chapter iv -...
TRANSCRIPT
CHAPTER IV
Varnishes prepared using tannins based resins and linseed oil
IV.l Introduction
Tannins, which are polyphenols compounds, can be used as a substitute
for phenol in the preparation of phenol - formaldehyde resins [1]. Due to the
sustained efforts by Pizzi et al [2], wattle tannins were used in the preparation of
adhesives and the product was commercialized.
Phenolic resins encircle a wide variety of polymeric substances; each
polymer is composed of a multitude of structures, and a wide variety of raw
materials and catalyst. Phenolic resins represent a mature and classical polymer
family with a complexity and range of capabilities that make them now, as in the
past, the engineering materials of choice to meet a tremendous variety of needs.
Phenolic resins are prepared by the reaction of a phenol or substituted phenol
with an aldehyde, especially formaldehyde, in the presence of an acid or basic
catalyst.
The base catalysed resins are known as resoles. Resole type phenolic
resins are normally produced with a molar ratio of formaldehyde to phenol of
1.2:1 to 3.0:1. For substituted phenols the ratio is normally 1.2:1 to 1.8:1.
Commonly used alkaline catalysts used for the preparation of resoles are NaOH,
Ca(OH)2 and Ba(OH)2. While acid catalysed phenol formaldehyde resins result
in a limited number of structures and properties, resoles cover a much wider
109
spectrum. Resoles are usually solids or liquids, water soluble or insoluble,
alkaline or neutral, slowly curing or highly reactive.
When base is used as a catalyst in the preparation of phenolic resins, the
first step is the formation of phenolate ion. Since the ion formed is anionic in
nature, electron density of aromatic ring is dominant at the ortho and para
positions. The high electron density of the aromatic ring favours the
electrophilic condensation reaction at the ortho and para positions of the
benzenoid nuclei. The ratio of ortho to para substitution depends on the nature of
the carbon and the pH [3,4]. Para substitution is favoured at lower pH and by
divalent cations, such as Ba2,' Ca2+ and Mg +.
The polymerization rate is pH-dependent, with the highest rates occurring
at both high and low pH. When base is used as a catalyst in the preparation of
phenol-formaldehyde type resin, large number of methylol groups will be formed
[5,6]. These methylol groups are responsible for the oil reactivity of the resins
with the unsaturated vehicle in the production of oil modified air drying
varnishes. The molecular weight of the resins normally falls in the range of 500-
5000 with most being below 2000.
The tannins of tamarind seed testa, cashewnut seed testa and red onion
skin, as discussed in the chapter II, belongs to the condensed type which are
structurally related to flavonoids and more appropriately based on procyanidins.
Large quantities of tamarind seed testa are available as a residual by-product
110
during the production of tamarind kernel powder. This material is used as
tanning cum dyeing agent and also as an adulterant in the tea industry. The
cashewnut seed testa accumulates as waste in the production of cashew kernel,
which has good food value. This raw material is also used as an adulterant in tea
and also used rarely in tanning industry. The onion skin is one of the kitchen
wastes.
In this chapter, the tannins of tamarind seed testa, cashewnut seed testa
and red onion skin are utilised in the preparation of 18 different acid catalysed
tannin based phenol-formaldehyde type resins and three different base catalysed
Phenol-formaldehyde resins (resoles). These resins are then utilised to prepare
different varnishes.
IV.2 Experimental
IV.2a Preparation of tannin based resins (acid catalysed)
The tannins of these biomaterial wastes are extracted by adopting the
procedure given in chapter 11. These tannins are then condensed, with acid
hydroxylates containing furfural of various raw materials obtained by adopting
the procedure given below.
0.01M of tannins isolated from biomaterial wastes is refluxed with acid
hydroxylates (whose furfural concentration is equivalent to 0.01M) and
formaldehyde (0.04M) at 363 K. for 2.5 hours during which a resin is developed.
The resin obtained is repeatedly washed with distilled water to remove any
111
monomers present and dried subsequently to get pure resins, which are then
weighed.
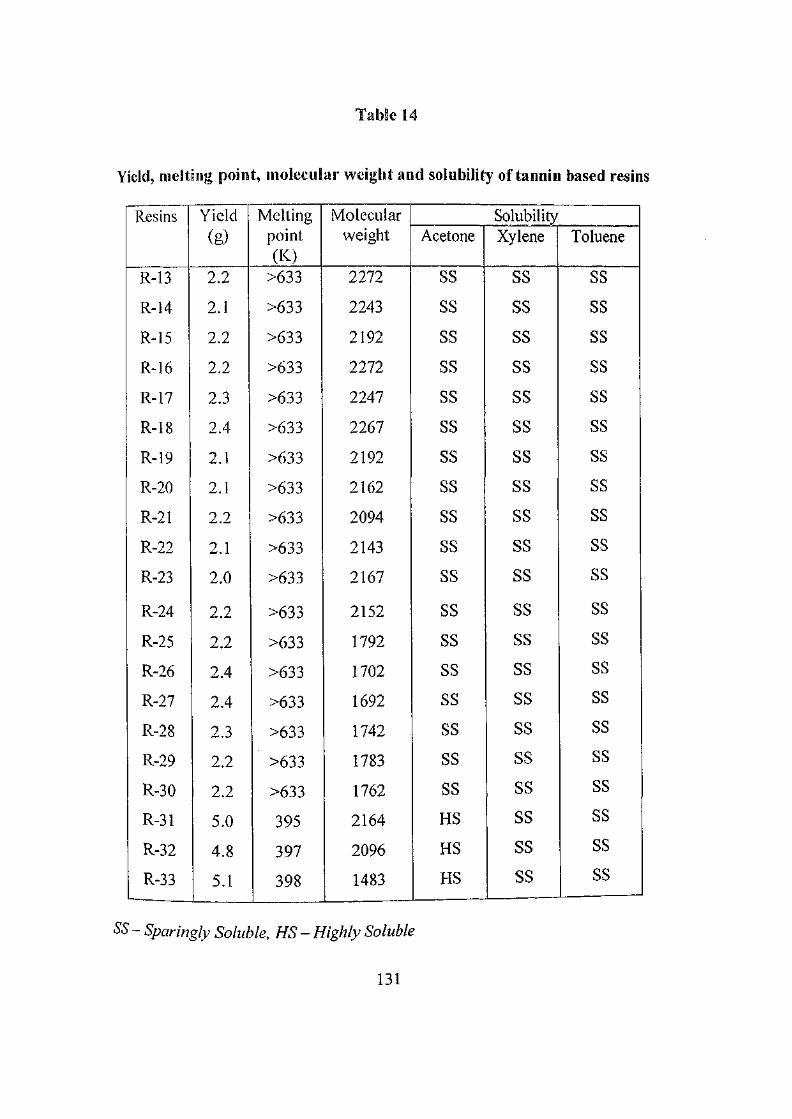
Eighteen different resins (R-13 to R-30) are prepared using the tamarind
seed testa tannins, cashewnut seed testa tannins and red onion skin tannins with
acid hydroxylates of various biomaterial wastes and formaldehyde using acid as
catalyst. The raw material sources for the preparation of these resins following
the methodology given above is given in table 14.
IV.2b Preparation of resoles
Tannins (0.07 M) obtained from various biomaterial wastes listed already
are added with resorcinol (0.03 M). To this mixture, one ml of NaOH (0.25 M)
solution, formaldehyde (0.06 M) and 250ml of distilled water are added and
wanned. The unreacted monomers and water are distilled off to get pure resins
(R-31 to R-33), which are then dried and weighed.
IV.2c Preparation of varnishes using acid catalysed tannins based resins
Oil modified air drying varnishes are prepared by making use of these
tannin based resins and linseed oil.
Varnishes (V-13 to V-30) are prepared using 2g of resin along with 75g of
linseed oil and refluxing it at 520 K for about 3 hours with constant stirring in the
presence of hexamine. The hexamine is added to improve the oil bodying of resin
[7]. To the homogeneous solution of varnish obtained after filtration, 0.3% of
cobalt naphthenate to the total weight of the vehicle is added along with 0.5ml of
112
antiskinning agent. Ethyl methyl ketoxime is the antiskinning agent used for the
present study.
To improve the oil bodying of these highly cross-linked and polar resins
in linseed oil, additives such as hexamine, soylecithin and sodium lauryl sulphate
are added in various proportions. The effects of these additives are studied.
Varnishes, V-1.3 to V-30 are prepared using the tannin based resins
R-13 to R-30 respectively (obtained from tamarind seed testa tannin, cashewnut
seed testa tannin and red onion skin ) along with linseed oil by adopting the
methodology given above.
IV.2d Preparation of resole resins based varnishes
5g of R-31 to R-33 are ground well separately and heated around 413 K
and 75g of hot linseed oil are added and refluxed at 510 K for 2.5 hours. The
varnishes obtained are filtered off to get homogenous solutions of varnishes,
V-31 to V-33 respectively.
I V.3 Evaluation of resins and varnishes
The evaluation of resins and varnishes are done following by the
methodologies given in chapter HI.
IV.4 Results and Discussion
The electrophilic substitution reactions of tannins with different
electrophiles are established through the halogenation, alleviation and
113
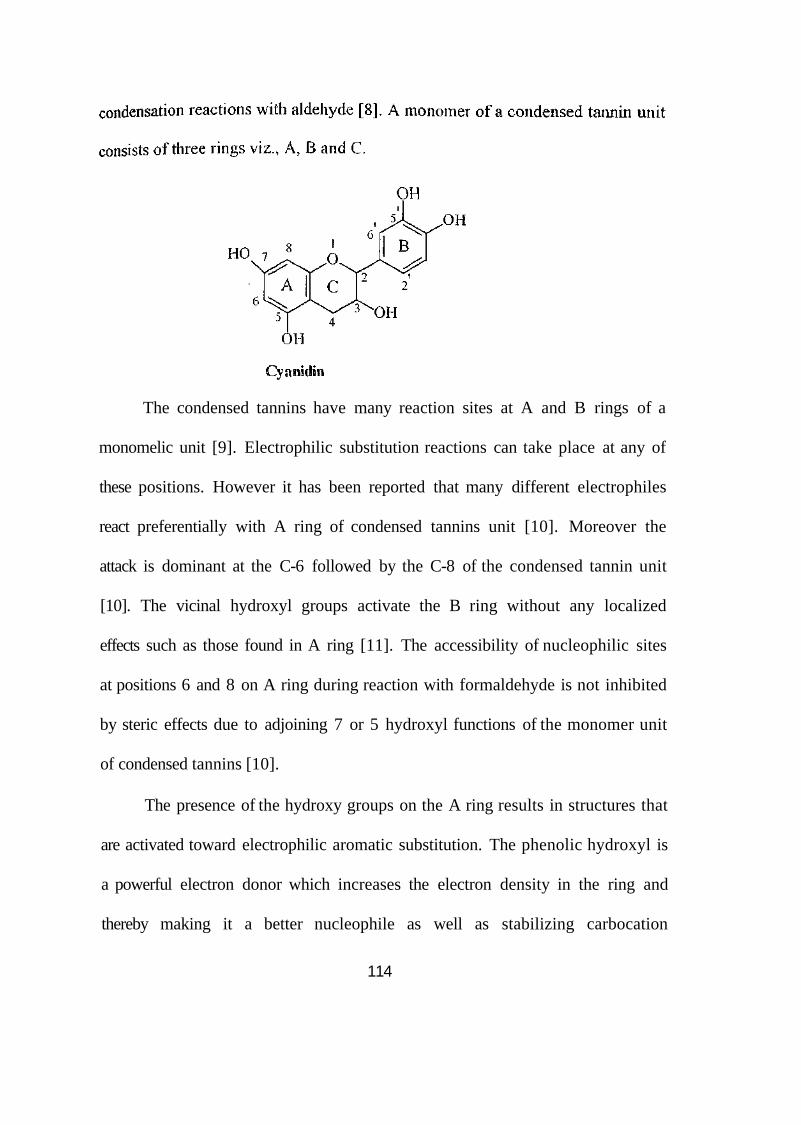
The condensed tannins have many reaction sites at A and B rings of a
monomelic unit [9]. Electrophilic substitution reactions can take place at any of
these positions. However it has been reported that many different electrophiles
react preferentially with A ring of condensed tannins unit [10]. Moreover the
attack is dominant at the C-6 followed by the C-8 of the condensed tannin unit
[10]. The vicinal hydroxyl groups activate the B ring without any localized
effects such as those found in A ring [11]. The accessibility of nucleophilic sites
at positions 6 and 8 on A ring during reaction with formaldehyde is not inhibited
by steric effects due to adjoining 7 or 5 hydroxyl functions of the monomer unit
of condensed tannins [10].
The presence of the hydroxy groups on the A ring results in structures that
are activated toward electrophilic aromatic substitution. The phenolic hydroxyl is
a powerful electron donor which increases the electron density in the ring and
thereby making it a better nucleophile as well as stabilizing carbocation
114

intermediates and it forms the basis for electrophilic attack on the positions ortho
and para to the hydroxy groups.
As discussed in chapter II, the tannins of tamarind seed testa, cashewnut
seed testa and red onion skin belong to the procyanidin type. The A ring of these
tannin molecules are phloroglucinolic type. Hence electrophilic condensation
reactions will take place preferentially at the C-8 of the condensed tannin unit.
The C-6 position also takes part in the condensation reaction type, as tins
position is also not occupied by any substituent group [12-14],
It is reported that for the formation of methylol groups besides the
formation of bridging methylene groups, the amount of aldehyde added should
be more than the amount of phenol added [15]. hi the preparation of tannin based
acid catalyzed phenol - formaldehyde type resins, a ratio of 1:5 mole of
phenolics to aldehyde is used. Since the tannin molecules have many reaction
sites these aldehydes are mainly consumed for electrophilic condensation
reactions forming bridging methylene groups and a small proportion of the same
for the formation of methylol groups.
In the base catalysed reaction, a ratio of nearly 1:1 mole of phenolics to
aldehyde is added. Hence aldehydes are consumed for the formation of
methylene bridges between phenolic moieties. However, it has been reported that
in base catalysed reactions methylol groups are formed during the resin
formation [2,3],
115
IV.4a Physical properties of resins
The resins (R-13 to R-33) have been tested for their melting points,
molecular weight and solubilities in various solvents such as acetone, xylene and
toluene and the results are given in table 14.
It is evident from the table 14 that the acid catalyzed tannin based resins
(R-13 to R-30) had the melting point above 633 K. Their solubility in organic
solvents such as acetone, xylene and toluene is very low. The reaction of tannins
with aldehydes is at the C-6 and C-8. The reactivity of the tannins are increased
in acidic medium and hence they enter into cross-linking condensation reactions
[10]. The properties such as low solubility and high melting point of the resins
are attributed to the high level of cross-linking by furfural and formaldehyde
through the formation of methylene groups between the tannin molecules. It is
reported by previous researchers that highly cross-linked phenolic resins are very
much insoluble in common organic solvents except for its solubility in phenol
[16].
When base is used as a catalyst in the preparation of phenol-formaldehyde
type resins, large number of methylol groups are formed usually [17] at the ortho
and para positions of the phenolic ring. These tannin molecules when used in the
preparation of resoles form good number of methylol groups. It is corroborated
by the solubility of these (R-31 to R-33) resins in polar solvents such as acetone
116
[17,18]. The raethylol groups formed during resin formation, being polar in
nature, are responsible for the dissolution of these resins in polar solvents.
IV.4b IR spectra of resins
The important characteristic IR bands of the prepared resins are given in
table 15.
The IR spectra for acid catalyzed tannin based resins have bands around
2925 cm"1 which correspond to the methylene bridges formed by furfural and
formaldehyde between the tannin molecules in the resins. The bands around
760 cm"1 correspond to the aromatic nuclei of tannins. Bands corresponding to
C=C stretching vibrations of aromatic rings are around 1600 cm"1, 1520 cm"1 and
1450 cm"1. Bands at 3350 cm"1 are also seen for all the resins, which is attributed
to the presence of phenolic hydroxyl group.
The IR spectra of all the resoles revealed the presence of a methylene
bands around 2932 cm"1 (R-31), 2942 cm"1 (R-32) and 2954 cm'1 (R-33)
respectively. It indicates that formaldehyde has reacted with phenolic
compounds to form methylene linkages in between them. The formation of
methylene groups between the phenolic compounds is responsible for the chain
growth. Band around 3300 cm"1 is seen for all the resins which indicates the
presence of phenolic hydroxyl groups. The bands around 753 cm"1 highlight the
presence of aromatic ring of the resins. There are also bands corresponding to the
C=C stretching vibrations of aromatic ring.
117

IV.4c Oil bodying of acid catalysed tannins based resins
The tannin molecules have many reactive positions prone for electrophilic
condensation reactions. So the tannin molecules during the condensation
reactions may enter into cross-linking reactions through methylene linkages.
These cross-linkages lead to a fewer number of methylol groups. Hence the oil
bodying of the resins in linseed oil is less. To increase the level of oil bodying of
these resins, additives such as hexamine, soylecithin and sodium lauryl sulphate
are added separately and the effects of these additives are investigated.
Hexamine is a reaction product of 6 moles of formaldehyde with 4 moles
of ammonia. It is generally used as an antiseptic and has been given the name
urotropine. It has four tertiary nitrogen atoms and hence it is highly basic [7],
A lecithin is a glyceride containing two usually different fatty acid ester
groups (eg. stearic and oleic acid) and a phosphocholine group which on
saponification gives inorganic phosphate and quaternary base choline.
Lecithin extracted from egg yolk or soybean oil is a waxy hygroscopic
white substance, which rapidly becomes yellow or brown in ah". The acid
components of soybean lecithin are palmitic, stearic, palmitoleic, oleic, linoleic
and arachidonic acids [19].
118
IV.4g Oil bodying of tamarind seed testa tannin based resins
Hexamine being a tertiary amine is basic and can abstract the phenolic
proton of the resin to form phenolate ion, which reacts with the double bond of
the linseed oil. Since the 'A' ring of tannin molecule is more prone to form the
methylol groups, the formation of chrornane ring or the reactivity of the tannins
based resins with the oil is mainly through 'A' ring.
The increase in viscosity from 19 sees for varnishes prepared without
hexamine to 27 sees in the presence of 1.33% by weight of hexamine to the total
weight of vehicle indicate the high level of reaction of these resins with the oil.
The results of oil bodying of R -13 with linseed oil in the presence of hexamine
are given in table 16.
Previous researchers studied the reaction of unsaturated compounds such
as styrene and maleic esters with methylol phenol and a mechanism for the
formation of ether like compound is given [20]. It is then proved through the
reaction of o-methylol derivative with p-t-butyl-o-cresol and oleic acid [21].
Based on this reaction the mechanism of p-t-butyl phenol novolac with
unsaturated oil in the presence of hexamine [7] has been studied. Similar
119

The emulsifying activity of soylecithin is also encouraging as the viscosity
of the varnish prepared using 1.33% by weight of soylecithin to the total weight
of vehicle increased to 27 secs'from 19 sees, the viscosity of varnishes prepared
without it. Soylecithin with its quaternary ammonium groups anchor the phenolic
resin by forming an ion pan [23]. It has an oil soluble end and an ionic end,
which is responsible for the emulsification process. An ion pair may be generated
between the resin molecule and the anchor group, which is the quaternary
ammonium group of the lecithin. Soylecithin can also form hydrogen bonds with
the resin and the vehicle together, which further increases oil bodying [23].
Hence the dispersion of the resin with the vehicle is more, resulting in the
increased viscosity of the resultant phenolic varnish.
120
mechanism is proposed for the formation of chromane ring in V-13. The
probable mechanism is indicated below. Additional IR band at 1240 cm"' in
V-13 supports this mechanism [22].
Sodium lauryl sulphate is expected to give emulsification effect similar to
that of soylecithin. Sodium lauryl sulphate has both aliphatic chain and an ionic
group. But this additive does not have any effect on the oil bodying of the resin.
The inactive nature of sodium lauryl sulphate can be explained as follows. The
sulphonic acid group present in sodium lauryl sulphate has lesser ability than
quaternary ammonium group present in soylecithin to form an ion pair which is
responsible for the oil bodying of the resins [23], The hydrogen bonding
capacity which is almost veiy much less when compared to soylecithin hence the
oil bodying in the presence of sodium lauryl sulphate is low [23].
IV.4f Oil bodying of cashewnut seed testa tannin based resin
The oil bodying of resins made out of cashewnut seed testa tannins are
very low. It may be due to the high level of cross-linking between the tannin
molecules through formaldehyde and fuifural and the low number of methylol
groups and other factors such as steric strain. All these factors reduce the oil
bodying of these resins. Hence for the oil bodying of these resins, additives such
as hexamine, soylecithin and sodium lauryl sulphate are used. The results are
given in table 17.
The effect of oil bodying of these resins by additives given above is
similar to that of tamarind seed testa tannin based resins. The oil bodying of the
resins has been enhanced when hexamine and soylecithin are used while sodium
lauryl sulphate produced no effect. The formation of chromane ring is also
121
observed as evident from IR absorption bands for varnishes prepared using these
additives.
IV.4i Oil bodying of red onion skin tannin based resins
The red onion skin tannin based varnishes do not have good oil bodying
characteristics. The oil bodying of these resins is very low and similar to
tamarind seed testa tannin based resins. From the table 18, it is evident that
hexamine and soylecithin enhance the reactivity of the resin with the oil as is
evident from the increased viscosity. Chromane ring formation is also
observed for these varnishes, which is substantiated by IR absorption value
around 1240 cm'1. However sodium lauryl sulphate does not have any impact
on the oil bodying of these resins.
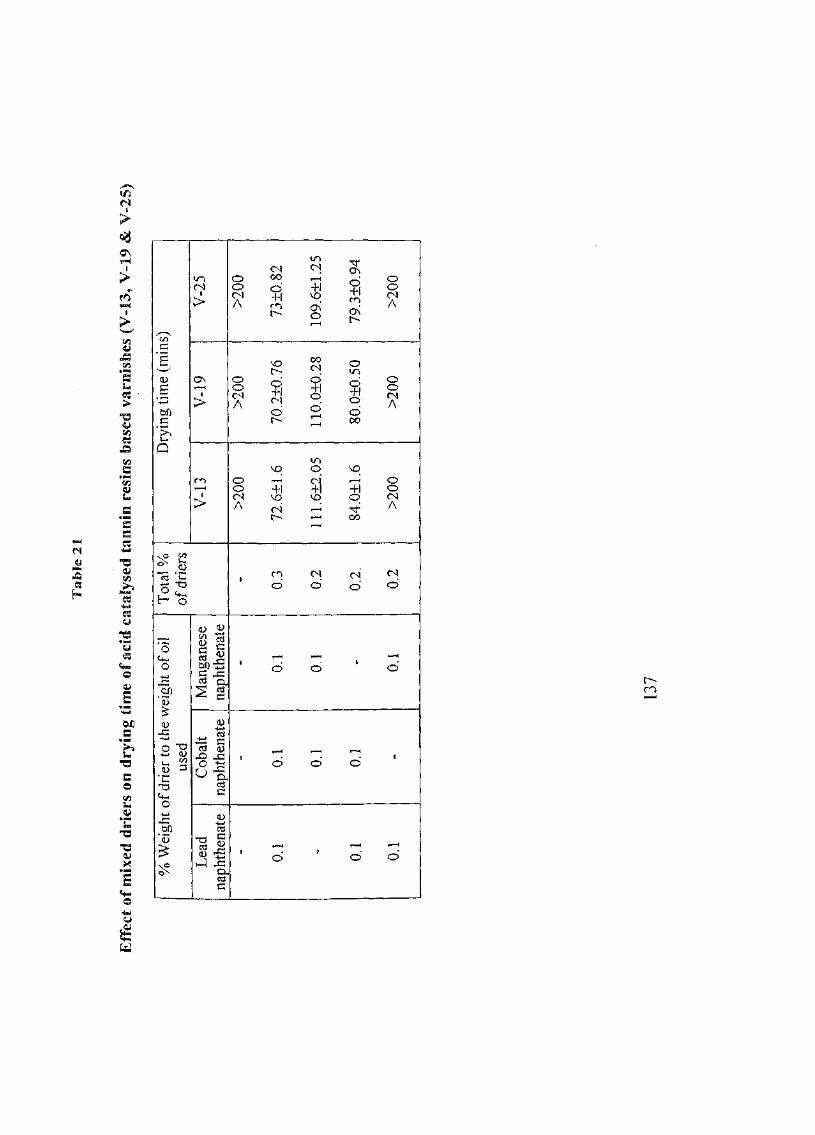
IV.4j Identification of suitable drier
The varnishes prepared using tannin based resins along with linseed oil
have diying time above 200 minutes. To lower the drying time to around 60
minutes, various driers are added and studies are carried out. Catalytic driers
such as cobalt naphthenate and manganese naphthenate and cross-linking drier
viz., lead naphthenate are used to minimize the drying time of these tannin resins
based varnishes. These driers are added separately in various concentrations
ranging from 0.1 to 0.3% weight to the total weight of the vehicle, linseed oil.
Varnishes V-13, V-19 and V-25 prepared using tannins of tamarind seed testa,
cashewnut seed testa and red onion skin respectively are taken for the study and
122
the results are given in table 19. The drying times with these driers for resole
based varnishes are given in table 20.
It is evident from the table 19 that the drying times of the three different
acid catalysed tannin resins based varnishes are almost the same with various
concentrations of these different driers. The drying time of these varnishes
without any drier is above 200 minutes. But the addition of driers markedly
decreases the drying time. Cobalt naphthenate performs well in all the three
varnishes and it is in good agreement with the previous research work [24], The
manganese naphthenate, though it is a catalytic, surface drier, does not have any
significant impact on the drying time of these varnishes, when compared to lead
naphthenate. The mechanism of action of these driers may be the same as given
in chapter III.
It is evident from the table 20 that cobalt naphthenate of 0.3%
concentration reduces the drying time to around 60 minutes for all the three
resoles based varnishes. The lead and manganese naphthenate has very little
effect on the drying time of the varnishes. The result is in good agreement with
the previous reports that cobalt naphthenate acts as a catalyst for drying and
increases the rate of formation of dry film [24].
Studies are conducted to find the combined effect of these driers in
various proportions and combinations. The results of the study are given in table
123
21 and 22 for acid catalysed tannin resins based varnishes and resoles based
varnishes respectively.
It is evident from the table 21 that a mixture of 0.1% concentration of each
of these driers decreases the drying time. Moreover any combination having
cobalt naphthenate as one of the constituents has significant effect on the drying
time. However it is found that the manganese naphthenate does not have any
telling impact on the drying time of these varnishes.
From the table 22, it is evident that a mixture of 0.1% of these driers
decreases the drying time of V-31, V-32 and V-33 to 70, 68 and 75 minutes
respectively. The results of table 20 and table 22 suggest that cobalt naphthenate
of 0.3 % concentration is the best drier followed by 0.1 % combination of each
drier. The drying effect of manganese naphthenate is not good, as it could not
reduce the drying time to around 60 minutes, and it is the same in the case of lead
naphthenate.
IV.4k IR spectra of varnishes
Bands corresponding to C-H stretching vibrations of CH3 groups of fatty
oil are seen around 2926 cm"1 and 2854 cm"1 for all the acid catalysed tannin
resin based varnishes. The bands corresponding to phenolic hydroxyl groups of
resin are seen for all the varnishes. Bands corresponding to aromatic nuclei of
resins are also retained for all the varnishes. The presence of ketonic group is
124

shown by a strong band at 1740 cm"1 for all the varnishes. The formation of
chromane ring envisaged is also seen around 1240 cm"1 for all the varnishes.
IR spectra of resole based varnishes have bands around 2925 and 2855
cm"1 for -CH3 and -CH2 groups of linseed oil respectively. The bands around
3600 cm"1 indicate the presence of phenolic hydroxyl group. There are also bands
corresponding to the carbonyl groups of the linseed oil.
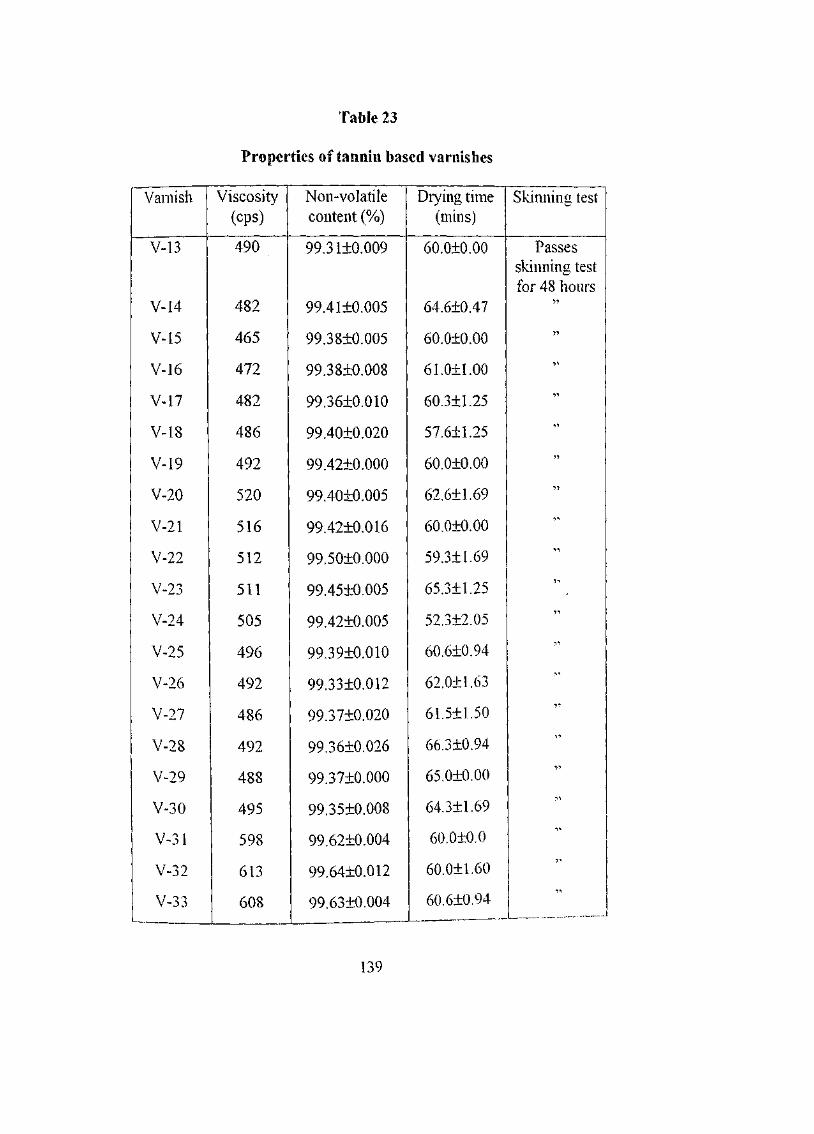
IV.41 Physical properties of tannins based varnishes
The viscosity, non-volatile content, diying time and anti skinning property
of the prepared varnishes are given in table 23.
Varnishes are termed as Newtonian liquids due to their flow behaviour
having constant plasticity, thixotrophy etc. The viscosity of the prepared tannin
based varnishes (V-13 to V-30) increased to 475 cps from 230 cps, which is the
viscosity of the vehicle, linseed oil. The increased viscosity indicates the level
of oil bodying of these resins with the oil.
The viscosity of all the varnishes prepared using the resoles and linseed
oil are around 600 cps, which is around 3 times higher than that of the linseed oil.
It indicates the high level of oil bodying of these resins with the vehicle. Since
resoles have large number of methylol groups, the blending of resins with the
vehicle is very high resulting in the high viscosity of the varnishes.
The non-volatile content of these tannin based varnishes (V-13 to V-33)
are around 99.5 which indicates low amount of volatile substances. This may be
125
due to the fact that solvents are not used for dilution of these varnishes. The
value of volatile matter may be related to volatile solvent, present in the drier
system and also due to the antiskinning agent present in the varnishes.
The diying time of these varnishes are studied with different
concentrations of naphthenates of various metals such as cobalt, manganese and
lead. The results indicate that cobalt naphthenate of 0.3% weight of driers to the
total weight of vehicle is found as the suitable drier. For this concentration of
cobalt naphthenate these varnishes have the minimum drying time around 60
minutes.
Coating materials packed in containers for a longer period should not
form skin on the surface of the container. Some coatings have the tendency to
form skin because of oxidation due to the presence of enclosed air. The skin may
vary from soft skin to tight skin depending on the coating formulations. A spatula
may remove the tight skin whereas the soft skin may pose problems while
coating. If they remain in the coating material they appear as irregularities on the
surface of the finish, and constitute one of the forms of seeding. The varnishes
prepared pass the skinning test for 48 hours. No skin or gel formation is observed
for these varnishes that are subjected to skin test.
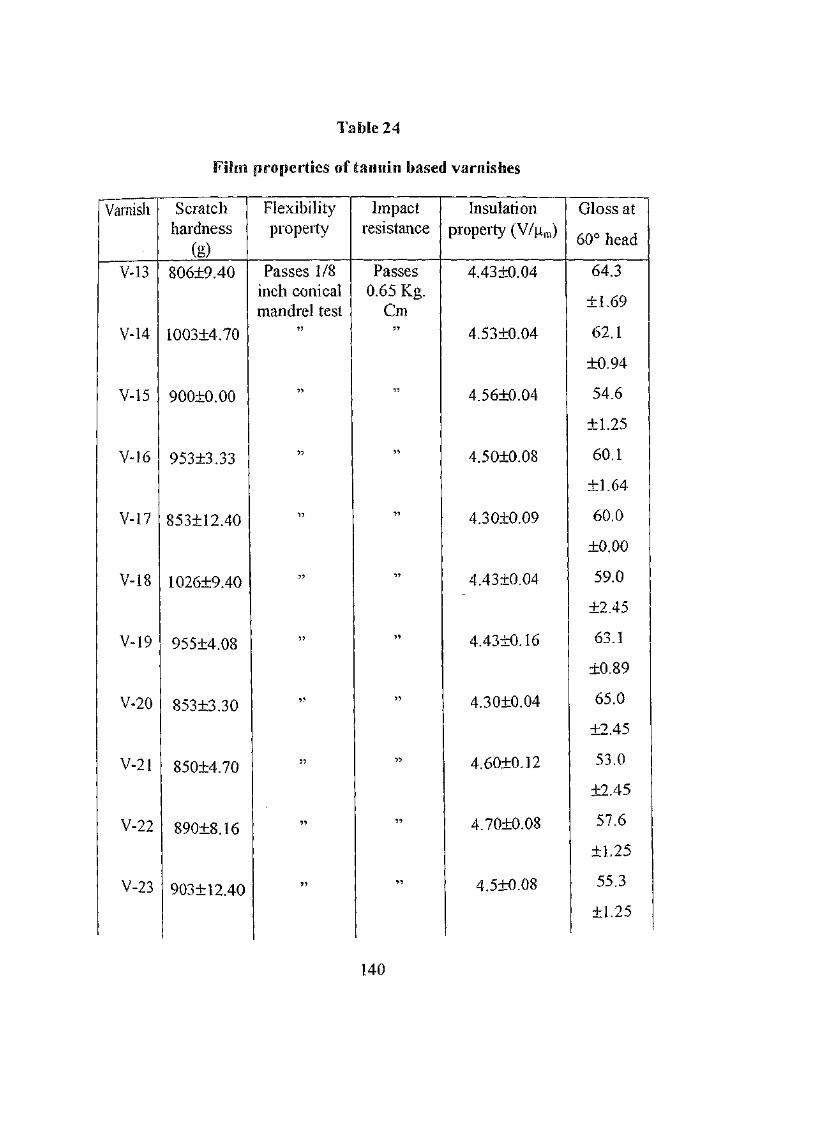
The scratch hardness, flexibility, impact, insulation and gloss values for
the prepared varnishes are given in table 24.
126
The scratch hardness, otherwise called as mar resistance of an organic
coating is its ability to withstand scratching and scuffing actions, which tend to
disfigure or mar the surface appearance of the coating. Mai1 resistance, as defined
above, is a resistance of the surface of the coating to permanent deformation, as a
consequence of the application of dynamic mechanical forces. The mar
resistance is actually a measure of adhesion. Adhesion is defined as the state in
which two surfaces are held together by interfacial forces which may consist of
valence forces or interlocking action, or both [25]. The varnishes in the present
study are prepared using phenolic tannin based resins and linseed oil as the
vehicle. There are reports about the chemical adsorption/complexation of tamiin
molecules on the metal surface to prevent corrosion [26,27]. Since the varnishes
are prepared with tamiin based resins and linseed oil as the vehicle, the adhesion
may be due to the valence forces and by interlocking action of the varnishes on
the metal surfaces. The scratch hardness value is around 900g for acid catalysed
tamiin resins based varnishes (for 30+5 |im) and around 875 g for resoles based
varnishes (for 40 jam) which are very good. The resistance towards scratch is
provided by the veiy strong adhesion of the varnishes on the metal surface by
valence and interlocking forces. It is reported that oleoresinous varnishes have
much more adhesion strength than is required for good service and it is much
superior to nitrocellulose coatings. It is also reported that phenolic varnishes
have good adhesion strength [28,29].
127

The flexibility requirements for coatings vary with the substrate on which
the coating is applied. Coatings on metal sheets, automobile bodies and tin
containers, is subjected to considerable flexing during normal use. Coatings on
paper vary considerably with the use; most of them require a good degree of
flexibility. The prepared tannins based varnishes pass the 1/8 inch mandrel test
which indicates the high level of flexibility. This is in good agreement with the
previous report that oleoresinous varnishes based on phenolic resins and linseed
oil possess good flexibility [30].
The impact resistance test gives a measure of the combination of
toughness and adhesion of coatings. All the varnishes pass the 0.65 kg.cm
impact test. Since the varnishes prepared pass this test it has good toughness and
adhesion which is confirmed by scratch hardness test and flexibility
measurements. It is again supported by the fact that oleoresinous3 phenolic
varnishes have good adhesion, flexibility and impact resistance [31].
The insulation property of these varnishes (V-13 to V-30) measured
following the Indian standard 350 (IS: 350) is good and the varnishes have the
breakup voltage of around 4.5 V for a micrometer thickness of the varnish film.
The insulation properties of all the three resoles based varnishes (V-31 to
V-33) measured by ISO 350 standard are fairly good and these varnishes pass
220 V for the film thickness of 100±5 jim.
128
The specular gloss is a factor, which depends on the refractive index of
the coated film and indicates the smoothness of the surface. If the surface is
smooth then the incident beam of light will not spread out but reflect at an angle.
It follows that for smooth surface the gloss values are very high. On the other
hand for wrinkled or rough surface the gloss value, when measured at 60 °, is
low due to diffused reflection. The varnishes prepared have good gloss value,
which indicates the smoothness of the surface and the homogeneity of resin in
vehicle [25,26].
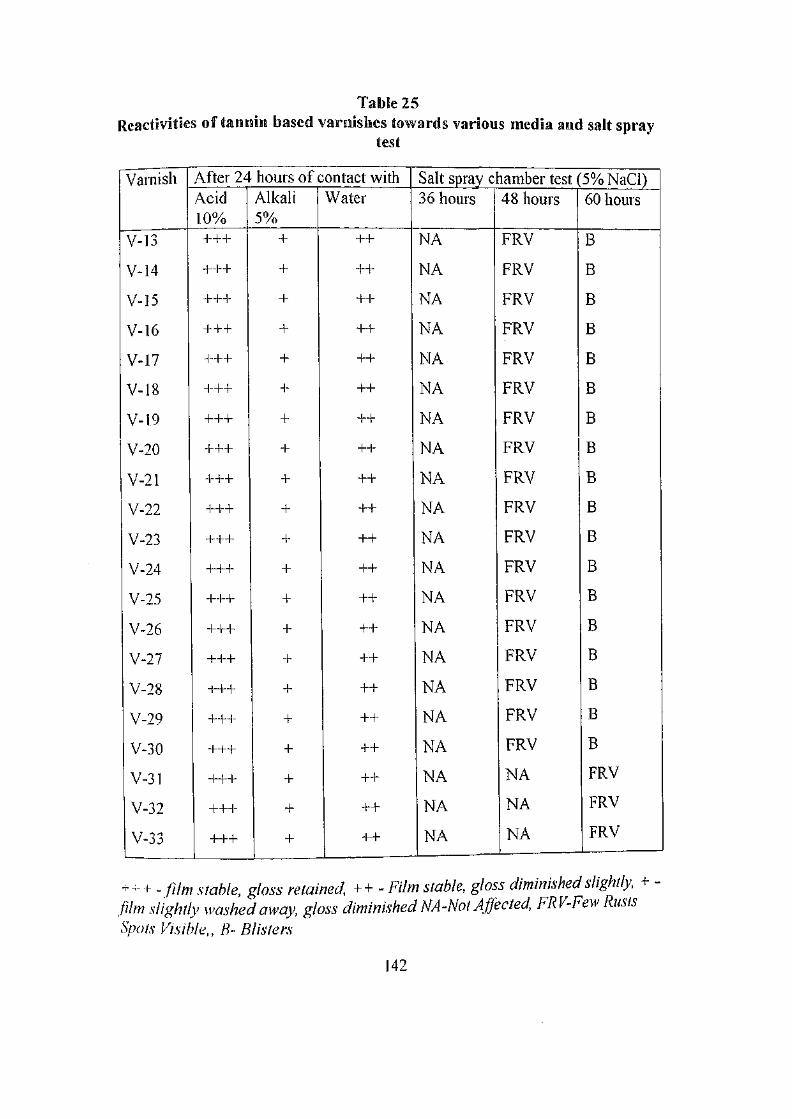
The results of chemical resistivities and salt spray test of the tannin based
varnishes are given in table 25.
The acid resistivities of all these tannin resins based varnishes are very
good. There is no loss in gloss and the films are very stable. The water resistant
character of all the varnishes is. also good but with slight loss in gloss. Further it
is found that these varnishes, (V-13 to V-33) did not possess alkali resistivity
with the films getting slightly washed resulting in the loss of gloss also. The low-
water and alkali resistance of films derived from non conjugated linseed oil may
be due to the formation of more peroxy linkages man the much more stable
carbon-carbon or ether bonds in the dry film. When such films are exposed to
water or alkali, the peroxy linkages cleave which results in the low resistivity of
the film [31, 32]. Linseed oil, a vegetable oil being saponifiable, forms soaps or
salts with basic substances even when in the polymerized state and vegetable oils
129
have a certain measure of moisture absorbing and transmitting ability. Many of
these soaps are water-soluble and hence the alkali resistance is actually the
moisture resistance. This is the cause for the low level of alkali resistance and
water resistance of the varnishes prepared. The linseed oil coated film when
exposed to alkali is almost washed away resulting in the poor resistivity towards
this medium.
The corrosion resistance property for the varnishes V-13 to V-33 has been
evaluated by salt spray test. The films after 36 hours of continuous exposure to
5% NaCl does not show any degeneration of the surface, while V-31 to V-33
remains intact even after 48 hours. For varnishes V-13 to V-3, the 48 hour
exposure leads to visible appearance of a few rust spots on the panels. After 60
hours as can seen in table 25, blisters appear for V-13 to V-30. The increased
protective value of V-31 to V-33 can be attributed to the high oil bodying of the
resins [33].
130