chapter 2 review of literature -...
TRANSCRIPT

Review of Literature
7
CHAPTER 2
REVIEW OF LITERATURE
This chapter deals with the scientific work carried out by researchers related
to composition of banana pulp and changes occurred in the pulp during ripening,
enzymatic clarification of fruit juices in general and of banana pulp in particular and
browning problems associated during clarification of fruit pulp and their inhibition.
The chapter is divided into 4 sections namely
2.1 Composition of ripened banana pulp
2.2 Changes during ripening of banana
2.3 Enzymatic extraction and clarification of fruit juices
2.4 Browning during clarification of fruit pulp and its
inhibition
2.1 Composition of Ripened Banana Pulp
Banana fruit is strongly recommended by nutritionists (Chandler, 1995), and
highly appreciated by consumers because of its flavour and sweetness. The
biochemical composition of banana fruits depends on the cultivar, abiotic factors such
as climate, cultivation method, soil type and storage conditions. The chemical
composition of ripened banana pulp studied by various researchers is as shown in
Table 2.1
According to data by various researchers presented in Table 2.1, the moisture
and total sugars content in banana pulp ranges from 63.8-76.0 per cent and 14.20-
20.18 per cent, respectively. Reducing sugars constitute the bulk of carbohydrate. The
reducing sugars present in ripe bananas are mainly fructose and glucose whereas non-
reducing sugar is sucrose.
Banana contains 2.93-7.00 per cent starch, 0.4-2.0 per cent fibre while pectin
content ranges from 0.34-1.10 per cent. Pectin stabilizes and gives a viscous body to
the pulp. Total carbohydrate in the pulp ranges from 21.8-27.2 per cent while 0.48-
1.50 per cent protein occurs. The major amino acids present in over ripen banana pulp
are aspartic acid, histidine, leucine and valine with total amino acid content of 3517
milligram per hundred gram (Askar, 1973).

Review of Literature
8
Table 2.1 Chemical Composition of Ripened Banana Pulp
Constituents Range References
Moisture (%) 63.8-76.0 1,2,3,4,5,7
Total sugars (%) 14.20-20.18 2
Reducing sugars (%) 4.10-18.89 2,7,8
Non reducing sugars (%) 0.00-16.08 2,7,8
Starch (%) 2.93-7.00 2,3
Fibre (%) 0.4-2.0 4,5,
Pectin (%) 0.34-1.10 2
Tannins (%) 0.007-0.050 6,7
Total carbohydrates (%) 21.8-27.2 4,5
Protein (%) 0.48-1.50 1,2,3,5
Fat (%) 0.20-0.47 1,2,3,5
Ash (%) 0.28-0.90 1
Potassium (mg %) 350-385 3,5
Magnesium (mg %) 30-42 3,5
Phosphorus (mg %) 22-36 1,4,5
Calcium (mg %) 8-17 3,4,5
Iron (mg %) 0.4-0.9 1,4,5
Vitamin C (mg %) 7-12 1,3,4,5,7
Niacin (mg %) 0.5-0.7 1,4,5
Vitamin B6 (mg %) 0.47-0.51 3,5
Riboflavin (mg %) 0.05-0.07 1,3,5
β-carotene (mg %) 0.050-0.078 1,4,5
Thiamine (mg %) 0.04-0.05 3,4,5
1. Select Committee on Nutrition and Human Needs, U.S Senate (1977)
2. Ockerman (1978)
3. Paul and Southgate (1978)
4. Gopalan et al, (1987)
5. CIQUAL-CNEVA (1993)
6. Kotecha et al, (1994)
7. Yousaf et al, (2006)
8. Ramesh Kumar et al, (2008)

Review of Literature
9
Fat content of banana pulp varies from 0.20-0.47 per cent (Ockerman, 1978).
The minerals present in the banana pulp include potassium, magnesium, phosphorus,
calcium and iron. Potassium constitutes about 39-58 per cent of total mineral matter.
Banana pulp has also been reported to contain ascorbic acid, niacin, vitamin B6,
riboflavin, β-carotene in good amount (Paul and Southgate, 1978; Gopalan et al.,
1987).
2.2 Changes during Ripening of Banana
Fruit ripening is a genetically programmed, highly coordinated process of
organ transformation from unripe to ripe stage, to yield an attractive edible fruit with
an optimum blend of colour, taste, aroma and texture. In banana, compositional
changes following harvest are important since banana is a climacteric fruit. Dramatic
changes in banana peel colour and pulp texture occur during the rise in respiration
during climacteric. In commercial trade, the ripening is initiated after transporting the
green banana to locations where the fruits are treated with ethylene. The research
work associated with changes during ripening of banana is as summarized below.
Kheng et al, (2012) determined the optimum harvest maturity and physico-
chemical quality of Rastali banana (Musa AAB Rastali) during fruit ripening. Rastali
banana fruit exhibited a climacteric rise with the peaks of both CO2 and ethylene
production occurring simultaneously at day 3 after ripening was initiated and declined
at day 5 when fruits entered the senescence stage. De-greening was observed in both
of the harvesting weeks i.e. 11 and 12 weeks after emergence of the first hand with
peel turned from green to yellow, tissue softening, and fruits became more acidic and
sweeter as ripening progressed. Sucrose, fructose and glucose were the main sugars
found while malic, citric and succinic acids were the main organic acids found in the
fruit. Rastali banana harvested at weeks 11 and 12 can be considered as commercial
harvest period when the fruits have developed good organoleptic and quality
attributes during ripening.
Soltani et al, (2011) investigated the changes occurred in physical and
mechanical properties of banana fruit (var. Cavendish) at different level of ripeness
during ripening in an airtight ware house with ethylene gas control system. Relation
between various stages of ripeness and these properties were determined and

Review of Literature
10
correlation coefficients were calculated. The colour of the fruit skin was measured as
L*, a* and b* in CIELAB system. The mechanical properties were extracted from
plotted force-deformation curve. A significant difference was found between the level
of ripeness and these properties except deformation. Results showed that changes in
L*, b* and C was similar, also variation of colour index (CI) was similar to a*. The
a* increased when banana fruits reached to a full-ripe stage. A positive correlation
was observed between a* and various stages of ripeness. As it was noted, an increase
in a* means a decrease in the degree of greenness. The firmness, rupture energy and
hardness decreased as banana fruit ripened. The firmness degraded from 75.1 N at
stage one to 27 N at stage seven. All measured physic-mechanical properties of
banana fruit except deformation had high correlation with stage of ripeness. Result of
deformation analysis showed no significant difference at various stages of ripeness.
The correlation between deformation and stage of ripeness was obtained as 0.2.
Kulkarni et al, (2010) studied the physico-chemical changes occurred during
artificial ripening of banana. Banana fruits harvested at 75–80% maturity were dip
treated with different concentrations of ethrel (250–1,000 ppm) solution for 5 min.
Ethrel at 500 ppm induced uniform ripening without impairing taste and flavour of
banana. Fruits treated with 500 ppm of ethrel ripened well in 6 days at 20±1 °C.
Changes in total soluble solids, acidity, total sugars and total carotenoids showed
increasing trends during ripening whereas fruit shear force values, pulp pH and total
chlorophyll in peel showed decreasing trends. Sensory quality of ethrel treated fully
ripe banana fruits was excellent with respect to external colour, taste, flavour and
overall quality.
Adeyemi and Oladiji (2009) studied the compositional changes in banana
(Musa spp) fruits during ripening. Banana fruits were collected, dried, ground and
ashed. The moisture content and mineral elements composition was determined as
ripening proceeds. The results showed that the nutritional composition of banana pulp
was diversely affected by ripening. The moisture content increased with ripening.
Changes in mineral composition varied and were not consistent with the stages of
ripeness. The magnesium content of the banana kept decreasing with ripening, while
increase in zinc and manganese reached a peak at the ripe stage and decreased
thereafter. Bananas were considered a good source of Mg in the diet, and the data

Review of Literature
11
obtained herein support these assertions. Zn and Mn were other minerals of
nutritional importance in bananas and this study has shown that their average values
are adequate to support its nutritive value at the various ripening stages. The result
obtained in this study showed that banana fruits at any ripening stage (unripe, ripe or
overripe) can be a potential source of mineral elements supplement in the diet
especially for Mg.
Duan et al, (2008) evaluated the changes in the pectin polysaccharide during
ripening of banana fruit. Pectin is one of the major components of the primary cellular
walls and middle lamella in plant tissues. In this study, water-soluble pectin (WSP)
and acid-soluble pectin (ASP) fractions were isolated from pulp tissues of banana
fruit at various ripening stages. Their monosaccharide compositions, glycosyl
linkages and molecular mass distributions were evaluated. As ripening progressed,
fruit firmness decreased rapidly, which was associated with the increase in the WSP
content and the decrease in the ASP content. Meanwhile, the molecular mass
distributions of WSP and ASP fractions exhibited a downshift tendency, indicating
the disassembly of pectin polysaccharides. Moreover, galactose and galacturonic acid
as the major monosaccharide compositions of pectin polysaccharides increased in
WSP fraction but decreased in ASP fraction during fruit softening. GC–MS analysis
further revealed that pectin polysaccharide had a 1,4- linked galactan/galacturonan
backbone with different types of branching and terminal linkages in WSP and ASP
fractions. During banana fruit ripening, the amount of 1,4-linked Galp residues of
ASP fraction decreased significantly whereas 1,3,6-linked Galp, 1,2-linked Manp and
4-linked Araf residues disappeared, which was related to depolymerization of pectin
polysaccharides. Overall, the study indicated that the modifications in polysaccharide
compositions and glycosyl linkages, reduced molecular mass distributions and
enhanced depolymerization of pectin fraction during banana ripening were
responsible for fruit softening.
Tadakittisarn et al, (2007) investigated the changes occurred in activity of
enzymes in bananas [Musa acuminate (AAA group) ‘Gros Michel’] associated with
the different ripening stages. Polygalacturonase (PG) and pectate lyase (PL) enzymes
from ripening stages 2-8 were extracted and partially purified by ammonium sulphate
fractionation. The results showed an increase in PG activity from 3.0±0.11unit/g fresh

Review of Literature
12
banana in the 2nd
stage to 4.89 ±0.39 unit/g fresh banana in the 6th
stage. Furthermore,
the PG activity decreased slightly to approximately 4.33±0.49 unit/g fresh banana as
the ripening stage increased (the 8th
stage). PL enzyme activity also depended on the
ripening stage of the banana. When the banana was ripening, the PL activity gradually
increased from 8.73 + 0.23 unit/g fresh banana in the 2nd
stage to 35.37 + 1.05 unit/g
fresh banana in the 8th Stage. When compared to the commercial pectinase enzyme
from Aspergillus aculentus (Pectinex Ultra SP-L, Novozymes A/S, Denmark), the
enzymes obtained from the banana demonstrated much lower activity. The PG and PL
activities from the commercial pectinase were 7966.46 and 1709 unit/ml,
respectively. The reducing sugar content also increased from 2.52 ±0.00 mg/g in the
2nd
stage to 118.5 ±0.00 mg/g in the 8th
stage of ripening.
Chen and Ramaswamy (2002) examined the kinetics of colour and texture
changes in ripening bananas as a function of storage temperature (10, 16, 22, 28 °C).
Colour was evaluated in terms of L, a and b values as well as the total colour
difference (ΔE) representing the residual deviations from the ripe stage. Puncture
force (PF) was used to evaluate the texture properties of banana. The results indicated
that the time dependence of L, ΔE and PF values followed a logistic model, while a
and b values were well described by a simple zero-order and fraction conversion
models, respectively. The Arrhenius equation adequately described the temperature
dependence of the reaction rate constants for both colour and texture parameters, from
which the activation energies and rate constant at reference temperature 15°C were
obtained. There were significant linear correlations between colour parameters (L, a,
b, ΔE) and texture parameter.
Prabha and Bhagyalakshmi (1998) investigated a comprehensive picture of
changes in carbohydrates, carbohydrate hydrolases, cell structure and texture in
banana fruit during ripening. Softening in the pulp during ripening was significant as
measured by the compression test on the pulp which decreased from 314 to 15N mm-2
from the raw to the ripe stage. The shear force decreased only to the extent of five
fold (from 133 to 27 N mm-2
indicating a much lesser degree of textural softening in
the peel. Starch (approx. 18%) had almost disappeared at the ripe stage. Total
hemicelluloses content lowered considerably from 2.4 to 0.9% during ripening
whereas pectin decreased from 1.1 to 0.8. There was no apparent change in cellulose.
Review of Literature
13
More than 80% of the radio activity of starch was incorporated into soluble sugars
viz. glucose, fructose and sucrose indicating active sugar inter conversions. The total
content of these soluble sugars increased from 1.8 to 19% with a concomitant
decrease in starch content during ripening. The various carbohydrate hydrolases viz.
polygalacturonase, pectin methyl esterase, xylanase, laminarinase, alpha-
mannosidase, beta-galactosidase, amylase, cellulase and hemicellulase registered a
general increase in their activities. Microscopically loss of cell wall integrity, cell
wall thinning, increased intercellular spaces, loosening of cells and disappearance of
starch granules were evident.
Wills et al, (1984) analyzed the proximate composition of `Cavendish’ banana
pulp at different maturity stages during ethylene induced ripening. Results showed
that the major changes in the pulp during ripening of the bananas were in the
carbohydrates. About 21 g/100 g of the pulp of the unripe fruit was starch, which
decreases continuously during ripening to reach 0.8 g/100 g in the fully ripe fruit
(stage 7= completely yellow with brown spots). Sugars were at low level in the unripe
fruit (1.3 g/100 g), but increase as a result of starch hydrolysis during ripening.
Sucrose was always the major sugar present; the major increase in sucrose occurs
early in the ripening process (stage 1= green to stage 3= green turning yellow) and
reaches a maximum (about 11 g/100 g) in firm ripe fruit (stage 7= fully yellow).
Fructose was always present at slightly lower levels than glucose. Both fructose and
glucose increased continuously during ripening and reach their maximum level in
fully ripe fruit (about 3 g/100 g and 4 g/100 g, respectively). Total carbohydrate
decreases by 5% during ripening, presumably because sugars are utilized in
respiration. The water content of the banana pulp increased during ripening from 72
g/100 g to 76 g/100 g. There was a decrease in dietary fibre early in the ripening
process (stage 1 to 3) and again when the fruits were fully ripe (stage 7). This change
was from 3.2 to 2.7 g/100 g as a result of hydrolysis of hemicelluloses and breakdown
of pectic substances.
Terra et al, (1983) observed that the accumulation of sucrose in banana fruit
preceded the increase of glucose and fructose during starch degradation. The
transformation of starch to sucrose was one of the possible mechanisms involved in
Review of Literature
14
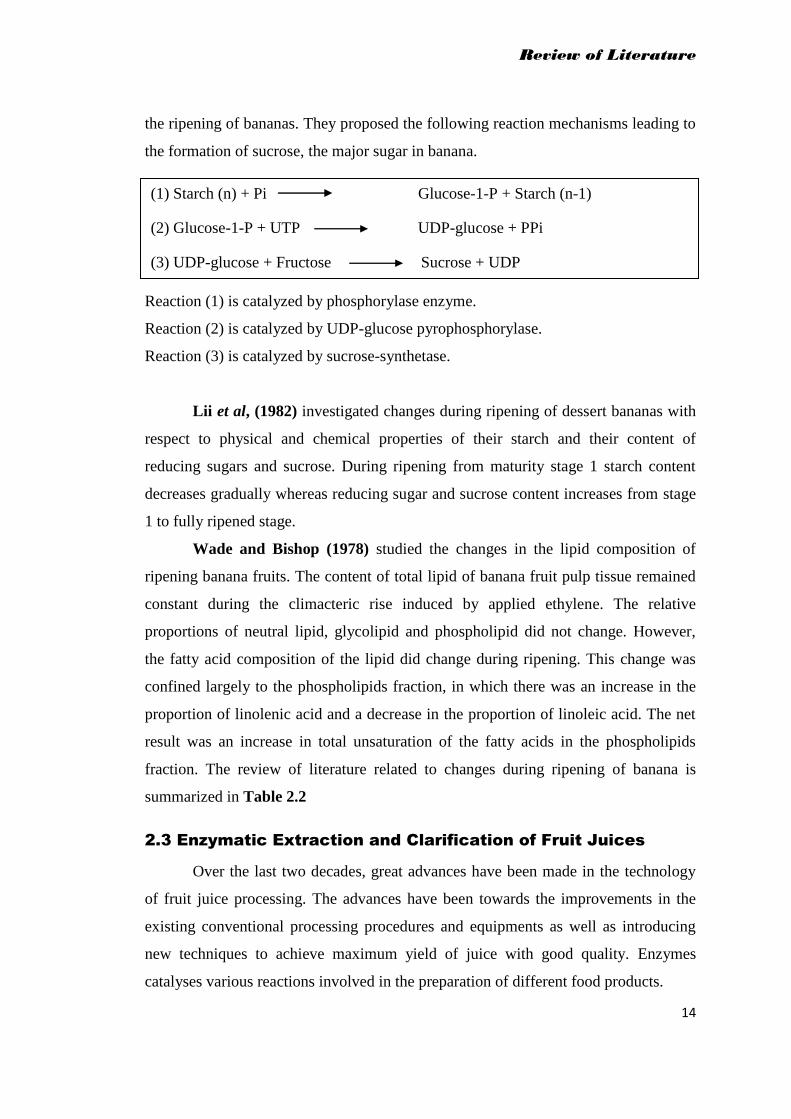
the ripening of bananas. They proposed the following reaction mechanisms leading to
the formation of sucrose, the major sugar in banana.
Reaction (1) is catalyzed by phosphorylase enzyme.
Reaction (2) is catalyzed by UDP-glucose pyrophosphorylase.
Reaction (3) is catalyzed by sucrose-synthetase.
Lii et al, (1982) investigated changes during ripening of dessert bananas with
respect to physical and chemical properties of their starch and their content of
reducing sugars and sucrose. During ripening from maturity stage 1 starch content
decreases gradually whereas reducing sugar and sucrose content increases from stage
1 to fully ripened stage.
Wade and Bishop (1978) studied the changes in the lipid composition of
ripening banana fruits. The content of total lipid of banana fruit pulp tissue remained
constant during the climacteric rise induced by applied ethylene. The relative
proportions of neutral lipid, glycolipid and phospholipid did not change. However,
the fatty acid composition of the lipid did change during ripening. This change was
confined largely to the phospholipids fraction, in which there was an increase in the
proportion of linolenic acid and a decrease in the proportion of linoleic acid. The net
result was an increase in total unsaturation of the fatty acids in the phospholipids
fraction. The review of literature related to changes during ripening of banana is
summarized in Table 2.2
2.3 Enzymatic Extraction and Clarification of Fruit Juices
Over the last two decades, great advances have been made in the technology
of fruit juice processing. The advances have been towards the improvements in the
existing conventional processing procedures and equipments as well as introducing
new techniques to achieve maximum yield of juice with good quality. Enzymes
catalyses various reactions involved in the preparation of different food products.
(1) Starch (n) + Pi Glucose-1-P + Starch (n-1)
(2) Glucose-1-P + UTP UDP-glucose + PPi
(3) UDP-glucose + Fructose Sucrose + UDP

Review of Literature
15
Table 2.2 Review on Changes during Ripening of Banana
Sr.
No.
Author Year Important finding
1 Kheng et al 2012 Harvesting weeks i.e. 11 and 12 weeks after
emergence of the first hand could be considered
as a optimum harvesting period in Rastali banana
2 Soltani et al 2011 The surface colour of banana along with textural
properties was correlated with degree of ripeness
3 Kulkarni et al 2010 Artificially ripened bananas with ethrel were at
par in all qualities with naturally ripened bananas
4 Adeyemi and
Oladiji
2009 The nutritional composition of banana pulp was
diversely affected by ripening
5 Duan et al 2008 As ripening progressed, fruit firmness decreased
rapidly, which was associated with the increase
in the water soluble pectin content and the
decrease in the acid soluble pectin content
6 Tadakittisarn et
al
2007 Activity of polygalacturonase and pectate lyase
enzyme increased upto 6th
stage of ripening and
then slight decrease in 8th
stage.
7 Chen and
Ramaswamy
2002 Investigated the kinetics of colour and texture
changes in ripening bananas as a function of
storage temperature
8 Prabha and
Bhagyalakshmi
1998 Investigated a comprehensive picture of changes
in carbohydrates, carbohydrate hydrolases, cell
structure and texture in banana fruit during
ripening
9 Wills et al 1984 Major changes in the pulp during ripening of the
bananas were in the carbohydrates
10 Terra et al 1983 Accumulation of sucrose in banana fruit
preceded the increase of glucose and fructose
during starch degradation
11 Lii et al 1982 Investigated changes during ripening of dessert
bananas with respect to physical and chemical
properties of their starch and their content of
reducing sugars and sucrose
12 Wade and
Bishop
1978 The relative proportions of neutral lipid,
glycolipid and phospholipid did not change.
However, the fatty acid composition of the lipid
did change during ripening

Review of Literature
16
It is one of the important tools in modern food industry because while processing
many intermediate processes are simplified due to use of enzymes. Recently many
types of commercial enzyme preparations have found application as processing aid in
fruit juice processing industry too. A wide variety of enzymes are in use for different
purposes in fruit juice industry, among them pectinases are the most important in
extraction and clarification of fruit juices.
In this section, the research work associated with enzymatic extraction and
clarification of fruit juices has been summarized under following sub-topics:
2.3.1 Pectic substances and pectolytic enzymes in fruit juice processing
2.3.2 Extraction and clarification of fruit juices
2.3.3 Clarification of banana pulp
2.3.1 Pectic Substances and Pectolytic Enzymes in Fruit Juice
Processing
Pectic substances and pectolytic enzymes play an important role in fruit juice
processing. Only in the 1960s did the chemical nature of plant tissues become
apparent and with this knowledge, scientists began to use a greater range of enzymes
more efficiently. Pectinolytic enzymes are one of the important groups of enzymes
used in fruit processing industry. Several researchers have reported that
depectinization using pectinase could effectively clarify fruit juices. Primarily, these
enzymes are responsible for the degradation of the long and complex molecules in the
fruit pulp called pectin that occur as structural polysaccharides and responsible for
turbidity in pulp. Pectinases are now an integral part of fruit juice industries as well as
having various biotechnological applications.
Vaillant et al, (2001) worked on clarification study on six tropical fruit juices
(mango, pineapple, naranjilla, castillas blackberry, passion fruit, tangerine). He
observed that fruit juices contain colloids that are mainly polysaccharides (pectin,
cellulose, hemicelluloses and starch), protein and tannin. One of the major problems
encountered in preparation of fruit juices is cloudiness primarily due to the presence
of pectin. Usually tropical fruits are too pulpy and pertinacious to yield juice by
simple pressing. Pectin makes the fruit juices turbid and viscous and makes the
clarification process harder due to their fibre like molecular structure.
Review of Literature
17
Blanco et al, (1999) reviewed the classification of pectinases. Pectinases can
be divided into two main groups, namely pectin esterases (PE), which de-esterify
pectin by removing the methoxyl residues and depolymerases, which readily split the
main chain. Pectin esterases remove methoxy groups from high methoxy pectin to
give methanol and low methoxy pectin. The depolymerising enzymes can be
classified according to their preferred substrate, whether cleavage is random or
endwise, and if the enzyme acts by trans-elimination or hydrolysis.
Polygalacturonases (PG) cleave the glycosidic bonds by hydrolysis and pectate lyases
(PL) break the glycosidic bonds by β elimination. These enzymes can also be
classified according to whether they exhibit a preferential hydrolytic power against
pectin, pectic acid or oligogalacturonate as the substrate, and whether the mode of
action is random (endo-) or terminal (exo-). The classification of pectinases is shown
in Table 2.3.
Be Miller (1986) describe the classification of pectic substances. Chemically,
pectic substances are complex colloidal acid polysaccharides, with a backbone of
galacturonic acid residues linked by α (1-4) linkage. The side chains of the pectin
molecule consist of L-rhamnose, arabinose, galactose and xylose. The carboxyl
groups of galacturonic acid are partially esterified by methyl groups and partially or
completely neutralized by sodium, potassium or ammonium ions. Based on the type
of modifications of the backbone chain, pectic substances are classified into
protopectin, pectic acid, pectinic acid and pectin.
Baumann (1981) observed that temperature has a significant effect on the
activity of pectic enzymes. There was a close relationship between temperature and
time during enzyme treatment of fruit juices. As temperature increases, the rate of
pectin degradation was increases and the time of enzyme treatment decreases.
Rombouts and Pilnik (1978) reported that most of commercial pectic
enzyme preparations used in fruit juice extraction and clarification are of fungal
origin since these enzymes have a low pH optimum and other characteristics suited
for fruit juices. Pectic enzyme preparations mainly contain a mixture of pectolytic
enzymes like pectin methyl esterase (PE) and poly galacturonase (PG).They also
contain other non pectic enzyme activities such as cellulose, hemicelluloses, amylase,
esterase etc.

Review of Literature
18
Table 2.3 Classification of Pectinases
Group Enzyme Substrate Action
Polymethyl
galacturonases
(PMG)
Pectin Hydrolysis
Endo-
PMG
Random cleavage of α-
1,4glycosidic bonds
Exo-PMG Sequential cleavage of α-1,4
glycosidic bonds from the
non-reducing end
Polygalacturonase
(PG)
Pectic acid Hydrolysis
Endo-PG Random hydrolysis of α-
1,4glycosidic linkages
Exo-PG Sequential cleavage of α-
1,4glycosidic linkages from
the non-reducing end
Polymethyl
galacturonate
lyases (PMGL)
Pectin Trans-eliminative
cleavage
Endo-
PMGL
Random cleavage of α-
1,4glycosidic linkages
Exo-
PMGL
Sequential cleavage of α-
1,4glycosidic linkages
Polygalacturonate
lyases (PGL)
Pectic acid Trans-eliminative
Cleavage
Endo-
PGL
Random cleavage of α-
1,4glycosidic linkages
Exo-PGL Sequential cleavage of α-
1,4glycosidic linkages

Review of Literature
19
Neubeck (1975) reported the need for enzyme treatment varies with the type
of fruits and associated difficulties during juice preparation. Some fruits require the
enzyme treatment to expedite pressing for juice extraction. Other fruits may be
readily pressed without the need of adding enzymes but the cloudy pressed juices
would require enzyme treatment to improve their filtration to obtain clear juice. Such
differences are due to the wide variation in the physical and chemical composition of
different fruits particularly their pectic substances and the ratio of insoluble to soluble
pectin content. He also reported that the time required for flock formation during
clarification of apple juice was decreased by two folds for each 100C rise in
temperature in the range of 10-300C and by 1.5 fold at temp above 30
0C.
Endo (1965) studied the mechanism of enzymatic clarification of apple juice.
Cloudy apple juice contained soluble pectin with a small amount of insoluble pectin
bound to the suspended particles. Soluble pectin was found to act as a protective
colloid for other particles suspended in the cloudy juice and partial hydrolysis of this
pectin allowed other particles to flocculate and precipitate. The mechanism of
enzymatic clarification process involved 3 stages: solubilization of insoluble pectin,
decrease in viscosity of soluble pectin and finally flocculation of the suspended
particles. The review of literature related to this section can be summarized as shown
in Table 2.4
2.3.2 Extraction and Clarification of Fruit Juices
Bahramian et al, (2011) evaluated the effectiveness of enzymes pectinases
and cellulases in sugar extraction process from date fruits. Kabkab, a date cultivar
from Kerman province in Iran, which is industrially used for extraction of its sugar,
was selected for enzymatic extraction. Comparison of samples, pretreated by either
Pectinex®Smash XXL or Cellubrix® L with untreated date fruits, showed that
amount of both extracted sugar and clarity of juices thus produced, were affected by
enzymatic pre-treatment of fruits. Pre-treatment of fruits by each of the two enzymes
caused equally about 18% increase in the amount of extracted sugars, while using a
precisely determined mixture of two enzymes and a suitable condition, resulted in a
further increase of sugar to about 46%, in relation to untreated samples. Regarding the
clarity of the juice, the results indicated that increased sugar content of the extracts
positively affects the clarity of juices, with some exceptions.

Review of Literature
20
Table 2.4 Review on Pectic Substances and Pectolytic Enzymes in Fruit
Juice Processing
Sr.
No.
Author Year Important finding
1 Vaillant et al 2001 Fruit juices contain colloids that are mainly
polysaccharides, protein and tannin. One of the
major problems encountered in preparation of fruit
juices is cloudiness primarily due to the presence
of pectin.
2 Blanco et al 1999 Reviewed the classification of pectinases.
3 Be Miller 1986 Described the classification of pectic substances.
4 Baumann 1981 There was a close relationship between
temperature and time during enzyme treatment of
fruit juices.
5 Rombouts and
Pilnik
1978 Most of commercial pectic enzyme preparations
used in fruit juice extraction and clarification are
of fungal origin since these enzymes have a low
pH optimum and other characteristics suited for
fruit juices.
6 Neubeck 1975 Enzyme treatment varies with the type of fruits
and associated difficulties during juice preparation
7 Endo 1965 Soluble pectin was found to act as a protective
colloid for other particles suspended in the cloudy
juice and partial hydrolysis of this pectin allowed
other particles to flocculate and precipitate.
Joshi et al, (2011) extracted the pectin methyl esterase from apple pomace
and evaluated its efficacy for extraction and clarification of plum, peach, pear and
apricot juice. The juice recovery of enzymatically treated pulps increased
significantly from 52-72% in plums, 38-63% in peach, 60-72% in pear and 50-80% in
apricot. Addition of pectinase significantly increased the total soluble solid (TSS),
titratable acidity and total sugar in the enzymatically treated juices. The pH, Brix acid
ratio and relative viscosity of extracted juices were decreased. The ascorbic acid
content remained unaffected with the increase in enzyme concentration. The overall
sensory evaluation of extracted juices using hedonic scale showed a significant
improvement in the colour and clarity scores. The flavour of extracted juices
remained unaffected. For extraction of juice 2.5% enzyme concentration was found to
Review of Literature
21
be best. However, for the clarification of apple and pear juice 1.0 and 0.5% enzyme
concentration gave the optimum results.
Karangwa et al, (2010) optimized the processing parameters for the
clarification of blended carrot-orange juice using Response Surface Methodology
(RSM) and to improve the carotene content. The blended carrot-orange juice was
treated with Pectinex Ultra SP-L enzyme at different concentrations (0.04- 0.12%),
pH (2.5-5), reaction temperature (40-60ºC) and time (70-110 min). The effect of these
independent variables on clarity, turbidity, and viscosity of the carrot-orange juice
was evaluated (coefficient of determination (R2) greater than 0.9). From the RSM
analysis, the optimum processing conditions were found as; 0.06% (w/v) enzyme
concentration, 3.6 pH, 49ºC temperature, 91 min reaction time. Clarified carrot-
orange juice thus obtained favourably improved the nutritional content and consumer
acceptance.
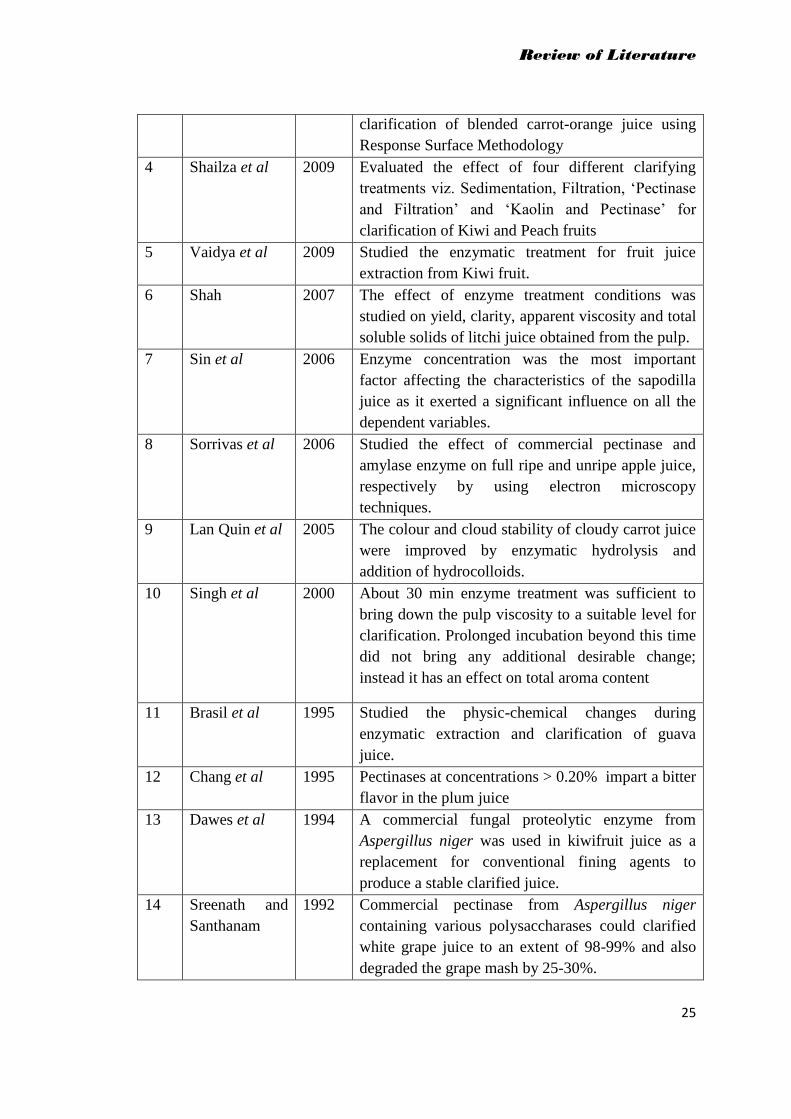
Shailza et al, (2009) evaluated the effect of four different clarifying
treatments viz. Sedimentation, Filtration, ‘Pectinase and Filtration’ and ‘Kaolin and
Pectinase’ for clarification of Kiwi and Peach fruits. Higher juice content was
obtained when the extraction was carried out in the presence of pectinase enzyme.
The recovery was higher when clarification of juice was carried out using the
combination of ‘Kaolin and Pectinase’ in both Kiwi (85.40%) and Peach (84.10%)
juice.
Vaidya et al, (2009) studied the enzymatic treatment for fruit juice extraction
from Kiwi fruit. Due to slimy pulp, extraction of pulp from Kiwi fruit was difficult.
To overcome this problem a combination of enzymes (pectinase 0.025g/kg + amylase
0.025g/kg + mash enzyme 0.05g / kg) were used to macerate the pulp (2h at 500C)
and thus facilitating the juice extraction. The treatment enhanced the juice recovery
(78.46%) compared to control (58.44%) and the treatment did not affect the TSS.
Titratable acidity, pH, reducing and total sugar of clarified juice. Also a drastic
decrease in the pectin content of the juice occurs. The outstanding feature of the juice
was its high acidity and high concentration of ascorbic acid which however decreased
by 21% after clarification.

Review of Literature
22
Shah (2007) optimized the conditions for enzymatic extraction of Litchi pulp
with various concentration levels of hydrolytic enzymes viz. pectinase (0-
0.133%w/w), cellulase (0-0.266%w/w) and hemicellulase (0-0.20%w/w) for different
durations (30-150 min) at 45°C. Yield, clarity and TSS of juice were found to
increase and apparent viscosity was found to decrease significantly by enzymatic
treatment. The optimum conditions for enzymatic treatment of pulp obtained after a
double sided desirability function with the responses juice yield, clarity and TSS to be
maximized and viscosity to be minimized were 0.076% (w/w) pectinase, 0.138%
(w/w) cellulase, 0.107% (w/w) hemicellulase and incubation time of 106.5 min. The
predicted values for juice yield, clarity, viscosity and TSS under optimized conditions
were 77.19 %, 93.53%, 1.359mPa s and 19.68°brix which showed a good agreement
with the experimental values under the same set of conditions.
Sin et al, (2006) studied the enzymatic clarification of sapodilla juice.
Sapodilla juice was treated with pectinase enzyme at different incubation times (30–
120 min), temperature (30–50 °C) and enzyme concentration (0.03–0.10%). These
three factors were used as independent variables whose effects on turbidity, clarity,
viscosity and colour (L values) were evaluated. The results indicated that enzyme
concentration was the most important factor affecting the characteristics of the juice
as it exerted a significant influence on all the dependent variables. The recommended
enzyme clarification condition was 0.1% enzyme concentration at 40 °C for 120 min.
Sorrivas et al, (2006) studied the mechanisms governing the enzymatic
clarification of apple juice by electron microscopy techniques. Full ripe and unripe
apple juice samples were treated with commercial pectinase (Solvay 5XLHA) and
amylase (Rohalase HT) enzymes, respectively. Scanning electron microscopy studies
revealed that commercial amylolytic enzymes quickly reduced starch content in
unripe apple juice to undetectable values. It was also observed that after
pasteurization of this juice (900C, 5 min) all starch granules gelatinized. The effect of
pectic enzyme to destroy the protective pectin colloid was also detected with this
technique. It was speculated that the destruction of the weak pectin net by the action
of the specific enzyme caused particle aggregation, followed by the collapse of
aggregates, increasing the number of particles to less than 500 nm.

Review of Literature
23
Lan Quin et al, (2005) investigated that the colour and cloud stability of
cloudy carrot juice were improved by enzymatic hydrolysis and addition of
hydrocolloids. Cellulytic and pectolytic enzyme preparations were used to prepare the
carrot juice and their optimum dosages were 1.6 g kg-1
and 0.035 g kg-1
, respectively.
Hydrocolloids including guar gum, pectin and flaxseed gum were each added to the
carrot juice and assessed for their ability to stabilize the carrot juice.
Singh et al, (2000) investigated the various physico-chemical changes during
enzymatic liquefaction of mango pulp (cv. Keitt). Pulps were treated at 400C for up to
2 h with a mixture of commercial enzymes, namely Pectinex Ultra SP-L, Celluclast
and Rapidase C PE at concentration of 1.5:6:20 v/v. Apparent viscosity of pulp and
serum reduced rapidly to 78 % and 93% respectively, in 30 min liquefaction. No
marked changes in apparent viscosity pulp samples and percentage cell wall
hydrolysis in the subsequent 60, 90 and 120 min were observed. The enzyme treated
pulp showed 83 % and 84 % serum yields during 30 and 120 min reaction time
respectively against 52% for untreated pulp. Slight increase in TSS (0Brix), acidity,
reducing and total sugars, and slight decrease in pH was found in the pulp as well as
serum fractions as the incubation continued. No marked change in colour
(yellowness) was observed in the enzyme-treated pulp, however, the corresponding
serum showed less yellowness and colour saturation indicating retention of yellow
pigments in the pulp fraction. About 9% loss in the total aroma components was
observed during the liquefaction process.
Brasil et al, (1995) prepared the clarified guava juice by treating the pulp with
600 ppm of pectic enzymes at 45°C for 120 min. The pulp so-treated was pressed to
give an average juice yield of 84.70%. The pressed juice was cloudy and pink in
colour but, after addition of fining agents and filtration, a clear juice with a light
yellow colour was obtained. This clear juice was preserved by the Hot-pack method.
During the extraction and clarification of the juice, some of the important physical
and chemical changes were followed by measuring changes in total soluble solids
(oBrix), acidity, viscosity, total phenolics content, colour, turbidity and ascorbic acid
retention.
Chang et al, (1995) investigated the efficacy of five commercial pectinases
for improvement of juice yield and quality from plums. Pectinases, to a varying

Review of Literature
24
degree, improved the yield, color-assayed as release of anthocyanins, and clarity of
the juice. A significant increase in the effectiveness of pectinases was observed as the
concentration was increased from 0.01 to 0.60% v/w. However, at concentrations >
0.20% they tended to impart a bitter flavour in the juice. Among five pectinases,
Clarex L at 0.20% produced higher yield and a sediment-free clear juice.
Dawes et al, (1994) evaluated the effect of commercial fungal proteolytic
enzyme from Aspergillus niger in kiwifruit juice as a replacement for conventional
fining agents to produce a stable clarified juice. Reductions in detectable protein
levels of 73% and 82% were achieved using 500 mg/kg of enzyme and incubating at
60°C for 20 and 60 min respectively. Concentrates prepared from proteolytic enzyme-
treated juice had reduced browning and haze formation compared to a control,
without affecting ascorbic acid level. When stored at 20°C, proteolytic enzyme
treated concentrates (60 min) remained clear up to 90 days and had minimal haze
(A650 nm= 0.047) and browning (A420 nm= 0.93) after 6 months storage.
Sreenath and Santhanam (1992) found that a commercial pectinase from
Aspergillus niger containing various polysaccharases clarified the white grape juice to
an extent of 98-99% and also degraded the grape mash by 25-30%. This was achieved
by optimising the grape mash treatment with 0.048% of enzyme at 27-300C for 30
min without changing the mash pH. After pectinolytic juice clarification, both juice
viscosity and total phenols were reduced by 25% and 32% respectively. The review
of literature related to extraction and clarification of fruit juices can be summarized as
shown in Table 2.5
Table 2.5 Review on Extraction and Clarification of Fruit Juices
Sr.
No.
Author Year Important finding
1 Bahramian et
al
2011 Pectinase and cellulose enzyme treatments to date
fruit yields juice with more sugar and clarity as
compared to untreated one.
2 Joshi et al 2011 Addition of pectinase significantly increased the
total soluble solid (TSS), titratable acidity and total
sugar in the enzymatically treated juices whereas the
pH, Brix acid ratio and relative viscosity of
extracted juices were decreased.
3 Karangwa et al 2010 Optimized the processing parameters for the
Review of Literature
25
clarification of blended carrot-orange juice using
Response Surface Methodology
4 Shailza et al 2009 Evaluated the effect of four different clarifying
treatments viz. Sedimentation, Filtration, ‘Pectinase
and Filtration’ and ‘Kaolin and Pectinase’ for
clarification of Kiwi and Peach fruits
5 Vaidya et al 2009 Studied the enzymatic treatment for fruit juice
extraction from Kiwi fruit.
6 Shah 2007 The effect of enzyme treatment conditions was
studied on yield, clarity, apparent viscosity and total
soluble solids of litchi juice obtained from the pulp.
7 Sin et al 2006 Enzyme concentration was the most important
factor affecting the characteristics of the sapodilla
juice as it exerted a significant influence on all the
dependent variables.
8 Sorrivas et al 2006 Studied the effect of commercial pectinase and
amylase enzyme on full ripe and unripe apple juice,
respectively by using electron microscopy
techniques.
9 Lan Quin et al 2005 The colour and cloud stability of cloudy carrot juice
were improved by enzymatic hydrolysis and
addition of hydrocolloids.
10 Singh et al 2000 About 30 min enzyme treatment was sufficient to
bring down the pulp viscosity to a suitable level for
clarification. Prolonged incubation beyond this time
did not bring any additional desirable change;
instead it has an effect on total aroma content
11 Brasil et al 1995
Studied the physic-chemical changes during
enzymatic extraction and clarification of guava
juice.
12 Chang et al 1995 Pectinases at concentrations > 0.20% impart a bitter
flavor in the plum juice
13 Dawes et al
1994 A commercial fungal proteolytic enzyme from
Aspergillus niger was used in kiwifruit juice as a
replacement for conventional fining agents to
produce a stable clarified juice.
14 Sreenath and
Santhanam
1992 Commercial pectinase from Aspergillus niger
containing various polysaccharases could clarified
white grape juice to an extent of 98-99% and also
degraded the grape mash by 25-30%.

Review of Literature
26
2.3.3 Clarification of Banana Pulp
Different researchers have used different commercial enzymes (especially
those with pectinolytic activities) in banana pulp processing. However most of the
researchers seem to have used only one stage i.e. ripened stage of banana pulp in their
study. In this study, pulp of three different ripening stages was used for clarification
study.
Cheirsilp and Umsakul (2008) prepared banana wine by treating the banana
must with pectinase and α-amylase to hydrolyze pectin and starch. The synergistic
activities of the enzymes enhanced hydrolysis of the complex carbohydrates. A
decrease of 55% in the viscosity and a 2.7-fold increase in the amount of extracted
juice were obtained after incubating with 0.05% (w/w) of pectinase at 400C for 2 h,
followed by treating with 0.05% (w/w) of a-amylase at 500C for 3 h. A 15 and 39%
increase in total soluble sugars and reducing sugars in extracted juice were achieved,
respectively. Enzyme-treated banana must was diluted with four volumes of water
and then fermented by yeast to produce banana wine. The pre-treatment of banana
with enzymes before wine fermentation resulted in a higher level of reducing sugars
than that of the control (non enzyme-treated banana wine) during fermentation. The
clarity of the enzyme-treated banana wine was also fourfold higher than that of the
control at 25 days of fermentation. The concentrations of total soluble solids, total
soluble sugars, and alcohol in the enzyme-treated banana wine and the control have
no significant differences.
Tadakittisarn et al, (2007) optimized the pectinase enzyme liquefaction of
banana ‘Gros Micheal’ pulp by response surface methodology (RSM). The effect of
pectinase enzyme concentrations (0-0.2%) and incubation times (60-300 min) on
juice yield (%), total soluble solids (TSS), recovery soluble solids (RSS), clarity
(%T670) and browning index (A420) of juice were studied using central composite
design of experiments. Results showed that pectinase enzyme concentration played an
important role that significantly (p ≤ 0.001) influenced most of dependent variables of
banana juice. The coefficient of determination (R2) of yield (%), recovery soluble
solids (RSS), clarity (%T670) and browning index (A420) were 0.907, 0.924, 0.804
and 0.793, respectively. The optimum condition for enzymatic extraction was 0.15%

Review of Literature
27
of pectinase enzyme incubated for 120 min at 50°C. The yield was ≥ 62%, RSS ≥14,
%T670 ≥ 96% and A420 ≤ 0.1.
Lee et al, (2006) studied on optimization of conditions for the enzymatic
clarification process of banana juice using response surface methodology. Banana
juice was treated with pectinase at various enzyme concentrations (0.01– 0.1%),
temperatures (30–500C) and time (30–120 min) of treatment. The effect of these
enzyme treatments on filterability, clarity, turbidity and viscosity of the juice were
studied by employing a second order central composite design. The coefficient of
determination, R2 values for filterability, clarity, turbidity and viscosity were greater
than 0.900. Statistical analysis showed that filterability, clarity, viscosity and turbidity
were significantly (p<0.05) correlated to enzyme concentration, incubation
temperature and incubation time. Enzyme concentration was the most important
factor affecting the characteristics of the banana juice as it exerted a highly significant
influence (p<0.01) on all the dependent variables. An increase in time and/or
concentration of enzyme treatment was associated with an increase in filterability and
clarity, and decrease in turbidity and viscosity. Based on response surface and contour
plots, the optimum conditions for clarifying the banana juice were: 0.084% enzyme
concentration, incubation temperature of 43.20C and incubation time of 80min.
Shahadan and Abdullah (1995) determined the optimum conditions for
extraction of banana juice. RSM with a central composite design was used for
optimization. The effects of temperature (20-50ºC), pH (2.7-4.3) and enzyme
concentration (0.13-0.47%) on the yield of banana juice were studied after a 4h
reaction time. The optimal conditions for the enzymatic extraction of banana juice
were 0.42% enzyme at 35ºC with a pH of 3.4.
Yunchand et al, (1995) prepared the clarified banana juice by using
commercial enzyme pectinase and amyloglucosidase to increase juice yield. The
optimum concentration was 0.03% Pectinex Ultra SP-L or Rohapex TF with 0.02%
amyloglucosidase. Juice yield reached about 80% (base on pulp weight), when the
banana puree was preheated to 900C in steam blancher, followed by enzyme treatment
at 450C and maintained for 2 hrs. The effectiveness of enzyme on juice yield was
greatly depending on pre-heating the pulp and the stage of banana maturity.

Review of Literature
28
Kotecha et al, (1994) carried out preliminary studies to carry out banana juice
extraction by using different levels of pectinase enzymes and different levels of
incubation periods at 28+ 20C. Based on these studies a 0.2% pectinase addition and a
4h incubation time were selected for obtaining the juice from pulp. The juice was
separated by centrifugation and the clear juice was used for preparation of juice.
Pheantaveerat and Anprung (1993) studied the application of commercially
available pectinases, cellulases and amylases for hydrolysis of ripe banana (Grade 7-
8) pulp. He observed that the synergistic activities of enzymes in increasing degree of
pulp hydrolysis expressed as percent decreased viscosity of juice obtained after the
pulp was incubated with 0.06% by weight of cellulases and with 0.05% by weight of
pectinases at 450C for 2 h. Under such condition, the clear juice yield of 73% (base on
pulp weight used) was obtained. Furthermore, amylases were not effective to the
above activity.
Koffi et al, (1991) conducted experiments to determine the effects of
commercial enzyme preparations on viscosity reduction and filterability of banana
juice and the effectiveness of various anti-browning treatments on clarified juice.
Two different combinations of pectinase, cellulase and hemicellulase were more
effective in reducing viscosity and improving filterability of both green and ripe
banana purees than a pectinase, galactomannanase or cellulase after incubation
periods of 3, 6 and 9 h. An alpha-amylase was not effective in reducing viscosity as
compared to the control, even of green banana puree high in starch.
Viquez et al, (1981) studied the pectinolytic enzyme treatments on banana
pulp to increase the yield, reduce the viscosity and clarify the juice. Clear juice yields
of between 55 and 60% (based on pulp weight used) are obtained from pulp incubated
at 45°C for 1 hr with 0.01% w/w of enzyme by subsequent centrifugation at 2900
maximal relative centrifugal force for 20 min. This corresponds to a yield of total and
reducing sugars present in the pulp of over 75%. Untreated control pulps yield less
than 5% of juice under these conditions. Hydraulic pressing of the pulps at 16 kg/cm2
gives similar juice yields to those obtained by centrifugation. The juice has an
excellent flavour and aroma and provides a possible use for the large quantities of

Review of Literature
29
reject bananas available in producer countries. The research related to clarification of
banana pulp can be summarized as shown in Table 2.6
Table 2.6 Review on Clarification of Banana pulp
Sr.
No.
Author Year Important finding
1 Cheirsilp and
Umsakul
2008 A decrease of 55% in the viscosity and a 2.7-fold
increase in the amount of extracted juice were
obtained after incubating banana pulp with
0.05% (w/w) of pectinase at 400C for 2 h,
followed by treating with 0.05% (w/w) of a-
amylase at 500C for 3 h.
2 Tadakittisarn et
al
2007 Dependent variables viz. yield, recovery soluble
solids, clarity and browning index are
significantly influenced by enzyme
concentration.
3 Lee et al 2006 An increase in time and/or concentration of
enzyme treatment was associated with an
increase in filterability and clarity, and decrease
in turbidity and viscosity.
4 Shahadan and
Abdullah
1995 The optimal conditions for the enzymatic
extraction of banana juice were 0.42% enzyme at
35ºC with a pH of 3.4.
5 Yunchalad et al 1995 The effectiveness of enzyme on juice yield was
greatly depending on pre-heating the pulp and the
stage of banana maturity.
6 Kotecha et al 1994 At 28±200C, 0.2% pectinase concentration and
4h incubation time yields maximum clarified
banana juice.
7 Pheantaveerat
and Anprung
1993 Amylases were not effective for the clarification
of pulp
8 Koffi et al 1991 Two different combinations of pectinase,
cellulase and hemicellulase were more effective
in reducing viscosity and improving filterability
of banana purees than alpha-amylase enzyme
9 Viquez et al 1981 Clear juice yields of between 55 and 60% were
obtained from pulp incubated at 45°C for 1 hr
with 0.01% w/w of enzyme concentration

Review of Literature
30
2.4 Browning during Clarification of Fruit Pulp its Inhibition
Three general situations may cause browning reactions in fruit viz.
physiological changes associated with ripening, disorders associated with cold storage
or chilling injury and thirdly operations associated with harvesting and processing of
fruit where crushing, wounding or juice extraction occur. During preparation of
juices, once the fruit structure is disintegrated by crushing enzymes which are
normally associated with structural components would be brought into contact with
substrates and oxygen which stimulate some enzymatic and non enzymatic reactions.
These reactions may responsible to change in colour, flavour and appearance of the
juice (Pollard and Timberlake, 1971). Banana pulp is highly susceptible to
enzymatic browning during pulping. Browning reaction of banana fruit results from
the enzymatic oxidation of dopamine (3,4 -dihydroxyphenyl ethylamine) by
polyphenoloxidase (Griffiths, 1959) leading to the production of brown pigments.
Various techniques and mechanisms have been developed over the years for the
control of these undesirable enzyme activities. These techniques attempt to eliminate
one or more of the essential components (oxygen, enzyme, copper, or substrate) from
the reaction.
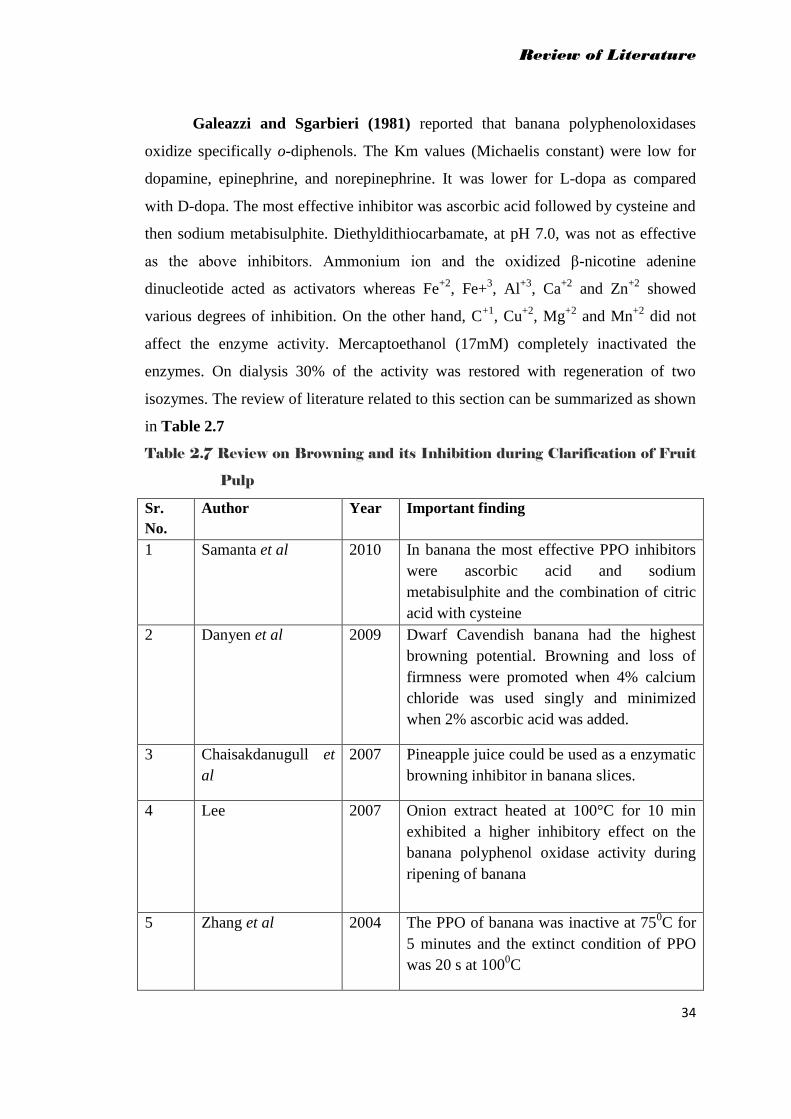
Samanta et al, (2010) evaluated the anti-browning (inhibition of polyphenol
oxidase activity) effect of cysteine (Cys) , ascorbic acid (AA), citric acid (CA),
sodium metabisulphite (SMB) alone or in combination, at three different pH (3.5, 4
and 4.5) in banana (Musa paradisiaca L. var. Kanthali), apple (Malus pumila Mill.
var. Ambri kashmiri), and mushroom (Agaricus bisporus). All the samples were
mixed with Cys (100, 200 and 300 mg/kg), AA (250, 500 and 1000 mg/kg), CA (250,
500 and 1000 mg/kg) and SMB (100, 200 and 300 mg/kg) to assess their effect on
PPO. PPO activity was analyzed spectrophotometrically at 420 nm. The most
effective PPO inhibitors were AA and SMB and in combination with CA and Cys in
all the samples tested. No significant differences were observed for PPO activity
among concentrations of Cys and CA when both anti-browning agents were used
alone or in combination and mixed with the samples.
Danyen et al, (2009) studied the interaction effects between ascorbic acid and
calcium chloride in minimizing browning of fresh-cut green banana slices. Dwarf

Review of Literature
31
Cavendish banana having the highest browning potential was used for processing into
fresh-cut slices. The slices were treated with anti-browning agents, packed at 55%
vacuum level and stored at 100C. A 2 X 3 factorial treatment structure was used to
investigate the interaction effects between ascorbic acid and calcium chloride. At
three-day intervals, physicochemical parameters were investigated. The interaction
effect between ascorbic acid and calcium chloride for lightness and redness was
significant (P < 0.05); however, these colour parameters were mainly driven by the
main effect of ascorbic acid (P < 0.01). The interaction effect between ascorbic acid
and calcium chloride and the main effect of each chemical on firmness were highly
significant (P < 0.01). There was no interaction effect on yellowness (P > 0.05).
Browning and loss of firmness were promoted when 4% calcium chloride was used
singly and minimized when 2% ascorbic acid was added.
Chaisakdanugull et al, (2007) evaluated the effectiveness of pineapple juice
in enzymatic browning inhibition on the cut surface of banana slices. After storage of
banana slices at 150C for 3 days, pineapple juice showed browning inhibition to a
similar extent as 8 mM ascorbic acid but less than 4 mM sodium metabisulfite.
Fractionation of pineapple juice by a solid-phase C18 cartridge revealed that the
directly eluted fraction (DE fraction) inhibited banana polyphenol oxidase (PPO)
about 100% when compared to the control. The DE fraction also showed more
inhibitory effect than 8 mM ascorbic acid in enzymatic browning inhibition of banana
puree during storage at 50C for 24 h. Further identification of the DE fraction by
fractionation with ion exchange chromatography and confirmation using model
systems indicated that malic acid and citric acid play an important role in the
enzymatic browning inhibition of banana PPO.
Lee (2007) investigated the inhibitory effect of onion extract on banana
polyphenol oxidase activity during ripening of banana when stored at room
temperature for 10 days. The addition of the onion extract that had been heated at
100°C for 10 min exhibited a higher inhibitory effect on the banana polyphenol
oxidase activity during ripening of banana than that of the fresh onion extract. When
the onion extract that had been treated at a high temperature was added, the banana
polyphenol oxidase activity was markedly inhibited. It was found that heat treated

Review of Literature
32
onion extract inhibited the banana polyphenol oxidase non-competitively. The
‘Millard Reaction Products’ (MRP) synthesized from arginine, cysteine, histidine and
lysine significantly inhibited banana polyphenol oxidase. The enzyme activity was
inhibited by addition of various anti-browning agents.
Zhang et al, (2004) investigated the characteristics of polyphenol oxidase
(PPO) of banana by spectrophotometer using catechol as substrate. The results
showed that the optimal temperature was 250C, pH 5.0. The PPO was inactive at 75
0C
for 5 minutes and the extinct condition of PPO was 20 s at 1000C. The PPO was
isoenzyme in banana. Effect of citric acid, ascorbic acid, sodium sulphite and cysteine
on PPO was also studied.
Ozoglu and Bayindirli (2002) studied the inhibition of enzymatic browning
in apple juice. Golden Delicious apple juice was subjected to enzymatic browning in
the presence of the selected anti-browning agents: ascorbic acid, isoascorbic acid, L-
cysteine, sorbic acid, benzoic acid, cinnamic acid and b-cyclodextrin. The relative
effectiveness of these anti-browning agents for inhibition of enzymatic browning in
apple juice was determined in terms of colour and enzyme activity measurements
with respect to time for approximately one day storage period at 25±10C. The most
effective agents were determined as L-cysteine, cinnamic acid and ascorbic acid.
Response surface methodology was used to evaluate the potency of the L-cysteine,
ascorbic acid and cinnamic acid combination for the control of enzymic browning.
The ascorbic acid, L-cysteine and cinnamic acid combination provided better results
than the individual compounds. The optimum combination was determined as 0.49
mM ascorbic acid, 0.42 mM L-cysteine and 0.05 mM cinnamic acid in the cloudy
apple juice stored for 2 h at 25±10C.
Almeida and Nogueira (1995) investigated the methods for the control of
polyphenol oxidase (PPO) activity in fruits and vegetables with the purpose of
reducing or eliminating the use of SO2 for this purpose. Interactions between the use
of ascorbic acid, citric acid, EDTA, sodium metabisulphite and heat treatment (70°C
for 2 min) in the control of PPO activity were studied in avocado (var. Fortuna),
banana (var. Nanica), apple (var. Ana, Fuji, Gala & Golden), pear (var. D'Agua),
peach (var. Real), potato (var. Bintje), eggplant (var. Super F100), mushroom

Review of Literature
33
(Agaricus bisporus) and hearts-of-palm (Euterpe edulis Mart.). The results
demonstrated that PPO of avocado and eggplant was most resistant to inhibition by
the methods used. The least efficient method tested for the control of PPO was the
addition of EDTA, while the most efficient methods investigated included the use of
ascorbic acid, citric acid, sodium metabisulphite and heat treatment. The results
indicated that, with the exception of PPO from avocado, the most adequate alternative
method to substitute for the use of SO2 in the control of PPO was a combination of
ascorbic acid, citric acid and heat treatment.
Sims and Bates (1994) studied the processing and quality problems
associated with the production of clarified banana juice. For viscosity reduction
different groups of enzymes were used and to prevent browning several commonly
used methods were tested viz. heating whole, unpeeled bananas for 11min in 1000C
steam on a steam blancher belt (internal temperature reach to 850C); heating puree in
a small steam kettle with a constant stirring to 850C; addition of potassium
metabisulphite (100 mg/kg); addition of ascorbic acid (470 mg/ Kg). Results
indicated that the combination of pectinase, cellulase and hemicellulase was the most
effective of all the enzyme systems in reducing viscosity. Heating whole bananas or
purees to 80-900C for 1-2 minutes or the addition 100mg/ kg potassium
metabisulphite were effective in limiting browning.
Garda et al, (1985) developed a suitable and simple process for the
production of a puree, stable at ambient temperatures (28 to 300C), from optimum
ripened export-reject bananas in rural agro-industries. From this puree, different food
products such as a jellified snack ("bocadillo") can be manufactured. The effects of a
reducing agent (SO2) to prevent browning, acidification with citric acid, effect of
microbial inhibitors (sorbate and benzoate) and heat treatment on product quality
were studied. A combination of partial thermal enzyme inactivation in boiling water
(940C) for 7 minutes and immersion in 1% sodium bisulfite solution for 1.5 minutes
prevented browning. The addition of 1000 ppm potassium sorbate and citric acid to
pH 3.5 preserved the puree up to 4 weeks at 280C, retaining its original colour and
texture and an acceptable flavour. No significant microbial growth was detected.
Review of Literature
34
Galeazzi and Sgarbieri (1981) reported that banana polyphenoloxidases
oxidize specifically o-diphenols. The Km values (Michaelis constant) were low for
dopamine, epinephrine, and norepinephrine. It was lower for L-dopa as compared
with D-dopa. The most effective inhibitor was ascorbic acid followed by cysteine and
then sodium metabisulphite. Diethyldithiocarbamate, at pH 7.0, was not as effective
as the above inhibitors. Ammonium ion and the oxidized β-nicotine adenine
dinucleotide acted as activators whereas Fe+2
, Fe+3, Al
+3, Ca
+2 and Zn
+2 showed
various degrees of inhibition. On the other hand, C+1
, Cu+2
, Mg+2
and Mn+2
did not
affect the enzyme activity. Mercaptoethanol (17mM) completely inactivated the
enzymes. On dialysis 30% of the activity was restored with regeneration of two
isozymes. The review of literature related to this section can be summarized as shown
in Table 2.7
Table 2.7 Review on Browning and its Inhibition during Clarification of Fruit
Pulp
Sr.
No.
Author Year Important finding
1 Samanta et al 2010 In banana the most effective PPO inhibitors
were ascorbic acid and sodium
metabisulphite and the combination of citric
acid with cysteine
2 Danyen et al 2009 Dwarf Cavendish banana had the highest
browning potential. Browning and loss of
firmness were promoted when 4% calcium
chloride was used singly and minimized
when 2% ascorbic acid was added.
3 Chaisakdanugull et
al
2007 Pineapple juice could be used as a enzymatic
browning inhibitor in banana slices.
4 Lee 2007 Onion extract heated at 100°C for 10 min
exhibited a higher inhibitory effect on the
banana polyphenol oxidase activity during
ripening of banana
5 Zhang et al 2004 The PPO of banana was inactive at 750C for
5 minutes and the extinct condition of PPO
was 20 s at 1000C

Review of Literature
35
6 Ozoglu and
Bayindirli
2002 Combination of ascorbic acid, L-cysteine
and cinnamic acid could effectively use for
inhibition of browning in cloudy apple juice
7 Almeida and
Nogueira
1995 In fruits and vegetables, the most adequate
alternative method to substitute for the use of
SO2 in the control of PPO was a combination
of ascorbic acid, citric acid and heat
treatment.
8 Sims and Bates 1994 Heating whole bananas or purees to 80-900C
for 1-2 minutes or the addition 100mg/ kg
potassium metabisulphite were effective in
limiting browning.
9 Garda et al 1985 In banana puree a combination of partial
thermal enzyme inactivation in boiling water
(940C) for 7 minutes and immersion in 1%
sodium bisulphite solution for 1.5 minutes
prevented browning
10 Galeazzi and
Sgarbieri
1981 The most effective inhibitor in banana was
ascorbic acid followed by cysteine and then
sodium metabisulphite.