-programozaacutes alapjai
57
Hogyan lehet maroacutegeacutepen menetet megmunkaacutelni Milyen interpolaacutecioacutekat kell egyidejőleg a menetmaraacuteskor hasznaacutelni Hogyan kell menetet marni haacuteromtengelyes megmunkaacutelaacutessal Hogyan mar toumlbb-bekezdeacuteső menetet CNC- maroacutegeacutepen
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978
CNC-programozaacutes alapjai
58
4 IRODALOM
Dr Angyal Beacutela - Dr Dobor Laacuteszloacuteneacute - Dr Palaacutesti Kovaacutecs Beacutela - Siacutepos Saacutendor A forgaacutecsolaacutes eacutes szerszaacutemai Mőszaki Koumlnyvkiadoacute Budapest 1988
Czeacuteh Mihaacutely - Cselle Tibor Szerszaacutemgeacutepek szaacutemjegyes programvezeacuterleacutese Mőszaki Koumlnyvkiadoacute Budapest 1982
Czeacuteh Mihaacutely - Hervay Peacuteter NC-geacutepek programozaacutesa I-II SZTAacuteV Budapest 1982 Czeacuteh Mihaacutely - Hervay Peacuteter MAZAK gyaacutertoacutecella a Baacutenki Donaacutet Mőszaki Fıiskolaacuten
Geacutepgyaacutertaacutestechnoloacutegia 1995 december Csaacutenyi Egon NC-technika a gyakorlatban Mőszaki Koumlnyvkiadoacute Budapest 1974 Farkas Emil Bevezeteacutes az NC-geacutepek programozaacutesaacuteba Mőszaki Koumlnyvkiadoacute Budapest 1981 Farkas Jaacutenos - Dr Heacuteberger Kaacuteroly - Dr Raacutenky Mikloacutes - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja II Tankoumlnyvkiadoacute Budapest 1972 Fogel Laacuteszloacute Alkalmazaacutestechnikai tovaacutebbkeacutepzeacutes Szerszaacutemgeacutep - Programozaacutesi Egyesuumlleacutes
Budapest 1978 Dr Heacuteberger Kaacuteroly - Iliaacutesz Dimitrisz - Dr Kalaacuteszi Istvaacuten - Rezek Oumldoumln - Toacuteth Istvaacuten A
geacutepgyaacutertaacutes technoloacutegiaacuteja III Tankoumlnyvkiadoacute Budapest 1975 Hervay Peacuteter HUNOR PNC 722 vezeacuterleacutes programozaacutesa BDGMF 1990 NCT 90M programozaacutesi leiacuteraacutes NC Technika Kft 1996 Sautter NC-szerszaacutemgeacutepek programozaacutesa Mőszaki Koumlnyvkiadoacute Budapest 1988 Hermann Wellers - Norbert Kerp - Fritz Lieberwirth Bevezeteacutes a CNC-geacutepek programozaacutesaacuteba
Mőszaki Koumlnyvkiadoacute Budapest 1987 Weck Manfred Werkzeukmaschinen Band 1 Band 2 Band 3 Band 4 VDI Verlag Duumlsseldorf
1978