apost3 2 bmp - grupo de integração da...
TRANSCRIPT
57
Capítulo 3
Referências Tecnológicas e Cálculo Dimensional
3.1. Necessidade de Referências
No projeto, usinagem e inspeção de uma peça, certas medicões são necessárias. Frequentemente
as medições referem-se à posição de um ponto, linha ou superfície. Por sua vez, estes pontos, linhas
e superfícies são referenciados a outros pontos, linhas e superfícies. Isto ilustra a necessidade de
referências.
Na usinagem, para se alcançar a precisão necessária de uma superfície, depende-se
principalmente dos fatores que influenciam o processo de usinagem, e que não dependem das outras
porções da peça, e portanto a precisão não relaciona-se diretamente ao conceito de referências.
Entretanto, a precisão de posicionamento de uma superfície relaciona-se diretamente a outras partes
da peça, e portanto estas superfícies são muito importantes para estabelecer-se referências. A seleção
de referências é um dos fatores mais importantes que afetam a precisão da posição relativa entre duas
superfícies numa peça. É uma tarefa importante no planejamento do processo.
As referências podem ser classificadas segundo as seguintes categorias:
• referências de projeto
• referências de fabricação
• referências de apoio
• referências de medição
• referências de montagem
3.1.1. Referências de Projeto
Uma referência de projeto pode ser um ponto, uma linha ou uma superfície no desenho de uma
peça, a partir da qual cota-se a posição de um outro ponto, linha ou superfície. As dimensões no
desenho da peça são denominadas cotas de projeto.
Por exemplo, na figura 3.1, as referências de projeto dos planos B, D, F e J são o plano A, furo
C, geratriz E sobre a superfície cilíndrica, e ponto I sobre a superfície esférica, respectivamente
(figuras 3.1(a), (b), (c) e (d)). Por outro lado, se os elementos geométricos A, C, E e I são
considerados, B, D, F e J são suas referências de projeto.

58
Figura 3.1. Exemplos de referências de projeto
As referências de projeto de superfícies cilíndricas são sempre pontos, linhas ou superfícies
externas a elas, e suas linhas de centro não podem ser esta referência, porque uma linha de centro é o
centro geométrico da superfície cilíndrica, que representa a posição da superfície. A posição da
superfície cilíndrica com a sua linha de centro é definida por um outro ponto, linha ou superfície
externa ao cili ndro. Por exemplo, as referências de projeto dos furos C, H, K e M são o plano D, a
linha geratriz G na superfície cilíndrica, o ponto I na superfície esférica e o furo L, respectivamente
(figuras 3.1(b), (c), (d) e (e)), e vice-versa. Na figura 3.1(f), a concentricidade entre as duas
superfícies cilíndricas externas P e Q é especificada no desenho. Neste caso, a dimensão nominal
entre as linhas de centro de P e Q pode ser considerada igual a zero com sua tolerância igual a
0,01mm. P e Q são referências de projeto uma da outra.
Algumas vezes vários elementos geométricos (pontos, linhas e superfícies) podem ter a mesma
referência de projeto. Além disso, um elemento pode ser definido através de várias referências de
projeto. Por exemplo, na figura 3.1(f), a face N é a referência de projeto das faces R, S e T; enquanto
R, S e T são as referências de projeto de N.
As referências e cotas de projeto são dadas pelo projetista, baseado nos seguintes fatores:
• a condição na qual a peça vai funcionar
• exigência do cliente
• exigências físicas (cinemática, dinâmica, etc)
• aparência do produto
Racionalmente, quando as cotas e referências de projeto são definidas, considerações de
manufatura devem ser incluídas. No passado, projeto e manufatura eram tratados como duas funções
separadas. Entretanto, existem evidências atualmente na indústria de manufatura do início da prática
59
da Engenharia Concorrente (ou Simultânea). Através do projeto concorrente de produtos e processos,
o projeto será realizado no chão-de-fábrica a um menor custo.
3.1.2. Referências de Fabricação
Uma referência de fabricação é um elemento geométrico (ponto, linha ou superfície) do qual a
posição da superfície a ser usinada é dimensionada. A referência de fabricação normalmente é feita
num desenho da peça no plano de operações (figura 1.10). A dimensão entre a referência de
fabricação e a superfície a ser usinada chama-se cota de fabricação.
Como exemplos de referências de fabricação tem-se:
• linha geratriz na superfície cilíndrica de uma peça, na qual deseja-se usinar, numa fresadora
convencional, um rasgo de chaveta ou uma engrenagem;
• o “zero-peça”, que é a referência de todas as operações de usinagem numa máquina CNC.
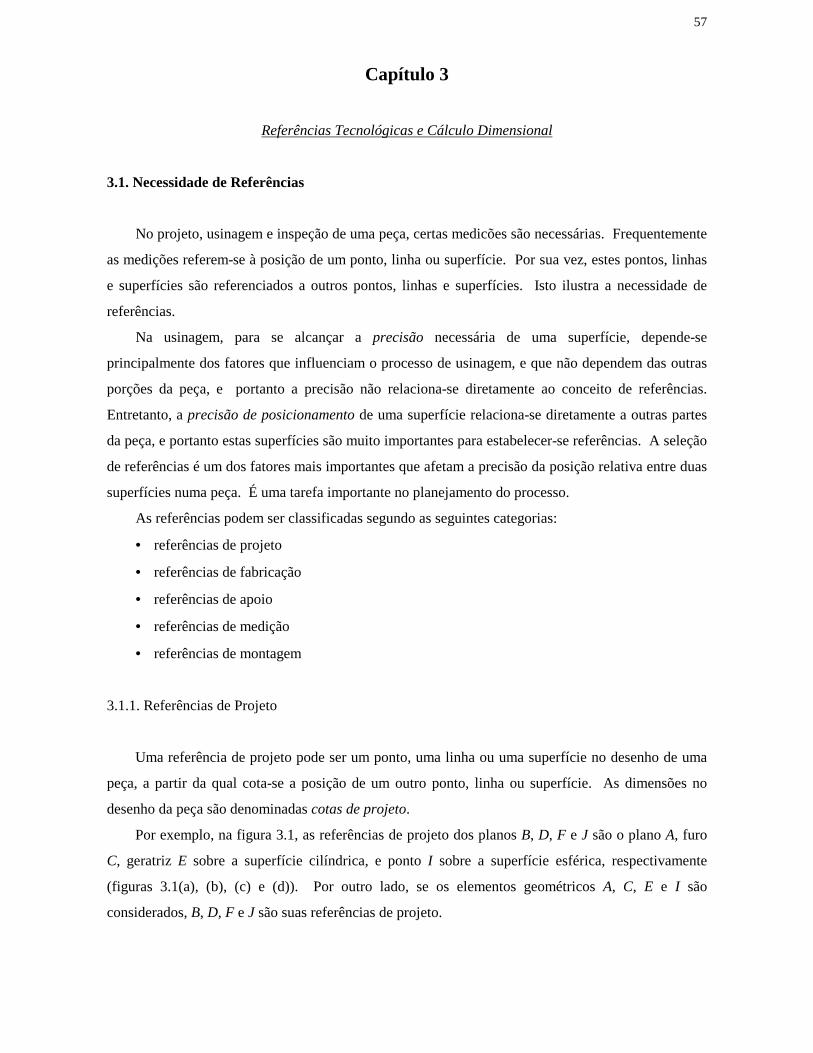
A figura 3.2 ilustra dois desenhos do fresamento de um degrau. Na figura 3.2(a) a referência de
fabricação da superfície V, que deve ser usinada na operação, é o plano U. Na figura 3.2(b) o plano
W é a referência de fabricação de V. Comparando-se a figura 3.2 coma figura 3.1(g), é evidente que a
referência de fabricação do plano V pode coincidir com a sua referência de projeto.
Figura 3.2. Exemplos de referências de fabricação
As referências de fabricação, as cotas de fabricação e tolerâncias são estudadas e definidas pelo
processista. A decisão é tomada baseado nas especificações de projeto.
3.1.3. Referências de Apoio
Uma referência de apoio é uma superfície (não um ponto ou linha) de uma peça que define a
posição apropriada da peça no dispositi vo de fixação ou mesa da máquina para a sujeição da peça (na
direção da operação).
60
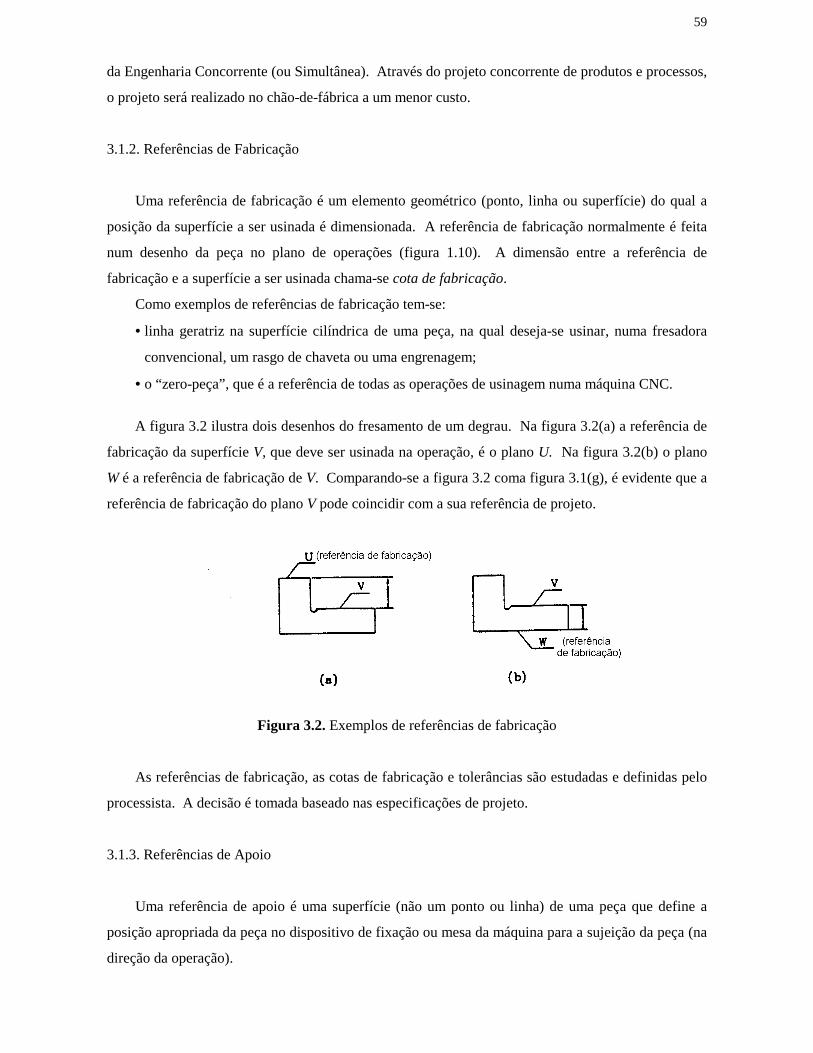
A figura 3.3 ilustra a posição de uma peça quando o plano V é fresado. A posição da peça na
direção da operação é determinada através do contato do plano W com o localizador do dispositi vo.
Portanto, o plano W é a referência de apoio do plano V para esta operação.
Figura 3.3. Exemplo de referência de apoio
3.1.4. Referências de Medição
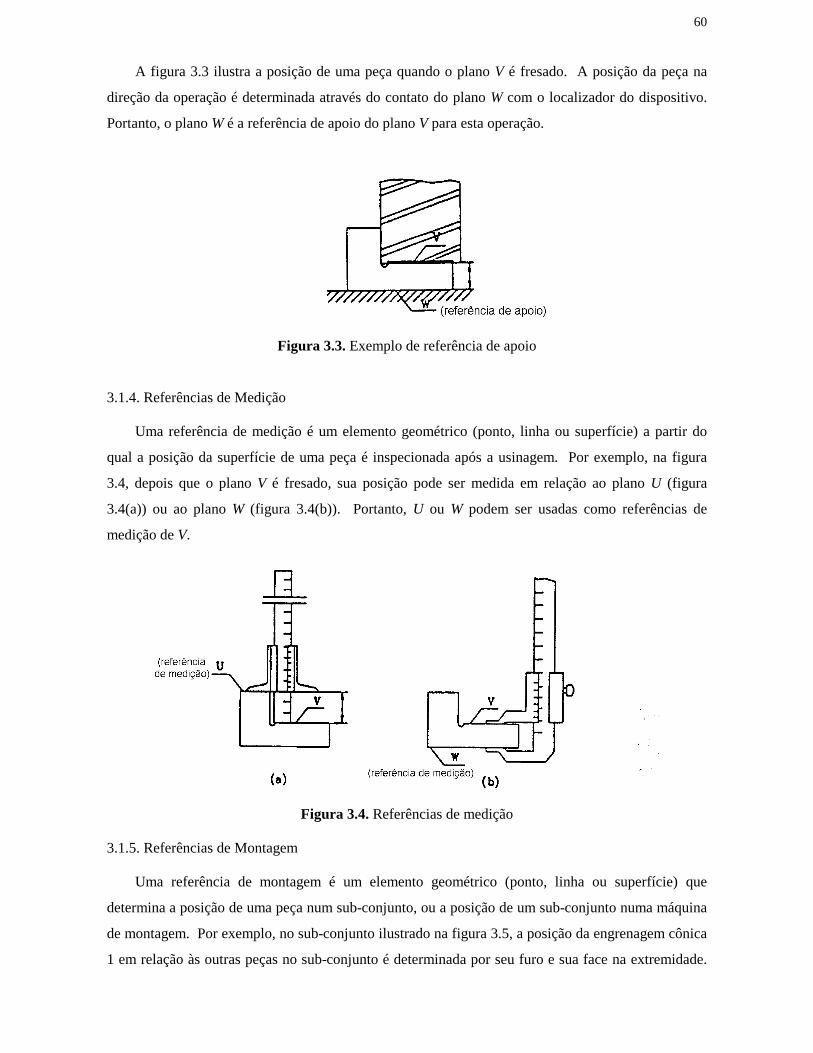
Uma referência de medição é um elemento geométrico (ponto, linha ou superfície) a partir do
qual a posição da superfície de uma peça é inspecionada após a usinagem. Por exemplo, na figura
3.4, depois que o plano V é fresado, sua posição pode ser medida em relação ao plano U (figura
3.4(a)) ou ao plano W (figura 3.4(b)). Portanto, U ou W podem ser usadas como referências de
medição de V.
Figura 3.4. Referências de medição
3.1.5. Referências de Montagem
Uma referência de montagem é um elemento geométrico (ponto, linha ou superfície) que
determina a posição de uma peça num sub-conjunto, ou a posição de um sub-conjunto numa máquina
de montagem. Por exemplo, no sub-conjunto ilustrado na figura 3.5, a posição da engrenagem cônica
1 em relação às outras peças no sub-conjunto é determinada por seu furo e sua face na extremidade.

61
Portanto o furo e a face são referências de montagem da engrenagem cônica. Semelhantemente, a
posição do eixo 2 é determinada por uma superfície cilíndrica externa e uma face na extremidade, que
são as referências de montagem do eixo.
Figura 3.5. Referências de montagem
As referências de projeto, de fabricação, de apoio, de medição e de montagem são comumente
chamadas de referências tecnológicas. As referências de projeto e de montagem são determinadas
pelo projetista, e são especificadas no desenho de projeto. As outras referências (de fabricação, de
apoio e de medição) são definidas pelo processista. A seleção de referências tecnológicas é de
grande importância para a qualidade do produto e para a eficiência da produção. Estes assuntos são
discutidos nas próximas seções.
3.2. Pr incípio de Coincidência de Referências
A posição de um elemento no desenho de projeto de uma peça é dada pela(s) sua(s) referência(s)
e cota(s) de projeto. A posição de um elemento no desenho de fabricação é dada por sua referência e
cota de fabricação. A cota de projeto e sua tolerância representam a exigência posicional do
elemento geométrico na peça. A cota de fabricação e sua tolerância indicam a exigência dimensional
da operação de usinagem, através da qual a cota de projeto será obtida. Portanto, é evidente que a
referência e a cota de fabricação são diretamente relacionadas às referências e cotas de projeto.
Na usinagem, a cota de fabricação e sua tolerância são a base da seleção de métodos de
posicionamento. Elas também são úteis como base para a determinação dos métodos de inspeção
após a usinagem. Portanto, a referência de fabricação relaciona-se diretamente com as referências de
apoio e medição.
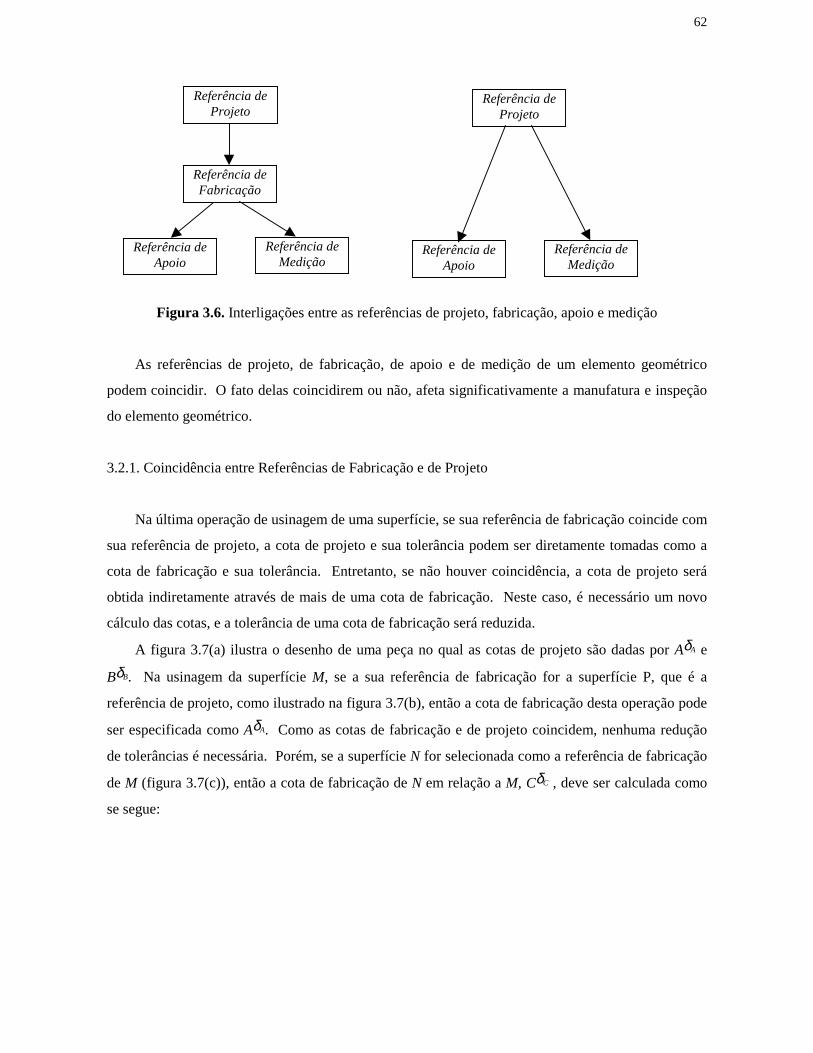
De fato, as referências de projeto, apoio e medição são interligadas através da referência de
fabricação. A figura 3.6(a) ilustra as relações entre elas.
Algumas vezes uma peça simples é usinada diretamente de um desenho de projeto sem qualquer
desenho de fabricação. Em tais casos, não há referências ou cotas de fabricação. Portanto,
referências de apoio e medição são obtidas diretamente da referência de projeto (figura 3.6(b)).
62
Figura 3.6. Interligações entre as referências de projeto, fabricação, apoio e medição
As referências de projeto, de fabricação, de apoio e de medição de um elemento geométrico
podem coincidir. O fato delas coincidirem ou não, afeta significativamente a manufatura e inspeção
do elemento geométrico.
3.2.1. Coincidência entre Referências de Fabricação e de Projeto
Na última operação de usinagem de uma superfície, se sua referência de fabricação coincide com
sua referência de projeto, a cota de projeto e sua tolerância podem ser diretamente tomadas como a
cota de fabricação e sua tolerância. Entretanto, se não houver coincidência, a cota de projeto será
obtida indiretamente através de mais de uma cota de fabricação. Neste caso, é necessário um novo
cálculo das cotas, e a tolerância de uma cota de fabricação será reduzida.
A figura 3.7(a) ilustra o desenho de uma peça no qual as cotas de projeto são dadas por AδA e
BδB. Na usinagem da superfície M, se a sua referência de fabricação for a superfície P, que é a
referência de projeto, como ilustrado na figura 3.7(b), então a cota de fabricação desta operação pode
ser especificada como AδA. Como as cotas de fabricação e de projeto coincidem, nenhuma redução
de tolerâncias é necessária. Porém, se a superfície N for selecionada como a referência de fabricação
de M (figura 3.7(c)), então a cota de fabricação de N em relação a M, CδC , deve ser calculada como
se segue:
Referência deProjeto
Referência deFabricação
Referência deApoio
Referência deMedição
Referência deProjeto
Referência deApoio
Referência deMedição

63
A = B - C
onde: { A = cota condiçãoB = cota comumC = cota a ser criada
-{ Amax = Bmax - Cmin
Amin = Bmin - Cmax
______________________
δA = δB + δC
ou então: δC = δA - δB
como δ B > 0, então δC < δA
Figura 3.7. Relação entre as referências de fabricação e de projeto
É óbvio que a tolerância da cota de fabricação desta operação é menor do que a cota de projeto
original. Isto significa que a exigência de precisão da operação de usinagem é aumentada.
Quando δB é elevada, resulta que δC é muito pequena, implicando numa maior dificuldade de
realizar-se a operação. Se δB ≥ δA, então δC será igual a zero ou até mesmo negativa. Neste caso, δB
deverá ser reduzida numa outra operação de usinagem para permiti r que δC esteja numa faixa
razoável.
3.2.2. Coincidência entre Referências de Fabricação e de Apoio
Se uma cota de fabricação é obtida através do método de tentativas (figura 2.1(a)), as referências
de fabricação e de apoio da superfície usinada não relacionam-se uma à outra. Entretanto, se a cota
de fabricação é obtida através de dimensão automática (figura 2.1(b)), estas duas referências estão
diretamente relacionadas.
Por exemplo, quando a usinagem é efetuada numa máquina presetada (p.ex. torno revólver), a
posição da ferramenta em relação à referência de apoio da peça deve ser efetuada antes da usinagem.
Na figura 3.8(a), se a referência de fabricação da superfície a ser usinada for N, há então coincidência

64
com a referência de apoio, e neste caso a ferramenta pode ser posicionada (presetada) de acordo com
a cota de fabricação AδA.
Se a referência de fabricação for a superfície P, ela não coincide com a referência de apoio N,
como ilustrado na figura 3.8(b), e neste caso a cota de fabricação AδA não pode ser obtida
diretamente da cota presetada da ferramenta CδC. Em outras palavras, ela é obtida indiretamente, da
mesma forma como indicado na seção anterior (i.e. δC = δA - δB). Isto significa que a tolerância da
cota de apoio deve ser menor do que a tolerância da cota de fabricação.
Figura 3.8. Relação entre as referências de fabricação e de apoio
Se houver múltiplas operações elementares, e se as cotas de fabricação são obtidas através da
dimensão automática, não é necessário ter-se as referências de fabricação de todas as superfícies da
peça coincidindo com a referência de apoio. Isto porque as vantagens da coincidência entre as
referências de fabricação e de apoio podem ser obtidas, desde que uma das referências de fabricação
coincida com a referência de apoio. Em outras palavras, em geral é preferível que se busque uma
quantidade maior de coincidências com as referências de projeto.
As figuras 3.9(b) e (c) ilustram dois desenhos de fabricação diferentes, enquanto o desenho de
projeto da peça é ilustrado na figura 3.9(a). A figura 3.9(b) está cotada corretamente, enquanto que
na figura 3.9(c) algumas das referências de fabricação foram selecionadas incorretamente, isto porque
causam reduções desnecessárias das cotas de fabricação e de projeto.
3.2.3. Coincidência entre as Referências de Fabricação e de Medição
Se uma referência de fabricação coincide com a referência de medição de uma mesma superfície,
a última pode ser obtida diretamente. Entretanto, se elas não são as mesmas, a inspeção da operação
deve ser feita indiretamente, e portanto ocorrerá redução de tolerâncias.
65
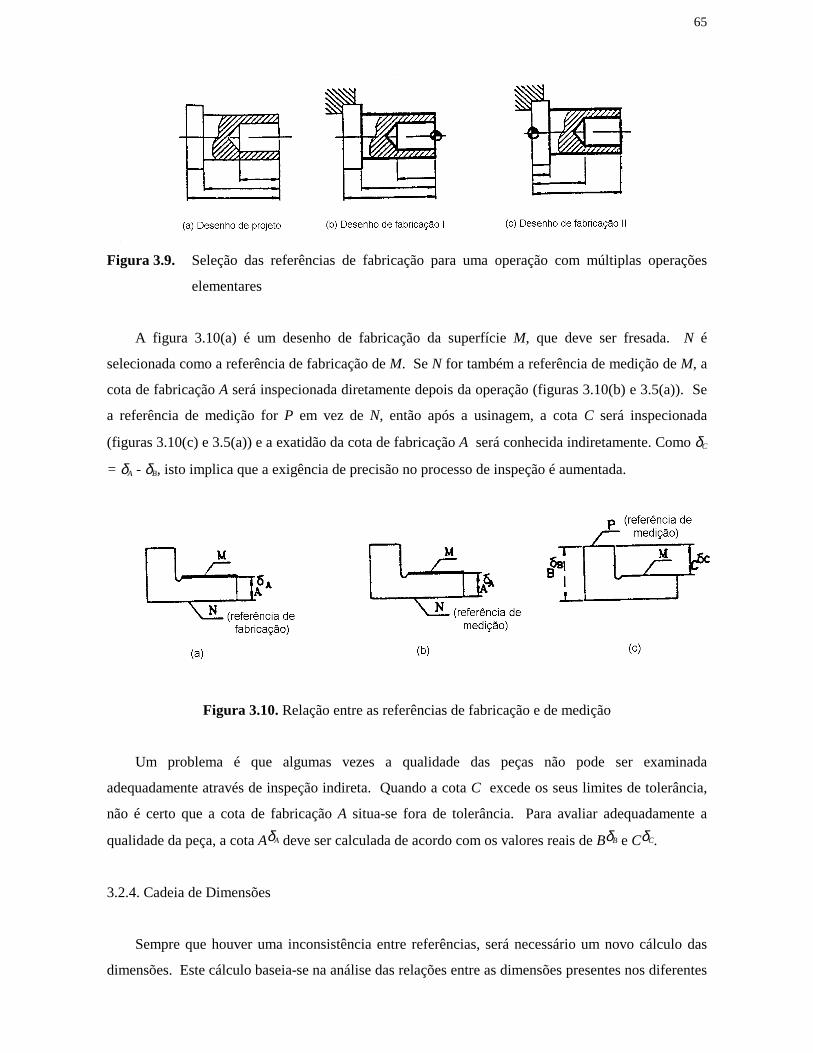
Figura 3.9. Seleção das referências de fabricação para uma operação com múltiplas operações
elementares
A figura 3.10(a) é um desenho de fabricação da superfície M, que deve ser fresada. N é
selecionada como a referência de fabricação de M. Se N for também a referência de medição de M, a
cota de fabricação A será inspecionada diretamente depois da operação (figuras 3.10(b) e 3.5(a)). Se
a referência de medição for P em vez de N, então após a usinagem, a cota C será inspecionada
(figuras 3.10(c) e 3.5(a)) e a exatidão da cota de fabricação A será conhecida indiretamente. Como δC
= δA - δB, isto implica que a exigência de precisão no processo de inspeção é aumentada.
Figura 3.10. Relação entre as referências de fabricação e de medição
Um problema é que algumas vezes a qualidade das peças não pode ser examinada
adequadamente através de inspeção indireta. Quando a cota C excede os seus limites de tolerância,
não é certo que a cota de fabricação A situa-se fora de tolerância. Para avaliar adequadamente a
qualidade da peça, a cota AδA deve ser calculada de acordo com os valores reais de BδB e CδC.
3.2.4. Cadeia de Dimensões
Sempre que houver uma inconsistência entre referências, será necessário um novo cálculo das
dimensões. Este cálculo baseia-se na análise das relações entre as dimensões presentes nos diferentes

66
desenhos da peça (i.e. projeto, fabricação, etc.). Estas relações entre as dimensões são representadas
através da cadeia de dimensões. Uma cadeia de dimensões é uma série consecutiva de dimensões
inter-relacionadas que formam um ciclo fechado. A figura 3.11 ilustra uma cadeia de dimensões, que
consiste das cotas A, B, C e D (apesar da cota D não estar dimensionada no desenho). O número
mínimo de cotas para que se forme uma cadeia de dimensões é três.
Figura 3.11. Exemplo de uma cadeia de dimensões
No caso de inconsistência de referências, haverá a redução de tolerâncias, e a isto chama-se
transferência de cotas. Neste caso, para o cálculo das novas tolerâncias, duas formas de
dimensionamento de uma peça (p.ex. projeto e fabricação) devem ser comparadas, e busca-se então
determinar as cotas abaixo (ver seção 3.2.1):
• cota condição: aquela que será obtida indiretamente, e que fecha a cadeia de dimensões;
• cota comum: aquela comum a ambos os desenhos;
• cota a ser criada: aquela que não havia sido incluída no desenho original, mas que é
importante para compor a caddeia de dimensões.
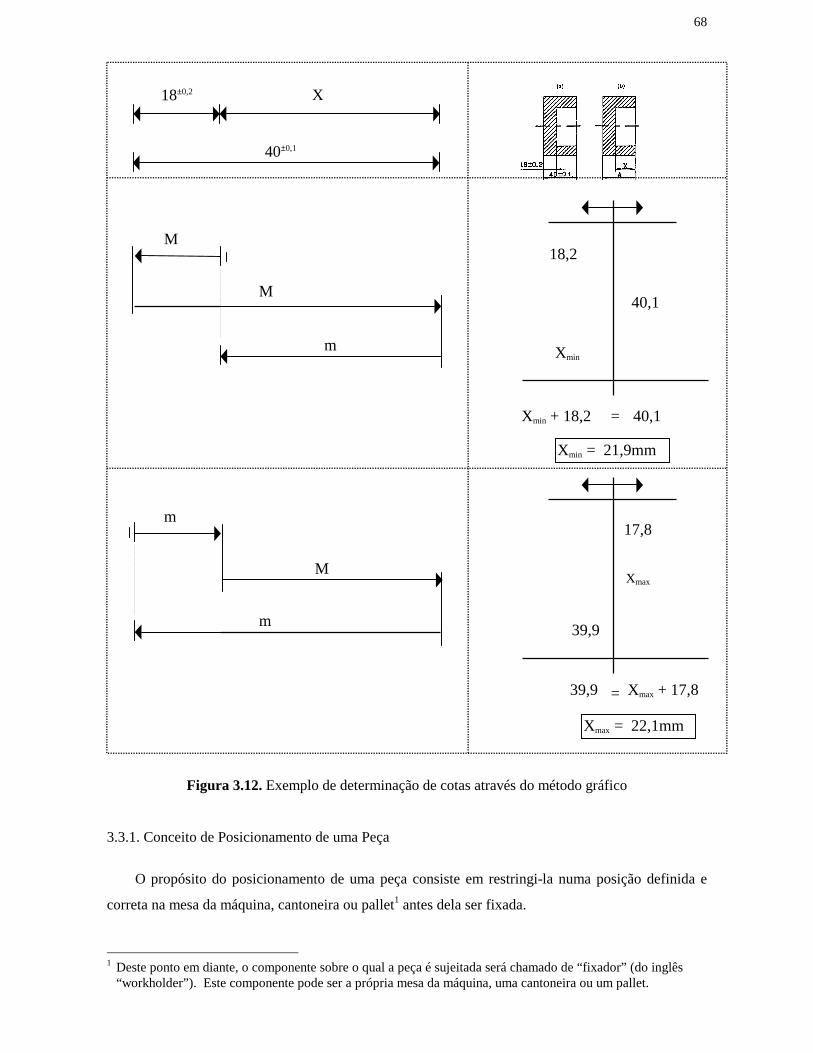
Por exemplo, na figura 3.12 é ilustrada uma peça com suas cotas de projeto (figura 3.12(a)) e de
fabricação (figura 3.12(b)). Neste caso, tem-se que:
cota condição = 18±0,2
cota comum = 40±0,2
cota a ser criada = X

67
O cálculo da nova cota pode ser feito de duas formas:
(a) Cálculo direto:
X = 40 - 18 = 22,0mm
18,2 = 40,2 - Xmin → Xmin = 22,0mm
17,8 = 39,8 - Xmax → Xmax = 22,0mm
Isto é, X = 22,0±0,0mm é impossível de se obter. Se tivermos a cota comum = 40±0,1, tem-se:
18,2 = 40,1 - Xmin → Xmin = 21,9mm
17,8 = 39,9 - Xmax → Xmax = 22,1mm
Isto é, X = 22,0±0,1mm, o que pode ser obtido através de processos de fabricação.
(b)Método Gráfico:
Neste método, a cadeia de dimensões é desenhada através de setas. O início da cadeia se dá
numa das extremidades da cota condição, e o sentido pode ser qualquer (direita ou esquerda), porém
o sentido das outras cotas deverá ser coerente com o sentido inicial. Convenciona-se que para a cota
condição o sentido para a esquerda corresponde ao seu limite superior (representado pela letra M,
enquanto o linite inferior é representado pela letra m). Para as cotas comum e a ser criada, ocorre o
oposto. Este mátodo é ilustrado na figura 3.12.
3.2.5. Princípio da Coincidência de Referências
De acordo com o exposto anteriormente, está claro que é mais desejável que a referência de
fabricação de uma superfície coincida com as referências de projeto, apoio e medição. Para que haja
condições favoráveis de usinagem, presetagem de máquina, projeto e manufatura de dispositi vos de
fixação, e inspeção, o planejamento do processo deve ser direcionado no sentido de promover sempre
que possível a coincidência da referência de fabricação com a de projeto, apoio e medição. A isto
chama-se princípio de coincidência de referências. Entretanto, isto não é sempre possível, como será
visto mais adiante.
3.3. Seleção de Referências de Apoio
A seleção de referências de apoio é uma das tarefas importantes no planejamento do processo.
Ela tem influência direta na precisão de usinagem, e até certo ponto restringe o projeto do dispositi vo
de fixação. Através da seleção da referência de apoio, as relações entre as várias referências de uma
superfície usinada podem ser analisadas sinteticamente. É por esta razão que as referências de apoio
são normalmente selecionadas antes das outras referências tecnológicas.
68
Figura 3.12. Exemplo de determinação de cotas através do método gráfico
3.3.1. Conceito de Posicionamento de uma Peça
O propósito do posicionamento de uma peça consiste em restringi-la numa posição definida e
correta na mesa da máquina, cantoneira ou pallet1 antes dela ser fixada.
1 Deste ponto em diante, o componente sobre o qual a peça é sujeitada será chamado de “ fixador” (do inglês
“workholder” ). Este componente pode ser a própria mesa da máquina, uma cantoneira ou um pallet.
40±0,1
18±0,2 X
M
M
m
18,2
40,1
Xmin
Xmin + 18,2 40,1=
m
M
m
17,8
Xmax
39,9
Xmax + 17,839,9 =
Xmin = 21,9mm
Xmax = 22,1mm
69
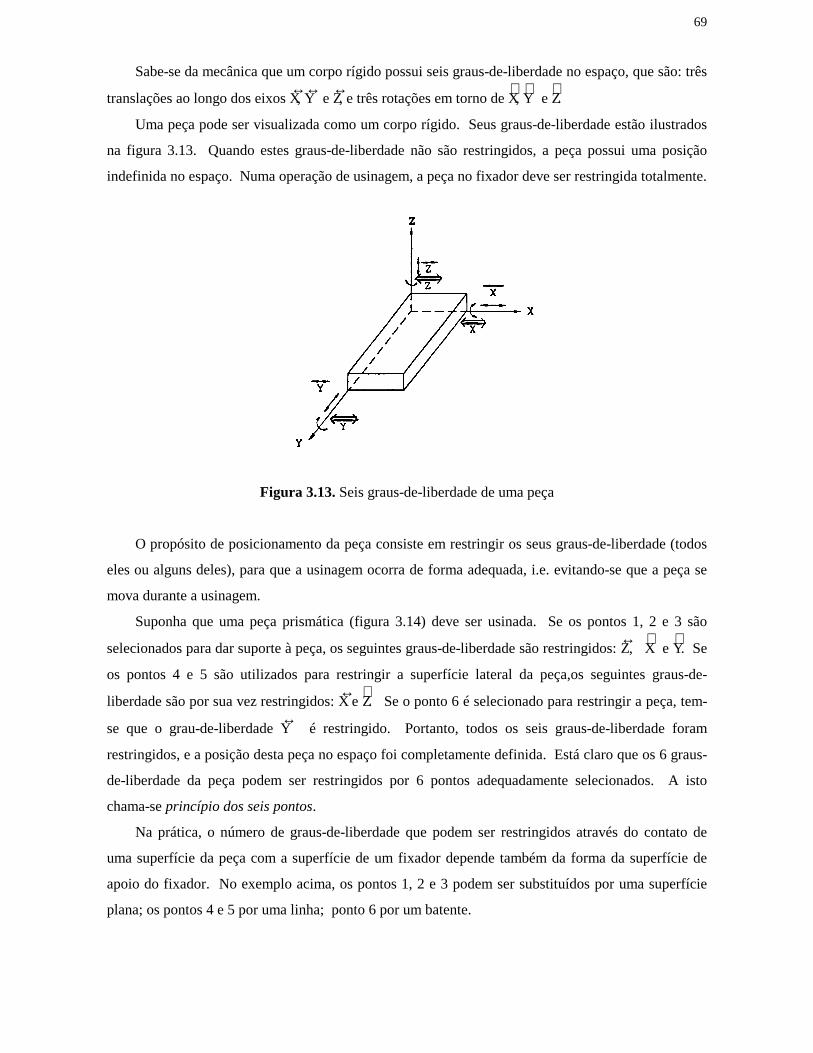
Sabe-se da mecânica que um corpo rígido possui seis graus-de-liberdade no espaço, que são: três
translações ao longo dos eixos X↔ , Y
↔ e Z
↔ , e três rotações em torno de X
⇔ , Y
⇔ e Z
⇔ .
Uma peça pode ser visualizada como um corpo rígido. Seus graus-de-liberdade estão ilustrados
na figura 3.13. Quando estes graus-de-liberdade não são restringidos, a peça possui uma posição
indefinida no espaço. Numa operação de usinagem, a peça no fixador deve ser restringida totalmente.
Figura 3.13. Seis graus-de-liberdade de uma peça
O propósito de posicionamento da peça consiste em restringir os seus graus-de-liberdade (todos
eles ou alguns deles), para que a usinagem ocorra de forma adequada, i.e. evitando-se que a peça se
mova durante a usinagem.
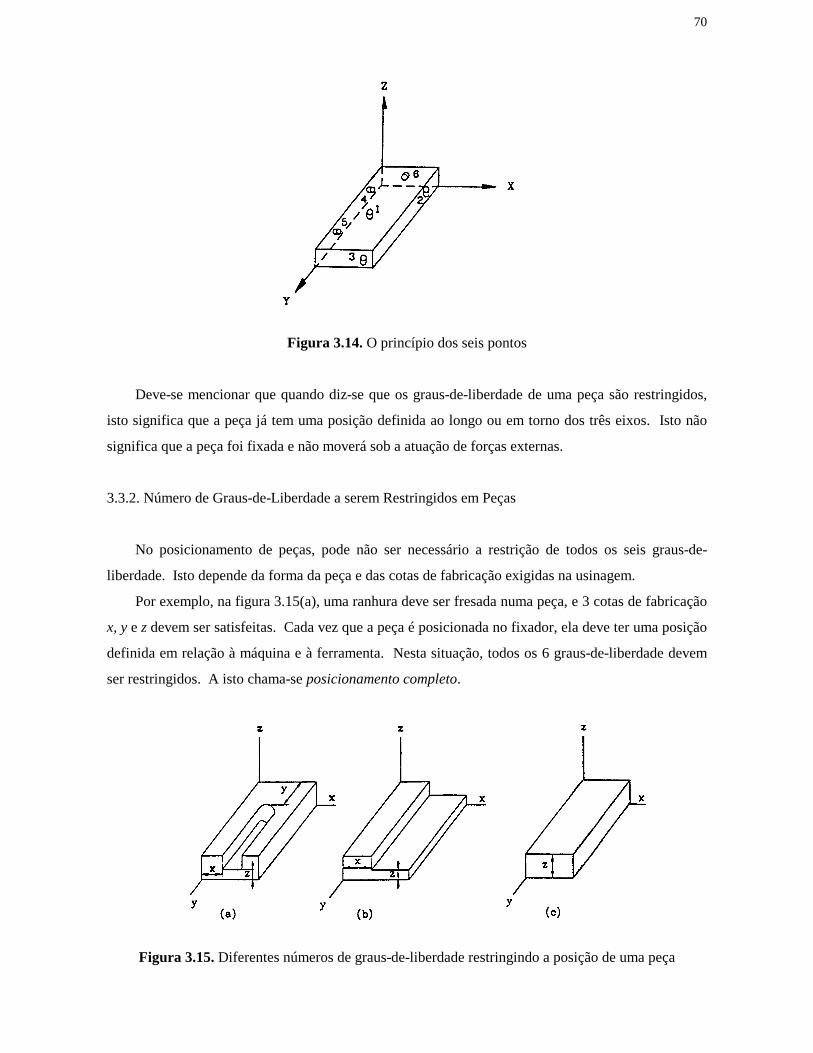
Suponha que uma peça prismática (figura 3.14) deve ser usinada. Se os pontos 1, 2 e 3 são
selecionados para dar suporte à peça, os seguintes graus-de-liberdade são restringidos: Z↔
, X⇔
e Y⇔ . Se
os pontos 4 e 5 são utili zados para restringir a superfície lateral da peça,os seguintes graus-de-
liberdade são por sua vez restringidos: X↔ e Z
⇔. Se o ponto 6 é selecionado para restringir a peça, tem-
se que o grau-de-liberdade Y↔ é restringido. Portanto, todos os seis graus-de-liberdade foram
restringidos, e a posição desta peça no espaço foi completamente definida. Está claro que os 6 graus-
de-liberdade da peça podem ser restringidos por 6 pontos adequadamente selecionados. A isto
chama-se princípio dos seis pontos.
Na prática, o número de graus-de-liberdade que podem ser restringidos através do contato de
uma superfície da peça com a superfície de um fixador depende também da forma da superfície de
apoio do fixador. No exemplo acima, os pontos 1, 2 e 3 podem ser substituídos por uma superfície
plana; os pontos 4 e 5 por uma linha; ponto 6 por um batente.
70
Figura 3.14. O princípio dos seis pontos
Deve-se mencionar que quando diz-se que os graus-de-liberdade de uma peça são restringidos,
isto significa que a peça já tem uma posição definida ao longo ou em torno dos três eixos. Isto não
significa que a peça foi fixada e não moverá sob a atuação de forças externas.
3.3.2. Número de Graus-de-Liberdade a serem Restringidos em Peças
No posicionamento de peças, pode não ser necessário a restrição de todos os seis graus-de-
liberdade. Isto depende da forma da peça e das cotas de fabricação exigidas na usinagem.
Por exemplo, na figura 3.15(a), uma ranhura deve ser fresada numa peça, e 3 cotas de fabricação
x, y e z devem ser satisfeitas. Cada vez que a peça é posicionada no fixador, ela deve ter uma posição
definida em relação à máquina e à ferramenta. Nesta situação, todos os 6 graus-de-liberdade devem
ser restringidos. A isto chama-se posicionamento completo.
Figura 3.15. Diferentes números de graus-de-liberdade restringindo a posição de uma peça
71
Na figura 3.15(b), um degrau deve ser fresado, e as cotas x e z são as cotas de fabricação
exigidas na operação, 5 graus-de-liberdade (todas exceto Y↔
) devem ser restringidas. Na figura
3.15(c), uma superfície plana deve ser fresada e z é a única cota de fabricação a ser satisfeita. Neste
caso, somente Z↔, X
⇔ e Y
⇔ são restringidas. Os últimos dois exemplos ilustram o número mínimo de
graus-de-liberdade que devem ser restringidos, e são chamados de posicionamento parcial.
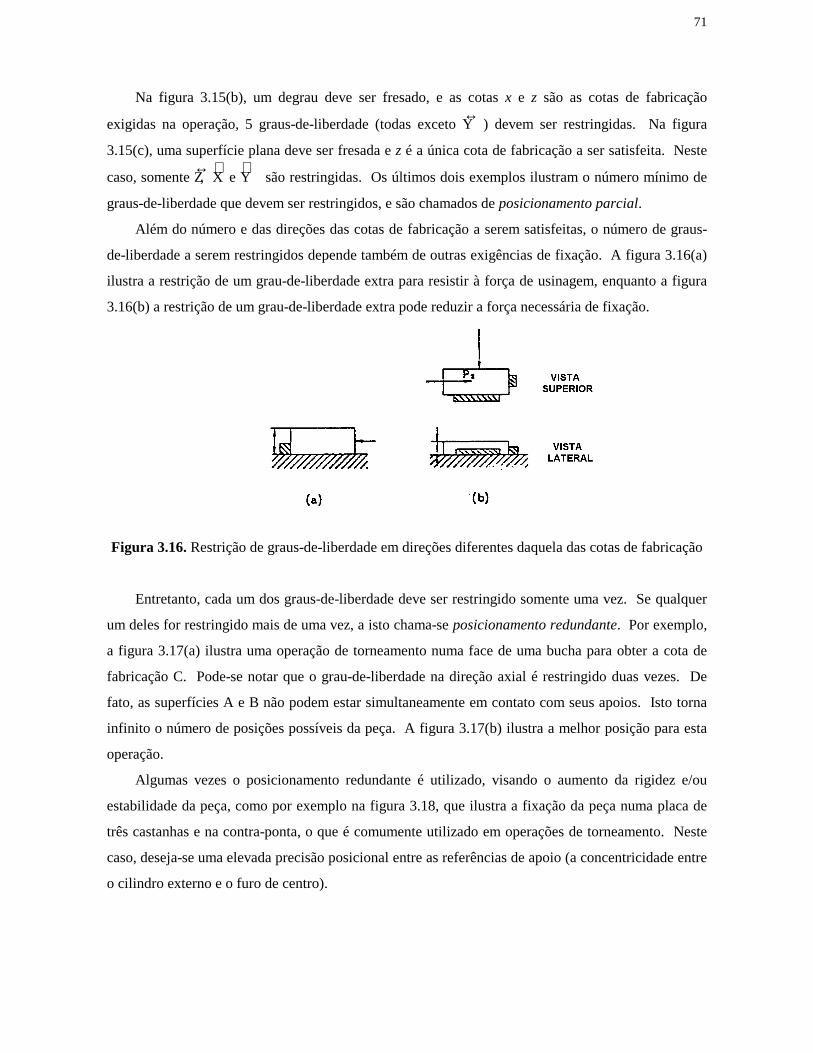
Além do número e das direções das cotas de fabricação a serem satisfeitas, o número de graus-
de-liberdade a serem restringidos depende também de outras exigências de fixação. A figura 3.16(a)
ilustra a restrição de um grau-de-liberdade extra para resistir à força de usinagem, enquanto a figura
3.16(b) a restrição de um grau-de-liberdade extra pode reduzir a força necessária de fixação.
Figura 3.16. Restrição de graus-de-liberdade em direções diferentes daquela das cotas de fabricação
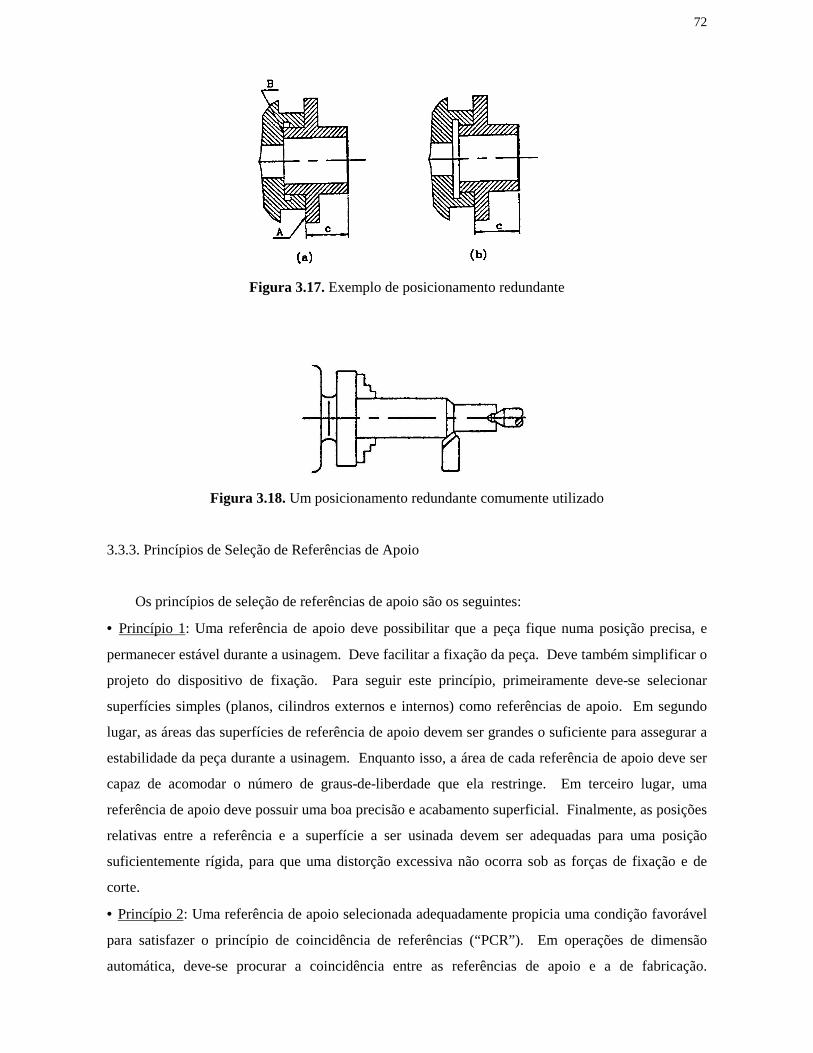
Entretanto, cada um dos graus-de-liberdade deve ser restringido somente uma vez. Se qualquer
um deles for restringido mais de uma vez, a isto chama-se posicionamento redundante. Por exemplo,
a figura 3.17(a) ilustra uma operação de torneamento numa face de uma bucha para obter a cota de
fabricação C. Pode-se notar que o grau-de-liberdade na direção axial é restringido duas vezes. De
fato, as superfícies A e B não podem estar simultaneamente em contato com seus apoios. Isto torna
infinito o número de posições possíveis da peça. A figura 3.17(b) ilustra a melhor posição para esta
operação.
Algumas vezes o posicionamento redundante é utili zado, visando o aumento da rigidez e/ou
estabili dade da peça, como por exemplo na figura 3.18, que ilustra a fixação da peça numa placa de
três castanhas e na contra-ponta, o que é comumente utili zado em operações de torneamento. Neste
caso, deseja-se uma elevada precisão posicional entre as referências de apoio (a concentricidade entre
o cili ndro externo e o furo de centro).
72
Figura 3.17. Exemplo de posicionamento redundante
Figura 3.18. Um posicionamento redundante comumente utili zado
3.3.3. Princípios de Seleção de Referências de Apoio
Os princípios de seleção de referências de apoio são os seguintes:
• Princípio 1: Uma referência de apoio deve possibilit ar que a peça fique numa posição precisa, e
permanecer estável durante a usinagem. Deve facilit ar a fixação da peça. Deve também simpli ficar o
projeto do dispositi vo de fixação. Para seguir este princípio, primeiramente deve-se selecionar
superfícies simples (planos, cili ndros externos e internos) como referências de apoio. Em segundo
lugar, as áreas das superfícies de referência de apoio devem ser grandes o suficiente para assegurar a
estabili dade da peça durante a usinagem. Enquanto isso, a área de cada referência de apoio deve ser
capaz de acomodar o número de graus-de-liberdade que ela restringe. Em terceiro lugar, uma
referência de apoio deve possuir uma boa precisão e acabamento superficial. Finalmente, as posições
relativas entre a referência e a superfície a ser usinada devem ser adequadas para uma posição
suficientemente rígida, para que uma distorção excessiva não ocorra sob as forças de fixação e de
corte.
• Princípio 2: Uma referência de apoio selecionada adequadamente propicia uma condição favorável
para satisfazer o princípio de coincidência de referências (“PCR”). Em operações de dimensão
automática, deve-se procurar a coincidência entre as referências de apoio e a de fabricação.

73
Entretanto, de acordo com o PCR, a referência de fabricação deve também coincidir com as
referências de projeto e medição.
A coincidência entre as referências de fabricação e de projeto depende da escolha de uma
referência de projeto que seja apropriada para apoio e medição. Pode ser uma boa idéia escolher a
referência de projeto como a referência de apoio. O PCR será satisfeito. Quando uma referência de
projeto não é apropriada para apoio e medição, ou ambas, então o PCR não pode ser satisfeito,
causando redução de tolerâncias. Uma análise geral deve ser feita no sentido de determinar se uma
referência de apoio deve coincidir com a referência de projeto ou uma outra superfície que seja
adequada para medição.
Por exemplo, as superfícies N e P na peça da figura 3.19(a) já foram usinadas. Na retificação de
M, a referência de projeto P da superfície M é obviamente inadequada como referência de apoio. Se
ela for selecionada como referência de apoio, o 1° princípio é violado, e um dispositi vo de fixação
complicado será necessário (figura 3.19(b)). Se a superfície N for selecionada como a referência de
apoio, o dispositi vo de fixação será bem mais simples, enquanto o 2° princípio não pode ser
observado. Em outras palavras, ou a referência de projeto ou a de apoio não coincidirá com outras
referências. No primeiro caso (figura 3.19(c)), como a referência de fabricação não coincide com a
referência de projeto, a tolerância da cota de fabricação C deve ser reduzida (δC = δA - δB), o que
implica que a operação deverá ser mais precisa. No segundo caso (figura 3.19(d)), a referência de
fabricação não coincide com a referência de apoio, e portanto a tolerância da fixação da ferramenta
será reduzida, e a fabricação do dispositi vo de fixação será mais complexa, e sua preparação deverá
ser mais precisa.
Figura 3.19. Seleção de referências de apoio - exemplo 1
74
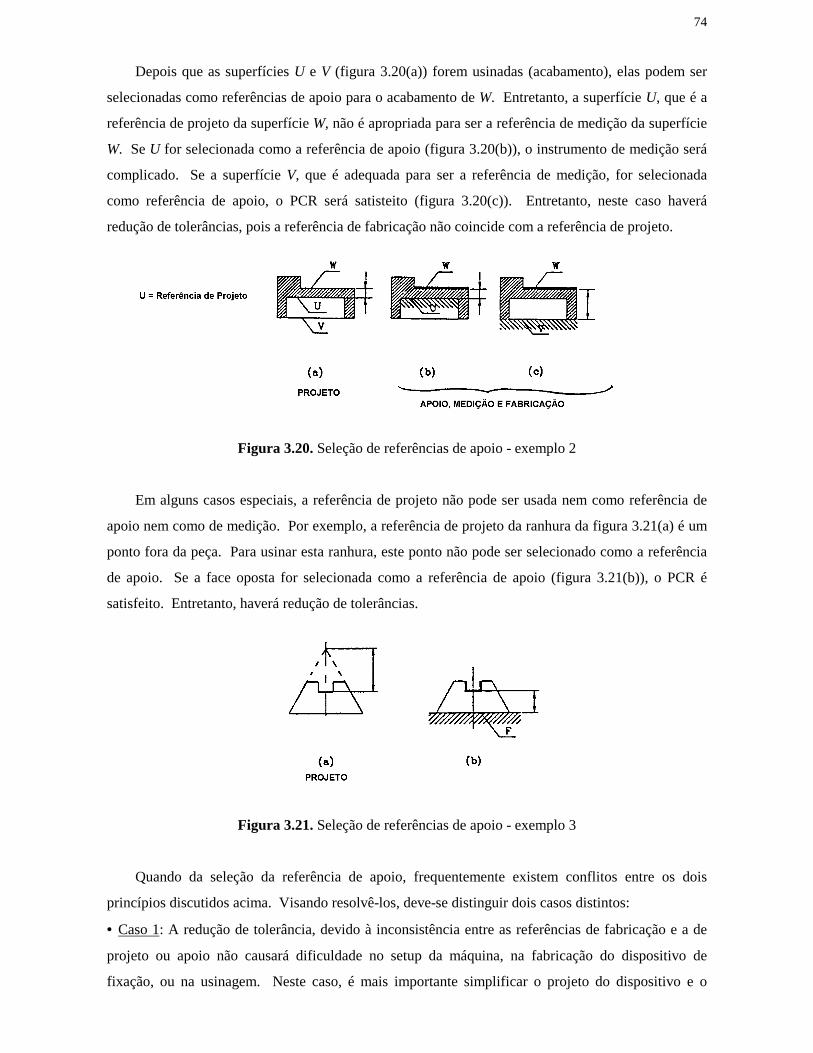
Depois que as superfícies U e V (figura 3.20(a)) forem usinadas (acabamento), elas podem ser
selecionadas como referências de apoio para o acabamento de W. Entretanto, a superfície U, que é a
referência de projeto da superfície W, não é apropriada para ser a referência de medição da superfície
W. Se U for selecionada como a referência de apoio (figura 3.20(b)), o instrumento de medição será
complicado. Se a superfície V, que é adequada para ser a referência de medição, for selecionada
como referência de apoio, o PCR será satisteito (figura 3.20(c)). Entretanto, neste caso haverá
redução de tolerâncias, pois a referência de fabricação não coincide com a referência de projeto.
Figura 3.20. Seleção de referências de apoio - exemplo 2
Em alguns casos especiais, a referência de projeto não pode ser usada nem como referência de
apoio nem como de medição. Por exemplo, a referência de projeto da ranhura da figura 3.21(a) é um
ponto fora da peça. Para usinar esta ranhura, este ponto não pode ser selecionado como a referência
de apoio. Se a face oposta for selecionada como a referência de apoio (figura 3.21(b)), o PCR é
satisfeito. Entretanto, haverá redução de tolerâncias.
Figura 3.21. Seleção de referências de apoio - exemplo 3
Quando da seleção da referência de apoio, frequentemente existem conflitos entre os dois
princípios discutidos acima. Visando resolvê-los, deve-se distinguir dois casos distintos:
• Caso 1: A redução de tolerância, devido à inconsistência entre as referências de fabricação e a de
projeto ou apoio não causará dificuldade no setup da máquina, na fabricação do dispositi vo de
fixação, ou na usinagem. Neste caso, é mais importante simpli ficar o projeto do dispositi vo e o

75
processo de inspeção. O 1° princípio deve ser observado. O processista deverá selecionar uma outra
superfície da peça em vez da referência de projeto como a referência de apoio.
• Caso 2: A redução de tolerância, devido à inconsistência da referência de fabricação e as de projeto
ou apoio, causará grandes dificuldades nas operações (setup da máquina, usinagem, preparação do
dispositi vo de fixação, etc.). Neste caso, deve-se tomar as seguintes medidas:
→ Perguntar o projetista se a tolerância de projeto em questão pode ser aumentada.
→ Observar o PCR e adotar um processo complicado de fixação e medição.
→ Observar o 1° princípio e adotar uma operação, setup da máquina, e dispositi vo de fixação
mais precisos.
Para decidir qual medida tomar, uma análise pormenorizada e comparações devem ser
conduzidas para pesar os prós e contras sob os pontos de vista de qualidade, produtividade e fatores
econômicos.
A seleção da referência de apoio não pode restringir-se à necessidade de uma operação
específica. Ela deve cobrir todo o processo. Um plano de processo consiste de um número de
operações que não poderão todas usarem a mesma referência de apoio. Mudanças de referências de
apoio em operações diferentes são normalmente inevitáveis. Isto afeta não somente a uniformidade
das folgas de usinagem e portanto a precisão da forma da peça, mas também afeta seriamente a
precisão posicional entre as superfícies da peça. Por esta razão, deve haver uma elevada precisão
posicional entre as referências de apoio usadas em operações diferentes.
A precisão posicional entre superfícies pode ser alcançada através de um dos métodos seguintes:
(a) Usinagem na mesma fixação da peça. Isto porque estas superfícies são afetadas somente pela
precisão da máquina e seu setup. Por exemplo, a figura 3.22 ilustra as exigências de precisão
posicional entre superfícies. Se a peça for posicionada usando-se as superfícies A e G, e for fixada
em A, então as precisões abaixo serão asseguradas:
• precisão entre superfícies (B, C, H e K);
• concentricidade entre B e C;
• perpendicularismo entre H e B, K e C;
• paralelismo entre H e K;
• tolerância dimensional entre H e K.

76
Figura 3.22. Exemplo de uma peça com inúmeras exigências de precisão posicional
(b) Duas superfícies sendo referências uma da outra. Apesar deste método não resultar numa precisão
tão elevada quanto o método anterior, devido à possível existência de erro de posição, mesmo assim
ele é um bom método quando duas superfícies não puderem ser usinadas numa única fixação da peça.
Por exemplo, a peça ilustrada na figura 3.22 inclui uma concentricidade entre as superfícies A e F.
Estas duas superfícies não podem ser usinadas numa única fixação da peça. A precisão posicional
entre A e F pode ser alcançada através da usinagem da superfície F usando-se A como a referência de
apoio.
(c) Usando-se a mesma referência de apoio. Por exemplo, para satisfazer a concentricidade entre as
superfícies D e F na figura 3.22, os métodos anteriores não podem ser aplicados, pois estas
superfícies não podem ser usinadas numa única fixação, e também não podem ser usadas como
referências de apoio uma da outra. Nesta situação, a superfície A pode ser selecionada como a
referência de apoio para D e F. Este método não resulta numa alta precisão posicional, porque
existirá erros de posição em cada fixação da peça, e também haverá inconsistência entre as
referências de fabricação e de apoio. Entretanto, como a precisão posicional exigida não é crítica
(0,05mm), ela pode ser obtida através deste método.
(d) Usando-se referências de apoio diferentes. Quando nenhum dos métodos anteriores for factível,
não haverá alternativa senão usinar-se a superfície em duas operações usando-se diferentes
referências de apoio. Neste caso, a precisão posicional é afetada por: erros de posição; inconsistência
entre as referências de fabricação e de apoio em cada operação; tolerância da cota entre as duas
referências de apoio. Por esta razão, somente uma baixa precisão posicional pode ser obtida usando-
se este método. Normalmente este método é aplicado na usinagem de superfícies menos importantes.
No caso de não encontrar-se uma referência de apoio apropriada, utili za-se uma referência de
apoio complementar. Esta é uma superfície estabelecida especialmente na peça com o propósito de
posicionamento da peça para a usinagem. Esta superfície pode ser usinada especificamente com este
77
propósito (não incluída no desenho de projeto), ou uma superfície na peça cuja precisão de usinagem
foi aumentada para satisfazer a exigência de uma referência de apoio.
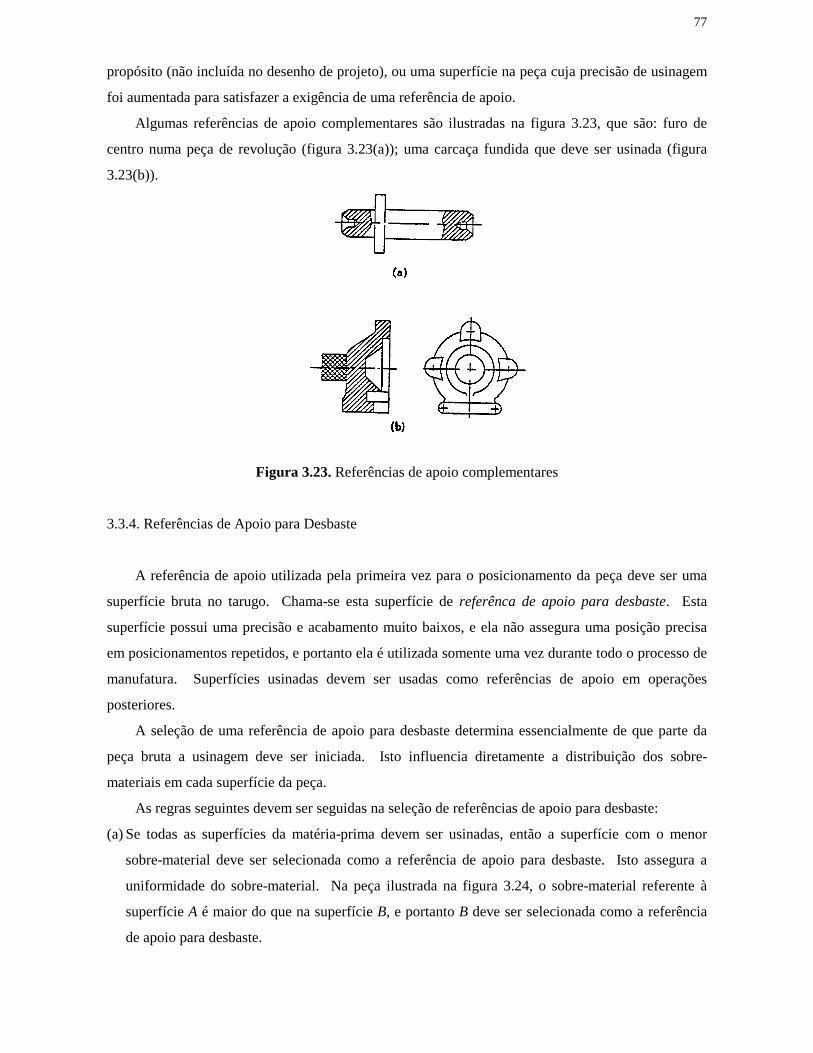
Algumas referências de apoio complementares são ilustradas na figura 3.23, que são: furo de
centro numa peça de revolução (figura 3.23(a)); uma carcaça fundida que deve ser usinada (figura
3.23(b)).
Figura 3.23. Referências de apoio complementares
3.3.4. Referências de Apoio para Desbaste
A referência de apoio utili zada pela primeira vez para o posicionamento da peça deve ser uma
superfície bruta no tarugo. Chama-se esta superfície de referênca de apoio para desbaste. Esta
superfície possui uma precisão e acabamento muito baixos, e ela não assegura uma posição precisa
em posicionamentos repetidos, e portanto ela é utili zada somente uma vez durante todo o processo de
manufatura. Superfícies usinadas devem ser usadas como referências de apoio em operações
posteriores.
A seleção de uma referência de apoio para desbaste determina essencialmente de que parte da
peça bruta a usinagem deve ser iniciada. Isto influencia diretamente a distribuição dos sobre-
materiais em cada superfície da peça.
As regras seguintes devem ser seguidas na seleção de referências de apoio para desbaste:
(a) Se todas as superfícies da matéria-prima devem ser usinadas, então a superfície com o menor
sobre-material deve ser selecionada como a referência de apoio para desbaste. Isto assegura a
uniformidade do sobre-material. Na peça ilustrada na figura 3.24, o sobre-material referente à
superfície A é maior do que na superfície B, e portanto B deve ser selecionada como a referência
de apoio para desbaste.
78
Figura 3.24. Seleção da referência de apoio para desbaste através da comparação de sobre-materiais
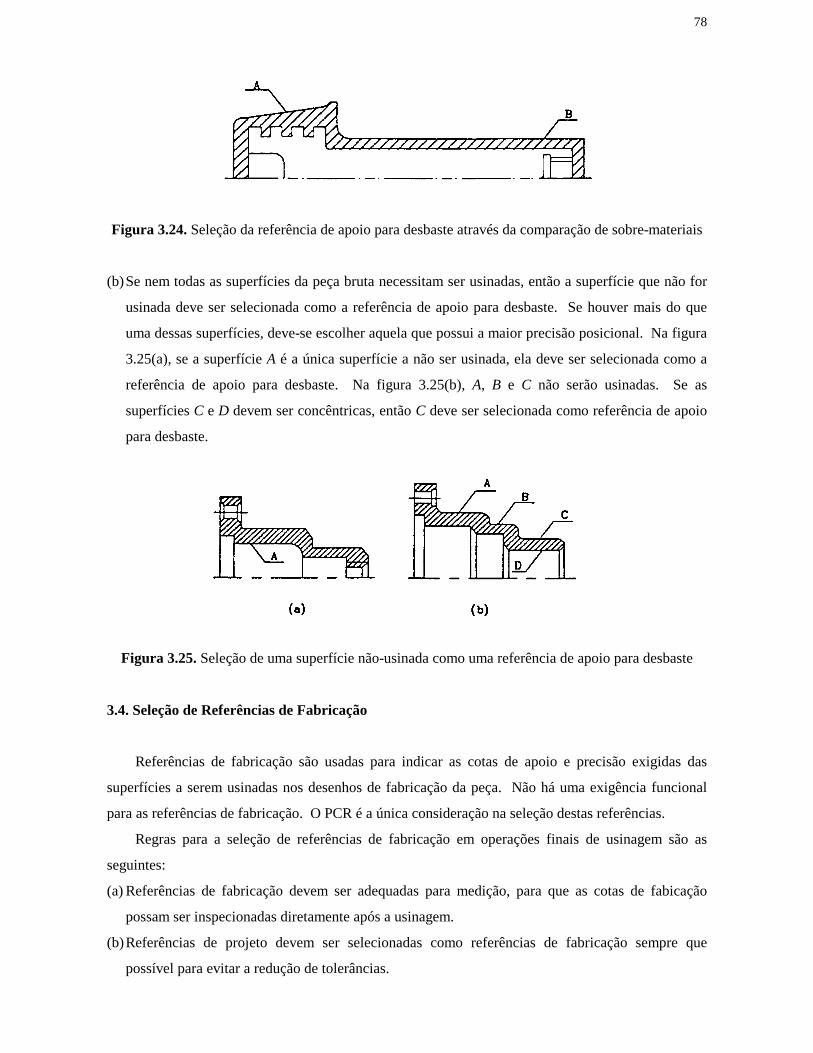
(b)Se nem todas as superfícies da peça bruta necessitam ser usinadas, então a superfície que não for
usinada deve ser selecionada como a referência de apoio para desbaste. Se houver mais do que
uma dessas superfícies, deve-se escolher aquela que possui a maior precisão posicional. Na figura
3.25(a), se a superfície A é a única superfície a não ser usinada, ela deve ser selecionada como a
referência de apoio para desbaste. Na figura 3.25(b), A, B e C não serão usinadas. Se as
superfícies C e D devem ser concêntricas, então C deve ser selecionada como referência de apoio
para desbaste.
Figura 3.25. Seleção de uma superfície não-usinada como uma referência de apoio para desbaste
3.4. Seleção de Referências de Fabr icação
Referências de fabricação são usadas para indicar as cotas de apoio e precisão exigidas das
superfícies a serem usinadas nos desenhos de fabricação da peça. Não há uma exigência funcional
para as referências de fabricação. O PCR é a única consideração na seleção destas referências.
Regras para a seleção de referências de fabricação em operações finais de usinagem são as
seguintes:
(a) Referências de fabricação devem ser adequadas para medição, para que as cotas de fabicação
possam ser inspecionadas diretamente após a usinagem.
(b)Referências de projeto devem ser selecionadas como referências de fabricação sempre que
possível para evitar a redução de tolerâncias.

79
(c) Em operações de dimensão automática, referências de fabricação devem coincidir com as
referência de apoio para evitar a redução de tolerâncias, e uma maior precisão na fixação das
ferramentas e no projeto do dispositi vo de fixação.
A obediência a estas regras depende das referências de apoio já selecionadas. Se esta coincide
com a referência de projeto, e ela também é apropriada para a medição, então a seleção de uma
referência de fabricação torna-se simples. Neste caso, a referência de projeto deve ser selecionada
como a referência de fabricação. O PCR é satisfeito.
Entretanto, quando uma referência de apoio selecionada não coincide com a referência de
projeto, a inconsistência entre as referências é inevitável, independente de qual referência de
fabricação for selecionada. Neste caso, ou a referência de projeto ou a de apoio deverá ser escolhida
como a referência de fabricação, dependendo de qual for apropriada como referência de medição.
A figura 3.26(a) ilustra um desenho com uma parte das cotas e tolerâncias necessárias. Na
usinagem da ranhura, a referência de apoio não coincide com a referência de projeto. Percebe-se que
a referência de projeto P não é adequada como referência de medição para inspecionar a posição da
ranhura após a usinagem. Entretanto, a ranhura pode ser inspecionada facilmente medindo-se a partir
da referência de apoio Q. Portanto, neste caso a referência de fabricação deve ser selecionada para
coincidir com a superfície de apoio em vez da de projeto.
Figura 3.26. Seleção de referências de apoio - exemplo 4
Para a peça ilustrada na figura 3.27(a), a referência de projeto da cavidade interna é a superfície
M. No fresamento da cavidade interna, a referência N não coincide com a referência de projeto M
(figura 3.27(b)). Como M é mais adequada como referência de medição para inspecionar a posição
da cavidade, a referência de fabricação deve ser selecionada de modo a coincidir com a referência de
projeto M.

80
Em casos onde ambas as referências (projeto e apoio) não são adequadas como referência de
medição, uma outra superfície pode ser selecionada como a referência de fabricação. Neste caso, a
cota de fabricação pode ser inspecionada diretamente depois da usinagem.
Figura 3.27. Seleção de referências de apoio - exemplo 5
EXERCÍCIO
Calcule as cotas ilustradas na figura abaixo:
A 15-0,05 B 25+0,07-0,01 15-0,05 25+0,07
-0,01
75+0,19-0,07
60+0,08-0,01