chapter 4 ambur leather footwear...
TRANSCRIPT
Ambur Leather Footwear Industry
Chapter 4
Ambur Leather Footwear Industry
Introduction
This chapter focuses on the Ambur leather footwear industry. Ambur town is located
in Vellore district in Northern Tamil Nadu, where the leather industry is a major
economic activity. Yellore district exhibits many characteristics of an 'Industrial
District'. According to Alfred Marshall (1920) the term' industrial districts' refers to
'the concentration of specialised industry in certain localities'. The classic features of
Marshallian industrial districts are a high degree of division of labour, advanced
productive specialisation of firms and the creation and diffusion of innovations (cited
in Tappi 200 I). He stressed on the relationships among firms, on their size, and on
possibility to divide the productive process into different autonomous phases. His
definition places more emphasis on the economic dimensions of industrial district,
which focuses on industrial relationships among firms. Becattini (1990) reintroduced
the concept of industrial district based on the successful performance of local finns in
Tuscany, Emilia Romagna and near by regions in what has come to be called 'Third
Italy'. He went beyond Marshall's economic analysis and defined industrial district
'as a socio-territorial entity which is characterized by the active presence of both a
community of people and population of firms in one naturally and historically
bounded area'. Pyke and Sengenberger (1990) defines industrial district as
'geographically defined productive systems characterized by a large number of finns
that are involved at various stages, and in various ways, in the production of a
homogeneous product'. Thus the main components of industrial district are.
geographical and sectoral concentration of firms, predominance of small and medium
97
All/bur Lemher Fool1l'ear industry
sized firms, vertical disintegration (at firm level). cooperative competition, a socio
cultural identity which facilitates trust and a network of public and private local
institutions supporting the economic agents acting within the industrial district1•
Vellore district exhibits many characteristic features of an industrial district. It
specialises in manufacturing leather and leather products for international markets.
Five main towns in Vellore district, Vaniyambadi. Ambur, Pernambattu, Melvisharam
and Ranipet are categorized as tannery clusters. Approximately, six hundred tanneries
are clustered in and around these towns. Ranipet and the nearby industrial estates have
the largest number of tanneries, over 200 followed by Vaniyambadi with 136
(Kennedy 1999). Among these towns, Ambur specialised in manufacturing footwear
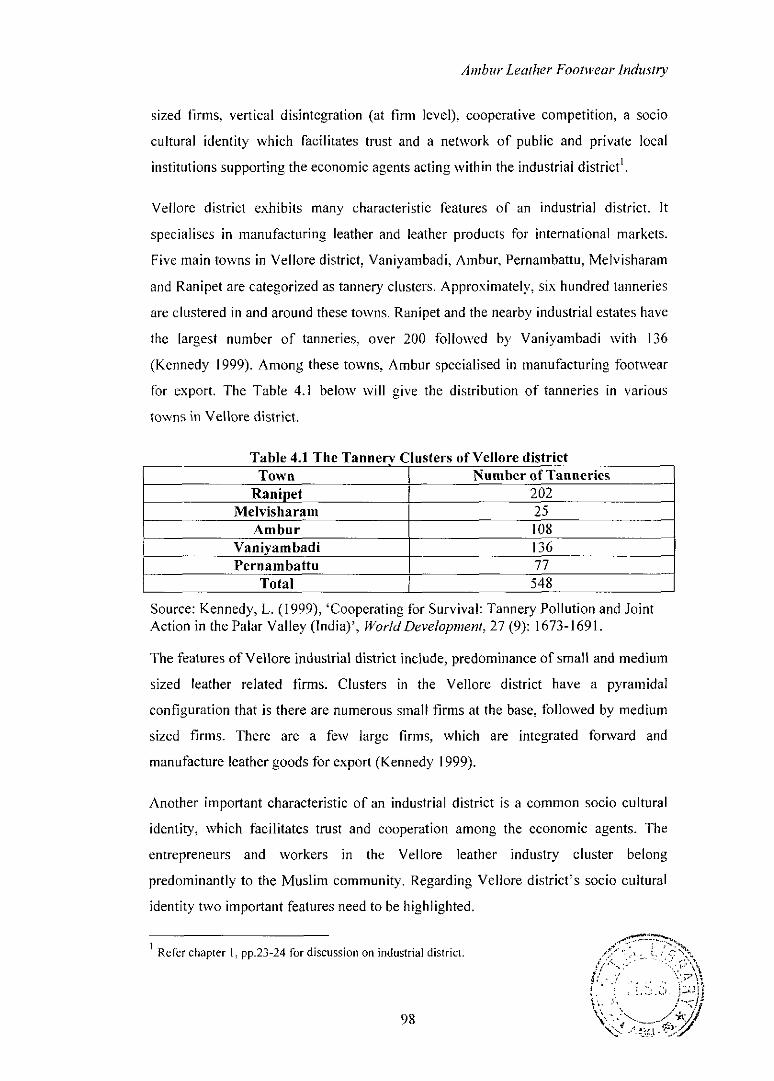
for export. The Table 4.1 below will give the distribution of tanneries in various
towns in Vellore district.
Table 41 The Tannerv Clusters of Veil ore district . Town Number of Tanneries
Ranipet 202 Melvisharam 25
Ambur 108 Vaniyambadi 136 Pernambattu 77
Total 548
Source: Kennedy, L. (1999), 'Cooperating for Survival: Tannery Pollution and Joint Action in the Palar Valley (India)', World Development, 27 (9): 1673-1691.
The features of Veil ore industrial district include, predominance of small and medium
sized leather related firms. Clusters in the Vellore district have a pyramidal
configuration that is there are numerous small firms at the base, followed by medium
sized firms. There are a few large firms, which are integrated forward and
manufacture leather goods for export (Kennedy 1999).
Another important characteristic of an industrial district is a common socio cultural
identity, which facilitates trust and cooperation among the economic agents. The
entrepreneurs and workers in the Vellore leather industry cluster belong
predominantly to the Muslim community. Regarding Vellore district's socio cultural
identity two important features need to be highlighted.
1 Refer chapter 1, pp.23-24 for discussion on industrial district.
98
Ambur Leather Footwear IndustlY
~ Vellore district has a relatively higher proportion of Muslims compared to the
average for Tamil Nadu. The Muslim entrepreneurs belong to particular group
'Labbai Muslims'. Labbais are a subgroup of 'Tamil Muslims'. Labbai Muslim
entrepreneurs were primarily responsible for diversifYing and adding more value
to local production through vertical integration that is, from tanning to leather
goods manufacturing.
~ Another significant feature of Veil ore leather cluster is that kinship relations exist
between the entrepreneurs. Majority of entrepreneurs dealing in leather are either
closely related or connected through marriage (Flamant 2004). Social ties like
religion and kinship form the basis for trust among local economic actors, which
is an essential element in working in these leather clusters.
Another factor that contributes for social cohesion is shared place identity. The
community ties and shared local identity not only build up the trust among the
economic agents, but also help to meet the problems of the cluster by taking joint
action. Tanners in Vellore district cooperated to meet stringent pollution controls
imposed by the Supreme Court of India. The majority of tanners came together to set
up common eftluent treatment plants. Tanneries became physically interconnected, to
the extent that they all sent their effluents through a pipeline to a common treatment
plant that they collectively own and manage. This shows the deliberate joint action
taken by leather entrepreneurs and the collective eftlciency within the cluster
(Kennedy 2004).
There are also forward and backward linkages among economic agents. Besides,
leather tanning various allied activities such as manufacture of tannery machines,
repair shops, chemical dealers, glue factories, leather board factories, footwear and
other leather product manufacturing units were developed in this district.
A significant leature of an industrial district is the network of public and private local
institutions that support the functions of economic agents within the industrial district.
Various tanners associations have existed for decades in Vellore district. To mention a
few, 'The Ambur Tanners Association', 'The South India Tanners and Dealers
Association', 'The Vaniyambadi Tanners Association', 'Tamil Nadu Shoes and
Leather Goods Manufacturing Association', and 'The Ambur Economic Development
99
AlI1bur Leather Footwear Industry
Organisation'. The functions of the tanners association include circulating sectoral
specific information, representing the tanners in collective bargaining to fix wages for
tannery workers and arguing the cluster's position in regional level bodies and
Government. Local tanners from different social backgrounds come together in
professional associations and often interact in secular bodies like the Lions club and
Rotary clubs. Tamil Nadu Shoes and Leather Goods Manufacturing Association and
The Ambur Economic Development Organisation are leather footwear manufacturers
associations. With regard to the Muslim community, traditional authority structures
like 'jamaths' settle disputes between economic agents (Kennedy 1999; 2004).
The present study did not select the 'industrial district model' as an analytical tool to
understand the Vellore leather industry cluster. To use 'industrial district' as a tool,
the study needs to cover the different segments in the leather industry cluster.
However, the present study focuses on the leather footwear industry that is one
segment of the Vellorc leather industry cluster. Hence the study did not follow the
industrial district model.
Ambur is selected for the study because it is the only town in Vellore district, which
specializes in leather footwear manufacturing. In this chapter, the study gives a brief
idea about the leather footwear industries in Ambur. This chapter is based on the
results of enumeration survey and detailed survey. Section I, explains the structure of
the Ambur leather footwear industry. Section 2 discusses the year of establishment of
units, product manufactured, product market and buyer, status of leather footwear
units and employees in the Ambur leather footwear industry. Sections 1 and 2 give the
macro level picture of Ambur leather footwear industry. The work organisation and
labour process within the micro level leather footwear units are discussed in Section 3
and Section 4 concludes the chapter.
Section 1
4.1 Structure of Ambur Leather Footwear Industry
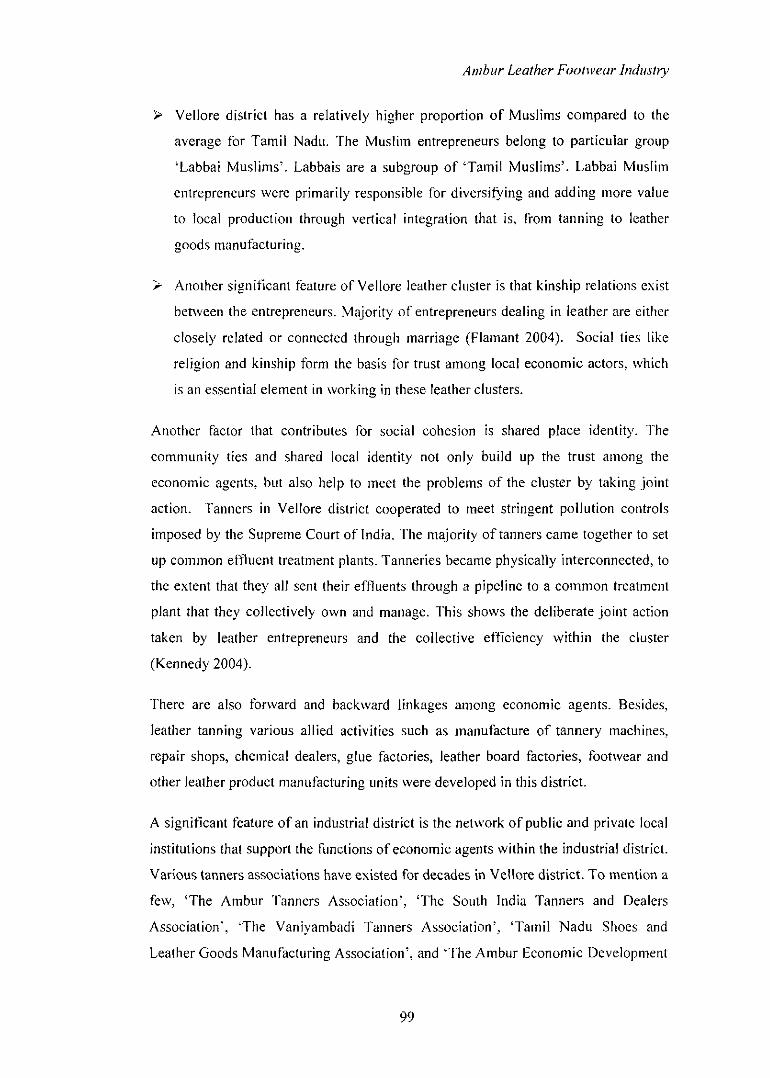
Diagram 4.1 given below gives an idea about the structure of leather footwear units in
Ambur. From the results of the enumeration survey, the study identified 16 large
scale, 6 medium-scale, 23 small-scale and 5 tiny units in Ambur. The diagram below
explains that out of sixteen large-scale units, 10 leather footwear units belong to large
100

Ambur Leather Footwear Industry
leather business groups. Large leather business groups are those. which have two, or
more large-scale footwear factories and tanneries. They have branches in other cities
and town. The study identified four large leather business groups in Ambur town.
Group I is the oldest among the four large leather business groups. This group was
establ ishcd in the year 1949 in Ambur. It has three large-scale tanneries, which
provides direct employment to 1600 people. It has two leather footwear
manufacturing division, in which one unit provides direct employment to 1800 people
followed by 600 people in another unit. One shoe unit manufactures 5000 pairs of
uppers (men's and women's) and 3000 pairs of full shoes per day. Another shoe unit
manufactures 2000 pairs of shoe uppers and 2000 pairs of completed shoes per dal.
Diagram 4.1: Structure of Ambur Leather .Footwear Industry
1
Leather Business Groups
1 1_ Medium-Scale II
(1 FU)
1 I
Tiny Units
I (2 FU)
Leather Footwear Units
Subco ract To
1 1 Small-Scale Il Tiny Units
I l (23 FU) (3 FU)
1 1
I Home-based Workers I
Source: Field Survey, 2005; Note: FU- Footwear Units
~ www.tawahid.com
101
Independent Leather Footwear Units
1
1 Home-based workers

Al7lbur Lea/her Foolll'ear lndllsliy
Group 2 is the second oldest one in Ambur, which was established in 1957. This
group has branches in Chennai. It has two tanneries, which is one of the largest
tanneries in India. It has six full fledged shoe manufacturing factories, out of which
four are located in Ambur and two in Chennai. This group has its own design studio
based in Chennai, which is responsible for the design and development of new
product ranges. During the survey, the factory manager reported that this leather
group has its own branded shoe called 'Gorden & Bros'. The group exports its
products to over 40 countries3•
In 1967, Group 3 was established in Ambur. This group is located in 40 acres of land.
which has one large-scale tannery and two large-scale footwear factories. This group
employs a trained labour force of 2000 people in three factories. The tannery has the
capacity to produce 1.5 million square feet of finished leather per annum. Each shoe
factory has the capacity to produce 3000 pairs and 5000 pairs of full shoes per day
respectively. The group turnover exceeds US $ 25 million and caters to various
markets in the US, Europe, China, Far East and Asia4.
Group 4 was established in 1978 and it has one large-scale tannery and two footwear
making industries in Ambur. It has three more large-scale footwear making units
located in Vellore. Each footwear factory has the capacity to produce 2500 pairs to
5000 pairs of shoe uppers or full shoes per day'.
The remaining six independent large-scale units' employs workers between 400 to
1000 workers. There are six medium-scale units' which employs more than 100 to
300 workers. When the footwear factory (independent units) is not supplied with
leather from its own group tannery, it buys leather from a close relative by marriage
or a son-in-law.
The production system in Ambur leather footwear industry is decentralised. It implies
that large-scale and med ium-scale leather footwear making units subcontract certain
production operations to medium-scale, small-scale, tiny units and home-based
lVorkers6. In turn, the small-scale units subcontract to tiny units and home-based
J w\vw.farida.com 4 W\Vw.sscgrp.com 5 \v\Vw,kare.rp.com (, In chapler 4, the practice of subcontracting is discussed in detai I.
102
Ambur Leather Footwear Industry
workers. [n our sample, two tiny units mentioned that they take orders from other
small-scale units. This shows that decentralised production system is quite evident in
the Ambur leather footwear industry.
Section 2
4.2 Features of Ambur Leather Footwear Industry
Year ol Es/ablis/zmelll of Leather Foo/wear Units
Various Committees (Seetharamiah, 1973; Kaul Committee, 1979 and Pande
Committee. 1989) were set up by the Government to recommend policy changes in
Leather industry in India. The policy changes facilitated structural changes in leather
industry in India. India is no longer an exporter of raw hides and skins. It shifted its
manufacturing activities from semi-finished leather to high value added activities7
These policy changes have implications for Vellore leather manufacturers who shifted
their manufacturing activ ities tram semi processed hides and skins to value added
finished leather and leather products. Except Ambur, other towns in the district
(Vaniyambadi. Pernambattu, Melvisharam and Ranipet) specialised in manufacturing
finished leather. During the 1970s, leather manufacturers from Ambur initiated radical
shift by diversifying their activities from leather tanning to manufacturing leather
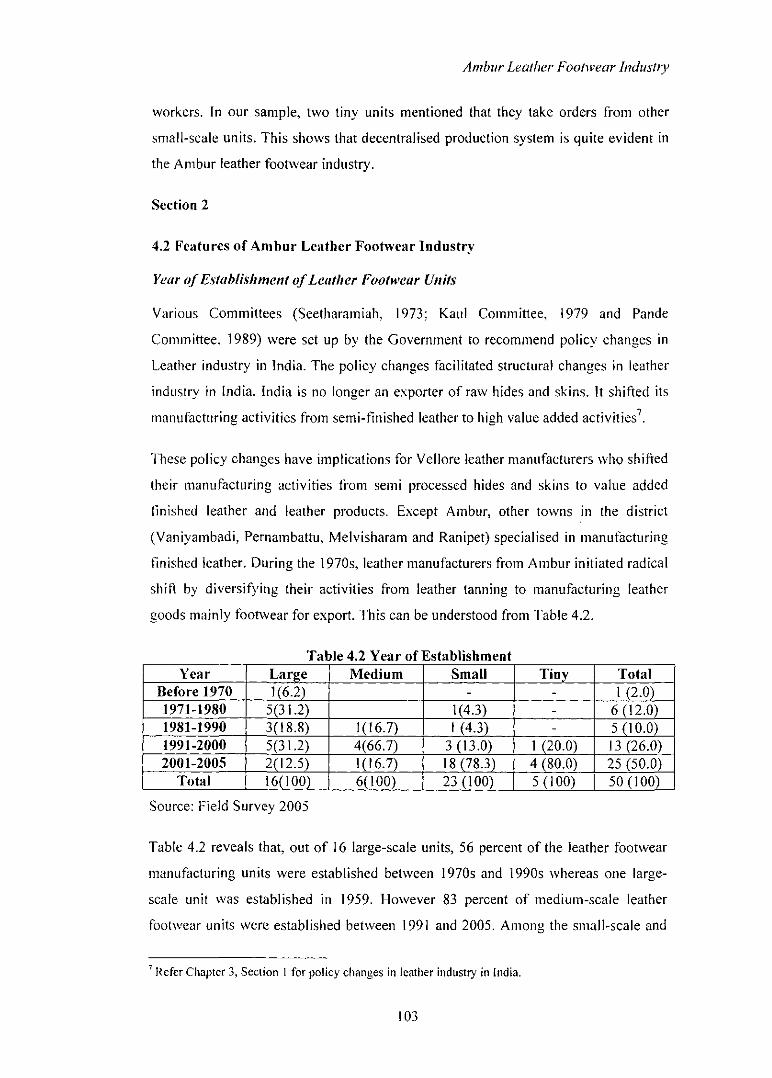
goods main.ly footwear for export. This can be understood from Table 4.2.
Table 4 2 Year of Establishment Year Large Medium Small Tiny Tota[
Before 1970 1(6.2) - - I (2.0) 1971-1980 5(31.2) 1(4.3) - 6 (12.0) 1981-1990 3(18.8) 1(16.7) I (4.3) - 5 (10.0) 1991-2000 5(31.2) 4(66.7) 3 (13.0) I (20.0) 13 (26.0) 2001-2005 2(12.5) 1(16.7) 18 (78.3) 4 (80.0) 25 (50.0)
Total 16(100) 6(100) 23 (100) 5 (100) 50(100)
Source: Field Survey 2005
Table 4.2 reveals that. out of 16 large-scale units, 56 percent of the leather footwear
manufacturing units were established between 1970s and 1990s whereas one large
scale unit was established in 1959. However 83 percent of medium-scale leather
footwear units were established between 1991 and 2005. Among the small-scale and
7 Refer Chapter 3, Section I for policy changes in leather industry in India.
103

Ambur Lea/her Footwear indlls/ry
tiny units, 78 percent of the small-scale units and 80 percent of the tiny units were
established between 200 I and 2005.
Ownership Stlltus of Lellther Footwellr Ullits
Table 4.3 explains the ownership status of leather footwear making units in Ambur.
The table shows that there are no public sector companies in Ambur.
Table 4.3 Ownership Statns Ownership Large Medium Small Tiny Total Private 16 (100) I (16.6) 4 (17.4) I (20.0) 22 (44.0) Partnershil) - 4 (66.6) 11 (47.8) 2 (40.0) 17 (34.0) Proprietary - I (16.6) 8 (34.8) 2 (40.0) 11 (22.0) Total 16(100) 6 (100) 23(100) 5 (100) 50 (100)
Source: Field Survey, 2005
Out of the total number of leather footwear units. 44 percent are private limited
companies, 34 percent are partnership units and 22 percent are proprietary units. All
the large-scale footwear factories are private limited companies. Among medium
scale units, sixty-seven percent are partnership units and the remaining are private and
proprietary units. Out of28 small-scale and tiny units, 46 percent are partnership and
36 percent are proprietary units.
Prodllct Mallufactured
Table 4.4 explains the product manufactured by leather footwear manufacturing units
in Ambur. Out of J 6 large-scale units, 56 percent of them produce only full shoes, 13
percent produce only shoe uppers and 19 percent produce both full shoes and shoe
uppers.
Table 4 4 Category of Product Manufactured Product Large Medium Small Tiny Total Full shoes 9 (56.2) 2 (33.3) I (4.3) 12 (24.0) Shoe upper 2 (12.5) 3 (50.0) - 5 (10.0) Full shoes and shoe 3 (18.8) - 3 (6.0) upper Full shoes, shoe upper I (6.3) I (2.0) and footwear component Footwear components 1 (6.3) 3(13.0) 3 (60.0) 7 (14.0) Closing of shoe uppers - 1 (\6.7) 19 (82.6) 1 (20.0) 21 (42.0) Final finishing of shoes - - - I (20.0) \ (2.0) Total 16(100) 6 (100) 23 (100) 5 (100) 50(100)
Source: Field Survey 2005, Note: Figures in parentheses shows the percentage.
104
Ambur Lea/her Foo/Wear Jndus/rv
One large-scale unit, which manufactures footwear component, belongs to a large
leather business group in Ambur. In that large-scale unit, the components for shoe
upper was cut and supplied to the parent firm. Another large-scale unit manufactures
all the three, which includes full shoes, shoe uppers and footwear components within
the factory. Fifty percent of medium-scale units produce shoe uppers and 33 percent
produce full shoes. A medium-scale unit does closing of shoe upper as job work for a
large-scale unit in Ambur.
The small and tiny footwear units do job work for large and medium-scale units in
Ambur. The operations performed include closing of shoe uppers, cutting footwear
components such as socks foam, toe puff, collars foam, counter, stiffener, insole, cloth
and foam. They also include making footwear components such as rubber sheet,
MCR, EVA soles, top lift, mid soles.
Out of 23 small-scale units, 83 percent of them close shoe uppers for large or
medium-scale units in Ambur. Out of three small units which make footwear
components, two are involved in cutting insoles and one manufactures rubber sheet,
MCR, EVA soles, top lift and mid soles, The study classified the units into large,
medium and small-scale units based on the number of employees. In our sample, one
small-scale unit manufactures full shoes for an overseas buyer. During the time of
survey, in that specific unit, there were 80 employees. But it is a large-scale unit under
construction and has the capacity to employ 600 employees in the future, The factory
has started manufacturing leather footwear in one corner of the factory with 80
employees,
Out of five tiny units, 60 percent of them are involved in making footwear
components for large-scale units. Out of three tiny units, one is involved in cutting
stiffener, making counter, and another is involved in cutting cloth, foam components,
Another tiny unit cuts socks foam, toe puff and collars foam. This specific tiny unit
does not have employees except owner of the machines. But the large-scale factories
send their employees to do the cutting of footwear components. Payment is made to
the owner for using the machine. One tiny unit is involved in the final finishing of full
shoes.
105
Ambur Lealher Foo/11'car Induslrv
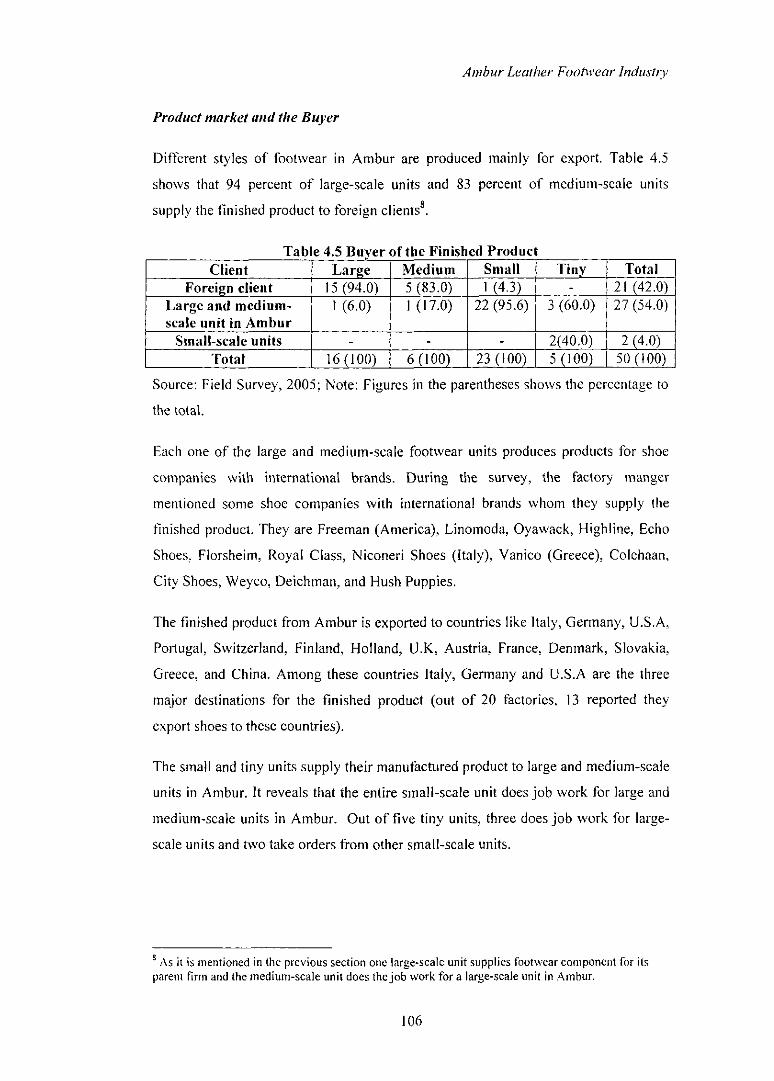
Product market and tile Buyer
Different styles of foo(wear in Ambur are produced mainly for export. Table 4.5
shows that 94 percent of large-scale units and 83 percent of medium-scale units
supply the finished product to foreign clients8•
Table 4 5 Buver of the Finished Product Client Large Medium Smull TinV Total
Foreign client 15 (94.0) 5 (83.0) 1 (4.3) - 21 (42.0) Large and medium- 1 (6.0) I (17.0) 22 (95.6) 3 (60.0) 27 (54.0) scale unit in Ambur
Small-scale units - - - 2(40.0) 2 (4.0) Total 16 (100) 6 (100) 23 (100) 5 (100) 50 (100)
Source: Field Survey, 2005; Note: Figures in the parenthescs sholVs the percentage to
the (otal.
Each one of the large and medium-scale footwear units produces products for shoe
companies with international brands. During the survey, the factory manger
mentioned some shoe companies with international brands whom they supply the
finished product. They are Freeman (America), Linomoda, Oyawack, Highline, Echo
Shoes, Florsheim, Royal Class, Niconeri Shoes (Italy), Yanico (Greece), Colehaan,
City Shoes, Weyco, Deichman, and Hush Puppies.
The finished product from Ambur is exported to countries like Italy, Germany, U.S.A.
Portugal, Switzerland, Finland, Holland, U.K, Austria, France, Denmark, Slovakia,
Greece, and China. Among these countries Italy, Germany and U.S.A are the three
major destinations for the finished product (out of 20 factories, 13 reported they
export shoes (0 these countries).
The small and tiny units supply their manufactured product to large and medium-scale
units in Ambur. It reveals that the entire small-scale unit does job work for large and
medium-scale units in Ambur. Out of five tiny units, three does job work for large
scale units and two take orders from other small-scale units.
S As it ;s mentioned in the previous section onc large~sca'e unit supplies foot\vear component for its parent firm and the medium-scale unit does the job work for a large-scale unit in Ambur.
106
Alllbllr Leather Footwear Industry
Stlltus of Leather Footwear Industries
Literature on Global Commodity Chain (GCe) explains that there are two types of
chains through which global production networks manage and operate- Producer
Driven and the Buyer Driven commodity chains. Producer driven chains are
characteristic of capital intensive industries such as automobiles, aircraft, computers
and other advanced technological industrial activities. Buyer driven chains are found
in labour intensive industries such as footwear, garments and so on. In a buyer driven
chain. large retailers, branded marketers and trading companies play the key role in
setting up decentralised production networks in a variety of exporting countries,
typically located in third world countries. Locally owned third world market factories
that make the finished goods, components or parts for foreign buyers generally carry
out production. The branded companies or large retailers that design and order the
goods provide the specifications, guidelines and technical advice (Gereffi 1999).
Ambur leather footwear industry specializes in manufacturing footwear for export. It
is essential to understand the status of Ambur leather footwear industry. Based on
field experience, the study classified the status of leather footwear units into two
categories. Firstly, footwear factories can have their own design and production. In
this case, the footwear factories will have their own design studio and trained
technicians who are specialised in footwear technology. They develop new designs
and different styles of products. Initially, the samples are made and supplied to the
customers worldwide. In addition to this, footwear manufacturers display their
products in international shoe fairs and participate in fashion shows to get orders.
Foreign buyers place the orders with the Indian footwear manufacturers with the
alterations and modifications on the sample. It is not just manufacturing footwear but
the creative knowledge of footwear manufacturing that is given importance. This
becomes thc specific asset of footwear manufacturers. Group 2, which is the second
oldest leather industrial group in Ambur has its own branded shoe, 'Gorden & Bros'.
Secondly, footwear units manufacture according to the requirements given by the
foreign clients. Foreign clients specify every aspect of the footwear. For example, the
size specifications, quality of leather, raw materials like thread, adhesives, and
decides the raw material suppliers, type of packing and so on. The footwear
manufacturers need to execute the instructions given by the foreign buyer. In this
107
Ambur Leather Footwear industry
case, the footwear manufacturers are involved in only the execution and not in the
conception of footwear, In both cases, the footwear is manufactured according to the
speciiications, guidelines and technical advice provided by the foreign buyers,
Table 4 6 Status of Leather Footwear Industries Stalus Large Medium Total
Own desi~n and production 8 (50,0) - 8 (36.0) As per foreign clients requirements 8 (50.0) 6 (100) 14 (64.0)
Total 16 (100) 6 (100) 22 (100)
Source: Field survey, 2005
In Ambur, 50 percent of the large-scale footwear units have their own design studio
and develop their own design and product ranges. The remaining 50 percent of large
scale units and the entire medium-scale units manufacture as per the foreign buyer"s
requirements. Thus, the organization of the Ambur leather footwear industry is based
on the buyer driven commodity chain and represents international division of labour
in footwear production.
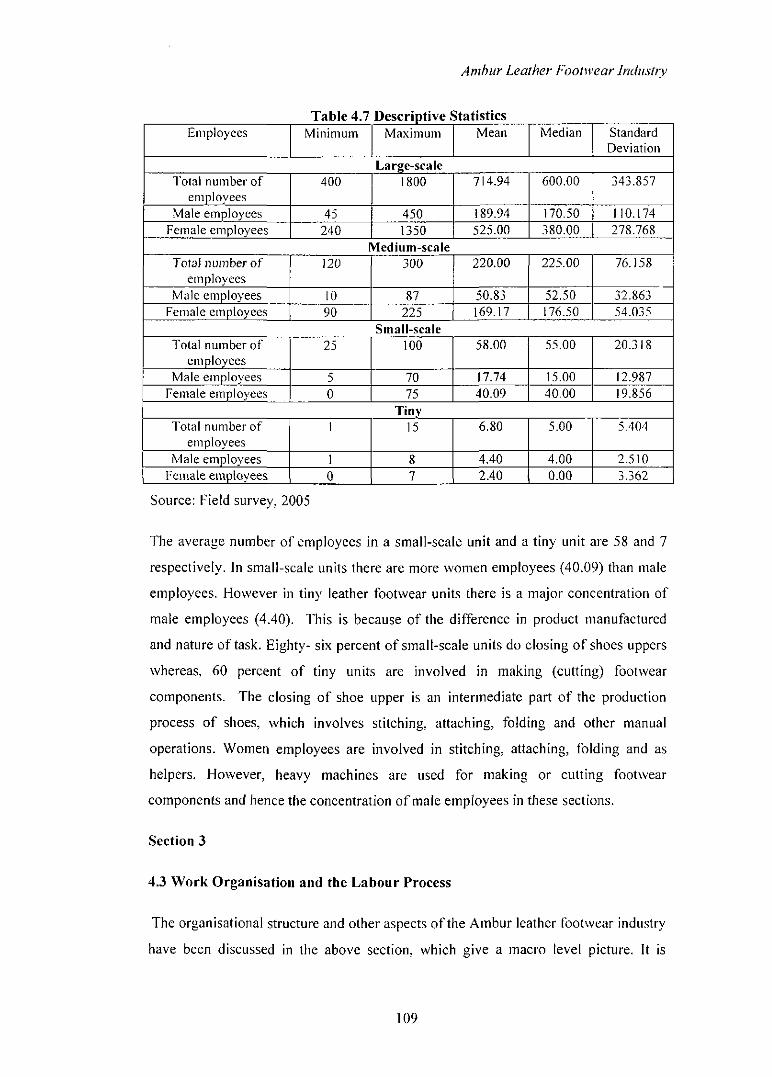
Employees ill the Leather Footwear Illdustry
The leather footwear industry is a labour intensive industry and women workers
constitute the major share of employment. This fact can be seen in the Ambur leather
footwear industry. In Ambur, the average total number of employees in large and
medium-scale leather footwear units were 715 and 220 respectively, and there is a
major concentration of women employees in leather footwear industry. Table 4.7
reveals that 73 percent (525/715* I 00) and 77 percent (1691220* I 00) are women
employees in large and medium-scale leather footwear units respectively.
108
Amhar Leather j"JOt1l'ear Industry
a e T bl 47 D escnpllve S tallstlcs Employees Minimum Maximuill Mean Median Standard
Deviation
Large-scale Total number of 400 1800 714.94 600.00 343.857
employees Male employees 45 450 189.94 170.50 110.174
Female employees 240 1350 525.00 380.00 278.768 Medium-scale
Totall1umber of 120 300 220.00 225.00 76.158 employees
Male employees 10 87 50.83 52.50 '786' '-.J_. .J
Female employees 90 225 169.17 176.50 54.035 Small-scale
Total number of 25 100 58.00 55.00 20.318 employees
Male employees 5 70 17.74 15.00 12.987 Female employees 0 75 40.09 40.00 19.856
Tiny Total number of I 15 6.80 5.00 5.404
employees Male employees 1 8 4.40 4.00 2.510
Female employees 0 7 2.40 0.00 3.362
Source: Field survey, 2005
The average number of employees in a small-scale unit and a tiny unit are 58 and 7
respectively. In small-scale units there are more women employees (40.09) than male
employees. However in tiny leather footwear units lhere is a major concentration of
male employees (4.40). This is because of the difference in product manufactured
and nature of task. Eighty- six percent of small-scale units do closing of shoes uppers
whereas, 60 percent of tiny units arc involved in making (cutting) footwear
components. The closing of shoe upper is an intermediate part of the production
process of shoes, which involves stitching, attaching, folding and other manual
operations. Women employees are involved in stitching, attaching, folding and as
helpers. However, heavy machines are used for making or cutting footwear
components and hence the concentration of male employees in these sections.
Section 3
4.3 Work Organisation and the Labour Process
The organisational structure and other aspects of the Ambur leather foolwear industry
have been discussed in the above section, which give a macro level picture. It is
109

All/bur Leather FoullFear Industry
equally important to understand the work organisation, labour process involved in
manufacturing leather footwear within micro level firms. The discussion in this
section is based on personal observations, interviews with the factory manager and on
the detailed survey of firms. Firstly, the study explains the area and facilities in leather
footwear finns, and the work organisation within the large, medium. small-scale and
tiny leather footwear units in Ambur. Secondly, the study explains the nature of
labour process involved in converting finished leather into leather footwear.
Leather Footwear Units
Large and medium-scale units are located in their own premIses. Each factory is
spread out in two to six acres of land, except one factory, which is spread out in 3200
metres square. Each factory has office buildings connected to manufacturing sheds.
The Office buildings had RC concrete roofs and the manufacturing sheds had
Asbestos cemented sheets with north side roofing. The whole factory is surrounded
by high walls and gates controlled by security guards. Security office is located at the
entrance of the factory. Security guards maintain the register, containing the names of
staff and employees. In addition, they maintain the register for the materials both
taken inside and outside the factory. There is a complete check and factory areas are
separated from the surrounding environment.
Large and medium-scale units have other facilities such as canteen and transport. All
the footwear units provided clean toilet facilities for the use of employees. The
entrepreneurs of all the large and medium-scale footwear factories are Muslims and
majority of the workers are also belong to the same religious community. Each
factory has a prayer hall and Muslim workers are permitted to do their namaz 5 times
in a day. Especially on Friday afternoon (12.30 to 2.00 pm) all categories of
employees gather in the prayer hall to offer their prayer.
The small-scale and tiny units are located in Asbestos Cemented sheet sheds or
concrete buildings. The area of the small-scale units varies between 20 (Breadth) 1 40
(Length) to 2011 00. The area of the tiny units is 10 140 that is comparatively smaller
than the small-scale units.
110
Ambur Leather Footwear [ndustrv
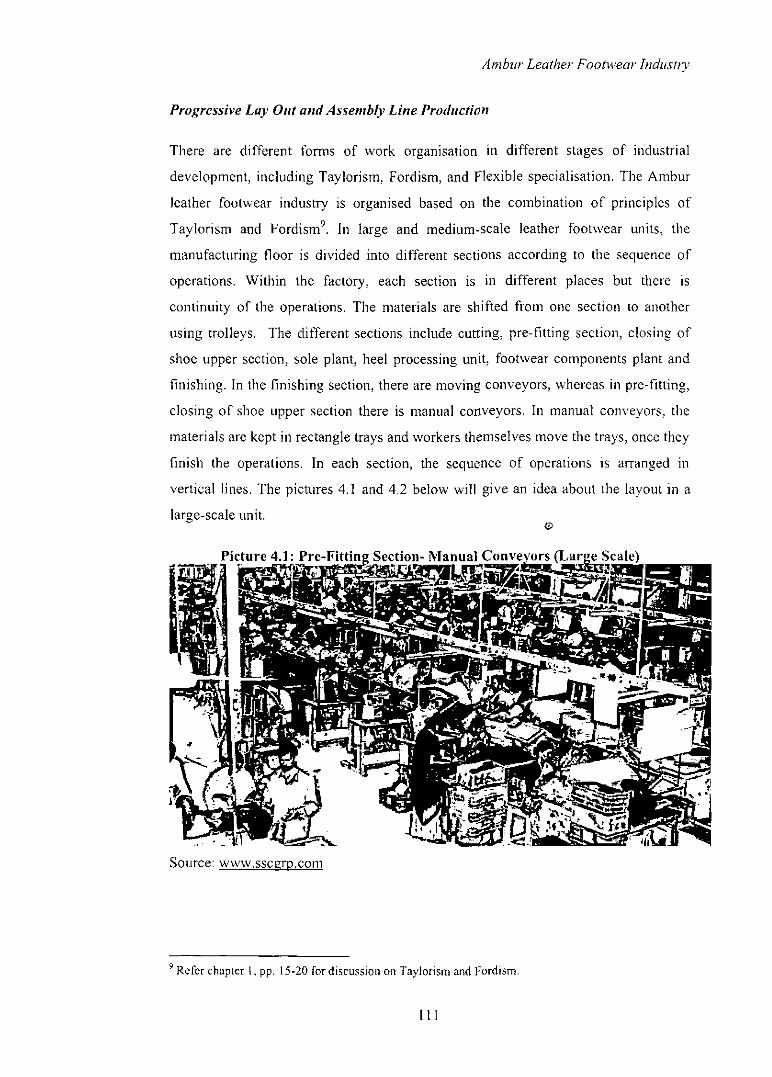
Progressive Lay Ollt and Assembly Line Production
There are different fomls of work organisation in different stages of industrial
development, including Taylorism, Fordism, and Flexible specialisation. The Ambur
leather footwear industry is organised based on the combination of principles of
Taylorism and Fordism9 In large and medium-scale leather footwear units, the
manufacturing floor is divided into different sections according to the sequence of
operations. Within the factory, each section is in different places but there IS
continuity of the operations. The materials are shifted from one section to another
using trolleys. The different sections include cutting, pre-fitting section, closing of
shoe upper section, sole plant, heel processing unit, footwear components plant and
finishing. In the finishing section, there are moving conveyors, whereas in pre-fitting,
closing of shoe upper section there is manual conveyors. In manual conveyors, the
materials are kept in rectangle trays and workers themselves move the trays, once they
finish the operations. In each section, the sequence of operations is arranged in
vertical lines. The pictures 4.1 and 4.2 below will give an idea about the layout in a
large-scale unit.
Source: WW\v.sscgrp.com
9 Refer chapLer 1, pp. 15-20 for discussion on Taylorism and Fordism.
111

Ambur Leather Footwear Industry
Source: www.sscgrp.com
In small-scale units, the sequence of operations is organised in vertical lines and they
have manual conveyors. As it is explained in this chapter, small-scale units were
involved in processing of closing of shoe uppers. The picture 4.3 below gives an idea
about the lay oul in a small-scale unit.
c:.- .i~' L-~~~ __ ~~"'~ ~~~~
Source: Field Survey 2005
112
Ambur Leather Foollrear 1l1dllslll'
The Picnlre 4.3 shows a small-scale unit located in a place called Vinnamangalam in
Ambur. It employs 50 employees out of whom 55 are female and 5 are male. This
small-scale unit does closing of shoe uppers for a large-scale unit in Al11bur.
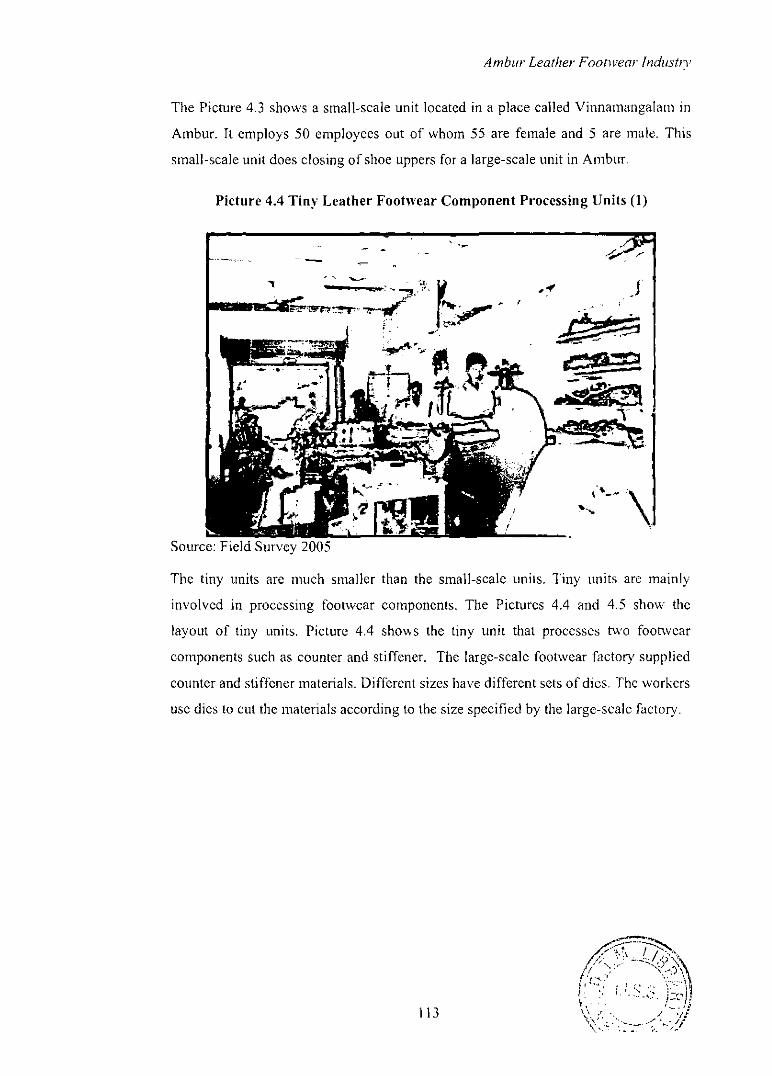
Picture 4.4 Tiny Leather Footwear Component Processing Units (1)
~l.
'-*" .... 7;·:· t-a-~;,."",",~.~
i
Source: Field Survey 2005
The tiny units are much smaller than the small-scale units. Tiny units arc mainly
involved in processing footwear components. The Pictures 4.4 and 4.5 show thc
layout of tiny units. Picturc 4.4 shows thc tiny unit that proccsses two footwear
components such as counter and stiffener. The large-scale footwcar factory supplied
counter and stiffener materials. Different sizes have different sets of dies. The workers
usc dies to cut the materials according to the size specified by the large-scale factory.
I 13
Ambur Leather F ootll'ear llldustl);
Picture 4.5 Tin Leather Footwear
Source: Field Survey 2005
Picture 4.5 shows another tiny unit in Ambur. In this unit, lining materials were cut
and there were five male employees. They use ten varieties of lining materials like
cloth, foam etc.
Thus work is organised based on the Tayloristic and Fordist principles. The large,
medium, small-scale leather footwear units arc organised in a progressive layout,
which ensure continuity of sequence of operations. In large and medium-scalc leather
footwear units, there arc moving conveyors as well as manual conveyors. In small
scale leather footwear units there arc manual conveyors.
A significant feature of Taylorism is the time study- the measurement of elapsed time
for each component of a work process. The large and medium-sealc footwear units
conduct the time study that shows the time taken for each production process. Based
on the time study, the production manager calculates the target per hour, per day, and
per month according to the shipment period. Each line of operations has supervisors
and assistant supervisors. The targets were instructed to the workers through the
supervisors and assistant supervisors.
114
Ambur Leather Footwear Industry
Thus the production is organised in assembly line torm of production in large,
medium and small-scale leather footwear units, Thus, in Ambur leather footwear
industry, work is organised based on Tayloristic and Fordist principles,
Labour Process
Labour process is the means by which raw materials are transformed by human
labour, acting on the objects with tools and machinery: First into products for use and
second, commodities to be exchanged on the market, Marx identified three simple
components oflabour process,
(I) The work performed by human labour.
(2) The raw materials on which the work is performed.
(3) The tools and machinery to work on the raw materials (Friedman 1977).
In this section the study explains the nature of labour process involved in converting
finished leather into leather footwear.
To understand the nature of labour process involved in manufacturing leather
footwear. it is necessary to understand the parts of the shoe and raw materials used to
manufacture each part of shoes. There are seven basic styles of shoes, which include
Oxford, Derby, Slip-on, Ladies court shoe, sandal, Moccasin and boot shoes. During
the time of the survey, in a particu lar large-scale unit in Ambur, they were
manufacturing moccasin shoes for export. This section of the study explains the
labour process for moccasin shoes. The labour process varies slightly according to the
different style of shoes. The parts of the shoe broadly divided into two components
that is shoe upper components and shoe bottom components. Firstly, the study
discusses the components of shoe upper and the raw materials used to manufacture
the components.
Components of Shoe upper Vamp Collar Quarter Eyelet Counter Back strap Toe Cap Saddles Tongue Toe puffs and stiffeners
115
Anthur Leather Footwear Industry
Shoe Upper Components
Vamp: Vamp is the frontal portion of a closed shoe upper and covers the toes or front
part of the feet. It is the most visible part of shoes. The component vamp contains
three layers. The first layer is made of good quality leather since it is an important
component of the shoe. The second layer is the fabric pasted in the leather which is
followed by the lining leather.
Quarter: Quarter is the middle portion of a shoe, which extends till its rear side. In
the front side. the quarter is attached with the vamp and at the back. it is reinforced
with the counter. The Quarter is also made of three layers, leather, fabric ancl lining
leather.
Counter: Counter is the component which comes at the back of the shoes. The
Counter has three layers, leather, followed by counter stiffener and lining leather.
Counter stiffener is made of materials such as thermo (refer picture 4 white material
kept on the table is the thermo material which is used as counter stiffener), filmic,
paint on, impregnated fabrics.
Toe Cap: Toecap is the first piece of the frontal part of the shoe. Toecap is made of
leather. Toecap also contains three layers, leather, toe puff and lining leather.
Collar: Collar is the top line of the shoes. It is the cushion portion of the shoes when
leg is inserted into the shoes. Collar is made of a piece of foam.
Eyelet: Eyelet is the separate piece that connects the collar, quarter and the vamp. The
eyelet has holes to tie the shoelaces. The Eyelet piece is made ofleather.
Tongue: It is used only to guard the feet from the eyelets. The Tongue is made of
thinner and mainly detective portions ofleather.
Back strap and Saddles: Back strap and saddles were stitched over shoe uppers.
These parts are decorative small pieces and hence their appearance is more important
than the quality of leather.
116

Amhur Leather Footwear Indllstry
Shoe Bottom Components
Components of Shoe Bottom Out sole
Mid sole (if necessary) Insole Welt Heel Sock
Insole: Insole is the first layer of the shoe bottom to whieh the shoe upper is attached.
Insole is made of leather board and leather cellouse board.
Shank: Shank is the rectangle piece of material attached under insole to give support
to the curved portion of the feet. Shank is made of shank board, woven cloth.
Midsole: Midsole is used in only few shoes and is made of rubber.
Sole or 01lt sole: The bottom part of the footwear which comes in direct contact with
the ground while walking. The material used to make the sole is buffalo leather, PVC,
TPR (Thermo Plastic Rubber), EVA (Ethyl Vinyl Acitate), PU (poly urethane), MCA
(Micro Cellular Rubber), SBR (Stveylene Bute- Dianne Rubber).
Heel: The seat part of the footwear bottom is attached separately for some shoes and
is an integral part of other shoes. Heel is made of leather board, cardboard, leather,
rubber wood, plastics, (PVC, Poly Urethane), Nitrite masonite board and particle
board. Footwear factories have a separate heel-processing plant.
Welt: A special strip of leather with one edge on the grain side beveled and a groove
on the flesh side for the welt stitches is attached to the insole.
117
AmiJlIr Leather Footwear fndllsll),
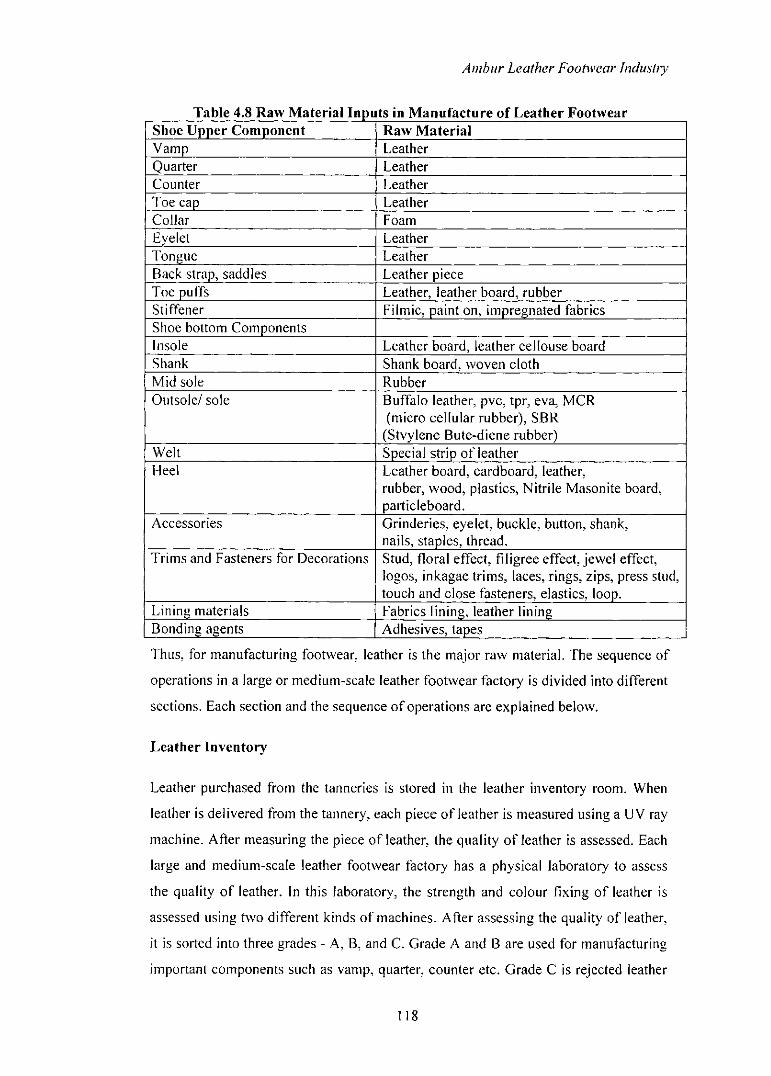
Table 4.8 Raw Material InDuts in Manufacture of Leather Footwear Shoc Upper Component Raw Material Vamp Leather Quarter Leather Counter Leather Toe cap Leather Collar Foam Eyelet Leather Ton!!ue Leather Back strap, saddles Leather piece Toe puffs Leather, leather board, rubber Stiffener Filmic, paint on, impregnated fabrics Shoe bottom Components Insole Leather board, leather cellouse board Shank Shank board, woven cloth Mid sole Rubber Outsolel sole Buffalo leather, pvc, tpr, eva, MCR
(micro cellular rubber), SBR (Stvylene Bute-diene rubber)
Welt Special strip ofleather Heel Leather board, cardboard, leather,
rubber, wood, plastics, Nitrile Masonite board, particleboard.
Accessories Grinderies, eyelet, buckle, button, shank, nails, staples, thread.
Trims and Fasteners for Decorations Stud, floral effect, filigree effect, jewel effect, logos, inkagae trims, laces, rings, zips, press stud, touch and close fasteners, elastics, loop.
Lining materials Fabrics I ining, leather lining Bonding agents Adhesives, tapes
Thus, for manufacturing footwear, leather is the major raw material. The sequence of
operations in a large or medium-scale leather footwear factory is divided into different
sections. Each section and the sequence of operations are explained below.
Leather Inventory
Leather purchased from the tanneries is stored in the leather inventory room. When
leather is delivered from the tannery, each piece of leather is measured using a UV ray
machine. After measuring the piece of leather, the quality of leather is assessed. Each
large and medium-scale leather footwear factory has a physical laboratory to assess
the quality of leather. In this laboratory, the strength and colour fixing of leather is
assessed using two different kinds of machines. After assessing the quality of leather.
it is sorted into three grades - A, 13, and C. Grade A and B are used for manufacturing
important components such as vamp, quarter, counter etc. Grade C is rejected leather
118
Ambur Leather Footwear Industrv
and is used for making small pieces like back strap, saddles etc. Foreign clients
specify the grades of leather to be used in manufacture of leather footwear. The
!cather inventory room has an ineharge and a helper. From the leather inventory room,
the leather is issued to the cutting section.
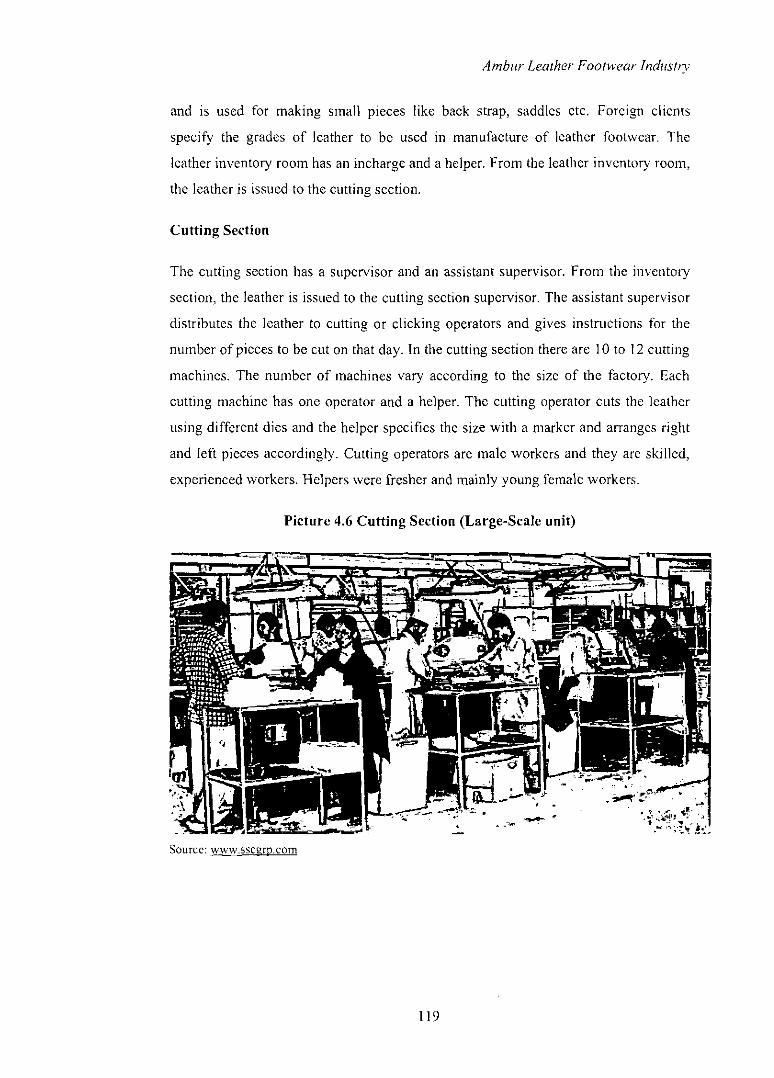
Cutting Section
The cutting section has a supervisor and an assistant supervisor. From the inventory
section, the leather is issued to the cutting section supervisor. The assistant supervisor
distributes the leather to cutting or clicking operators and gives instructions for the
number of pieces to be cut on that day. In the cutting section there arc 10 to 12 cutting
machines. The number of machines vary according to the size of the factory. Each
cutting machine has one operator and a helper. Thc cutting operator cuts the leather
using different dies and the helper specifics the size with a marker and arranges right
and left pieces accordingly. Cutting operators arc male workers and they arc skilled,
experienced workers. Helpers were fresher and mainly young female workers.
Picture 4.6 Cutting Section (Large-Scale unit)
Source: WWW.5scgrn.com
119
Ambur Leather Footwear Industry
Pre- fitting Section- Shoe Upper Preparations
The cutting section sends the shoe upper components like vamp, quarter, counter,
apron, etc. In some factories the lining materials, counter stiffeners are cut within the
factory. otherwise it is outsourced to small and tiny units. Before converting the cut
components into shoe upper, processing needs to be done. The processing of
components is done in this section.
Stamping: The cut components are passed here for stamping. Each component needs
to be numbered. The factory does this numbering and it includes Joh Code number
(Style of shoes), Size and Serial number. This stamping will be hidden when the shoe
gets the tilil shape.
Final Stamping or Embossing: Final stamping is embossing the customer logo. If
there is sock inside the shoe, the customer brand is embossed in the sock or it IS
embossed in the inside lining. Embossing is done using a machine and a male worker
operates the machine.
Splitting: The thickness of few cut components of leather is reduced using the
splitting machine. This is done only for a few components. There are two female
workers sitting on two sides of the machines. From one side a women worker sends
the leather piece inside the splitting machine, and from the other side a women worker
collects it and arranges the pieces in order.
Marking: After splitting, it is the stage of marking. Leather pieces as well as the
Iinning materials are marked with a marking pencil. Marking is done to indicate how
much should be pasted and how much should be stitched.
Skiving: The next stage of operation is skiving the leather using the skiving machine.
In skiving, the thickness of edges of leather or the lining material is reduced which
facilitates attaching it to another piece of leather. A women worker does the skiving.
Applying Paste: Each component (Vamp, quarter, counter, tongue, toe cap) has three
layers (Refer raw materials). In this stage, adhesives are applied for attaching the
three layers of each component.
120
Ambllr Leather Footwear Industry
Attaching: After applying paste, leather pieces, fabrics and the lining material of each
component is attached manually or by using hammer.
Final CUlling: After attaching, final cutting is done for the components to ensure
proper shape.
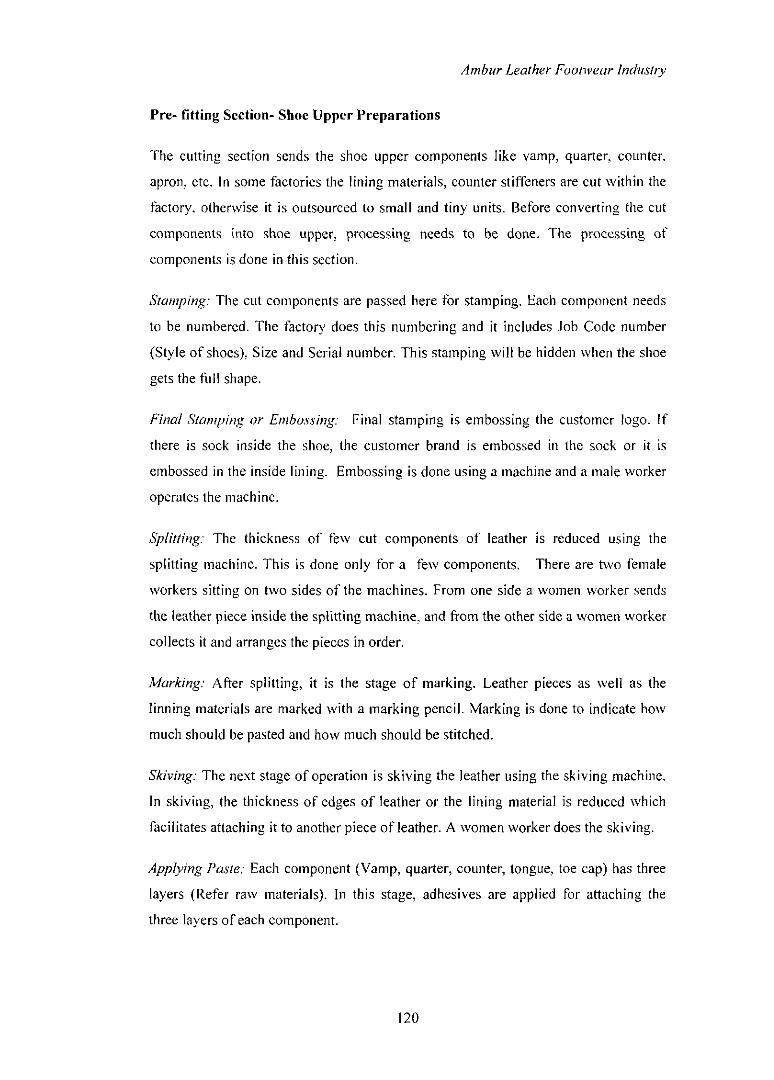
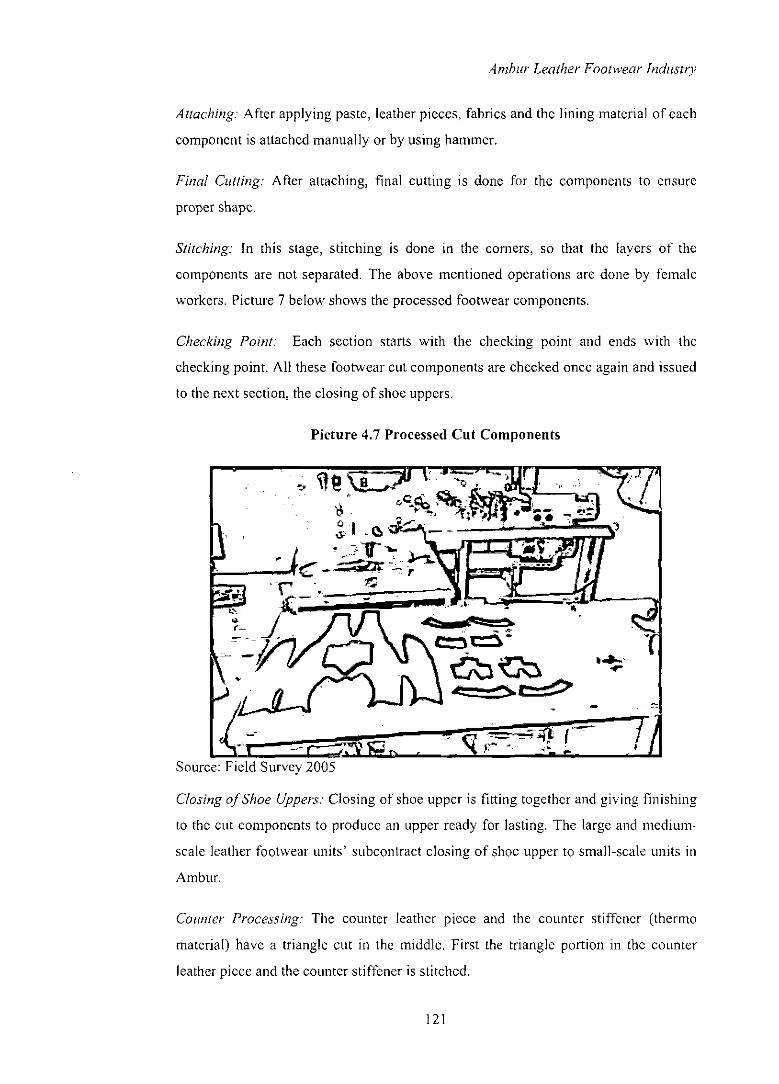
Stitching: In this stage, stitching is done in the comers, so that the layers of the
components are not separated. The above mentioned operations are done by female
workers. Picture 7 bela".' shows the processed footwear components.
Checking Point: Each section starts with the checking point and ends with the
checking point. All these footwear cut components are checked once again and issued
to the next section, the closing of shoe uppers.
Picture 4.7 Processed Cut Components
Source: Field Survey 2005
Closing a/Shoe Uppers: Closing of shoe upper is fitting together and giving finishing
to thc Cllt components to produce an upper rcady for lasting. The large and medium
scale leather footwear units' subcontract closing of shoe upper to small-scale units in
Ambur.
COl/nter Processing: The counter leather piece and the counter stiffener (thermo
material) have a triangle ClIt in the middle. First the triangle portion in the counter
leather piece and the counter stiffener is stitched.
121
AlIlhur Leather Footwear Industry
Seem Pressing: In this stage, the counter leather piece is pressed using a machine to
ensure that the stitching cannot be seen outside. The counter stiffener is attached with
the counter leather piece.
Stitching: Counter leather, counter stiffener and the counter lining are attached by
stitching.
Counter Trimming: In this stage, after stitching, the threads in the corners are
removed using a pair of scissors. Now the counter is ready to attach with the vamp.
VOl11p Folding: Elastic piece is attached to the vamp to keep it folded. It is a
temporary arrangement and will be removed at a later stage.
Binding lIIateriol: Binding material is a small rectangle piece and this needs to be
attached to the top-folding portion of the vamp. Binding material is attached to nylon
tape by pasting and is stitched with the vamp. After stitching, the threads are
removed.
Saddle Processing: Saddle is a separate decorative piece processed in this section.
Vamp. Counter Stitching: Vamp and counter are attached together by machine
stitching. This is an unfinished shoe upper.
Final checking: Final checking is done for the attached components. Apron is another
component that is processed in the pre fitting stage. Apron needs to be attached to the
unfinished shoe upper by hand stitching. After this, unfinished shoe uppers, apron and
the saddle arc arranged in cartons and sent to the hand stitching department. Each
carton contains 12 pairs of unfinished shoe uppers and other components. The female
workers mainly perform the closing of shoe upper.
122
Ambur Leather Footwear IndlistlY
Picture 4.8 Finished Shoe Uppers
. _. _. --~I"(C
'1--""_-
Source: Field Survey 2005
Picture 8 above shows that closing of shoe upper is done and a woman worker docs
the final checking of the shoe upper.
Hand stitching Department: After closing the shoe uppers, the unfinished shoe uppers
are delivered to the hand-stitching department where they arc collected by the
subcontractors. This department has a supervisor and an assistant supervisor. Once the
finished shoe upper is delivered to the factory, the supervisors check whether the hand
stitching is being done correctly. The rejections are sent back to the home-based
workers through subcontractors. The corrections arc checked once again.
Preparation of Shoe Bottom
After hand stitching, the shoe uppers are delivered to the finishing section. Shoe
bottom preparations are performed separately and they are delivered to the finishing
section. The following section discusses the shoe bottom preparation.
Sole or Out Sole Plant: Sale plant is a separate section in the factory. Outer sale is the
bottom portion of the shoe. Buffalo leather is used for sale making. Buffalo leather
has the appearance of cardboard. Dies were used for cutting into different sizes.
Initially rough cutting is done and hence the thickness of leather is more.
123
Ambur Leather Footwear Industry
Splitting: Sole thickness is more than the actual: the thickness is removed using
splitting machine.
Leveling: The upper surface ofthe sole is made rough for attaching the shoe upper.
Sole Trimming: After this the sole is cut according to the actual size of the shoe.
Before this stage, the sale is bigger than the actual size ofthe shoe.
Side Roughing: There will be lot of fibres on the sides of the soles. In this stage,
machine is used to remove fibres.
Marking: The space heel should occupy in the bottom surface of the sole is marked
using a marker.
Roughing: In this stage roughing is donc in the marked portion for the heel
attachment. Thus the sale is processed for the heel attachment.
Heel Processing: Big cardboard pieces (three layers) were attached using a paste and
len dry for more than 24 hours. A fter it dried, the cardboard is cut into small square
pieces using a machine. This square piece is attached with rubber material. After it
dries the square pieces arc cut as heel. It looks like three fourth of the oval shape. This
heel is attached with the semi-processed sole.
Heel Pasting. Pressing and Nailing: In this stage, the heel is attached to the sale
using dendrite paste and is pressed using a machine. After this, the heel is nailed to
attached to the sole.
Heel Scoring: In this stage, the sides of the heel are scored to smoothen the heel and
to even out the sole and the heel.
Stamping: Initially in the shoe upper, the customer logo is stamped which comes
inside the shoe. Now the customer logo is stamped in the bottom surface of the outer
sole.
Brooving: In this process, holes are made in the corner of the sale for stitching the
shoe upper with the bottom.
124
Ambur Leather Footwear industry
Little way stitching: Little way stitching is done in the arch portion of the bottom
sale. In the latter stage. this portion does not go into the stitching machine. It is done
beforehand.
Sale Molding: The Ii-ant side of the sale is pressed slightly to make it bent compared
to the heel part. After this stage, the semi processed heel attached with the heel goes
to the finishing section. In the bottom section, only the male workers perform the
operations. Each production operation is perforJ:led using a specific mach inc.
Finishing Section- Assem hling Full Shoe
The semi processed shoe upper and shoe bottom are sent to the finishing section. In
the finishing section, the scmi proccssed shoe upper and bottom arc converted in full
shoes. In this factory, the finishing section has manually movable conveyors.
Foaming: Foaming is done for the shoe upper which comes from the hand stitching
department. Before foaming, the shoe uppers do not have actual shape because there
arc shrinks in the upper. By foaming, the shoe upper is straightened; the shrink is
removed and gives actual shape to the shoe upper. In foaming, the shoe upper is
inserted into aluminum lasting and high temperature is applied. After this the fi-ont
portion is beaten with the hammer to give the front part of the shoe a correct shape.
Then it is removed from the aluminum lasting placed in trays. Now the shoe upper is
ready for attaching the sale and is delivered to the charging department. The male
workers specifically do foaming.
Charging Department: Finished shoe uppers are sent to the charging department.
There are manually moving trolleys fixed on the conveyors. In the trolleys, there are
two rows. In the first row, the specific sizes of the fibre lasting are placed and in the
second row same size shoe uppers were placed. After placing the fibre lasting and the
shoe uppers, that concerned worker moves the trolleys to the next worker.
Insole Attaching and Shoe upper Locking: Insole is attached to the bottom portion of
the fibre lasting. The shoe upper is locked into the equal size fibre lasting that is
placed in the trolleys.
125
Ambur Leather Footwear IndustlY
Side Stapling: The fibre lasting and the shoe upper are stapled together so that it does
not move out of place.
Sole AI/aching: Adhesive paste is applied on the sale and shoe upper and is atlached
together. The shoe upper and the bottom are pressed using a machine.
Mulling: Before attaching the bottom to the shoe upper, the heel portion is steamed by
holding it above boiling water. The boiling process smoothens the heel part. This
process is called mUlling.
Seat Nailing: From inside the shoe, it is nailed to attach the shoe upper with the
bottom. Thus it gets the shape ofthe full shoe.
Cleaning with water: A women worker in this operation applies water on the top
portion of the shoes and keeps it inside a heating machine. Extreme heat is applied on
the shoes and it comes out from the other side the machine. Then in the next stage,
women workers remove the stapled pins from shoes manually.
COllnter MOlilding: The counter portion of the shoe upper is molded using a machine.
Molding is the process which gives a finishing touch to that particular portion.
Relocking and Stitching: In this stage the fibre lasting is relocked from the full shoes.
The shoe upper and the sole are stitched together using the machine. In the bottom
section, little way stitching is done in the arch portion of the shoe. The remaining
portion is stitched here, which connects the shoe upper to the bottom.
Final heel Nailing: In the bottom section, the heel is nailed from outside the sale
which attaches the sale with the heel. In this stage, the heel is again nailed from inside
the shoe, which connects the shoe upper and bottom.
Trimming: Stitched threads are trimmed using a pair of scissors.
Reinserting Fibre Lasting: Fibre lasting is again inserted into the full shoes.
Bol/olll Scoring: Bottom of the full shoe is rubbed which gives the smooth and
finishing look to the shoes.
126
Ambur Leather Footwear industl)'
Upper Ironing: On the shoe upper, a natural cream is applied and is ironed using a
ironing machine.
Heel Buffing: Giving tlnishing touch to the heels.
Colouring: Colour is applied to the shoe upper, heels and the sole, and this gives the
shinning and new look to the shoes.
Refocking: Again the fibre lasting is removed from the shoes. Tissue paper is stuffed
inside the shoes.
Final Ironing: Once again the whole shoe is ironed using the machines. From this it
goes to the Packing section.
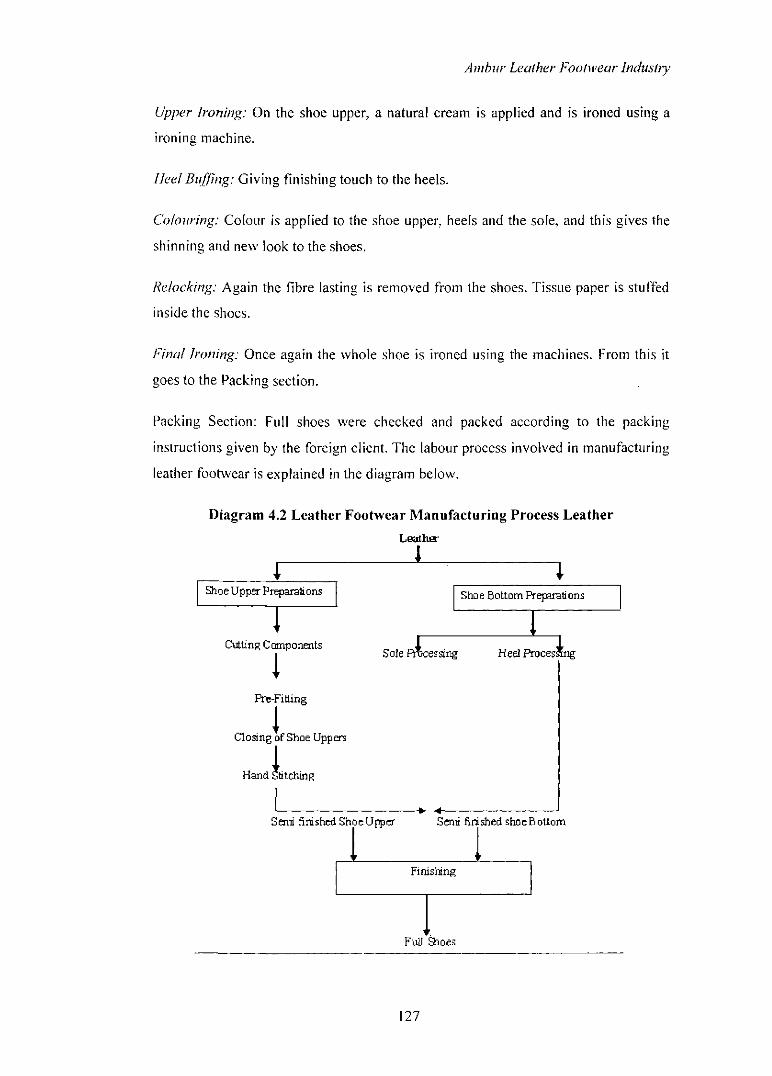
Packing Section: Full shoes were checked and packed according to the packing
instructions given by the foreign client. The labour process involved in manufacturing
leather footwear is explained in the diagram below.
Diagram 4.2 Leather Footwear Manufacturing Process Leather
LeathB'
I
Shoe Bottom Prep3ffitions
Cutting Components
! Sale PI ce,sing
Pre-fitting
! ClOSing of Shoe Uppers
Hand ttitcbing
• Semi finished Shoe Upper Semi finished shoe B attorn
Finishing
Full Shoes
127

Ambur Leather Footwear Induslr),
Nature of Work
By analysing the labour process involved in manufacturing leather footwear, certain
implications are made regarding the nature of work. Fragmentation into simple
tash: In Ambur leather footwear industries the labour process is fragmented into
simple tasks and there is separation of conception and execution. There is top down
fiow of information from the management and is instructed through the line
supervisor to the workers. Each worker in the production process is assigned only one
simple task. The supervisors give the instructions regarding the size, style and number
of pairs or pieces to be processed per day. Thus, workers are required to perform one
task and hence he/she need not have the total conception of work and required to
follow the instruction. Hence there is disassociation of skill from the worker and
separation of conception Irom execution.
Since the production process can be divided into simple tasks, it rules out the
necessity to organise each and every production operation within the factory. The
production operations that need technically advanced machineries and experienced
workers were organised within the factory. The operations like closing of shoe upper,
processing footwear components, hand stitching of shoe uppers are subcontracted to
small, tiny units and to home based workers.
Gender Division of Labour: Within the leather footwear factory, there is clear cut
sexual division of labour. Elson and Pearson (t 981) explained that there is major
concentration of women workers in world market factories specifically in labour
intensive assembly operations because the nature of jobs to be done is 'women's
work'. Ambur leather footwear industries reflect a similar pattern. Women arc
concentrated in certain specific operations, which require low skill level. They are
morc concentrated in shop floor activities in shoe upper preparations and in the
finishing stage. The major activities that involve women in shop floor are stitching,
pasting, folding, attaching and as helper. There is another space where women are
concentrated is computer related typing work in leather footwear industries. The
nature of women's work involves manual dexterity, which is tedious, monotonous and
repetitive nature of work. Men are involved in certain specific tasks such as
managerial staff, supervising and as line incharge. In the shop fiOOf, men arc in
certain sections like cutting leather, foaming, heel plant, and toe puff pressing etc.
128

Ambur Leather Footwear IndustlY
These tasks involve operating heavy machines and muscular power and are allocated
for male employees.
Calef{orizalion of skilled and III/skilled workers: A significant characteristic of
Fordist method of production is that workers are categorized into skilled workers who
are instructed to do specialised tasks and unskilled workers are hired ro handle other
tasks. Unskilled workers are narrowly trained and do not need to know the total
conception of work. They need to know only the specific tasks assigned to them.
(Piore and Sabel 1984; Schmitz 1989; cited in Das and Panayiotopoulos 1996).
Likewise in Ambur leather footwear industry. workers are categorized as skilled.
semiskilled and unskilled workers. During the survey. factory managers mentioned
that employees directly involved in the production are classified into three categories
that include skilled, semi skilled and unskilled workers. Skilled Workers are more
experienced, more responsible and heavy machine operators. The machine operators
include those who do cutting leather and machine stitching. The male employees
mainly perform cutting leather and women employees mainly perform machine
stitching. Their basic wages range between Rs. 2000 and Rs. 3000. Semi Skilled
Workers are those who do attaching and folding. These categories of workers receive
wages between Rs. 1500 and Rs. 2500. Unskilled Workers or Helpers are those
workers, who do manual jobs. Any new comers to the factory are employed as
helpers. Helpers receive wages between Rs.1000 and Rs. 1500. They receive
fortnight or bimonthly wages and do not receive any benefits such as ESI, PF and
other such welfare benefits.
SIalic Job: Since the labour process is fragmented into simple tasks, the workers
require very short training to learn the nature of the task. Employees get on the job
training. Initially, any fresher will be taken as helper. He or she will be placed as
helpers in different departments and rotated every week in different departments.
When they are employed as helper they do manual jobs such as thread cutting,
applying paste, arranging according to size, etc. Employees learn the different nature
of work through personal observation. According to their personal choice, employees
themselves can choose a specific nature of work and specialise in it. Because the
nature of the task is very simple, the workers take a very short time to learn and
129
Ambur Leather Footwear Industry
specialise in it. Standing (1989) represents this nature of jobs as 'static jobs', which
require a relatively low level of skill and on the job training.
MOllotolloUS alld Repetitive: The nature of work in Ambur leather footwear industry
is monotonous, repetitive and tedious and requires manual dexterity. As explained
above each employee is assigned to do only one specific task. He or she required
repeating the work throughout the day. Thus the nature of the task is not only
monotonous but also tedious nature of work. In this context there is no gender
difference.
A woman worker's experience.
A !Voman employee aged 48, mentioned that she was working in a leather factoryfor the past 25 years. Noll' she is one of the senior experienced workers in that factory. She mentioned that she has been stitching for the past 25 years and sit in the same table to perform the task. She mentioned that there is l1a job rotation or change in the nature of task.
Thus in Ambur leather footwear industry nature of work is deskilling because of
fragmentation of production process into simple tasks. There is disassociation of
conception and execution, and workers work like mach ines without any application of
intelligence. In the name of generation of employment, this industrialisation process
has generated 'static jobs' which require low skill level and short on the job training.
There is a major concentration of women workers mainly in semi skilled and
unskilled jobs. In addition the nature of task performed by workers is monotonous,
repetitive and tedious which exerts more physical energy.
Section 4
4.4 Conclusion
Different aspects of Ambur leather footwear industry are explored in this chapter.
Ambur is one of the major production centres for manufacturing leather footwear in
India. Ambur manufacturers leather footwear only for export.
• In Ambur there are 16 large-scale, 6 medium-scale, 23 small-scale and 5 tiny
leather footwear units. The average number of employees is 715 and 220 in large
and medium-scale units. However in small and tiny units, the average number of
employees is 58 and 7 respectively.
130
An/bur Lea/her Footweor lnduslly
• Women workers constitute the major share of employees and are concentrated in
certain specific activities that require low skill levels.
• Out of the total 50 leather footwear-manufacturing units. 44 percent are private
limited companies, 34 percent are partnership units and 22 percent are proprietary
units. There are no public sector leather footwear manufacturing units in Ambur.
• Out of the total large and medium-scale leather footwear units (22),50 percent are
manufacturing full shoes, 22 percent manufacture shoe uppers and remaining few
others are manutacturing full shoes, shoe uppers and footwear component. Among
the small and tiny lin its (28), 71 percent involved in performing closing of shoe
uppers for large and medium-scale units and others involved in processing
footwear components.
• The finished prodllct IS exported to international markets and mainly to Italy,
Germany, and U.S.A.
• From the structure of Ambur leather footwear industry it is evident that the
production system is decentralised. The production is decentralised by organising
certain production operations in the formal factory (large and medium-scale units)
and certain other operations arc organised through informal subcontracting to
small firms, tiny units and network of home-based workers.
• The production network in Ambur leather footwear industry is organised on a
buyer driven commodity chain and represents inlerna/ionai division of labour in
footwear production.
From the work organization and labour process, it is evident that production is
organised based on Tayloristic and Fordist principles. There is assembly line form
production and tragmentation of labour process into simple tasks. There is clear cut
gender division of labour where women are concentrated in semi skilled and unskilled
work, where as male workers are concentrated in managerial work, supervising and
heavy machine operators. The nature of work implies deskilling for workers, static job
requires low skill level, and short on the job training and monotonous, repetitive and
tedious that exerts more physical energy. Thus Ambur leather footwear industry
forms an interesting case to understand the decentralised production system.
131