biopolimeros. procesabilidad yprocesabilidad y … · derivados de celulosa: hidroximetil celulosa,...
TRANSCRIPT

BIOPOLIMEROS.Procesabilidad yProcesabilidad y Casos de estudio.FEBRERO 2011

INDICE
DEFINICIONES
MATERIALES BIODEGRADABLES. Clasificación.
PROCESADO DE BIODEGRADABLES. Extrusión.
CASOS DE ESTUDIO. Desarrollo de biopolimeros para la obtención de envases.

CAPACIDAD PRODUCCIÓN MUNDIAL
Fuente: European BioplasticsFuente: European Bioplastics

DEGRADACIÓN
Degradación plásticos:
Proceso irreversible que conduce a un cambio significativo y permanente en la estructura del material así como pérdida de propiedades y/o fragmentación.p p p y/ g
Mecanismos:
• Fotodegradación por luz natural
• Oxidación por aditivos químicos
• Degradación térmica
• Degradación mecánicaDegradación mecánica
• Biodegradación por microorganismosPOLÍMEROS
BIODEGRADABLES

BIODEGRADABILIDAD
Capacidad intrínseca de un material para ser degradado por la acción natural demicroorganismos (bacterias, hongos, algas), para obtener progresivamente unaestructura más simple. El material se convierte en dióxido de carbono, agua y/oestructura más simple. El material se convierte en dióxido de carbono, agua y/ometano y biomasa.
Descomposición aeróbica (con oxígeno):
CO2 + H2O + Sales minerales + biomasa
Descomposición anaeróbica (sin oxígeno):
CO2 + CH4 + Sales minerales + biomasa
PERIODO DE TIEMPO CORTO

BIODEGRADABILIDAD
Proceso de 2 etapas:
1. Ruptura de cadenasRUPTURA DE CADENAS (1ª etapa)
2. MineralizaciónRUPTURA DE CADENAS (1 etapa)
HIDRÓLISIS OXIDACIÓNHIDRÓLISISAgente: agua
OXIDACIÓNAgente: calor, luz, etc
POLÍMEROS BIODEGRADABLES
POLÍMEROS OXO-BIODEGRADABLES
(polímeros M ti d bi d d ió tradicionales+aditivos)
Mayor tiempo biodegradación (> 1 año)
Menor tiempo de biodegradación (hasta 6 meses)

FACTORES QUE INFLUYEN EN LA BIODEGRADACIÓN
Tamaño molecular y estructura química
Población microbiana y actividad enzimáticay
Condiciones ambientales:
Oscuridad
Humedad
Temperatura
pH
Cantidad de oxígeno disponible
Nutrientes

¿ POR QUÉ BIODEGRADABLES?
Reducción de residuos plásticos tradicionales que necesitan ser incinerados para sueliminación o reciclados para su posterior uso.p p
Menor consumo energético en procesado debido a menores perfiles de temperatura(en general).
Procesables mediante técnicas tradicionales Procesables mediante técnicas tradicionales.
Tendencia al descenso del precio (1.5-3 veces más que derivados del petróleo. Era 5veces más caro hace 10 años).
Reducción de emisión de gases invernaderos (CO2).
Necesidad de guardar recursos fósiles para aplicaciones donde no pueden sersustituidos.
Restructuración de la industria del plástico.

¿ POR QUÉ BIODEGRADABLES?
Día 0 Día 1 Día 2 Día 4
Ejemplo degradación de botella de PLA
Día 6 Día 9 Día 15 Día 30
G. Kate, R. Auras, SP Singh, R. Narayan, Polymer Testing, 26, 1049-1061 (2007)G. Kate, R. Auras, SP Singh, R. Narayan, Polymer Testing, 26, 1049 1061 (2007)

COMPOSTABILIDAD
Compostabilidad:
Propiedad de un material que experimenta degradaciónbiológica durante la formación de compost para producirbiológica durante la formación de compost para producirdióxido de carbono, agua, compuestos inorgánicos y biomasa,a una rapidez consistente con otros materiales compostables,sin residuos distinguibles visualmente ni residuos tóxicossin residuos distinguibles visualmente ni residuos tóxicos.
Compost: materia orgánica (humus) relativamente estable Compost: materia orgánica (humus) relativamente estableresultante de un proceso de descomposición en el que lasbacterias del suelo, mezcladas con la basura y con desperdiciosdegradables, convierten dicha mezcla en fertilizantesdeg adab es, co e te d c a e c a e e t a tesorgánicos.
Un plástico compostable debe ser también biodegradable pero un plástico biodegradable nobiodegradable, pero un plástico biodegradable no
necesita ser compostable.

COMPOSTABILIDADCaracterísticas de materiales compostables según Norma EN 13432:
Caracterización química. Material exento de sustancias tóxicasy peligrosasy peligrosas
Biodegradable en un 90%, en menos de 6 meses (EN 14855).
Desintegración: fragmentación y pérdida de visibilidad en el
Calidad del Compost y Ecotoxicidad. Ausencia de efectos negativos en proceso de
compost final. Tamizado del material después de los 3 meses: el material >2mm deber ser menor del 10% de la masa inicial.
p y g pcompostaje.
Bajos niveles de metales pesados y ausencia de efectos negativos en la calidaddel compost.p
Realización de ensayo de crecimiento de planta (OECD test 208 modificado).No debe haber diferencia con un compost de control tomado como referencia.
Otros parámetros físico químicos que no deben cambiar después de la Otros parámetros físico-químicos que no deben cambiar después de ladegradación: pH, salinidad, volátiles, N, P, Mg, K.

COMPOSTABILIDAD
Características de materiales compostables según Norma EN 13432:

CICLO DE VIDA ÚTILProductos acabados
Recogida residuos orgánicos
ProducciónIntermedios
g
Fabricación.Procesado
Compost
BiodegradaciónMaterias primas renovables
Fotosíntesis
Extracción CO2, H2OBiomasa
Ciclo de vida. Fuente: www.european-bioplastics.org
FotosíntesisProductos agrícolas
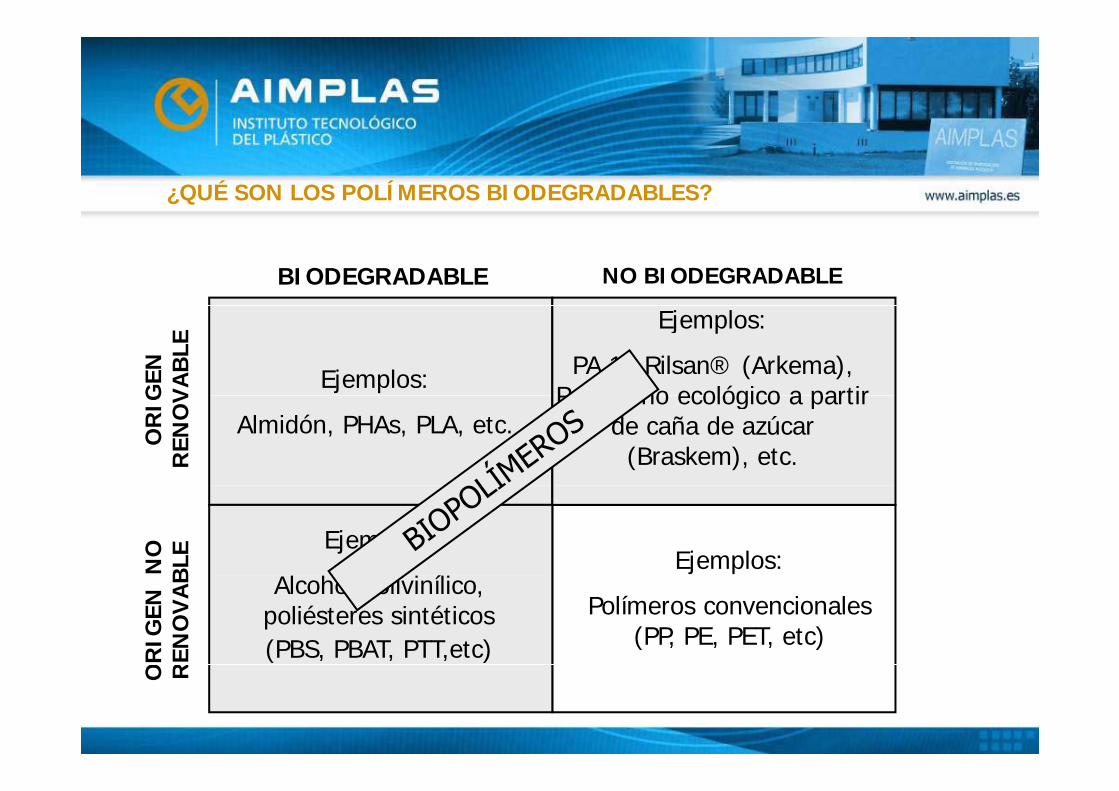
¿QUÉ SON LOS POLÍMEROS BIODEGRADABLES?
BIODEGRADABLE NO BIODEGRADABLE
GEN
V
AB
LE
Ejemplos:
Ejemplos:
PA 11 Rilsan® (Arkema), Polietileno ecológico a partir
OR
IGR
ENO
V
Almidón, PHAs, PLA, etc.Polietileno ecológico a partir
de caña de azúcar (Braskem), etc.
NO
B
LE
Ejemplos:
l h l l ílEjemplos:
OR
IGEN
R
ENO
VA
B Alcohol polivinílico, poliésteres sintéticos (PBS, PBAT, PTT,etc)
Polímeros convencionales (PP, PE, PET, etc)
O R

CLASIFICACIÓN
A) Fuentes Renovables
B) F t blB) Fuentes no renovables

MATERIALES BIODEGRADABLES
FUENTES RENOVABLES
NATURALES(Biomasa)
SÍNTESIS CON MONÓMEROS (Biomasa)
MICROORGANISMOS
PHAs
POLISACÁRIDOS
A i l Pl t
PLAÁcido polilácticoPROTEINAS
PHAsPolihidroxialcanoatos
PHBAlmidón
Celulosa
Animales Plantas
Caseina Zeina
Polihidroxibutirato
PHBV
PGA Ácido
poliglicólico
Quitina y quitosano
Colágeno
Gelatina
Gluten
Soja
Polihidroxibutirato-co-valeriato
Suero

MATERIALES BIODEGRADABLES
FUENTES NO RENOVABLES
SINTÉTICOS(Petróleo)
PVOHPolivinilalcohol
POLIÉSTERES ALIFÁTICOS
POLIÉSTERES AROMÁTICOS
PCLPolicaprolactona
PBATPolibutilen
adipato/tereftalatoPBS, PBSA
Polibutilen succinatoP lib til i t di tPolibutilen succinato adipato

MATERIALES BIODEGRADABLES
En base ALMIDÓN Origen: patata, trigo, maíz, arroz, guisante, etc
Termoplástico amorfo, polar (Tm~115ºC), compostable y biodegradable.
Diferentes grados para extrusión e inyección.
Baja resistencia térmica.
Barrera a gases y aromas. Resistente a grasas
Buena procesabilidad, sensible a la humedad
Buenas propiedades de sellado Buenas propiedades de sellado
Permitido para contacto alimentario
Descomposición: 30-60 días
Aplicaciones: film para envasado, bolsas de compra o basura, film agrícola
Grados comerciales: Mater Bi®, GraceBio®, BioStarch®, BioPlast®, Plantic®, Biotech® …
Con modificación química: mayor resistencia al agua, fuerza de fundido y versatilidad

MATERIALES BIODEGRADABLES
En base CELULOSA
Origen: paredes celulares de plantas Origen: paredes celulares de plantas
Polisacárido lineal de alto peso molecular
Polímero natural más abundante que existe
ó í Celulosa natural tiene mala procesabilidad. Requiere modificación química.
Sin modificar es insoluble en agua, elevada permeabilidad al agua
Aplicaciones: pulpa de papel, fabricación de fibras, filmes y derivados
Derivados de celulosa: hidroximetil celulosa, butirato de celulosa, acetato de celulosa
Buena resistencia a la tensión y al impacto Procesado: extrusión, moldeo por compresión, moldeo por inyección
Grados comerciales: NatureFlex®, Clarifoil®, PortaBio®, Biograde®, …
Procesado: extrusión, moldeo por compresión, moldeo por inyección Fácil degradado durante su procesado

MATERIALES BIODEGRADABLES
QUITOSAN
Procede de exoesqueletos de crustáceos
QUITINA Procede de exoesqueletos de crustáceos
Biopolímero hidrofílico. Soluble en agua
Alto peso molecular. Estructura lineal no ramificada QUITOSAN
Deacetilación
Barrera a gases. Resistente a grasas
Aplicaciones:
COSMÉTICOS hidratante, emulsificante, espesante, formación de películas. Salud: control del colesterol,, , p , p ,liberación de drogas, prótesis dentales, suturas, biomateriales, vendas para los ojos.
AGRICULTURA nematicida, alimentación animal, liberación continua, tratamiento de semillas.
ALIMENTOS clarificación, fibra dietética, remoción de taninos, cromatografía, agentes gelatinizados yespesante, reutilización de proteínas, procesos de desecho.
BIOTECNOLOGÍA inmovilización de enzimas, encapsulamiento, filtro ayuda, inmovilización de células,reutilización de proteínas.
TRATAMIENTO AGUAS procesamiento de alimentos, agua potable, remoción de colorantes, remoción deTRATAMIENTO AGUAS procesamiento de alimentos, agua potable, remoción de colorantes, remoción demetales.

MATERIALES BIODEGRADABLES
PLA (Ácido Poliláctico)
Polimerización ácido láctico (fermentación azúcar maíz) Polimerización ácido láctico (fermentación azúcar, maíz)
Termoplástico polar (amorfos, semicristalinos), compostable y biodegradable.
Requiere secado previo. Degradación por hidrólisis (por agua)
Alta rigidez y fragilidad
Baja temperatura de uso T~55ºC
Buena barrera a gases y aromas Buena barrera a gases y aromas
Temperatura de fusión (~170ºC)
Es transparente y presenta buen acabado superficial.
Buena procesabilidad. Extrusión, inyección y termoconformado

MATERIALES BIODEGRADABLES
PLA (Ácido Poliláctico)
Propiedades entre las de PS y PET Propiedades entre las de PS y PET
Se puede fabricar PLA flexible añadiendoplastificantes
A li i fil d d li t Aplicaciones: film para envasado de alimentos,envase termoconformado, artículos de menaje,botellas, bandejas espumadas.
Grados comerciales: NatureWorks® Hycail® R. Auras, S.P. Singh, J. Singh; J. Testing Grados comerciales: NatureWorks®, Hycail®,Revode®, …
, g , g ; gEvaluation, 34 (6), (2006)
Inconveniente Solución EjemploInconveniente Solución Ejemplo
FRAGILIDAD Plastificantes DOA (dioctiladipato)
BARRERA A O2 Y CO2 Nanocomposites FilosilicatosBARRERA A O2 Y CO2 Nanocomposites Filosilicatos Laminares
MATERIALES BIODEGRADABLES
PGA (Ácido Poliglicólico)
Polimerización de ácido glicólico (origen: caña de azúcar) Polimerización de ácido glicólico (origen: caña de azúcar)
Termoplástico biodegradable
No soluble en la mayoría de disolventes orgánicos, pero sensible a hidrólisis.
ó Problemas de procesado por su alta temperatura de fusión (Tm=225ºC)
Poco tiempo de degradación.
Alta barrera al O2 y CO2
Excelente módulo y resistencia mecánica.
Aplicaciones: suturas biodegradables (mínima toxicidad)
Grados comerciales: Dexon® (suturas biodegradables) Grados comerciales: Dexon® (suturas biodegradables),…

MATERIALES BIODEGRADABLES
PHA´s
Fermentación de azúcar y lípidos por bacterias Fermentación de azúcar y lípidos por bacterias
Termoplásticos o elastómeros (Tm= 40-180ºC)
Barrera a la luz, gases, vapor agua, a la pérdida de aromas y sabores
Muy quebradizo Sensible a degradación térmica Muy quebradizo. Sensible a degradación térmica
Extrusión complicada. Viscosidad muy baja
PHB: termoplástico cristalino, muy frágil
PHBV: más flexible más fácil de procesar PHBV: más flexible, más fácil de procesar
Propiedades mecánicas similares a PP
Propiedades barrera similares a PET
Aplicaciones: contenedores de aceite láminas botellas aplicaciones médicas
Gránulos de PHB en cepa de bacteria
Aplicaciones: contenedores de aceite, láminas, botellas, aplicaciones médicas
Grados comerciales: Enmat®, Biocycle®, Biomer®…

MATERIALES BIODEGRADABLES
PVOH
PVOH es un termoplástico semicristalino PVOH es un termoplástico semicristalino
Biodegradable (en gran variedad de microorganismos)
Es soluble en agua.
í Difícil procesado (sin plastificantes se degrada). Moldeo por casting
Es un excelente barrera a gases
Sellable por calor Incremento solubilidadIncremento flexibilidad
Incremento viscosidadIncremento resistencia tracciónIncremento resistencia al agua
Aplicaciones en envasado, textil,
bolsas, láminas multicapa, etc.
Grados comerciales: Mowiol®
Incremento flexibilidadIncremento sensibilidad aguaIncremento facilidad solvatación
Incremento resistencia al aguaIncremento resistencia solvataciónIncremento resistencia adhesivo
PESO MOLECULAR
% HIDRÓLISIS
AumentandoDisminuyendo
Grados comerciales: Mowiol®,
PVAXX®, Elvanol®,
NICHIGO G-POLYMER
Incremento solubilidadIncremento flexibilidadIncremento sensibilidad aguaIncremento adhesión a superficies hidrofóbicos
Incremento resistencia aguaIncremento resistencia tracciónIncremento resistencia disolventesIncremento adhesión a superficies hidrofílicas
% HIDRÓLISIS
hidrofóbicos

MATERIALES BIODEGRADABLES
PCL
Polímero biodegradable y compostable procedente del petróleo Polímero biodegradable y compostable procedente del petróleo
Termoplástico semicristalino de baja viscosidad (poliéster alifático) Tm=59-64ºC
Flexible, similar LDPE. Baja resistencia térmica
ó Baja procesabilidad debido a baja viscosidad (Tª extrusión 70-80 ºC)
Alta permeabilidad al agua, oxígeno y CO2
Velocidad biodegradación baja (2 años)
Aplicaciones en films y recubrimientos. Mezclas con otros biodegradables para mejorarpropiedades.
Grados comerciales: Tone®, CAPA®, …

MATERIALES BIODEGRADABLES
Otros poliésteres alifáticos (PBS y PBSA)
Termoplástico semicristalino
Diferentes grados, entre LDPE - HDPE.
Resistencia térmica entre 70 - 95 ºC.
Compostable y biodegradable.
Temperatura de extrusión 110 - 140 ºC
Alta flexibilidad y resistencia al impacto Alta flexibilidad y resistencia al impacto
Aplicaciones en lámina, film soplado, monofilamento, soplado de cuerpo hueco…
Gran potencial de sustitución frente al PET, PE, PP y PS
Grados comerciales: Bionolle®, SkyGreen BDP®

MATERIALES BIODEGRADABLES
Poliésteres aromáticos (PBAT)
Termoplástico amorfo compostable y biodegradable Termoplástico amorfo, compostable y biodegradable.
Muy flexible, similar LDPE – LLDPE
Buena estabilidad térmica, hasta 230ºC
Bajas propiedades barrera al agua.
Buena procesabilidad en extrusión de film por soplado.
Aplicaciones en films para envase de alimentos y agricultura.
Grados comerciales: Ecoflex®, Ecovio®, Biopar®, …

PROCESADO DE BIODEGRADABLES
INYECCIÓN EXTRUSIÓN SOPLADO
EXTRUSIÓN LÁMINA
SOPLADO HILADO FIBRAS
TERMOCONFORMADO
Almidón X X X X
Celulosa X X X X
PHB X X X X XX X X X X
PLA X X X X
PBS/PBSA X X X
PCL X X X
PBAT X
PVOH X X X X

PROPIEDADES FISICAS MATERIALES BIODEGRADABLES
Polímero Tª fundido (ºC)
MFR (g/10min)
Densidad(g/cm3)
Resistencia rotura(MPa)
Alarg.Rotura (%)
Tg
(ºC)(MPa)
LDPE 110 2 0.92 35 400 -120
HDPE 130 2 0.95 39 650 -120
PP 164 4 0.90 44 800 5
Almidón 110 – 115 3 – 6 1.27 – 1.61 26 – 35 300 – 900 ----
PHB 155 – 175 5 – 25 1.17 – 1.22 2.5 – 20 10 – 17 0-5
PLA 150 – 195 2 – 10 1.25 59 – 60 3 – 6 40-70
PCL 58 – 60 4 – 30 1.15 26 – 41 600 – 900 -60
PVOH 213 216 4 5 10 5 1 25 1 28 11 46 19 58 85PVOH 213 – 216 4.5 – 10.5 1.25 – 1.28 11 – 46 19 58-85
PBAT 110 – 120 2.7 – 4.9 1.25 – 1.27 36 – 45 560 – 710 -30
PBS 114 – 115 1.5 – 4.5 1.26 35 – 57 50 – 700 -32
PBSA 93 – 95 1.4 – 1.5 1.23 34 – 47 400 – 900 -45
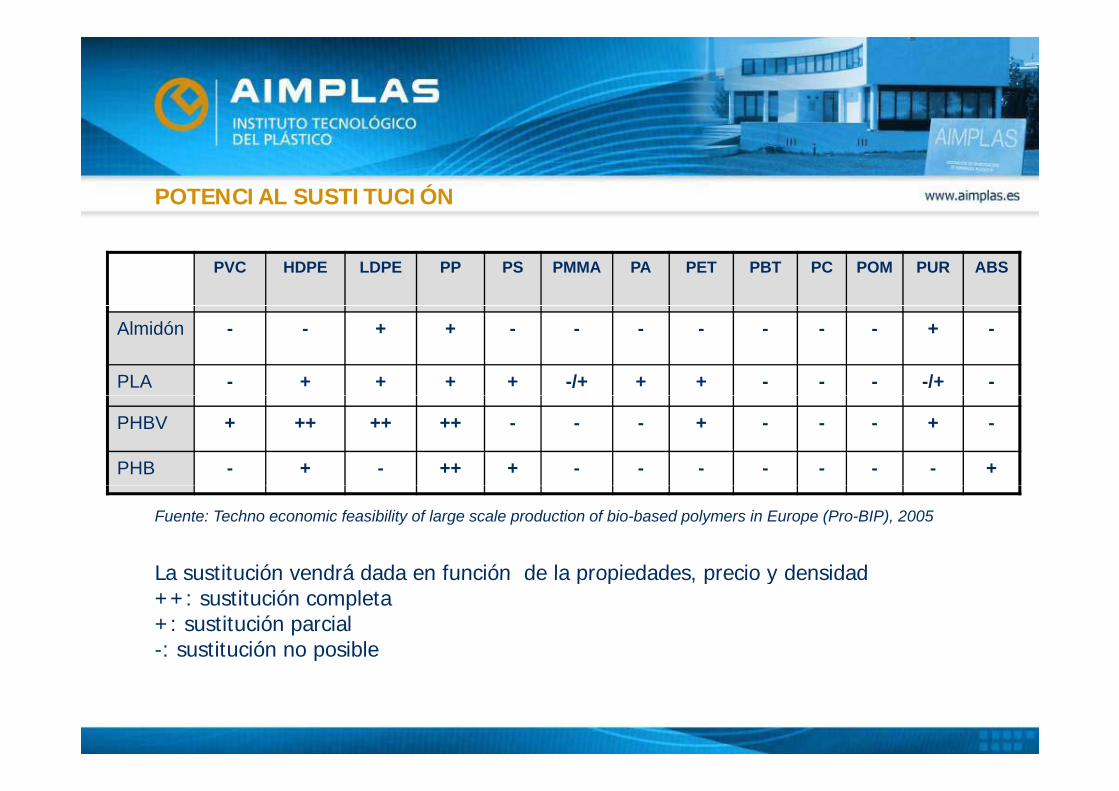
POTENCIAL SUSTITUCIÓN
PVC HDPE LDPE PP PS PMMA PA PET PBT PC POM PUR ABS
Almidón - - + + - - - - - - - + -
PLA - + + + + -/+ + + - - - -/+ -
PHBV + ++ ++ ++ - - - + - - - + -
PHB - + - ++ + - - - - - - - +
La sustitución vendrá dada en función de la propiedades precio y densidad
Fuente: Techno economic feasibility of large scale production of bio-based polymers in Europe (Pro-BIP), 2005
La sustitución vendrá dada en función de la propiedades, precio y densidad++: sustitución completa+: sustitución parcial-: sustitución no posible

MEJORA DE PROPIEDADES
Modificación química del plástico (p.e. funcionalización con grupos anhídrido maleico para mezclas de polímeros).
Mezcla con otros polímeros (reducir costos, mejorar propiedades, aumentar velocidad biodegradación).
l ( l l ) Estructuras multicapa (encapsular o proteger materiales).
Adición de cargas inorgánicas: talco, CaCO3, filosilicatos laminares, fibras, etc (incremento propiedades barrera incremento propiedades mecánicas)(incremento propiedades barrera, incremento propiedades mecánicas).
COMPOSITESCOMPOSITES
NANOCOMPOSITES

MEJORA DE PROPIEDADES
Ejemplos:
PCL+ l idóPCL+almidónPCL+butirato de celulosaPLA+almidón
Mejorar propiedades mecánicas y barrera a agua y gases de envases de alimentos
…
AlmidónPBS Fibras naturales o cargas Mejorar propiedades mecánicas+PBS…
minerales
PLA+PCLPLA+PBSAPLA+PBSAPLA+PEGPLA+PBAT…
Para aumentar flexibilidad y resistencia al impacto del PLA
…

BIODEGRADABLES COMERCIALES
BASADOS EN PRODUCTOS NATURALES
POLÍMERO PRODUCTO FABRICANTE
óAlmidón MATER-BI® Novamont (Italia)
GRACEBIO® Grace Biotech Europe (España)
BIOPLAST® Biotec GmbH & Co.KG. (Alemania)
PLANTIC® Plantic Technologies Ltd. (Australia)
PSM® PSM N th A i (USA)PSM® PSM North America (USA)
BIOSTARCH® Biostarch Technology Pte Ltd. (Australia)
Celulosa NATUREFLEX® Innovia FilmsCelulosa NATUREFLEX® Innovia Films
CLARIFOIL® Clarifoil (Reino Unido)
PORTABIO® API Laminates Limited
BIOGRADE® Fkur Kunststoff GmbH (Alemania)

BIODEGRADABLES COMERCIALES
PRODUCIDOS POR MICROORGANISMOS
POLÍMERO PRODUCTO FABRICANTE
PolihidroxialcanoatosPHA
ENMAT® Tianan Biologic (China)
BIOCYCLE® PHB I d t i l SA (B il)PHB
BIOCYCLE® PHB Industrial SA (Brasil)
MIREL® Metabolix (USA)
BIOPOL® Monsanto-Metabolix (USA)BIOPOL® Monsanto-Metabolix (USA)
NODAX® Meredian-Procter&Gamble (USA)
BIOMER L® Biomer (Alemania)® ( )
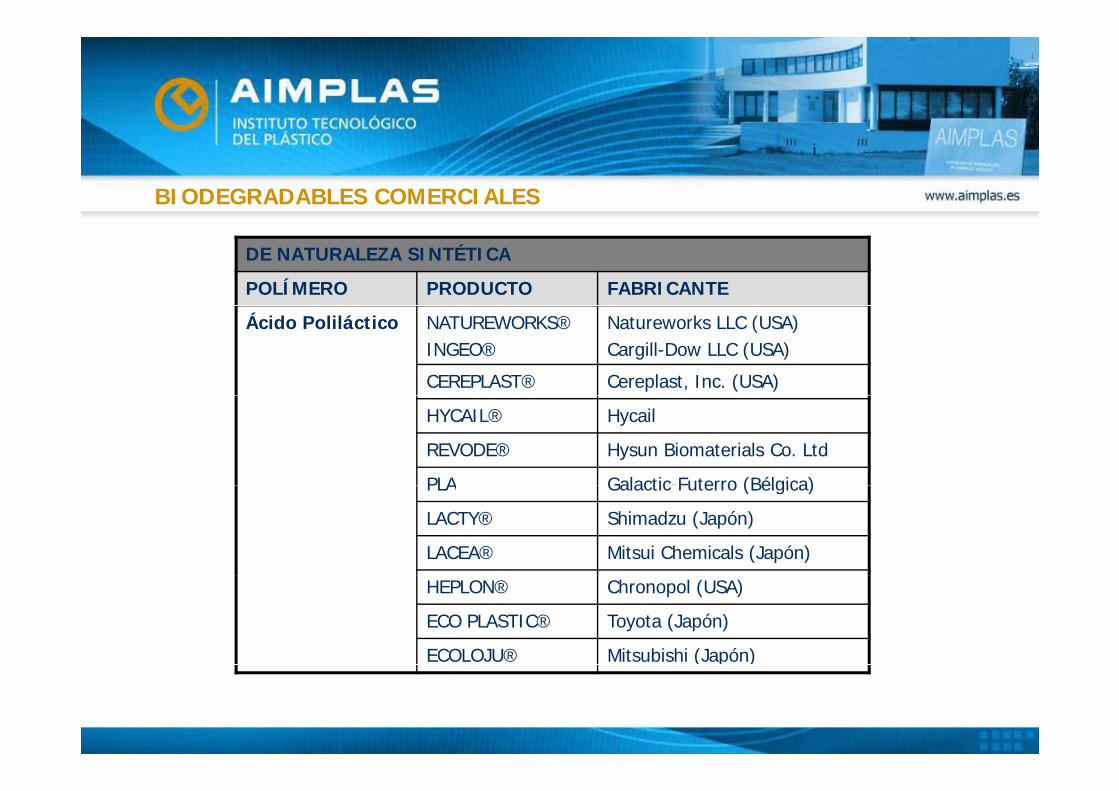
BIODEGRADABLES COMERCIALES
DE NATURALEZA SINTÉTICA
POLÍMERO PRODUCTO FABRICANTE
Ácido Poliláctico NATUREWORKS®INGEO®
Natureworks LLC (USA)Cargill-Dow LLC (USA)
CEREPLAST® Cereplast, Inc. (USA)
HYCAIL® Hycail
REVODE® Hysun Biomaterials Co. Ltd
PLA Galactic-Futerro (Bélgica)PLA Galactic Futerro (Bélgica)
LACTY® Shimadzu (Japón)
LACEA® Mitsui Chemicals (Japón)
HEPLON® Chronopol (USA)
ECO PLASTIC® Toyota (Japón)
ECOLOJU® Mitsubishi (Japón)( p )

BIODEGRADABLES COMERCIALES
ÉDE NATURALEZA SINTÉTICA
POLÍMERO PRODUCTO FABRICANTE
Policaprolactona TONE® Union Carbide Corporation (USA)
CAPA® Solvay (Bélgica)
CELGREEN® Daicel (Japón)
PVAXX® Reliance Industries
Polivinil Alcohol NICHIGO G-POLYMER Nippon Goshei
ELVANOL® DuPont
Polibutilen succinato
BIONOLLE® Showa Highpolymer Co (Japón)succinato
/succinato adipato
Co.(Japón)
SKY GREEN BDP® SK Polymers (Korea)
Polibutilen di
ECOFLEX® BASF (Alemania)adipato teleftalato (PBAT)
ECOVIO® BASF (Alemania)
BIOPAR Biopolymer Technologies AG
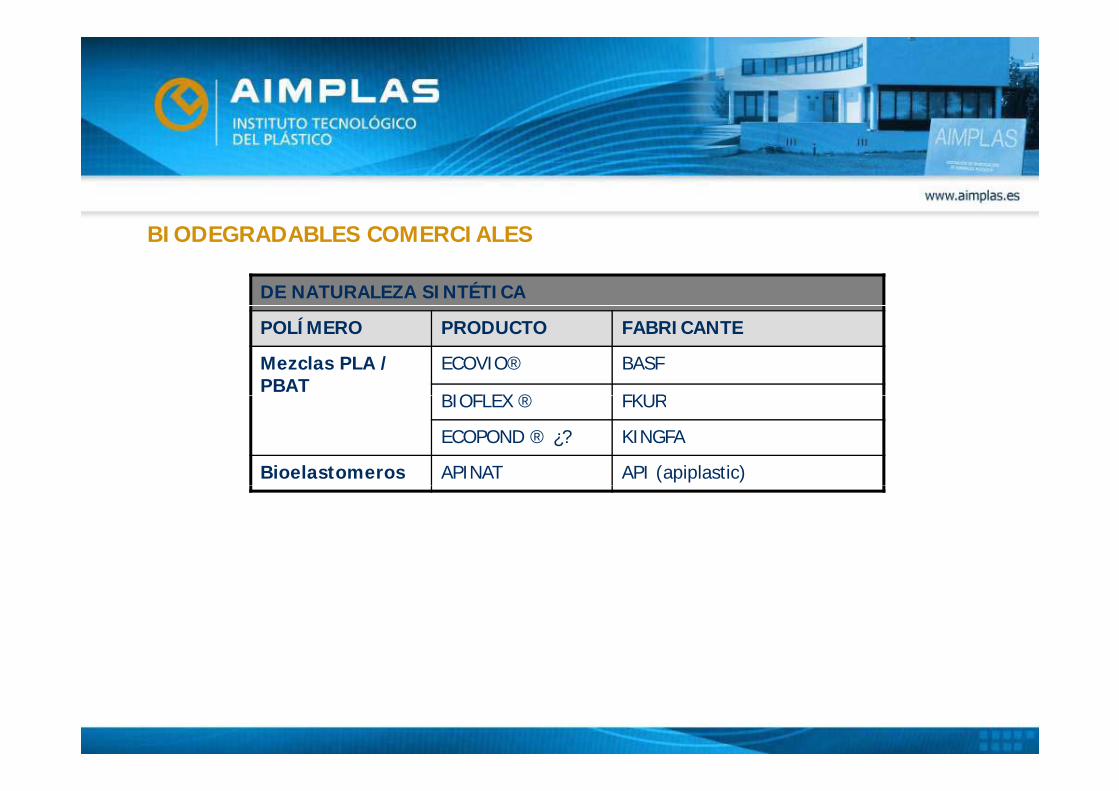
BIODEGRADABLES COMERCIALES
DE NATURALEZA SINTÉTICA
POLÍMERO PRODUCTO FABRICANTE
Mezclas PLA / PBAT
ECOVIO® BASF
BIOFLEX ® FKURBIOFLEX ® FKUR
ECOPOND ® ¿? KINGFA
Bioelastomeros APINAT API (apiplastic)

PROCESOS DE TRANSFORMACIÓNPROCESOS DE TRANSFORMACIÓN

PROCESOS DE TRANSFORMACIÓN. EXTRUSION
DEFINICIÓN:
Mediante el proceso de extrusión se obtiene una sección transversal constantepde longitud ilimitada, para lo que se obliga a pasar el material plástico fundido através de una boquilla con la forma de la sección que se desee obtener y bajounas condiciones controladas de presión y temperatura.

PROCESOS DE TRANSFORMACIÓN. EXTRUSION
HUSILLO:
Parte mas importante del proceso de extrusión junto con la boquilla y constade las siguientes partes:
Anchura del fileteProfundidad
del canalDiámetroexterior
Paso de rosca
Angulo de hélice
Alimentación
Diámetro interior
Compresión Dosificación
L it d d l h illA l j
El husillo se divide en tres zonas:- De alimentación: donde compacta el material y su función principal es el
Longitud del husilloAnclaje
transporte.- De compresión: donde se garantiza la homogeneización del fundido y su
plastificación.De dosificación: donde se garantiza la alimentación uniforme de la boquilla- De dosificación: donde se garantiza la alimentación uniforme de la boquilla.

PROCESOS DE TRANSFORMACIÓN. EXTRUSION
HUSILLO:
El husillo se divide en tres zonas:
Z d li t ió Zona de alimentación- Transportar del material sólido desde la tolva a la zona de transición.- Calentamiento del material por calefactores externos. - Compactar el material y permitir al aire atrapado salir por la tolva- Compactar el material y permitir al aire atrapado salir por la tolva.
Zona de transición- Fundido del material (mezcla de material sólido y fundido).- Calentamiento tanto por calor externo como por fricción.p p- Compresión del material.- Mezclado y homogeneización del material.
Zona de dosificaciónó ó- Dosificación del material a presión, velocidad y temperatura constantes.
- Calentamiento por fricción.- Mezclado y homogeneizado.

PROCESOS DE TRANSFORMACIÓN. EXTRUSION
SELECCIÓN DE HUSILLO:
Husillo para poliamida o materiales con estas características:p p
Zona de alimentación
Zona de dosificación
- Altos puntos de fusión.- Puntos de fusión agudosPuntos de fusión agudos.- Un gran cambio de volumen al pasar del estado sólido al fundido.- Viscosidad del fluido baja (el material fluye rápidamente).
Por estas razones el husillo para estos materiales deberá tener:Por estas razones el husillo para estos materiales deberá tener:
- Una zona de alimentación muy larga.- Una zona de transición muy corta debido a la fundición instantánea.- Una relación de compresión de 6 : 1Una relación de compresión de 6 : 1.- La profundidad de los filetes será pequeña en la zona de dosificación.
PROCESOS DE TRANSFORMACIÓN. EXTRUSION
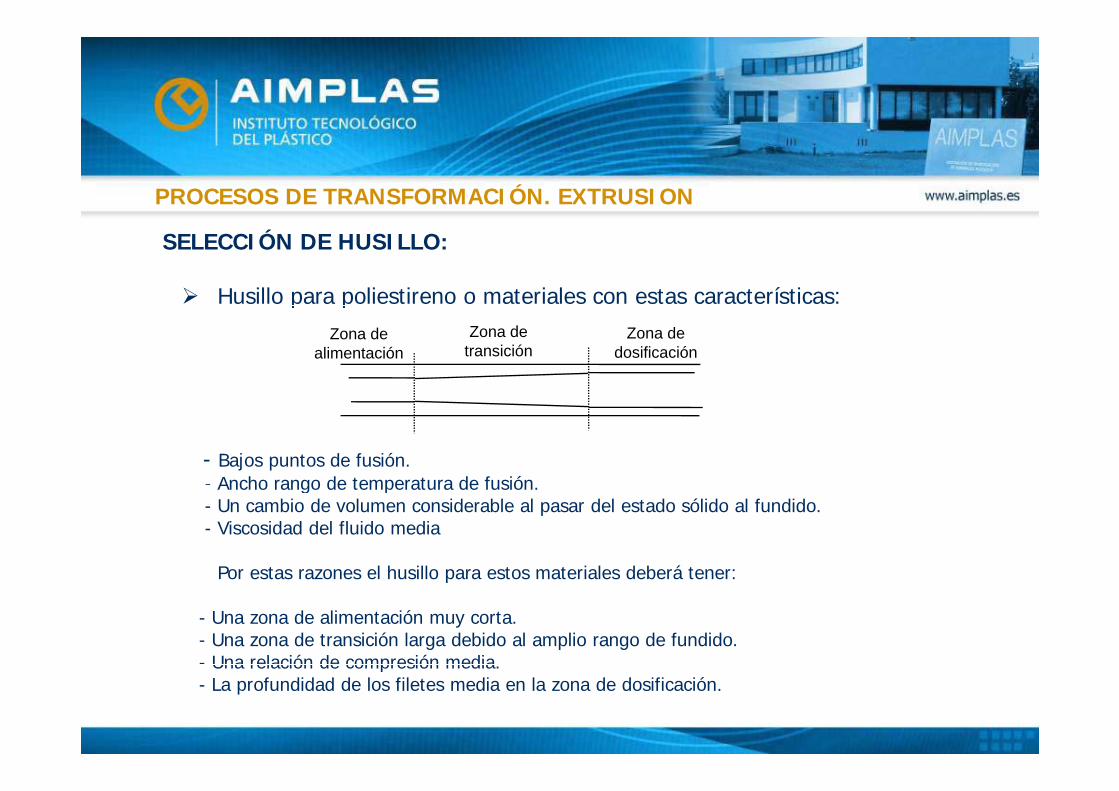
SELECCIÓN DE HUSILLO:
Husillo para poliestireno o materiales con estas características:p p
Zona de alimentación
Zona de dosificación
Zona de transición
- Bajos puntos de fusión.- Ancho rango de temperatura de fusiónAncho rango de temperatura de fusión. - Un cambio de volumen considerable al pasar del estado sólido al fundido.- Viscosidad del fluido media
Por estas razones el husillo para estos materiales deberá tener:Por estas razones el husillo para estos materiales deberá tener:
- Una zona de alimentación muy corta.- Una zona de transición larga debido al amplio rango de fundido. - Una relación de compresión mediaUna relación de compresión media.- La profundidad de los filetes media en la zona de dosificación.

PROCESOS DE TRANSFORMACIÓN. EXTRUSION
SELECCIÓN DE HUSILLO:
Relación de compresión, este parámetro se rige por el cambio volumétricop , p g pque sufre el material al pasar del estado sólido al estado fundido.
1: 2,75
La relación de compresión se consigue de 2 formas, paso de rosca constante y paso de rosca variable.co sta te y paso de osca a ab e

PROCESOS DE TRANSFORMACIÓN. EXTRUSION
CONTROL DE PROCESO:
Control de temperaturap
Temperaturap
Boquilla
Zona alimentación
Zona Transición Zona
dosificación
Velocidad de procesado.Longitud de la extrusora

PROCESOS DE TRANSFORMACIÓN. EXTRUSION
CONTROL DE PROCESO:
Producción: El flujo total Qs = Qd - Qp – Ql;
Qs = A * N - (B * Ps ) /
La constante A = ( / 2) * D * W * H * cos

PROCESOS DE TRANSFORMACIÓN. EXTRUSION
CONTROL DE PROCESO:
Los parámetros que interesa tener muy controlados, ya que cualquier variación á bi i ifi ti l d tiprovocará cambios significativos en el proceso productivo, son :
velocidad del husillo : controla la velocidad de producción de la extrusoraextrusora. par motor : controla el funcionamiento del motor y la viscosidad del material. perfil de temperaturas p p
Además, se estudiará la dosificación y la relación entre el cabezal y el husillo, para obtener la producción máxima.

PROCESOS DE TRANSFORMACIÓN. EXTRUSION
CONTROL DE PROCESO:

CASOS DE ESTUDIOCASOS DE ESTUDIO

CASOS DE ESTUDIO
STARCHLAYER: Desarrollo de láminas coextruidas facilmente reciclables al
utilizar un material biodegradable (de fuente renovable) en la capa interna.
(2002-2004).
Financiación: CRAFT“Fondo Social Europeo. 6º Programa Marco”.

CASOS DE ESTUDIO
STARCHLAYER
El objetivo fue desarrollar un material 100 % biodegradable y soluble en agua
que permitiera la posterior separación de los diferentes polímeros que componen
una estructura multicapa.
PE / BIOPOLIMERO/PSPE / BIOPOLIMERO/PS
1. Aumentando la efectividad económica del producto al reducir el desperdicio (recortes) ó óen el proceso de termoconformado al permitir su reutilización mediante la separación
de las capas.
2 Reemplazando los polímeros caros como el EVOH por nuevos materiales y2. Reemplazando los polímeros caros como el EVOH por nuevos materiales y manteniendo las propiedades barrera.

CASOS DE ESTUDIO
STARCHLAYER
Para ello:1 D ll BIOPOLIMERO i d d b1. Desarrolla un BIOPOLIMERO con propiedades barrera.2. Optimiza los proceso de transformación mediante coextrusión. 3. Termoconformado.4 Validación del producto4. Validación del producto.5. Pruebas de delaminado.6. Estudio de reciclabilidad.

CASOS DE ESTUDIO
LAFIBI: Desarrollo y optimización de “Composites” biodegradables adecuados
para procesos de termoconformado. (2003-2005).
A partir de biopolimeros y fibras naturales.
Financiación: PROFIT“Acción Horizontal de Apoyo a Centros Tecnológicos”.Acción Horizontal de Apoyo a Centros Tecnológicos .

PROYECTOS CON BIODEGRADABLES
LAFIBI
El objetivo es desarrollar un nuevo compuesto 100 % biodegradable con lascaracterísticas apropiadas para fabricar envases termoconformados semicaracterísticas apropiadas para fabricar envases termoconformados semi-rígidos.
1. Aumentando la densidad aparente de la fibra mediante un proceso de peletización. p p p
2. Obtener compuestos de materiales biodegradables en base almidón + 10 % de dif i d fib l i d (li l dó k f)diferentes tipos de fibra peletizada (lino, algodón y kenaf)

CASOS DE ESTUDIO
LAFIBI
3. Obtener láminas con los compuestos desarrollados utilizando un equipamiento convencional. p q p4. Termoconformar las diferentes lámina obtenidas.
Lino
Kenaf
Algodón

CASOS DE ESTUDIO
PICUS: Desarrollo de fibras de material plástico 100 % biodegradable y
compostable para la fabricación de tutores de cultivo y de mallas para envases de
íproductos agrícolas. (2004 – 2007)
Financiación: CRAFT“Fondo Social Europeo. 6º Programa Marco”.p g

CASOS DE ESTUDIO
PICUS
Obtención de tutor:
P d Hil d d dProceso de Hilado de cuerda
[Extrusion-Stretch-Fibrillation-Twist-Winder]
Obtención de malla:
P d Hil d F ióProceso de Hilado por Fusión [Extrusion-Melt-Spinning]

CASOS DE ESTUDIO
PICUS
Compostabilidad
Biodegradation curve for PICUS materials
80
90
40
50
60
70
80
grad
atio
n [%
]
0
10
20
30
0 10 20 30 40 50 60 70 80 90 100
Bio
de
0 10 20 30 40 50 60 70 80 90 100
Time [days]
PLA Bionolle Bio65PLA35_P Bio90PLA10
CASOS DE ESTUDIOMODPLA: Modificación de las propiedades físicas del PLA para el desarrollo de film
flexible para contacto con alimentos.(2005 – 2008).
Dos partes:Dos partes:- Optimización de propiedades físico-mecánicas, formulación, procesado, etc.
Optimización de propiedades barrera mediante la incorporación de nanocargas- Optimización de propiedades barrera mediante la incorporación de nanocargas.
Financiación: IMPIVA“Programa de cooperación tecnológica entre centros de investigación y tecnología”Actuación 1: Proyectos de I+D+ i en cooperación propia”.

CASOS DE ESTUDIO
MODPLA
30
2020
ensi
ón e
n M
Pa
10Te
0 200 400 6000
Alargamiento en %

CASOS DE ESTUDIO
NATAL: Desarrollo de envases activos con aditivos naturales obtenidos de
residuos agroindustriales. (2009 – 2011).
Utilización de residuos agroindustriales como aditivos naturales
Financiación:Financiación:“Consorciados CC.TT”.

CASOS DE ESTUDIO
NATAL
Obtención de envases activos flexibles barrera con efecto antimicrobiano y/oObtención de envases activos flexibles barrera, con efecto antimicrobiano y/oantioxidante, a partir de aditivos naturales obtenidos de residuos agroindustrialesque sean aplicables en un amplio rango de alimentos y procesos deconservación, alargando así su vida útil.co se ac ó , a a ga do as su da út
Mejora de la funcionalidad de los envases alimentarios mediante eldesarrollo de envases activos.desarrollo de envases activos.
Desarrollo de envases activos mediante el empleo de aditivos naturales(extractos de cebolla, ajo, uva, vino, aceitunas, …)
Optimización de las condiciones de procesado para evitar la degradación deOptimización de las condiciones de procesado para evitar la degradación delos aditivos activos naturales .

CASOS DE ESTUDIO
ECOALIM: Desarrollo de ESTRUCTURAS biodegradables de alta barrera para la
obtención de nuevos envases alimentarios. (2010-2011).
O2CO2 2
N2
2
H2O
Fi i ió Mi i i d I d i T i C iFinanciación: Ministerio de Industria, Turismo y Comercio“Convocatoria CONSORCIO – Centros Tecnológicos”.

CASOS DE ESTUDIOECOALIM
El objetivo del presente proyecto es: La selección de materiales de bajo impacto biodegradables y compostables,La selección de materiales de bajo impacto biodegradables y compostables,
con propiedades barrera similares las de los materiales convencionalesutilizados en la actualidad.
La adecuación del ciclo de vida del envase vs. producto envasadop La optimización del final de la vida útil del envase.

CASOS DE ESTUDIO
BIOPOLI: Estudio y mejora de las propiedades de impresión sobre polímeros
biodegradables comerciales que son adecuados para la obtención de bolsa de un
solo uso. (2010-2011).
Financiación:IMPIVA“Programa de I+D para Institutos Tecnológicos
Actuación 1: Proyectos de I+D propia”Actuación 1: Proyectos de I+D propia .

CASOS DE ESTUDIO
BIOPOLI
El objetivo del presente proyecto esEl objetivo del presente proyecto es Orientar a los impresores en el empleo de
materiales biodegradables .
Mejorar las características técnicas de dichosmateriales para adecuarlos a los requisitos delos procesos y los productos gráficoslos procesos y los productos gráficos.

CASOS DE ESTUDIO
BIO P FARM: Envases biodegradables de baja capacidad obtenidos por
extrusión soplado de Cuerpo Hueco. (2011-2012).
Financiación: CDTI“Interempresas nacional”.

CASOS DE ESTUDIO
BIO P FARM
Estudio y modificación de diferentes grados de materiales biodegradablessusceptibles de ser utilizados en extrusión soplado de cuerpo hueco para lasusceptibles de ser utilizados en extrusión soplado de cuerpo hueco para laobtención de envases de baja capacidad 150 – 200 ml para su aplicación enproductos de para-farmacia: cremas, geles , champús, colutorios, …
MUCHAS GRACIASMUCHAS GRACIAS