amelie : advanced fluorinated materials for high … amelie european green car initiative...
TRANSCRIPT
AMELIE : Advanced Fluorinated Materials for High Safety, Energy and Calendar Life
Li Ion Batteries
European Green Car Initiative 3d European Green Car Initiative – Project clustering Event
July 11 & 12 2012Th BAERT
Outline
AMELIE’s new Materials in Li ion Battery.
• Motivation, objectives, key Milestones
• Key progresses at Mid terms
• The electrodes.
• The interaction new Electrolyte / new Separator
• Eco-design, Recycling and LCA.
• Partial Conclusions
Project general information
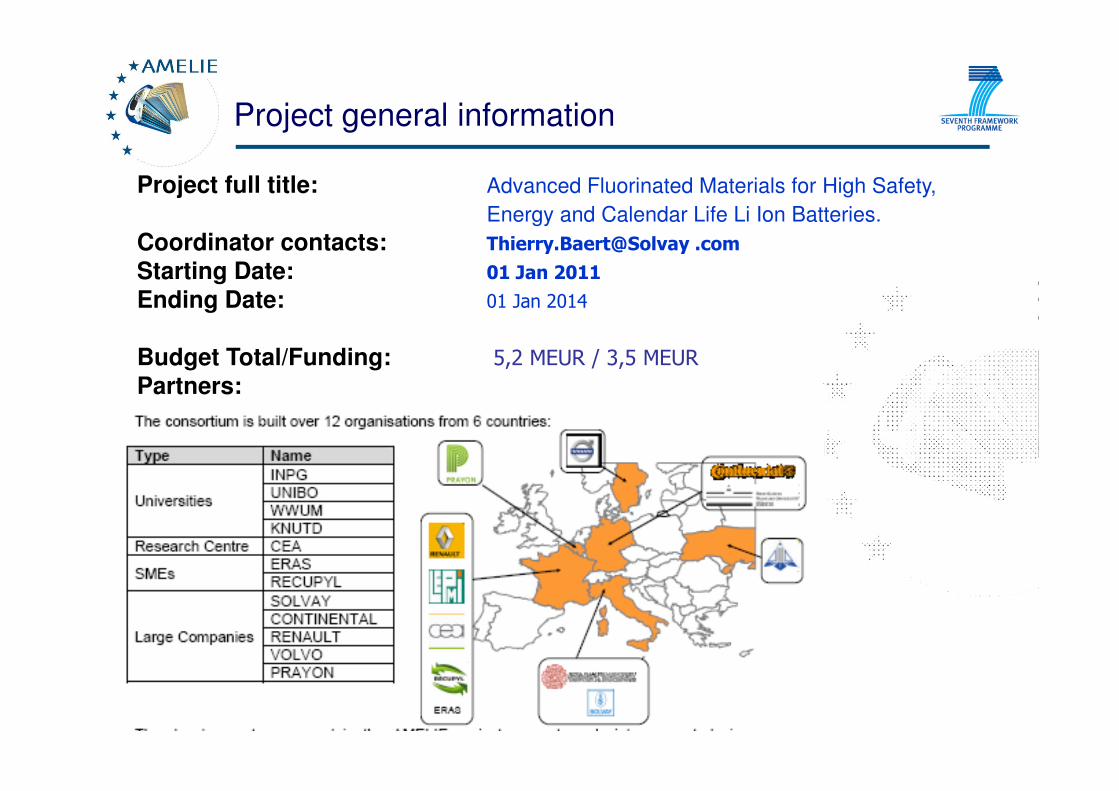
Project full title: Advanced Fluorinated Materials for High Safety,
Energy and Calendar Life Li Ion Batteries.
Coordinator contacts: Thierry.Baert@Solvay .com
Starting Date: 01 Jan 2011
Ending Date: 01 Jan 2014
Budget Total/Funding: 5,2 MEUR / 3,5 MEUR
Partners:
Motivation and objectives.
� Focus on an increased autonomy of EV/PHEV with improved safety of the
battery and cost controlled improved by recycling of some higher value
materials.
� Research needs towards develop of a higher specific energy cell with a
high voltage cathode material, and the corresponding stable electrolyte
(solvent and Salt) with new separators, binders and extended recycling
process
� Approach based on a new electrolytes will be based on fluorinated
solvents, Sulfonimide salts, specific additives to decrease the fading,
combined with fluorinated polymers as binders, and components of new
separator
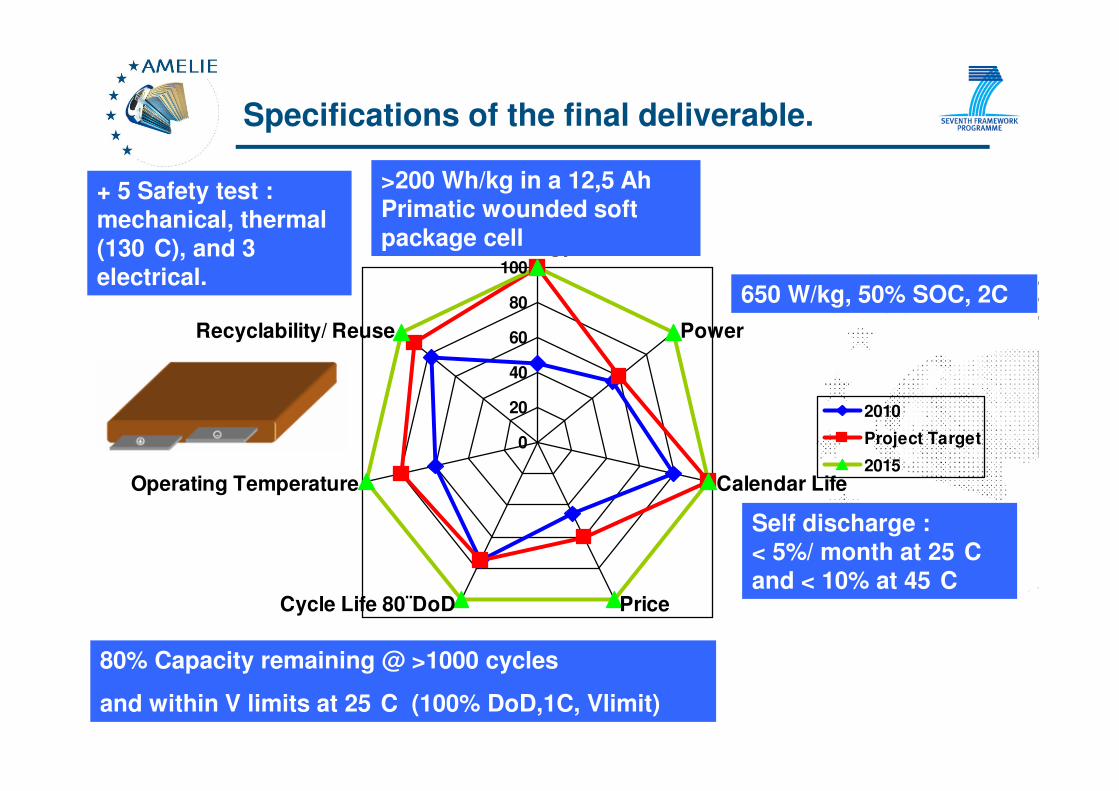
Specifications of the final deliverable.
0
20
40
60
80
100
Energy
Power
Calendar Life
PriceCycle Life 80¨DoD
Operating Temperature
Recyclability/ Reuse
2010
Project Target
2015
>200 Wh/kg in a 12,5 Ah Primatic wounded soft package cell
650 W/kg, 50% SOC, 2C
Self discharge : < 5%/ month at 25 Cand < 10% at 45 C
80% Capacity remaining @ >1000 cycles
and within V limits at 25 C (100% DoD,1C, Vlimit)
+ 5 Safety test : mechanical, thermal (130 C), and 3 electrical.
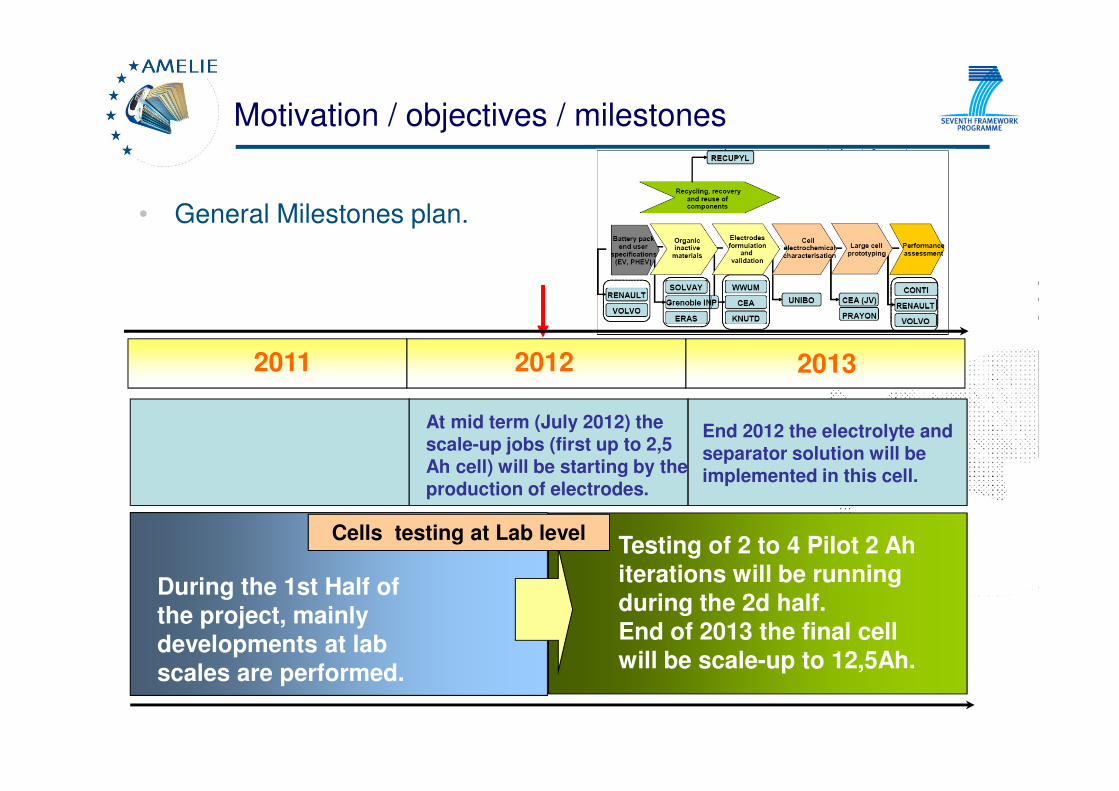
Motivation / objectives / milestones
During the 1st Half of the project, mainly developments at lab scales are performed.
Testing of 2 to 4 Pilot 2 Ah iterations will be running during the 2d half.End of 2013 the final cell will be scale-up to 12,5Ah.
End 2012 the electrolyte and separator solution will be implemented in this cell.
At mid term (July 2012) the scale-up jobs (first up to 2,5 Ah cell) will be starting by the production of electrodes.
2011 2012 2013
• General Milestones plan.
Cells testing at Lab level
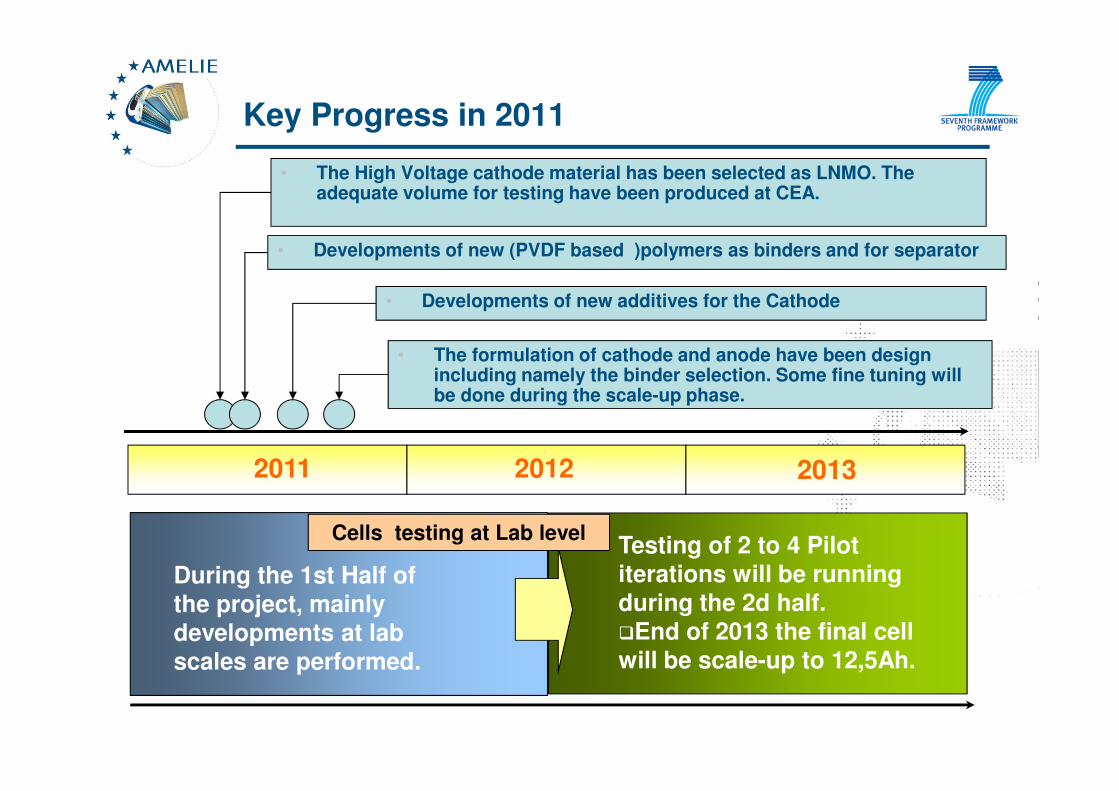
Key Progress in 2011
• The High Voltage cathode material has been selected as LNMO. The adequate volume for testing have been produced at CEA.
During the 1st Half of the project, mainly developments at lab scales are performed.
Testing of 2 to 4 Pilot iterations will be running during the 2d half.�End of 2013 the final cell will be scale-up to 12,5Ah.
2011 2012 2013
• Developments of new (PVDF based )polymers as binders and for separator
• The formulation of cathode and anode have been design including namely the binder selection. Some fine tuning will be done during the scale-up phase.
• Developments of new additives for the Cathode
Cells testing at Lab level
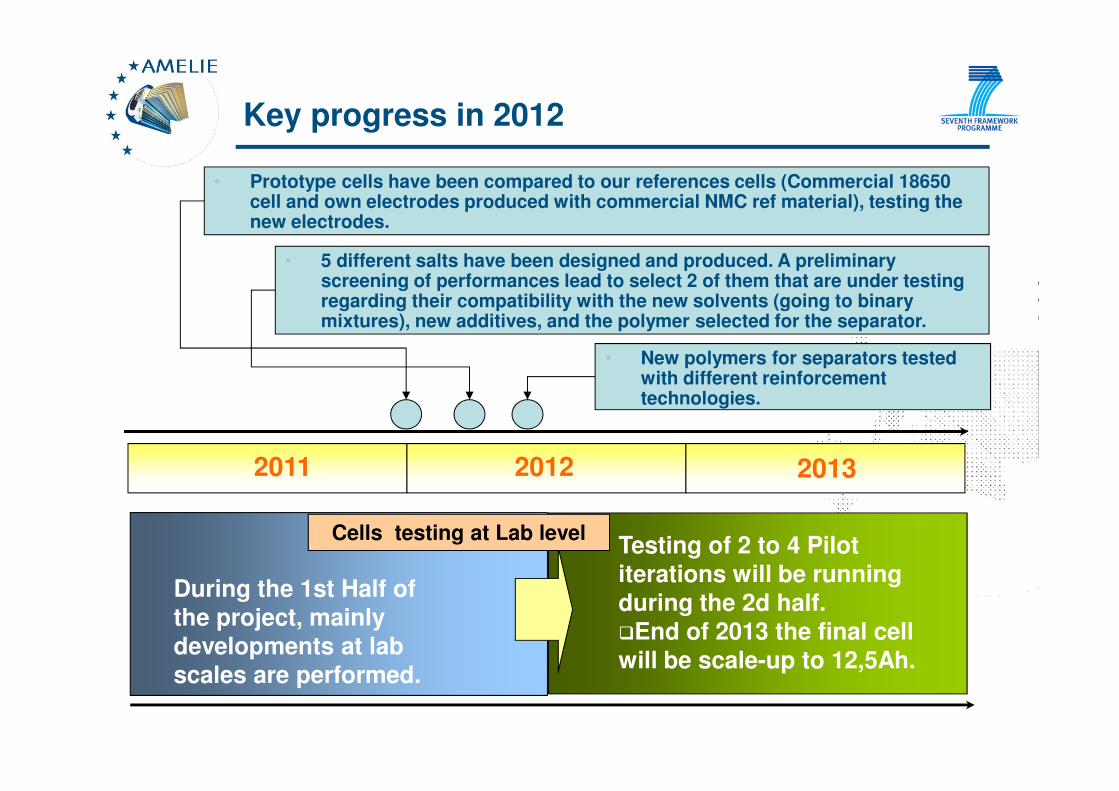
Key progress in 2012
During the 1st Half of the project, mainly developments at lab scales are performed.
Testing of 2 to 4 Pilot iterations will be running during the 2d half.�End of 2013 the final cell will be scale-up to 12,5Ah.
2011 2012 2013
• Prototype cells have been compared to our references cells (Commercial 18650 cell and own electrodes produced with commercial NMC ref material), testing the new electrodes.
• 5 different salts have been designed and produced. A preliminary screening of performances lead to select 2 of them that are under testing regarding their compatibility with the new solvents (going to binary mixtures), new additives, and the polymer selected for the separator.
• New polymers for separators tested with different reinforcement technologies.
Cells testing at Lab level
Main technical activities - on Electrodes
• The high Voltage cathode material (LNMO
4,9 V) has reached the scale-up phase.
A low content PVDF binder has been
selected.
• The Anode has been formulated with a
selection of Graphite, CB and with
different type of PVDF binders.
• The most adapted formulation has been
selected.
• The slurry properties have been studied
as well, to optimize the coating production
process.
Main technical activities - on Electrolyte/Separators
• The interaction new Electrolyte / new
PVDF Separator have been tested in
different configuration.
• Major improvements of the mechanicalproperties have been obtained and give
access to thinner membranes, lower
impedance.
• The production process at lab level still
remain challenging to tune and to control
avg pore size and their size distribution
repartition, especially when reinforced.
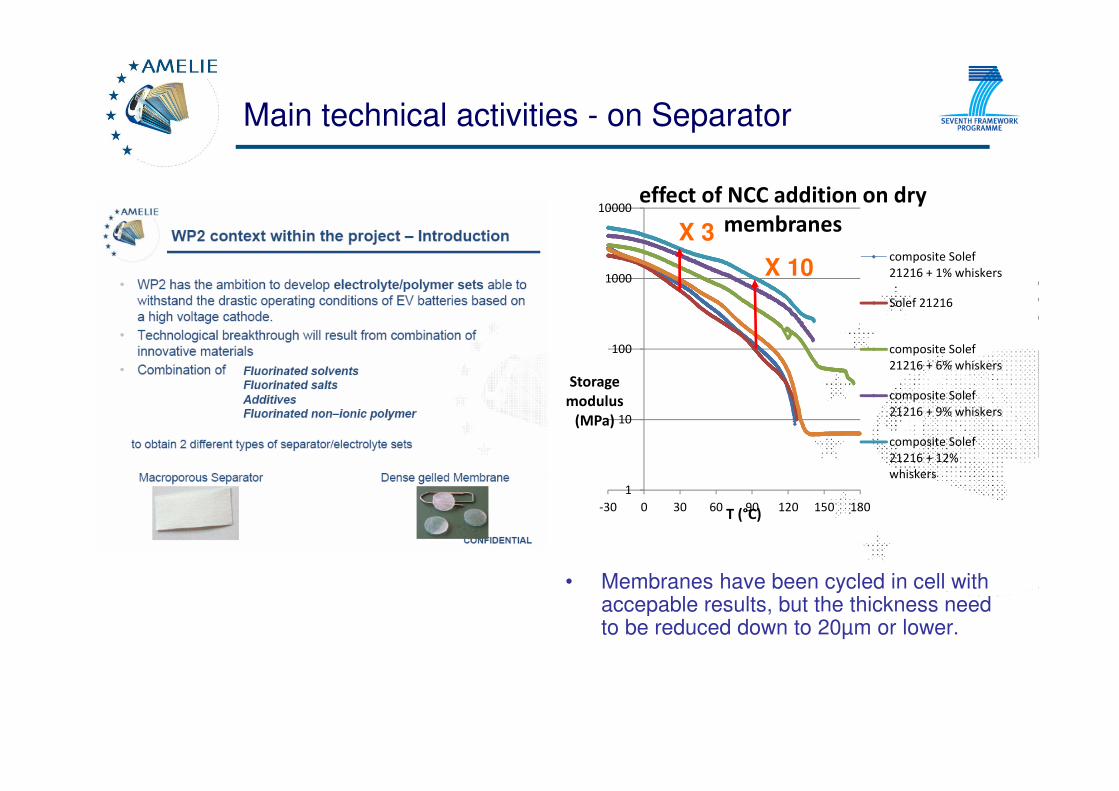
Main technical activities - on Separator
• Membranes have been cycled in cell with accepable results, but the thickness need to be reduced down to 20µm or lower.
1
10
100
1000
10000
-30 0 30 60 90 120 150 180
Storage
modulus
(MPa)
T (°C)
effect of NCC addition on dry
membranes
composite Solef
21216 + 1% whiskers
Solef 21216
composite Solef
21216 + 6% whiskers
composite Solef
21216 + 9% whiskers
composite Solef
21216 + 12%
whiskers
X 3
X 10
Main technical activities – Electrolyte/Separator
• The electrolyte formulation based on new fluorinated solvents, salts based on sulfonimide, varying from fully or partially fluorinated, alkyl or alkoxy.
• At a first step solvents were tested with LiTFSI as a simple Sulfonimide.
• We work on the corrosion issue of the Alu collector linked to these electrolytes types at high voltage.
• The interactions between the different polymers and these electrolyte components have been analysed. Better understanding of the interaction with special PVDF copolymers and fluorinated solvents has been generated.
Membranes
Polymer/ Electrolyte interactions : Wettability at filling, homogeneity, safety of gel and effect on power.
Electrolyte :
Salt / Solvents /
additives
FluorinatedSalts
Fluorinated Polymers
FluorinatedSolvents
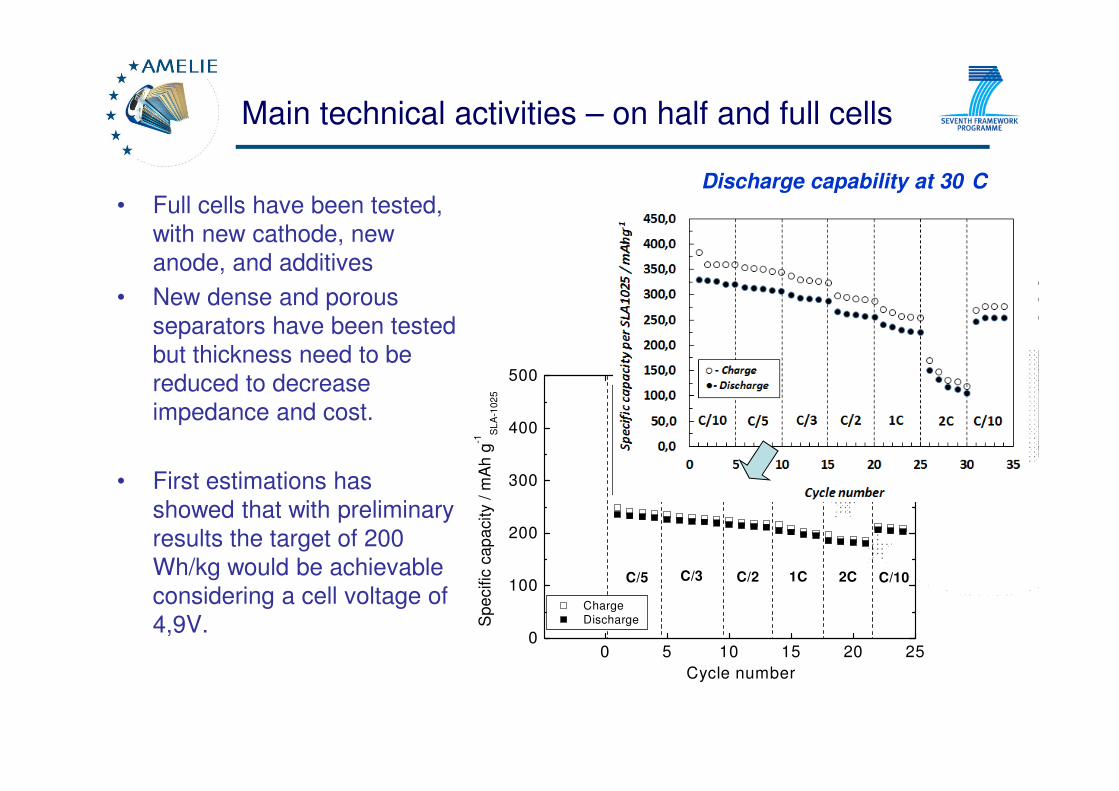
Main technical activities – on half and full cells
• Full cells have been tested, with new cathode, new anode, and additives
• New dense and porous separators have been tested but thickness need to be reduced to decrease impedance and cost.
• First estimations has showed that with preliminary results the target of 200 Wh/kg would be achievable considering a cell voltage of 4,9V.
0 5 10 15 20 250
100
200
300
400
500
Ch
arg
e c
ap
ab
ilty
C/102C1CC/2C/3C/5
Amelie_SLALNMO_X23 T = 30°C
LNMO: 5.00 mg
SLA-1025: 1.62 mg
SLA-1025/LNMO: 0.82
Electrolyte: LF30 + 1.6% F1EC + 2% SA
Sp
ecific
ca
pa
city /
mA
h g
-1
SL
A-1
02
5
Cycle number
Charge Discharge
Discharge capability at 30 C
Life cycle analysis, end of life and recyclability
• Recycling
– Recycling at end of life aim to reach an overall target of 64%(gravimetric).
– All the newly designed AMELIE battery components of the batteries and the production routes are under evaluation in term of environmental impact.
– With a strong focus on the recycle rate target of EU Battery Directive EC/66/06 at the lowest possible cost.
• Eco-design.
– Eco-design follows the whole project process with recommendations for recycling/recovery/reuse.
– All routes using chemical way for recycling will be analysed against the requirements for REACH and ROHS.
– Besides the focus on electro active materials, the project will follow eco-design recommendations for electrolyte and membranes.
– The Eco-design will not be restricted to the recovery of inorganic materials (e.g. electrodes materials and current collectors), but a special attention will be paid to environmental friendly elaboration process, (including water based processes and extrusion of membranes)
Conclusion (Partial, for today..)
• Main achievement obtained on coin cells at Lab level.
– High voltage active materials giving access to 200 Wh/kg.
– Electrolyte improvement based on additives.
– First Separators at Lab level.
• Next steps.
– Scale up and optimize formulation.
– New selected salts and solvents for electrolyte under testing.
– Improve reliability of production of Separator at low thickness and the functionalization of the separator
• Major activities and deliverables in the coming year?– Pilot cells to be cycled according to the projects specifications.
– Performances of electrolyte/separator set.
• What are the risks and challenges?– Performances of electrolyte/separator set.
• Regarding cyclability
• Regarding Electrolyte (Al collector corrosion) and best fit with separator.
– Safety remains a question that cannot be solved on lab cells
• Extension of Topics that may need further collaborations.– Characterising ageing and the contribution of the separator/electrolyte set to leverage future
technologies as Solid electrolyte batteries, Li-S and LiAir.
Thank you for your kind attention