automatizaciÓn y control de procesos
TRANSCRIPT

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 1/203
AUTOMATIZACIÓN Y CONTROL DE PROCESOS
CAPITULO 1
CONCEPTOS Y DEFINICIONES
BÁSICAS
El control automático ha jugado un papel vital en el avance de la ciencia y de la ingeniería,
constituyéndose parte integral e importante de los procesos industriales y de manufactura modernos,resultando esencial en operaciones industriales como el control de presión, temperatura, humedad y
viscosidad, y flujo en las industrias de transformación.
Los procesos se controlan con mayor precisión para dar productos más uniformes y de más alta
calidad, mediante la aplicación del control automático, lo cual con frecuencia representa mayoresganancias. El control automático también tiene grandes ventajas con ciertas operaciones remotas,
peligrosas y rutinarias.
Puesto que el beneficio del proceso es por lo común la ventaja más importante que se busca alaplicar el control automático, la calidad del control y su costo se deben comparar con los beneficios
económicos y técnicos esperados del proceso.
El primer trabajo significativo en control automático fue el regulador centrífugo de James Watt
para el control de velocidad de una máquina de vapor, en el siglo dieciocho. En 1922 Minorsky uso lasecuaciones diferenciales que describen al sistema para demostrar la estabilidad del mismo. En 1932
Nyquist desarrolló un procedimiento para determinar la estabilidad de los sistemas de lazo cerradosobre la base de la respuesta de lazo abierto con excitación sinusoidal en régimen permanente. En 1934Hazen introdujo el término de servomecanismos y desarrolló el diseño de los mismos.
Durante la década de los cuarenta, los métodos de respuesta en frecuencia posibilitaron el diseño
de sistemas lineales de control de lazo cerrado. De fines de los cuarenta a principios de los cincuenta,
Evans desarrolló por completo el método del lugar de las raíces.
Los métodos de respuesta de frecuencia y del lugar de las raíces, que son el corazón de la Teoría
Clásica de Control , llevan a sistemas que son estables y que satisfacen un conjunto de requerimientos
de funcionamiento mas o menos arbitrarios. Tales sistemas son, en general, aceptables pero no óptimos.
Desde fines de los cincuenta, el énfasis en problemas de diseño de sistemas de control se desplazó aldiseño de un sistema óptimo.
Como las plantas modernas con muchas entradas y salidas, se van haciendo más y más complejas,
la descripción de un sistema moderno de control requiere una gran cantidad de ecuaciones. La teoría de
control clásica, que trata de sistemas con una entrada y una salida, se vuelve absolutamente impotenteante sistemas de múltiples entradas y salidas. Hacia 1960, gracias a la disponibilidad de las
computadoras digitales, se hizo posible el análisis de sistemas complejos en el dominio del tiempo;

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 2/203
desde entonces se ha desarrollado la Teoría de Control Moderna, basada en el análisis y síntesis en el
dominio del tiempo, utilizando variables de estado, con lo que se posibilita afrontar la complejidad
creciente de las plantas modernas y los estrictos requisitos de exactitud, peso y costo.
Los desarrollos más recientes en la teoría de control moderna están en el campo del control óptimo
de sistemas, tanto determinísticos como estocásticos, así como en sistemas de control complejos conadaptación y aprendizaje. Las aplicaciones más recientes de la teoría de control moderna incluyensistemas no ingenie riles como los de biología, biomedicina, economía y socioeconomía.
1.1 DEFINICIONES
Planta. Una planta es un equipo, quizá simplemente un juego de piezas de una máquina,
funcionando conjuntamente, cuyo objetivo es realizar una operación determinada. En este librollamaremos planta a cualquier objeto físico que deba controlarse (como un horno de calentamiento, un
reactor químico o columna de destilación)
Proceso. El diccionario Merrian-Webster define proceso como una operación o desarrollo
natural, caracterizado por una serie de cambios graduales, progresivamente continuos, que se sucedenuno a otro de un modo relativamente fijo, y que tienden a un determinado resultado o final; o a una
operación voluntaria o artificial progresivamente continua, que consiste en una serie de acciones
controladas o movimientos dirigidos sistemáticamente hacia determinado resultado o fin. En este librose denomina proceso a cualquier operación que deba controlarse. Ejemplos de ellos son los procesos
químicos, económicos y biológicos.
Sistemas. Es la combinación de componentes que actúan conjuntamente y cumple determinado
objetivo. Un sistema no está limitado a objetivos físicos. El concepto de sistema puede aplicarse afenómenos dinámicos abstractos, como los que se encuentran en economía. Por tanto, el término
sistema hay que interpretarlo como referido a sistemas físicos, biológicos, económicos y otros.
El sistema de procesos químicos. Es un conjunto de procesos físicos y químicos ínter
relacionados y medios físicos qué que lo implementan. Todo sistema de proceso tiene entradas ysalidas. Entradas puede ser materia prima, temperatura, concentración etc. Un sistema está sujeto
usualmente a señales o perturbaciones que para compensarlas se hace uso de correcciones o acciones
de control. En este libro se denominará a un sistema de procesos químicos como sistema de procesos osimplemente como proceso.
Para visualizar un sistema de proceso simple vamos a considerar el siguiente proceso decalentamiento:
Se dispone de una corriente de liquido a razón de W (kg/h) y una temperatura T i (oK). Se desea
calentar esta corriente hasta una temperatura T R (oK) según el sistema de calentamiento mostrado en laFig. 1.1. El fluido ingresa a un tanque bien agitado el cual esta equipado con un serpentín de
calentamiento mediante vapor. Se asume que la agitación es suficiente para conseguir que todo el
fluido en el tanque esté a la misma temperatura T . El fluido calentado es removido por el fondo del

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 3/203
tanque a razón de W (kg/h) como producto de este proceso de calentamiento. Bajo estas condiciones la
masa de fluido retenido en el tanque permanece constante en el tiempo y la temperatura del efluente es
la misma que del fluido en el tanque. Por un diseño satisfactorio esta temperatura debe ser T R. El calor específico del fluido es C p, se asume que permanece constante, independiente de la temperatura
Fig. 1.1 Proceso de Calentamiento de un Líquido
1.2 VARIABLES
Las variables de entrada y salida del proceso son de diferentes tipos:
Fig. 1.2 Variables y Perturbaciones
Variable controlada. Es la cantidad o condición que se mide y controla. Normalmente la
variable controlada es la salida del sistema y cambia con el progreso del proceso. Por Ejemplo:
- La Temperatura de salida de la corriente de proceso en el calentador de la Fig. 1.1
- La Composición de salida en un sistema de reacción.
Variable manipulada. Es la cantidad o condición modificada por el controlador a fin de afectar
la variable controlada. Estas afectan el curso del proceso y pueden ser medidas y cambiadas a voluntad.Por Ejemplo:
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 4/203
- El caudal de vapor en el calentador de la Fig. 1.1.
- La Composición de entrada en un sistema de reacción.
Perturbaciones. Es una señal que tiende a afectar adversamente el valor de la salida del
sistema. Estas afectan directamente el curso del proceso pero no pueden ser cambiadas a voluntad. Por Ejemplo:
- Cambio repentino en el caudal de entrada en un sistema de reacción.
Las perturbaciones pueden ser:
- Perturbaciones Internas: Cuando se generan dentro del sistema
- Perturbaciones Externas: Cuando se generan fuera del sistema y constituye una entrada.
Variables intermedias. Son variables relacionadas con el curso del proceso solo indirectamente.Por Ejemplo, la temperatura del vapor en el tanque de calentamiento o la temperatura del agua de
enfriamiento en un sistema de reacción.
Parámetros. Son las variables que toman un valor fijo durante el proceso.
Por Ejemplo, la presión de operación en un reactor.
Control. Significa medir el valor de la variable controlada del sistema y aplicar al sistema lavariable manipulada para corregir o limitar la desviación del valor medido, respecto al valor deseado
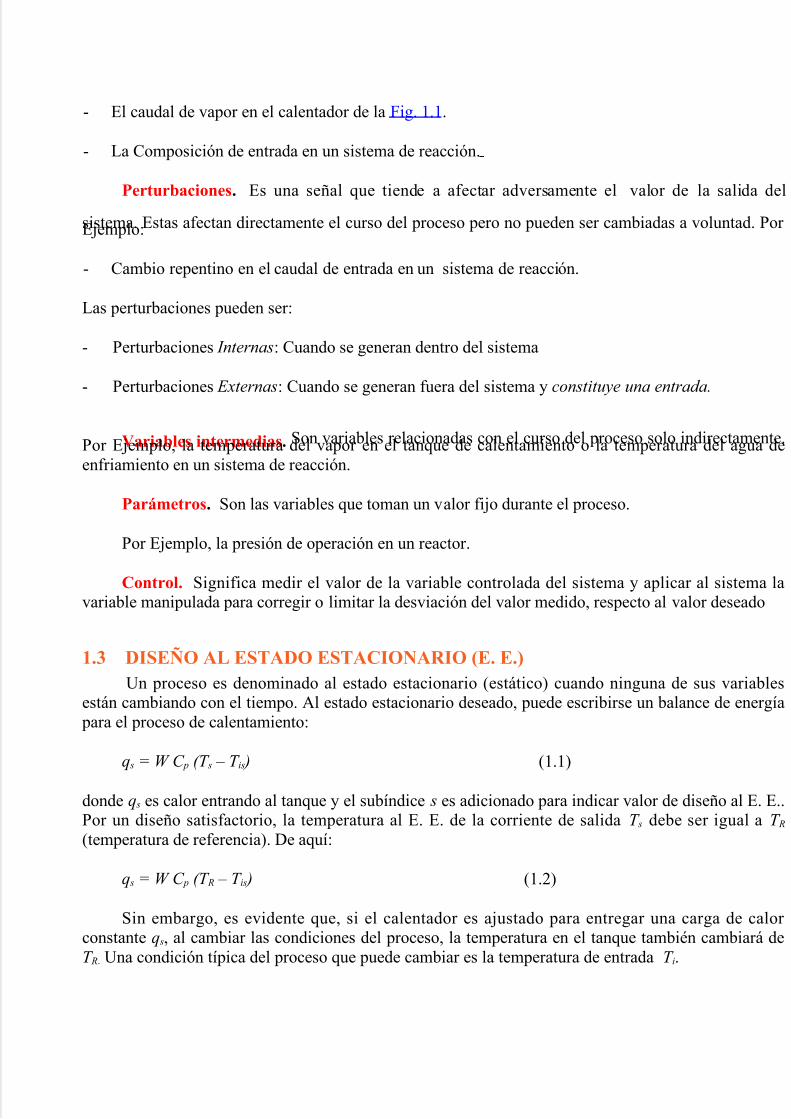
1.3 DISEÑO AL ESTADO ESTACIONARIO (E. E.)
Un proceso es denominado al estado estacionario (estático) cuando ninguna de sus variablesestán cambiando con el tiempo. Al estado estacionario deseado, puede escribirse un balance de energía
para el proceso de calentamiento:
q s = W C p (T s – T is ) (1.1)
donde q s es calor entrando al tanque y el subíndice s es adicionado para indicar valor de diseño al E. E..Por un diseño satisfactorio, la temperatura al E. E. de la corriente de salida T s debe ser igual a T R(temperatura de referencia). De aquí:
q s = W C p (T R – T is ) (1.2)
Sin embargo, es evidente que, si el calentador es ajustado para entregar una carga de calor constante q s, al cambiar las condiciones del proceso, la temperatura en el tanque también cambiará de
T R. Una condición típica del proceso que puede cambiar es la temperatura de entrada T i.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 5/203
Una solución obvia al problema es diseñar el controlador de tal manera que la entrada de calor
sea variada para mantener la temperatura T igual o cerca de T R.
Ejemplo.Considerando el tanque de calentamiento mostrado en la Fig. 1.1, en el cual se desea calentar agua,
desde una temperatura de entrada de T is = 25 oC, podemos encontrar la cantidad de calor necesario parados situaciones:
a) Si mantenemos constante el flujo de entrada de agua por decir 1 m3/h (1000 kg/h) y deseamos
determinar la cantidad de calor para calentarlo a diferentes temperaturas (por ejemplo entre 25 y
50 oC)
Haciendo un programa Matlab podemos tener el calor necesario para diferentes temperaturas:
t=25:5:50;Q=1000*1.0*(t-25);disp('Temperatura de salida Calor')disp([t',Q'])
Al ejecutar el programa tenemos el calor necesario para diferentes temperaturas de salidamanteniendo constante la masa de entrada:
Temperatura de salida Calor25 0
30 500035 1000040 1500045 20000
50 25000
b) Si fijamos la temperatura de salida por decir 40 oC y deseamos determinar la cantidad de calor
necesario para diferentes caudales de entrada entre 800 y 1200 kg/h.
Modificamos el programa anterior para variar la masa de agua:
m=800:20:1200;Q=m*1.0*(40-25);disp(' Masa Calor')disp([m',Q'])
Al ejecutar el programa tenemos el calor necesario para diferentes cantidades de masa y
manteniendo constante la temperatura de salida:

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 6/203
Masa Calor800 12000820 12300840 12600860 12900880 13200
900 13500920 13800940 14100960 14400980 147001000 150001020 153001040 156001060 159001080 162001100 165001120 16800
1140 171001160 174001180 177001200 18000
1.4 CONTROL DE PROCESOS
Para el caso b) del ejemplo anterior la variable controlada será la temperatura de salida la cual se
ha fijado en 40 oC, así, si el flujo de entrada de agua fuese 1000 kg/h, se debe agregar q s a razón de
15000 kcal/h., asumiendo que el flujo de entrada de agua en algún momento, no sea constante, esnecesario decidir que tanto debe ser cambiado el calor de entrada q desde q s para corregir cualquier desviación de T desde T R. Una solución podría ser colocar un operario del proceso, quien deberá ser
responsable de controlar el proceso de calentamiento. El operario deberá observar la temperatura en el
tanque, presumiblemente con un elemento de medida tal como una termocupla, un termómetro o unsensor y comparar esta temperatura con T R, él deberá aumentar la entrada de calor y viceversa. A
medida que él sea experimentado en esta tarea, sabrá cuanto cambiar q para cada situación. Sin
embargo, esta tarea relativamente simple puede ser fácilmente y a menor costo ejecutada por unamáquina. El uso de máquinas para este y similares propósitos es conocido como control automático de
procesos.
1.5 NIVELES DE CONTROL
Control manual. Cuando el trabajo de regular alguna variable con el fin de compensar algunaalteración en el proceso es ejecutada manualmente (por un operario), basado en mediciones previas de
la variable controlada y en la experiencia.
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 7/203
Control automático simple. Cuando el trabajo anterior es ejecutado por una máquina,
obedeciendo indicaciones dadas de antemano según el tipo de proceso a controlar y el modo de acción
de la máquina (controlador) Este modo de control es ejecutado en forma individual para cada sistemade proceso.
Control automático por computadora. Es la forma moderna de control de procesos, es uncontrol integral (de todo el proceso) mediante una sola máquina (computadora digital), la cual analizalas señales dadas por los puntos de medición y emite las señales respectivas hacia los elementos que
regulan las variables.
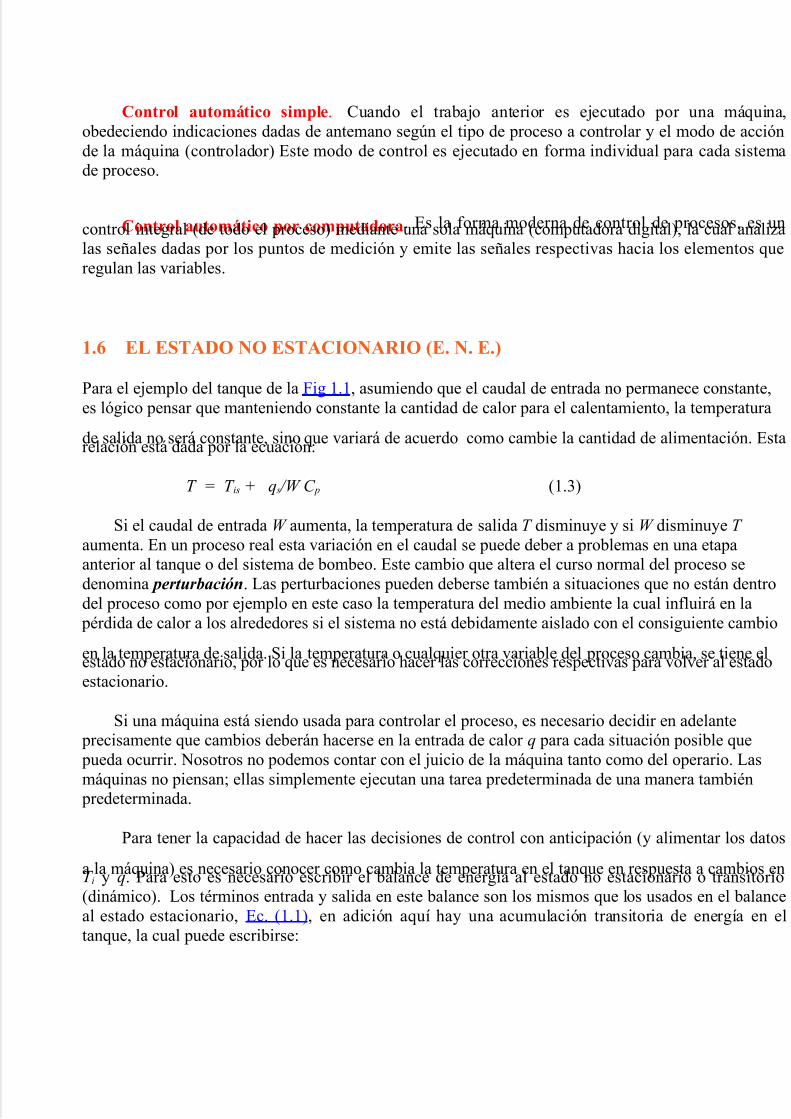
1.6 EL ESTADO NO ESTACIONARIO (E. N. E.)
Para el ejemplo del tanque de la Fig 1.1, asumiendo que el caudal de entrada no permanece constante,
es lógico pensar que manteniendo constante la cantidad de calor para el calentamiento, la temperatura
de salida no será constante, sino que variará de acuerdo como cambie la cantidad de alimentación. Estarelación está dada por la ecuación:
T = T is + q s /W C p (1.3)
Si el caudal de entrada W aumenta, la temperatura de salida T disminuye y si W disminuye T
aumenta. En un proceso real esta variación en el caudal se puede deber a problemas en una etapaanterior al tanque o del sistema de bombeo. Este cambio que altera el curso normal del proceso se
denomina perturbación. Las perturbaciones pueden deberse también a situaciones que no están dentro
del proceso como por ejemplo en este caso la temperatura del medio ambiente la cual influirá en la
pérdida de calor a los alrededores si el sistema no está debidamente aislado con el consiguiente cambio
en la temperatura de salida. Si la temperatura o cualquier otra variable del proceso cambia, se tiene elestado no estacionario, por lo que es necesario hacer las correcciones respectivas para volver al estado
estacionario.
Si una máquina está siendo usada para controlar el proceso, es necesario decidir en adelante precisamente que cambios deberán hacerse en la entrada de calor q para cada situación posible que
pueda ocurrir. Nosotros no podemos contar con el juicio de la máquina tanto como del operario. Las
máquinas no piensan; ellas simplemente ejecutan una tarea predeterminada de una manera también predeterminada.
Para tener la capacidad de hacer las decisiones de control con anticipación (y alimentar los datos
a la máquina) es necesario conocer como cambia la temperatura en el tanque en respuesta a cambios enT i y q. Para esto es necesario escribir el balance de energía al estado no estacionario o transitorio(dinámico). Los términos entrada y salida en este balance son los mismos que los usados en el balance
al estado estacionario, Ec. (1.1), en adición aquí hay una acumulación transitoria de energía en el
tanque, la cual puede escribirse:

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 8/203
dT
Acumulación = r VC p -------- energía/tiempodt
donde r = densidad del fluido
V = volumen del fluido en el tanque
t = variable independiente, tiempo
Con lo cual la ecuación de balance de energía será:
dT
r VC p ------- = W C p T i – W C p T + q (1.4)
dt
Asumiendo que los flujos de entrada y salida son iguales y constantes, así como el término r V , elcual es la masa del fluido en el tanque (W), también constante, Se tiene :
dT
r VC p ------- = W C p (T i – T )+ q (1.5)
dt
La Ec. (1.1) es la solución al estado estacionario de la Ec. (1.5), obtenida para el tiempo cero.
1.7 PRINCIPIOS BÁSICOS DE DISEÑO DE SISTEMAS DE CONTROL
Requisitos generales de sistemas de control. Todo sistema de control debe ser estable. Este es
un requisito básico, además de estabilidad absoluta, un sistema de control debe tener una estabilidadrelativa razonable; es decir, la respuesta debe mostrar un amortiguamiento razonable. Asimismo, la
velocidad de respuesta debe ser razonablemente rápida, y el sistema de control debe ser capaz de
reducir los errores a cero, o a un valor pequeño tolerable. Cualquier sistema de control, para ser útil,debe satisfacer estos requisitos.
El requisito de estabilidad relativa razonable y el de la precisión de estado estacionario tienden a
ser incompatibles, por lo tanto, al diseñar sistemas de control resulta necesario efectuar el mejor
compromiso entre estos dos requerimientos.
Teoría de control moderno versus teoría de control clásico. La teoría de control clásica utilizaextensamente el concepto de función de transferencia (o transmitancia). Se realiza el análisis y el
diseño en el dominio de s (Laplace) y/o en el dominio de la frecuencia. La teoría de control moderna
que esta basada en el concepto del espacio de estado, utiliza extensamente el análisis vectorial-matricial. El análisis y el diseño se realizan en el dominio del tiempo.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 9/203
La teoría de control clásica brinda generalmente buenos resultados para sistemas de control de una
entrada y una salida. Sin embargo, la teoría clásica no puede manejar los sistemas de control de
múltiples entradas y múltiples salidas.
En este libro se presentan en su primera parte los métodos de control clásicos, frecuentemente
denominados métodos de control convencional y en una segunda parte los métodos de controlmoderno. Nótese que los procedimientos clásicos o convencionales, ponen énfasis en la comprensiónfísica y utilizan menos matemática que los métodos de control modernos. En consecuencia los métodos
de control clásicos o convencionales son más fáciles de entender
Modelado matemático. Los componentes que abarcan los sistemas de control son muy diversos.
Pueden ser electromecánicos, hidráulicos, neumáticos, electrónicos, etc. En ingeniería de control, enlugar de operar con dispositivos o componentes físicos, se les reemplaza por sus modelos matemáticos.
Obtener un modelo matemático razonablemente exacto de un componente físico, es uno de los
problemas más importantes en ingeniería de control. Nótese que para ser útil, un modelo matemático
no debe ser ni muy complicado ni excesivamente simple. Un modelo matemático debe representar losaspectos esenciales de un componente físico. Las predicciones sobre el comportamiento de un sistema,
basadas en el modelo matemático, deben ser bastante precisas. Nótese también que sistemas al parecer
diferentes, pueden representarse por el mismo modelo matemático. El uso de tales modelosmatemáticos permite a los ingenieros de control desarrollar una teoría de control unificada. En
ingeniería de control, se usan ecuaciones diferenciales lineales, invariantes en el tiempo, funciones de
transferencia y ecuaciones de estado, para modelos matemáticos de sistemas lineales, invariantes en el
tiempo y de tiempo continuo. Para mayor información consultar el texto sobre Modelamiento y
Simulación de Procesos del mismo autor.
Aunque las relaciones entrada-salida de muchos componentes son no-lineales, normalmente esas
relaciones se linealizan en la vecindad de los puntos de operación, limitando el rango de las variables avalores pequeños. Obviamente, tales modelos lineales son mucho más fáciles de manejar tanto ana
líticamente como por computadora.
Análisis y diseño de sistemas de control. Al llegar a este punto, es deseable definir que
significan los términos análisis, diseño, análisis de respuesta transitoria, y otros. Por análisis de un
sistema de control se entiende la investigación, bajo condiciones especificadas, del comportamiento deun sistema cuyo modelo matemático se conoce. Como cualquier sistema consta de componentes, el
análisis debe comenzar con una descripción matemática de cada componente. Una vez que se ha
elaborado un modelo matemático del sistema completo, la forma en que el análisis se lleva a cabo es
independiente de si el sistema físico es neumático, eléctrico, mecánico, etc. Por análisis de respuestatransitoria se entiende generalmente la determinación de la respuesta de una planta a señales y
perturbaciones de entrada. Por análisis de respuesta en estado estacionario significa la determinaciónde la respuesta tras la desaparición de la respuesta transitoria.
Por diseño de un sistema, se entiende hallar uno que cumpla una tarea dada, si las características
de respuesta dinámica y/o de estado estacionario no son satisfactorias, se debe agregar un compensador
al sistema.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 10/203
Por síntesis se entiende encontrar, mediante un procedimiento directo, un sistema de control que
se comporte de un modo específico. Generalmente, tal procedimiento es totalmente matemático de
principio a fin del proceso de diseño. Se dispone de procedimientos de síntesis para el caso de sistemaslineales y para sistemas lineales de control óptimo.
En años recientes, las computadoras digitales han jugado un importante papel en el análisis,diseño y operación de sistemas de control. La computadora puede utilizarse para efectuar los cálculosnecesarios, para simular los componentes de un sistema o una planta, o para controlar un sistema. El
control por computadora ha llegado a ser de uso común, y muchos sistemas de control industrial
utilizan controladores digitales.
Método básico de diseño de control. El método básico de diseño de cualquier sistema decontrol práctico, entraña la obligada aplicación de procedimientos de tanteo. La síntesis de sistemas de
control lineales es teóricamente posible, y el ingeniero de control puede determinar sistemáticamente
los componentes necesarios para realizar el objetivo propuesto. En la práctica sin embargo, el sistema
puede estar expuesto a muchas restricciones, o no ser lineal, y en tales casos no se cuenta actualmente
con métodos de síntesis. Acaso, además, las características de los componentes no se conozcan con precisión. Por tanto, siempre resultará necesario seguir procedimientos de tanteo.
No obstante en la práctica a menudo se enfrentan situaciones en las que un proceso no es alterable(esto es, no se tiene la libertad de modificar la dinámica del proceso), y el ingeniero de control tiene
que diseñar el resto del sistema, de modo que el conjunto cumpla con las normas previstas en tanto se
lleva a cabo la tarea propuesta.
Las especificaciones pueden incluir factores tales como la velocidad de respuesta,amortiguamiento razonable, exactitud en estado estacionario, confiabilidad y costo. En algunos casos
los requerimientos o especificaciones pueden darse explícitamente, y en otros no. Todos los
requerimientos o especificaciones deben interpretarse en términos matemáticos. En el diseñoconvencional, se debe estar seguro de que el sistema de lazo cerrado sea estable, y que presentecaracterísticas de respuesta transitoria aceptables (esto es velocidad y amortiguamiento razonables), y
exactitud aceptable en estado estacionario.
Es importante recordar que algunas de las especificaciones quizás no sean realistas. En tal caso,las especificaciones deben revisarse en las primeras etapas del diseño. Asimismo las especificaciones
dadas, acaso incluyan condiciones contradictorias o conflictivas. Entonces el diseñador debe resolver
en forma satisfactoria los conflictos entre los muchos requerimientos dados.
El diseño basado en teoría de control moderna, requiere que el diseñador tenga un índice de
comportamiento o desempeño razonable, que lo guíe en el diseño de un sistema de control. Un índicede comportamiento es una medida cuantitativa del comportamiento, que indica la desviación con
respecto al comportamiento ideal. La selección de un índice de comportamiento particular se determina por objetivos del sistema de control.
El índice de comportamiento puede ser la integral de una función de error que debe minimizarse.
Estos índices de comportamiento, basados en la minimización de la integral del error, pueden usarse
tanto en los procedimientos de control moderno, como en los de control convencional. Sin embargo, en
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 11/203
general la minimización de un índice de comportamiento se puede lograr mucho más fácilmente usando
procedimientos de control modernos.
La especificación de la señal de control durante el intervalo de tiempo operativo, recibe elnombre de ley de control . Matemáticamente, el problema básico de control es determinar la ley de
control óptimo, sujeta a diversas restricciones de ingeniería y de economía, que minimice (o maximice,según el caso) un índice de comportamiento o desempeño determinado. Para el caso de sistemasrelativamente simples, se puede hallar la ley de control en forma analítica. En el caso de sistemas
complejos, puede requerirse una computadora digital que opere en línea para generar la ley de control
óptimo.
Para sistemas de control industrial, el índice de comportamiento puede ser el costo mínimo, laconfiabilidad máxima, etc. Es importante puntualizar que la elección del índice de comportamiento es
sumamente importante, ya que la naturaleza de control óptimo diseñado depende del índice de
comportamiento particular que se elige. Hay que seleccionar el índice de comportamiento más
adecuado para cada situación.
CAPITULO 2
SISTEMAS DE CONTROL
Todo proceso industrial es controlado básicamente por tres tipos de elementos el transmisor
(medidor o sensor) (TT), el controlador (TIC o TRC) y la válvula o elemento final de control, según puede verse en la Fig. 2.1.
La Fig. 2.1 corresponde al típico intercambiador de calor, en el que un fluido de calefacción(vapor) calienta un producto de entrada hasta una temperatura de salida que es transmitida por TT y
controlada e indicada por TIC (o controlada y registrada por TRC) a través de una válvula de control V.
Esta deja pasar el vapor de calefacción suficiente para mantener la temperatura del fluido caliente en unvalor deseado o punto de consigna que es prefijado (valor de referencia o “set point”) en el controlador
TIC o TRC.
La combinación de los componentes transmisor-controlador-válvula de control-proceso, que
actúan conjuntamente, recibe el nombre de sistema y cumple el objetivo de mantener una temperaturaconstante en el fluido caliente de salida del intercambiador. Cada uno de los componentes anteriores
considerados aisladamente es también un sistema, puesto que cada uno cumple un objetivo
determinado. Por ejemplo, el transmisor convierte los valores de la temperatura a señales neumáticas oelectrónicas; el controlador mantiene la señal de entrada constante para cada punto de consigna o valor
deseado fijado por el operador, mediante la variación de la señal de salida a la válvula de control; la
válvula de control convierte la señal de entrada neumática o electrónica a posición de su vástago y, por
tanto, gobierna el caudal de vapor con que alimenta el serpentín del intercambiador de calor; el proceso

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 12/203
cumple el objetivo de calentar el fluido de salida, mediante el vapor de entrada, y lo hace a través de
un serpentín, del que se elimina continuamente el condensado con un purgador. Nótese que en cada uno
de los sistemas anteriores se ha considerado una entrada y una salida; por ejemplo, en el caso de laválvula de control, la entrada es la señal procedente del controlador y la salida es el caudal de vapor al
serpentín; y en el caso del proceso, la entrada es el caudal de vapor que pasa a través de la válvula y la
salida es la temperatura del fluido caliente.
a) Control neumático
b) Control electrónico
Fig. 2.1 Proceso industrial típico
Estos sistemas se representan mediante un rectángulo llamado bloque, la variable o variables de
entrada constituidas por flechas que entran en el rectángulo, y la variable o variables de salida
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 13/203
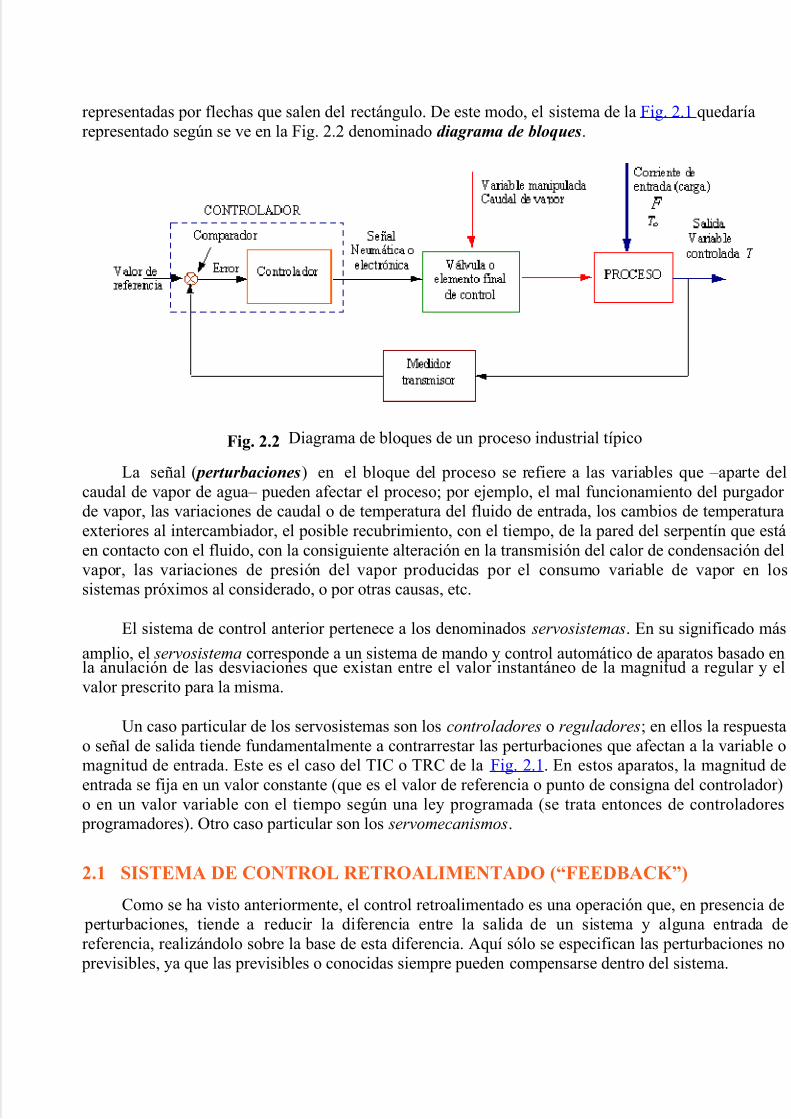
representadas por flechas que salen del rectángulo. De este modo, el sistema de la Fig. 2.1 quedaría
representado según se ve en la Fig. 2.2 denominado diagrama de bloques.
Fig. 2.2 Diagrama de bloques de un proceso industrial típico
La señal ( perturbaciones) en el bloque del proceso se refiere a las variables que –aparte del
caudal de vapor de agua– pueden afectar el proceso; por ejemplo, el mal funcionamiento del purgador de vapor, las variaciones de caudal o de temperatura del fluido de entrada, los cambios de temperatura
exteriores al intercambiador, el posible recubrimiento, con el tiempo, de la pared del serpentín que está
en contacto con el fluido, con la consiguiente alteración en la transmisión del calor de condensación del
vapor, las variaciones de presión del vapor producidas por el consumo variable de vapor en lossistemas próximos al considerado, o por otras causas, etc.
El sistema de control anterior pertenece a los denominados servosistemas. En su significado más
amplio, el servosistema corresponde a un sistema de mando y control automático de aparatos basado enla anulación de las desviaciones que existan entre el valor instantáneo de la magnitud a regular y el
valor prescrito para la misma.
Un caso particular de los servosistemas son los controladores o reguladores; en ellos la respuesta
o señal de salida tiende fundamentalmente a contrarrestar las perturbaciones que afectan a la variable omagnitud de entrada. Este es el caso del TIC o TRC de la Fig. 2.1. En estos aparatos, la magnitud de
entrada se fija en un valor constante (que es el valor de referencia o punto de consigna del controlador)
o en un valor variable con el tiempo según una ley programada (se trata entonces de controladores programadores). Otro caso particular son los servomecanismos.
2.1 SISTEMA DE CONTROL RETROALIMENTADO (“FEEDBACK”)
Como se ha visto anteriormente, el control retroalimentado es una operación que, en presencia de perturbaciones, tiende a reducir la diferencia entre la salida de un sistema y alguna entrada de
referencia, realizándolo sobre la base de esta diferencia. Aquí sólo se especifican las perturbaciones no
previsibles, ya que las previsibles o conocidas siempre pueden compensarse dentro del sistema.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 14/203
Se denomina sistema de control retroalimentado a aquel que tiende a mantener una relación
preestablecida entre la salida y alguna entrada de referencia, comparándolas y utilizando la diferencia
como medio de control. Por ejemplo el control de temperatura del tanque mezclador de la Fig. (1.1). Midiendo la temperatura de salida del tanque y comparándola con la temperatura de referencia
(temperatura deseada), la válvula de entrada de vapor regula el flujo de éste aumentando o
disminuyendo para mantener la temperatura de la corriente de salida en el valor deseado.
2.2 SERVOSISTEMAS
El servosistema (o servomecanismo) es un sistema de control retroalimentado en el que la salida
es algún elemento mecánico, sea posición, velocidad o aceleración. Por tanto, los términosservosistema o sistema de control de posición, o de velocidad o de aceleración, son sinónimos. Estos
servosistemas se utilizan ampliamente en la industria moderna. Por ejemplo con el uso de
servosistemas e instrucción programada se puede lograr la operación totalmente automática demáquinas herramientas. Nótese que a veces se denomina también servosistema a un sistema de control
cuya salida debe seguir con exactitud una trayectoria determinada en el espacio (como la posición de
una aeronave en el espacio en un aterrizaje automático). Los ejemplos incluyen el sistema de control deuna mano de robot, en que la misma debe seguir una trayectoria determinada en el espacio al igual que
una aeronave en el sistema de control de aterrizaje.
2.3 SISTEMA DE REGULACIÓN AUTOMÁTICA
Un sistema de regulación automática es un sistema de control en el que la entrada de referencia o
salida deseada son, o bien constantes o bien varían lentamente con el tiempo, y donde la tarea
fundamental consiste en mantener la salida en el valor deseado a pesar de las perturbaciones presentes.Por ejemplo los controles automáticos de presión y temperatura en un proceso químico.
2.4 SISTEMAS DE CONTROL DE PROCESOS
A un sistema de regulación automática en el que la salida es una variable como temperatura,
presión, flujo, nivel de liquido o pH, se le denomina sistema de control de proceso. El control de
procesos tiene amplia aplicación en la industria. En estos sistemas con frecuencia se usan controles
programados, como el de la temperatura de un horno de calentamiento en que la temperatura del mismose controla según un programa preestablecido. Por ejemplo el programa preestablecido puede consistir
en elevar la temperatura a determinado valor durante un intervalo de tiempo definido, y luego reducir a
otra temperatura prefijada también durante un periodo predeterminado. En este control el punto dereferencia se ajusta según el cronograma preestablecido. El controlador entonces funciona manteniendo
la temperatura del horno cercana al punto de ajuste variable.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 15/203
Fig. 2.3 Sistema de control de temperatura (Ref. K. Ogata)
En la Fig. 2.3, se puede apreciar el esquema para el control mediante una computadora de latemperatura en un horno eléctrico. La Temperatura en el interior del horno se mide con una
Termocupla (Bimetálico), que es un dispositivo analógico. La Temperatura se convierte a un valor de
temperatura digital, por un convertidor A/D y con esta se alimenta a un controlador a través de una
interfaz con la finalidad de pasar la señal de voltaje a lenguaje de computadora (Código Binario). LaTemperatura digital se compara con la temperatura de referencia es decir la temperatura de entrada
programada; y ante cualquier discrepancia (Error), el controlador envía una señal al Calefactor, a través
de un amplificador, y relevador, para llevar la temperatura del horno eléctrico al valor deseado, yobtener de esta manera una operación satisfactoria.
El empleo de un amplificador es para aumentar la potencia puesto que generalmente los procesos
se realizan en pequeñas voltajes, bajas potencias.
El relevador o interruptor recibe señal de la computadora si se enciende o se apaga; se apaga elrelevador cuando obtenemos la temperatura deseada y permanece encendido mientras no se llegue al
valor.
2.5 SISTEMA DE CONTROL DE LAZO CERRADO: (“CLOSED LOOP”)
Con frecuencia se llama así a los sistemas de control retroalimentado. En la práctica, se utiliza
indistintamente la denominación control retroalimentado (“feedback”) o control de lazo cerrado
(“closed loop”). La señal de error actuante, que es la diferencia entre la señal de entrada y la de
retroalimentación (que puede ser la señal de salida o una función de la señal de salida y sus derivadas),entra al controlador para reducir el error y llevar la salida a un valor deseado. Esta retroalimentación se
logra a través de la acción de un operador (control manual) o por medio de instrumentos (control
automático).
En el caso de control manual, para el ejemplo mostrado en la Fig. (1.1) el operador mide
previamente la temperatura de salida; si esta es por ejemplo, inferior al valor deseado, aumenta la
circulación de vapor abriendo levemente la válvula. Cuando se trata de control automático, se emplea

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 16/203
un dispositivo sensible a la temperatura para producir una señal (eléctrica o neumática) proporcional a
la temperatura medida. Esta señal se alimenta a un controlador que la compara con un valor deseado
preestablecido o punto de ajuste (“set point”). Si existe una diferencia, el controlador cambia laabertura de la válvula de control de vapor para corregir la temperatura como se indica en la Fig. 2.4.
Fig. 2.4 Sistema de control de lazo cerrado
El término lazo cerrado implica el uso de la acción de control retroalimentado para reducir el
error del sistema.
Fig. 2.5 Diagrama de bloques del sistema de control de lazo cerrado
2.6 SISTEMA DE CONTROL DE LAZO ABIERTO ("OPEN LOOP")
Los sistemas en los que la salida no tiene efecto sobre la acción de control, se denominansistemas de control de lazo abierto (“open loop”). En otras palabras, en un sistema de control de lazo
abierto la salida ni se mide ni se retroalimenta para compararla con la entrada. Un ejemplo práctico lo

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 17/203
constituye una lavadora de ropa domestica. El remojo, lavado y enjuague en la lavadora se cumplen por
tiempos. La máquina no mide la señal de salida, es decir, la limpieza de la ropa.
Fig. 2.6 Sistema de control de lazo abierto
En cualquier sistema de control de lazo abierto, no se compara la salida con la entrada de
referencia. Por tanto, para cada entrada de referencia corresponde una condición de operación fija. Así,
la precisión del sistema depende de la calibración. En presencia de perturbaciones, un sistema decontrol de lazo abierto solo se puede utilizar si la relación entre la entrada y la salida es conocida; y si
no se presentan perturbaciones tanto internas como externas. Desde luego, tales sistemas no son
sistemas de control retroalimentado, denominándose frecuentemente sistema de control dealimentación directa (“feed foward”). Nótese que cualquier sistema de control que funciona sobre la
base de tiempos es un sistema de lazo abierto.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 18/203
Fig. 2.7 Diagrama de bloques del sistema de control de lazo abierto
El control de alimentación directa se esta utilizando de una manera muy generalizada; sobre todo
en el control por computadora. Los cambios en las variables de entrada al proceso se miden ycompensan sin esperar a que un cambio en la variable controlada indique que ha ocurrido una
alteración en las variables. El control de alimentación directa es muy útil también en casos en que lavariable controlada final no se puede medir.
En el ejemplo ilustrado en la Fig. 2.6, el controlador de alimentación directa tiene la capacidad decomputar y utilizar el gasto medido de liquido de entrada y su temperatura, para calcular el gasto de
vapor necesario para mantener la temperatura deseada en el liquido de salida.
2.7 SISTEMA DE CONTROL DE LAZO CERRADO VERSUS DE LAZOABIERTO
Una ventaja del sistema de control de lazo cerrado es que el uso de la retroalimentación hace que
la respuesta del sistema sea relativamente insensible a perturbaciones externas y a variaciones internasde parámetros del sistema. De este modo, es posible utilizar componentes relativamente imprecisos y
económicos, y lograr la exactitud de control requerida en determinada planta, cosa que sería imposible
en un control de lazo abierto.
Desde el punto de vista de la estabilidad, en el sistema de control de lazo abierto la estabilidad esmás fácil de lograr puesto que no constituye un problema importante. En cambio en los sistemas de
lazo cerrado, la estabilidad si es un problema importante, por su tendencia a sobrecorregir errores que
pueden producir oscilaciones de amplitud constante o variable.
Hay que puntualizar que para sistemas cuyas entradas son conocidas previamente y en los que nohay la presencia de perturbaciones, es recomendable utilizar el control de lazo abierto. Los sistemas de
control de lazo cerrado tienen ventajas solamente si se presentan perturbaciones no previsibles o
variaciones de componentes del sistema. Nótese que la potencia de salida determina parcialmente elcosto, peso y tamaño de un sistema de control. La cantidad de componentes utilizados en un sistema de
control de lazo cerrado es mayor a la correspondiente a un sistema de control de lazo abierto. Así,
entonces, un sistema de control de lazo cerrado es generalmente de mayor costo y potencia. Para
reducir la potencia requerida por un sistema, es conveniente usar sistema de lazo abierto. Por lo comúnresulta menos costosa una combinación adecuada de controles de retroalimentación y alimentación
directa, lográndose un comportamiento general satisfactorio.
2.8 CONTROL COMBINADO DE LAZO ABIERTO Y LAZO CERRADO
La respuesta que emite el controlador hacia la válvula de control es el resultado de solucionar una
ecuación que relaciona las variables controlada y regulada, y se designa generalmente como el modelo
de proceso.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 19/203
Es muy raro encontrar modelos y controladores perfectos, de manera que es más conveniente
utilizar una combinación de control de retroalimentación y alimentación directa como muestra la Fig.
2.8. La configuración de un controlador que proporciona el punto de ajuste para otro controlador seconoce como control en cascada.
Fig. 2.8 Control combinado con retroalimentación y alimentación directa.
2.9 SISTEMAS DE CONTROL ADAPTABLES
Las características dinámicas de la mayoría de los sistemas de control no son constantes por
diversas razones, como el deterioro de los componentes al paso del tiempo, o las modificaciones en los
parámetros o en el medio ambiente. Aunque en un sistema de control retroalimentado se atenúan los
efectos de pequeños cambios en las características dinámicas, si las modificaciones en los parámetrosdel sistema y el medio son significativas, un sistema, para ser satisfactorio ha de tener capacidad de
adaptación. Adaptación implica la capacidad de autoajustarse o automodificarse de acuerdo con las
modificaciones imprevisibles del medio o estructura. Los sistemas de control que tienen algún grado de
capacidad de adaptación (es decir, el sistema de control por si mismo detecta cambios en los parámetros de planta y realiza los ajustes necesarios en los parámetros del controlador, para mantener
un comportamiento óptimo), se denomina sistema de control adaptable.
En un sistema de control adaptable, las características dinámicas deben estar identificadas en todomomento, de manera que los parámetros del controlador pueden ajustarse para mantener un
comportamiento óptimo. (De este modo, un sistema de control adaptable es un sistema no
estacionario). Este concepto resulta muy atractivo para el diseñador de sistemas, ya que un sistema de

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 20/203
control adaptable, además de ajustarse a los cambios ambientales, también lo hace ante errores
moderados del proyecto de ingeniería o incertidumbres, y compensa la eventual falla de componentes
menores del sistema, aumentando, por tanto, la confiabilidad de todo el sistema.
2.10 SISTEMAS DE CONTROL CON APRENDIZAJE
Muchos sistemas de control que aparentemente son de lazo abierto, pueden convertirse en sistemasde lazo cerrado si un operador humano se considera como un controlador, que compara la entrada y la
salida y realiza las acciones correctivas basadas en la diferencia o error.
Si se intenta analizar tales sistemas de control de lazo cerrado con intervención humana, se
encuentra el difícil problema de plantear ecuaciones que describan el comportamiento del operador humano. En este caso uno de los muchos factores que lo complican, es la capacidad de aprendizaje del
ser humano. A medida que este va adquiriendo experiencia, mejora como elemento de control, y esto
debe tomarse en cuenta al analizar el sistema. Los sistemas de control con capacidad para aprender,reciben el nombre de sistemas de control con aprendizaje. En la literatura se encuentran avances
recientes en aplicaciones de control adaptable y con aprendizaje.
2.11 CLASIFICACIÓN DE SISTEMAS DE CONTROL
Los sistemas de control pueden clasificarse de diversos modos. A continuación se señalan algunos.
Sistemas de control lineales versus no lineales.- En rigor, la mayoría de los sistemas físicos no son
lineales en varios sentidos. Sin embargo, si la extensión de variaciones de las variables del sistema noes amplia, el sistema puede linealizarse dentro de un rango relativamente estrecho de valores de las
variables. Para sistemas lineales, se aplica el principio de superposición. Aquellos sistemas a los que no
es aplicable este principio son los sistemas no lineales.
Sistemas de control invariante en el tiempo versus control variable en el tiempo .- Un sistema de
control invariante en el tiempo (sistema de control con coeficientes constantes) es aquel en el que los
parámetros no varían con el tiempo. La respuesta de tal sistema es independiente del tiempo en el que
se aplica la entrada. En cambio, un sistema de control variable en el tiempo es aquel en el cual los parámetros varían con el tiempo; su respuesta depende del tiempo en el que se aplica una entrada.
Ejemplo de un sistema de control variable en el tiempo, es le sistema de control de un vehículo
espacial, en el que la masa disminuye en el tiempo al consumirse combustible durante el vuelo.
Sistemas de control de tiempo continuo versus tiempo discreto.- En un sistema de control de tiempo
continuo, todas las variables son funciones de un tiempo continuo t . Un sistema de control de tiempo
discreto abarca una o más variables que son conocidas sólo en instantes discretos de tiempo.
Sistemas de control con una entrada y una salida versus con múltiples entradas y múltiplessalidas.- Los sistemas pueden tener una entrada y una salida, o múltiples entradas y múltiples salidas

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 21/203
como en el caso de un sistema de control de proceso con dos entradas (entrada de presión y entrada de
temperatura) y dos salidas (presión de salida y temperatura de salida).
Sistemas de control con parámetros agrupados versus parámetros distribuidos.- Los sistemas decontrol que pueden describirse mediante ecuaciones diferenciales ordinarias, son sistemas de control de
parámetros agrupados, mientras que los sistemas de control con parámetros distribuidos son aquellosque pueden describirse mediante ecuaciones diferenciales parciales.
Sistemas de control determinísticos versus estocásticos.- Un sistema de control es determinístico sila respuesta a la entrada es predecible y repetible. De no serlo, el sistema de control es estocástico.
CAPITULO 3
CONTROL E INSTRUMENTACIÓN DE PROCESOS
3.1 INSTRUMENTACIÓN Y CONTROL
Alguna familiaridad con el software y hardware de control es necesario antes de entrar a discutir
la selección y sintonía. Nosotros no estamos preocupados sobre los detalles de cómo se construyen los
diferentes equipos mecánicos, neumáticos, hidráulicos, electrónicos y los servicios de computación.
Estos detalles pueden ser obtenidos de los proveedores de instrumentos y computadoras. Nosotrossolamente necesitamos conocer básicamente como trabajan ellos y que es lo que se supone hacen.
Los instrumentos son proporcionados para monitorear las variables claves del proceso durante la
operación de la planta. Estos pueden estar incorporados a un lazo de control automático, o usados para
el control manual de la operación. Ellos también pueden ser parte de un sistema de control por computadora. Los instrumentos monitoreando las variables críticas del proceso deben estar equipados
con alarmas automáticas para alertar al operador sobre situaciones críticas y peligrosas.
En las últimas décadas ha habido una real revolución en el hardware de instrumentación. Hace 30años, la mayoría de hardware de control fue mecánico y neumático (usando instrumentos con presión
de aire para mover los aparatos y señales de control). La tubería se colocó entre el equipo de proceso yel cuarto de control. Las señales fueron grabadas en cartas de papel.
Actualmente la mayoría de los nuevos sistemas de control usan hardware de “controldistribuido”: microprocesadores que sirven simultáneamente a varios lazos de control. La información
es desplegada en CRTs (tubos de rayos catódicos). La mayoría de señales son transmitidas de manera
analógica electrónica (usualmente señales de corriente).
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 22/203
A pesar de todos esos cambios en el hardware, los conceptos básicos de estructura de sistemas de
control y algoritmos de control (tipos de controladores) permanecen esencialmente iguales como fueron
hace 40 años. Ahora es fácil implementar estructuras de control; solo debemos reprogramar unacomputadora. Pero el trabajo de los ingenieros de control de procesos es el mismo: obtener sistemas de
control que den un control bueno, estable y robusto.
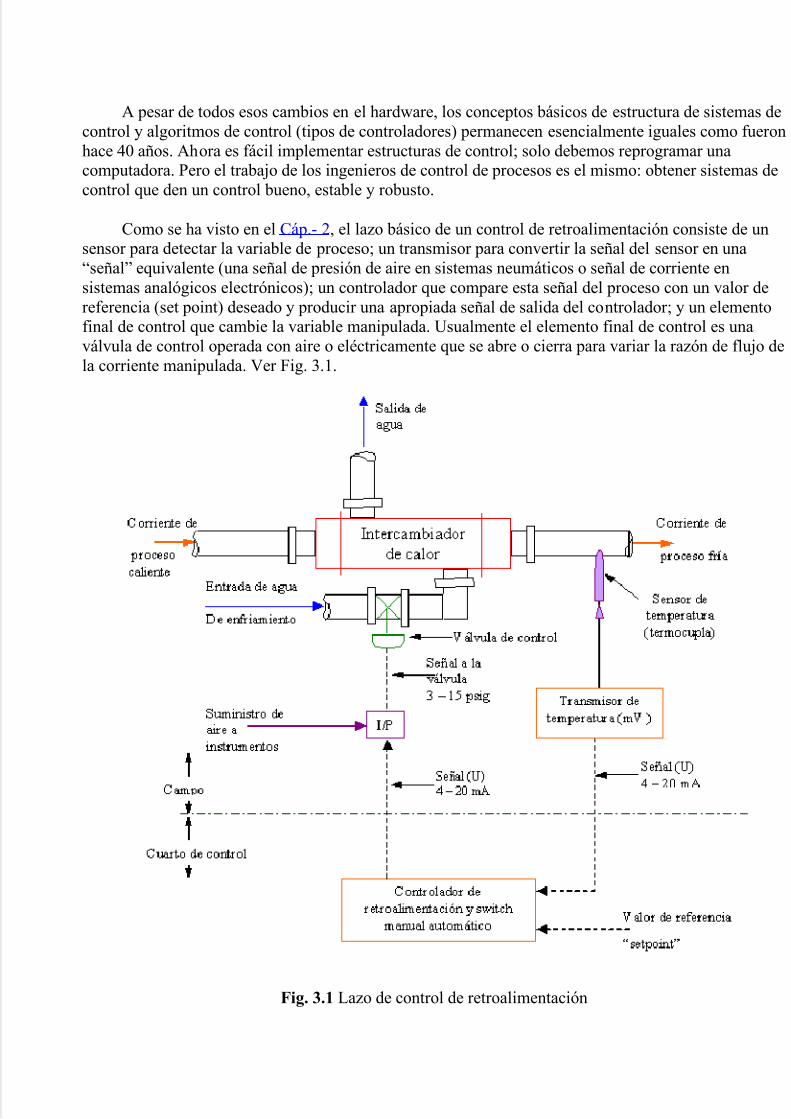
Como se ha visto en el Cáp.- 2, el lazo básico de un control de retroalimentación consiste de unsensor para detectar la variable de proceso; un transmisor para convertir la señal del sensor en una
“señal” equivalente (una señal de presión de aire en sistemas neumáticos o señal de corriente en
sistemas analógicos electrónicos); un controlador que compare esta señal del proceso con un valor de
referencia (set point) deseado y producir una apropiada señal de salida del controlador; y un elementofinal de control que cambie la variable manipulada. Usualmente el elemento final de control es una
válvula de control operada con aire o eléctricamente que se abre o cierra para variar la razón de flujo de
la corriente manipulada. Ver Fig. 3.1.
Fig. 3.1 Lazo de control de retroalimentación

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 23/203
El sensor, transmisor, y válvula de control son físicamente localizadas sobre el equipo de proceso
(“en el campo”). El controlador es usualmente localizado sobre un panel o en una computadora en un
cuarto de control que está a alguna distancia del equipo de proceso. Cables conectan las dosubicaciones, llevando señales de corriente del transmisor al controlador y del controlador al elemento
final de control.
(a) En manual
(b) En automático
Fig. 3.2 Conmutador manual / automático

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 24/203
El hardware usado en plantas químicas y petroquímicas es ya sea analógico (neumático o
electrónico) o digital. Los sistemas analógicos usan señales de presión de aire (3 a 15 psig) o señales de
corriente/voltaje (4 a 20 miliamperios, 10 a 50 miliamperios o 0 a 10 voltios DC). Estos son accionados por instrumentos de aire suministrando (25 psig aire) o 24 voltios DC de potencia eléctrica. Los
sistemas neumáticos envían señales de presión de aire a través de pequeños tubos. Sistemas analógicos
electrónicos usan cables.
Cuando se usa una válvula neumática actuada por presión de aire, las señales de corriente son
usualmente convertidas en presión de aire. Se usa un transductor “I a P” (corriente a presión) para
convertir señales de 4 a 20 mA en señales de 3 a 15 psig.
También colocado en el cuarto de control está el conmutador (“switch”) manual-automático.Durante el arranque o bajo condiciones anormales, el operador de la planta puede querer poder colocar
la posición de la válvula de control en el mismo en lugar que tiene la posición del controlador. Un
“switch” es usualmente colocado sobre el panel de control o en el sistema de control como se muestra
en la Fig. 3.2. En la posición manual el operador puede accionar la válvula cambiando una perilla (un
regulador de presión en un sistema neumático o un potenciómetro en un sistema electrónico analógico).En la posición “automático” la salida del controlador va directamente a la válvula.
Cada controlador debe proporcionar lo siguiente:
1. Indicar el valor de la variable controlada: la señal del transmisor
2. Indicar el valor de la señal siendo enviada a la válvula: la salida del controlador
3. Indicar el valor de referencia (“setpoint”)
4. Tener un “switch” manual / automático.
5. Tener una perilla para fijar el setpoint cuando el controlador está en automático.
6. Tener una perilla para fijar la señal a la válvula cuando el controlador está en manual.
Todos los controladores desde hace 40 años para los controladores neumáticos o los controladores
modernos basados en microprocesador, tienen estas funciones.
3.2 SENSORES
Se han desarrollado diferentes instrumentos para la medición en línea de diferentes propiedades.
Las variables más importantes son caudal, temperatura, presión y nivel. Dispositivos para medición de
otras propiedades tal como pH, densidad, viscosidad, absorción ultravioleta e infrarroja, e índice derefracción están disponibles. La medición directa de la composición química mediante un cromatógrafo
de gas en línea es extensamente usada. Esto conlleva interesantes problemas de control debido a su
operación intermitente (una señal de composición es generada cada cierto tiempo). Estos casos veremosen el estudio de variables discretas.
Es deseable que las variables del proceso a ser monitoreadas sean medidas directamente; muchas
veces, sin embargo, esto es impracticable y algunas variables dependientes deben medirse en forma
indirecta. Por ejemplo, en el control de una columna de destilación es deseable el análisis de los
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 25/203
productos en la corriente del tope en la misma línea de proceso, pero esto es difícil y costoso llevarlo a
cabo, de tal manera que frecuentemente es monitoreada la temperatura como una indicación de la
composición. Los instrumentos de temperatura pueden formar parte de un lazo de control de lacomposición de los productos de cabeza con el reflujo, verificado frecuentemente por los análisis de
laboratorio.
3.2.1 Medidores de temperatura
La temperatura es una de las principales variables que afectan el curso de los procesos químicos, por tal razón esta variable debe ser medida con la mayor exactitud posible para poder controlarla
adecuadamente.
Dentro de los principales instrumentos que se utilizan para la medición de temperatura se tiene:
Termocuplas. Se basan en el hecho de que una corriente del orden de milivoltios fluye en un circuitocontinuo de dos alambres metálicos diferentes. La señal varía con la temperatura de la “juntura
caliente”. Las termocuplas de hierro-constantan son comúnmente usadas en el rango de temperatura de
0 a 1300 oF.
Termómetros de resistencia. Se basan en el hecho de que los metales cambian su resistencia eléctricacuando se someten a un cambio de temperaturas.
Termómetros llenos. Los Termómetros de sistema lleno se diseñan para proporcionar una indicación de
la temperatura a cierta distancia del punto de medición. El Elemento sensible o medición (bulbo o
ampolla) tiene un gas o un liquido que cambia de volumen, presión o presión de vapor con la
temperatura. Este cambio se comunica por medio de un tubo capilar al Tubo de Bourdon u otrodispositivo sensible a la presión y el volumen.
Estos dispositivos debido a su simplicidad se utilizan con frecuencia en los procesos industriales.
Termómetros bimetálicos. El Bimetal termostático se define como un material compuesto que consta de
tiras de dos ó más metales unidos entre sí. Debido a los diferentes índices de expansión de suscomponentes, Esta composición tiende a cambiar de curvatura cuando se somete a una variación de
temperatura.
Los Termostatos Bimetálicos se destinan a utilizarse a temperaturas que oscilan entre 1000º F hasta
–300º F e incluso a niveles inferiores.
Termómetros de liquido en capilares de vidrio. Las tres formas de Termómetros de liquido en capilares
de vidrio son:
1. Los Totalmente hechos de vidrio (de cuello grabado o de escala cerrada).
2. De Tubo y Escala.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 26/203
3. Industriales.
Estos termómetros no se utilizan en sistemas de control automático pero si se utilizan
profundamente como dispositivo de medición para el control manual y en laboratorios de control.
Pirómetros. “Pirometría de Radiación”, es la determinación de la temperatura de un objeto por mediode la cantidad y la naturaleza de la energía que irradia.
Estos dispositivos se clasifican en:
1. Pirómetros ópticos; basados en la brillantez de un objeto caliente.
2. Pirómetros de Radiación; miden el índice de emisión de energía por unidad de área
La respuesta dinámica de la mayoría de sensores es usualmente mucho más rápida que la dinámicadel proceso mismo. Los sensores de temperatura son una notable y a veces problemática excepción. La
constante de tiempo de una termocupla y un termómetro lleno pueden ser 30 segundos o más. Si el
termómetro esta revestido con polimero u otro material, el tiempo de respuesta puede ser variosminutos. Esto puede significar degradación en la operación de control.
3.2.2 Medidores de presión
Los dispositivos para medir presiones en procesos se dividen en tres grupos:
1. Los que se basan en una medición de la altura de una columna liquida. En estos dispositivos, la
presión que se mide se compara con la presión ejercida por una columna de líquido. Casi todos los
dispositivos de columna líquida para medir presiones se llaman comúnmente Manómetros. Segúnsea la gama de presión, los líquidos más frecuentemente usados son el agua y el mercurio.
2. Los que se basan en la medición de la distorsión de una cámara de presión elástica. Son aquellos en
que las presiones medidas deforman algún material elástico, y la magnitud de dicha deformación es,más o menos, proporcional a la presión aplicada. Estos dispositivos se clasifican en tres tipos: El
Tubo de Bourdon, los fuelles y el diafragma.
3. Los dispositivos, sensores de tipo eléctrico; denominados también extensores, cuando un alambre u
otro conductor eléctrico se extiende elásticamente, su longitud aumenta y su diámetro disminuye.Estos dos cambios dimensionales generan un aumento en la resistencia eléctrica del conductor.
3.2.3 Medidores de flujo
El flujo, definido como volumen por unida de tiempo en condiciones especificas de temperatura y
presión, se mide usualmente con medidores de desplazamiento positivo o de velocidad.
Las principales clases de instrumentos de medición de flujo o corriente que se utiliza en Industriasde Proceso son las de carga variable, área variable, desplazamiento positivo, turbina, medidores de flujo

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 27/203
en masa y vertedores y canalones para medir la corriente en canales abiertos.
3.2.4 Mediciones de nivel
La medición del nivel se puede definir como la determinación de la ubicación de la entrecara entredos fluidos, separables por gravedad, con respecto a un plano de referencia fija. La medición de nivel
más común es la de la entrecara entre un liquido y un gas.
Otras mediciones de nivel que se encuentran con suma frecuencia son la entrecara de dos líquidos,
de sólidos granulares o fluidificados y un gas, y entre un gas, y entre un liquido y su vapor.
Las bases más frecuentemente usadas para clasificar los dispositivos de nivel son:
Dispositivos visuales. Comprende dispositivos como: la varilla de inmersión, la escala de plomada y
cinta, el manómetro abierto y el vidrio de nivel o columna indicadora.
Vidrio de nivel. Es un dispositivo visual para medir niveles en procesos, el cual puede considerarse
como un manómetro donde el nivel de fluido del proceso, dentro del mismo, busca la misma elevación
que en el depósito.
El vidrio de nivel se instala casi siempre con válvulas que permiten que este medidor quede aislado deldepósito y se pueda extraer sin que éste pierda presión.
Dispositivos activados con flotador. Se caracterizan por un dispositivo flotante que queda suspendido
en la entrecara de los dos fluidos. Puesto que por lo común se requiere una fuerza sustancial para mover
el mecanismo indicador, éstos aparatos se limitan casi siempre a las entrecaras líquido - gas. Mediante
un pesado correcto del flotador, se puede utilizar para medir entrecaras de líquido – líquido.
Dispositivos de desplazador. Los dispositivos activados con un desplazador emplean la fuerza de
flotación ejercida sobre un desplazador parcialmente sumergido, como medida de la ubicación de la
entrecara a lo largo del eje del flotador. El movimiento vertical de éste se restringe casi siempre por medio de un miembro elástico, cuyo movimiento o distorsión es directamente proporcional a la fuerza
de flotabilidad y, por ende, al nivel de la entrecara.
Dispositivos de carga. Hay una extensa variedad de dispositivos que emplean la carga hidrostática
como medición del nivel. Como sucede en los casos del dispositivo de desplazador, la medición exactadel nivel por medio de una carga hidrostática exige el conocimiento preciso de las densidades de ambos
fluidos, el de la fase pesada y el de la fase ligera. La mayoría de esta clase de sistema utilizandispositivo de medición de presión estándar o presión diferencial.
3.2.5 Medición de propiedades físicas
Estas mediciones se consideran a veces como analizadores de composición, porque, para mezclas

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 28/203
binarias o seudo binarias, la composición se difiere con frecuencia de la medición de las propiedades
físicas.
Densidad y densidad relativa. En el caso de mezclas binarias o seudo binarias de líquidos o gases, o
de una solución de un sólido o gas contenidos en un disolvente, la densidad es una función de lacomposición a ciertas temperaturas y presiones. En el caso de soluciones no ideales, la calibración
empírica dará la relación entre la densidad y la composición.
Viscosidad y consistencia. Los Viscosímetros continuos miden por lo común ya sea la resistencia al
flujo o el arrastre o par producido por el movimiento de un elemento a través del fluido.
Cada instalación se aplica normalmente en una gama angosta de viscosidades, y la calibración empíricaen dicha gama permite utilizar fluidos tanto newtonianos como no newtonianos.
Analizadores del índice de refracción. Cuando la luz se mueve a través de un medio (por ejemplo aire
o vidrio), para pasar a otro (por ejemplo un líquido), sufre un cambio de velocidad, y si el ángulo deincidencia no es de 90º sufre también un cambio de dirección. Para una entrecara, un ángulo, una
temperatura y una longitud de onda de luz particulares, la cantidad de desviación por refracción
dependerá de la composición del liquido
Conductividad térmica. Todos los gases y los vapores tienen la capacidad de conducir calor desde unafuente calorífica. A una temperatura y un ambiente físico dados, las pérdidas de calor por radiación y
convección se estabilizaran y la temperatura de la fuente calorífica dependerá primordialmente de la
conductividad térmica y, por ende, de la composición de los gases circundantes.
Analizadores de punto de ebullición. Los analizadores de proceso para obtener diversos puntos de
ebullición (inicial, intermedio y final), de corrientes de hidrocarburos, son bastante conocidos. Estosanalizadores son procesos de destilación en miniatura en los que la temperatura de la muestra se mide al
efectuarse la destilación. Los diferentes diseños se deben a distintos métodos que se emplean para
determinar la cantidad de muestra destilada tomando en cuenta de sí se trata de una medición en lotes ocontinua.
Analizadores de punto de inflamación. En este tipo de analizadores la muestra del liquido se calienta,
su vapor se mezcla con una corriente controlada de aire y se alimenta a una cámara de chispa. Al
aumentar la temperatura de la muestra líquida, y con ello, la concentración de vapor, la mezcla seenciende finalmente por medio de una chispa. La temperatura de la muestra en este punto se registra
entonces como punto de inflamación.
Medición de la humedad. Las mediciones de la humedad se dividen en dos categorías generales: los
métodos de humedad absoluta y los de humedad relativa. Los primeros son aquellos que proporcionanuna salida primaria que se pueden calibrar directamente en termino de la temperatura del punto de
condensación, la concentración molar o la concentración por peso. La pérdida de peso durante el
calentamiento es el método más conocido. Los métodos más especializados analizados aparecen por orden aproximado respecto de lo directamente que se efectúe la determinación de la humedad. Los
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 29/203
métodos de humedad relativa son los que proporcionan una salida primaria que se calibra de un modo
más directo utilizando el porcentaje de saturación de la humedad.
3.3 TRANSMISORES
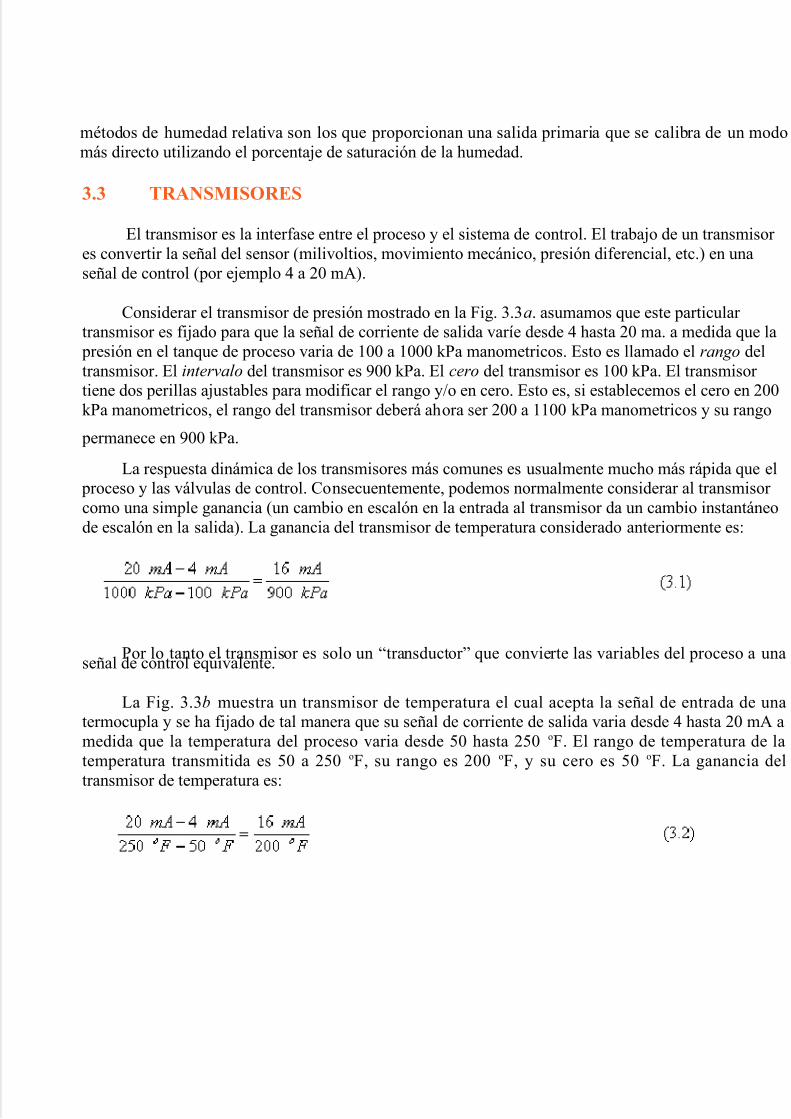
El transmisor es la interfase entre el proceso y el sistema de control. El trabajo de un transmisor
es convertir la señal del sensor (milivoltios, movimiento mecánico, presión diferencial, etc.) en una
señal de control (por ejemplo 4 a 20 mA).
Considerar el transmisor de presión mostrado en la Fig. 3.3a. asumamos que este particular transmisor es fijado para que la señal de corriente de salida varíe desde 4 hasta 20 ma. a medida que la
presión en el tanque de proceso varia de 100 a 1000 kPa manometricos. Esto es llamado el rango del
transmisor. El intervalo del transmisor es 900 kPa. El cero del transmisor es 100 kPa. El transmisor tiene dos perillas ajustables para modificar el rango y/o en cero. Esto es, si establecemos el cero en 200
kPa manometricos, el rango del transmisor deberá ahora ser 200 a 1100 kPa manometricos y su rango
permanece en 900 kPa.
La respuesta dinámica de los transmisores más comunes es usualmente mucho más rápida que el proceso y las válvulas de control. Consecuentemente, podemos normalmente considerar al transmisor
como una simple ganancia (un cambio en escalón en la entrada al transmisor da un cambio instantáneo
de escalón en la salida). La ganancia del transmisor de temperatura considerado anteriormente es:
Por lo tanto el transmisor es solo un “transductor” que convierte las variables del proceso a unaseñal de control equivalente.
La Fig. 3.3b muestra un transmisor de temperatura el cual acepta la señal de entrada de unatermocupla y se ha fijado de tal manera que su señal de corriente de salida varia desde 4 hasta 20 mA a
medida que la temperatura del proceso varia desde 50 hasta 250 oF. El rango de temperatura de la
temperatura transmitida es 50 a 250 oF, su rango es 200 oF, y su cero es 50 oF. La ganancia del
transmisor de temperatura es:

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 30/203
Fig. 3.3 Transmisores típicos. (a) presión; (b) temperatura; (c) flujo (placa de orificio)
Como se ha notado anteriormente, la dinámica de los sensores termómetro-termocupla con
frecuencia no despreciables y deben ser incluidas en los análisis dinámico.
La Fig. 3.3c muestra un transmisor de ∆ P es usado con una placa de orificio como un
transmisor de flujo. La caída de presión sobre la placa de orificio (el sensor) es convertida a una señalde control. Suponga que la placa de orificio es dimensionada para dar una caída de presión de 100 pulg.
deH2O a un flujo de proceso a razón de 2000 kg/k. El transmisor de ∆ P convierte la pulg. de H2O en
miliamperios, y su ganancia es 16 mA/100 pulg. H2O. Sin embargo, nosotros realmente queremos la
razón de flujo, no la caída de presión en la placa de orificio. Como ∆ P es proporcional al cuadrado de
la razón de flujo, hay una relación no lineal entre la razón de flujo F y la señal de salida del transmisor:
donde PM = señal de salida del transmisor, mA
F = razón de flujo en kg/h
Disminuyendo el flujo por un factor de dos disminuye la señal de ∆ P por un factor de 4. para
análisis de sistemas usualmente linealizamos la Ec. (3.3) alrededor del valor de estado estacionario de
la razón de flujo, F s.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 31/203
donde PM y F = perturbaciones para el estado estacionario
F s = razón de flujo al estado estacionario, kg/h
F max = razón de flujo máximo a escala completa = 2000 kg/h en este ejemplo
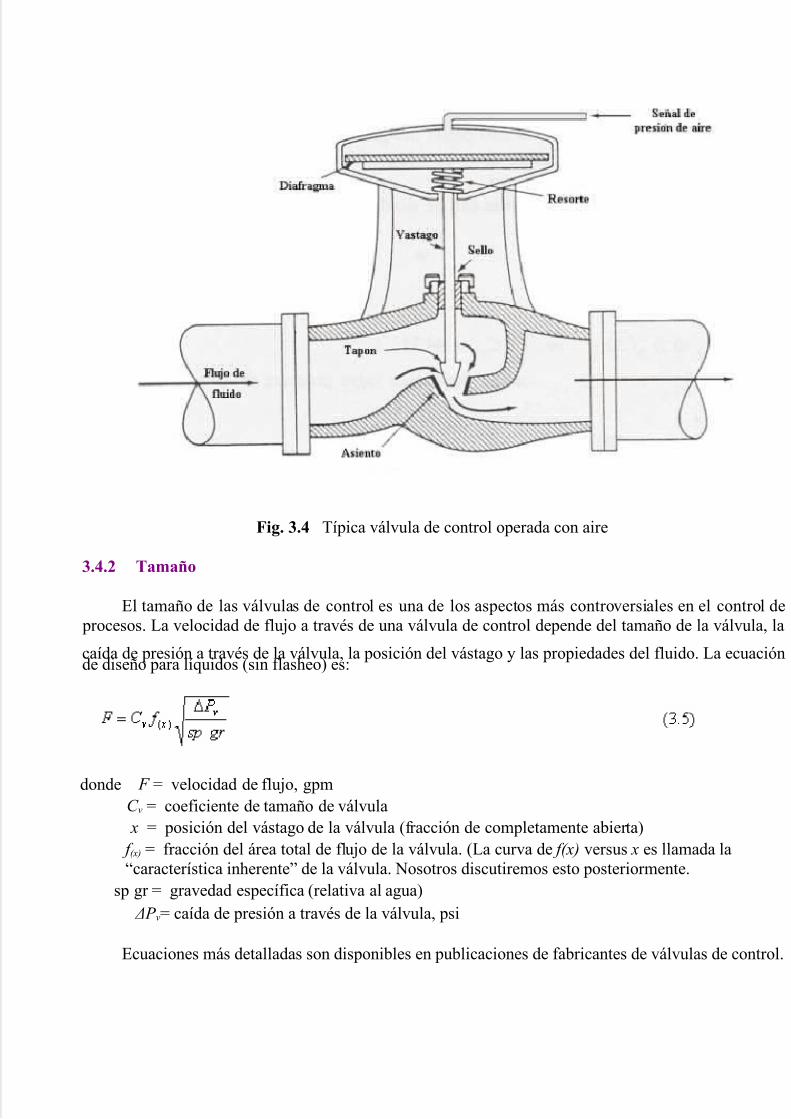
3.4 VÁLVULAS DE CONTROL
La interfase entre el proceso y el otro extremo del lazo de control es realizada por el elemento
final de control. En una gran mayoría de procesos de ingeniería química el elemento final de control esuna válvula automática la cual regula el flujo de una corriente manipulada. La mayoría de válvulas de
control consisten de un tapón al final de un vástago que abre o cierra un orificio . como muestra la Fig.
3.5, el vástago esta adjunto a un diafragma que conducido por el cambio de presión de aire sobre eldiafragma. La fuerza de presión de aire es opuesta a un resorte. Existen varios de las válvulas de
control: su acción, características, y tamaño.
3.4.1 Acción de la válvula
Las válvulas son diseñadas ya sea para que se cierren o se abran completamente al
anular la presión o voltaje. Cual acción es apropiada depende del efecto de la variable
manipulada sobre el proceso. Por ejemplo, si la válvula está manipulando vapor o
combustible, se necesitará que el flujo se corte en una situación de emergencia, es decir senecesitará que la válvula se cierre. Si la válvula está manipulando agua de enfriamiento a un
reactor, se necesitará que el flujo vaya a un máximo en una situación de emergencia, es
decir se necesitará que la válvula se abra completamente.
La válvula mostrada en la Fig. 3.4 es cerrada cuando el vástago está al tope de su
deslazamiento. Como el incremento de la presión de aire cierra la válvula, esta válvula es
una válvula aire-para-cerrar (“air-to-close”) (AC). Si la señal de presión de aire cae a cero
debido a alguna falla (por ejemplo, suponer que la línea de suministro de aire a los
instrumentos se corta), ésta válvula quedará completamente abierta ya que el resorte
mantendrá la válvula abierta. Las válvulas pueden ser hechas de acción aire-para-abrir (“air-to-open”) (AO) mediante la acción inversa del tapón para cerrar la abertura en la posición
arriba o por la colocación inversa del resorte y presión de aire (colocar la presión de aire
bajo el diafragma).
Por lo tanto nosotros usaremos ya sea válvulas AO o AC, y la decisión de cual se debe usar depende de la necesidad del proceso.
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 32/203
Fig. 3.4 Típica válvula de control operada con aire
3.4.2 Tamaño
El tamaño de las válvulas de control es una de los aspectos más controversiales en el control de
procesos. La velocidad de flujo a través de una válvula de control depende del tamaño de la válvula, la
caída de presión a través de la válvula, la posición del vástago y las propiedades del fluido. La ecuaciónde diseño para líquidos (sin flasheo) es:
donde F = velocidad de flujo, gpm
C v = coeficiente de tamaño de válvula
x = posición del vástago de la válvula (fracción de completamente abierta)
f (x) = fracción del área total de flujo de la válvula. (La curva de f(x) versus x es llamada la
“característica inherente” de la válvula. Nosotros discutiremos esto posteriormente.
sp gr = gravedad específica (relativa al agua)
ΔP v= caída de presión a través de la válvula, psi
Ecuaciones más detalladas son disponibles en publicaciones de fabricantes de válvulas de control.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 33/203
El dimensionamiento de las válvulas de control es un buen ejemplo del trabajo de ingeniería que
debe hacerse en el diseño de una planta. Considerar el proceso mostrado en la Fig. 3.5. suponer que la
velocidad de flujo a condiciones de diseño es 100 gpm, la presión en el tanque de alimentación es
atmosférica, la caída de presión a través del intercambiador (∆ P H ) a la velocidad de flujo de diseño es
40 psi, y la presión en el tanque final, P 2, es 150 psig. Asumamos que tendremos una válvula de control
semiabierta ( f (x) = 0.5) al flujo de diseño. La gravedad específica del liquido es 1.
El trabajo del ingeniero de procesos es dimensionar la bomba centrifuga y la válvula de control.A mayor tamaño de la válvula de control, menor caída de presión. Esto permite usar una bomba con
menor columna y disminuir los costos de energía debido al consumo de potencia por el motor que
mueve a la bomba. Así, el ingeniero que conoce poco de válvulas de control, querrá diseñar un sistemaque tenga una baja caída de presión a través de la válvula de control. Para un punto de vista del estado
estacionario, esto tiene sentido perfecto.
Fig. 3.5 Sistema de proceso Sin embargo, el ingeniero de procesos va a consultar con el ingeniero de control, y el ingeniero
de control quiere tomar una parte de la caída de presión a través de la válvula. Por qué? Básicamente
esto es una cuestión de “rangeabilidad”: a más grande caída de presión, los cambios que pueden
hacerse en la velocidad de flujo son más grandes (en ambas direcciones: aumentando y disminuyendo).
Examinemos dos diseños diferentes para mostrar porque esto es deseable desde un punto de vistadinámico para tomar mayor caída de presión a través de la válvula de control.
En el caso 1 dimensionaremos la válvula para dar una caída de presión de 20 psi al flujo de
diseño cuando está semiabierta. Esto conllevará a que la bomba deberá producir una columna
diferencial de 150 + 40 + 20 = 210 psi a condiciones de diseño. En el caso 2 dimensionaremos laválvula para dar una caída de presión de 80 psi a condiciones de diseño. Ahora será necesaria una
bomba de columna grande : 150 + 40 + 80 = 270 psi.
Usando la Ec. (3.5), pueden dimensionarse ambas válvulas de control.
Caso 1:

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 34/203
cuando la caída de presión de diseño de la válvula es 20 psi
Caso 2:
cuando la caída de presión de diseño de la válvula es 80 psi
Naturalmente la válvula de control en el caso 2 es más pequeña que en el caso1.
Ahora veamos que pasa en los dos casos cuando nosotros abrimos la válvula de control
completamente: f (x) = 1. Ciertamente, la velocidad de flujo se incrementará, pero que tanto? Desde un
punto de vista de control, podemos querer tener la posibilidad de incrementar el flujo substancialmente.Llamemos este flujo desconocido como F max.
El aumento de la velocidad de flujo incrementará la caída de presión en el
intercambiador como el cuadrado de la velocidad de flujo.
la velocidad de flujo alta puede también reducir la columna que la bomba centrifuga produce si
estamos fuera de la curva de la bomba donde la columna decae rápidamente con el rendimientoespecífico. Por simplicidad, asumiremos que la curva de la bomba es atenuada. Esto permite que la
caída de presión total a través del intercambiador y la válvula de control es constante. Entonces, la
caída de presión a en la válvula de control disminuye mientras que la caída de presión en elintercambiador se incrementa.
∆ P v = ∆ P Total – ∆ P H (3.7)
Colocando los números para los dos casos se obtiene los resultados siguientes.
Caso 1 (20 psi de diseño):
∆ P Total = 60 psi C v1 = 44.72
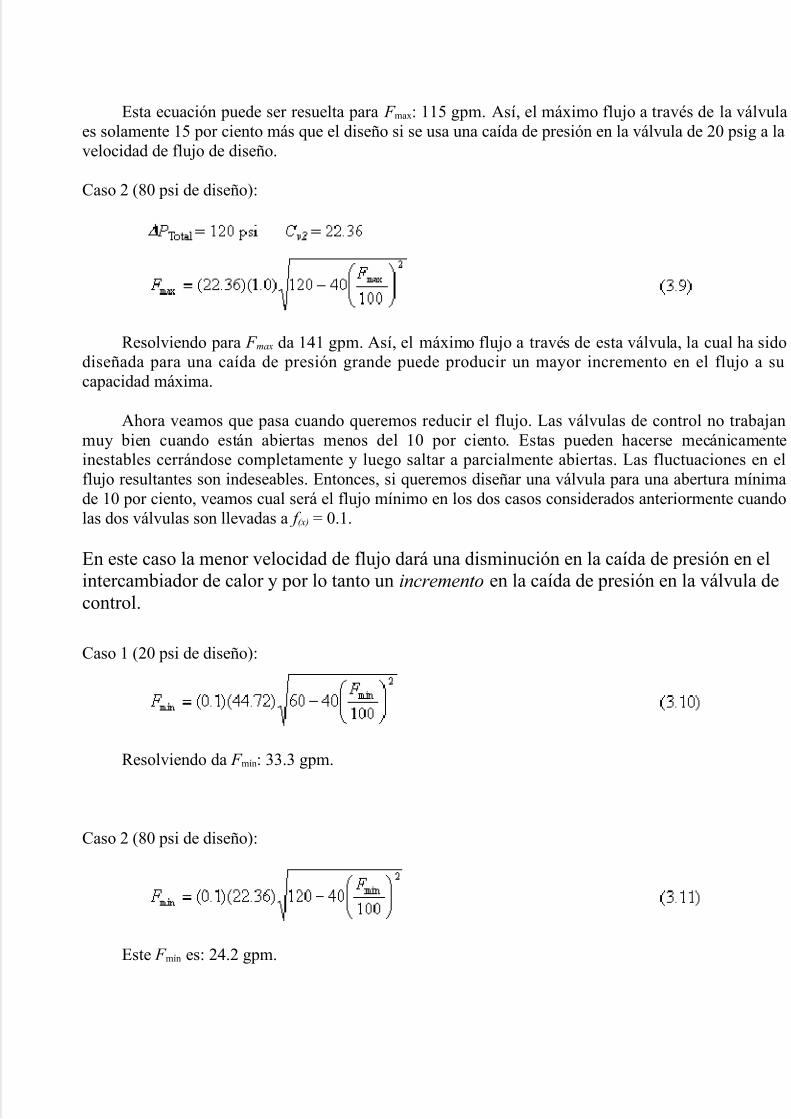
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 35/203
Esta ecuación puede ser resuelta para F max: 115 gpm. Así, el máximo flujo a través de la válvula
es solamente 15 por ciento más que el diseño si se usa una caída de presión en la válvula de 20 psig a la
velocidad de flujo de diseño.
Caso 2 (80 psi de diseño):
Resolviendo para F max da 141 gpm. Así, el máximo flujo a través de esta válvula, la cual ha sidodiseñada para una caída de presión grande puede producir un mayor incremento en el flujo a su
capacidad máxima.
Ahora veamos que pasa cuando queremos reducir el flujo. Las válvulas de control no trabajan
muy bien cuando están abiertas menos del 10 por ciento. Estas pueden hacerse mecánicamenteinestables cerrándose completamente y luego saltar a parcialmente abiertas. Las fluctuaciones en el
flujo resultantes son indeseables. Entonces, si queremos diseñar una válvula para una abertura mínima
de 10 por ciento, veamos cual será el flujo mínimo en los dos casos considerados anteriormente cuando
las dos válvulas son llevadas a f (x) = 0.1.
En este caso la menor velocidad de flujo dará una disminución en la caída de presión en el
intercambiador de calor y por lo tanto un incremento en la caída de presión en la válvula de
control.
Caso 1 (20 psi de diseño):
Resolviendo da F mín: 33.3 gpm.
Caso 2 (80 psi de diseño):
Este F mín es: 24.2 gpm.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 36/203
Estos resultados muestran que la velocidad mínima de flujo es menor para la válvula que fue
diseñada para caída de presión grande. Así, no solamente podemos incrementar el flujo, también
podemos reducirlo. Entonces el retorno (la razón de F max a F min) de la válvula de ∆ P grande es mayor.
Razón de retorno para válvula de 20 psi de diseño = 115/33.3 = 3.46
Razón de retorno para válvula de 80 psi de diseño = 141/24.2 = 5.83
Nosotros hemos demostrado porque el ingeniero de control quiere más caída de presión en la
válvula.
Así como resolvemos este conflicto entre el ingeniero de procesos queriendo baja caída de presión y el ingeniero de control queriendo caída de presión grande?
Una solución heurística comúnmente usada recomienda que la caída de presión en la válvula de
control a condiciones de diseño deberá ser 50 por ciento del total de caída de presión del sistema.
Aunque ampliamente usó, este procedimiento tiene poco sentido para mí. Un procedimiento de diseñomás lógico es delineado a continuación.
En algunas situaciones es muy importante ser posible incrementar la velocidad de flujo arriba de
las condiciones de diseño (por ejemplo, el agua de enfriamiento a un reactor exotérmico puede tener
que duplicarse o triplicarse para manipular los trastornos dinámicos). En otros casos esto no esimportante (por ejemplo, el flujo de alimentación a una unidad). Por consiguiente es lógico basar el
diseño de la válvula de control y la bomba para tener un proceso que pueda lograr tanto las condiciones
de flujo máximo y mínimo. Las condiciones de flujo de diseño son usadas solamente para conseguir lacaída de presión en el intercambiador de calor (o la parte fija de la resistencia del proceso).
El diseñista debe especificar la velocidad máxima de flujo que es requerida bajo estascondiciones y el flujo mínimo que es requerido. Entonces las ecuaciones para el flujo de la válvula para
las condiciones máximas y mínimas dan dos ecuaciones y dos incógnitas: la columna de presión de la
bomba centrifuga ∆ P P y el tamaño de la válvula de control C v.
Ejemplo 3.1
Suponer que queremos diseñar una válvula de control para suministrar agua a un serpentín de
enfriamiento en un reactor químico exotérmico. La velocidad normal de flujo es 50 gpm. Para prevenir
inestabilidades en el reactor, la válvula debe ser capaz de proporcionar tres veces la velocidad de flujode diseño. Debido a que el pronostico de las ventas es optimista, una velocidad mínima de flujo de 50
por ciento de la velocidad de flujo de diseño debe ser alcanzada. La caída de presión a través delserpentín de enfriamiento es 10 psi a la velocidad de flujo de diseño de 50 gpm. El agua de
enfriamiento debe ser bombeada de un tanque abierto a la atmósfera. El agua saliendo del serpentín
ingresa a una tubería en la cual la presión es constante igual a 2 psig. Dimensionar la válvula y la bomba.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 37/203
La caída de presión a través del serpentín depende de la velocidad de flujo F :
La caída de presión a través de la válvula de control es la caída de presión total disponible ( lacual nosotros no conocemos todavía) menos la caída de presión en el serpentín.
Ahora escribimos una ecuación para las condiciones de flujo máximo y una para el mínimo.
A condiciones de flujo máximo:
A condiciones de flujo máximo:
Resolviendo simultáneamente las dos ecuaciones se tiene el tamaño de la válvula de control ( C v =
21.3) y la columna de la bomba (∆ P p = ∆ P T +2 = 139.2 +2 = 141.2 psi).
A las condiciones de diseño (50 gpm), la fracción abierta de la válvula ( f des) estará dada por:
El procedimiento de dimensionamiento de válvula de control/bomba anterior no está sin suslimitaciones. Las dos ecuaciones de diseño para las condiciones máximas y mínimas en términos
generales son:

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 38/203
donde ∆ P T = caída total de presión a través del sistema a caudal de diseño
(∆ P H )dis = caída de presión en resistencias fijas en el sistema a caudal de diseño
f min = apertura mínima de la válvula
F dis = velocidad de flujo de diseño
Una curva plana de la bomba es asumida en la derivación anterior. Resolviendo estas dos
ecuaciones para ∆ P T se tiene:
Es claro a partir de la Ec. (3.19) que a medida que el segundo término en el denominador se
aproxima a la unidad, la caída de presión requerida tiende al infinito!. Hay un límite para lareangeabilidad realizable de un sistema.
Definiendo este término como índice de rangeabilidad del sistema, ℜ.
Los parámetros en el lado derecho de la Ec. (3.20) deben ser seleccionados de tal manera que ℜsea menor que la unidad.
Esto puede ser ilustrado, usando los números del Ejemplo 7.1. Si la velocidad mínima de flujo es
reducida de 50 por ciento de diseño (donde ∆ P T fue 139.2 psi) a 40 por ciento, la nueva ∆ P T será 202
psi. Si F min es reducido adicionalmente a 35 por ciento del de diseño, ∆ P T es 335 psi. En el límite a
medida que F min va a 30 por ciento del de diseño, el índice de rangeabilidad es
y la caída de presión total disponible tiende al infinito.
El valor de f min puede ser reducido debajo de 0.1 si se requiere una razón grande de rechazo. Esto
se consigue usando dos válvulas de control en paralelo, una grande y una pequeña, en un rango
diferente de configuraciones. La válvula pequeña se abre primero y luego se abre la válvula grande amedida que la señal a las dos válvulas cambia sobre su rango total.
3.4.3 Características

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 39/203
Mediante el cambio de la forma del tapón y el asiento en la válvula, pueden obtenerse diferentes
relaciones entre la posición del vástago y el área de flujo. Las características comunes de flujo usadas
son válvulas lineales y válvulas de porcentajes iguales, mostradas en la Fig. 3.6. el término “porcentajeigual” se debe a la pendiente de la curva f (x) siendo una fracción constante de f .
Si se asume caída de presión constante en la válvula y si la posición del vástago está 50 por ciento abierto, una válvula lineal da 50 por ciento del máximo flujo y una válvula de porcentajesiguales da solamente 15 por ciento del máximo flujo. Las ecuaciones para estas válvulas son:
Lineal:
f (x) = x (3.21)
Porcentajes iguales:
f (x) = α x – 1 (3.22)
3 psig ← válvula aire para abrir → 15 psig
15 psig ← válvula aire para cerrar → 3 psig
Fig. 3.6 Características de la válvula de control
donde α es una constante (20 a 50) que depende del diseño de la válvula. En la Figura es
usada una válvula de 50.
La razón para usar válvulas de diferentes características es mantener la estabilidad del
lazo de control medianamente constante sobre un amplio rango de flujos. Las válvulas
lineales son usadas por ejemplo, cuando la caída de presión en la válvula de control es
medianamente constante y existe una relación lineal entre la variable controlada y la
velocidad de flujo de la variable manipulada. Considerar el flujo de vapor desde un

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 40/203
suministro a presión constante. El vapor fluye por el lado del casco de un intercambiador de
calor. Una corriente liquida de proceso fluye por el lado de los tubos y es calentada por el
flujo de vapor. Existe una relación lineal entre la temperatura de salida de la corriente de
proceso y el flujo de vapor (con velocidad del fluido de proceso y temperatura de entrada
constantes) ya que cada libra de vapor proporciona cierta cantidad de calor.
Las válvulas de porcentajes iguales son a menudo usadas cuando la caída de presión disponible en
la válvula de control no es constante. Esto ocurre cuando hay otras piezas de equipo en el sistema queactúan como resistencias fijas. La caída de presión en estas partes del proceso varían como el cuadrado
de la velocidad de flujo, como se ha visto en las ejemplos discutiendo el tamaño de las válvulas de
control.
A velocidades de flujo bajas, la mayor cantidad de la caída de presión es tomada en la válvula decontrol, la caída de presión sobre el resto de equipos es baja. A altas velocidades de flujo, la caída de
presión en la válvula de control es baja. En esta situación la válvula de porcentajes iguales tiende a dar
una relación más lineal entre el flujo y la posición de la válvula de control que la lineal.
En válvulas convencionales, la señal de presión de aire hacia el diafragma proviene de un
transductor I/P en sistemas electrónicos analógicos. “posicionadores de válvulas” son a menudo usados
para mejorar el control, particularmente para válvulas grandes y con fluidos suciós los cuales ensucian
la válvula. Una válvula sucia puede causar que el lazo de control oscile; la señal de salida delcontrolador cambia pero la posición de la válvula no lo hace hasta que la presión sea grande para mover
la válvula. Entonces, desde luego, la válvula se mueve muy lejos y el controlador debe revertir la
dirección de cambio de su salida, y lo mismo ocurre en la dirección contraria. Así, el lazo de control sehace fluctuante alrededor del setpoint aún sin otras perturbaciones.
Los posicionadores de válvulas son pequeños controladores de retroalimentación que censan la
posición actual del vástago, comparan esta con la posición deseada dada por la señal del controlador yajustan la presión de aire sobre el diafragma para mover el vástago a su posición correcta. Los posicionadores de válvulas también son usados para abrir o cerrar las válvulas en varios rangos.
Las válvulas de control son usualmente más rápidas en comparación con el proceso. Con válvulas
grandes (mayores a 4 pulgadas) pueden tardar 20 a 40 segundos para que la válvula se mueva
completamente una carrera.
.5 CONTROLADORES
3.5.1 Controladores analógicos y digitales
Un controlador automático compara el valor real de la salida de una planta con la entrada de
referencia (valor deseado), determina el error, y produce una señal de control que reducirá el error a
cero, o a un valor muy pequeño. La forma como el controlador automático produce la señal de control,se denomina acción de control .
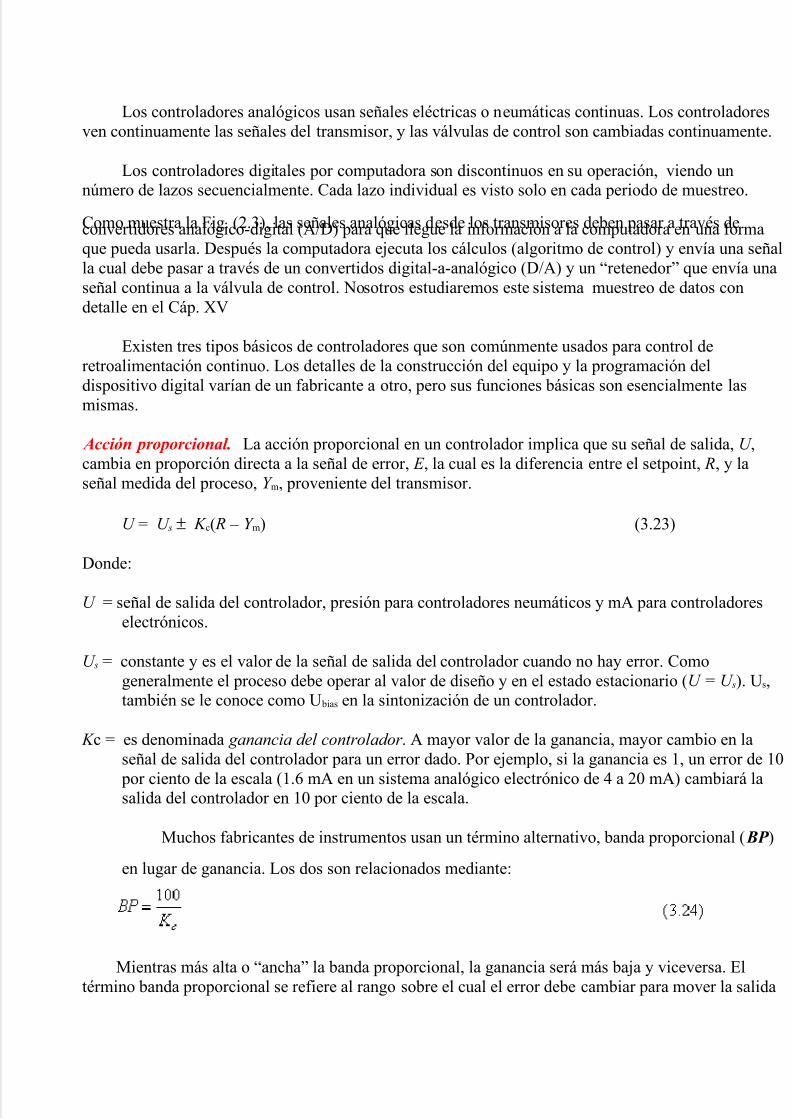
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 41/203
Los controladores analógicos usan señales eléctricas o neumáticas continuas. Los controladores
ven continuamente las señales del transmisor, y las válvulas de control son cambiadas continuamente.
Los controladores digitales por computadora son discontinuos en su operación, viendo unnúmero de lazos secuencialmente. Cada lazo individual es visto solo en cada periodo de muestreo.
Como muestra la Fig. (2.3), las señales analógicas desde los transmisores deben pasar a través deconvertidores analógico-digital (A/D) para que llegue la información a la computadora en una formaque pueda usarla. Después la computadora ejecuta los cálculos (algoritmo de control) y envía una señal
la cual debe pasar a través de un convertidos digital-a-analógico (D/A) y un “retenedor” que envía una
señal continua a la válvula de control. Nosotros estudiaremos este sistema muestreo de datos con
detalle en el Cáp. XV
Existen tres tipos básicos de controladores que son comúnmente usados para control de
retroalimentación continuo. Los detalles de la construcción del equipo y la programación del
dispositivo digital varían de un fabricante a otro, pero sus funciones básicas son esencialmente las
mismas.
Acción proporcional. La acción proporcional en un controlador implica que su señal de salida, U ,
cambia en proporción directa a la señal de error, E , la cual es la diferencia entre el setpoint, R, y la
señal medida del proceso, Y m, proveniente del transmisor.
U = U s ± K c( R – Y m) (3.23)
Donde:
U = señal de salida del controlador, presión para controladores neumáticos y mA para controladores
electrónicos.
U s = constante y es el valor de la señal de salida del controlador cuando no hay error. Como
generalmente el proceso debe operar al valor de diseño y en el estado estacionario (U = U s). Us,también se le conoce como U bias en la sintonización de un controlador.
K c = es denominada ganancia del controlador . A mayor valor de la ganancia, mayor cambio en la
señal de salida del controlador para un error dado. Por ejemplo, si la ganancia es 1, un error de 10
por ciento de la escala (1.6 mA en un sistema analógico electrónico de 4 a 20 mA) cambiará lasalida del controlador en 10 por ciento de la escala.
Muchos fabricantes de instrumentos usan un término alternativo, banda proporcional ( BP )
en lugar de ganancia. Los dos son relacionados mediante:
Mientras más alta o “ancha” la banda proporcional, la ganancia será más baja y viceversa. El
término banda proporcional se refiere al rango sobre el cual el error debe cambiar para mover la salida

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 42/203
del controlador sobre su rango total. Entonces una BP ancha es una ganancia baja, y una PB estrecha es
una ganancia alta.
TT = transmisor de temperatura
TC = controlador de temperatura
U = salida del controlador
R = setpoint o valor de referencia
T o = temperatura de entrada al proceso
T = temperatura de salida del proceso
F s = caudal de vapor
F = caudal de corriente de proceso
Fig. 3.7 Intercambiador de calor
La ganancia del controlador puede ser ya sea positiva o negativa mediante la colocación de un
interruptor en un controlador analógico o especificando el signo deseado en un controlador digital. Unaganancia positiva trae como resultado que la salida del controlador disminuye cuando la medición del
proceso se incrementa. Esta acción de “aumento-disminución” es denominada un controlador de accióninversa. Para una ganancia negativa, la salida del controlador aumenta cuando la medición del procesoaumenta, y esta es denominada controlador de acción directa. el signo correcto depende de la acción
del transmisor (el cual es usualmente directa), la acción de la válvula aire-para-abrir o aire-para-cerrar (ait-to-open o air-to-close), y el efecto de la variable manipulada sobre la variable controlada.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 43/203
Si estamos enfriando en lugar de calentar, necesitaremos que el flujo de refrigerante se
incremente cuando la temperatura se incremente. Pero la acción del controlador deberá ser reversa ya
que la válvula de control podría ser una válvula de aire-para-cerrar, ya que lo necesitamos para que seabra en caso de falla.
Como un ejemplo final, supongamos que estamos controlando el nivel de la base de una columnade destilación con el flujo de los productos del fondo. La válvula deberá ser AO ya que necesitamosque se corte en caso de falla (no queremos perder nivel en la base en una emergencia). La señal de
nivel del transmisor se incrementa si el nivel se incrementa. Por lo tanto, el controlador de nivel de la
base deberá ser “incremento-incremento” (acción directa).
Uno de los más importantes items para verificar al implementar un lazo de control de retroalimentaciónen la planta es que acción del controlador es correcta.
Acción integral (restauradora). La acción proporcional mueve la válvula de control en proporción
directa a la magnitud del error. La acción integral mueve la válvula de control en base al tiempo
integral del error.
donde τ I es el tiempo integral o el tiempo de restauración con unidades de minutos
Si no hay error, la salida del controlador no se mueve. A medida que el error se hace positivo o
negativo, la integral del error mueve la salida del controlador ya sea arriba o abajo, dependiendo de laacción (inversa o directa) del controlador.
La mayoría de controladores son calibrados en minutos (o minutos/repetición, un término queviene del test de colocar en el controlador un error fijo y observar cuanto tiempo lleva la acción integral
para subir la salida del controlador y producir el mismo cambio que podría haberlo realizado elcontrolador proporcional cuando su ganancia es 1; la integral repite la acción del controlador
proporcional).
El propósito básico de la acción integral es mover el proceso regresándolo a su setpoint cuando
este ha sido perturbado. Un controlador proporcional, usualmente no retorna la variable controlada a susetpoint cuando ocurre una perturbación de carga o setpoint. Este error de funcionamiento ( R – Y m) es
denominado error de estado estacionario u “offset”. La acción integral reduce el “offset” a cero.
La acción integral degenera la respuesta dinámica de un lazo de control. Nosotros demostraremosesto en los capítulos posteriores. Esto hace al lazo de control más oscilatorio y los movimientos hacia lainestabilidad. Pero la acción integral es usualmente necesaria si se desea obtener un offset igual a cero.
Este es otro ejemplo de la contradicción en ingeniería que debe resolverse entre la operación dinámica
y la operación al estado estacionario.
Acción derivativa. El propósito de la acción derivativa (también llamada velocidad o preacto) debeanticipar donde el proceso esta en curso mirando la razón de tiempo de cambio de la variable

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 44/203
controlada (su derivada). Si podemos tomar la derivada de la señal de error (lo cual no podemos
hacerlo perfectamente, como se explicará con mayor detalle en los capítulos posteriores), tendríamos
una acción derivativa ideal.
donde τ D es el tiempo derivativo (minutos)
En teoría, la acción derivativa debe siempre proporcionar respuesta dinámica, y esto se hace en
muchos lazos. En otros sin embargo, el problema de señales ruido (fluctuaciones de señales medidasdel proceso) hacen indeseable el uso de la acción derivativa.
Controladores comerciales. Las tres acciones descritas anteriormente son usadas individualmente o
combinadas en controladores comerciales. Probablemente 60 por ciento del total de controladores son PI (proporcional-integral), 20 por ciento son PID (proporcional-integral-derivados) y 20 por ciento son
P solamente (proporcional). Discutiremos la razón de uso de uno u otro tipo en la sección 3.6
3.6 DISPOSITIVOS DE COMPUTACIÓN Y LÓGICOS
Una gran cantidad de dispositivos y software están disponibles para realizar una variada
colección de operaciones de computación y lógicas con señales de control. Por ejemplo sumadores,
multiplicadores, divisores, selectores de bajos, selectores de altos, limitadores de altos, limitadores de bajos, y extractores de raíz cuadrada pueden todos ser implementados tanto en sistemas analógicos y de
computo. Estos son ampliamente usados en control de proporción, en mediciones de las variables, en
control hacia delante, y en control de retroalimentación.
En adición a los lazos de control básicos, todos los procesos tienen instrumentación que (1) hacensonar las alarmas para alertar al operador ante cualquier condición anormal o insegura y (2) detienen el
proceso si se detectan condiciones inseguras o fallas en el equipo. Por ejemplo, si un compresor a
motor se sobrecarga y el sistema de control eléctrico del motor apaga al motor, el resto del proceso
deberá ser parado inmediatamente. Este tipo de instrumentación es denominada “interbloque”. Eso ocierra una válvula de control completamente o conduce la válvula de control sin obstrucción a la vista.
Otros ejemplos de condiciones que pueden “interbloquear” un proceso incluyen la falla de una bomba
de reflujo, detección de alta temperatura o presión en un recipiente, e indicación de alto o bajo nivel enun tanque o la base de una columna. Los interbloques son usualmente conseguidos mediante
interruptores de presión, mecánicos o eléctricos. Estos pueden ser incluidos en el software decomputación en un sistema de control por computadora, pero ellos son usualmente independientes por fiabilidad y redundancia.
3.7 FUNCIONAMIENTO DE CONTROLADORES DE RETROALIMENTACIÓN

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 45/203
3.7.1 Especificaciones de la respuesta de lazo cerrado
Hay un gran número de criterios mediante los cuales la operación deseada de un sistema de lazo
cerrado puede ser especificado en el dominio del tiempo. Por ejemplo, debemos especificar que elsistema de lazo cerrado sea críticamente amortiguado de tal manera que no tenga sobreimpulso u
oscilación. Debemos entonces seleccionar el tipo de controlador u establecer sus constantes de“sintonización”, que den la respuesta deseada de lazo cerrado al estar acoplado con el proceso. Naturalmente, la especificación de control debe ser físicamente obtenible. No podemos violar las
restricciones sobre la variable manipulada (la válvula de control puede ir solamente de completamente
abierta a completamente cerrada), y no podemos requerir un controlador físicamente irrealizable.
Existe un gran número de especificaciones en el dominio del tiempo. Unas cuantas de
las especificaciones más frecuentemente usadas son listadas a continuación (esto se verá
con más detalle en el Cap. 8). La señal de prueba de entrada tradicional es un cambio de
escalón en el setpoint.
1. Coeficiente de amortiguamiento de lazo cerrado2. Sobreimpulso: la magnitud por la cual la variable controlada sobrepasa al setpoint
3. El tiempo de subida (velocidad de respuesta): el tiempo que toma el proceso alcanzar elnuevo setpoint
4. Razón de decaimiento: es la razón de las amplitudes máximas de las oscilaciones
sucesivas.5. Tiempo de establecimiento. El tiempo que toma la amplitud de la oscilación a decaer a
generalmente el 0.05 del cambio en el setpoint
6. La integral del cuadrado del error:
Notar que los cinco primeros de estos asumen un sistema de lazo cerrado sobreamortiguado, es
decir uno que tiene una oscilación natural.
Mi preferencia personal es diseñar un sistema de lazo cerrado con un coeficiente deamortiguamiento de 0.3 a 0.5. como veremos en el resto de este libro, este criterio es fácil de usar y
realizable. Criterio como ISE puede ser usado para cualquier tipo de perturbación, del setpoint, o carga.
Algunos “expertos” (recordar que un “experto” es aquel que rara vez tiene dudas, pero frecuentemente
errores) recomiendan diferentes parámetros de sintonía para los dos tipos de perturbaciones. Esto tiene poco sentido para mí. Lo que se quiere es un compromiso razonable entre la operación (control rápido:
pequeñas constantes de tiempo de lazo cerrado) y robusto (no ser sensible a cambios en los parámetrosdel proceso). Este compromiso es logrado usando un coeficiente de amortiguamiento de 0.3 a 0.5 yaque esto mantiene las partes reales de las raíces de la ecuación característica de lazo cerrado en una
distancia razonable del eje imaginario, el punto donde el sistema es inestable (ver Cap. 11). La
especificación del coeficiente de amortiguamiento de lazo cerrado es independiente del tipo de perturbación de entrada.
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 46/203
El error al estado estacionario es otra especificación en el dominio del tiempo. Esta no es una
especificación dinámica, pero es un importante criterio de operación. En muchos lazos (pero no todos)
es deseable un error de estado estacionario de cero, es decir el valor de la variable controlada deberáeventualmente alcanzar el valor del setpoint.
3.7.2 Operación de carga
El trabajo en la mayoría de lazos de control en un proceso químico es el de mantener la
variable controlada en su setpoint ante perturbaciones de carga. Veamos los efectos de
cambios en la carga cuando se usan tipos estándar de controladores.
Usaremos un proceso simple de transferencia de calor (Fig. 3.8) en el cual una corriente de aceite
es calentada con vapor. La temperatura de salida del proceso T es controlada por la manipulación de la
corriente de vapor F s hacia el lado del casco del intercambiador de calor. El caudal de aceite F y su
temperatura de entrada F o son las perturbaciones de carga. La señal desde el transmisor de temperatura(TT) es la señal medida del proceso, Y m. La señal del setpoint es R. La señal de salida; U , desde el
controlador de temperatura (TC) va a través de un transductor I/P hacia la válvula de control. La
válvula es AO debido a que deseamos que se cierre ante una falla.
3.8 OBJETIVOS DE LA INSTRUMENTACIÓN Y CONTROL
Los principales objetivos del diseñista al especificar los esquemas de instrumentación y controlson:
1. Asegurar la operación de la planta
a) Para mantener las variables de proceso dentro de los limites seguros de operación conocidos
b) Para detectar situaciones peligrosas a medida que desarrollen y proporcionen alarmas y sistemas
automáticos de parada.
c) Para proporcionar alarmas y dispositivos de parada para prevenir se produzca una operación
peligrosa.
2. Referente a la producción:
Para conseguir la salida del producto de acuerdo al diseño
3. Calidad de producto:
Para mantener la composición del producto dentro de los estándares de calidad especificados.
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 47/203
4. Costo:
Para operar al menor costo de producción, complementario a los demás objetivos.
3.9 ESQUEMAS DE CONTROL AUTOMÁTICO
El diseño y especificación detallada de los esquemas de control automático para un proyecto
grande, es usualmente hecho por especialistas.
En este capitulo solamente se considera la primera etapa en la especificación de un sistema decontrol para un proceso: la preparación de un esquema preliminar de instrumentación y control,
desarrollado en base al diagrama de flujo. Este puede ser dibujado por el diseñador del proceso en base
a su experiencia con plantas similares y su evaluación crítica de los requerimientos del proceso. Muchos
de los lazos de control serán convencionales y no será necesario un análisis detallado delcomportamiento del proceso. Un discernimiento, basado en la experiencia, puede ser usado para decidir
cuales sistemas son críticos y necesitan análisis y diseño detallado.
Algunos ejemplos de sistemas típicos (convencionales) de control usados para el control devariables específicas del proceso y operaciones unitarias son dadas en esta sección, y pueden ser usadas
como una guía en la preparación de esquemas preliminares de I & C (instrumentación y control).
3.9.1 Reglas para confección de diagramas de control e instrumentación
El siguiente procedimiento se puede usar para dibujar diagramas preliminares de instrumentacióny control
1. Identificar y dibujar aquellos lazos que son obviamente necesarios para la operación satisfactoria de
la planta, tales como:
• Controles de nivel
• Controles de flujo• Controles de presión
• Controles de temperatura
2. Identificar las variables claves del proceso que necesitan ser controladas para conseguir la calidad
especificada del producto. Incluir los lazos de control usando la medición directa de la variablecontrolada, donde sea posible; si no es practicable, seleccionar una variable dependiente adecuada.
3. Identificar e incluir aquellos lazos de control adicionales requeridos para asegurar la operación, no
cubiertos en los pasos 1 y 2.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 48/203
4. Decidir y mostrar aquellos instrumentos auxiliares necesarios para el monitoreo de la operación de
la planta por los operadores.
5. Decidir sobre algunos puntos de ubicación.
6. Decidir acerca de la necesidad de registradores y la localización de los puntos de lectura, local o en
la caseta de control. Esta etapa debe realizarse en concordancia con los pasos 1 y 4.
7. Decidir sobre la necesidad de alarmas y dispositivos de parada; esto debe hacerse en conjunción con
el paso 3.
3.9.2 Nomenclatura
Para especificar diagramas de control se usará la terminología:
X : Variable de proceso (flujo, presión, temperatura, etc.)
C : Control
I : Indicador (medidor simple)
R : Registrador (medidor con “chart”)
Cuya combinación da:
XC : Control de X
XI : Medidor de X
XR : Registrador de X
XRC : Controlador registrador de X
XRI : Medidor registrador de X
XIC : Controlador indicador de X
XIRC : Controlador, registrador, e indicador de X
3.9.3 Símbolos básicos de instrumentos

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 49/203
Existen símbolos convencionales que identifican a los instrumentos en los esquemas de I & C.
Según la ISA (“Instrument Society of America”), los símbolos son:
Instrumento Ubicación
Local En la caseta (tablero)
Instrumento con una funciónsimple tal como indicador,
registrador, trasmisor, controlador
Combinación de instrumentoso mecanismo con dos funciones.
Ejemplo controlador registrador
Transmisión neumática de
instrumentos
Transmisión electrónica deinstrumentos
3.9.4 Identificación de instrumentos
F: Flujo
8: Octavo instrumento de flujo
I : Indicador
Control automático de instrumento a válvula
Válvula de control operando manualmente
Válvula autorreguladora
Válvula con motor de diafragma para control
neumático

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 50/203
Válvula operada electricamente para control
electónico
Punto de medición
Controlador de flujo: proporcional
Controlador de flujo: Integral
3.10 SISTEMAS TÍPICOS DE CONTROL
3.10.1 Control de nivel
Todo equipo donde existe una interfase entre dos fases (Ej. liquido-vapor) debe proporcionarse
algún medio para mantener la interfase al nivel requerido. Este puede ser incorporado en el diseño delequipo, es usualmente hecho por decantadores o por control automático del flujo desde el equipo. La
Fig. 3.8, muestra un arreglo típico para el control de nivel en la base de una columna. La válvula de
control debe estar colocada en la línea de descarga desde la bomba
Fig. 3.8 Control de nivel
3.10.2 Control de presión
El control de presión será necesario para la mayoría de sistemas manipulando vapores o gases. El
método de control dependerá de la naturaleza del proceso. Esquemas típicos son mostrados en las Figs.3.9 a,b,c,d. El esquema mostrado en la Fig. 3.8 a no deberá usarse cuando la descarga es toxico o
valiosos. En estos casos la salida debe ir a un sistema de recuperación de gases tal como un “scrubber”.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 51/203
Fig. 3.9a Control de presión por salida directa
Fig. 3.9b Salida de no condensables despues del condensador
Fig. 3.9c. Control de presión en el condensador mediante el flujo de refrigerante

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 52/203
Fig. 3.9d Control de presión de un condensador, mediante la variación del área de transferenciade calor dependiente del nivel de liquido
3.10.3 Control de flujo
El control de flujo usualmente está asociado con el control de inventario en un tanque dealmacenamiento u otro equipo. Debe haber un reservorio para para tomar los cambios en la velocidad
de flujo.
Para proveer el control de flujo en un compresor o una bomba trabajando a velocidad constante ysuministrando un flujo de salida constante, se debe usar un “By pass” como muestra las Fig. 3.10 a, b.
Fig. 3.10 a Control de flujo para una bomba reciprocante
Fig. 3.10 b Esquema alternativo para bomba o compresor centrífugos
3.10.4 Intercambiadores de calor
La Fig. 3.11 a muestra el arreglo simple, la temperatura es controlada variando el flujo del medio
de calentamiento o enfriamiento

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 53/203
Fig. 3.11a Control de una corriente de fluido
Si el intercambiador está entre dos corrientes de proceso cuyos flujos son fijos, se puede usar un
control mediante “by pass”, como muestra la Fig. 3.11b
Fig. 3.11b Control en “by pass”
Control de condensadores
El control de temperatura es inseguro para ser efectivo en condensadores a menos que lacorriente de liquido sea subenfriada. El control de la presión es a menudo usada como se muestra en la
Fig. 3.9d o el control de temperatura puede basarse en la temperatura del medio de enfriamiento.
Control de rehervidores y vaporizadores
Así como en condensadores, el control de temperatura no es efectivo, como la temperatura del
vapor saturado es constante a presión constante. Para vaporizadores se usa el control de nivel; elcontrolador controlando el vapor suministrado al área de transferencia, con control de flujo en la
alimentación de liquido a ser vaporizado, como muestra la Fig. 3.12. Un incremento en la alimentacióntrae como resultado un incremento automático en la corriente de vapor al vaporizador para evaporar elflujo incrementado y mantener constante el nivel.
El sistema de control del rehervidor se selecciona como parte del sistema general de control para
la columna y se discute en la Sección 3.10.7

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 54/203
Fig. 3.12 Control de un vaporizador
3.10.5 Control en cascada
Con este arreglo, la salida de un controlador es usado para ajustar el punto de referencia (“set point”) de otro. El control en cascada puede dar control uniforma en situaciones donde el control
directo de la variable podría dar operación inestable. El controlador "esclavo”puede ser usado para
compensar para cualquier variación corta en, por decirlo, una corriente de servicio, la cual podría perturbar la variable controlada; el controlador primario (principal) controla las variaciones mas
grandes. Ejemplos típicos son mostrados en las Fig. 3.13e y 3.14
3.10.6 Control proporcionador
El control proporcionador se puede usar donde se desea mantener dos flujos a razón constante, por ejemplo, alimentaciones a un reactor y reflujo de columnas de destilación. Un esquema típico para
el control proporcionador se muestra en la Fig. 3.13. En la Fig. 3.13, el controlador sobre la corriente A
controla el flujo de esa corriente y proporciona una señal hacia el proporcionador, el cual controla el punto de referencia del controlador sobre la corriente B; el punto de referencia es automáticamente
ajustado para mantener una razón fija preestablecida entre los dos flujos de las corrientes.
Fig. 3.13 Control proporcionador

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 55/203
3.10.7 Control de columnas de destilación
El objetivo principal del control de una columna de destilación es para mantener la composición
especificada de los productos del tope y del fondo, y cualquier corriente lateral corriegiendo para losefectos de perturbaciones en:
1. Velocidades de flujo de alimentación, composición y temperatura.
2. Presión del vapor suministrado.
3. Presión del agua de enfriamiento y temperatura de calentamiento
4. condiciones ambientales, las cuales causan cambios en el reflujo interno.
Las composiciones son controladas regulando el caudal de reflujo y ebullición. El balance demateriales sobre toda la columna también debe ser controlado; las columnas de destilación tienen
pequeñas variaciones en su capacidad (retención) y los flujos de destilado y fondos (y corrientes
laterales) deben igualar al flujo de la alimentación.
Shinskey (1979) ha mostrado que hay 120 formas para conectar los cinco pares principales de las principales variables medidas y controladas, en lazos simples. Una variedad de esquemas de control se
han propuesto para control de columnas de destilación. Algunos esquemas típicos son mostrados en las
Figs. 3.13a , b , c , d ; lazos e instrumentos auxiliares de control no son mostrados.
El control de columnas de destilación es discutido en detalle por Parkins (1959), Bertrand y Jones
(1961), Shineskey (1979) y Luyben (1995).
La presión de la columna es normalmente controlada a un valor constante. El uso del control
variable de presión para conservar energía ha sido discutido por Shinskey (1979).
La velocidad de flujo de la alimentación es a menudo ajustada por un controlador de nivel de unacolumna anterior. Esto puede ser controlado independientemente si la columna es alimentada desde un
tanque de almacenamiento.
La temperatura de alimentación normalmente no es controlada, a menos que se use un
precalentador.
La temperatura es frecuentemente usada como un indicador de la composición. El sensor de
temperatura debe colocarse en una posición en la columna donde la velocidad de cambio de la
temperatura con el cambio en la composición de los componentes claves es un máximo. Cerca del tope
y del fondo de la columna el cambio usualmente es pequeño. Con sistemas de múltiple componentes, latemperatura no es la única función de la composición.
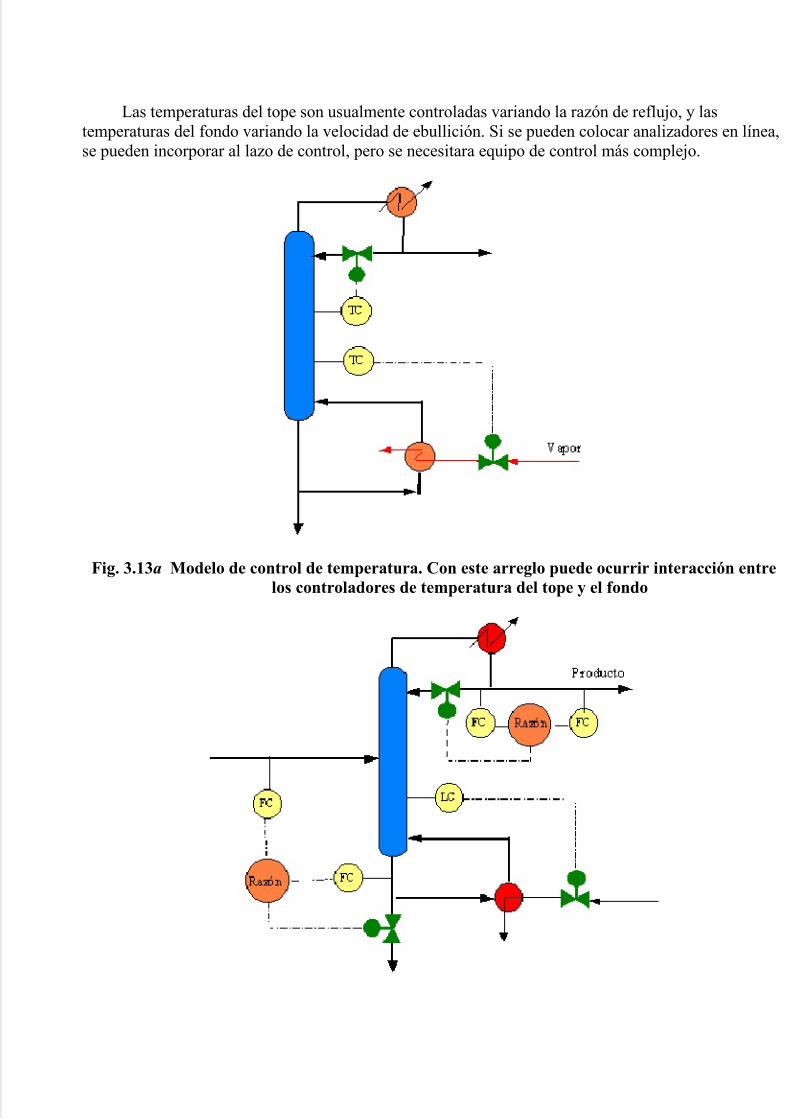
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 56/203
Las temperaturas del tope son usualmente controladas variando la razón de reflujo, y las
temperaturas del fondo variando la velocidad de ebullición. Si se pueden colocar analizadores en línea,
se pueden incorporar al lazo de control, pero se necesitara equipo de control más complejo.
Fig. 3.13a Modelo de control de temperatura. Con este arreglo puede ocurrir interacción entrelos controladores de temperatura del tope y el fondo

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 57/203
Fig. 3.13b Control de composición. Razón de reflujo controlada por un controladorproporcionador, o separador, y los productos del fondo tienen una relación fija respecto a la
alimentación
Control diferencial de presión es a menudo usado en columnas empacadas para conseguir que el
empaque opere a la carga correcta; ver Fig. 3.13d.
Indicadores adicionales de temperatura o puntos de registro deben ser incluidos sobre la columna
para monitorear la operación de la columna.
Fig. 3.13c Control de composición. Producto del tope y ebullición controlada por la alimentación
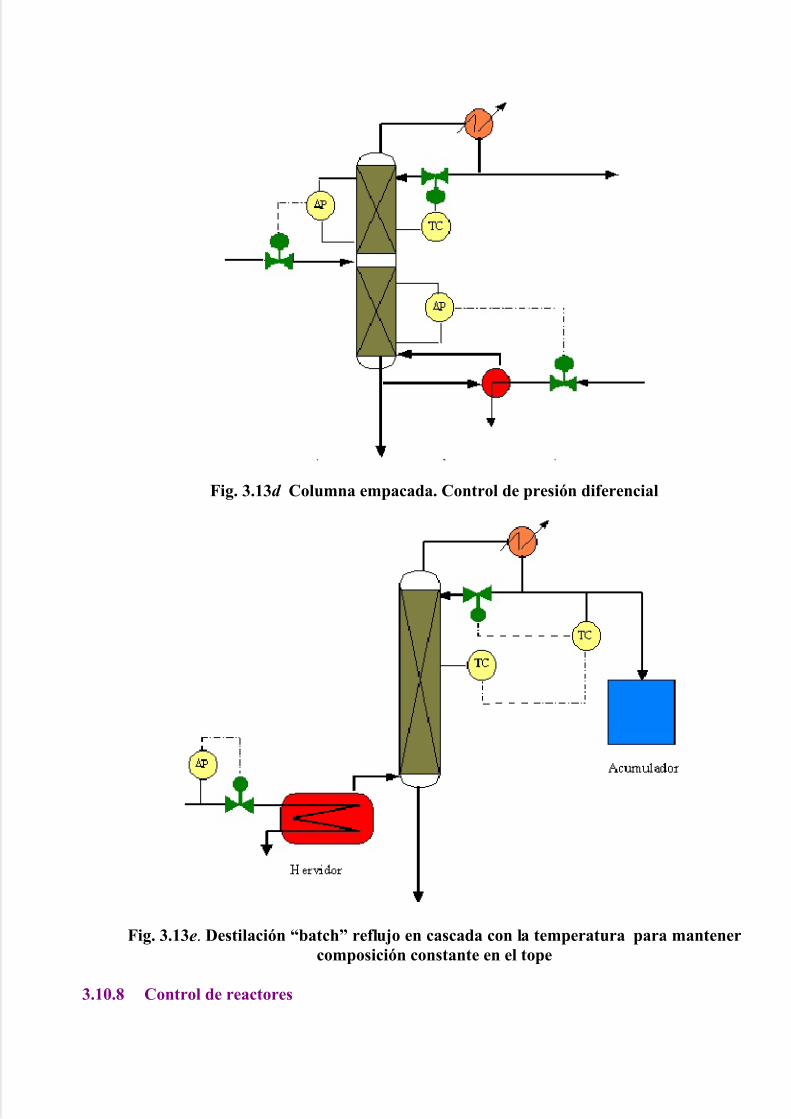
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 58/203
Fig. 3.13d Columna empacada. Control de presión diferencial
Fig. 3.13e. Destilación “batch” reflujo en cascada con la temperatura para mantenercomposición constante en el tope
3.10.8 Control de reactores

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 59/203
Los esquemas usados para control del reactor depende del proceso y el tipo de reactor
Fig. 3.14 Esquema típico de control de un CSTR, control de temperatura en cascada ycontrol de flujo de reactante.
Si se dispone de un analizador en línea, y la dinámica del reactor es aprovechable, la composición
del producto puede monitorearse continuamente y las condiciones del reactor y flujos de la
alimentación se pueden controlar automáticamente para mantener la composición deseada del productoy el rendimiento. Muchas veces, el operador es el nexo final en el lazo de control, ajustando los puntos
de referencia para mantener el producto dentro de las especificaciones, basándose en análisis periódicos
de laboratorio.
La temperatura del reactor normalmente se controla regulando el flujo del medio decalentamiento o de enfriamiento. La presión usualmente se mantiene constante. El control del balance
de materiales será necesario para mantener el flujo correcto de reactantes al reactor y el flujo de
productos y material no reaccionado desde el reactor. Un esquema típico de control del reactor semuestra en la Fig. 3.14
3.10.9 Alarmas y dispositivos de seguridad
Las alarmas son usadas para alertar sobre serios y potenciales peligrosas desviaciones en las
condiciones del proceso. Los instrumentos claves son acondicionados con “switches”y “relays” paraoperar alarmas audibles y visuales en los paneles de control y otros. Cuando hay demora o falta de
respuesta, y sea probable el desarrollo rápido de una situación peligrosa, los instrumentos deben estar
acondicionados con sistemas de seguridad para tener acción automática para prevenir el peligro; tales
como dispositivos de parada de bombas, cierre de válvulas, sistemas de operación de emergencia.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 60/203
Los componentes básicos de un sistema de seguridad son:
1. Un sensor para monitorear la variable de control y proporcionar una señal de salida cuando se
ha excedido el valor preestablecido (el instrumento).
2. Una línea para transferir la señal al actuador, usualmente consistiendo de un sistema neumáticoo eléctrico de “relays”.
3. Un actuador para llevar a cabo la acción requerida, cerrando o abriendo una válvula, apagando
un motor.
Los dispositivos de seguridad pueden incorporarse al lazo de control. Sin embargo, la operaciónsegura del sistema dependerá del equipo de control, y para situaciones potencialmente peligrosas es
mejor práctica especificar un sistema separado de alarmas. Se deben hacer previsiones para el chequeo
periódico de los sistemas de seguridad para conseguir que el sistema opere cuando sea necesario.
CAPITULO 4
LA TRANSFORMADA DE LAPLACE
Analizando el problema de control del tanque de calentamiento en el Cáp. 1, es evidente que lasolución de las ecuaciones diferenciales será una de nuestras mayores tareas. El método de la
transformada de Laplace proporciona una vía eficiente para solucionar ecuaciones diferencialesordinarias, lineales con coeficientes constantes. Transformando una ecuación diferencial resulta unaecuación algebraica con la variable s reemplazando al tiempo como variable independiente.
Resolviendo esta ecuación algebraica y haciendo la transformación inversa da la solución de la
ecuación original.
4.1 EL CONCEPTO DE UNA TRANSFORMADA
Un ejemplo familiar de una transformada es un logaritmo. Por ejemplo, considerar la
multiplicación de dos números tales como:
(643) (2,68) = ...
Para resolverlo mediante logaritmos es necesario lo siguiente:
1. Tomar los logaritmos (hacer la transformación).

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 61/203
2. Sumar los logaritmos (solucionar el problema en un dominio matemático diferente). Notar que la
complejidad del problema se ha reducido: Adición reemplaza a multiplicación.
3. Tomar el antilogaritmo (hacer la transformación inversa).
El problema transformado es resuelto en el paso 2, y luego en el paso 3 esta solución esconvertida al dominio del problema original.
La transformada de Laplace tiene mucho en común con las transformadas logarítmicas. Las
transformadas de Laplace son transformadas integrales y son transformadas para funciones en lugar denúmeros.
Definimos:
f(t) = una función del tiempo t tal que f(t) = 0 para t < 0
L = un símbolo operacional que indica que la cantidad a la que procede debe
F(s) = transformada de Laplace de f(t)
Entonces la transformada de Laplace de f(t) está dada por
Donde L es el símbolo para “La transformada de Laplace de”.
Así pues, aplicar una transformada de Laplace a una ecuación diferencial equivale pasar del
dominio del tiempo t a la variable compleja σ + jω en el dominio de la s.
Para que al lector le sea más fácil comprenderlo, intente imaginarse que en lugar de vivir en
nuestro mundo habitual en el que todos los fenómenos, tanto físicos como químicos, los referimos altiempo utilizando como patrones los relojes, pasara a habitar otro mundo totalmente distinto en el que
la referencia fuera una variable compleja s medida por patrones s en lugar de los relojes. Si consiguesituarse en esta posición imaginaria, todos los razonamientos y conceptos que siguen y que están basados en la transformada de Laplace, le resultarán perfectamente comprensibles conceptualmente.
(De hecho con una calculadora programada según la expresión básica de la transformada de Laplace o
con el uso de un paquete de cálculo, es fácil pasar inmediatamente expresiones en el sistema t alsistema s).

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 62/203
Fig. 4.1 Dominios t y s
Una vez que se ha obtenido la solución de la expresión algebraica en función de la variable s,
bastará buscar la transformada inversa de Laplace (antitransformada) con el fin de obtener la solución
de la ecuación diferencial en el dominio del tiempo. Se expresa del modo siguiente:
L-1 [F(s)] = f(t) (4.2)
Ejemplo 4.1
Encontrar la transformada de Laplace de la función: f(t) = 1
De acuerdo a la Ec. 4.1
Análogamente, la transformada de una constante sería
En la Tabla 4.1 se encuentran resueltas las transformadas de las funciones más comunes.
TABLA 4.1 Tabla de transformadas de Laplace

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 63/203
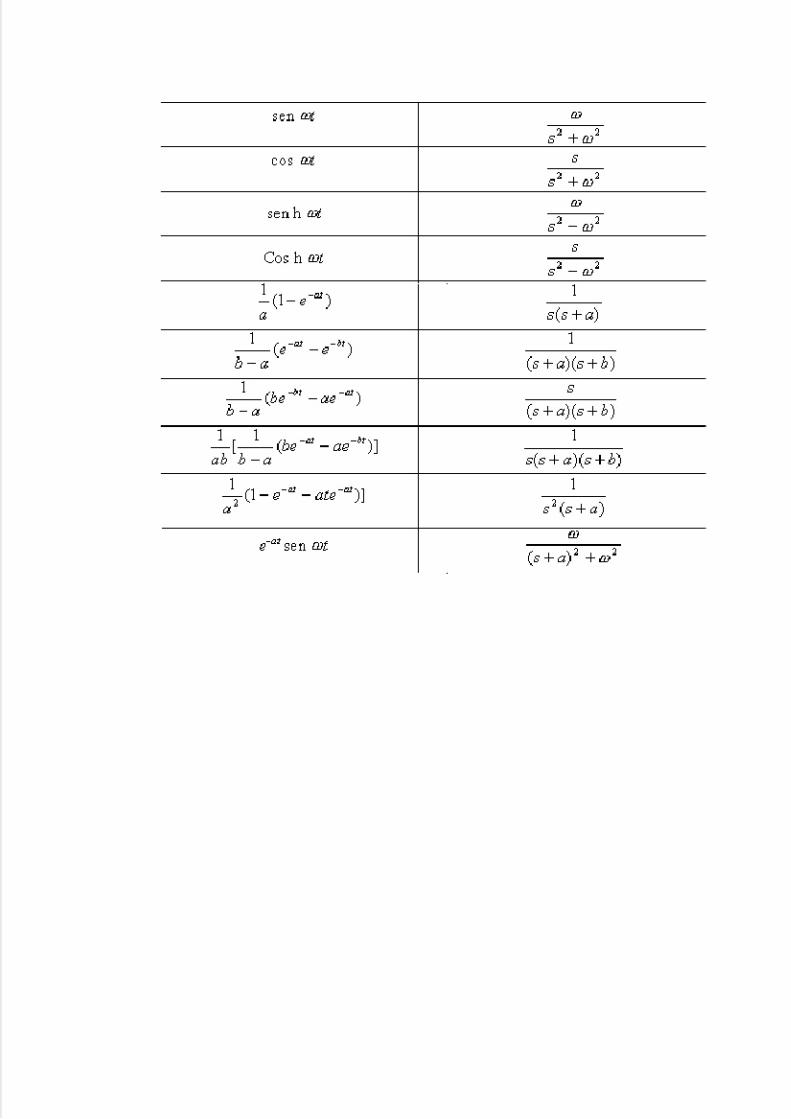
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 64/203
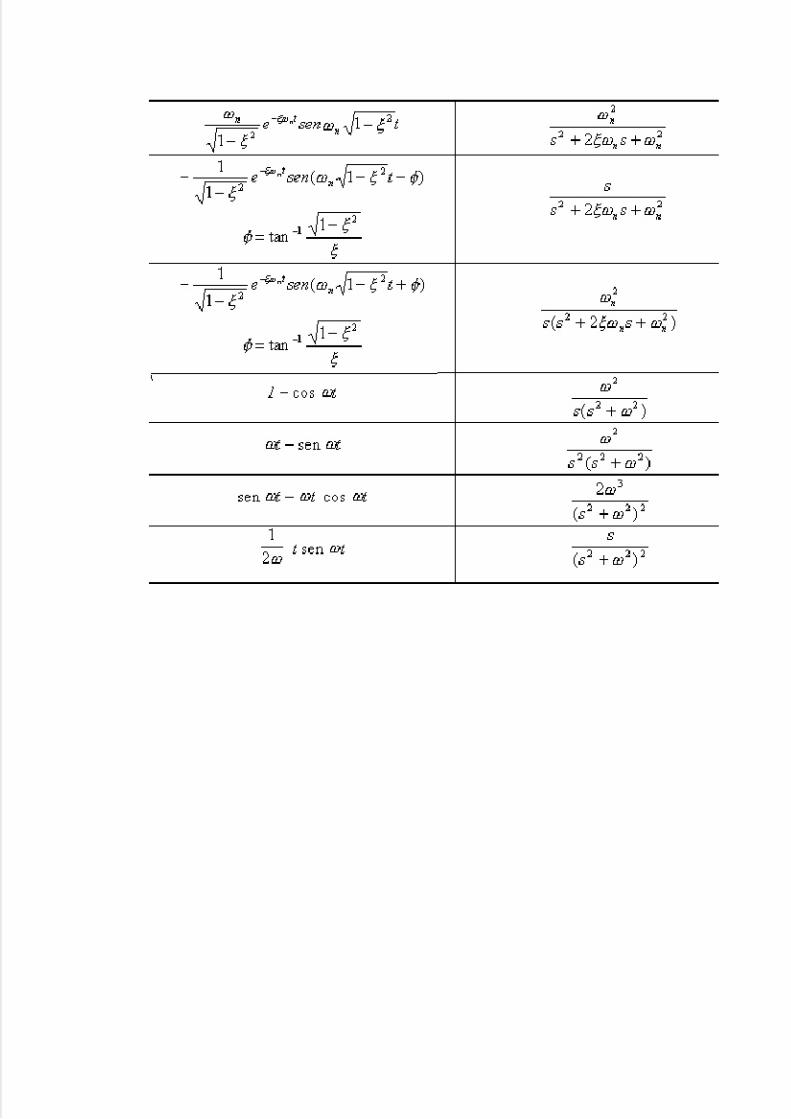
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 65/203

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 66/203
4.1.1 Transformada de Laplace con UNTSIM
El simulador UNTSIM posee una rutina para evaluar las transformadas de Lapace de funciones
del tiempo. Por ejemplo si deseamos evaluar la transformada de Laplace de :
f (t) = 1 - cos (3 t)
Seleccionamos del Menú principal: Otros cálculos - Cálculos Matemáticos - Transformada deLaplace - Transformar F(t) a F(s)
Copyright 2004 UNTMSc. Luis MoncadaAll rights reserved
05-Jul-2004ESTE PROGRAMA ENCUENTRA LA TRANSFORMADA DE LAPLACE F(s)
DE UNA FUNCIÓN DEL TIEMPO f(t)**************************************************************Ingresar Función f(t): 1-cos(3*t)*************************************************************LA TRANSFORMADA DE LAPLACE DE LA FUNCION ES:-------------------------------------------------------------
s1/s - ------
2

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 67/203
s + 9------------------------------------------------------------->>
4.1.2 Consideraciones importantes de la Transformada de Laplace
Hay varios factores importantes que se deben considerar:
1. La transformada de Laplace F(s) no contiene información acerca del comportamiento de f(t) para t< 0. esto no es una limitación para el estudio de sistemas de control ya que t representa la variable
tiempo y el estudio del comportamiento de sistemas se hace solamente para t > 0. en realidad, las
variables y sistemas son definidos usualmente tal que f(t) ≡ 0 para t < 0. esto quedará claro con elestudio de los ejemplos específicos.
2. Puesto que la transformada de Laplace es definida en la Ec. (4.1) por una integral impropia, esta no
existirá para todas las funciones f(t).
3. la transformada de Laplace es lineal. En notación matemática será:
L[Af 1(t) + Bf 2(t)] = A L[f 1(t)] + B L[f 2(t)] (4.4)
Donde A y B son constantes, y f 1 , f 2 son dos funciones de t
4. El operador de Laplace transforma una función de la variable t a una función de la variable s. La
variable t es eliminada mediante la integración.
4.2 TRANSFORMADA DE UNA DERIVADA
esta última, aplicada reiteradamente a una derivada enésima, daría
L[f n(t)] = sn F(s) – sn – 1 f(0) – sn – 2 f’(0) – . . . – f n-1(0) (4.6)
y con las condiciones iniciales supuestas nulas resulta:
L[f n(t)] = sn F(s) (4.7)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 68/203
Ejemplo 4.2
Encontrar la transformada de Laplace de la función x(t) la cual satisface la ecuación diferencial y
las condiciones iniciales
Es permisible matemáticamente tomar la transformada de Laplace de una ecuación diferencial e
igualarlos, ya que igualdad de funciones implica igualdad de sus transformadas. Haciendo esto, se
obtiene
s3 X(s) – s2 x(0) – sx′ (0) – x′ ′ (0) + 4[s2 X(s) – sx(0) - x′ (0)]
donde X(s) = L[x(t)]. Se ha hecho uso de la propiedad de linealidad y del hecho de que solamente son
de interés valores positivos de t . Insertando las condiciones iniciales y resolviendo para X(s)
4.2.1 Transformada de una derivada con UNTSIM
El simulador UNTSIM, posee una rutina para evaluar la transformada de Laplace de una EDO de
orden n (0<n<=10). Seleccionando del Menú Principal: Otros cálculos - Cálculos Matemáticos -Transformadas de Laplace - Transformada de una EDO de orden n
Ejemplo 4.2
Encontrar la transformar de Laplace de la derivada del ejemplo 4.2 usando UNTSIM
Copyright 2004 UNTMSc. Luis MoncadaAll rights reserved

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 69/203
06-Jul-2004ESTE PROGRAMA ENCUENTRA LA TRANSFORMADA DE LAPLACE DE UNAECUACION DIFERENCIAL DE ORDEN n CON CONDICIONES INICIALES**************************************************************Colocar la EDO en la forma:
n (n-1)d x d x d x
an ---- + a(n-1) ------- + . . . + a1 ---- + ao x = un (n-1)
d t d t d tdonde an...ao y u = escalares-------------------------------------------------------------Orden de la Ec. Diferencial (maximo 10): 3Ingresar coeficientes del lado izquierdo de la Ecuacion[an, ..., ao]: [1 4 5 2]Ingresar lado derecho de ecuacion: 2Condiciones inicialesd2x(0): 0d1x(0): 0x(0): 0
----------------------------------------------------------------
La Transformada de Laplace X(s) =
2-----------------------
3 2s (s + 4 s + 5 s + 2)
>>
4.3 TRANSFORMADA DE UNA INTEGRAL
Es decir, la transformada de Laplace convierte la operación de derivar en una multiplicación por la
variable s y la operación de integrar en una división por la misma variable s, siempre que naturalmente
las condiciones iniciales sean nulas.
4.4 TRANSFORMADA INVERSA
En las secciones previas se ha dado f(t) y el problema ha sido determinar su transformada de
Laplace F(s). En esta sección se considera el problema de hallar f(t) cuando se conoce F(s); el procesoes conocido como inversión. Esta operación es comúnmente denotada por:

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 70/203
f(t) = L-1[F(s)] (4.9)
En la mayoría de los casos, la transformación inversa se puede obtener de la tabla de
transformadas tales como las mostradas en la Tabla (4.1). en esta tabla, dos funciones de t no tienen lamisma transformada de Laplace o dos funciones de s no tienen la misma transformada inversa. En
general, la transformada inversa es única si no son tomadas en cuenta las funciones nulas, tales comolas funciones cuya integral con respecto al tiempo es cero.
4.5 PROPIEDADES DE LAS TRANSFORMADAS
Las propiedades de la transformada de Laplace son las siguientes:
- Linealidad L[f 1 (t) ± f 2 (t)] = F 1(s) ± F 2(s) (4.10)
- Permutabilidad L[k.f(t)] = k.L[f(t)] (4.11)
4.5.1 Teorema del valor inicial
Permite conocer el valor de una función en el origen sin necesidad de calcular su
antitransformada y sustituir en ella la variable independiente por 0.
Se sabe que, conocida la función y(t), la transformada de Laplace de su derivada es:
4.5.2 Teorema del valor final
De una forma análoga a la anterior se desea saber el valor de una función en el infinito, y no es
posible o bien no se desea calcular su transformada inversa.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 71/203
Procediendo como antes se busca la transformada de Laplace de su derivada y se toman límites
para s 0, con lo cual resulta:
luego
4.5.3 Teorema del retardo puro
Cumple la igualdad: L[f(t – T)] = e-sT F(s) siendo el retardo puro la función
f = e-sT y T una constante
Si se impone que las condiciones iniciales son nulas en la función primitiva y en sus derivadas, resulta:
L[e-at f(t)] = F(s + a) (4.20)
o bien deshaciendo la transformación
L-1 [F(s + a)] = e-at f(t) = e-at L-1 [F(s)] (4.21)
que puede considerarse homónima del teorema del retardo puro, cambiando los dominios t y s.
Ejemplo 4.4

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 72/203
Valores inicial y final de una función f(t) cuya transformada de Laplace es:
Si se deseara conocer la forma de arranque de la curva en el origen, se procedería del modosiguiente
En el dominio del tiempo
En el instante inicial t 0, se producen variaciones rápidas de la derivada y puede suponerse que ésta
tiende a infinito p ∞. Luego
Lo que indica que el origen la curva se comporta como si fuera equivalente a la función.
TABLA 4.2 Propiedades de las transformadas de Laplace

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 73/203
CAPITULO 5
SOLUCIÓN DE ECUACIONES DIFERENCIALES
Si analizamos el E jemplo 4.2, hay dos puntos importantes con respecto a este ejemplo. En primer
lugar, la aplicación de la transformación trae como resultado una ecuación la cual es resuelta para la
función desconocida por medios puramente algebraicos. Segundo, y más importante, si la función x(t)
la cual tiene la transformada de Laplace 2/s(s3 + 4s2 + 5s + 2) fuese conocida, podríamos tener lasolución a la ecuación diferencial y las condiciones de frontera. Esto sugiere un procedimiento para
resolver ecuaciones diferenciales.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 74/203
En el método de la transformada de Laplace para la solución de ecuaciones diferenciales, la
función es convertida a sus transformadas y las ecuaciones resultantes son resueltas algebraicamente
para la función desconocida. Esto es mucho más fácil que resolver una ecuación diferencial. Nosotrosobviamente no podemos esperar construir una tabla conteniendo las transformadas de Laplace de cada
función f(t) la cual posee una transformada. En cambio podríamos desarrollar métodos para expresar
transformadas complicadas, tal como X(s) del Ejemplo 4.2, en términos de transformadas simples lascuales pueden encontrarse en la Tabla 4.1. Por ejemplo, se puede verificar fácilmente que la solución a
la ecuación diferencial y condiciones de frontera del Ejemplo 4.2 es
x(t) = 1 – 2te-1 – e-2t (5.1)
La transformada de Laplace de x, usando la Ec. (5.1) y la Tabla (4.1), es
La ecuación X(s) = 2/s(s3 + 4s2 + 5s + 2) es el resultado de poner la Ec. (5.2) sobre un denominador común y muchas veces es difultuoso encontrar x(t) a partir de esta ecuación, requiriéndose un método para expandir la forma de denominador común a la forma separada dada en la Ec. (5.2). Este método es
dado por la técnica de fracciones parciales que se verá más adelante.
5.1 Inversión por fracciones parciales
En problemas de análisis de teoría de control, F(s), la transformada de Laplace de f(t), frecuentemente
es de la forma
donde las A(s) y B(s) son polinomios en s, y el grado de B(s) es menor de A(s). Si F(s) se descompone
en sus componentes,
F(s) = F 1(s) + F 2(s) + . . . + F n(s) (5.4)
y si las transformadas inversas de Laplace de F 1(s), F 2(s) , . . . , F n(s) son obtenidas fácilmente,
entonces
L-1[F(s)] = L-1[F 1(s)] + L-1[F 2(s)] +. . . + L-1[F n(s)] (5.5)
= f 1(t) + f 2(t) + . . . + f n(t) (5.6)
donde f 1(t), f 2(t), . . ., f n(t) son las transformadas inversas de Laplace de F 1(s), F 2(s) , . . . , F n(s),
respectivamente. La transformada inversa de Laplace así obtenida F(s) es única, excepto posiblemente

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 75/203
en puntos donde la función de tiempo es discontinua. Toda vez que la función de tiempo sea continua,
las funciones del tiempo f(t) y sus transformadas de Laplace F(s) tienen una correspondencia univoca.
La ventaja del procedimiento de expansión en fracciones parcialices es que los términosindividuales de F(s), resultantes de la expansión en forma de fracciones parciales, son funciones muy
simples de s. En consecuencia no es necesario recurrir a una tabla de transformadas de Laplace, si sememorizan algunos pares de transformadas de Laplace simples. Conviene señalar, sin embargo, que alaplicar la técnica de expansión en fracciones parciales en búsqueda de la transformada inversa de
Laplace de F(s) = B(s)/A(s) deben conocerse previamente las raíces del polinomio denominador A(s).
Es decir, este método no se aplica hasta que se ha factorizado el polinomio denominador.
En la expansión de F(s) = B(s)/A(s) en forma de fracciones parciales, es importante que la potencia más elevada de s en A(s) sea mayor que la potencia de s en B(s). Si ese no es el caso, el
numerador B(s) debe dividirse entre el denominador A(s) para producir un polinomio en s más un resto
(una relación de polinomios en s cuyo numerador sea de grado menor que el denominador). (Para
detalles ver el Ejemplo 5.2
)
5.1.1 Expansión en fracciones parciales cuando F(s) contiene únicamente polos distintos
Sea F(s) escrita en su forma factorizada
donde p1 , p2 , . . ., pn y z 1 , z 2 , . . ., z m son cantidades reales o complejas, para cada complejo p o z ,
debe aparecer el respectivo conjugado de pi o z i. Si F(s) contiene solamente polos distintos, puedeexpandirse en una suma de fracciones parciales simples, es decir:
donde ak (k = 1, 2, . . ., n) son constantes. El coeficiente ak se denomina residuo en el polo de s = –
pk . El valor de ak puede hallarse multiplicando ambos miembros de la Ec. (5.8) por ( s + pk ) y haciendo
s = – pk , lo que da

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 76/203
Como puede verse, todos los términos expandidos desaparecen, excepto ak . Entonces se halla que el
residuo es
Nótese que, como f(t) es una función real del tiempo, si p1 y p2 son complejos conjugados, losresiduos de a1 o a2 también son complejos conjugados. Sólo uno de los conjugados, a1 o a2 debe
evaluarse, ya que el otro se conoce automáticamente.
Como
Se obtiene f(t) como
Ejemplo 5.1
Hallar la transformada inversa de Laplace de
La expansión de F(s) en fracciones parciales es
donde a1 y a2 se determinan utilizando la Ec. (5.9).
Entonces

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 77/203
f(t) = L-1[F(s)]
= 2e – t – e – 2 t (t ≥ 0)
Ejemplo 5.2
Obtener la transformada inversa de Laplace de
Nótese que el polinomio denominador puede factorizarse como
s2 + 2s + 5 = (s + 1 + j2)(s + 1 – j2)
Si la función F(s) incluye un par de polos complejos conjugados, es conveniente no expandir enlas fracciones parciales habituales, sino en una suma de una función seno y una función coseno
amortiguadas.
Considerando que s2 + 2s + 5 = (s + 1)2 + 22 y colocando las transformadas de Laplace de e – ∝
t sen ω t y e – ∝ t cos ω t , se escribe
De aquí que:
f(t) = L-1[F(s)]
= 5e – t sen 2t + 2e– t cos 2t (t ≥ 0)
5.1.2 Expansión en fracciones parciales cuando F(s) tiene polos múltiples

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 78/203
En lugar de tratar el caso general, se utiliza un ejemplo para mostrar cómo obtener la expansión
de F(s) en fracciones parciales.
Sea la siguiente F(s):
La expansión en fracciones parciales de esta F(s) cubre tres términos
donde b1 , b2 y b3 se determinan como sigue. Multiplicando ambos miembros de esta última ecuación
por (s + 1)3, se tiene
También diferenciando ambos miembros de la Ec. (5.10) con respecto a s se obtiene
Si se hace s = – 1 en la Ec. (5.11), entonces
Diferenciando ambos miembros de la Ec. (5.11) respecto a s, el resultado es
Del análisis precedente se puede ver que los valores b1 , b2 y b3 pueden determinarse sistemáticamentedel siguiente modo:

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 79/203
= ½ (2) = 1
Así, se tiene
f(t) = L-1[F(s)]
= t 2 e – t + 0 + e – t
= (t 2 +1) e – t (t ≥ 0)
5.1.3 Descomposición en fracciones parciales usando MATLAB
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 80/203
Una herramienta importante en el diseño y análisis de sistemas de control es MATLAB.
Comenzaremos viendo su aplicación en la descomposición de expresiones en fracciones parciales, para
lo cual consideraremos la razón de dos polinomios b(s) y a(s) de la forma
donde a(1) ≠ 0, pero algún a(i) y b(j) pueden ser ceros.
Los vectores fila num y den especifican los coeficientes del numerador y del denominador de lafunción de transferencia. Es decir,
num = [b(1) b(2) ... b(n)]
den = [a(1) a(2) ... a(n)]
La orden
[r,p,k] = residue(num,den)
encuentra los residuos, los polos y los términos directos de una descomposición en fracciones parciales
del cociente de dos polinomios B(s) y A(s). La descomposición en fracciones parciales de B(s)/A(s)
viene dada por
Ejemplo 5.3
Descomponer en fracciones parciales la siguiente expresión
Solución
Para esta función,
num = [2 5 3 6]
den = [1 6 11 6]
La orden
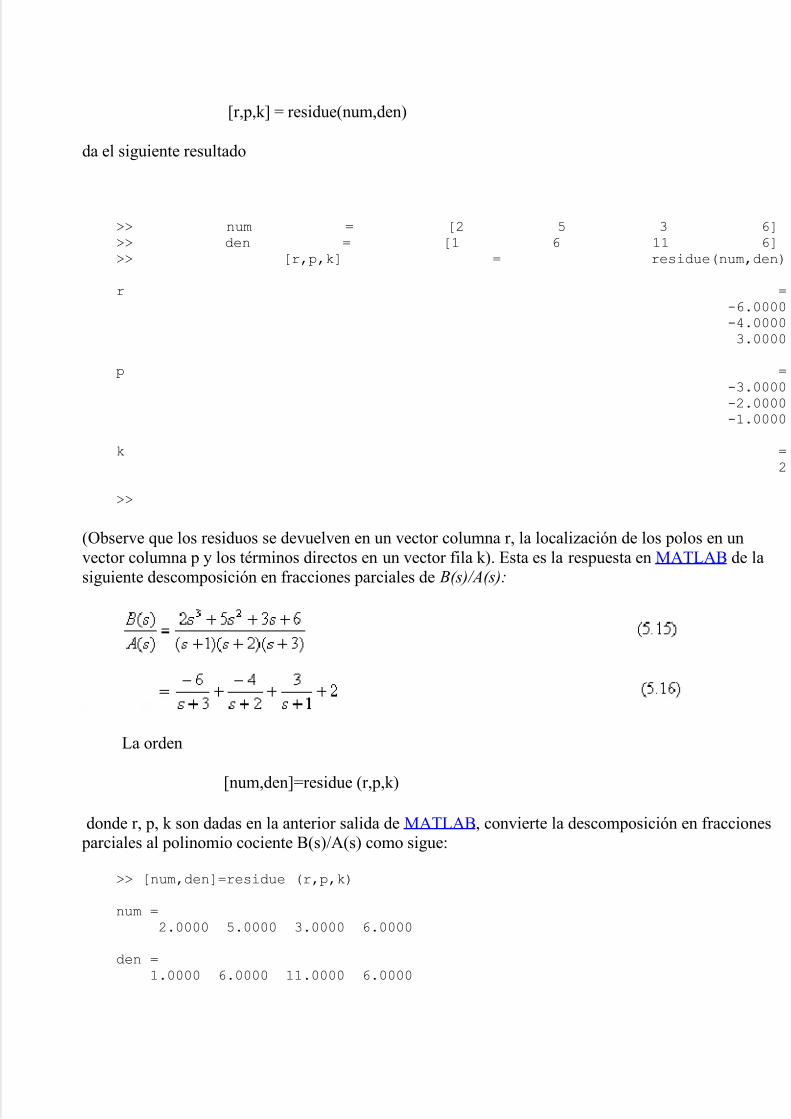
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 81/203
[r,p,k] = residue(num,den)
da el siguiente resultado
>> num = [2 5 3 6]>> den = [1 6 11 6]>> [r,p,k] = residue(num,den)
r =-6.0000-4.00003.0000
p =-3.0000-2.0000-1.0000
k =2
>>
(Observe que los residuos se devuelven en un vector columna r, la localización de los polos en un
vector columna p y los términos directos en un vector fila k). Esta es la respuesta en MATLAB de la
siguiente descomposición en fracciones parciales de B(s)/A(s):
La orden
[num,den]=residue (r,p,k)
donde r, p, k son dadas en la anterior salida de MATLAB, convierte la descomposición en fracciones parciales al polinomio cociente B(s)/A(s) como sigue:
>> [num,den]=residue (r,p,k)
num =2.0000 5.0000 3.0000 6.0000
den =1.0000 6.0000 11.0000 6.0000
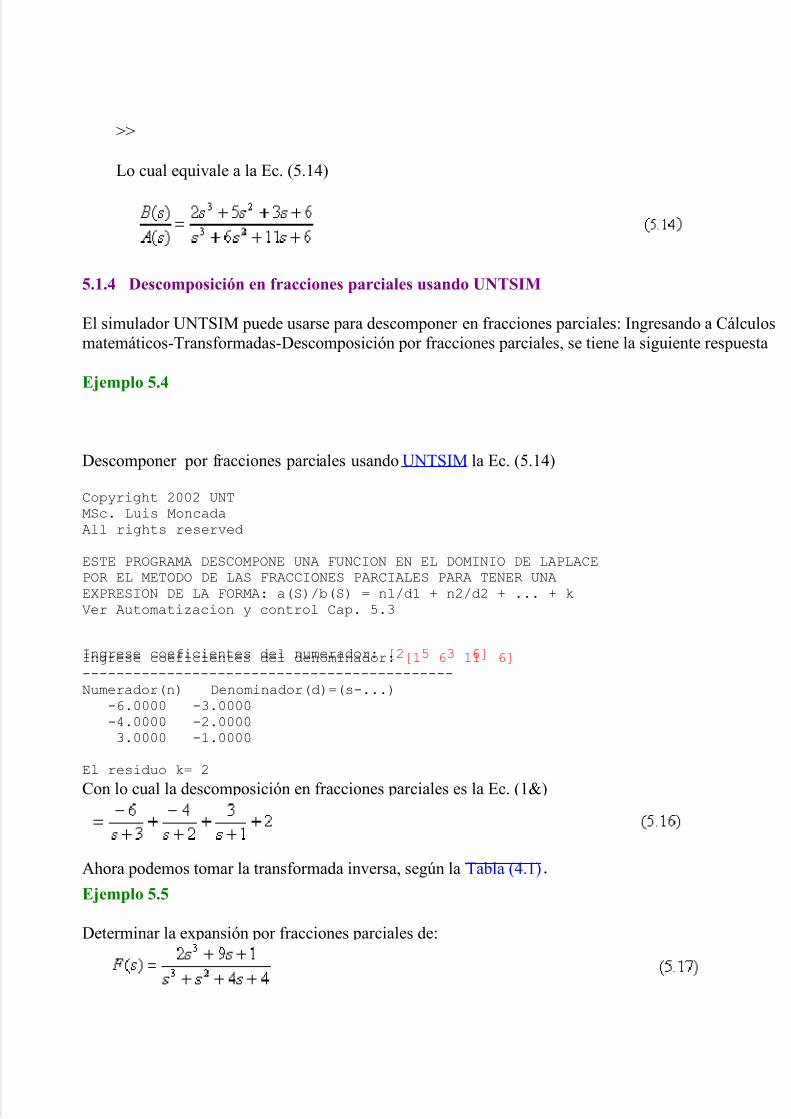
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 82/203
>>
Lo cual equivale a la Ec. (5.14)
5.1.4 Descomposición en fracciones parciales usando UNTSIM
El simulador UNTSIM puede usarse para descomponer en fracciones parciales: Ingresando a Cálculos
matemáticos-Transformadas-Descomposición por fracciones parciales, se tiene la siguiente respuesta
Ejemplo 5.4
Descomponer por fracciones parciales usando UNTSIM la Ec. (5.14)
Copyright 2002 UNTMSc. Luis MoncadaAll rights reserved ESTE PROGRAMA DESCOMPONE UNA FUNCION EN EL DOMINIO DE LAPLACEPOR EL METODO DE LAS FRACCIONES PARCIALES PARA TENER UNAEXPRESION DE LA FORMA: a(S)/b(S) = n1/d1 + n2/d2 + ... + kVer Automatizacion y control Cap. 5.3
Ingrese coeficientes del numerador: [2 5 3 6]Ingrese coeficientes del denominador: [1 6 11 6]--------------------------------------------Numerador(n) Denominador(d)=(s-...)
-6.0000 -3.0000-4.0000 -2.00003.0000 -1.0000
El residuo k= 2
Con lo cual la descomposición en fracciones parciales es la Ec. (1&)
Ahora podemos tomar la transformada inversa, según la Tabla (4.1).
Ejemplo 5.5
Determinar la expansión por fracciones parciales de:

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 83/203
Ingrese coeficientes del numerador: [ 2 0 9 1]Ingrese coeficientes del denominador: [ 1 1 4 4]--------------------------------------------Numerador(n) Denominador(d)=(s-...)0.0000 - 0.2500i -0.0000 + 2.0000i0.0000 + 0.2500i -0.0000 - 2.0000i-2.0000 -1.0000
El residuo k= 2
Luego la expansión en fracciones parciales es
5.2 USO DE UNTSIM PARA INVERTIR F (s) A f (t)
Podemos usar el simulador UNTSIM para hacer la transformación directa de F (s) a f (t). Para locual seleccionamos del Menú Principal: Otros cálculos - Cálculos Matemáticos - Transformada de
Laplace –Transformar F (s) a f (t)
Ejemplo 5.6
Invertir F (s) a f (t) la expresión obtenida en el Ejemplo 4.2.
Copyright 2004 UNTMSc. Luis MoncadaAll rights reserved
06-Jul-2004ESTE PROGRAMA ENCUENTRA LA TRANSFORMADA INVERSA f(t)DE UNA FUNCION F(s)**************************************************************Ingresar Función F(s): 2/(s^4+4*s^3+5*s^2+2*s)*************************************************************
LA TRANSFORMADA INVERSA DE LA FUNCION ES:-------------------------------------------------------------
1 - exp(-2 t) - 2 t exp(-t)-------------------------------------------------------------
Ejemplo 5.7
Invertir F (s) a f (t) dada por la expresión (5.16) del Ejemplo 5.4
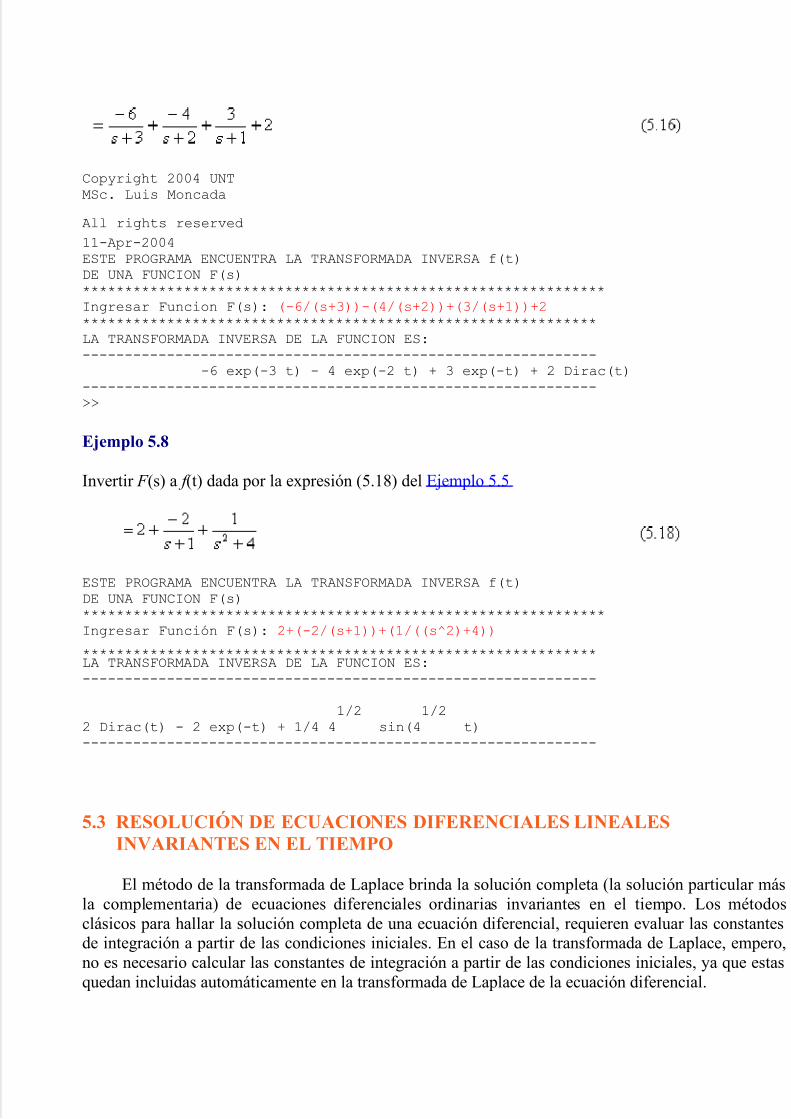
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 84/203
Copyright 2004 UNTMSc. Luis Moncada
All rights reserved 11-Apr-2004ESTE PROGRAMA ENCUENTRA LA TRANSFORMADA INVERSA f(t)DE UNA FUNCION F(s)**************************************************************Ingresar Funcion F(s): (-6/(s+3))-(4/(s+2))+(3/(s+1))+2*************************************************************LA TRANSFORMADA INVERSA DE LA FUNCION ES:-------------------------------------------------------------
-6 exp(-3 t) - 4 exp(-2 t) + 3 exp(-t) + 2 Dirac(t)------------------------------------------------------------->>
Ejemplo 5.8
Invertir F (s) a f (t) dada por la expresión (5.18) del Ejemplo 5.5
ESTE PROGRAMA ENCUENTRA LA TRANSFORMADA INVERSA f(t)DE UNA FUNCION F(s)**************************************************************Ingresar Función F(s): 2+(-2/(s+1))+(1/((s^2)+4))
*************************************************************LA TRANSFORMADA INVERSA DE LA FUNCION ES:-------------------------------------------------------------
1/2 1/22 Dirac(t) - 2 exp(-t) + 1/4 4 sin(4 t)-------------------------------------------------------------
5.3 RESOLUCIÓN DE ECUACIONES DIFERENCIALES LINEALESINVARIANTES EN EL TIEMPO
El método de la transformada de Laplace brinda la solución completa (la solución particular más
la complementaria) de ecuaciones diferenciales ordinarias invariantes en el tiempo. Los métodos
clásicos para hallar la solución completa de una ecuación diferencial, requieren evaluar las constantesde integración a partir de las condiciones iniciales. En el caso de la transformada de Laplace, empero,
no es necesario calcular las constantes de integración a partir de las condiciones iniciales, ya que estas
quedan incluidas automáticamente en la transformada de Laplace de la ecuación diferencial.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 85/203
Si todas las condiciones iniciales son cero, la transformada de Laplace de la ecuación diferencial,
se obtiene substituyendo simplemente d/dt por s, d 2 /dt 2 por s2, etc.
El método para la solución de ecuaciones diferenciales ordinarias con coeficientes constantes
con la transformada de Laplace comprende:
1. Tomar la transformada de ambos lados de la ecuación, en este punto se incorporan las
condiciones iniciales en las transformadas de las derivadas.
2. Resolver algebraicamente la ecuación resultante para la transformada de Laplace de la funcióndesconocida.
3. Encontrar la función de t la cual tiene la transformada de Laplace obtenida en el paso 2. esta
función satisface la ecuación diferencial y las condiciones iniciales y es la solución deseada.
Ejemplo 5.9
Resolver
x' + 3x = 0
x(0) = 2
Enumerando las etapas de acuerdo a la discusión anterior:
1. sX(s) – 2 + 3X(s) = 0
5.4 USO DE UNTSIM PARA RESOLVER EDO
El simulador UNTSIM puede usarse para resolver EDO.
Ejemplo 5.10
Resolver la EDO del Ejemplo 5.9.
a) Transformada de Laplace de la EDO

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 86/203
Copyright 2004 UNTMSc. Luis MoncadaAll rights reserved
06-Jul-2004ESTE PROGRAMA ENCUENTRA LA TRANSFORMADA DE LAPLACE DE UNAECUACION DIFERENCIAL DE ORDEN n CON CONDICIONES INICIALES
**************************************************************Colocar la EDO en la forma:
n (n-1)d x d x d x
an ---- + a(n-1) ------- + . . . + a1 ---- + ao x = un (n-1)
d t d t d tdonde an ... ao y u = escalares-------------------------------------------------------------Orden de la Ec. Diferencial (maximo 10): 1Ingresar coeficientes del lado izquierdo de la Ecuacion[an, ..., ao]: [1 3]Ingresar lado derecho de ecuacion: 0
Condicion inicial x(o): 2----------------------------------------------------------------
La Transformada de Laplace X(s) =
2-----s + 3
b) Invirtiendo F(s) a f(t)
Copyright 2004 UNT
MSc. Luis MoncadaAll rights reserved
06-Jul-2004ESTE PROGRAMA ENCUENTRA LA TRANSFORMADA INVERSA f(t)DE UNA FUNCION F(s)**************************************************************Ingresar Funcion F(s): 2/(s+3)*************************************************************LA TRANSFORMADA INVERSA DE LA FUNCION ES:-------------------------------------------------------------
2 exp(-3 t)
------------------------------------------------------------->>
Ejemplo 5.11
Hallar x(t) de la ecuación diferencial
x'' + 3x′ + 2x = 0 x(0) = a x′ (0) = b

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 87/203
donde a y b son constantes.
Denotando la transformada de Laplace de x(t) por X(s), o sea
L[x(t)] = X(s)
se obtiene
L[x′ ] = sX(s) – x (0)
L[x′ ′ ] = s2 X(s) – sx(0) – x′ (0)
Y entonces la ecuación diferencial dada se convierte en
[s2 X(s) – sx(0) – x′ (0)] +3[sX(s) – x(0)] + 2X(s) = 0
Substituyendo las condiciones iniciales en esta última ecuación,
[s2 X(s) – as – b] + 3[sX(s) – a] + 2X(s) = 0
o
(s2 + 3s + 2)X(s) = as + b + 3a
Despejando el valor de X(s), se tiene
La transformad inversa de Laplace de X(s) da
= (2a + b)e – t – ( a + b) e – 2 t (t ≥ 0)
Que es la solución de la ecuación diferencial propuesta. Nótese que en la solución aparecen las
condiciones iniciales a y b. Así, x(t) no tiene constantes indeterminadas.
Asumiendo que a = 1 y b = 3, y usando el simulador UNTSIM se tiene:
a) Transformada de Laplace de la EDO

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 88/203
Orden de la Ec. Diferencial (maximo 10): 2Ingresar coeficientes del lado izquierdo de la Ecuacion[an, ..., ao]: [1 3 2]Ingresar lado derecho de ecuacion: 0Condiciones inicialesd1x(0): 3x(0): 1
----------------------------------------------------------------
La Transformada de Laplace X(s) =
s + 6------------
2s + 3 s + 2
b) Invirtiendo F(s) a F(t)
**************************************************************Ingresar Funcion F(s): (s+6)/(s^2+3*s+2)*************************************************************LA TRANSFORMADA INVERSA DE LA FUNCION ES:-------------------------------------------------------------
-4 exp(-2 t) + 5 exp(-t)------------------------------------------------------------->>
Ejemplo 5.12
Encontrar la solución x(t) de la ecuación diferencial
x'' + 2x' + 5x = 3 x(0) = 0 x' (0) = 0
Considerando que L[3] = 3/s, x(0) = 0, x' (0) = 0, la transformada de Laplace de la ecuación
diferencial es
s2 X(s) + 2sX(s) + 5X(s) = 3/s
Al resolver para despejar X(s), se halla
Por lo tanto, la transformada inversa de Laplace es

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 89/203
x(t) = L – 1[X(s)]
Ejemplo 5.13
Resolver la ecuación diferencial siguiente para las condiciones iniciales
y(0) = - 1, y' (0) = 2
y '' + 3y' + 2y – 5 = 0
La transformada de Laplace es:
y'' = s2Y(s) – sy(0) – y′ (0) = s2Y(s) + s – 2
y' =sY(s) – y(0)
luego:
Usando UNTSIM
a) Transformada de Laplace de la EDO
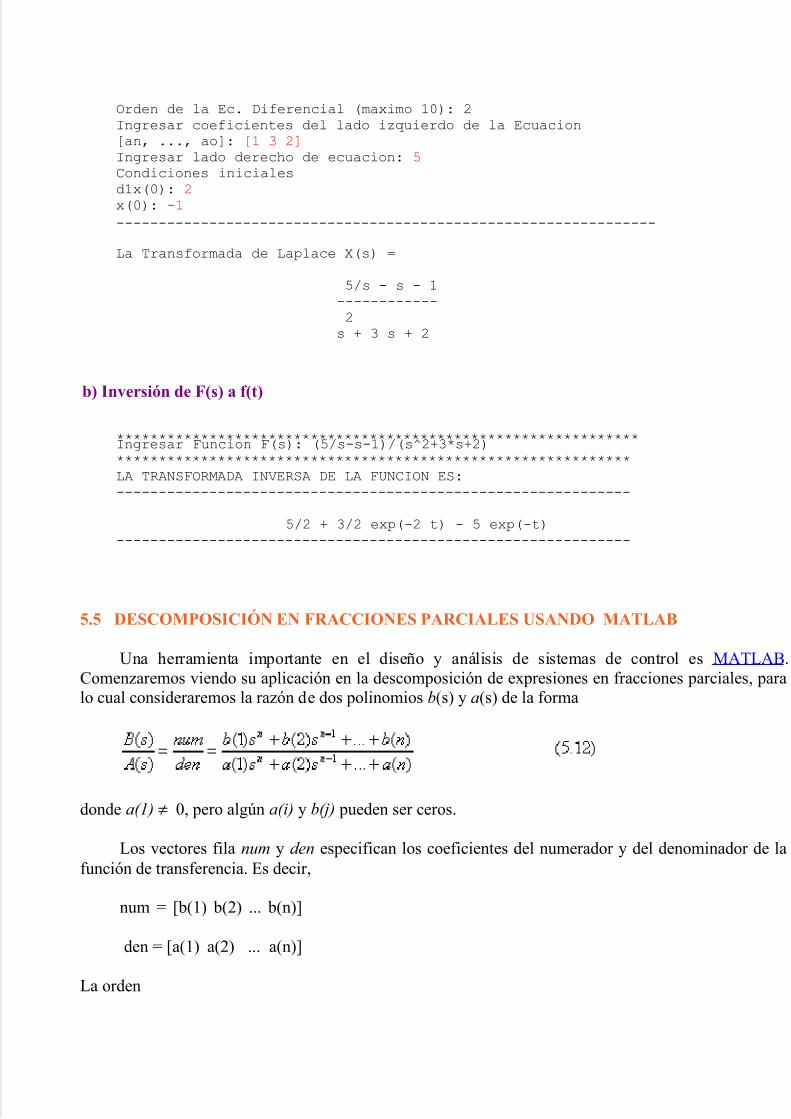
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 90/203
Orden de la Ec. Diferencial (maximo 10): 2Ingresar coeficientes del lado izquierdo de la Ecuacion[an, ..., ao]: [1 3 2]Ingresar lado derecho de ecuacion: 5Condiciones inicialesd1x(0): 2x(0): -1
----------------------------------------------------------------
La Transformada de Laplace X(s) =
5/s - s - 1------------2s + 3 s + 2
b) Inversión de F(s) a f(t)
**************************************************************Ingresar Funcion F(s): (5/s-s-1)/(s^2+3*s+2)*************************************************************LA TRANSFORMADA INVERSA DE LA FUNCION ES:-------------------------------------------------------------
5/2 + 3/2 exp(-2 t) - 5 exp(-t)-------------------------------------------------------------
5.5 DESCOMPOSICIÓN EN FRACCIONES PARCIALES USANDO MATLAB
Una herramienta importante en el diseño y análisis de sistemas de control es MATLAB.
Comenzaremos viendo su aplicación en la descomposición de expresiones en fracciones parciales, paralo cual consideraremos la razón de dos polinomios b(s) y a(s) de la forma
donde a(1) ≠ 0, pero algún a(i) y b(j) pueden ser ceros.
Los vectores fila num y den especifican los coeficientes del numerador y del denominador de la
función de transferencia. Es decir,
num = [b(1) b(2) ... b(n)]
den = [a(1) a(2) ... a(n)]
La orden

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 91/203
[r,p,k] = residue(num,den)
encuentra los residuos, los polos y los términos directos de una descomposición en fracciones parciales
del cociente de dos polinomios B(s) y A(s). La descomposición en fracciones parciales de B(s)/A(s)
viene dada por
Ejemplo 5.7
Descomponer en fracciones parciales la siguiente expresión
Solución
Para esta función,
num = [2 5 3 6]
den = [1 6 11 6]
La orden
[r,p,k] = residue(num,den)
da el siguiente resultado
>> num = [2 5 3 6]>> den = [1 6 11 6]>> [r,p,k] = residue(num,den)
r =-6.0000-4.00003.0000
p =-3.0000-2.0000
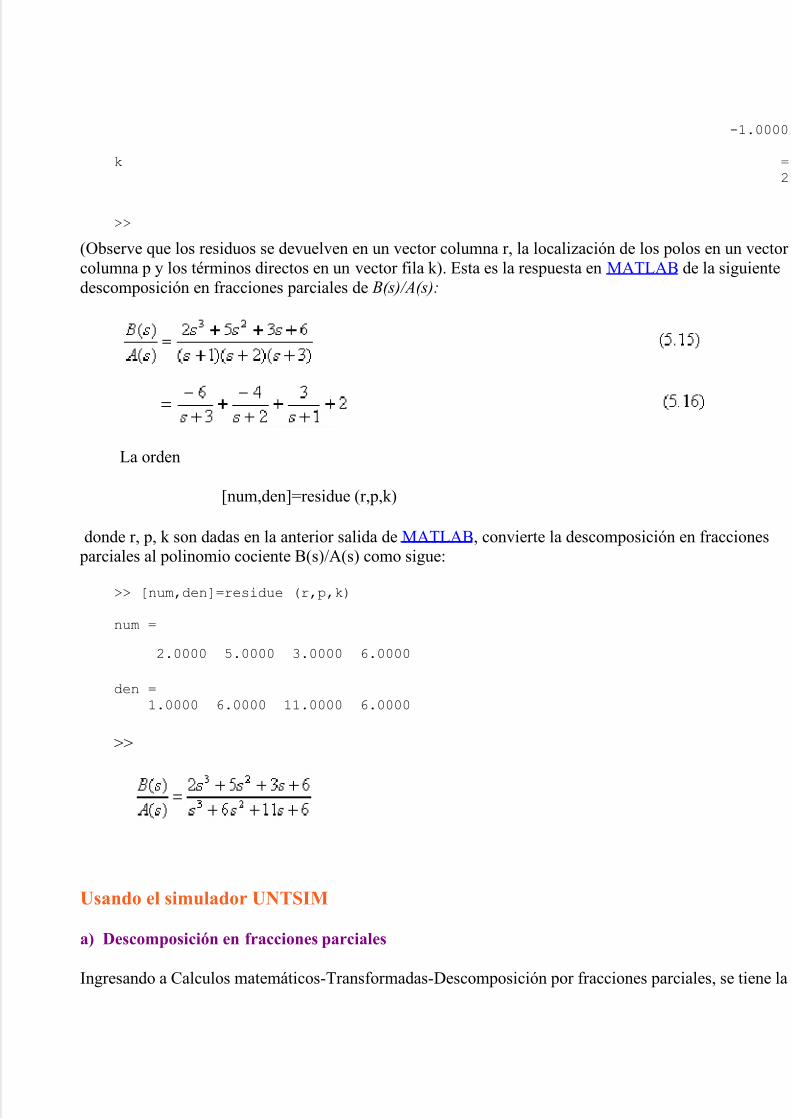
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 92/203
-1.0000
k =2
>>
(Observe que los residuos se devuelven en un vector columna r, la localización de los polos en un vector
columna p y los términos directos en un vector fila k). Esta es la respuesta en MATLAB de la siguiente
descomposición en fracciones parciales de B(s)/A(s):
La orden
[num,den]=residue (r,p,k)
donde r, p, k son dadas en la anterior salida de MATLAB, convierte la descomposición en fracciones parciales al polinomio cociente B(s)/A(s) como sigue:
>> [num,den]=residue (r,p,k)
num =
2.0000 5.0000 3.0000 6.0000
den =1.0000 6.0000 11.0000 6.0000
>>
Usando el simulador UNTSIM
a) Descomposición en fracciones parciales
Ingresando a Calculos matemáticos-Transformadas-Descomposición por fracciones parciales, se tiene la

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 93/203
siguiente respuesta
Copyright 2002 UNTMSc. Luis MoncadaAll rights reserved
ESTE PROGRAMA DESCOMPONE UNA FUNCION EN EL DOMINIO DE LAPLACEPOR EL METODO DE LAS FRACCIONES PARCIALES PARA TENER UNAEXPRESION DE LA FORMA: a(S)/b(S) = n1/d1 + n2/d2 + ... + kVer Automatizacion y control Cap. 5.3 Ingrese coeficientes del numerador: [2 5 3 6]Ingrese coeficientes del denominador: [1 6 11 6]--------------------------------------------Numerador(n) Denominador(d)=(s-...)
-6.0000 -3.0000-4.0000 -2.00003.0000 -1.0000
El residuo k= 2
Con lo cual la descomposición en fracciones parciales es:
Ahora podemos tomar la transformada inversa, según la Tabla (4.1).
y(t) = – 6 e –3t – 4 e –2t + 3e –t + 2
b) Invirtiendo F(s) a F(t)
Ingresando a Calculos matemáticos-Transformadas-Inversión de F(s), se tiene la siguiente respuesta
Copyright 2004 UNTMSc. Luis MoncadaAll rights reserved 11-Apr-2004ESTE PROGRAMA ENCUENTRA LA TRANSFORMADA INVERSA f(t)DE UNA FUNCION F(s)**************************************************************Ingresar Funcion F(s): (-6/(s+3))-(4/(s+2))+(3/(s+1))+2*************************************************************LA TRANSFORMADA INVERSA DE LA FUNCION ES:-------------------------------------------------------------
-6 exp(-3 t) - 4 exp(-2 t) + 3 exp(-t) + 2 Dirac(t)------------------------------------------------------------->>
Ejemplo 5.8
Determinar la expansión por fracciones parciales de:

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 94/203
Ingrese coeficientes del numerador: [ 2 0 9 1]
Ingrese coeficientes del denominador: [ 1 1 4 4]--------------------------------------------Numerador(n) Denominador(d)=(s-...)0.0000 - 0.2500i -0.0000 + 2.0000i0.0000 + 0.2500i -0.0000 - 2.0000i-2.0000 -1.0000
El residuo k= 2
Luego la expansión en fracciones parciales es
y la transformada inversa será:
Copyright 2004 UNTMSc. Luis MoncadaAll rights reserved
16-May-2004ESTE PROGRAMA ENCUENTRA LA TRANSFORMADA INVERSA f(t)DE UNA FUNCION F(s)**************************************************************Ingresar Funcion F(s): 2+(-2/(s+1))+(1/((s^2)+4))
*************************************************************LA TRANSFORMADA INVERSA DE LA FUNCION ES:-------------------------------------------------------------
1/2 1/22 Dirac(t) - 2 exp(-t) + 1/4 4 sin(4 t)------------------------------------------------------------->>
CAPITULO 6LA FUNCIÓN DE TRANSFERENCIA
Nuestro principal uso de la s transformaciones da Laplace en control de procesos involucra la
representación de la dinámica del proceso en términos de “Funciones de Transferencia”. Estas son
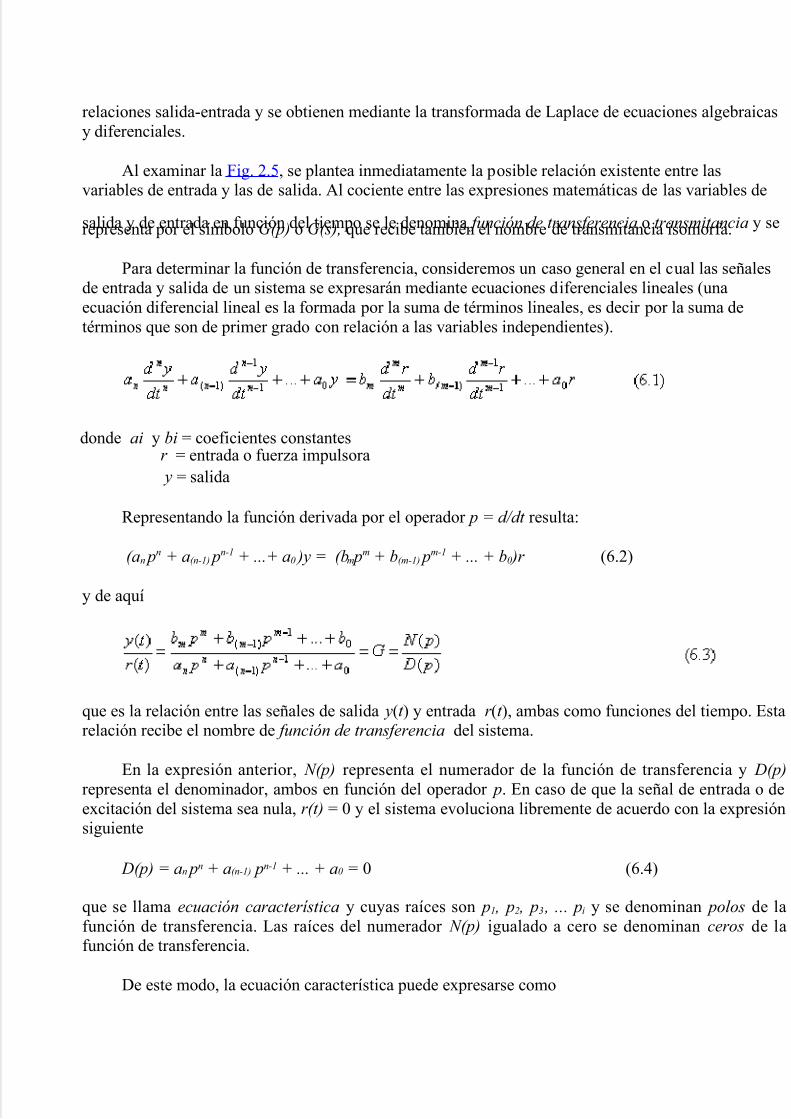
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 95/203
relaciones salida-entrada y se obtienen mediante la transformada de Laplace de ecuaciones algebraicas
y diferenciales.
Al examinar la Fig. 2.5, se plantea inmediatamente la posible relación existente entre lasvariables de entrada y las de salida. Al cociente entre las expresiones matemáticas de las variables de
salida y de entrada en función del tiempo se le denomina función de transferencia o transmitancia y serepresenta por el símbolo G(p) o G(s), que recibe también el nombre de transmitancia isomorfa.
Para determinar la función de transferencia, consideremos un caso general en el cual las señalesde entrada y salida de un sistema se expresarán mediante ecuaciones diferenciales lineales (una
ecuación diferencial lineal es la formada por la suma de términos lineales, es decir por la suma de
términos que son de primer grado con relación a las variables independientes).
donde ai y bi = coeficientes constantesr = entrada o fuerza impulsora
y = salida
Representando la función derivada por el operador p = d/dt resulta:
(an pn + a(n-1) p
n-1 + ...+ a0 )y = (bm pm + b(m-1) p
m-1 + ... + b0 )r (6.2)
y de aquí
que es la relación entre las señales de salida y(t ) y entrada r (t ), ambas como funciones del tiempo. Estarelación recibe el nombre de función de transferencia del sistema.
En la expresión anterior, N(p) representa el numerador de la función de transferencia y D(p)
representa el denominador, ambos en función del operador p. En caso de que la señal de entrada o de
excitación del sistema sea nula, r(t) = 0 y el sistema evoluciona libremente de acuerdo con la expresiónsiguiente
D(p) = an pn + a(n-1) pn-1 + ... + a0 = 0 (6.4)
que se llama ecuación característica y cuyas raíces son p1 , p2 , p3 , ... pi y se denominan polos de la
función de transferencia. Las raíces del numerador N(p) igualado a cero se denominan ceros de lafunción de transferencia.
De este modo, la ecuación característica puede expresarse como

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 96/203
an(p – p1 ) (p – p2 ) ... (p – pi ) (p – pn ) = 0 (6.5)
o bien, siendo en general pí raíces imaginarias, la expresión anterior pasa a ser
D(p) = y(t) = c1 e pt + c2 e pt + ... + ci e pt + ... + cn e pt = 0 (6.6)
Para que el sistema sea estable, la curva y(t) debe ser de evolución amortiguada al crecer eltiempo, y por tanto las raíces pi deben tener su parte real negativa, ya que entonces el término general
cie pt = cie
(-r + ji)t -----> 0 en el tiempo. Esta es una de las condiciones de estabilidad que se verá más
adelante
Consideramos de nuevo la Ec. (6.1) como ecuación diferencial lineal que relaciona las señales deentrada y de salida a un sistema definido por la función de transferencia G.
Aplicando la transformada de Laplace a los dos miembros y considerando valores iniciales nulos
en la función y en las derivadas resulta:
an snY + a(n-1) s
n – 1Y + . . . + a0Y = bm sm R + b(m-1) s
m – 1 R + . . . + b0 R (6.7)
y de aquí
expresión equivalente a la Ec. (6.3) sin más que cambiar el operador diferencial p en el dominio del
tiempo por la variable compleja s en el dominio de las s. Así pues, al ser las dos expresiones
equivalentes, la función de transferencia se puede expresar también por el cociente de lastransformadas de Laplace, siempre que se mantengan nulas las condiciones iniciales en la variable y
sus derivadas. Utilizando este concepto de función de transferencia, se puede representar la dinámica
de un sistema por ecuaciones algebraicas en s. Si la potencia más alta de s en el denominador de lafunción de transferencia es igual a n, se dice que el sistema es de orden n.
El valor de la salida se obtiene multiplicando la entrada por la función de transferencia.
6.1 ELEMENTOS DE LA FUNCIÓN DE TRANSFERENCIA
Para una ecuación que describe un sistema físico real Ec.(6.1), el orden del lado derecho, m, no
puede ser mayor que el orden del lado izquierdo, n. Este criterio para una realizabilidad física es:
n ≥ m (6.9)
Esta condición puede ser determinada intuitivamente por el siguiente razonamiento. Tomando un

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 97/203
caso donde m = 1 y n = 0.
Esta ecuación dice que tenemos un proceso cuya salida y depende del valor de la entrada r y elvalor de la derivada de la entrada. Entonces el proceso debe ser capaz de diferenciar, perfectamente, la
señal de entrada. Pero es imposible para todo sistema real diferenciar perfectamente. Esto tomaría que
un cambio de escalón en la entrada produzca una punta infinita en la salida. Esto es físicamente
imposible.
Este ejemplo puede ser generalizado a cualquier caso donde m ≥ n para mostrar que
diferenciación debe requerir. Por lo tanto, n siempre debe ser mayor o igual a m. La transformada de
Laplace de la Ec. (6.10) da:
Este es un adelanto de primer orden. Esto no es físicamente realizable; es decir, un dispositivo no
puede ser construido que tenga exactamente esta función de transferencia
Considerar el caso donde n = m = 1.
Esto aparece que una derivada de la entrada es nuevamente requerida. Pero la Ec. (6.12) puede ser arreglada agrupando los términos de derivada juntos:
El lado derecho de esta ecuación contiene funciones del tiempo pero no derivadas. Esta EDO puede ser integrada mediante la evaluación del lado derecho (la derivada) en cada punto en el tiempo e
integrando para conseguir z en el nuevo punto en el tiempo. Entonces, el nuevo valor de y es calculado
a partir del valor conocido de r :
y = ( z + b1 r )/a1 (6.14)
No se requiere diferenciación y esta función de transferencia es físicamente realizable.
Recordar, la naturaleza siempre integra. Nunca diferencia!

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 98/203
La transformada de Laplace de la Ec. (6.13) da la función de transferencia salida/entrada
Este es llamado un elemento de adelanto- retraso (lead-lag) y contiene un retraso de primer orden y
un adelanto de primer orden.
Los sistemas de procesos fluidos y térmicos, manifiestan varias características dinámicas distintas,
pero muchas de ellas se pueden describir por combinaciones de cinco funciones de transferencia
K Elemento proporcional
e-Ls Elemento de tiempo muerto (retardo en el tiempo)
6.2 MODELAMIENTO MATEMÁTICO DE SISTEMAS DINÁMICOS
Para estudiar los sistemas de control una etapa principal es modelar y analizar las característicasdinámicas del proceso a ser controlado. Un modelo matemático de un sistema dinámico se define como
un juego de ecuaciones que representan la dinámica del sistema con exactitud, o al menos,
razonablemente bien. Un sistema dado puede tener muchos modelos matemáticos.
La dinámica de muchos sistemas se pueden describir en términos de ecuaciones diferenciales, y larespuesta del sistema a una entrada se puede obtener si se resuelven las ecuaciones diferenciales que
modelan dicho sistema.
Para obtener información detallada sobre modelamiento y simulación de procesos químicos se

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 99/203
recomienda revisar el texto del autos sobre: Modelamiento y Simulación de Procesos
Ejemplo 6.1
Modelamiento matemático de un intercambiador de calor.
Fig. 6.1 Sistema de control de Un Intercambiador de Calor
Para ilustrar el modelamiento del proceso, consideraremos el caso de control de temperatura en unintercambiador de calor de doble tubo. En un sistema de intercambio de calor, generalmente se tiene
como objetivo calentar (o enfriar) un fluido de proceso hasta una temperatura determinada T p (de salida)
para ser alimentado a una etapa posterior en el proceso, para cumplir con este objetivo se debe usar unacorriente de fluido de calentamiento (o enfriamiento) el cual debe operar en un rango de temperaturas
entre la entrada T co y la salida T c y a una velocidad de flujo F c, la cual depende de los requerimientos del
proceso.
Si el objetivo del proceso de transferencia de calor es el calentamiento (o enfriamiento) de lacorriente de proceso, el objetivo del sistema de control es mantener la temperatura de salida de la

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 100/203
corriente de proceso en un valor especificado o en estado estacionario ante cualquier perturbación que
pueda alterar el proceso.
Con lo expuesto anteriormente podemos establecer que la variable controlada es la temperatura de
salida del fluido de proceso (T p), y la variable manipulada es la velocidad de flujo del fluido decalentamiento ( F c). Las perturbaciones pueden presentarse debido a cambios en la temperatura de
entrada (T po), la velocidad de flujo ( F p) del fluido de proceso, variación de temperatura del medio
ambiente, resistencias a las incrustaciones, etc.
Para el sistema de control del intercambiador de calor dado en la Fig. 6.1, por modelamientomatemático (ver Modelamiento y Simulación de Procesos del mismo autor), se llega a las Ecs. (6.16) y
(6.17)
donde T c = temperatura de salida del fluido caliente
T c0 = temperatura de entrada del fluido caliente
T p = temperatura de salida del fluido de proceso (variable que se va a controlar)
T p0 = temperatura de entrada del fluido de proceso
F c = flujo de masa del fluido caliente (variable que se va a manipular)
F p = flujo de masa del fluido de proceso
U = coeficiente total de transferencia de calor
A = área de transferencia de calor
∆ T = diferencia verdadera de temperaturas
Cpc = capacidad calorífica del fluido caliente
Cp p = capacidad calorífica del fluido de proceso
M c = masa del fluido caliente dentro del intercambiador
M p = masa del fluido de proceso dentro del intercambiador
t = tiempo
T = (T c , T Co , T p , T po) es un vector de temperaturas de los fluidos de entrada y salida, ∆ T (T ) es la
diferencia media efectiva de temperaturas, la cual puede ser la diferencia media aritmética de
temperaturas (DMAT).
∆ T(T) = [(T p – T co ) + (T po –T c )]/2 (6.18)
o como en la mayoría de los casos prácticos, la diferencia media logarítmica de temperaturas
(DMLT).

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 101/203
La dependencia del tiempo del coeficiente de transferencia de calor es importante para variacionesen el área de transferencia de calor. En este caso asumimos que U(t) ≠ 0, t ≥ 0 y T co> T po ó (T co< T po
respectivamente). Las asunciones precedentes implican que bajo condiciones normales de operación,
T co > T c o (T co < T c respectivamente), de modo que el sistema de control está bien definido para todo t > 0.
Ejemplo 6.2
Modelamiento matemático de tres reactores en serie
Fig. 6.2 Reactores CSTR en serie
La Fig. 6.2 muestra una batería de tres reactores en serie. El producto B es formado y el
reactante A es consumido en cada uno de los tres reactores perfectamente mezclados mediante una
reacción de primer orden llevándose a cabo en el liquido. Por el momento asumimos que lastemperaturas y retenciones (volúmenes) de los tres tanques pueden ser diferentes, pero tanto las
temperaturas y el volumen de liquido en cada tanque se asumen a ser constantes (isotérmico y avolumen constante). Se asume densidad constante a lo largo del sistema, el cual es una mezcla
binaria de A y B.
Con estas asunciones en mente, podemos formular nuestro modelo. Ver Modelamiento ySimulación de Procesos del mismo autor.
Las ecuaciones que describen los cambios dinámicos en las cantidades de reactante A en cadatanque son (con unidades de Kg. . mol de A/min)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 102/203
La velocidad de reacción específica k n está dada por la ecuación de Arrhenius
k n = α n = 1, 2, 3 (6.21)
si las temperaturas en los reactores son diferentes, los k son diferentes. La n se refiere al número de la
etapa.
El volumen V n puede ser sacado fuere de la derivada del tiempo debido a que es constante. Si elflujo F es constante y las retenciones y temperaturas son las mismas en todos los tanques, las Ec.
(6.20) serán
(6.22)
donde τ = V/F con unidades de minutos
Existe solamente una función impulsora o variable de entrada C A0.
6.3 SISTEMAS LINEALES Y NO LINEALES
6.3.1 Sistemas lineales
Un sistema en el que se aplica el principio de superposición se denomina lineal. El principio de superposición establece que la respuesta producida por la aplicación simultánea
de dos funciones excitadoras (perturbaciones) distintas, es la suma de las respuestas
individuales. Por lo tanto, para sistemas lineales la respuesta a diversas entradas se puede
calcular tratando una entrada a la vez, y añadiendo o sumando los resultados.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 103/203
La primera interrogante que debe ser contestada es justamente cuando una ecuación diferencial es
lineal. Básicamente es la que contiene variables solamente elevadas a la primera potencia en cualquiera
de los términos de la ecuación.
Ejemplo de EDO lineal
(6.23)
donde ao y a1 son constantes o funciones del tiempo solamente, no de las variables dependientes o sus
derivadas.
6.3.2 Sistemas no lineales
Los procesos reales generalmente se modelan mediante ecuaciones algebraicas y/odiferenciales no lineales. Si en la ecuación aparecen raíces cuadradas, cuadrados,
exponenciales, productos de variables, etc., la ecuación, es no lineal.
Ejemplos de EDO no lineal
(6.24)
(6.25)
(6.26)
(6.27)
donde x1 y x2 son variables dependientes
6.4 LINEALIZACIÓN
Matemáticamente, una ecuación diferencial lineal es una para la cual se cumplen las siguientes
propiedades:

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 104/203
1. Si x(t) es una solución, entonces cx(t) es también una solución, donde c es una constante.
2. Si x1 es una solución y x2 es también una solución, entonces x1 + x2 es una solución.
La linealización es muy simple. Todo lo que se tiene que hacer es tomar las funciones no
lineales, expandirlas en una serie de expansión de Taylor alrededor de la operación alestado estacionario, y despreciar todos los términos después de las primeras derivadas
parciales.
Asumiendo que tenemos una función no lineal de variables del procesos x1 y x2: f ( x1, x2). Por
ejemplo, x1 podría ser fracción molar o temperatura o razón de flujo. Denotando los valores de estas
variables al estado estacionario como:
x1s = valor al estado estacionario de x1
x2s = valor al estado estacionario de x2
Ahora expandiendo la función f ( x1, x2) alrededor de sus valores al estado estacionario f ( x1s, x2s).
(6.28)
La linealización consiste en truncar las series después de las primeras derivadas parciales.
(6.29)
Hemos aproximado la función real a una función lineal
Ejemplo 6.3
Considerar la dependencia del flujo saliendo de un tanque a la raíz cuadrara de la altura de liquido en el
tanque:
(6.30)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 105/203
La serie de expansión de Taylor alrededor del valor de h al estado estacionario, el cual es hs en
nuestra nomenclatura es:
(6.31)
(6.32)
(6.33)
Ejemplo 6.4
El producto de dos variables dependientes es una función no lineal de dos variables:
f(C A , F) = C A F (6.34)
Linealizando
(6.35)
C A(t)F(t) ≅ C As F s + F s(C A(t) – C As ) + C As(F(t) – F(s)) (6.36)
Notar que la linealización convierte la función no lineal (el producto de dos variables
dependientes) en una función lineal conteniendo dos términos.
6.5 VARIABLES DE DESVIACIÓN
Nosotros encontraremos de mucha utilidad en prácticamente todos los casos de estudio dedinámica y control de sistemas lineales tomar la variable de desviación del estado estacionario en lugar
de las variables absolutas

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 106/203
Fig. 6.3 Variables de desviación
Como las variables totales son funciones del tiempo, x(t), su desviación de los valores del estado
estacionario xs también serán funciones del tiempo como muestra la Fig. 6.3.
Esta desviación del estado estacionario se denomina desviación o variables de
desviación. Nosotros usaremos letras mayúsculas para denotar las variables de desviación.
Entonces, la variable de desviación X es definida como:
X = x(t ) – x s (6.37)
Las ecuaciones que describen al sistema lineal pueden ser ahora expresadas en términos
de estas variables de desviación. Cuando se hace esto, dos resultados muy útiles ocurren
1. Los términos en la ecuación diferencial ordinaria tienen las constantes fuera
2. las condiciones iniciales para las variables de desviación son todas iguales a cero si el
punto de inicio es la condición de operación al estado estacionario.
6.6 FUNCIÓN DE TRANSFERENCIA DE LOS ELEMENTOS DE UN SISTEMADE CONTROL
Para el análisis de sistemas de control, se considera la carga constante y se varia el setpoint , y el sistema de control debe llevar el valor de la variable de salida al valor dado
del setpoint. Con esta consideración, el sistema de control del intercambiador de calor dado
en el Ejemplo 6.1. puede representar mediante un diagrama de bloques para una operación
servo (discutida en el punto 6.13)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 107/203
Fig.6.4 Diagrama de bloques del sistema de control
Como se puede observar en la Fig. 6.4, el sistema de control es un sistema de lazo cerrado con
retroalimentación en el cual se mide la variable controlada (salida) para compararlo con el valor deseado de esta variable (valor de referencia), esto se hace en el comparador y debido a que en la
comparación la variable medida entra con signo negativo, este sistema se conoce como “ feedback
negativo”.
Para un sistema de retroalimentación (feedback) negativo, la señal medida proveniente del
sensor ingresa con signo negativo al comparador por lo que el error está dado por:
Error = valor de referencia o al E.E. (setpoint) – señal medida (6.38)
En este texto usaremos la siguiente nomenclatura:
a) En el dominio del tiempo
r (t ) = setpoint
ym(t ) = variable medida
e(t ) = error
e(t) = r (t) – ym(t) (6.39)
b) En el dominio de Laplace y usando las variables de desviación:
R(s) = setpoint
Y m(s) = variable medida
E (s) = error
E (s) = R(s) – Y m(s) (6.40)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 108/203
Si hay diferencia se produce una señal de error la cual va al controlador para accionar la válvula
de control y regular el flujo del fluido de calentamiento según lo requerido por el proceso.
Como muestra este sistema de control, los elementos básicos son:
- Proceso
- Elemeto de medida (Sensor)
- Controlador
- Elemento final de control (Válvula)
- Elementos de transporte de señal
Siendo estos los elementos del sistema, veremos en el presente capítulo como deducir las
funciones de transferencia de cada elemento.
6.6.1 Función de transferencia del proceso
La función de transferencia para el proceso controlado relaciona en el dominio de Laplace a la
variable controlada (salida) a la variable manipulada (entrada).
Ejemplo 6.5
Función de transferencia de un intercambiador de calor
La función de transferencia para el proceso controlado llevado a cabo en el intercambiador de
calor debe relacionar en el dominio de Lapace a la variable de salida (controlada) T p a la variable de
entrada (manipulada) F c. De la Ec. (6.16) (para el fluido de proceso), considerando constante el flujo deentrada
= (T po – T p ) + U(t) A ∆ T(T) /F p Cp p (6.41)
si = τ p (tiempo) y A ∆ T(T) /F p Cp p = k 1
La Ec. (6.25) se puede escribir como

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 109/203
+ T p = T po + k 1 U (6.42)
En el estado estacionario, la Ec. (6.41) será:
+ T ps = T pos + k 1 U s = 0 (6.43)
Donde el subíndice s indica al estado estacionario. Restando la Ec. (6.43) de la Ec. (6.42) se tiene
+ (T p - T ps ) = (T po - T pos ) + k 1 (U – U s ) (6.44)
Definiendo las variables de desviación para el intercambiador de calor:
(T p - T ps ) = T p
(U – U s ) = U
Además, T po = T pos la temperatura de entrada es la misma en cualquier instante. Con lo cual la Ec.
(6.44)será:
+ T p = k 1 U (6.45)
Aplicando la transformada de Laplace a la Ec. (6.45) se tiene:
τ p [ s T p (s) – T p (0) ] + T p (s) = k 1 U (s) (6.46)
Donde T p (0) = 0, ya que en el tiempo cero recién se inicia el proceso y no hay variación del
estado estacionario (las variables de desviación para t = 0 son 0). Simplificando la Ec. (6.46) se tiene
(6.47)
donde: τ p = Constante de tiempo del proceso (usualmente minutos o segundos)
k 1 = Ganancia al estado estacionario
Usando el mismo procedimiento para la Ec. (6.17) (fluido de calentamiento) y aplicando la
propiedad de traslación de la transformada, para lo cual se sabe que:
Q = F c (T c – T co ) = U A ∆ T (6.48)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 110/203
se tiene la función de transferencia para el fluido de calentamiento
(6.49)
Considerando que los dos procesos se llevan a cabo en serie, por lo cual la función detransferencia del proceso total será el producto de las funciones de transferencia individuales, y
haciendo k 1 k 2 = K p, τ c = τ 1 y τ p = τ 2, se tiene:
; τ 1 , τ 2 > 0 (6.50)
La Ec. (6.50), relaciona la variable de salida T P (variable controlada) a la variable regulada
F C (entrada o carga), donde τ 1 y τ 2 son las constantes características de tiempo del proceso. Esta
función de transferencia es de segundo orden.
Ejemplo 6.6
Función de transferencia de un sistema de nivel de liquido (Ref. K. Ogata)
Al analizar sistemas que consideran el flujo de fluidos, se hace necesario dividir el régimen de
flujo en régimen de flujo laminar y régimen de flujo turbulento, de acuerdo con la magnitud del número
de Reynolds. Si el número de Reynolds es mayor que aproximadamente 3000 - 4000, el flujo esturbulento.
Fig. 6.5 Sistema de control de nivel de liquido

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 111/203
donde: q = caudal de entrada, en m3 / s
qo = caudal de salida, en m3 / s.
h = nivel de liquido, en m.
R = resistencia a la salida
A = área de sección transversal del tanque, m2
V = volumen de liquido en el tanque, m3
Si el Reynolds es menor que aproximadamente 2000, el flujo es laminar. En el caso laminar elflujo de fluido se produce en tuberías sin turbulencia. Los sistemas que implican flujo turbulento suelen
requerir, para representarse, de ecuaciones diferenciales no lineales, mientras que los sistemas que
corresponden a flujo laminar, pueden representarse por ecuaciones diferenciales ordinarias. (En los
procesos industriales frecuentemente se tiene flujos en tuberías y tanques. En esos procesos el flujo esfrecuentemente turbulento y no laminar).
a) Caso lineal
Como se ha mencionado anteriormente, un sistema se puede considerar lineal si el flujo es
laminar. En este caso la resistencia al caudal de salida es lineal y estará dado por:
qo = R h (6.51)
El sistema debe mantener constante el nivel de liquido en el tanque (salida) para lo cual
debe regular el caudal de entrada (entrada). Por lo tanto la función de transferencia debe
relacionar en el dominio de Laplace el nivel de liquido al caudal de entrada.
Función de transferencia:
(6.52)
1. Haciendo un balance de materiales al estado no estacionario
entrada – salida = acumulación (6.53)
(6.54)
si
V = Ah; dV = Adh y qo = h/R
q – qo = q – h/R = A

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 112/203
(6.55)
definiendo la constante de tiempo, AR = τ , la Ec. (6.55) se escribe:
(6.56)
2. Haciendo un balance de materiales al estado estacionario
(6.57)
donde h s = nivel de liquido en el estado estacionario
q s = caudal de entrada en el estado estacionario1. Definiendo las variables de desviación, para lo cual restamos la Ec. (6.57) de la Ec. (6.56) se tiene:
(6.58)
Las variables de desviación están dadas por:
(h – h s) = H
(q – q s) = Q
con lo cual la Ec. (6.58) se escribe:
(6.59)
2. Tomando la transformada de Laplace a la Ec. (6.59) se tiene:
τ [sH(s) – H(0)] + H(s) = R Q(s)
Como se ha visto anteriormente, H(0) = 0 con lo cual se tiene:
τ sH(s) + H(s) = R Q(s)
H(s) [ τ s + 1] = R Q(s)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 113/203
(6.60)
Función de transferencia que relaciona el nivel de liquido al caudal de entrada
b) Caso no lineal
Supongamos que el tanque del ejemplo anterior opera en régimen turbulento por lo que posee unaresistencia no lineal en la salida, y el caudal de salida está dado por:
q0 = R h1/2 (6.61)
De igual manera que en el caso anterior, la función de transferencia del proceso debe
relacionar en el dominio de Laplace el nivel de liquido al caudal de entrada.
Función de transferencia:
(6.62)
Haciendo un balance de materiales al estado no estacionario igual que en el caso lineal
(6.63)
si
V = Ah; dV = Adh y qo = C h1/2
q – qo = q – Ch1/2 = A (6.64)
Como existe él termino NO LINEAL Ch1/2 trae dificultades al momento de tomar la transformadade Laplace, por lo que esta ecuación debe linealizarse.
Para esto hacemos uso de la serie de expansión de TAYLOR y la función q0(h) puede ser
expresada en las proximidades del estado estacionario para valores de h próximos a h s.
Entonces
qo = qo(h s ) + q′ o(h s )(h – h s ) + . . . (6.65)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 114/203
donde q’ 0(hs) = es la primera derivada de q0 evaluada a h s.
q’’ 0(hs) = es la segunda derivada de q0 evaluada a hs constante.
Si tomamos solamente los términos lineales, el resultado es:
qo ≅ qo(h s ) +q′ o(h s )(h – h s ) (6.66)
Si sabemos que
qo = C h1/2
q′ o(h s ) = dqo(h s )
Reemplazando el valor de q’ 0 (h s ) en la Ec. (6.66) tenemos:
(6.67)
Haciendo qo(h s ) =
Tenemos
(6.68)
Sustituyendo la Ec. (6.68) en (6.65)
(6.69)
1. Haciendo un balance de materiales al estado estacionario.
(6.70)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 115/203
2. Restando las Ecs. (6.69) – (6.70)
(6.71)
Introduciendo las variables de desviación
q – q s = Q
h – h s = H
(6.72)
Definiendo la constante de tiempo τ = AR1 se tiene:
R1Q – H = (6.73)
Tomando la transformada de Laplace
R1Q(s) – H(s) = τ [sH(s) – H(0)]
R1Q(s) – H(s) = τ sH(s)
R1Q(s) = τ sH(s) + H(s)
R1Q(s) = H(s) [ τ s + 1]
(6.74)
Ejemplo 6.7
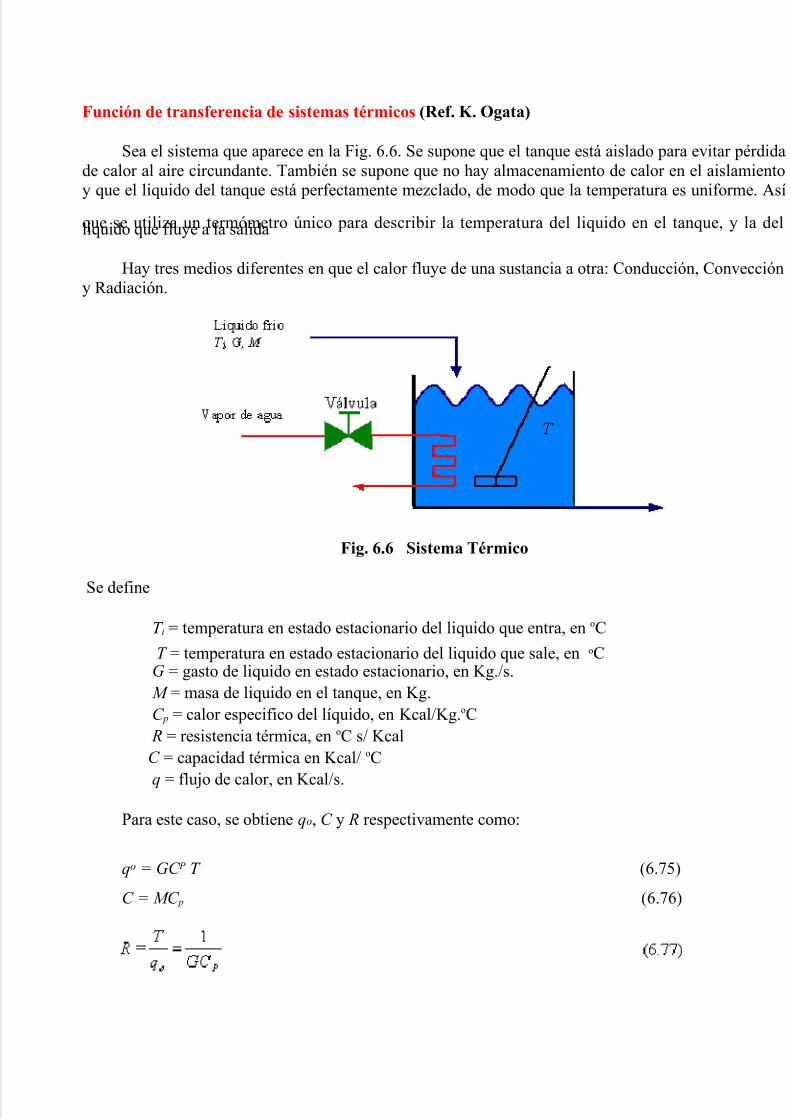
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 116/203
Función de transferencia de sistemas térmicos (Ref. K. Ogata)
Sea el sistema que aparece en la Fig. 6.6. Se supone que el tanque está aislado para evitar pérdida
de calor al aire circundante. También se supone que no hay almacenamiento de calor en el aislamientoy que el liquido del tanque está perfectamente mezclado, de modo que la temperatura es uniforme. Así
que se utiliza un termómetro único para describir la temperatura del liquido en el tanque, y la delliquido que fluye a la salida
Hay tres medios diferentes en que el calor fluye de una sustancia a otra: Conducción, Conveccióny Radiación.
Fig. 6.6 Sistema Térmico
Se define
T i = temperatura en estado estacionario del liquido que entra, en oC
T = temperatura en estado estacionario del liquido que sale, en oC G = gasto de liquido en estado estacionario, en Kg./s.
M = masa de liquido en el tanque, en Kg.
C p = calor especifico del líquido, en Kcal/Kg.oC
R = resistencia térmica, en oC s/ Kcal
C = capacidad térmica en Kcal/ oC
q = flujo de calor, en Kcal/s.
Para este caso, se obtiene qo, C y R respectivamente como:
qo = GC P T (6.75)
C = MC p (6.76)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 117/203
Si se desea instalar un sistema de control para controlar la temperatura de salida (variable
controlada), manipulando el flujo de calor (variable manipulada). La función de transferencia que
relacione para el proceso debe ser: G(s) = T(s)/Q(s).
Haciendo un balance de energía en el tanque al estado no estacionario
Entrada – Salida = Acumulación
Definiendo la constante de tiempo como: τ = RC = M/G, segundos
Escribiendo la Ec. (6.78) al estado estacionario:
Restando la Ec.(6.79) de la Ec. (6.78)
Definiendo las variables de desviación:
(qi – qis ) = Q
(T – T s ) = T
y con T i – T is = 0 La temperatura de entrada se mantiene constante en todo el tiempo
Tomando la transformada de Laplace:
RQ(s) – T(s) = τ [sT(s) – T(0)] T(0) = 0

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 118/203
RQ(s) – T(s) = τ sT(s)
RQ(s) = τ sT(s) + T(s)
RQ(s) = T(s) [ τ s + 1]
En la práctica, la temperatura del líquido que entra, puede fluctuar y actuar como perturbación de
carga. (Si se desea una temperatura constante del flujo de salida se puede instalar un control automático
para ajustar el flujo de calor de entrada con el objeto de compensar las fluctuaciones en la temperaturadel liquido que ingresa). Si la temperatura del liquido de entrada se varia bruscamente desde T i a T i + T ,
mientras el flujo del calor de entrada q y el gasto de liquido G se mantienen constantes, entonces el
flujo de calor de salida se modificará de q a q + q0 y la temperatura del gasto de salida cambiara de T a
T + T o. El modelo matemático para el proceso, se puede obtener de la misma forma que en el casoanterior, pero en este caso se mantiene constante qi, pero varía T i , con lo cual se tiene:
La función de transferencia que liga a T con T i esta dada por:
Si el sistema térmico está sujeto a variaciones, tanto en la temperatura del líquido que entra comoen el flujo de calor de entrada, mientras se mantiene constante el gasto de líquido, el cambio detemperatura T del líquido que sale, se puede obtener de la siguiente ecuación
En la Fig. 6.12, se muestra un diagrama de bloques correspondientes a este caso, (Nótese que el
sistema comprende dos entradas).
Fig. 6.7 Diagrama de Bloques del Sistema

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 119/203
Ejemplo 6.5
Sistema de mezclado.
Considerar un proceso de mezclado en el cual una corriente de solución conteniendo sal disueltafluye a un flujo volumétrico constante. La concentración de sal en la corriente de entrada X (masa de
volumen) varia con el tiempo.
Si desea obtener la función de transferencia que relacione la concentración de salida con la
concentración de entrada.
Fig. 6.8 Sistema de mezclado
G(s) = Y(s)/X(s) (6.85)
Asumiendo que la densidad de la solución permanece constante. La concentración de salida debe
ser igual a la concentración de la solución dentro del tanque, puesto que es mezclada.
Analizando el sistema y haciendo un balance de sal:
Sal que entra – Sal que sale = Sal acumulada en el tanque
Haciendo un balance de materiales al estado no estacionario tenemos:
donde V = constante
x, y = masa de sal / volumen
q = flujo volumétrico

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 120/203
Haciendo un balance de materiales al estado estacionario tenemos:
Introduciendo las variables de desviación
x – x s = X
y – y s = Y
La Ec. (6.88) se escribe
Aplicando la transformada de Laplace:
X(s) – Y(s) = τ [sY(s) – Y(0)]
X(s) – Y(s) = τ sY(s)
X(s) = τ sY(s) + Y(s)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 121/203
X(s) = Y(s)[ τ s + 1
Ejemplo 6.6
Sistema de reacción.
Considerar un reactor CSTR (Reactor Continuo de Tanque Agitado) donde tiene lugar la reacción
siguiente:
Fig 6.9 CSTR
donde r a = velocidad de reacción
K = constante de reacción
C A = concentración de A
V = volumen del reactor
F = caudal volumétrico de alimentación(constante)
C A0 = Concentración inicial de A
N A = Moles de salida
N Ao = Moles de entrada
Considerando que la densidad y volumen son constantes, desarrollar la función de transferencia
que relacione la concentración en el reactor con la concentración en la alimentación.
Haciendo un balance de materiales a condiciones no estacionarios (base reactante límite A)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 122/203
Entrada = Salida + Desaparición por reacción + Acumulación
Definiendo como
Haciendo un balance de materiales al estado estacionario.
Introduciendo las variables de desviación
C Ao – C Aos = CA0
C A – C As = C A
Luego

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 123/203
Tomando la transformada de Laplace
RC A0(s) = C A(s) + τ [sC A(s) + C A(0)] (6.100)
RC A0(s) = C A(s) (1 + τ s)
Uso de UNTSIM Para obtener la Función de Transferencia
Podemos usar el simulador UNTSIM para obtener la función de transferencia de sistemas
descritos por una ecuación diferencial de hasta orden 10 en la salida como en la entrada. Para el casodel ejemplo anterior Ec. (6.85) la EDO es de primer orden y la usaremos para ilustrar esta aplicación.
Para esto seleccionamos del Menú Principal: Cálculos de Ingeniería Química – Automatización y
Control – Teoría Clásica – F de T desde Ec. Diferencial.
Copyright 2004 UNTMSc. Luis MoncadaAll rights reserved
07-Jul-2004
ESTE PROGRAMA DEDUCE LA FUNCION DE TRANSFERENCIA A PARTIRDE UNA ECUACION DIFERENCIAL DE ORDEN n CON CONDICIONESINICIALES 0 COMO ES EL CASO DE LAS VARIABLES DE DESVIACION**************************************************************Colocar la EDO en la forma:
n (n-1)d x d x dx
an----- + a(n-1)------- + . . . + a1---- + a0 x =n (n-1)
dt dt dtm (m-1)
d y d y dybm ---- + b(m-1) ------- + . . . + b1 ---- + b0y
m (m-1)dt dt dt
donde a(i) y b(i)coeficientes. Puede usar valores numericoso los simbolos R tau1 tau2 (solo para EDO 1er. orden)-------------------------------------------------------------Ingresar coeficientes de la Ecuacion:Lado Izquierdo [ao...an]: [tau1 1]Lado Derecho [bo...bm]: [R]La funcion de transferencia G(s) = X(s)/y(s) =

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 124/203
R----------
tau1 s + 1>>
Así mismo el programa dispone de una Interfaz Gráfica para obtener la Función de Transferencia
tanto continua como discreta a partir de un modelo de Ecuaciones Diferenciales para las Variablesde Desviación
Ejemplo 6.10
Tres reactores CSTR en serie
El sistema es mostrado en la Fig. 6.10 y es una simple extensión del CSTR
considerado en el Ejemplo 6.9. El producto B es formado y el reactante A es consumido
en cada uno de los tres reactores perfectamente mezclados mediante una reacción de
primer orden llevándose a cabo en el liquido. Se asume que las temperaturas y el
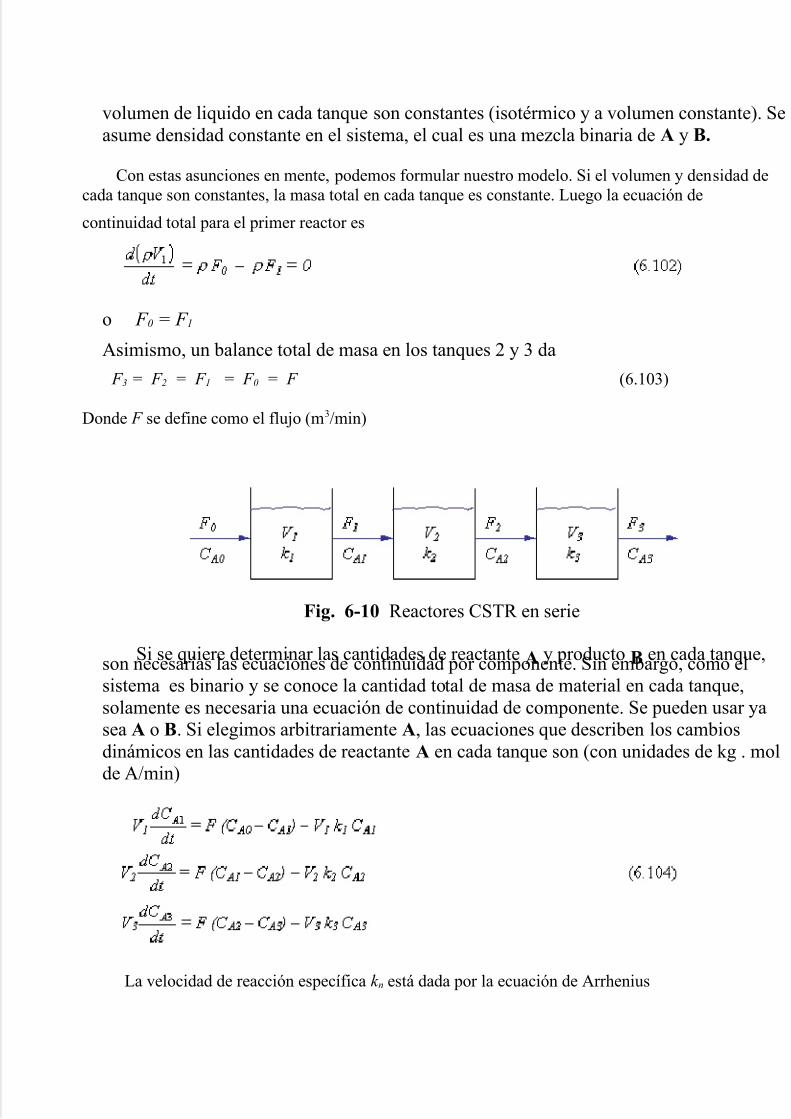
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 125/203
volumen de liquido en cada tanque son constantes (isotérmico y a volumen constante). Se
asume densidad constante en el sistema, el cual es una mezcla binaria de A y B.
Con estas asunciones en mente, podemos formular nuestro modelo. Si el volumen y densidad de
cada tanque son constantes, la masa total en cada tanque es constante. Luego la ecuación de
continuidad total para el primer reactor es
o F 0 = F 1
Asimismo, un balance total de masa en los tanques 2 y 3 da
F 3 = F 2 = F 1 = F 0 = F (6.103)
Donde F se define como el flujo (m3/min)
Fig. 6-10 Reactores CSTR en serie
Si se quiere determinar las cantidades de reactante A y producto B en cada tanque,son necesarias las ecuaciones de continuidad por componente. Sin embargo, como el
sistema es binario y se conoce la cantidad total de masa de material en cada tanque,
solamente es necesaria una ecuación de continuidad de componente. Se pueden usar ya
sea A o B. Si elegimos arbitrariamente A, las ecuaciones que describen los cambios
dinámicos en las cantidades de reactante A en cada tanque son (con unidades de kg . mol
de A/min)
La velocidad de reacción específica k n está dada por la ecuación de Arrhenius

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 126/203
si las temperaturas en los reactores son diferentes, los k son diferentes. La n se refiere al
número de la etapa.
Las tres ecuaciones diferenciales de primer orden no lineales dadas en la Ecs.(6.104) son el modelo matemático del sistema.
Usaremos este sistema simple en muchas partes subsecuentes de este libro. Si se usa para diseño
de sistemas de control y para análisis de estabilidad, se usará una versión simplificada. Si el flujo F esconstante y las retenciones y temperaturas son las mismas en todos los tanques, las Ecs (6.104) serán
donde τ = V/F con unidades de minutos
k = minutos –1 (reacción de primer orden)
Existe solamente una función impulsora o variable de entrada C A0, y la variable de salida del
sistema es C A.
El sistema considerado anteriormente; Fig. 6.10, es un sistema de "lazo abierto", es decir, no seusa ningun controlador de retroalimentación.
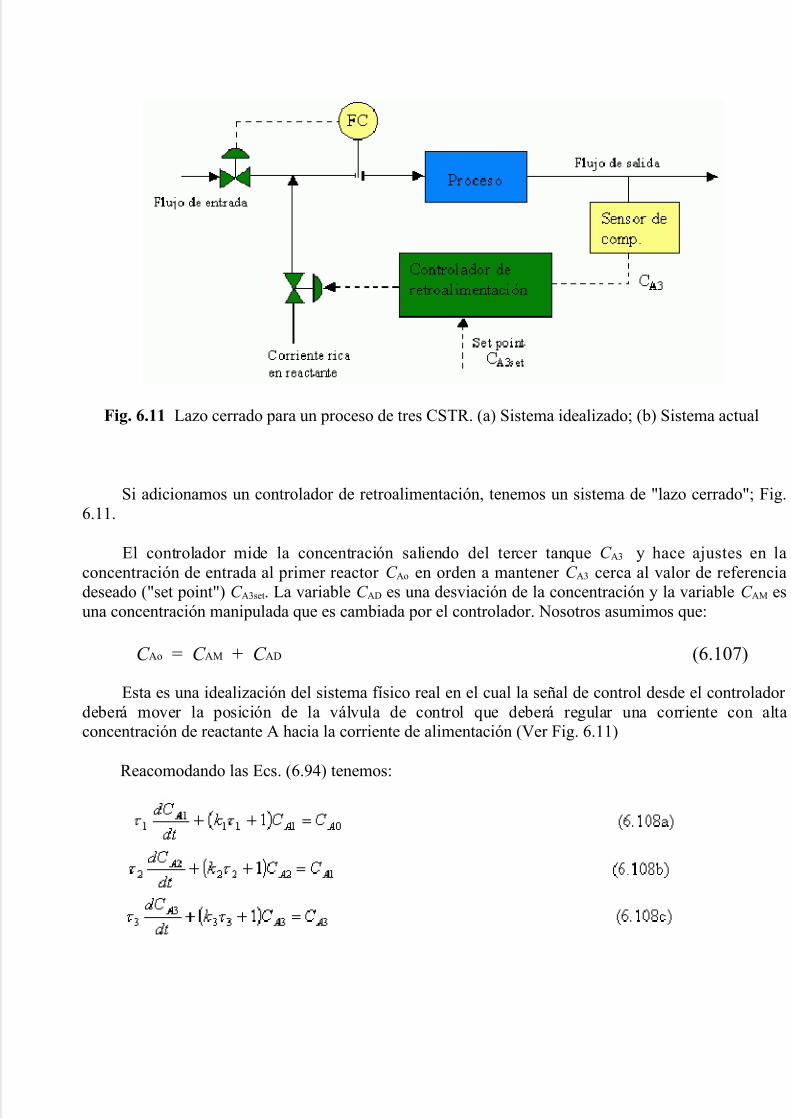
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 127/203
Fig. 6.11 Lazo cerrado para un proceso de tres CSTR. (a) Sistema idealizado; (b) Sistema actual
Si adicionamos un controlador de retroalimentación, tenemos un sistema de "lazo cerrado"; Fig.
6.11.
El controlador mide la concentración saliendo del tercer tanque C A3 y hace ajustes en la
concentración de entrada al primer reactor C Ao en orden a mantener C A3 cerca al valor de referenciadeseado ("set point") C A3set. La variable C AD es una desviación de la concentración y la variable C AM es
una concentración manipulada que es cambiada por el controlador. Nosotros asumimos que:
C Ao = C AM + C AD (6.107)
Esta es una idealización del sistema físico real en el cual la señal de control desde el controlador
deberá mover la posición de la válvula de control que deberá regular una corriente con altaconcentración de reactante A hacia la corriente de alimentación (Ver Fig. 6.11)
Reacomodando las Ecs. (6.94) tenemos:

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 128/203
Las variables pueden ser ya sea totales o variables de desviación ya que las
ecuaciones son lineales ( todas las k y τ con constantes). Nosotros usaremos variables
de desviación, y por lo tanto las condiciones iniciales para todas las variables son cero.
C A1(0) = C A2(0) = C A3(0) = 0 (6.109)
Tomando la transformada de Laplace y encontrando la función de transferencia paracada tanque.
Tanque 1:
τ 1 sC A1(s) + k 1 τ 1 C A1 (s) + C A1(s) = C A0 (s)
Tanque 2:
τ 2 sC A2(s) + k 2 τ 2 C A2 (s) + C A2(s) = C A1 (s)
Tanque 3:
τ 3 sC A3(s) + k 3 τ 3 C A3 (s) +C A3(s) = C A2 (s)
Si nosotros estamos interesados en el sistema total y queremos solamente el efecto de la
entrada C A0 sobre la salida C A3, las tres funciones de transferencia pueden ser combinadas
para eliminar C A1 y C A2.
C A3( s) = G3 C A2( s) = G3(G2 C A1( s) ) = G3 G2 (G1 C A0( s) ) (6.111)
La función de transferencia total G(s) es:
Multiplicando las tres funciones de transferencia y reacomodando se tiene:

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 129/203
La Ec. (6.114) es la Función de transferencia del proceso total en la forma estándar con las
constantes de tiempo τ pi y una ganancia al estado estacionario K p
Ejemplo 6.11
Dos tanques calentados
El flujo F de aceite pasando a través de dos tanques en serie perfectamente mezclados es
constante e igual a 90 pies3/min. La densidad ρ del aceite es constante e igual a 40 lbm/ pie3, y su
capacidad calorífica C P es 0,6 Btu/lbm°F. El volumen del primer tanque V 1 es constante e igual a 450
pies3, y el volumen del segundo tanque V 2 es constante e igual a 90 pies3. La temperatura del aceite
entrando al primer tanque es T 0 y es 150 °F en el estado estacionario inicial. Las temperaturas en los dos
tanques son T 1 y T 2. Las dos son iguales a 250 °F en el estado estacionario inicial. Un dispositivo de
calentamiento en el primer tanque usa vapor para calentar el aceite. Denominando Q1 al calor
adicionado en el primer tanque.
Fig. 6.12 Dos tanques con calentamiento
Se puede hacer un balance de energía para cada tanque,.
Balance de energía para el tanque 1:
Balance de energía para el tanque 2:

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 130/203
Como el flujo a través de los tanques es constante F 0 = F 1 = F 2 = F. Debido a que los
volúmenes, densidades, y capacidades caloríficas son todas constantes, las Ecs. (6.115) y (6.116) se
pueden simplificar
Los valores numéricos de las variables son:
F = 90 pies3/min ρ = 40 lbm/pie3 C p = 0.6 Btu/lbm oF
V 1 = 450 pies3 V 2 = 90 pies3
Reemplazando estos valores en las Ecs. (6.117) y (6.118) da:
Las transformaciones de Laplace da
(s + 1) T 2 (s) = T 1(s)
Rearreglando y combinando para eliminar T 1 da la variable de salida T 2 como una función de lasdos variables de entrada, T 0 y Q1.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 131/203
Los dos términos entre corchetes representan las funciones de transferencia de este proceso de
lazo abierto. En los siguientes capítulos veremos este sistema nuevamente y usaremos un controlador
de temperatura para controlar T 2 manipulando Q1. La función de transferencia relacionando la variablecontrolada T 2 a la variable manipulada Q1 es definida como GM(s). La función de transferencia
relacionando la variable controlada T 2 a la perturbación de carga T 0 es definida como GL(s).
T 2(s) = GL(s) T 0(s) + GM(s) Q1(s) (6.124)
Estas dos funciones de transferencia son retrazos de segundo orden con constantes de
tiempo de 1 minuto y 5 minutos.
6.6.2 Función de transferencia del elemento de medida (sensor)
Los elementos de medida o sensores pueden considerarse como la primera etapa en un sistema de
control, y son los que van a reportar el valor de la variable para compararlo con el valor deseado o
punto de consigna y determinar el error.
Siendo así la entrada en un elemento de medida es la variable leída (Y ) y la salida es el valor emitido hacia el controlador (Y m), con lo cual la función de transferencia es
Como las características dinámicas y estáticas del sensor o elemento de medición
afectan la indicación del valor efectivo de la variable de salida, el sensor juega un papel
importante en la determinación del comportamiento global del sistema de control. El sensor suele determinar la función de transferencia en la retroalimentación. Si las constantes de
tiempo del sensor son insignificantes en comparación con las constantes de tiempo de los
demás componentes del sistema de control, la función de transferencia del sensor se
convierte, simplemente en una constante. A continuación se dan ecuaciones de funciones de
transferencia más comunes de sensores
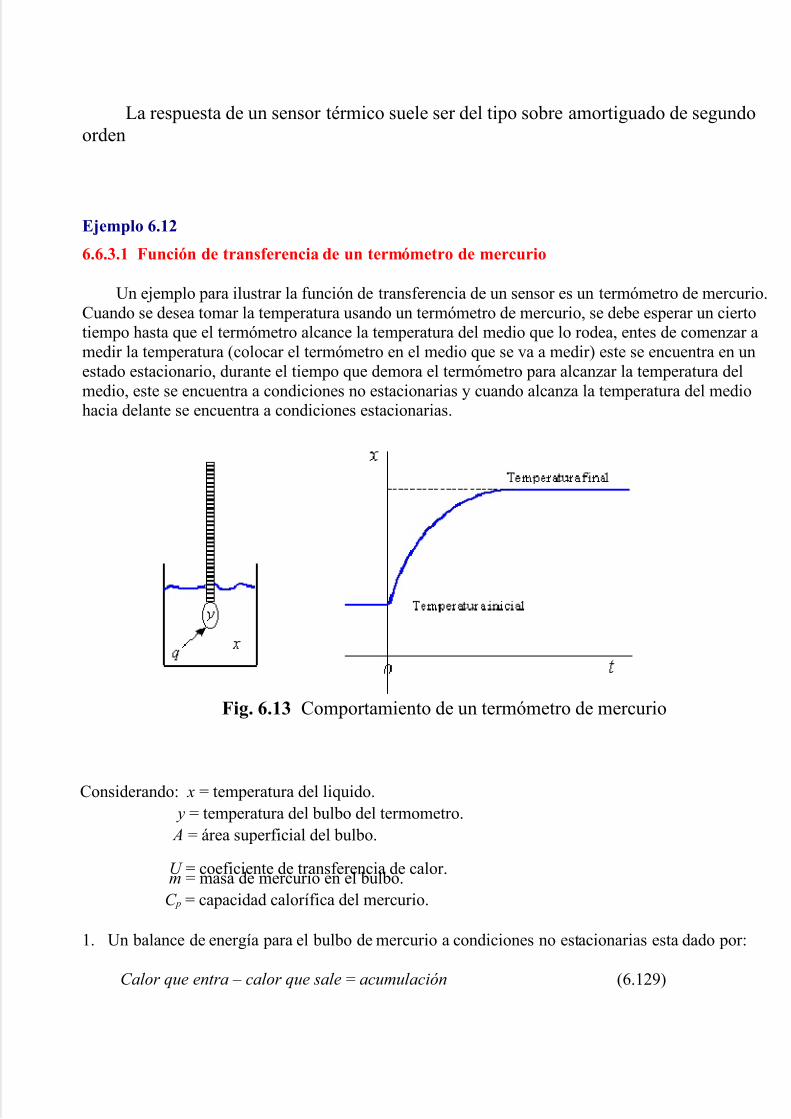
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 132/203
La respuesta de un sensor térmico suele ser del tipo sobre amortiguado de segundo
orden
Ejemplo 6.12
6.6.3.1 Función de transferencia de un termómetro de mercurio
Un ejemplo para ilustrar la función de transferencia de un sensor es un termómetro de mercurio.
Cuando se desea tomar la temperatura usando un termómetro de mercurio, se debe esperar un ciertotiempo hasta que el termómetro alcance la temperatura del medio que lo rodea, entes de comenzar a
medir la temperatura (colocar el termómetro en el medio que se va a medir) este se encuentra en un
estado estacionario, durante el tiempo que demora el termómetro para alcanzar la temperatura del
medio, este se encuentra a condiciones no estacionarias y cuando alcanza la temperatura del mediohacia delante se encuentra a condiciones estacionarias.
Fig. 6.13 Comportamiento de un termómetro de mercurio
Considerando: x = temperatura del liquido.
y = temperatura del bulbo del termometro.
A = área superficial del bulbo.
U = coeficiente de transferencia de calor. m = masa de mercurio en el bulbo.
C p = capacidad calorífica del mercurio.
1. Un balance de energía para el bulbo de mercurio a condiciones no estacionarias esta dado por:
Calor que entra – calor que sale = acumulación (6.129)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 133/203
definiendo la constante de tiempo del termómetro como
se tiene:
2. Haciendo un balance de energía al estado estacionario
Restando (6.132) – (6.133)
Definiendo las variables de desviación:
y – y s = Y
x – x s = X
La Ec. (6.134) se escribe como
Tomando la transformada de Laplace de la EC. (6.135)
X(s) – Y(s) = τ [sY(s) – Y(0)]
Pero Y(0) = 0 todavía no se inicia el cambio
X(s) – Y(s) = τ sY(s)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 134/203
Es la función de transferencia para el termómetro de mercurio
6.6.2.2 Uso de UNTSIM
El simulador Untsim dispone de una interfaz grafica para simular el comportamiento del termometro,
tanto analógico como digital.
6.6.3 Función de transferencia del controlador
1. Control proporcional PC
La ecuación describiendo un controlador proporcional en el dominio del del tiempo es:

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 135/203
u(t ) = us ± K c (r (t ) – ym (t )) (6.137)
donde u = señal de salida del controlador
u s = constante, señal de salida del controlador al E.E. (cuando el r = ym, P = P s)
r = setpoint
ym = señal medida del proceso desde el transmisor K c = ganancia proporcional
Fig. 6.14 Controlador proporcional
La Ec. (6.137) esta escrita en términos de variables totales. Si estamos tratando con variables de
desviación, simplemente eliminamos el término p s. La transformada de Laplace da:
U (s) = ± K c ( R ( s) – Y m (s)) = ± K c E (s) (6.138)
donde E = señal de error = R – Y m
Reacomodando para conseguir la salida sobre la entrada da la función de transferencia GC (s) para
el controlador.
Así, la función de transferencia para un controlador proporcional es simplemente una ganancia.
Sin importar el mecanismo en sí y la potencia que lo alimenta, el controlador proporcional es
esencialmente un amplificador con ganancia ajustable. En la Fig. 6.15; se puede ver un diagrama de
bloques de este controlador.
Fig. 6.15 Diagrama de Bloques de un Controlador Proporcional
La ganancia del controlador proporcional es la relación que existe entre la variación de la señal
de salida y el error que la produce, es decir, es la variación en la señal de entrada. El controlador proporcional es esencialmente un amplificador con ganancia ajustable.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 136/203
En lugar de la ganancia, muchos controladores emplean la denominada banda proporcional que
es la inversa de la ganancia, según la fórmula:
BP % = (100/K)% (6.140)
y cuya definición es:
Banda proporcional es el porcentaje de variación de la variable controlada necesaria para provocar una
carrera completa del elemento final de control. Por ejemplo, en el caso de un instrumento de escala 0 –
200 oC, en el que basta una variación de temperatura de 50 oC para dar lugar a una carrera completa dela válvula de control, la correspondiente banda proporcional es de
En los instrumentos de control industrial la banda proporcional oscila del 1% al 500%, y solo en
casos muy espaciales los valores son mayores.
Ejemplo 6.13
Un controlador proporcional se usa para controlar temperatura dentro del rango de 60 a 100 oF. El
controlador se ajusta de tal manera que la presión de salida vaya desde 3 psi (válvula completamente
abierta) hasta 15 psi(válvula completamente cerrada) a medida que la temperatura medida va desde 71
a 75 oF con el “set point”mantenido constante. Encontrar la ganancia y la banda proporcional.
Ahora asumimos que la banda proporcional del controlador es cambiada a 75 por ciento.
Encontrar la ganancia y el cambio de temperatura necesario para causar que la válvula vaya decompletamente abierta a completamente cerrada.
∆ T = (banda proporcional)(rango)
= 0,75 (40oF)
= 30oF
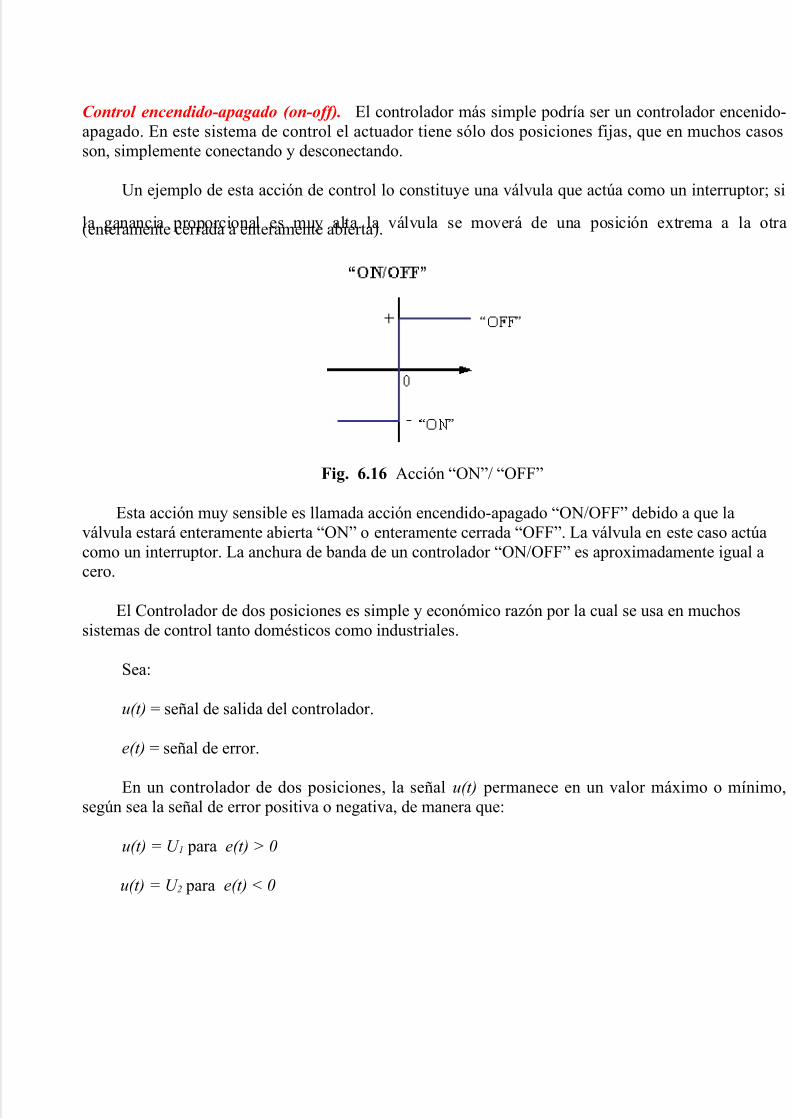
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 137/203
Control encendido-apagado (on-off). El controlador más simple podría ser un controlador encenido-
apagado. En este sistema de control el actuador tiene sólo dos posiciones fijas, que en muchos casos
son, simplemente conectando y desconectando.
Un ejemplo de esta acción de control lo constituye una válvula que actúa como un interruptor; si
la ganancia proporcional es muy alta la válvula se moverá de una posición extrema a la otra(enteramente cerrada a enteramente abierta).
Fig. 6.16 Acción “ON”/ “OFF”
Esta acción muy sensible es llamada acción encendido-apagado “ON/OFF” debido a que la
válvula estará enteramente abierta “ON” o enteramente cerrada “OFF”. La válvula en este caso actúa
como un interruptor. La anchura de banda de un controlador “ON/OFF” es aproximadamente igual acero.
El Controlador de dos posiciones es simple y económico razón por la cual se usa en muchos
sistemas de control tanto domésticos como industriales.
Sea:
u(t) = señal de salida del controlador.
e(t) = señal de error.
En un controlador de dos posiciones, la señal u(t) permanece en un valor máximo o mínimo,
según sea la señal de error positiva o negativa, de manera que:
u(t) = U 1 para e(t) > 0
u(t) = U 2 para e(t) < 0

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 138/203
Fig. 6.17 (a) y (b) Diagramas de Bloques de Controladores de Dos Posiciones
Donde U 1 y U 2 son constantes. Generalmente el valor mínimo de U 2 puede ser, o bien cero, o -U 1. En
general los controladores de dos posiciones son dispositivos eléctricos, donde habitualmente hay una
válvula accionada por un solenoide eléctrico. El rango en que la señal de error debe variar antes que se produzca la conmutación, se denomina zona muerta o brecha diferencial como se indica en la Fig.
6.17(b). Este es un controlador simple y es ejemplificado por el termostato de un sistema de
refrigeración. Tal brecha diferencial hace que la salida del controlador u(t) mantenga su valor hasta que
la señal de error haya rebasado ligeramente el valor 0.
Offset.. El “offset” es una característica indeseable inherente al control proporcional. Consiste en la
estabilización de la variable en un lugar no coincidente con el punto de consigna, después de presentarse una perturbación en el sistema. Inicialmente parece un contrasentido que la variable no se
estabilice en el punto de consigna, ya que da la impresión que el controlador no controla, puesto que,
aparentemente, lo lógico es que al fijar un punto de consigna la variable vuelva al mismo después de
una perturbación.
Veremos con dos ejemplos sencillos el porque se produce el “offset” debido a las características propias del controlador proporcional.
Sea el control de nivel de la Fig. 6.18, realizado mediante una válvula autorreguladora de flotador
en la que el flotador está ligado a la válvula mecánicamente. En el supuesto de que el caudal de salidasea igual al caudal de aportación, el nivel se mantendrá en un valor estable que suponemos es igual al
punto de consigna. Si en un momento determinado aumenta el caudal de salida por una mayor
demanda, el nivel bajará hasta estabilizarse en un nuevo valor, tal que el caudal mayor de entrada por lanueva posición de la válvula de control iguale al caudal de salida. Debido al enlace mecánico entre la
válvula y el flotador, el mayor caudal de aportación sólo puede obtenerse con un descenso del nivel que
equivaldrá al “offset”.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 139/203
Fig. 6.18 Control de nivel
En el intercambiador de calor de la Fig. 6.19, suponemos que inicialmente la temperatura
coincide con el punto de consigna de 100 0C. Al cabo de un tiempo se presenta un cambio de carga,
originado, por ejemplo, por un aumento en el consumo de fluido caliente, por apertura simultánea demayor número de válvulas de consumo.
Nótese que la temperatura no vuelve al valor de consigna, sino que la misma se estabiliza a los 90oC. Es obvio que la temperatura final difiere de la primitiva, puesto que se así no fuera, por lascaracterísticas del control proporcional, la posición de la válvula sería la inicial, lo cual es imposible ya
que en esta posición se ha presentado la disminución de temperatura inicial y existiría el absurdo de
mantener la misma temperatura de salida con la válvula de control en la misma posición, dando el
mismo paso de caudal de vapor tanto para el consumo de agua caliente en el régimen inicial como parael aumento de este consumo.
La desviación puede eliminarse reajustando manualmente el punto de consigna; no obstante, si
vuelven a cambiar las condiciones de servicio volverá a presentarse el “offset”. De aquí que el control
proporcional solo puede aplicarse si las condiciones de servicio no varían y son estables o si la presencia del “offset”en la variable es perfectamente admisible, tal como ocurre, por ejemplo, en el
caso del control de nivel de un tanque intermedio en un proceso de fabricación; no importará
demasiado que el nivel se estabilice en el 45 % aunque el punto de consigna sea 50 % del nivel del
tanque.
2. Control proporcional – integral PIC
La acción de un controlador proporcional – integral queda definida por la siguiente ecuación:

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 140/203
donde τ i = tiempo de restauración, minutos
La Ec. (6.142) está en términos de variables totales. Convirtiendo a variables de desviación y
tomando la transformada de Laplace se tiene:
Entonces, la función de transferencia para un controlador PI contiene un adelanto de primer orden
y un integrador. Esta es una función de s, conteniendo polinomios de orden uno en el numerador ydenominador.
Ambos valores, K c y τ i son ajustables. El tiempo integral regula la acción de control integral,
mientras que una modificación en K c afecta tanto a la parte integral como a la proporcional de la parte
de control.
El recíproco del tiempo integral τ i recibe el nombre de frecuencia de reposición la cual vienehacer la cantidad de veces por minuto que se repite la acción proporcional.
Fig. 6.20. Diagrama de Bloques de un controlador proporcional – integral
En el control integral, el elemento final se mueve de acuerdo con una función integral en el
tiempo de la variable controlada, es decir, el movimiento de la válvula corresponde a la suma de lasáreas de desviación de la variable con relación al punto de consigna. Por tanto queda eliminado el“offset” típico de la acción proporcional, ya que si se presenta, el controlador integra el área de
desviación, moviendo la válvula lo necesario para volver la variable al punto de consigna.
3. Control proporcional - integral – derivativo PIDC

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 141/203
La combinación de los efectos de acción proporcional, integral y derivativa, se denomina acción
de control proporcional – integral – derivativa. Esta combinación tiene las ventajas de cada una de las
tres acciones de control individuales. La ecuación de un control con esta acción de control es:
La Ec. (6.145) está en términos de variables totales. Convirtiendo a variables de desviación y
tomando la transformada de Laplace se tiene la función de transferencia de un PID “ideal”. La funciónde transferencia es
La función de transferencia de un PID “real ”, en distinción a uno “ideal ”, es la función de
transferencia del PI con un elemento de adelanto-retraso colocado en serie.
donde τ d = constante de tiempo derivativo, minutos.
α = una constante = 0.1 a 0.05 para la mayoría de controladores comerciales
Fig. 6.21 Diagrama de Bloques de un Controlador Proporcional – Integral - Derivativo
La unidad de adelanto-retraso es denominada unidad derivativa, y su respuesta a escalón es
mostrada en la Fig. 6.22. para una unidad de escalón de cambio en la entrada, la salida cambia a 1/α y
luego decae a una velocidad que depende de τ d. Así la unidad derivativa se aproxima a una derivada
ideal. Esto es físicamente realizable ya que el orden del polinomio de su numerador es igual al ordendel polinomio de su denominador.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 142/203
Fig. 6.22 Unidad derivativa
6.6.4 Función de transferencia del elemento final de control (válvula)
El elemento de control final es el mecanismo que altera el valor de la variable regulada, enrespuesta a la señal de salida que se obtiene de un dispositivo de control de manejo manual o por alguna
manipulación manual directa.
En instalaciones de control automático; éste consta normalmente de dos partes Un activador que
traduce la señal de salida del dispositivo controlador en una acción que comprende una gran fuerza o lamanipulación de una energía de gran magnitud, y un dispositivo que responde a la fuerza del activador
y que ajusta el valor de la variable regulada. Por ejemplo: el activador se puede usar para cambiar la
posición de un tapón de válvula en un orificio, la velocidad de un dispositivo giratorio o la cantidad deenergía que se suministra a una carga eléctrica.
En el control automático de procesos, el elemento de control final que se emplea con mayor
frecuencia es la válvula de diafragma motor (VDM). Consta de un activador neumático de diafragma
motor y una válvula de control del fluido de proceso.
Cada dispositivo que se utiliza para constituir un elemento de control final posee sus propiascaracterísticas de retardación dinámica o constantes de tiempo. Esto quiere decir que los dispositivos no
responderán de manera instantánea a los cambios de las señales de control o a las perturbaciones de la
carga. La importancia del efecto de los retrasos depende del proceso en que se emplea el dispositivo. Enalgunos casos, estos retrasos pueden degradar gravemente el funcionamiento del sistema de control y
por lo tanto, provocar menguas en los buenos resultados del proceso. También pueden hacer que se
requiera mayor atención e intervención del operador.
Válvulas de control
En cualquier estudio de válvulas de control y sus características, se deben tomar en cuenta dos

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 143/203
partes de la válvula en forma especial: Primero, el cuerpo de la misma, sus aspectos geométricos y los
materiales de construcción y en segundo lugar, el macho o tapón de la válvula, su geometría y sus
materiales de construcción. La geometría combinada del cuerpo y el tapón determinan las propiedades
de flujo de la válvula.
La mayoría de las válvulas operan por medio de un actuador de posición lineal o alguna
modificación de este tipo de actuador. Estos actuadores colocan el macho de la válvula en el orificio, en
respuesta a una señal proveniente del controlador automático o a través de un ajuste mecánico manual.
Una válvula neumática siempre tiene algún retraso dinámico, el cual hace que el movimiento delvapor no responda instantáneamente a la presión aplicada desde el controlador. Se ha encontrado que la
relación entre el flujo y la presión para una válvula lineal puede a menudo representarse por una función
de transferencia de primer orden; esto es:
Donde Q(s) = variable manipulada
U(s) = señal proveniente del controlador ( presión o mA) y actúa sobre la válvula
K V = constante de válvula (ganancia al estado estacionario)
τ V = Constante de tiempo de la válvula
En muchos sistemas prácticos, la constante de tiempo de la válvula es muy pequeña comparada
con las constantes de tiempo de otros componentes del sistema de control, y la función de transferencia
de la válvula puede ser aproximada a una constante
Bajo estas condiciones, la válvula contribuye con un retardo dinámico despreciable.
Ejemplo 6.14
Para justificar la aproximación de una válvula rápida mediante una función de transferencia lacual se simplifica a K v, considerar una válvula de primer orden y un proceso de primer orden conectadosen serie como muestra la Fig. 6.23
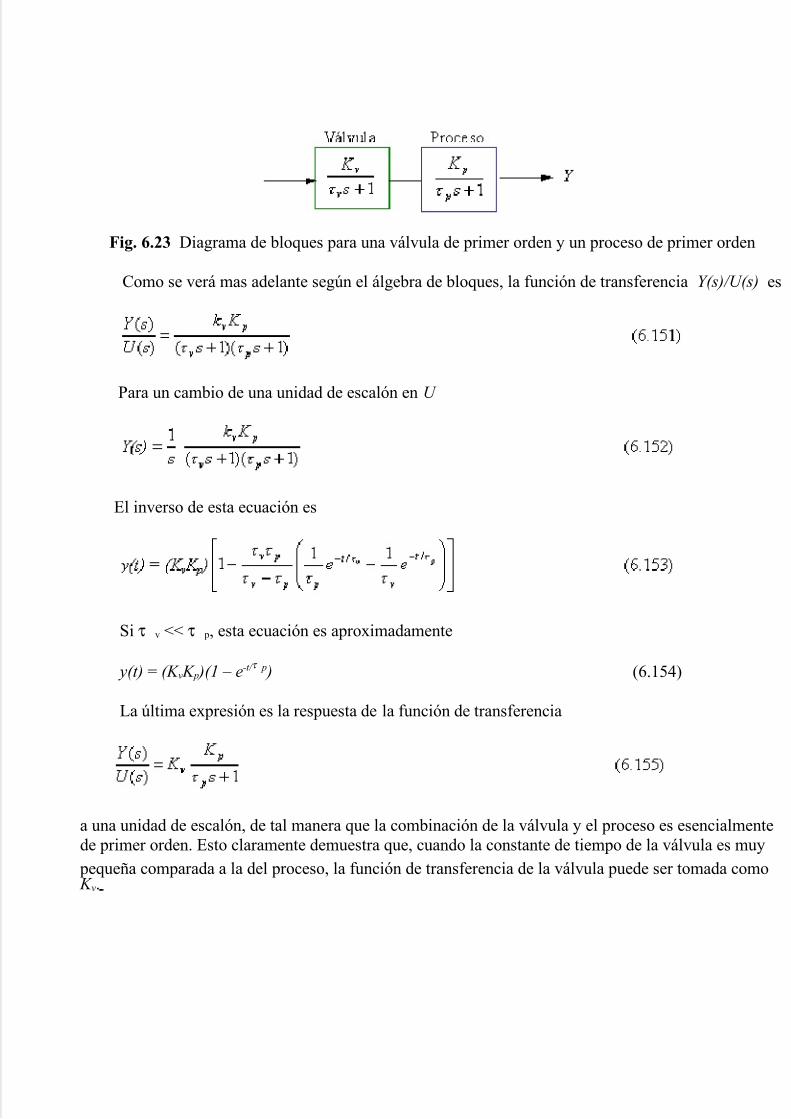
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 144/203
Fig. 6.23 Diagrama de bloques para una válvula de primer orden y un proceso de primer orden
Como se verá mas adelante según el álgebra de bloques, la función de transferencia Y(s)/U(s) es
Para un cambio de una unidad de escalón en U
El inverso de esta ecuación es
Si τ v << τ p, esta ecuación es aproximadamente
y(t) = (K v K p )(1 – e-t/ τ p ) (6.154)
La última expresión es la respuesta de la función de transferencia
a una unidad de escalón, de tal manera que la combinación de la válvula y el proceso es esencialmente
de primer orden. Esto claramente demuestra que, cuando la constante de tiempo de la válvula es muy
pequeña comparada a la del proceso, la función de transferencia de la válvula puede ser tomada como K v.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 145/203
Fig. 6.24 Bloque generalizado: X(s) es la posición del vástago de la válvula y Q(s) el flujo de fluido
de proceso producido por la ubicación instantánea del vástago.
Actuadores de posición final
Según la definición antes establecida para el desarrollo de control final, el actuador es un
transductor. Este dispositivo se encarga de transducir la señal de control de una forma o un nivel de
energía o potencia a otra, por ejemplo: de señal neumática a acción mecánica que se utiliza para regular
una variable de proceso. En casi todos los casos, el actuador de válvula se puede clasificar comoactuador de posición lineal. Suministra una posición de salida que es proporcional a una señal de
entrada. El movimiento del elemento de salida del activador es, casi siempre, de translación (en
oposición o rotacional), aunque el movimiento de translación se puede transformar en rotatorio para
operar algunas válvulas.
Posicionadores y elevadores de potencia (“boosters”)
El posicionador es un amplificador neumático – mecánico con retroalimentación que tiene una
alta ganancia (de 1 a 100).
Hay otro dispositivo auxiliar que se emplea para mejorar el funcionamiento de ciertos tipos de
elementos de control final, que es el reforzador o relevador piloto. El reforzador es un amplificador de
alimentación directa y potencia neumática.
Válvulas alimentadoras de sólidos
Los actuadores de posición lineal y las válvulas de control que se describieron con anterioridad,
se emplean primordialmente para el control de flujo de fluidos (líquidos o gases). Hay otras clases de

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 146/203
equipos que se necesitan para manejar la transferencia de materiales sólidos. El equipo con válvula de
medición de sólidos en particular depende del volumen, la densidad, la forma especifica y el tamaño de
los sólidos que se van a manejar.
Propulsores de velocidad variable
El motor de velocidad variable es un propulsor de velocidad variable de uso común. Este tipo de
dispositivo puede ser un motor eléctrico universal con una fuente de voltaje ajustable o un motor
eléctrico de c.a., que se alimenta por medio de una fuente de frecuencia ajustable. Para aplicaciones
especiales, el motor de velocidad variable puede ser de tipo turbina de gas o aire, en donde la presión dela fuente se hace variar para cambiar de velocidad.
6.6.5 Función de transferencia de elementos de transporte
Elemento de tiempo muerto (retardo en el tiempo) e-Ls
El elemento de tiempo muerto, denominado comúnmente demora distancia – velocidad, o
verdadera demora de tiempo, se encuentra con frecuencia en los sistemas de procesos. Por ejemplo, siun elemento de medida de temperatura se localiza corriente debajo de un intercambiador de calor,
ocurre una demora de tiempo antes que el fluido calentado que sale del intercambiador llegue al punto
en el cual se mide la temperatura.
Fig. 6.25 Efecto del elemento de tiempo muerto
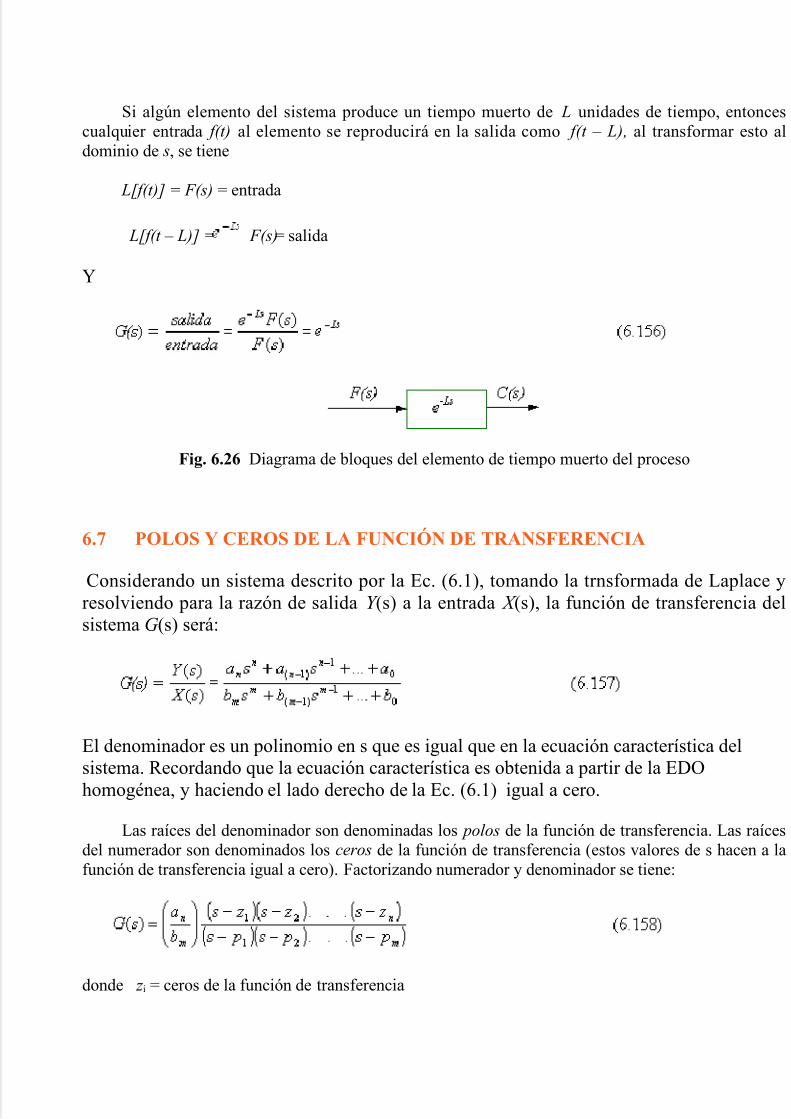
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 147/203
Si algún elemento del sistema produce un tiempo muerto de L unidades de tiempo, entonces
cualquier entrada f(t) al elemento se reproducirá en la salida como f(t – L), al transformar esto al
dominio de s, se tiene
L[f(t)] = F(s) = entrada
L[f(t – L)] = F(s)= salida
Y
Fig. 6.26 Diagrama de bloques del elemento de tiempo muerto del proceso
6.7 POLOS Y CEROS DE LA FUNCIÓN DE TRANSFERENCIA
Considerando un sistema descrito por la Ec. (6.1), tomando la trnsformada de Laplace y
resolviendo para la razón de salida Y (s) a la entrada X (s), la función de transferencia del
sistema G(s) será:
El denominador es un polinomio en s que es igual que en la ecuación característica del
sistema. Recordando que la ecuación característica es obtenida a partir de la EDO
homogénea, y haciendo el lado derecho de la Ec. (6.1) igual a cero.
Las raíces del denominador son denominadas los polos de la función de transferencia. Las raíces
del numerador son denominados los ceros de la función de transferencia (estos valores de s hacen a la
función de transferencia igual a cero). Factorizando numerador y denominador se tiene:
donde z i = ceros de la función de transferencia

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 148/203
pi = polos de la función de transferencia
Las raíces de la ecuación característica, las cuales son los polos de la función de transferencia,
deben ser reales o deben ocurrir como pares de complejos conjugados. En adición, las partes reales detodos los polos deben ser negativas para que el sistema sea estable.
“Un sistema es estable si todos sus polos se ubican en el lado izquierdo del plano s”
La ubicación de los ceros de la función de transferencia no tienen ningún efecto sobre la
estabilidad del sistema! Ellos ciertamente afectan la respuesta dinámica, pero no afectan la estabilidad
6.7.1 Ceros y polos de la función de transferencia con UNTSIM
El simulador UNTSIM puede usarse para obtener los ceros y polos de la función de transferencia.
Por ejemplo se desea obtener los ceros y polos de la siguiente función de transferencia:
Seleccionando del Menú principal: Cálculos de Ingeniería química – Automatización y
control – Transformación de modelos – Func. De Transf. a ceros y polos:
Seleccionando del Menú principal: Cálculos de Ingeniería química – Automatización ycontrol – Transformación de modelos – Func. De Transf. a ceros y polos:
03-Sep-2004
ESTE PROGRAMA TRANSFORMA UN MODELO DE FUNCIONDE TRANSFERENCIA A CEROS Y POLOSVer Automatización y control Cap. VI**********************************************Ingrese coeficientes del numerador: 1/8Ingrese coeficientes del denominador: conv([1 1], conv([1 1],[1 1]))
--------------------------------------------
Los ceros sonz =
Empty matrix: 0-by-1Los polos sonp =-1.0000-1.0000 + 0.0000i-1.0000 - 0.0000i
La(s) ganancia(s) sonk =
0.1250>>
6.8 GANANCIAS AL ESTADO ESTACIONARIO
La ganancia al estado estacionario es la razón de la salida en el estado estacionario
sobre la perturbación de entrada.
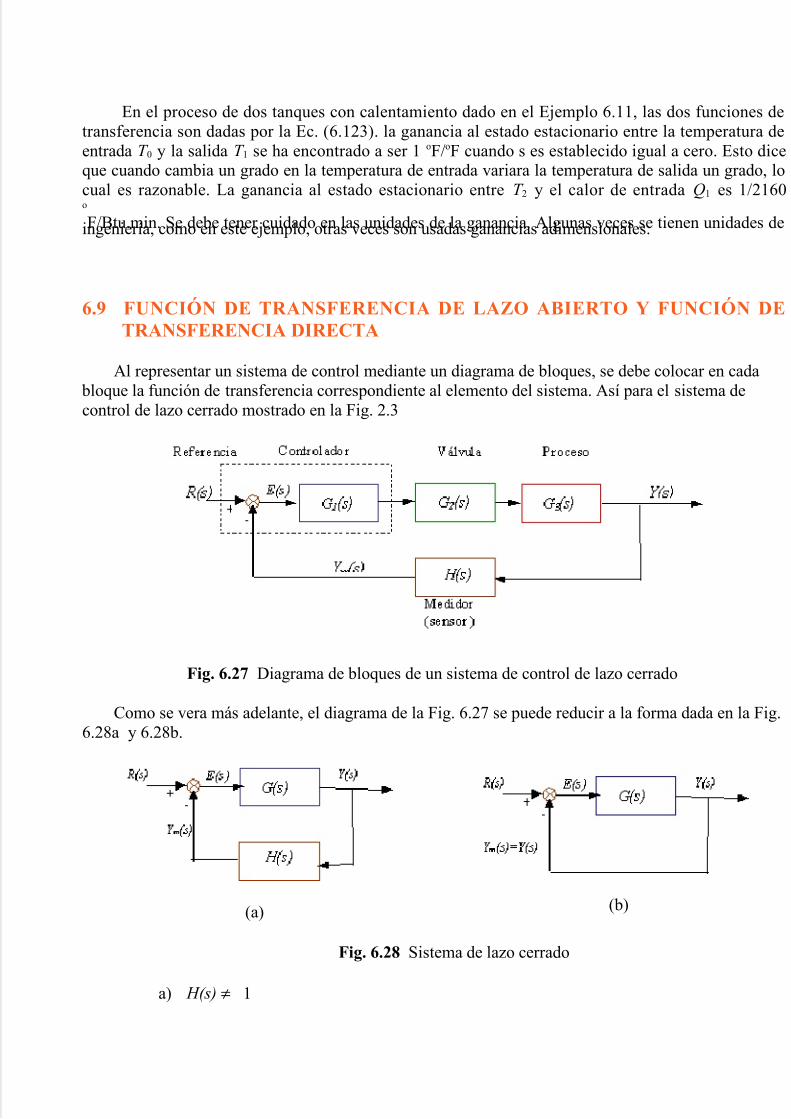
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 149/203
En el proceso de dos tanques con calentamiento dado en el Ejemplo 6.11, las dos funciones de
transferencia son dadas por la Ec. (6.123). la ganancia al estado estacionario entre la temperatura de
entrada T 0 y la salida T 1 se ha encontrado a ser 1 oF/oF cuando s es establecido igual a cero. Esto diceque cuando cambia un grado en la temperatura de entrada variara la temperatura de salida un grado, lo
cual es razonable. La ganancia al estado estacionario entre T 2 y el calor de entrada Q1 es 1/2160o
F/Btu.min. Se debe tener cuidado en las unidades de la ganancia. Algunas veces se tienen unidades deingeniería, como en este ejemplo, otras veces son usadas ganancias adimensionales.
6.9 FUNCIÓN DE TRANSFERENCIA DE LAZO ABIERTO Y FUNCIÓN DETRANSFERENCIA DIRECTA
Al representar un sistema de control mediante un diagrama de bloques, se debe colocar en cada
bloque la función de transferencia correspondiente al elemento del sistema. Así para el sistema de
control de lazo cerrado mostrado en la Fig. 2.3
Fig. 6.27 Diagrama de bloques de un sistema de control de lazo cerrado
Como se vera más adelante, el diagrama de la Fig. 6.27 se puede reducir a la forma dada en la Fig.
6.28a y 6.28b.
(a) (b)
Fig. 6.28 Sistema de lazo cerrado
a) H(s) ≠ 1

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 150/203
b) H(s) = 1
La salida Y(s) es alimentada nuevamente al punto de suma, donde se compara con la entrada de
referencia R(s). La salida Y(s), se obtiene en este caso, multiplicando la función de transferencia G(s)
por la entrada al bloque E(s).
Al inyectar nuevamente la salida al punto de suma para compararla con la entrada, es necesario
convertir la forma de la señal de salida a la forma de la señal de entrada.
Por ejemplo, en un sistema de control de temperatura, la señal de salida es generalmente latemperatura controlada. La señal de salida, que tiene la dimensión de una temperatura, debe convertirse
a una fuerza, posición o voltaje antes de compararla con la señal de entrada. Esta conversión lo realiza
el elemento de retroalimentación (medidor), cuya función de transferencia es H(s).
La función del elemento de retroalimentación es modificar la salida antes de compararla con laentrada. En la mayoría de los casos el elemento de retroalimentación es un sensor que mide la salida
del proceso. La salida del sensor se compara con la entrada (valor de referencia) y así se genera la señalde error. En este ejemplo la señal de retroalimentación que se envía de vuelta al punto de suma para su
comparación con la entrada es Y m(s) = H(s) Y(s).
Con referencia a la Fig. 6.28, la relación entre la señal de retroalimentación Y m(s) y la señal de
error actuante E(s), se denomina función de transferencia de lazo abierto. Es decir:
La relación entre la salida Y(s) y la señal de error actuante E(s) se denomina función de
transferencia directa, de modo que:
Si la función de transferencia de retroalimentación H(s) es la unidad, la función de transferencia delazo abierto y la función de transferencia directa son lo mismo
6.10 FUNCIÓN DE TRANSFERENCIA DE LAZO CERRADO
Para el sistema que se muestra en la Fig. 6.28, la salida Y(s) y la entrada R(s) están relacionadascomo sigue:
Y(s) = G(s) E(s)
E(s) = R(s) – Y m(s)
= R(s) – H(s)
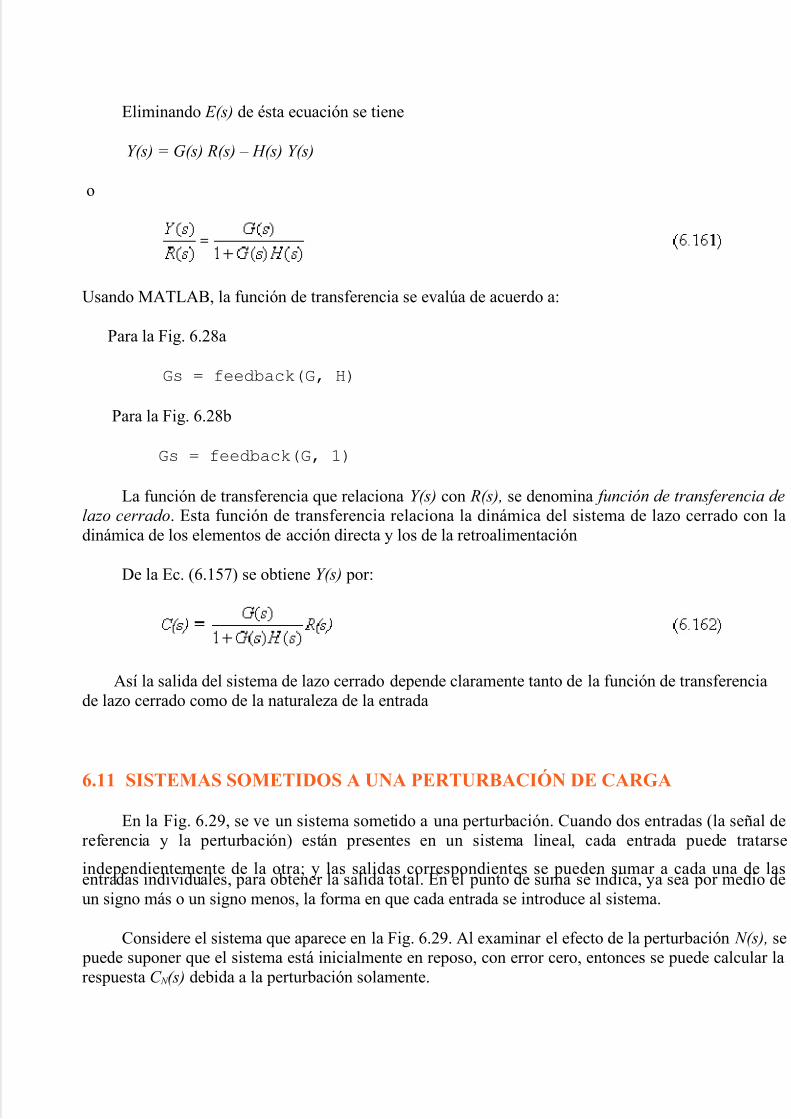
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 151/203
Eliminando E(s) de ésta ecuación se tiene
Y(s) = G(s) R(s) – H(s) Y(s)
o
Usando MATLAB, la función de transferencia se evalúa de acuerdo a:
Para la Fig. 6.28a
Gs = feedback(G, H)
Para la Fig. 6.28b
Gs = feedback(G, 1)
La función de transferencia que relaciona Y(s) con R(s), se denomina función de transferencia de
lazo cerrado. Esta función de transferencia relaciona la dinámica del sistema de lazo cerrado con la
dinámica de los elementos de acción directa y los de la retroalimentación
De la Ec. (6.157) se obtiene Y(s) por:
Así la salida del sistema de lazo cerrado depende claramente tanto de la función de transferencia
de lazo cerrado como de la naturaleza de la entrada
6.11 SISTEMAS SOMETIDOS A UNA PERTURBACIÓN DE CARGA
En la Fig. 6.29, se ve un sistema sometido a una perturbación. Cuando dos entradas (la señal de
referencia y la perturbación) están presentes en un sistema lineal, cada entrada puede tratarse
independientemente de la otra; y las salidas correspondientes se pueden sumar a cada una de lasentradas individuales, para obtener la salida total. En el punto de suma se indica, ya sea por medio de
un signo más o un signo menos, la forma en que cada entrada se introduce al sistema.
Considere el sistema que aparece en la Fig. 6.29. Al examinar el efecto de la perturbación N(s), se puede suponer que el sistema está inicialmente en reposo, con error cero, entonces se puede calcular la
respuesta C N (s) debida a la perturbación solamente.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 152/203
Se puede hallar entonces que:
Fig. 6.29 Sistema de lazo cerrado sujeto a una perturbación
Por otro lado, considerando la respuesta a la entrada de referencia R(s), se puede suponer que la
perturbación es cero. Entonces es posible obtener la respuesta Y R(s) a la entrada de referencia R(s) de:
La respuesta a la aplicación simultánea de la entrada de referencia y de la perturbación se puede
obtener sumando las dos respuestas individuales. En otras palabras, la respuesta Y(s) debida a la
aplicación simultánea de la entrada de referencia R(s) y la perturbación L(s) está dada por
Y(s) = Y R(s) + Y L(s)
Ejemplo 6.15
Ecuación característica de lazo abierto para perturbación de carga
a) general
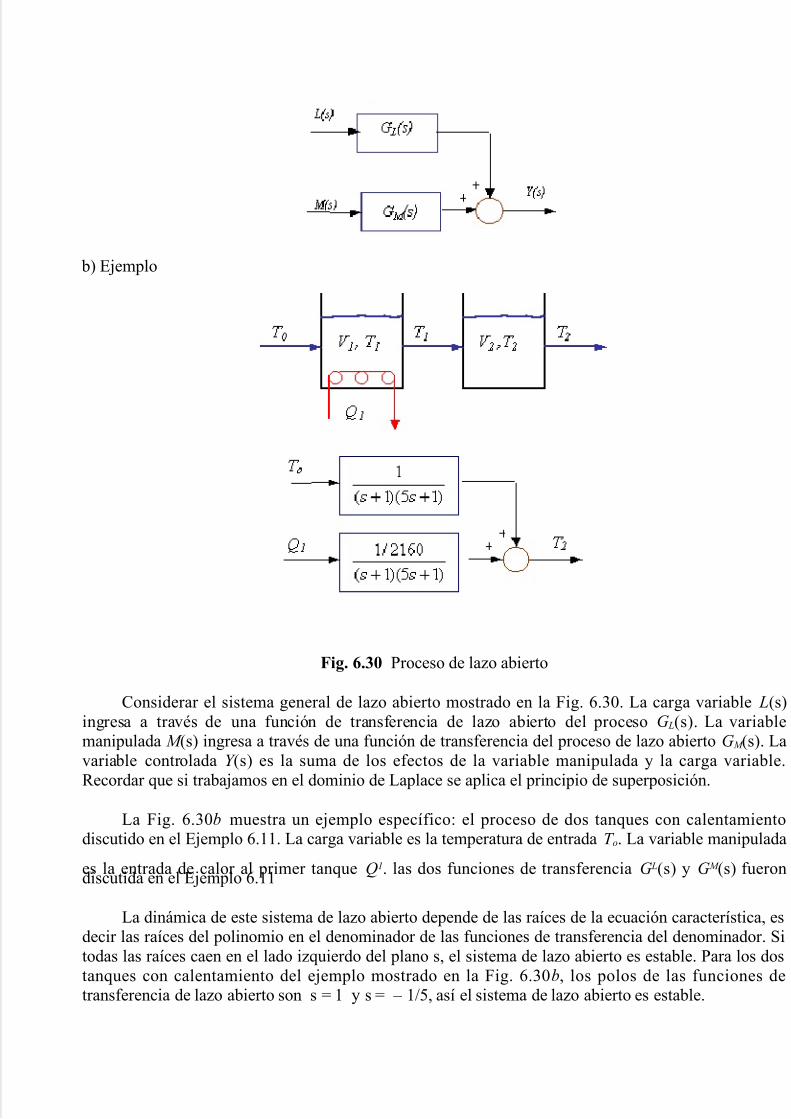
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 153/203
b) Ejemplo
Fig. 6.30 Proceso de lazo abierto
Considerar el sistema general de lazo abierto mostrado en la Fig. 6.30. La carga variable L(s)
ingresa a través de una función de transferencia de lazo abierto del proceso G L(s). La variablemanipulada M (s) ingresa a través de una función de transferencia del proceso de lazo abierto GM (s). La
variable controlada Y (s) es la suma de los efectos de la variable manipulada y la carga variable.
Recordar que si trabajamos en el dominio de Laplace se aplica el principio de superposición.
La Fig. 6.30b muestra un ejemplo específico: el proceso de dos tanques con calentamientodiscutido en el Ejemplo 6.11. La carga variable es la temperatura de entrada T o. La variable manipulada
es la entrada de calor al primer tanque Q1. las dos funciones de transferencia G L(s) y GM (s) fuerondiscutida en el Ejemplo 6.11
La dinámica de este sistema de lazo abierto depende de las raíces de la ecuación característica, esdecir las raíces del polinomio en el denominador de las funciones de transferencia del denominador. Si
todas las raíces caen en el lado izquierdo del plano s, el sistema de lazo abierto es estable. Para los dos
tanques con calentamiento del ejemplo mostrado en la Fig. 6.30b, los polos de las funciones detransferencia de lazo abierto son s = 1 y s = – 1/5, así el sistema de lazo abierto es estable.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 154/203
Notar que la función de transferencia G L(s) para el proceso de dos tanques con calentamiento
tiene una ganancia de estado estacionario que tiene las unidades de oF/oF. La función de transferenciaGM (s) tiene una ganancia con unidades de oF/Btu/min.
Ejemplo 6.16
Ecuación característica y funciones de transferencia de lazo cerrado para perturbación de carga
Ahora colocaremos un controlador de retroalimentación sobre el proceso, como muestra la Fig. 6.31a.
La variable controlada es convertida en una señal de medición de

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 155/203
Fig. 6.31 Sistema de lazo cerrado
proceso Y M por el elemento sensor/transmisor H (s). El controlador de retroalimentación compara la
señal de Y M con la señal de setpoint deseada R, alimentando la señal de error E a través de uncontrolador de retroalimentación cuya función de transferencia es GC (s) y produce una señal del
controlador U . La señal proveniente del controlador cambia la posición de la válvula de control la cual
varía el flujo de la variable manipulada M
La Fig. 6.31b da una representación del sistema de control de retroalimentación y un diagrama de bloques para el proceso de dos tanques con calentamiento con un controlador. Usaremos un sistema
analógico electrónico con señales de control de 4 a 20 mA. El sensor de temperatura tiene un rango de
100
o
F, así la función de transferencia H (despreciando cualquier dinámica en la medición detemperatura) es
La señal de salida del controlador P va a un transductor I/P que convierte 4 a 20 mA a una señal
de presión de aire 3 a 15 psig para mover la válvula de control a través de la cual se adiciona vapor al proceso.
Ahora asumiremos que la válvula tiene una característica lineal y pasa suficiente vapor paraadicionar 500 000 Btu/min al liquido en el tanque cuando la válvula esta completamente abierta.
Entonces la función de transferencia entre Q1 y U (juntando la función de transferencia para eltransductor I/P y la válvula de control) es

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 156/203
mirando el diagrama de bloques en la Fig. 6.31a, podemos ver que la salida Y (s) está dada por:
Y = G L(s) L + GM (s) M (6.168)
Pero en este sistema de lazo cerrado, M (s) está relacionada a Y (s):
M = GV (s)U = GV (s)GC (s) E = GV (s)GC (s) ( R – Y M )
M = GV (s)GC (s) ( R – H (s) Y ) (6.169)
Combinando las Ecs. (6.168) y (6.169)
Y = G L(s) L + GM (s) GV (s) GC (s) ( R – H (s) Y )
[1 + GM (s) GV (s) GC (s) H (s) ] Y = G L(s) L + GM (s) GV (s) GC (s) R
La Ec. (6.170) da las funciones de transferencia describiendo el sistema de lazo cerrado, así, estas
son las funciones de transferencia de lazo cerrado. Las dos entradas son la carga L(s) y el setpoint R(s).
La variable controlada es Y (s). Notar que los denominadores de ambas funciones de transferencia sonidénticos.
Ejemplo 6.17
Las funciones de transferencia para el proceso de dos tanques calentados pueden ser calculadas a
partir de las funciones de transferencia del proceso de lazo abierto y la función de transferencia delcontrolador de retroalimentación. Nosotros seleccionamos un controlador proporcional, de tal manera
que GC (s) = K c.
Notar que las dimensiones de la ganancia de este controlador son mA/mA, esto es, la ganancia esadimensional. El controlador toma un miliamperio de la señal (Y M ) y envía una señal de un
miliamperio (U )
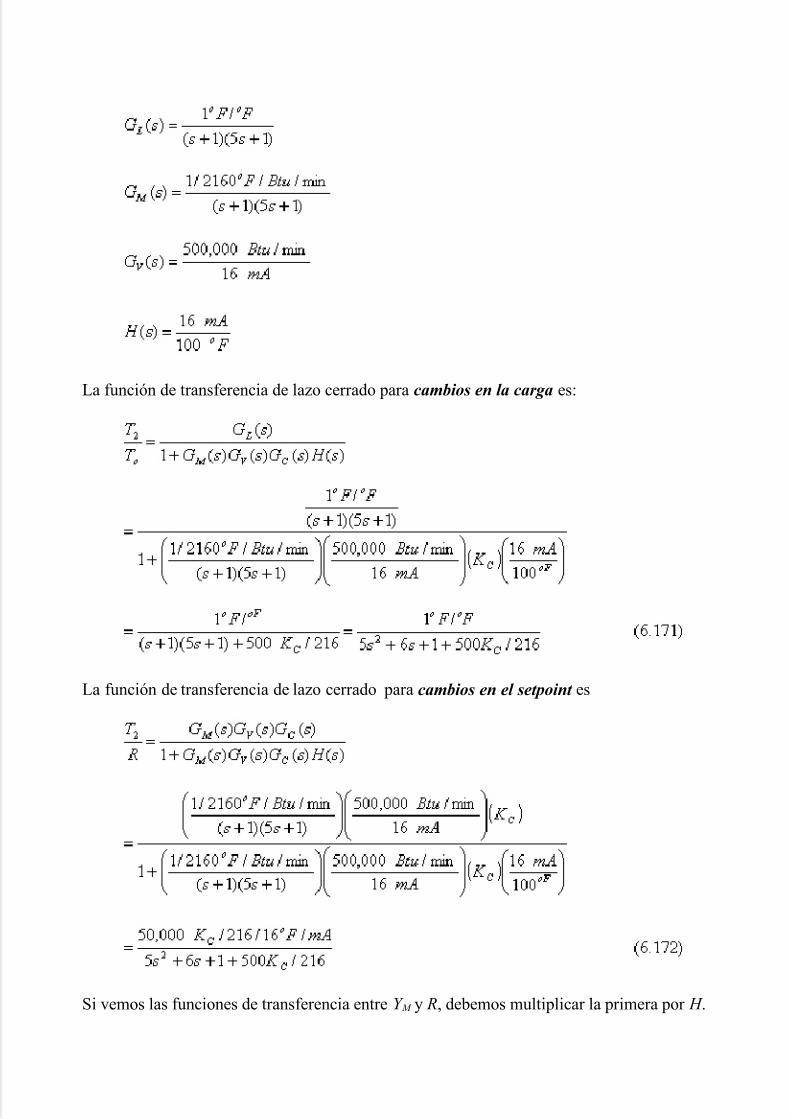
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 157/203
La función de transferencia de lazo cerrado para cambios en la carga es:
La función de transferencia de lazo cerrado para cambios en el setpoint es
Si vemos las funciones de transferencia entre Y M y R, debemos multiplicar la primera por H .

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 158/203
Notar que los denominadores de estas funciones de transferencia son idénticos. Notar también que laganancia de estado estacionario de la servo función de transferencia de lazo cerrado Y M /R no es la
unidad; es decir, es un estado estacionario fuera del valor deseado (offset). Esto se debe al controlador proporcional. Nosotros podemos calcular la razón Y M /R en el estado estacionario igualando s a cero enla Ec. (6.173)
La Ec. (6.174) muestra que mientras más pequeña es la ganancia, mas pequeño es el offset.
Como la ecuación característica de cualquier sistema (lazo abierto o lazo cerrado) es el
denominador de la función de transferencia que lo describe, la ecuación característica para este sistemaes:
Esta ecuación muestra que la dinámica de lazo cerrado depende de las funciones de transferencia
de lazo abierto (GM , GV y H ) y de la función de transferencia del controlador de retroalimentación GC .
La Ec. (6.175) se aplica para sistemas de simple entrada- simple salida (SISO). Nosotros derivaremos
las ecuaciones características para otros sistemas en los siguientes capítulos.
La primera función de transferencia en le Ec. (6.170) relaciona la variable controlada a la carga
variable. Esta es la función de transferencia reguladora de lazo cerrado. La segunda función de
transferencia de lazo cerrado en la Ec. (6.170) relaciona la variable controlada al setpoint. Esta esdenominada servo función de transferencia de lazo cerrado.
Normalmente nosotros diseñamos el controlador de retroalimentación GC (s) para dar algún
desempeño de lazo cerrado deseado. Por ejemplo, debemos especificar un deseado coeficiente de
amortiguamiento de lazo cerrado.
Es de gran utilidad considerar la situación ideal. Si podríamos diseñar un controlador ideal fuera
de cualquier consideración para la realización física, cuales deberían ser las funciones de transferenciareguladora y servo de lazo cerrado?. Claramente, desearíamos que una perturbación en la carga no
tenga efecto sobre la variable controlada. Así, la función de transferencia reguladora de lazo cerrado escero. Para cambios en el setpoint, nos gustaría que la variable controlada siguiera al setpoint en todo
instante. Así, la servo función de transferencia ideal es la unidad.
Si vemos la Ec. (6.170) veremos que se pueden conseguir las dos situaciones si podemos
simplemente hacer a Gc(s) infinitamente grande. Esto podría hacer al primer término cero y al segundo

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 159/203
término la unidad. Sin embargo como se verá en el Cáp. 9, las limitaciones de estabilidad nos impiden
conseguir esta situación ideal.
En lugar de considerar las funciones de transferencia del proceso, transmisor y válvulaseparadamente, es conveniente combinarlas a todas ellas en una sola función de transferencia.
Fig. 6.32 Lazo de retroalimentación simplificado
Por consiguiente, el diagrama de lazo cerrado, mostrado en la Fig. 6.32 es mas simple. La ecuación quedescribe este sistema de lazo cerrado es:
Estas son la ecuaciones que usaremos en algunos casos debido a que es más conveniente. Tener en
cuenta que la función de transferencia GM (s) en la Ec. (6.176) es una combinación de las funciones detransferencia del proceso, transmisor, y la válvula. La ecuación característica de lazo cerrado es:
6.12 OPERACIÓN PARA ANALISIS DE SISTEMAS DE CONTROL
Convencionalmente para el diseño de sistema de control, se somete el sistema a variaciones delsetpoint ( R) y determinar si la variable controlada sigue a los valores del setpoint y en que tiempo
alcanza estos valores.
En consecuencia para esta caso la función de tranfernecia reguladora se hace cero, por lo que los
sistemas dados en las Fig. 6.31 y 6.32 se transforman en:

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 160/203
Fig. 6.33 Diagrama de bloques para operación servo para dos tanques con calentamiento a) Total b)
Simplificado
Esta será la forma de representación que usaremos en la mayoría de nuestros análisis de sistemas
de control.
CAPITULO 7
DIAGRAMAS DE BLOQUES
Un sistema de control puede constar de cierta cantidad de componentes. Para mostrar las
funciones que realiza cada componente, en ingeniería de control se acostumbre usar diagramasdenominados diagramas de bloques. Estos diagramas a la vez que muestran las relaciones entre las
variables del sistema constituyen el método estándar para representar sistemas para fines de análisis o
estudio.
Hay acuerdos ya establecidos para la construcción o el diseño de diagramas de bloques. Las
líneas representan señales que pueden ser flujos o corrientes de información, material o energía. Unaunión o juntura circular de totalización ( punto de suma) representa una suma algebraica de las señales
de entrada en este punto. Al lado de la flecha que va a la junta totalizadora se coloca un signo
algebraico, (+) o (-), para indicar una suma o una resta respectivamente; Fig. 7.1a. Un punto de
ramificación o bifurcación de otra línea representa la dirección de una señal en más de una trayectoria
sin modificaciones, Fig. 7.1b. Los rectángulos representan una modificación de la señal entrante y se
utilizan para los elementos del sistema Fig. 7.1c.
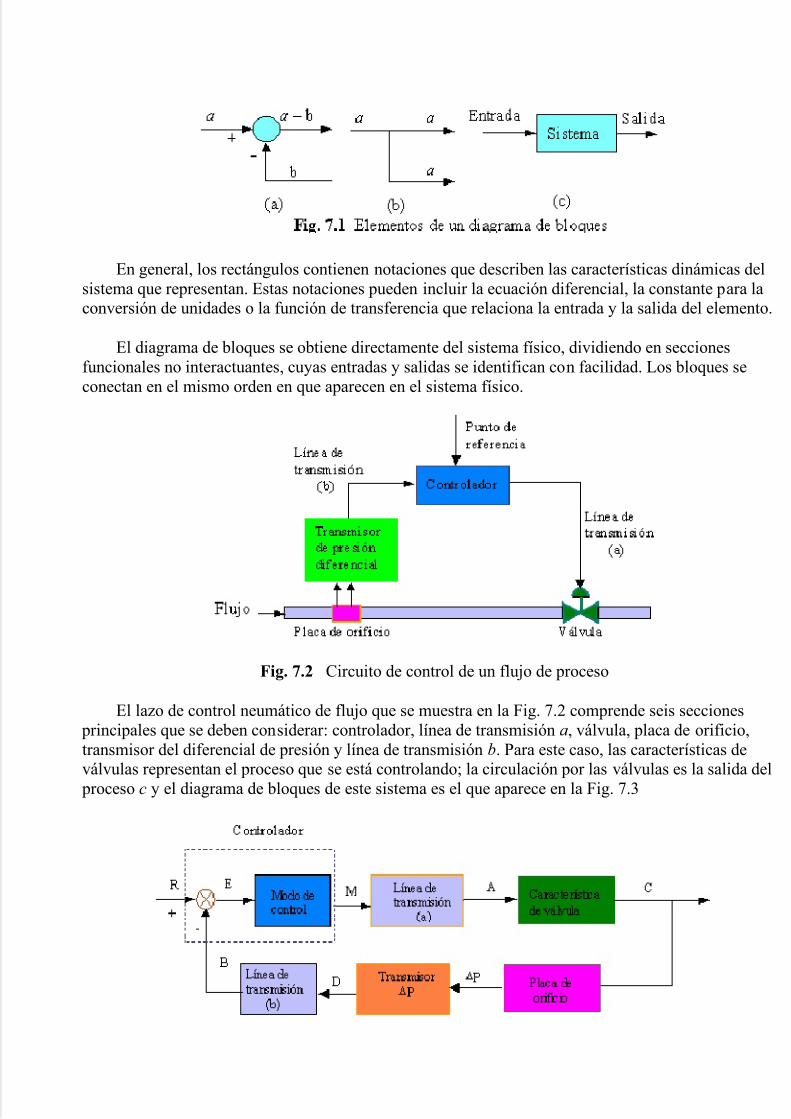
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 161/203
En general, los rectángulos contienen notaciones que describen las características dinámicas del
sistema que representan. Estas notaciones pueden incluir la ecuación diferencial, la constante para laconversión de unidades o la función de transferencia que relaciona la entrada y la salida del elemento.
El diagrama de bloques se obtiene directamente del sistema físico, dividiendo en secciones
funcionales no interactuantes, cuyas entradas y salidas se identifican con facilidad. Los bloques se
conectan en el mismo orden en que aparecen en el sistema físico.
Fig. 7.2 Circuito de control de un flujo de proceso
El lazo de control neumático de flujo que se muestra en la Fig. 7.2 comprende seis secciones
principales que se deben considerar: controlador, línea de transmisión a, válvula, placa de orificio,
transmisor del diferencial de presión y línea de transmisión b. Para este caso, las características deválvulas representan el proceso que se está controlando; la circulación por las válvulas es la salida del
proceso c y el diagrama de bloques de este sistema es el que aparece en la Fig. 7.3
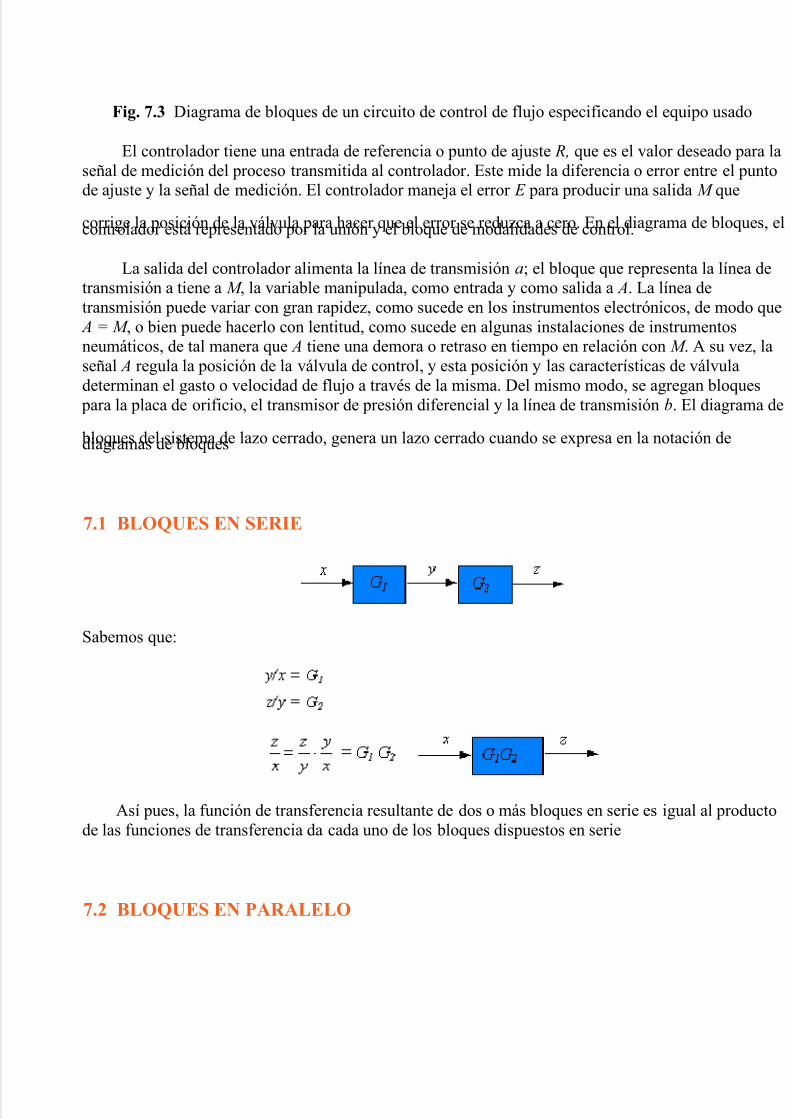
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 162/203
Fig. 7.3 Diagrama de bloques de un circuito de control de flujo especificando el equipo usado
El controlador tiene una entrada de referencia o punto de ajuste R, que es el valor deseado para la
señal de medición del proceso transmitida al controlador. Este mide la diferencia o error entre el puntode ajuste y la señal de medición. El controlador maneja el error E para producir una salida M que
corrige la posición de la válvula para hacer que el error se reduzca a cero. En el diagrama de bloques, elcontrolador está representado por la unión y el bloque de modalidades de control.
La salida del controlador alimenta la línea de transmisión a; el bloque que representa la línea detransmisión a tiene a M , la variable manipulada, como entrada y como salida a A. La línea de
transmisión puede variar con gran rapidez, como sucede en los instrumentos electrónicos, de modo que A = M , o bien puede hacerlo con lentitud, como sucede en algunas instalaciones de instrumentosneumáticos, de tal manera que A tiene una demora o retraso en tiempo en relación con M . A su vez, la
señal A regula la posición de la válvula de control, y esta posición y las características de válvula
determinan el gasto o velocidad de flujo a través de la misma. Del mismo modo, se agregan bloques
para la placa de orificio, el transmisor de presión diferencial y la línea de transmisión b. El diagrama de
bloques del sistema de lazo cerrado, genera un lazo cerrado cuando se expresa en la notación dediagramas de bloques
7.1 BLOQUES EN SERIE
Sabemos que:
Así pues, la función de transferencia resultante de dos o más bloques en serie es igual al producto
de las funciones de transferencia da cada uno de los bloques dispuestos en serie
7.2 BLOQUES EN PARALELO

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 163/203
La función de transferencia de dos o más bloques en paralelo es igual a la suma de las funciones
de transferencia de cada uno de los bloques dispuestos en paralelo.
7.3 BLOQUES EN RETROALIMENTACIÓN
7.4 BLOQUES CON CADENAS CRUZADAS
Estos bloques no están dispuestos ni en serie, ni en paralelo, ni en retroalimentación, sino que
presentan un cruzamiento de las cadenas.
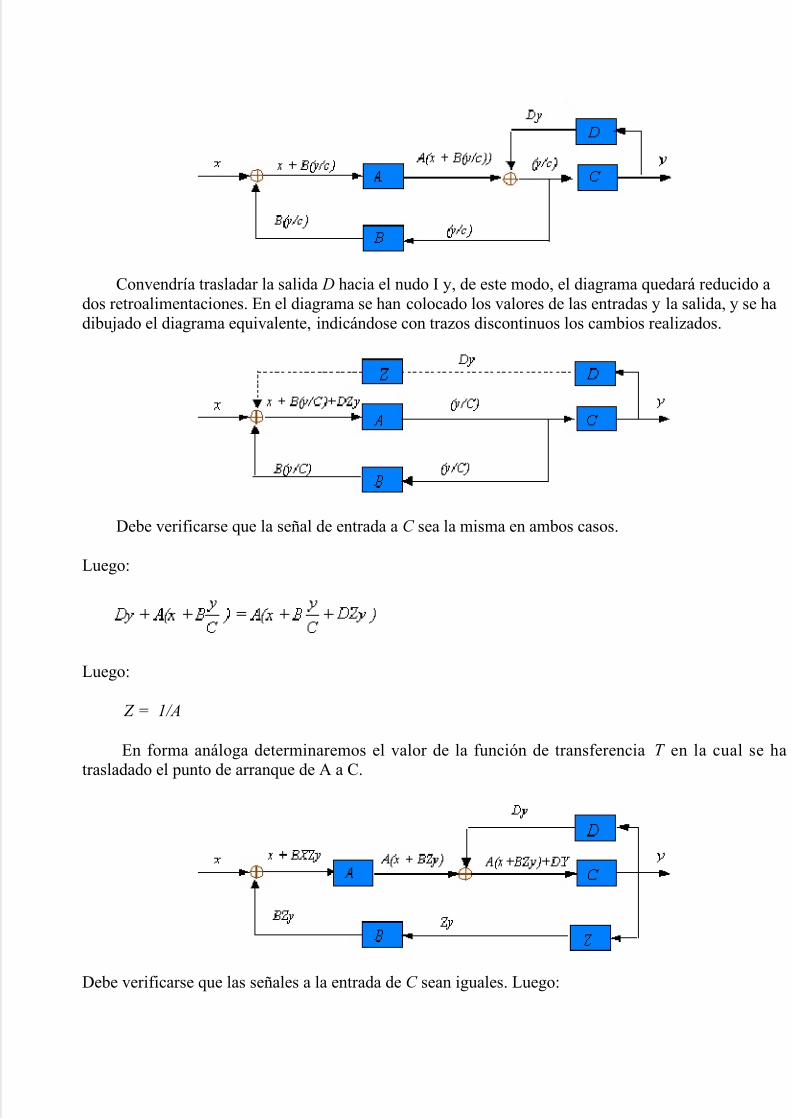
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 164/203
Convendría trasladar la salida D hacia el nudo I y, de este modo, el diagrama quedará reducido a
dos retroalimentaciones. En el diagrama se han colocado los valores de las entradas y la salida, y se ha
dibujado el diagrama equivalente, indicándose con trazos discontinuos los cambios realizados.
Debe verificarse que la señal de entrada a C sea la misma en ambos casos.
Luego:
Luego:
Z = 1/A
En forma análoga determinaremos el valor de la función de transferencia T en la cual se hatrasladado el punto de arranque de A a C.
Debe verificarse que las señales a la entrada de C sean iguales. Luego:
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 165/203
Luego:
Z = 1/C
En consecuencia, tanto si se traslada el punto de arranque de la señal de entrada, como si secambia el punto de ataque de la señal de salida, el bloque tiene una función de transferencia que es la
inversa de la función de transferencia del bloque afectado que se sobrepasa.
7.5 REDUCCIÓN DEL DIAGRAMA DE BLOQUES
Es importante notar que los bloques se pueden conectar en serie solamente si la salida de un bloque no es afectada por el bloque inmediato siguiente. Si hay cualquier efecto de carga entre los
componentes, es necesario combinar esos componentes en un bloque individual.
Cualquier cantidad de bloques en cascada que representen componentes que no producen efecto
de carga se puede representar como un bloque individual, siendo la función de transferencia de ese bloque simplemente el producto de las funciones de transferencia individuales.
Es posible simplificar un diagrama de bloques muy complejo, con muchos lazos de
retroalimentación, modificando paso a paso, utilizando las reglas del álgebra de diagrama de bloques.En la tabla 7.1 se dan algunas de estas reglas importantes. Se obtienen escribiendo la ecuación en forma
diferente. Hay que notar, sin embargo, que al simplificar el diagrama de bloques, los nuevos bloques sevuelven más complejos, debido a que se generan nuevos polos y ceros.
Al simplificar un diagrama de bloques debe darse lo siguiente:
1. El producto de las funciones de transferencia en sentido directo debe quedar igual
2. El producto de las funciones de transferencia alrededor del lazo debe quedar igual.
Tabla 7.1 Reglas del álgebra de diagrama de bloques

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 166/203
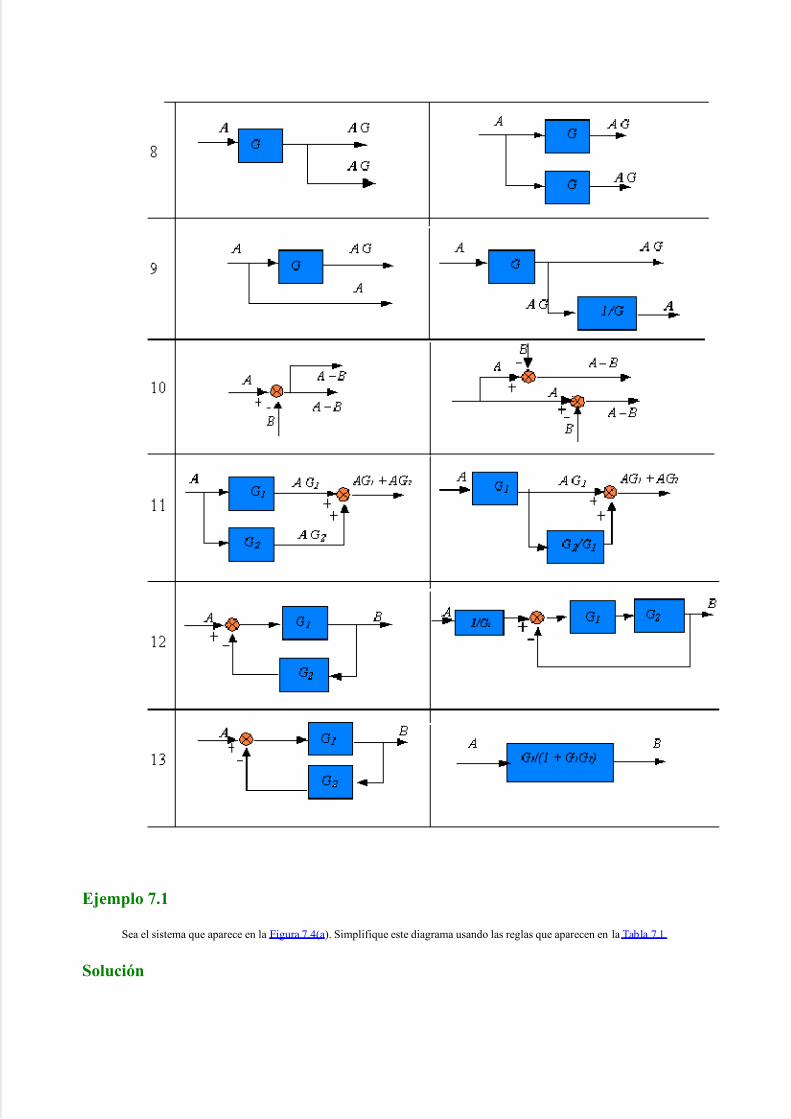
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 167/203
Ejemplo 7.1
Sea el sistema que aparece en la Figura 7.4(a
). Simplifique este diagrama usando las reglas que aparecen en la Tabla 7.1
Solución
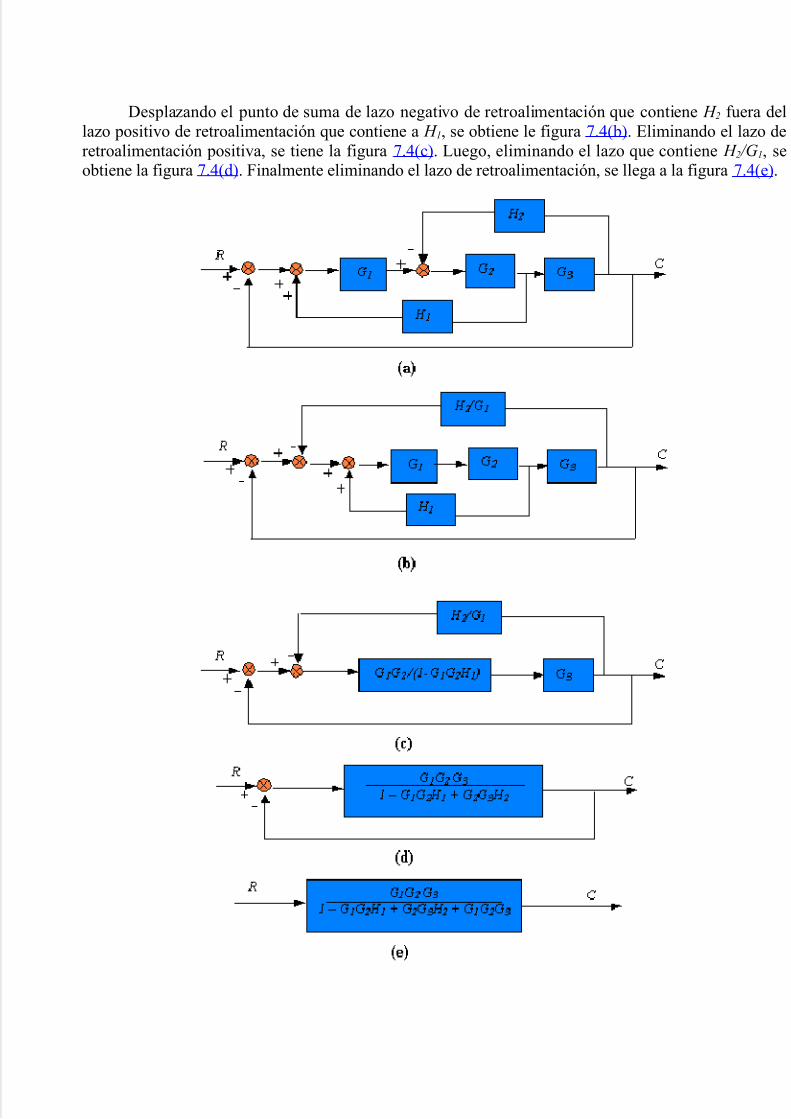
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 168/203
Desplazando el punto de suma de lazo negativo de retroalimentación que contiene H 2 fuera del
lazo positivo de retroalimentación que contiene a H 1, se obtiene le figura 7.4(b). Eliminando el lazo de
retroalimentación positiva, se tiene la figura 7.4(c). Luego, eliminando el lazo que contiene H 2 /G1, seobtiene la figura 7.4(d). Finalmente eliminando el lazo de retroalimentación, se llega a la figura 7.4(e).

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 169/203
Fig. 7.4 (a) Sistemas de lazos múltiples; (b) - (e) reducciones sucesivas del diagrama de bloques
mostrado en (a)
7.6 R EDUCCIÓN DEL DIAGRAMA DE BLOQUES USANDO UNTSIM
El simulador UNTSIM dispone de una rutina para reducir el diagrama de bloques al cual podemos
acceder a través del Menú - Calculos de Ingeniería Química - Automatización y Control - Combinación
de bloques:
CAPITULO 8
RESPUESTAS TRANSITORIAS

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 170/203
La respuesta temporal de un sistema de control consta de dos partes: la respuesta transitoria y la
respuesta en estado estacionario. Por respuesta en estado estacionario se entiende la forma en que la
salida del sistema se comporta cuando el tiempo t tiende al infinito.
El primer paso del análisis de un sistema de control es deducir un modelo matemático del
sistema.
En la práctica, la señal de entrada a un sistema de control no puede conocerse con anticipación,
ya que es de naturaleza aleatoria y por lo tanto, la entrada instantánea no puede expresarse en formaanalítica. Solo en casos especiales se conoce previamente la señal de entrada, que entonces es
expresable en forma analítica, o por curvas representativas.
Al analizar y diseñar sistemas de control, se debe disponer de una base para comparar el
comportamiento de diversos sistemas de control. Esas bases se pueden establecer especificandodeterminadas señales especiales de entrada y comparando las respuestas de diversos sistemas.
En general, sabemos que la relación entre la función de transferencia y las señales de entrada y desalida es:
y de aquí
Y(s) = X(s).G(s)
y que
y(t) = L-1[X(s).G(s)] = L-1[Y(s)]
X(s) se conoce porque es la transformada de Laplace de la perturbación x(t), y(t) se obtiene
experimentalmente, registrándose normalmente en forma de gráfico
Luego el problema es determinado. Su resolución práctica puede hacerse por tanteo, a base desuponer distintas funciones G(s) y calcular la señal de salida x(t) para cada una de ellas. Se van
ajustando progresivamente los datos experimentales y los cálculos para y(t) hasta definir
suficientemente la transmitancia G(s).
Aunque teóricamente cualquier perturbación de función conocida sería aplicable, se suelenutilizar señales elementales típicas, tales como el impulso unidad, el escalón, la rampa unidad, la
función parabólica y la función senoidal. Y, aunque en la práctica las señales a analizar siempre son
mucho más complejas, siempre será posible su descomposición en señales fundamentales elementales,con lo cual, la respuesta será la suma de las respuestas ante estas funciones elementales de excitación.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 171/203
8.1 Funciones elementales de excitación
Las señales de entrada a utilizar para analizar las características de un sistema, depende de laforma de las señales de entrada más habituales a que el sistema estará sometido a condiciones normales
de operación. Si las entradas a un sistema de control son funciones que cambian gradualmente en el
tiempo, la señal adecuada para una prueba puede ser la señal rampa. En forma similar, si un sistemaestá sujeto a perturbaciones súbitas, una función escalón en el tiempo puede ser una buena señal de
prueba; y para un sistema sujeto a entradas bruscas, la mejor puede ser una función impulso
8.1.1 Función escalón
Sea la función escalón
Fig. 8.1 Función escalón
x(t) = 0 para t < 0
x(t) = A para t > 0 (8.1)
donde A es una constante. Tomando la Transformada de Laplace
Si A = 1 se tiene la función escalón unidad. En la Fig. 8.1 puede verse su representación gráfica.
8.1.2 Impulso unidad
La función impulso es un caso especial limitativo de la función pulso. Sea la función impulso
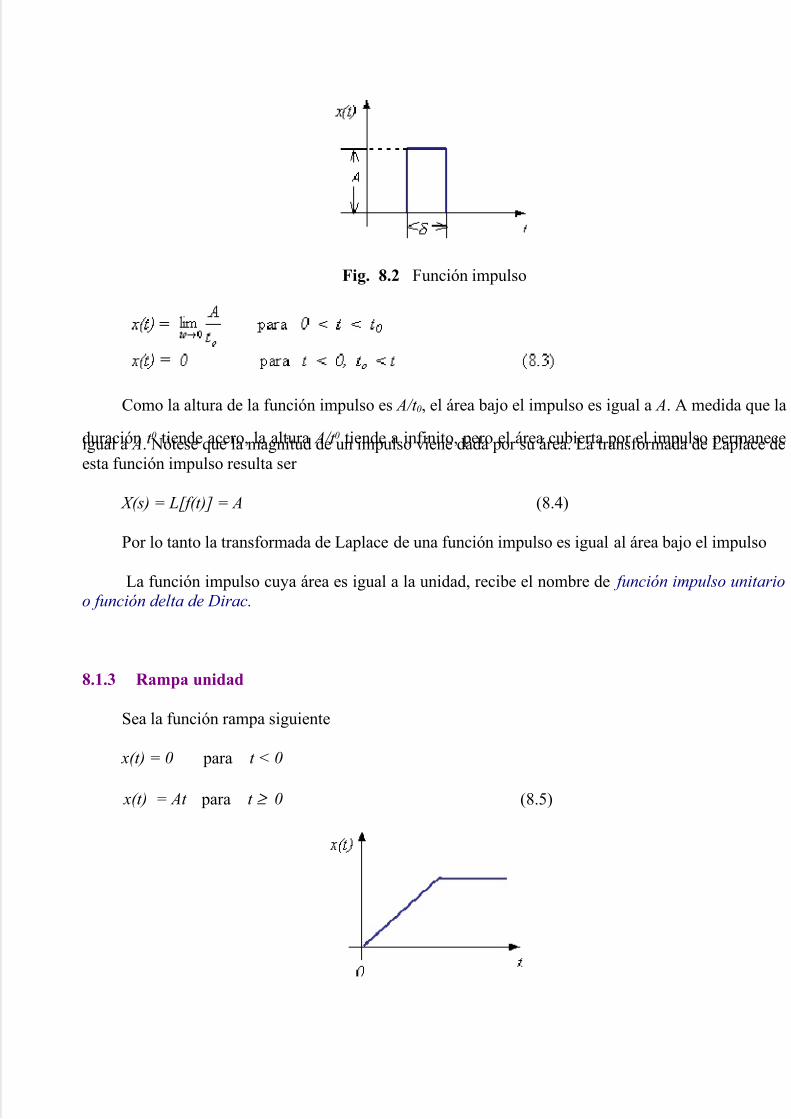
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 172/203
Fig. 8.2 Función impulso
Como la altura de la función impulso es A/t 0, el área bajo el impulso es igual a A. A medida que la
duración t 0 tiende acero, la altura A/t 0 tiende a infinito, pero el área cubierta por el impulso permaneceigual a A. Nótese que la magnitud de un impulso viene dada por su área. La transformada de Laplace de
esta función impulso resulta ser
X(s) = L[f(t)] = A (8.4)
Por lo tanto la transformada de Laplace de una función impulso es igual al área bajo el impulso
La función impulso cuya área es igual a la unidad, recibe el nombre de función impulso unitario
o función delta de Dirac.
8.1.3 Rampa unidad
Sea la función rampa siguiente
x(t) = 0 para t < 0
x(t) = At para t ≥ 0 (8.5)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 173/203
Fig. 8.3 Función rampa
donde A es una constante. La transformada de Laplace de esta función rampa, resulta dada por
8.1.4 Función sinusoidal
La transformada de Laplace de la función sinusoidal
x(t) = 0 para t < 0 (8.7)
x(t) = A sen ω t para t ≥ 0
donde A y ω son constantes, es
8.2 Análisis temporal de los sistemas de primer orden
Los sistemas de primer orden tienen por función de transferencia general la forma:
A continuación se analizarán las respuestas del sistema a entradas como las funciones escalón
unitario, impulso unitario y rampa unitaria. Las condiciones iniciales se suponen iguales a cero.
Se hace notar que todos los sistemas que tienen la misma función de transferencia tienen lamisma salida como respuesta a la misma entrada. Se puede dar una anticipación física a la respuesta
matemática para cualquier sistema físico.
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 174/203
8.2.1 Respuesta a escalón unidad
Para escalón unitario, de le Ec. (8.2) se tiene:
reemplazando X(s) en la Ec. (8.10) se tiene:
Al expandir Y(s) en fracciones parciales se tiene:
Tomando la transformada inversa de Laplace de la Ec. (8.11), se obtiene:
Y(t) = 1 – e-t/ τ (t ≥ 0) (8.12)
La Ec. (8.12) establece que inicialmente, la salida y(t) es cero y finalmente se convierte en la
unidad. Una característica importante de una curva exponencial de respuesta y(t) es que en t = τ elvalor de y(t) es 0,632; o sea que la respuesta y(t) ha alcanzado el 63,2 % de su cambio total, lo cual se
puede ver al sustituir t = τ en y(t). Es decir
y(t) = 1 – e-1 = 0,632
Nótese que cuanto más pequeña sea la constante de tiempo τ , más rápida es la respuesta del
sistema. Otra característica importante de la curva exponencial es que la pendiente de la recta tangente
en t =0, es 1/ τ , pues

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 175/203
la salida alcanzará el valor final en t = τ , si se mantuviera la velocidad inicial de respuesta. De la Ec.
(8.13) se ve que la pendiente de la curva de respuesta y(t) decrece en forma monótona desde 1/ τ en t =
0 hasta cero en t = ∞. La curva de respuesta exponencial y(t) de la Ec.(8.12) aparece en la Fig. 8.4. en
un tiempo igual a una constante de tiempo τ la curva exponencial de respuesta ha pasado de 0 a 63,2
% del valor final. En dos constantes de tiempo, la respuesta alcanza 86,5 % de su valor final. Para t =
3τ , 4τ y 5τ , la respuesta alcanza 95 %, 98,2 % y 99,3 % del valor final respectivamente. Así para t
≥ 4τ , la respuesta se encuentra dentro del 2 % del valor final. Como se ve en la Ec. (8.12), el estado
estacionario se alcanza matemáticamente solo en un tiempo infinito. Sin embargo, en la práctica seobtiene una estimación razonable del tiempo de respuesta, como el tiempo que requiere la curva de
respuesta para alcanzar la línea del 2 % de su valor final, o sea cuatro constantes de tiempo
Considérese el sistema mostrado en la Fig. 8.4. para determinar en forma experimental si el
sistema es de primer orden o no, trace la curva de log y(t) – y( ∞ ), donde y(t) es la salida del sistemaen función de t . Si la curva resulta ser una recta, el sistema es de primer orden. La constante de tiempo
τ puede leerse en la gráfica, como el tiempo τ que satisface la siguiente ecuación
y( τ ) – y( ∞ ) = 0,368 [y(0) – y( ∞ )]

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 176/203
Nótese que en lugar de trazar log y(t) – y( ∞ ) y(0) – y( ∞ ), en función de t , convienerepresentar y(t) – y( ∞ ) y(0) – y( ∞ )en función de t en papel semilogarítmico en la Fig. 8.6.
Teniendo el valor de la constante de tiempo τ , la curva de respuesta dada por la Ec. (8.12
), se puede obtener por diferentes métodos:
Dando valores a t y obteniendo los respectivos valores de y(t)
Usando un paquete de cálculo (MATLAB)
Mediante un programa
Ejemplo 8.1 ( Sistemas de primer orden)
Un termómetro teniendo una constante de tiempo τ = 0,1 min., está a una temperatura en el E.E.
de 90 oC. En el tiempo t = 0, el termómetro es puesto súbitamente en un baño de temperatura mantenida
a 100 oC. Determinar el tiempo necesario para que el termómetro alcance una temperatura de 98 oC.
Solución
x(t) = temperatura del baño
y(t) = temperatura que marca el termómetro
La función de transferencia que relaciona Y(s)/X(s), es

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 177/203
Uso de MATLAB
La respuesta del sistema (termómetro) ante una entrada escalón unitario se puede obtener con elsiguiente programa:
» %-------------Respuesta a un escalón unitario-------------» %Introduzca el numerador y el denominador de la Func. de Transf.» num=[0 1];» den=[0.1 1];» %***Introduzca la siguiente orden de respuesta a un escalón***» step(num,den)» grid» xlabel('Tiempo (min)')» ylabel('Variación de la temperatura oC')
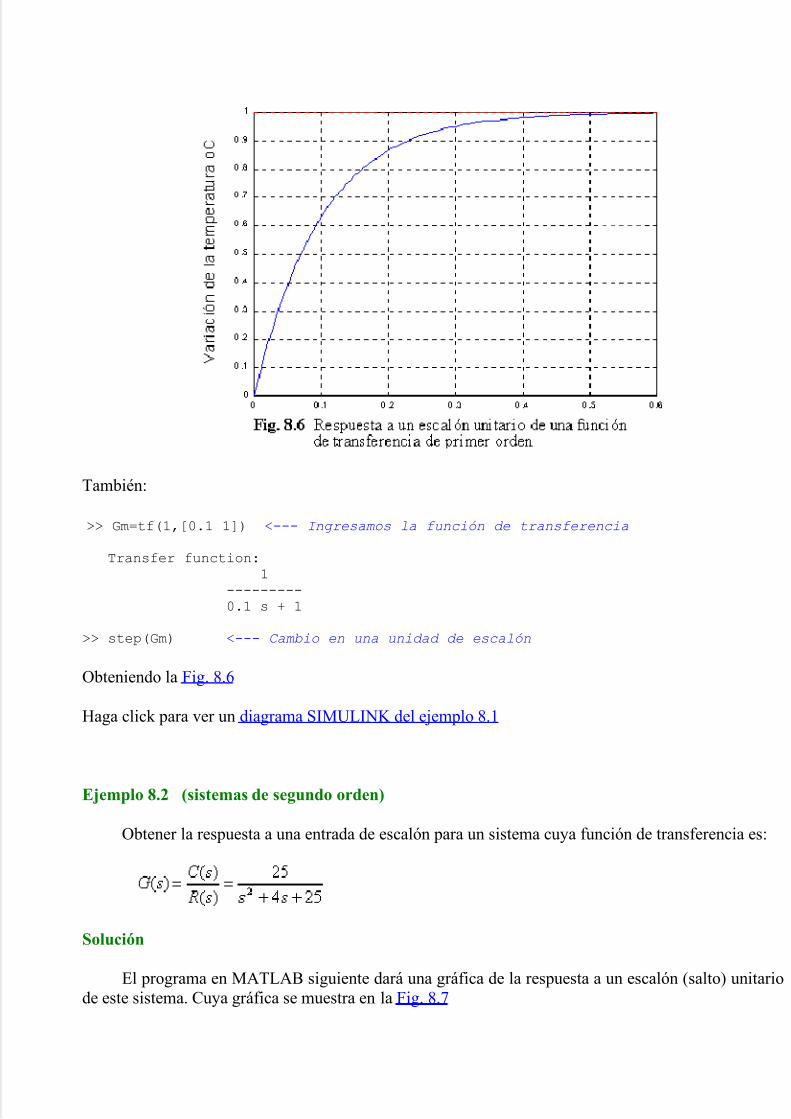
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 178/203
También:
>> Gm=tf(1,[0.1 1]) <--- Ingresamos la función de transferencia
Transfer function:1
---------0.1 s + 1
>> step(Gm) <--- Cambio en una unidad de escalón
Obteniendo la Fig. 8.6
Haga click para ver un diagrama SIMULINK del ejemplo 8.1
Ejemplo 8.2 (sistemas de segundo orden)
Obtener la respuesta a una entrada de escalón para un sistema cuya función de transferencia es:
Solución
El programa en MATLAB siguiente dará una gráfica de la respuesta a un escalón (salto) unitario
de este sistema. Cuya gráfica se muestra en la Fig. 8.7

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 179/203
» %Respuesta a un escalón unitario» %Introduzca el numerador y el denominador» %de la función de transferencia» num=[0 0 25];» den=[1 4 25];» %Introduzca la orden de un escalón» step(num,den)
» grid»
Nota: se debe dar las unidades del tiempo en el eje x y de la salida en el eje y. En este caso por defecto coloca amplitud de la salida y el tiempo en segundos
También: >> Gm=tf([0 0 25],[1 4 25])<--Ingresamos la función de transferencia
Transfer function:25
--------------s^2 + 4 s + 25
>> step(Gm)<--- Cambio en una unidad de escalón
Obteniendo la Fig. 8.7
Haga click para ver un diagrama en Simulink de este ejemplo
8.2.2 Respuesta a impulso unidad

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 180/203
Ejemplo, apertura súbita de una válvula, se le mantiene abierta en un periodo corto y luego se
cierra a su posición original
Fig. 8.8 Respuesta de un sistema de primer orden a un impulso unitario
De la Ec. (8.4) para un impulso unidad se tiene
X(s) = 1 (8.14)
Reemplazando la Ec. (8.14) en la Ec. (8.10) se tiene
Tomando la transformada inversa a la Ec. (8.12)
Ejemplo 8.3
Determinar la respuesta a un impulso unitario del termómetro dado en el Ejemplo 8.1 (variación
súbita de la temperatura del baño e inmediatamente vuelto a su valor inicial)
Solución
La idea básica es que, cuando las condiciones iniciales son cero, la respuesta a un impulso
unitario de G(s) es la misma que la respuesta a un escalón unitario de sG(s)
Considere la respuesta a un impulso unitario del siguiente sistema:

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 181/203
Como X(s) = 1 para la entrada impulso unitario tenemos
Podemos así convertir la respuesta a un impulso unitario de G(s) en la respuesta a un salto
unitario de sG(s).
Para el termómetro se tiene
Si introducimos el numerador y denominador en el programa MATLAB
» %-----------Respuesta a un impulso unitario-------------» %Para obtener la respuesta a un impulso unitario de un sistema » % de primer orden G(s) = 1/(0.1s + 1), multiplicar» % s por G(s) y utilizar la orden de respuesta a un» %escalón unitario» %Introduzca el numerador y el denominador de la func. de Transf.» %***Introduzca la siguiente orden de respuesta a un escalón***» num=[1 0];» den=[0.1 1];» step(num,den)
» grid» xlabel('Tiempo (min)')» ylabel('Variación de la temperatura C')
se obtiene la respuesta del sistema a un impulso unitario como muestra la Fig. 8.9

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 182/203
Ejemplo 8.4 (Respuesta de un sistema de segundo orden)
Sea la respuesta a un impulso unitario del sistema de segundo orden
Para la entrada impulso unitario se tiene
» num=[0 1 0];» den=[1 0.2 1];» t=0:0.1:50;» step(num,den,t)» grid»

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 183/203
8.2.3 Respuesta a entrada en rampa
Ejemplo, apertura gradual de una válvula.
De la Ec. (8.6) para una rampa unitaria se tiene
Reemplazando la Ec. (8.17) en la Ec. (8.10) se tiene
Al expandir en fracciones parciales se obtiene
Tomando la transformada inversa de Laplace de la Ec. (8.19), se obtiene
y(t) = t – τ + τ e-t/ τ (t ≥ 0) (8.20)
Entonces, la señal de error e(t) es
e(t) = r(t) – y(t)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 184/203
= τ (1 – e-t/ τ )
donde r(t) es la señal de entrada
Cuando t tiende a infinito, e-t/ τ tiende a cero, y entonces la señal de error e(t) tiende a τ , o bien
e( ∞ ) = τ
La entrada rampa unitaria y la salida del sistema están representados en la Fig. 8.11. El error
al seguir la entrada rampa unitaria es igual a τ para una t suficientemente grande. Cuanto más pequeño
sea la constante de tiempo τ , menor será el error en estado estacionario al seguir la entrada rampa.
Ejemplo 8.5
Ahora considere que la temperatura del baño en el termómetro varía gradualmente aumentando
su valor (entrada en rampa). Determine como varía la temperatura que indica el termómetro.
Solución
Para obtener la respuesta a una entrada en rampa de la función de transferencia del sistema G(s),
se divide G(s) por s y se utiliza la orden de respuesta a un escalón. Para el termómetro se tiene:
Para una entrada en rampa unitaria se tiene: X(s) = 1/s2. por tanto

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 185/203
Para tener la respuesta a una entrada en rampa unitaria, se introduce el siguiente numerador y
denominador en el programa MATLAB,
>> num = [0 0 1]>>den = [0.1 1 0]
» %--------Respuesta a una entrada en rampa unitaria----------» %La respuesta a una entrada unitaria en rampa se obtiene como» %la respuesta a un escalón unitario de G(s)/s por G(s)» % y utilizar la orden de respuesta a un escalón unitario» %Introduzca el numerador y el denominador de G(s)/s» num=[0 0 1];» den=[0.1 1 0];» %***Especifique los instantes de tiempo de cálculo (tales como» %t=0:0.005:0.5***» %A continuación introduzca la orden de respuesta» %a un salto unitario step(num,den)» t=0:0.005:0.5;» c=step(num,den,t);» %Al representar la respuesta a una rampa, añada a la gráfica» %la entrada de referencia es t. Incluya como argumentos» %de la orden plot lo siguiente: t,t, '-', la orden plot en este» %caso es como sigue: plot(t,c,'-',t,t, '-')» plot(t,c,'-',t,t, '-')» grid

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 186/203
» xlabel('Tiempo (min)')» ylabel('Variación de la temperatura C')
Ejemplo 8.6 Respuesta de un sistema de segundo orden
Para obtener la respuesta a una entrada en rampa unitaria, introduzca el siguiente numerador y
denominados en el programa MATLAB
num = [0 0 0 1];
den = [1 1 1 0];
y utilice la orden de respuesta a un escalón. El programa es:
» num=[0 0 0 1];» den=[1 1 1 0];» t=0:0.17:7;» c=step(num,den,t);» plot(t,c,'*',t,t,'-')» grid» ylabel('Salida: c')» xlabel('t: seg')

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 187/203
Uso de UNTSIM
El simulador UNTSIM podemos usarlo para determinar las respuestas transitorias de cualquier sistema
ante cambios de escalón unitario, impulso unitario y rampa unitaria. Para esto accedemos a través del
Menú Principal: Cálculos de Ingeniería Química - Automatización y Control - Teoría Clásica -Respuestas transitorias, Con lo cual se obtiene:
Copyright 2003 UNT
MSc. Luis MoncadaAll rights reserved
ESTE PROGRAMA SIMULA LA RESPUESTA TRANSITORIADE UN SISTEMA DANDO LA FUNCIÓN DE TRANSFERENCIAVer Automatización y control Cap. 8.2***************************************************
Ingrese numerador de F de T: [0 1]Ingrese denominador de F de T: [0.1 1]Respuesta a Escalón (1), Impulso(2), Rampa (3): 3 -------------------------------------------->>
y obtenemos una Figura similar a la Fig. 8.13
8.2.4 Propiedades de los sistemas lineales invariantes en el tiempo (LTI)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 188/203
En comparación de la respuesta del sistema con las tres entradas vistas anteriormente, se indica
claramente que la respuesta a la derivada de una señal de entrada se puede obtener al diferenciar la
respuesta del sistema a la señal original. También se puede ver que la respuesta a la integral de la señaloriginal se puede obtener integrando la respuesta del sistema a la señal original, y las constantes de
integración se determinan a partir de la condición inicial de salida, cero. Esta es una propiedad de los
sistemas lineales variables en el tiempo. Y los sistemas no lineales no poseen esta propiedad.
8.3 Respuesta de sistemas de primer orden en serie
Muchas veces un sistema físico puede representarse por varios procesos de primer ordenconectados en serie. Para ilustra este tipo de sistemas, considerar los sistemas de nivel de liquido
mostrados en la Fig. 8.14, en la cual dos tanques son arreglados de tal manera que la salida del primer
tanque es la entrada al segundo tanque.
Dos posibles arreglos de tubería son mostrados en la Fig. 8.14. En la Fig. 8.14a la salida deltanque 1 se descarga directamente en la atmósfera antes de ingresar en el tanque 2 y el flujo a través de
R1 depende solamente de h1. La variación en h2 en el tanque 2 no afecta la respuesta transitoria que
ocurre en el tanque 1. este tipo de sistemas es conocido como un sistema no interactuante. De otrolado, el sistema mostrado en la Fig. 8.14b es denominado a ser interactuante debido a que el flujo a
través de R1 ahora depende de la diferencia entre h1 y h2
8.3.1 Sistema no interactuante
Para el ejemplo previo de nivel de liquido, asumimos que la densidad del liquido es constante,
que el tanque tiene un área de sección transversal uniforme, y la resistencia al flujo es lineal. Nuestro
problema es encontrar una función de transferencia la cual relacione h2 a q, esto es, H 2(s)/Q(s). Se debeobtener una función de transferencia para cada tanque, Q1(s)/Q(s) y H 2(s)/Q1(s), mediante un balance
de masa el E.N.E. alrededor de cada tanque; estas funciones de transferencia serán luego combinadas para eliminar el flujo intermedio Q1(s) y producir la función de transferencia deseada.
Un balance en el tanque 1 da
Las relaciones entre el flujo y el nivel dadas por las resistencias lineales son
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 189/203
Combinando las Ecs. (8.21) y (8.22) de la misma manera como se ha hecho en el Cáp. 6 e
introduciendo las variables de desviación da la función de transferencia para el tanque 1
donde Q1 = q1 – q1s , Q = q – q s, y τ 1 = R1 A1.
En la misma manera, combinamos las Ecs. (8.22) y (8.24) para obtener la función de transferencia para
el tanque 2
donde H 2 = h2 – h2s , y τ 2 = R2 A2.
Teniendo la función de transferencia para cada tanque, podemos obtener la función de
transferencia total H 2(s)/Q(s) multiplicando las Ecs. (8.25
) y (8.26) para eliminar Q1(s):
Notar que la función de transferencia total Ec, (8.27), es el producto de dos funciones de
transferencia de primer orden, cada una de las cuales es la función de transferencia de un tanque simple
operando independientemente del otro. En el caso del sistema interactuante de la Fig. 8.14b, la funciónde transferencia total no puede ser encontrada por una simple multiplicación de las funciones de
transferencia de los tanques. Esto será analizado posteriormente.
Ejemplo 8.7
Dos tanques no interactuantes son conectados en serie como muestra la Fig. 8.14a. Las constantes
de tiempo son τ 1 = 0,5 y τ 2 = 1; R2 = 1 . esbozar la respuesta del nivel en el tanque 2 si el flujo de
entrada al tanque 1 cambia en una unidad de escalón.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 190/203
Fig. 8.14a Dos tanque no interactuantes
Fig. 8.14b Dos tanques ínteractuantes
Solución
La función de transferencia de este sistema es dada en la Ec. (8.27) y (8.28)
Para un cambio de una unidad de escalón en Q, se obtiene
Invirtiendo la Ec. (8.29) y reemplazando los valores de τ 1 , τ 2 y R se tiene
h2(t) = [1 – (2e-t – e-2t ) (8.30)
Dando valores a t en la Ec. (8.29), se obtienen los valores de h2(t)
Así mismo, reemplazando valores en la Ec. (8.29)se tiene:
El programa en MATLAB siguiente dará una gráfica de la respuesta a un escalón (salto) unitario deeste sistema. Cuya gráfica se muestra en la Fig. 8.15

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 191/203
» %Respuesta a un escalón unitario» %para dos tanques no interactuantes» num1=[0 0 1];» den1=[0.5 1.5 1];» %Para un solo tanque (el tanque 2)» num2=[0 1];» den2=[1 1];
» t=0:0.1:5;» [y1,x1,t]=step(num1,den1,t);» [y2,x2,t]=step(num2,den2,t);» plot(t,y1,'-',t,y2,'-')» xlabel('Tiempo: seg')» ylabel('H2(t)')» grid
Fig. 8.15 Respuesta transitoria del sistema de nivel de liquido
8.3.2 Generalización de varios sistemas no interactuantes
Habiendo observado que la función de transferencia total para dos sistemas de primer orden no
interactuantes conectados en serie es simplemente el producto de las funciones de transferencia
individuales, podemos ahora generalizar para n sistemas de primer orden no interactuantesrepresentados en la Fig. 8.16.
El diagrama de bloques es equivalente a las relaciones

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 192/203
para obtener la función de transferencia total, simplemente multiplicamos las funciones detransferencia individuales; luego
Del Ejemplo 8.7, notamos que la respuesta a un escalón de un sistema consistente de dos sistemas
de primer ordene tiende a la forma de S , esto se debe a la demora de transferencia y está presentecuando se conectan en serie dos o más sistemas de primer orden.
8.3.3 Sistemas interactuantes
Para ilustrar un sistema interactuante, derivaremos la función de transferencia para el sistema
mostrado en la Fig. 8.14b . el análisis comienza escribiendo los balances de masa para los tanques comoen el caso de no interactuantes. Los balances en los tanques 1 y 2 son los mismos y están dados por las
Ecs. (8.21) y (8.22). Sin embargo la relación de flujo a nivel para el tanque 1 es ahora
La relación de flujo a nivel para R2 es la misma del caso anterior y esta expresada por la Ec.
(8.24). Una vía simple para combinar las Ecs. (8.21
), (8.22), (8.24), y (8.33) es expresándolas primero
en términos de las variables de desviación, transformar las ecuaciones resultantes, y luego combinar las
ecuaciones transformadas para eliminar las variables no deseadas.
Al estado estacionario, las Ecs. (8.21) y (8.22) pueden escribirse
q s – q1s = 0 (8.34)
q1s – q2s = 0 (8.35)

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 193/203
Restando la Ec. (8.34) de la Ec. (8.21) y la Ec. (8.35) de la Ec. (8.22) e introduciendo las
variables de desviación da
Expresando las Ecs. (8.33) y (8.24) en términos de las variables de desviación da
Transformando las Ecs. (8.36) a la (8.39) de
Q(s) – Q1(s) = A1 sH 1(s) (8.40)
Q1(s) – Q2(s) = A2 sH 2(s) (8.41)
R1Q1(s) = H 1(s) – H 2(s) (8.42)
R2Q2(s) = H 2(s) (8.43)
El análisis ha producido cuatro ecuaciones algebraicas conteniendo cinco incógnitas: (Q, Q1 , Q2 ,
H 1, y H 2). Estas ecuaciones se pueden combinar para eliminar Q1 , Q2, y H 1 y llegar a la función de
transferencia deseada:
Notar que el producto de las funciones de transferencia para los tanques operando separadamente,
Ecs. (8.25) y (8.26), no produce el resultado correcto para el sistema interactuante. La diferencia entrela función de transferencia para el sistema no interactuante, Ec. (8.27), y el sistema interactuante, Ec.
(8.44), es la presencia del término A1 R2 en el coeficiente de s.
El termino interactuante es a menudo referido como una carga. El segundo tanque de la Fig,
8.14b se dice carga al primer tanque.
Reemplazando valores en la Ec. (8.44) se tiene

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 194/203
Y la respuesta para un escalón unitario es
Para este ejemplo, vemos que el efecto de la interacción ha sido el cambio efectivo de lasconstantes de tiempo del sistema interactuante. Graficando para el sistema no interactuante, Ec. (8.31)
y el sistema con interacción, Ec. (8.46) se tiene
» num1=[0 0 1];» den1=[1 2 1];» num2=[0 0 1];» den2=[1 3 1];» [y1,x1,t]=step(num1,den1,t);
» [y2,x2,t]=step(num2,den2,t);» plot(t,y1,'-',t,y2,'-')» grid» xlabel('Tiempo: t')» ylabel('Salida: H2(t)')
Fig. 8.16 Efecto de la interacción para dos tanques
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 195/203
Otra forma:
>> G1=tf(1,[0.5 1]) <----- Primer tanque
Transfer function:1
---------0.5 s + 1
>> G2=tf(1,[1 1]) <----- Segundo tanque tanque
Transfer function:1-----s + 1
>> G=G1*G2 <----- Dos tanques en serie
Transfer function:1-------------------
0.5 s^2 + 1.5 s + 1
>> step(G2) <----- Para el segundo tanque solamente
>> hold on>> step(G) <----- Para la función de transferencia total
Obteniendo una gráfica similar a la Fig. 8.16
8.3. 4 Uso de UNTSIM
Podemos usar el simulador UNTSIM para simular la respuesta de un tanque y dos tanques no
interectuantes e interactuantes para cambios en la presión, nivel y temperatura

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 196/203
.4 DEFINICIÓN DE LOS PARÁMETROS DE RESPUESTA TRANSITORIA
En muchos casos prácticos, las características del comportamiento deseado de sistemas de control
están especificadas en términos de magnitudes en el dominio del tiempo. Los sistemas que almacenanenergía no pueden responder instantáneamente y presentan respuestas transitorias toda vez que son
sometidos a entradas o perturbaciones. Las características de desempeño de un sistema de control con
frecuencia se especifican en términos de la respuesta a una entrada de escalón unitario, porque es fácilgenerarla y es lo suficientemente drástica. (Si se conoce la respuesta a un escalón de entrada, es posible
calcular en forma matemática la respuesta ante cualquier entrada).
La respuesta de un sistema ante una entrada escalón unitario depende de las condiciones iniciales.
Al comparar respuestas transitorias de diversos sistemas por conveniencia se suele utilizar la condicióninicial normal de que el sistema está en reposo al principio, y que por tanto, todas las derivadas son
cero. Entonces se pueden comparar fácilmente las características de respuesta.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 197/203
La respuesta transitoria de un sistema de control práctico con frecuencia presenta oscilaciones
amortiguadas antes de alcanzar el estado estacionario. Al especificar las características de respuesta
transitoria de un sistema de control a una entrada escalón unitario, es común especificar lo siguiente:
1. Tiempo de retardo, t d
2. Tiempo de crecimiento, t r
3. Tiempo de pico, t p
4. Sobre impulso máximo, M p
5. Tiempo de establecimiento, t s
A continuación se definen estos parámetros y en la Fig. 8.17 se muestran en forma gráfica.
1. Tiempo de retardo, t d : el tiempo de retardo es el tiempo que tarda la respuesta en alcanzar la mitaddel valor final por primera vez.
2. Tiempo de crecimiento, t r : el tiempo de crecimiento es el tiempo requerido para que la respuesta
aumente del 10 al 90 %, del 5 % al 95 %, o del 0 % al 100 % de su valor final. Para sistemas de
segundo orden subamortiguados se utiliza normalmente el tiempo de crecimiento de 0 % a 100 %.Para sistemas sobreamortiguados se acostumbra usar el tiempo de crecimiento del 10 % a 90 %.
3. Tiempo de pico, t p: el tiempo de pico es el requerido para que la respuesta alcance el primer pico de
sobreimpulso.
Sobreimpulso máximo (porcentual), M p: el sobreimpulso máximo es el valor pico máximo de lacurva de respuesta medido desde la unidad. Si el valor final estabilizado de la respuesta difiere de la
unidad, se suele utilizar el sobreimpulso porcentual máximo. Está definido por
La magnitud del sobreimpulso (porcentual) máximo indica la estabilidad relativa del sistema.
5. Tiempo de establecimiento, t s: el tiempo de establecimiento es el que la curva de respuesta requiere
para alcanzar y mantenerse en un rango alrededor del valor final con una magnitud especificada por
el porcentaje absoluto del valor final (habitualmente 2% o 5%). El tiempo de establecimiento estárelacionado con la constante de tiempo mayor del sistema de control. El criterio para fijar el
porcentaje de error a utilizar depende de los objetivos de diseño del sistema en cuestión.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 198/203
Fig. 8.17 Curva de respuesta al escalón unitario, mostrando t d , t r , t p , M p , t s
Las especificaciones recién dadas, válidas en el dominio del tiempo, son muy importantes, pues
la mayoría de los sistemas de control son sistemas en el dominio del tiempo; esto es, deben presentar
respuestas temporales aceptables. (Esto significa que el sistema de control se debe modificar hasta quesu respuesta transitoria sea satisfactoria). Nótese que si se especifican los valores de t d , t r , t p , M p , t squeda virtualmente determinada la forma de la curva de respuesta
8.5 ANÁLISIS TEÓRICO DE LA RESPUESTA ESCALÓN
Sea la función de transferencia del Ejemplo 8.2, dada por

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 199/203
Fig. 8.18 Diagrama de bloques simplificado
la cual puede escribirse como:
Los polos de lazo cerrado son complejos si B2 – 4JK < 0, y son reales si B2 – 4JK ≥ 0
amortiguada y ξ , relación de amortiguamiento del sistema.
La relación de amortiguamiento ξ , es la relación entre el amortiguamiento efectivo
En términos de ξ , y ω n , la ,función de transferencia del sistema de control propuesto se puedeescribir:
El comportamiento dinámico del sistema de segundo orden se puede describir en términos de dos
parámetros ξ , y ω n ,. Si 0 < ξ < 1, los polos de lazo cerrado, son complejos conjugados y quedan enel semiplano izquierdo del plano s. Se dice entonces que el sistema está subamortiguado, y la respuesta
transitoria es oscilatoria.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 200/203
Si ξ = 1, se dice que el sistema está críticamente amortiguado. Los sistemas sobreamortiguados
corresponden a ξ > 1. La respuesta transitoria de sistemas críticamente amortiguados y
sobreamortiguados, no oscila. Si ξ = 0 la respuesta transitoria no se extingue.
Ahora se obtendrá la respuesta del sistema que aparece en la Fig 8.19 a una entrada escalón
unitario. Se considerarán tres casos diferentes: El subamortiguado (0 < ξ < 1), el críticamenteamortiguado (ξ = 1) y el sobreamortiguado (ξ < 0).
1. Caso subamortiguado, (0 < ξ < 1): En este caso, C(s)/R(s) se puede escribir como:
La frecuencia ω d se denomina frecuencia natural amortiguada. Para una entrada escalónunitario, C(s) se puede escribir
La transformada inversa de Laplace de la Ec.(8.51) se obtiene fácilmente si C(s) se escribe del
siguiente modo:
En el capítulo 4 se mostró que
de aquí se obtiene la transformada inversa de Laplace como
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 201/203
Este resultado se puede obtener en forma directa, utilizando la tabla de transformadas de Laplace.De la Ec. (8.52) se puede ver que la frecuencia de oscilación transitoria es la frecuencia natural
amortiguada ω d y varía con la relación de amortiguamiento ξ . La señal de error para este sistema es
la diferencia entre la entrada y la salida, y es
Esta señal de error presenta una oscilación senoidal amortiguada. En estado estacionario, o en t
= ∞ , no hay error entre entrada y salida.
Si la relación de amortiguamiento ξ es igual a cero, la respuesta se hace no amortiguada y la
oscilación continúa indefinidamente. La respuesta c(t) para el amortiguamiento cero se puede obtener,
substituyendo ξ =0 en la Ec (8.52), llegándose a
c(t) = 1 – cos ω n t (t ≥ 0) (8.54
Así, de la Ec. (8.54) se ve que ω n representa la frecuencia natural no amortiguada del sistema. Es
decir, ω n es la frecuencia a la cual el sistema oscilará si el amortiguamiento descendiera a cero. Si elsistema lineal tiene algún amortiguamiento, la frecuencia natural no amortiguada no se puede observar
en forma experimental. La frecuencia que se puede observar, es la frecuencia natural amortiguada ω d ,
que es igual a
Esta frecuencia es siempre inferior a la frecuencia natural no amortiguada. Un aumento en ξ reduce la frecuencia natural amortiguada ω d . Si ξ se incrementa por encima de la unidad, la respuesta
se vuelve sobreamortiguada y no oscila.
2. Caso de amortiguamiento crítico, (ξ = 1): Si los dos polos de C(s)/R(s) son casi iguales, el sistema
se puede aproximar por uno de amortiguamiento crítico.

5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 202/203
Para una entrada escalón unitario, R(s) = 1/s, C(s) se puede escribir como
La transformada inversa de Laplace de la Ec. (8.55) se puede hallar como
3. Caso sobreamortiguado (ξ > 1): En este caso los dos polos de C(s)/R(s) son reales negativos y
diferentes. Para una entrada escalón unitario, R(s) = 1/s, C(s) se puede escribir como:
Así, la respuesta de c(t) incluye dos términos exponenciales decrecientes.
Al simular sistemas de segundo orden podemos llegar a las siguientes conclusiones:
Al simular sistemas de segundo orden podemos llegar a las siguientes conclusiones:
- Dos sistemas de segundo orden con el mismo ξ , pero diferente ω n, presentan el mismosobreimpulso y el mismo esquema oscilatorio. Se dice que tales sistemas tienen la misma estabilidad
relativa.
- De la Fig. 8.20 se puede ver que un sistema subamortiguado con ξ entre 0.5 y 0.8, se aproximancon más rapidez al valor final que un sistema críticamente amortiguado o subamortiguado. Entre los
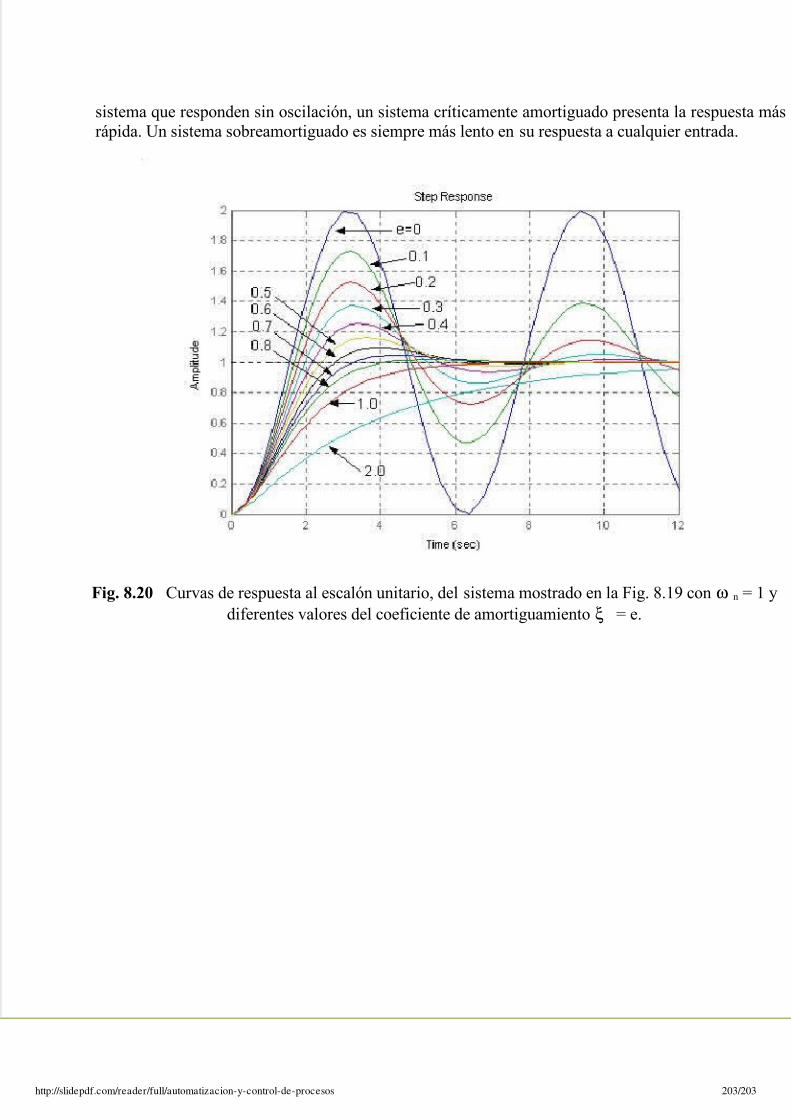
5/11/2018 AUTOMATIZACIÓN Y CONTROL DE PROCESOS - slidepdf.com
http://slidepdf.com/reader/full/automatizacion-y-control-de-procesos 203/203
sistema que responden sin oscilación, un sistema críticamente amortiguado presenta la respuesta más
rápida. Un sistema sobreamortiguado es siempre más lento en su respuesta a cualquier entrada.
Fig. 8.20 Curvas de respuesta al escalón unitario, del sistema mostrado en la Fig. 8.19 con ω n = 1 y
diferentes valores del coeficiente de amortiguamiento ξ = e.