bahan teknik baja
DESCRIPTION
123TRANSCRIPT
MAKALAH
PENGETAHUAN BAHAN TEKNIK
BAJA (STELL)
Disusun Oleh:
Kelompok 3
Dina Safitri (061440410793)
Tri Lestari (061440410811)
Jurusan Teknik Kimia
Program Studi Teknik Energi
Politeknik Negeri Sriwijaya
2015
0
DAFTAR ISI
Daftar Isi ................................................................................................................... 1
A. Pengertian .......................................................................................................... 2
B. Kandungan Atom Atau Unsur Kimia ............................................................... 2
C. Bentuk Struktur Mikro ....................................................................................... 2
D. Cara Pembuatan Baja .......................................................................................... 4
E. Baja Karbon Rendah Bentuk Pelat ..................................................................... 7
F. Baja Pelat Yang Dirol Panas Dan Baja Kekuatan Tinggi ................................... 7
G. Penggunaan Baja ................................................................................................. 11
H. Baja Yang Mempunyai Kekerasan Tinggi .......................................................... 11
I. Baja Kekuatan Sangat Tinggi .............................................................................. 13
Daftar Pustaka ............................................................................................................ 15
1
A. PENGERTIAN
Baja dikatakan padu jika kompesisi unsur-unsur paduannya secara khusus, bukan baja karbon biasa yang terdiri dari unsur silisium dan mangan. Baja paduan semakin banyak digunakan.Unsur yang paling banyak digunakan untuk baja paduan, yaitu: Cr,Mn, Si, Ni, W, Mo, Ti, Al, Cu, Nb dan Zr.
Penambahan unsur-unsur lain dalam baja karbon dapat dilakukan dengan satu atau lebih unsur, tergantung dari karakteristik atau sifat khusus yang dikehendaki. Baja ini memiliki lebih kekuatan, kekerasan, kekerasan panas, memakai perlawanan, kemampukerasan, atau ketangguhan dibandingkan dengan baja karbon.
B. KANDUNGAN ATOM ATAU UNSUR KIMIA
Unsur paduan ditambahkan untuk mencapai sifat tertentu dalam materi. Sebagai pedoman, unsur paduan ditambahkan dalam persentase lebih rendah (kurang dari 5%) untuk meningkatkan kekuatan atau kekerasan, atau dalam persentase yang lebih besar (lebih dari 5%) untuk mencapai sifat-sifat khusus, seperti ketahanan korosi atau suhu ekstrim stabilitas.
Mangan(Mg), silicon(Si), atau aluminium(Al) ditambahkan selama pembuatan baja proses untuk menghilangkan oksigen terlarut dari lelehan. Mangan, silikon, nikel, dan tembaga ditambahkan untuk meningkatkan kekuatan dengan membentuk larutan padat di ferit. Kromium, vanadium, molibdenum, dan tungsten meningkatkan kekuatan dengan membentuk fase kedua-karbida. Nikel dan tembaga meningkatkan ketahanan korosi dalam jumlah kecil. Molibdenum membantu untuk melawan embrittlement. Zirconium, cerium, dan kalsium meningkatkan ketangguhan dengan mengendalikan bentuk inklusi. Mangan sulfida, timbal, bismut, selenium, dan telurium-mesin meningkat.
Elemen paduan cenderung yang baik untuk membentuk senyawa atau karbida. Nikel sangat larut dalam ferit, sehingga membentuk senyawa, biasanya Ni 3 Al. Aluminium larut dalam ferit dan membentuk senyawa Al 2 O 3 dan AlN. Silikon juga sangat larut dan biasanya membentuk senyawa SiO 2 • M x O y. Mangan kebanyakan larut dalam membentuk senyawa ferit Mns, MnO • SiO 2, tetapi juga akan membentuk karbida dalam bentuk (Fe, Mn) 3 C. Bentuk kromium partisi antara fasa ferit dan karbida di baja, membentuk (Fe, Cr 3) C, Cr 7 C 3,
dan Cr 23 C 6. Jenis bentuk kromium karbida yang tergantung pada jumlah karbon dan jenis-jenis elemen paduan hadir. Tungsten dan molibdenum membentuk karbida jika ada karbon yang cukup dan tidak adanya unsur-unsur pembentuk karbida kuat (yaitu titanium & niobium), mereka membentuk karbida Mo 2 C dan W 2 C, masing-masing. Vanadium, titanium, dan niobium karbida unsur-unsur kuat yang membentuk karbida V 3 C 3, TiC, dan NIC satu demi satu.
Unsur paduan juga memiliki mempengaruhi pada suhu eutektoid baja. Mangan dan nikel eutektoid menurunkan suhu dan dikenal sebagai unsur menstabilkan austenit. Cukup dengan elemen-elemen ini pada struktur austenitik dapat diperoleh pada suhu kamar. Elemen pembentukan karbida eutektoid menaikkan suhu; elemen ini dikenal sebagai unsur menstabilkan ferit.
C. BENTUK STRUKTUR MIKRO
Baja secara umum memiliki struktur mikro berupa ferit, dan pearlite. Ada beberapa perbedaan struktur mikro yang disebabkan oleh konsentrasi karbon pasa masing masing campuran, Fasa-fasa padat yang ada didalam baja :
2
a. Ferit (alpha) : merupakan sel satuan (susunan atom-atom yang paling kecil dan teratur) berupa Body Centered Cubic (BCC= kubus pusat badan), Ferit ini mempunyai sifat magnetis, agak ulet, dan agak kuat.
b. Autenit : merupakan sel satuan yang berupa Face Centered Cubic (FCC = kubus pusat muka), Austenit ini mempunyai sifat Non magnetis, dan ulet.
c. Sementid (besi karbida) : merupakan sel satuan yang berupa orthorombik, Sementid ini mempunyai sifat keras dan getas.
d. Perlit : merupakan campuran fasa ferit dan sementid sehingga mempunyai sifat kuat.e. Delta : merupakan sel satuan yang berupa Body Centered Cubic (BCC=kubus pusat badan)
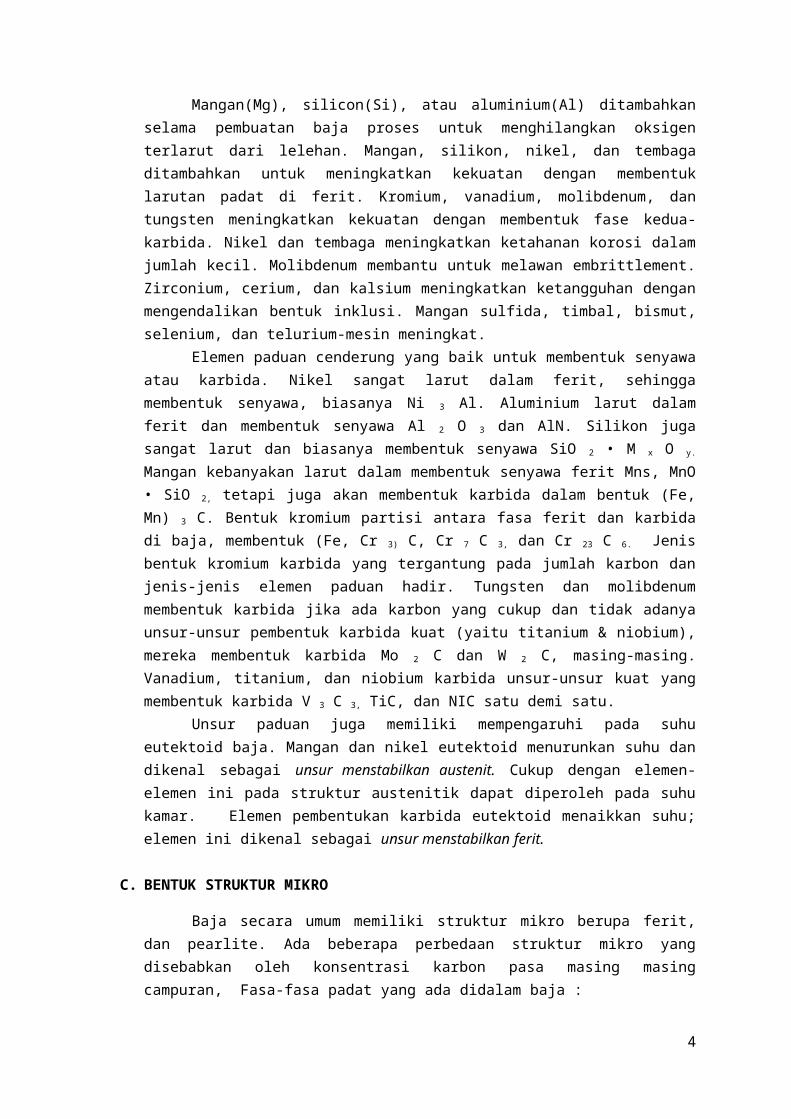
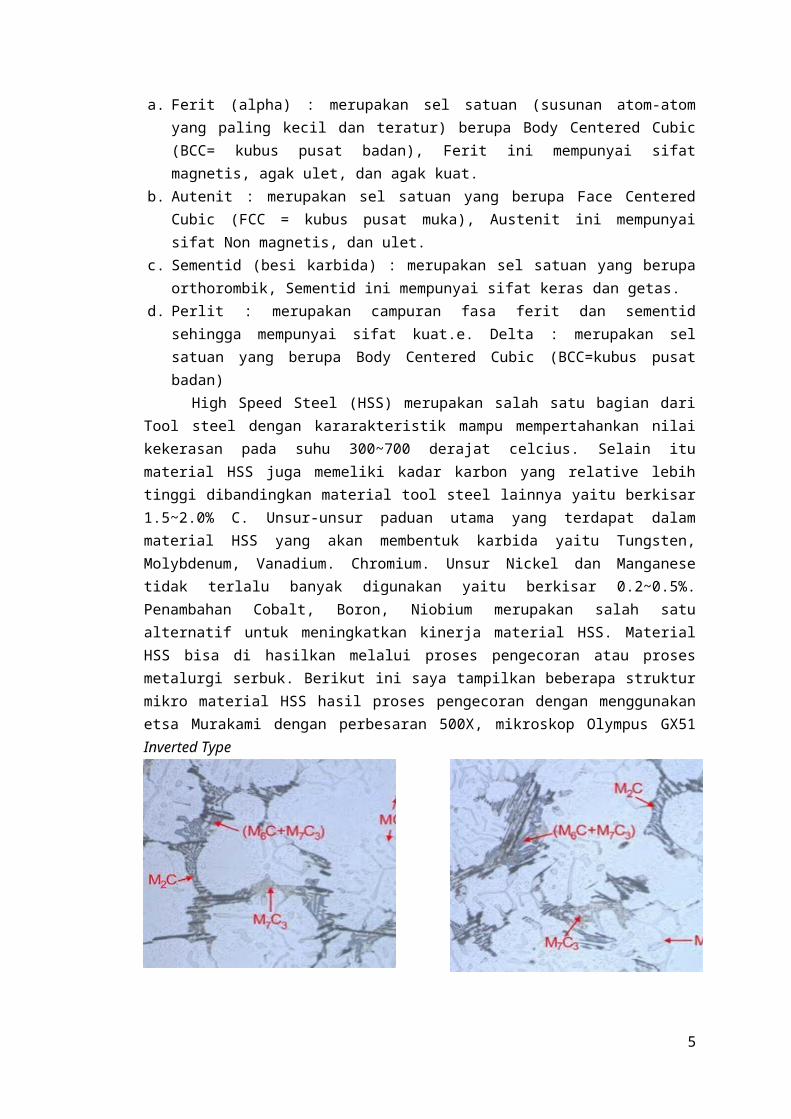
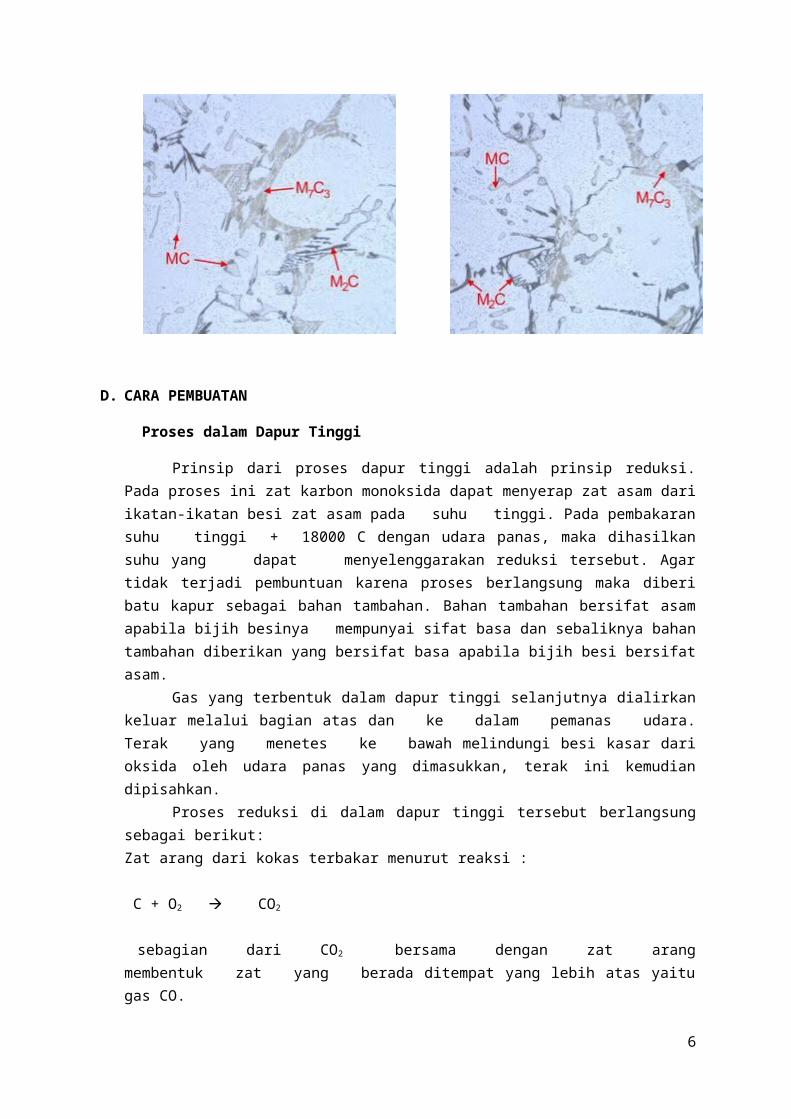
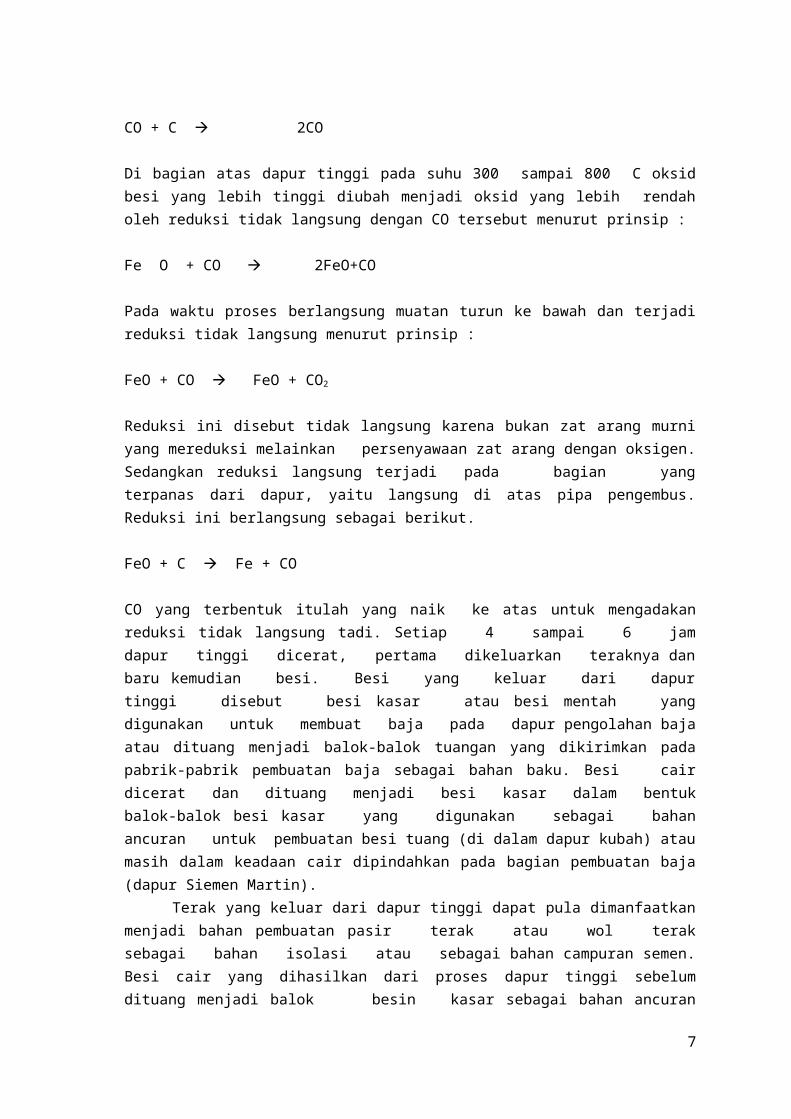
High Speed Steel (HSS) merupakan salah satu bagian dari Tool steel dengan kararakteristik mampu mempertahankan nilai kekerasan pada suhu 300~700 derajat celcius. Selain itu material HSS juga memeliki kadar karbon yang relative lebih tinggi dibandingkan material tool steel lainnya yaitu berkisar 1.5~2.0% C. Unsur-unsur paduan utama yang terdapat dalam material HSS yang akan membentuk karbida yaitu Tungsten, Molybdenum, Vanadium. Chromium. Unsur Nickel dan Manganese tidak terlalu banyak digunakan yaitu berkisar 0.2~0.5%. Penambahan Cobalt, Boron, Niobium merupakan salah satu alternatif untuk meningkatkan kinerja material HSS. Material HSS bisa di hasilkan melalui proses pengecoran atau proses metalurgi serbuk. Berikut ini saya tampilkan beberapa struktur mikro material HSS hasil proses pengecoran dengan menggunakan etsa Murakami dengan perbesaran 500X, mikroskop Olympus GX51 Inverted Type
3
D. CARA PEMBUATAN
Proses dalam Dapur Tinggi
Prinsip dari proses dapur tinggi adalah prinsip reduksi. Pada proses ini zat karbon monoksida dapat menyerap zat asam dari ikatan-ikatan besi zat asam pada suhu tinggi. Pada pembakaran suhu tinggi + 18000 C dengan udara panas, maka dihasilkan suhu yang dapat menyelenggarakan reduksi tersebut. Agar tidak terjadi pembuntuan karena proses berlangsung maka diberi batu kapur sebagai bahan tambahan. Bahan tambahan bersifat asam apabila bijih besinya mempunyai sifat basa dan sebaliknya bahan tambahan diberikan yang bersifat basa apabila bijih besi bersifat asam.
Gas yang terbentuk dalam dapur tinggi selanjutnya dialirkan keluar melalui bagian atas dan ke dalam pemanas udara. Terak yang menetes ke bawah melindungi besi kasar dari oksida oleh udara panas yang dimasukkan, terak ini kemudian dipisahkan.
Proses reduksi di dalam dapur tinggi tersebut berlangsung sebagai berikut: Zat arang dari kokas terbakar menurut reaksi :
C + O2 CO2
sebagian dari CO2 bersama dengan zat arang membentuk zat yang berada ditempat yang lebih atas yaitu gas CO.
CO + C 2CO Di bagian atas dapur tinggi pada suhu 300 sampai 800 C oksid besi yang lebih tinggi diubah menjadi oksid yang lebih rendah oleh reduksi tidak langsung dengan CO tersebut menurut prinsip :
Fe O + CO 2FeO+CO
Pada waktu proses berlangsung muatan turun ke bawah dan terjadi reduksi tidak langsung menurut prinsip :
FeO + CO FeO + CO2
Reduksi ini disebut tidak langsung karena bukan zat arang murni yang mereduksi melainkan persenyawaan zat arang dengan oksigen. Sedangkan reduksi langsung terjadi pada bagian yang terpanas dari dapur, yaitu langsung di atas pipa pengembus. Reduksi ini berlangsung sebagai berikut.
FeO + C Fe + CO
CO yang terbentuk itulah yang naik ke atas untuk mengadakan reduksi tidak langsung tadi. Setiap 4 sampai 6 jam dapur tinggi dicerat, pertama dikeluarkan teraknya dan baru kemudian besi. Besi yang keluar dari dapur tinggi disebut besi kasar atau besi mentah yang digunakan untuk membuat baja pada dapur pengolahan baja atau dituang menjadi balok-balok tuangan yang dikirimkan pada pabrik-pabrik pembuatan baja sebagai bahan baku. Besi cair dicerat dan dituang menjadi besi kasar dalam bentuk balok-balok besi
4
kasar yang digunakan sebagai bahan ancuran untuk pembuatan besi tuang (di dalam dapur kubah) atau masih dalam keadaan cair dipindahkan pada bagian pembuatan baja (dapur Siemen Martin).
Terak yang keluar dari dapur tinggi dapat pula dimanfaatkan menjadi bahan pembuatan pasir terak atau wol terak sebagai bahan isolasi atau sebagai bahan campuran semen. Besi cair yang dihasilkan dari proses dapur tinggi sebelum dituang menjadi balok besin kasar sebagai bahan ancuran dipabrik penuangan, perlu dicampur dahulu didalam bak pencampur agar kualitas dan susunannya seragam. Dalam bak pencampur dikumpulkan besi kasar cair dari bermacam-macam dapur tinggi yang ada untuk mendapatkan besi kasar cair yang sama dan merata. Untuk menghasilkan besi kasar yang sedikit mengandung belerang didalam bak pencampur tersebut dipanaskan lagi menggunakan gas dapur tinggi.
Proses Peleburan Baja
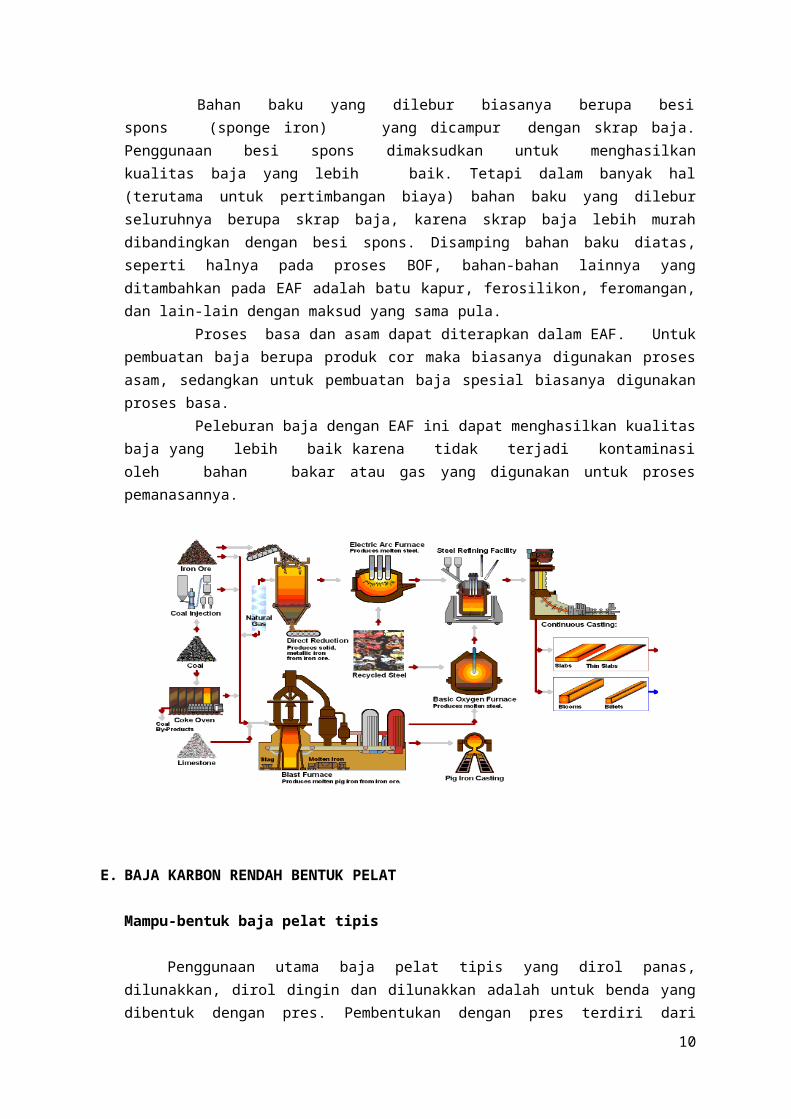
Pada gambar 3 dan 4 ditunjukkan proses peleburan baja dengan menggunakan bahan baku berupa besi kasar (pig iron) atau berupa besi spons (sponge iron). Disamping itu bahan baku lainnya yang biasanya digunakan adalah skrap baja dan bahan-bahan penambah seperti ingot ferosilikon, feromangan dan batu kapur. Proses peleburan dapat dilakukan pada tungku BOF (Basic Oxygen Furnace) atau pada tungku busur listrik (Electric Arc Furnace atau disingkat EAF). Tanpa memperhatikan tungku atau proses yang diterapkan, proses peleburan baja pada umumnya mempunyai tiga tujuan utama, yaitu :
mengurangi sebanyak mungkin bahan-bahan impuritas mengurangi sebanyak mungkin bahan-bahan impuritas. mengatur kadar karbon agar sesuai dengan tingkat grade/spesifikasi bajayang diinginkan. menambah elemen-elemen pemadu yang diinginkan.
Proses Peleburan Baja Dengan BOF
Proses ini termasuk proses yang paling baru dalm industri pembuatan baja. Gambar sketsa dari tungku ini ditunjukkan dalam gambar 7. Terlihat bahwa dalam gambar tersebut bahwa konstruksi BOF relatif sederhana, bagian luarnya dibuat dari pelat baja sedangkan dinding bagian dalamnya dibuat dari bata tahan api (firebrick). Kapasitas BOF ini biasanya bervariasi antara 35 ton sampai dengan 200 ton. Bahan-bahan utama yang digunakan dalam proses peleburan dengan BOF adalah : besi kasar cair (65-85%), skrap baja (15-35%), batu kapur dan gas oksigen (kemurnian 99,5%). Keunggulan proses BOF dibandingkan proses pembuatan baja lainnya adalah dari segi waktu peleburannya yang relatif singkat yaitu hanya berkisar sekitar 60 menit untuk setiap proses peleburan. Tingkat efisiensi yang demikian tinggi dari BOF ini disebabkan oleh pemakaian gas oksigen dengan kemurnian yang tinggi sebagai gas oksidator utama untuk memurnikan baja. Gas oksigen dialirkan ke dalam tungku melalui pipa pengalir (oxygen lance) dan bereaksi dengan cairan logam di dalam tungku. Gas oksigen akan mengikat karbon dari besi kasar berangsur-angsur turun sampai mencapai tingkat baja yang dibuat. Disamping itu, selama proses oksidasi berlangsung terjadi panas yang tinggi sehingga dapat menaikkan temperatur logam cair sampai diatas 1650 oC. Pada saat oksidasi berlangsung, ke dalam tungku ditambahkan batu kapur. Batu kapur tersebut kemudian mencair dan bercampur dengan bahan-bahan impuritas (termasuk bahan-bahan yang teroksidasi) membentuk terak yang terapung diatas baja cair.
5
Bila proses oksidasi selesai maka aliran oksigen dihentikan dan pipa pengalir oksigen diangkat/dikeluarkan dari tungku. Tungku BOF kemudian dimiringkan dan benda uji dari baja cair diambil untuk dilakukan analisa komposisi kimia. Bila komposisi kimia telah tercapai maka dilakukan penuangan (tapping). Penuangan tersebut dilakukan ketika temperatur baja cair sekitar 1600 oC. Penuangan dilakukan dengan memiringkan perlahan- lahan sehingga cairan baja akan tertuang masuk kedalam ladel. Di dalam ladel biasanya dilakukan skimming untuk membersihkan terak dari permukaan baja cair dan proses perlakuan logam cair (metal treatment). Metal treatment tersebut terdiri dari proses pengurangan impuritas dan penambahan elemen-elemen pemadu atau lainnya dengan maksud untuk memperbaiki kualitas baja cair sebelum dituang ke dalam cetakan.
Proses Peleburan Baja Dengan EAF
Proses peleburan dalam EAF ini menggunakan energi listrik. Konstruksi tungku ini ditunjukkan dalam gambar 8. Panas dihasilkan dari busur listrik yang terjadi pada ujung bawah dari elektroda. Energi panas yang terjadi sangat tergantung pada jarak antara elektroda dengan muatan logam didalam tungku. Bahan elektroda biasanya dibuat dari karbon atau grafit. Kapasitas tungku EAF ini dapat berkisar antara 2 - 200 ton dengan waktu peleburannya berkisar antara 3 – 6 jam. Bahan baku yang dilebur biasanya berupa besi spons (sponge iron) yang dicampur dengan skrap baja. Penggunaan besi spons dimaksudkan untuk menghasilkan kualitas baja yang lebih baik. Tetapi dalam banyak hal (terutama untuk pertimbangan biaya) bahan baku yang dilebur seluruhnya berupa skrap baja, karena skrap baja lebih murah dibandingkan dengan besi spons. Disamping bahan baku diatas, seperti halnya pada proses BOF, bahan-bahan lainnya yang ditambahkan pada EAF adalah batu kapur, ferosilikon, feromangan, dan lain-lain dengan maksud yang sama pula. Proses basa dan asam dapat diterapkan dalam EAF. Untuk pembuatan baja berupa produk cor maka biasanya digunakan proses asam, sedangkan untuk pembuatan baja spesial biasanya digunakan proses basa. Peleburan baja dengan EAF ini dapat menghasilkan kualitas baja yang lebih baik karena tidak terjadi kontaminasi oleh bahan bakar atau gas yang digunakan untuk proses pemanasannya.
E. BAJA KARBON RENDAH BENTUK PELAT
6
Mampu-bentuk baja pelat tipis
Penggunaan utama baja pelat tipis yang dirol panas, dilunakkan, dirol dingin dan dilunakkan adalah untuk benda yang dibentuk dengan pres. Pembentukan dengan pres terdiri dari pengguntingan dan pembentukan, dimana pengepresan merupakan proses utama. Disamping kekuatan mulur, sifat-sifat lainpun penting yaitu regangan pada titik mulur, kekuatan tarik, regangan uniform dan regangan setempat yang didapat dari pengujian tarik biasa, eksponen pengerasan regangan (n) dan perbandingan regangan plastik (r). Makin besar n berarti makin baik mampu-bentuknya. Pada baja pelat dirol dingin umumnya n=0,18-0,25.
Pembuatan bejana berbentuk silinder dari bahan bulat tipis atau blank adalah contoh umum proses pembentukan dengan pres dari pelat tipis, dimana bahan menerima deformasi tarik pada arah radial oleh regangan kompresi arah melingkar.
Pemilihan pelat baja tipis dengan mampu-bentuk balik
Ukuran butir memberikan pengaruh jelas pada harga r. Makin kecil nomor ukuran butir makin besar butir kristal jadi makin tinggi harga r kalau ukuran butir makin besar. Harga r secara berurutan makin besar, untuk baja trim, baja mati aluminium dan baja mati titanium. Makin besar ukuran butir makin kecil kekuatan mulur, jadi bukan hanya harga r saja tetapi juga harga n cenderung menjadi lebih baik, namun bila ukuran butir menjadi sangat besar, pada pembentukan terjadi pengasaran permukaan, disebut kulit jeruk, maka dari itu perlu ukuran butir yang cocok.
Pada penarikan dalam pelat baja tipis, menghasilkan titik mulur berbentuk pola tertentu yang disebut regangan pembentang (stretcher strain), jadi pelat baja tipis bagi proses penarikan diolah lebih dulu dengan pengerolan ringan setelah pelunakan, yang disebut pengerolan temper (temper rolling). Maksud dari pengerolan temper ini bukan hanya untuk meniadakan perpanjangan pada titik mulur tetapi juga untuk meluruskan bentuk dari lembaran setelah dilunakkan dan menghaluskan permukaan produk.
Lembaran baja tipis yang dapat dibentuk dengan baik maksimum mengandung 0,18 % karbon, tetapi kadar karbon membuat harga r menurun, sebaiknya kadar karbon diturunkan sampai kira-kira 0,03 % dan menurunkan ketakmurnian yang menyebabkan inklusi S dan O. Sesuai dengan itu kekuatan tarik dipertahankan sampai paling tinggi 40 kgf/mm2. Sebagai contoh, lembaran baja yang dipakai untuk keperluan pembuatan mobil dibuat lebih kuat agar dapat lebih ringan untuk menghemat bahan bakar.
F. BAJA PELAT YANG DIROL PANAS DAN BAJA KEKUATAN TINGGI
Kekuatan dan keuletan baja pada temperatur rendah
Penggunaan baja yang paling utama, bagi baja yang telah dirol panas ditambah proses celup dingin dan ditemper, adalah untuk konstruksi baja yang memerlukan keuletan yang tinggi pada temperatur kamar atau temperatur yang lebih rendah. Karbon adalah unsur yang paling utama untuk menguatkan baja, sehingga baja harus mengadung karbon sampai kadar tertentu, tetapi kalau kadar karbon meningkat, sangat meningkatkan temperatur transisi yang diinginkan selalu lebih rendah. Tetapi kalau ditinjau dari mampu-las, kadar karbon harus dikontrol sampai batas tertentu.
Banyak sekali studi yang dilakukan untuk mengetahui pengaruh unsur paduan terhadap keuletan baja pada temperatur rendah. Dalam hal ini disimpulkan bahwa C, P, Mo, dan V adalah
7
unsur-unsur yang menurunkan keuletan sedangkan Ni dan Mn adalah unsur-unsur yang memperbaiki keuletan itu. Mn mengurangi karbida dan menurunkan temperatur transformasi, yang membuat perlit dan ferit menjadi berbutir halus juga memperbaiki keuletan, sejalan dengan itu perbandingan dari Mn/C dibuat lebih tinggi untuk memperbaiki keuletan pada temperatur rendah. P memperburuk kegetasan pada temperatur rendah dan meningkatkan sensitivitas dari kegetasan temper karena fase yang tersegregasikan pada batas butir, oleh karena itu P harus selalu minimum. S adalah suatu unsur yang membentuk inklusi dan tidak memberikan banyak pengaruh terhadap temperatur transisi tetapi menurunkan keuletan matriks, atau menurunkan keuletan pada arah tegak lurus terhadap arah pengerolan sebab inklusi tersebut memanjang pada arah pengerolan. Ni bersama-sama Mn, adalah unsur yang sangat efektif untuk memperbaiki keuletan pada temperatur rendah. Ia meningkatkan keuletan dari matriks ferit dan sekaligus memberikan pengaruh yang baik pada penghalusan butir. Mo dan W adalah unsur yang efektif untuk mengendalikan kegetasan temper. Kadar N meningkatkan sensitivitas terhadap pengerasan presipitasi karena regangan, seharusnya N rendah, dan sebaiknya kadar O rendah karena menyebabkan kegetasan pada batas butir.
Mampu-las baja
Konstruksi baja biasanya dibuat dengan jalan mengelas, untuk itu diperlukan lembaran baja yang tebal agar mempunyai mampu-las yang baik. Tidak dapat dihindari bahwa bahan berubah sifatnya disebabkan karena panas pada waktu pengelasan. Jadi di daerah pengelasan atau didaerah yang dipengaruhi oleh panas bisa terjadi pengerasan atau retakan. Derajat dari kesukaran, apakah sambungan lasan dapat memuaskan dan apakah konstruksi yang dibuat dengan jalan pengelasan dapat memenuhi maksud yang diinginkan, dinamakan mampu-las.
Penguatan baja untuk proses pengelasan
Baja lembaran tebal dibuat dalam macam bentuk dan dilas dijadikan konstruksi baja. Komposisi kimia baja tersebut adalah C ≤ 0,23 %, S ≤ 0,04 % dan P ≤ 0,04 %. Baja yang tidak mengandung unsur lain selain Si dan Mn disebut baja lunak (mild steel), yang banyak dipakai untuk bahan konstruksi baja karena mempunyai sifat mampu-las dan mampu-bentuk yang baik. Baja kekuatan tinggi adalah baja paduan rendah dengan kekuatan lebih tinggi dari baja lunak, biasanya kekuatan tariknya kira-kira 50-100 kg/mm2.
Baja kekuatan tinggi adalah bahan yang dapat dikurangi beratnya dengan sambungan las untuk merasionalkan konstruksi baja. Yaitu bahwa baja kekuatan tinggi memerlukan luas penampang yang kecil, dengan demikian mengurangi ketebalan pelat, dan bukan hanya meringankan seluruh konstruksi, tetapi juga menyederhanakan proses pengelasan, maka dengan demikian dapat mengadakan penghematan bahan dan lebih untung daripada pemakain baja lunak. Baja kekuatan tinggi digolongkan pada baja berkekuatan tarik yang tinggi dengan atau tanpa perlakuan panas pada proses pembuatannya, dalam kedua hal ini penurunan mampu-las diusahakan minimum.
1) Baja kekuatan tinggi tanpa perlakuan panasBaja kekuatan tinggi tanpa perlakuan panas dipergunakan dalam keadaan setelah
dirol atau setelah dinormalkan, struktur mikronya terutama ferit dan perlit. Baja tersebut terutama diperkuat dengan jalan penambahan unsur-unsur paduan dan penghalusan butir melalui pengerolan. Sebagai baja paduan rendah, penambahan kekuatan sebanding lurus dengan jumlah unsur paduan yang ditambahkan. Karena penambahan C sangat
8
meningkatkan kekuatan tetapi menurunkan mampu-las maka penambahan C tidak disarankan dalam usaha memperkuat baja tersebut. bagi baja kekuatan tinggi tanpa perlakuan panas, Si dan Mn dipergunakan sebagai unsur paduan utama, mereka lebih baik, kurang membahayakan mampu-las, lebih murah tetapi masih cukup untuk menambah kekuatan baja.
2) Baja kekuatan tinggi yang mengalami perlakuan panasAgar kekuatan baja meningkat dan keuletannya pada temperatur rendah juga
meningkat, baja perlu dikeraskan dan ditemper. Sifat baja ini ditentukan oleh kadar C, P dan S dan unsur-unsur paduan tergantung pada pilihan pembuatnya. Sebagai tambahan pada Mn dan Si, Cr, Mo, V dst ditambahkan pada baja paduan rendah. Tergantung pada kekuatan tariknya, baja tersebut dinamakan baja kekuatan tinggi 60-80 kgf/mm2. Juga baja dengan kekuatan 110 kgf/mm2 telah dibuat. Baja kekuatan tinggi yang telah mengalami perlakuan panas apabila dibandingkan pada tingkat mulur yang sama, mempunyai temperatur transisi yang rendah dan mempunyai keuletan yang baik pada temperatur rendah.
Mampu-bentuk baja yang dirol panas
Baja tebal yang dirol panas, mempunyai derajat pengerjaan yang tinggi pada pembengkokannya, dalam hal ini penilaian terhadap keliatannya sekedar hanya pada perpanjangannya dalam pengujian tarik, tidaklah memadai. Maka disetiap negara dipakai standar yaitu melihat terjadinya keretakan pada pengujian bengkok 180o. Dalam pengujian tarik, perbandingan perubahan diameter lubang pada batang uji tarik dengan lubang, dan perpanjangan dari tarikan pada batang tarik, dsb, menunjukkan mampu-bentuknya. Perbandingan perubahan diameter lubang sangat berubah terhadap arah pengerolan dan tegak lurus terhadap arah batang tarik, yang menunjukkan mmapu-bentuk yang sangat sensitif. Mampu-bentuk sangat menurun oleh adanya kadar O, S dan meningkatnya jumlah perlit. Selanjutnya mmapu-bentuk menjadi lebih baik apabila temperatur akhir pada pengerolan terkontrol (terkendali) dan strukturnya adalah butir-butir halus.
Baja perkakas dingin
Umumnya baja perkakas mempunyai kadar karbon yang tinggi. Berikut ini adalah tahapan dalam pembuatan baja perkakas dingin :1) Penempaan
Baja perkakas terutama dibuat dengan jalan penempaan, karena dengan itu diharapkan dapat dibuat berbagai macam bentuk. Temperatur penempaan berbeda bagi setiap macam baja tetapi pada umumnya disekitar 900-1050 oC yang pada dasarnya lebih rendah daripada temperatur penempaan untuk baja konstruksi. Sebaiknya pemanasan baja tersebut harus perlahan-lahan, pertama dipanaskan merata sampai suatu temperatur dibawah temperatur transformasi Ac kemudian dipanaskan lebih lanjut. Pemanasan berlebihan harus dihindari.
2) PenormalanProses ini untuk memperbaiki keseragaman keadaan setelah penempaan, untuk
membuat larutnya karbida dan untuk memudahkan speroisisasi atau pembulatan karbida. Temperatur penormalan kira-kira 100 oC diatas Ac, dan waktu pemanasannya singkat. Baja paduan rendah didinginkan pada atau dengan tiupan udara.
3) Pelunakan
9
Hal terpenting dalam pelunakan adalah speroidisasi dari karbida. Sebaiknya dibuat siklus pemanasan seperti halnya untuk baja bantalan. Bagi komponen yang jarang diganti diperlukan tungku yang lingkungannya terkontrol untuk menghindari dekarburisasi, apabila tungku demikian tidak ada, proses pendinginan dalam tungku bisa dilakukan dalam sebuah kotak yang diisi geram besi cor. Proses dilakukan dalam beberapa jam tergantung pada ukuran dari komponen dan didinginkan sampai 500 oC secara perlahan-lahan.
Perlu diperhatikan bahwa baja yang mengandung W setelah pemanasan lama, mungkin karbid yang ada berubah menjadi WC, karena WC sangat sukar larut dalam austenit selama pemanasan pada pengerasan, dengan demikian pemanasannya hampir sama dengan pemanasan untuk baja karbon rendah, hal ini menyebabkan menurunnya mmapu-keras. Kalau ini terjadi tidak ada jalan lain kecuali memanaskannya kembali sampai temperatur cukup tinggi sehingga WC menjadi larut dan baja dapat ditempa.
4) Pencelupan dinginBaja karbon tinggi perlu mendapatkan perhatian terhadap dekarburisasi, karena
lapisan dekarburisasi menyebabkan keretakan pada waktu celup dingin. Waktu pencelupan dingin juga harus sesuai. Waktu pencelupan yang terlalu lama menyebabkan segregasi karbida, pengkasaran butir austenit atau pada saat pencelupan dingin meningkatnya austenit sisa yang menyebabkan turunnya kekerasan, pendinginan harus dilakukan secara sempurna. Pendinginan harus serata mungkin, pada awalnya didinginkan cepat dibawah temperatur transformasi martensit kemudian pendinginan perlahan-lahan.
Perlu diusahakan agar austenit sisa ada dalam jumlah sekecil mungkin, oleh karena itu perlu diadakan “perlakuan dibawah nol”. Proses ini adalah transformasi martensit pada temperatur rendah, jadi pendinginan yang perlahan-lahan diperlukan karena dapat terjadi keretakan disebabkan pemuaian. Proses tersebut biasanya dilakukan didalam alkohol, kemudian temperaturnya diturunkan perlahan-lahan dengan memasukkan CO2 padat kedalamnya.
Baja perkakas panas
Baja perkakas panas adalah bahan yang dipakai untuk proses pengerjaan panas seperti pada pengecoran cetak, ekstrusi, untuk bilah penggunting, dan untuk cetakan penempaan panas yang dipakai pada temperatur tinggi, dsb.Sifat-sifat yang diperlukan adalah :1. Mempunyai mampu-keras yang baik dan transformasi yang kurang pada waktu perlakuan
panas.2. Tidak mempunyai sifat mengarah dan sifat homogen.3. Mempunyai ketahanan tinggi terhadap pelunakan temper.4. Kuat terhadap kerugian karena fusi, kejutan termal, kelelahan termal, dst.
Baja kecepatan tinggi
Baja kecepatan mempunyai kekerasan panas dan ketahanan aus yang sangat baik disamping mempunyai sifat-sifat mekanik yang cukup baik, dengan demikian baja ini bukan saja dipergunakan sebagai bahan perkakas pemotong yang umum, tetapi juga untuk cetakan, rol, bagian mesin yang harus tahan aus dan berbagai macam perkakas lainnya. C adalah unsur yang penting bagi baja kecepatan tinggi. Kalau kadar C rendah akan mengakibatkan pengerasan kedua yang kurang dan sebaliknya kalau kadar C terlalu tinggi akan menurunkan titikcair. Kalau
10
temperatur pengerasan tidak diturunkan akan mengakibatkan struktur eutektik dan sangat getas. Kadar C harus diimbangi oleh unsur-unsur lainnya.
G. PENGGUNAAN BAJA
Penggunaan baja paduan banyak sekali pada bidang teknik pertanian atau teknik mesin karena baja paduan memiliki kelebihan yang berbeda sesuai dengan campuran jenis logam yang digunakan.
Penggunaan baja paduan pada bidang teknika adalah mesin penghancur plastik. Pada mesin ini penggunaan baja paduan berada pada bagian pisau yang membuat pisau tersebut mudah di asah dan mudah diganti jika sudah aus, katup coran, kawat yang terbuat dari baja karbon, rangka mesin perontok padi, gear pada mesin milling, alat tap, pipa, dan masih banyak lagi alat atau mesin yang menggunakan baja karbon.
Alat Penghancur Plastik Kawat Baja Karbon
Katup Koran Mesin Perontok Padi
Gear Pipa Tap
H. BAJA YANG MEMPUNYAI KEKERASAN TINGGI
Sebagai petunjuk pertama dalam pemilihan baja yang akan dipakai sebagai bahan konstruksi ialah kekuatan dan keuletan yang memadai. Satu dari sekian banyak sifat-sifat baja yang paling penting adalah kekuatan, tetapi karena pada umumnya apabila kekuatan ditingkaytkan, keuletannya menurun, maka kekuatan yang berlebihan menyebabkan kerusakan karena benturan dan sebagainya. Pada umunya baja yang telah dikeraskan dan ditemper dipakai untuk keperluan tersebut.
1) Kekuatan Baja setelah dicelup Dingin dan mampu-keras
11
Kekerasan baja setelah dicelup dingin terutama pada kadar karbonnya. Kekerasan baja setelah dicelup dingin meningkat hamper berbanding lurus dengan kadar karbon sampai 0,6 % selanjutnya peningkatan gradient lebih kecil kalau kadar karbon meningkat. Telah diketahui bahwa struktur martensit yang dinormalkan lebih keras daripada struktur ferit-perlit atau perlit.
Untuk memberikan kekuatan dan keuletan pada baja, pertama baja harus dikeraskan dengan mencelup dingin. Lebih baik mempunyai 100 % martensit setelah dicelup dingin, tetapi untuk mendapat 100 % martensit harus diinginkan pada pendinginan tertentu yang lebih besar dan perbandingan kritis dari fasa autensit. Tetapi umumnya bagi yang berukuran besar susah untuk mendapat laju perbandingan kritis di tengah-tengahnya. Mampu-keras adalah sifat yang menunjukkan bahwa baja dikeraskan pada keadaan tertentu, berapa dalam dari permukaan yang diinginkan strukturnya menjadi martensit.
Unsur-unsur lain selain Co menurunkan laju pendinginan kritis dan memperbaiki mampu-keras dengan penambahan sekurang-kurangnya sampai sejumlah tertentu. Unsure-unsur seperti Mn, Cr, Mo, Ni, Si, dsb, memperbaiki mampu-keras yang lebih baik dengan kadar yang lebih, sedangkan unsure-unsur lain SEPERTI Ti, V, Zr, W, U, dsb, dengan penambahan yang berlebihan menurunkan mampu-keras. Sedikit Be sangat memperbaiki mampu-keras, tetapi tidak pernah dipakai karena mahan dan bersifat racun.
Penambahan B sebanyak 0,0005 – 0,005 % sangat memperbaiki mampu-keras tetapi belum mencapai laju pendinginan kritis. Dengan penambahan B yang berlebihan menyebabkkan prestipitasi suatu senyawa pada batas butir yang mengakibatkan ketegasan, jadi biasanya depergunakan kadar 0,001 – 0,0015 %, yang memberikan pengaruh baik pada perbaikan mampu-keras. Selanjutnya dengan kadar karbon yang lebih pengaruh yanglebih baik dapat diperoleh dan pada kira-kira 0,8 % C hamper tidak ada pengaruh yang bisa diliahat.
Disamping itu sebagai suatu factor pada mampu-keras adalah ukuran butir austenite. Makin besar ukuran butir austenite makin baik pengaruhnya terhadap mampu-keras, karena transformasi proeutektoid dan perlit terjadi pada batas butir autensit, sehingga makin banyak batas butir makin banyak pengintian, jadi transformasi demikian mudah terjadi. Kalau luas batas butir mengecil maka transformasi berkurang, hal ini menyebabkan mudah terjadinya transformasi martensit.
2) Ketegasan TemperSelama penemperan baja yang telah dikeraskan terjadi pelunakan dan peningkatan
keuletan. Pada penemperan di sekitar 200 – 300 °C kekuatan impak turun dan dengan pendinginan yang perlahan-lahan setelah penemperan sekitar 500 °C atau peanasan yang lama sekitar 500 °C, maka kekuatan impak sangat turun. Fenomena pertama disebut ketegasan temper pada temperature rendah dan yang kedua dinamakan ketegasan temper pada temperature tinggi. Ketegasan temper pada temperature tinggi mempunyai banyak masalah Karena menyangkut temperature penemperan baja dimana baja memerlukan keuletan tinggi, sedangkan banya baja dipergunakan pada temperature sekitar 500 °C.
Dalam usaha mengendalikan ketegasan temper telah lama diketahui bahwa Mo cukup efektif untuk mengatasinya, dan untuk material baja dalam jumlah yang banyak yang memerlukan waktu lama untuk melalui temperature sekitar 500 °C stetlah penemperan, maka dipergunakan baja yang mengandung Mo kira-kira 0,2 – 1 % akan tetapi angka tersebut belum dinyatakan secara jelas. Terutama untuk mereduksi ketakmurnian P yang biasanya terkandung dalam baja. Unsur P merupakan membrane tipis kira-kira satu lapisan atom dan tersegresikan pada batas butir.
12
I. BAJA KEKUATAN SANGAT TINGGI
Baja yang mempunyai kekuatan mulur di atas 1000 MPa, dan mempunyai kekuatan tank di atas 2000 MPa dinamakan baja berkekuatan sangat tinggi, yang dikembangkan sebagai bahan untuk memenuhi permintaan perbandingan kekuatan/berat yang tinggi, yang diperlukan untuk pesawat terbang, bahan konstruksi untuk kendaraan ruang angkasa, baut kekuatan tinggi, konstruksi kedap tekanan, dsb. Kekuatannya harus lebih baik tanpa mengurangi keliatan dan keuletannya, oleh karena itu berbagai usaha dikembangkan dalam pemaduan unsur dan perlakuan panasnya.
1. Baja PegasBaja pegas sebenarnya tidak mempunyai kekerasan tinggi sebagai sifat utamanya,
tetapi untuk mudahnya baja ini dimasukkan pada pembahasan dalam pasal ini. Sifat utama dari baja pegas adalah modulus elastik dan batas elastic, tetapi bagi baja paduan rendah modulus elastic boleh dikatakan tetap, oleh karena itu persoalana di dalam dunia industry adalah bagaimana mempergunakan batas elastic agar mendapat kekuatan yang dibolehkan lebih tinggi
Baja pegas adalah baja karbon yang mengandung 0,5 – 1,0 % karbon atau baja karbon rendah yang dicampur dengan Si, Mn, dan Cr sampai 1 % selanjutnya dengan Mo, V sampai 0,25 % dan dengan B yang jarang dilakukan sampai 0,0005 %.
2. Baja BantalanBaja 1 % C-1 % Cr dipergunakan sebgai bahan untuk bantalan peluru dan bantalan
rol disetiap Negara, tanpa mengubah komposisi kimianya, karena baja tersebut mempunyai mampu-keras yang baik dan umur yang sama. Untuk bantalan yang besar dipakau bahan yang mengandung lebih dari 1 % Mn atau Cr atau Mo, tetapi komposisi utamanya tetap tidak berubah. Untuk bantalan, peluru, rol, dan ring dibuat dari bahan yang sama, mungkin juga dengan struktur berbutir halus dari sementit bulat yang didapat dengan pengerasan dicelup dingin di air atau minyak dari temperature 800 – 840 °C.
3. Baja MartensitBaja konstruksi yan dikeraskan dan distemper pada daerah temperature penemperan
yang rendah yang tidak menyebabkan pelinakan temper untuk mendapat kekuatan yang sangat tinggi, baja ini dinamakan baja Martensit. Kekerasan martensit ditentukan oleh besarnya kadar karbon, tetapi kalau C tinggi keliatan dan keuletannya menjadi lebih rendah, oleh karena itu bagi baja konstruksi kadar karbon biasnsya dibuat sekitar 0,3 – 0,5 %.
4. Baja AutensitKalau baja diautensitkan, kemudian dicelup dingin pada temperature di bawah titik
transformasi dan dibiarkan, untuk sementara waktu autensit berada dalam keadaan stsbil, dan setelah waktu inkubasi tertentu terjadi transformasu. Proses dimana struktur artensit didapat dengan pencelupan dingin yang tiba-tiba setelah dibiarkan berada sebagai autensit (ausforming ).
Martensit yang dibuat dengan oleh autensit, dibandingkan dengan martensit yang didapat dengan proses biasa, mempunyai struktur mikro yang halus, cacat kisinya yang sangat banyak, dan kekuatan yang sangat tinggi. Jadi kalau baja ini distemper, akan didapat kekuatan, keliatan dan keuletan yang tidak bisa dicapai oleh proses pengerasan dan penemperan baja yang biasa. Baja yang diolah autensit dipergunakan untuk pesawat terbang, pesawat ruang angkasa, senjata dan kompenen-komponen berputar, dan dipergunakan untuk roket, kerangka motor, pelat baja tahan peluru, dan sebagainya.
5. Baja Maraging
13
Baja yang terdiri dari Fe- 18 % Ni dengan unsure paduan Mo, Co, Ti, Al, Nb, s=dsb, dimana martensit diperkuat oleh presipitasi senyawa antar logam dari unsure-unsur tersebut dinamakan baja maraging. Kalau paduan 18 % Ni-Fe dengan kadar larbon yang rendah didinginkan dari autensit, martensit terbentuk pada temperature yang sangat tinggi, dan dengan pendinginan udara ia menjadi satu yaitu martensit. Ini berarti bahwa pengaruh massa yang menjadi masalah pada saat pencelupan dingin seringkali terlupakan.
Kekuatan baja setelah transformasi martensit kira-kira 110 kg/mm2, keuletannya sangat tinggi dan perbandingan pengerasan regangan sangat kecil, yang memberikan kemudahan pada pengerasab regangan. Baja Maraging dipergunakan untuk pesawat terbang, pesawat ruang ankasa, tabung bertekanan tinggi, perkakas, konstruksi mekanik, dsb. Baja ini diharapkan bisa dipergunakan di massa yang akan datang.
.
DAFTAR PUSTAKA
14
Begeman, Myron L., Manufacturing Processes, John Wiler& Sons, New York.
Budinski, K.G. danBudinski M.K., 2010, Engineering Materials, Properties and Selection, Pearson Prentice Hall
Geng, Hwaiyu, 2004, Manufacturing Engineering Handbook, McGraw-Hill
Indiyanto, Rus, tanpatahun, Pengantar PengetahuanBahanTeknik, FTI, UVN Veteran, Surabaya.
Schey.Jhon.A, 2009, Proses Manufaktur : Introduction to Manufacturing Process, Andi, Yogyakarta.
Surdia, Tata dan Saito, Shinroku, 1992, PengetahuanBahanTeknik, PradnyaParamita, Jakarta
Rahayu SS. 2009. Baja Paduan. http://www.Chem-Is-Try.Org. [Diakses pada tanggal 30 November 2009].
Surdia Tata dan Shinroku Saito.1999.Pengetahuan Bahan Teknik. Jakarta: PT Pradnya Paramita.
http://www.engineeringnews.co.za/article/steel-sales-increase-in-first-half-of-2008-2008-08-15
http://wb9.itrademarket.com/pdimage/22/699322_perontok-mobile2.jpg
http://www.evroskop.com/img/spur_gear.jpg
http://okasatria.blogspot.com
15