annexure i list of products to be manufactured...
TRANSCRIPT

Prism Industries Ltd.
Annexure I
LIST OF PRODUCTS TO BE MANUFACTURED
Sr. No. Name Of Product
Existing Quantity
(MT/Month)
Proposed Quantity
(MT/Month)
Total Proposed Quantity
(MT/Month)
1. Purification Of Spent Potassium Acetate Solution 40 - 40 0
2. Acetone Thiosemi Carbazole 2.5
+43.5 50 3. 2 Mercapto 5-Methoxy Benzimidazole 4
4. Nimesulide 0
5. Sildenafil Citrate. 0
6. Quinine Sulphate/ Derivatives 2
+18.0 20 7. Lumefantrine 0
8. Calcium Sennoside 0
9. Phenyl Epherine HCL 0
10. Pentaprozole 0
11. Hyoscine Butyl Bromide/Derivatives 0
+ 4 4
12. Colchicoside & Thiocolchicoside 0
13. 10-Deacetyl Baccatin-III (10-Dab-III) 0
14. Yohimbine Hydrochloride 0
15. Camptothecin 0
16. Reserpine 0
17. Digoxin 0
18. Artemether 0
19. Α,Β - Arteether 0
20 Artesunate 0
21 Methylcobalamine 0
22 Nicorandil 0
23 R & D Products 0 + 10 10 TOTAL 48.5 +35.5 84.0
Prism Industries Ltd.
Annexure II
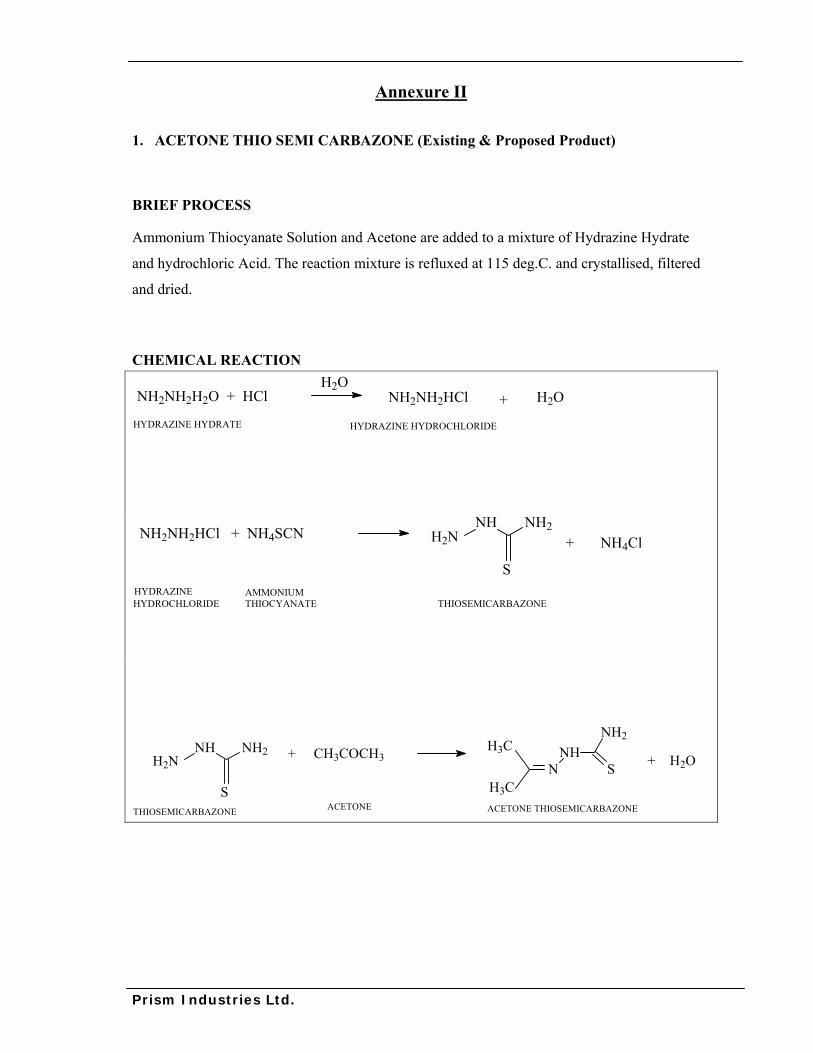
1. ACETONE THIO SEMI CARBAZONE (Existing & Proposed Product)
BRIEF PROCESS
Ammonium Thiocyanate Solution and Acetone are added to a mixture of Hydrazine Hydrate
and hydrochloric Acid. The reaction mixture is refluxed at 115 deg.C. and crystallised, filtered
and dried.
CHEMICAL REACTION
NH2NH2H2O + HCl NH2NH2HCl
HYDRAZINE HYDRATE HYDRAZINE HYDROCHLORIDE
H2O+H2O
NH2NH2HCl + NH4SCNNH NH2
H2N
S
+ NH4Cl
HYDRAZINEHYDROCHLORIDE
AMMONIUMTHIOCYANATE THIOSEMICARBAZONE
NH NH2H2N
S
+ CH3COCH3N
NHNH2
SH3C
H3C+ H2O
THIOSEMICARBAZONE ACETONE ACETONE THIOSEMICARBAZONE
Prism Industries Ltd.
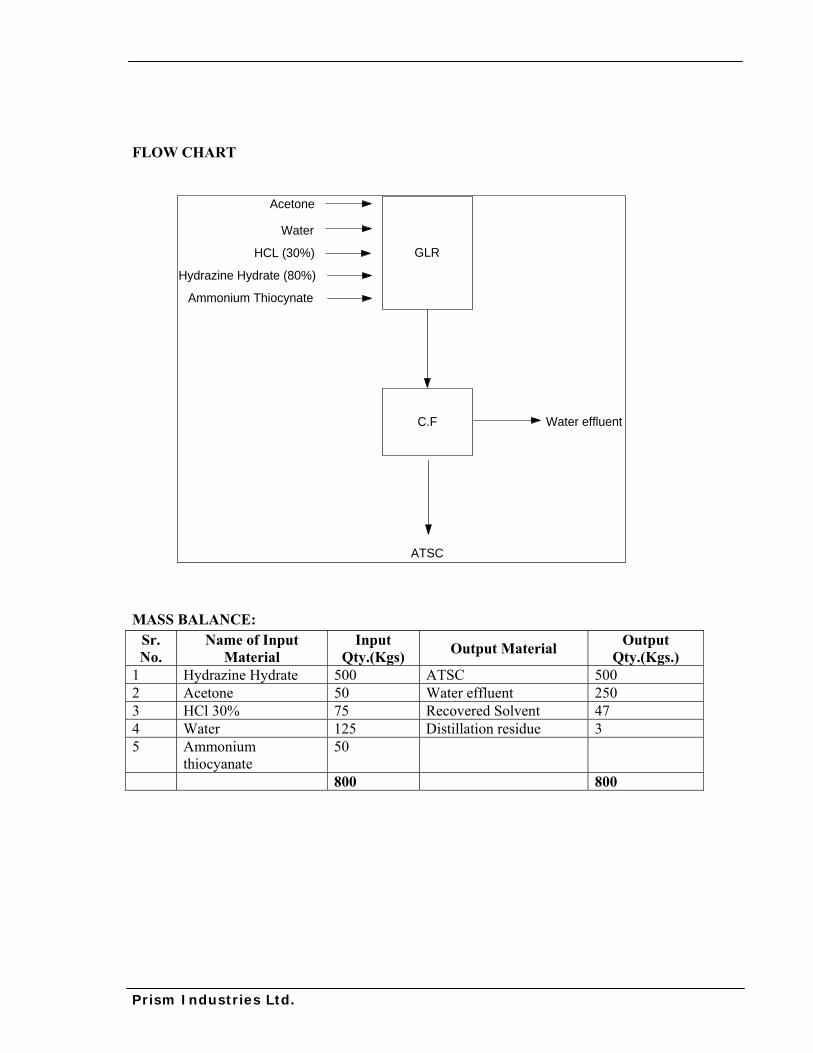
FLOW CHART
GLR
C.F
Acetone
Water
HCL (30%)
Hydrazine Hydrate (80%)
Ammonium Thiocynate
Water effluent
ATSC
MASS BALANCE: Sr. No.
Name of Input Material
Input Qty.(Kgs) Output Material Output
Qty.(Kgs.)1 Hydrazine Hydrate 500 ATSC 500 2 Acetone 50 Water effluent 250 3 HCl 30% 75 Recovered Solvent 47 4 Water 125 Distillation residue 3 5 Ammonium
thiocyanate 50
800 800
Prism Industries Ltd.
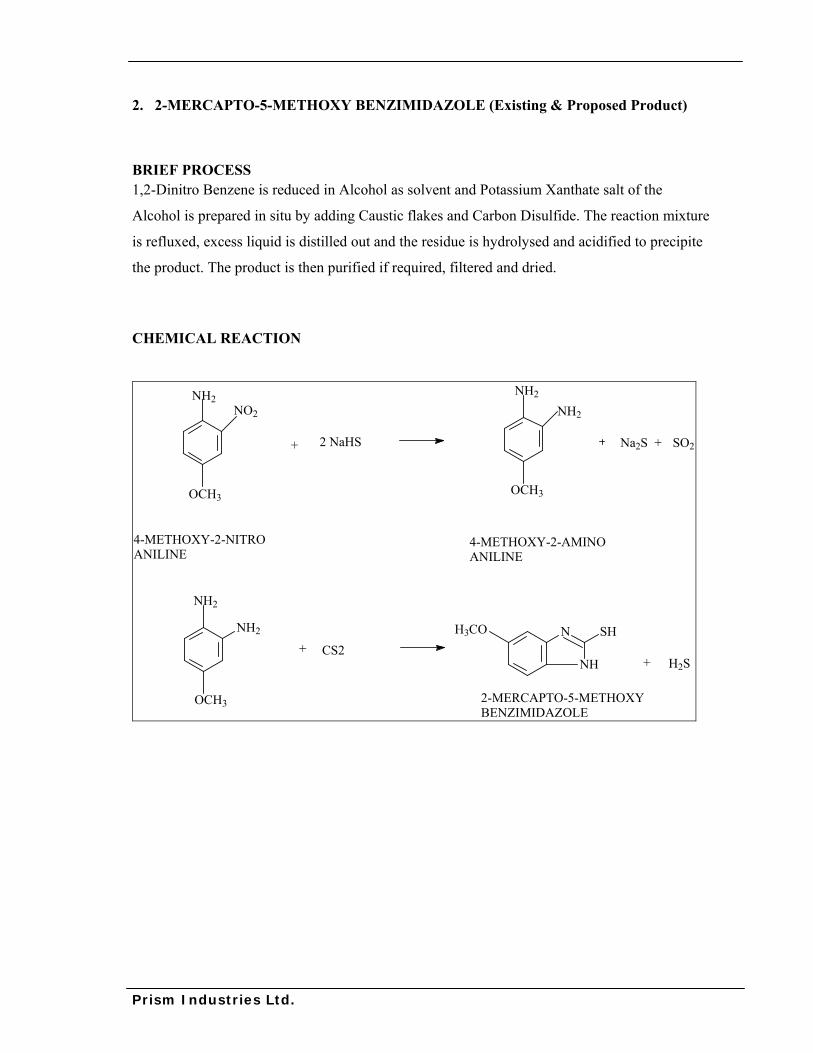
2. 2-MERCAPTO-5-METHOXY BENZIMIDAZOLE (Existing & Proposed Product)
BRIEF PROCESS 1,2-Dinitro Benzene is reduced in Alcohol as solvent and Potassium Xanthate salt of the
Alcohol is prepared in situ by adding Caustic flakes and Carbon Disulfide. The reaction mixture
is refluxed, excess liquid is distilled out and the residue is hydrolysed and acidified to precipite
the product. The product is then purified if required, filtered and dried.
CHEMICAL REACTION
2 NaHS Na2S + SO2
4-METHOXY-2-NITROANILINE
4-METHOXY-2-AMINOANILINE
+ CS2
NH2NO2
OCH3
NH2
NH2
OCH3
NH2
NH2
OCH3
NH
N SH
+ H2S
2-MERCAPTO-5-METHOXYBENZIMIDAZOLE
+
H3CO
Prism Industries Ltd.
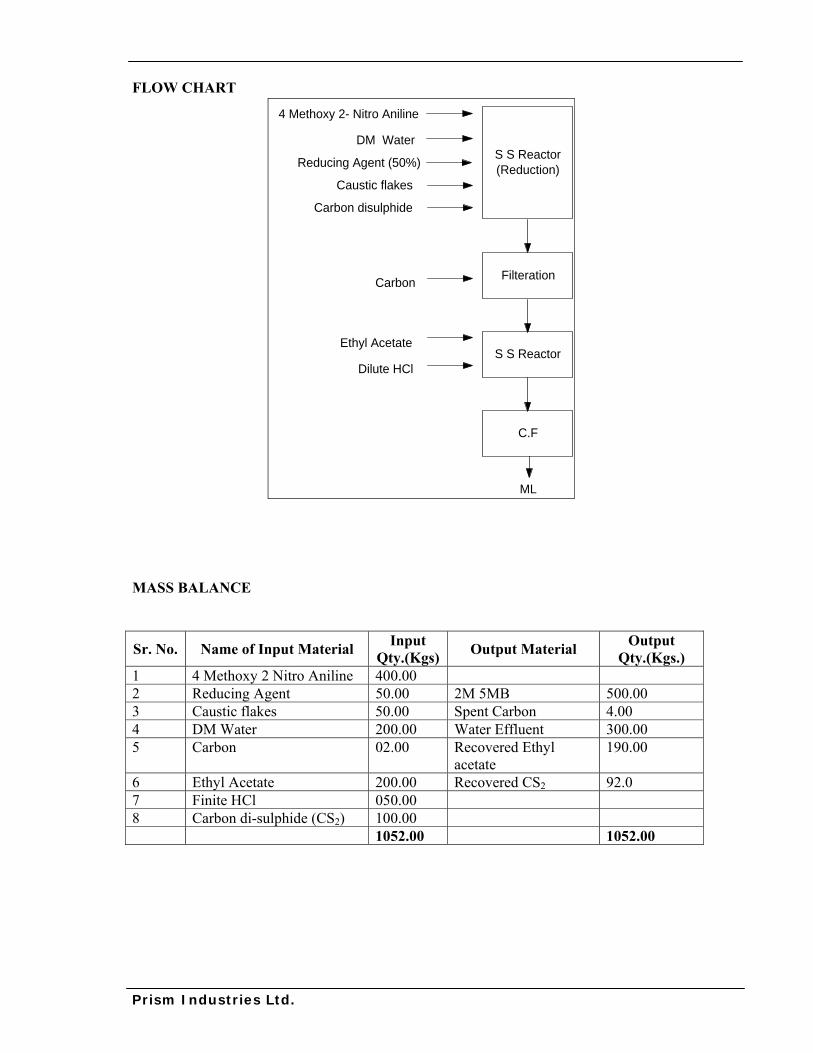
FLOW CHART
S S Reactor(Reduction)
Filteration
4 Methoxy 2- Nitro Aniline
DM Water
Reducing Agent (50%)
Caustic flakes
Carbon disulphide
S S Reactor
C.F
Carbon
Ethyl Acetate
Dilute HCl
ML
MASS BALANCE
Sr. No. Name of Input Material Input Qty.(Kgs) Output Material Output
Qty.(Kgs.) 1 4 Methoxy 2 Nitro Aniline 400.00 2 Reducing Agent 50.00 2M 5MB 500.00 3 Caustic flakes 50.00 Spent Carbon 4.00 4 DM Water 200.00 Water Effluent 300.00 5 Carbon 02.00 Recovered Ethyl
acetate 190.00
6 Ethyl Acetate 200.00 Recovered CS2 92.0 7 Finite HCl 050.00 8 Carbon di-sulphide (CS2) 100.00 1052.00 1052.00

Prism Industries Ltd.
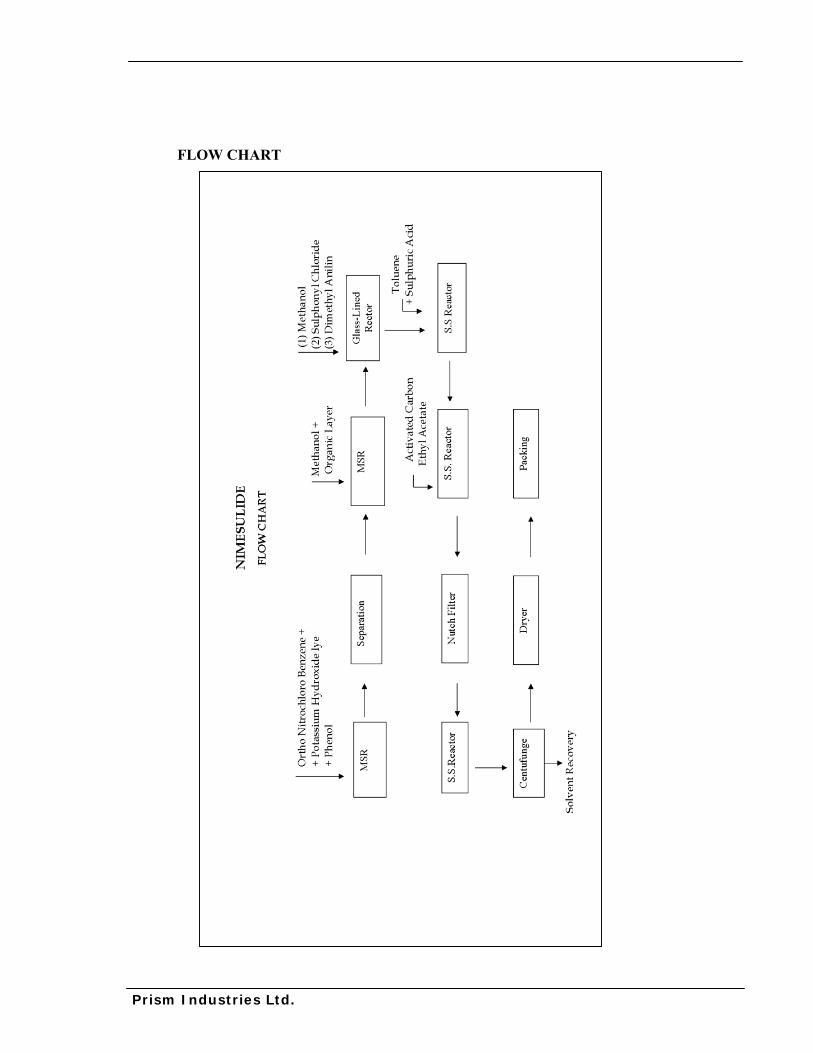
3. NIMESULIDE (Proposed Product)
BRIEF PROCESS
Ortho Nitrochloro Benzene, Caustic Potash, Phenol will be reacted and oily layer charged for
reduction with methanol. The mass will be condensed with dimethyl aniline, methane sulfonyl
chloride, The mass will be treated with diluted Sulphuric Acid then, it will be treated with Ethyl
Acetate and activated charcoal. The methanol will be recovered and the solid mass will be dried
and packed as Nimesulide.
Prism Industries Ltd.
FLOW CHART

Prism Industries Ltd.
MASS BALANCE
Sr.No. Name of Input Material Input Qty. (Kgs) Output Material Out Put
Qty (Kgs.)
1 Ortho Nitrochloro Benzene 358 Nimesulide 1100 2 Caustic Potash 150 Recovered phenol 150 3 Phenol 158 Recovered methanol 2354 4 Methanol 2480 Recovered Ethyl Acetate 1614 5 Dimethyl Anilin 202 Solid Waste 70 6 Methane Sulfonyl Chloride 124 Distillation residue 30 7 Sulphuric Acid 150 Spent Carbon 28 8 Ethyl Acetate 1700 9 Activated Charcoal 24 TOTAL 5346 5346

Prism Industries Ltd.
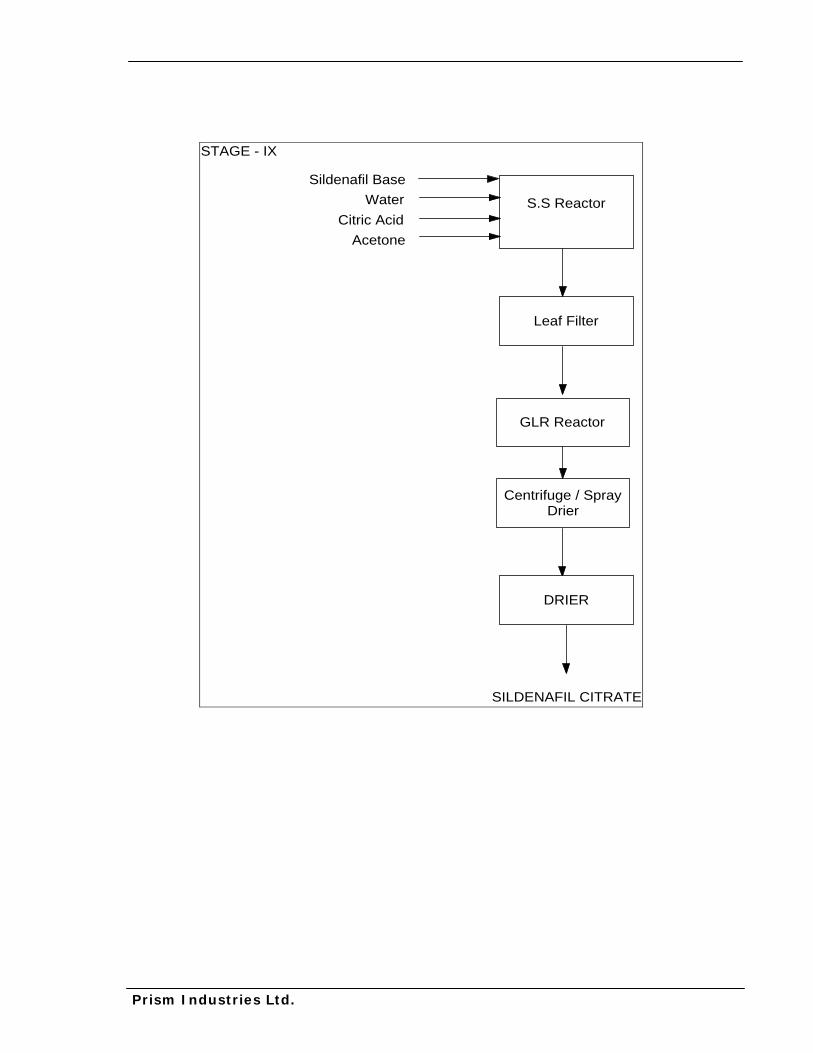
4. SILDENAFIL CITRATE (Proposed Product)
Brief Process:
Di-ketoester and hydrazine will be reacted to give the pyrazole ring. The regioselective N-
methylation of the pyrozole and hydrolysis gives a carboxylic acid which is then reacted with
HNO3 and H2S04 to give a nitrated product. This is then followed by a carboxamide formation
and the reduction of the nitro group. The compound (4) is then acylated under basic condition
and this produces the pyrazolopyrimidinone (6). (6) is then chlorosulphonylated selectively on
the 5’-position of the phenyl ring. This can then couple with an amine to give Sildenafil.
This Sildenafil is then dissolved in water, heat the reaction mixture and start addition of Citric
Acid activated charcoal. Filter the material and after filtration start the crystallization at room
temperature. Centrifuge the material. Wash the centrifuge with acetone. Unload and dry the
material. Pack the material in a fibre drum containing inner virgin food grade transperant bag
and outer black polyethene bag.

Prism Industries Ltd.
Chemical Reaction

Prism Industries Ltd.
Production Capacity:
Sr. No. Name of Input Material Input Qty. (Kg)
Output Material Output Qty. (Kg)
1 2-pentanone 0.26 Sidenafilnitrate 1 2 Di- Ethyl Oxalate 0.51 Recovered Methanol resuse 1.5 3 Sodium Methoxide
Solution 0.64 Recovered Ethyl Acetate Reuse 8.79
4 Hydrazine Hydrate 0.2 Recovered Toluene Reuse 3.17 5 Hydrochloric Acid 0.51 Recovered Methylene Di chloride
Reuse 6.53
6 Di Methyl Sulphate 0.39 Recovered Acetone Reuse 0.2 7 Ethyle Di chloride 2.23 Recovered Ethylene Di chloride
Reuse 2.14
8 Nitric Acid 0.31 Process ML for Reuse (Recovery) 10.47 9 Water 5.25 Distillation Residue 0.08 10 Methanol 1.56 Effluent ETP 5.25 11 Ammonia Gas 0.13 Spent Carbon 0.1 12 Ethyl Acetate 8.97 Inorganic Residue 0.07 13 NCR Cat 1.03 14 2- Ethoxy Benzoic Acid 2.56 15 Thionyl Chloride 1.15 16 Di Methyl Formamide 0.08 17 Caustic Soda Flakes 0.1 18 Toluene 3.21 19 Chloro Sulfonic Acid 1.67 20 Methylene Di Chloride 6.67 21 N- Methyl Piperazine 0.18 22 Citric Acid 0.36 23 Activated Charcol 0.05 24 Acetone 0.26 25 Soda Ash 0.1 26 Sulphuric Acid 0.92 Total 39.3 Total 39.3

Prism Industries Ltd.
Flow Charts
S.S Reactor
2- pentanoneDiethyl oxalate
Hydrazine sulphateDi methyl sulphateSodium methoxide
1- Methyl - 3, n- propyl pyrazole -5- carboxylic acid Ethyl Ester
STAGE - I
STAGE - II
S.S ReactorStage - I compund
Sulphuric acid Nitric Acid
GLR
1- Methyl -4- nitro - 3, n- propyl pyrazole -5- carboxylic acid Ethyl Ester
STAGE - II
S.S ReactorStage - II compund Liquid Ammonia
1- Methyl -4- nitro - 3,n- propyl pyrazole -5- carboxamide

Prism Industries Ltd.
S.S ReactorEthyl AcetateIron powder
STAGE - IV
STAGE - V
Leaf filter
S.S Reactor
Stage - III compund
Filterate
4-Amino -1- methyl - 3,n- propyl pyrazole -5- carboxamide
GLR 1000 Lts.2 - Ethoxy benzoic acid
Thionyl chloride
2- Ethoxy benzoyl chloride

Prism Industries Ltd.
S.S Reactor2000 Lts
Potassium Carbonate
STAGE - VI & VII
STAGE - VIII
S.S Reactor1000 Lts
Centrifuge/ Spray drier
Stage - IV Ethyl Acetate Layer
Filterate
5- (2-ethoxyphenyl) -1- methyl - 3,N- propyl-1,6-dihydro-7H- pyrazolo -[4,3,d]-
pyrimidine - 7-one
GLR & S.S Reactor 1500
Lts.
Chloro sulphonic acidMethylene chloride
Stage V compund
Caustic Soda Flakes
Toluene
Stage VII compund
N- Methyl piperazine Soda ash
S.S Tray drier
5- (5- chloro sulfonyl-2-ethoxy phenyl) -1- methyl - 3,N- propyl-1,6-dihydro-7H- pyrazolo -[4,3,d]- pyrimidine - 7-one
(Sildenafil Base)
Centrifuge/ Spray drier
Prism Industries Ltd.
S.S ReactorCitric Acid
STAGE - IX
Leaf Filter
Centrifuge / Spray Drier
Sildenafil Base
GLR Reactor
Water
Acetone
DRIER
SILDENAFIL CITRATE
Prism Industries Ltd.
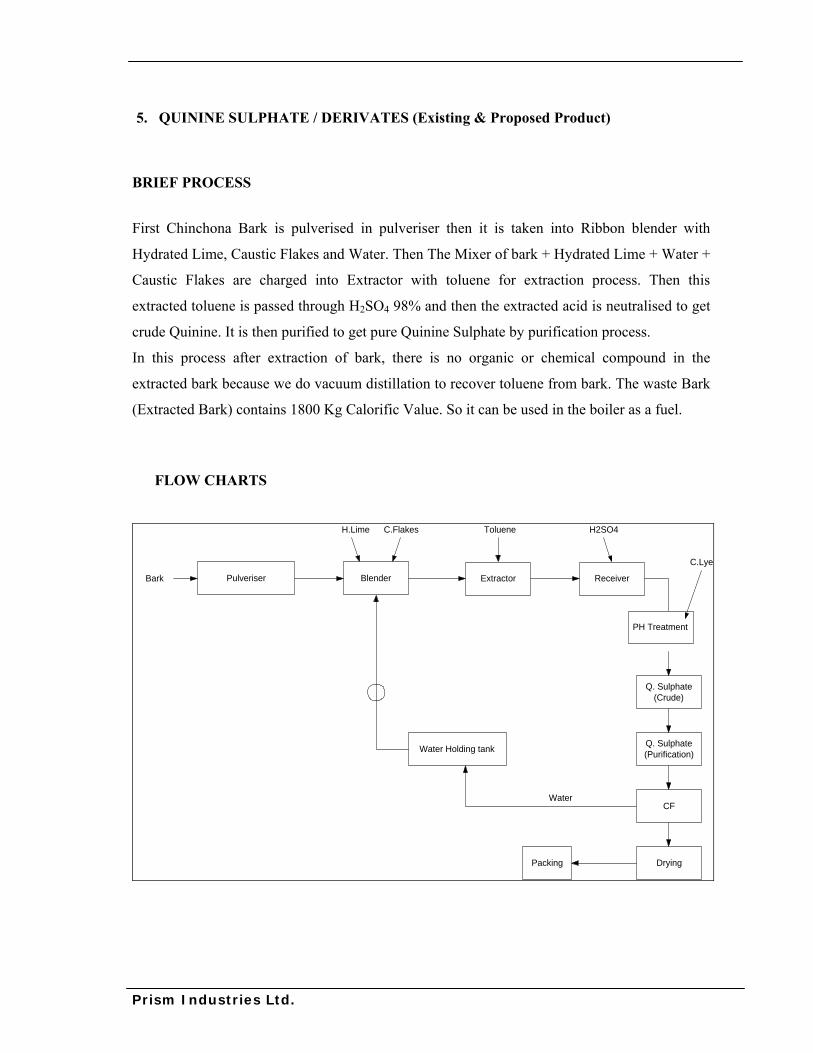
5. QUININE SULPHATE / DERIVATES (Existing & Proposed Product)
BRIEF PROCESS
First Chinchona Bark is pulverised in pulveriser then it is taken into Ribbon blender with
Hydrated Lime, Caustic Flakes and Water. Then The Mixer of bark + Hydrated Lime + Water +
Caustic Flakes are charged into Extractor with toluene for extraction process. Then this
extracted toluene is passed through H2SO4 98% and then the extracted acid is neutralised to get
crude Quinine. It is then purified to get pure Quinine Sulphate by purification process.
In this process after extraction of bark, there is no organic or chemical compound in the
extracted bark because we do vacuum distillation to recover toluene from bark. The waste Bark
(Extracted Bark) contains 1800 Kg Calorific Value. So it can be used in the boiler as a fuel.
FLOW CHARTS
Pulveriser Bark Blender Extractor Receiver
PH Treatment
Q. Sulphate(Crude)
Q. Sulphate(Purification)
CF
DryingPacking
Water Holding tank
Water
H.Lime C.Flakes Toluene H2SO4
C.Lye
Prism Industries Ltd.
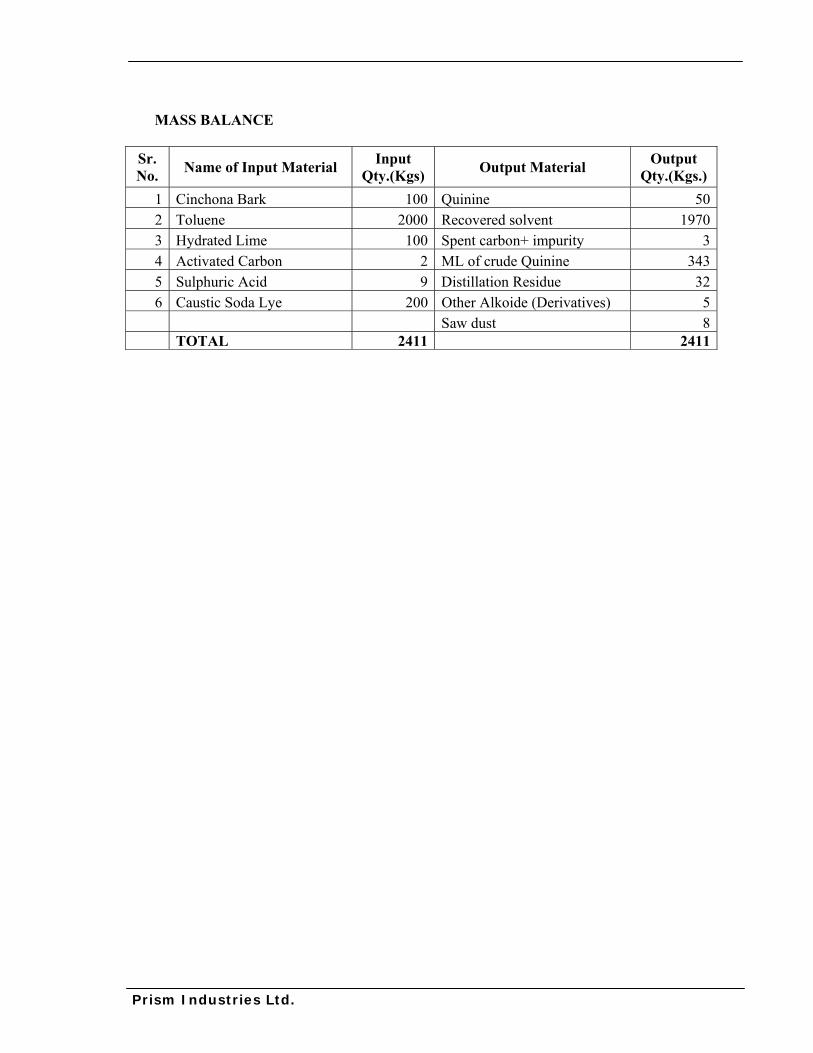
MASS BALANCE
Sr. No. Name of Input Material Input
Qty.(Kgs) Output Material Output Qty.(Kgs.)
1 Cinchona Bark 100 Quinine 502 Toluene 2000 Recovered solvent 19703 Hydrated Lime 100 Spent carbon+ impurity 34 Activated Carbon 2 ML of crude Quinine 3435 Sulphuric Acid 9 Distillation Residue 326 Caustic Soda Lye 200 Other Alkoide (Derivatives) 5
Saw dust 8 TOTAL 2411 2411

Prism Industries Ltd.
5.1. HCL QUININE
STAGE 1: QUININE SULPHATE
BRIEF PROCESS First Chinchona Bark is pulverised in pulveriser then it is taken into Ribbon blender with
Hydrated Lime, Caustic Flakes and Water. Then The Mixer of bark + Hydrated Lime + Water +
Caustic Flakes are charged into Extractor with toluene for extraction process. Then this
extracted toluene is passed through H2SO4 98% and then the extracted acid is neutralised to get
crude Quinine. It is then purified to get pure Quinine Sulphate by purification process.
In this process after extraction of bark, there is no organic or chemical compound in the
extracted bark because we do vacuum distillation to recover toluene from bark. The waste Bark
(Extracted Bark) contains 1800 Kg Calorific Value. So it can be used in the boiler as a fuel.
FLOW CHARTS
Pulveriser Bark Blender Extractor Receiver
PH Treatment
Q. Sulphate(Crude)
Q. Sulphate(Purification)
CF
DryingPacking
Water Holding tank
Water
H.Lime C.Flakes Toluene H2SO4
C.Lye

Prism Industries Ltd.
MASS BALANCE
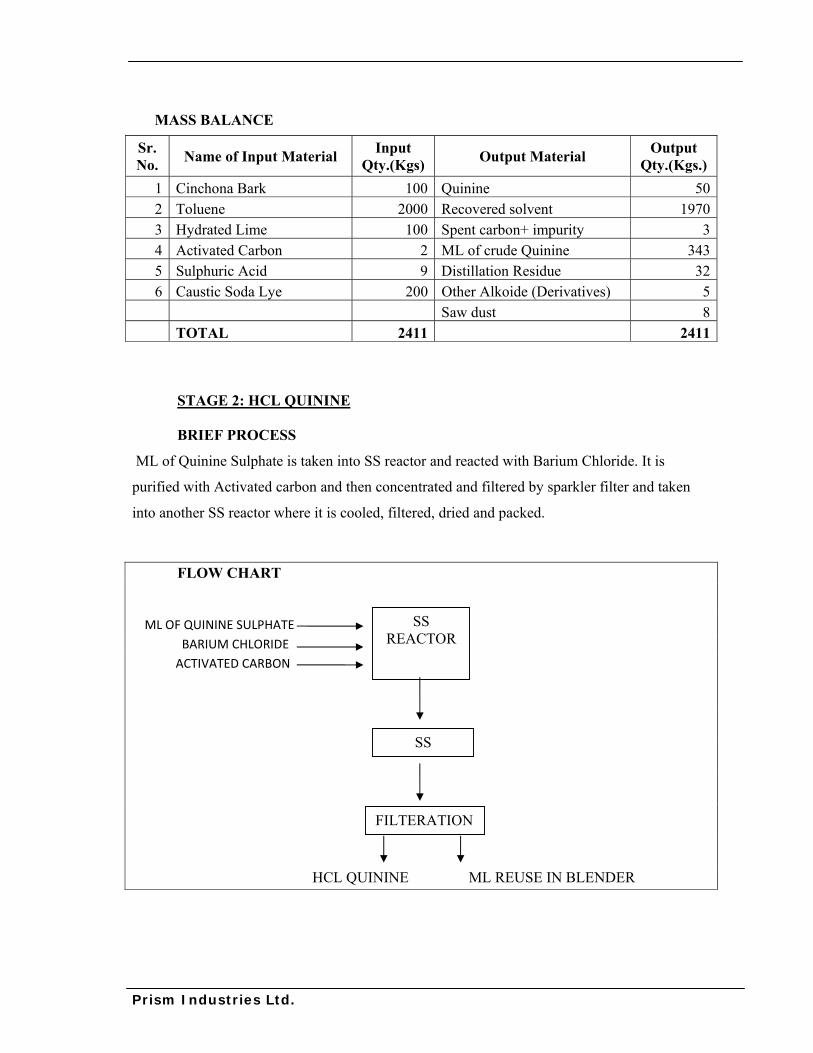
STAGE 2: HCL QUININE
BRIEF PROCESS
ML of Quinine Sulphate is taken into SS reactor and reacted with Barium Chloride. It is
purified with Activated carbon and then concentrated and filtered by sparkler filter and taken
into another SS reactor where it is cooled, filtered, dried and packed.
FLOW CHART
ML OF QUININE SULPHATE BARIUM CHLORIDE ACTIVATED CAROBN
HCL QUININE ML REUSE IN BLENDER
Sr. No. Name of Input Material Input
Qty.(Kgs) Output Material Output Qty.(Kgs.)
1 Cinchona Bark 100 Quinine 502 Toluene 2000 Recovered solvent 19703 Hydrated Lime 100 Spent carbon+ impurity 34 Activated Carbon 2 ML of crude Quinine 3435 Sulphuric Acid 9 Distillation Residue 326 Caustic Soda Lye 200 Other Alkoide (Derivatives) 5
Saw dust 8 TOTAL 2411 2411
SS REACTOR
SS
FILTERATION
Prism Industries Ltd.
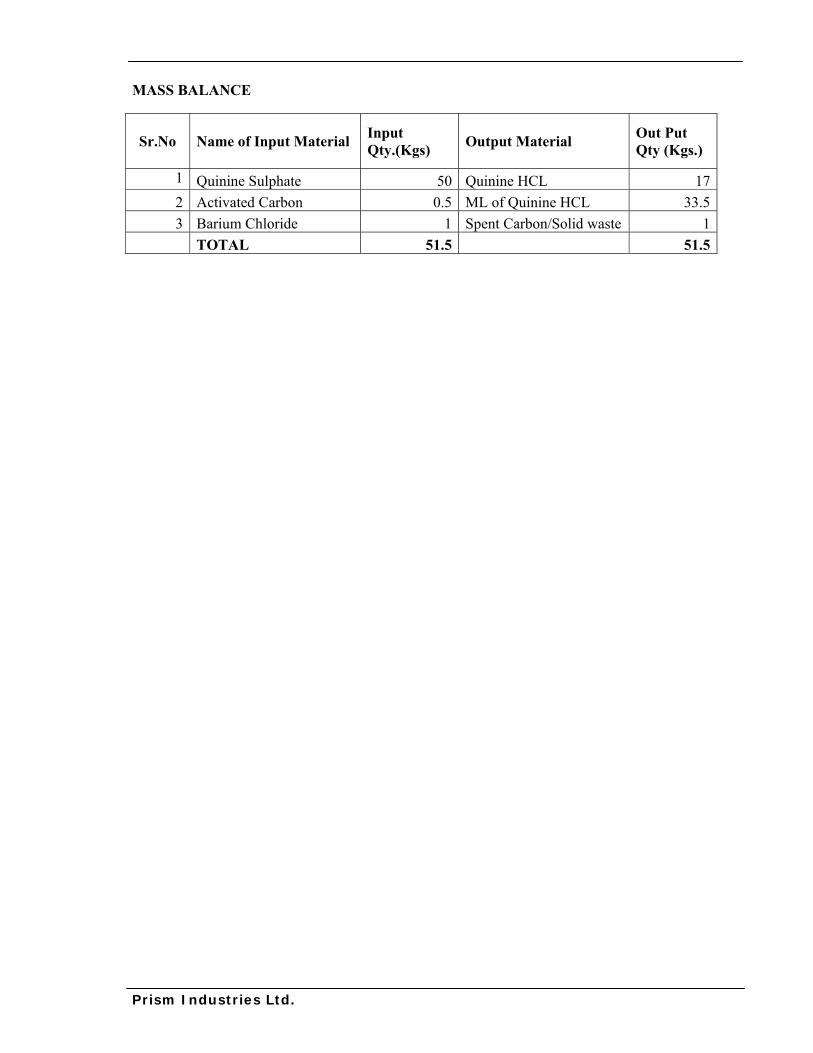
MASS BALANCE
Sr.No Name of Input Material Input Qty.(Kgs) Output Material Out Put
Qty (Kgs.)
1 Quinine Sulphate 50 Quinine HCL 172 Activated Carbon 0.5 ML of Quinine HCL 33.53 Barium Chloride 1 Spent Carbon/Solid waste 1
TOTAL 51.5 51.5
Prism Industries Ltd.
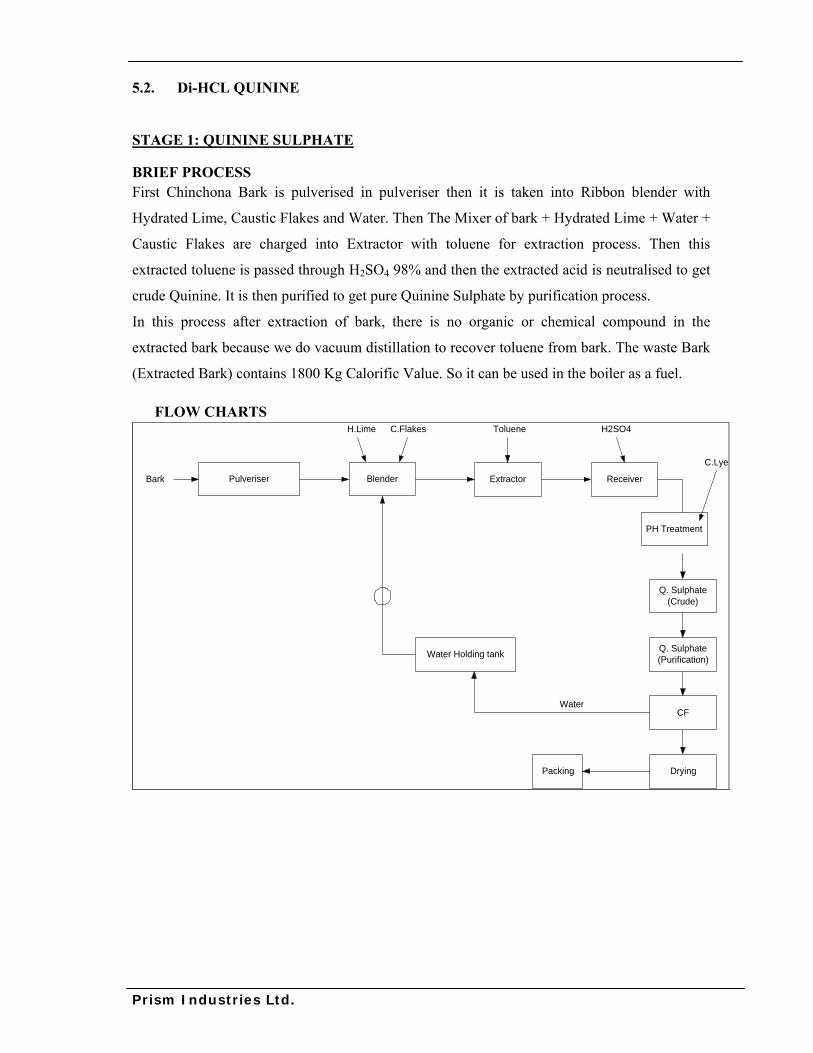
5.2. Di-HCL QUININE
STAGE 1: QUININE SULPHATE
BRIEF PROCESS First Chinchona Bark is pulverised in pulveriser then it is taken into Ribbon blender with
Hydrated Lime, Caustic Flakes and Water. Then The Mixer of bark + Hydrated Lime + Water +
Caustic Flakes are charged into Extractor with toluene for extraction process. Then this
extracted toluene is passed through H2SO4 98% and then the extracted acid is neutralised to get
crude Quinine. It is then purified to get pure Quinine Sulphate by purification process.
In this process after extraction of bark, there is no organic or chemical compound in the
extracted bark because we do vacuum distillation to recover toluene from bark. The waste Bark
(Extracted Bark) contains 1800 Kg Calorific Value. So it can be used in the boiler as a fuel.
FLOW CHARTS
Pulveriser Bark Blender Extractor Receiver
PH Treatment
Q. Sulphate(Crude)
Q. Sulphate(Purification)
CF
DryingPacking
Water Holding tank
Water
H.Lime C.Flakes Toluene H2SO4
C.Lye
Prism Industries Ltd.
MASS BALANCE
STAGE 2: HCL QUININE
BRIEF PROCESS
ML of Quinine Sulphate is taken into SS reactor and reacted with Barium Chloride. It is
purified with Activated carbon and then concentrated and filtered by sparkler filter and taken
into another SS reactor where it is cooled, filtered, dried and packed.
FLOW CHART
ML OF QUININE SULPHATE BARIUM CHLORIDE ACTIVATED CARBON
HCL QUININE ML REUSE IN BLENDER
Sr. No. Name of Input Material Input
Qty.(Kgs) Output Material Output Qty.(Kgs.)
1 Cinchona Bark 100 Quinine 502 Toluene 2000 Recovered solvent 19703 Hydrated Lime 100 Spent carbon+ impurity 34 Activated Carbon 2 ML of crude Quinine 3435 Sulphuric Acid 9 Distillation Residue 326 Caustic Soda Lye 200 Other Alkoide (Derivatives) 5
Saw dust 8 TOTAL 2411 2411
SS REACTOR
SS
FILTERATION
Prism Industries Ltd.
MASS BALANCE
Sr.No Name of Input Material Input Qty.(Kgs) Output Material Out Put
Qty (Kgs.)
1 Quinine Sulphate 50 Quinine HCL 172 Activated Carbon 0.5 ML of Quinine HCL 33.53 Barium Chloride 1 Spent Carbon/Solid waste 1
TOTAL 51.5 51.5
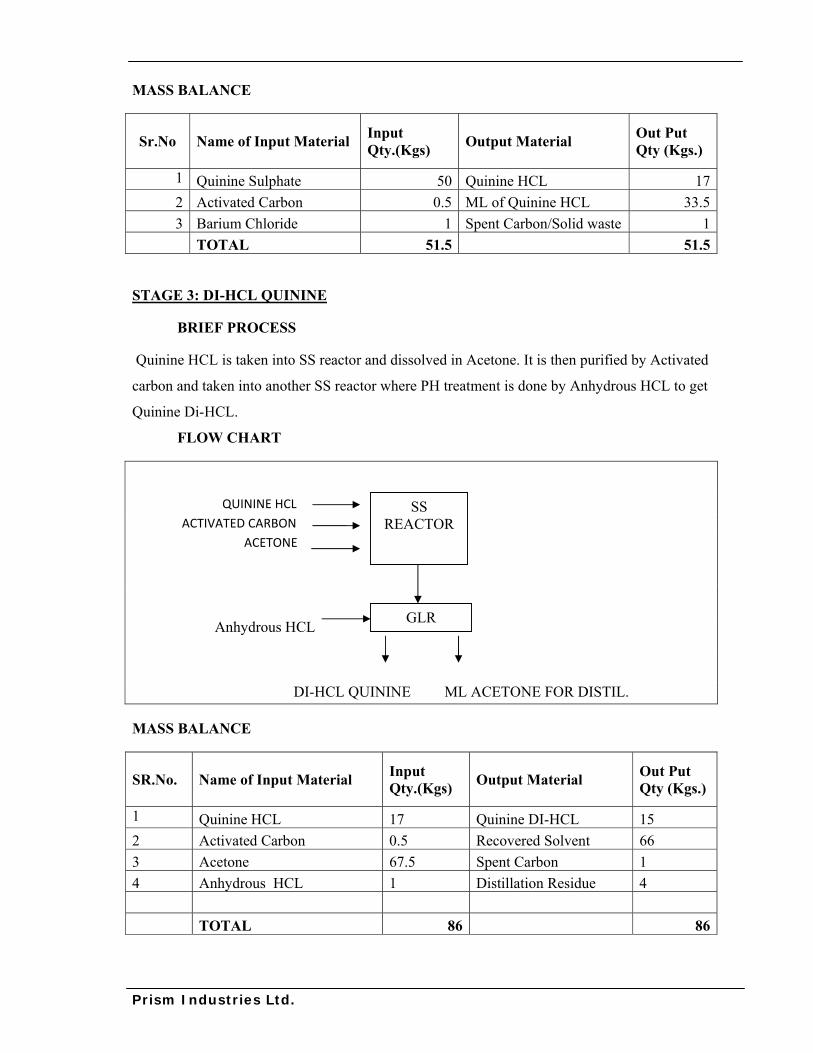
STAGE 3: DI-HCL QUININE
BRIEF PROCESS
Quinine HCL is taken into SS reactor and dissolved in Acetone. It is then purified by Activated
carbon and taken into another SS reactor where PH treatment is done by Anhydrous HCL to get
Quinine Di-HCL.
FLOW CHART
QUININE HCL ACTIVATED CARBON ACETONE
Anhydrous HCL
DI-HCL QUININE ML ACETONE FOR DISTIL.
MASS BALANCE
SR.No. Name of Input Material Input Qty.(Kgs) Output Material Out Put
Qty (Kgs.)
1 Quinine HCL 17 Quinine DI-HCL 15 2 Activated Carbon 0.5 Recovered Solvent 66 3 Acetone 67.5 Spent Carbon 1 4 Anhydrous HCL 1 Distillation Residue 4
TOTAL 86 86
SS REACTOR
GLR
Prism Industries Ltd.
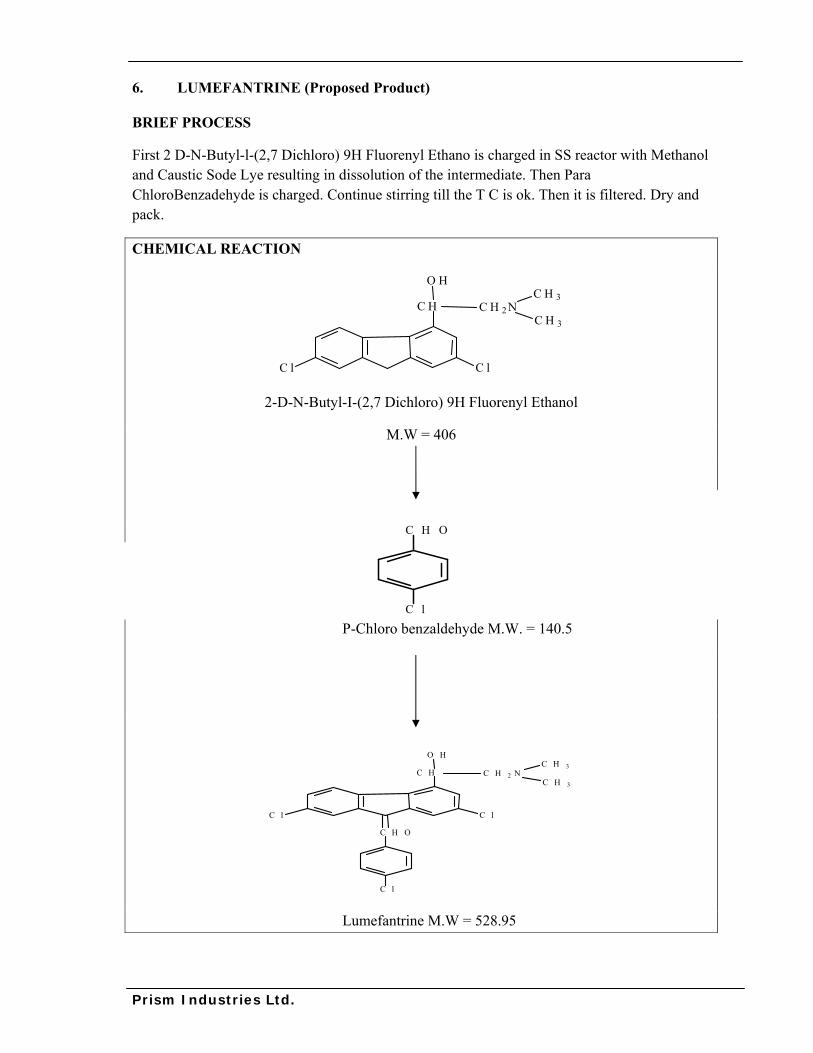
6. LUMEFANTRINE (Proposed Product)
BRIEF PROCESS
First 2 D-N-Butyl-l-(2,7 Dichloro) 9H Fluorenyl Ethano is charged in SS reactor with Methanol and Caustic Sode Lye resulting in dissolution of the intermediate. Then Para ChloroBenzadehyde is charged. Continue stirring till the T C is ok. Then it is filtered. Dry and pack.
CHEMICAL REACTION
C lC l
C H
O H
C H 2 NC H 3
C H 3
2-D-N-Butyl-I-(2,7 Dichloro) 9H Fluorenyl Ethanol
M.W = 406
P-Chloro benzaldehyde M.W. = 140.5
C lC l
C H
O H
C H 2 NC H 3
C H 3
C H O
C l
Lumefantrine M.W = 528.95
C H O
C l
Prism Industries Ltd.
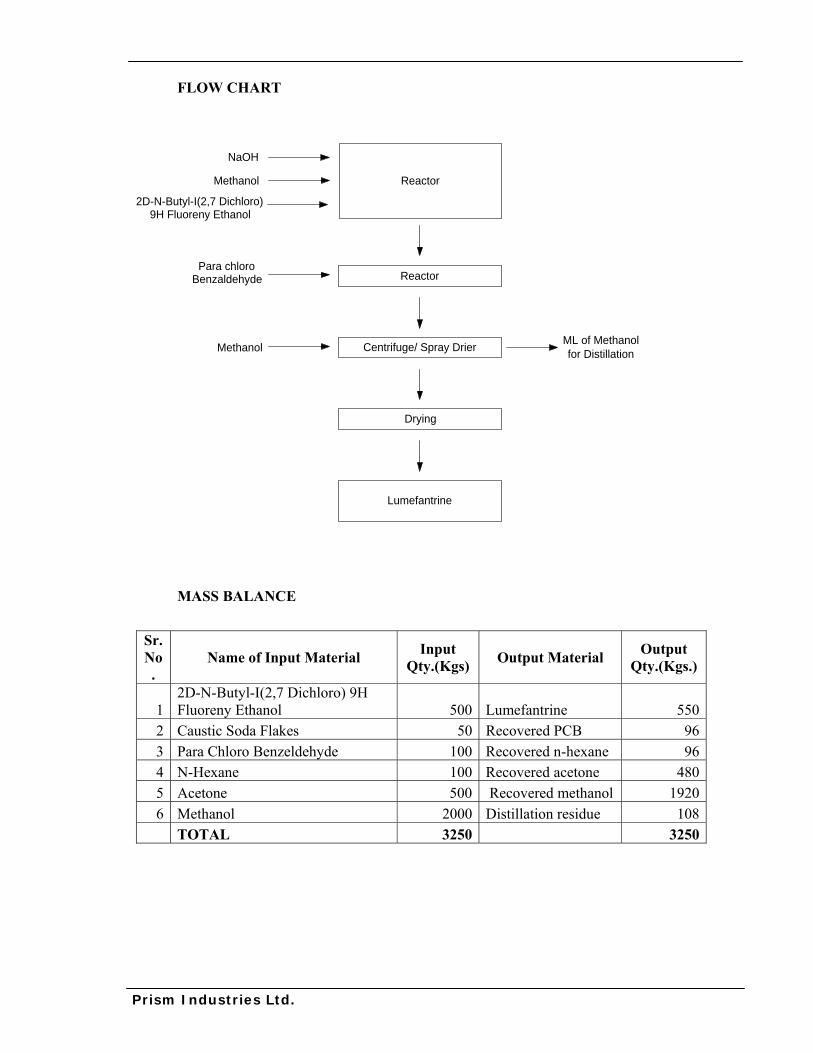
FLOW CHART
Reactor
Reactor
Centrifuge/ Spray Drier
Drying
Lumefantrine
Methanol
NaOH
Para chloro Benzaldehyde
Methanol ML of Methanolfor Distillation
2D-N-Butyl-I(2,7 Dichloro) 9H Fluoreny Ethanol
MASS BALANCE
Sr. No.
Name of Input Material Input Qty.(Kgs) Output Material Output
Qty.(Kgs.)
1 2D-N-Butyl-I(2,7 Dichloro) 9H Fluoreny Ethanol 500 Lumefantrine 550
2 Caustic Soda Flakes 50 Recovered PCB 963 Para Chloro Benzeldehyde 100 Recovered n-hexane 964 N-Hexane 100 Recovered acetone 4805 Acetone 500 Recovered methanol 19206 Methanol 2000 Distillation residue 108
TOTAL 3250 3250

Prism Industries Ltd.
7. CALCIUM SENNOSIDE (Proposed Product)
BRIEF PROCESS
First senna leaves are pulverized and then it is mixed in ribbon blender with caustic soda flakes then this mix powder is taken into extractor for extraction by methanol. After extraction the methanol is distilled for reuse of next batch into SS reactor the concentrated solution (syrup form) of methanol is reacted with calcium chloride to make crude calcium sennoside which is then purified by carbon treatment then filter, dry, packed.
FLOW CHART
PULVERISER BLENDED EXTRACTOR SS REACTOR
PACKING DRYING FILTERATION PURIFICATION
DISTILLATION
ACTIVATED CARBON
METHANOLCAUSTIC SODA FLAKESSENNA LEAVES
REUSE
MASS BALANCE
Sr. No. Name of Input Material Input
Qty.(Kgs) Output Material Output Qty.(Kgs.)
1 Senna Leaves 100 Calcium Sennoside 582 Methanol 800 Recovered Methanol 7803 Calcium Chloride 13 Agricultural waste 514 Caustic Soda Flakes 10 Distillation Residue 305 Activated Carbon 3 Spent Carbon 7
TOTAL 926 926
Prism Industries Ltd.
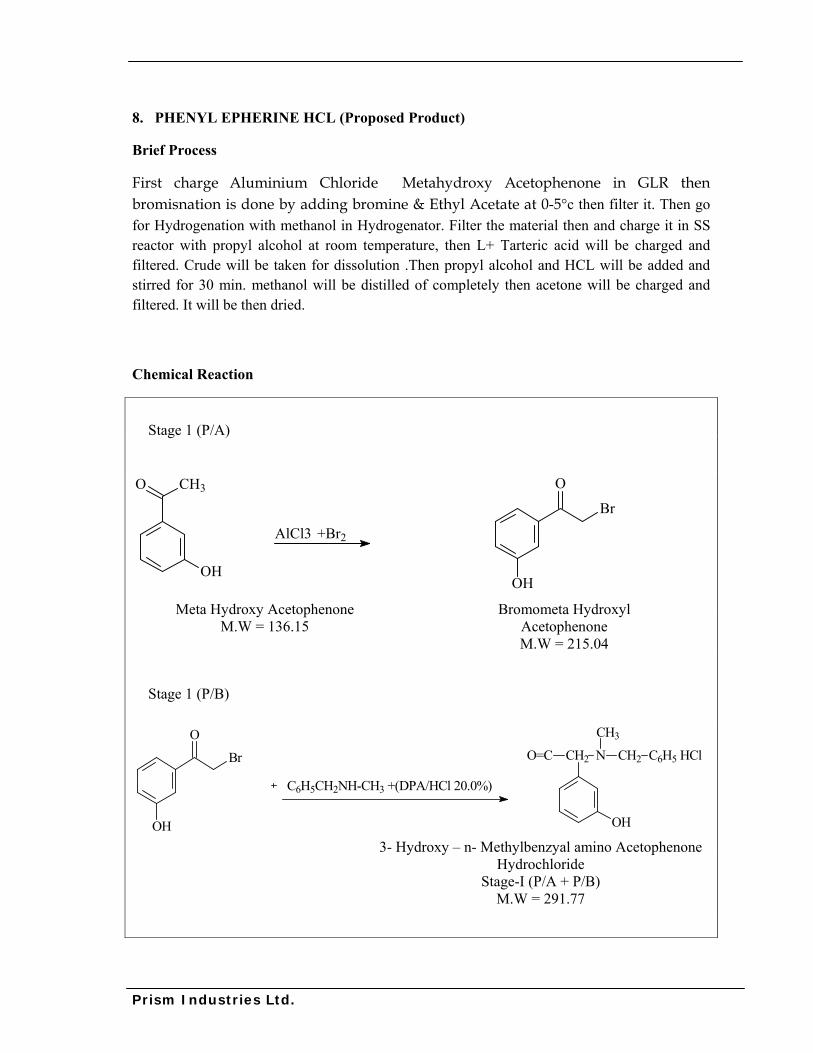
8. PHENYL EPHERINE HCL (Proposed Product)
Brief Process
First charge Aluminium Chloride Metahydroxy Acetophenone in GLR then bromisnation is done by adding bromine & Ethyl Acetate at 0-5°c then filter it. Then go for Hydrogenation with methanol in Hydrogenator. Filter the material then and charge it in SS reactor with propyl alcohol at room temperature, then L+ Tarteric acid will be charged and filtered. Crude will be taken for dissolution .Then propyl alcohol and HCL will be added and stirred for 30 min. methanol will be distilled of completely then acetone will be charged and filtered. It will be then dried.
Chemical Reaction
O CH3
OH
AlCl3
OH
O
Br
+Br2
OH
O
Br
C6H5CH2NH-CH3 +(DPA/HCl 20.0%)
OH
O=C CH2 N CH2 C6H5 HCl
CH3
Stage 1 (P/A)
Bromometa Hydroxyl Acetophenone M.W = 215.04
Meta Hydroxy Acetophenone M.W = 136.15
Stage 1 (P/B)
3- Hydroxy – n- Methylbenzyal amino Acetophenone Hydrochloride
Stage-I (P/A + P/B) M.W = 291.77
Prism Industries Ltd.
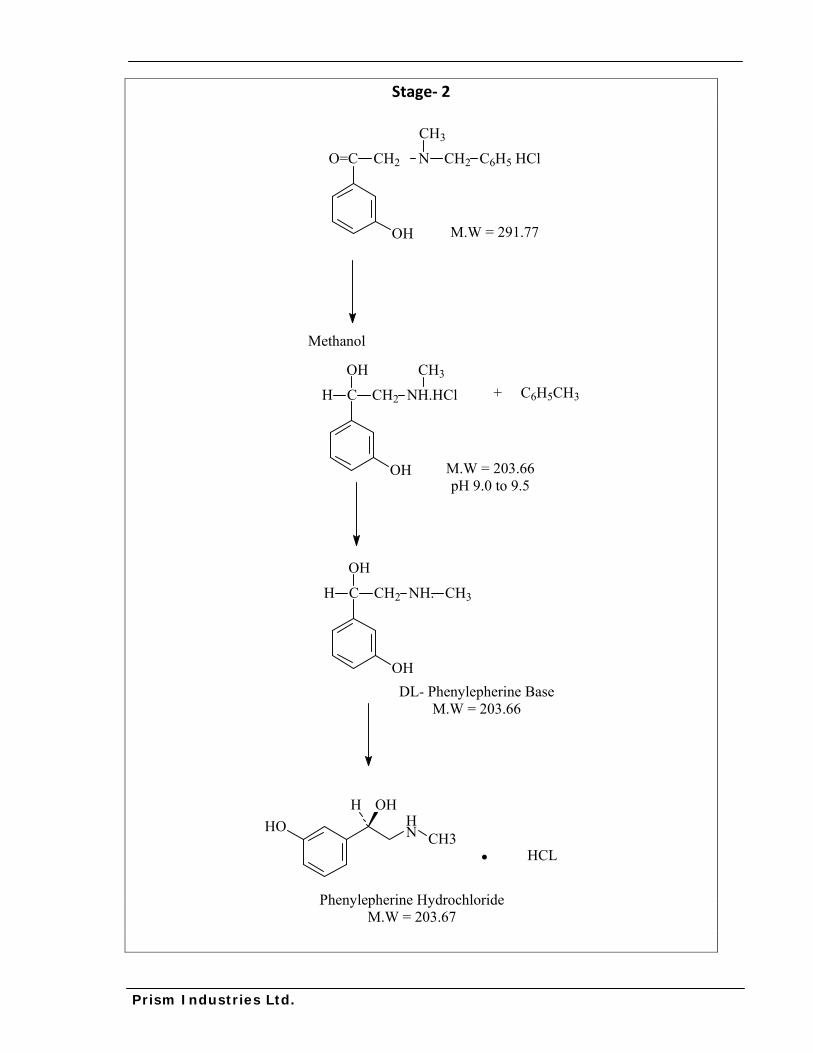
Stage‐ 2
C
OH
H
OH
CH2 NH.HCl
CH3
+ C6H5CH3
O=C CH2 N CH2 C6H5 HCl
CH3
OH
C
OH
H
OH
CH2 NH. CH3
HO HN CH3
H OH
HCL
Methanol
M.W = 203.66 pH 9.0 to 9.5
M.W = 291.77
.
DL- Phenylepherine Base M.W = 203.66
Phenylepherine Hydrochloride M.W = 203.67
Prism Industries Ltd.
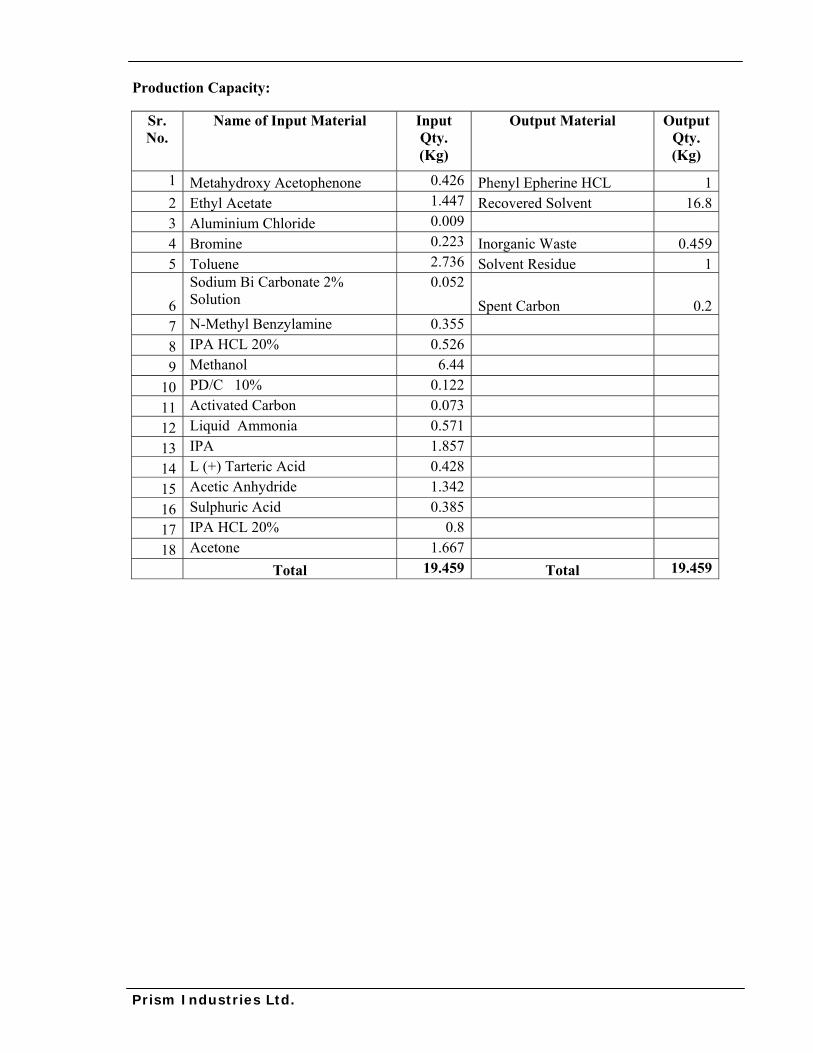
Production Capacity:
Sr. No.
Name of Input Material Input Qty. (Kg)
Output Material Output Qty. (Kg)
1 Metahydroxy Acetophenone 0.426 Phenyl Epherine HCL 12 Ethyl Acetate 1.447 Recovered Solvent 16.83 Aluminium Chloride 0.009 4 Bromine 0.223 Inorganic Waste 0.4595 Toluene 2.736 Solvent Residue 1
6 Sodium Bi Carbonate 2% Solution
0.052Spent Carbon 0.2
7 N-Methyl Benzylamine 0.355 8 IPA HCL 20% 0.526 9 Methanol 6.44
10 PD/C 10% 0.122 11 Activated Carbon 0.073 12 Liquid Ammonia 0.571 13 IPA 1.857 14 L (+) Tarteric Acid 0.428 15 Acetic Anhydride 1.342 16 Sulphuric Acid 0.385 17 IPA HCL 20% 0.8 18 Acetone 1.667
Total 19.459 Total 19.459
Prism Industries Ltd.
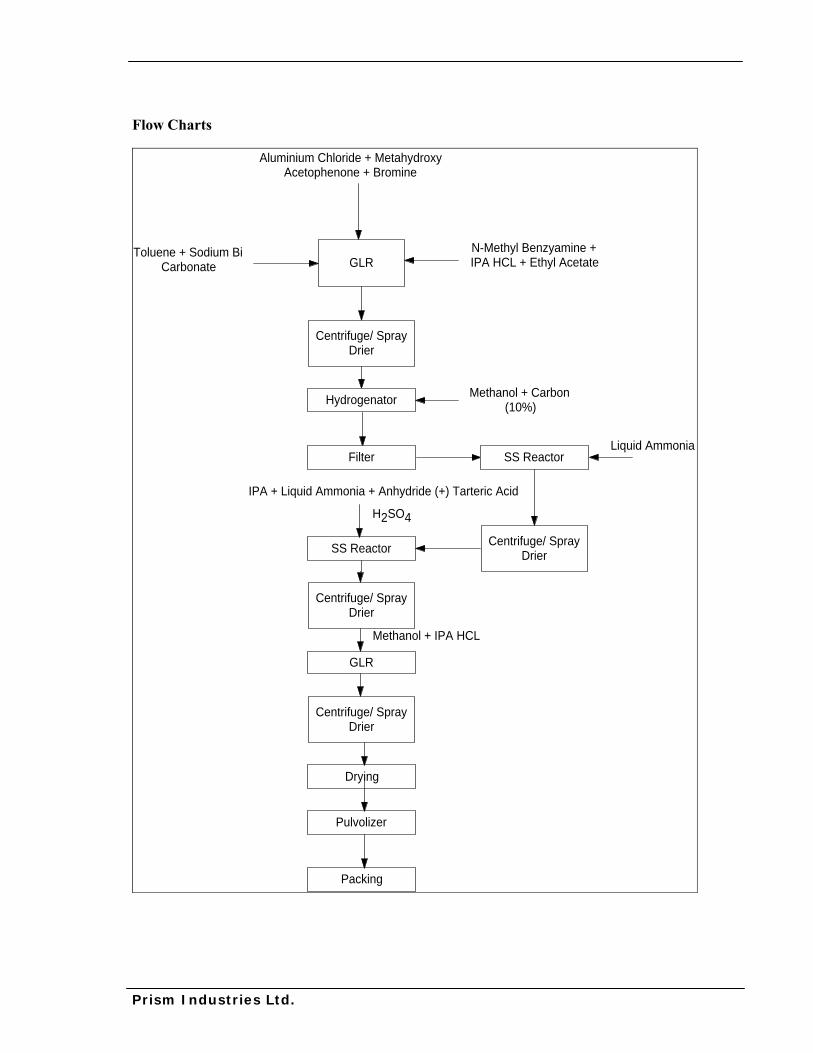
Flow Charts
GLR
Aluminium Chloride + Metahydroxy Acetophenone + Bromine
Toluene + Sodium Bi Carbonate
N-Methyl Benzyamine + IPA HCL + Ethyl Acetate
Centrifuge/ Spray Drier
Hydrogenator Methanol + Carbon (10%)
Filter
IPA + Liquid Ammonia + Anhydride (+) Tarteric Acid
SS ReactorLiquid Ammonia
SS Reactor
H2SO4
Centrifuge/ Spray Drier
Centrifuge/ Spray Drier
GLR
Centrifuge/ Spray Drier
Drying
Pulvolizer
Packing
Methanol + IPA HCL

Prism Industries Ltd.
9. PENTAPROZOLE (Proposed Product)
Brief Process:
Stage:1 Pentaprozole Sulfide 2-Chloromethyl-3, 4-dimethoxy pyridine hydrochloride and 5- Difluorornethoxy-2-
mercaptobenzidimide will be suspended in methanol and DM water. To the resulting reaction
mixture aqueous sodium hydroxide solution will be added. The resulting reaction mixture will
be then maintained for some time and concentrated. The concentrated mass will be isolated in
centrifuge to get Pentaprozole sulphide.
Stage:2 Pentaprnzole.Base Wet Pentaprozole sulfide will be then suspended in methylene dichloride and product will be
extracted in methylene dichloride. The product layer will be cooled and a mixture of Sodium
chloride and sodium hypochlorite will be added to it. After completion of reaction pH of
organic mass will be adjusted with acetic acid and the organic layer will be treated with sodium
sulphate. The organic layer will be further concentrated and IPE will be added to it. The
reaction mass will be isolated in centrifuge to get Pentaprozole Base and will be further dried in
Vacuum Tray Dryer.
Stage:3 Pentaprnzole.Base Pure
Pentaprozole base will be suspended in methylene dichloride. Reaction mass will be stirred for
a while and IPE will be charged into it and maintained for some time. The reaction mass will be
then isolated in centrifuge to get Pentaprozole Base Pure and will be further dried in Vacuum
Tray Dryer for 8-10 Hours.
Prism Industries Ltd.
N
OCH3
OCH3
Cl
.HCl
N
HNHS
Methanol Water
Sodium Hydroxide flakes
N
OCH3
OCH3N
HNS
OCF2H OCF2H
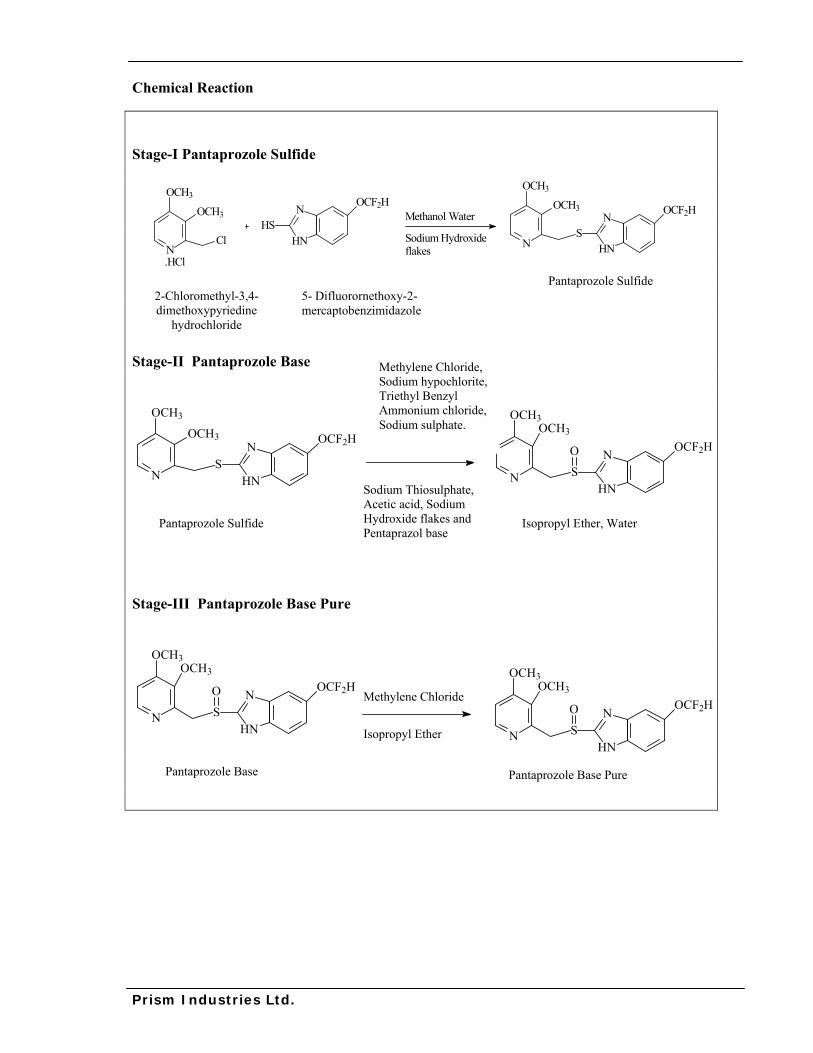
Chemical Reaction
Stage-I Pantaprozole Sulfide Stage-II Pantaprozole Base
N
OCH3
OCH3N
HNS
OCF2HN
HNS
O OCF2H
N
OCH3OCH3
Stage-III Pantaprozole Base Pure
N
HNS
O OCF2H
N
OCH3OCH3
N
HNS
O OCF2H
N
OCH3OCH3
2-Chloromethyl-3,4-dimethoxypyriedine
hydrochloride
5- Difluorornethoxy-2-mercaptobenzimidazole
Pantaprozole Sulfide
Methylene Chloride, Sodium hypochlorite, Triethyl Benzyl Ammonium chloride, Sodium sulphate.
Pantaprozole Sulfide Isopropyl Ether, Water
Sodium Thiosulphate, Acetic acid, Sodium Hydroxide flakes and Pentaprazol base
Pantaprozole Base Pantaprozole Base Pure
Isopropyl Ether
Methylene Chloride

Prism Industries Ltd.
Mass Balance:
Sr. No.
Name of Input Material Input Qty. (Kg)
Output Material Output Qty. (Kg)
1 5 Difloro Methoxy 2 Mercapto Benzimidazole 0.52 Pentaprozole 1 2 3 -4Dimethoxy 2 Chloromethyl Pyridine HCl 0.57 Recovered Solvent 23.26 3 Sodium Hydroxide 0.46 Solid Waste 0.24 ISO Propylether 1.25 Solvent residue 15 MDC 7.85 Water Effluent 1.5 6 Ethyl Acetate 10.97 7 Naocl. (4% solution) 0.21 8 Methanol 3.63 9 RO Water 1.5 Total 26.96 Total 26.96

Prism Industries Ltd.
Flow Charts
Preparation of sodium hydroxide solution
RO Water
Sodium Hydroxide Flakes
R-701
Reaction
Methanol
RO Water
2-Chloromethyl 1-3,4-dimethoxypridine
hydrochloride
5- Difloromethoxy -2 mercapto benzimidazole
R-707/ R-702
Start heating and maintain temp.for 8 hrs. at temp
40 - 45 oC
Send sample to QC for Unreacted 2-Chloromethyl
1-3,4-dimethoxypridine hydrochloride (Limit NMT
2.0%)
R-707/ R-702
Distill out Methanol completely under
vacuum
Send sample of Distilled Methanol for purity by GC (Limit:
NLT 98.0%)
R-707/ R-702Change RO Water and cool the reaction mixture for 5hrs.
25-35 oC
Unload the Wet Cake. Send the sample to QC for complete
analysis
CF - 702

Prism Industries Ltd.
Preparation of mixture of sodium hydroxide and sodium hypochlorite solution
RO Water
Sodium Hydroxide Flakes R-715
Reaction
Methylene Chloride
RO Water
Triethyl benzyl ammonium Chloride
Charge mixture of sodium hydroxide and sodium
hypochlorite
R-705/ R-709
R-705/ R-709
R-705/ R-709
Charge Methylene chloride
Send the sample to QC for complete analysis
Sodium Hydpochloride Flakes
Pantaprozole sulphide
Stirring, settling & speration
Collect organic layer
Send sample to QC lab for pantaprozole sulphide
content (Limit: NMT 3.0%)
RO Water + Sodium hydroxide and sodium
hypochlorite
RO Water
Adjust pH with Acetic Acid 9.0-9.5
Stirring, settling & speration
Collect organic layer
R-705/ R-709Sodium Sulphate
Methylene Chloride
NF -701
CF - 703
R - 710Isopropyl ester
Distilled out Methylene Chloride
DCVD-402
PNT - II

Prism Industries Ltd.
Stage: PNT
R-704
Methylene Chloride
Charge Isopropyl ether to maintain the temp. of
reaction mixture. Temp 20-30oC
Send the sample to QC for complete analysis
Pantaprozole sulphide
Cool the reaction mass temp. 20-35 oC
Heat the reaction mixture about 40 oC to get Clear
solution
SPF - 703
R-711
CF - 704
VTD - 701
PANTAPRAZOLE BASE PURE
Prism Industries Ltd.
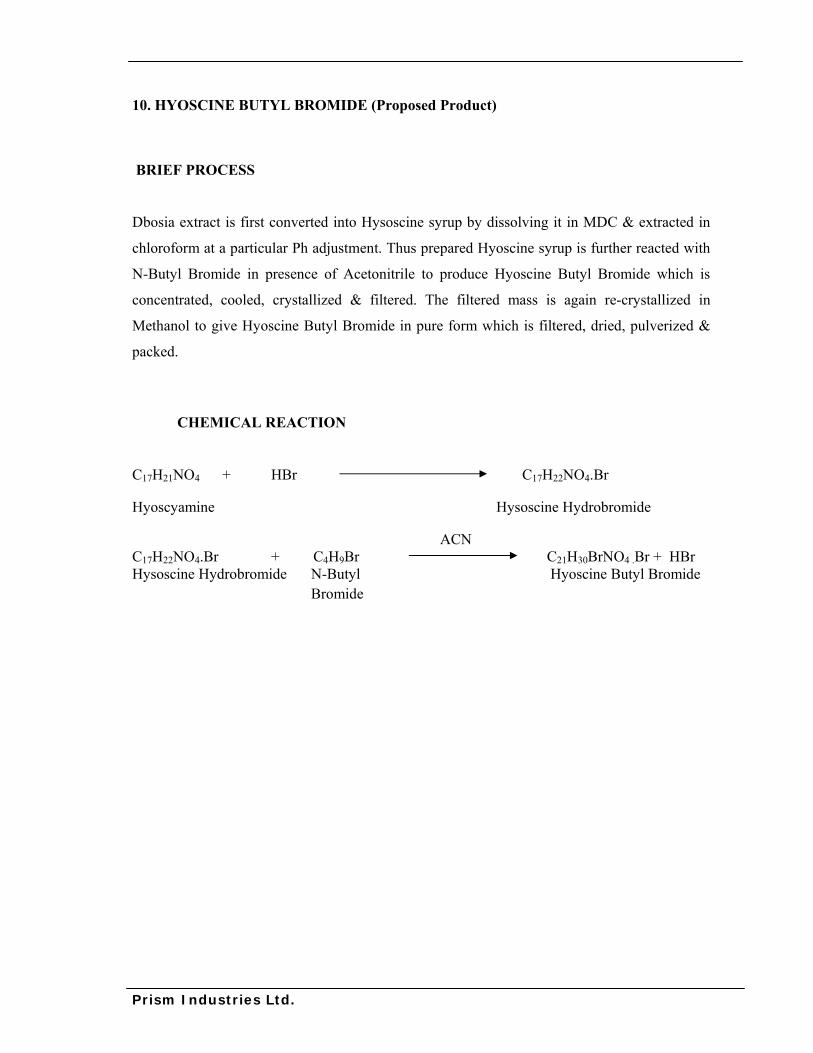
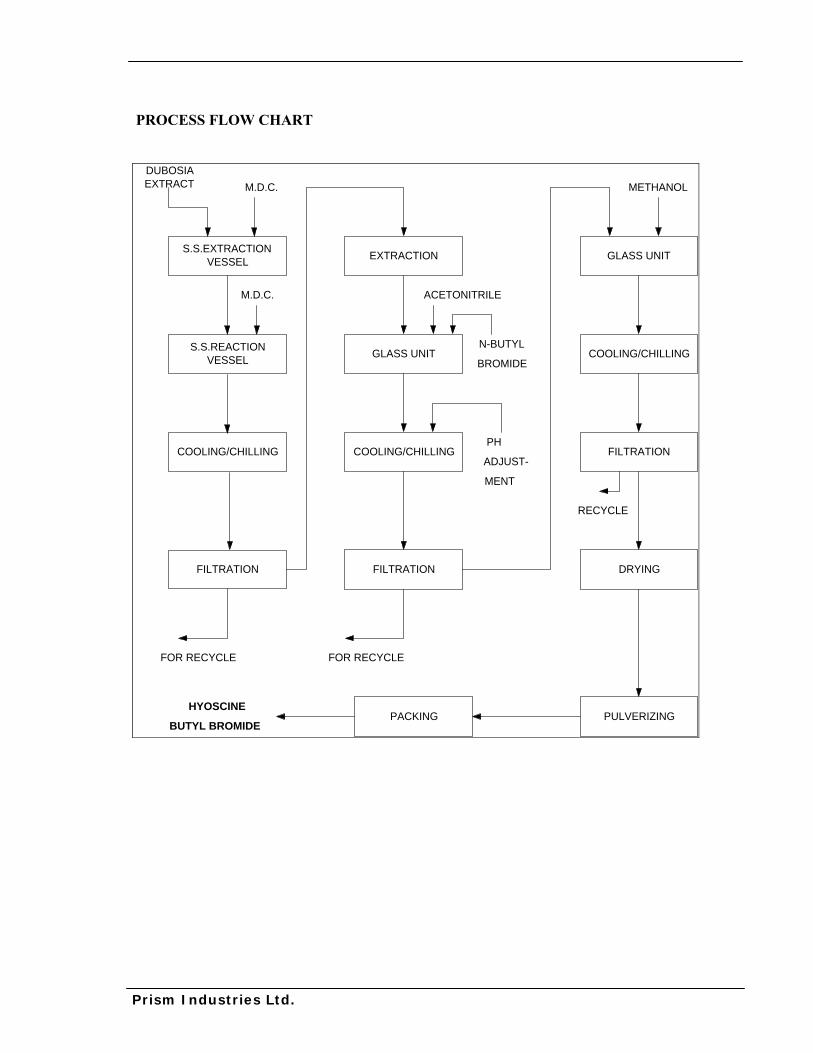
10. HYOSCINE BUTYL BROMIDE (Proposed Product)
BRIEF PROCESS
Dbosia extract is first converted into Hysoscine syrup by dissolving it in MDC & extracted in
chloroform at a particular Ph adjustment. Thus prepared Hyoscine syrup is further reacted with
N-Butyl Bromide in presence of Acetonitrile to produce Hyoscine Butyl Bromide which is
concentrated, cooled, crystallized & filtered. The filtered mass is again re-crystallized in
Methanol to give Hyoscine Butyl Bromide in pure form which is filtered, dried, pulverized &
packed.
CHEMICAL REACTION
C17H21NO4 + HBr C17H22NO4.Br
Hyoscyamine Hysoscine Hydrobromide
ACN C17H22NO4.Br + C4H9Br C21H30BrNO4 .Br + HBr Hysoscine Hydrobromide N-Butyl Hyoscine Butyl Bromide Bromide

Prism Industries Ltd.
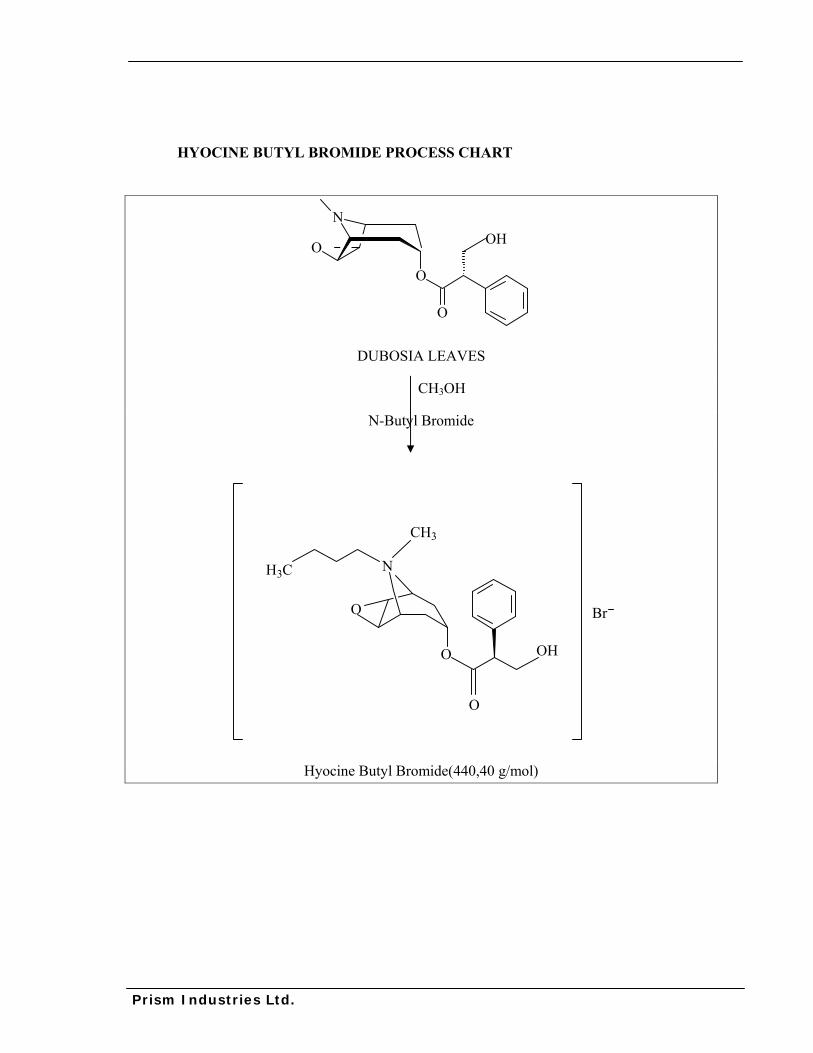
HYOCINE BUTYL BROMIDE PROCESS CHART
O
O
O
NOH
DUBOSIA LEAVES
CH3OH
N-Butyl Bromide
OH
O
O
NH3C
O
CH3
Br
Hyocine Butyl Bromide(440,40 g/mol)
Prism Industries Ltd.
PROCESS FLOW CHART
S.S.EXTRACTION VESSEL
DUBOSIAEXTRACT
EXTRACTION
S.S.REACTIONVESSEL
COOLING/CHILLING
FILTRATION
GLASS UNIT
COOLING/CHILLING
FILTRATION
GLASS UNIT
COOLING/CHILLING
FILTRATION
DRYING
PACKING PULVERIZING
M.D.C. METHANOL
ACETONITRILE
N-BUTYL
BROMIDE
PH
ADJUST-
MENT
RECYCLE
FOR RECYCLEFOR RECYCLE
HYOSCINE
BUTYL BROMIDE
M.D.C.

Prism Industries Ltd.
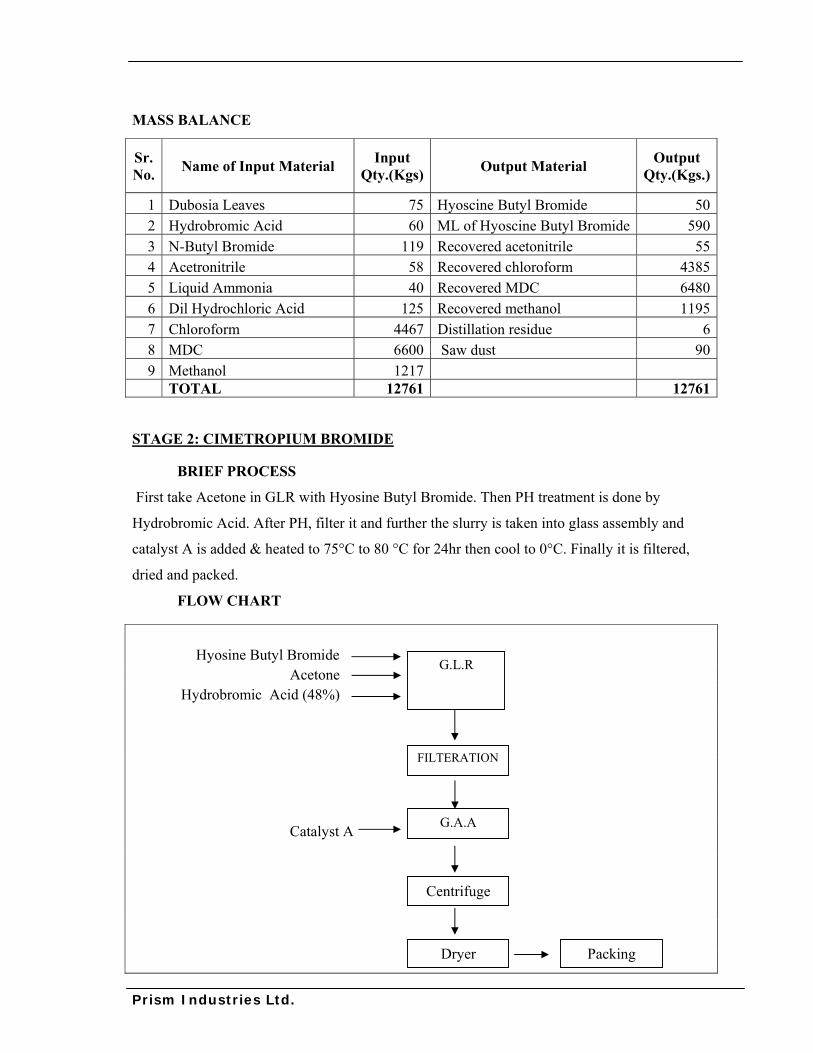
MASS BALANCE
Sr. No. Name of Input Material Input
Qty.(Kgs) Output Material Output Qty.(Kgs.)
1 Dubosia Leaves 75 Hyoscine Butyl Bromide 502 Hydrobromic Acid 60 ML of Hyoscine Butyl Bromide 5903 N-Butyl Bromide 119 Recovered acetonitrile 554 Acetronitrile 58 Recovered chloroform 43855 Liquid Ammonia 40 Recovered MDC 64806 Dil Hydrochloric Acid 125 Recovered methanol 11957 Chloroform 4467 Distillation residue 68 MDC 6600 Saw dust 909 Methanol 1217
TOTAL 12761 12761
Prism Industries Ltd.
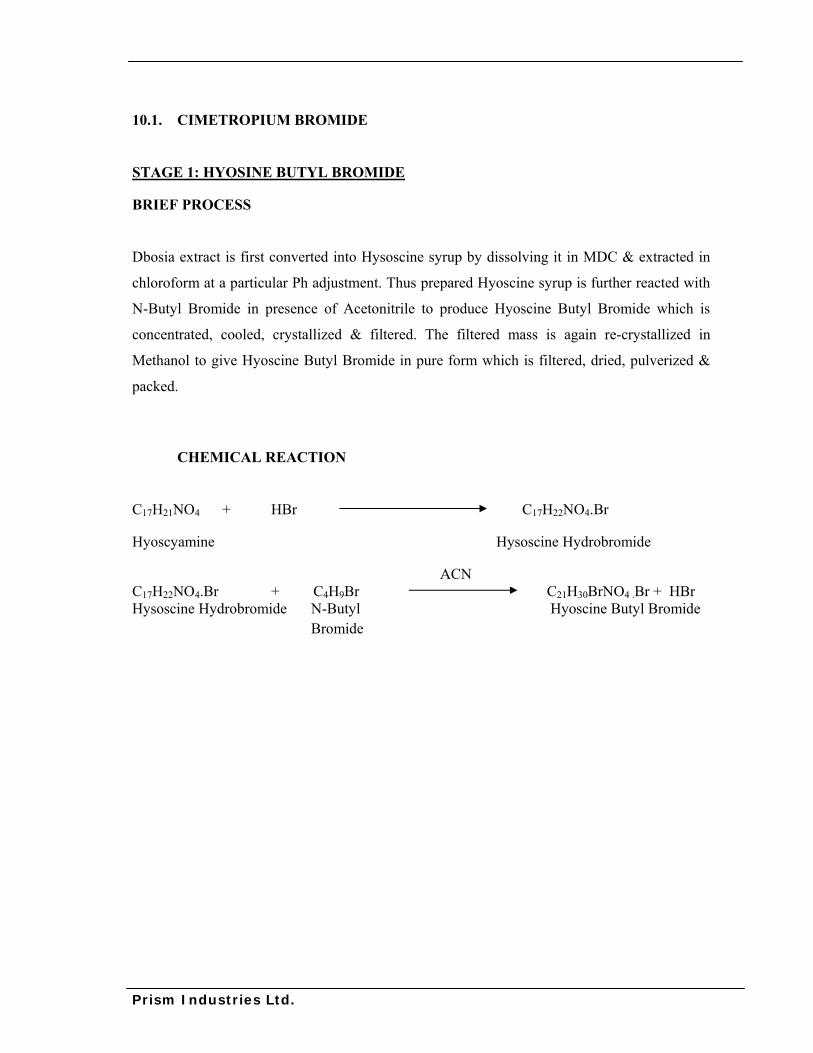
10.1. CIMETROPIUM BROMIDE
STAGE 1: HYOSINE BUTYL BROMIDE
BRIEF PROCESS
Dbosia extract is first converted into Hysoscine syrup by dissolving it in MDC & extracted in
chloroform at a particular Ph adjustment. Thus prepared Hyoscine syrup is further reacted with
N-Butyl Bromide in presence of Acetonitrile to produce Hyoscine Butyl Bromide which is
concentrated, cooled, crystallized & filtered. The filtered mass is again re-crystallized in
Methanol to give Hyoscine Butyl Bromide in pure form which is filtered, dried, pulverized &
packed.
CHEMICAL REACTION
C17H21NO4 + HBr C17H22NO4.Br
Hyoscyamine Hysoscine Hydrobromide
ACN C17H22NO4.Br + C4H9Br C21H30BrNO4 .Br + HBr Hysoscine Hydrobromide N-Butyl Hyoscine Butyl Bromide Bromide
Prism Industries Ltd.
HYOCINE BUTYL BROMIDE PROCESS CHART
O
O
O
NOH
DUBOSIA LEAVES
CH3OH
N-Butyl Bromide
OH
O
O
NH3C
O
CH3
Br
Hyocine Butyl Bromide(440,40 g/mol)

Prism Industries Ltd.
PROCESS FLOW CHART
S.S.EXTRACTION VESSEL
DUBOSIAEXTRACT
EXTRACTION
S.S.REACTIONVESSEL
COOLING/CHILLING
FILTRATION
GLASS UNIT
COOLING/CHILLING
FILTRATION
GLASS UNIT
COOLING/CHILLING
FILTRATION
DRYING
PACKING PULVERIZING
M.D.C. METHANOL
ACETONITRILE
N-BUTYL
BROMIDE
PH
ADJUST-
MENT
RECYCLE
FOR RECYCLEFOR RECYCLE
HYOSCINE
BUTYL BROMIDE
M.D.C.
Prism Industries Ltd.
MASS BALANCE
STAGE 2: CIMETROPIUM BROMIDE
BRIEF PROCESS
First take Acetone in GLR with Hyosine Butyl Bromide. Then PH treatment is done by
Hydrobromic Acid. After PH, filter it and further the slurry is taken into glass assembly and
catalyst A is added & heated to 75°C to 80 °C for 24hr then cool to 0°C. Finally it is filtered,
dried and packed.
FLOW CHART
Hyosine Butyl Bromide
Acetone Hydrobromic Acid (48%)
Catalyst A
Sr. No. Name of Input Material Input
Qty.(Kgs) Output Material Output Qty.(Kgs.)
1 Dubosia Leaves 75 Hyoscine Butyl Bromide 502 Hydrobromic Acid 60 ML of Hyoscine Butyl Bromide 5903 N-Butyl Bromide 119 Recovered acetonitrile 554 Acetronitrile 58 Recovered chloroform 43855 Liquid Ammonia 40 Recovered MDC 64806 Dil Hydrochloric Acid 125 Recovered methanol 11957 Chloroform 4467 Distillation residue 68 MDC 6600 Saw dust 909 Methanol 1217
TOTAL 12761 12761
G.L.R
FILTERATION
G.A.A
Centrifuge
Packing Dryer

Prism Industries Ltd.
MASS BALANCE
Sr.No. Name of Input Material Input Qty.(Kgs) Output Material
Out Put Qty
(Kgs.)1 Hyosine Butyl Bromide 50 Cimetropium bromide 402 Acetone 400 Solvent Recovery 3903 Hydrobromic Acid 10 Distillation Residue 364 Catalyst A 6
TOTAL 466 466
Prism Industries Ltd.
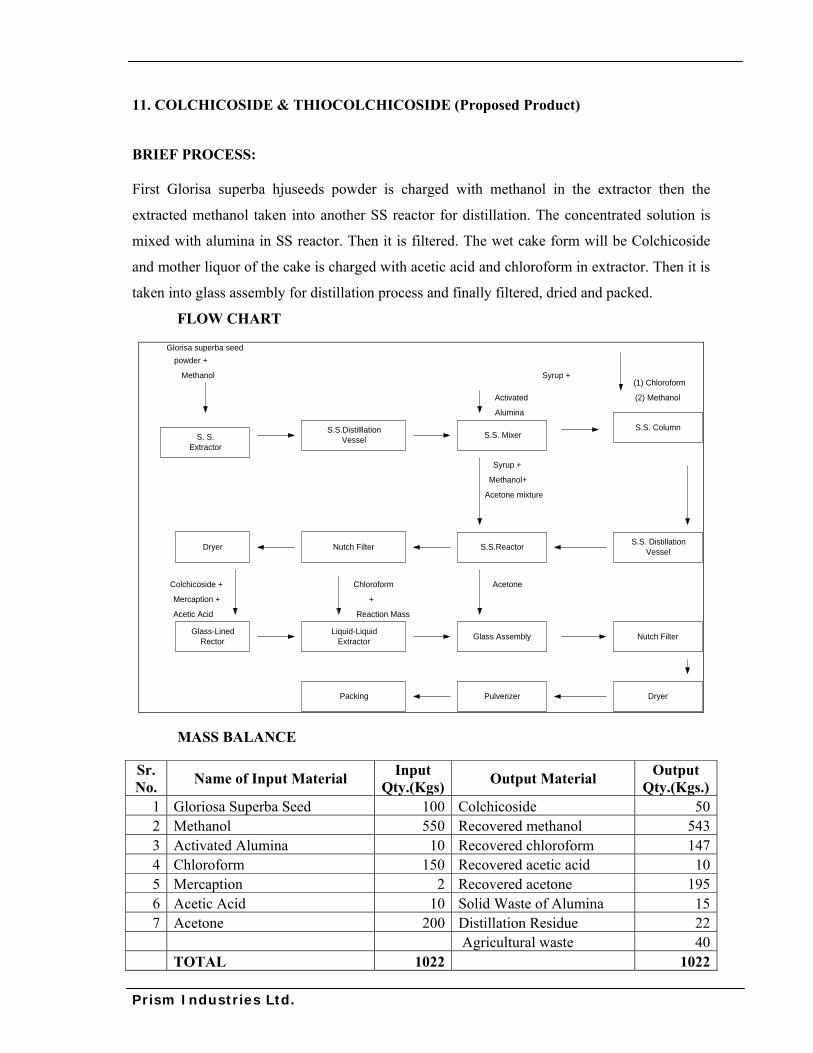
11. COLCHICOSIDE & THIOCOLCHICOSIDE (Proposed Product)
BRIEF PROCESS: First Glorisa superba hjuseeds powder is charged with methanol in the extractor then the
extracted methanol taken into another SS reactor for distillation. The concentrated solution is
mixed with alumina in SS reactor. Then it is filtered. The wet cake form will be Colchicoside
and mother liquor of the cake is charged with acetic acid and chloroform in extractor. Then it is
taken into glass assembly for distillation process and finally filtered, dried and packed.
FLOW CHART
S. S. Extractor
Dryer
S.S.DistilllationVessel
Nutch Filter
S.S. Mixer
S.S.Reactor
Glass AssemblyLiquid-LiquidExtractor
Packing Pulverizer
S.S. Column
S.S. DistillationVessel
Nutch Filter
Dryer
Glorisa superba seedpowder +
Methanol
Activated
Alumina
Syrup + (1) Chloroform
(2) Methanol
Syrup +
Methanol +
Acetone mixture
Acetone
Glass-LinedRector
Colchicoside +
Mercaption +
Acetic Acid
Chloroform
+
Reaction Mass
MASS BALANCE
Sr. No. Name of Input Material Input
Qty.(Kgs) Output Material Output Qty.(Kgs.)
1 Gloriosa Superba Seed 100 Colchicoside 502 Methanol 550 Recovered methanol 5433 Activated Alumina 10 Recovered chloroform 1474 Chloroform 150 Recovered acetic acid 105 Mercaption 2 Recovered acetone 1956 Acetic Acid 10 Solid Waste of Alumina 157 Acetone 200 Distillation Residue 22
Agricultural waste 40 TOTAL 1022 1022

Prism Industries Ltd.
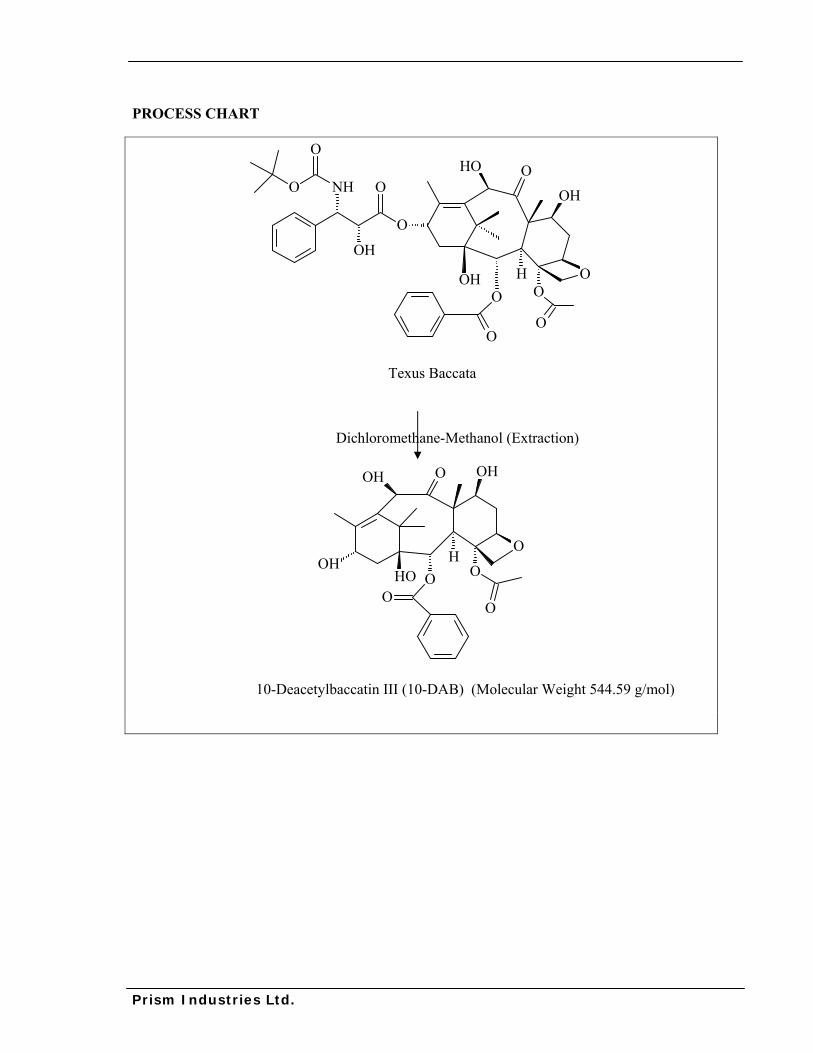
12. 10-DEACETYL BACCATIN-III (10- DAB-III)
BRIEF PROCESS
Taxus Baccata Powder is extracted with Dichloromethane. The extract is concentrated.
Methanol is added to the concentrated mass and stirred. The slurry is centrifuged and the
aqueous solution is collected. It is extracted with Dichloromethane. The Dichloromethane
extract is concentrated. It is dissolved in a mixture of Dichloromethane: Methanol (20:1) and
charged into a Silica Gel Column. It is eluted with the same solvent mixture. The fraction
containing 10-DAB is collected separately and concentrated. Acetonitrile is added to the
concentrated mass. It is stirred and cooled. The slurry is filtered and dried at 50°C under
vacuum to get pure 10-DAB-III.
Prism Industries Ltd.
PROCESS CHART
O
O
OH
NHO
OO
OH
HO
OH
OO
OO
OH
Texus Baccata
Dichloromethane-Methanol (Extraction)
HO
OH OH
OOH
OH
O
O
OO
10-Deacetylbaccatin III (10-DAB) (Molecular Weight 544.59 g/mol)
Prism Industries Ltd.
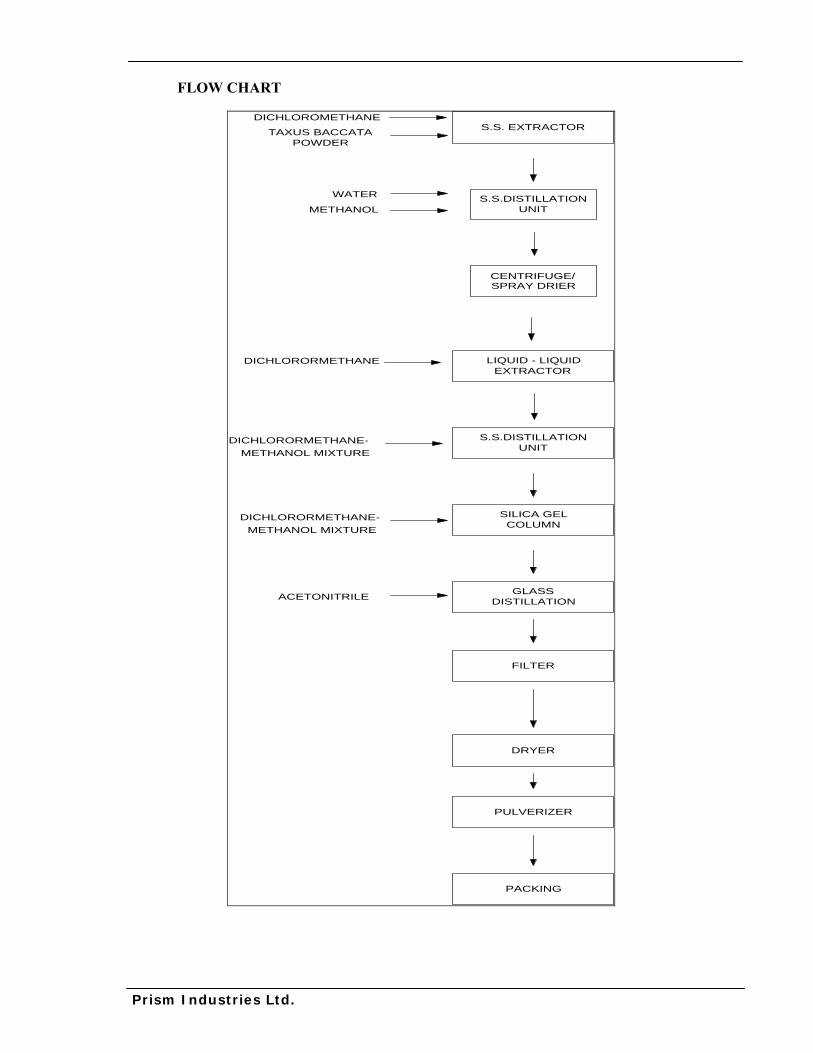
FLOW CHART
S.S. EXTRACTOR
S.S.DISTILLATION UNIT
CENTRIFUGE/ SPRAY DRIER
LIQUID - LIQUIDEXTRACTOR
S.S.DISTILLATION UNIT
SILICA GELCOLUMN
WATER
DICHLOROMETHANE
TAXUS BACCATA POWDER
METHANOL
DICHLORORMETHANE
DICHLORORMETHANE-METHANOL MIXTURE
DICHLORORMETHANE-METHANOL MIXTURE
GLASS DISTILLATION
FILTER
DRYER
PULVERIZER
PACKING
ACETONITRILE
Prism Industries Ltd.
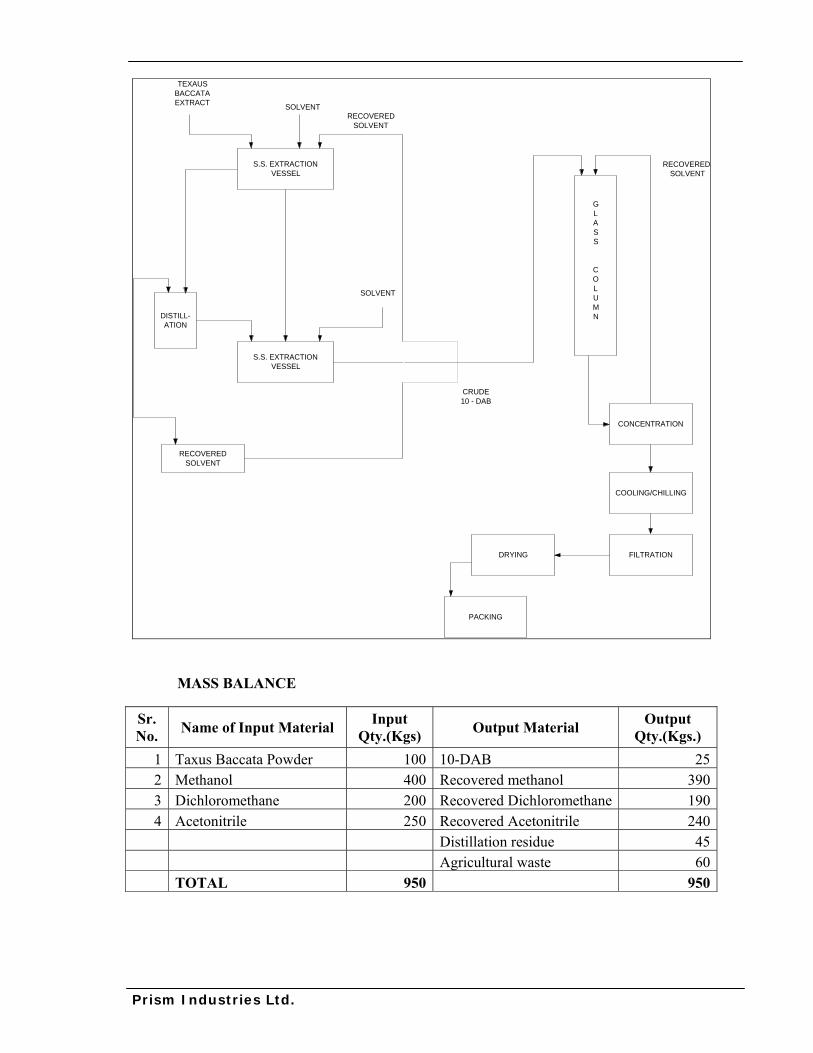
S.S. EXTRACTION VESSEL
S.S. EXTRACTION VESSEL
DISTILL-ATION
RECOVEREDSOLVENT
GLASS
COLUMN
SOLVENT
CONCENTRATION
COOLING/CHILLING
FILTRATIONDRYING
PACKING
TEXAUS BACCATA EXTRACT
RECOVERED SOLVENT
SOLVENT
RECOVERED SOLVENT
CRUDE 10 - DAB
MASS BALANCE
Sr. No. Name of Input Material Input
Qty.(Kgs) Output Material Output Qty.(Kgs.)
1 Taxus Baccata Powder 100 10-DAB 252 Methanol 400 Recovered methanol 3903 Dichloromethane 200 Recovered Dichloromethane 1904 Acetonitrile 250 Recovered Acetonitrile 240
Distillation residue 45Agricultural waste 60
TOTAL 950 950
Prism Industries Ltd.
13. YOHIMBINE HYDROCHLORIDE
BRIEF PROCESS
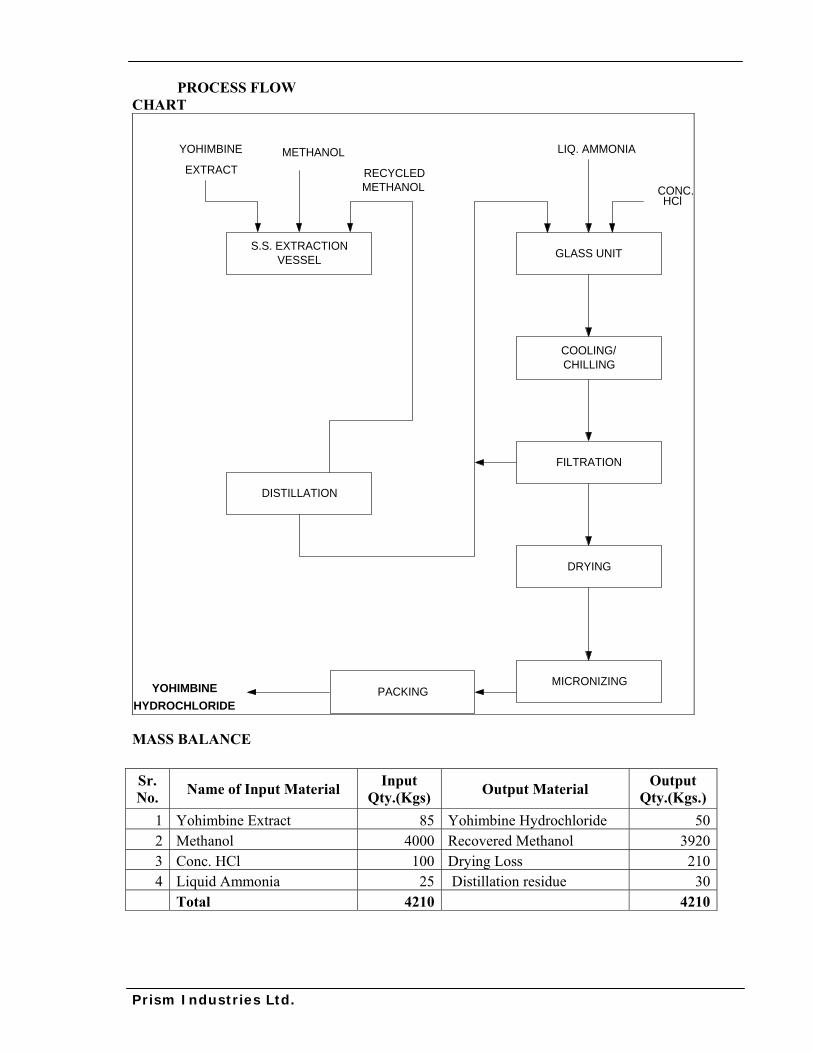
Yohimbine extract is charged in extractor and treated with methanol. The product containing methanol layer is concentrated and to it conc. HCl acid is added in required quantity. Upon adjusting its pH with liq. Ammonia ppt. of Yohimbine, HCl will come out which is filtered, dried, micronized & packed as Yohimbine HCl.
CHEMICAL REACTION
C21H26N2O3 + HCl C21H26N2O3.HCl
YOHIMBINE YOHIMBINE HYDROCHLORIDE
Prism Industries Ltd.
PROCESS FLOW CHART
S.S. EXTRACTIONVESSEL
DISTILLATION
GLASS UNIT
COOLING/CHILLING
FILTRATION
DRYING
MICRONIZINGPACKING YOHIMBINE
YOHIMBINE
EXTRACT METHANOL
RECYCLED METHANOL
LIQ. AMMONIA
CONC. HCl
HYDROCHLORIDE
MASS BALANCE
Sr. No. Name of Input Material Input
Qty.(Kgs) Output Material Output Qty.(Kgs.)
1 Yohimbine Extract 85 Yohimbine Hydrochloride 502 Methanol 4000 Recovered Methanol 39203 Conc. HCl 100 Drying Loss 2104 Liquid Ammonia 25 Distillation residue 30
Total 4210 4210
Prism Industries Ltd.
14. CAMPTOTHECIN
BRIEF PROCESS
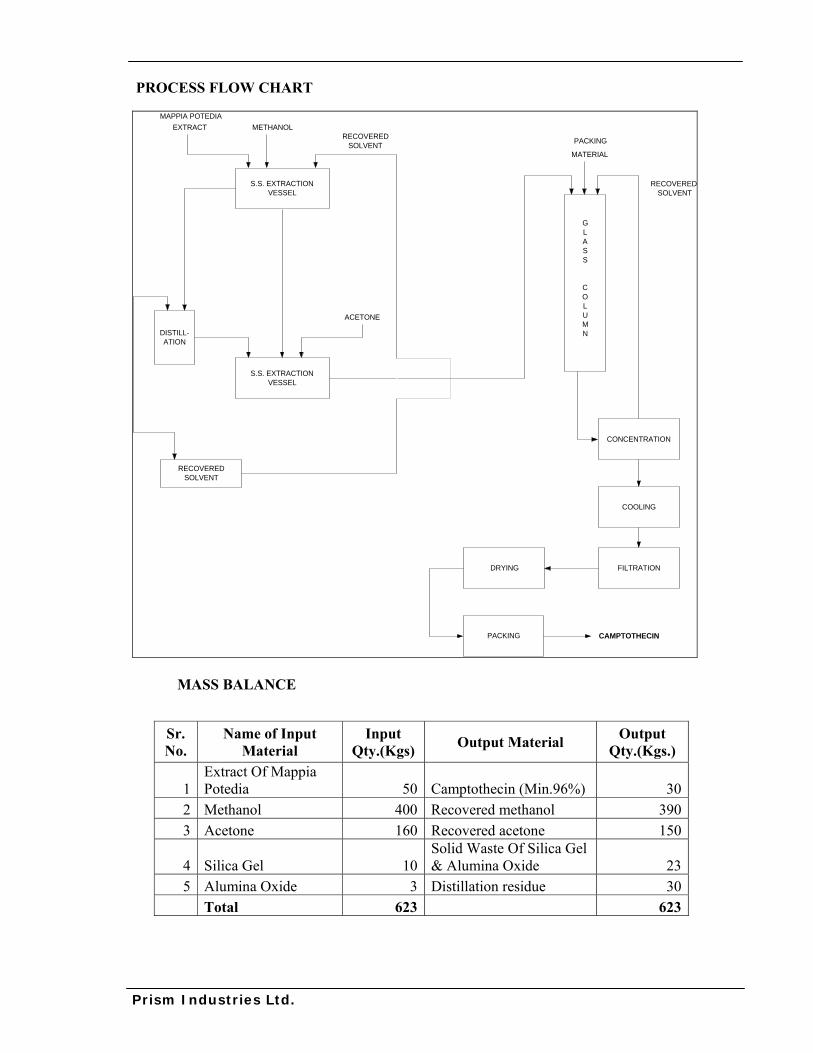
Extract of Mapia Potedia is purified by dissolving it in Methanol & Acetone and passing through a column packed with silica gel & alumina oxide. The clear liquid is chilled. Upon crystallization the mass is filtered in vacuum water & wet cake is dried, purified & packed in liner bag.
CHEMICAL REACTION
Extract of Camptothecin Mappia Potedia
NOTE : No chemical reaction only Mass Transfer operation has been done.
By packed Column
Purificatio
Prism Industries Ltd.
PROCESS FLOW CHART
S.S. EXTRACTION VESSEL
S.S. EXTRACTION VESSEL
DISTILL-ATION
RECOVEREDSOLVENT
GLASS
COLUMN
CONCENTRATION
COOLING
FILTRATIONDRYING
PACKING
RECOVERED SOLVENT
RECOVERED SOLVENT
CAMPTOTHECIN
MAPPIA POTEDIAEXTRACT METHANOL
ACETONE
PACKING
MATERIAL
MASS BALANCE
Sr. No.
Name of Input Material
Input Qty.(Kgs) Output Material Output
Qty.(Kgs.)
1 Extract Of Mappia Potedia 50 Camptothecin (Min.96%) 30
2 Methanol 400 Recovered methanol 3903 Acetone 160 Recovered acetone 150
4 Silica Gel 10Solid Waste Of Silica Gel & Alumina Oxide 23
5 Alumina Oxide 3 Distillation residue 30 Total 623 623
Prism Industries Ltd.
15. RESERPINE
BRIEF PROCESS
Rauwolfia Extract is dissolved in Methanol & Chloroform and the solution is passed through silica gel + alumina oxide column. Pure product containing solvent layer is taken or crystallization, filtration. Recovered ML is taken for solvent recovery where as filter cake obtained is dried, pulverized & packed in bags.
CHEMICAL REACTION
Rauwolfia Purification Reserpine + Recovered + Silica Gel, Alumina Oxide
Extract With Column Solvent alongwith Impurities

Prism Industries Ltd.
PROCESS FLOW CHART
S.S. EXTRACTION VESSEL
S.S. EXTRACTION VESSEL(LLE)
GLASS
COLUMN
CONCENTRATION
Distillation & Reco.Of Methanol
RALUWOLFIAEXTRACT
Methanol
Chloroform
PACKING MATERIAL
Crystallization
FILTRATIONDRYING
PACKING RESERPINE
RECSOLVENT
MASS BALANCE
Sr. No. Name of Input Material Input
Qty.(Kgs) Output Material Output Qty.(Kgs.)
1 Rauwolfia Extract 60 Reserpine 302 Methanol 480 Recovered methanol 4653 Chloroform 100 Recovered chloroform 904 Silica Gel 22 Silica Gel/ Alumina Oxide Impurities 625 Alumina Oxide 10 Distillation residue 25 TOTAL 672 672
Prism Industries Ltd.
16. DIGOXIN
BRIEF PROCESS
The extract of Digitalis lanata is hydrolysed with mild alkali and thereafter Digoxin is obtained by fractional with boiling chloroform. Finally extracted product is concentrated and cooled/ chilled in order to crystallize the product which is again re-crystallized, filtered, dried, micronized & packed as a “Digoxin”.
CHEMICAL REACTION
CHLOROFORM
Extract of Digitalis Lanata + Sodium Bicarbonate Digoxin
Note : No chemical reaction only Mass Transfer operation has been done.
Prism Industries Ltd.
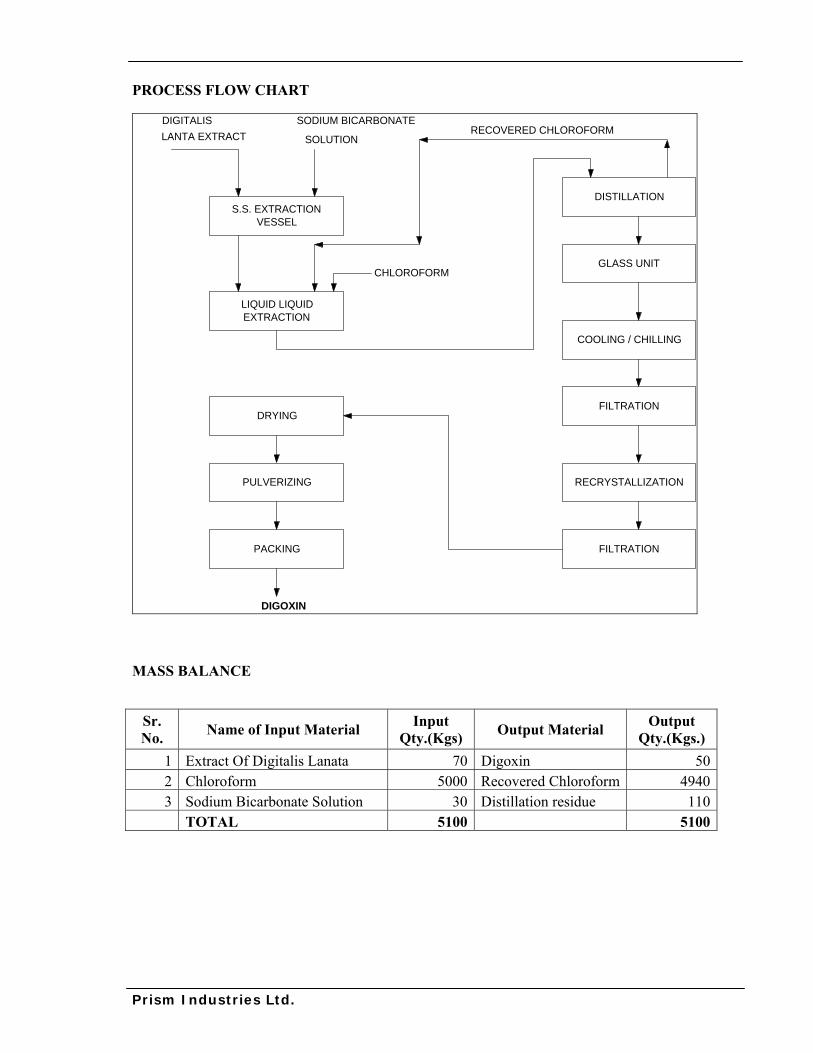
PROCESS FLOW CHART
S.S. EXTRACTION VESSEL
LIQUID LIQUIDEXTRACTION
DRYING
PULVERIZING
PACKING
DISTILLATION
CHLOROFORMGLASS UNIT
COOLING / CHILLING
FILTRATION
RECRYSTALLIZATION
FILTRATION
DIGITALIS LANTA EXTRACT
SODIUM BICARBONATE
SOLUTION RECOVERED CHLOROFORM
DIGOXIN
MASS BALANCE
Sr. No. Name of Input Material Input
Qty.(Kgs) Output Material Output Qty.(Kgs.)
1 Extract Of Digitalis Lanata 70 Digoxin 502 Chloroform 5000 Recovered Chloroform 49403 Sodium Bicarbonate Solution 30 Distillation residue 110
TOTAL 5100 5100
Prism Industries Ltd.
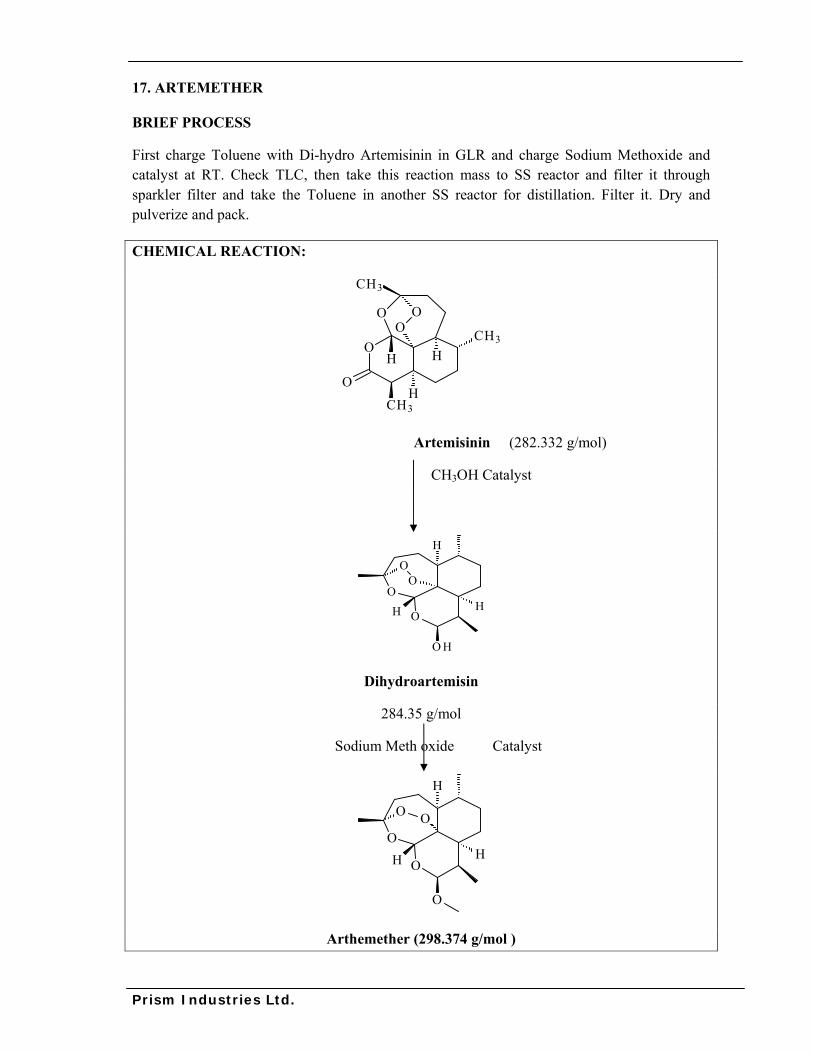
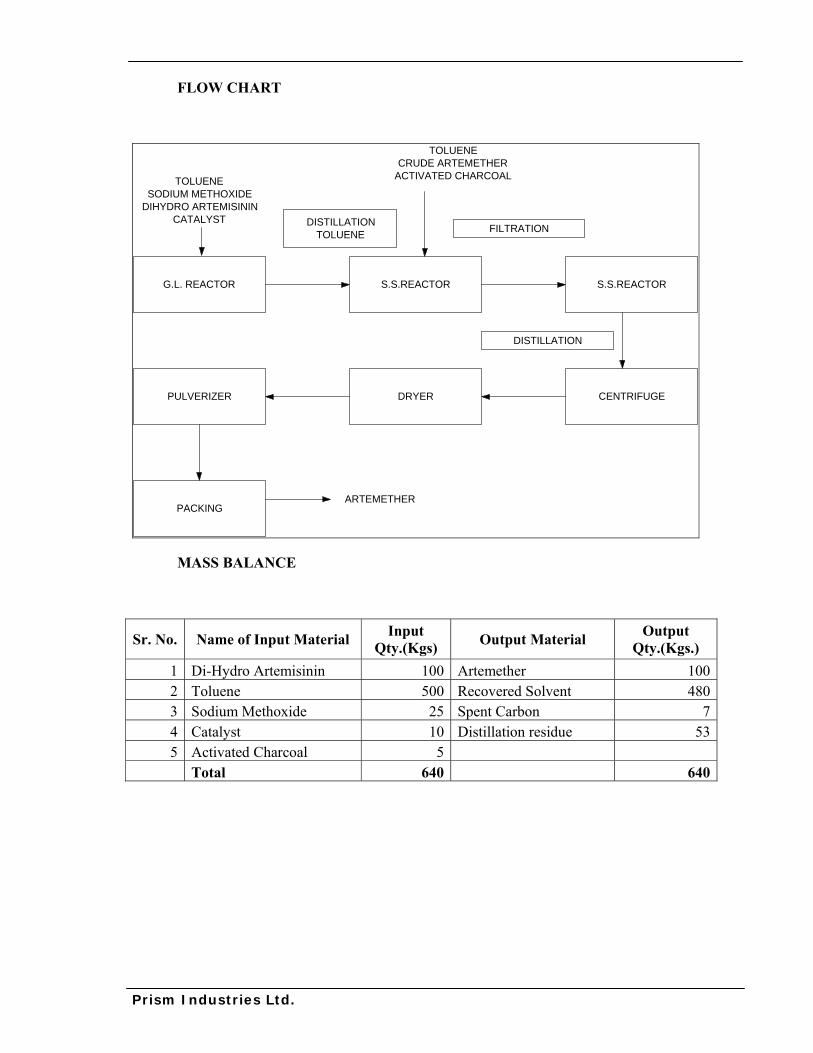
17. ARTEMETHER
BRIEF PROCESS
First charge Toluene with Di-hydro Artemisinin in GLR and charge Sodium Methoxide and catalyst at RT. Check TLC, then take this reaction mass to SS reactor and filter it through sparkler filter and take the Toluene in another SS reactor for distillation. Filter it. Dry and pulverize and pack.
CHEMICAL REACTION:
O
O H
H
OO
O
CH3
H
CH3
CH3
Artemisinin (282.332 g/mol)
CH3OH Catalyst
O
O
O H
H
OO
H
H
Dihydroartemisin
284.35 g/mol
Sodium Meth oxide Catalyst
O
O
O
H
O O
H
H
Arthemether (298.374 g/mol )
Prism Industries Ltd.
FLOW CHART
G.L. REACTOR
PULVERIZER
PACKING
S.S.REACTOR
DRYER
S.S.REACTOR
CENTRIFUGE
DISTILLATIONTOLUENE FILTRATION
DISTILLATION
ARTEMETHER
TOLUENESODIUM METHOXIDE
DIHYDRO ARTEMISININCATALYST
TOLUENECRUDE ARTEMETHER
ACTIVATED CHARCOAL
MASS BALANCE
Sr. No. Name of Input Material Input Qty.(Kgs) Output Material Output
Qty.(Kgs.) 1 Di-Hydro Artemisinin 100 Artemether 1002 Toluene 500 Recovered Solvent 4803 Sodium Methoxide 25 Spent Carbon 74 Catalyst 10 Distillation residue 535 Activated Charcoal 5
Total 640 640
Prism Industries Ltd.
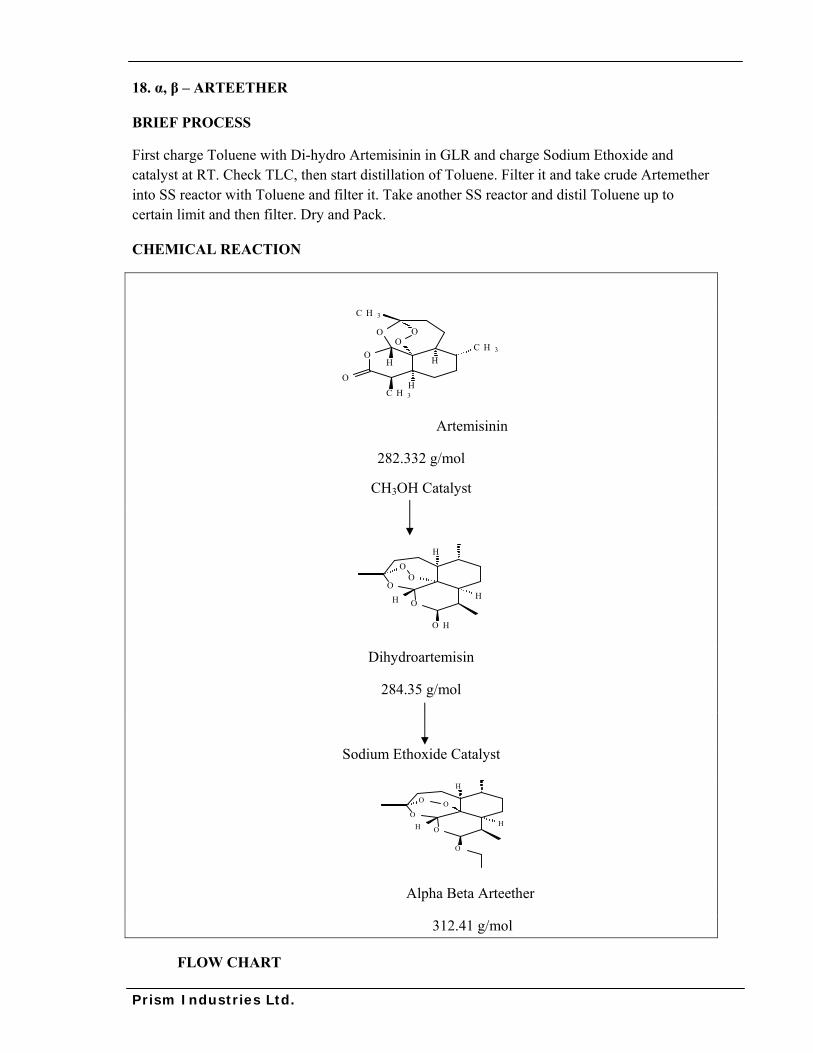
18. α, β – ARTEETHER
BRIEF PROCESS
First charge Toluene with Di-hydro Artemisinin in GLR and charge Sodium Ethoxide and catalyst at RT. Check TLC, then start distillation of Toluene. Filter it and take crude Artemether into SS reactor with Toluene and filter it. Take another SS reactor and distil Toluene up to certain limit and then filter. Dry and Pack.
CHEMICAL REACTION
O
O H
H
OO
O
C H 3
H
C H 3
C H 3
Artemisinin
282.332 g/mol
CH3OH Catalyst
O
O
O H
H
OO
H
H
Dihydroartemisin
284.35 g/mol
Sodium Ethoxide Catalyst
O
O
O
H
O O
H
H
Alpha Beta Arteether
312.41 g/mol
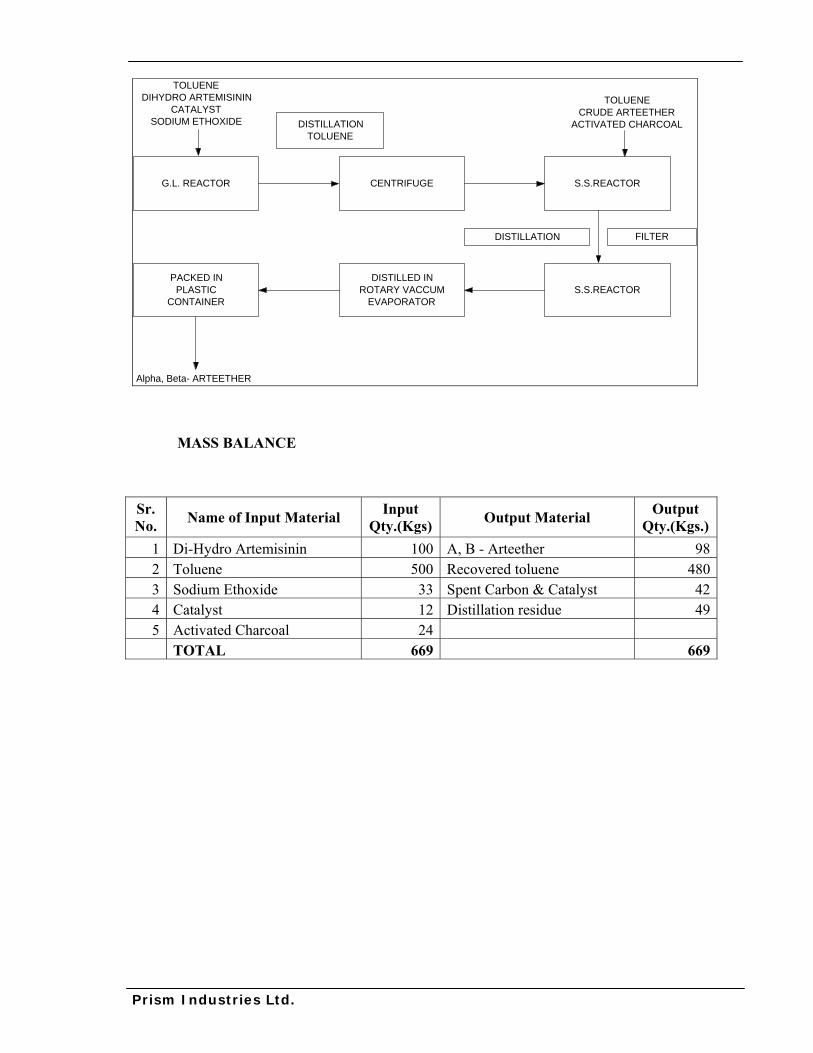
FLOW CHART
Prism Industries Ltd.
G.L. REACTOR
PACKED INPLASTIC
CONTAINER
CENTRIFUGE
DISTILLED INROTARY VACCUM
EVAPORATOR
S.S.REACTOR
S.S.REACTOR
DISTILLATIONTOLUENE
FILTERDISTILLATION
TOLUENEDIHYDRO ARTEMISININ
CATALYSTSODIUM ETHOXIDE
TOLUENECRUDE ARTEETHER
ACTIVATED CHARCOAL
Alpha, Beta- ARTEETHER
MASS BALANCE
Sr. No. Name of Input Material Input
Qty.(Kgs) Output Material Output Qty.(Kgs.)
1 Di-Hydro Artemisinin 100 Α, Β - Arteether 982 Toluene 500 Recovered toluene 4803 Sodium Ethoxide 33 Spent Carbon & Catalyst 424 Catalyst 12 Distillation residue 495 Activated Charcoal 24
TOTAL 669 669
Prism Industries Ltd.
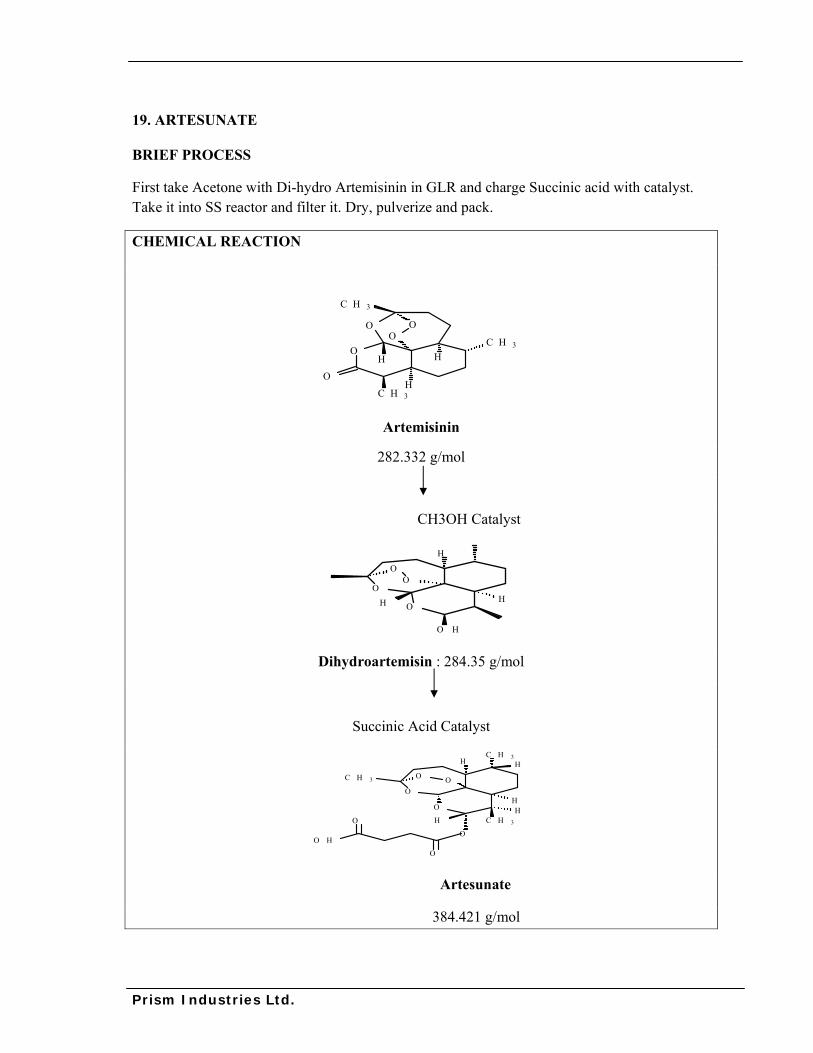
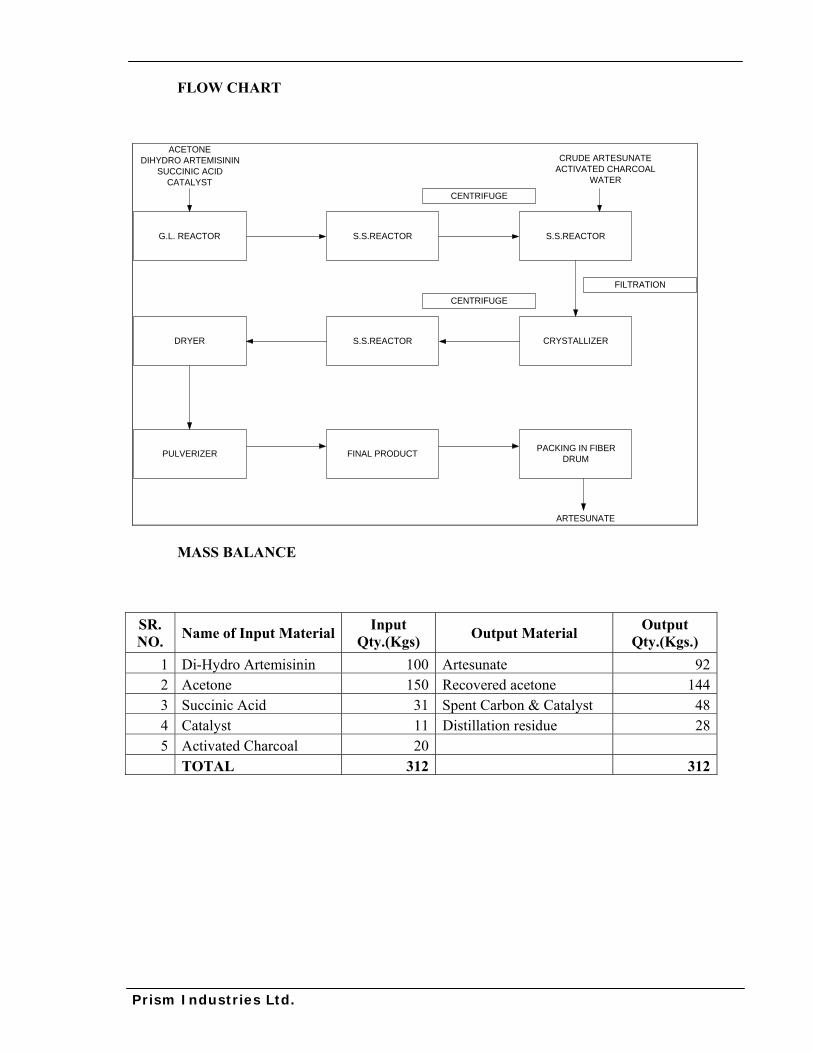
19. ARTESUNATE
BRIEF PROCESS
First take Acetone with Di-hydro Artemisinin in GLR and charge Succinic acid with catalyst. Take it into SS reactor and filter it. Dry, pulverize and pack.
CHEMICAL REACTION
O
O H
H
OO
O
C H 3
H
C H 3
C H 3
Artemisinin
282.332 g/mol
CH3OH Catalyst
O
O
O H
H
OO
H
H
Dihydroartemisin : 284.35 g/mol
Succinic Acid Catalyst
O
O
O O
HC H 3
H
O
H C H 3
H
C H 3
H
O
O
O H
Artesunate
384.421 g/mol
Prism Industries Ltd.
FLOW CHART
G.L. REACTOR
DRYER
PULVERIZER
S.S.REACTOR
S.S.REACTOR
S.S.REACTOR
CRYSTALLIZER
FILTRATION
ACETONEDIHYDRO ARTEMISININ
SUCCINIC ACIDCATALYST
CRUDE ARTESUNATEACTIVATED CHARCOAL
WATER
FINAL PRODUCT PACKING IN FIBERDRUM
CENTRIFUGE
CENTRIFUGE
ARTESUNATE
MASS BALANCE
SR. NO. Name of Input Material Input
Qty.(Kgs) Output Material Output Qty.(Kgs.)
1 Di-Hydro Artemisinin 100 Artesunate 922 Acetone 150 Recovered acetone 1443 Succinic Acid 31 Spent Carbon & Catalyst 484 Catalyst 11 Distillation residue 285 Activated Charcoal 20
TOTAL 312 312
Prism Industries Ltd.
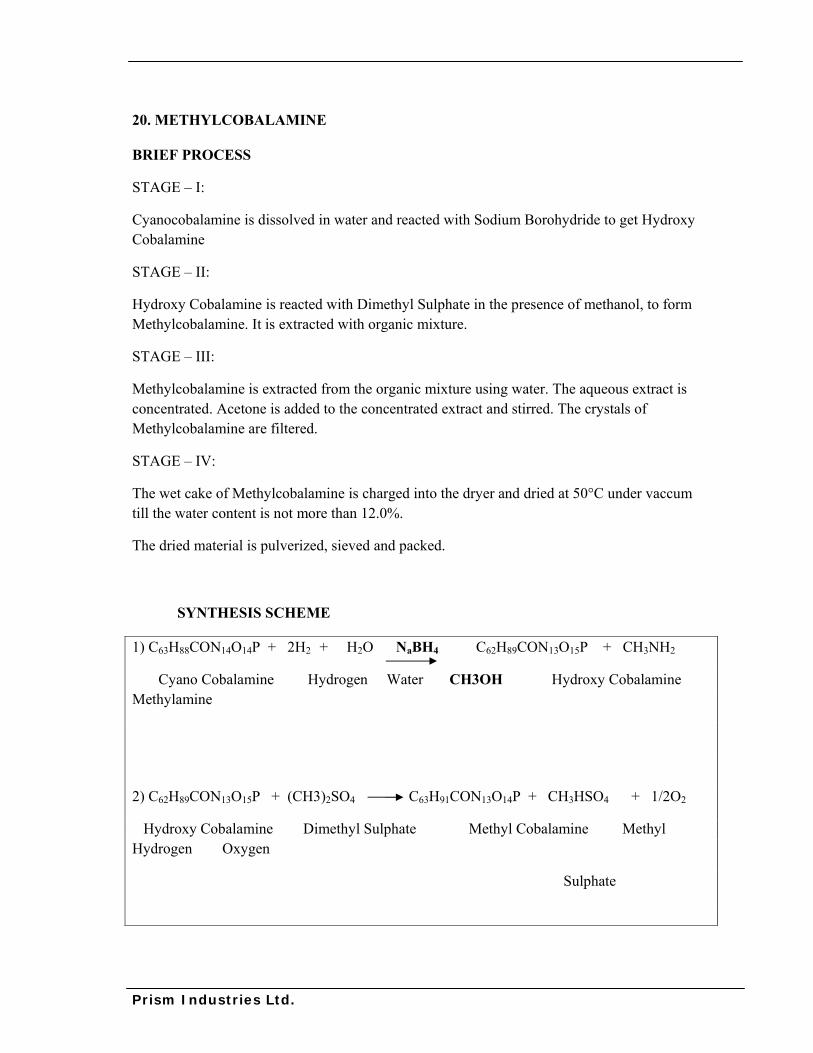
20. METHYLCOBALAMINE
BRIEF PROCESS
STAGE – I:
Cyanocobalamine is dissolved in water and reacted with Sodium Borohydride to get Hydroxy Cobalamine
STAGE – II:
Hydroxy Cobalamine is reacted with Dimethyl Sulphate in the presence of methanol, to form Methylcobalamine. It is extracted with organic mixture.
STAGE – III:
Methylcobalamine is extracted from the organic mixture using water. The aqueous extract is concentrated. Acetone is added to the concentrated extract and stirred. The crystals of Methylcobalamine are filtered.
STAGE – IV:
The wet cake of Methylcobalamine is charged into the dryer and dried at 50°C under vaccum till the water content is not more than 12.0%.
The dried material is pulverized, sieved and packed.
SYNTHESIS SCHEME
1) C63H88CON14O14P + 2H2 + H2O NaBH4 C62H89CON13O15P + CH3NH2
Cyano Cobalamine Hydrogen Water CH3OH Hydroxy Cobalamine Methylamine
2) C62H89CON13O15P + (CH3)2SO4 C63H91CON13O14P + CH3HSO4 + 1/2O2
Hydroxy Cobalamine Dimethyl Sulphate Methyl Cobalamine Methyl Hydrogen Oxygen
Sulphate

Prism Industries Ltd.
FLOW CHART
S.S. REACTOR
S.S. REACTOR
S.S. REACTOR
GLASS LINEDREACTOR
BUCKNER FUNNEL
DRYER
PULVERIZER
SODIUM BOROHYDRIDE
+WATER
CYANO COBALAMINE
DIMETHYL SULPHATE
WATER
WATER
ACETONE
ACETONE
(1) METHANOL (2) ORGANIC MIXTURE
SIEVE
PACKING

Prism Industries Ltd.
MASS BALANCE
SR. NO. Name of Input Material Input
Qty.(Kgs) Output Material Output Qty.(Kgs.)
1 Cyano Cobalamine 50 Methylcobalamine 472 Sodium Borohydride 12 Recovered methanol 3853 Dimethyl Sulphate 14 Recovered acetone 1804 Methanol 400 Distillation residue 645 Acetone 200
TOTAL 676 676
Prism Industries Ltd.
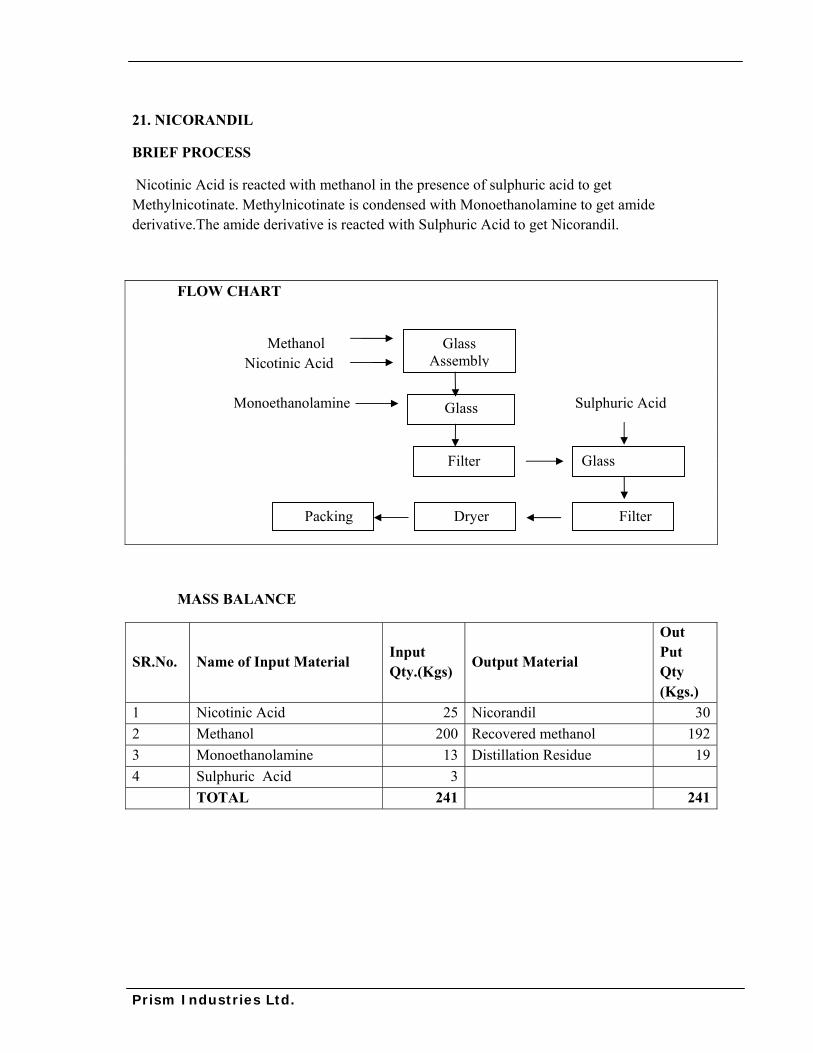
21. NICORANDIL
BRIEF PROCESS
Nicotinic Acid is reacted with methanol in the presence of sulphuric acid to get Methylnicotinate. Methylnicotinate is condensed with Monoethanolamine to get amide derivative.The amide derivative is reacted with Sulphuric Acid to get Nicorandil.
FLOW CHART
Methanol Nicotinic Acid Monoethanolamine Sulphuric Acid
MASS BALANCE
SR.No. Name of Input Material Input Qty.(Kgs)
Output Material
Out Put Qty (Kgs.)
1 Nicotinic Acid 25 Nicorandil 302 Methanol 200 Recovered methanol 1923 Monoethanolamine 13 Distillation Residue 194 Sulphuric Acid 3
TOTAL 241 241
Glass Assembly
Glass
Filter
Filter Dryer Packing
Glass
Prism Industries Ltd.
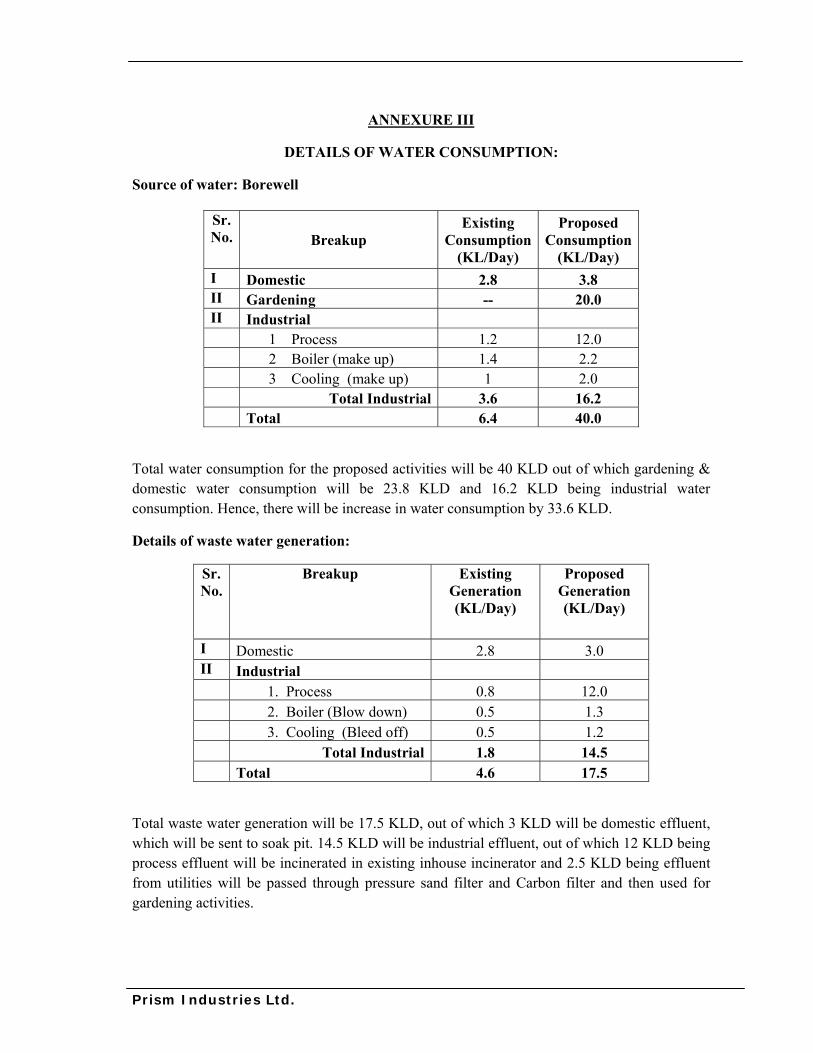
ANNEXURE III
DETAILS OF WATER CONSUMPTION:
Source of water: Borewell
Sr. No. Breakup
Existing Consumption
(KL/Day)
Proposed Consumption
(KL/Day) I Domestic 2.8 3.8 II Gardening -- 20.0 II Industrial 1 Process 1.2 12.0 2 Boiler (make up) 1.4 2.2 3 Cooling (make up) 1 2.0 Total Industrial 3.6 16.2 Total 6.4 40.0
Total water consumption for the proposed activities will be 40 KLD out of which gardening & domestic water consumption will be 23.8 KLD and 16.2 KLD being industrial water consumption. Hence, there will be increase in water consumption by 33.6 KLD.
Details of waste water generation:
Sr. No.
Breakup Existing Generation (KL/Day)
Proposed Generation (KL/Day)
I Domestic 2.8 3.0 II Industrial 1. Process 0.8 12.0 2. Boiler (Blow down) 0.5 1.3 3. Cooling (Bleed off) 0.5 1.2 Total Industrial 1.8 14.5 Total 4.6 17.5
Total waste water generation will be 17.5 KLD, out of which 3 KLD will be domestic effluent, which will be sent to soak pit. 14.5 KLD will be industrial effluent, out of which 12 KLD being process effluent will be incinerated in existing inhouse incinerator and 2.5 KLD being effluent from utilities will be passed through pressure sand filter and Carbon filter and then used for gardening activities.
Prism Industries Ltd.
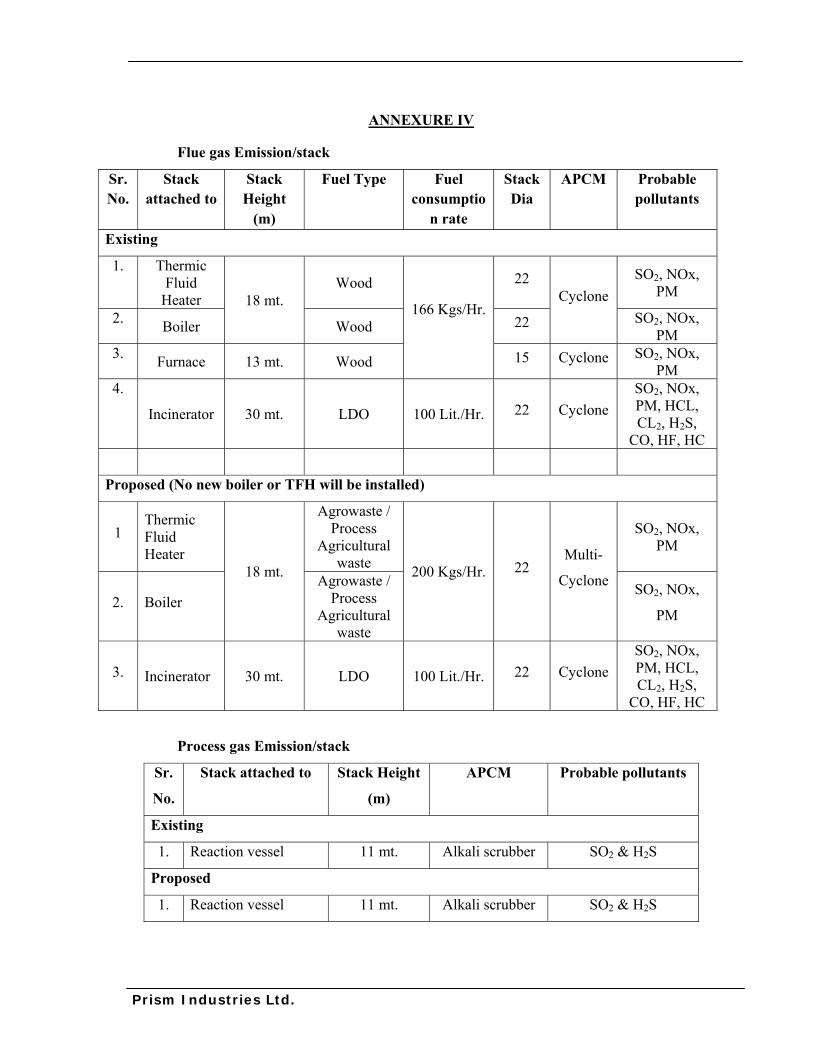
ANNEXURE IV
Flue gas Emission/stack
Sr. No.
Stack attached to
Stack Height
(m)
Fuel Type Fuel consumptio
n rate
Stack Dia
APCM Probable pollutants
Existing
1. Thermic Fluid
Heater 18 mt. Wood
166 Kgs/Hr.
22 Cyclone
SO2, NOx, PM
2. Boiler Wood 22 SO2, NOx, PM
3. Furnace 13 mt. Wood 15 Cyclone SO2, NOx, PM
4.
Incinerator 30 mt. LDO 100 Lit./Hr. 22 Cyclone SO2, NOx, PM, HCL, CL2, H2S,
CO, HF, HC
Proposed (No new boiler or TFH will be installed)
1 Thermic Fluid Heater
18 mt.
Agrowaste / Process
Agricultural waste 200 Kgs/Hr. 22
Multi-
Cyclone
SO2, NOx, PM
2. Boiler Agrowaste /
Process Agricultural
waste
SO2, NOx,
PM
3. Incinerator 30 mt. LDO 100 Lit./Hr. 22 Cyclone SO2, NOx, PM, HCL, CL2, H2S,
CO, HF, HC
Process gas Emission/stack
Sr.
No.
Stack attached to Stack Height
(m)
APCM Probable pollutants
Existing
1. Reaction vessel 11 mt. Alkali scrubber SO2 & H2S
Proposed
1. Reaction vessel 11 mt. Alkali scrubber SO2 & H2S
Prism Industries Ltd.
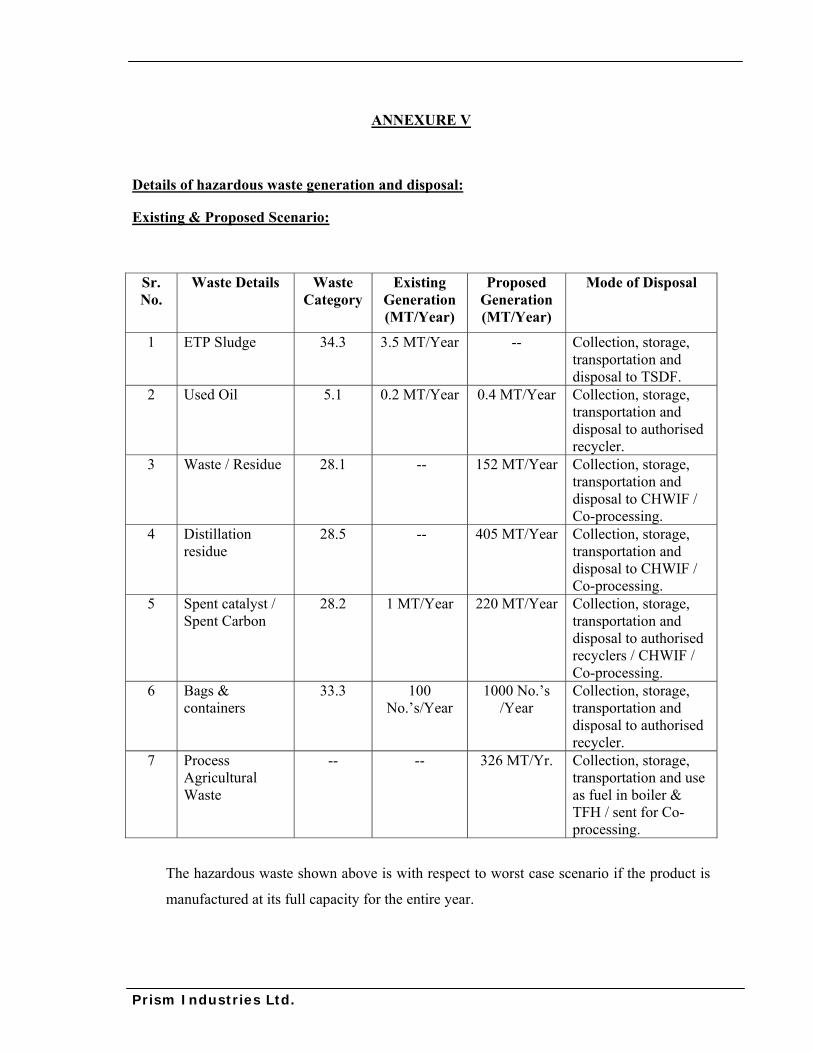
ANNEXURE V
Details of hazardous waste generation and disposal:
Existing & Proposed Scenario:
Sr. No.
Waste Details Waste Category
Existing Generation (MT/Year)
Proposed Generation (MT/Year)
Mode of Disposal
1 ETP Sludge 34.3 3.5 MT/Year -- Collection, storage, transportation and disposal to TSDF.
2 Used Oil 5.1 0.2 MT/Year 0.4 MT/Year Collection, storage, transportation and disposal to authorised recycler.
3 Waste / Residue 28.1 -- 152 MT/Year Collection, storage, transportation and disposal to CHWIF / Co-processing.
4 Distillation residue
28.5 -- 405 MT/Year Collection, storage, transportation and disposal to CHWIF / Co-processing.
5 Spent catalyst / Spent Carbon
28.2 1 MT/Year 220 MT/Year Collection, storage, transportation and disposal to authorised recyclers / CHWIF / Co-processing.
6 Bags & containers
33.3 100 No.’s/Year
1000 No.’s /Year
Collection, storage, transportation and disposal to authorised recycler.
7 Process Agricultural Waste
-- -- 326 MT/Yr. Collection, storage, transportation and use as fuel in boiler & TFH / sent for Co-processing.
The hazardous waste shown above is with respect to worst case scenario if the product is
manufactured at its full capacity for the entire year.