bulk deformation processes in …mct.asu.edu.eg/uploads/1/4/0/8/14081679/lec_3.pdfdeformation...
TRANSCRIPT
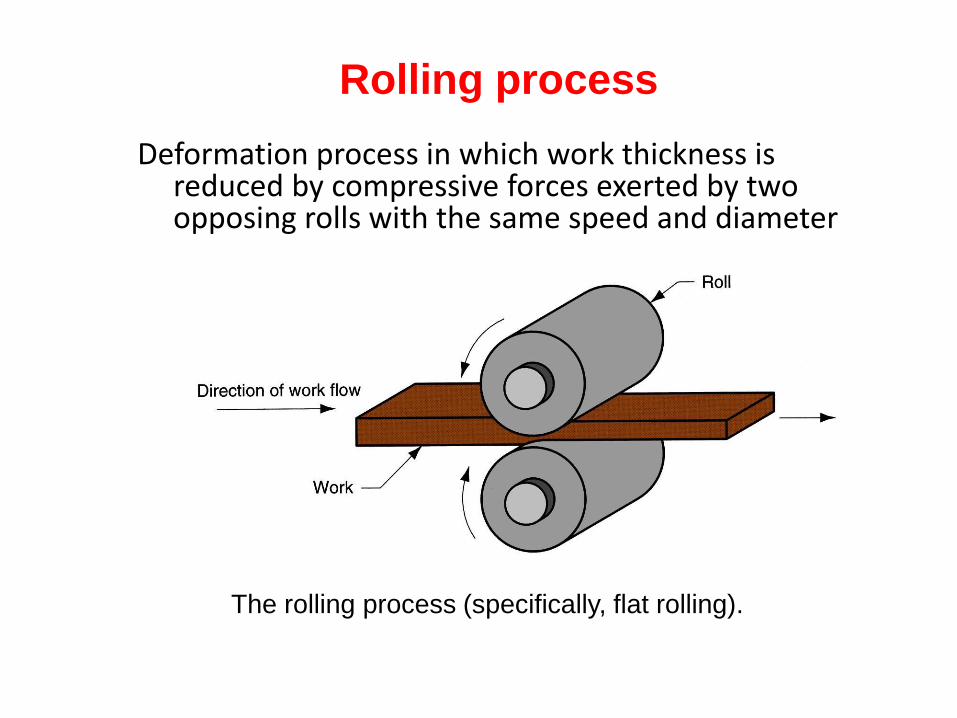
Deformation process in which work thickness is reduced by compressive forces exerted by two opposing rolls with the same speed and diameter
The rolling process (specifically, flat rolling).
Rolling process
Types of Rolling
• Based on workpiece geometry : – Flat rolling - used to reduce thickness of a
rectangular cross section
– Shape rolling - square cross section is formed into a shape such as an I-beam
• Based on work temperature : – Hot Rolling – most common due to the large
amount of deformation required
– Cold rolling – produces finished sheet and plate stock

Types of Rolling
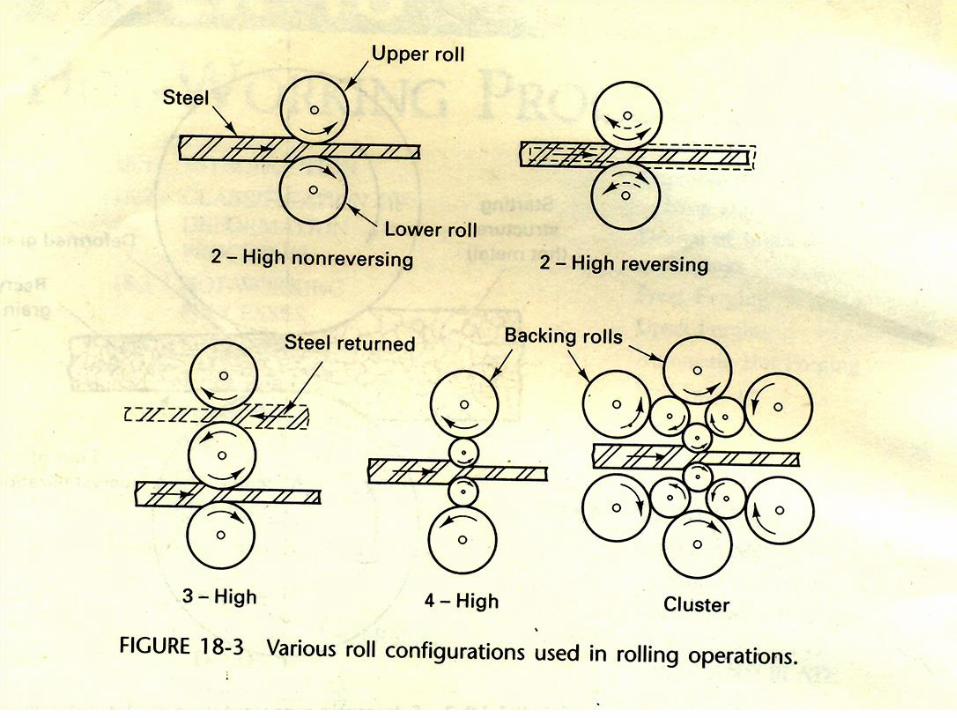
• Based on Rolling Mills: – Two-high non-reversing mill - simplest design from
which material can only pass in one direction.
– Two-high reversing mill -permits back-and-forth rolling, rolls may stop, reversed, and brought back to rolling speed between each pass
– The three-high mill -eliminates need for roll reversal but requires some form of elevator on each side of mill to raise or lower material and mechanical manipulators to turn or shift product between passes.
• Four-high mills- use backup rolls to support the smaller work rolls.
• cluster arrangements- use many backup rolls to support the smaller work rolls. – used in hot rolling of wide plate and sheets, and in cold rolling,
where small negligence would result in an unacceptable variation in product thickness
– Foil is rolled on cluster mills since small thickness requires small-diameter rolls
– In a cluster mill, the roll in contact with the work can be as small as 1/4 in. in diameter
• Planetary rolling mills-
one main roll is surrounded with many small rolls.
• Tandem Rolling Mill-
A series of rolling stands in sequence.
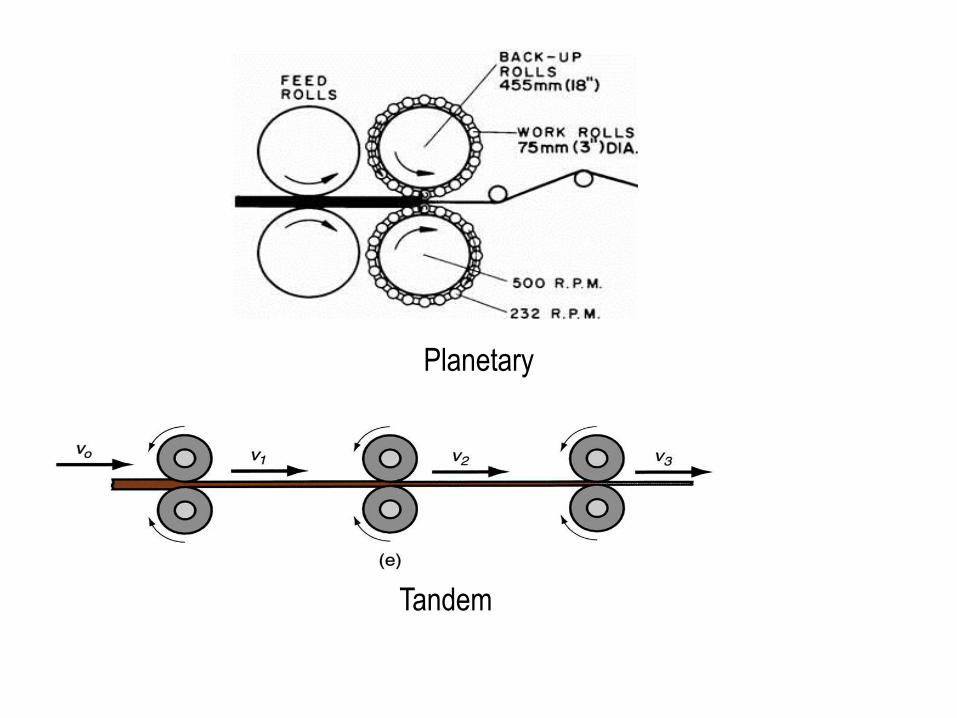
Planetary
Tandem
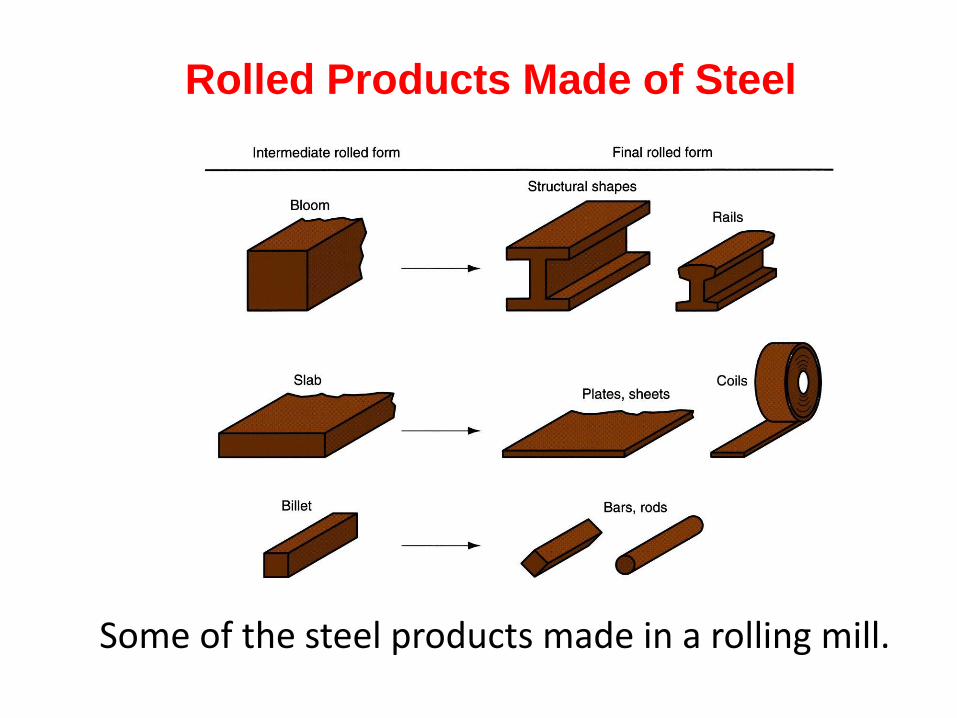
Some of the steel products made in a rolling mill.
Rolled Products Made of Steel

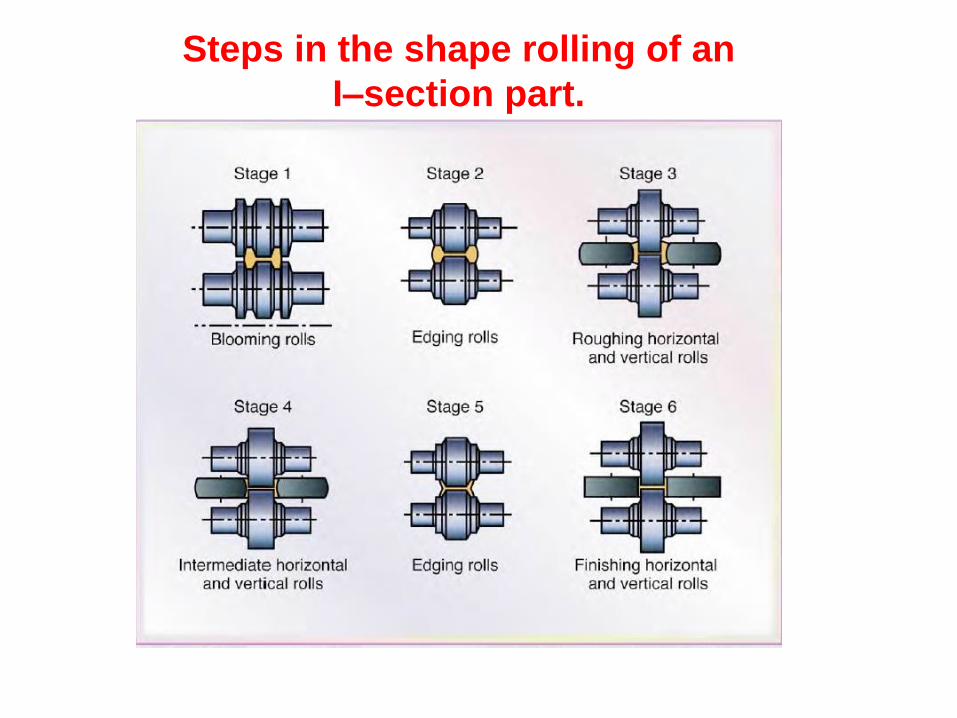
Steps in the shape rolling of an
I–section part.

Blooms, Billets, Slaps
After casting, ingots are rolled into one of three intermediate shapes called blooms, billets, and slaps:
1. Blooms have square cross section 6” x 6” or larger. They are rolled into structural shapes.
2. Billets have square cross section 1.5” x 1.5” or larger. they are rolled into bars and rods.
3. Slabs have rectangular cross section 10” x 1.5” or larger. They are rolled into plates, sheets and strips.
11

Production Line
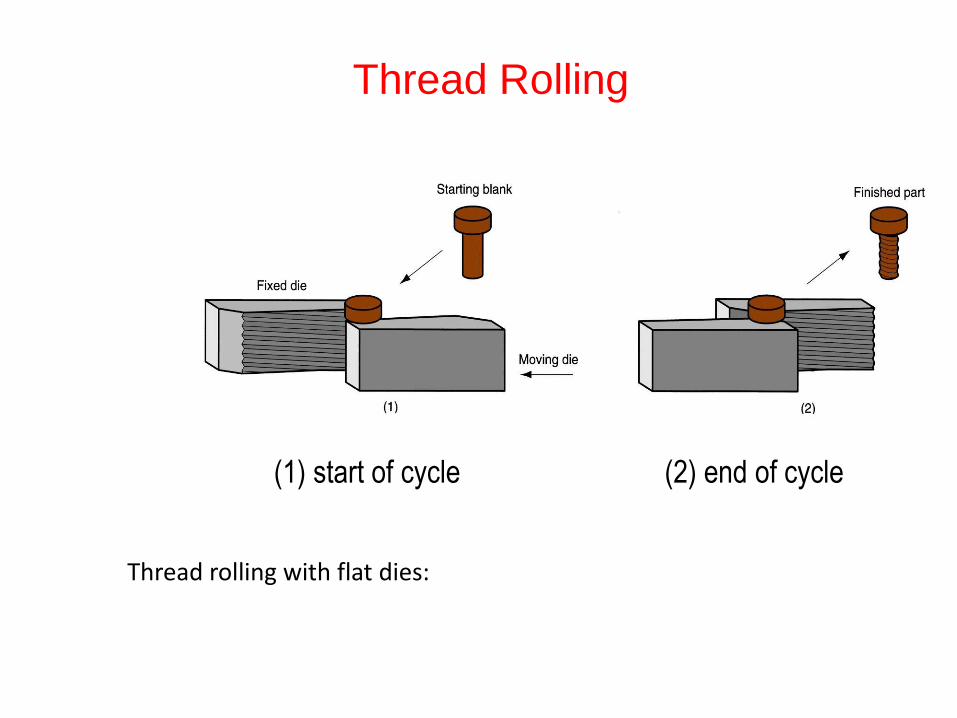
Thread rolling with flat dies:
Thread Rolling
(1) start of cycle (2) end of cycle

©2007 John Wiley & Sons, Inc. Adapted from M
P Groover, Fundamentals of Modern
Manufacturing 3/e D Holland 2007
©2007 John Wiley & Sons, Inc. Adapted from M
P Groover, Fundamentals of Modern
Manufacturing 3/e D Holland 2007

Rolled and machined threads
©2007 John Wiley & Sons, Inc. Adapted from M
P Groover, Fundamentals of Modern
Manufacturing 3/e D Holland 2007
Parameters that affect F
• W width of the strip
• Diameter of the contact roll
• Metal structure( yield strength)
• Temperature of the metal
• Rolling speed
• µ friction coefficient
• Reduction in thickness
• Thickness incoming sheet
• Pull or push at the beginning or at the end
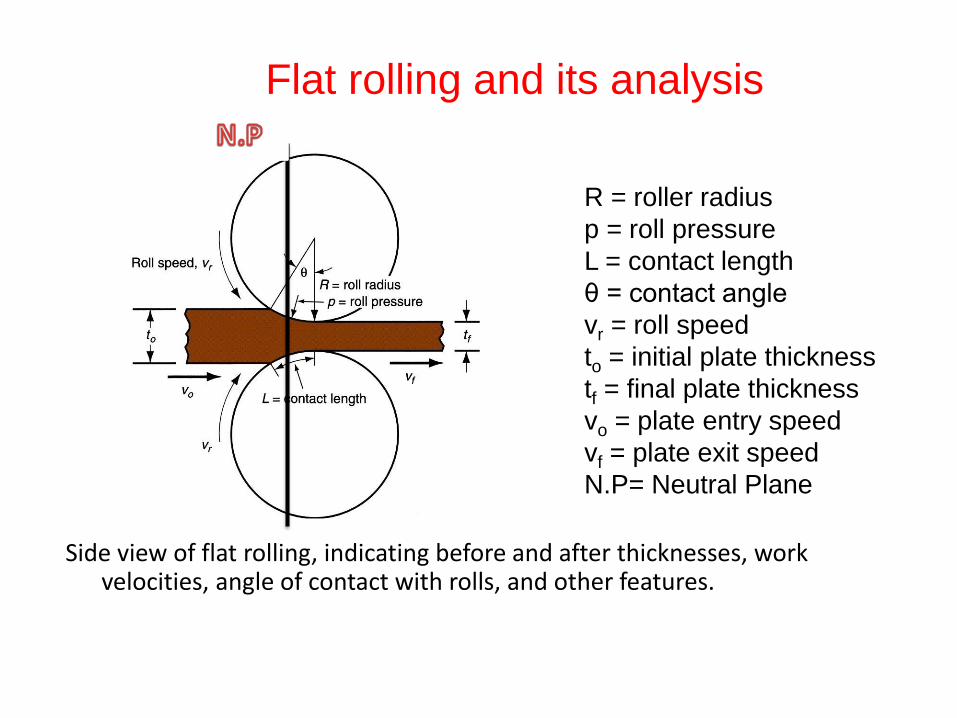
Side view of flat rolling, indicating before and after thicknesses, work velocities, angle of contact with rolls, and other features.
Flat rolling and its analysis
R = roller radius
p = roll pressure
L = contact length
θ = contact angle
vr = roll speed
to = initial plate thickness
tf = final plate thickness
vo = plate entry speed
vf = plate exit speed
N.P= Neutral Plane
Neutral plane
Neutral plane :
1- plane at which the speed of metal is equal to the speed of roll.
2- the plane at which the direction of friction is changed.
Flat rolling and its analysis
• The work enters the gap between the rolls at a velocity vo and exits at a velocity vf. Because the volume flow rate is constant and the thickness is decreasing, vf should be larger than vo.
• The roll surface velocity vr is larger than vo and smaller than vf.
This means that slipping occurs between the work and the rolls.
• Only at one point along the contact length, there is no slipping (relative motion) between the work and the roll. This plane is called the “Neutral plane” or the “No Slip plane”.
Flat rolling and its analysis
1. Constant material volume
where
Lo = initial plate length
Lf = final plate length
2. Continuity of volume flow rate
3. Roll velocity
fffooo vwtvwt
fffooo LwtLwt
m/min 1000
:whereDN
vr

The maximum draft From triangle ABC, we have
As a is much smaller than R, we
can then ignore a2.
Where Δh = ho – hf = 2a
Rhd 2
maxmax
Flat rolling and its analysis • Rolling may not be possible (the sheet will not be pulled) if the draft is
large. The maximum draft for successful rolling per pass is:
Where:
dmax : maximum draft successful rolling per pass
μ : coefficient of friction
R : roll radius
• As can be seen from the equation, if μ is zero, then dmax is also zero (rolling is not possible)
Rd 2
max
Rolling calculations
Rolling calculations

Rolling calculations
Rolling calculations
• 3-2 Friction power
• HPfric = 4. . 2л𝑁/60 . µ n.𝑝𝑑/4. *0.01316
• P is rolling load (kg)
• µn is friction coefficient in neck (0.002)
• d neck diameter in (m)
•
• total HP =(HPdef +HPfric ).1/( 𝜂motor . 𝜂transmission )
• where 𝜂motor . is motor efficiency
• 𝜂t transmission efficiency
Flat rolling and its analysis
From the previous equations we can conclude the following:
1. The contact length decreases by decreasing the roll radius.
2. The roll force depends on the contact length, and therefore, reducing the roll radius will reduce the roll force.
3. The torque and power depend on the roll force and contact length, and therefore, reducing the roll radius will reduce both the torque and power.
4. The power also depends on the rotational speed of the rolls, and therefore, reducing the rolls RPM will reduce the power.
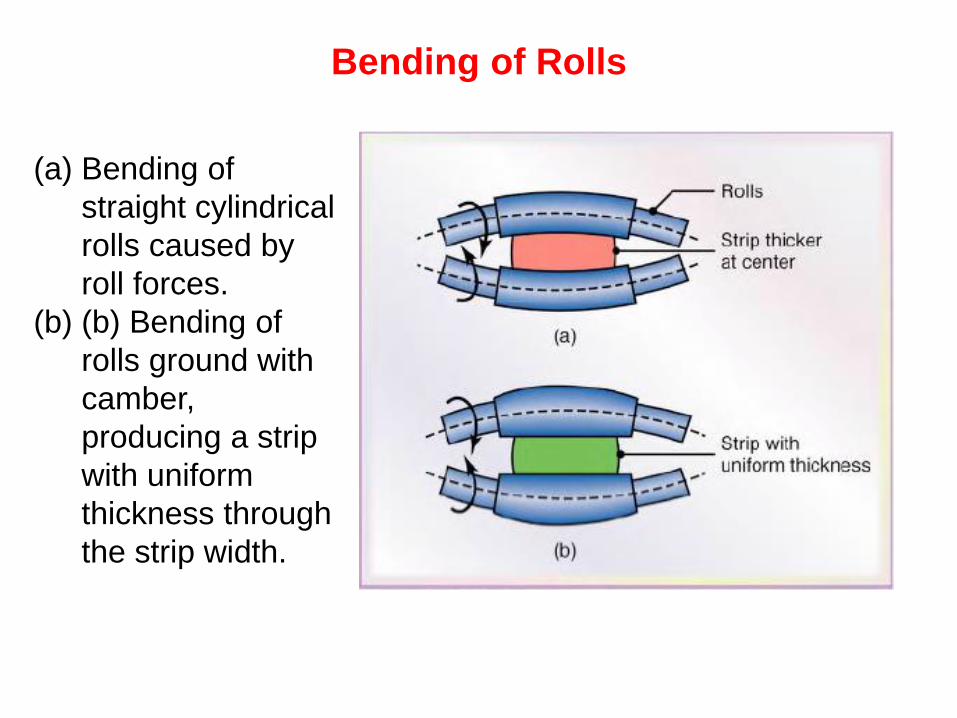
Bending of Rolls
(a) Bending of
straight cylindrical
rolls caused by
roll forces.
(b) (b) Bending of
rolls ground with
camber,
producing a strip
with uniform
thickness through
the strip width.