aurausviittojen pystytysautomaatin käytettävyyden parantam… · uvio 4. vijeo designer...
TRANSCRIPT

Toni Salo AURAUSVIITTOJEN PYSTYTYSAUTOMAATIN KÄYTETTÄVYYDEN PARANTAMINEN
Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Sähkötekniikan koulutusohjelma Marraskuu 2007

Tiivistelmä opinnäytetyöstä Toimipiste Ylivieskan yksikkö
Aika 23.11.2007
Tekijä Toni Salo
Koulutusohjelma Sähkötekniikan koulutusohjelma Työn nimi Aurausviittojen pystytysautomaatin käytettävyyden parantaminen Työn ohjaaja Matti Ojala
Sivumäärä 30+2 liitettä
Työn valvoja Jari Halme Tämän opinnäytetyön tavoitteena oli VAMA-Product Oy:n valmistaman aurausviittojen käytettävyyden parantaminen. Tähän pyrittiin vaihtamalla käytössä ollut ohjauspääte kosketuspaneeliin. Tavoitteena oli sovellus, jonka muokkaaminen edelleen olisi mahdollisimman helppoa. Aikaisempi Magelis COMETE XBTN400 –ohjauspääte korvattiin XBTGT2220 –kosketuspaneelilla jota varten laadittiin sovellusohjelma. Paneelin vaihdosta johtuen laadittiin myös uusi logiikkaohjelma. Itse järjestelmään ei tässä yhteydessä puututtu. Lopputuloksena saatiin sekä kosketuspaneelille että logiikalle uudet ohjelmat joiden katsottiin vastaavan asetettuihin vaatimuksiin. Käytännön testaamista ei voitu suorittaa, koska laitteen valmistaminen alkaisi myöhemmin. Asiasanat Kosketuspaneeli, ohjelmoitava logiikka, pystytysautomaatti
Abstract CENTRAL OSTROBOTHNIA POLYTECHNIC Ylivieska unit
Date 23.11.2007
Author Toni Salo
Degree program Degree Programme for Electric Technology Name of thesis Upgrading the usability of the automaton used to raise snow stakes Instructor Matti Ojala
Pages 30 + 2
Supervisor Jari Halme The aim of this Bachelor's thesis was to upgrade the usability of the automaton used to raise snow stakes made by VAMA-Product Inc. This goal was intended to be reached by replacing the previous operating terminal with the new touch panel. A further aim was to make an application that would be easy to edit. The previous Magelis COMETE XBTN400 operating panel was replaced with a XBTGT2220 touch panel by designing a new application. Because of replacing the old operating terminal with a new touch panel a new application for the programmable logic controller was designed. There weren't any chances made in the system during this project. As a result of this project there was a new application both for the touch panel and for the programmable logic controller which met the expectations that had been set in the beginning. Field tests were not able to be made because manufacturing of the automaton would start later. Key words Touch panel, programmable logic controller, raising automaton
TIIVISTELMÄ ABSTRACT SISÄLLYSLUETTELO 1 JOHDANTO 1 2 AURAUSVIITTOJEN PYSTYTYSAUTOMAATTI 2 3 OHJAUSPÄÄTTEET 5 3.1 Yleistä ohjauspäätteistä 5 3.2 Kosketuspaneeli 7 3.3 Magelis XBTGT2000-sarja 7 3.4 Magelis XBTGT2220 8 3.5 Vijeo Designer –ohjelmointiohjelmisto 9 3.5.1 Alkumäärittelyt 9 3.5.2 Käyttäjähallinta 10 3.5.3 Muuttujat 11 3.5.4 Pystytysautomaatin ohjauspaneelisovellus 12 4 OHJELMOITAVA LOGIIKKA 17 4.1 Yleistä 17 4.2 Ohjelmointilaitteet 18 4.3 Logiikkaohjelmoinnin esitystavat 19 4.4 Logiikan muisti 21 4.5 Keskusyksikkö 21 4.6 Tulo- ja lähtöyksiköt 22 4.7 Teholähde 22 4.8 Lisämoduulit 22 4.9 Logiikka pystytysautomaatissa 23 4.9.1 TWIDO –keskusyksikkö 23 4.9.2 Käytetyt laajennusyksiköt 23 4.10 TwidoSoft –ohjelmointiohjelmisto 23 4.11 Aurausviittojen pystytysautomaatin logiikkasovellus 25 5 YHTEENVETO 30 LÄHTEET LIITTEET
1 JOHDANTO Aihe tähän opinnäytetyöhön saatiin Keski-Pohjanmaan ammattikorkeakoulun Ylivieskan
yksikön sähkötekniikan koulutusohjelmasta johon oltiin oltu yhteydessä työn teettäjän
taholta.
Tämän opinnäytetyön tarkoituksena on parantaa Ylivieskassa toimivan VAMA-Product
Oy:n valmistaman aurausviittojen pystytysautomaatin käytettävyyttä. Lähtökohtana
toiminnalle on aiemmin käytetyn Magelis COMETE XBTN400-tyypin ohjauspäätteen
huono soveltuvuus tehtäväänsä. Korvaava laite on tarkoitus valita Magelis XBTGT2000-
sarjan kosketusnäytöistä jotka ovat yhteensopivia käytössä olevan ohjauslogiikan kanssa.
Tarkoituksena on myös käydä lävitse aiempi käytössä jo oleva logiikkasovellus, ja sen
pohjalta edelleen kehittää uusittuun ohjauslaitteeseen soveltuva sovellus. Logiikkana on
tällä hetkellä käytössä Schneider Electricin tarjoama TWIDO TWDLMDA20DKT-
perusyksikkö.
Sovellussuunnittelussa on eräänä lähtökohtana nyt tehtyjen sovellusten mahdollisimman
hyvät edellytykset käyttää niitä edelleen pohjana yhtiön muissa vastaavan tyyppisissä
käyttökohteissa.
Opinnäytetyön kirjallinen osuus jakautuu ohjauspäätteitä ja logiikkaa sekä näiden
ohjelmointiohjelmia käsitteleviin osuuksiin. Lisäksi esitellään itse kehitystyön kohteena
ollut aurausviittojen pystytysautomaatti lyhyesti.

2 AURAUSVIITTOJEN PYSTYTYSAUTOMAATTI
Aurausviittojen pystytysautomaatti on alun perin kehitetty Aimo Pinolan toimesta, ja sille
on haettu patentti vuonna 2002. Laitteen ohjaus rakentuu Schneider Electricin
markkinoiman TWIDO TWDLMDA20DKT-perusyksikön ja tähän liittyvien
TWDDDO16TK-lähtöyksikön sekä TWDDDI16DT-tuloyksikön ympärille. Hallinta
tapahtuu ohjaamoon sijoitettavasta hallintapaneelista käsin. Varsinaiset liikkeet tapatuvat
hydraulisesti.
Perinteisesti aurausviittojen pystytys tapahtuu käsityönä kahden henkilön toimesta, mutta
automaatti tarvitsee ainoastaan yhden käyttäjän, joka samalla toimii siirtoalustana toimivan
ajoneuvon kuljettajana. Automaatti voidaan asentaa joko kevytkuorma-autoon, kuorma-
autoon, pyöräkuormaajaan tai traktoriin käyttämällä tarvittavia soviteosia.
KUVIO 1. Aurausviittojen pystytysautomaatti
Automaatin työkierto on lyhyesti kuvattuna seuraava. Kuljettaja käynnistää työkierron
ohjaamon hallintapaneelista. Automatiikka siirtää pistopiikin noin 30 cm:n etäisyydelle
laitteen sivulle. Pistopiikki kairaa maahan viittaa varten reiän. Automaatti siirtää viitan
samalle liikesuoralle, jota pistopiikki aiemmin liikkui. Viitta asetetaan reikään,
tamppausterä tiivistää paikan ja kallistaa viittaa tien liuskan suuntaan. Automaatti palaa
takaisin perustilaansa, ja työkierto valmistuu.
Mikäli pistopiikki osuu johonkin esteeseen, kuten kiveen, saa kuljettaja tästä tiedon
ohjaamoon, ja työkierto keskeytyy automaatin jäädessä odottamaan kuljettajan päätöstä
tilanteen ratkaisuksi. Vaihtoehtoina ovat työkierron keskeyttäminen ja paluu perustilaan,
työkierron jatkaminen huolimatta piston epäonnistumisesta tai kolmantena vaihtoehtona
automaatin toiminnan jäädyttäminen niin, että vaakapuomi jonka päässä varsinaiset
toimilaitteet ovat ei palaudu takaisin perusasentoon. Tässä tapauksessa kuljettaja siirtää
ajoneuvoa sopivaksi katsomansa matkan ja aloittaa työkierron uudelleen porauksesta
lähtien.
Automaattia voidaan käyttää sekä muovi-, bambu- kuin myös risuviittojen pystyttämiseen
kuitenkin niin, että risuviittojen tulee tyvestään olla suoria ja oksattomia noin 60 cm:n
matkalta. Lisäksi automaatilla voidaan pystyttää maanteiden päällystystyössä käytettäviä
mittapaaluja. (VAMA-Product 2006.)
Automaatin viittakasetin lataaminen tapahtuu manuaalisesti, ja tähän kuluu aikaa noin 6 –
10 minuuttia. Itse työteho on tielaitoksen tekemän tarkastelun mukaan 1000 – 1136 viittaa
kahdeksassa tunnissa. (Linna 2005, 43.)

TAULUKKO 1. Pystytysautomaatin tekniset tiedot
Siirtoajoleveys: 300 cm
Paino: 950 kg
Käyttöjännite: 24 V (lisävaruste 12 V)
Hydr.pumppu: 40 l/min – 150 bar
Pistopiikin poraussyvyys: n. 300 mm
Automaatin toimintakiertoaika: 10 sek (riippuen asetuksista)
Max. työteho: n. 150 viittaa / h
Kasetin latausaika: 6 – 10 min
Viittakasetin lokerojen lukumäärä: 150 - 200
Mikäli työmäärä vuotta kohti on vähintäänkin 1200 tiekilometriä, on tielaitos hyöty- ja
kustannuslaskelmissaan todennut, että automaatin hankintakustannukset tulevat korvatuiksi
nopeimmillaan alle kahdessa vuodessa. (Kone-Forum 2006.)
3 OHJAUSPÄÄTTEET
3.1 Yleistä ohjauspäätteistä
Perinteisesti ohjauspäätteet muodostuvat näytöstä, sekä vaihtelevasta määrästä
painonappeja. Painonappeja voidaan käyttää käskyjen antamiseen laitteelle, siirtymiseen
eri näyttötilojen välillä tai erilaisiin kuittauksiin. Näytöt voivat olla joko alfanumeerisia
sekä matriisi- tai graafisianäyttöjä. Näyttöjen koot puolestaan vaihtelevat yhden rivin
tekstinäytöstä varsin kookkaisiin ja samalla runsaasti tietoa tarjoaviin graafisiin näyttöihin.
Useimmiten juuri käyttötarkoitus määrittää käytettävän ohjauspäätteen valintaperusteet.
Esimerkkinä voidaan käyttää metalliteollisuudesta sinkkitehtaalla käytettyä pukkinosturia.
Laite toimii automaattisesti, eikä sen käyttäjän normaalissa käyttötilanteessa ole tarpeen
tarkastella laitteeseen kuuluvaa ohjauspäätettä. Häiriötilanteessa tämän kautta voidaan
helposti saada tieto siitä, mistä ongelma suoranaisesti johtuu tai aikakin siitä, mikä
välillisesti on aiheuttamassa ongelmaa. Kyseisen näytön tarkoituksena ei kuitenkaan ole
välittää laajaa graafista informaatiota, vaan tiedot saadaan tekstimuodossa. Tilanteissa,
joissa käyttäjä on jatkuvassa näköyhteydessä laitteeseen, muodostavat erilaiset hälytykset
pääosan siitä informaatiosta, jota ohjauspäätteeltä halutaan. Toisaalta myös antureilta
saatavat ja laitetta paikoilleen kohdistettaessa käytettävät oloarvotiedot ovat tärkeitä
käyttäjän kannalta. Oloarvotietoja ovat mm. tiedot siitä ovatko esimerkiksi työvarret tulleet
perille asemaan. Ohjauspäätteeseen liittyy varsin kookas, useita rivejä käsittävä,
näppäinosa, jonka kautta päätteellä voidaan operoida. Tällaisessa ympäristössä on
perusteltua käyttää perinteistä ohjauspaneelia, sillä kentällä työhanskat kädessä tapahtuva
päätteen käsittely on helposti kovakouraisempaa kuin valvomo tai muissa ns. sisätiloissa
työskenneltäessä.
Sen sijaan käytettäessä ohjauspäätettä sellaisen laitteen ohjaamiseen, johon ei välttämättä
ole suoraa näköyhteyttä, muodostuu graafinen informaatio merkittäväksi. Esimerkkinä
tällaisesta kohteesta voidaan mainita niin ikään metalliteollisuudesta löytyvä automaatti,
sinkkielektrolyysin irrotuskone. Koneen pääasiallinen valvonta tapahtuu erillisestä
ohjaamosta, mistä ei ole suoraa näköyhteyttä koneen kaikille sektoreille. Tällöin on

käytetty kookasta graafista ohjauspäätettä kosketusnäytöllä, johon on kuvattu koko laite ja
siinä liikkuvat katodilevyt. Tällaisessa käyttötarkoituksessa kosketuspaneeli on erittäin
käyttökelpoinen ratkaisu, sillä näytöllä olevista kohteista on voitu näin luoda objekteja,
joita häiriötilanteessa koskettamalla käyttäjä pääsee operoimaan kulloinkin huomiota
vaativaa toimilaitetta.
Se, mikä siis antaa tällaisessa tapauksessa kosketusnäytölle erityistä lisäarvoa, on sen
visuaalisuus. Tässä yhteydessä se tarkoittaa, että käyttäjän ei ole tarpeen ryhtyä
valitsemaan näppäimistöltä oikeaa painiketta, vaan hän voi kuvaannollisesti tarttua suoraan
ongelmaan. Lisäksi voidaan todeta, että esimerkin kaltaisissa, lähes valvomoon
verrattavissa olosuhteissa, ei kosketuspaneelin käytölle ole edellä mainitunkaltaisia
ympäristöllisiä esteitä.
.
KUVIO 2. Erilaisia näyttöjä (1. Alfanumeerinen tekstinäyttö, 2. Matriisinäyttö, 3.
Ohjauspääte alfanumeerisella näytöllä, 4. Graafinen ohjauspääte
näppäimistöllä, 5. Graafinen ohjauspääte kosketusnäytöllä)
3.2 Kosketuspaneeli
Nykyaikana kosketusnäyttöjen käyttö on lisääntynyt huomattavasti teknisen kehityksen
myötä. Jo varsin jokapäiväiseen käyttöön on tullut sellaisia laitteita, joiden toteuttaminen
muutoin tuntuisi jo ajatuksena jotenkin kömpelöltä ja nykytietämyksen valossa jopa
kaukaiselta. Eräänä esimerkkinä tällaisesta laitteesta voidaan mainita navigaattorit, joiden
käyttö autoilijoiden parissa on jatkuvasti lisääntynyt.
Paitsi päivittäisessä elektroniikassa, on kosketusnäyttöjen käyttö lisääntynyt myös
työkonesovelluksissa. Sinälläänhän ei kyseinen tekniikka ole mitenkään uutta, mutta sen
käyttö on pitkään rajoittunut enemmänkin teollisuuden käyttökohteisiin.
Eräs merkittävä seikka, jota ei välttämättä tule heti ajatelleeksi, on tilantarve, joka
kosketuspaneelin kohdalla on selkeästi pienempi kuin näytön ja näppäimien
muodostamassa ohjauspäätteessä. Koska näppäimet voidaan toteuttaa ohjelmallisesti
näytölle, eivät ne vie erikseen tilaa. Koska kullekin näyttöikkunalle voidaan laatia omat
painikkeensa, ei ohjauspäätteen tilantarve määräydy siitä, kuinka paljon painikkeita
sovellukseen tarvitaan. Mikäli käytettävissä oleva tila ei ole rajallinen, ei koon merkitys ole
tällöin niin merkittävä kuin tilanteessa, jossa tila on joko rajoitettu tai kookas pääte haittaisi
muuta ympäristöä. Myöskään ei sovi unohtaa painikkeiden määrän asettamaa rajoitusta
sovellusta tehtäessä. Kosketuspaneeli, jossa painikkeet toteutetaan ohjelmallisesti, tarjoaa
huomattavasti enemmän mahdollisuuksia sovellukseen sisällytettävien painikkeiden
määräksi.
3.3 Magelis XBTGT2000-sarja
Magelis XBTGT2000-sarja on Telemecaniquen tarjoamista graafisista ohjauspäätteistä
pienempi, kooltaan 5.7” LCD kosketusnäyttö. Näytöt ovat joko kaksi tai useampi värisiä ja
kaikki kyseisen sarjan mallit ovat suoraan yhteensopivia TWIDO –logiikkaperheen kanssa.
Syöttöjännite on kaikissa 24 V, ja ohjelmointi tapahtuu VijeoDesigner –
ohjelmointiohjelmalla, joka on yhteensopiva Windows 2000 sekä XP -käyttöjärjestelmien
kanssa.
3.4 Magelis XBTGT2220
Sovellusta tehtäessä käytössä oli Magelis XBTGT2000-sarjan malli XBTGT2220, joka on
mallisarjan toinen värillinen näyttö ja värien määrä on 64. Näyttö on toteutettu Super
Twisted Nematic (STN)-tekniikalla joka tunnetaan myös passiivimatriisina ja joka on
nykyisin yleisimmin käytetty näyttötyyppi. Kyseinen tekniikka tarkoittaa näytön olevan
superkierteisesti nemanttinen ja perustuvan kiteiden kahtaistaittuvuuteen. (Lallukka &
Ojala 2006.)
Kuten kaikissa sarjan näytöissä on muuttujien esitystavoiksi käytettävissä vaihtoehdot:
alfanumeerinen, bittikartta (bmp), pylväsdiagrammi, mittari, ohjauspainike, merkkivalo,
kello, vilkkuva merkkivalo sekä näppäimistö. Lisäksi näytöllä voidaan esittää trendejä ja se
sisältää sisäänrakennetut hälytyslogit. (Ohjauspäätteet ja valvomo-ohjelmistot valintaopas
2004.)
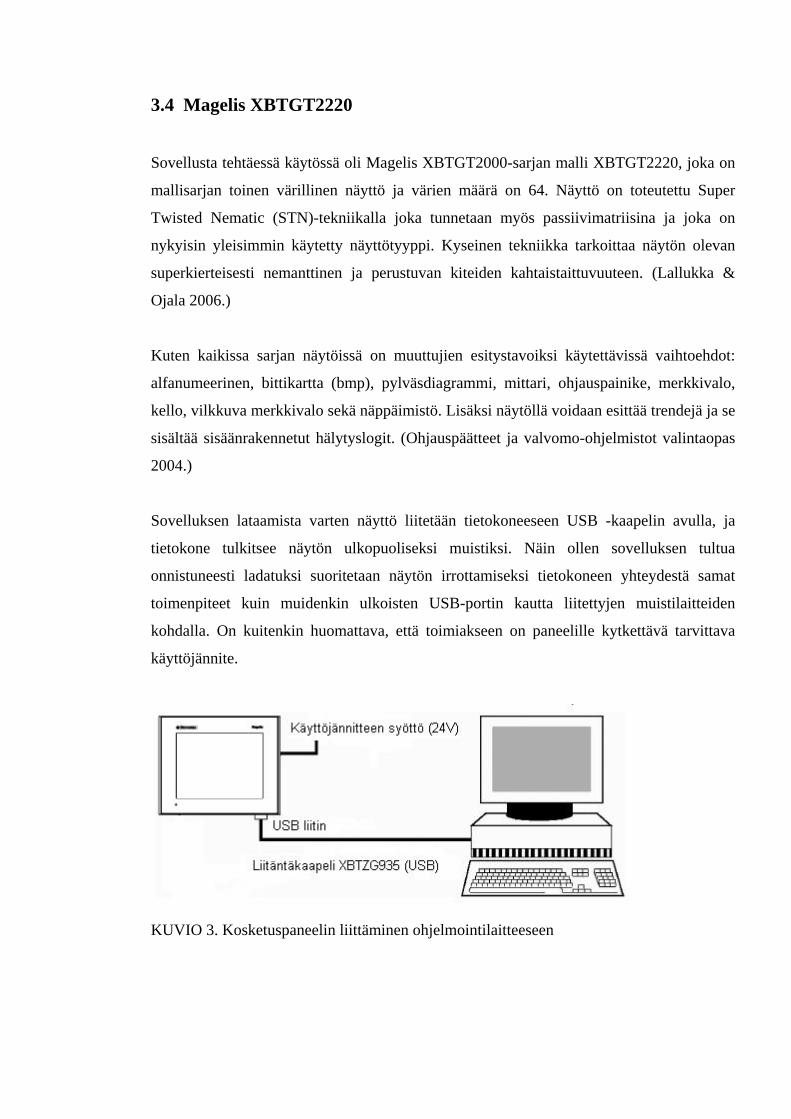
Sovelluksen lataamista varten näyttö liitetään tietokoneeseen USB -kaapelin avulla, ja
tietokone tulkitsee näytön ulkopuoliseksi muistiksi. Näin ollen sovelluksen tultua
onnistuneesti ladatuksi suoritetaan näytön irrottamiseksi tietokoneen yhteydestä samat
toimenpiteet kuin muidenkin ulkoisten USB-portin kautta liitettyjen muistilaitteiden
kohdalla. On kuitenkin huomattava, että toimiakseen on paneelille kytkettävä tarvittava
käyttöjännite.
KUVIO 3. Kosketuspaneelin liittäminen ohjelmointilaitteeseen
Paneelin säilytyslämpötilarajoiksi valmistaja ilmoittaa –20 C° - +60 C° ja
käyttölämpötiloiksi 0 C° - +50 C°. (Magelis XBTGT User Manual. 2006.) Tarkemmat
tekniset tiedot on esitetty liitteessä 1.
Paneelin liittäminen TWIDO –perheen logiikkaan tapahtuu RS-485 –standardin mukaista
kommunikointiporttia käyttäen. Kommunikointiprotokollana käytetään Schneider Electric
Industries SAS:n Uni-Telway –protokollaa.
3.5 Vijeo Designer -ohjelmointiohjelmisto
Windows-pohjainen Vijeo Designer –ohjelmointiohjelmisto on tarkoitettu uusien
kosketusnäyttöisten ja graafisten XBTG –ohjauspäätteiden ohjelmointiin. Ulospäin
ohjelman rakenne on tuttu muista vastaavista ohjelmointiohjelmistoista, joita käytetään
joko logiikoiden tai ohjauspaneelien ohjelmoinnissa.
3.5.1 Alkumäärittelyt
Ryhdyttäessä laatimaan uutta projektia on alkuvaiheessa suoritettava joukko määrittelyitä,
kuten projektin sisältämien kohteiden lukumäärä, mahdollinen salasana sekä käytettävän
paneelin tyyppi. Lisäksi määritetään mahdollinen IP -osoite sekä paneelin ja ohjattavan
laitteen välinen yhteysprotokolla. Tähän on valittavana useita eri vaihtoehtoja jotka on
eroteltu valmistajan mukaan. Mikäli sovellus on tehty alun perin käytettäväksi esimerkiksi
XBTGT2120 –tyypin paneelissa ja myöhemmin samaa sovellusta haluttaisiin käyttää
XBTGT2220 -tyypissä voidaan kyseinen muutos suorittaa helposti aktivoimalla kohde
navigointi-ikkunassa. Tämän jälkeen voidaan kyseinen muutos suorittaa objektin
ominaisuudet –ikkunassa.
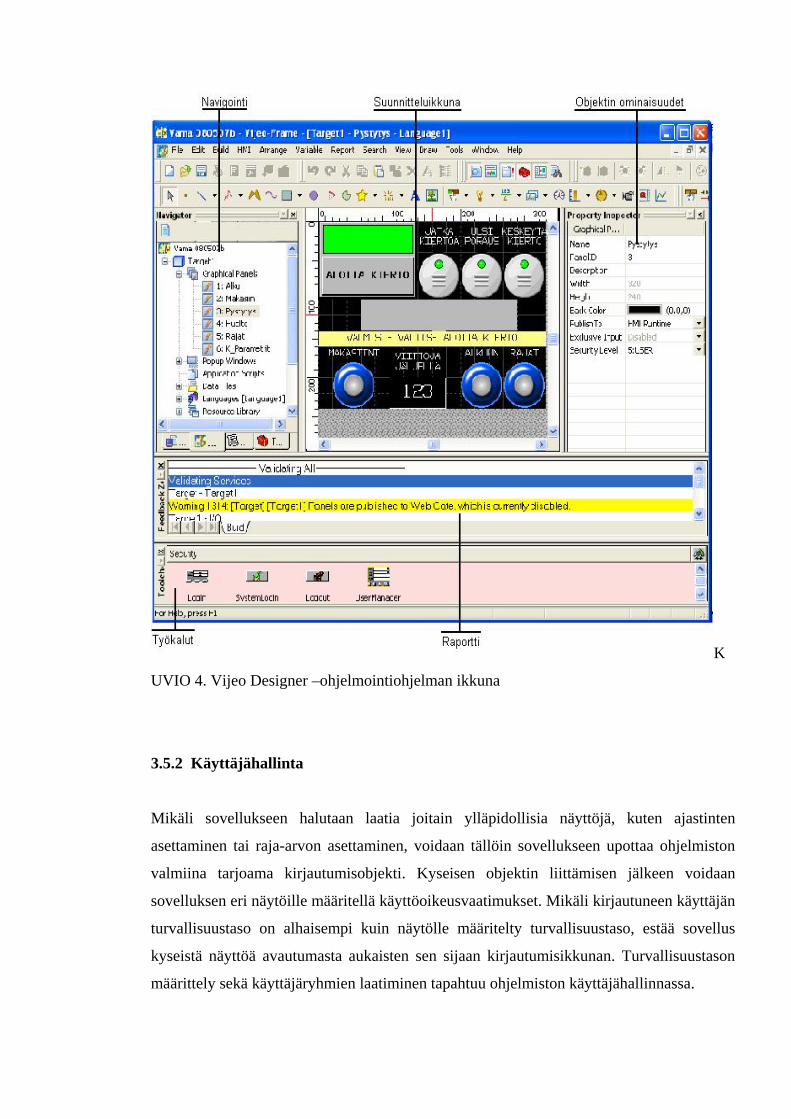
K
UVIO 4. Vijeo Designer –ohjelmointiohjelman ikkuna
3.5.2 Käyttäjähallinta
Mikäli sovellukseen halutaan laatia joitain ylläpidollisia näyttöjä, kuten ajastinten
asettaminen tai raja-arvon asettaminen, voidaan tällöin sovellukseen upottaa ohjelmiston
valmiina tarjoama kirjautumisobjekti. Kyseisen objektin liittämisen jälkeen voidaan
sovelluksen eri näytöille määritellä käyttöoikeusvaatimukset. Mikäli kirjautuneen käyttäjän
turvallisuustaso on alhaisempi kuin näytölle määritelty turvallisuustaso, estää sovellus
kyseistä näyttöä avautumasta aukaisten sen sijaan kirjautumisikkunan. Turvallisuustason
määrittely sekä käyttäjäryhmien laatiminen tapahtuu ohjelmiston käyttäjähallinnassa.

KUVIO 5. Käyttäjähallinta-ikkuna
Enimmillään sovellukseen voidaan laatia 20 eri käyttäjä ryhmää, joista kuhunkin voidaan
sisällyttää 100 käyttäjää. Näin ollen käyttäjien enimmäismääräksi muodostuu yhteensä
2000 käyttäjää.
3.5.3 Muuttujat
Ohjelmisto sisällyttää kuhunkin projektin kohteeseen automaattisesti joukon muuttujia,
joita voidaan käyttää hyväksi sovelluksen toteutuksessa. Tällaisia yleisesti käytettäviä
järjestelmän sisäisiä muuttujia ovat esimerkiksi kuukausi, vuosi sekä aika muuttujat, joiden
avulla voidaan toteuttaa päivyri ja kellonaika näytöt.
Käyttäjä voi luonnollisesti määritellä tarvitsemiaan joko sisäisiä tai ulkoisia muuttujia,
joihin voidaan soveltaa joko suoraa tai epäsuoraa osoitusta. Suoralla osoituksella
tarkoitetaan muuttujalle määriteltyä laitteen osoitetta esimerkiksi logiikkaohjelman
apubittiä ja epäsuoralla esimerkiksi otetun apubitin määrittelemistä jonkin toisen muuttujan
kautta. Muuttujia määriteltäessä on käytettävissä neljä eri tietotyyppiä jotka ovat discrete,
float, integer ja string. Tietotyypin määrityksen lähtökohtana on muuttujan käyttötarkoitus.
Tällöin edellä mainitun apubitin tietotyypiksi ei määritettäisi integeriä, jota käytetään 8:n
bitin muodostaman sanan määrittämiseen, vaan discrete. Dicrete -tietotyypillä käytettävissä
on kaksi eri tilaa kuten yksittäisen bitin tapauksessa on tarpeen. Objektin ominaisuudet –
ikkunan oikeassa laidassa sijaitsevan painikkeen avulla käyttäjä saa avatuksi valikon,

minkä kautta muuttujan osoitteen määrittely voidaan tehdä joustavasti, ohjelman tarjotessa
käytettävissä olevat vaihtoehdot.
KUVIO 6. Muuttujan määritysvalikko ja objektin ominaisuudet –ikkuna
3.5.4 Pystytysautomaatin ohjauspaneelisovellus
Lähdettäessä laatimaan sovellusta oli otettava huomioon muutamia seikkoja. Ensinnäkin
sovellusta tulisi voida edelleen kehittää muihin käyttökohteisiin, sovelluksen tulisi olla
mahdollisimman käyttäjä-ystävällinen ja sovelluksesta olisi saatava riittävästi tietoa
laitteen toiminnasta.
Koska sovellusta olisi voitava käyttää myös muissa sovelluksissa, tuli tarpeelliseksi laatia
erillinen ylläpitonäyttö, jonka kautta voitaisiin parametroida logiikkasovelluksessa
käytettäviä ajastimia. Koska tavallisella käyttäjällä ei voida katsoa olevan tarvetta päästä
muokkaamaan ainakaan kaikkia mainittuja arvoja oli sovellukseen asetettava
käyttäjähallinta jonka avulla voidaan määritellä ne käyttäjäryhmät joiden voidaan katsoa
olevan aiheellista päästä suorittamaan mahdollisia muutoksia.
Varsinaisia rajoitetun käyttöoikeuden näyttöjä ei sovelluksessa ole kuin yksi, ja muiden
näyttöjen mahdollista suojaamista käyttäjätunnuksin sekä salasanoin voidaan tietysti pitää
tarpeettomanakin. Tällä voidaan kuitenkin katsoa saavutettavan se etu, ettei asiaton

käyttäjä pääse käynnistämään automaattia tai suorittamaan muita mahdollisia ei-toivottuja
toimenpiteitä.
Edellä mainitun ylläpidon parametrointi -näytön lisäksi sovellus muodostuu yhteensä
viidestä eri näytöstä sekä neljästä ponnahdusikkunasta. Varsinaisen operointialueen,
käyttäjän pääsääntöisesti normaalioloissa hyödyntämät näytöt, muodostaa kaksi näyttöä.
Nämä näytöt ovat ohjausnäyttö sekä makasiinin hallintanäyttö. Näistä kahdesta
ohjausnäytön sisältö on seuraava:
• työkierron käynnistyspainike
• työkierron jatkamispainike porauksen epäonnistuessa
• porauksen uusinta painike kuljettajan siirrettyä ajoneuvon uuteen kohtaan
• työkierron keskeytyspainike porauksen epäonnistuessa
• työkierron etenemistä kuvaava lamppurivi
• tekstinäyttö johon koottu ilmoitukset häiriöistä sekä työkierron etenemisestä
• näyttö kertomaan makasiinissa jäljellä olevien viittojen määrän
• näyttöjen välisen siirtymispainikkeet (3 kpl).
Makasiini hallintanäytön toiminnot ovat:
• painike toimintojen lukitsemiseksi makasiinin täytön ajaksi
• painike lukituksen avaamiseksi täytön jälkeen
• painike, joka aukaisee ponnahdusikkunan viittojen määrän syöttämistä varten
• painike, joka nollaa pystytysten määrän laskurin
• numeronäyttö pystytysten määrälle
• tekstinäyttö, joka kertoo lukituksen tilan
• painike, joka aukaisee ohjausnäytön.

TAULUKKO 2. Painikkeiden värikoodauksen yleisperiaate
Painikkeen väri Toiminnat
Vihreä Käynnistykset, kuittaukset, lukitusten vapautus
Sininen Siirtymiset näyttöjen välillä
Punainen Lukitukset, nollaukset
Keltainen Muut toiminnot
Riippumatta väristä kaikkiin painikkeisiin on liitetty äänimerkki ilmaisemaan toimintaan ja
lisäksi tiettyihin painikkeisiin on asetettu viive. Painiketta on tällöin pidettävä alhaalla
tietty aika ennen kuin laite tulkitsee tilan muuttuneen. Tällä menettelyllä on pyritty
estämään mahdollisten virhepainallusten aiheuttamat ei-toivotut toiminnot.
Painikkeet, joissa viivettä on käytetty, ovat pystytysten laskurin nollaus sekä
ohjausnäyttöön sijoitetut keskeytyneen työkierron jatkovalinnat. Koska painikkeet on
sijoitettu yhteen varsinaisen työkierron aloittamisen kanssa on näin pyritty huomioimaan
mahdollinen tilanne, jossa ajoneuvon kuljettaja vahingossa tulisi painaneeksi väärää
painiketta käynnistyksen yhteydessä. Sama perustelu pätee myös työkierron uudelleen
käynnistyksen yhteydessä, jolloin kuljettajan on todellakin valittava juuri haluamansa
vaihtoehto sen sijaan, että nopea painallus sattuisi osumaan väärään painikkeeseen.
KUVIO 7. Ohjausnäyttö
Kolme muuta sovellukseen kuuluvaa näyttöä ovat:
• Aloitus -näyttö
• Rajahälytykset -näyttö
• Käyttäjän parametrit –näyttö.
Aloitus -näytössä käyttäjä voi valita joko siirtymisen automaatin käyttöön, siirtymisen
käyttäjänä muokattavissa oleviin parametreihin – kaksi ajastinta. Mikäli käyttäjä kuuluu
ylemmät käyttöoikeudet omaavaan ryhmään, hän pääsee käsiksi myös ylläpidon
parametrointiin. Rajahälytykset –näytössä käyttäjä saa tarkemmat tiedot mahdollisen
rajahälytyksen sattuessa. Mikäli näin tapahtuu, on mahdollista, että kyse on myös
varsinaisesta viasta eikä vain satunnaisesta häiriöstä. Käyttäjän parametrit –näytössä
käyttäjä voi muokata kouran pitoaikaa tai noston viivettä pystytyksen yhteydessä.
Pitoajalla tarkoitetaan aikaa, jonka tartunta pitää viittaa kiinni sen jälkeen, kun se on
painettu maahan. Viive tarkoittaa tässä aikaa joka kuluu tartunnan irrotuksesta kouran
nostoon.
Sovellukseen sisältyvät neljä ponnahdusikkunaan sisältävät seuraavat toiminnot:
• Selitykset -ikkuna
• Viittoja –ikkuna.
• Login –ikkuna
• Nollaa –ikkuna.
Selitykset ikkunaan on koottu lyhyet kuvaukset ylläpidon asetettavista olevista ajastimista.
Viittoja –ikkunan kautta käyttäjä pääsee syöttämään makasiiniin ladattujen viittojen
määrään. Tässä yhteydessä käytetään hyväksi ohjelmistoon sisältyvää
ponnahdusnäppäimistöä. Login –ikkuna sisältää käyttäjähallinnan kirjautumisikkunan joka
niin ikään on ohjelmistoon suoraan tarjoama objekti. Nollaa –ikkunan kautta käyttäjä
pääsee nollaamaan pystytyslaskurin.
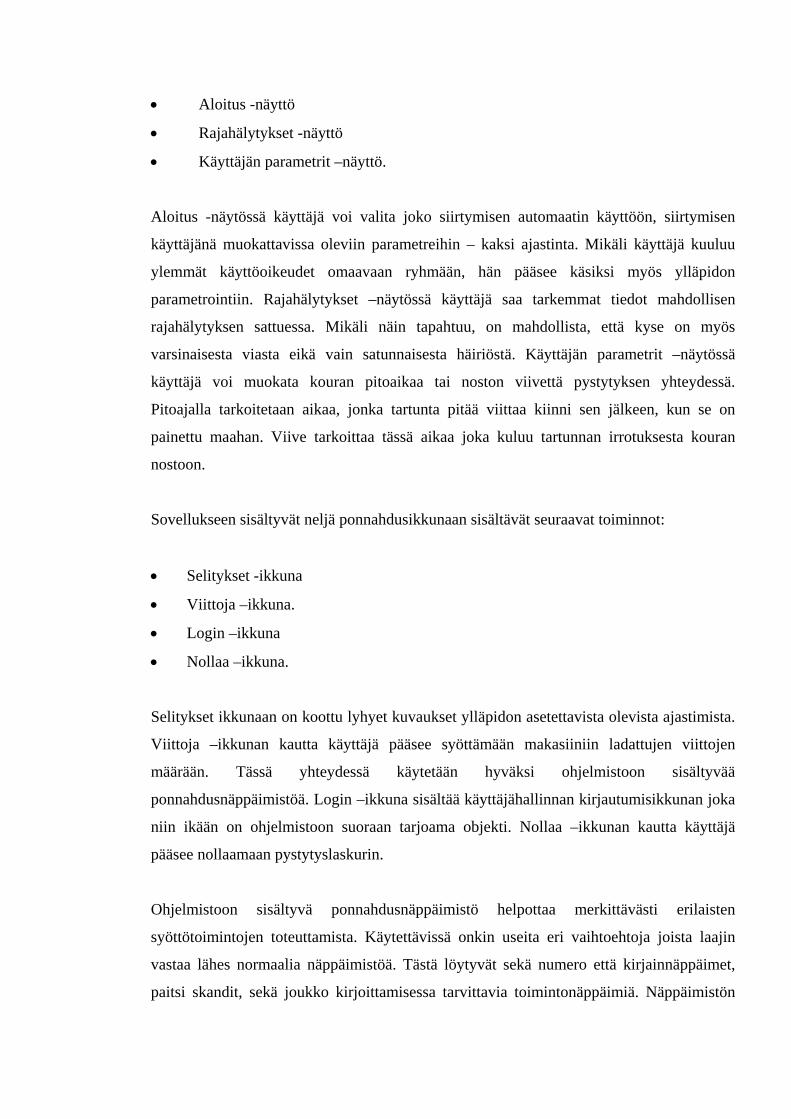
Ohjelmistoon sisältyvä ponnahdusnäppäimistö helpottaa merkittävästi erilaisten
syöttötoimintojen toteuttamista. Käytettävissä onkin useita eri vaihtoehtoja joista laajin
vastaa lähes normaalia näppäimistöä. Tästä löytyvät sekä numero että kirjainnäppäimet,
paitsi skandit, sekä joukko kirjoittamisessa tarvittavia toimintonäppäimiä. Näppäimistön
ulkoasu vaihtelee sen mukaan mikä kieli on asetettu käyttäjäsovelluksessa. Vaihtoehtoina
ovat englanti, espanja, ranska, saksa ja italia. Näppäimistöistä pienin on neljän näppäimen
muodostama muutosnäppäimistö. Tämä on tarkoitettu muuttujan arvon kasvattamiseen tai
vähentämiseen niin, että näppäimistössä ovat vain nuolinäppäimet ylös ja alas sekä Esc ja
Enter. Normaalisovelluksen toteuttamisen kannalta oleellisin näppäimistövaihtoehto on
kuitenkin numeerinen näppäimistö. Tällöin voidaan valita joko desimaali / oktaali,
heksadesimaali tai binäärinäppäimistö. Sovelluksessa onkin käytetty
desimaalinäppäimistöä liittyen kaikkien ajastinten sekä laskurin arvojensyöttöön.
KUVIO 8. Desimaalinäppäimistö
Sovellusta rakentaessa kannattaa miettiä, käyttääkö ponnahdusikkunassa samaa
taustaväriä, oletusarvoisesti musta, kuin varsinaisten näyttöjen taustavärinäkin. Koska
ponnahdusikkuna on huomattavasti pienempi kuin näyttö, voi tämä samaa taustaväriä
käytettäessä johtaa tilanteeseen jossa on epäselvää missä sijaitsevat ponnahdusikkunan
objektit ja mitkä taasen kuuluvat alla olevaan näyttöön. Mikäli jostain syystä ei
ponnahdusikkunan taustaväriä halua vaihtaa, on syytä harkita ponnahdusikkunan koon
kasvattamista yhtä suureksi kuin varsinainen näyttökin on. Koon muokkaaminen tapahtuu
yksinkertaisesti valitsemalla navigaatio –ikkunasta haluttu ponnahdusikkuna, jonka jälkeen
tämän asetukset ovat muokattavissa objektin ominaisuudet –ikkunassa.

4 OHJELMOITAVA LOGIIKKA
4.1 Yleistä
Alunperin ohjelmoitava logiikka, – programmable Logic Controller (PLC), Programmable
Logic Unit (PLU), suunniteltiin korvaamaan releillä toteutetut ohjauspiirit. Aloite releiden
korvaavaksi ohjausjärjestelmäksi tuli autoteollisuudelta, joka kaipasi mekanisoituihin
tuotantolinjoihinsa kehittyneempiä ohjausmenetelmiä. Verrattuna perinteiseen
reletekniikkaan voidaan logiikan avulla saavuttaa selkeitä etuja, joista oleellisimpina
voidaan mainita selkeästi vähentynyt tilantarve sekä muutosten tekemisen helpottuminen.
Ohjelmoitavien logiikoiden käyttökohteet ovat hyvin moninaiset alkaen yksittäisen
keskusyksikön ohjaamasta kuljetin sovelluksesta laajempiin automaatioratkaisuihin, joissa
voidaan hyödyntää moderneja tekniikoita kuten kenttäväylää sekä langatonta tiedonsiirtoa.
Kooltaan logiikoiden avulla toteutetut automatisointitehtävät ovat pieniä ja keskisuuria
niin, että suuret tehtävät toteutetaan erillisillä automaatiojärjestelmillä. (Keinänen,
Kärkkäinen, Metso & Putkonen 2001, 241 – 242.)
Aikaisemmin logiikat voitiin jakaa kahteen päätyyppiin, joista toinen tunnettiin
askeltavana logiikkana ja toinen vapaasti ohjelmoitavana logiikkana. Oleellisin ero näiden
välillä on siinä, että askeltavat logiikat ovat sekvenssityyppisiin ohjauksiin tarkoitettuja
tietokoneita. Näiden käyttökohteena oli sellaisten lähinnä releillä ja pneumaattisesti
ohjattujen logiikkajärjestelmien korvaaminen, joissa ohjaukset muodostuivat jo ennestään
askelketjuna etenevistä toiminnoista. Nykyään askeltavat logiikat ovat poistuneet lähes
täysin käytöstä ja ne on korvattu vapaasti ohjelmoitavilla logiikoilla. Vapaasti
ohjelmoitavien logiikoiden ohjelman kirjoitusjärjestys on vapaa, koska sillä ei ole
toiminnallista merkitystä. Ohjelmaa selataan jatkuvasti, ja ohjaukset tapahtuvat aina
ehtojen täyttyessä. (Keinänen ym. 2001, 243 – 244.)
Vapaasti ohjelmoitavien logiikoiden jakoperusteena voidaan käyttää kahta eri perustetta,
joista ensimmäinen on niiden prosessoriteho. Tällöin on eroteltavissa kolme ryhmää;
pienet, keskisuuret sekä suuret logiikat. Tehon perustuessa kykyyn käsitellä tulo- ja
lähtötietoja voidaan näille antaa jaottelussa käytettäväksi viitteellisiä I/O-määriä: pienet
logiikat alle 100 I/O:ta, keskisuuret 100 – 500 I/O:ta, suuret yli 500 I/O:ta. (Isaksson
2000.)
Toisena mahdollisuutena on jakaa ohjelmoitavat logiikat rakenteensa perusteella kahteen
ryhmään, joista toisen muodostavat pienet ja kompaktit logiikat, joihin itseensä sisältyy
jonkin verran I/O:ta. Toisen ryhmän muodostavat puolestaan kookkaammat modulaariset
logiikat, joissa eri moduulit asennetaan virtalähteellä varustettuun kehikkoon ja liitetään
toisiinsa.
4.2 Ohjelmointilaitteet
Logiikoiden ohjelmointi voi tapahtua pääasiassa kolmella eri välineellä: erillisellä
ohjelmointilaitteella, pienellä käsiohjelmointilaitteella tai tietokoneella. jossa on logiikan
ohjelmointiin tarvittava ohjelmisto.
Ohjelmointilaite sisältää normaalisti näppäimistön sekä näytön, jolla ohjelmointi voidaan
suorittaa. Erillisten ohjelmointilaitteiden käytettävyyttä rajoittaa se, että ne varsin
tyypillisesti ovat merkkikohtaisia, mikä merkitsee sitä, ettei toisen logiikkamerkin
ohjelmointilaitetta voi käyttää toisenmerkkisen logiikan ohjelmointiin. Lisäksi nämä voivat
olla varsin kookkaita ja näin ollen varsin työläitä liikuteltavia. (Isaksson 1999.)
Pienikokoiset käsiohjelmointilaitteet ovat helposti liikuteltavia, niissä on yleensä yhden tai
kahden rivin näyttö ja tarvittavat näppäimet. Näytöstä johtuen ohjelmointi on kuitenkin
suoritettava käskylistamuodossa, ja koska nähtävissä on kulloinkin hyvin lyhyt osa
ohjelmasta, ei laajempien ohjelmointitehtävien suorittaminen ole näiden avulla mitenkään
mielekästä. Lähinnä nämä soveltuvat kunnossapidon työvälineeksi ja kentällä tapahtuvien
pienten muutosten suorittamiseen. (Isaksson 1999.)
Nykyaikaisin ja käytetyin väline logiikkaohjelmointiin on tietokone varustettuna
logiikkaohjelmointiohjelmistolla. Koska samalle tietokoneelle voidaan asentaa useiden eri
logiikoiden ja logiikkavalmistajien ohjelmointityökalut, laajenee näiden käytettävyys
ohjelmointitehtävissä. Kannettavien tietokoneiden kehittymisen myötä on näiden

käytettävyys myös kentällä tapahtuviin ohjelmointitehtäviin lisääntynyt. Tietysti
käytettävyyteen näissä tilanteissa vaikuttavat aina ympäröivät olosuhteet. Tietokoneilla
ajettavat nykyaikaiset ohjelmointiohjelmat ovat varsin kehittyneitä ja niillä voidaan
toteuttaa ohjelmointitehtäviä useilla eri esitystavoilla. Lisäksi näiden yhteydessä on usein
käytettävissä erikoistehtäviin suunniteltuja valmiita alirutiineja, jotka voidaan ottaa
käyttöön ja näin nopeuttaa ohjelmoinnin suorittamista
4.3 Logiikkaohjelmoinnin esitystavat
Logiikkaohjelmat voidaan laatia käyttämällä kolmea eri esitystapaa. Nämä ovat
käskylistaesitys, logiikkakaavioesitys sekä tikapuukaavioesitys. Esitystapojen ulkoasut
poikkeavat selvästi toisistaan.
Perinteinen käskylistaesitys - englanniksi Statement List (STL), saksaksi Anweisungsliste
(AWL) - löytyy pääsääntöisesti kaikista eri ohjelmointityökaluista ja joissakin se on ainoa
käytettävissä oleva esitystapa. Käskyrivit muodostuvat käskystä, siihen liittyvästä
operandista sekä mahdollisesta kommentista. Käskylista muistuttaakin hyvin paljon
Assembly-kielistä ohjelmointia. Tämän ohjelmointitavan avulla voidaan toteuttaa myös
sellaisia käskyjä, joita muut ohjelmointitavat eivät mahdollista. Käskylistaesityksen
havainnollisuus ei kuitenkaan ole yhtä hyvä kuin toisten tapojen, ja sen käyttö onkin
suurinta lähinnä kokeneiden suunnittelijoiden keskuudessa. (Isaksson 2000.)
Logiikkakaavioesitys – englanniksi Function Block Diagram (FBD), saksaksi
Funktionsplan (FUP) - edustaa ohjelmoinnin kehittyneintä vaihetta. Tässä graafisessa
esitystavassa ohjelma muodostetaan IEC 60 617 -standardin mukaisista
logiikkasymboleista. Esitystavan etuna on, että loogiset toiminnat voidaan esittää selkeästi
ja tiivistetysti. (Isaksson 2000.)
Tikapuukaavioesitys – englanniksi Ladder Diagram (LAD/LD), saksaksi Kontaktplan
(KOP) - pohjautuu perinteiseen relekaavioon ja sen luettavuus on varsin hyvä. Tämä
esitystapa tunnetaan myös nimillä relekaavio- ja kosketinkaavioesitys. Ohjelma koostuu
virtapiireistä, jotka puolestaan rakentuvat JA- sekä TAI-kytkentäisistä koskettimista.

Lisäksi ohjelmoinnissa on käytettävissä joukko toimilohkoja, joihin kuuluvat muiden
muassa ajastimet, laskurit sekä erilaiset matemaattiset toimilohkot. (Isaksson 2000.)
KUVIO 9. Logiikkaohjelmoinnin esitystavat
Huolimatta siitä, että saman ohjelmakoodin käyttäminen eri valmistajien logiikoissa on
mahdotonta, ohjelmoinnin kuvaustavat on kuitenkin sovittu eri valmistajien välillä. IEC
61131-3 -standardi sisältää logiikkaohjelmoinnissa käytettävien kuvaustapojen määrittelyn.
Standardiin liittyvien asioiden edelleen kehittämiseksi ovat eri maiden käyttäjäryhmät sekä
ohjausjärjestelmien valmistajat perustaneet tuoteriippumattoman organisaation, joka
tunnetaan nimellä PLCopen.
4.4 Logiikan muisti
Logiikoihin liittyy käyttötarkoituksen mukaan tarkasteltuna karkeasti jaotellen kaksi eri
muistia, joista molemmilla on omat tehtävänsä. Nämä muistit ovat ohjelmamuisti ja
apumuisti, joista apumuisti voidaan jakaa vielä useisiin eri muisteihin. (Isaksson 1999.)
Ohjelmamuistiin, joka tunnetaan myös PROM-muistina, tallennetaan logiikan toimintaa
ohjaava ohjelma. Riippumatta siitä, millä esitystavalla ohjelma on laadittu, se tallennetaan
aina käskyinä. Tyypiltään ohjelmamuistit ovat joko paristovarmennettua RAM:ia,
EPROM- tai EEPROM-muistia. (Isaksson 1999.)
Apumuisti on tyypiltään RAM-muistia, ja se sijaitsee keskusyksikössä. Apumuisti sisältää
digitaalimuotoisen tiedon logiikan lähtöjen, tulojen, laskureiden, apumuuttujien ja muiden
vastaavien tiloista. Nykyaikaisessa logiikassa apumuistin laajuus saattaa olla jopa
kymmeniä tuhansia bittejä. RAM-muistille on tyypillistä, että se tyhjenee sähkökatkoksen
yhteydessä. Näiden varalta apumuistista on kuitenkin määritelty, tai käyttäjän
määriteltävissä, osa niin sanotuksi puskuroiduksi muistiksi mikä tarkoittaa, että ne
säilyttävät tilansa sähkökatkon ajan. Muita ohjelmoinnin kannalta merkityksellisiä muisteja
ovat erikoisapumuisti sekä datamuisti. Erikoisapumuisti sisältää sellaisia logiikan sisäisiä
muistipaikkoja, joilla on jokin tietty, ennakolta ohjelmoitu käyttötarkoitus kuten
kellopulssit. Datamuistiin tallennetaan numerotietoja, joita ohjelmansuorituksessa
käytetään. Tällaisia tietoja ovat esimerkiksi reseptit ja asetusarvot. (Isaksson 1999.)
4.5 Keskusyksikkö
Keskusyksikön – Central Processing Unit (CPU) – varsinaisena tehtävänä on ohjelman
suorittaminen. Toiminnan perustana on jatkuva ohjelmakierto, joka ei pysähdy. Jokaisella
ohjelman suorituskerralla verrataan tulojen ja lähtöjen kuvamuistissa olevia tilatietoja
ohjelmamuistiin tallennettuun ja suoritetaan looginen päättely. Keskusyksikkö muodostuu
prosessorista, joita voi nykyisin yhdessä logiikassa olla useampiakin, muistista sekä eri
porteista. (Isaksson 1999.)

4.6 Tulo- ja lähtöyksiköt
Logiikan tulo- ja lähtöyksiköt voivat tyypiltään olla joko digitaalisia tai analogisia
kuitenkin niin, että tavallisimmin samassa moduulissa ei ole kummankin tyypin I/O:ta.
Tuloyksiköt on eristetty logiikan elektroniikasta käyttämällä optoerotusta eli galvaanista
erotusta, jossa tuloviesti ei siirry suoraan sähköviestinä kentältä, vaan välitykseen
käytetään valodiodin ja fototransistorin muodostamaa optoerotinta. Digitaaliset tuloyksiköt
voivat kytkentäteknisesti olla tyypiltään joko PNP- tai NPN-tyyppisiä. (Isaksson 2000.)
Lähtöpiirien tehtävänä on ohjata järjestelmään liitettyjä toimilaitteita, joita voivat olla
vaikka releet tai merkkilamput. Tyypillisesti logiikan lähdöt ovat joko rele- tai
transistorilähtöjä, mutta myös triakkilähdöt ovat mahdollisia. (Isaksson 2000.)
4.7 Teholähde
Teholähteen tehtävänä on syöttää logiikan sekä sen I/O:n toiminnassaan tarvitsema teho.
Tämän lisäksi se myös erottaa galvaanisesti logiikan verkkojännitteestä. Logiikasta
riippuen jännitelähde voi olla sisäänrakennettuna CPU:hun tai se voi olla oma erillinen
yksikkönsä. Logiikoiden käyttämä jännite on normaalisti joko 24 VDC tai 230 VAC.
(Isaksson 2000.)
4.8 Lisämoduulit
Logiikoihin on saatavissa merkkikohtaisia laajennusmoduuleja. Normaalien analogisten ja
digitaalisten I/O-lisämoduulien lisäksi on olemassa myös erikoismoduuleja tiettyihin
erityistarkoituksiin. Tällaisiin erikoismoduuleihin kuuluu tietoliikenne-, asemointi- sekä
väylämoduuleja. Usein lisämoduulit ovat niin sanottuja älykkäitä yksiköitä. Yksikköä
kutsutaan älykkääksi, mikäli sillä on oma prosessorinsa. (Isaksson 2000.)
4.9 Logiikka pystytysautomaatissa
4.9.1 TWIDO -keskusyksikkö
Aurausviittojen pystytysautomaatissa käytetään Schneider Electricin Telemecaniquen
TWIDO pienlogiikka perheen TWIDO Modular –keskusyksikköä, tyyppimerkinnältään
TWDLMDA20DTK. Yksikkö on varustettu kahdellatoista 24 V:n tulolla sekä kahdeksalla
24 V:n staattisella lähdöllä jotka ovat tyypiltään PNP transistoriyksiköitä mikä
tyyppimerkinnässä ilmoitetaan luvun 20 jälkeen olevan kirjain yhdistelmän keskimmäisellä
T -kirjaimella. Yksikön nimellinen syöttöjännite on 24 VDC, mutta sallitut rajat ovat 20,4
– 26,4 VDC. Perusyksikköön voidaan enimmillään liittää 4 I/O- laajennusyksikköä.
Kyseisessä logiikkasarjasta voidaan puhua konkreettisestikin pienlogiikasta, sillä
keskusyksikön paino on vain 140 g. Muut ulkomitat ovat: Leveys 35,4 mm; korkeus 90,0
mm; pituus 81,3 mm (max).
4.9.2 Käytetyt laajennusyksiköt
Pystytysautomaatin logiikkajärjestelmän muodostaa yhdessä keskusyksikön kanssa
lähtöyksikkö TWDDDO16TK sekä tuloyksikkö TWDDDI16DT. Molemmissa
laajennusyksiköissä on kuusitoista erillistä liitäntää, tuloyksikön ollessa kytkentäteknisesti
joko PNP tai NPN -tyyppisen lähtöyksikön ollessa pelkästään PNP -tyyppisen. Sekä tulot
että lähdöt ovat tarkoitetut 24 VDC –jännitteelle tuloyksikön tehonkeston ollessa 7 mA ja
lähtöyksikön vastaavasti 0,1 A.
4.10 TwidoSoft -ohjelmointiohjelmisto
TwidoSoft on Schneider Electricin Twido –sarjan logiikoille tarkoitettu 32-bittinen
Windows-pohjainen graafinen ohjelmointityökalu joka toimii Windows 98SE, Windows
2000 sekä Windows XP käyttöjärjestelmissä. Ohjelmointi voidaan tehdä joko tikapuu- tai
käskylista muodossa, mutta logiikkakaavioesitys ei tässä ohjelmointityökalussa ole

käytettävissä. Sen sijaan ohjelma tukee omaa Grafcet –ohjelmointiaan, joka tarjoaakin
erittäin käyttökelpoisen työkalun ohjelmoitaessa askeleittain etenevää sekvenssiohjausta.
Grafcet -ohjelmoinnissa askeleiden määrä riippuu käytössä olevasta Twido –
keskusyksiköstä, mutta yhtä aikaa aktiivisena olevien askeleiden määrää ei ole erikseen
rajoitettu. Vähimmillään on käytettävissä kuusikymmentäkaksi askelta ja enimmillään
yhdeksänkymmentäviisi. Lisäksi tulevat ohjelman käyttöön varatut erikoisaskeleet
ennakko- ja jälkiprosessointiin. Ohjelmassa on lisäksi joukko erikoisbittejä, joiden avulla
voidaan ohjata Grafcet –askelketjussa suoritettavia operaatioita. Tällaisista erikoisbiteistä
voidaan esimerkkinä mainita S21 joka on ennakkoprosessointiin varattu Grafcet -alustus.
Tämän seurauksena kaikki aktiivisena olevat askeleet nollataan ja aloitusaskel aktivoidaan.
Ulkoisesti Grafset –muotoinen sovellus voidaan esittää joko käskylistauksena tai
tikapuukaaviona ja näkyvät ulkoiset merkit käytetystä ohjelmoinnista ovatkin varsin
vähäisiä.
K
UVIO 10. Grafcet –ohjelmointi tikapuu- ja käskylistaesityksenä
Tikapuuesityksessä sovellus rakentuu matriisilohkoista, joista kussakin on seitsemän riviä
ja yksitoista saraketta. Ohjelmassa tästä lohkosta käytetään nimitystä rung (porras,
askelma). Kukin lohko toteutetaan vasemmalta oikealle, ylhäältä alas, rivi kerrallaan.
Lisäksi lohkot on jaettu kahtia niin, että sarakkeet 1 – 10 muodostavat varsinaisen
testivyöhykkeen johon sijoittuvat toteutettavat ehdot. Osittain testivyöhykkeen päälle
sarakkeisiin 8 – 11 sijoittuu toimintavyöhyke, johon sijoittuvat lähdöt sekä
operaatioyksiköt, joiden toiminta riippuu testivyöhykkeen lopputuloksesta.
4.11 Aurausviittojen pystytysautomaatin logiikkasovellus
Koska sovelluksen käyttökohteena on kaupallinen tuote, joka on jatkuvan tuotekehityksen
kohteena, joten sovellusta suunniteltaessa on lähtökohtaisesti pidettävä mielessä sen
mahdollisimman selkeä rakenne edelleen kehittämistä silmällä pitäen. Tämän takia sekä
ohjelmointiteknisistä seikoista johtuen voidaan sovelluksen katsoa jakautuvan kolmeen
kokonaisuuteen. Sovelluksen alun lohkot sisältävät ennen varsinaista automaatin toiminnan
käynnistämistä suoritettavat sekä tähän liittyvät niin sanotut aputoiminnot. Toisen
kokonaisuuden muodostavat varsinaiset työkierron askeleet ja kolmantena tulevat lähtöjen
ohjaukset. Koska laitteen, pystytysautomaatin, toiminta on luonteeltaan askeltavaa on
Grafcet –ominaisuuden käyttö sovelluksessa luontevaa, koska tämä osaltaan lyhentää
sovelluksen pituutta.
Toiminnan käynnistymistä ennen ja mahdollisesti sen aikana suoritettavat lohkot sisältävät
käynnistyksen jälkeisen täydellisen alustuksen, jossa yhteydessä kaikki Grafcet –askeleet
nollataan sekä tarkastetaan mahdolliset hälytykset. Lisäksi tähän osioon on koottu
sovelluksessa käytettäviin ajastimiin liittyvät ohjaukset sekä määrittelyt. Itse asetusarvot
määritetään tässä tapauksessa ohjauspaneelista käsin ja ne kirjoitetaan logiikan muistiin
jossa se on sovelluksen luettavissa. Myös ohjauspaneelia varten käytössä olevat työkierron
etenemisen kuvaamiseen käytettävät apubitit ohjataan tässä osassa.
Työkierron askeleet on toteutettu Grafcet –askelluksena, joiden asettumista ohjaavat paitsi
laitteelta saatavat anturisignaalit, myös useat ajastimet sekä vertailuoperaatiot. Askelluksen
mukana muutetaan eri muistipaikkojen sisältöä niin, että näitä seuraamalla voidaan
ohjauspaneelin kautta välittää käyttäjälle tietoa automaatin kulloisestakin työkierron
vaiheesta sekä muista toimintaan vaikuttavista tekijöistä. Sovelluksen tähän osaan on
lisäksi sijoitettu eri laskureihin kohdistuvat toimenpiteet.
Askellusosan jälkeen on loppuun sijoitettu varsinaiset lähtöjen ohjaukset sekä muutama
tähän olennaisesti liittyvä operaatioyksikkö. Tänne on sijoitettu myös ohjauspaneelista
käsin hallittava viittamakasiinin täytön aikainen turvalukitus, jonka tarkoituksena on estää
kaikki laitteen toiminnat makasiinia täytettäessä. Tässä on kuitenkin otettava huomioon,
että lukitus ei toimi mikäli käyttäjä ei itse aktivoi sitä. Ainoina poikkeuksina ovat maton
eteen ja taaksepäin ajot käyttäjän toimesta huoltopainikkeiden avulla, mutta ohjelman
suorittama maton eteenpäin pyöritys on estetty joka tapauksessa.
Huomattavaa on, että haluttaessa ohjelmoida ajastimet käyttämään asetusarvonaan
ulkopuolelta, ohjauspaneelilta, määrättävää arvoa on tällöin ajastimen ohjelmointi
toteutettava ensin käskylista muodossa, vaikka ohjelma muuten kirjoitettaisiinkin käyttäen
tikapuuesitystä. Vaihdettaessa esitystavasta toiseen jää näin toteutettu ajastin näkymää
käskylistamuodossa omana lohkonaan. Mikäli ajastimelle määritetään jo ohjelmoinnin
yhteydessä asetuksen lukuarvo, voidaan ohjelmointi tällöin toteuttaa normaalisti molempia
esitystapoja käyttäen.

KUVIO 11. Mukautettu vuokaavio Grafcet –askeleista

Seuraavaksi kuvataan pääpiirteittäin kunkin askeleen sisältämät toiminnot. Koska edellisen
askeleen suoritus sisältää seuraavan askeleen asettumisehdot, ei näitä ole merkitty erikseen
kaavioon.
TAULUKKO 3. Grafcet –askelten toiminnat
Askel Toiminta
1 Työkierron aloitus, testataan toimielinten sijoittumiset rajoille ja
odotetaan ohjauspaneelilta tulevaa käynnistyskäskyä.
2 Kouran tarttuminen viittaan.
3 Vaakapuomin siirtyminen ulkorajalle.
4 Vaakapuomin saavuttua ulkorajalle odotetaan viiveen kuluminen
ennen poraukseen ryhtymistä.
5 Poraus, eli pisto, jatketaan kunnes saavutetaan alaraja tai
aikavalvonnan edellyttämän ajan.
6 Poran palautus ylärajalle.
7 Poran kääntö ulkorajalle, siirretään viitta työsuoralle.
8 Piston 1. vaihe, odotetaan viive ennen tartunnan irrottamista viitasta.
9 Piston 2. vaihe, odotetaan viive ennen kouran nostoa.
10 Kouran nosto sekä laskuri operaatiot.
11 Vaakapuomin siirto sisälle.
12 Poran kääntö sisärajalle.
13 Makasiinin ajo eteenpäin, aikavalvonta, viitat lopussa.
14 Makasiinin ajo eteenpäin.
15 Paluu valmiustilaan makasiinin täytön jälkeen.
16 Porauksen epäonnistumisen jälkeen kuljettajan tekemä valinta
jatkosta; keskeytys, normaali jatko, jatko laitteen siirtämisen jälkeen.
17 Vaakapuomin siirto sisälle.
18 Rajahäiriö.

5 YHTEENVETO
Projektin onnistumisen kannalta on hyvin oleellista, kuinka täsmällisesti sille asetetut rajat
on alun alkaen määritelty. Koska nyt kyse oli jo tuotannossa olevan laitteen
jatkokehityksestä, oli luonnollista, että jo ennen varsinaisen työn käynnistymistä tiedettiin,
mitä laitteita tultaisiin käyttämään ja ennen kaikkea millaisia tuloksia odotettiin.
Ainoa merkittävä virheellinen alkuoletus oli, että uuden ohjauspaneelin ohjelmointi
voitaisiin toteuttaa aikaisemmin käytössä olleella ohjelmointiohjelmalla. Tämä ei
kuitenkaan ollut mahdollista, mikä ilmeni jo varsin aikaisessa vaiheessa, vaan tarkoitusta
varten oli hankittava kokonaan uusi ohjelmisto. Tätä ohjelmistoa ei maahantuoja
kuitenkaan kyennyt toimittamaan kuin usean kuukauden odotuksen jälkeen mikä
käytännössä aiheutti alkuperäisen aikataulun täydellisen pettämisen. Tämä ei onneksi
aiheuttanut ongelmia laitteen tuotantoon, sillä uudistettua laitetta oli tarkoitus ryhtyä
valmistamaan vasta myöhempänä ajankohtana.
Koska tuotteen jatkuva kehittäminen on merkittävää sen mahdollisimman pitkän
tuotannollisen elinkaaren saavuttamiseksi, on sovelluksia suunniteltaessa pyrittävä
huomioimaan niiden mahdollisimman hyvä edelleen kehitettävyys. Näin on pyritty
menettelemään myös tässä työssä, sillä eräänä ajatuksena alussa oli, että nyt tehtyjä
sovelluksia voitaisiin käyttää mahdollisimman pienin muutoksin myös yhtiön muissa
tuotteissa. Se, miten tämä käytännössä tulee onnistumaan ja miten hyvin nyt tehty
ohjauspaneeli sovellus toimii käytännössä, selviää kuitenkin parhaiten silloin, kun ne
otetaan työkäyttöön. Suunnittelussa on kuitenkin pyritty ottamaan mahdollisimman hyvin
huomioon aiemmista laitteista käyttäjiltä saatu palaute.

LÄHTEET Julkaistut lähteet Linna, Eemeli. 2005. Artikkeli. Maatilan Pirkka 2/2005. Keinänen, Tommi & Metso, Kari & Putkonen, Kari. 2001. Koneautomaatio 2: Logiikat ja ohjausjärjestelmät. WSOY. VAMA-Product. Tuoteluettelo.2006. S.l. S.n. Magelis XBTGT User Manual. 2006. S.l. S.n. Sähköiset julkaisut Kone-Forum. WWW-dokumentti. Saatavissa http://www.koneforum.com/2004/index.php?print=true&r=177&pl=FIN. Luettu 19.5.2007. Lallukka, Juha & Ojala, Janne. 2006. Grafiikkanäytön ohjaus AVR-mikro-ohjaimella. Turun ammattikorkeakoulu. Tekniikan ja liikenteen osasto. Pdf-dokumentti. Saatavissa http://kehittaminen.turkuamk.fi/mpnaykki/projektit/dokumentit/2005/TutkimusS02/ryhma6/Tutkimusraportti_1_2.pdf. Luettu 19.5.2007. Ohjauspäätteet ja valvomo-ohjelmistot valintaopas. 2004. Pdf-dokumentti. Saatavissa http://www.schneider-electric.fi. Luettu 19.5.2007. Julkaisemattomat lähteet Isaksson Paul. 1999. Automaatiotekniikka PLC-tekniikan perusteita. Automaation perusteiden luentomateriaali. Keski-Pohjanmaan ammattikorkeakoulu. Tekniikan yksikkö. Kokkola. Isaksson Paul. 2000. Logiikkaohjaus. Ohjaustekniikan luentomateriaali. Keski-Pohjanmaan ammattikorkeakoulu. Tekniikan yksikkö. Kokkola.

LIITE 1/1

LIITE 1/2