caiet practica frezarea
TRANSCRIPT
CAIET DE PRACTICA
FREZAREA
CONSIDERAŢII GENERALE
Frezarea este o operaţie de aşchiere executată cu ajutorul unei scule roti-toare prevăzută cu mai multe tăişuri, denumită freză ; scula efectuează miş-carea principală de rotaţie, iar mişcările de avans sunt executate fie de către semifabricat, fie de către sculă. Frezarea se efectuează pe maşini de frezat.
Prin frezare se pot prelucra suprafeţe exterioare sau interioare, plane, cilindrice sau profilate.
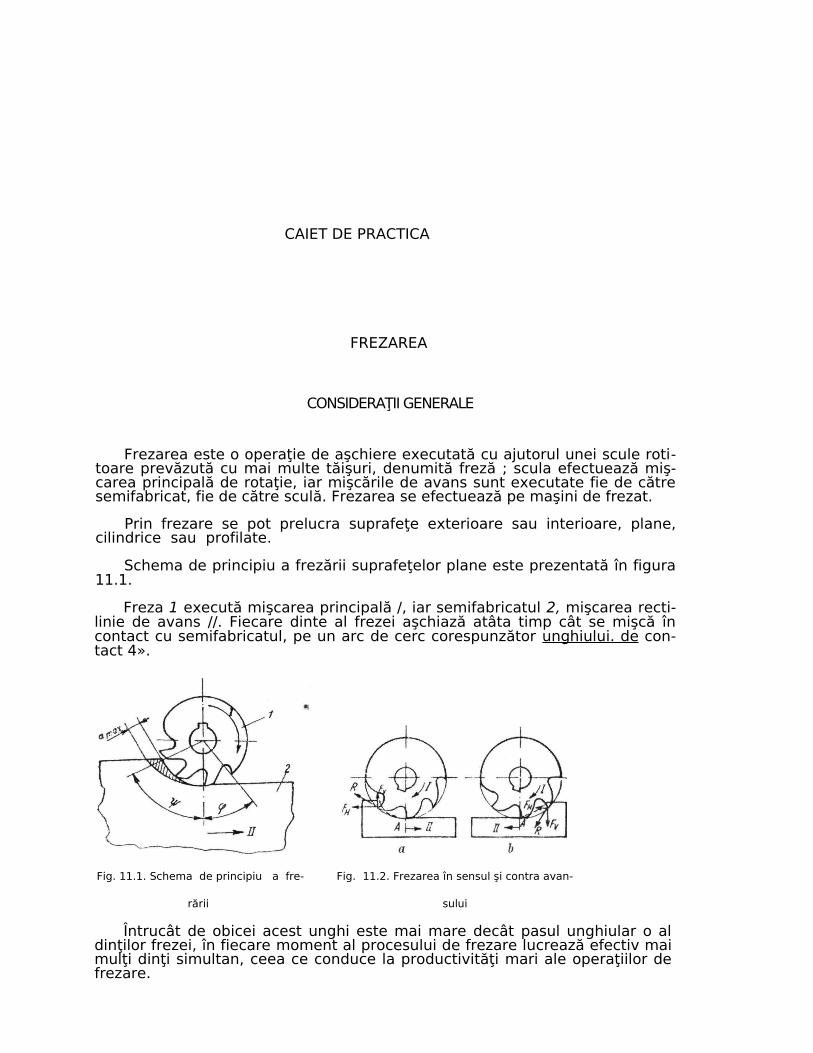
Schema de principiu a frezării suprafeţelor plane este prezentată în figura 11.1.
Freza 1 execută mişcarea principală /, iar semifabricatul 2, mişcarea recti-linie de avans //. Fiecare dinte al frezei aşchiază atâta timp cât se mişcă în contact cu semifabricatul, pe un arc de cerc corespunzător unghiului. de con-tact 4».
Fig. 11.1. Schema de principiu a fre- Fig. 11.2. Frezarea în sensul şi contra avan-
rării sului
Întrucât de obicei acest unghi este mai mare decât pasul unghiular o al dinţilor frezei, în fiecare moment al procesului de frezare lucrează efectiv mai mulţi dinţi simultan, ceea ce conduce la productivităţi mari ale operaţiilor de frezare.
Aşchiile au o formă de pană, întrucât grosimea lor variază de la o valoare minimă amin — 0 la valoarea maximă ama%, sau invers, după cum frezarea se face contra avansului (fig. 11.2, a), sau în sensul avansului (fig. 11.2, b).
La frezarea în contra avansului, sensul mişcării principale de rotaţie a frezei este opus sensului mişcării de avans în punctul de tangenţă A al sculei la suprafaţa prelucrată, iar Ia frezarea în sensul avansului, cele două mişcări au acelaşi sens în punctul de tangenţă A.
La frezarea în sensul avansului, dinţii frezei se uzează mai rapid, deoarece la intrarea lor în material se produc şocuri mai mari, mai ales la prelucrarea semifabricatelor turnate, care au la suprafaţă o crustă mai dură.
La frezarea contra avansului, componenta verticală Fv a forţei de aşchiere este orientată astfel încît tinde să desprindă semifabricatul de pe masa maşi-nii, iar la frezarea în sensul avansului, componenta verticală Fv, apasă semi-fabricatul pe masa maşinii sau în dispozitivul de prindere, conducând la nece-sitatea unor forţe mai mici de strângere.
Alegerea metodei de frezare se face ţinând cont, de la caz la caz, de avantajele şi dezavantajele pe care le au cele două metode.
Metoda de frezare contra avansului se aplică de regulă la degroşarea semifabricatelor, în special când acestea au o crustă dură, iar metoda frezării în sensul avansului se aplică de obicei la finisarea semifabricatelor de grosime mică, ce se prind mai dificil pe maşinile de frezat.
CONSTRUCŢIA FREZELOR Şl UTILIZAREA ACESTORA
Sculele utilizate la prelucrările prin frezare se numesc freze. Acestea au un corp cu forma generală de rotaţie, pe care sunt prevăzute mai multe zone active denumite dinţi (spre deosebire de cuţitele de strung, care au o singură zonă activă). Numărul dinţilor variază între doi şi peste 100, în funcţie de diametrul frezei şi de destinaţia acesteia.
CLASIFICAREA FREZELOR
După soluţia constructivă a realizării dinţilor, frezele se împart în două categorii.
Există freze cu dinţi dintr-o bucată cu corpul sculei (freze tip monobloc) şi freze cu dinţi aplicaţi. în primul caz, dinţii se realizează prin tăierea în corpul sculei a canalelor ce materializează golul dintre dinţi, iar în ăl doilea caz dinţii se montează pe corp prin sisteme mecanice.
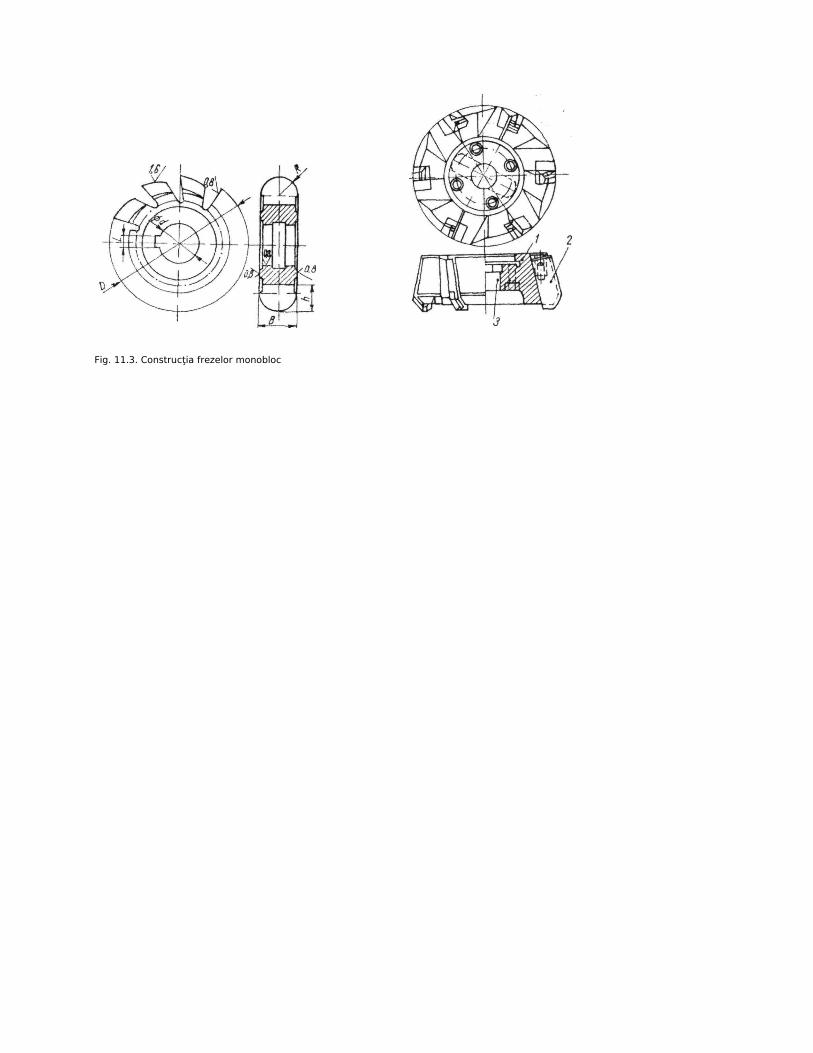
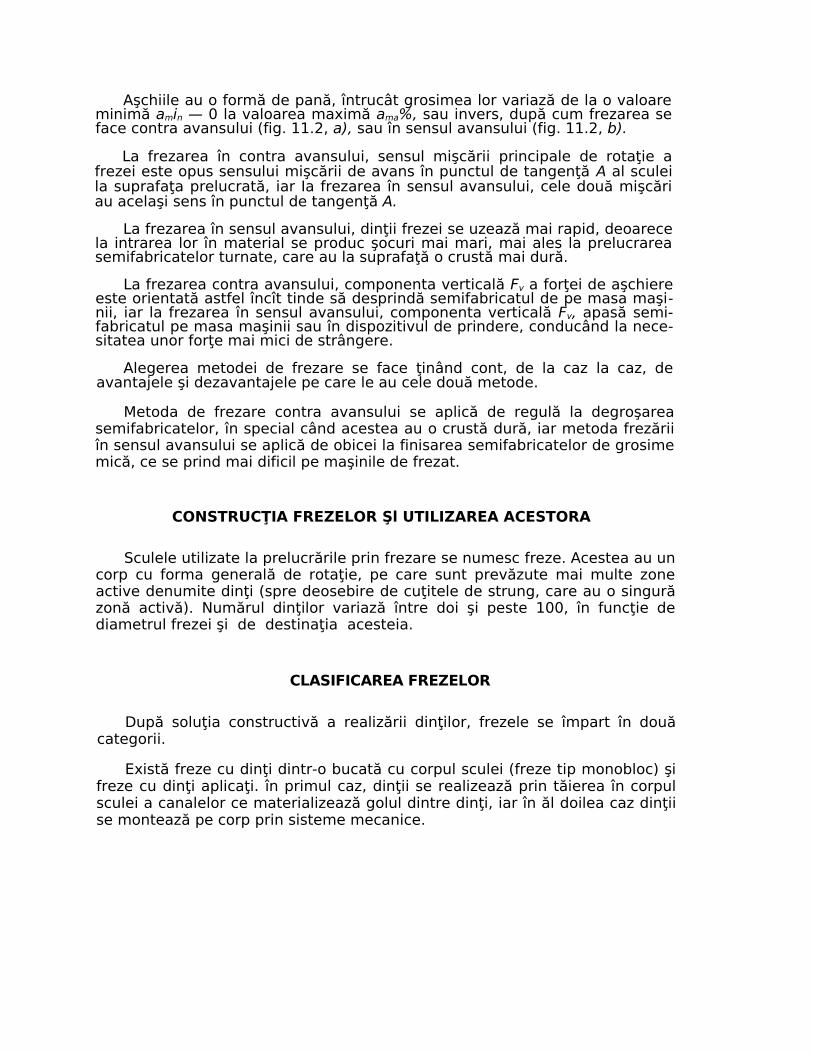
Fig. 11.3. Construcţia frezelor monobloc
Fig. 11.4. Construcţia frezelor cu
dinţi aplicaţi : 1 — corpul sculei ; 2 — dinţii frezei ; 3 — suprafaţa de prindere a frezei pe maşină
In figura 11.3 se prezintă construcţia unei freze în varianta monobloc, iar în figura 11.4 se arată construcţia unei freze cu dinţii aplicaţi.
Construcţia monobloc a frezelor se utilizează mai ales la freze de diametre mici, iar varianta cu dinţi aplicaţi se pretează mai ales pentru freze cu diametre mai mari.
După modul de realizare practică a feţelor şi tăişurilor dinţilor,' frezele se clasifică de asemenea în două categorii : freze cu dinţi frezaţi (fig. 11.5, a) şi freze cu dinţi detalonaţi (fig. 11.5, b).
Frezele cu dinţi frezaţi au suprafaţa de aşezare a dintelui SA plană, sau formată din mai multe suprafeţe plane, realizate întotdeauna prin frezare. Cele cu dinţi detalonaţi au suprafaţa de aşezare curbă, după o directoare care de obicei este spirala arhimedică. Această suprafaţă se numeşte suprafaţă detalonată şi se realizează pe maşini speciale, de tipul strungurilor, numite maşini de detalonat.
Spre deosebire de dinţii frezaţi, dinţii detalonaţi se ascut numai pe suprafaţa (plană) de degajare SD, păstrîndu-şi constant profilul materializat tocmai prin suprafaţa de aşezare, care rămâne intactă la reascuţire. Acest fapt recomandă dantura detalonată mai ales pentru frezele profilate.
în toate cazurile, suprafeţele active ale dinţilorse ascut prin rectificare profilată.Fig. 11.5. Tipuri de dinţi : După destinaţie, frezele se pot clasifica în Urma-
ţi — dinte frezat ; b — dinte toate categorii :
detalonat; « -unghi de toate categorii .
aşezare; 0 — unghi de as- — freze pentru suprafeţe plane ;
cutire; Tg-unghi de degajare — freze pentru suprafeţe în trepte; .
— freze pentru canale simple ;— freze profilate diverse ;— freze pentru prelucrat roţi dinţate.în figura 11.6 se prezintă unele tipuri de freze şi exemple de utilizare a
acestora cu scoaterea în evidenţă a mişcării principale şi a celor de avans.
Din prima categorie fac parte frezele frontale, ca cele din figura 11.6, a, la care dinţii sunt dispuşi pe suprafaţa frontală şi frezele cilindrice (fig. 11.6, b), la care dinţii sunt dispuşi pe suprafaţa cilindrică a corpului sculei.
Din a doua categorie fac parte frezele cilindro-frontale (fig. 11.6, c), ce pot prelucra simultan două suprafeţe plane adiacente, dispuse sub un unghi egal de obicei cu 90°.
Frezele pentru canale simple pot fi de tip deget (cu coada monobloc şi având de obicei diametrul mic (fig. 11.6, d), sau de tip disc, având dinţii cu un singur tăiş principal (fig. 11.6, e şi fig. 11.3), sau cu trei tăişuri principale (fig.
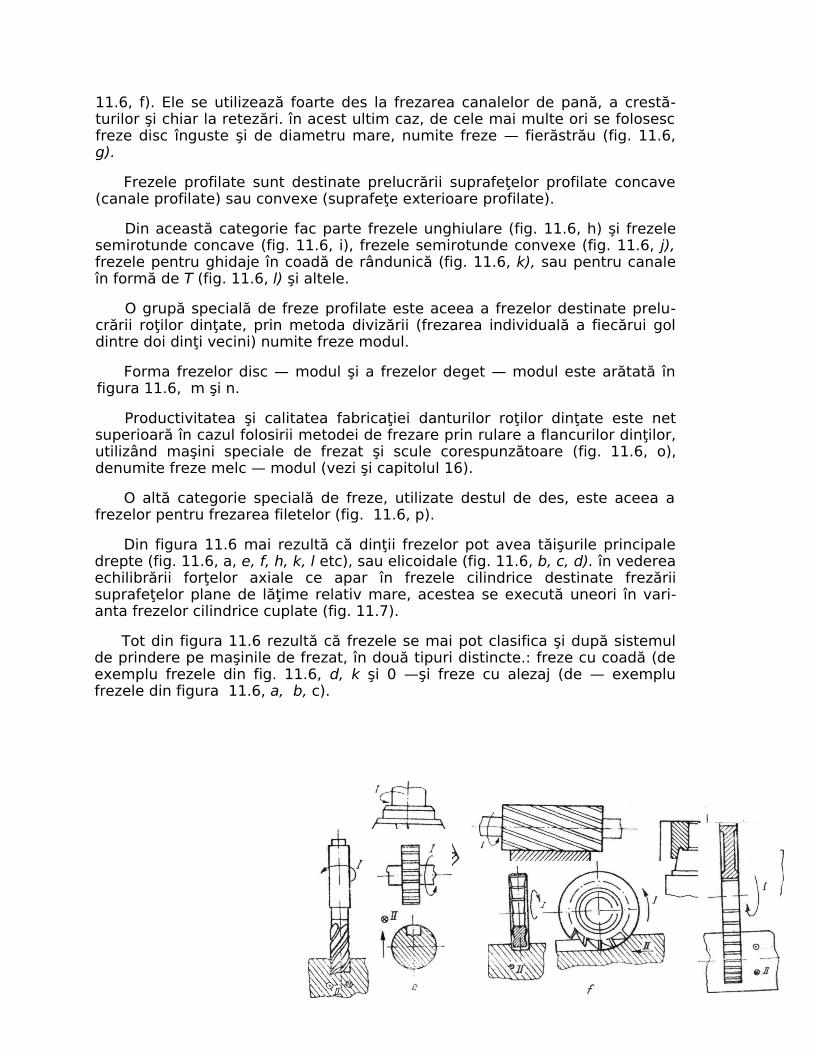
11.6, f). Ele se utilizează foarte des la frezarea canalelor de pană, a crestă-turilor şi chiar la retezări. în acest ultim caz, de cele mai multe ori se folosesc freze disc înguste şi de diametru mare, numite freze — fierăstrău (fig. 11.6, g).
Frezele profilate sunt destinate prelucrării suprafeţelor profilate concave (canale profilate) sau convexe (suprafeţe exterioare profilate).
Din această categorie fac parte frezele unghiulare (fig. 11.6, h) şi frezele semirotunde concave (fig. 11.6, i), frezele semirotunde convexe (fig. 11.6, j), frezele pentru ghidaje în coadă de rândunică (fig. 11.6, k), sau pentru canale în formă de T (fig. 11.6, l) şi altele.
O grupă specială de freze profilate este aceea a frezelor destinate prelu-crării roţilor dinţate, prin metoda divizării (frezarea individuală a fiecărui gol dintre doi dinţi vecini) numite freze modul.
Forma frezelor disc — modul şi a frezelor deget — modul este arătată în figura 11.6, m şi n.
Productivitatea şi calitatea fabricaţiei danturilor roţilor dinţate este net superioară în cazul folosirii metodei de frezare prin rulare a flancurilor dinţilor, utilizând maşini speciale de frezat şi scule corespunzătoare (fig. 11.6, o), denumite freze melc — modul (vezi şi capitolul 16).
O altă categorie specială de freze, utilizate destul de des, este aceea a frezelor pentru frezarea filetelor (fig. 11.6, p).
Din figura 11.6 mai rezultă că dinţii frezelor pot avea tăişurile principale drepte (fig. 11.6, a, e, f, h, k, l etc), sau elicoidale (fig. 11.6, b, c, d). în vederea echilibrării forţelor axiale ce apar în frezele cilindrice destinate frezării suprafeţelor plane de lăţime relativ mare, acestea se execută uneori în vari-anta frezelor cilindrice cuplate (fig. 11.7).
Tot din figura 11.6 rezultă că frezele se mai pot clasifica şi după sistemul de prindere pe maşinile de frezat, în două tipuri distincte.: freze cu coadă (de exemplu frezele din fig. 11.6, d, k şi 0 —şi freze cu alezaj (de — exemplu frezele din figura 11.6, a, b, c).
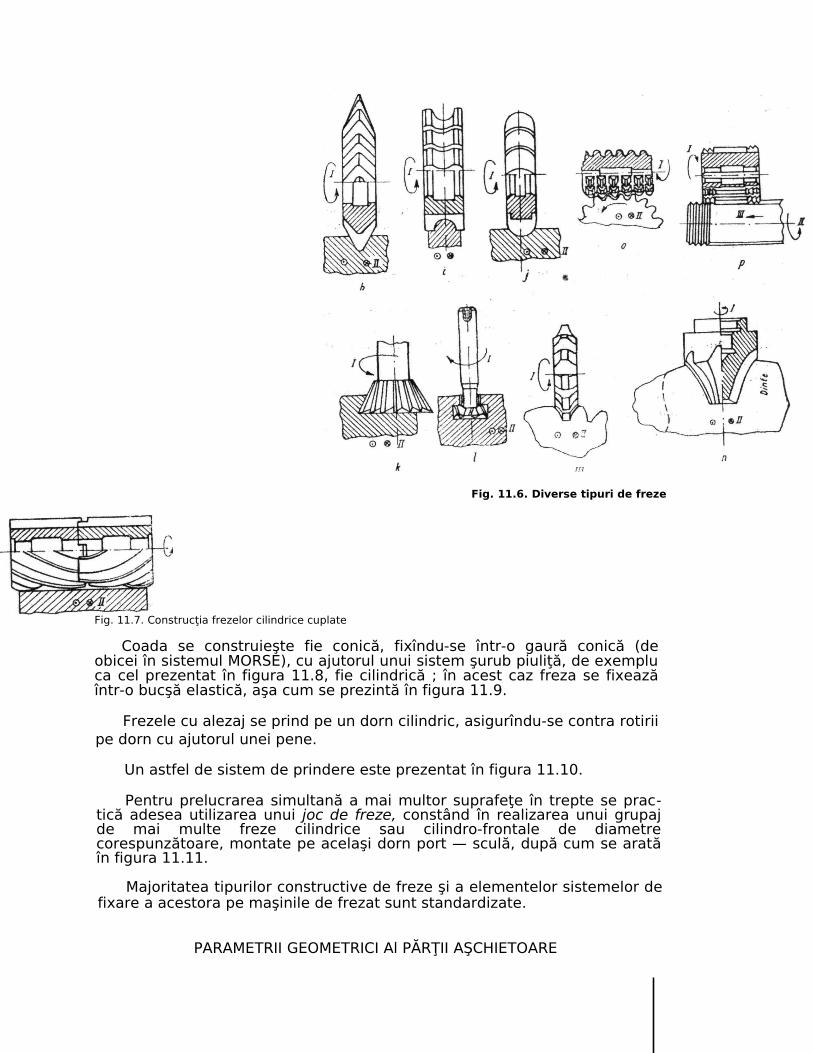
Fig. 11.6. Diverse tipuri de freze
Fig. 11.7. Construcţia frezelor cilindrice cuplate
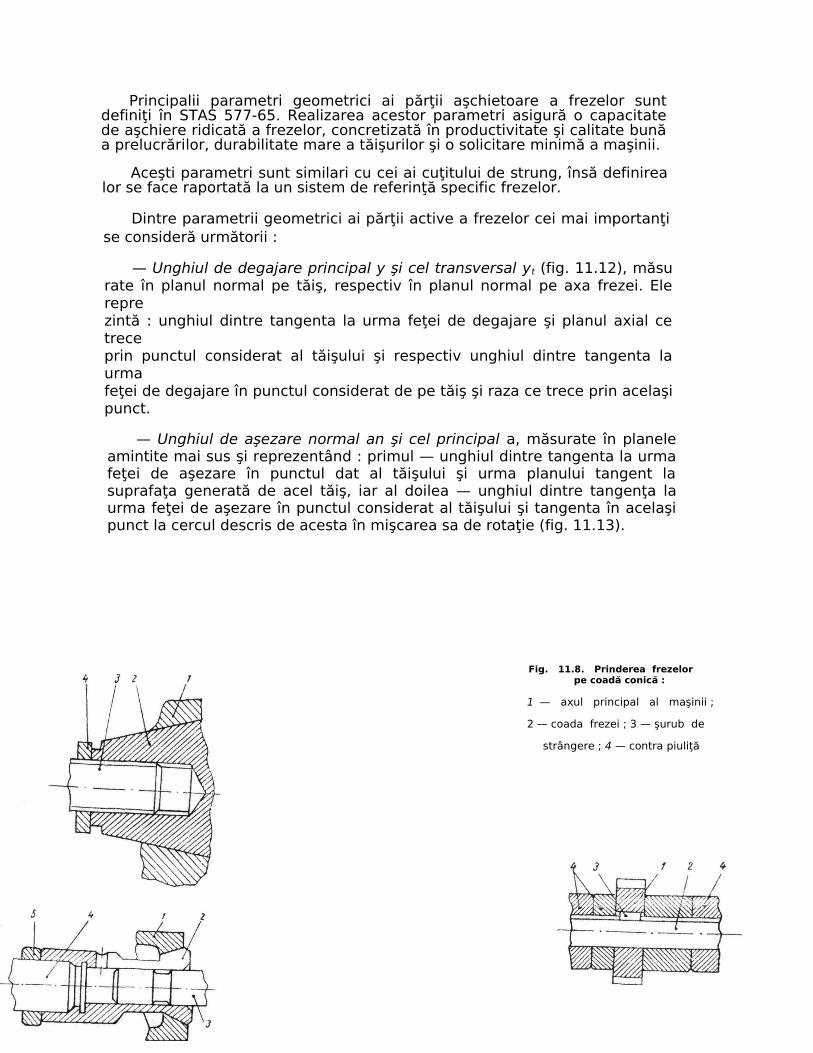
Coada se construieşte fie conică, fixîndu-se într-o gaură conică (de obicei în sistemul MORSE), cu ajutorul unui sistem şurub piuliţă, de exemplu ca cel prezentat în figura 11.8, fie cilindrică ; în acest caz freza se fixează într-o bucşă elastică, aşa cum se prezintă în figura 11.9.
Frezele cu alezaj se prind pe un dorn cilindric, asigurîndu-se contra rotirii pe dorn cu ajutorul unei pene.
Un astfel de sistem de prindere este prezentat în figura 11.10.
Pentru prelucrarea simultană a mai multor suprafeţe în trepte se prac-tică adesea utilizarea unui joc de freze, constând în realizarea unui grupaj de mai multe freze cilindrice sau cilindro-frontale de diametre corespunzătoare, montate pe acelaşi dorn port — sculă, după cum se arată în figura 11.11.
Majoritatea tipurilor constructive de freze şi a elementelor sistemelor de fixare a acestora pe maşinile de frezat sunt standardizate.
PARAMETRII GEOMETRICI Al PĂRŢII AŞCHIETOARE
Principalii parametri geometrici ai părţii aşchietoare a frezelor sunt definiţi în STAS 577-65. Realizarea acestor parametri asigură o capacitate de aşchiere ridicată a frezelor, concretizată în productivitate şi calitate bună a prelucrărilor, durabilitate mare a tăişurilor şi o solicitare minimă a maşinii.
Aceşti parametri sunt similari cu cei ai cuţitului de strung, însă definirea lor se face raportată la un sistem de referinţă specific frezelor.
Dintre parametrii geometrici ai părţii active a frezelor cei mai importanţi se consideră următorii :
— Unghiul de degajare principal y şi cel transversal yt (fig. 11.12), măsurate în planul normal pe tăiş, respectiv în planul normal pe axa frezei. Ele reprezintă : unghiul dintre tangenta la urma feţei de degajare şi planul axial ce treceprin punctul considerat al tăişului şi respectiv unghiul dintre tangenta la urmafeţei de degajare în punctul considerat de pe tăiş şi raza ce trece prin acelaşipunct.
— Unghiul de aşezare normal an şi cel principal a, măsurate în planele amintite mai sus şi reprezentând : primul — unghiul dintre tangenta la urma feţei de aşezare în punctul dat al tăişului şi urma planului tangent la suprafaţa generată de acel tăiş, iar al doilea — unghiul dintre tangenţa la urma feţei de aşezare în punctul considerat al tăişului şi tangenta în acelaşi punct la cercul descris de acesta în mişcarea sa de rotaţie (fig. 11.13).
Fig. 11.8. Prinderea frezelor pe coadă conică :
1 — axul principal al maşinii ;
2 — coada frezei ; 3 — şurub de
strângere ; 4 — contra piuliţă
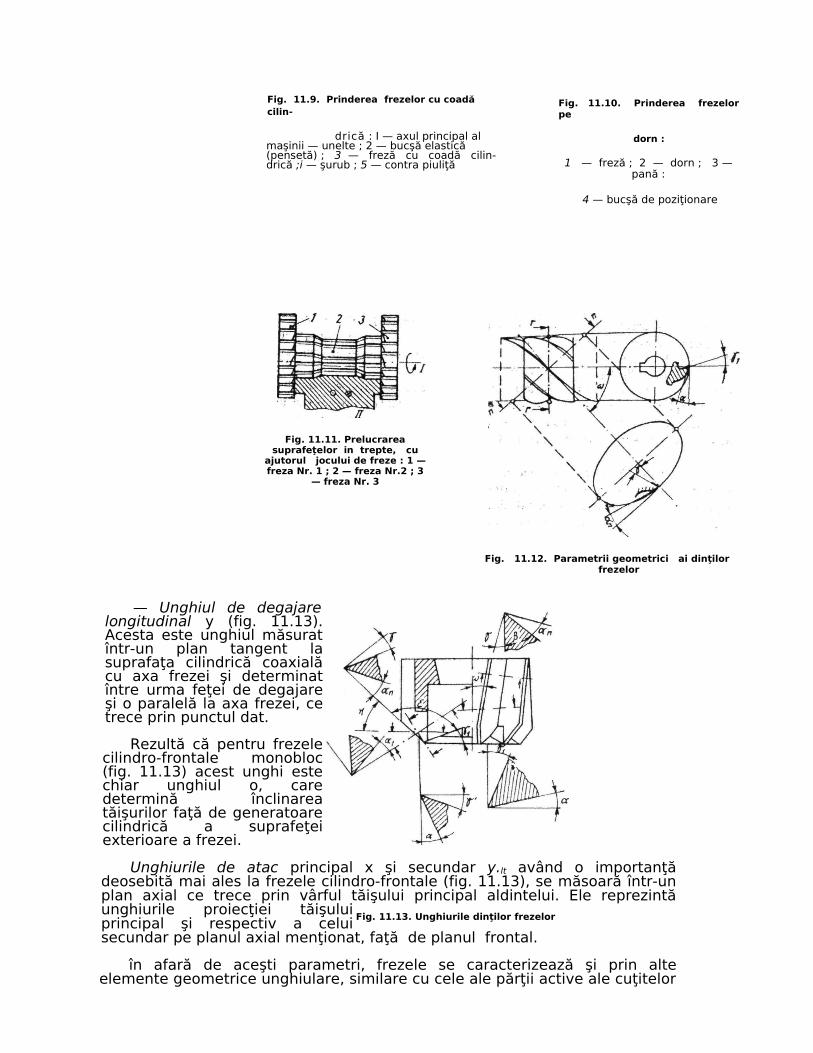
Fig. 11.9. Prinderea frezelor cu coadă cilin-
drică : I — axul principal al maşinii — unelte ; 2 — bucşă elastică (pensetă) ; 3 — freză cu coadă cilin-drică ;i — şurub ; 5 — contra piuliţă
Fig. 11.10. Prinderea frezelor pe
dorn :
1 — freză ; 2 — dorn ; 3 — pană :
4 — bucşă de poziţionare
Fig. 11.11. Prelucrarea suprafeţelor in trepte, cu
ajutorul jocului de freze : 1 — freza Nr. 1 ; 2 — freza Nr.2 ; 3
— freza Nr. 3
Fig. 11.12. Parametrii geometrici ai dinţilor frezelor
— Unghiul de degajare longitudinal y (fig. 11.13). Acesta este unghiul măsurat într-un plan tangent la suprafaţa cilindrică coaxială cu axa frezei şi determinat între urma feţei de degajare şi o paralelă la axa frezei, ce trece prin punctul dat.
Rezultă că pentru frezele cilindro-frontale monobloc (fig. 11.13) acest unghi este chiar unghiul o, care determină înclinarea tăişurilor faţă de generatoare cilindrică a suprafeţei exterioare a frezei.
Unghiurile de atac principal x şi secundar y.lt având o importanţă deosebită mai ales la frezele cilindro-frontale (fig. 11.13), se măsoară într-un plan axial ce trece prin vârful tăişului principal aldintelui. Ele reprezintă unghiurile proiecţiei tăişului principal şi respectiv a celui secundar pe planul axial menţionat, faţă de planul frontal.
în afară de aceşti parametri, frezele se caracterizează şi prin alte elemente geometrice unghiulare, similare cu cele ale părţii active ale cuţitelor
Fig. 11.13. Unghiurile dinţilor frezelor
de strung. Printre acestea menţionăm unghiul la vârf al tăişului (e), unghiul de înclinare al acestuia faţă de planul de bază constructiv (X) şi altele.
PARAMETRII REGIMULUI DE AŞCHIERE LA FREZARE
Principalii parametri ai regimului de frezare sunt următorii : viteza de aşchiere (viteza mişcării principale de aşchiere), viteza de avans (viteza miş-cării secundare de aşchiere) adâncimea de aşchiere şi lăţimea de contact.
VITEZA DE AŞCHIERE
Viteza de aşchiere v este considerată viteza punctelor de rază' maximă ale tăişurilor frezei .şi se calculează cu relaţia
v =piDr/1000[m/mm],
(11.1)
în care D este diametrul exterior al frezei, în mm şi n este turaţia frezei, înrot/min. .
Din relaţia 11.1 rezultă că o freză lucrează cu viteze de aşchiere cu atât mai mari cu cât diametrul ei exterior este mai mare şi cu cât turaţia ei este mai
VITEZA DE AVANS
Viteza de avans sm este dată de mărimea deplasării relative a piesei prelucrate faţă de un punct oarecare de pe axa frezei, într-un minut. Ea se exprimă deci în mm/min.
întrucât mişcarea de avans este executată de obicei de către semifabricatul fixat pe masa maşinii de frezat, rezultă că viteza de avans este de regulă egală cu viteza de deplasare a mesei respective, depinzând (în cazul general al utilizării avansurilor mecanice) de caracteristicile tehnice ale maşinii.
Viteza de avans este o mărime legată direct de noţiunea de productivitate. Cu cât viteza de avans este mai mare, productivitatea prelucrării creşte şi creşte de asemenea lungimea L a suprafeţei prelucrate într-un interval de timp t (min) dat :
L = smt [mm]. (11.2)
întrucât în timpul frezării, într-un minut scula efectuează n rotaţii, în calculul regimurilor de aşchiere intervine de foarte multe ori noţiunea de mărime a avansului pe o rotaţie a frezei, sr [mm/rot]. De asemenea, este folosită foarte des noţiunea de avans pe dinte, sd [mm/dinte], exprimând mărimea deplasării relative a semifabricatului ce se frezează, într-un interval de timp egal cu acela dintre intrarea în sau ieşirea din materiala doi dinţi alăturaţi. între cele trei noţiuni există relaţiile :
mare
srn ; sr = SaZ ; sn sdZn. (11.3)
ADÂNCIMEA DE AŞCHIERE
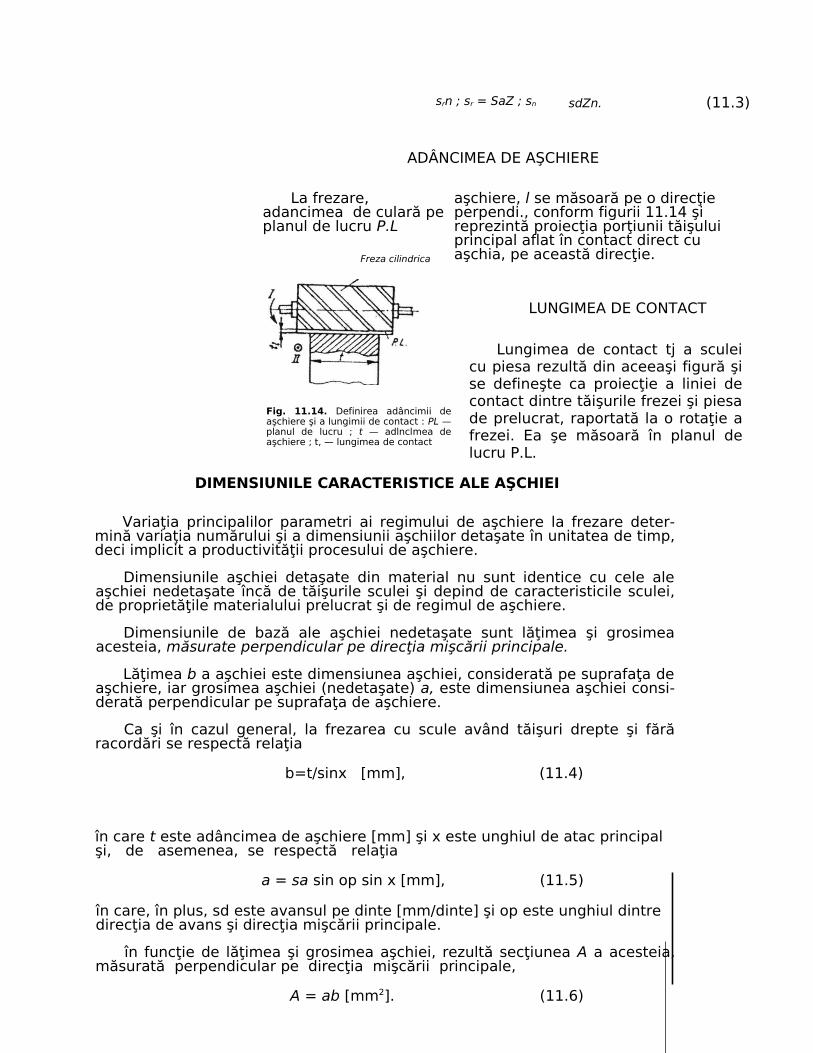
La frezare, adancimea de culară pe planul de lucru P.L
Freza cilindrica
Fig. 11.14. Definirea adâncimii de aşchiere şi a lungimii de contact : PL — planul de lucru ; t — adlnclmea de aşchiere ; t, — lungimea de contact
aşchiere, l se măsoară pe o direcţie perpendi., conform figurii 11.14 şi reprezintă proiecţia porţiunii tăişului principal aflat în contact direct cu aşchia, pe această direcţie.
LUNGIMEA DE CONTACT
Lungimea de contact tj a sculei cu piesa rezultă din aceeaşi figură şi se defineşte ca proiecţie a liniei de contact dintre tăişurile frezei şi piesa de prelucrat, raportată la o rotaţie a frezei. Ea şe măsoară în planul de lucru P.L.
DIMENSIUNILE CARACTERISTICE ALE AŞCHIEI
Variaţia principalilor parametri ai regimului de aşchiere la frezare deter-mină variaţia numărului şi a dimensiunii aşchiilor detaşate în unitatea de timp, deci implicit a productivităţii procesului de aşchiere.
Dimensiunile aşchiei detaşate din material nu sunt identice cu cele ale aşchiei nedetaşate încă de tăişurile sculei şi depind de caracteristicile sculei, de proprietăţile materialului prelucrat şi de regimul de aşchiere.
Dimensiunile de bază ale aşchiei nedetaşate sunt lăţimea şi grosimea acesteia, măsurate perpendicular pe direcţia mişcării principale.
Lăţimea b a aşchiei este dimensiunea aşchiei, considerată pe suprafaţa de aşchiere, iar grosimea aşchiei (nedetaşate) a, este dimensiunea aşchiei consi-derată perpendicular pe suprafaţa de aşchiere.
Ca şi în cazul general, la frezarea cu scule având tăişuri drepte şi fără racordări se respectă relaţia
b=t/sinx [mm], (11.4)
în care t este adâncimea de aşchiere [mm] şi x este unghiul de atac principal şi, de asemenea, se respectă relaţia
a = sa sin op sin x [mm], (11.5)
în care, în plus, sd este avansul pe dinte [mm/dinte] şi op este unghiul dintre direcţia de avans şi direcţia mişcării principale.
în funcţie de lăţimea şi grosimea aşchiei, rezultă secţiunea A a acesteia, măsurată perpendicular pe direcţia mişcării principale,
A = ab [mm2]. (11.6)
Această mărime influenţează în mod direct forţele apărute în procesul de frezare şi prin urmare, determină o anumită valoare a puterii consumate în procesul de frezare.
STABILIREA CONDIŢIILOR DE AŞCHIERE LA FREZARE
Prin stabilirea condiţiilor de aşchiere la frezare se înţelege stabilirea para-metrilor principali ai regimului de aşchiere, a dimensiunilor şi secţiunii aşchiilor îndepărtate, stabilirea tipului şi caracteristicilor sculelor utilizate, ca şi deter-minarea forţelor de aşchiere şi a puterii consumate Ia aşchiere.
STABILIREA ADÂNCIMII DE AŞCHIERE t Şl A LUNGIMII
DE CONTACT tl
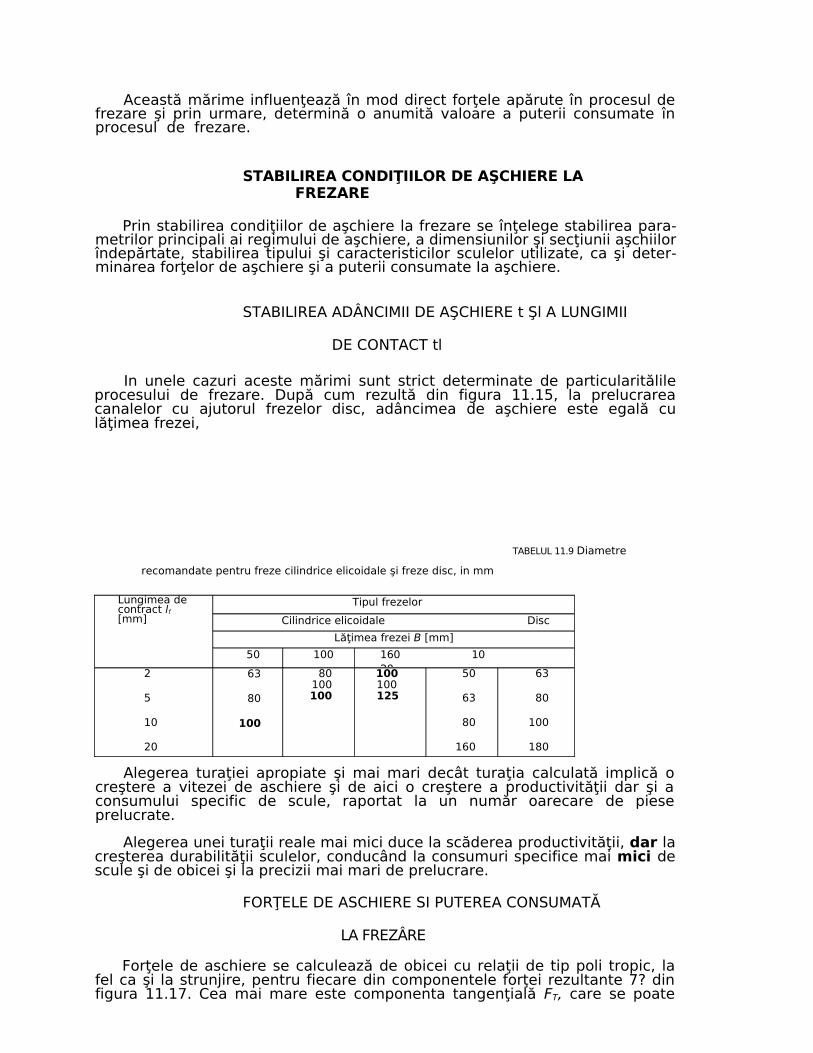
In unele cazuri aceste mărimi sunt strict determinate de particularitălile procesului de frezare. După cum rezultă din figura 11.15, la prelucrarea canalelor cu ajutorul frezelor disc, adâncimea de aşchiere este egală cu lăţimea frezei,
TABELUL 11.9 Diametre
recomandate pentru freze cilindrice elicoidale şi freze disc, in mm
Lungimea de contract lf [mm]
Tipul frezelor
Cilindrice elicoidale Disc
Lăţimea frezei B [mm]
50 100 160 10 202
5
10
20
63
80
100
80 100 100
100 100 125
50
63
80
160
63
80
100
180
Alegerea turaţiei apropiate şi mai mari decât turaţia calculată implică o creştere a vitezei de aschiere şi de aici o creştere a productivităţii dar şi a consumului specific de scule, raportat la un număr oarecare de piese prelucrate.
Alegerea unei turaţii reale mai mici duce la scăderea productivităţii, dar la creşterea durabilităţii sculelor, conducând la consumuri specifice mai mici de scule şi de obicei şi la precizii mai mari de prelucrare.
FORŢELE DE ASCHIERE SI PUTEREA CONSUMATĂ
LA FREZÂRE
Forţele de aschiere se calculează de obicei cu relaţii de tip poli tropic, la fel ca şi la strunjire, pentru fiecare din componentele forţei rezultante 7? din figura 11.17. Cea mai mare este componenta tangenţială FT, care se poate
calcula cu relaţia 11.8 iar celelalte componente se pot determina prin înmulţirea forţei tangenţiale cu un coeficient K = 0,2. . .1,2, în funcţie de cazul concret întâlnit.
Puterea P consumată la frezare se poate aprecia ţinând cont de forţa rezultantă R şi de viteza de aschiere rezultantă vr, sau de forţa tangenţială Fp şi viteza mişcării principale v :
(11.11)
6 120 n] 8 000
unde 7) este randamentul total al maşinii. Forţele R şi FT sînt exprimate în daN, iar vitezele vr şi o sunt exprimate în m/min.
Este posibil şi calculul separat al puterii consumate în lanţul cinematic de avans Pa, utilizând într-o relaţie similară componenta forţei R pe direcţia de avans, de exemplu forţa orizontală H şi viteza de avans sm :
p = Hî2- [kW]. (11.12)
6 000
EXEMPLU DE STABILIRE A CONDIŢIILOR DE LUCRU
LA FREZARE
Se impune alegerea condiţiilor de lucru la frezarea unor suprafeţe plane a 5 piese din oţel (OL 50) cu lăţimea de 60 mm şi adaosul de prelucrare de 6 mm rugozitatea suprafeţei trebuind să rezulte de maximum Rmax = 20 um.
Se preferă prelucrarea dintr-o singură trecere, cu o freză existenta cilindrofrontală, STAS 579-71, având dinţii din oţel rapid ; diametrul D = 80 mm, Z= 16 dinţi.
Va rezulta : t = 6 mm, tl; = 60 mm, deoarece D > 60 mm.
Avansul se alege cu diagrama din figura 11.16, la valoarea sj = 2,5
2 5 mm/rot, de unde rezultă sd = — = 0,156 mm/dinte.
16
Forţa tangenţială, conform relaţiei 11.9 şi tabelului 11.4 va fi FT = 68.600,83-0,1560.74-6-16-800.86 = 1250 daN.
Admiţând că avem la dispoziţie o maşină de tipul FU 32 x 132 A, care are o construcţie robustă, nu mai este cazul să verificăm forţa de avans necesară.
Viteza de aşchiere rezultă din relaţia (11.11) :
vec = ——-------------------------= 17,1 m/ min.
2100.33. eoo.3.o,ţ5Gi>.4.00,1.IQM
Turaţiile sculei trebuie să fie conform relaţiei (11.1),
Rvr FŢV [kW],P =
1 000 v 1 000-17.1
68 rot/min,
PID 3 ,14-80
deci se va alege turaţia cea mai apropiată realizabilă pe maşina FU 32 x 132 A, adică n = 75 rot/min, ceea ce va conduce la o productivitate ceva mai mare, simultan cu o micşorare a durabilităţii, faţă de cea presupusă în calcul, datorită lucrului cu o viteză reală mai mare :
3.14-80-75 1or .
vr = ----------= 18.9 m min.
1 000
Puterea P necesară frezării va fi, conform relaţiei (11.11),
Fv 1 250.18,9 _ 3
6 000 6 000
care este o valoare mai mică decât puterea motorului principal al maşinii, de 7,5 kW.
MAŞINI DE FREZAT
CLASIFICAREA MAŞINILOR DE FREZAT
După destinaţie şi construcţie, maşinile de frezat se pot împărţi în urmă-toarele categorii :
— maşini de frezat cu consolă ;— maşini de frezat longitudinal;— maşini de frezat plan;— maşini de frezat circular.
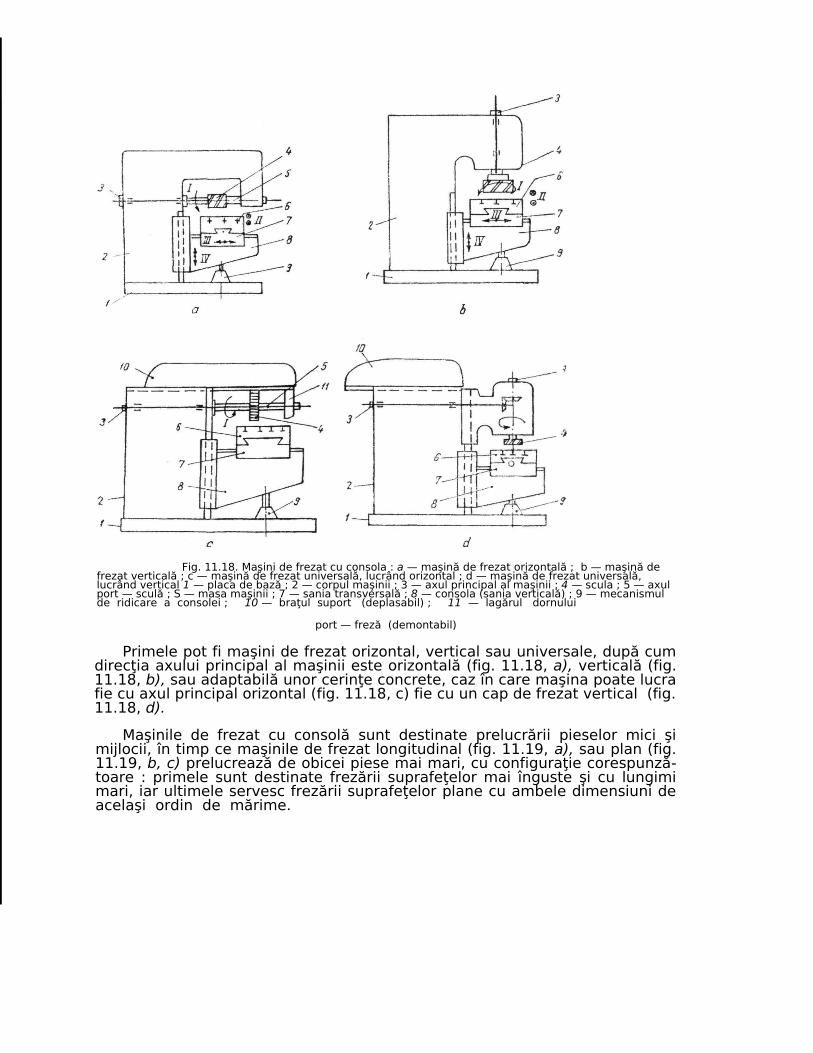
Fig. 11.18. Maşini de frezat cu consola : a — maşină de frezat orizontală ; b — maşină de frezat verticală ; c — maşină de frezat universală, lucrând orizontal ; d — maşină de frezat universală, lucrând vertical 1 — placa de bază ; 2 — corpul maşinii ; 3 — axul principal al maşinii ; 4 — scula ; 5 — axul port — sculă ; S — masa maşinii ; 7 — sania transversală ; 8 — consola (sania verticală) ; 9 — mecanismul de ridicare a consolei ; 10 — braţul suport (deplasabil) ; 11 — lagărul dornului
port — freză (demontabil)
Primele pot fi maşini de frezat orizontal, vertical sau universale, după cum direcţia axului principal al maşinii este orizontală (fig. 11.18, a), verticală (fig. 11.18, b), sau adaptabilă unor cerinţe concrete, caz în care maşina poate lucra fie cu axul principal orizontal (fig. 11.18, c) fie cu un cap de frezat vertical (fig. 11.18, d).
Maşinile de frezat cu consolă sunt destinate prelucrării pieselor mici şi mijlocii, în timp ce maşinile de frezat longitudinal (fig. 11.19, a), sau plan (fig. 11.19, b, c) prelucrează de obicei piese mai mari, cu configuraţie corespunză-toare : primele sunt destinate frezării suprafeţelor mai înguste şi cu lungimi mari, iar ultimele servesc frezării suprafeţelor plane cu ambele dimensiuni de acelaşi ordin de mărime.
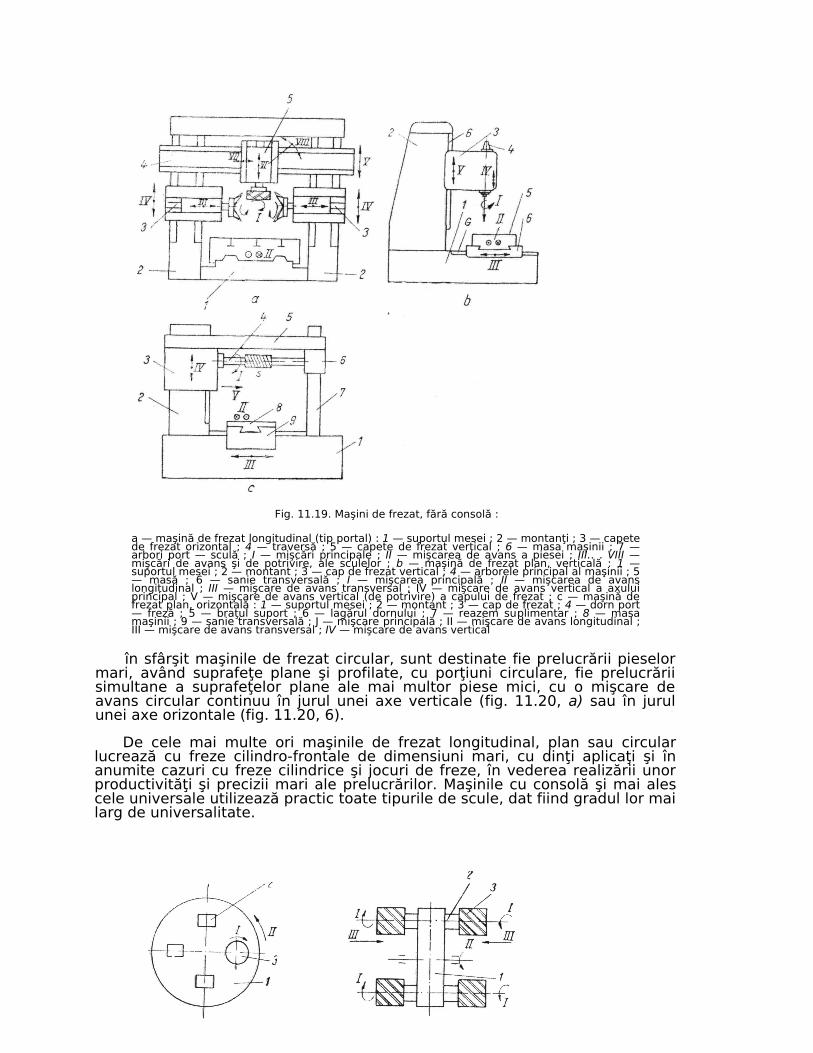
Fig. 11.19. Maşini de frezat, fără consolă :
a — maşină de frezat longitudinal (tip portal) : 1 — suportul mesei ; 2 — montanţi ; 3 — capete de frezat orizontal ; 4 — traversă ; 5 — capete de frezat vertical ; 6 — masa maşinii ; 7 — arbori port — sculă ; I — mişcări principale ; II — mişcarea de avans a piesei ; III.. . VIII — mişcări de avans şi de potrivire, ale sculelor ; b — maşină de frezat plan, verticală : 1 — suportul mesei ; 2 — montant ; 3 — cap de frezat vertical ; 4 — arborele principal al maşinii ; 5 — masă ; 6 — sanie transversală ; I — mişcarea principală ; II — mişcarea de avans longitudinal ; III — mişcare de avans transversal ; IV — mişcare de avans vertical a axului principal ; V — mişcare de avans vertical (de potrivire) a capului de frezat ; c — maşină de frezat plan, orizontală : 1 — suportul mesei ; 2 — montant ; 3 — cap de frezat ; 4 — dorn port — freză ; 5 — braţul suport ; 6 — lagărul dornului ; 7 — reazem suplimentar ; 8 — masa maşinii ; 9 — sanie transversală ; J — mişcare principală ; II — mişcare de avans longitudinal ; III — mişcare de avans transversal ; IV — mişcare de avans vertical
în sfârşit maşinile de frezat circular, sunt destinate fie prelucrării pieselor mari, având suprafeţe plane şi profilate, cu porţiuni circulare, fie prelucrării simultane a suprafeţelor plane ale mai multor piese mici, cu o mişcare de avans circular continuu în jurul unei axe verticale (fig. 11.20, a) sau în jurul unei axe orizontale (fig. 11.20, 6).
De cele mai multe ori maşinile de frezat longitudinal, plan sau circular lucrează cu freze cilindro-frontale de dimensiuni mari, cu dinţi aplicaţi şi în anumite cazuri cu freze cilindrice şi jocuri de freze, în vederea realizării unor productivităţi şi precizii mari ale prelucrărilor. Maşinile cu consolă şi mai ales cele universale utilizează practic toate tipurile de scule, dat fiind gradul lor mai larg de universalitate.
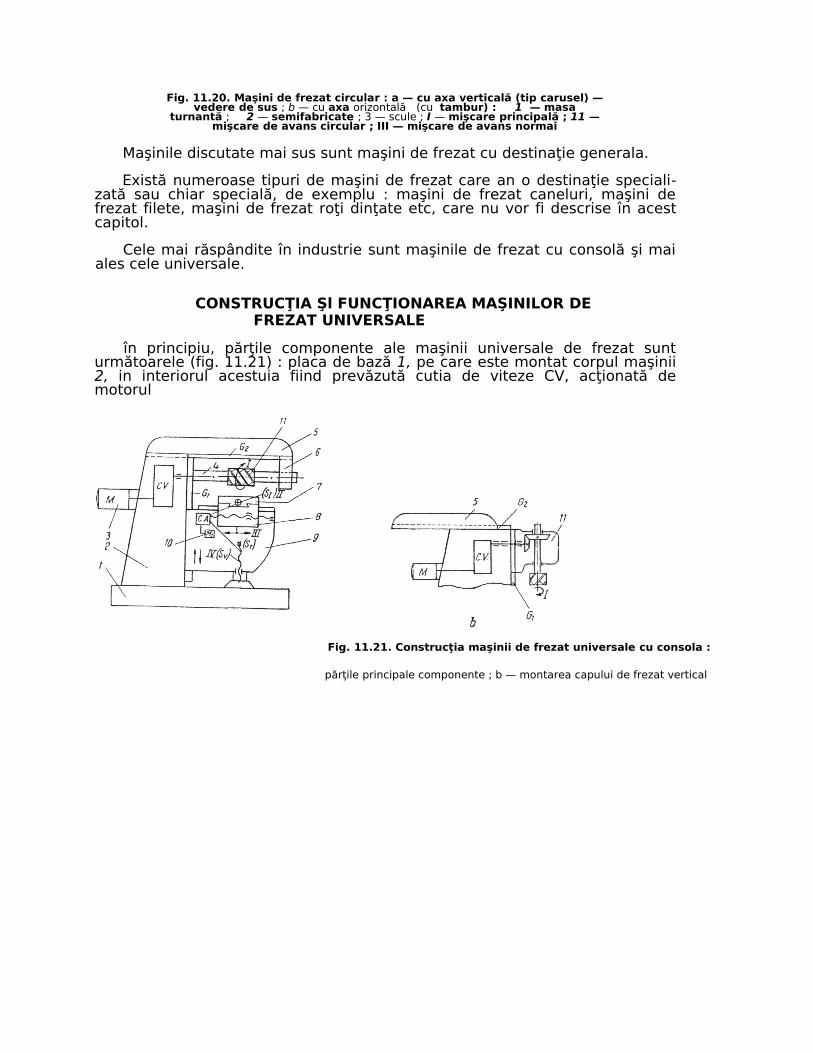
Fig. 11.20. Maşini de frezat circular : a — cu axa verticală (tip carusel) — vedere de sus ; b — cu axa orizontală (cu tambur) : 1 — masa
turnantă ; 2 — semifabricate ; 3 — scule ; I — mişcare principală ; 11 — mişcare de avans circular ; III — mişcare de avans normai
Maşinile discutate mai sus sunt maşini de frezat cu destinaţie generala.
Există numeroase tipuri de maşini de frezat care an o destinaţie speciali-zată sau chiar specială, de exemplu : maşini de frezat caneluri, maşini de frezat filete, maşini de frezat roţi dinţate etc, care nu vor fi descrise în acest capitol.
Cele mai răspândite în industrie sunt maşinile de frezat cu consolă şi mai ales cele universale.
CONSTRUCŢIA Şl FUNCŢIONAREA MAŞINILOR DE FREZAT UNIVERSALE
în principiu, părţile componente ale maşinii universale de frezat sunt următoarele (fig. 11.21) : placa de bază 1, pe care este montat corpul maşinii 2, in interiorul acestuia fiind prevăzută cutia de viteze CV, acţionată de motorul
Fig. 11.21. Construcţia maşinii de frezat universale cu consola :
părţile principale componente ; b — montarea capului de frezat vertical
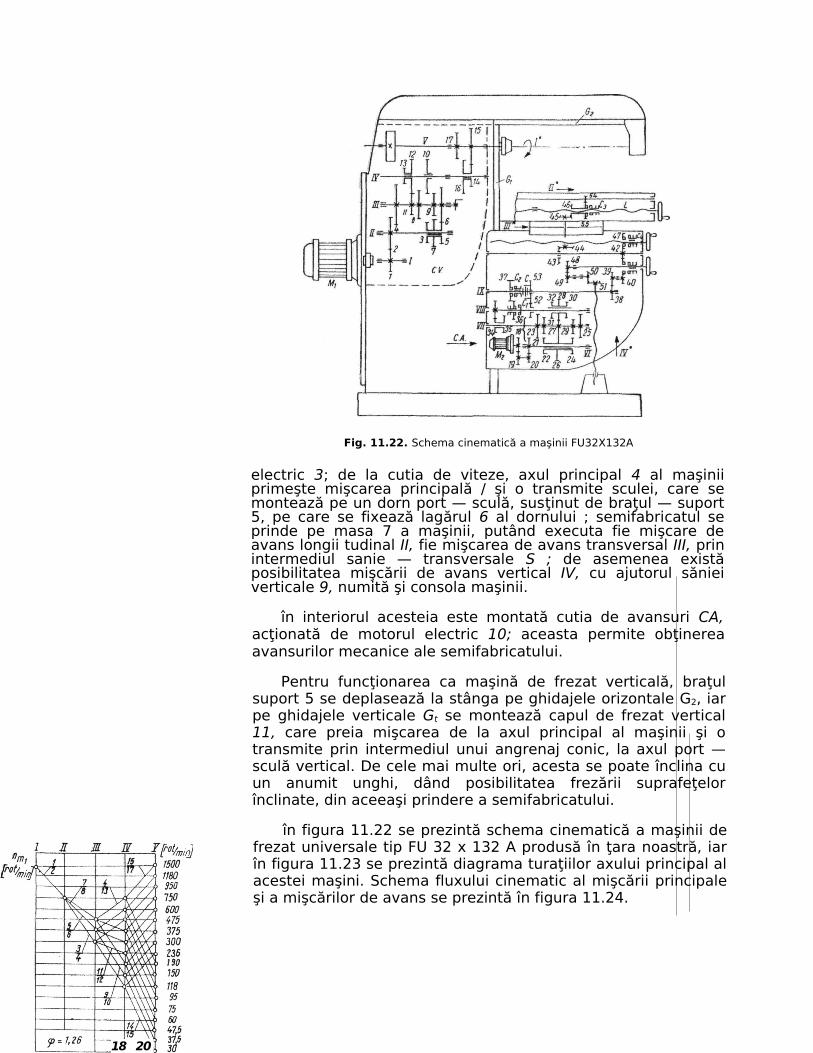
Fig. 11.22. Schema cinematică a maşinii FU32X132A
electric 3; de la cutia de viteze, axul principal 4 al maşinii primeşte mişcarea principală / şi o transmite sculei, care se montează pe un dorn port — sculă, susţinut de braţul — suport 5, pe care se fixează lagărul 6 al dornului ; semifabricatul se prinde pe masa 7 a maşinii, putând executa fie mişcare de avans longii tudinal II, fie mişcarea de avans transversal III, prin intermediul sanie — transversale S ; de asemenea există posibilitatea mişcării de avans vertical IV, cu ajutorul săniei verticale 9, numită şi consola maşinii.
în interiorul acesteia este montată cutia de avansuri CA, acţionată de motorul electric 10; aceasta permite obţinerea avansurilor mecanice ale semifabricatului.
Pentru funcţionarea ca maşină de frezat verticală, braţul suport 5 se deplasează la stânga pe ghidajele orizontale G2, iar pe ghidajele verticale Gt se montează capul de frezat vertical 11, care preia mişcarea de la axul principal al maşinii şi o transmite prin intermediul unui angrenaj conic, la axul port — sculă vertical. De cele mai multe ori, acesta se poate înclina cu un anumit unghi, dând posibilitatea frezării suprafeţelor înclinate, din aceeaşi prindere a semifabricatului.
în figura 11.22 se prezintă schema cinematică a maşinii de frezat universale tip FU 32 x 132 A produsă în ţara noastră, iar în figura 11.23 se prezintă diagrama turaţiilor axului principal al acestei maşini. Schema fluxului cinematic al mişcării principale şi a mişcărilor de avans se prezintă în figura 11.24.
18 20
->rotaţia arborelui principal, I
12.15 Jg
r%-M Deplasarea ra{
/ longitudinali* Avans transversal M' Si
-Avans vertical K*
Fig. 11.23. Diagrama turaţiilor maşinii
Fig.
FU32X132A
11.24. Schema fluxului cinematic maşina FU32X132A
la
PRINDEREA PIESELOR PE MAŞINILE DE FREZAT
Zi _i-
49'
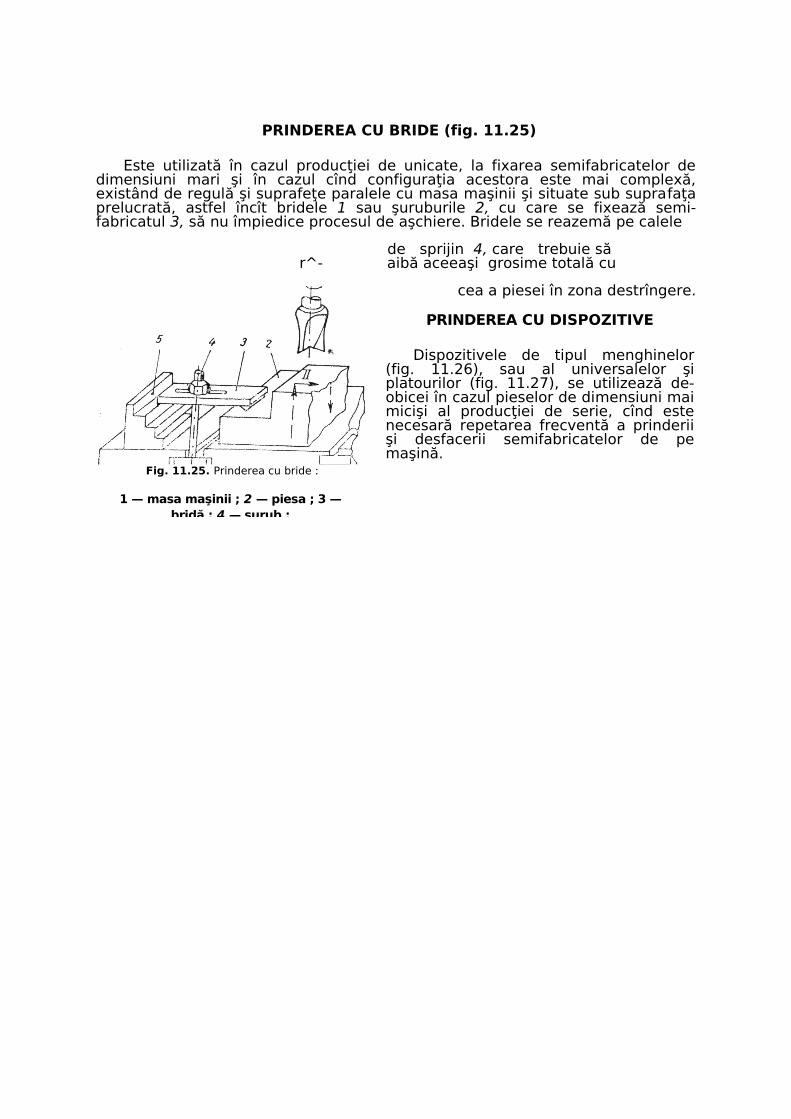
PRINDEREA CU BRIDE (fig. 11.25)
Este utilizată în cazul producţiei de unicate, la fixarea semifabricatelor de dimensiuni mari şi în cazul cînd configuraţia acestora este mai complexă, existând de regulă şi suprafeţe paralele cu masa maşinii şi situate sub suprafaţa prelucrată, astfel încît bridele 1 sau şuruburile 2, cu care se fixează semi-fabricatul 3, să nu împiedice procesul de aşchiere. Bridele se reazemă pe calele
de sprijin 4, care trebuie săr^- aibă aceeaşi grosime totală cu
cea a piesei în zona destrîngere.
PRINDEREA CU DISPOZITIVE
Dispozitivele de tipul menghinelor (fig. 11.26), sau al universalelor şi platourilor (fig. 11.27), se utilizează de-obicei în cazul pieselor de dimensiuni mai micişi al producţiei de serie, cînd este necesară repetarea frecventă a prinderii şi desfacerii semifabricatelor de pe maşină.
Fig. 11.25. Prinderea cu bride :
1 — masa maşinii ; 2 — piesa ; 3 — bridă ; 4 — şurub :