anaerobic digestion as final step of a cellulosic ethanol biorefinery: biogas production from...
TRANSCRIPT

ARTICLE
Anaerobic Digestion as Final Step of a Cellulosic
Ethanol Biorefinery: Biogas Production From FermentationEffluent in a UASB Reactor—Pilot-Scale ResultsH. Uellendahl,1 B.K. Ahring1,2
1Section for Sustainable Biotechnology, Copenhagen Institute of Technology/Aalborg
University, Lautrupvang 15, DK 2750 Ballerup, Denmark; telephone: þ45-99402585;
fax: þ45-99402594; e-mail: [email protected] for Bioproducts and Bioenergy, Washington State University, Richland, Washington
Received 22 February 2010; revision received 16 April 2010; accepted 19 April 2010
Published online 28 April 2010 in Wiley InterScience (www.interscience.wiley.com). D
OI 10.1002/bit.22777ABSTRACT: In order to lower the costs for second genera-tion bioethanol from lignocellulosic biomass anaerobicdigestion of the effluent from ethanol fermentation wasimplemented using an upflow anaerobic sludge blanket(UASB) reactor system in a pilot-scale biorefinery plant.Both thermophilic (538C) and mesophilic (388C) operationof the UASB reactor was investigated. At an OLR of 3.5 kg-VS/(m3 day) a methane yield of 340 L/kg-VS was achievedfor thermophilic operation (538C) while 270 L/kg-VS wasobtained under mesophilic conditions (388C). For loadingrates higher than 5 kg-VS/(m3 day) the methane yields were,however, higher under mesophilic conditions compared tothermophilic conditions. The conversion of dissolvedorganic matter (VSdiss) was between 68% and 91%. Theeffluent from the ethanol fermentation showed no signs oftoxicity to the anaerobic microorganisms. However, a highcontent of suspended matter reduced the degradation effi-ciency. The retention time of the anaerobic system could bereduced from 70 to 7 h by additional removal of suspendedmatter by clarification. Implementation of the biogas pro-duction from the fermentation effluent accounted for about30% higher carbon utilization in the biorefinery comparedto a system with only bioethanol production.
Biotechnol. Bioeng. 2010;107: 59–64.
� 2010 Wiley Periodicals, Inc.
KEYWORDS: anaerobic digestion; bioethanol; biorefinery;fermentation effluent; process temperature; UASB reactor
Introduction
Conversion of lignocellulosic biomass into bioethanol in asecond generation process is struggling with high produc-tion costs due to the need for pretreatment and hydrolysis
Correspondence to: H. Uellendahl
Contract grant sponsor: The Danish Energy Council
Contract grant number: 33031-0066
� 2010 Wiley Periodicals, Inc.
(use of enzymes) of lignocellulosic biomass for achievinghigh sugar and subsequent ethanol yields (U.S. DOE, 2006).For increasing the ratio of total benefits to operation costs abiorefinery concept for bioethanol production fromlignocellulosic biomass was previously developed(Westermann and Ahring, 2005), including a novel wetexplosion pretreatment method, subsequent enzymatichydrolysis and fermentation of the C6 sugars, separationof lignin after C6 fermentation and a separate C5 sugarfermentation into ethanol. Finally, the residual organicmatter is converted into biogas in an upflow anaerobicsludge blanket (UASB) reactor (Fig. 1). This biorefineryconcept achieves higher benefits from high ethanol yieldsdue to conversion of both C6 and C5 sugars, fromproduction of biogas from the fermentation effluent, andfrom separation of a lignin fraction that can be pelletized forcombustion uses or be converted into other valuableproducts. After testing and optimizing each process step inlab-scale (Ahring et al., 1999; Georgieva et al., 2008; Sommeret al., 2004; Torry-Smith et al., 2003) the whole biorefineryconcept was tested and further optimized in an integratedpilot plant (Ahring and Westermann, 2007). This concept iscurrently under commercialization by the Danish companyBiogasol (Ahring and Langvad, 2008; Langvad et al., 2010).The treatment of the fermentation effluent in a UASBreactor in the pilot plant presented in this study was basedon the lab-scale tests performed by Torry-Smith et al.(2003). As final process step of the pilot plant the long-termperformance of the UASB reactor system was tested over 310days for both thermophilic and mesophilic operation.Anaerobic digestion (AD) in UASB reactors has been widelyapplied on wastewater from distilleries based on sugar canejuice, sugar cane molasses, sugar beet molasses, wine, or corn(Driessen et al., 1994). In the current study the AD processwas applied to the residual stream from the ethanolfermentation process of the biorefinery concept convertingstraw into bioethanol and biogas.
Biotechnology and Bioengineering, Vol. 107, No. 1, September 1, 2010 59
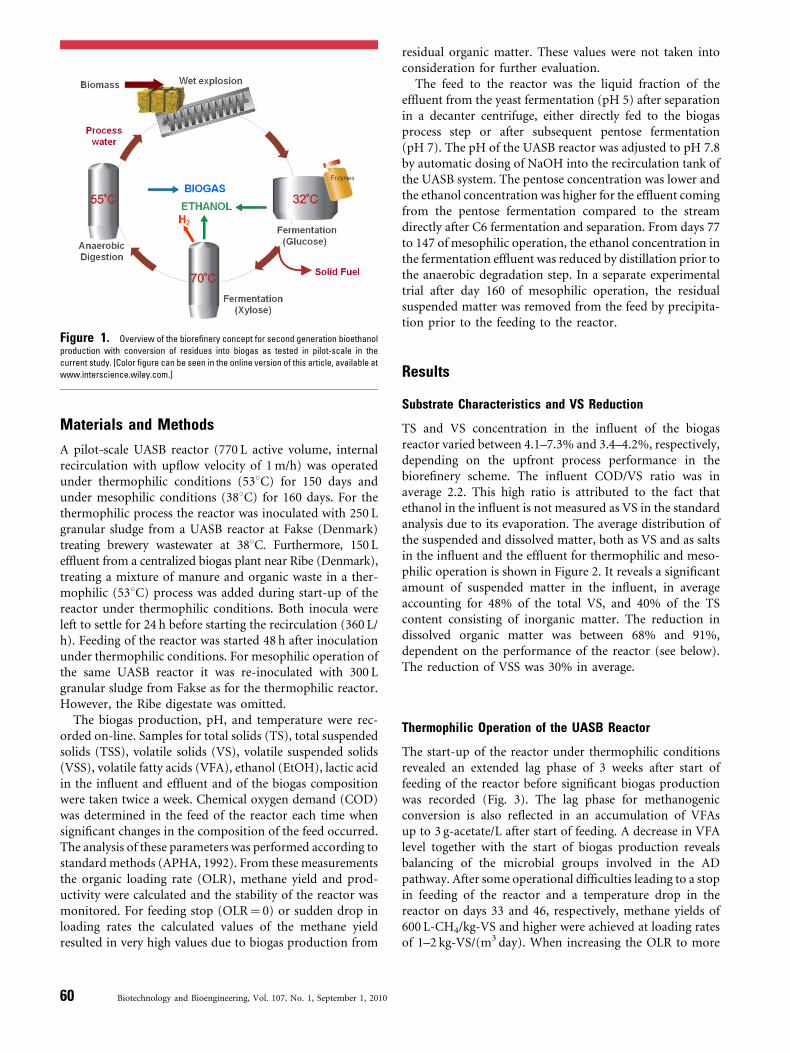
Figure 1. Overview of the biorefinery concept for second generation bioethanol
production with conversion of residues into biogas as tested in pilot-scale in the
current study. [Color figure can be seen in the online version of this article, available at
www.interscience.wiley.com.]
Materials and Methods
A pilot-scale UASB reactor (770 L active volume, internalrecirculation with upflow velocity of 1m/h) was operatedunder thermophilic conditions (538C) for 150 days andunder mesophilic conditions (388C) for 160 days. For thethermophilic process the reactor was inoculated with 250 Lgranular sludge from a UASB reactor at Fakse (Denmark)treating brewery wastewater at 388C. Furthermore, 150 Leffluent from a centralized biogas plant near Ribe (Denmark),treating a mixture of manure and organic waste in a ther-mophilic (538C) process was added during start-up of thereactor under thermophilic conditions. Both inocula wereleft to settle for 24 h before starting the recirculation (360 L/h). Feeding of the reactor was started 48 h after inoculationunder thermophilic conditions. For mesophilic operation ofthe same UASB reactor it was re-inoculated with 300 Lgranular sludge from Fakse as for the thermophilic reactor.However, the Ribe digestate was omitted.
The biogas production, pH, and temperature were rec-orded on-line. Samples for total solids (TS), total suspendedsolids (TSS), volatile solids (VS), volatile suspended solids(VSS), volatile fatty acids (VFA), ethanol (EtOH), lactic acidin the influent and effluent and of the biogas compositionwere taken twice a week. Chemical oxygen demand (COD)was determined in the feed of the reactor each time whensignificant changes in the composition of the feed occurred.The analysis of these parameters was performed according tostandardmethods (APHA, 1992). From these measurementsthe organic loading rate (OLR), methane yield and prod-uctivity were calculated and the stability of the reactor wasmonitored. For feeding stop (OLR¼ 0) or sudden drop inloading rates the calculated values of the methane yieldresulted in very high values due to biogas production from
60 Biotechnology and Bioengineering, Vol. 107, No. 1, September 1, 2010
residual organic matter. These values were not taken intoconsideration for further evaluation.
The feed to the reactor was the liquid fraction of theeffluent from the yeast fermentation (pH 5) after separationin a decanter centrifuge, either directly fed to the biogasprocess step or after subsequent pentose fermentation(pH 7). The pH of the UASB reactor was adjusted to pH 7.8by automatic dosing of NaOH into the recirculation tank ofthe UASB system. The pentose concentration was lower andthe ethanol concentration was higher for the effluent comingfrom the pentose fermentation compared to the streamdirectly after C6 fermentation and separation. From days 77to 147 of mesophilic operation, the ethanol concentration inthe fermentation effluent was reduced by distillation prior tothe anaerobic degradation step. In a separate experimentaltrial after day 160 of mesophilic operation, the residualsuspended matter was removed from the feed by precipita-tion prior to the feeding to the reactor.
Results
Substrate Characteristics and VS Reduction
TS and VS concentration in the influent of the biogasreactor varied between 4.1–7.3% and 3.4–4.2%, respectively,depending on the upfront process performance in thebiorefinery scheme. The influent COD/VS ratio was inaverage 2.2. This high ratio is attributed to the fact thatethanol in the influent is not measured as VS in the standardanalysis due to its evaporation. The average distribution ofthe suspended and dissolved matter, both as VS and as saltsin the influent and the effluent for thermophilic and meso-philic operation is shown in Figure 2. It reveals a significantamount of suspended matter in the influent, in averageaccounting for 48% of the total VS, and 40% of the TScontent consisting of inorganic matter. The reduction indissolved organic matter was between 68% and 91%,dependent on the performance of the reactor (see below).The reduction of VSS was 30% in average.
Thermophilic Operation of the UASB Reactor
The start-up of the reactor under thermophilic conditionsrevealed an extended lag phase of 3 weeks after start offeeding of the reactor before significant biogas productionwas recorded (Fig. 3). The lag phase for methanogenicconversion is also reflected in an accumulation of VFAsup to 3 g-acetate/L after start of feeding. A decrease in VFAlevel together with the start of biogas production revealsbalancing of the microbial groups involved in the ADpathway. After some operational difficulties leading to a stopin feeding of the reactor and a temperature drop in thereactor on days 33 and 46, respectively, methane yields of600 L-CH4/kg-VS and higher were achieved at loading ratesof 1–2 kg-VS/(m3 day). When increasing the OLR to more
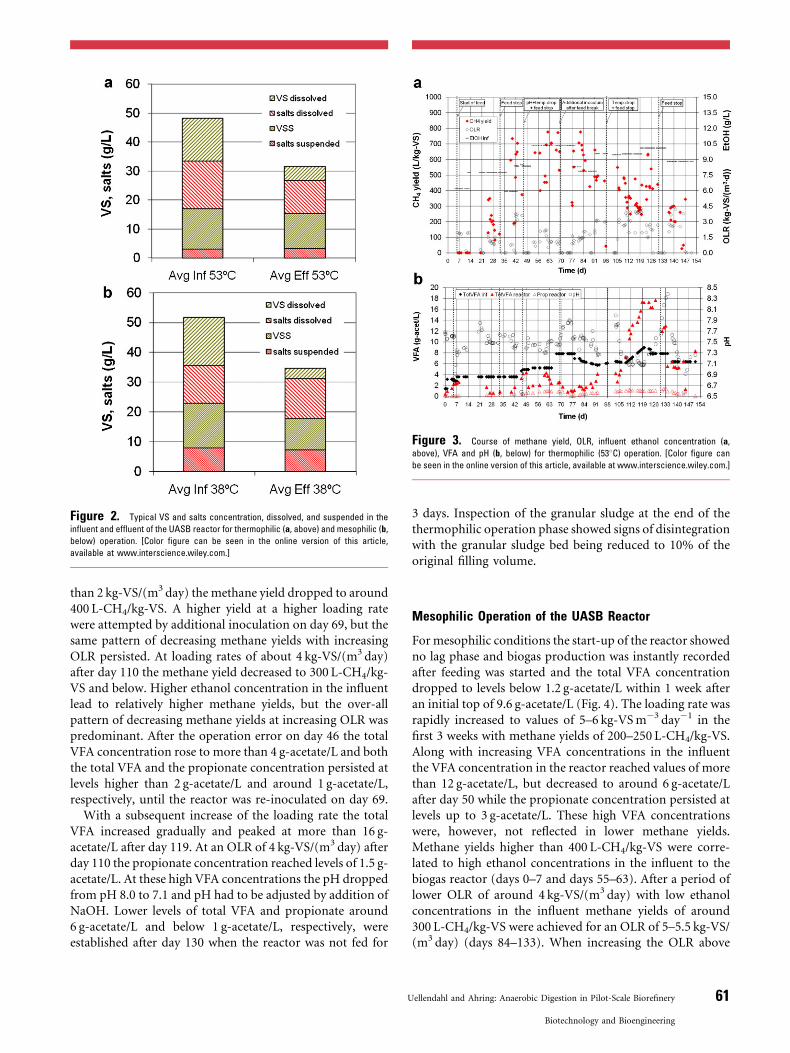
Figure 2. Typical VS and salts concentration, dissolved, and suspended in the
influent and effluent of the UASB reactor for thermophilic (a, above) and mesophilic (b,
below) operation. [Color figure can be seen in the online version of this article,
available at www.interscience.wiley.com.]
Figure 3. Course of methane yield, OLR, influent ethanol concentration (a,
above), VFA and pH (b, below) for thermophilic (538C) operation. [Color figure can
be seen in the online version of this article, available at www.interscience.wiley.com.]
than 2 kg-VS/(m3 day) the methane yield dropped to around400 L-CH4/kg-VS. A higher yield at a higher loading ratewere attempted by additional inoculation on day 69, but thesame pattern of decreasing methane yields with increasingOLR persisted. At loading rates of about 4 kg-VS/(m3 day)after day 110 the methane yield decreased to 300 L-CH4/kg-VS and below. Higher ethanol concentration in the influentlead to relatively higher methane yields, but the over-allpattern of decreasing methane yields at increasing OLR waspredominant. After the operation error on day 46 the totalVFA concentration rose to more than 4 g-acetate/L and boththe total VFA and the propionate concentration persisted atlevels higher than 2 g-acetate/L and around 1 g-acetate/L,respectively, until the reactor was re-inoculated on day 69.
With a subsequent increase of the loading rate the totalVFA increased gradually and peaked at more than 16 g-acetate/L after day 119. At an OLR of 4 kg-VS/(m3 day) afterday 110 the propionate concentration reached levels of 1.5 g-acetate/L. At these high VFA concentrations the pH droppedfrom pH 8.0 to 7.1 and pH had to be adjusted by addition ofNaOH. Lower levels of total VFA and propionate around6 g-acetate/L and below 1 g-acetate/L, respectively, wereestablished after day 130 when the reactor was not fed for
U
3 days. Inspection of the granular sludge at the end of thethermophilic operation phase showed signs of disintegrationwith the granular sludge bed being reduced to 10% of theoriginal filling volume.
Mesophilic Operation of the UASB Reactor
Formesophilic conditions the start-up of the reactor showedno lag phase and biogas production was instantly recordedafter feeding was started and the total VFA concentrationdropped to levels below 1.2 g-acetate/L within 1 week afteran initial top of 9.6 g-acetate/L (Fig. 4). The loading rate wasrapidly increased to values of 5–6 kg-VSm�3 day�1 in thefirst 3 weeks with methane yields of 200–250 L-CH4/kg-VS.Along with increasing VFA concentrations in the influentthe VFA concentration in the reactor reached values of morethan 12 g-acetate/L, but decreased to around 6 g-acetate/Lafter day 50 while the propionate concentration persisted atlevels up to 3 g-acetate/L. These high VFA concentrationswere, however, not reflected in lower methane yields.Methane yields higher than 400 L-CH4/kg-VS were corre-lated to high ethanol concentrations in the influent to thebiogas reactor (days 0–7 and days 55–63). After a period oflower OLR of around 4 kg-VS/(m3 day) with low ethanolconcentrations in the influent methane yields of around300 L-CH4/kg-VS were achieved for an OLR of 5–5.5 kg-VS/(m3 day) (days 84–133). When increasing the OLR above
ellendahl and Ahring: Anaerobic Digestion in Pilot-Scale Biorefinery 61
Biotechnology and Bioengineering
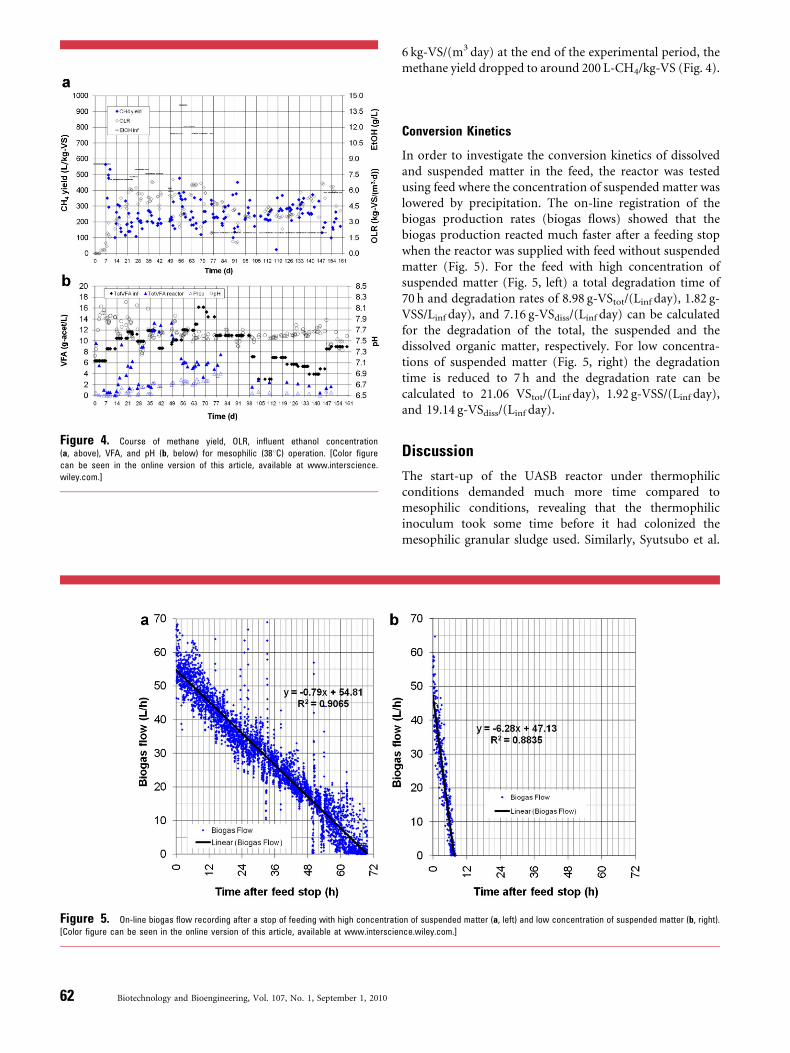
Figure 4. Course of methane yield, OLR, influent ethanol concentration
(a, above), VFA, and pH (b, below) for mesophilic (388C) operation. [Color figure
can be seen in the online version of this article, available at www.interscience.
wiley.com.]
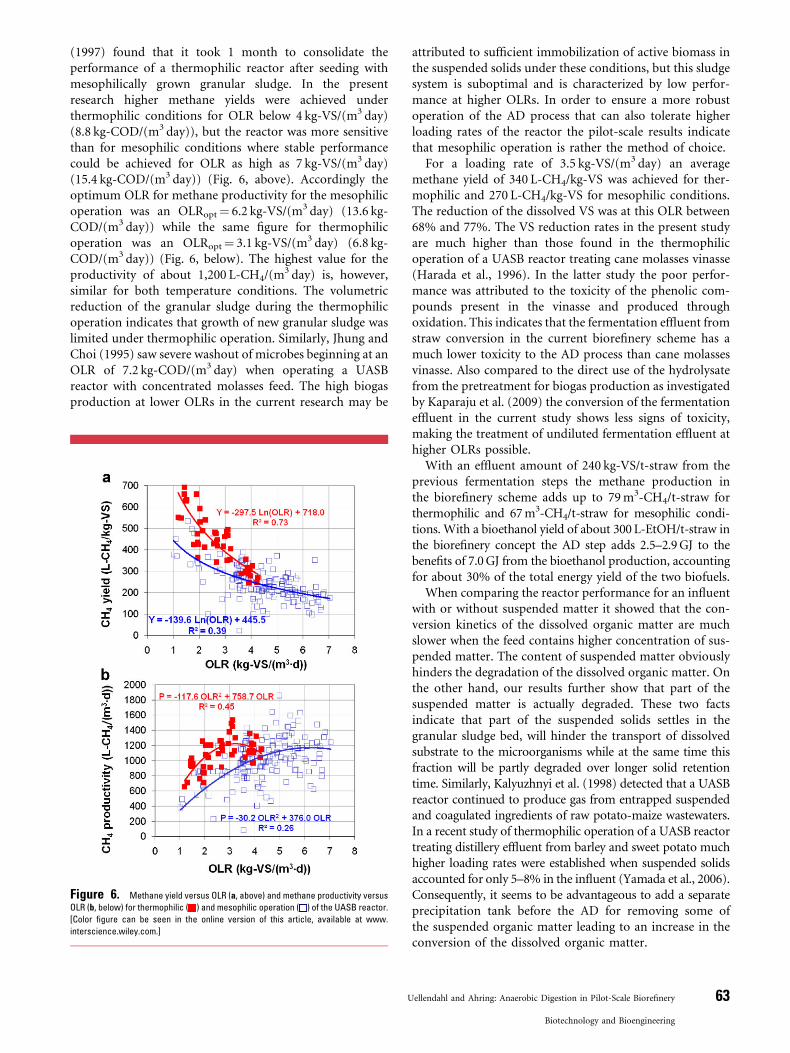
Figure 5. On-line biogas flow recording after a stop of feeding with high concentrati
[Color figure can be seen in the online version of this article, available at www.interscie
62 Biotechnology and Bioengineering, Vol. 107, No. 1, September 1, 2010
6 kg-VS/(m3 day) at the end of the experimental period, themethane yield dropped to around 200 L-CH4/kg-VS (Fig. 4).
Conversion Kinetics
In order to investigate the conversion kinetics of dissolvedand suspended matter in the feed, the reactor was testedusing feed where the concentration of suspended matter waslowered by precipitation. The on-line registration of thebiogas production rates (biogas flows) showed that thebiogas production reacted much faster after a feeding stopwhen the reactor was supplied with feed without suspendedmatter (Fig. 5). For the feed with high concentration ofsuspended matter (Fig. 5, left) a total degradation time of70 h and degradation rates of 8.98 g-VStot/(Linf day), 1.82 g-VSS/Linf day), and 7.16 g-VSdiss/(Linf day) can be calculatedfor the degradation of the total, the suspended and thedissolved organic matter, respectively. For low concentra-tions of suspended matter (Fig. 5, right) the degradationtime is reduced to 7 h and the degradation rate can becalculated to 21.06 VStot/(Linf day), 1.92 g-VSS/(Linf day),and 19.14 g-VSdiss/(Linf day).
Discussion
The start-up of the UASB reactor under thermophilicconditions demanded much more time compared tomesophilic conditions, revealing that the thermophilicinoculum took some time before it had colonized themesophilic granular sludge used. Similarly, Syutsubo et al.
on of suspended matter (a, left) and low concentration of suspended matter (b, right).
nce.wiley.com.]
(1997) found that it took 1 month to consolidate theperformance of a thermophilic reactor after seeding withmesophilically grown granular sludge. In the presentresearch higher methane yields were achieved underthermophilic conditions for OLR below 4 kg-VS/(m3 day)(8.8 kg-COD/(m3 day)), but the reactor was more sensitivethan for mesophilic conditions where stable performancecould be achieved for OLR as high as 7 kg-VS/(m3 day)(15.4 kg-COD/(m3 day)) (Fig. 6, above). Accordingly theoptimum OLR for methane productivity for the mesophilicoperation was an OLRopt¼ 6.2 kg-VS/(m3 day) (13.6 kg-COD/(m3 day)) while the same figure for thermophilicoperation was an OLRopt¼ 3.1 kg-VS/(m3 day) (6.8 kg-COD/(m3 day)) (Fig. 6, below). The highest value for theproductivity of about 1,200 L-CH4/(m
3 day) is, however,similar for both temperature conditions. The volumetricreduction of the granular sludge during the thermophilicoperation indicates that growth of new granular sludge waslimited under thermophilic operation. Similarly, Jhung andChoi (1995) saw severe washout of microbes beginning at anOLR of 7.2 kg-COD/(m3 day) when operating a UASBreactor with concentrated molasses feed. The high biogasproduction at lower OLRs in the current research may be
Figure 6. Methane yield versus OLR (a, above) and methane productivity versus
OLR (b, below) for thermophilic ( ) and mesophilic operation ( ) of the UASB reactor.
[Color figure can be seen in the online version of this article, available at www.
interscience.wiley.com.]
U
attributed to sufficient immobilization of active biomass inthe suspended solids under these conditions, but this sludgesystem is suboptimal and is characterized by low perfor-mance at higher OLRs. In order to ensure a more robustoperation of the AD process that can also tolerate higherloading rates of the reactor the pilot-scale results indicatethat mesophilic operation is rather the method of choice.
For a loading rate of 3.5 kg-VS/(m3 day) an averagemethane yield of 340 L-CH4/kg-VS was achieved for ther-mophilic and 270 L-CH4/kg-VS for mesophilic conditions.The reduction of the dissolved VS was at this OLR between68% and 77%. The VS reduction rates in the present studyare much higher than those found in the thermophilicoperation of a UASB reactor treating cane molasses vinasse(Harada et al., 1996). In the latter study the poor perfor-mance was attributed to the toxicity of the phenolic com-pounds present in the vinasse and produced throughoxidation. This indicates that the fermentation effluent fromstraw conversion in the current biorefinery scheme has amuch lower toxicity to the AD process than cane molassesvinasse. Also compared to the direct use of the hydrolysatefrom the pretreatment for biogas production as investigatedby Kaparaju et al. (2009) the conversion of the fermentationeffluent in the current study shows less signs of toxicity,making the treatment of undiluted fermentation effluent athigher OLRs possible.
With an effluent amount of 240 kg-VS/t-straw from theprevious fermentation steps the methane production inthe biorefinery scheme adds up to 79m3-CH4/t-straw forthermophilic and 67m3-CH4/t-straw for mesophilic condi-tions. With a bioethanol yield of about 300 L-EtOH/t-straw inthe biorefinery concept the AD step adds 2.5–2.9GJ to thebenefits of 7.0GJ from the bioethanol production, accountingfor about 30% of the total energy yield of the two biofuels.
When comparing the reactor performance for an influentwith or without suspended matter it showed that the con-version kinetics of the dissolved organic matter are muchslower when the feed contains higher concentration of sus-pended matter. The content of suspended matter obviouslyhinders the degradation of the dissolved organic matter. Onthe other hand, our results further show that part of thesuspended matter is actually degraded. These two factsindicate that part of the suspended solids settles in thegranular sludge bed, will hinder the transport of dissolvedsubstrate to the microorganisms while at the same time thisfraction will be partly degraded over longer solid retentiontime. Similarly, Kalyuzhnyi et al. (1998) detected that a UASBreactor continued to produce gas from entrapped suspendedand coagulated ingredients of raw potato-maize wastewaters.In a recent study of thermophilic operation of a UASB reactortreating distillery effluent from barley and sweet potato muchhigher loading rates were established when suspended solidsaccounted for only 5–8% in the influent (Yamada et al., 2006).Consequently, it seems to be advantageous to add a separateprecipitation tank before the AD for removing some ofthe suspended organic matter leading to an increase in theconversion of the dissolved organic matter.
ellendahl and Ahring: Anaerobic Digestion in Pilot-Scale Biorefinery 63
Biotechnology and Bioengineering

Conclusion
Thermophilic anaerobic operation in a UASB reactor of theeffluent from cellulosic ethanol production gives highermethane yields than at mesophilic operation for an OLRbelow 4 kg-VS/(m3 day). However, the thermophilic systemis more sensitive to higher loading rates where the meso-philic system will outcompete the thermophilic system.The effluent from the conversion processes including wetexplosion pretreatment, hydrolysis and sugar fermentationin the investigated biorefinery system is less toxic for theanaerobic microbial consortia than, for example, the hyd-rolysate from other pretreatments or cane molasses vinasse.The degradation of the biorefinery effluent in a UASBsystem is restricted by suspended matter. Removal of thesuspended matter prior to the UASB reactor reduces thenecessary retention time.
This project was supported by grant no. 33031-0066 from the
Research Program of The Danish Energy Council.
References
Ahring BK, Langvad N. 2008. Sustainable low cost production of
lignocellulosic bioethanol—‘‘The carbon slaughterhouse.’’ A process
concept developed by BioGasol. Int Sugar J 110(1311):184–
190.
Ahring BK, Westermann P. 2007. Coproduction of bioethanol with other
biofuels. Adv Biochem Eng Biotechnol 108:289–302.
Ahring BK, Licht D, Schmidt AS, Sommer P, Thomsen AB. 1999. Produc-
tion of ethanol from wet oxidised wheat straw by Thermoanaerobacter
mathranii. Bioresource Technol 68(1):3–9.
American Public Health Association (APHA), American Water Works
Association (AWWA), Water Environment Federation (WAE). 1992.
Standard methods for the examination of water and waste water. 18th
edn. Washington, D.C.: American Public Health Association.
64 Biotechnology and Bioengineering, Vol. 107, No. 1, September 1, 2010
Driessen WJBM, Tielbaard MH, Vereijken TLFM. 1994. Experience on
anaerobic treatment of distillery effluent with the UASB process. Water
Sci Technol 30(12):193–201.
Georgieva TI, Hou X, Hilstrøm T, Ahring BK. 2008. Enzymatic hydrolysis
and ethanol fermentation of high dry matter wet-exploded wheat straw
at low enzyme loading. Appl Biochem Biotechnol 148:35–44.
Harada H, Uemura S, Chen A-C, Jayadevan J. 1996. Anaerobic treatment of
a recalcitrant distillery wastewater by a thermophilic UASB reactor.
Bioresource Technol 55:215–221.
Jhung JK, Choi E. 1995. A comparative study of UASB and anaerobic fixed
film reactors with development of sludge granulation. Water Res
29(1):271–277.
Kalyuzhnyi S, de los Santos LE, Martinez JR. 1998. Anaerobic treatment of
raw and preclarified potato-maize wastewaters in a UASB reactor.
Bioresource Technol 66:195–199.
Kaparaju P, Serrano M, Angelidaki I. 2009. Effect of reactor configuration
on biogas production from wheat straw hydrolysate. Bioresource
Technol 100:6317–6323.
Langvad N, Skovgaard-Petersen R, Mikkelsen MJ. 2010. BioGasol’s process
concept for production of cellulosic ethanol—Status and perspectives.
Int Sugar J 112(1334):104–109.
Sommer P, Georgieva T, Ahring BK. 2004. Potential for using thermophilic
anaerobic bacteria for bioethanol production from hemicellulose.
Biochem Soc Trans 32(2):283–289.
Syutsubo K, Harada H, Ohashi A, Suzuki H. 1997. An effective start-up of
thermophilic UASB reactor seeding mesophilically-grown granular
sludge. Water Sci Technol 36(6–7):391–398.
Torry-Smith M, Sommer P, Ahring BK. 2003. Purification of bioethanol
effluent in a UASB reactor system with simultaneous biogas formation.
Biotechnol Bioeng 84(1):7–12.
U.S. DOE. 2006. Breaking the Biological Barriers to Cellulosic Ethanol: A
Joint Research Agenda. DOE/SC-0095, U.S. Department of Energy
Office of Science and Office of Energy Efficiency ad Renewable Energy
(www.doegenomestolife.org/biofuels).
Westermann P, Ahring BK. 2005. The biorefinery for production of multi-
ple biofuels. In: Lens P, Westermann P, Haberbauer M, Moreno A,
editors. Biofuels for fuel cells: Renewable energy from biomass fer-
mentation. London, UK: IWA Publishing. p 194–205.
Yamada M, Yamauchi M, Suzuki T, Ohashi A, Harada H. 2006. On-site
treatment of high-strength alcohol distillery wastewater by a pilot-scale
thermophilic multi-staged UASB (MS-UASB) reactor. Water Sci Tech-
nol 53(3):27–35.