bs en iso 9001 : 2008 quality assurance manual · 0 introduction quality assurance manual: this...
TRANSCRIPT

Issue 18
October 2015
New Brunswick Street Horwich Bolton Lancashire BL6 7JB Tel: 01204 699959 Fax: 01204 699542 Web www.hyquip.co.uk Email [email protected]
BS EN ISO 9001 : 2008 Quality Assurance Manual
Prepared by : Lee Heaton Approved by : Paul Taylor & Kathy Yates
INDEX
0 Introduction, ............................................... 2 1.0 Scope, ......................................................... 2 1.1 General, ...................................................... 2 1.2 Application, ................................................ 2 2.0 Normative reference, ................................. 2 4.0 Quality Management System, ................... 3 4.1 General requirements, .............................. 3 4.2 Documentation requirements, .................. 3 4.2.1 General, ...................................................... 3 4.2.2 Quality Manual, .......................................... 3 4.2.3 Control of documents, ..................... 4,5 & 6 4.2.4 Control of quality records, ........................ 6 5.0 Management responsibility, ...................... 7 5.1 Management commitment, ....................... 7 5.2 Customer focus, ........................................ 7 5.3 Quality Policy, ............................................ 7 5.4 Planning, ..................................................... 8 5.4.1 Quality objectives, ..................................... 8 5.4.2 Quality management system planning, .... 8 5.5 Responsibility, authority and
communication, ........................................ 8 5.5.1 Responsibility and authority, ................... 8 5.5.2 Management representative, .................... 8 5.5.3 Internal communication, ........................... 8 5.6 Management review,.................................. 9 5.6.1 General, ...................................................... 9 5.6.2 Review input, .............................................. 9 5.6.3 Review output, ........................................... 9 6.0 Resource management, .......................... 10 6.1 Provision of resources, ........................... 10 6.2 Human resources, ................................... 10 6.2.1 General, .................................................... 10 6.2.2 Competence, training and awareness, .. 10 6.3 Infrastructure, .......................................... 10 6.4 Work environment, .................................. 10 7.0 Product realisation, ................................. 11 7.1 Planning of product realisation, ............. 11 7.2 Customer-related processes, ................. 11 7.2.1 Determination of requirements related
to the product, ........................................ 11 7.2.2 Review of requirements related to the
product, ...........................................11 & 12 7.2.3 Customer communications, .................. 12 7.3 Design and development, ...................... 12 7.3.1 Design and development planning, ...... 12 7.3.2 Design and development inputs, .......... 13 7.3.3 Design and development outputs, ........ 13 7.3.4 Design and development review, .......... 13 7.3.5 Design and development verification 13 7.3.6 Design and development validation, .... 13 7.3.7 Control of design and development
changes, .................................................. 13 7.4 Purchasing, ............................................. 14 7.4.1 Purchasing process, .............................. 14 7.4.2 Purchasing information, ........................ 14 7.4.3 Verification of purchased product, ....... 14 7.5 Production and service provision, ....... 15
7.5.1 Control of production and service provision, ................................................. 15
7.5.2 Validation of processes for production and service provision, ............................ 15
7.5.3 Identification and traceability, ...... 15 & 16 7.5.4 Customer property, ................................ 16 7.5.5 Preservation of product, ............... 16 & 17 7.6 Control of measuring and monitoring
equipment, ............................................... 18 8.0 Measurement, analysis and
improvement, .......................................... 19 8.1 General, ................................................... 19 8.2 Monitoring and Measurement, .............. 19 8.2.1 Customer Satisfaction, .......................... 19 8.2.2 Internal Audit, ................................. 19 & 20 8.2.3 Monitoring and measurement of
processes, ............................................... 20 8.2.4 Monitoring and measurement of
product, ................................................... 21 8.3 Control of non-conforming product, 21/22 8.4 Analysis of data, ..................................... 22 8.5 Improvement, .......................................... 22 8.5.1 Continual improvement, ........................ 22 8.5.2 Corrective action, ................................... 23 8.5.3 Preventive action, ................................... 23
0 Introduction
Quality Assurance Manual: This manual provides an introduction into Hyquip and its quality procedures. It confirms senior management commitment, in the form of a quality policy and corporate vision, and details management responsibilities. Hyquip has opted for a single tier manual that makes reference to, or includes, quality procedures, notes and flow charts necessary to run an effective quality management system (QMS).
1.0 Scope
“The supply of hydraulic and pneumatic components, installation materials, standard parts and work holding products. Design, assembly and test, installation and commissioning of electro-pneumatic hydraulic systems”
1.1 General
BUSINESS DEFINITION - Hyquip is a provider of components and solutions for production automation, workholding and industrial applications. VISION - To evolve a profitable ‘distribution’ and ‘engineering’ company based on quality products, people expertise and service delivery with organic growth potential - exclusive product agreements, people performance, attitude and passion being the underlying strengths of the business. In aiming for ISO 9001:2008 Hyquip has determined what it needs to do to satisfy its customers, has established a system to accomplish its objectives and to measure, review and continually improve its performance with the support of all employees and the support and guidance of top level management.
1.2 Application There are no exclusions to ISO 9001:2008
2.0 Normative reference
This Quality Manual contains provisions which through reference to the following, constitute compliance with the standard.
• HB10181 Transition to ISO 9001:2008
• QMS Requirements BS EN ISO 9001:2008
• ISO 9000 Quality Systems Handbook
4.0 Quality Management System 4.1 General Requirements
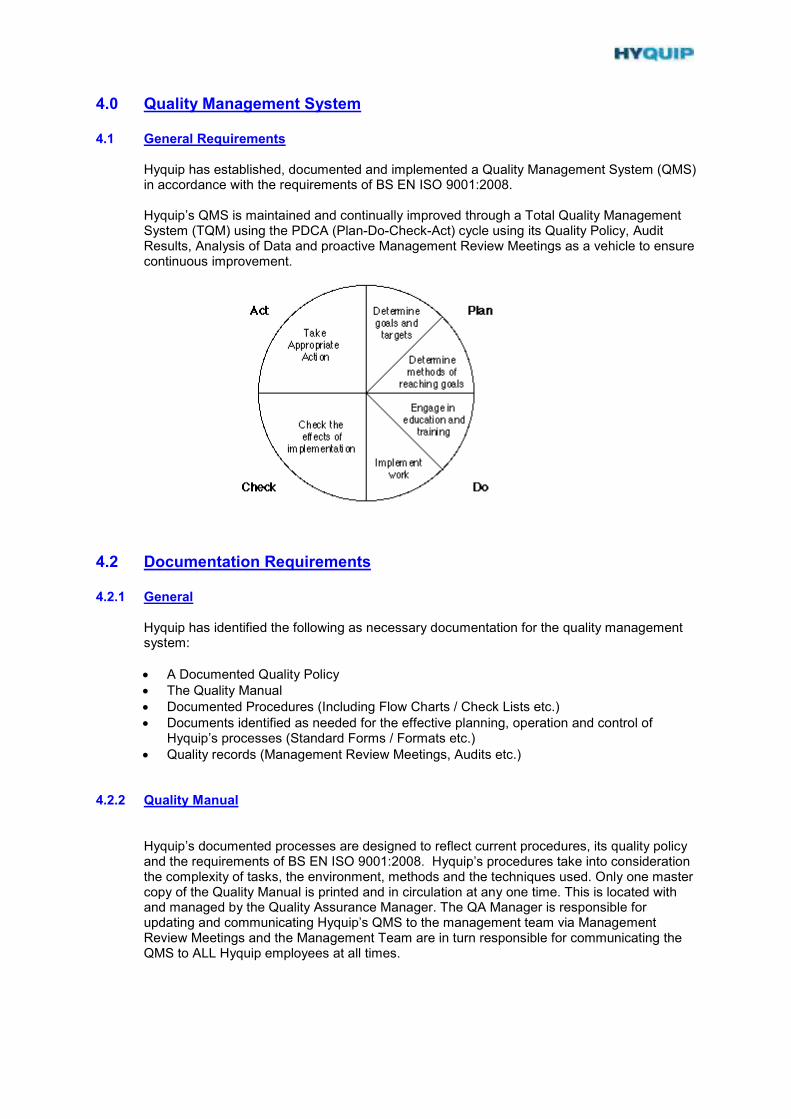
Hyquip has established, documented and implemented a Quality Management System (QMS) in accordance with the requirements of BS EN ISO 9001:2008. Hyquip’s QMS is maintained and continually improved through a Total Quality Management System (TQM) using the PDCA (Plan-Do-Check-Act) cycle using its Quality Policy, Audit Results, Analysis of Data and proactive Management Review Meetings as a vehicle to ensure continuous improvement.
4.2 Documentation Requirements 4.2.1 General
Hyquip has identified the following as necessary documentation for the quality management system:
• A Documented Quality Policy
• The Quality Manual
• Documented Procedures (Including Flow Charts / Check Lists etc.)
• Documents identified as needed for the effective planning, operation and control of Hyquip’s processes (Standard Forms / Formats etc.)
• Quality records (Management Review Meetings, Audits etc.)
4.2.2 Quality Manual
Hyquip’s documented processes are designed to reflect current procedures, its quality policy and the requirements of BS EN ISO 9001:2008. Hyquip’s procedures take into consideration the complexity of tasks, the environment, methods and the techniques used. Only one master copy of the Quality Manual is printed and in circulation at any one time. This is located with and managed by the Quality Assurance Manager. The QA Manager is responsible for updating and communicating Hyquip’s QMS to the management team via Management Review Meetings and the Management Team are in turn responsible for communicating the QMS to ALL Hyquip employees at all times.
4.2.3 Control of Documents
Document and data control procedures for processes not highlighted throughout the manual are documented below. With regards to the control of documents and data at Hyquip, the list below is a reminder of key issues that need to be reviewed to ensure the authenticity of documents and data in the public domain:
• Approving documents for adequacy prior to issue
• Reviewing, updating and re-approving documents
• Ensuring that changes and current revision status of documents are identified
• Ensuring that the relevant versions of applicable documents are available at points of use
• Ensuring that documents remain legible and readily identifiable
• Ensuring that documents of external origin are identified and their distribution controlled
• Preventing the unintended use of obsolete documents and to apply suitable identification to them if they are retained for any purpose
1) National and International Standards
Should official copies of National and International standards be deemed necessary for product output these will be maintained by the Engineering Manager with the exception of BS EN ISO 9001:2008 for Quality Systems and related documents which are maintained by the Quality Assurance Manager.
2) Product Literature
Official distributorships and many more supply channels effectively results in thousands of components each with product literature. For this reason Hyquip does not have a formal system to control product literature.
Not having the latest catalogue or data sheet is not a problem since the part numbers and the interchange-ability of components is generally retained, whilst technical characteristics are usually improved. Hyquip do not design or manufacture components, the only exceptions are fabrications and special purpose manifolds that are integrated into a working system. Therefore the only controlled product literature necessary to maintain an effective QMS are Hyquip’s manufacturing drawings.
3) Company Specifications / Instructions / Standards
Three controlled documents are in issue: HYQUIP’S QUALITY MANUAL AND FLOW CHART MANUAL Only one master copy of each manual is kept. These are maintained and updated by the Quality Manager HYQUIP’S MANUFACTURING GUIDELINES All engineering personnel must acknowledge receipt of this document. Confirmation is maintained with the personnel records held by the Operations Director.
HYQUIP’S HEALTH & SAFETY GUIDELINES All personnel must acknowledge receipt of this document. Confirmation is maintained with the personnel records held by the Operations Director.
4) Customer Specifications / Instructions / Standards
Hyquip does not maintain specific instructions for individual clients. In order to comply with customer instructions, specifications or standards specific requirements are dealt with on a contract-by-contract basis. All necessary customer documents regarding a specific contract are controlled and maintained with the job file.
5) Drawings
Drawing Types
• Circuit Drawings
• Manufacturing Drawings (Job Specific & Standard Designs)
Essential Information contained in the title block
• Drawing number and transaction references (if relevant)
• Customer name
• Title/description
• Drawn/Checked by and date (Detail)
• Approved by and date (Concept)
• Revision number / modification letter and details Circuit Drawings
• The drawing number is the same as the enquiry number. No master lists exist. All drawings are controlled via a unique documentation control sheet which is maintained in the job file.
• All circuit drawings are provisional during the fulfilment process and labelled with a revision number. The first issue being P1.
• All drawings are considered final prior to issuing of final documentation. At this point all drawings are issued as MOD A.
Manufacturing Drawings (Job Specific)
• For job specific drawings, either the suppliers own part reference is used or the enquiry number is used, perhaps with a suffix if necessary. For example if the job requires a bespoke manifold the drawing number could be HQQ14827/1/MAN, or the number that the supplier has advised. Otherwise the procedure is exactly as per Circuit Drawings above.
Manufacturing Drawings (Standard Designs)
• Drawing numbers are generated from the Quick Quote system, where a job is a repeat, either the original ‘E’ reference will be used, or updated with a HQQ number.
• As with circuit drawings all drawings are provisional during the initial phases of design and labelled with a revision number. If no previous revision numbers exist the drawing is labelled P1.
• All drawings considered final are updated and confirmed by issuing the drawing number as MOD A.
Storage
• The latest copy of job specific circuit drawings and manufacturing drawings are kept with the job files.
• Standard Manufacturing drawings are archived with a hard copy being maintained in the project office.
• All old / obsolete issues are destroyed or marked ‘OBSELETE’.
6) Quotations
Engineering: All enquiries are given a unique ‘enquiry number’, which is derived from the Quick Quote system
Distribution: When an enquiry is received via a fax, a faxed quotation is returned. This is either a formal faxed quotation, or a more informal hand written return (sometimes the customers fax ‘marked up’). When a telephone enquiry is received all verbal communications are documented using a standardised ‘loose sales enquiry form’. Eventually all quotes will be stored on the Quick Quote system to enable us monitor conversion rates, or saved on the Google Mail system. All communications, whether formal or informal, are maintained in the sales office for future reference.
7) Job Files
‘Job Files’ are put together and maintained by the engineer responsible. To maximise control of the contract the job file is maintained in engineering at all times during the contract. To communicate contract requirements drawings and other instruction documents are created and compiled. For control purposes these documents are collated and placed in a ‘workshop or installation file’. The ‘workshop or installation file’ is the instruction manual for undertaking the work. When constructing the workshop or installation file the following guidelines are considered relevant:
• Contract requirements must be communicated clearly via instructions, documents, data sheets etc.
• Drawings issued must be the latest and approved before issue.
• Contract review must have been completed.
• The file should contain a copy of the ‘order acknowledgement’ sheet at point of issue.
• The file must contain all necessary test sheets and special considerations / instructions.
• After contract fulfilment the file is returned and merged with the job file prior to issuing final documentation.
4.2.4 Control of Quality Records
Quality records are maintained to provide evidence of conformity to requirements and of the effective operation of the QMS. The records are maintained according to the Document Control Procedure. This procedure requires that the quality records remain legible, readily identifiable and retrievable. The procedure defines the controls needed for identification, storage, protection, retrieval, retention time and disposition of quality records.
5.0 Management responsibility 5.1 Management commitment.
The management team has been actively involved in implementing the quality management system. It has provided the vision and strategic direction for the growth of the QMS and established quality objectives and the quality policy. To continue to provide leadership and show commitment to the improvement of the QMS, management will do the following:
• Communicate the importance of meeting customer, statutory and regulatory requirements.
• Establish quality objectives.
• Establish the quality policy.
• Conduct regular management reviews.
• Ensure the availability of resources. For an overview of Hyquip's people structure see the organisation chart, displayed on the company notice board, on the website and to the rear of the this manual. This is a document that is regularly updated to reflect any changes in the organisational structure.
5.2 Customer focus
In aiming for customer satisfaction procedures are in place to identify current and future customer needs, to meet customer requirements and to exceed customer expectations. The management team ensures that customer requirements are understood and met, by requiring compliance with documented customer communication procedures. Customer requirements are determined, converted into internal requirements and communicated to the appropriate people in the organisation.
5.3 Quality Policy
Hyquip is totally committed to the requirements of BS EN ISO 9001:2008 and its policy is to:
“Consistently provide products and services that meet and exceed customer requirements and to continually improve the effectiveness of our quality management system with the aim of enhancing customer satisfaction”.
The management team (below) reviews the quality policy when a new issue of the manual is released to determine the policy’s continuing suitability for the organisation. The management team ensures that the quality policy is communicated to all employees. It is included in new employee training and training on the QMS. It is signed and dated by the QA Team and posted throughout the company to help maintain high standards within the organisation.
Kathy Yates – Operations Director Responsible for all aspects of operations management, distribution, purchasing, stores, stock control, progressing, invoicing, work flow and computerisation. Lee Heaton – Quality Assurance Manager / General Manager Senior administrator with managerial responsibility for Hyquip’s QMS.
5.4 Planning 5.4.1 Quality objectives
Quality objectives are established to support Hyquips efforts in achieving its quality policy, which is geared towards the ultimate aim of achieving its global business plan. This plan is being driven by the board and reviewed on a regular basis. For specific quality objectives refer to the management review meetings. Objectives covered include, but are not limited to, the following:
• To maintain an effective Quality Management System complying with BS EN ISO 9001: 2008
• To achieve and maintain a level of quality which enhances Hyquips reputation with customers
• To ensure compliance with relevant statutory and safety requirements
• To endeavour, at all times, to maximize customer satisfaction with the services provided by Hyquip
5.4.2 Quality management system planning The quality system has been planned and implemented to meet Hyquip’s quality objectives and the requirements of 4.1 of the ISO 9001 standard. Quality planning takes place as changes that affect the quality system are planned and implemented.
5.5 Responsibility, authority and communication 5.5.1 Responsibility and authority
An organisational chart has been established to show the interrelation of personnel in the organisation. Job descriptions define the responsibilities and authorities of each of the positions on the chart. Job descriptions and the organisational chart are reviewed and approved by top management for accuracy. These documents are available throughout the company to help employees understand their responsibilities and authorities. A chart is located to the rear of this manual.
5.5.2 Management representative
The Management Representatives have been appointed by top management. These management representatives have the following responsibility and authority.
• Ensure that processes needed for the quality management system are established and implemented.
• Report to top management on the performance of the quality management system and note needed improvements.
• Promote awareness of customer requirements throughout the organisation.
• Act as a liaison with external parties such as customers or auditors on matters relating to the quality management system.
5.5.3 Internal communication Processes are established for communication within the organisation. These include:
• Direct to the Operations Director or Managing Director by any method.
• Verbally or in writing to and via the management representative for each department, who can then report to the Operations Director or Managing Director.
• Direct to any member of the Management Team prior to a management review meeting. Minutes of management review meeting appear on the notice board.
5.6 Management review 5.6.1 General
Management Review meetings are held quarterly to review the ongoing suitability and effectiveness of the Quality Management System, as well as reporting on the general performance and development of the business as a whole. These meetings also serve as a tool for assessing Hyquips performance over previous months, as well as identifying opportunities for improvements and needed changes.
5.6.2 Review input
Assessment of the QMS is based on a review of information inputs. These inputs include, but are not limited the following:
• Results of internal and external audits.
• Customer feedback from a variety of sources (i.e. website, verbal etc).
• Process performance and product conformity.
• Status of preventative and corrective actions.
• Follow-up actions from earlier management reviews.
• Changes that could affect the quality management system.
• Recommendations for improvement
5.6.3 Review output
During management review meetings, management will identify appropriate actions to be taken regarding the following issues:
• Improvement of the effectiveness of the quality management system and its processes
• Improvement of product related to customer requirements
• Resource needs
Responsibilities for required actions are assigned to members of the management review team. Any decision made during the meeting, assigned actions and their due dates are recorded in the minutes of the management review. Where more than one individual is involved in resolving an action, one person is given lead responsibility to ensure that the action is fulfilled.
6.0 Resource management 6.1 Provision of resources
Hyquip has implemented a Quality Management System that complies with the ISO 9001:2008 standard. This implementation was achieved with management commitment and experience coupled with sufficient resources for implementation.
6.2 Human resources 6.2.1 General
To ensure competence of our employees, job descriptions are prepared identifying the qualifications required for all new positions that affect product quality. Qualifications include requirements for education, skills and experience. Appropriate qualifications, along with required training, provide the competence required for each position.
6.2.2 Competence, awareness and training
Qualifications are reviewed when a new employee starts with the company, when an employee changes position or when the requirements for a position change. The Operations Director maintains records of employee qualifications. If any differences between the employee’s qualifications and the requirements for the job are found, training or other action is taken to provide the employee with the necessary competence for their position. The results are then evaluated to determine if the training was effective or not. All employees are trained on the relevance and importance of their activities and how they contribute to the achievement of the quality objectives.
6.3 Infrastructure
To meet quality objectives and product requirements Hyquip determines the infrastructure required via management review feedback with appropriate decisions being made at board meetings. This includes buildings, workspace, associated utilities, transport, communications and information systems. The existing infrastructure is maintained to ensure product conformity with future plans documented in the business plan. With regards to process equipment, hardware and software, a full hard drive computer backup is carried out and errors associated with this are monitored on a daily basis.
6.4 Work environment
A work environment suitable for achieving product conformance is maintained, determined during management review meetings. The work environment is managed for continuing suitability. Data from the quality system is evaluated to determine if the work environment is sufficient for achieving product conformance, or if preventative or corrective action related to the work environment is required.
7.0 Product Realisation 7.1 Planning of product realisation
Planning for the distribution of component parts, design of bespoke systems, the delivery of assembled hardware, service work or installations starts from the receipt of the customer sales enquiry. Hyquip front line personnel are responsible for determining the customer requirements before offering an estimate or quotation. At this stage planning is usually in terms of the offer, primary product specification and delivery. More detailed planning is the responsibility of the Production Team. For Codes 2 & 4 this comprising of the Engineering Manager and General Manager. Codes 1, 3, 6 & 7 activity is managed by the Sales Office Manager with the support of the Operations Director for all three codes if required. Code 2 & 4 Production Meetings are usually an informal daily/weekly event and any issues affecting Product Realisation will be discussed, dealt with and/or action will be taken or initiated at these meetings to ensure that Hyquip meets or exceeds customer expectations. Proactive positive customer communication is encouraged at all times. Upon request bespoke quality plans are devised to show the controls necessary to conform to specific customer requirements (Code 2). Bespoke quality plans are filed in the customer contract file for reference purposes with specific instructions being communicated by the Project Engineer responsible. Specific quality plans supersede and have greater authority over generic procedures documented by Hyquip.
7.2 Customer-related processes 7.2.1 Determination of requirements related to the product
It is the responsibility of front line sales personnel to determine outline customer requirements and highlight areas of ambiguity needing further clarification by the Production Team. The Production Team is then responsible for ensuring product compliance and taking a proactive role in product realisation. The following are common issues.
• Specific customer requirements
• Requirements not stated by the customer but necessary for specified use or known and intended use
• Statutory and regulatory requirements
• Additional requirements related to the product
• Processes, documentation and resources required
• Test and commissioning requirements
• Criteria for product/customer acceptance
• Requirements for delivery
• Post-delivery requirements 7.2.2 Review of requirements related to the product
Contract Review looks at Hyquip’s ability to fulfil the contract and that the terms are acceptable before an order is processed and accepted. Differences and problems highlighted during contract review should be resolved before the order is processed and a transaction number is generated via the business system for loose orders, unless otherwise authorised by a director of the company. For engineering projects and Contract Review checklist is used to ensure that the customers requirements have been correctly interpreted.
The process of generating a transaction number and producing a signed order acknowledgement (Codes 2 & 4) is verification that contract review has been undertaken by the person responsible. For Code 1,3,6 & 7, the customers order, or the notes taken as the order is placed, are signed and dated as verification that Contract Review has taken place. For Engineering, the Account Manager is responsible for Contract Review, with any bespoke requirements being passed on to the Project / Design Engineer, or Production Manager (depending on the type of project). For Distribution this is generally completed by the Sales Office personnel. Both disciplines have the support and backing of the Operations Director should commercial input be necessary. Individuals responsible for Contract Review should ensure that:
• Customer requirements are clearly defined for the product or service
• Where the customer provides no written statement of requirement, the customer requirements are acknowledged before processing
• Contract or order requirements differing from those previously expressed i.e. in a proposal or quotation, are resolved
• Hyquip have the ability to meet the customer requirements for the product or service Depending on importance, a written confirmation (post / fax / E-mail) of an order a mendment needs to be received from the customer before a contract amendment is accepted and processed. Verbal instructions are deemed acceptable providing notes of the conversation (date and contact details) are clearly documented and attached with the original contract communications. Should verbal instructions be accepted, Hyquip will acknowledge the amendment to contract by post, fax or E-mail. Once processed the computer system deals with ‘status management’ to ensure that the latest information is used for order fulfilment and that parts are not duplicated, purchased or sent out incorrectly. For distribution, all contract communications are maintained in small contract files and filed in numerical order. Small contract files are A4 ring binders containing multiple transactions, in transaction number order, located in the sales office. Periodically these are archived. For engineering, all contract communications are maintained in job files. Job files are individual contract files, filed alphabetically and numerically located in the projects office.
7.2.3 Customer communications Hyquip have determined and implemented effective arrangements for communicating with customers, these include:
• Product information – Hyquip has a comprehensive selection of product literature that is available to customers on request. Hyquip’s internet site at www.hyquip.co.uk includes a feedback form where customers can order product literature and leave comments on our products and services.
• Enquiries, contracts or order handling, including amendments and customer feedback are documented in the Process Flow Diagrams Manual.
7.3 Design and development
7.3.1 Design and development planning
Hyquip has internal procedures that control, verify and validate design activities in order to ensure that customer requirements are met. The design process commences at the enquiry stage. Sketches and calculations are undertaken to provide a basis for costing and tendering purposes. Once an order is received the sketches and calculations are reviewed to ensure that the original solution meets the requirements of the customer. The approved signature on the technical drawing verifies that

design review has been undertaken. All workings and communications are maintained within the job file. Designs are subject to works test and site commissioning (if relevant). Hyquip is involved in system design, not new product or concept design. Design and development planning is not used at this time. Only trained and qualified Hyquip personnel will undertake design activities.
7.3.2 Design and development inputs
The following inputs have been identified for design:
• Internal Manufacturing Guidelines
• Customer requirements and standards
• Product limitations of bought out items
• The machinery directive and other relevant new approach directives
Hyquip constantly monitors for any changes in legislation or standards, with the responsibility for this being that of the Projects Manager, who receives regular updates via the internet and informs the relevant personnel.
7.3.3 Design and development outputs The following outputs have been identified for design: All designs are documented and expressed in terms that can be verified and validated against design input requirements. All designs meet the design input requirements, contain or make reference to acceptance criteria, and identify characteristics that are crucial to the safe and proper functioning of the product. This information is contained in the ‘JOB FILE’ and on the engineering drawing(s). All design output documents (tender document, technical drawings, machine performance charts etc.) are reviewed and verified by a competent person before release.
7.3.4 Design and development review
Every design is reviewed prior to tendering a solution, after receipt of an order, and after project design. A contract review / design review checklist is used in order to formalise the fact that the customers requirements have been interpreted correctly and that drawings have been checked. Drawings are also signed off by both the Project Engineer and Sales Engineer either electronically, or on a paper copy.
7.3.5 Design and development verification
Hyquip’s ‘works test certificate’ and ‘completion certificate’ confirms design verification. NB: Completion Certificates are only issued if Hyquip is contracted to undertake service work, installation, commissioning and flushing activities.
7.3.6 Design and development validation
Hyquip considers testing, commissioning and site trials to be sufficient to validate the design process. If design validation is carried out by Hyquip a Completion Certificate is issued upon successful conclusion of the work completed on site. If the customer installs and commissions the equipment supplied Hyquip, the design validation is ultimately the responsibility of the customer.
7.3.7 Control of design and development changes
All design changes and modifications are documented, reviewed and approved by competent personnel before implementation. Once the contract has been initiated, design changes are communicated using a ‘transaction amendment sheet’ or similar. If a controlled drawing has already been issued design changes are documented on the drawing as a modification. The Project Engineer is responsible for controlling design amendments during the process of contract fulfilment.
7.4 Purchasing 7.4.1 Purchasing process
Hyquip has formal procedures to ensure that purchased product conform to specified requirements. The General Manager is overall responsible for Purchasing. Hyquip monitors the trading history of all its suppliers through day to day dealings and non-conformity records. These are discussed at every Management Review Meeting with appropriate action being taken if necessary. New subcontractors are integrated into the ‘Purchase Ledger’ when orders need to be placed. Non-conforming product records include:
• Returns
• Quarantined items
• Delivery / Credit / Warranty Analysis 7.4.2 Purchasing information
All purchasing is driven by orders / demands but can be broken down into the following:
• Purchasing of non-stock items to satisfy customer orders
• Purchasing of non-stock items required during workshop/site work to satisfy customer orders/requirement
Hyquip’s purchasing system is computerised and purchasing requirements are prompted using a computer generated ‘Re-order Report’. The computer allocates a unique order number to each purchase order. This number is sequential.
All purchase orders are usually faxed, however it is sometimes necessary to phone orders through, a copy is retained in a central purchase order file for reference purposes. Purchasing documents contain data of all information necessary for product supply. If additional documents are required (i.e. engineering drawing), this information is flagged on the purchasing document.
7.4.3 Verification of purchased product
Supplier verification at subcontractor’s premises If verification is considered necessary the requirement will be specified in the purchasing document. After satisfactory inspection, instruction to release the goods is provided by the person responsible. Should follow up action be deemed necessary as a result of the visit all communications will be maintained with the ‘job file’ or ‘small contracts file’.
Customer verification of subcontracted product
If specified in the contract Hyquip will afford the right for the customer to verify the product(s) either at Hyquip or at a subcontractor’s place of business.
7.5 Production and service provision 7.5.1 Control of production and service provision
Specific process controls related to both distribution and engineering are documented throughout this manual. Supplementary documents include:
• Manufacturing Guidelines
The Project Engineer, who has overall responsibility for engineering, is responsible for production/engineering activity. Engineering work is general assembly, fabrication and pipe work installations. Methods, work instructions and documented processes are minimal. To ensure consistency of workmanship and to supplement industry standards, codes and procedures; Hyquip has developed its own ‘MANUFACTURING GUIDELINES’. Should additional or specific instructions be required, the Engineering Manager is responsible for communicating these requirements to the Hydraulic Technician undertaking the work. This would normally comprise of written communications via the ‘works file’. Instructions that are job specific have greater authority than our Manufacturing Guidelines. Specific service procedures are not considered necessary (at this time) to provide, verify and report quality service and / or output. As with other contracts service, repair and trouble shooting activities are treated on an individual basis to ensure control.
7.5.2 Validation of processes for production and service provision
Hyquip has defined validation methods, validated processes and associated records within the Manufacturing Guidelines document. The revalidation of this document is to be undertaken on an ongoing basis.
7.5.3 Identification and traceability
Hyquip adopts the same part numbering system as its suppliers. All incoming goods are pre-labelled, stamped or bagged for identification. If goods arrive unlabelled, stores personnel will ensure that all products are labelled on receipt. From the identification number we can establish supplier details, thus permitting trace-ability to source of supply via the business system.
• Distribution: Component parts remain in stock, until required for despatch. Components are identified within the stores system using the supplier part number. Our business system determines the location / bin number. Items bought as required are often despatched as soon as they are received without the need for allocating a location / bin number.
• Engineering: Incoming goods for engineering transactions, when received are gathered and grouped together in a central location and labelled accordingly until all parts are issued for assembly. Once an assembly is completed a permanent identity plate is attached to the completed assembly. This plate includes the relevant transaction (serial) number.
All components can be traced via the business system. Current stock levels and purchase history is maintained indefinitely. Products are inspected, identified and verified upon receipt by stores personnel and before incorporation by engineering personnel.
• Distribution: Stores personnel visually check all incoming goods and match the physical product with the incoming delivery note. If there is doubt over conformance this is brought
to the attention of the relevant person(s) or a member the administration team. Verification of incoming product is confirmed when the goods are accepted as correct by stores personnel (signature and date on incoming delivery note). Where material certification has been requested, this is to be checked by the QA Manager to ensure that the certification conforms to the purchase order requirement. The incoming delivery note is then verified by administration against information on the business system and/or purchasing media.
• Engineering: Before goods are allocated to engineering they have already passed through the booking in process above. Upon allocation engineering personnel visually check all goods issued to them in order to match the physical product with items listed on the order acknowledgement, technical drawings and other media contained in the workshop or installation file before incorporating into a larger system. The ‘works certificate’ or ‘completion certificate’ confirms that verification has taken place.
Non-conforming products (for whatever reason) are ‘quarantined’ until further instruction is received. All non-conforming products are reviewed by the General Manager to determine the necessary action to correct or replace the product as efficiently as possible. If non-conformity is accepted or products are repaired to satisfy a contract, details are recorded within the ‘job file or small contracts file’ and if a ‘certificate of conformity’ is requested a concession will be documented. Analysis of non-conforming product is carried out regularly and discussed at Management Review Meetings.
• Credits / returns requested
• Warranty Claims
• Supplier Non-Conformity 7.5.4 Customer property
Hyquip has adopted formal procedures for the control of customer-supplied products, including personal data and intellectual property. All goods are recorded on the ‘order acknowledgement’ and are labelled ‘customer supplied product’ upon receipt. All goods are verified on arrival, before use, upon incorporation during build, test and commissioning, and prior to service repair/inspection. Hyquip’s verification procedure is informal and the process of goods receiving, incorporation, or service repair is considered sufficient to acknowledge that verification has taken place. Goods that are damaged or unsuitable for the application are reported to the customer. Such communications are recorded in the ‘job file’ or ‘small contracts file’.
7.5.5 Preservation of product All products are stored, handled and delivered under controlled conditions that preserve the original quality of the product. General Guidelines:
• Care must be taken when handling items to prevent accidental damage. Any damage must be reported immediately to the relevant manager/supervisor and the item concerned ‘quarantined’.
• Only recognised handling and lifting points must be used when lifting heavy items.
• Any special handling instructions issued by the company, a customer or supplier must be strictly adhered to.
Storage General Guidelines:
• Items must not enter the stores system unless they have undergone the ‘goods receiving procedure’ (7.5.3).
• Components held in stock must be identified with the computerised part number. The identification part number must be on the item itself, on the storage bins / boxes or the storage rack / shelf. The identification part number must be accurate at all times.
• All storage areas must be kept clean, dry and dust free.
• Any special storage instructions issued by the company, a supplier or a customer must be strictly adhered to.
• Stainless steel materials must be separated from mild steel materials.
• Machined faces of valves, manifolds, etc. must be protected from damage by suitable means.
• All open ports on products must be capped at all times.
• The condition of stock is monitored on a day-to-day basis, and a more thorough inspection is carried out during the annual stock take.
• Hazardous products shall be stored in strict accordance to the supplier’s instructions or any other recognised requirements.
• All items purchased for stock will have a shelf location. This location is recorded on the computer. The location is issued during the ‘goods receiving procedure’.
Stock Control:
• All stock records are computerised. Stock is entered on to the business system by the ‘booking in’ of a purchase order following the receipt and confirmation of products accompanied by supplier’s documentation.
• Stock is allocated to a transaction once the transaction is processed and de-stock recorded when the transaction has been invoiced.
• Stock is stored and where possible / necessary, used on the principle of ‘First in - First out’.
• A physical stock take is carried out annually. The results of the stock take are reconciled with the computer stock levels. Variances in stock are investigated by the Operations Director and computer levels are adjusted to reflect actual stock levels once the investigation has been concluded.
• A formalised stock count sheet is used for the purpose of the physical stock take.
• The Operations Director will take the necessary action to deal with damaged stock or stock in poor condition.
• For stock to be issued / despatched by the stores personnel a delivery note or order acknowledgement is required. No stock will leave the stores unless accompanied with necessary paperwork.
• All stock returned must be accompanied by ‘returns note’. Packaging, Preservation & Delivery General Guidelines:
• Products are despatched by post, carrier or own transport dependant upon size, cost and destination. Alternatively the customer may arrange collection. No product is despatched or issued unless the relevant documentation is issued.
• In preparing items for despatch / delivery, the extent of packaging and preservation whilst in transit is determined by the shipment method and size of product.
• Component items or small assemblies are packed in a padded bag or cardboard carton with a suitable packing medium.
• Where there is more than one item in a container suitable segregation of the items is applied to prevent damage in transit. Where size and weight warrants it, wooden packing cases are used as appropriate with a suitable packing medium.
• Engineered items (e.g. power units) are normally despatched via our own transport, door-to-door carrier or collected by the customer. These items are not packed, but wrapped in polythene to protect from environmental conditions.
• In preparing items for despatch it is the responsibility of stores personnel to ensure that any ports are plugged and machined faces protected.
Final Note The above are general guidelines only and it goes without saying; common sense plays a large part with regards effective handling, storage, packaging, preservation and delivery of goods, and all personnel involved must take responsibility for their action.
7.6 Control of measuring and monitoring equipment
All calibration and inspection records for inspection, measuring and test equipment are managed and maintained by the Quality Manager. All measuring and test equipment (unless otherwise identified) adopted by Hyquip is not considered critical to ensure a quality product. Visual inspections and cross checking of apparatus is therefore considered sufficient. Should measuring and test equipment be required that can affect product quality it will be identified and communicated to the relevant person(s); hence, calibration certificates would be required for such items. A Schedule of all measuring and test equipment whether ‘self certified’ or calibrated by others is maintained by the Quality Manager. This is known as the ‘Measuring & Test Equipment Log’. The ‘Measuring & Test Equipment Log’ contains a listing of all inspection, measuring, and test equipment relevant for product realisation. The equipment in question is identified by either a serial number or has been labelled with a part number.
The log refers to the location, maintenance and condition of the test equipment and the last time it was visually checked or calibrated (if required) together with the next recommended calibration date. Cross referencing against other apparatus is ongoing during every test and is therefore not logged. As for visual checks (location and condition) this is also an ongoing process, with the recorded assessments of equipment every three months.
If any of the test equipment is deemed to be in an unsatisfactory condition, it will be either
repaired, or scrapped and replaced, whichever is applicable. This is the responsibility of the Quality Manager.
8.0 Measurement, analysis and improvement 8.1 General Hyquip plans and implements the monitoring, measurement, analysis and improvement
processes as needed.
• To demonstrate conformity of the products and services.
• To ensure conformity of the quality management system.
• To continually improve the effectiveness of the quality management system. These processes are highlighted below.
8.2 Monitoring and Measurement 8.2.1 Customer Satisfaction
As one of the measurements of the performance of the quality management system, we
monitor information relating to customer perception as to whether we have fulfilled customer requirements. The methods for obtaining and using this information include:
• Customer complaints – received on an ad-hoc basis
• Customer satisfaction feedback from questionnaires and at management review meetings
8.2.2 Internal Audit
Our internal audit system ensures that audits verify compliance with planned arrangements and the requirements of ISO 9001:2008. Audit criteria, scope and method defined. Our audit programme is based on status and importance of activities. The internal audit of our quality management system is process related and
• Examines whether the activities are being performed as planned and
• Are the resources available being effectively utilised? Planning the audit
The QA Manager is responsible for ensuring that internal audits are planned, delegated and carried out on a regular basis.
Results, observations and recommendations are discussed and agreed with each person responsible for the area of activity being audited. Subject to agreed changes, those responsible will ensure that action is fulfilled within a mutual time frame. Follow-up audits will verify and confirm the effectiveness of change, corrective and preventative action taken.
Auditors Auditors selected to undertake internal audits are competent employees working under the guidance of the QA Manager. Auditors are responsible for assessing the task, carrying out audits, recording and reporting results, distributing reports and follow up audits as a result of corrective and preventative action.
Observation This is a statement of fact made as part of the auditing process and substantiated by objective evidence.
Non-conformity The non-fulfilment of documented and specified requirements.
The purpose of the internal audits is to provide routine evaluation of our QMS in order to verify that it is meeting the documented and specified requirements. To ensure that agreed corrective and preventative action is taken as a result of previous audits.
The QA Manager and Engineering Manager have been appointed as the lead auditors from September 2005, who will then be able to draw upon a wealth of experience from the MD. The Operations Director has also received external training. Coaching is provided to others appointed to undertake internal auditing on an informal basis.
Audit Programme – A full QMS audit is undertaken to coincide with the external audit.
Audit Dates – It is the auditor’s responsibility to agree mutually convenient times / dates with the person(s) responsible for the area of activity. Auditor Preplanning - The auditor is responsible for making plans prior to the audit in order to carry out the process as efficiently as possible. It is therefore necessary for auditors to familiarise themselves with the QMS procedures, the QA clause, previous audits (internal / external) and to prepare a checklist using our ‘internal audit form’.
Internal audits are carried out to verify that we are meeting documented and specified requirements. This is an informal process and requires presence, searching questions and the collation of evidence. For some clauses it is deemed that desktop auditing is considered acceptable. The activity itself, the QA procedures and clauses and department as a whole are being audited and not individuals. The internal auditor is responsible for making observations not finding fault or providing answers. The auditor will seek answers from others and look to agree an action plan following non-conformity. The person with overall responsibility for the activity being audited is responsible for communicating mutually agreed change to others and ensuring that action is taken within the agreed time frame. In many instances follow-up audits are not required and further action is not necessary. If so this must be noted and the ‘internal audit forms’ completed and issued to the Quality Representative for future reference. As a result of non-conformity, observations, and proposed corrective or preventative action, verification of action taken is necessary. This is in the form of a follow up audit. The auditor responsible must ensure mutually agreed action / change is fulfilled before signing off a completed ‘internal audit form’.
8.2.3 Monitoring and measurement of processes
We have highlighted numerous activities where process performance can be measured, these include:
• Credit analysis
• Delivery performance
• Internal audits
• Management reviews
• Warranty analysis And as in 8.1
• Customer complaints, received on an ad-hoc basis
• Customer satisfaction feedback from questionnaires and management reviews. The above measures are monitored on a monthly basis and are included in the Management Review meetings agenda to discuss and implement change, where necessary using the PDCA (Plan-Do-Check-Act) cycle.
8.2.4 Monitoring and measurement of product
Procedures are established to inspect, test and identify the product, as required by the quality plan, in the form of a check -list. All of the in-process verification stages required for each part, sub-assembly, assembly etc have been identified.
• All ‘In-process’ contracts are issued with a ‘workshop build or installation file’ containing all necessary instructions, drawings and certificates.
• All workshop build contracts (assemblies) are tested (if necessary) and inspected to confirm conformance with requirements.
• In the field the process is more dynamic and upon acceptance by the customer a ‘completion certificate’ is issued.
• All workshop build contracts are tested and inspected by competent personnel to confirm conformance with requirements. A comprehensive ‘works certificate’ is returned and filed in the ‘job file’ once all checks that relevant documentation is included has been made – these include, where applicable – hydraulic schematic, electrical drawing, GA drawing, Fabrication drawing, test sheet, invoice, purchase order, order acknowledgment and document transmittal form.
• In the field the process is more dynamic and upon acceptance by the customer a ‘completion certificate’ is issued. A duplicate copy of this certificate is retained with the ‘job file’.
• No product is released until necessary testing, inspection by competent personnel and customer acceptance (if on site) is acknowledged
With the exception of incoming delivery notes, all test and inspection records are maintained with the ‘job file’.
8.3 Control of non-conforming product
Prevention of unintended use: Documented procedures have been established to ensure that products that do not conform to the required specification are prevented from unintended use. This control provides for identification, documentation, evaluation, segregation (when practical), and disposition of non-conforming product.
Correction / authorising use of non-conforming product All non-conforming products are reviewed by administration so that they can apply the necessary action to correct or replace the product as efficiently as possible. If non-conformity is accepted or products are repaired to satisfy a contract, details are recorded within the ‘job file or small contracts file. If a ‘Certificate of Conformity’ is requested a concession will be documented. Hyquip has incorporated the Certificate of Conformity into its delivery notes. Subject to invoices queries, orders being duplicated, parts incorrectly despatched or not required by the customer, administration will assess the situation before offering a credit note. In the main, a credit note will be issued when the goods are returned or collected and once HYQUIP is satisfied that the goods are still as their original condition. Administration will then decide whether or not to re-stock the goods or return to the original supplier.
Action to preclude use or application: This usually applies to faulty, incorrectly supplied, or goods that have failed under warranty. Administration has the freedom to decide on the best course of action. They may replace the goods prior to or after inspection depending upon the circumstances. Upon receipt of goods, if the equipment is still under warranty, they will be returned to the original supplier. All claims will be dealt with via ‘warranty transaction’. All warranty transactions are dealt with like any other transaction and filed in with the ‘small contracts file’. When required by the contract, the proposed use or repair of non-conforming products shall be reported for concession to the customer. The description of any such correction or adjustment, accepted non-conformity, product repair or service modification shall be recorded. Where it is necessary to repair or re-work product, verification requirements shall be determined and implemented.
Records of non-conformity:
The QA Representative will present an analysis of:
• Credits Requested,
• Credits Issued,
• Warranty Claims
• Supplier Non-conformity
• Customer complaints 8.4 Analysis of data
A procedure for the analysis of applicable data has been established to determine the suitability and effectiveness of the quality management system and for identifying where continual improvements of the effectiveness of the system can be made. Data generated by measuring and monitoring activities and any other relevant sources is collected. Applicable data is analysed to provide information on:
• External Audits
• Internal Audits
• Customer Feedback
• Credit Analysis
• Warranty Claims
• Supplier Non-conformities
• Management Review Meetings
• Delivery Performance
• Customer Complaints
8.5 Improvement 8.5.1 Continual improvement
Hyquip will continually improve the effectiveness of its quality management system through the use of its quality policy, quality objectives, audit results, analysis of data, corrective and preventive actions and management review.
8.5.2 Corrective action Hyquip’s customer feedback and product non-conformity procedures include the investigation of the cause of non-conformity relating to product, process and quality system and the recording of results before corrective action is applied. Customer feedback is received on an ad-hoc basis and included on the agenda at Management Review Meetings’. If the feedback is a complaint and cannot be resolved at source the Operations Director will attempt to resolve the complaint, and if this fails the Managing Director is given the task of resolving the matter as quickly as possible whether justified or not. Customer complaints are highlighted to the QA representative, who will include them for review at Management review meetings. See minutes of meetings for actions taken / responsibilities. The effectiveness of corrective actions are discussed both informally and at Management Review Meetings.
8.5.3 Preventive action
To promote continuous improvement throughout the company, preventative action is essential. Information from sources such as external audit results, internal audits, customer feedback, credit analysis, warranty claims, supplier non-conformities and other information discussed at ‘management review meetings’ is used to detect, analyse and eliminate potential causes of non-conformity. The QA Representative will liaise with the Managing Director or the Operations Director to ensure preventive action. The effectiveness of preventative actions are discussed both informally and at Management Review Meetings.