an evolutionary approach to optimal synthesis of multiproduct batch plant
TRANSCRIPT

Computers chem. Engng vol. 2(), No. 9, pp. 1149-1157, 1996 P e r g a m o n Copyright © 1996 Elsevier Science Ltd
Printed in Great Britain. All rights reserved 0098-1354(95)00227-8 (~Y98-1354/96 $15.(X) + 0.110
SHORT NOTE
AN EVOLUTIONARY APPROACH TO OPTIMAL SYNTHESIS OF MULTIPRODUCT BATCH PLANT
Ho-KvuNG LEE, l JAE HAK JUNG 2 and IN-BEuM LEE | t
JDept. of Chemical Engineeriqg, Automation Research Center, Pohang University of Science and Technology, San 31 Hyoja-Dong, Pohang, 790-784, Korea, ~Dcpt. of Chemical Engineering,
Yeungnam University, Dae-Dong 214-1, Kyongsan, 712-749, Korea
(Received 9 August 1994; final revision received 13 July [995)
Abstract--In case of adding new equipment in parallel to the synthesized batch processes, there are two operating modes for the added equipment. One is "out-of-phase (in-sequence)" mode and the other is "'in-phase'" mode. However, previous approaches in solving the synthesis problem as a MINLP (Mixed Integer NonLinear Programming) problem so far have considered only the out-of-phase mode. In this paper, using MINLP, heuristics and NLP (nonlinear programming) formulation, we deal with the problems where the in-phase mode is also considered. The effectiveness of this approach is verified by solving three literature problems. Copyrigh © 1996 Elsevier Science Ltd
INTRODUCTION tWO operating modes in the preliminary synthesis problem.
The objective of this paper consists of determining The problem in this paper is treated as follows. sizes of batch equipment which are operated in both Given a plant with M batch stages, product demand, in-phase and out-of-phase modes of operation for processing times and size factors for N products are the optimal synthesis of a multiproduct batch plant, given. It is assumed that the plant is of the multipro- Accounting for both operating modes in the prelimi- duct type, in which all the products follow the same nary design of multiproduct batch plant can reduce processing route through the M stages. This paper the investment cost of the plant. Vaselenak et al. uses the same conventions as in the batch plant (1987), Fletcher et al. (1991)and Lee et al. (1993) design problem by Sparrow et al. (1975) and dealt with the two operating modes in the optimal Grossmann and Sargent (1979) retrofit design problem. In this paper, we suggest an evolutionary approach considering two operating
OPTIMAL SYNTHESIS modes in the preliminary synthesis problem. Yeh
and Reklaitis (1987) and Patel and Mah (1993) The following three methods have been used to presented heuristics for the preliminary synthesis improve performance in the synthesis of batch pro- problem. Kocis and Grossmann (1988) and Birewar cesses: and Grossmann (1990) used mathematical pro-
- - addition of a parallel unit cedures for the preliminary synthesis problem. The - - task splitting or merging previous approaches in solving the synthesis prob-
lem as a MINLP problem require the following - - inser t ion of intermediate storage tank.
restrictions: In this paper, the synthesis problem of the addition
of parallel unit is dealt with. The operating strategy - -para l le l units in a stage are assumed to be identical for each product in the j stage allows the following
two options: - - o n l y the out-of-phase mode of operation is
allowed. - - o p e r a t e d in-phase to increase its batch size
The synthesis problem without the above restric- - -opera ted out-of-phase to decrease the stage cycle time. tions is dealt with in this approach. In this paper,
we suggest an evolutionary approach considering Let us explain these two operating modes using
an illustration. The example has two stages and t To whom all correspondence should be addressed, produces two products. In the illustration such as
1149
1150 Short note
Product A Product B
stage 1 stage 2 stage1 stage 2
~ TAI=8 t ~ TA2=3 ~t~ ~ TBI=3 ~ TB2=4 ~t1~ BAt=100 BA2=100 Bin=80 BB2=100
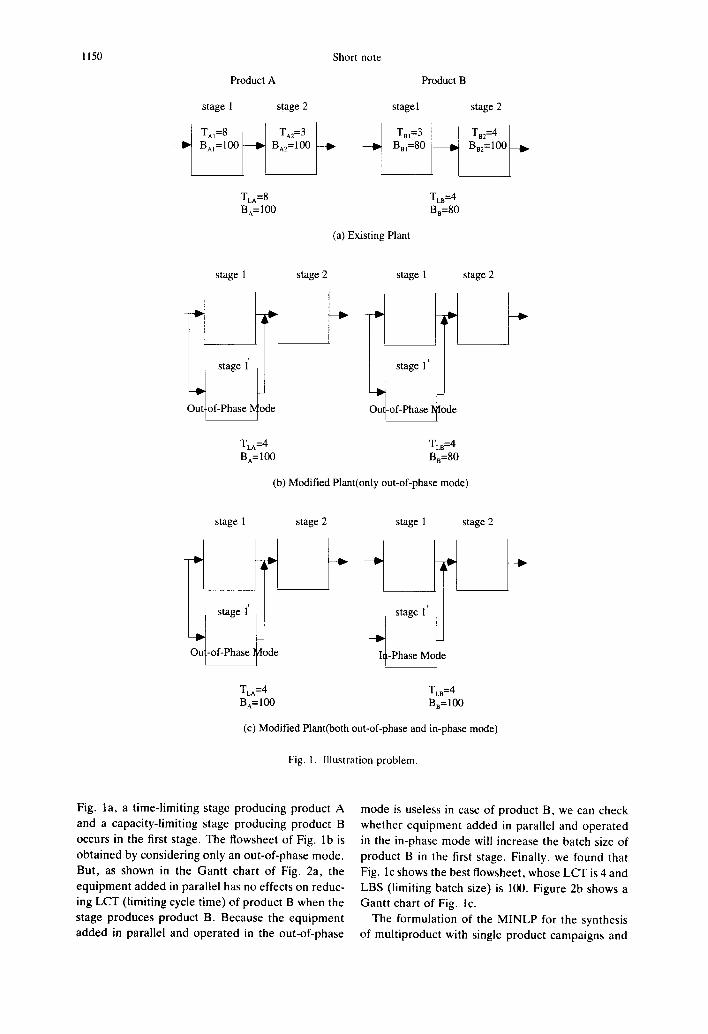
TEA=8 TLS=4 BA= 100 BB=80
(a) Existing Plant
stage 1 stage 2 stage 1 stage 2
stage 1' stage 1'
Outlof-Phase ~ode Ou~-of-Phase I~Iode
TEA=4 TLB=4 BA= 100 B8=80
(b) Modified Plant(only out-of-phase mode)
stage 1 stage 2 stage 1 stage 2
stage 1' stage 1'
Out-°f-Phase f 4ode I~-Phase Monte
TEA=4 TLB=4 BA=100 BB=100
(C) Modified Plant(both out-of-phase and in-phase mode)
Fig. 1. Illustration problem.
Fig. la, a time-limiting stage producing product A mode is useless in case of product B, we can check and a capacity-limiting stage producing product B whether equipment added in parallel and operated occurs in the first stage. The flowsheet of Fig. lb is in the in-phase mode will increase the batch size of obtained by considering only an out-of-phase mode. product B in the first stage. Finally, we found that But, as shown in the Gantt chart of Fig. 2a, the Fig. lc shows the best flowsheet, whose LCT is 4 and equipment added in parallel has no effects on reduc- LBS (limiting batch size) is 100. Figure 2b shows a ing LCT (limiting cycle time) of product B when the Gantt chart of Fig. lc. stage produces product B. Because the equipment The formulation of the MINLP for the synthesis added in parallel and operated in the out-of-phase of multiproduct with single product campaigns and

Short note 1151
stage stage /
8hr 8hr I 3hr 3hr /
100kg 2 ~////.////./~/////./././~ 80kg
time time
~ Product a ~ Product B
(a) Gantt Chart of Existing Plant
stage stage / 8hr 8hr
1'2l 8 ~ 3 ~ 8 ~ 3 ~ 1 1 ' ~ ~ 8 0 , 4hr , - - ig 3hr hr
100kg 2 ~ ~ 100kg
time time (b) Gantt Chart of Modified Plant(both out-of-phase and in-phase mode)
Fig. 2. Gantt chart of illustration problem.
no intermediate storage is as follows (Kocis and The next step is to check whether the parallel Grossmann, 1988): equipment can reduce LCT or not. If the parallel
M equipment of some stage, producing some product, min C= E Ni(TJ + aiVl%) (1) does not have the effect of reducing LCT, it could
j=~ increase a batch size of the product in the stage. subject to Vj >= SoB i i = 1, N, j = 1, M (2) Using the following NLP formulation, we determine
new volumes and batch sizes:
Tt.i ~lij i = I , N , j = I , M (3) u u],b, Ni min C = E E (Tj + aiV~) (7)
~ Qi j=l k=t ,=, Bi TEl--<-- H (4) N~'
subject to - - E Vjk >= SiiBi 1 <= N~ <- N'~ bt V~ llII ~ VJ ~ V j £tx (5) ~=1
B~_-> 0, Tu =>0. (6) for the parallel equipment of
The above MINLP formulation is solved with in-phase mode (8) DICOPT+ + (Viswanathan and Grossmann, 1990) or of GAMS (Brooke et al., 1988). ~ Vik>_S,jB~ Nr; + l <=k <=N],b ,
An evolutionary procedure that we suggest is as follows. First, we solve the above MINLP to deter- for the parallel equipment of mine a flowsheet operated in out-of-phase mode. out-of-phase mode (9)

1152 S h o r t no t e
Initial Synthesis By a Mixed Integer
NonLinear Programming
Analysis of the Effectiveness
on LCT Reduction
/ Are there ~ Y e s ] no-effect or Consider changing a
partial effect stages ~ operating mode, then
solve NLP formulation.
N o
. . r Consideraddingaoewl I Deter n° I ~ F ~ 2 s A z 2 2 T ' ~ n i t in phase mode, t h e n ~ t . . . . the one wi th I"~Finall-! ' F l o w s h e e t I ~u~ fo n u m m u m capi ta l [ I ~ u ~ [ solve NLP rmulation. [ [ cos ts . [
T ~ o _ ~ ; f : ~ t n U p m b ; : / e f ~ Consider removing aun i t
p r o d u c t s in a stage more J v I among parallel uni ts , then - than a half of total / [ solve NLP formulation.
N o
Fig . 3. F l o w c h a r t o f the s u g g e s t e d e v o l u t i o n a r y a p p r o a c h .
Table 1. Data for example 1
(a) size factors i/j 1 2 3 4 5 6 Table 2. Process analysis of example 1
A 7.9 2.0 5.2 4.9 6.1 4.2 (a) Operating mode by M I N L P B 0.7 0.8 0.9 3.4 2.1 2.5 ~ Stage C 0.7 2.6 1.6 3.6 3.2 2.9 D 4.7 2.3 1.6 2.7 1.2 2.5 Product ~ ' ~ 1 2 3 4 5 6 E 1.2 3.6 2.4 4.5 1.6 2.1
(b) Processing times (h) A S S S S - - - - A 6.4 4.7 8.3 3.9 2.1 1.2 B S S S S - - - -
B 6.8 6.4 6.5 4.4 2.3 3.2 C S S S S - - - -
C 1.0 6.3 5.4 11.9 5.7 6.2 D S S S S - - - - D 3.2 3.0 3.5 3.3 2.8 3.4 E S S S S - - - -
E 2.1 2.5 4.2 3.6 3.7 2.2 (b) The analysis o f the effectiveness on L C T reduction
(c) Projected market demand A 0 0 0 0 - - - - i Q~(kg) B O O A O - - - -
c x 0 x 0 - - - - A 250,0OO D X X ~ X - - - - B 150,000 E X X A X - - - - C 180,000 O: LCT reduction; A: partial effects on LCI ~ reduction; X: no D 160,000 effects.
E 120,000 (c) Modified operating mode
(d) Units data A S S S S - - - - a} 250 250 250 250 250 250 B S S S S - - - - flj 0.6 0.6 0.6 0.6 0.6 0.6 C P S P S - - - - 7j 0 l} 0 0 0 0 D P P S P - - - - N~?' 4 4 4 4 4 4 E P P S P - - - - V~'", V~ ~" 300 300 300 300 300 300 V~ "a~, V~ ~x 3000 3000 31100 3000 3000 3000 In all of the tables, the following notation is used: S refers to the
out-of-phase mode; P to the in-phase mode.

Short note 1153
C = 285,506
B A = 380 B B = 770 B c = 730 B D = 638 B E = 525
T A = 3.2 T B = 3.4 T c = 6.2 T D = 3.4 T E = 3.7
Fig. 4. Flowsheet of example 1 by MINLP.
C = 264,750
B A = 379 B B = 766 B c = 723 B o = 1044 B E = 822
TA=4.15 TB = 3.4 T c = 6.2 TD= 3.4 TE = 3.7
Fig. 5. The final flowsheet of example 1 by the evolutionary approach.
C = 269,855
B^ = 335 B B -- 676 B c = 639 B D = 934 B~ = 834
T A = 3.2 T n = 3.4 T c = 6.2 T o = 3.4 T E = 3.7
Fig. 6. The flowsheet considered in mixed mode of operation in cxamplc 1.
.~ B~.i o f t he para l le l un i t s in a s t age is m o r e t h a n t h r e e , t he
• TLi<-H (10) para l le l un i t o p e r a t e d in m i x e d m o d e o f o p e r a t i o n
i=~ cou ld be u s e d . A d d i n g a n e w va r i ab l e Vik in the
a b o v e N L P f o r m u l a t i o n , we d e t e r m i n e a size o f n o n -
TL >tii (11) ident ica l un i t in t he s a m e s tage . T h e a b o v e N L P
' = N ~ f o r m u l a t i o n is so lved by M I N O S 5.3 o f G A M S
V~i"_- < Vjk__-- < V~ ~x (12) ( B r o o k e et al., 1988). T h e fo l l owing two heu r i s t i c s
a re s u g g e s t e d to i m p r o v e a f l owshee t o b t a i n e d by
B~=>0. t he a b o v e N L P .
T h r o u g h c h e c k i n g t h e e f f ec t s o f t he a d d e d para l le l Heuristic 1 un i t on L C T , we c o n s i d e r a m i x e d a n d a d i f f e r en t If e q u i p m e n t s izes a re l imi ted by the i r u p p e r
m o d e o f o p e r a t i o n in t he s a m e s tage . If t he n u m b e r b o u n d s in a s t age , c o n s i d e r a d d i n g a n e w uni t
1154 Short note
Table 3. Data for example 2 out-of-phase mode
................................ (a) Size factors Layout Mixer Reactor
A 4.8 2.0 B 3.6 4.9
. . . . . . . . . . . • . . . . . . . . . . C 3.9 5.6 D 8.3 3.6
(b) Processing times (h) A 4.7 10.1 B 4.1 3.8
. . . . . . . . . . . . ?t~ge_3_ . . . . . . . . . . c 2.9 2.7 D 5.3 I 1.8
(a) In producing product A (c) Projected market demand i Q,(kg}
In-phase mode A 290,(XXI B 30(I.000 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ,
C 350,(MMI D I40.(MIO
(d) Units data aj 13.63 12.14
. . . . . . . . . . . . " . . . . . . . . . . fli 1.0 1.0 12,8(M) 11,400
V~'", V~'" I()~M) IO00 V~"', V~ "~ 4t)~X) 3(MMI
stage 3
(b) In producing product C EXAMPLES
Three examples are presented . The first example
out-of-phase mode is ob ta ined from Kocis and G r o s s m a n n (1988) and
...................................... the second one is ob ta ined from Fle tcher et al.
[ In-ohase modei (1991) and the last one is ob ta ined from Birewar and
1 ~ G r o s s m a n n (1990).
Example 1
Table 1 shows the data for example 1. Figure 4
shows the flowsheet and sizes ob ta ined by the exist-
ing MINLP. Table 2 (a) and (b) show the opera t ion
stage 3 modes ob ta ined by the existing M I N L P formula t ion . . . . . . . . . . . . . . . . . . . . . . . . .
and the analysis of the effect iveness on LCT reduc-
(c) In producing product B, D, and E tion, respectively. The no-effects and part ial-effects
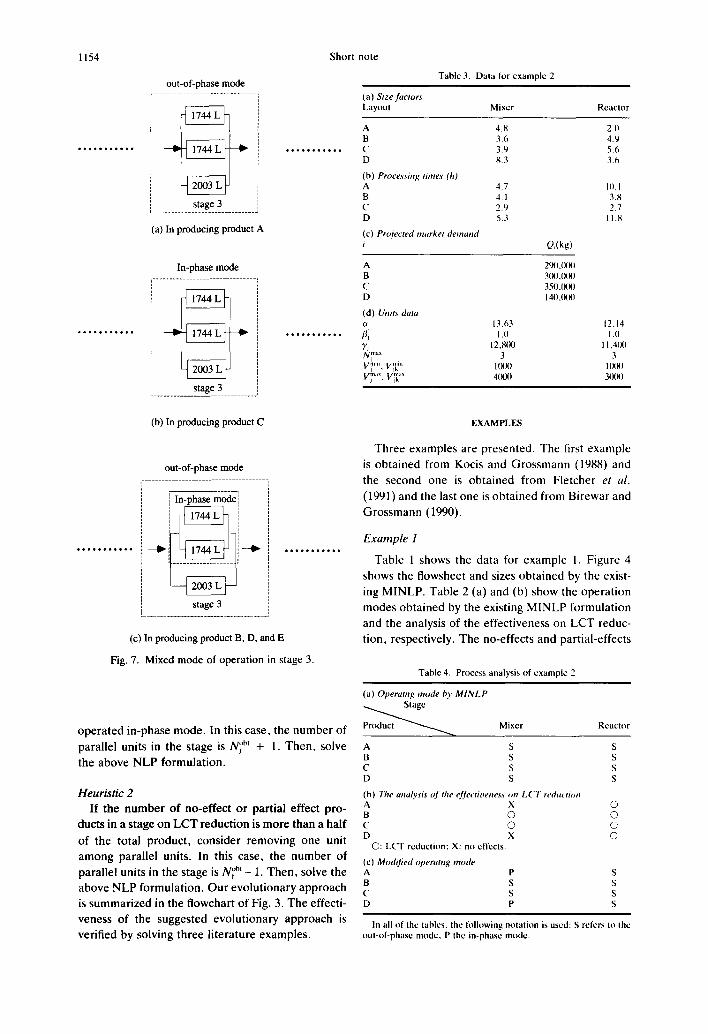
Fig. 7. Mixed mode of operation in stage 3. Table 4. Process analysis of example 2
(a) Operatng mode by MINLP Stage
ope ra t ed in-phase mode. In this case, the n u m b e r of P r o d u c ~ Mixer Reactor
parallel units in the stage is NI 'bt + 1. Then , solve A S S
the above NLP formula t ion . B s s c s s D S S
Heurist ic 2 (b) The analysis of the effectit,eness on L('T reduction
If the n u m b e r of no-effect or par t ia l effect pro- A X 0 B 0 0
ducts in a stage on L C T reduc t ion is m o r e t h a n a h a l f c o o
of the total product , consider removing one unit D X O O: LCT reduction: X: no effects. a m o n g parallel units. In this case, the n u m b e r of (c) Modified operamg mode paral lel units in the stage is N ~'~'- 1. Then , solve the A a S
H l
B S S above NLP formula t ion . O ur evolut ionary approach c s s
is summar ized in the flowchart of Fig. 3. The effecti- D e S
veness of the suggested evolu t ionary approach is In all of the tables, the t'ollowing notation is used: S refers to the verified by solving th ree l i tera ture examples, out-of-phase mode, P the in-phase mode.
Short note 1155
~ 3 7 3 3 L ~ 2 5 6 8 L ~ / |
Mixer Reactor
3733 L 2568 L
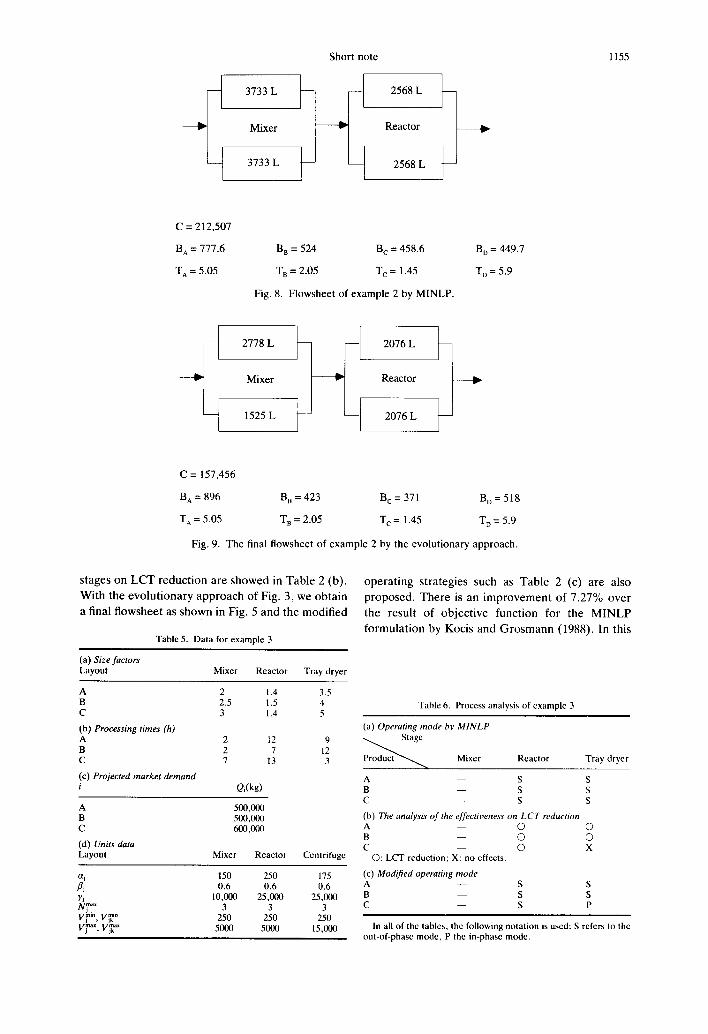
C = 212,507
B A = 777.6 B B = 524 B c = 458.6 B o = 449.7
T a = 5.05 T B = 2.05 T c = 1.45 To= 5.9
Fig. 8. Flowsheet of example 2 by MINLP.
2778 L ~ ~ 2076 L
Mixer Reactor
1 1525 L ~ - 2076 L
J
C = 157,456
B n = 896 B B = 423 B c = 371 B O = 518
T A = 5.05 T B = 2.05 T c = 1.45 T D = 5.9
Fig. 9. The final flowsheet of example 2 by the evolutionary approach.
stages on LCT reduction are showed in Table 2 (b). operating strategies such as Table 2 (c) are also With the evolutionary approach of Fig. 3, we obtain proposed. There is an improvement of 7.27% over a final flowsheet as shown in Fig. 5 and the modified the result of objective function for the MINLP
formulation by Kocis and Grosmann (1988). In this Table 5. Data for example 3
(a) Size factors Layout Mixer Reactor Tray dryer
A 2 1.4 3.5 B 2.5 1.5 4 Table 6. Process analysis of example 3 C 3 1.4 5 (b) Processing times (h) (a) Operating mode by M I N L P A 2 12 9 ~ Stage B 2 7 12 C 7 13 3 Product ~ Mixer Reactor Tray dryer
(c) Projected market demand A - - S S i Q~(kg) B - - S S
C - - S S A 500,000 B 500,000 (b) The analysis o f the effectiveness on L C T redaction C 600.0ff) A - - 0 0
B - - 0 O (d) Units data C - - 0 X Layout Mixer Reactor Centrifuge O: LCT reduction; X: no effects.
a i 150 250 175 (c) Modified operating mode flj 0.6 0.6 0.6 A - - S S yj 10,000 25,000 25,000 B - - S S N~ ~ 3 3 3 C - - S P V~"", V~ ~" 250 250 250 V~ ax, V~ ~ 5000 5000 15,000 In all of the tables, the following notation is used: S refers to the
out-of-phase mode, P the in-phase mode.
1156 Short note
~ 2754L ~ / ] 7392L 1
- - t ~ 4590 L Reactor Jacketed Tray Dryer L
Mixer 2754 L ~ 7392 L
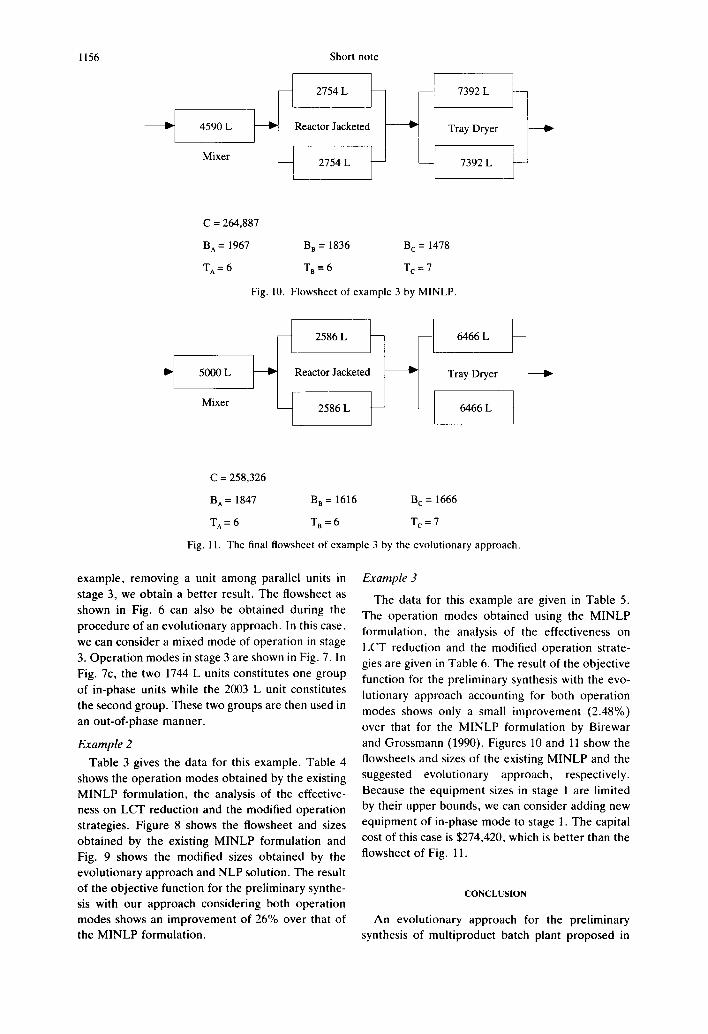
C = 264,887
B A = 1967 B B = 1836 B c = 1478
TA=6 TB=6 Tc=7
Fig. 10. FIowsheet of example 3 by MINLP.
1 - - ~ . 5000 L Reactor Jacketedl i ~ / Tray Dryer ~
Mixer 2586 L ~ 6466 L
C = 258,326
B h = 1847 B B = 1616 B c = 1666
TA=6 TB=6 Tc=7
Fig. 11. The final flowsheet of example 3 by the evolutionary approach.
example, removing a unit among parallel units in Example 3 stage 3, we obtain a better result. The flowsheet as The data for this example are given in Table 5. shown in Fig. 6 can also be obtained during the The operation modes obtained using the MINLP procedure of an evolutionary approach. In this case, formulation, the analysis of the effectiveness on we can consider a mixed mode of operation in stage LCT reduction and the modified operation strate- 3. Operation modes in stage 3 are shown in Fig. 7. In gies are given in Table 6. The result of the objective Fig. 7c, the two 1744 L units constitutes one group function for the preliminary synthesis with the evo- of in-phase units while the 2003 L unit constitutes lutionary approach accounting for both operation the second group. These two groups are then used in modes shows only a small improvement (2.48%) an out-of-phase manner, over that for the MINLP formulation by Birewar
Example 2 and Grossmann (1990). Figures 10 and 11 show the Table 3 gives the data for this example. Table 4 flowsheets and sizes of the existing MINLP and the
shows the operation modes obtained by the existing suggested evolutionary approach, respectively. MINLP formulation, the analysis of the effective- Because the equipment sizes in stage 1 are limited ness on LCT reduction and the modified operation by their upper bounds, we can consider adding new strategies. Figure 8 shows the flowsheet and sizes equipment of in-phase mode to stage 1. The capital obtained by the existing MINLP formulation and cost of this case is $274,420, which is better than the Fig. 9 shows the modified sizes obtained by the flowsheet of Fig. 11. evolutionary approach and NLP solution. The result of the objective function for the preliminary synthe- CONCLUS|ON sis with our approach considering both operation modes shows an improvement of 26% over that of An evolutionary approach for the preliminary the MINLP formulation, synthesis of multiproduct batch plant proposed in

Short note 1157
this paper includes a M I N L P formula t ion , heurist ics V? ~", V~ "ax = Upper and lower bounds of batch unit size in stage j
and a NLP formula t ion . The evolu t ionary approach Vjk = Volume of the kth parallel unit in stage j suggested here considers two opera t ing modes (bo th m, . . . . . Vik , Vjk -- Upper and lower bounds of the ktfi parallel in-phase and out -of-phase) and the case with non- unit size in stage j
identical uni ts in mixed and dif ferent modes of
opera t ion in the same stage. Thus , this approach will REFERENCES
give results at least as good as those ob ta ined so far. This approach makes it possible to use equ ipmen t Birewar D. B. and I. E. Grossmann, Simultaneous synthe-
sis, sizing and scheduling of multiproduct batch plants. more efficiently as well as reducing the initial invest- Ind. Engng Chem. Res. 29, 2242-2251 (1990). men t cost of ba tch plants. But the proposed heuris- Brooke A., D. Kendrick and A. Meeraus, GAMS: User's tic does not work if the initial solut ion does not Manual. Scientific Press, Palo Alto, California (1988).
Fletcher R., J. A. J. Hall and W. R. Johns, Flexible include parallel equ ipmen t units ope ra t ed in out-of- retrofit design of multiproduct batch plants. Computers phase mode. chem. Engng 15 843-852 (1991).
Grossmann I. E. and R. W. H. Sargent, Optimum design of multipurpose chemical plants. Ind. Engng Chem.,
NOMENCLATURE Process Des. Dev. 18,343-348 (1979). Kocis G. R. and I. E. Grossmann, Global optimization of
aj = Cost coefficients of a batch unit in stage j nonconvex MINLP problems in process synthesis. Ind. flj = Cost exponent of a batch unit in stage j Engng Chem. Res. 27, 1407-1421 (1988). yj = Fixed cost of a batch unit in stage j Lee H., I. Lee, D. R. Yang and K. S. Chang, Optimal B~=Limiting batch size of product i synthesis for the retrofitting of multiproduct batch C= Capital cost plants. Ind. Engng. Chem. Res. 32, 1087-1092 (1993). H = Operating time Patel A. N. and R. S. H. Mah, Heuristic synthesis in the Nj=Number of parallel units in stage j design of noncontinuous multiproduct plants. Ind.
N ~ j ax = Maximum number of parallel units in stage j Engng Chem. Res. 32, 1383-1395 (1993). N~i bt = Number of parallel units in stage j obtained Sparrow R. E., G. J. Forder and D. W. T. Rippin, The
by MINLP choice of equipment sizes for multiproduct batch plants. N~i= Number of parallel units operated in in- Heuristics vs branch and bound. Ind. Engng Chem.,
phase mode in stage j Process Des. Dev. 14, 197-203 (1975). N~j = Number of parallel units operated in out-of- Vaselenak J. A., I. E. Grossmann and A. W. Westerberg,
phase mode in stage j Optimal retrofit design in multiproduct batch plants. t~j = Processing time of product i in stage j Ind. Engng Chem. Res. 26, 718-726 (1987).
Q~ = Production quantities of product i Viswanathan J. and I. E. Grossmann, A combined penalty S~j= Batch unit size factor of product i in stage j function and outer-approximation method for minlp
TL~ = Limiting cycle time of product i optimization. Computers chem. Engng 14, 769 (1990). 7'~i bt= Limiting cycle time of product i obtained by Yeh N. C. and G. V. Reklaitis, Synthesis and sizing of
MINLP batch/semicontinuous processes; single product plants. Vj = Volume of batch unit in stage j Computers chem. Engng I t , 639-654 (1987).