clases control estadistico de procesos - 2ºpract
TRANSCRIPT

7/16/2019 Clases Control Estadistico de Procesos - 2ºPRACT
http://slidepdf.com/reader/full/clases-control-estadistico-de-procesos-2opract 1/5
2º PRACTICA DE CEP: CARTAS DE CONTROL Y CAPACIDAD DEL PROCESO
I. GRAFICOS PARA VARIABLES
GRAFICOS X y R
1. Para investigar el perfil de variación de ciertas partes en un proceso de maquinado, se midieron las
dimensiones de las partes cuatro veces al día, a las 9.00, 11.00, 14.00, y 16.00. Haga una grafica de
control x¯ - R para analizar este proceso.Hora
N° Fecha 9.00 11.00 14.00 16.001 Nov.2 52.5 52.9 52.9 53.52 3 53.0 52.8 53.5 52.43 4 52.8 52.9 52.7 52.84 5 52.9 52.9 52.9 52.95 6 52.8 52.9 52.7 53.16 9 52.6 53.4 53.1 53.37 10 53.5 53.6 52.8 52.78 11 53.1 53.3 53.5 53.09 12 53.4 53.1 53.1 53.110 13 53.2 53.4 53.1 52.911 16 53.4 53.0 53.9 53.112 17 52.8 52.9 53.2 53.2
13 18 53.2 53.3 52.9 53.114 19 53.5 52.9 54.0 53.915 20 54.3 53.6 53.6 53.816 23 53.2 53.3 54.0 53.717 24 53.8 54.0 53.8 53.818 25 53.1 53.6 53.7 53.819 26 53.7 53.8 53.0 53.520 27 53.3 53.1 53.6 53.021 30 53.3 53.7 53.3 53.822 Dic. 1 53.1 53.1 53.2 53.123 2 53.6 53.4 53.2 53.024 3 53.4 53.7 53.0 53.225 4 53.3 53.2 53.5 53.4
2. La Watson Electric Company produce bombillas para luz incandescente. Los siguientes datos sobre el
número de lúmenes correspondientes a bombillas de iluminación de 40 watts se obtuvieron mientras elproceso estaba bajo control.
Observación
Muestra 1 2 3 41 604 612 588 6002 597 601 607 6033 581 570 585 5924 620 605 595 5885 590 614 608 604
a. Calcule los acotamientos de control para una grafica R y para una grafica x¯.
b. Desde la fecha de obtención de esos datos, se han contratado nuevos empleados. Mediante una
nueva muestra se obtuvieron las siguientes lecturas: 570, 603, 623 y 583. ¿Sigue estando este
proceso bajo control?
7/16/2019 Clases Control Estadistico de Procesos - 2ºPRACT
http://slidepdf.com/reader/full/clases-control-estadistico-de-procesos-2opract 2/5
II. GRAFICOS PARA ATRIBUTOS
GRAFICOS P
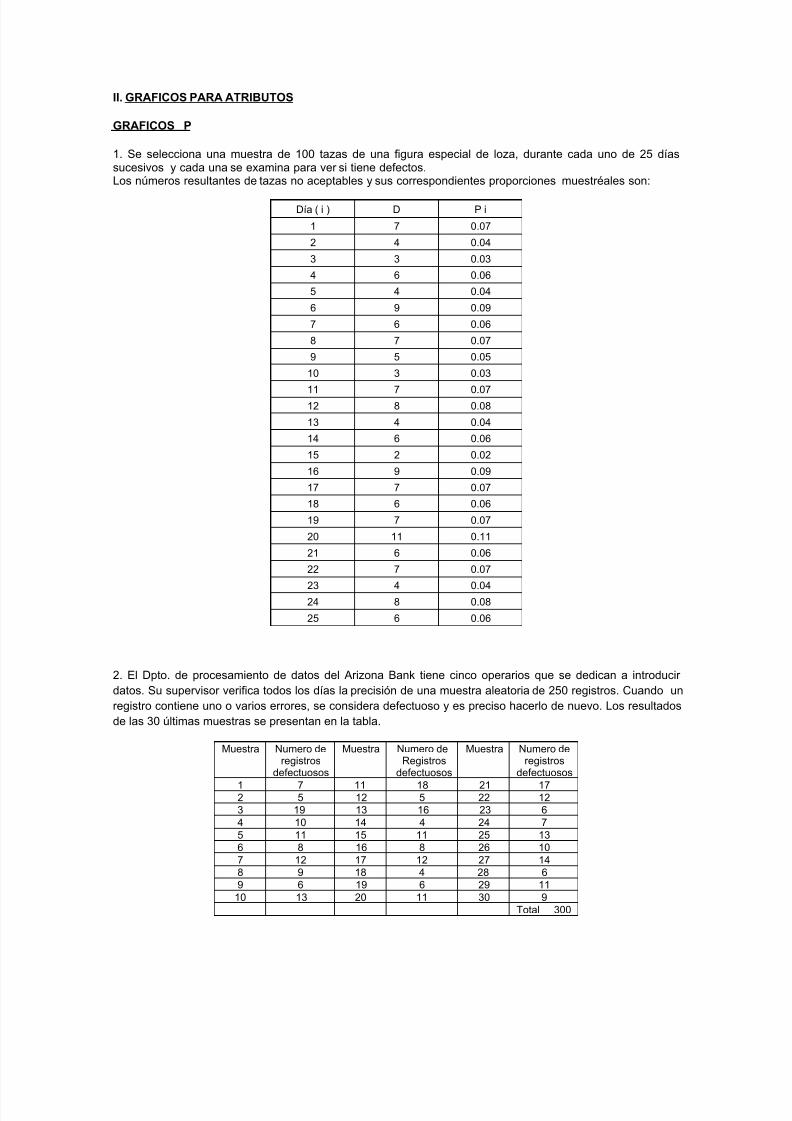
1. Se selecciona una muestra de 100 tazas de una figura especial de loza, durante cada uno de 25 díassucesivos y cada una se examina para ver si tiene defectos.Los números resultantes de tazas no aceptables y sus correspondientes proporciones muestréales son:
Día ( i ) D P i
1 7 0.07
2 4 0.04
3 3 0.03
4 6 0.06
5 4 0.04
6 9 0.09
7 6 0.06
8 7 0.07
9 5 0.05
10 3 0.03
11 7 0.0712 8 0.08
13 4 0.04
14 6 0.06
15 2 0.02
16 9 0.09
17 7 0.07
18 6 0.06
19 7 0.07
20 11 0.11
21 6 0.06
22 7 0.07
23 4 0.0424 8 0.08
25 6 0.06
2. El Dpto. de procesamiento de datos del Arizona Bank tiene cinco operarios que se dedican a introducir
datos. Su supervisor verifica todos los días la precisión de una muestra aleatoria de 250 registros. Cuando un
registro contiene uno o varios errores, se considera defectuoso y es preciso hacerlo de nuevo. Los resultados
de las 30 últimas muestras se presentan en la tabla.
Muestra Numero deregistros
defectuosos
Muestra Numero deRegistros
defectuosos
Muestra Numero deregistros
defectuosos
1 7 11 18 21 172 5 12 5 22 123 19 13 16 23 64 10 14 4 24 75 11 15 11 25 136 8 16 8 26 107 12 17 12 27 148 9 18 4 28 69 6 19 6 29 11
10 13 20 11 30 9Total 300

7/16/2019 Clases Control Estadistico de Procesos - 2ºPRACT
http://slidepdf.com/reader/full/clases-control-estadistico-de-procesos-2opract 3/5
a. Tomando como base estos datos históricos, trace una grafica p usando z = 3.
b. Las muestras correspondientes a los cuatro días subsecuentes revelaron los siguientes datos:
muestra Numero de registros defectuosos31 1732 15
33 2234 21
¿Cuál será probablemente la evaluación del supervisor acerca del proceso de introducción de datos?
3. Una línea de producción de fundición vuelve a operar luego de 1 mes de paro por cambio de modelo
(molde), por lo cual el jefe de calidad decidió tomar 35 muestras sucesivas de 100 vaciados c/u para
determinar si se sigue cumpliendo la norma ya establecida para un modelo similar y que indica que la fracción
defectuosa debe ser mantenida en 0.02 (2%).Los defectuosos son:
# M 1 2 3 4 5 6 7 8 9 10 11 12
DEF 3 3 5 3 5 0 3 2 3 5 6 5
# M 13 14 15 16 17 18 19 20 21 22 23 24DEF 9 1 2 4 5 2 0 10 3 6 3 2
# M 25 26 27 28 29 30 31 32 33 34 35
DEF 5 6 3 3 2 5 1 0 7 4 3
A) ¿Se cumple la norma?
B) ¿Si la norma se cumple, podemos ajustar el rango de control (limites de seguridad)?
C) Si la norma no se cumple, determinar la nueva norma asumiendo que no hay más correctivos quehacer en el proceso.
4. En una fábrica de artículos de plástico inyectado se tiene el problema de la rebaba en las piezas, que esnecesario eliminar con retrabajo. Con el propósito de evaluar la realidad actual y detectar posibles causas
especiales de variación se decide implementar una carta de control para el producto que más se fabrica, los
datos obtenidos en 24 lotes de tamaño 500, en cuanto a la cantidad de piezas con rebaba se muestran a
continuación:
86 95 113 93 88 101 90 85 111 80 96 89 98
126 96 124 129 115 95 78 97 110 108 118
a) Calcule los límites de control para una carta p e interprételos
b) Grafique la carta p y analícela.
c) Obtenga una carta np e interprétela.
d) ¿El proceso es estable?
e) ¿Se puede considerar que el proceso genera buena calidad?

7/16/2019 Clases Control Estadistico de Procesos - 2ºPRACT
http://slidepdf.com/reader/full/clases-control-estadistico-de-procesos-2opract 4/5
GRAFICO C
1. La tabla siguiente representa un muestreo realizado en cierto artículo niquelado, se tomaron muestras de
50 unidades cada hora en dos días (turnos de trabajo), en la fase final.
La línea produce 200 artículos por hora. Los datos del día 12 deben reflejar los cambios hechos en el proceso:
a) Si empleamos como herramienta de control un grafico C (muestra de tamaño constante y totalizando
defectos) y los limites de control empleados son: 49 ± 21, determinar si el proceso estuvo bajo control
y si el cambio fue provechoso.
b) Si se determinan los siguientes costos de corrección de defectos:
ORIFICIO NO ROSCADO 5
ORIFICIO DE MEDIDA MENOR 30
ACABADO POBRE 10
NIQUELADO DEFECTUOSO 20
REBORDE 50
¿Ha sido provechoso el cambio? ¿Que sugiere?
GRAFICO U
1. En una línea de estampado de telas, se toman rollos de 50 metros de tela y se cuenta en cada uno de ellosel número de manchas de pintura que se presentan. Los resultados para 10 muestras se presentan acontinuación:
Prepare el grafico U.
2. Para un fabricante de computadoras registrando los defectos en su línea de ensamble final, la unidad de
inspección es una computadora y se toman 5 unidades de inspección a un tiempo. Grafique la carta U.
Defectos Defectos10 912 58 714 1110 1216 611 87 1010 715 5
Muestra 1 2 3 4 5 6 7 8 9 10 Total
Defectos 14 12 20 11 7 10 21 16 19 23 153
Num de rollos 10,0 8,0 13,0 10,0 9,5 10,0 12,0 10,5 12,0 12,5 107,5
l 1,40 1,50 1,54 1,10 0,74 1,00 1,75 1,52 1,58 1,84 1,42

7/16/2019 Clases Control Estadistico de Procesos - 2ºPRACT
http://slidepdf.com/reader/full/clases-control-estadistico-de-procesos-2opract 5/5
CAPACIDAD DEL PROCESO
1. Usted es el Gerente de mejoras de proceso de la empresa “CADESA” y ha desarrollado una nueva
máquina para cortar las plantillas destinadas a la mejor línea de zapatos deportivos de la compañía. Esta
emocionado porque la meta de la compañía es de no más de 3.4 defectos por millón, y esta máquina parece
ser la innovación que usted necesita. Las plantillas no pueden superar en mas de ± 0.001 pulgadas el grosor requerido de 0.250 pulgadas. Usted desea saber si debe reemplazar la maquina existente, que tiene un Cpk
de 1.0. La desviación estándar del nuevo proceso es 0.0005 pulgadas
Nota: si las plantillas pueden ser de 0.002 (en vez de 0.001) a partir de la medida requerida de ±0.250, ¿Cuáles el nuevo Cpk?
2. Pioneer Chiken anuncia sus pollos “lite” con 30% menos calorías. (Las piezas son 33% más pequeñas). La
distribución promedio del proceso para las pechugas de los pollos “lite” es de 420 calorías, con una desviación
estándar de la población de 25 calorías. Pioneer ha tomado muestras al azar de seis pechugas de pollo, para
medir su contenido calórico.
a. Diseñe una grafica usando la desviación estndar de este proceso.
b. El diseño del producto requiere que la pechuga de pollo promedio tenga un contenido de 400 calorías
± 100 calorías. Calcule la razón de capacidad del proceso (objetivo = 1.33) y el índice de capacidaddel proceso. Interprete los resultados.
3. ABC Engineering tiene un nuevo sistema catalizador de inyección para su línea de producción de cubiertas.
Su dpto. Técnico de procesos ha realizado experimentos y determino que la media es de 8.01 gramos con
una desviación estándar de 0.03. Sus especificaciones son: µ = 8.0 y σ = 0.04 lo cual implica un
límite de especificación superior de 8.12 (= 8.0 + 3(0.04)) y un límite de especificación inferior de 7.88 (= 8.0 –
3(0.04)). ¿Cuál es el Cpk de desempeño del sistema de inyección?
4. La marlín Company produce botellas de plástico de acuerdo con las especificaciones del cliente. El
inspector de calidad selecciona al azar cuatro botellas, que extrae de la maquina, y mide el diámetro exterior
del cuello del envase, una dimensión de calidad típica de la cual depende que la tapa de la botella ajuste
correctamente. Las dimensiones de las seis últimas muestras (en pulgadas) son:
BotellaMuestra 1 2 3 4
1 0.604 0.612 0.588 0.6002 0.597 0.601 0.607 0.6033 0.581 0.57 0.585 0.5924 0.620 0.605 0.595 0.5885 0.59 0.614 0.608 0.6046 0.585 0.583 0.617 0.579
a. Suponga que estas seis muestras sean suficientes para que a partir de esos datos se determinen los
acotamientos de control para una grafica R y una grafica x.b. Suponga que la especificación para el diámetro del cuello de la botella sea
0.600 ± 0.050 pulg. Si la desviación estándar de la población es 0.012 pulg, ¿es el proceso capaz de
producir satisfactoriamente la botella?