alternatives verfahren zur validierung von dampf-klein ...€¦zusammenfassendes ergebnis es wurde...
TRANSCRIPT

Alternatives Verfahren zur Validierung vonDampf-Klein-Sterilisatoren in Übereinstimmung mit der
RKI-Empfehlung »Infektionsprävention in derZahnheilkunde – Anforderungen an die Hygiene«
Getinge K-Serie
Validierung beauftragt von:
Paul Grah GmbH
Königsberger Str. 220
40231 Düsseldorf
Validierung durchgeführt von:
Witherm GmbH
Prüflabor für Aufbereitungsprozesse von Medizinprodukten
Wannestraße 23
59823 Arnsberg
Mikrobiologische Untersuchung durchgeführt von:
Aventra
Gesellschaft für biologische Diagnostik mbH
Lengericher Landstr. 35
49078 Osnabrück
Unterschrift des verantwortlichen Leiters des Prüflabors.
Arnsberg, den 30. September 2013
Witherm GmbH Gesellschaft für Messwerterfassung Wannestraße 23
Dipl. Ing. J. Wiesenthal und Messdatenverarbeitung 59823 Arnsberg
Zusammenfassendes Ergebnis
Es wurde die physikalische Überprüfung der Dampf-Klein-Sterilisatoren der Getinge K-Serie »Getinge K3+
/ K5+ / K7+« gemäß der DIN EN 13060 und eine mikrobiologische Überprüfung gemäß der DIN EN ISO
14937 durchgeführt.
Die Auswertung der Messdaten und der mikrobiologischen Überprüfungen hat ergeben, dass die Forderungen
der DIN EN 17665, DIN EN 13060 und DIN EN ISO 14937 bei den getesteten Programmen
• P01 B-Prozess verpackte (134° C)
• P02 B-Prozess verpackte (121° C)
• P03 B-Prozess Textilien (134° C)
• P07 Prionen (134° C)
• P08 Dental-Spezial S (134° C)
mit den angegebenen Beladungsmustern erfüllt sind.
Bei den Standardprogrammen mit Sterilisiertemperaturen von 134° C bzw. 121° C wurde das Temperaturband
von 3 K über eine Haltezeit von 4 Minuten bzw. über 20:00 Minuten eingehalten. Die Testkeime wurden
bei dem Programm P08 Dental Spezial im Halbzyklus, d.h. bei halber Sterilisationszeit, mit einer Haltezeit
von 2 Minuten überprüft. Diese in der ISO 14937 vorgesehene Methode erlaubt es, eine im Halbzyklus
nachgewiesene Abtötungskinetik auf den Gesamtzyklus hochzurechnen. Die Winkelstücke wurden mit 1,5 *
106 Sporen der Gattung Geobacillus stearothermohilus beimpft. Die Keimreduktion liegt bei über 106. Der
Sterilisator entspricht den normativen Anforderungen.
Die Beladung kann unverpackt (auf Trays), in Containern, in Folienverpackung und in Weichverpackung
erfolgen, wobei die vom Hersteller angegebene max. Beladung nicht überschritten werden darf. Zulässig
sind dabei sowohl massive Instrumente als auch Hohlkörper der Typen A und B.
Das Penetrationsvermögen des Sterilisators ist für Hohlkörper bis zu einem HPR-Wert ≤ 6cm2 ·10 geeignet
(Verifiziert mit vergleichbaren Prüfkörpern).
Witherm GmbH Gesellschaft für Messwerterfassung Wannestraße 23
Dipl. Ing. J. Wiesenthal und Messdatenverarbeitung 59823 Arnsberg
Getinge K-Serie
Projekt-Nr. 131219/A/01Inhaltsverzeichnis
Inhaltsverzeichnis
1 Ziel und Ergebnis des Auftrags 4
2 Angaben zum Gerät 42.1 Technische Daten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.2 Beschreibung der verwendeten Programme . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.3 Beladungsbeschreibungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3 Eingesetzte Prüfmittel 113.1 Beschreibung der Messgeräte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
3.2 Prüfkonfiguration K3+ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
3.3 Prüfkonfiguration K5+ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
3.4 Prüfkonfiguration K7+ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
4 Prüfungen 514.1 Getinge K3+ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
4.1.1 Vakuumtest . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
4.1.2 B&D-Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
4.1.3 P01 B-Prozess 134° C, Mischbeladung . . . . . . . . . . . . . . . . . . . . . . . . 54
4.1.4 P02 B-Prozess 121° C, Folienverpackung . . . . . . . . . . . . . . . . . . . . . . . 55
4.1.5 P03 Textilien 134° C, Container . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
4.2 Getinge K5+ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
4.2.1 Vakuumtest . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
4.2.2 B&D-Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
4.2.3 P01 B-Prozess 134° C, Mischbeladung . . . . . . . . . . . . . . . . . . . . . . . . 60
4.2.4 P01 B-Prozess 134° C, unverpackt . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
4.2.5 P01 B-Prozess 134° C, Mischbeladung . . . . . . . . . . . . . . . . . . . . . . . . 62
4.2.6 P01 B-Prozess 134° C, Mischbeladung . . . . . . . . . . . . . . . . . . . . . . . . 63
4.2.7 P01 B-Prozess 134° C, Mischbeladung . . . . . . . . . . . . . . . . . . . . . . . . 64
4.2.8 P02 B-Prozess 121°, Mischbeladung . . . . . . . . . . . . . . . . . . . . . . . . . . 65
4.2.9 P02 B-Prozess 121°, Mischbeladung . . . . . . . . . . . . . . . . . . . . . . . . . . 66
4.2.10 P02 B-Prozess 121°, Folienverpackung . . . . . . . . . . . . . . . . . . . . . . . . 67
4.2.11 P03 Textilien, Mischbeladung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
4.2.12 P07 Prionen, Mischbeladung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
4.2.13 P07 Prionen, Mischbeladung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
4.2.14 P07 Prionen, Mischbeladung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
4.2.15 P08 Dental Spezial S 134° C, Folienverpackung . . . . . . . . . . . . . . . . . . . . 72
4.2.16 P08 Dental Spezial S 134° C, Folienverpackung . . . . . . . . . . . . . . . . . . . . 73
4.2.17 P08 Dental Spezial S 134° C, Mikrobiologisch . . . . . . . . . . . . . . . . . . . . 74
4.3 Getinge K7+ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
4.3.1 Vakuumtest . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
4.3.2 B&D-Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
4.3.3 P01 B-Prozess 134° C, Mischbeladung . . . . . . . . . . . . . . . . . . . . . . . . 78
4.3.4 P02 B-Prozess 121° C, Mischbeladung . . . . . . . . . . . . . . . . . . . . . . . . 79
1
Getinge K-Serie
Projekt-Nr. 131219/A/01Inhaltsverzeichnis
4.3.5 P03 Textilien 134° C, Container . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
4.3.6 P04 Flash 134° C N, unverpackt . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
5 Beurteilungen 825.1 B & D-Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
5.2 Getinge K3+ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
5.2.1 Dental-BMS-Chargenüberwachungssystem für den Dentalbereich . . . . . . . . . . 82
5.2.2 PCD-Prüfkörper-Test: gke- Prüfkörper . . . . . . . . . . . . . . . . . . . . . . . . . 82
5.3 Getinge K5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
5.3.1 PCD-Prüfkörper . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
5.3.2 Dental-BMS-Chargenüberwachungssystem für den Dentalbereich . . . . . . . . . . 83
5.3.3 SteriRecord-Indikator der Klasse 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
5.3.4 PCD-Prüfkörper-Test: gke- Prüfkörper . . . . . . . . . . . . . . . . . . . . . . . . . 84
5.4 Getinge K7+ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
5.4.1 PCD-Prüfkörper . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
5.5 SteriRecord-Indikator der Klasse 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
5.5.1 PCD-Prüfkörper-Test: gke- Prüfkörper . . . . . . . . . . . . . . . . . . . . . . . . . 87
5.6 Trocknungseigenschaften . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
5.7 Mikrobiologische Überprüfung der Sterlisationsleistung . . . . . . . . . . . . . . . . . . . . 89
5.8 Leistungsbeurteilung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100
6 Anhang 1016.1 Beladungsmuster . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101
6.2 Prüfdiagramme Getinge K3+ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
6.2.1 Vakuumtest, Test 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
6.2.2 B&D-Test, Test 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107
6.2.3 P01 B-Prozess 134° C, Mischbeladung, Test 3 . . . . . . . . . . . . . . . . . . . . . 108
6.2.4 P02 B-Prozess 121° C, Folienverpackung, Test 4 . . . . . . . . . . . . . . . . . . . 109
6.2.5 P03 Textilien 134° C, Container, Test 5 . . . . . . . . . . . . . . . . . . . . . . . . 110
6.3 Prüfdiagramme Getinge K5+ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111
6.3.1 Vakuumtest, Test 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111
6.3.2 B&D-Test, Test 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112
6.3.3 P01 B-Prozess 134° C, Mischbeladung, Test 8 . . . . . . . . . . . . . . . . . . . . . 113
6.3.4 P01 B-Prozess 134° C, unverpackt, Test 9 . . . . . . . . . . . . . . . . . . . . . . . 114
6.3.5 P01 B-Prozess 134° C, Mischbeladung, Test 10 . . . . . . . . . . . . . . . . . . . . 115
6.3.6 P01 B-Prozess 134° C, Mischbeladung, Test 11 . . . . . . . . . . . . . . . . . . . . 116
6.3.7 P01 B-Prozess 134° C, Mischbeladung, Test 12 . . . . . . . . . . . . . . . . . . . . 117
6.3.8 P01 B-Prozess 134° C, Mischbeladung, Test 13 . . . . . . . . . . . . . . . . . . . . 118
6.3.9 P02 B-Prozess 121°, Mischbeladung, Test 14 . . . . . . . . . . . . . . . . . . . . . 119
6.3.10 P02 B-Prozess 121°, Mischbeladung, Test 15 . . . . . . . . . . . . . . . . . . . . . 120
6.3.11 P02 B-Prozess 121°, Folienverpackung, Test 16 . . . . . . . . . . . . . . . . . . . . 121
6.3.12 P03 Textilien, Mischbeladung, Test 17 . . . . . . . . . . . . . . . . . . . . . . . . . 122
6.3.13 P07 Prionen, Mischbeladung, Test 18 . . . . . . . . . . . . . . . . . . . . . . . . . 123
6.3.14 P07 Prionen, Mischbeladung, Test 19 . . . . . . . . . . . . . . . . . . . . . . . . . 124
6.3.15 P07 Prionen, Mischbeladung, Test 20 . . . . . . . . . . . . . . . . . . . . . . . . . 125
2
Getinge K-Serie
Projekt-Nr. 131219/A/01Inhaltsverzeichnis
6.3.16 P08 Dental Spezial S 134° C, Folienverpackung, Test 21 . . . . . . . . . . . . . . . 126
6.3.17 P08 Dental Spezial S 134° C, Folienverpackung, Test 22 . . . . . . . . . . . . . . . 127
6.3.18 P08 Dental Spezial S 134° C, Mikrobiologisch, Test 23 . . . . . . . . . . . . . . . . 128
6.4 Prüfdiagramme Getinge K7+ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 129
6.4.1 Vakuumtest, Test 24 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 129
6.4.2 B&D-Test, Test 25 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 130
6.4.3 P01 B-Prozess 134° C, Mischbeladung, Test 26 . . . . . . . . . . . . . . . . . . . . 131
6.4.4 P02 B-Prozess 121° C, Mischbeladung, Test 27 . . . . . . . . . . . . . . . . . . . . 132
6.4.5 P03 Textilien 134° C, Container, Test 28 . . . . . . . . . . . . . . . . . . . . . . . . 133
6.4.6 P04 Flash 134° C N, unverpackt, Test 29 . . . . . . . . . . . . . . . . . . . . . . . 134
6.5 Chargendokumentation Getinge K3+ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 135
6.6 Chargendokumentation Getinge K5+ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 141
6.7 Chargendokumentation Getinge K7+ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 159
6.8 Zertifikate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161
6.9 Werkskalibrierzertifikate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 164
3
Getinge K-Serie
Projekt-Nr. 131219/A/011 Ziel und Ergebnis des Auftrags
1 Ziel und Ergebnis des Auftrags
Es sollte anhand von vorgegebenen Beladungsmustern gezeigt werden, dass der Sterilisator reproduzierbare
Sterilisationsergebnisse erbringt. Da zu wurden für den Dentalbereich typische Beladungen und deren Verpa-
ckungen sowohl physikalisch als auch mikrobiologisch überprüft. Alle fünf vorhandenen Programme wurden
mit den jeweils passenden Standardbeladungen getestet.
Bei den Sterilisatoren »Getinge K-Serie« haben wir bei den nachfolgend angegebenen Beladungen bei sämt-
lichen durchgeführten Tests immer reproduzierbare Ergebnisse ermittelt. Bei dem Programm »P08 Dental-
Spezial (134° C)« wurden definiert vorkontaminierte Hand- und Winkelstücke sterilisiert, die anschließend
von der Firma Aventra mikrobiologisch untersucht wurden, wobei eine ausreichende Keimreduktion von über
6 Log-Stufen erreicht wurde.
2 Angaben zum Gerät
2.1 Technische Daten
Sterilisator-Typ: Getinge K3+ / K5+ / K7+
Seriennummer: 13110296
Kammervolumen: 10 L / 15 L / 20 L
Art der Dampferzeugung: Eigendampferzeugung
Sterilisationsverfahren: Typ B
Wasserqualität Speisewasser: VE-Wasser
Zufuhrt Speisewasser: Wassertank mit manueller Zufuhr
Chargendokumentation: Comcotec Software
Protokollausdrucke: entsprechen normativen Anforderungen
2.2 Beschreibung der verwendeten Programme
Programme:
• P01 B-Prozess verpackte (134° C)
• P02 B-Prozess verpackte (121° C)
• P03 B-Prozess Textilien (134° C)
• P07 Prionen (134° C)
• P08 Dental-Spezial S (134° C)
4
Getinge K-Serie
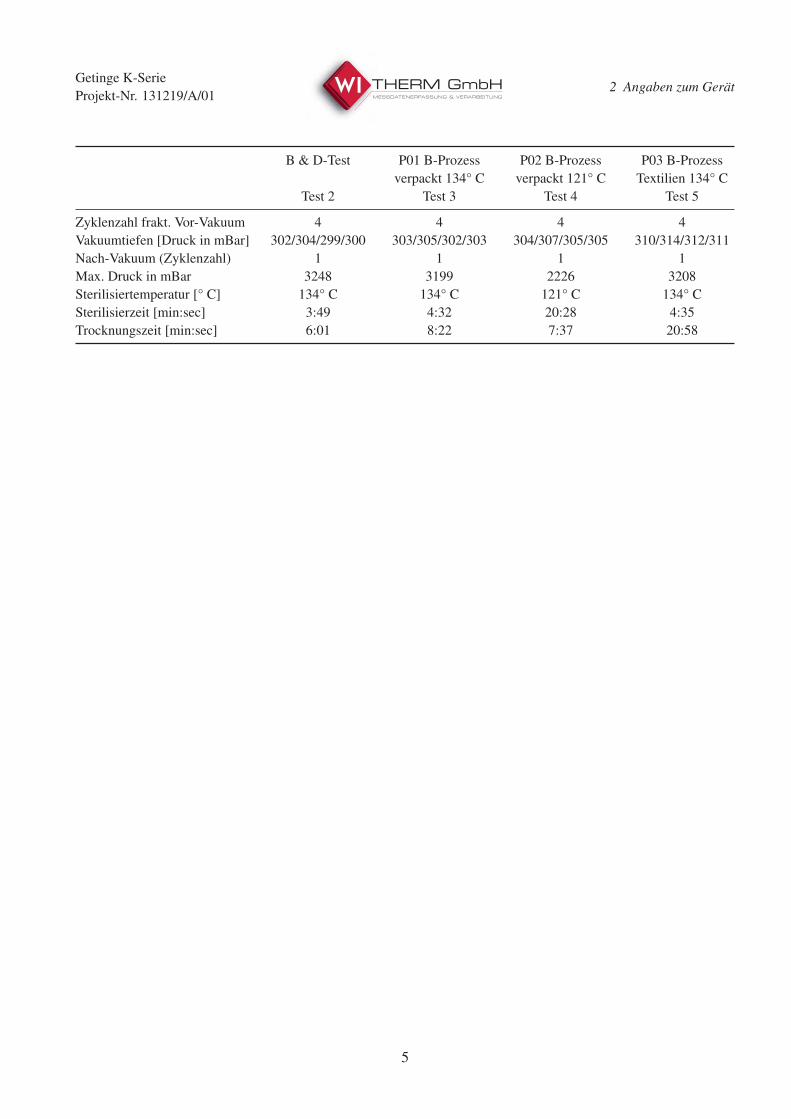
Projekt-Nr. 131219/A/012 Angaben zum Gerät
B & D-Test P01 B-Prozess
verpackt 134° C
P02 B-Prozess
verpackt 121° C
P03 B-Prozess
Textilien 134° C
Test 2 Test 3 Test 4 Test 5
Zyklenzahl frakt. Vor-Vakuum 4 4 4 4
Vakuumtiefen [Druck in mBar] 302/304/299/300 303/305/302/303 304/307/305/305 310/314/312/311
Nach-Vakuum (Zyklenzahl) 1 1 1 1
Max. Druck in mBar 3248 3199 2226 3208
Sterilisiertemperatur [° C] 134° C 134° C 121° C 134° C
Sterilisierzeit [min:sec] 3:49 4:32 20:28 4:35
Trocknungszeit [min:sec] 6:01 8:22 7:37 20:58
5
Getinge K-Serie
Projekt-Nr. 131219/A/012 Angaben zum Gerät
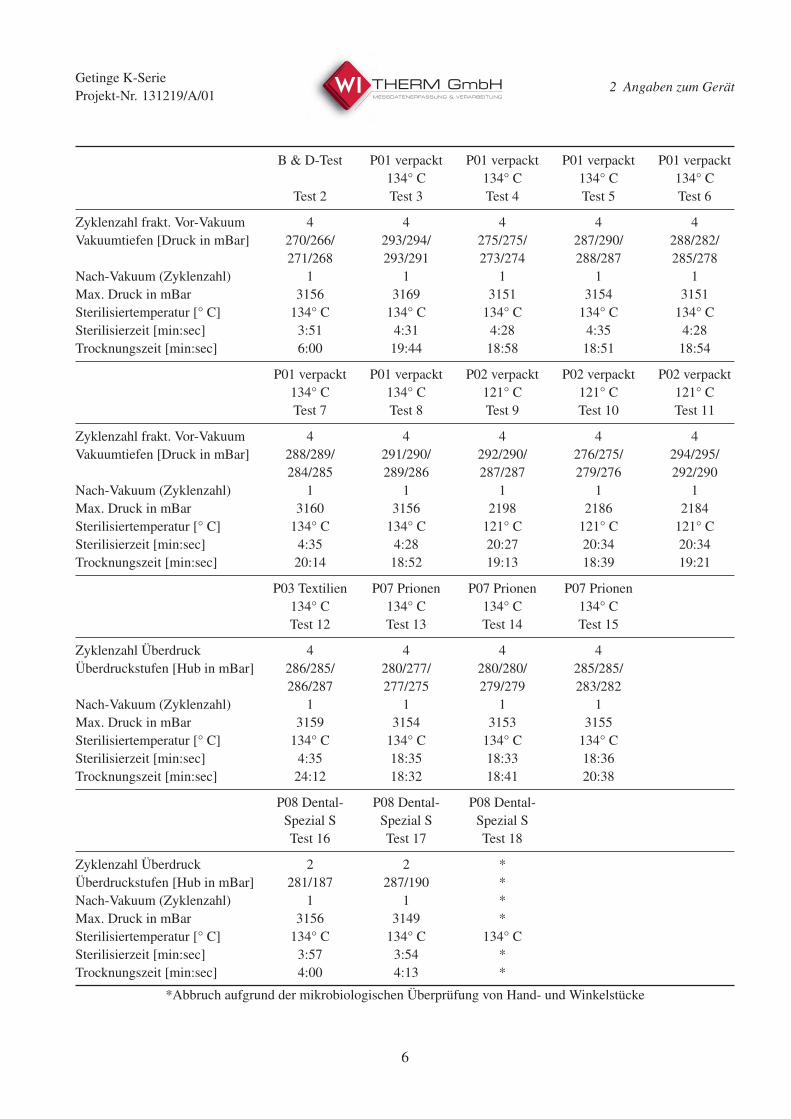
B & D-Test P01 verpackt
134° C
P01 verpackt
134° C
P01 verpackt
134° C
P01 verpackt
134° C
Test 2 Test 3 Test 4 Test 5 Test 6
Zyklenzahl frakt. Vor-Vakuum 4 4 4 4 4
Vakuumtiefen [Druck in mBar] 270/266/
271/268
293/294/
293/291
275/275/
273/274
287/290/
288/287
288/282/
285/278
Nach-Vakuum (Zyklenzahl) 1 1 1 1 1
Max. Druck in mBar 3156 3169 3151 3154 3151
Sterilisiertemperatur [° C] 134° C 134° C 134° C 134° C 134° C
Sterilisierzeit [min:sec] 3:51 4:31 4:28 4:35 4:28
Trocknungszeit [min:sec] 6:00 19:44 18:58 18:51 18:54
P01 verpackt
134° C
P01 verpackt
134° C
P02 verpackt
121° C
P02 verpackt
121° C
P02 verpackt
121° C
Test 7 Test 8 Test 9 Test 10 Test 11
Zyklenzahl frakt. Vor-Vakuum 4 4 4 4 4
Vakuumtiefen [Druck in mBar] 288/289/
284/285
291/290/
289/286
292/290/
287/287
276/275/
279/276
294/295/
292/290
Nach-Vakuum (Zyklenzahl) 1 1 1 1 1
Max. Druck in mBar 3160 3156 2198 2186 2184
Sterilisiertemperatur [° C] 134° C 134° C 121° C 121° C 121° C
Sterilisierzeit [min:sec] 4:35 4:28 20:27 20:34 20:34
Trocknungszeit [min:sec] 20:14 18:52 19:13 18:39 19:21
P03 Textilien
134° C
P07 Prionen
134° C
P07 Prionen
134° C
P07 Prionen
134° C
Test 12 Test 13 Test 14 Test 15
Zyklenzahl Überdruck 4 4 4 4
Überdruckstufen [Hub in mBar] 286/285/
286/287
280/277/
277/275
280/280/
279/279
285/285/
283/282
Nach-Vakuum (Zyklenzahl) 1 1 1 1
Max. Druck in mBar 3159 3154 3153 3155
Sterilisiertemperatur [° C] 134° C 134° C 134° C 134° C
Sterilisierzeit [min:sec] 4:35 18:35 18:33 18:36
Trocknungszeit [min:sec] 24:12 18:32 18:41 20:38
P08 Dental-
Spezial S
P08 Dental-
Spezial S
P08 Dental-
Spezial S
Test 16 Test 17 Test 18
Zyklenzahl Überdruck 2 2 *
Überdruckstufen [Hub in mBar] 281/187 287/190 *
Nach-Vakuum (Zyklenzahl) 1 1 *
Max. Druck in mBar 3156 3149 *
Sterilisiertemperatur [° C] 134° C 134° C 134° C
Sterilisierzeit [min:sec] 3:57 3:54 *
Trocknungszeit [min:sec] 4:00 4:13 *
*Abbruch aufgrund der mikrobiologischen Überprüfung von Hand- und Winkelstücke
6
Getinge K-Serie
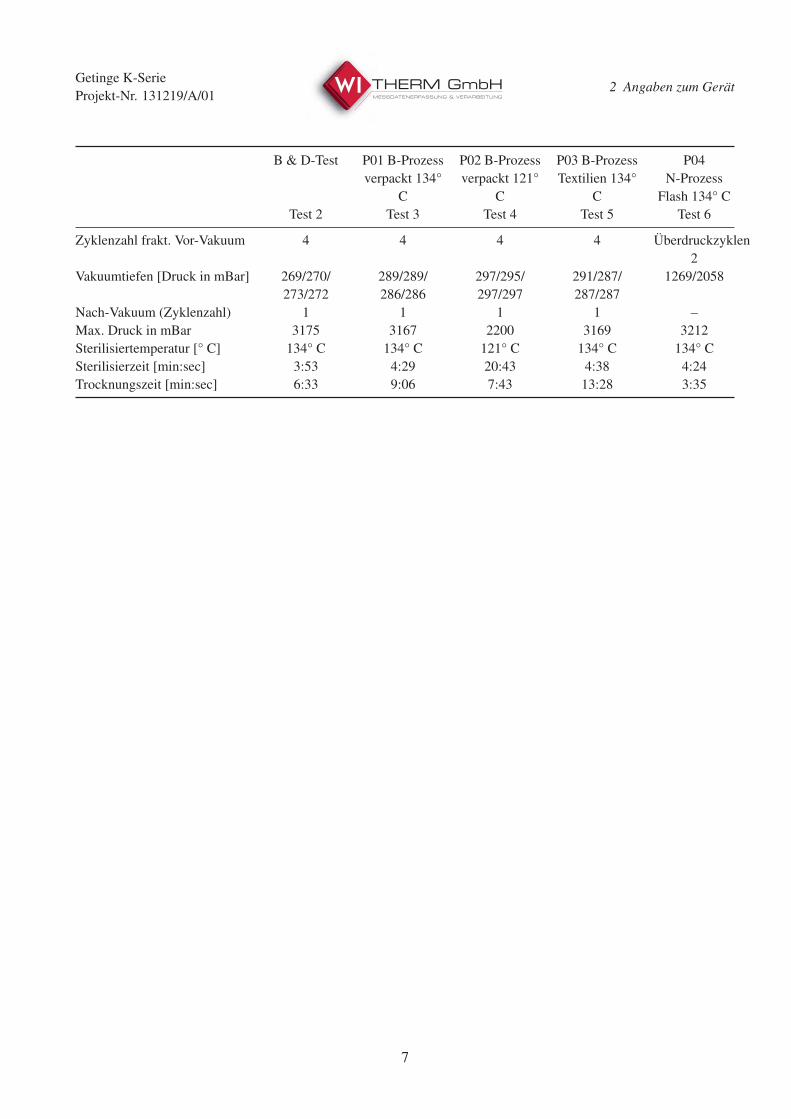
Projekt-Nr. 131219/A/012 Angaben zum Gerät
B & D-Test P01 B-Prozess
verpackt 134°
C
P02 B-Prozess
verpackt 121°
C
P03 B-Prozess
Textilien 134°
C
P04
N-Prozess
Flash 134° C
Test 2 Test 3 Test 4 Test 5 Test 6
Zyklenzahl frakt. Vor-Vakuum 4 4 4 4 Überdruckzyklen
2
Vakuumtiefen [Druck in mBar] 269/270/
273/272
289/289/
286/286
297/295/
297/297
291/287/
287/287
1269/2058
Nach-Vakuum (Zyklenzahl) 1 1 1 1 –
Max. Druck in mBar 3175 3167 2200 3169 3212
Sterilisiertemperatur [° C] 134° C 134° C 121° C 134° C 134° C
Sterilisierzeit [min:sec] 3:53 4:29 20:43 4:38 4:24
Trocknungszeit [min:sec] 6:33 9:06 7:43 13:28 3:35
7
Getinge K-Serie
Projekt-Nr. 131219/A/012 Angaben zum Gerät
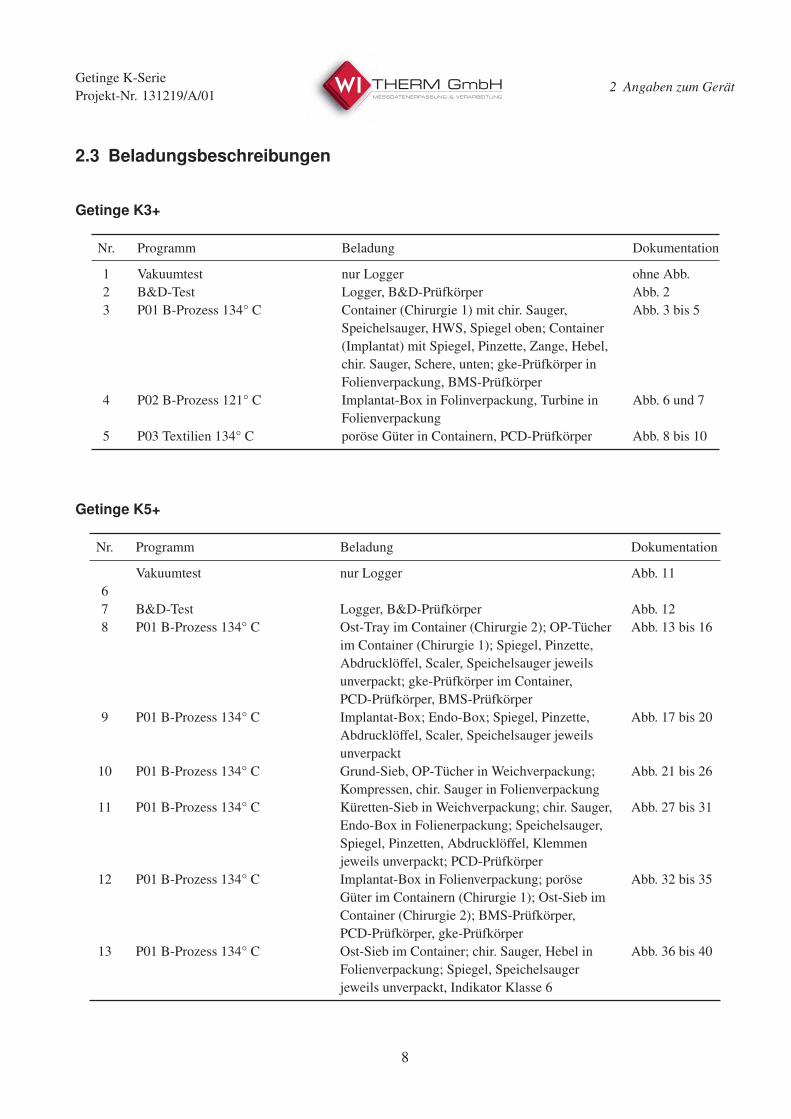
2.3 Beladungsbeschreibungen
Getinge K3+
Nr. Programm Beladung Dokumentation
1 Vakuumtest nur Logger ohne Abb.
2 B&D-Test Logger, B&D-Prüfkörper Abb. 2
3 P01 B-Prozess 134° C Container (Chirurgie 1) mit chir. Sauger,
Speichelsauger, HWS, Spiegel oben; Container
(Implantat) mit Spiegel, Pinzette, Zange, Hebel,
chir. Sauger, Schere, unten; gke-Prüfkörper in
Folienverpackung, BMS-Prüfkörper
Abb. 3 bis 5
4 P02 B-Prozess 121° C Implantat-Box in Folinverpackung, Turbine in
Folienverpackung
Abb. 6 und 7
5 P03 Textilien 134° C poröse Güter in Containern, PCD-Prüfkörper Abb. 8 bis 10
Getinge K5+
Nr. Programm Beladung Dokumentation
6
Vakuumtest nur Logger Abb. 11
7 B&D-Test Logger, B&D-Prüfkörper Abb. 12
8 P01 B-Prozess 134° C Ost-Tray im Container (Chirurgie 2); OP-Tücher
im Container (Chirurgie 1); Spiegel, Pinzette,
Abdrucklöffel, Scaler, Speichelsauger jeweils
unverpackt; gke-Prüfkörper im Container,
PCD-Prüfkörper, BMS-Prüfkörper
Abb. 13 bis 16
9 P01 B-Prozess 134° C Implantat-Box; Endo-Box; Spiegel, Pinzette,
Abdrucklöffel, Scaler, Speichelsauger jeweils
unverpackt
Abb. 17 bis 20
10 P01 B-Prozess 134° C Grund-Sieb, OP-Tücher in Weichverpackung;
Kompressen, chir. Sauger in Folienverpackung
Abb. 21 bis 26
11 P01 B-Prozess 134° C Küretten-Sieb in Weichverpackung; chir. Sauger,
Endo-Box in Folienerpackung; Speichelsauger,
Spiegel, Pinzetten, Abdrucklöffel, Klemmen
jeweils unverpackt; PCD-Prüfkörper
Abb. 27 bis 31
12 P01 B-Prozess 134° C Implantat-Box in Folienverpackung; poröse
Güter im Containern (Chirurgie 1); Ost-Sieb im
Container (Chirurgie 2); BMS-Prüfkörper,
PCD-Prüfkörper, gke-Prüfkörper
Abb. 32 bis 35
13 P01 B-Prozess 134° C Ost-Sieb im Container; chir. Sauger, Hebel in
Folienverpackung; Spiegel, Speichelsauger
jeweils unverpackt, Indikator Klasse 6
Abb. 36 bis 40
8
Getinge K-Serie
Projekt-Nr. 131219/A/012 Angaben zum Gerät
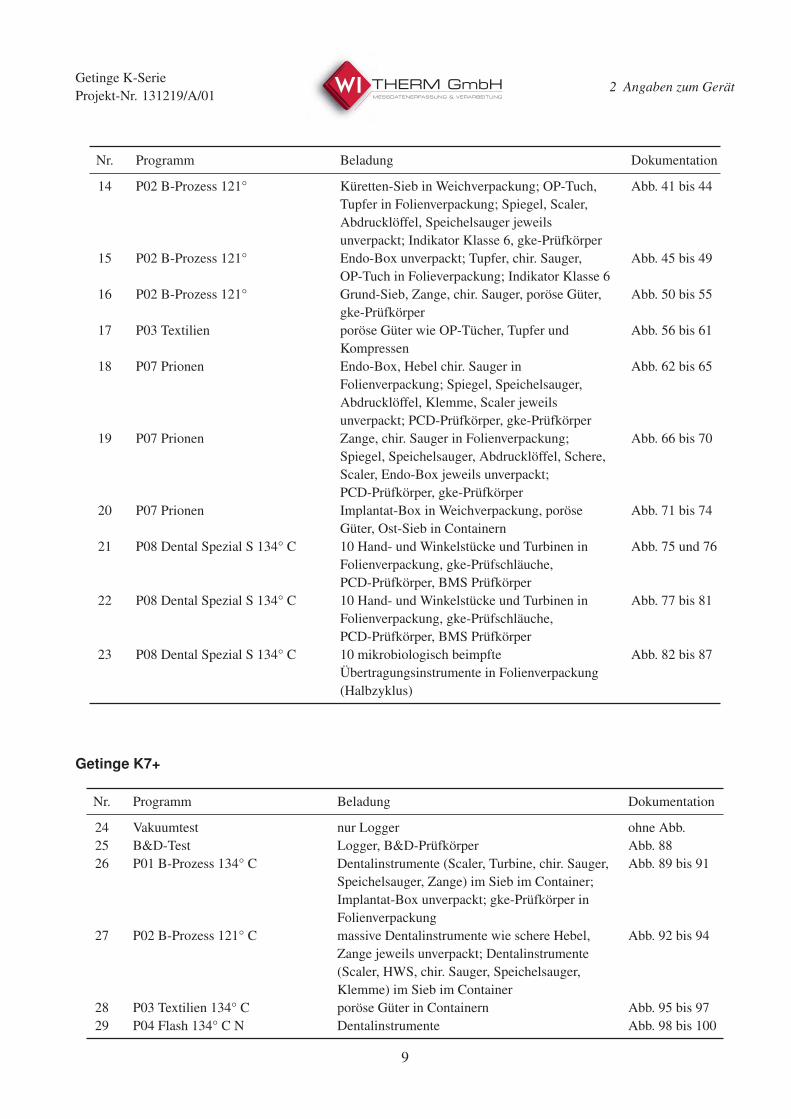
Nr. Programm Beladung Dokumentation
14 P02 B-Prozess 121° Küretten-Sieb in Weichverpackung; OP-Tuch,
Tupfer in Folienverpackung; Spiegel, Scaler,
Abdrucklöffel, Speichelsauger jeweils
unverpackt; Indikator Klasse 6, gke-Prüfkörper
Abb. 41 bis 44
15 P02 B-Prozess 121° Endo-Box unverpackt; Tupfer, chir. Sauger,
OP-Tuch in Folieverpackung; Indikator Klasse 6
Abb. 45 bis 49
16 P02 B-Prozess 121° Grund-Sieb, Zange, chir. Sauger, poröse Güter,
gke-Prüfkörper
Abb. 50 bis 55
17 P03 Textilien poröse Güter wie OP-Tücher, Tupfer und
Kompressen
Abb. 56 bis 61
18 P07 Prionen Endo-Box, Hebel chir. Sauger in
Folienverpackung; Spiegel, Speichelsauger,
Abdrucklöffel, Klemme, Scaler jeweils
unverpackt; PCD-Prüfkörper, gke-Prüfkörper
Abb. 62 bis 65
19 P07 Prionen Zange, chir. Sauger in Folienverpackung;
Spiegel, Speichelsauger, Abdrucklöffel, Schere,
Scaler, Endo-Box jeweils unverpackt;
PCD-Prüfkörper, gke-Prüfkörper
Abb. 66 bis 70
20 P07 Prionen Implantat-Box in Weichverpackung, poröse
Güter, Ost-Sieb in Containern
Abb. 71 bis 74
21 P08 Dental Spezial S 134° C 10 Hand- und Winkelstücke und Turbinen in
Folienverpackung, gke-Prüfschläuche,
PCD-Prüfkörper, BMS Prüfkörper
Abb. 75 und 76
22 P08 Dental Spezial S 134° C 10 Hand- und Winkelstücke und Turbinen in
Folienverpackung, gke-Prüfschläuche,
PCD-Prüfkörper, BMS Prüfkörper
Abb. 77 bis 81
23 P08 Dental Spezial S 134° C 10 mikrobiologisch beimpfte
Übertragungsinstrumente in Folienverpackung
(Halbzyklus)
Abb. 82 bis 87
Getinge K7+
Nr. Programm Beladung Dokumentation
24 Vakuumtest nur Logger ohne Abb.
25 B&D-Test Logger, B&D-Prüfkörper Abb. 88
26 P01 B-Prozess 134° C Dentalinstrumente (Scaler, Turbine, chir. Sauger,
Speichelsauger, Zange) im Sieb im Container;
Implantat-Box unverpackt; gke-Prüfkörper in
Folienverpackung
Abb. 89 bis 91
27 P02 B-Prozess 121° C massive Dentalinstrumente wie schere Hebel,
Zange jeweils unverpackt; Dentalinstrumente
(Scaler, HWS, chir. Sauger, Speichelsauger,
Klemme) im Sieb im Container
Abb. 92 bis 94
28 P03 Textilien 134° C poröse Güter in Containern Abb. 95 bis 97
29 P04 Flash 134° C N Dentalinstrumente Abb. 98 bis 100
9

Getinge K-Serie
Projekt-Nr. 131219/A/012 Angaben zum Gerät
Abb. 1: Sterilisator Getinge K 5+
10
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
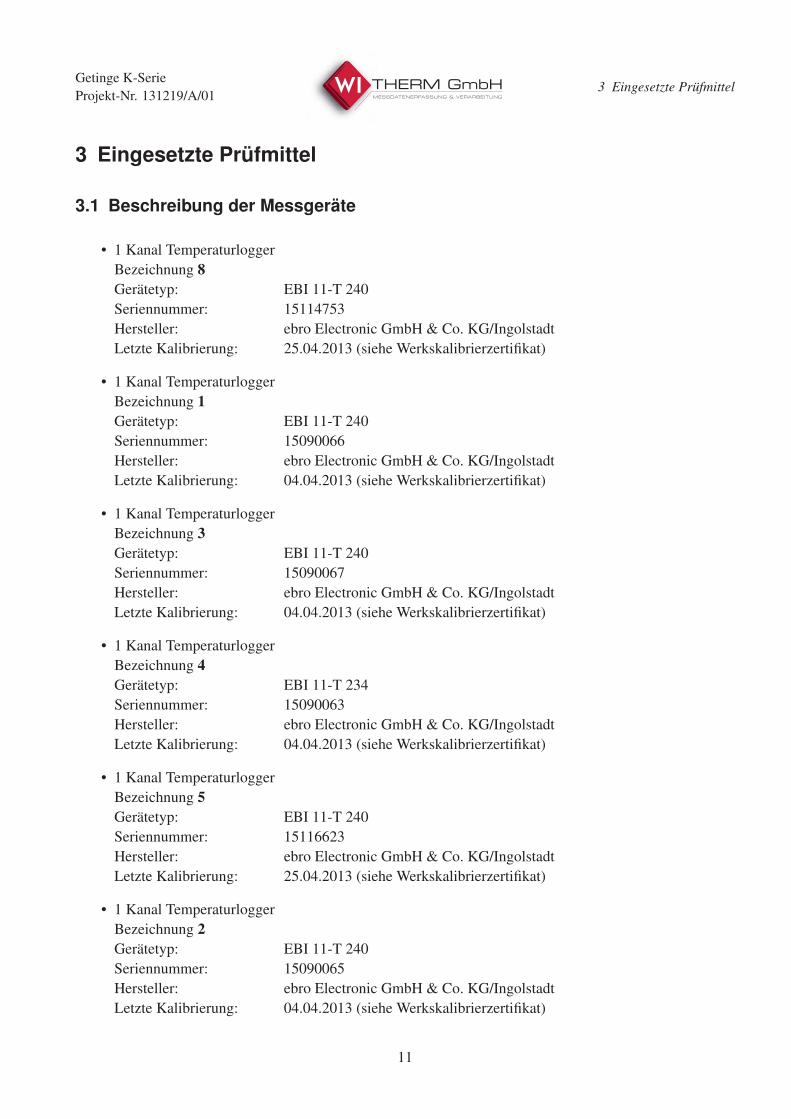
3 Eingesetzte Prüfmittel
3.1 Beschreibung der Messgeräte
• 1 Kanal Temperaturlogger
Bezeichnung 8Gerätetyp: EBI 11-T 240
Seriennummer: 15114753
Hersteller: ebro Electronic GmbH & Co. KG/Ingolstadt
Letzte Kalibrierung: 25.04.2013 (siehe Werkskalibrierzertifikat)
• 1 Kanal Temperaturlogger
Bezeichnung 1Gerätetyp: EBI 11-T 240
Seriennummer: 15090066
Hersteller: ebro Electronic GmbH & Co. KG/Ingolstadt
Letzte Kalibrierung: 04.04.2013 (siehe Werkskalibrierzertifikat)
• 1 Kanal Temperaturlogger
Bezeichnung 3Gerätetyp: EBI 11-T 240
Seriennummer: 15090067
Hersteller: ebro Electronic GmbH & Co. KG/Ingolstadt
Letzte Kalibrierung: 04.04.2013 (siehe Werkskalibrierzertifikat)
• 1 Kanal Temperaturlogger
Bezeichnung 4Gerätetyp: EBI 11-T 234
Seriennummer: 15090063
Hersteller: ebro Electronic GmbH & Co. KG/Ingolstadt
Letzte Kalibrierung: 04.04.2013 (siehe Werkskalibrierzertifikat)
• 1 Kanal Temperaturlogger
Bezeichnung 5Gerätetyp: EBI 11-T 240
Seriennummer: 15116623
Hersteller: ebro Electronic GmbH & Co. KG/Ingolstadt
Letzte Kalibrierung: 25.04.2013 (siehe Werkskalibrierzertifikat)
• 1 Kanal Temperaturlogger
Bezeichnung 2Gerätetyp: EBI 11-T 240
Seriennummer: 15090065
Hersteller: ebro Electronic GmbH & Co. KG/Ingolstadt
Letzte Kalibrierung: 04.04.2013 (siehe Werkskalibrierzertifikat)
11
Getinge K-Serie
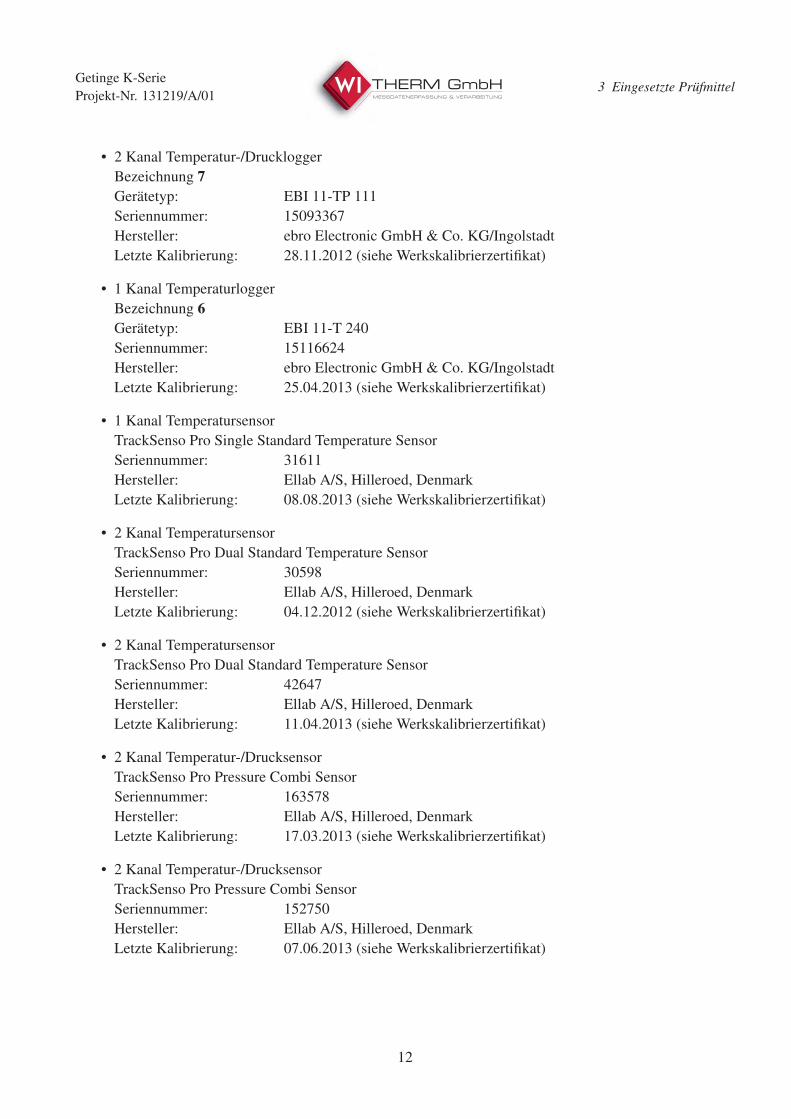
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
• 2 Kanal Temperatur-/Drucklogger
Bezeichnung 7Gerätetyp: EBI 11-TP 111
Seriennummer: 15093367
Hersteller: ebro Electronic GmbH & Co. KG/Ingolstadt
Letzte Kalibrierung: 28.11.2012 (siehe Werkskalibrierzertifikat)
• 1 Kanal Temperaturlogger
Bezeichnung 6Gerätetyp: EBI 11-T 240
Seriennummer: 15116624
Hersteller: ebro Electronic GmbH & Co. KG/Ingolstadt
Letzte Kalibrierung: 25.04.2013 (siehe Werkskalibrierzertifikat)
• 1 Kanal Temperatursensor
TrackSenso Pro Single Standard Temperature Sensor
Seriennummer: 31611
Hersteller: Ellab A/S, Hilleroed, Denmark
Letzte Kalibrierung: 08.08.2013 (siehe Werkskalibrierzertifikat)
• 2 Kanal Temperatursensor
TrackSenso Pro Dual Standard Temperature Sensor
Seriennummer: 30598
Hersteller: Ellab A/S, Hilleroed, Denmark
Letzte Kalibrierung: 04.12.2012 (siehe Werkskalibrierzertifikat)
• 2 Kanal Temperatursensor
TrackSenso Pro Dual Standard Temperature Sensor
Seriennummer: 42647
Hersteller: Ellab A/S, Hilleroed, Denmark
Letzte Kalibrierung: 11.04.2013 (siehe Werkskalibrierzertifikat)
• 2 Kanal Temperatur-/Drucksensor
TrackSenso Pro Pressure Combi Sensor
Seriennummer: 163578
Hersteller: Ellab A/S, Hilleroed, Denmark
Letzte Kalibrierung: 17.03.2013 (siehe Werkskalibrierzertifikat)
• 2 Kanal Temperatur-/Drucksensor
TrackSenso Pro Pressure Combi Sensor
Seriennummer: 152750
Hersteller: Ellab A/S, Hilleroed, Denmark
Letzte Kalibrierung: 07.06.2013 (siehe Werkskalibrierzertifikat)
12
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
• 1 Kanal Temperatur Datenlogger
Bezeichnung 1KS III – mit 250 mm Temperaturfühler PT 100
Gerätetyp: EBI-125 A-R
Seriennummer: 15044295
Hersteller: ebro Electronic GmbH & Co. KG/Ingolstadt
Letzte Kalibrierung: 28.01.2013 (siehe Werkskalibrierzertifikat)
• 2 Kanal Temperatursensor
TrackSenso Pro Dual Standard Temperature Sensor
Seriennummer: 42825
Hersteller: Ellab A/S, Hilleroed, Denmark
Letzte Kalibrierung: 23.07.2013 (siehe Werkskalibrierzertifikat)
• 1 Kanal Temperatur Datenlogger
Bezeichnung 1KS IV – mit 250 mm Temperaturfühler PT 100
Gerätetyp: EBI-125 A-R
Seriennummer: 15063079
Hersteller: ebro Electronic GmbH & Co. KG/Ingolstadt
Letzte Kalibrierung: 21.08.2012 (siehe Werkskalibrierzertifikat)
• Software Winlog.Pro
Hersteller: ebro Electronic GmbH & Co. KG/Ingolstadt
• Auswertesoftware »ValSuite Pro« der Firma Ellab A/S
• Notebook mit Prüf- und Auswertesoftware
• Präzisionswaage Typ Kern Messbereich 4 kg, Auflösung: 0,1 g
• Chemo-Überwachungsindikatoren Klasse 6 der Firmen »gke« und »Browne«: Überwachung aller kri-
tischen Parameter des Dampf-Sterilisationsprozesses bei massiven Instrumenten. Überprüfung der am
schwersten zu sterilisierenden Stelle durch Anbringen des Indikators in der Verpackung.
• gke Steri-Record Chargenüberwachungssystem für komplexe und solide Inst rumente und poröse Gü-
ter für Dampf-Sterilisationsprozesse. Sie werden zur Routineüberwachung jeder Charge in Dampf-
Sterilisationsprozessen eingesetzt, um auf mangelhafte Entlüftung, Leckagen oder nicht kondensier-
bare Gase (NKG) im Dampf zu prüfen. Das gke BMS ist ein Indikator der Klasse 2 gemäß DIN EN
ISO 11140-1, bestehend aus spezifischer Prüfbeladung (Prüfkörper) und Indikatorsystem (Indikator-
streifen). Das BMS ist ein Hohlkörpertest gemäß DIN EN 867-5.
13
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
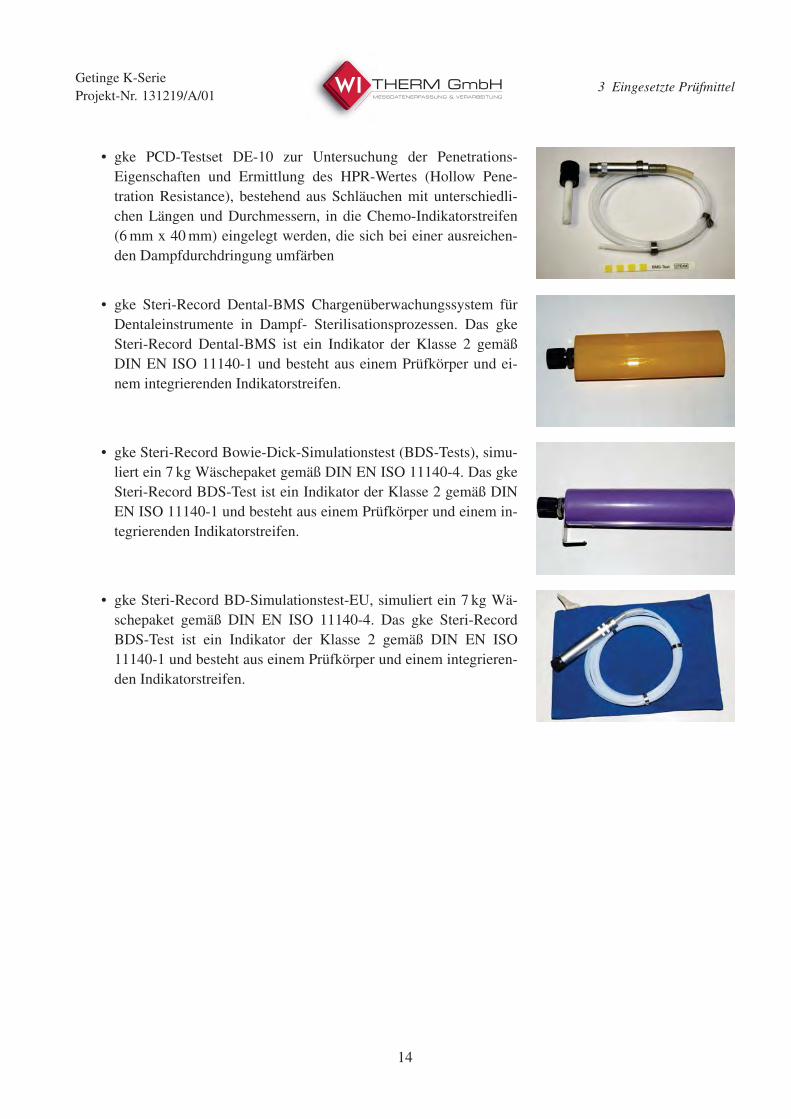
• gke PCD-Testset DE-10 zur Untersuchung der Penetrations-
Eigenschaften und Ermittlung des HPR-Wertes (Hollow Pene-
tration Resistance), bestehend aus Schläuchen mit unterschiedli-
chen Längen und Durchmessern, in die Chemo-Indikatorstreifen
(6mm x 40mm) eingelegt werden, die sich bei einer ausreichen-
den Dampfdurchdringung umfärben
• gke Steri-Record Dental-BMS Chargenüberwachungssystem für
Dentaleinstrumente in Dampf- Sterilisationsprozessen. Das gke
Steri-Record Dental-BMS ist ein Indikator der Klasse 2 gemäß
DIN EN ISO 11140-1 und besteht aus einem Prüfkörper und ei-
nem integrierenden Indikatorstreifen.
• gke Steri-Record Bowie-Dick-Simulationstest (BDS-Tests), simu-
liert ein 7 kg Wäschepaket gemäß DIN EN ISO 11140-4. Das gke
Steri-Record BDS-Test ist ein Indikator der Klasse 2 gemäß DIN
EN ISO 11140-1 und besteht aus einem Prüfkörper und einem in-
tegrierenden Indikatorstreifen.
• gke Steri-Record BD-Simulationstest-EU, simuliert ein 7 kg Wä-
schepaket gemäß DIN EN ISO 11140-4. Das gke Steri-Record
BDS-Test ist ein Indikator der Klasse 2 gemäß DIN EN ISO
11140-1 und besteht aus einem Prüfkörper und einem integrieren-
den Indikatorstreifen.
14

Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
3.2 Prüfkonfiguration K3+Test 1: Vakuumtest
Beladung: nur Logger
Position der Sensoren:
152750 Mitte Türnähe
ohne Abbildung
Test 2: B&D-Test
Beladung: Logger, B&D-Prüfkörper
Position der Sensoren:
152750 (T/P) mittig Türnähe
42647 Sensor 1 Rückwandnähe
Sensor 2 Mitte der Kammer
siehe Abbildung 2
Abb. 2: Test 2: Gesamtübersicht
15
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
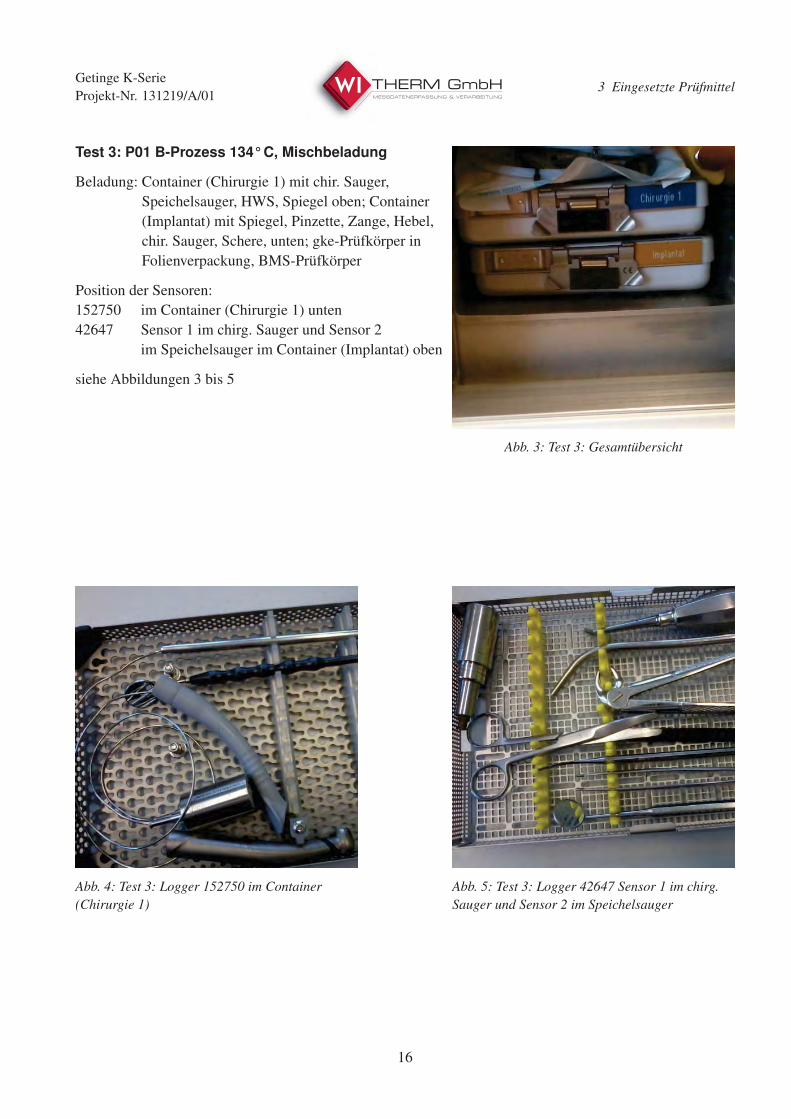
Test 3: P01 B-Prozess 134°C, Mischbeladung
Beladung: Container (Chirurgie 1) mit chir. Sauger,
Speichelsauger, HWS, Spiegel oben; Container
(Implantat) mit Spiegel, Pinzette, Zange, Hebel,
chir. Sauger, Schere, unten; gke-Prüfkörper in
Folienverpackung, BMS-Prüfkörper
Position der Sensoren:
152750 im Container (Chirurgie 1) unten
42647 Sensor 1 im chirg. Sauger und Sensor 2
im Speichelsauger im Container (Implantat) oben
siehe Abbildungen 3 bis 5
Abb. 3: Test 3: Gesamtübersicht
Abb. 4: Test 3: Logger 152750 im Container(Chirurgie 1)
Abb. 5: Test 3: Logger 42647 Sensor 1 im chirg.Sauger und Sensor 2 im Speichelsauger
16
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
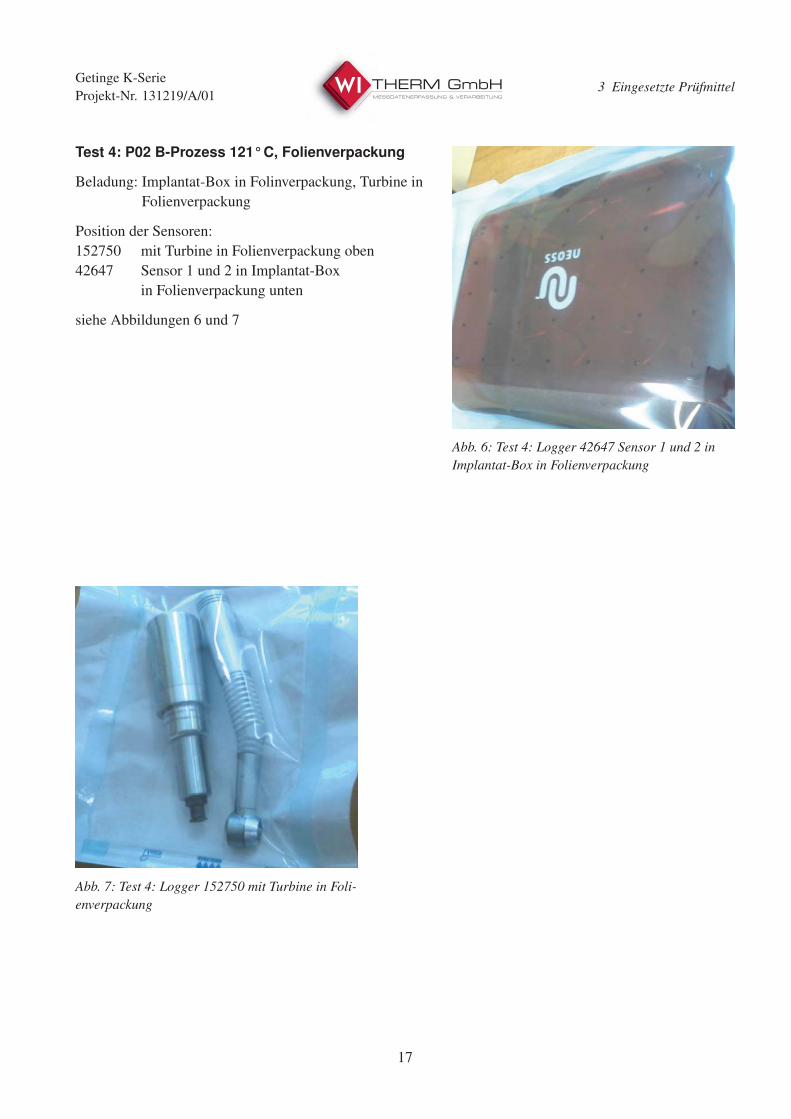
Test 4: P02 B-Prozess 121°C, Folienverpackung
Beladung: Implantat-Box in Folinverpackung, Turbine in
Folienverpackung
Position der Sensoren:
152750 mit Turbine in Folienverpackung oben
42647 Sensor 1 und 2 in Implantat-Box
in Folienverpackung unten
siehe Abbildungen 6 und 7
Abb. 6: Test 4: Logger 42647 Sensor 1 und 2 inImplantat-Box in Folienverpackung
Abb. 7: Test 4: Logger 152750 mit Turbine in Foli-enverpackung
17
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
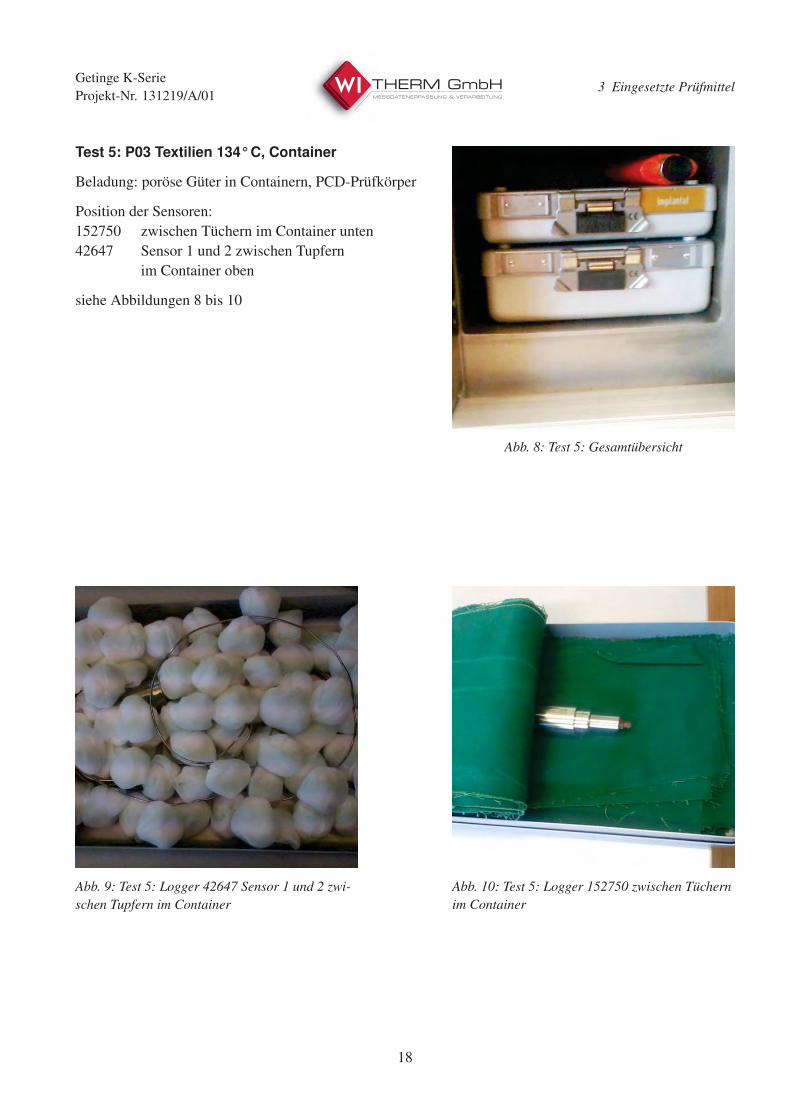
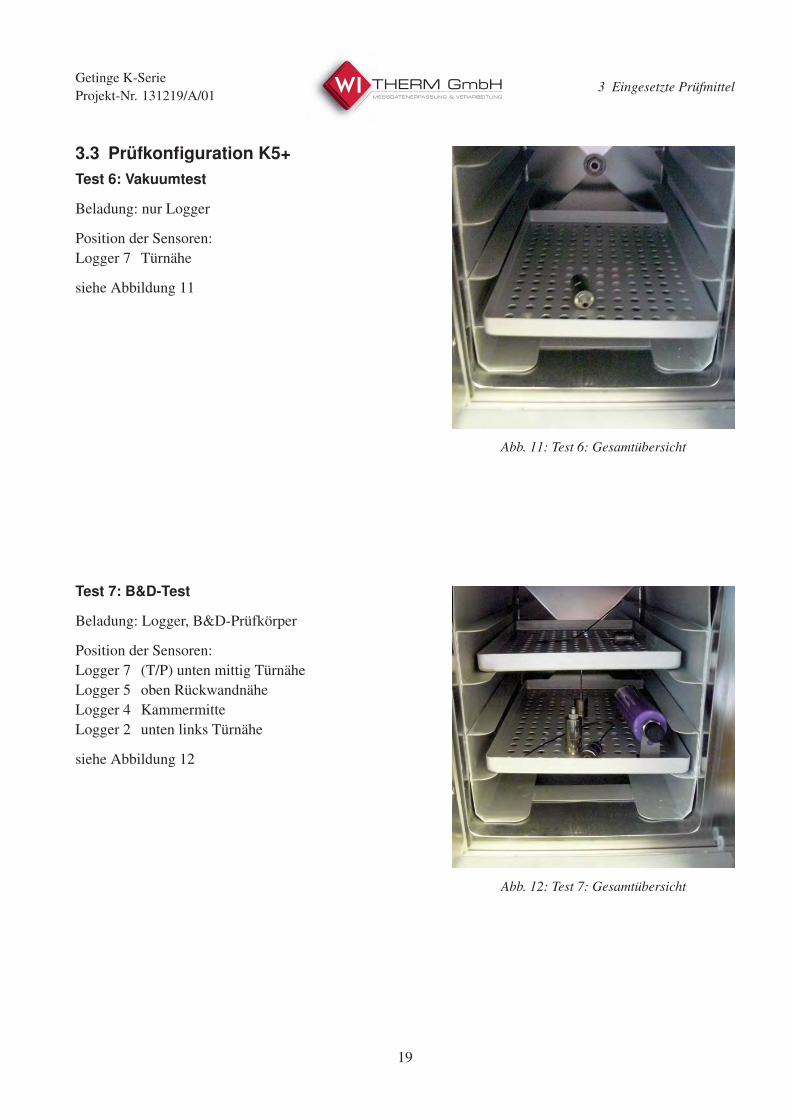
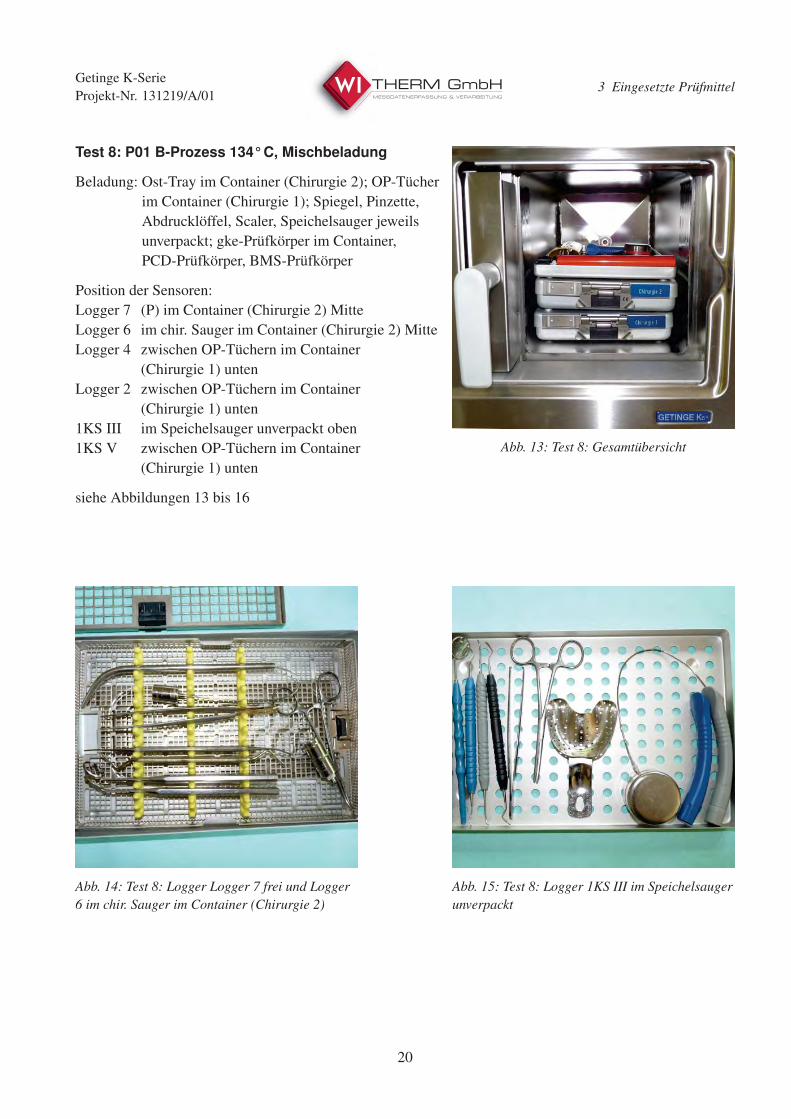
Test 5: P03 Textilien 134°C, Container
Beladung: poröse Güter in Containern, PCD-Prüfkörper
Position der Sensoren:
152750 zwischen Tüchern im Container unten
42647 Sensor 1 und 2 zwischen Tupfern
im Container oben
siehe Abbildungen 8 bis 10
Abb. 8: Test 5: Gesamtübersicht
Abb. 9: Test 5: Logger 42647 Sensor 1 und 2 zwi-schen Tupfern im Container
Abb. 10: Test 5: Logger 152750 zwischen Tüchernim Container
18
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
3.3 Prüfkonfiguration K5+Test 6: Vakuumtest
Beladung: nur Logger
Position der Sensoren:
Logger 7 Türnähe
siehe Abbildung 11
Abb. 11: Test 6: Gesamtübersicht
Test 7: B&D-Test
Beladung: Logger, B&D-Prüfkörper
Position der Sensoren:
Logger 7 (T/P) unten mittig Türnähe
Logger 5 oben Rückwandnähe
Logger 4 Kammermitte
Logger 2 unten links Türnähe
siehe Abbildung 12
Abb. 12: Test 7: Gesamtübersicht
19
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
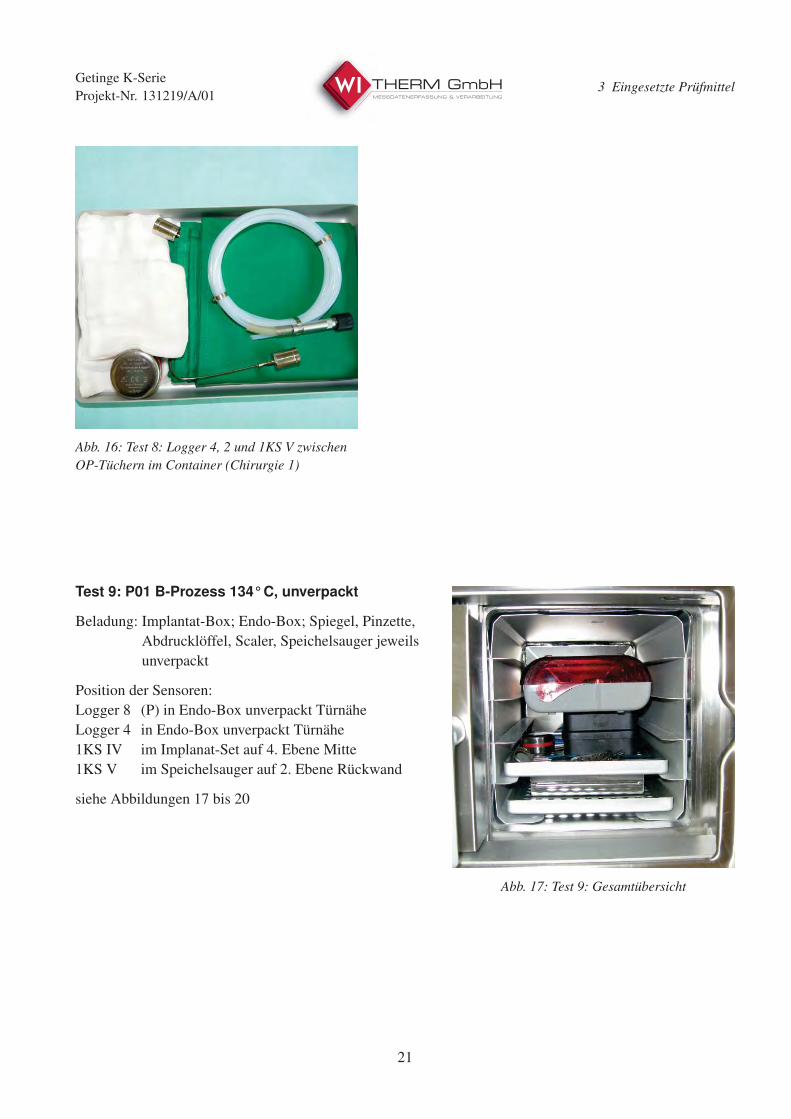
Test 8: P01 B-Prozess 134°C, Mischbeladung
Beladung: Ost-Tray im Container (Chirurgie 2); OP-Tücher
im Container (Chirurgie 1); Spiegel, Pinzette,
Abdrucklöffel, Scaler, Speichelsauger jeweils
unverpackt; gke-Prüfkörper im Container,
PCD-Prüfkörper, BMS-Prüfkörper
Position der Sensoren:
Logger 7 (P) im Container (Chirurgie 2) Mitte
Logger 6 im chir. Sauger im Container (Chirurgie 2) Mitte
Logger 4 zwischen OP-Tüchern im Container
(Chirurgie 1) unten
Logger 2 zwischen OP-Tüchern im Container
(Chirurgie 1) unten
1KS III im Speichelsauger unverpackt oben
1KS V zwischen OP-Tüchern im Container
(Chirurgie 1) unten
siehe Abbildungen 13 bis 16
Abb. 13: Test 8: Gesamtübersicht
Abb. 14: Test 8: Logger Logger 7 frei und Logger6 im chir. Sauger im Container (Chirurgie 2)
Abb. 15: Test 8: Logger 1KS III im Speichelsaugerunverpackt
20
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
Abb. 16: Test 8: Logger 4, 2 und 1KS V zwischenOP-Tüchern im Container (Chirurgie 1)
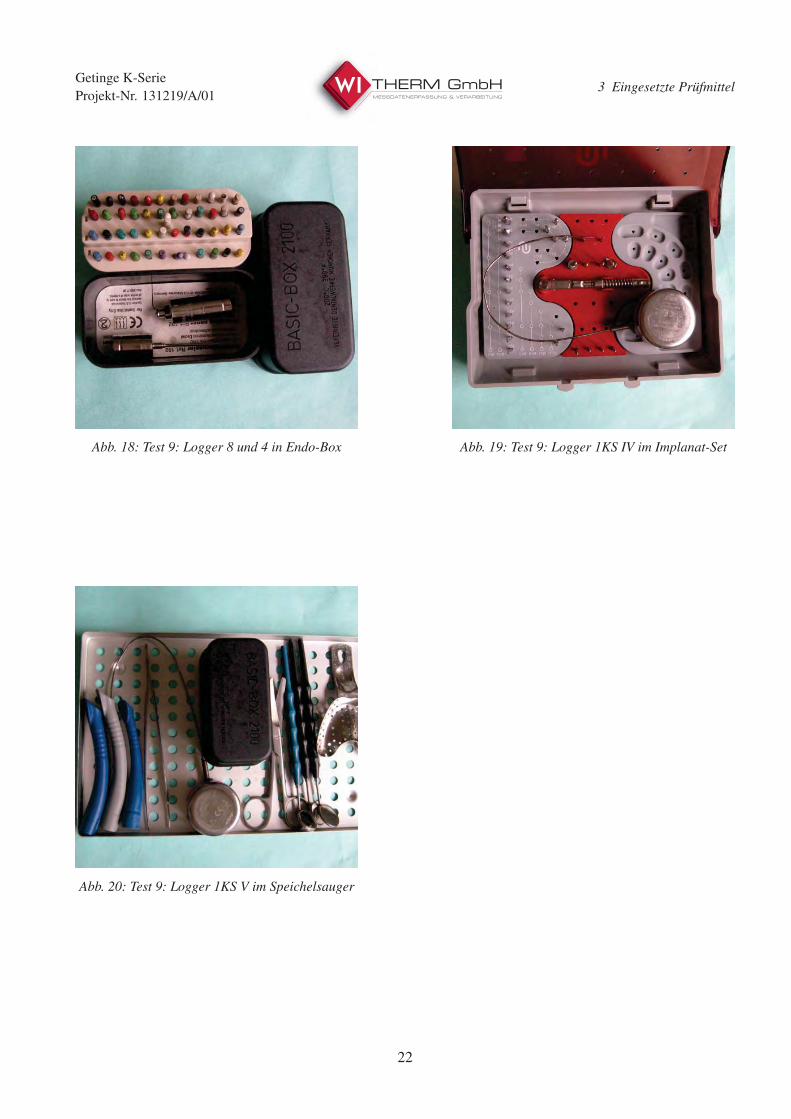
Test 9: P01 B-Prozess 134°C, unverpackt
Beladung: Implantat-Box; Endo-Box; Spiegel, Pinzette,
Abdrucklöffel, Scaler, Speichelsauger jeweils
unverpackt
Position der Sensoren:
Logger 8 (P) in Endo-Box unverpackt Türnähe
Logger 4 in Endo-Box unverpackt Türnähe
1KS IV im Implanat-Set auf 4. Ebene Mitte
1KS V im Speichelsauger auf 2. Ebene Rückwand
siehe Abbildungen 17 bis 20
Abb. 17: Test 9: Gesamtübersicht
21
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
Abb. 18: Test 9: Logger 8 und 4 in Endo-Box Abb. 19: Test 9: Logger 1KS IV im Implanat-Set
Abb. 20: Test 9: Logger 1KS V im Speichelsauger
22
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
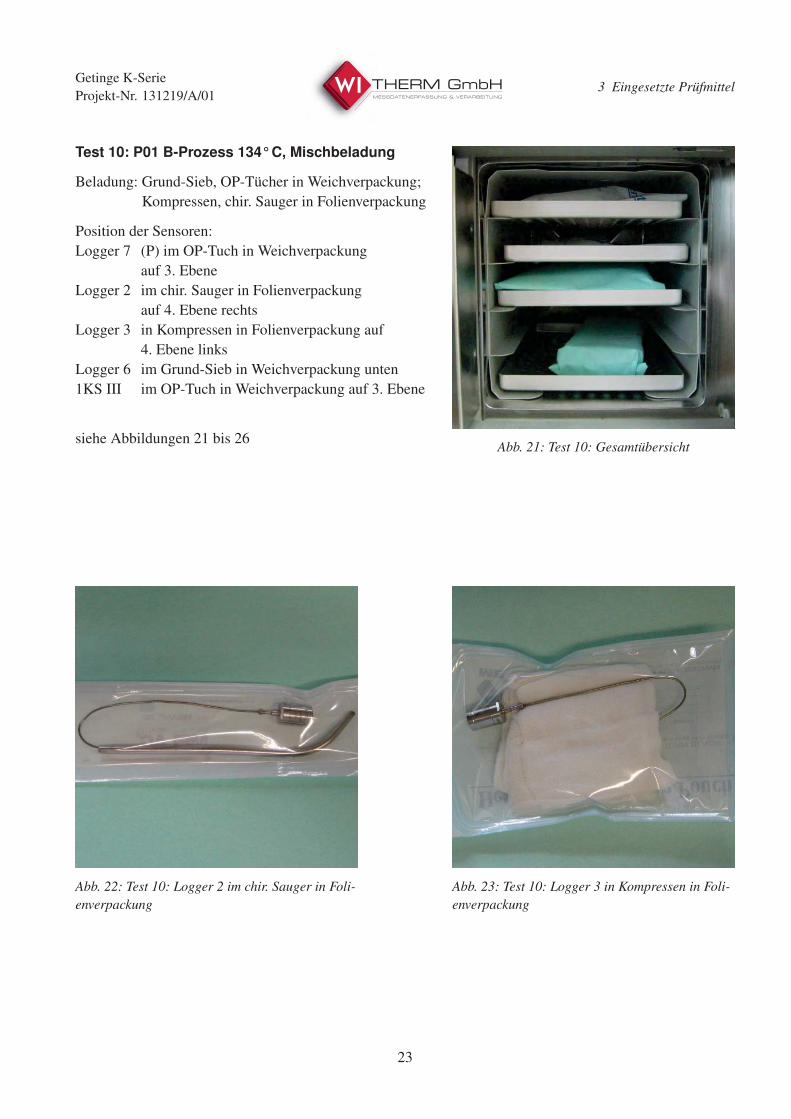
Test 10: P01 B-Prozess 134°C, Mischbeladung
Beladung: Grund-Sieb, OP-Tücher in Weichverpackung;
Kompressen, chir. Sauger in Folienverpackung
Position der Sensoren:
Logger 7 (P) im OP-Tuch in Weichverpackung
auf 3. Ebene
Logger 2 im chir. Sauger in Folienverpackung
auf 4. Ebene rechts
Logger 3 in Kompressen in Folienverpackung auf
4. Ebene links
Logger 6 im Grund-Sieb in Weichverpackung unten
1KS III im OP-Tuch in Weichverpackung auf 3. Ebene
siehe Abbildungen 21 bis 26 Abb. 21: Test 10: Gesamtübersicht
Abb. 22: Test 10: Logger 2 im chir. Sauger in Foli-enverpackung
Abb. 23: Test 10: Logger 3 in Kompressen in Foli-enverpackung
23

Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
Abb. 24: Test 10: Logger 6 im Grund-Sieb inWeichverpackung
Abb. 25: Test 10: Logger 1KS III im OP-Tuch inWeichverpackung
Abb. 26: Test 10: gke-Prüfschläuche
24
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
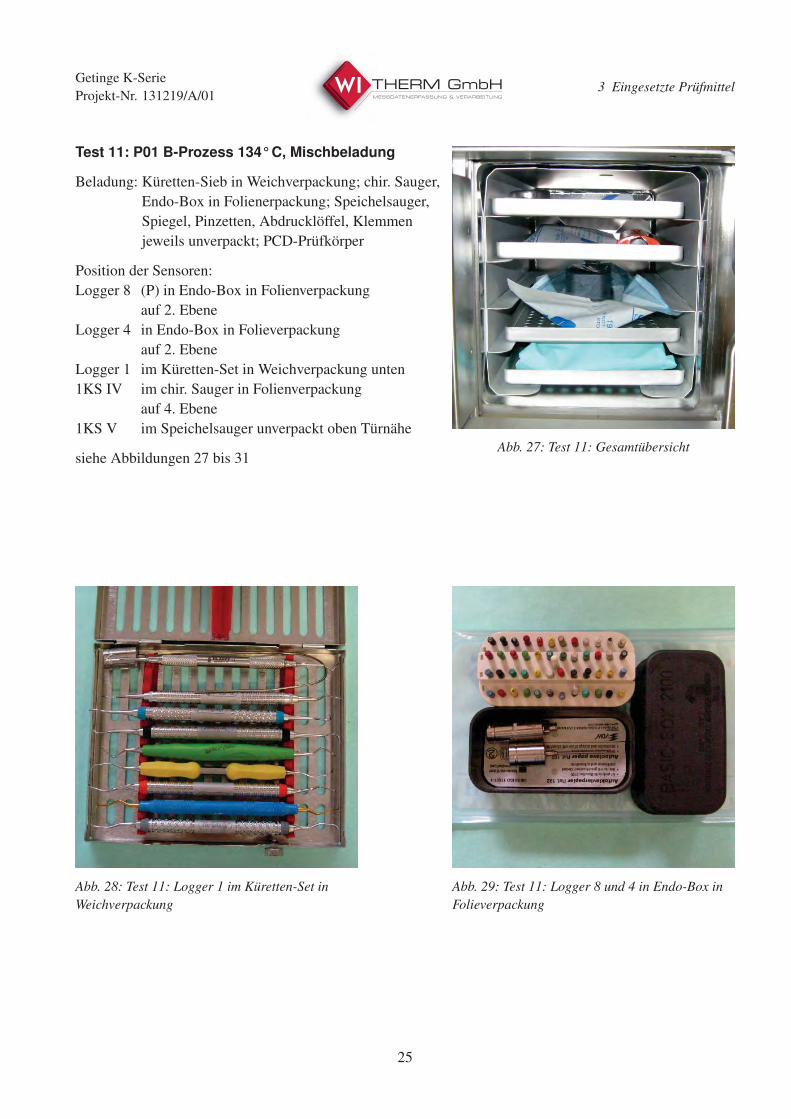
Test 11: P01 B-Prozess 134°C, Mischbeladung
Beladung: Küretten-Sieb in Weichverpackung; chir. Sauger,
Endo-Box in Folienerpackung; Speichelsauger,
Spiegel, Pinzetten, Abdrucklöffel, Klemmen
jeweils unverpackt; PCD-Prüfkörper
Position der Sensoren:
Logger 8 (P) in Endo-Box in Folienverpackung
auf 2. Ebene
Logger 4 in Endo-Box in Folieverpackung
auf 2. Ebene
Logger 1 im Küretten-Set in Weichverpackung unten
1KS IV im chir. Sauger in Folienverpackung
auf 4. Ebene
1KS V im Speichelsauger unverpackt oben Türnähe
siehe Abbildungen 27 bis 31Abb. 27: Test 11: Gesamtübersicht
Abb. 28: Test 11: Logger 1 im Küretten-Set inWeichverpackung
Abb. 29: Test 11: Logger 8 und 4 in Endo-Box inFolieverpackung
25
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
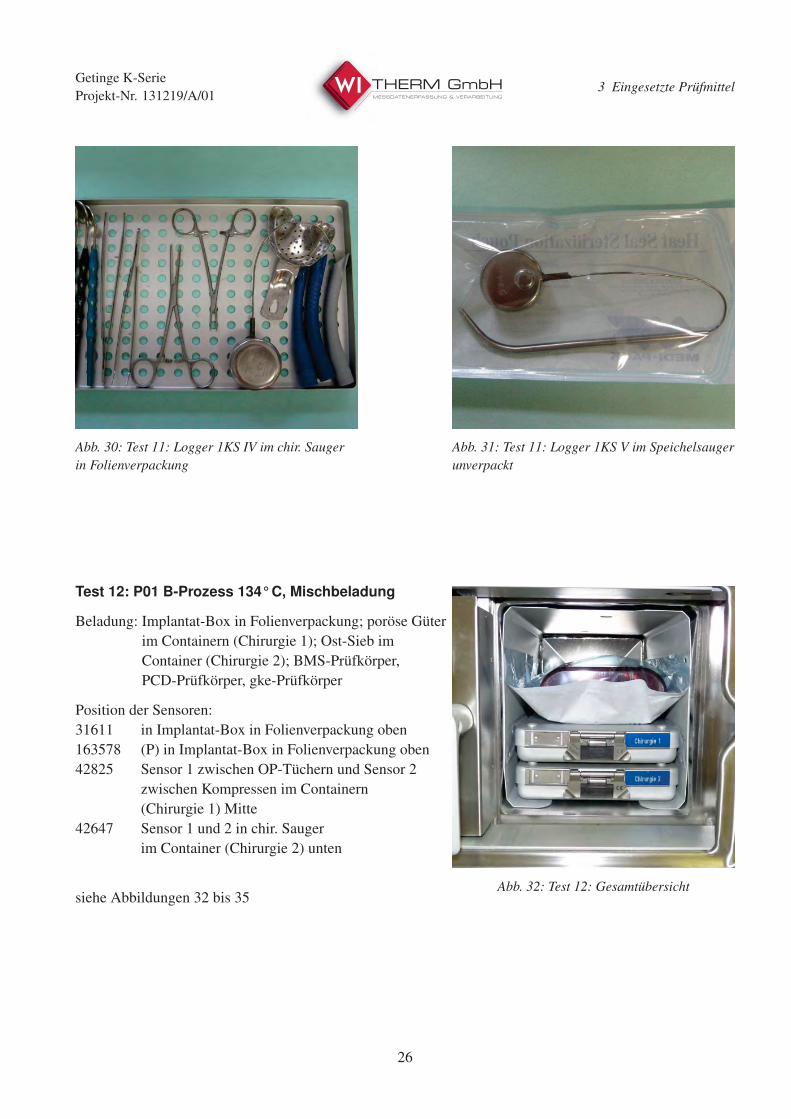
Abb. 30: Test 11: Logger 1KS IV im chir. Saugerin Folienverpackung
Abb. 31: Test 11: Logger 1KS V im Speichelsaugerunverpackt
Test 12: P01 B-Prozess 134°C, Mischbeladung
Beladung: Implantat-Box in Folienverpackung; poröse Güter
im Containern (Chirurgie 1); Ost-Sieb im
Container (Chirurgie 2); BMS-Prüfkörper,
PCD-Prüfkörper, gke-Prüfkörper
Position der Sensoren:
31611 in Implantat-Box in Folienverpackung oben
163578 (P) in Implantat-Box in Folienverpackung oben
42825 Sensor 1 zwischen OP-Tüchern und Sensor 2
zwischen Kompressen im Containern
(Chirurgie 1) Mitte
42647 Sensor 1 und 2 in chir. Sauger
im Container (Chirurgie 2) unten
siehe Abbildungen 32 bis 35Abb. 32: Test 12: Gesamtübersicht
26
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
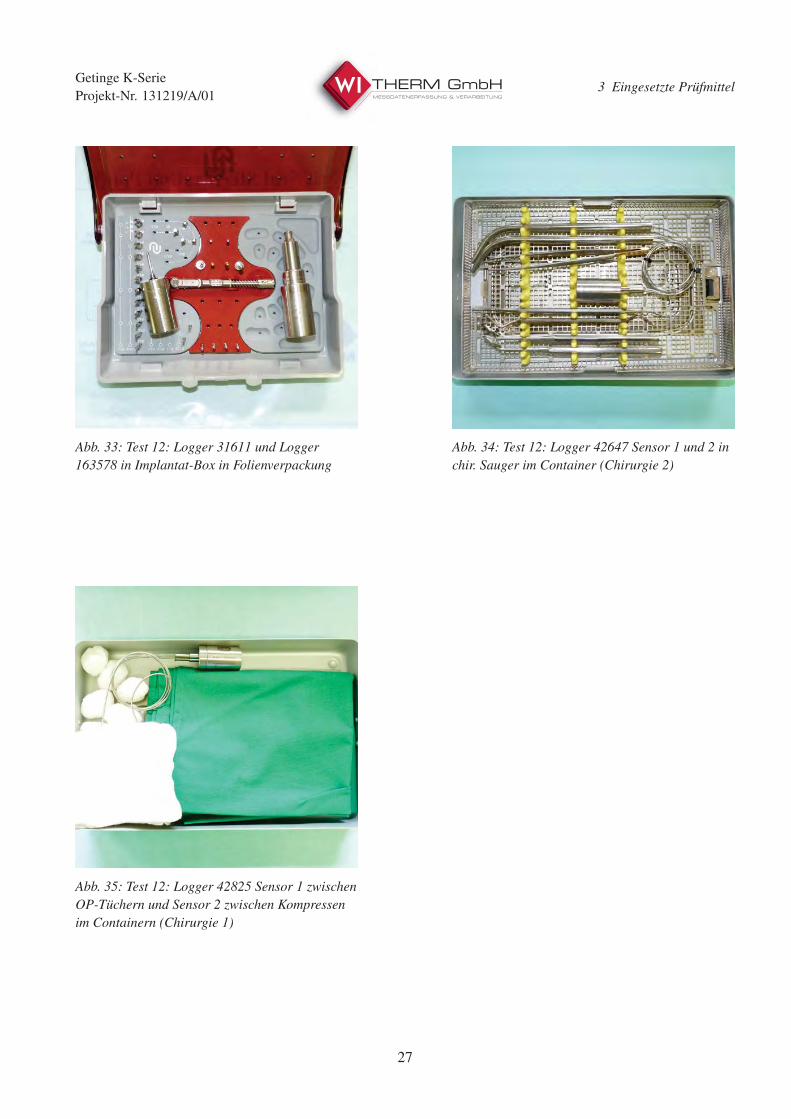
Abb. 33: Test 12: Logger 31611 und Logger163578 in Implantat-Box in Folienverpackung
Abb. 34: Test 12: Logger 42647 Sensor 1 und 2 inchir. Sauger im Container (Chirurgie 2)
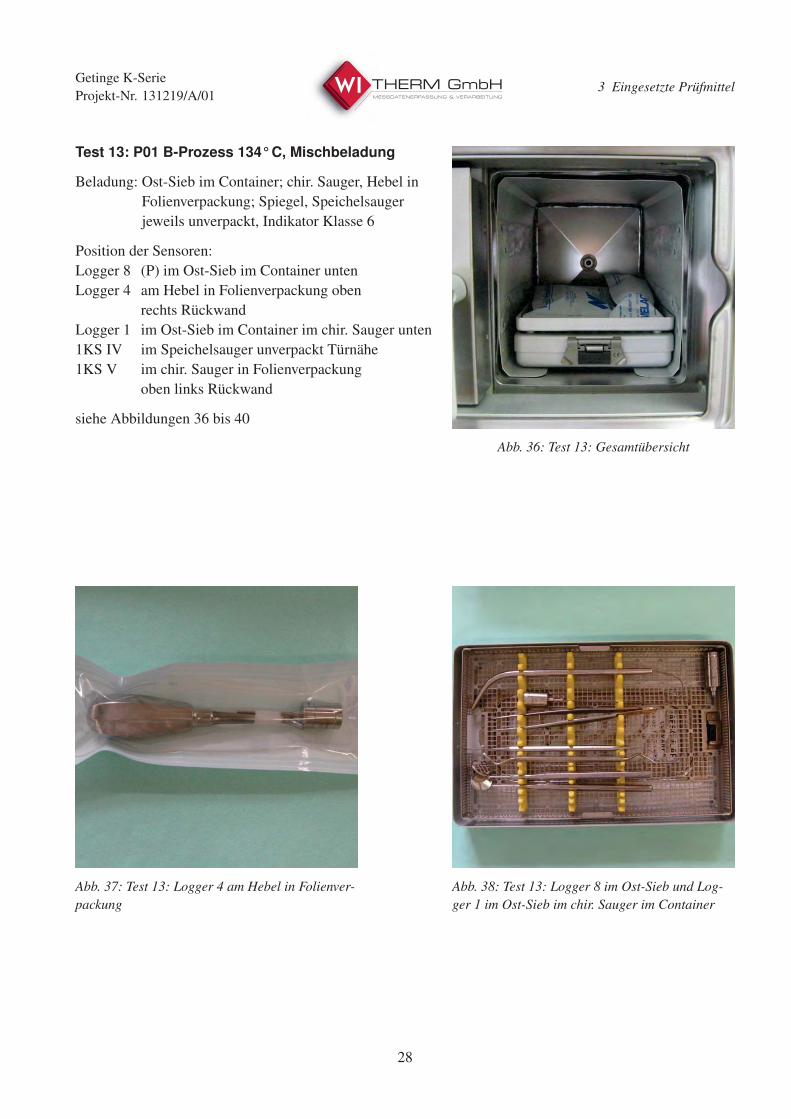
Abb. 35: Test 12: Logger 42825 Sensor 1 zwischenOP-Tüchern und Sensor 2 zwischen Kompressenim Containern (Chirurgie 1)
27
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
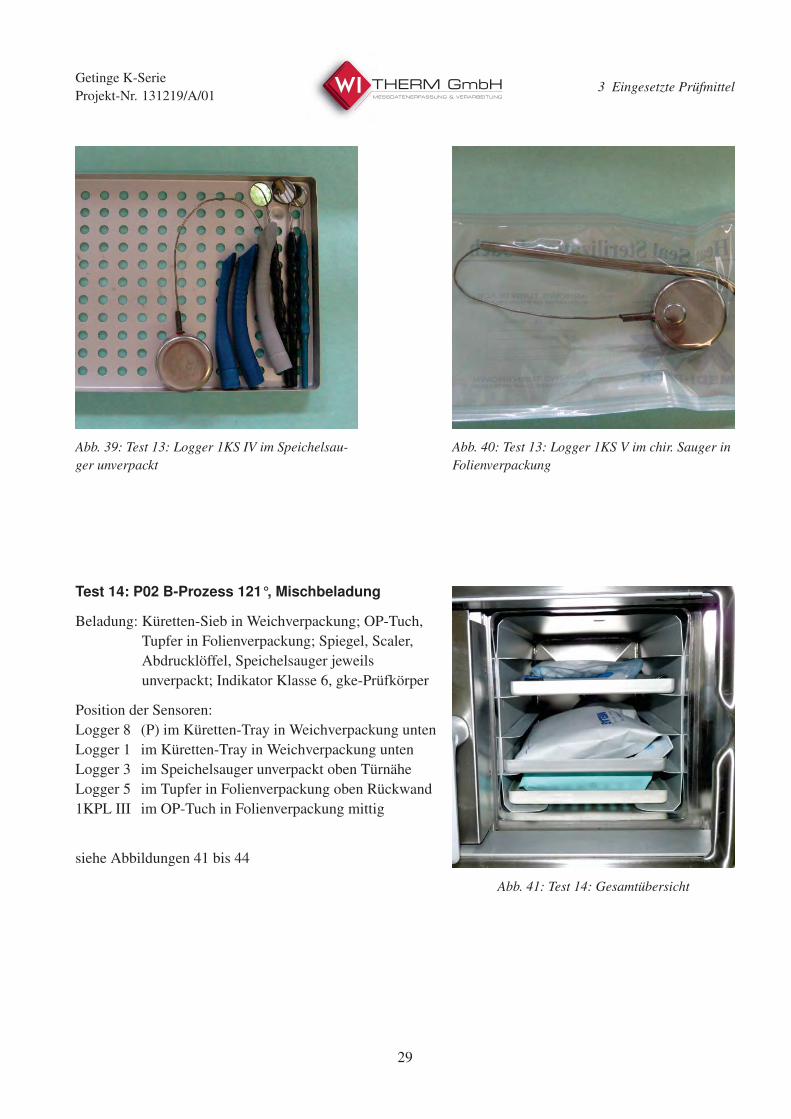
Test 13: P01 B-Prozess 134°C, Mischbeladung
Beladung: Ost-Sieb im Container; chir. Sauger, Hebel in
Folienverpackung; Spiegel, Speichelsauger
jeweils unverpackt, Indikator Klasse 6
Position der Sensoren:
Logger 8 (P) im Ost-Sieb im Container unten
Logger 4 am Hebel in Folienverpackung oben
rechts Rückwand
Logger 1 im Ost-Sieb im Container im chir. Sauger unten
1KS IV im Speichelsauger unverpackt Türnähe
1KS V im chir. Sauger in Folienverpackung
oben links Rückwand
siehe Abbildungen 36 bis 40
Abb. 36: Test 13: Gesamtübersicht
Abb. 37: Test 13: Logger 4 am Hebel in Folienver-packung
Abb. 38: Test 13: Logger 8 im Ost-Sieb und Log-ger 1 im Ost-Sieb im chir. Sauger im Container
28
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
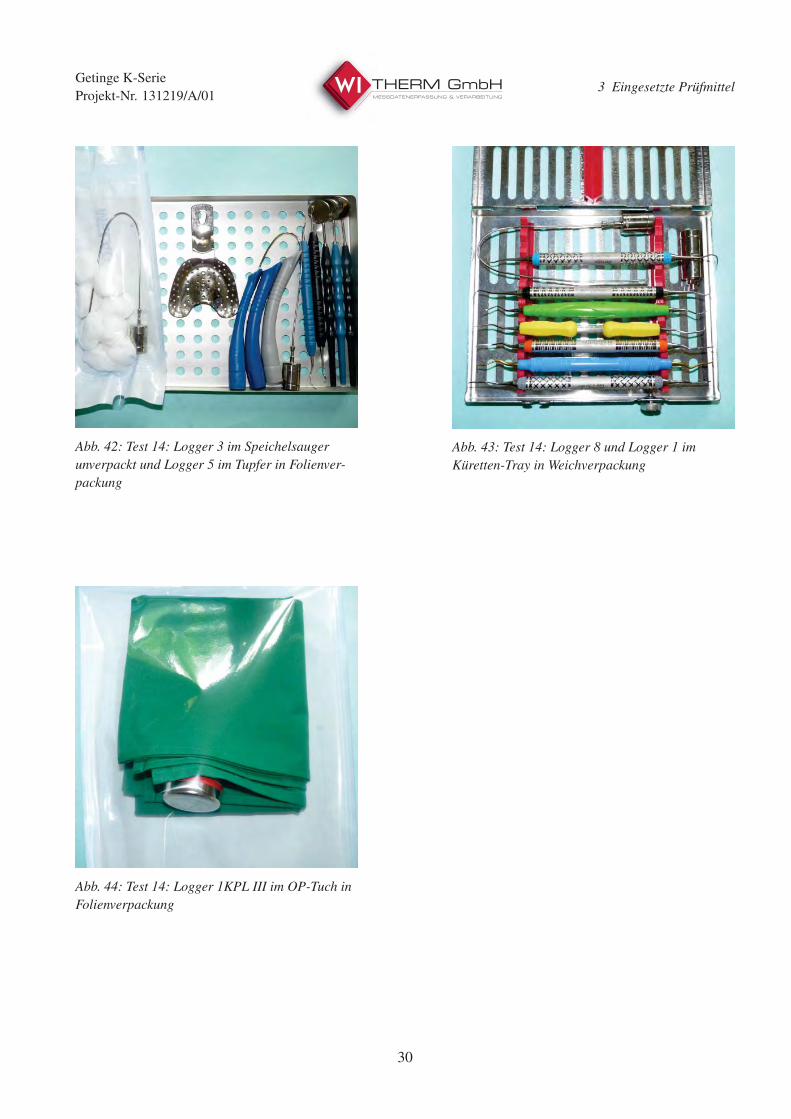
Abb. 39: Test 13: Logger 1KS IV im Speichelsau-ger unverpackt
Abb. 40: Test 13: Logger 1KS V im chir. Sauger inFolienverpackung
Test 14: P02 B-Prozess 121°, Mischbeladung
Beladung: Küretten-Sieb in Weichverpackung; OP-Tuch,
Tupfer in Folienverpackung; Spiegel, Scaler,
Abdrucklöffel, Speichelsauger jeweils
unverpackt; Indikator Klasse 6, gke-Prüfkörper
Position der Sensoren:
Logger 8 (P) im Küretten-Tray in Weichverpackung unten
Logger 1 im Küretten-Tray in Weichverpackung unten
Logger 3 im Speichelsauger unverpackt oben Türnähe
Logger 5 im Tupfer in Folienverpackung oben Rückwand
1KPL III im OP-Tuch in Folienverpackung mittig
siehe Abbildungen 41 bis 44
Abb. 41: Test 14: Gesamtübersicht
29
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
Abb. 42: Test 14: Logger 3 im Speichelsaugerunverpackt und Logger 5 im Tupfer in Folienver-packung
Abb. 43: Test 14: Logger 8 und Logger 1 imKüretten-Tray in Weichverpackung
Abb. 44: Test 14: Logger 1KPL III im OP-Tuch inFolienverpackung
30
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
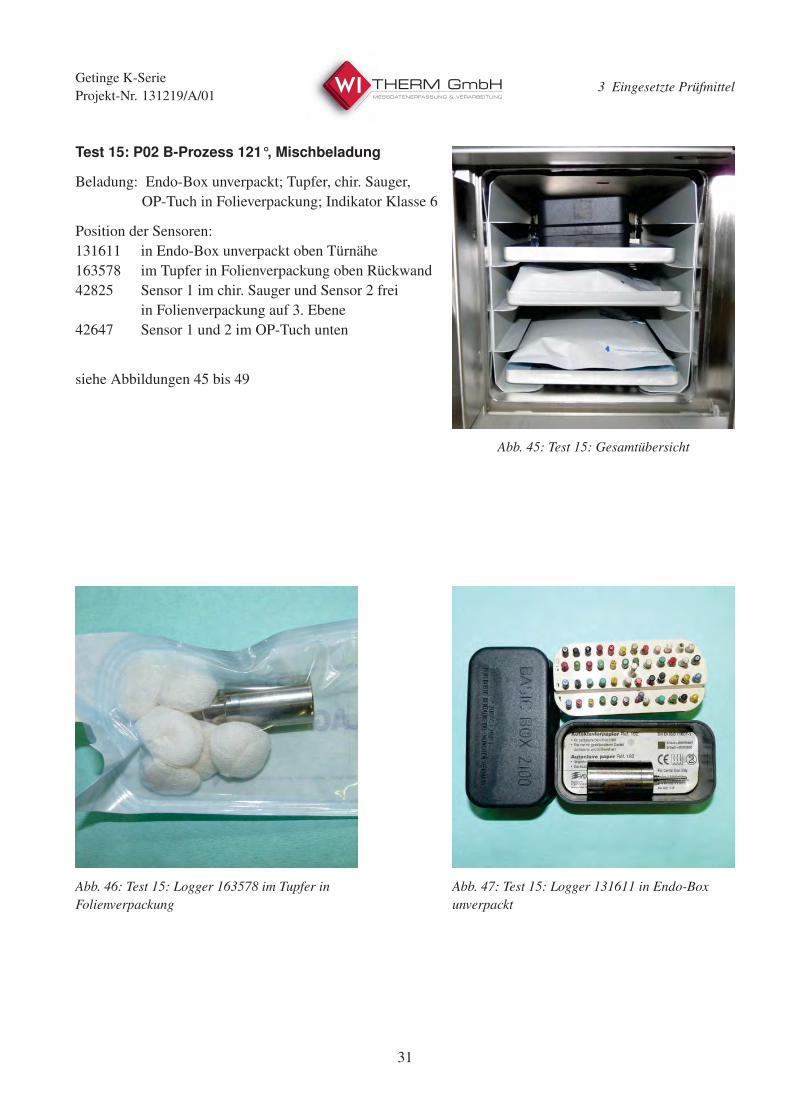
Test 15: P02 B-Prozess 121°, Mischbeladung
Beladung: Endo-Box unverpackt; Tupfer, chir. Sauger,
OP-Tuch in Folieverpackung; Indikator Klasse 6
Position der Sensoren:
131611 in Endo-Box unverpackt oben Türnähe
163578 im Tupfer in Folienverpackung oben Rückwand
42825 Sensor 1 im chir. Sauger und Sensor 2 frei
in Folienverpackung auf 3. Ebene
42647 Sensor 1 und 2 im OP-Tuch unten
siehe Abbildungen 45 bis 49
Abb. 45: Test 15: Gesamtübersicht
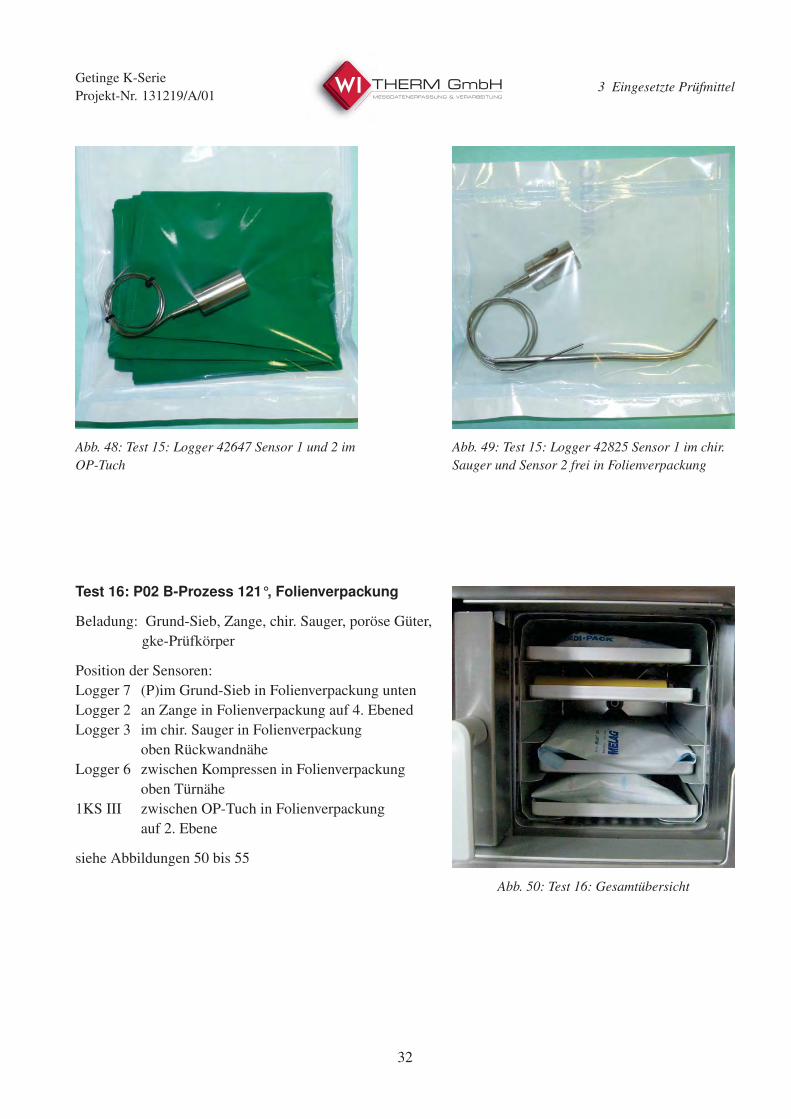
Abb. 46: Test 15: Logger 163578 im Tupfer inFolienverpackung
Abb. 47: Test 15: Logger 131611 in Endo-Boxunverpackt
31
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
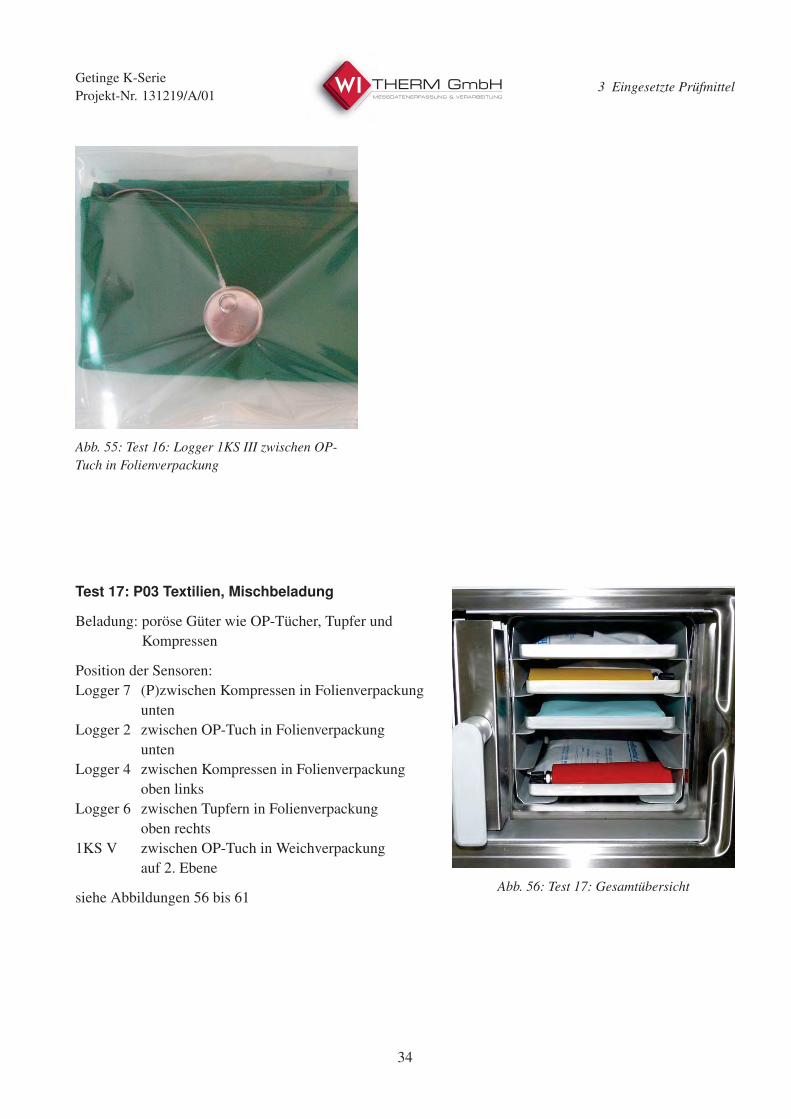
Abb. 48: Test 15: Logger 42647 Sensor 1 und 2 imOP-Tuch
Abb. 49: Test 15: Logger 42825 Sensor 1 im chir.Sauger und Sensor 2 frei in Folienverpackung
Test 16: P02 B-Prozess 121°, Folienverpackung
Beladung: Grund-Sieb, Zange, chir. Sauger, poröse Güter,
gke-Prüfkörper
Position der Sensoren:
Logger 7 (P)im Grund-Sieb in Folienverpackung unten
Logger 2 an Zange in Folienverpackung auf 4. Ebened
Logger 3 im chir. Sauger in Folienverpackung
oben Rückwandnähe
Logger 6 zwischen Kompressen in Folienverpackung
oben Türnähe
1KS III zwischen OP-Tuch in Folienverpackung
auf 2. Ebene
siehe Abbildungen 50 bis 55
Abb. 50: Test 16: Gesamtübersicht
32

Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
Abb. 51: Test 16: Logger 2 an Zange in Folienver-packung
Abb. 52: Test 16: Logger 3 im chir. Sauger in Foli-enverpackung
Abb. 53: Test 16: Logger 6 zwischen Kompressenin Folienverpackung
Abb. 54: Test 16: Logger 7 im Grund-Sieb in Foli-enverpackung
33
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
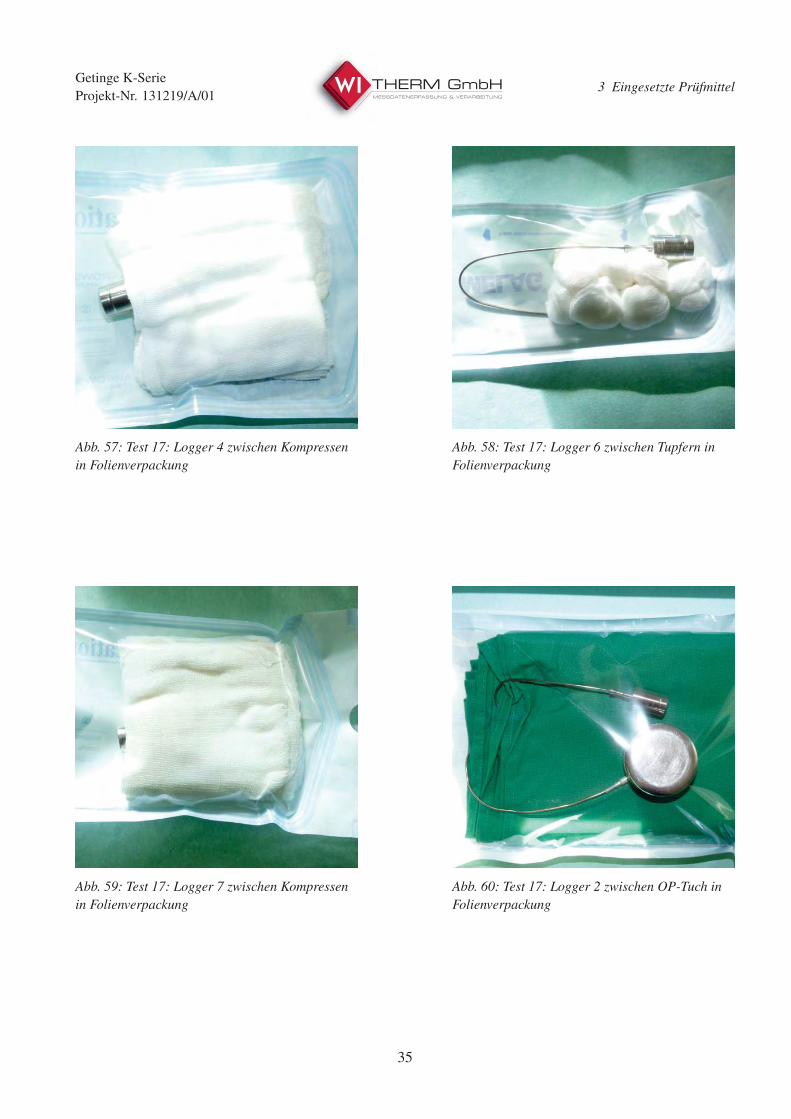
Abb. 55: Test 16: Logger 1KS III zwischen OP-Tuch in Folienverpackung
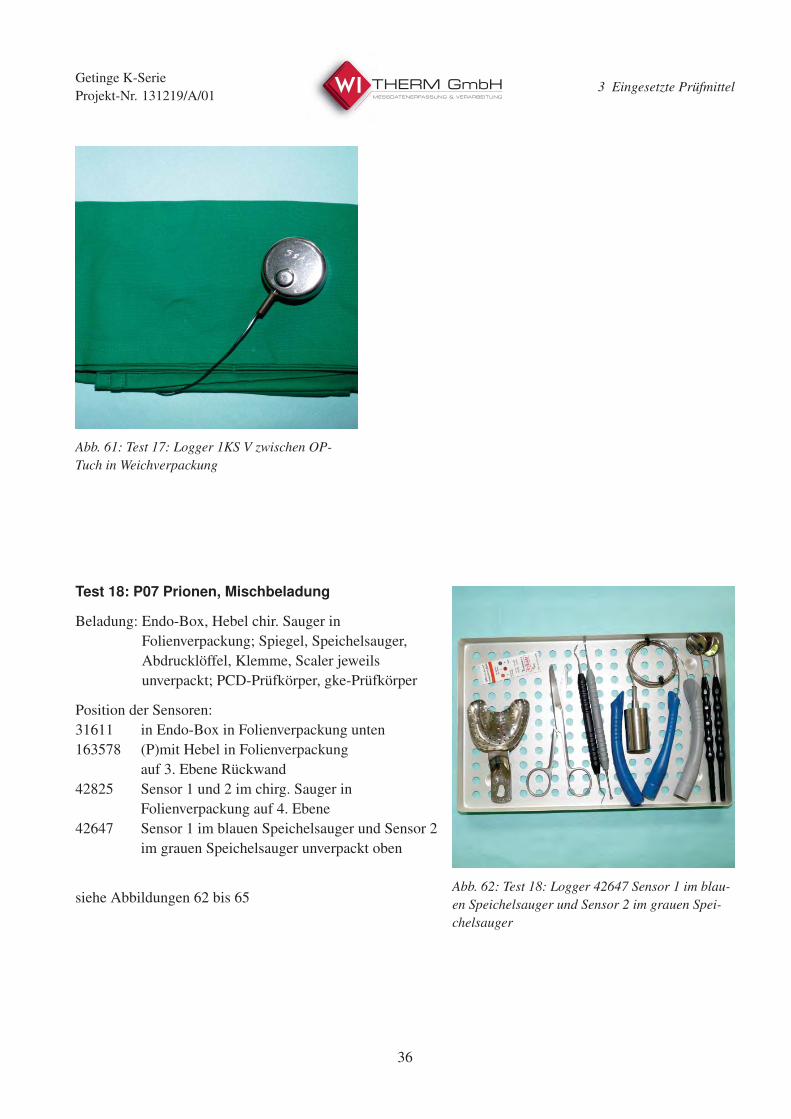
Test 17: P03 Textilien, Mischbeladung
Beladung: poröse Güter wie OP-Tücher, Tupfer und
Kompressen
Position der Sensoren:
Logger 7 (P)zwischen Kompressen in Folienverpackung
unten
Logger 2 zwischen OP-Tuch in Folienverpackung
unten
Logger 4 zwischen Kompressen in Folienverpackung
oben links
Logger 6 zwischen Tupfern in Folienverpackung
oben rechts
1KS V zwischen OP-Tuch in Weichverpackung
auf 2. Ebene
siehe Abbildungen 56 bis 61Abb. 56: Test 17: Gesamtübersicht
34
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
Abb. 57: Test 17: Logger 4 zwischen Kompressenin Folienverpackung
Abb. 58: Test 17: Logger 6 zwischen Tupfern inFolienverpackung
Abb. 59: Test 17: Logger 7 zwischen Kompressenin Folienverpackung
Abb. 60: Test 17: Logger 2 zwischen OP-Tuch inFolienverpackung
35
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
Abb. 61: Test 17: Logger 1KS V zwischen OP-Tuch in Weichverpackung
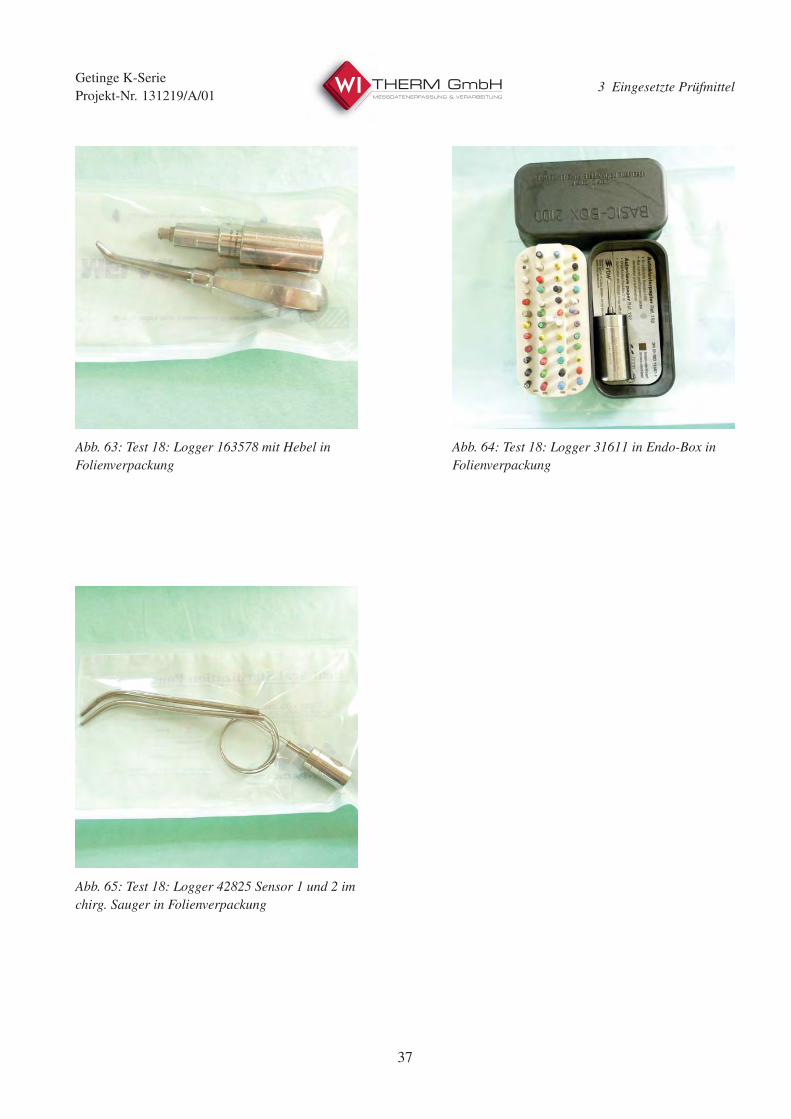
Test 18: P07 Prionen, Mischbeladung
Beladung: Endo-Box, Hebel chir. Sauger in
Folienverpackung; Spiegel, Speichelsauger,
Abdrucklöffel, Klemme, Scaler jeweils
unverpackt; PCD-Prüfkörper, gke-Prüfkörper
Position der Sensoren:
31611 in Endo-Box in Folienverpackung unten
163578 (P)mit Hebel in Folienverpackung
auf 3. Ebene Rückwand
42825 Sensor 1 und 2 im chirg. Sauger in
Folienverpackung auf 4. Ebene
42647 Sensor 1 im blauen Speichelsauger und Sensor 2
im grauen Speichelsauger unverpackt oben
siehe Abbildungen 62 bis 65Abb. 62: Test 18: Logger 42647 Sensor 1 im blau-en Speichelsauger und Sensor 2 im grauen Spei-chelsauger
36
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
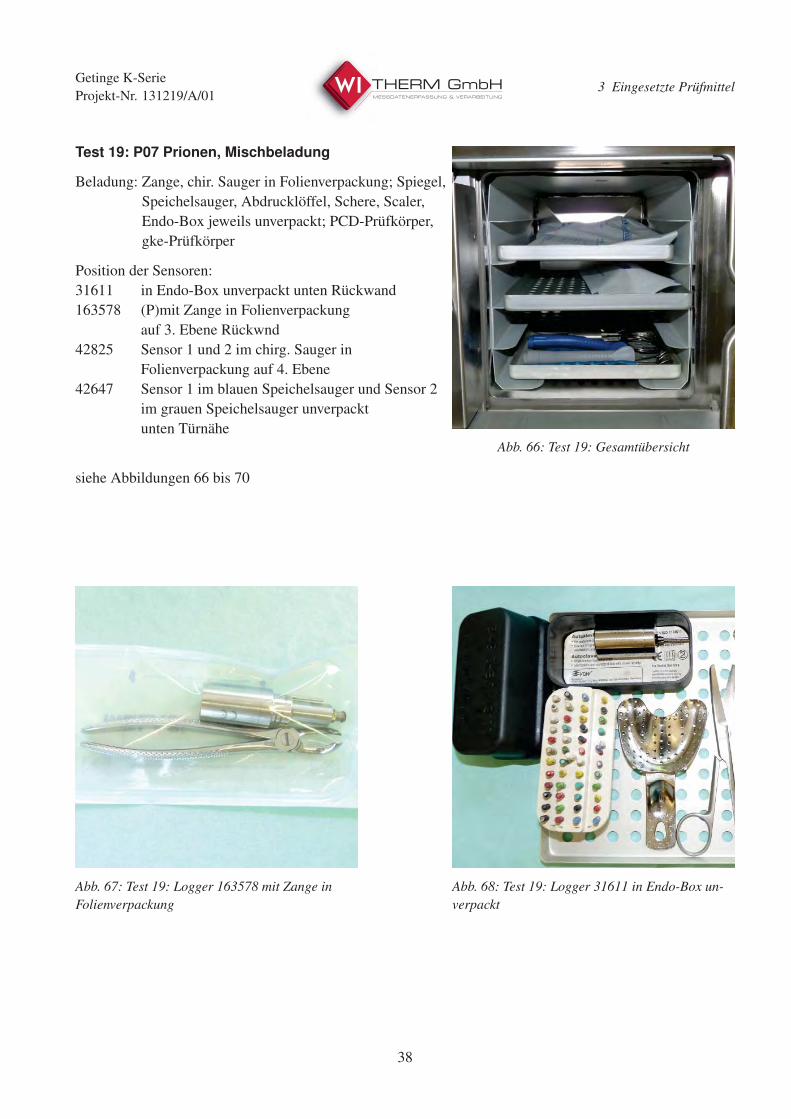
Abb. 63: Test 18: Logger 163578 mit Hebel inFolienverpackung
Abb. 64: Test 18: Logger 31611 in Endo-Box inFolienverpackung
Abb. 65: Test 18: Logger 42825 Sensor 1 und 2 imchirg. Sauger in Folienverpackung
37
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
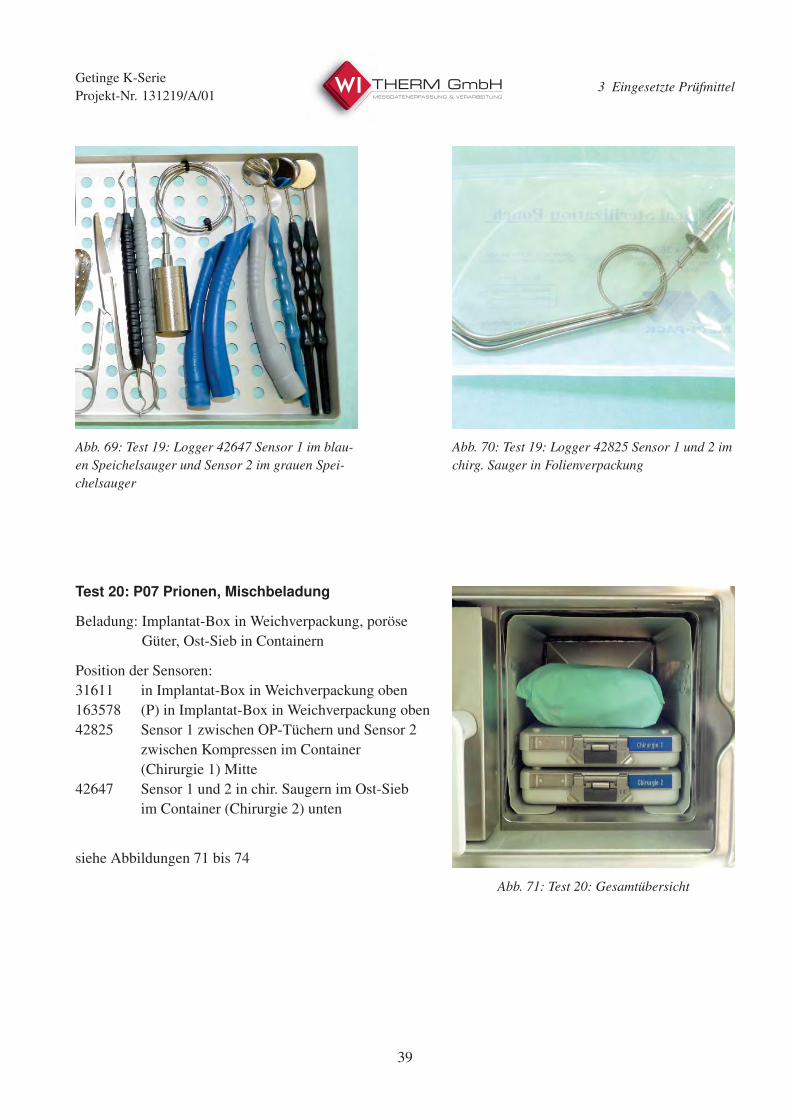
Test 19: P07 Prionen, Mischbeladung
Beladung: Zange, chir. Sauger in Folienverpackung; Spiegel,
Speichelsauger, Abdrucklöffel, Schere, Scaler,
Endo-Box jeweils unverpackt; PCD-Prüfkörper,
gke-Prüfkörper
Position der Sensoren:
31611 in Endo-Box unverpackt unten Rückwand
163578 (P)mit Zange in Folienverpackung
auf 3. Ebene Rückwnd
42825 Sensor 1 und 2 im chirg. Sauger in
Folienverpackung auf 4. Ebene
42647 Sensor 1 im blauen Speichelsauger und Sensor 2
im grauen Speichelsauger unverpackt
unten Türnähe
siehe Abbildungen 66 bis 70
Abb. 66: Test 19: Gesamtübersicht
Abb. 67: Test 19: Logger 163578 mit Zange inFolienverpackung
Abb. 68: Test 19: Logger 31611 in Endo-Box un-verpackt
38
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
Abb. 69: Test 19: Logger 42647 Sensor 1 im blau-en Speichelsauger und Sensor 2 im grauen Spei-chelsauger
Abb. 70: Test 19: Logger 42825 Sensor 1 und 2 imchirg. Sauger in Folienverpackung
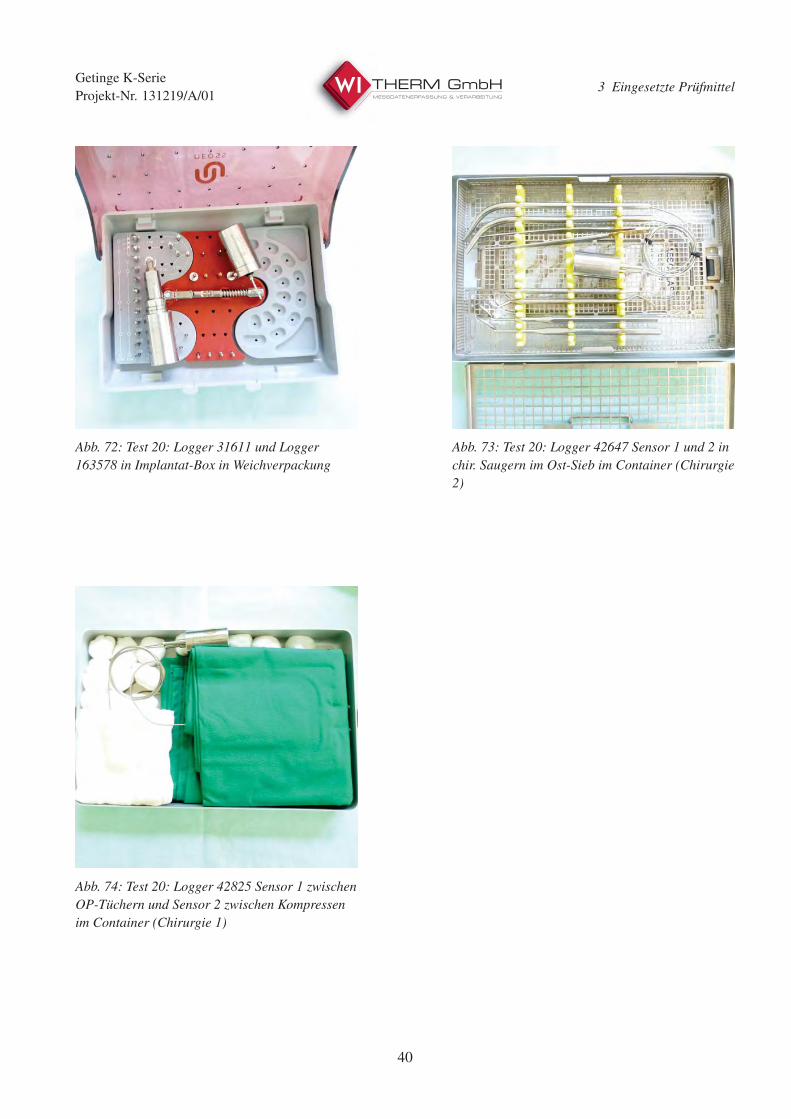
Test 20: P07 Prionen, Mischbeladung
Beladung: Implantat-Box in Weichverpackung, poröse
Güter, Ost-Sieb in Containern
Position der Sensoren:
31611 in Implantat-Box in Weichverpackung oben
163578 (P) in Implantat-Box in Weichverpackung oben
42825 Sensor 1 zwischen OP-Tüchern und Sensor 2
zwischen Kompressen im Container
(Chirurgie 1) Mitte
42647 Sensor 1 und 2 in chir. Saugern im Ost-Sieb
im Container (Chirurgie 2) unten
siehe Abbildungen 71 bis 74
Abb. 71: Test 20: Gesamtübersicht
39
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
Abb. 72: Test 20: Logger 31611 und Logger163578 in Implantat-Box in Weichverpackung
Abb. 73: Test 20: Logger 42647 Sensor 1 und 2 inchir. Saugern im Ost-Sieb im Container (Chirurgie2)
Abb. 74: Test 20: Logger 42825 Sensor 1 zwischenOP-Tüchern und Sensor 2 zwischen Kompressenim Container (Chirurgie 1)
40
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
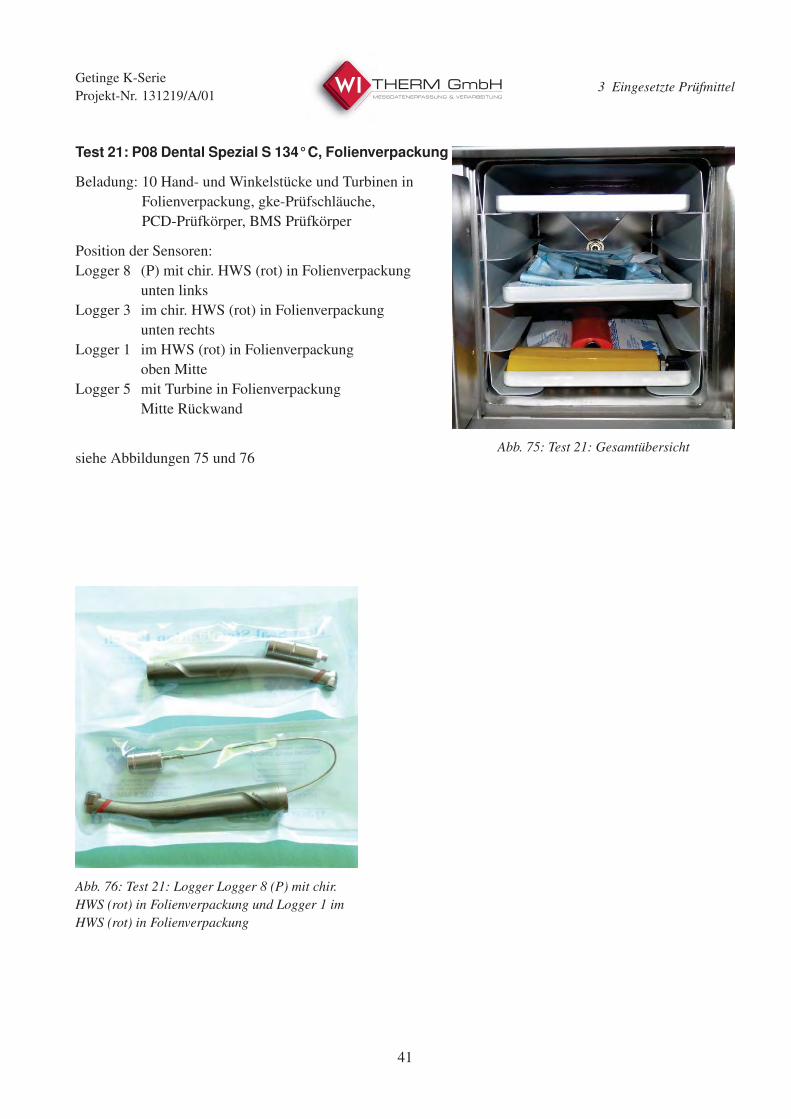
Test 21: P08 Dental Spezial S 134°C, Folienverpackung
Beladung: 10 Hand- und Winkelstücke und Turbinen in
Folienverpackung, gke-Prüfschläuche,
PCD-Prüfkörper, BMS Prüfkörper
Position der Sensoren:
Logger 8 (P) mit chir. HWS (rot) in Folienverpackung
unten links
Logger 3 im chir. HWS (rot) in Folienverpackung
unten rechts
Logger 1 im HWS (rot) in Folienverpackung
oben Mitte
Logger 5 mit Turbine in Folienverpackung
Mitte Rückwand
siehe Abbildungen 75 und 76Abb. 75: Test 21: Gesamtübersicht
Abb. 76: Test 21: Logger Logger 8 (P) mit chir.HWS (rot) in Folienverpackung und Logger 1 imHWS (rot) in Folienverpackung
41
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
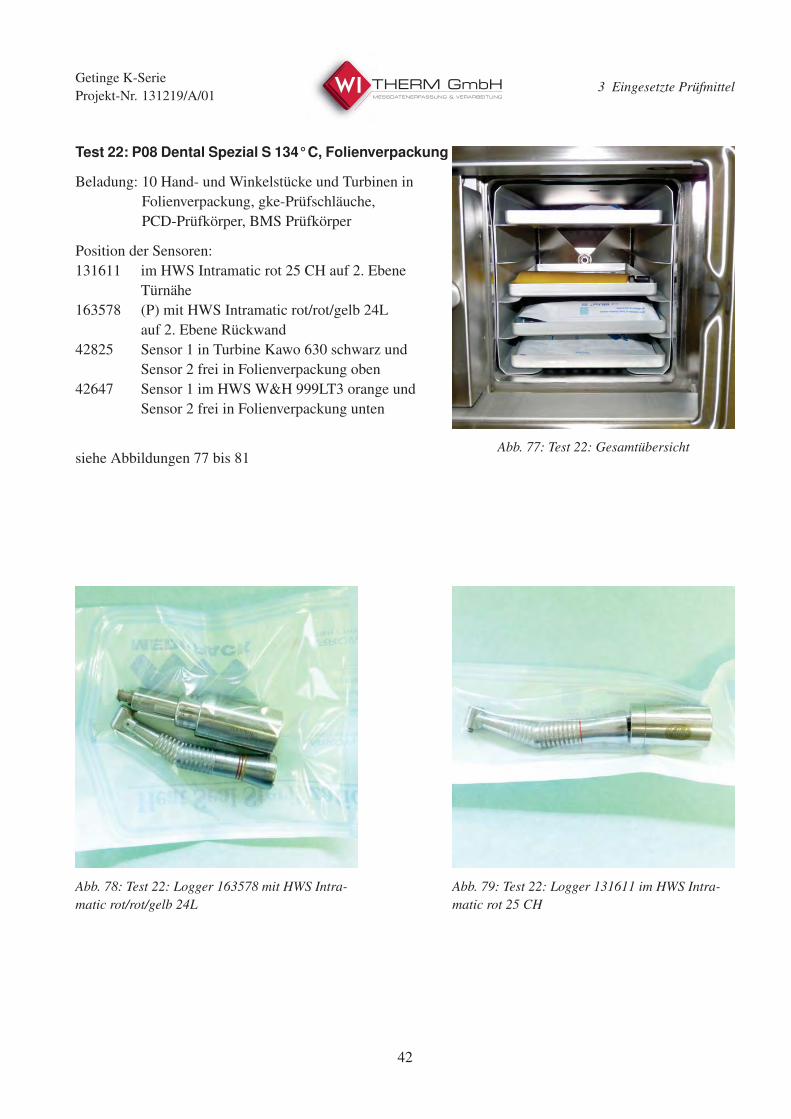
Test 22: P08 Dental Spezial S 134°C, Folienverpackung
Beladung: 10 Hand- und Winkelstücke und Turbinen in
Folienverpackung, gke-Prüfschläuche,
PCD-Prüfkörper, BMS Prüfkörper
Position der Sensoren:
131611 im HWS Intramatic rot 25 CH auf 2. Ebene
Türnähe
163578 (P) mit HWS Intramatic rot/rot/gelb 24L
auf 2. Ebene Rückwand
42825 Sensor 1 in Turbine Kawo 630 schwarz und
Sensor 2 frei in Folienverpackung oben
42647 Sensor 1 im HWS W&H 999LT3 orange und
Sensor 2 frei in Folienverpackung unten
siehe Abbildungen 77 bis 81Abb. 77: Test 22: Gesamtübersicht
Abb. 78: Test 22: Logger 163578 mit HWS Intra-matic rot/rot/gelb 24L
Abb. 79: Test 22: Logger 131611 im HWS Intra-matic rot 25 CH
42
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
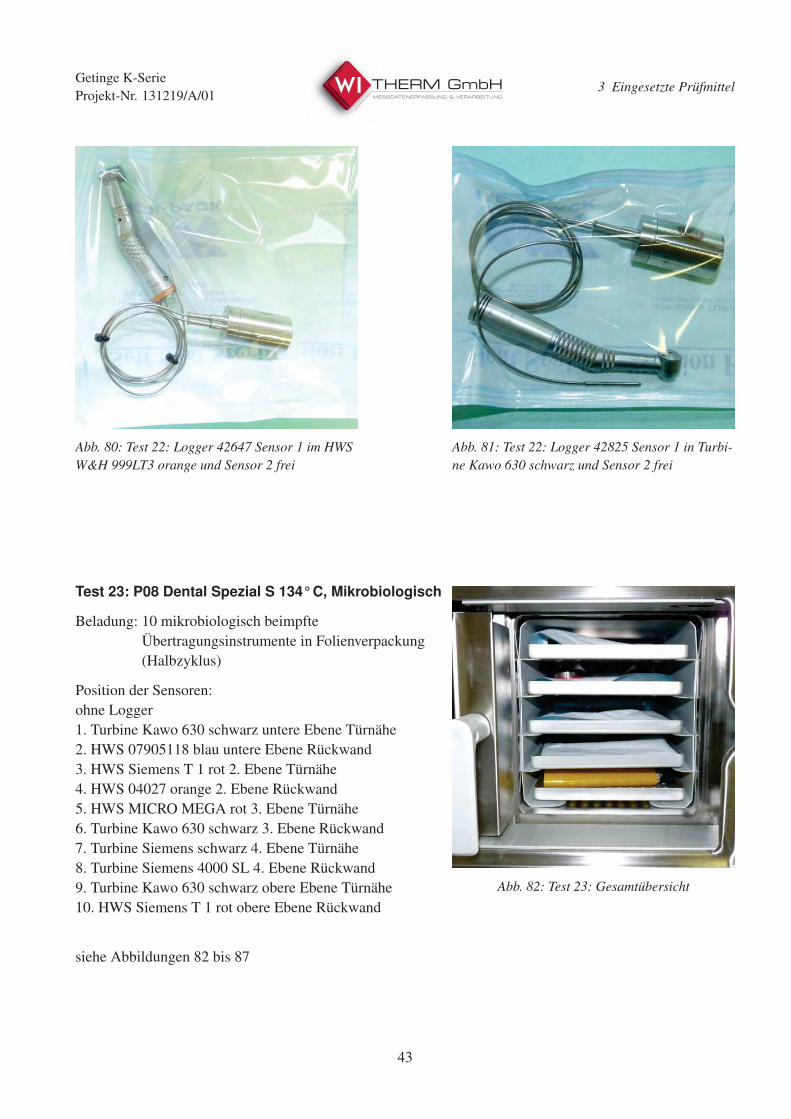
Abb. 80: Test 22: Logger 42647 Sensor 1 im HWSW&H 999LT3 orange und Sensor 2 frei
Abb. 81: Test 22: Logger 42825 Sensor 1 in Turbi-ne Kawo 630 schwarz und Sensor 2 frei
Test 23: P08 Dental Spezial S 134°C, Mikrobiologisch
Beladung: 10 mikrobiologisch beimpfte
Übertragungsinstrumente in Folienverpackung
(Halbzyklus)
Position der Sensoren:
ohne Logger
1. Turbine Kawo 630 schwarz untere Ebene Türnähe
2. HWS 07905118 blau untere Ebene Rückwand
3. HWS Siemens T 1 rot 2. Ebene Türnähe
4. HWS 04027 orange 2. Ebene Rückwand
5. HWS MICRO MEGA rot 3. Ebene Türnähe
6. Turbine Kawo 630 schwarz 3. Ebene Rückwand
7. Turbine Siemens schwarz 4. Ebene Türnähe
8. Turbine Siemens 4000 SL 4. Ebene Rückwand
9. Turbine Kawo 630 schwarz obere Ebene Türnähe
10. HWS Siemens T 1 rot obere Ebene Rückwand
siehe Abbildungen 82 bis 87
Abb. 82: Test 23: Gesamtübersicht
43
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
Abb. 83: Test 23: Detailansicht Übertragungsin-strumente 1 und 2
Abb. 84: Test 23: Detailansicht Übertragungsin-strumente 3 und 4
Abb. 85: Test 23: Detailansicht Übertragungsin-strumente 5 und 6
Abb. 86: Test 23: Detailansicht Übertragungsin-strumente 7 und 8
44
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
Abb. 87: Test 23: Detailansicht Übertragungsin-strumente 9 und 10
3.4 Prüfkonfiguration K7+Test 24: Vakuumtest
Beladung: nur Logger
Position der Sensoren:
163578 mittig Türnähe
ohne Abbildung
45
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
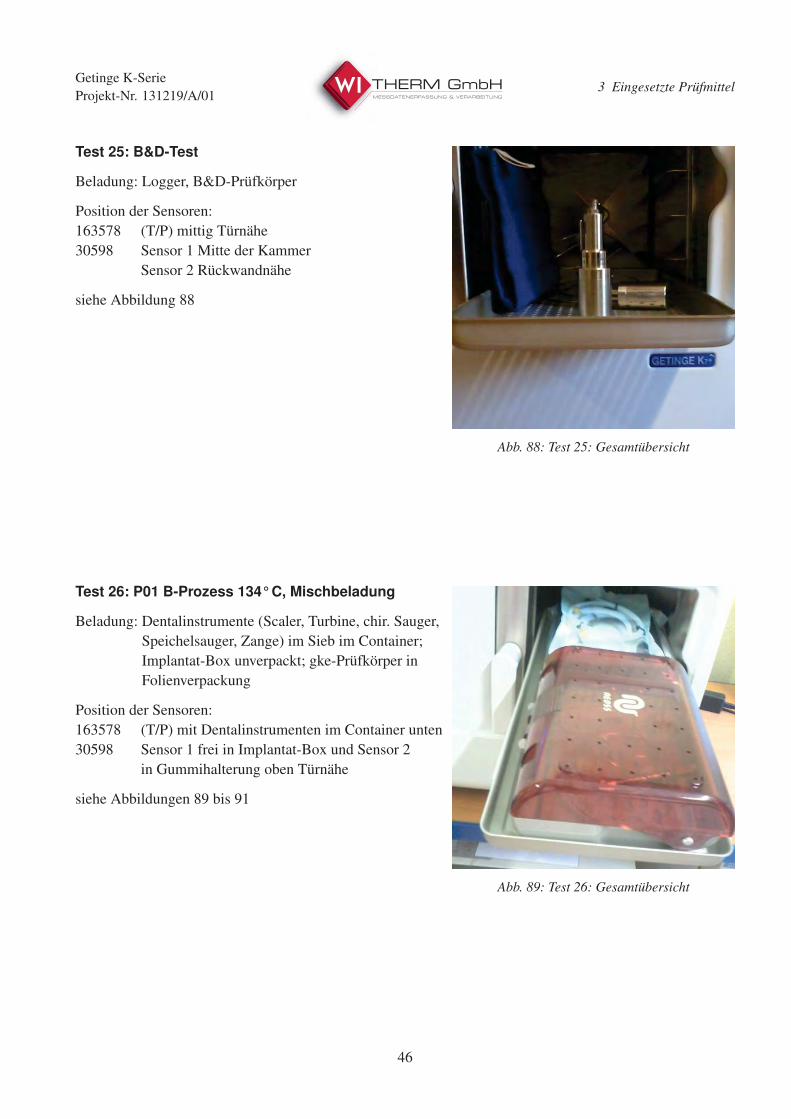
Test 25: B&D-Test
Beladung: Logger, B&D-Prüfkörper
Position der Sensoren:
163578 (T/P) mittig Türnähe
30598 Sensor 1 Mitte der Kammer
Sensor 2 Rückwandnähe
siehe Abbildung 88
Abb. 88: Test 25: Gesamtübersicht
Test 26: P01 B-Prozess 134°C, Mischbeladung
Beladung: Dentalinstrumente (Scaler, Turbine, chir. Sauger,
Speichelsauger, Zange) im Sieb im Container;
Implantat-Box unverpackt; gke-Prüfkörper in
Folienverpackung
Position der Sensoren:
163578 (T/P) mit Dentalinstrumenten im Container unten
30598 Sensor 1 frei in Implantat-Box und Sensor 2
in Gummihalterung oben Türnähe
siehe Abbildungen 89 bis 91
Abb. 89: Test 26: Gesamtübersicht
46
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
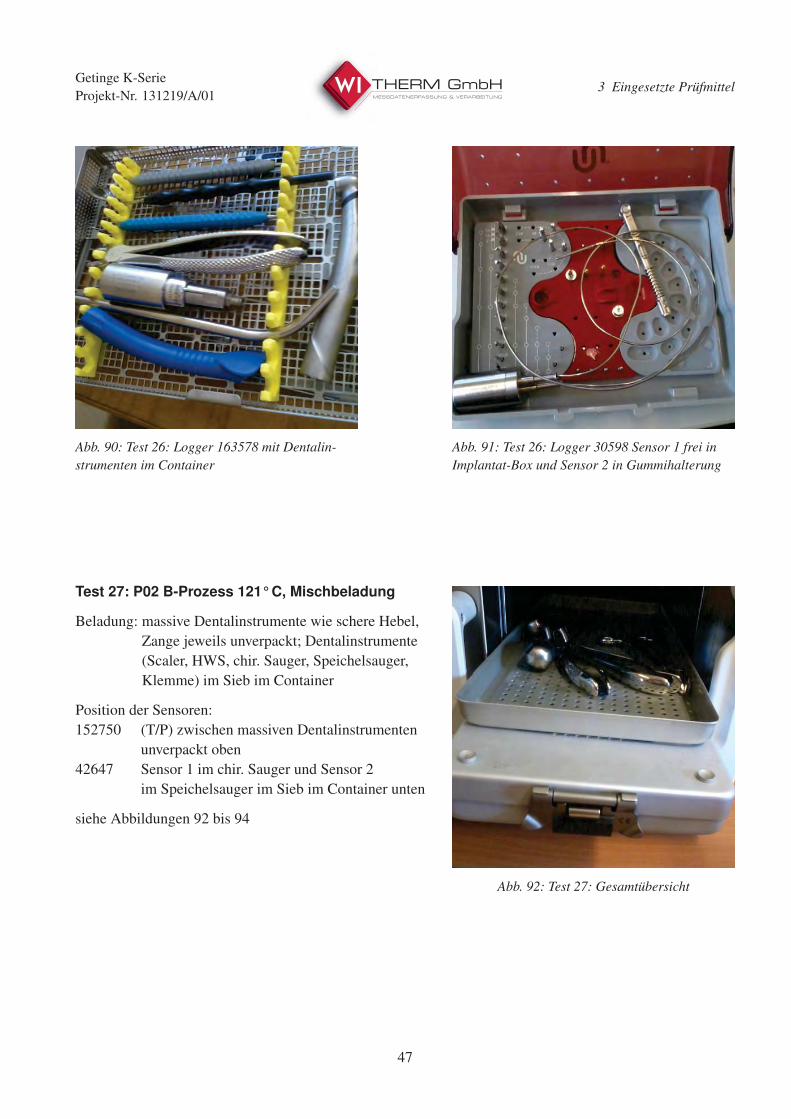
Abb. 90: Test 26: Logger 163578 mit Dentalin-strumenten im Container
Abb. 91: Test 26: Logger 30598 Sensor 1 frei inImplantat-Box und Sensor 2 in Gummihalterung
Test 27: P02 B-Prozess 121°C, Mischbeladung
Beladung: massive Dentalinstrumente wie schere Hebel,
Zange jeweils unverpackt; Dentalinstrumente
(Scaler, HWS, chir. Sauger, Speichelsauger,
Klemme) im Sieb im Container
Position der Sensoren:
152750 (T/P) zwischen massiven Dentalinstrumenten
unverpackt oben
42647 Sensor 1 im chir. Sauger und Sensor 2
im Speichelsauger im Sieb im Container unten
siehe Abbildungen 92 bis 94
Abb. 92: Test 27: Gesamtübersicht
47
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
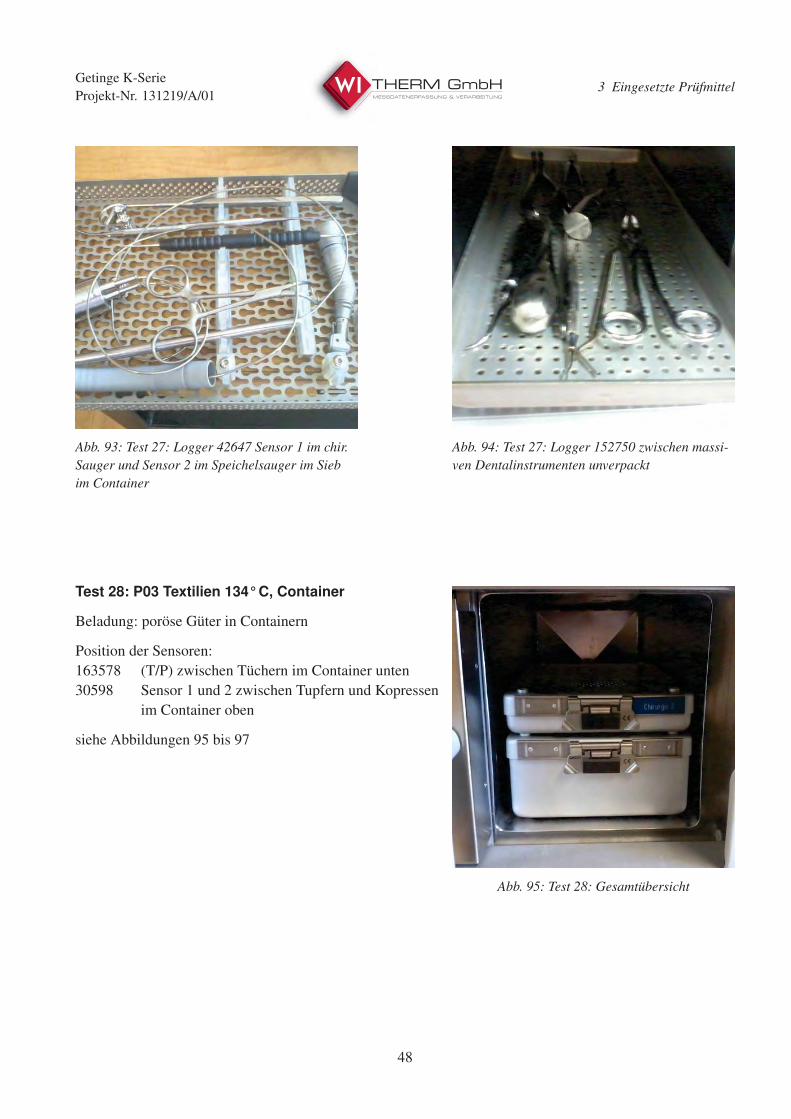
Abb. 93: Test 27: Logger 42647 Sensor 1 im chir.Sauger und Sensor 2 im Speichelsauger im Siebim Container
Abb. 94: Test 27: Logger 152750 zwischen massi-ven Dentalinstrumenten unverpackt
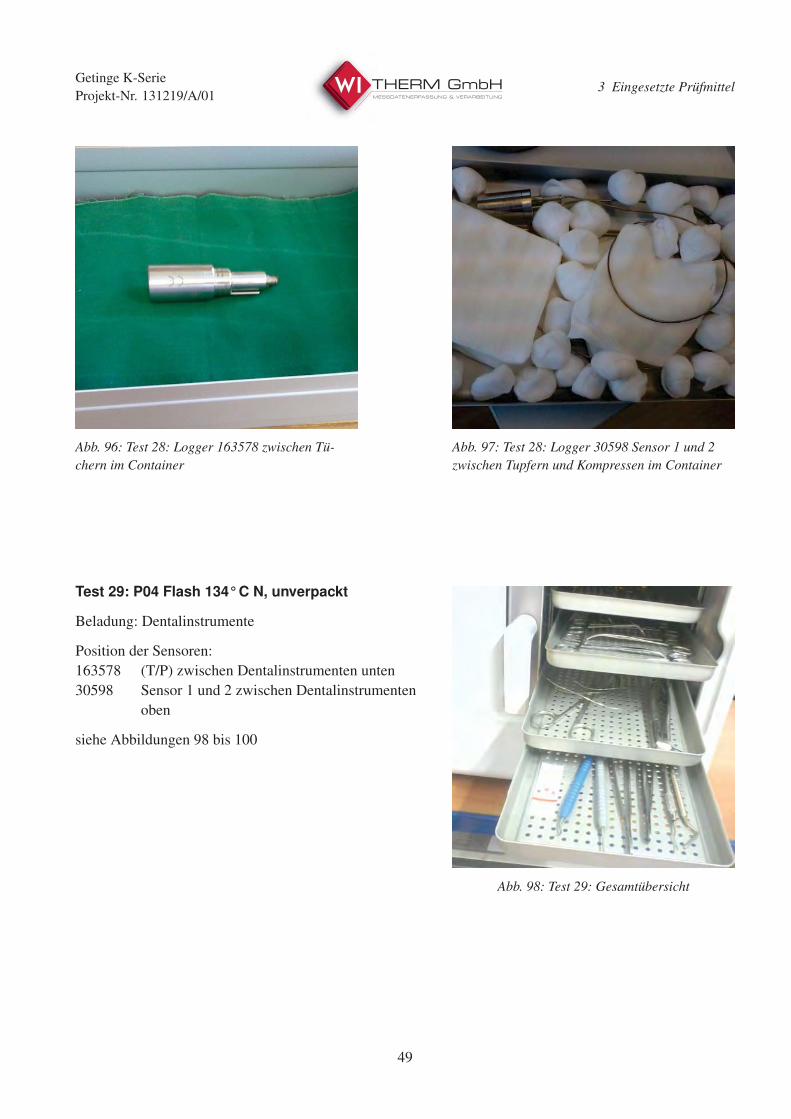
Test 28: P03 Textilien 134°C, Container
Beladung: poröse Güter in Containern
Position der Sensoren:
163578 (T/P) zwischen Tüchern im Container unten
30598 Sensor 1 und 2 zwischen Tupfern und Kopressen
im Container oben
siehe Abbildungen 95 bis 97
Abb. 95: Test 28: Gesamtübersicht
48
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
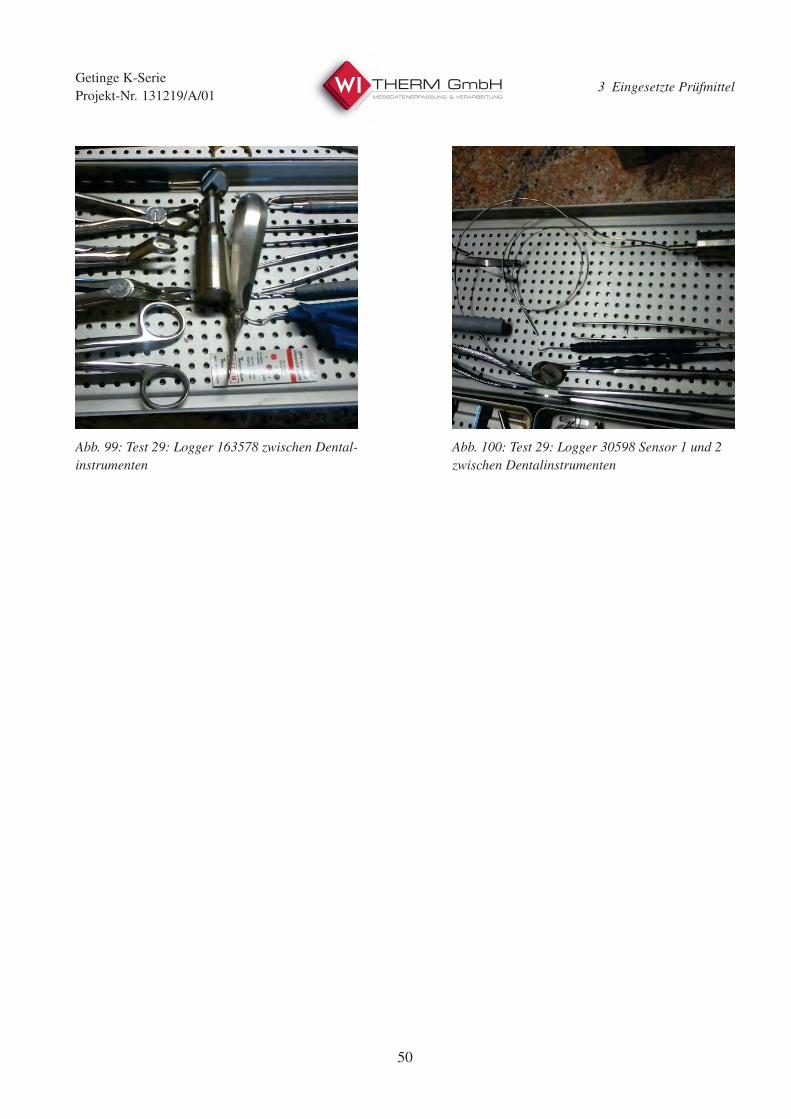
Abb. 96: Test 28: Logger 163578 zwischen Tü-chern im Container
Abb. 97: Test 28: Logger 30598 Sensor 1 und 2zwischen Tupfern und Kompressen im Container
Test 29: P04 Flash 134°C N, unverpackt
Beladung: Dentalinstrumente
Position der Sensoren:
163578 (T/P) zwischen Dentalinstrumenten unten
30598 Sensor 1 und 2 zwischen Dentalinstrumenten
oben
siehe Abbildungen 98 bis 100
Abb. 98: Test 29: Gesamtübersicht
49
Getinge K-Serie
Projekt-Nr. 131219/A/013 Eingesetzte Prüfmittel
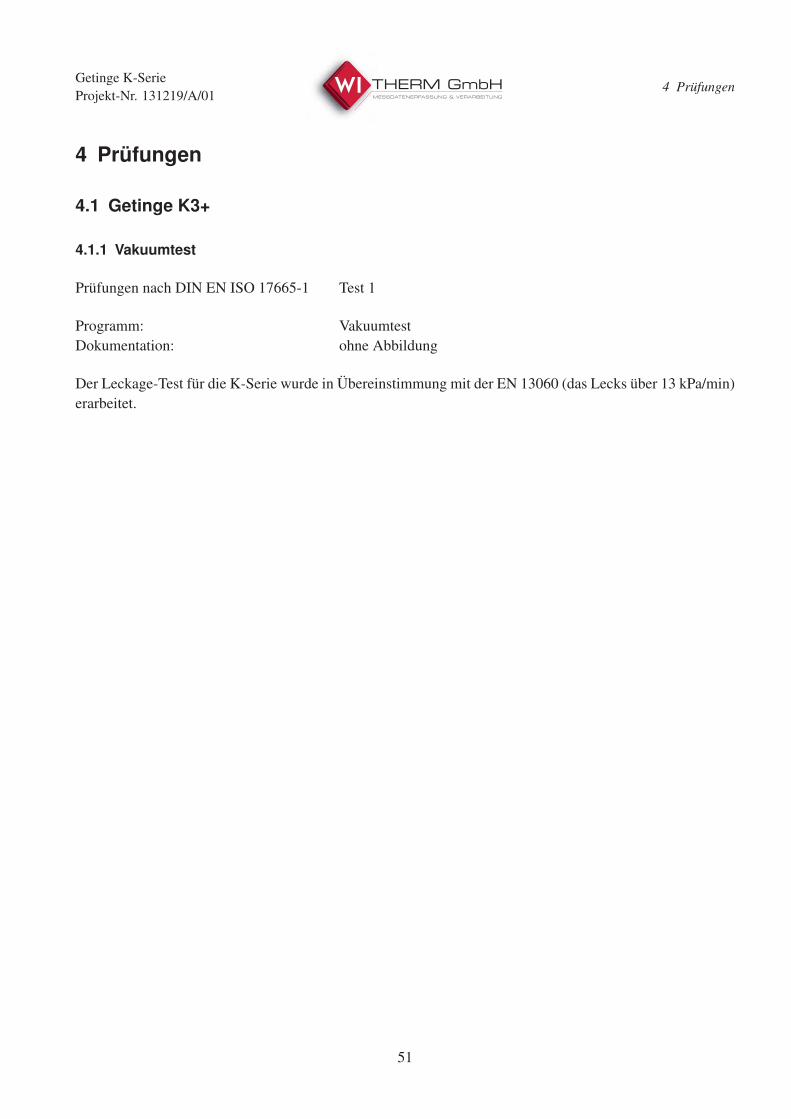
Abb. 99: Test 29: Logger 163578 zwischen Dental-instrumenten
Abb. 100: Test 29: Logger 30598 Sensor 1 und 2zwischen Dentalinstrumenten
50
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
4 Prüfungen
4.1 Getinge K3+
4.1.1 Vakuumtest
Prüfungen nach DIN EN ISO 17665-1 Test 1
Programm: Vakuumtest
Dokumentation: ohne Abbildung
Der Leckage-Test für die K-Serie wurde in Übereinstimmung mit der EN 13060 (das Lecks über 13 kPa/min)
erarbeitet.
51
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
52
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
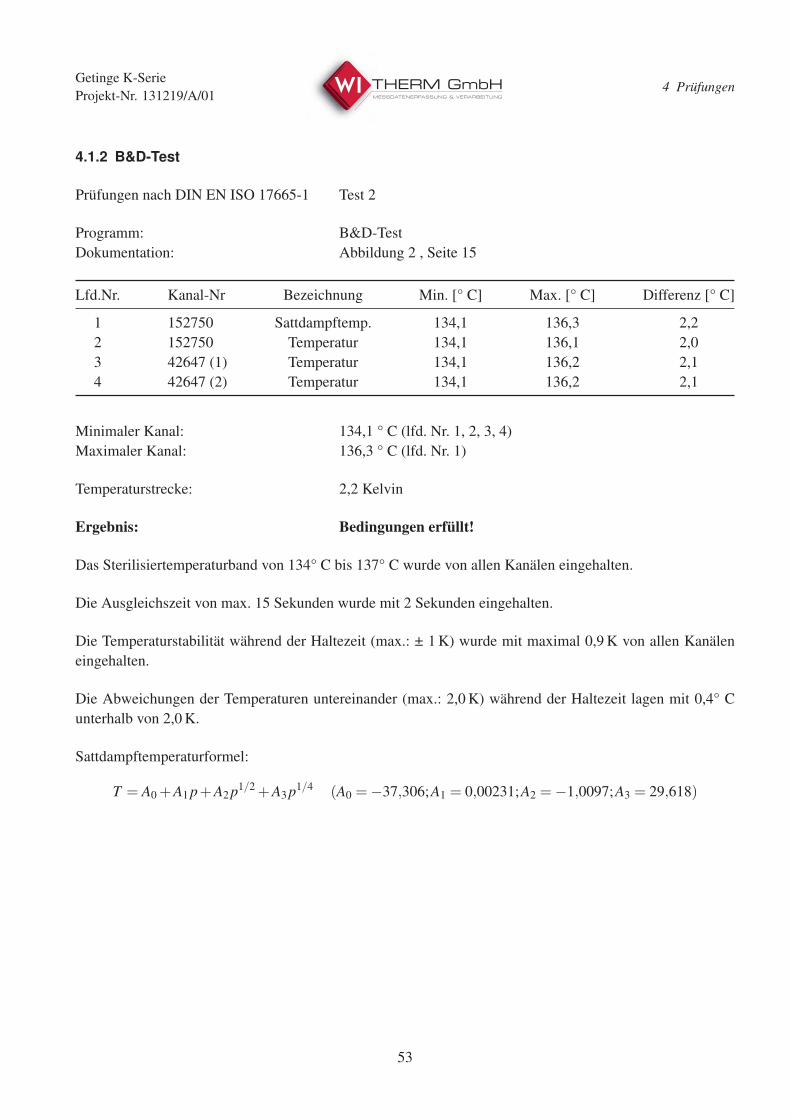
4.1.2 B&D-Test
Prüfungen nach DIN EN ISO 17665-1 Test 2
Programm: B&D-Test
Dokumentation: Abbildung 2 , Seite 15
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 152750 Sattdampftemp. 134,1 136,3 2,2
2 152750 Temperatur 134,1 136,1 2,0
3 42647 (1) Temperatur 134,1 136,2 2,1
4 42647 (2) Temperatur 134,1 136,2 2,1
Minimaler Kanal: 134,1 ° C (lfd. Nr. 1, 2, 3, 4)
Maximaler Kanal: 136,3 ° C (lfd. Nr. 1)
Temperaturstrecke: 2,2 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 2 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 0,9K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 0,4° C
unterhalb von 2,0K.
Sattdampftemperaturformel:
T = A0 +A1p+A2p1/2 +A3p1/4 (A0 =−37,306;A1 = 0,00231;A2 =−1,0097;A3 = 29,618)
53
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
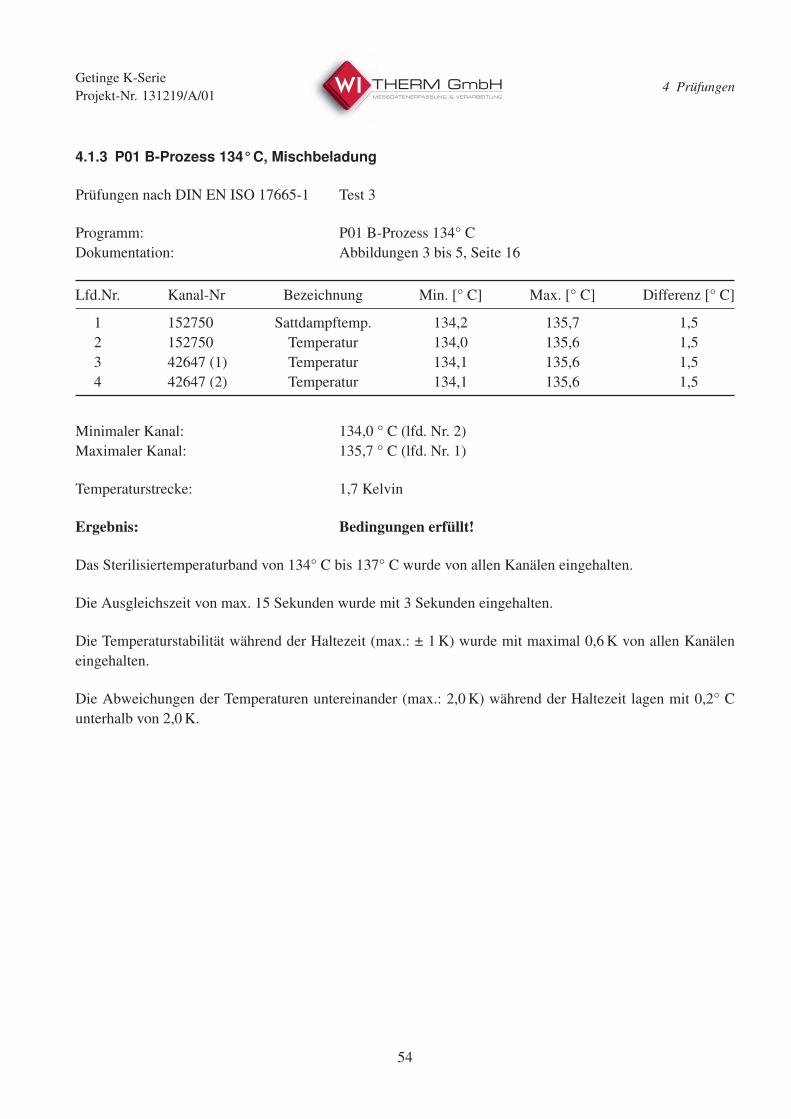
4.1.3 P01 B-Prozess 134°C, Mischbeladung
Prüfungen nach DIN EN ISO 17665-1 Test 3
Programm: P01 B-Prozess 134° C
Dokumentation: Abbildungen 3 bis 5, Seite 16
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 152750 Sattdampftemp. 134,2 135,7 1,5
2 152750 Temperatur 134,0 135,6 1,5
3 42647 (1) Temperatur 134,1 135,6 1,5
4 42647 (2) Temperatur 134,1 135,6 1,5
Minimaler Kanal: 134,0 ° C (lfd. Nr. 2)
Maximaler Kanal: 135,7 ° C (lfd. Nr. 1)
Temperaturstrecke: 1,7 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 3 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 0,6K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 0,2° C
unterhalb von 2,0K.
54
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
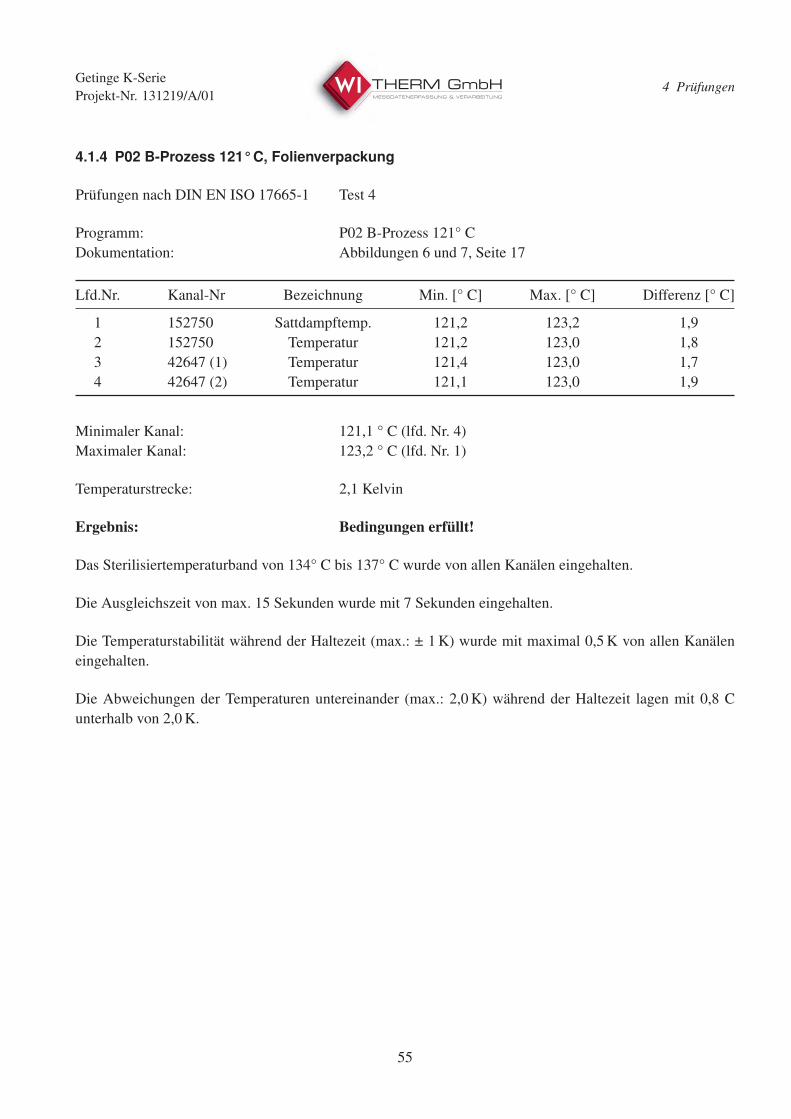
4.1.4 P02 B-Prozess 121°C, Folienverpackung
Prüfungen nach DIN EN ISO 17665-1 Test 4
Programm: P02 B-Prozess 121° C
Dokumentation: Abbildungen 6 und 7, Seite 17
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 152750 Sattdampftemp. 121,2 123,2 1,9
2 152750 Temperatur 121,2 123,0 1,8
3 42647 (1) Temperatur 121,4 123,0 1,7
4 42647 (2) Temperatur 121,1 123,0 1,9
Minimaler Kanal: 121,1 ° C (lfd. Nr. 4)
Maximaler Kanal: 123,2 ° C (lfd. Nr. 1)
Temperaturstrecke: 2,1 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 7 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 0,5K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 0,8 C
unterhalb von 2,0K.
55
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
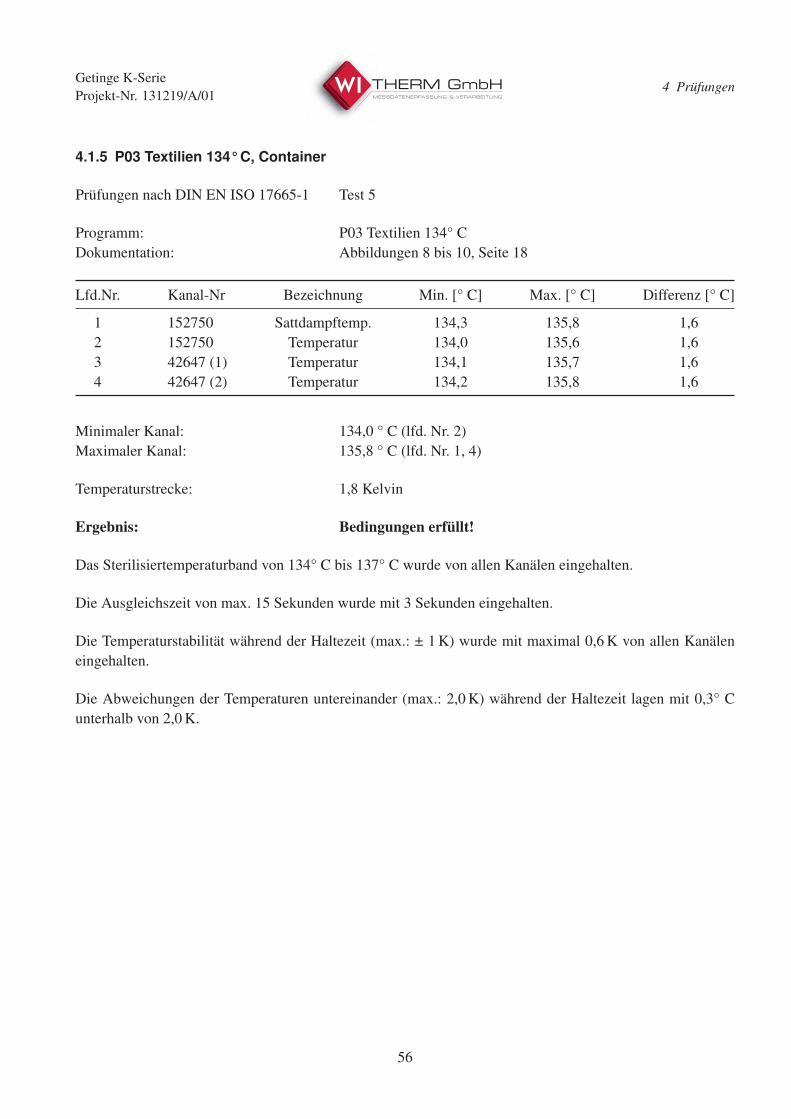
4.1.5 P03 Textilien 134°C, Container
Prüfungen nach DIN EN ISO 17665-1 Test 5
Programm: P03 Textilien 134° C
Dokumentation: Abbildungen 8 bis 10, Seite 18
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 152750 Sattdampftemp. 134,3 135,8 1,6
2 152750 Temperatur 134,0 135,6 1,6
3 42647 (1) Temperatur 134,1 135,7 1,6
4 42647 (2) Temperatur 134,2 135,8 1,6
Minimaler Kanal: 134,0 ° C (lfd. Nr. 2)
Maximaler Kanal: 135,8 ° C (lfd. Nr. 1, 4)
Temperaturstrecke: 1,8 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 3 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 0,6K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 0,3° C
unterhalb von 2,0K.
56
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
4.2 Getinge K5+
4.2.1 Vakuumtest
Prüfungen nach DIN EN ISO 17665-1 Test 6
Programm: Vakuumtest
Dokumentation: Abbildung 11 , Seite 19
Der Leckage-Test für die K-Serie wurde in Übereinstimmung mit der EN 13060 (das Lecks über 13 kPa/min)
erarbeitet.
57

Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
58
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
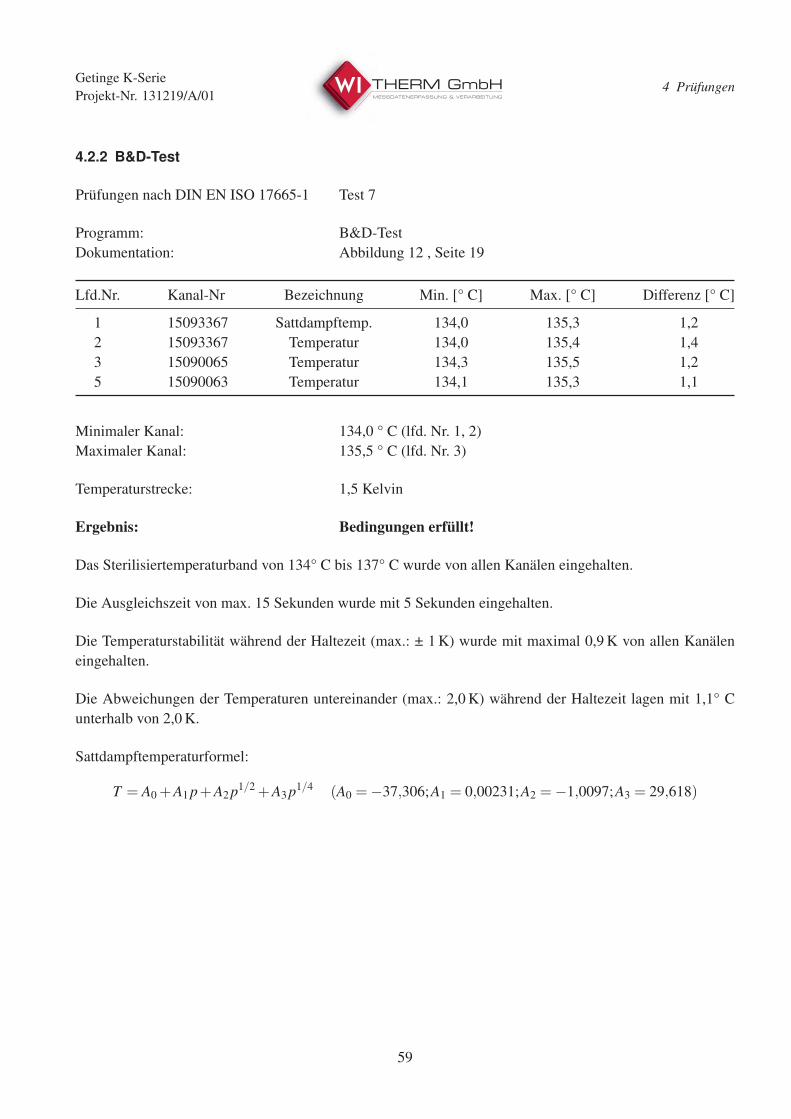
4.2.2 B&D-Test
Prüfungen nach DIN EN ISO 17665-1 Test 7
Programm: B&D-Test
Dokumentation: Abbildung 12 , Seite 19
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 15093367 Sattdampftemp. 134,0 135,3 1,2
2 15093367 Temperatur 134,0 135,4 1,4
3 15090065 Temperatur 134,3 135,5 1,2
5 15090063 Temperatur 134,1 135,3 1,1
Minimaler Kanal: 134,0 ° C (lfd. Nr. 1, 2)
Maximaler Kanal: 135,5 ° C (lfd. Nr. 3)
Temperaturstrecke: 1,5 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 5 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 0,9K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 1,1° C
unterhalb von 2,0K.
Sattdampftemperaturformel:
T = A0 +A1p+A2p1/2 +A3p1/4 (A0 =−37,306;A1 = 0,00231;A2 =−1,0097;A3 = 29,618)
59
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
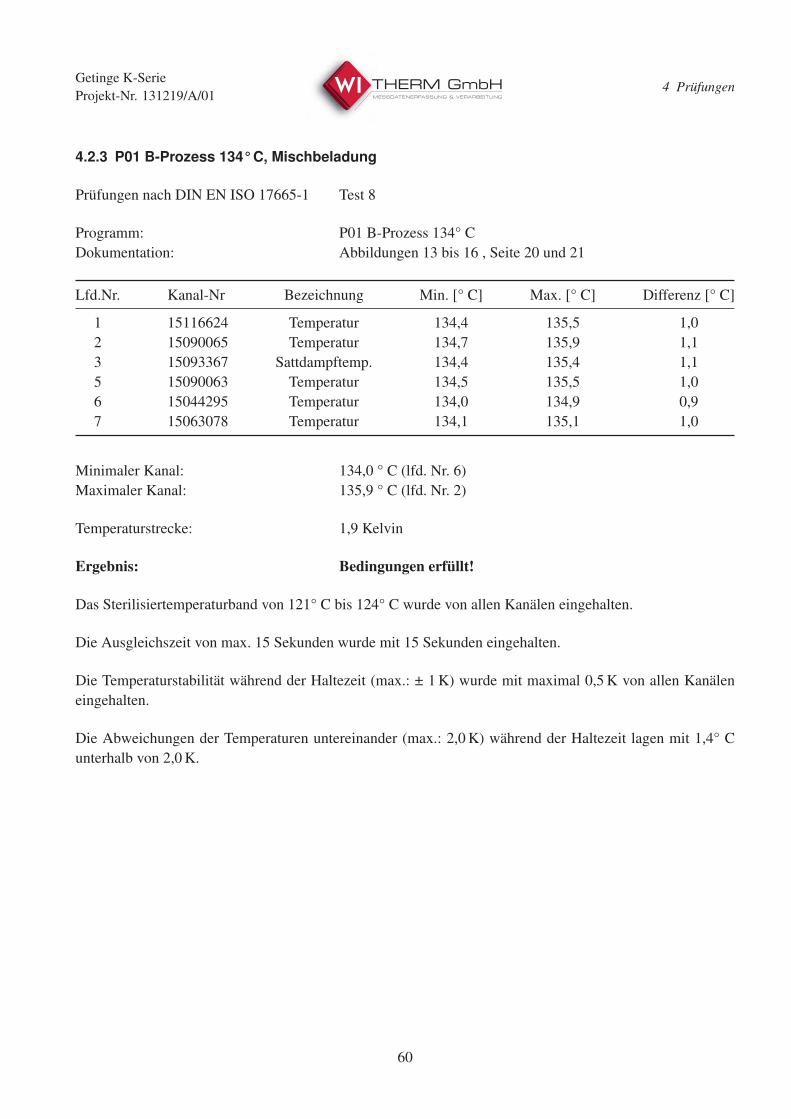
4.2.3 P01 B-Prozess 134°C, Mischbeladung
Prüfungen nach DIN EN ISO 17665-1 Test 8
Programm: P01 B-Prozess 134° C
Dokumentation: Abbildungen 13 bis 16 , Seite 20 und 21
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 15116624 Temperatur 134,4 135,5 1,0
2 15090065 Temperatur 134,7 135,9 1,1
3 15093367 Sattdampftemp. 134,4 135,4 1,1
5 15090063 Temperatur 134,5 135,5 1,0
6 15044295 Temperatur 134,0 134,9 0,9
7 15063078 Temperatur 134,1 135,1 1,0
Minimaler Kanal: 134,0 ° C (lfd. Nr. 6)
Maximaler Kanal: 135,9 ° C (lfd. Nr. 2)
Temperaturstrecke: 1,9 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 121° C bis 124° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 15 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 0,5K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 1,4° C
unterhalb von 2,0K.
60
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
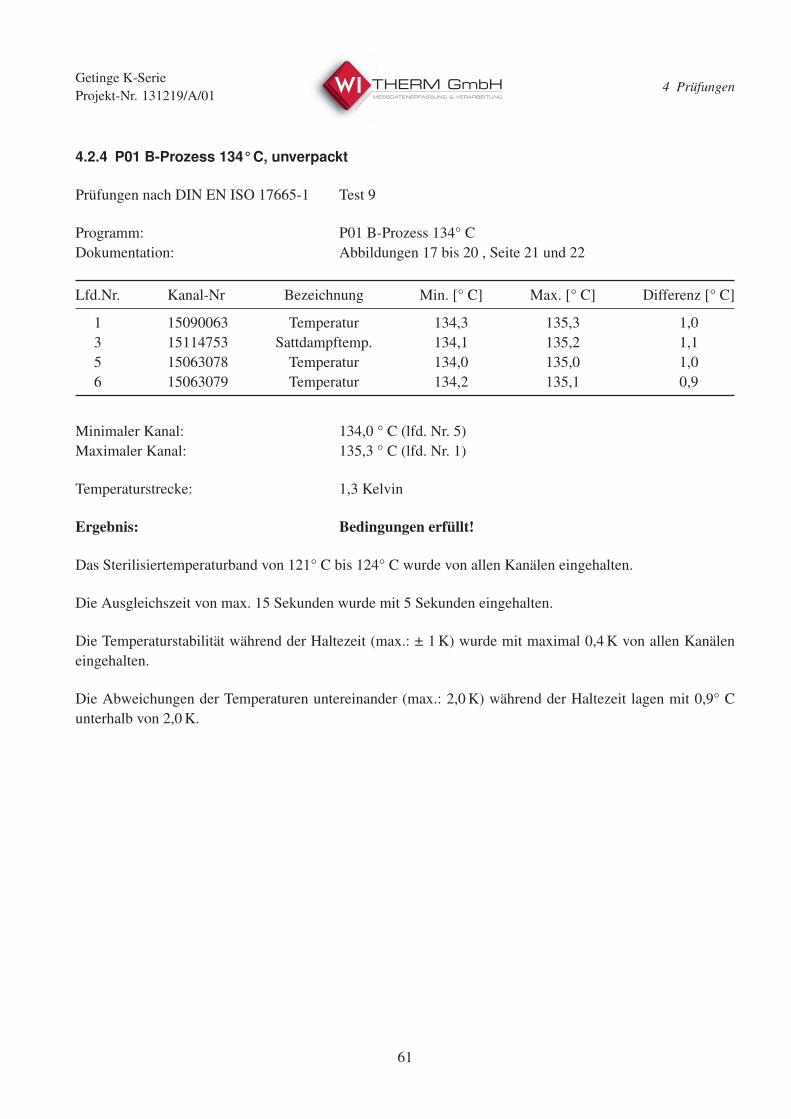
4.2.4 P01 B-Prozess 134°C, unverpackt
Prüfungen nach DIN EN ISO 17665-1 Test 9
Programm: P01 B-Prozess 134° C
Dokumentation: Abbildungen 17 bis 20 , Seite 21 und 22
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 15090063 Temperatur 134,3 135,3 1,0
3 15114753 Sattdampftemp. 134,1 135,2 1,1
5 15063078 Temperatur 134,0 135,0 1,0
6 15063079 Temperatur 134,2 135,1 0,9
Minimaler Kanal: 134,0 ° C (lfd. Nr. 5)
Maximaler Kanal: 135,3 ° C (lfd. Nr. 1)
Temperaturstrecke: 1,3 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 121° C bis 124° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 5 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 0,4K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 0,9° C
unterhalb von 2,0K.
61
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
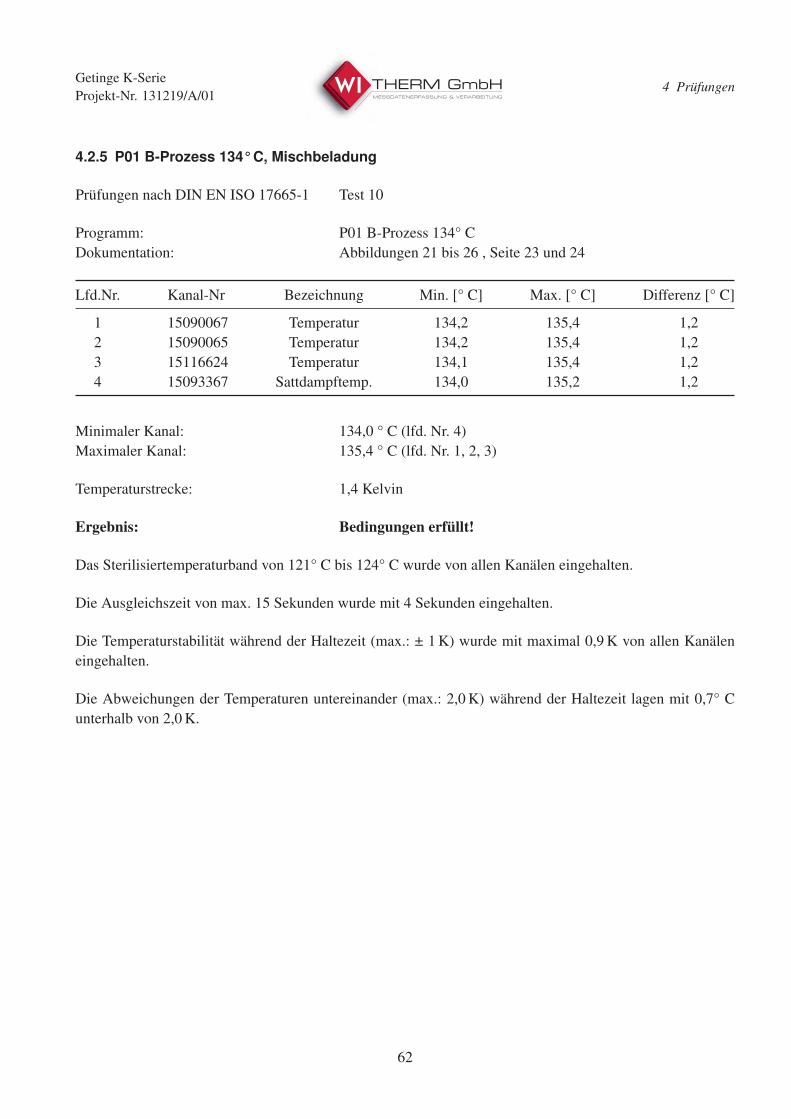
4.2.5 P01 B-Prozess 134°C, Mischbeladung
Prüfungen nach DIN EN ISO 17665-1 Test 10
Programm: P01 B-Prozess 134° C
Dokumentation: Abbildungen 21 bis 26 , Seite 23 und 24
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 15090067 Temperatur 134,2 135,4 1,2
2 15090065 Temperatur 134,2 135,4 1,2
3 15116624 Temperatur 134,1 135,4 1,2
4 15093367 Sattdampftemp. 134,0 135,2 1,2
Minimaler Kanal: 134,0 ° C (lfd. Nr. 4)
Maximaler Kanal: 135,4 ° C (lfd. Nr. 1, 2, 3)
Temperaturstrecke: 1,4 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 121° C bis 124° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 4 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 0,9K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 0,7° C
unterhalb von 2,0K.
62
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
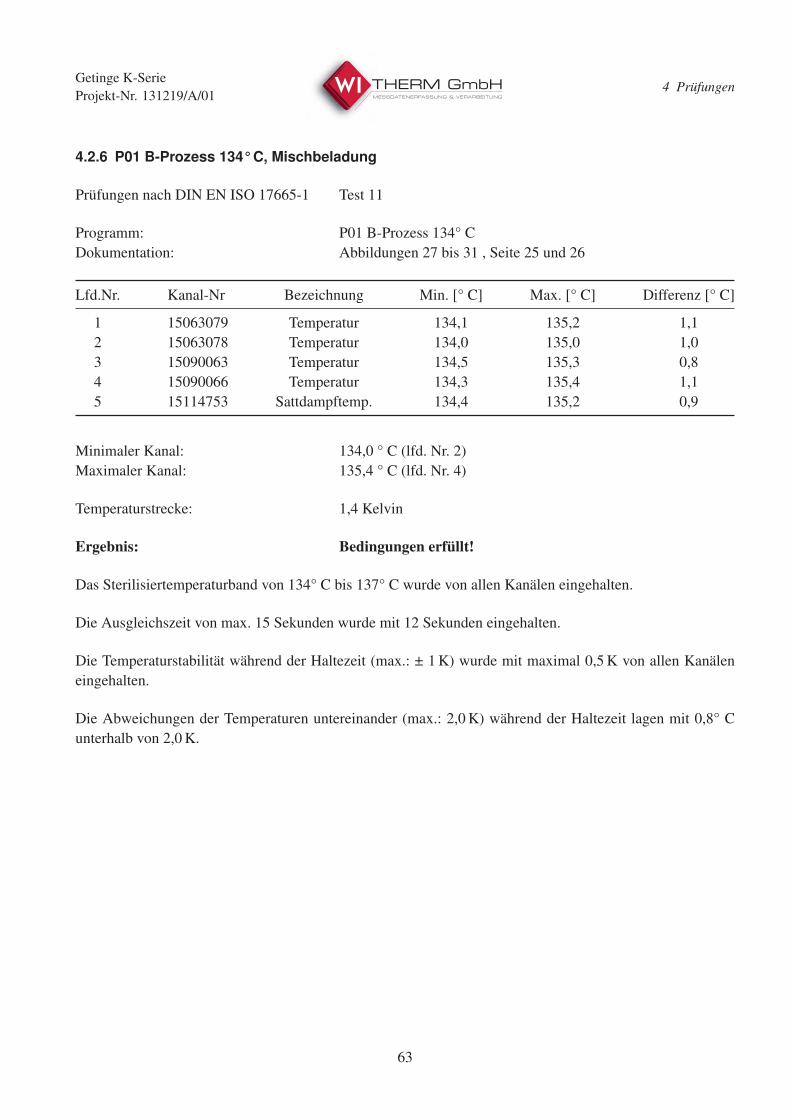
4.2.6 P01 B-Prozess 134°C, Mischbeladung
Prüfungen nach DIN EN ISO 17665-1 Test 11
Programm: P01 B-Prozess 134° C
Dokumentation: Abbildungen 27 bis 31 , Seite 25 und 26
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 15063079 Temperatur 134,1 135,2 1,1
2 15063078 Temperatur 134,0 135,0 1,0
3 15090063 Temperatur 134,5 135,3 0,8
4 15090066 Temperatur 134,3 135,4 1,1
5 15114753 Sattdampftemp. 134,4 135,2 0,9
Minimaler Kanal: 134,0 ° C (lfd. Nr. 2)
Maximaler Kanal: 135,4 ° C (lfd. Nr. 4)
Temperaturstrecke: 1,4 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 12 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 0,5K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 0,8° C
unterhalb von 2,0K.
63
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
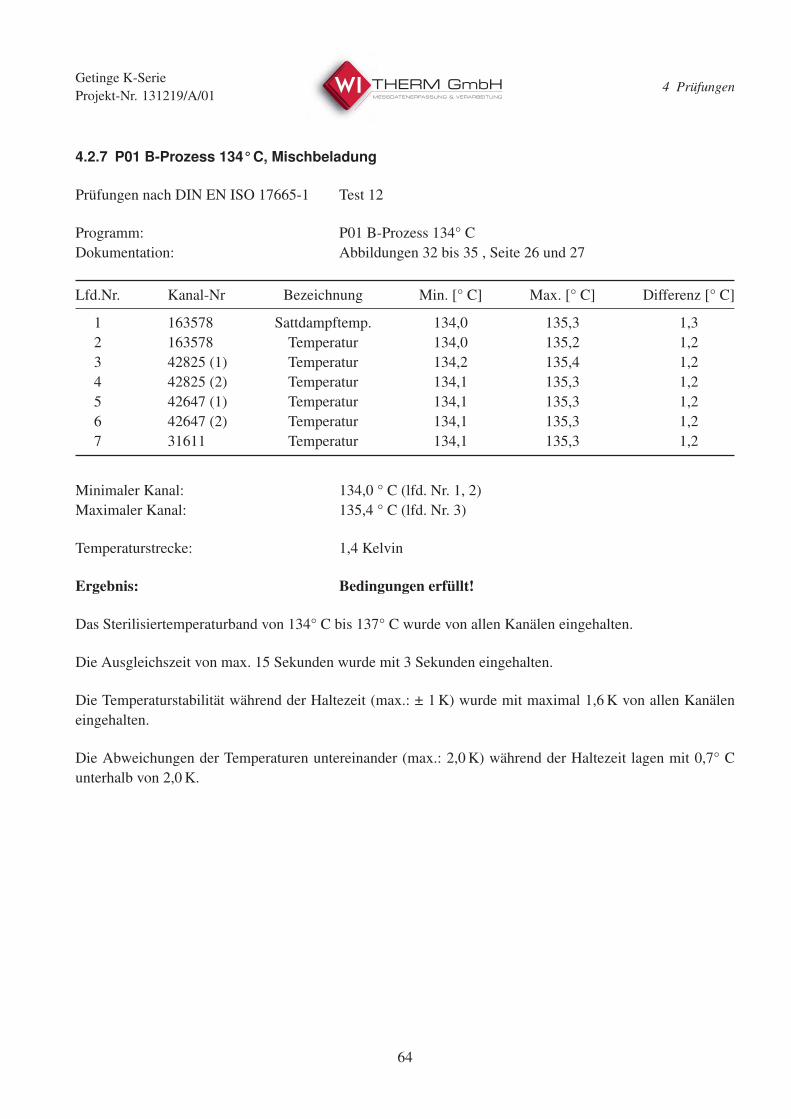
4.2.7 P01 B-Prozess 134°C, Mischbeladung
Prüfungen nach DIN EN ISO 17665-1 Test 12
Programm: P01 B-Prozess 134° C
Dokumentation: Abbildungen 32 bis 35 , Seite 26 und 27
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 163578 Sattdampftemp. 134,0 135,3 1,3
2 163578 Temperatur 134,0 135,2 1,2
3 42825 (1) Temperatur 134,2 135,4 1,2
4 42825 (2) Temperatur 134,1 135,3 1,2
5 42647 (1) Temperatur 134,1 135,3 1,2
6 42647 (2) Temperatur 134,1 135,3 1,2
7 31611 Temperatur 134,1 135,3 1,2
Minimaler Kanal: 134,0 ° C (lfd. Nr. 1, 2)
Maximaler Kanal: 135,4 ° C (lfd. Nr. 3)
Temperaturstrecke: 1,4 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 3 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 1,6K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 0,7° C
unterhalb von 2,0K.
64
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
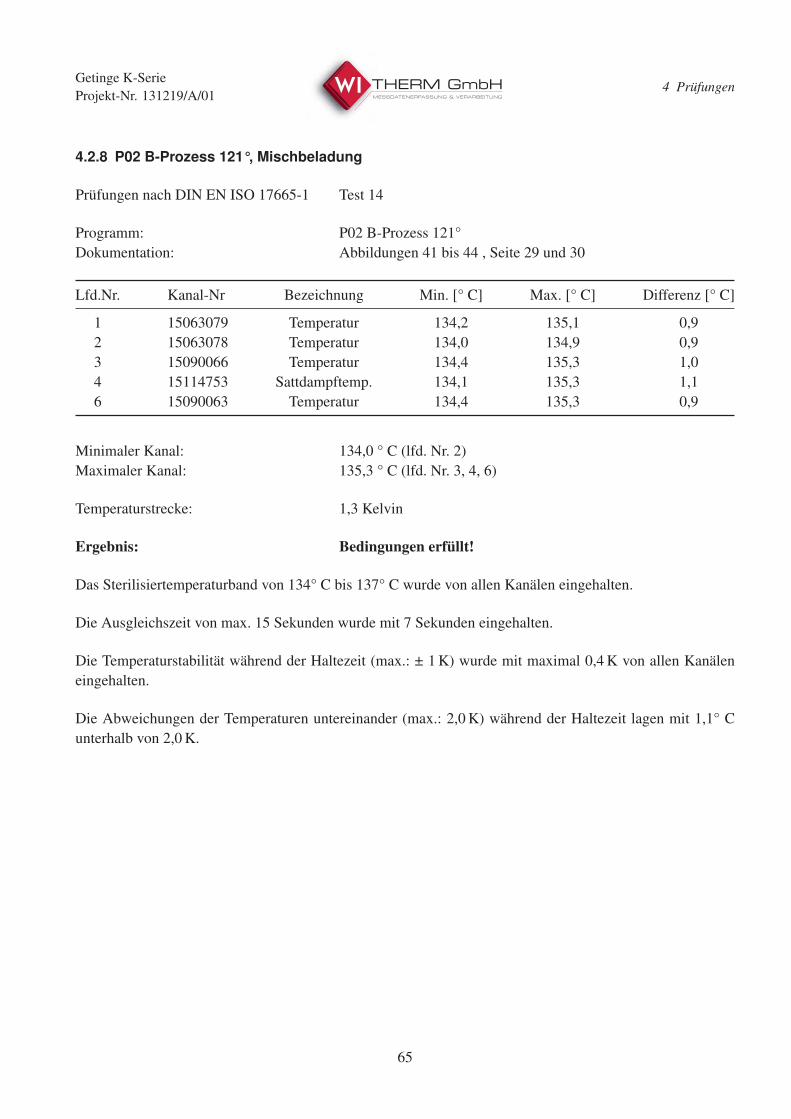
4.2.8 P02 B-Prozess 121°, Mischbeladung
Prüfungen nach DIN EN ISO 17665-1 Test 14
Programm: P02 B-Prozess 121°
Dokumentation: Abbildungen 41 bis 44 , Seite 29 und 30
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 15063079 Temperatur 134,2 135,1 0,9
2 15063078 Temperatur 134,0 134,9 0,9
3 15090066 Temperatur 134,4 135,3 1,0
4 15114753 Sattdampftemp. 134,1 135,3 1,1
6 15090063 Temperatur 134,4 135,3 0,9
Minimaler Kanal: 134,0 ° C (lfd. Nr. 2)
Maximaler Kanal: 135,3 ° C (lfd. Nr. 3, 4, 6)
Temperaturstrecke: 1,3 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 7 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 0,4K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 1,1° C
unterhalb von 2,0K.
65
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
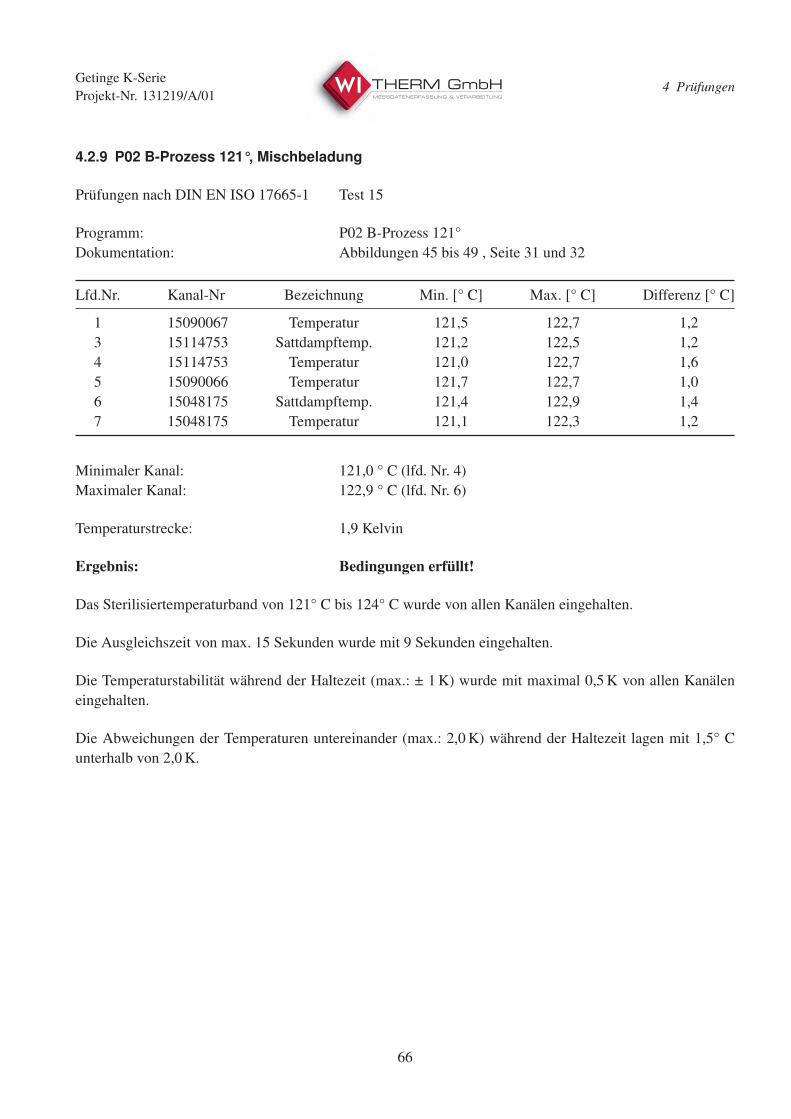
4.2.9 P02 B-Prozess 121°, Mischbeladung
Prüfungen nach DIN EN ISO 17665-1 Test 15
Programm: P02 B-Prozess 121°
Dokumentation: Abbildungen 45 bis 49 , Seite 31 und 32
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 15090067 Temperatur 121,5 122,7 1,2
3 15114753 Sattdampftemp. 121,2 122,5 1,2
4 15114753 Temperatur 121,0 122,7 1,6
5 15090066 Temperatur 121,7 122,7 1,0
6 15048175 Sattdampftemp. 121,4 122,9 1,4
7 15048175 Temperatur 121,1 122,3 1,2
Minimaler Kanal: 121,0 ° C (lfd. Nr. 4)
Maximaler Kanal: 122,9 ° C (lfd. Nr. 6)
Temperaturstrecke: 1,9 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 121° C bis 124° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 9 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 0,5K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 1,5° C
unterhalb von 2,0K.
66

Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
4.2.10 P02 B-Prozess 121°, Folienverpackung
Prüfungen nach DIN EN ISO 17665-1 Test 16
Programm: P02 B-Prozess 121°
Dokumentation: Abbildungen 50 bis 55 , Seite 32 bis 34
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 42647 (1) Temperatur 121,2 122,9 1,7
2 42647 (2) Temperatur 121,3 124,3 3,0
3 42825 (1) Temperatur 121,1 122,7 1,6
4 42825 (2) Temperatur 121,2 122,7 1,6
5 31611 Temperatur 121,1 122,7 1,6
6 163578 Sattdampftemp. 121,0 122,6 1,5
7 163578 Temperatur 121,0 122,6 1,5
Minimaler Kanal: 121,0 ° C (lfd. Nr. 6, 7)
Maximaler Kanal: 124,3 ° C (lfd. Nr. 2)
Temperaturstrecke: 3,3 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 121° C bis 124° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit unter 8 Sekunde eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 0,6K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 2,9° C
oberhalb von 2,0K.
67
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
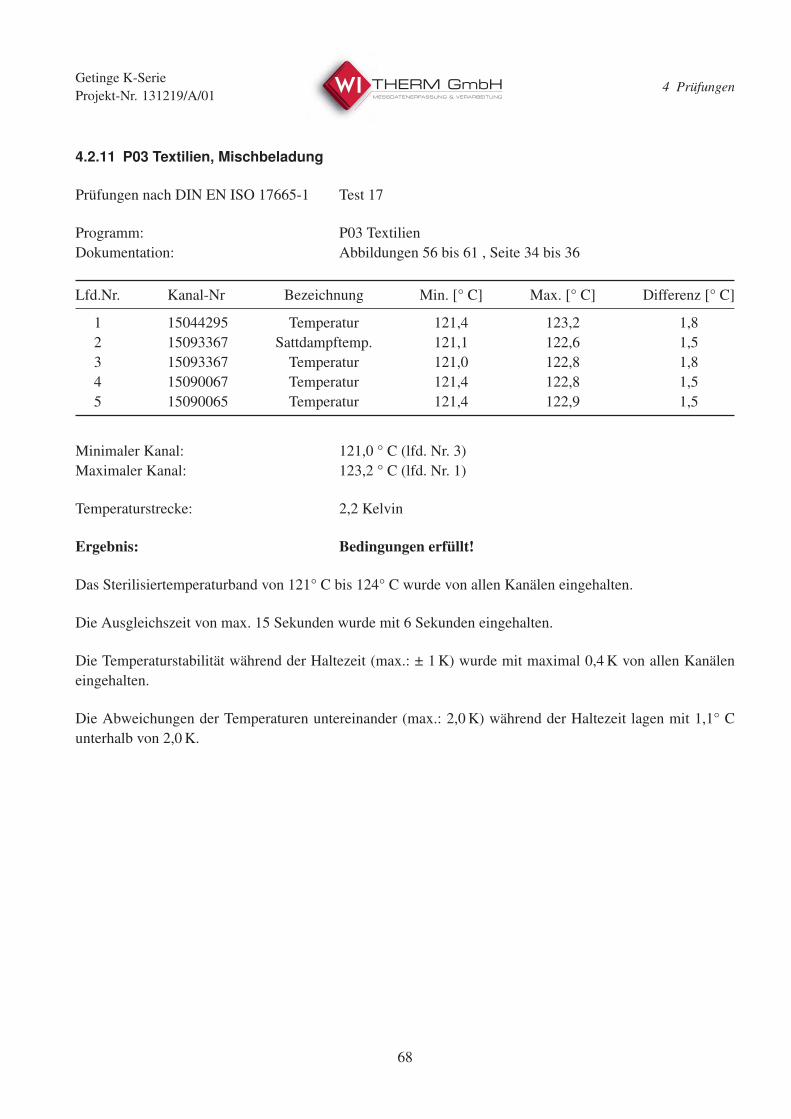
4.2.11 P03 Textilien, Mischbeladung
Prüfungen nach DIN EN ISO 17665-1 Test 17
Programm: P03 Textilien
Dokumentation: Abbildungen 56 bis 61 , Seite 34 bis 36
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 15044295 Temperatur 121,4 123,2 1,8
2 15093367 Sattdampftemp. 121,1 122,6 1,5
3 15093367 Temperatur 121,0 122,8 1,8
4 15090067 Temperatur 121,4 122,8 1,5
5 15090065 Temperatur 121,4 122,9 1,5
Minimaler Kanal: 121,0 ° C (lfd. Nr. 3)
Maximaler Kanal: 123,2 ° C (lfd. Nr. 1)
Temperaturstrecke: 2,2 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 121° C bis 124° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 6 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 0,4K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 1,1° C
unterhalb von 2,0K.
68
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
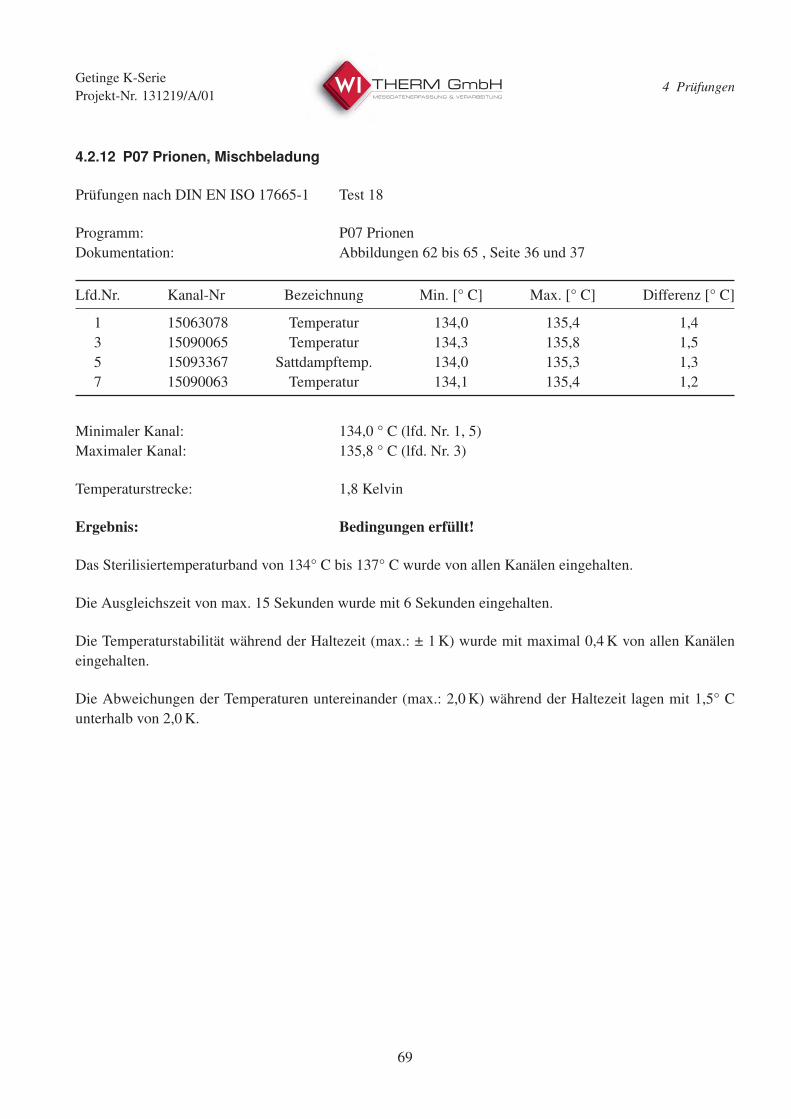
4.2.12 P07 Prionen, Mischbeladung
Prüfungen nach DIN EN ISO 17665-1 Test 18
Programm: P07 Prionen
Dokumentation: Abbildungen 62 bis 65 , Seite 36 und 37
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 15063078 Temperatur 134,0 135,4 1,4
3 15090065 Temperatur 134,3 135,8 1,5
5 15093367 Sattdampftemp. 134,0 135,3 1,3
7 15090063 Temperatur 134,1 135,4 1,2
Minimaler Kanal: 134,0 ° C (lfd. Nr. 1, 5)
Maximaler Kanal: 135,8 ° C (lfd. Nr. 3)
Temperaturstrecke: 1,8 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 6 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 0,4K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 1,5° C
unterhalb von 2,0K.
69
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
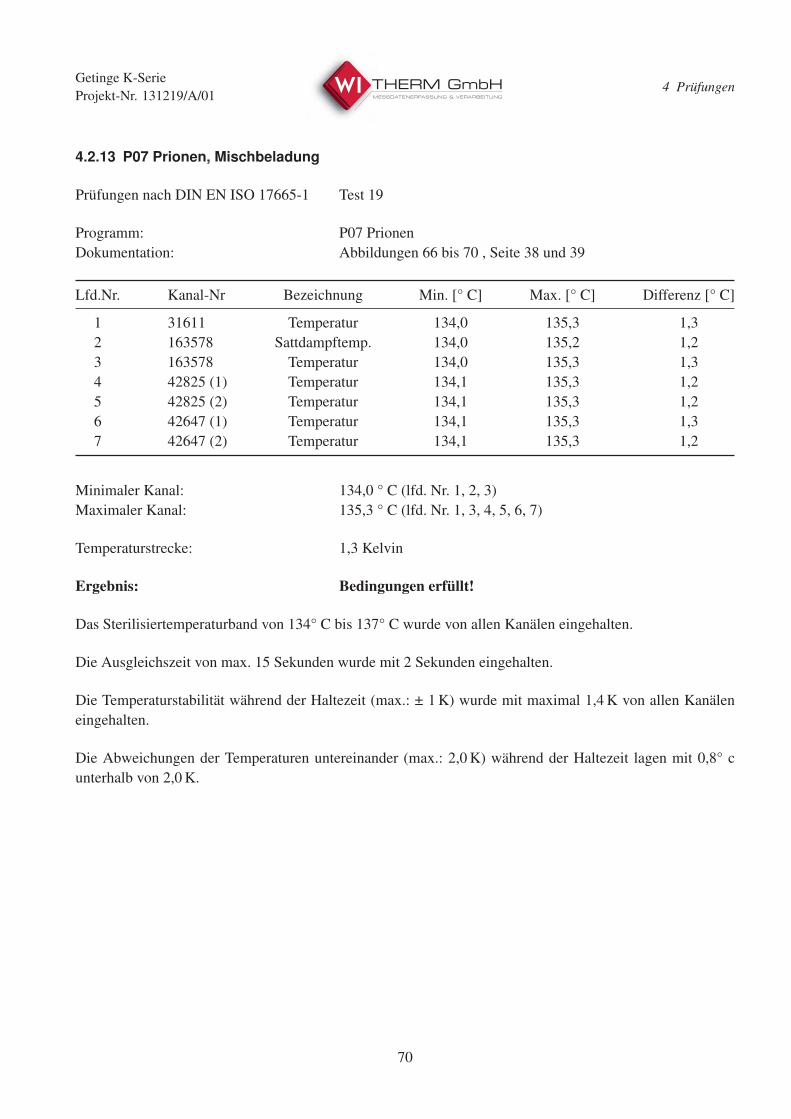
4.2.13 P07 Prionen, Mischbeladung
Prüfungen nach DIN EN ISO 17665-1 Test 19
Programm: P07 Prionen
Dokumentation: Abbildungen 66 bis 70 , Seite 38 und 39
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 31611 Temperatur 134,0 135,3 1,3
2 163578 Sattdampftemp. 134,0 135,2 1,2
3 163578 Temperatur 134,0 135,3 1,3
4 42825 (1) Temperatur 134,1 135,3 1,2
5 42825 (2) Temperatur 134,1 135,3 1,2
6 42647 (1) Temperatur 134,1 135,3 1,3
7 42647 (2) Temperatur 134,1 135,3 1,2
Minimaler Kanal: 134,0 ° C (lfd. Nr. 1, 2, 3)
Maximaler Kanal: 135,3 ° C (lfd. Nr. 1, 3, 4, 5, 6, 7)
Temperaturstrecke: 1,3 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 2 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 1,4K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 0,8° c
unterhalb von 2,0K.
70
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
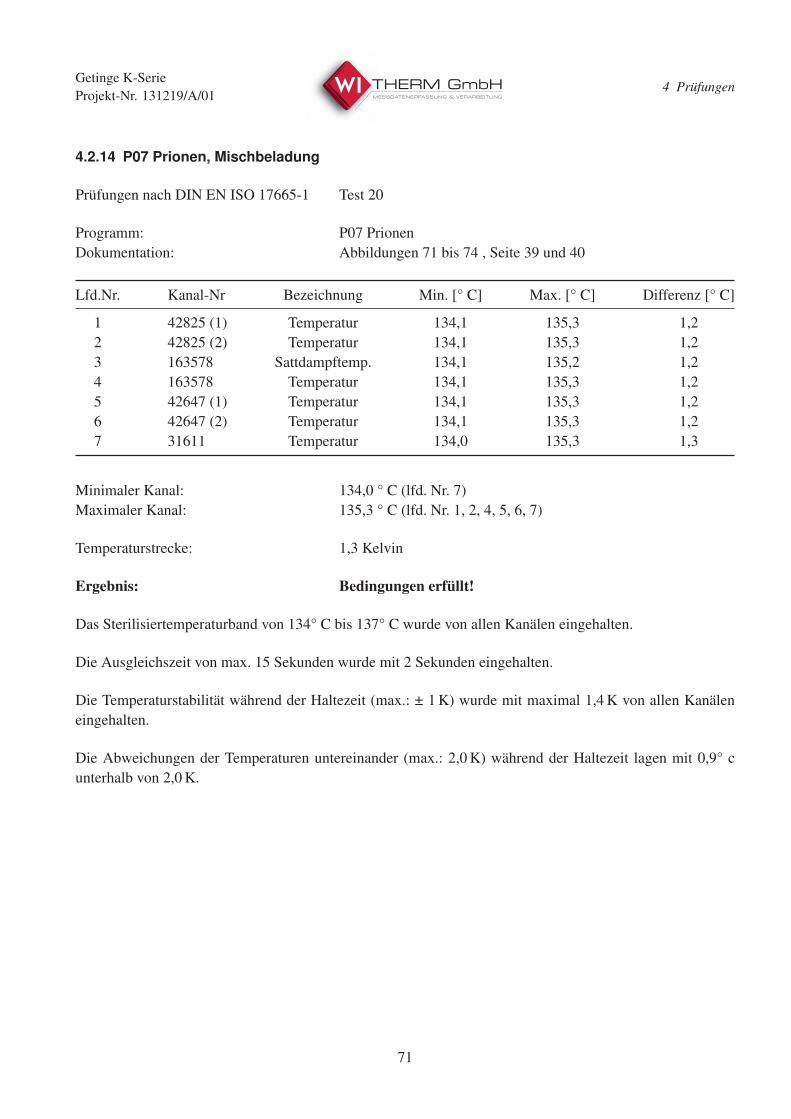
4.2.14 P07 Prionen, Mischbeladung
Prüfungen nach DIN EN ISO 17665-1 Test 20
Programm: P07 Prionen
Dokumentation: Abbildungen 71 bis 74 , Seite 39 und 40
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 42825 (1) Temperatur 134,1 135,3 1,2
2 42825 (2) Temperatur 134,1 135,3 1,2
3 163578 Sattdampftemp. 134,1 135,2 1,2
4 163578 Temperatur 134,1 135,3 1,2
5 42647 (1) Temperatur 134,1 135,3 1,2
6 42647 (2) Temperatur 134,1 135,3 1,2
7 31611 Temperatur 134,0 135,3 1,3
Minimaler Kanal: 134,0 ° C (lfd. Nr. 7)
Maximaler Kanal: 135,3 ° C (lfd. Nr. 1, 2, 4, 5, 6, 7)
Temperaturstrecke: 1,3 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 2 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 1,4K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 0,9° c
unterhalb von 2,0K.
71
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
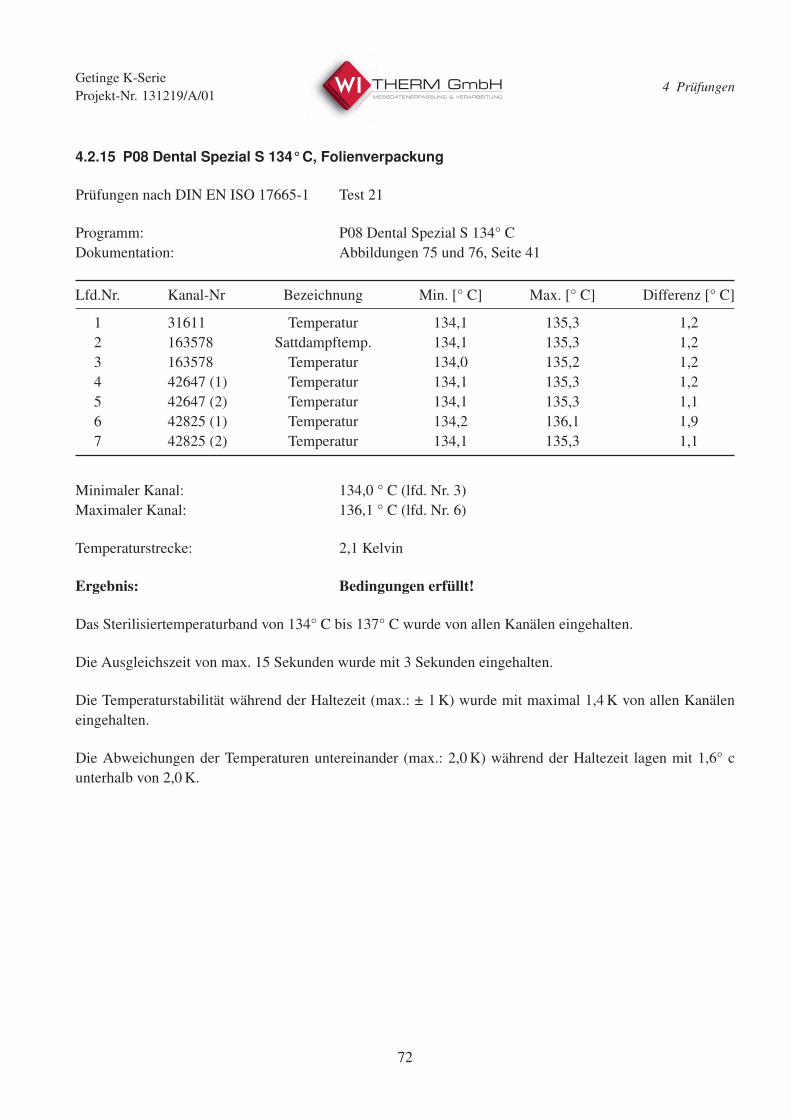
4.2.15 P08 Dental Spezial S 134°C, Folienverpackung
Prüfungen nach DIN EN ISO 17665-1 Test 21
Programm: P08 Dental Spezial S 134° C
Dokumentation: Abbildungen 75 und 76, Seite 41
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 31611 Temperatur 134,1 135,3 1,2
2 163578 Sattdampftemp. 134,1 135,3 1,2
3 163578 Temperatur 134,0 135,2 1,2
4 42647 (1) Temperatur 134,1 135,3 1,2
5 42647 (2) Temperatur 134,1 135,3 1,1
6 42825 (1) Temperatur 134,2 136,1 1,9
7 42825 (2) Temperatur 134,1 135,3 1,1
Minimaler Kanal: 134,0 ° C (lfd. Nr. 3)
Maximaler Kanal: 136,1 ° C (lfd. Nr. 6)
Temperaturstrecke: 2,1 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 3 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 1,4K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 1,6° c
unterhalb von 2,0K.
72
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
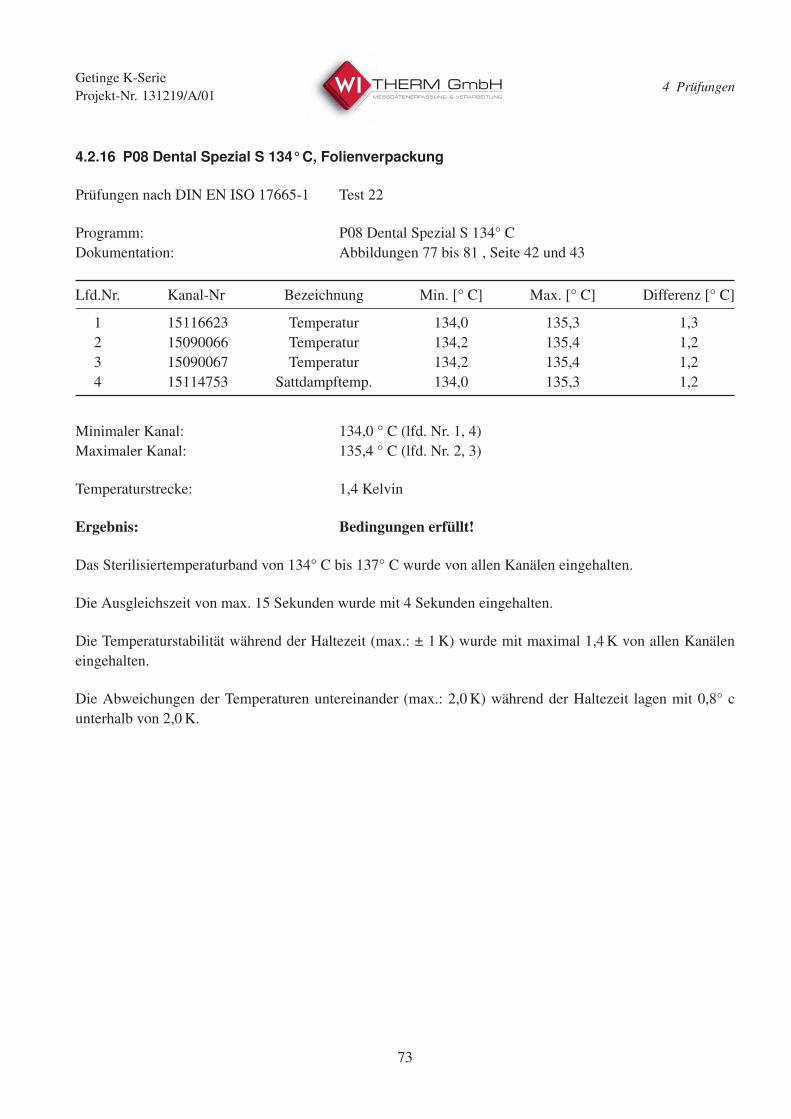
4.2.16 P08 Dental Spezial S 134°C, Folienverpackung
Prüfungen nach DIN EN ISO 17665-1 Test 22
Programm: P08 Dental Spezial S 134° C
Dokumentation: Abbildungen 77 bis 81 , Seite 42 und 43
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 15116623 Temperatur 134,0 135,3 1,3
2 15090066 Temperatur 134,2 135,4 1,2
3 15090067 Temperatur 134,2 135,4 1,2
4 15114753 Sattdampftemp. 134,0 135,3 1,2
Minimaler Kanal: 134,0 ° C (lfd. Nr. 1, 4)
Maximaler Kanal: 135,4 ° C (lfd. Nr. 2, 3)
Temperaturstrecke: 1,4 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 4 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 1,4K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 0,8° c
unterhalb von 2,0K.
73
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
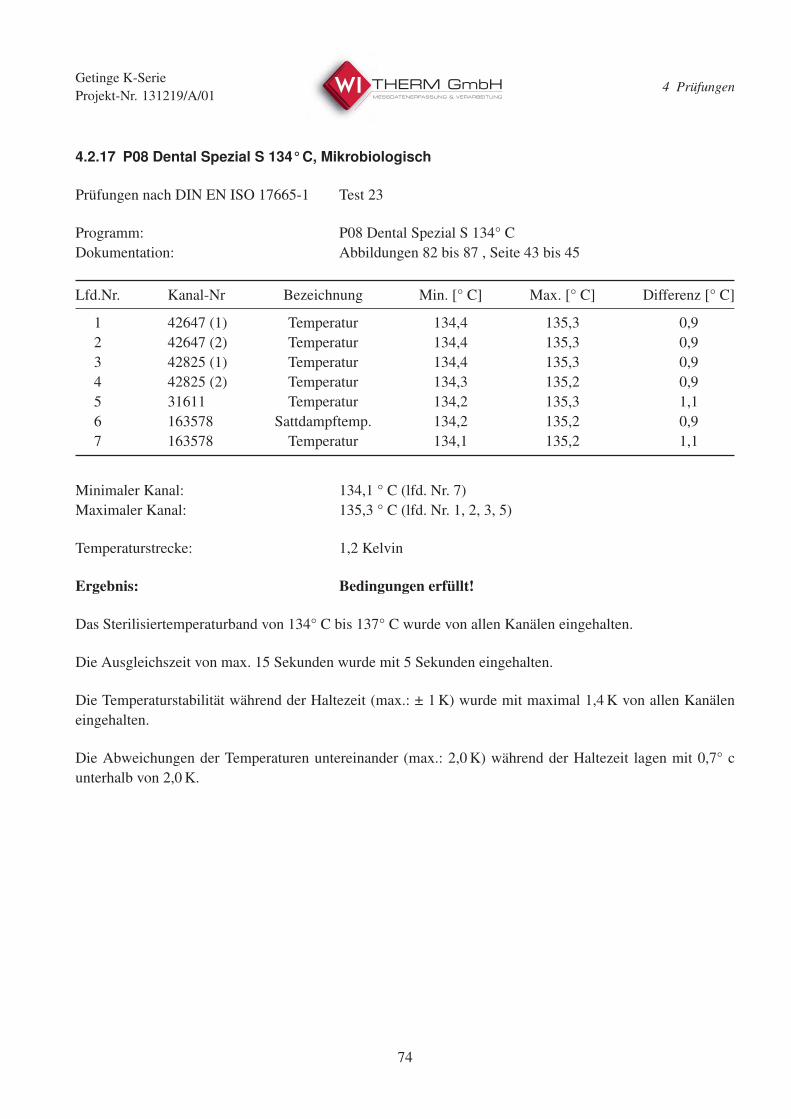
4.2.17 P08 Dental Spezial S 134°C, Mikrobiologisch
Prüfungen nach DIN EN ISO 17665-1 Test 23
Programm: P08 Dental Spezial S 134° C
Dokumentation: Abbildungen 82 bis 87 , Seite 43 bis 45
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 42647 (1) Temperatur 134,4 135,3 0,9
2 42647 (2) Temperatur 134,4 135,3 0,9
3 42825 (1) Temperatur 134,4 135,3 0,9
4 42825 (2) Temperatur 134,3 135,2 0,9
5 31611 Temperatur 134,2 135,3 1,1
6 163578 Sattdampftemp. 134,2 135,2 0,9
7 163578 Temperatur 134,1 135,2 1,1
Minimaler Kanal: 134,1 ° C (lfd. Nr. 7)
Maximaler Kanal: 135,3 ° C (lfd. Nr. 1, 2, 3, 5)
Temperaturstrecke: 1,2 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 5 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 1,4K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 0,7° c
unterhalb von 2,0K.
74
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
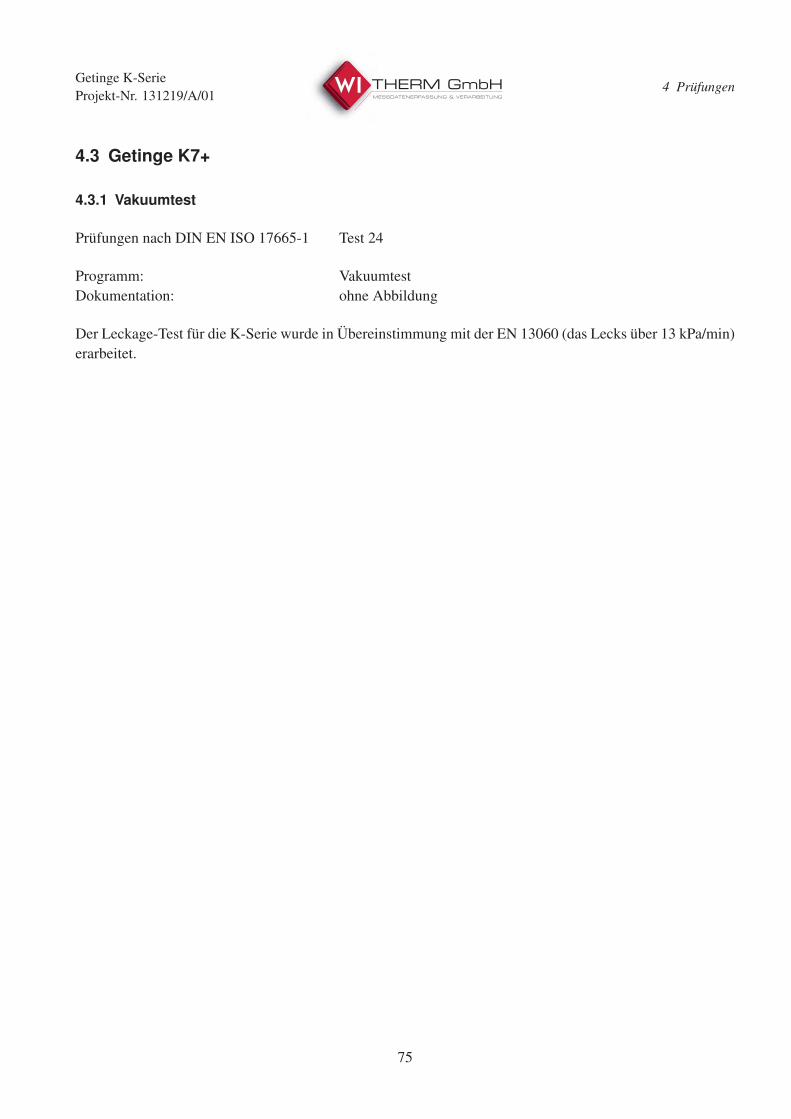
4.3 Getinge K7+
4.3.1 Vakuumtest
Prüfungen nach DIN EN ISO 17665-1 Test 24
Programm: Vakuumtest
Dokumentation: ohne Abbildung
Der Leckage-Test für die K-Serie wurde in Übereinstimmung mit der EN 13060 (das Lecks über 13 kPa/min)
erarbeitet.
75

Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
76
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
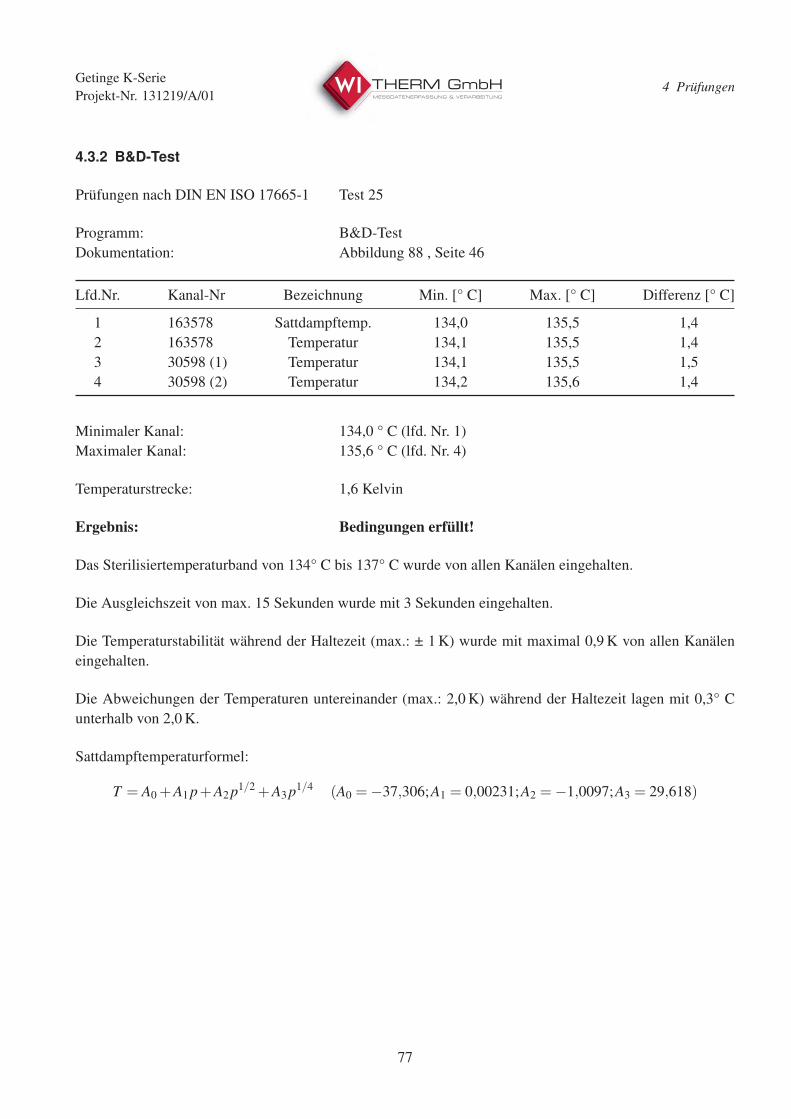
4.3.2 B&D-Test
Prüfungen nach DIN EN ISO 17665-1 Test 25
Programm: B&D-Test
Dokumentation: Abbildung 88 , Seite 46
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 163578 Sattdampftemp. 134,0 135,5 1,4
2 163578 Temperatur 134,1 135,5 1,4
3 30598 (1) Temperatur 134,1 135,5 1,5
4 30598 (2) Temperatur 134,2 135,6 1,4
Minimaler Kanal: 134,0 ° C (lfd. Nr. 1)
Maximaler Kanal: 135,6 ° C (lfd. Nr. 4)
Temperaturstrecke: 1,6 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 3 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 0,9K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 0,3° C
unterhalb von 2,0K.
Sattdampftemperaturformel:
T = A0 +A1p+A2p1/2 +A3p1/4 (A0 =−37,306;A1 = 0,00231;A2 =−1,0097;A3 = 29,618)
77
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
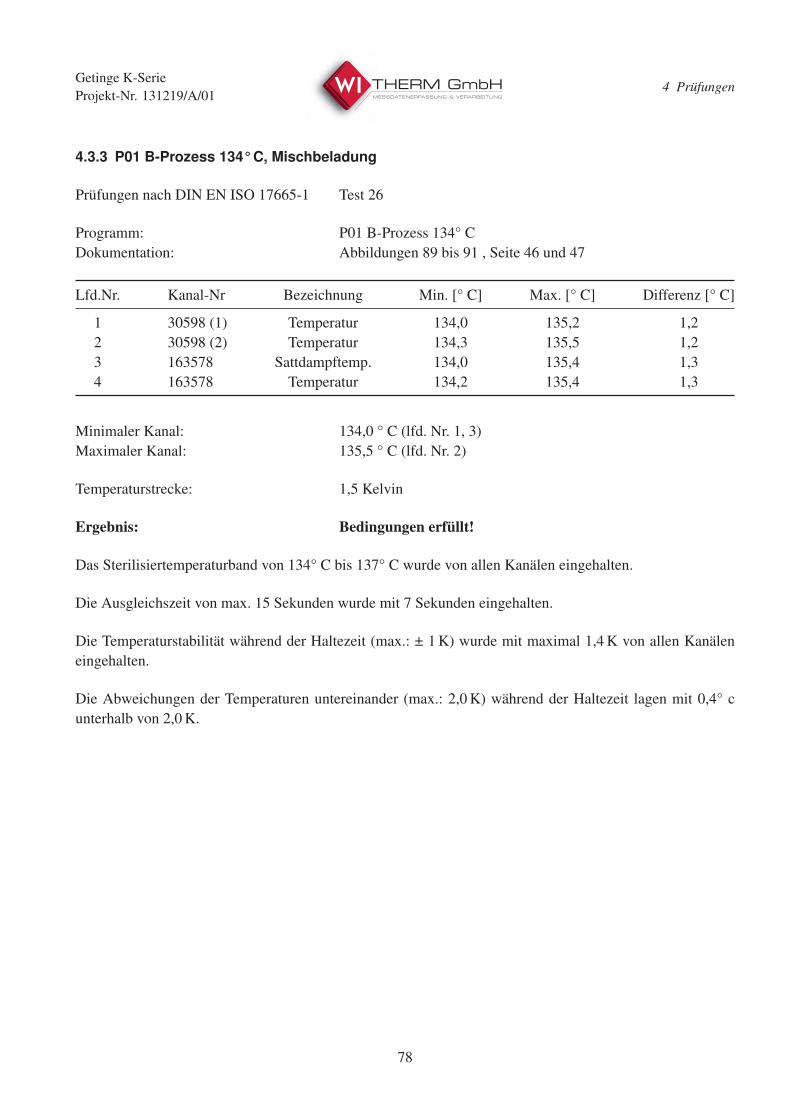
4.3.3 P01 B-Prozess 134°C, Mischbeladung
Prüfungen nach DIN EN ISO 17665-1 Test 26
Programm: P01 B-Prozess 134° C
Dokumentation: Abbildungen 89 bis 91 , Seite 46 und 47
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 30598 (1) Temperatur 134,0 135,2 1,2
2 30598 (2) Temperatur 134,3 135,5 1,2
3 163578 Sattdampftemp. 134,0 135,4 1,3
4 163578 Temperatur 134,2 135,4 1,3
Minimaler Kanal: 134,0 ° C (lfd. Nr. 1, 3)
Maximaler Kanal: 135,5 ° C (lfd. Nr. 2)
Temperaturstrecke: 1,5 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 7 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 1,4K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 0,4° c
unterhalb von 2,0K.
78
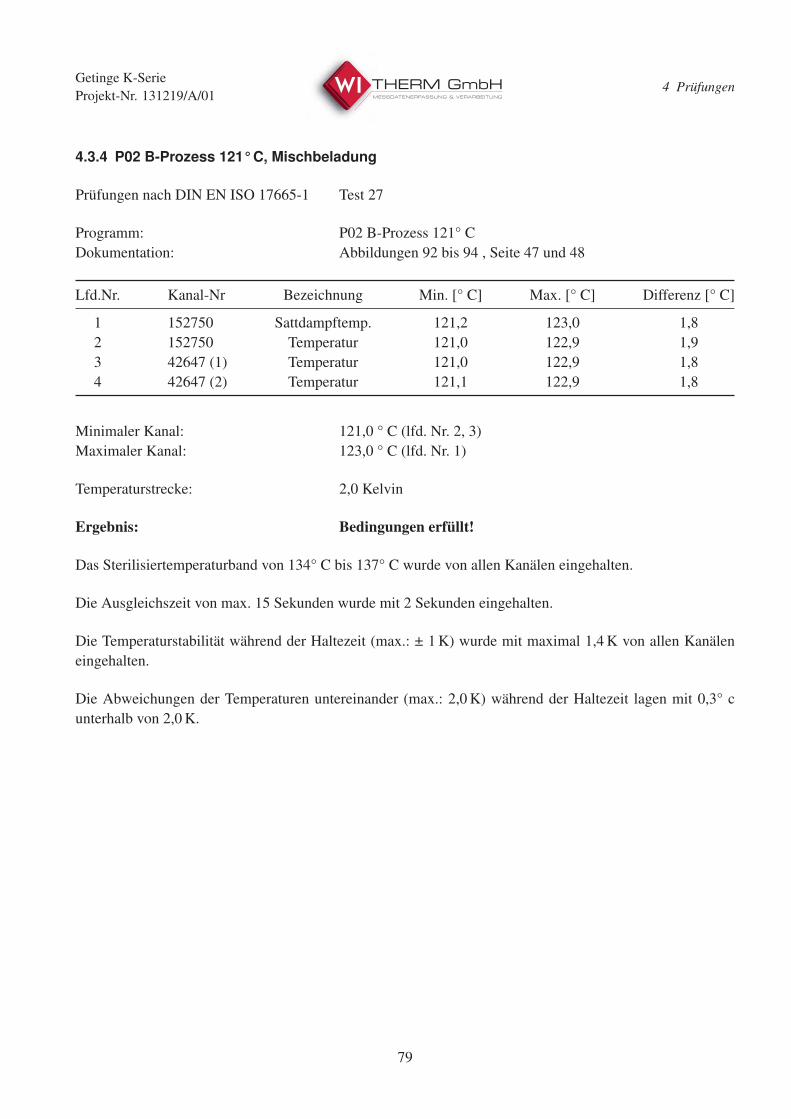
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
4.3.4 P02 B-Prozess 121°C, Mischbeladung
Prüfungen nach DIN EN ISO 17665-1 Test 27
Programm: P02 B-Prozess 121° C
Dokumentation: Abbildungen 92 bis 94 , Seite 47 und 48
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 152750 Sattdampftemp. 121,2 123,0 1,8
2 152750 Temperatur 121,0 122,9 1,9
3 42647 (1) Temperatur 121,0 122,9 1,8
4 42647 (2) Temperatur 121,1 122,9 1,8
Minimaler Kanal: 121,0 ° C (lfd. Nr. 2, 3)
Maximaler Kanal: 123,0 ° C (lfd. Nr. 1)
Temperaturstrecke: 2,0 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 2 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 1,4K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 0,3° c
unterhalb von 2,0K.
79
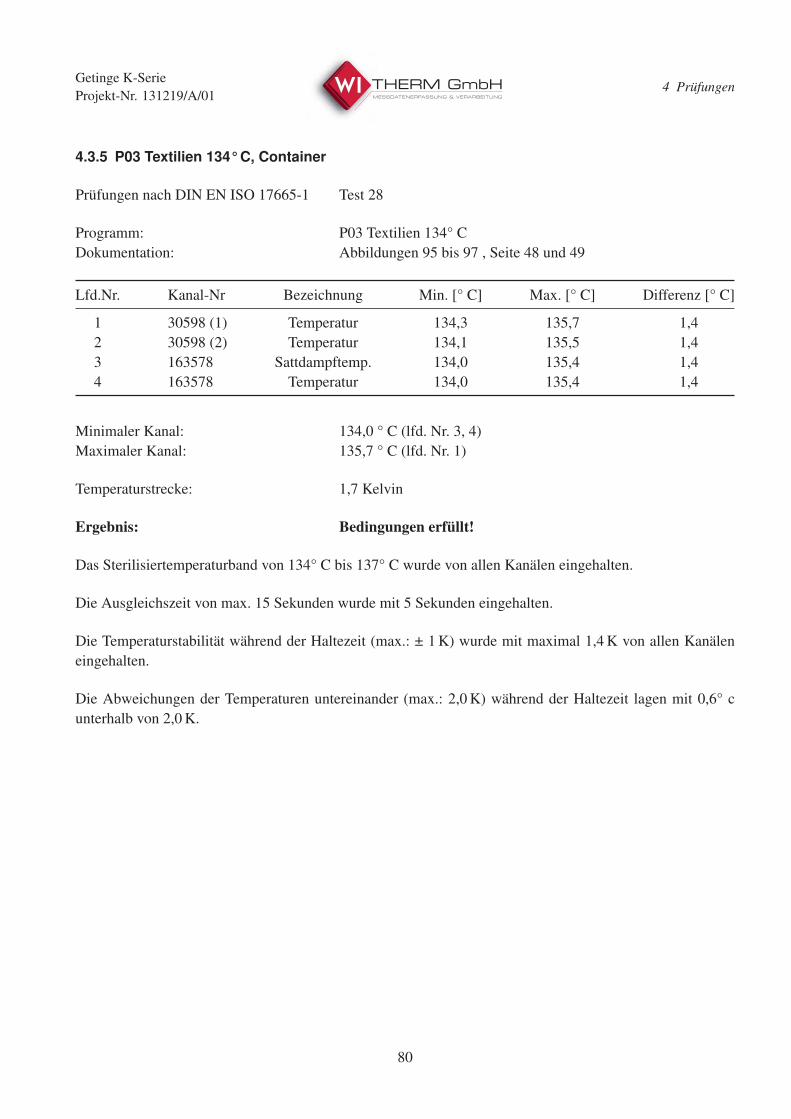
Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
4.3.5 P03 Textilien 134°C, Container
Prüfungen nach DIN EN ISO 17665-1 Test 28
Programm: P03 Textilien 134° C
Dokumentation: Abbildungen 95 bis 97 , Seite 48 und 49
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 30598 (1) Temperatur 134,3 135,7 1,4
2 30598 (2) Temperatur 134,1 135,5 1,4
3 163578 Sattdampftemp. 134,0 135,4 1,4
4 163578 Temperatur 134,0 135,4 1,4
Minimaler Kanal: 134,0 ° C (lfd. Nr. 3, 4)
Maximaler Kanal: 135,7 ° C (lfd. Nr. 1)
Temperaturstrecke: 1,7 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 5 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 1,4K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 0,6° c
unterhalb von 2,0K.
80

Getinge K-Serie
Projekt-Nr. 131219/A/014 Prüfungen
4.3.6 P04 Flash 134°C N, unverpackt
Prüfungen nach DIN EN ISO 17665-1 Test 29
Programm: P04 Flash 134° C N
Dokumentation: Abbildungen 98 bis 100 , Seite 49 und 50
Lfd.Nr. Kanal-Nr Bezeichnung Min. [° C] Max. [° C] Differenz [° C]
1 30598 (1) Temperatur 134,3 135,8 1,6
2 30598 (2) Temperatur 134,3 135,9 1,6
3 163578 Sattdampftemp. 134,2 135,9 1,6
4 163578 Temperatur 134,0 135,6 1,6
Minimaler Kanal: 134,0 ° C (lfd. Nr. 4)
Maximaler Kanal: 135,9 ° C (lfd. Nr. 2, 3)
Temperaturstrecke: 1,9 Kelvin
Ergebnis: Bedingungen erfüllt!
Das Sterilisiertemperaturband von 134° C bis 137° C wurde von allen Kanälen eingehalten.
Die Ausgleichszeit von max. 15 Sekunden wurde mit 6 Sekunden eingehalten.
Die Temperaturstabilität während der Haltezeit (max.: ± 1K) wurde mit maximal 1,4K von allen Kanälen
eingehalten.
Die Abweichungen der Temperaturen untereinander (max.: 2,0K) während der Haltezeit lagen mit 0,5° c
unterhalb von 2,0K.
81
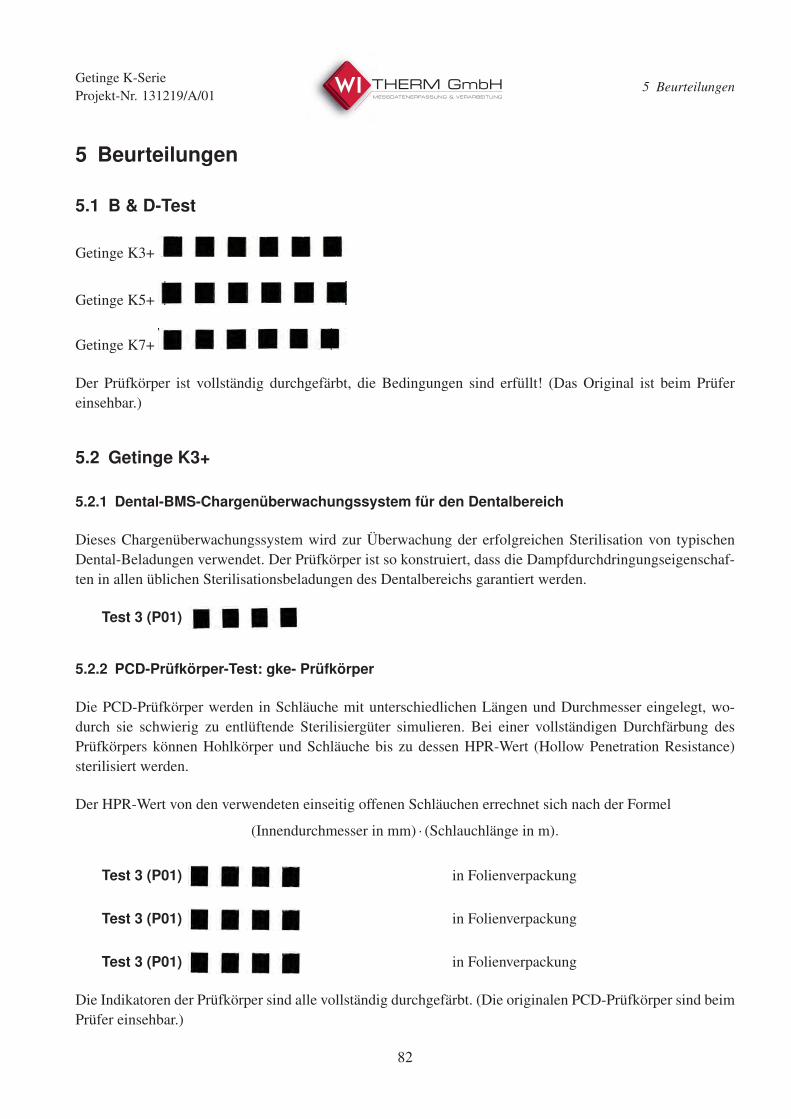
Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
5 Beurteilungen
5.1 B & D-Test
Getinge K3+
Getinge K5+
Getinge K7+
Der Prüfkörper ist vollständig durchgefärbt, die Bedingungen sind erfüllt! (Das Original ist beim Prüfer
einsehbar.)
5.2 Getinge K3+
5.2.1 Dental-BMS-Chargenüberwachungssystem für den Dentalbereich
Dieses Chargenüberwachungssystem wird zur Überwachung der erfolgreichen Sterilisation von typischen
Dental-Beladungen verwendet. Der Prüfkörper ist so konstruiert, dass die Dampfdurchdringungseigenschaf-
ten in allen üblichen Sterilisationsbeladungen des Dentalbereichs garantiert werden.
Test 3 (P01)
5.2.2 PCD-Prüfkörper-Test: gke- Prüfkörper
Die PCD-Prüfkörper werden in Schläuche mit unterschiedlichen Längen und Durchmesser eingelegt, wo-
durch sie schwierig zu entlüftende Sterilisiergüter simulieren. Bei einer vollständigen Durchfärbung des
Prüfkörpers können Hohlkörper und Schläuche bis zu dessen HPR-Wert (Hollow Penetration Resistance)
sterilisiert werden.
Der HPR-Wert von den verwendeten einseitig offenen Schläuchen errechnet sich nach der Formel
(Innendurchmesser in mm) · (Schlauchlänge in m).
Test 3 (P01) in Folienverpackung
Test 3 (P01) in Folienverpackung
Test 3 (P01) in Folienverpackung
Die Indikatoren der Prüfkörper sind alle vollständig durchgefärbt. (Die originalen PCD-Prüfkörper sind beim
Prüfer einsehbar.)
82
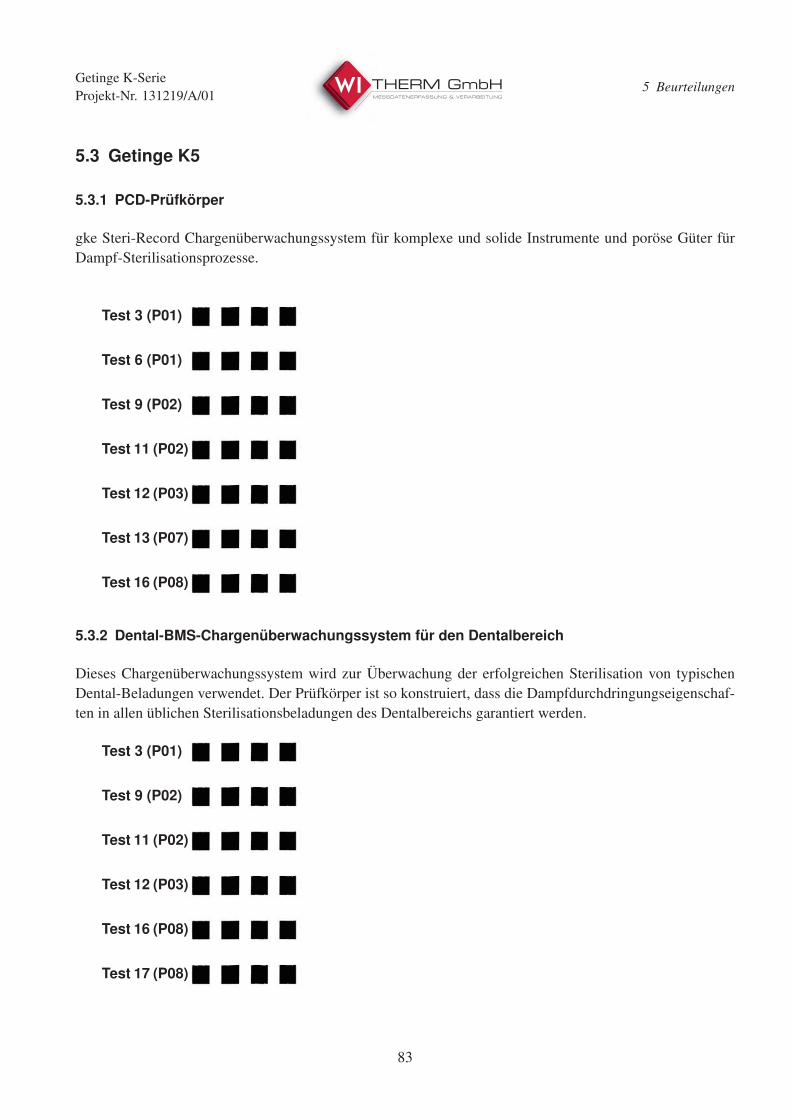
Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
5.3 Getinge K5
5.3.1 PCD-Prüfkörper
gke Steri-Record Chargenüberwachungssystem für komplexe und solide Instrumente und poröse Güter für
Dampf-Sterilisationsprozesse.
Test 3 (P01)
Test 6 (P01)
Test 9 (P02)
Test 11 (P02)
Test 12 (P03)
Test 13 (P07)
Test 16 (P08)
5.3.2 Dental-BMS-Chargenüberwachungssystem für den Dentalbereich
Dieses Chargenüberwachungssystem wird zur Überwachung der erfolgreichen Sterilisation von typischen
Dental-Beladungen verwendet. Der Prüfkörper ist so konstruiert, dass die Dampfdurchdringungseigenschaf-
ten in allen üblichen Sterilisationsbeladungen des Dentalbereichs garantiert werden.
Test 3 (P01)
Test 9 (P02)
Test 11 (P02)
Test 12 (P03)
Test 16 (P08)
Test 17 (P08)
83
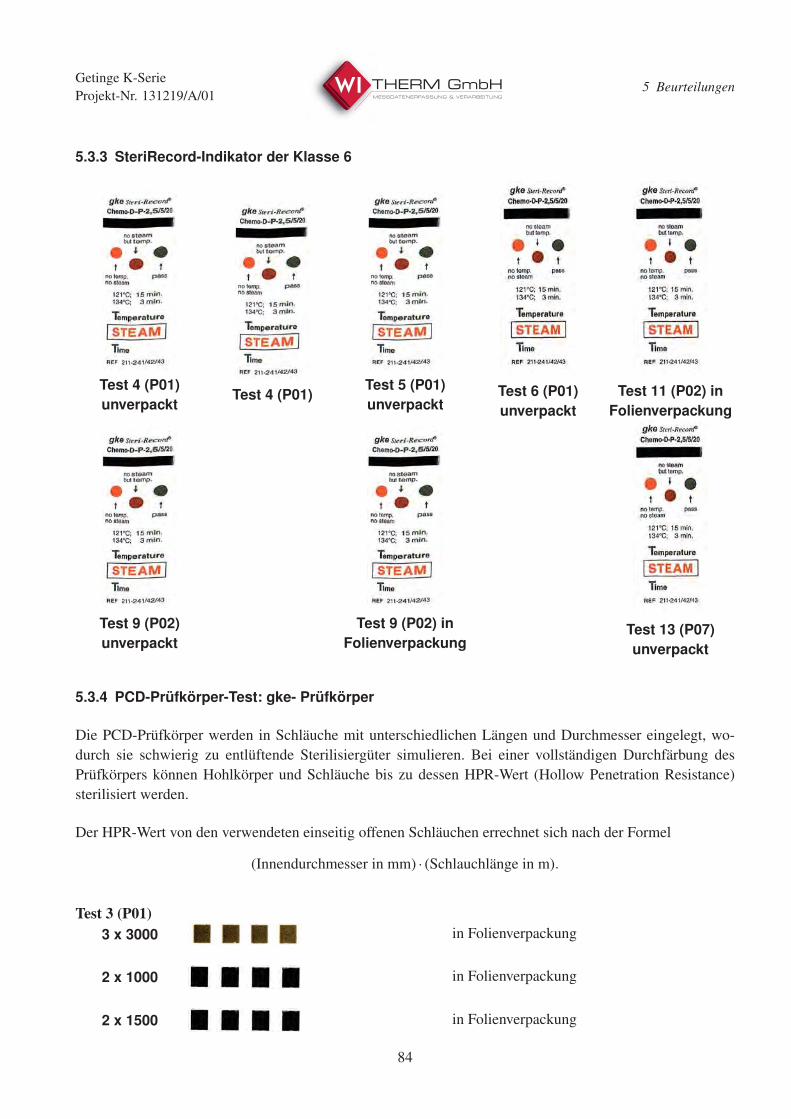
Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
5.3.3 SteriRecord-Indikator der Klasse 6
Test 4 (P01)unverpackt
Test 4 (P01)Test 5 (P01)unverpackt
Test 6 (P01)unverpackt
Test 11 (P02) inFolienverpackung
Test 9 (P02)unverpackt
Test 9 (P02) inFolienverpackung
Test 13 (P07)unverpackt
5.3.4 PCD-Prüfkörper-Test: gke- Prüfkörper
Die PCD-Prüfkörper werden in Schläuche mit unterschiedlichen Längen und Durchmesser eingelegt, wo-
durch sie schwierig zu entlüftende Sterilisiergüter simulieren. Bei einer vollständigen Durchfärbung des
Prüfkörpers können Hohlkörper und Schläuche bis zu dessen HPR-Wert (Hollow Penetration Resistance)
sterilisiert werden.
Der HPR-Wert von den verwendeten einseitig offenen Schläuchen errechnet sich nach der Formel
(Innendurchmesser in mm) · (Schlauchlänge in m).
Test 3 (P01)3 x 3000 in Folienverpackung
2 x 1000 in Folienverpackung
2 x 1500 in Folienverpackung
84
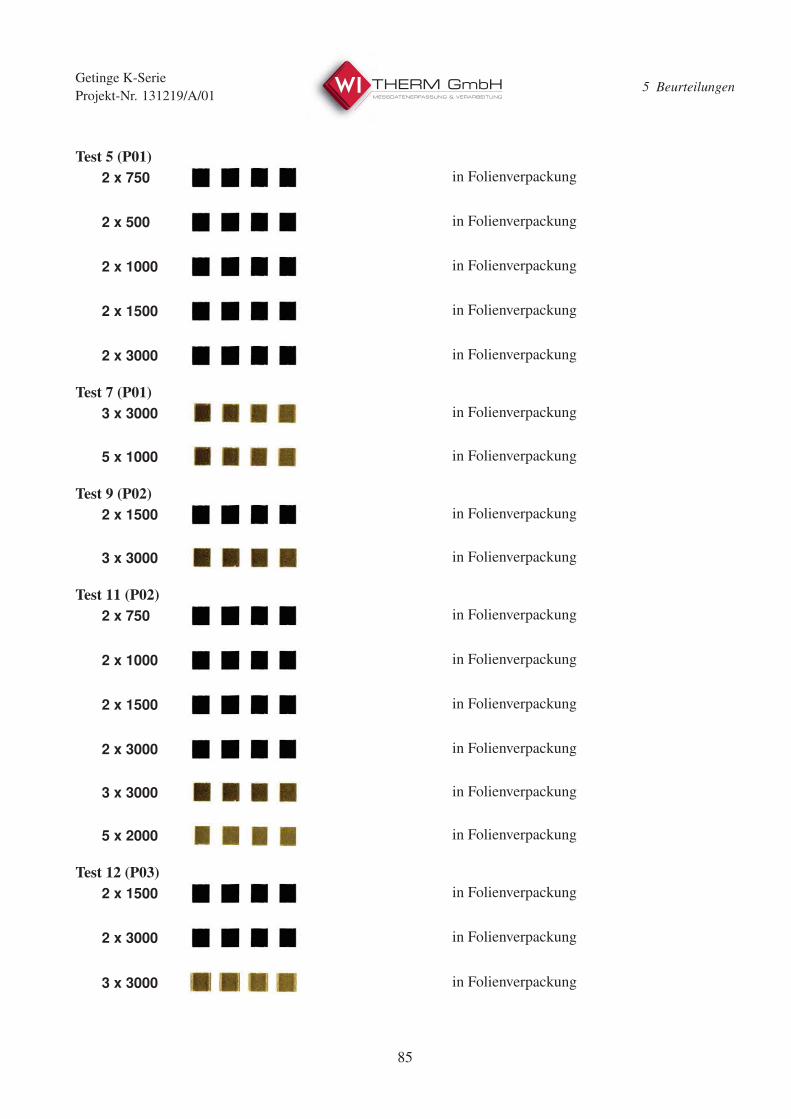
Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
Test 5 (P01)2 x 750 in Folienverpackung
2 x 500 in Folienverpackung
2 x 1000 in Folienverpackung
2 x 1500 in Folienverpackung
2 x 3000 in Folienverpackung
Test 7 (P01)3 x 3000 in Folienverpackung
5 x 1000 in Folienverpackung
Test 9 (P02)2 x 1500 in Folienverpackung
3 x 3000 in Folienverpackung
Test 11 (P02)2 x 750 in Folienverpackung
2 x 1000 in Folienverpackung
2 x 1500 in Folienverpackung
2 x 3000 in Folienverpackung
3 x 3000 in Folienverpackung
5 x 2000 in Folienverpackung
Test 12 (P03)2 x 1500 in Folienverpackung
2 x 3000 in Folienverpackung
3 x 3000 in Folienverpackung
85
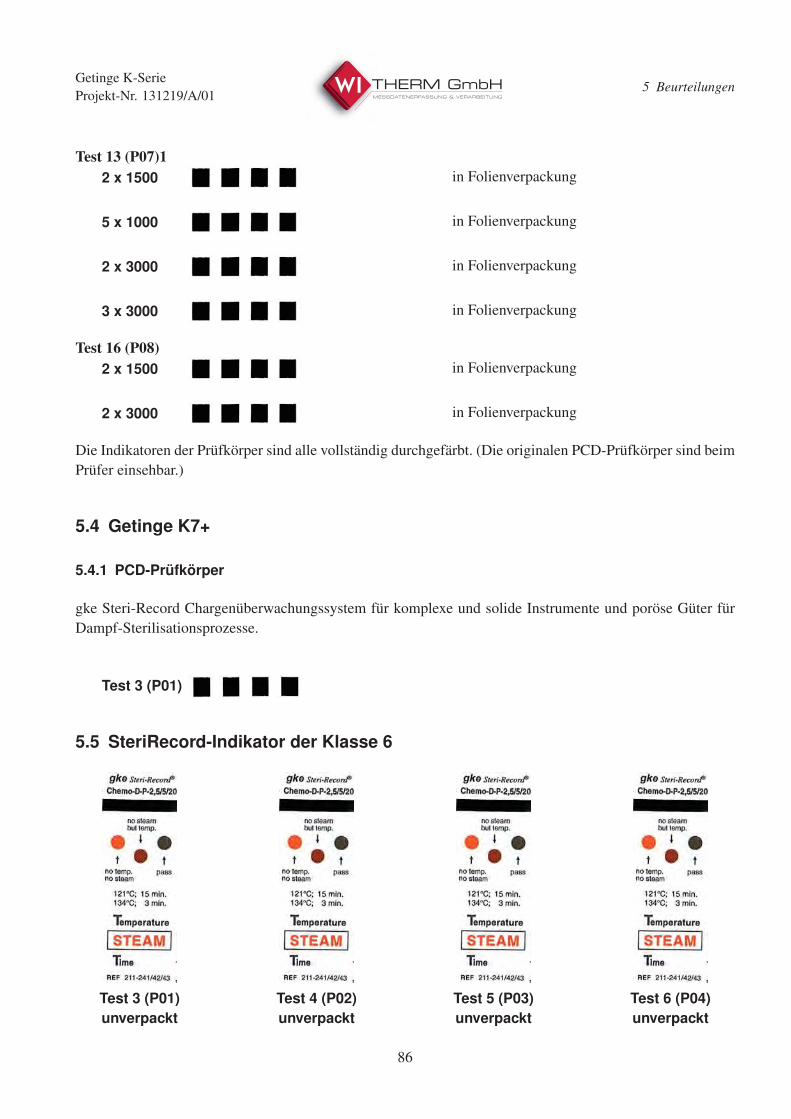
Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
Test 13 (P07)12 x 1500 in Folienverpackung
5 x 1000 in Folienverpackung
2 x 3000 in Folienverpackung
3 x 3000 in Folienverpackung
Test 16 (P08)2 x 1500 in Folienverpackung
2 x 3000 in Folienverpackung
Die Indikatoren der Prüfkörper sind alle vollständig durchgefärbt. (Die originalen PCD-Prüfkörper sind beim
Prüfer einsehbar.)
5.4 Getinge K7+
5.4.1 PCD-Prüfkörper
gke Steri-Record Chargenüberwachungssystem für komplexe und solide Instrumente und poröse Güter für
Dampf-Sterilisationsprozesse.
Test 3 (P01)
5.5 SteriRecord-Indikator der Klasse 6
Test 3 (P01)unverpackt
Test 4 (P02)unverpackt
Test 5 (P03)unverpackt
Test 6 (P04)unverpackt
86
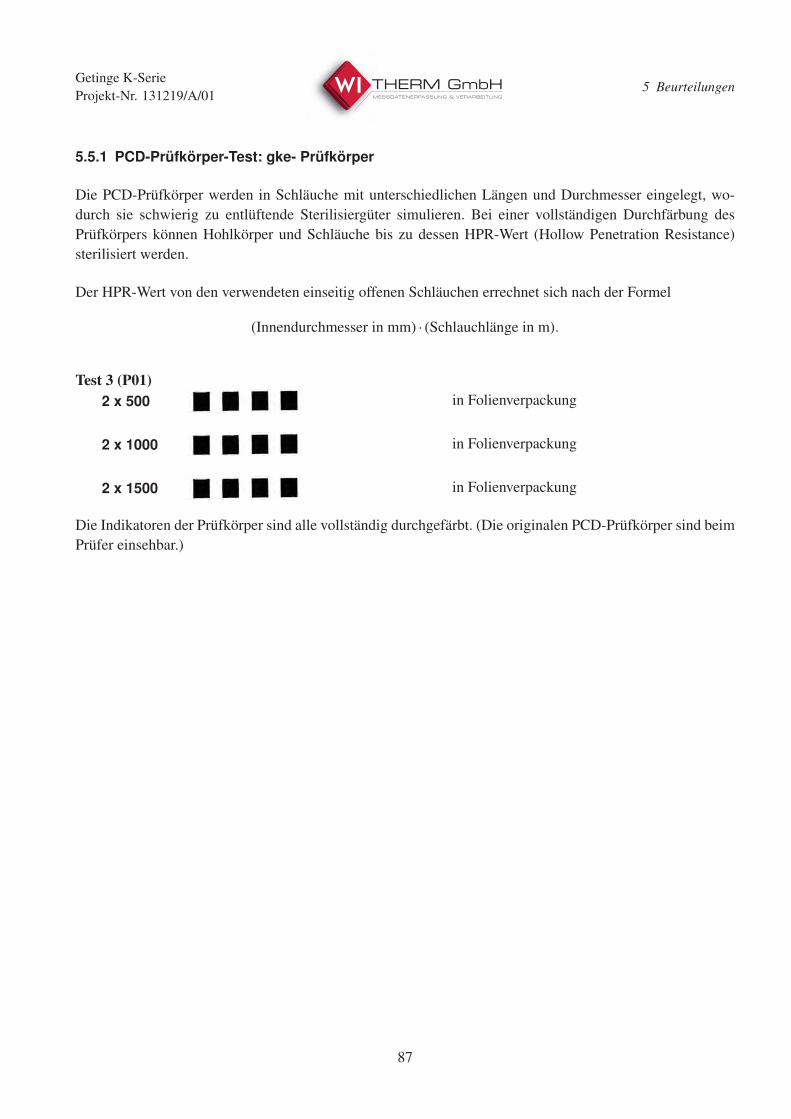
Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
5.5.1 PCD-Prüfkörper-Test: gke- Prüfkörper
Die PCD-Prüfkörper werden in Schläuche mit unterschiedlichen Längen und Durchmesser eingelegt, wo-
durch sie schwierig zu entlüftende Sterilisiergüter simulieren. Bei einer vollständigen Durchfärbung des
Prüfkörpers können Hohlkörper und Schläuche bis zu dessen HPR-Wert (Hollow Penetration Resistance)
sterilisiert werden.
Der HPR-Wert von den verwendeten einseitig offenen Schläuchen errechnet sich nach der Formel
(Innendurchmesser in mm) · (Schlauchlänge in m).
Test 3 (P01)2 x 500 in Folienverpackung
2 x 1000 in Folienverpackung
2 x 1500 in Folienverpackung
Die Indikatoren der Prüfkörper sind alle vollständig durchgefärbt. (Die originalen PCD-Prüfkörper sind beim
Prüfer einsehbar.)
87
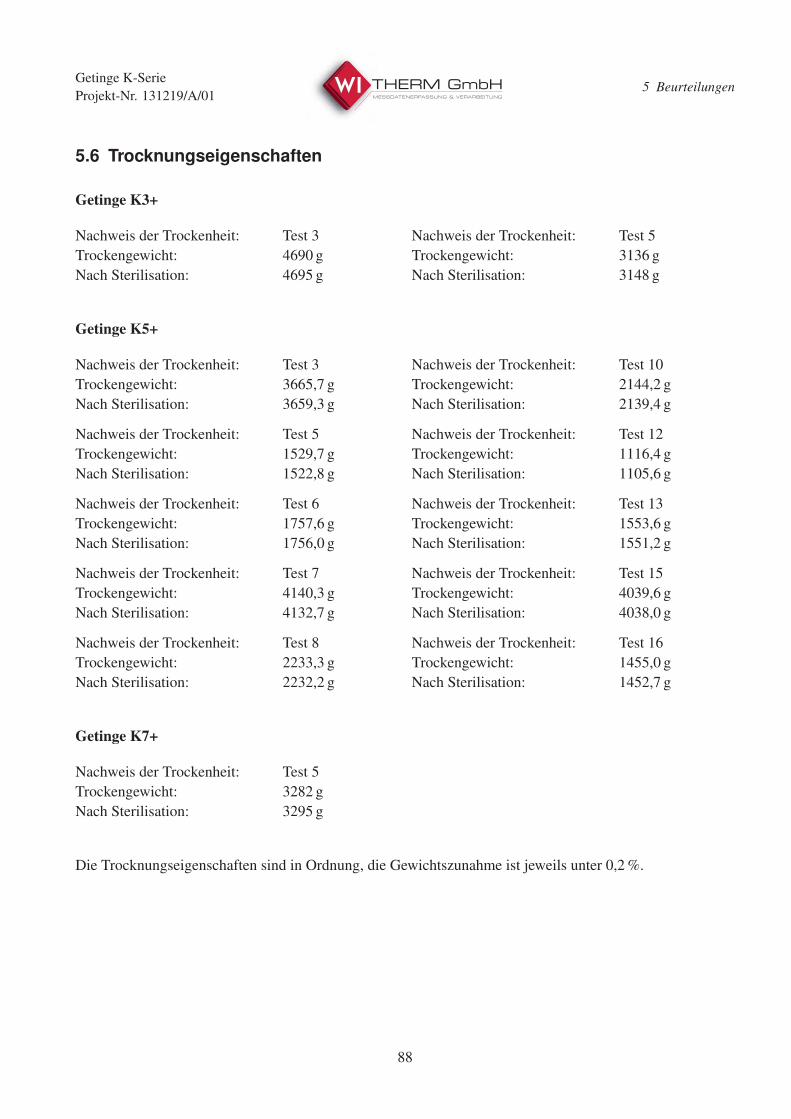
Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
5.6 Trocknungseigenschaften
Getinge K3+
Nachweis der Trockenheit: Test 3
Trockengewicht: 4690 g
Nach Sterilisation: 4695 g
Nachweis der Trockenheit: Test 5
Trockengewicht: 3136 g
Nach Sterilisation: 3148 g
Getinge K5+
Nachweis der Trockenheit: Test 3
Trockengewicht: 3665,7 g
Nach Sterilisation: 3659,3 g
Nachweis der Trockenheit: Test 5
Trockengewicht: 1529,7 g
Nach Sterilisation: 1522,8 g
Nachweis der Trockenheit: Test 6
Trockengewicht: 1757,6 g
Nach Sterilisation: 1756,0 g
Nachweis der Trockenheit: Test 7
Trockengewicht: 4140,3 g
Nach Sterilisation: 4132,7 g
Nachweis der Trockenheit: Test 8
Trockengewicht: 2233,3 g
Nach Sterilisation: 2232,2 g
Nachweis der Trockenheit: Test 10
Trockengewicht: 2144,2 g
Nach Sterilisation: 2139,4 g
Nachweis der Trockenheit: Test 12
Trockengewicht: 1116,4 g
Nach Sterilisation: 1105,6 g
Nachweis der Trockenheit: Test 13
Trockengewicht: 1553,6 g
Nach Sterilisation: 1551,2 g
Nachweis der Trockenheit: Test 15
Trockengewicht: 4039,6 g
Nach Sterilisation: 4038,0 g
Nachweis der Trockenheit: Test 16
Trockengewicht: 1455,0 g
Nach Sterilisation: 1452,7 g
Getinge K7+
Nachweis der Trockenheit: Test 5
Trockengewicht: 3282 g
Nach Sterilisation: 3295 g
Die Trocknungseigenschaften sind in Ordnung, die Gewichtszunahme ist jeweils unter 0,2%.
88

Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
5.7 Mikrobiologische Überprüfung der Sterlisationsleistung
Seite 1 von 11
AVENTRA Lengericher Landstraße 35 49078 Osnabrück
Witherm GmbHWannestr. 2359823 Arnsberg
Prüfbericht 97687 A21. August 2013
Kundennummer: 0532Art der Probe: Winkelstück, beimpft mit Geobacillus stearothermophilus
Probeninformation:Lfd.Nr.: 97687Probe-Nr.: 130816-001Autraggeber: Witherm GmbHKunden-ID: 1
geprüftes Gerät: Hersteller: Getinge Typ: HS-22K5+Seriennummer: 13091199Programm: P08 Dental Spezial 134°C (S-Zyklus)
Eingangsdatum: 16.08.2013Untersuchungsbeginn: 16.08.2013Untersuchungsende: 19.08.2013
Prüfgegenstand: Winkelstück, beimpft mit 1,5 * 106 Sporen der Gattung Geobacillus stearothermohilus zur Sterilitätsprüfungdes Sterilisationsprozesses bei o.g. Gerät
Angaben zur Sporensuspension: Hersteller: Simicon, Charge: 2 ST-W 10713/6-1
Untersuchungsparameter Ergebnis
Sterilitätskontrolle kein Keimwachstum
Beurteilung:Die Untersuchungsergebnisse belegen eine erfolgreiche Sterilisation der eingesetzten Bioindikatoren (Winkelstück mit einer definierten Keimbelastung von Geobacillus stearothermohilus und einer Sporendichte von 1,5 * 106 KbE / ml).
Prof. Dr. Bernhard Keller(Laborleiter)
89
Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
Seite 2 von 11
AVENTRA Lengericher Landstraße 35 49078 Osnabrück
Witherm GmbHWannestr. 2359823 Arnsberg
Prüfbericht 97687 A21. August 2013
Kundennummer: 0532Art der Probe: Winkelstück, beimpft mit Geobacillus stearothermophilus
Probeninformation:Lfd.Nr.: 97688Probe-Nr.: 130816-002Autraggeber: Witherm GmbHKunden-ID: 2
geprüftes Gerät: Hersteller: Getinge Typ: HS-22K5+Seriennummer: 13091199Programm: P08 Dental Spezial 134°C (S-Zyklus)
Eingangsdatum: 16.08.2013Untersuchungsbeginn: 16.08.2013Untersuchungsende: 19.08.2013
Prüfgegenstand: Winkelstück, beimpft mit 1,5 * 106 Sporen der Gattung Geobacillus stearothermohilus zur Sterilitätsprüfung des Sterilisationsprozesses bei o.g. Gerät
Angaben zur Sporensuspension: Hersteller: Simicon, Charge: 2 ST-W 10713/6-1
Untersuchungsparameter Ergebnis
Sterilitätskontrolle kein Keimwachstum
Beurteilung:Die Untersuchungsergebnisse belegen eine erfolgreiche Sterilisation der eingesetzten Bioindikatoren (Winkelstück mit einer definierten Keimbelastung von Geobacillus stearothermohilus und einer Sporendichte von 1,5 * 106 KbE / ml).
Prof. Dr. Bernhard Keller(Laborleiter)
90
Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
Seite 3 von 11
AVENTRA Lengericher Landstraße 35 49078 Osnabrück
Witherm GmbHWannestr. 2359823 Arnsberg
Prüfbericht 97687 A21. August 2013
Kundennummer: 0532Art der Probe: Winkelstück, beimpft mit Geobacillus stearothermophilus
Probeninformation:Lfd.Nr.: 97689Probe-Nr.: 130816-003Autraggeber: Witherm GmbHKunden-ID: 3
geprüftes Gerät: Hersteller: Getinge Typ: HS-22K5+Seriennummer: 13091199Programm: P08 Dental Spezial 134°C (S-Zyklus)
Eingangsdatum: 16.08.2013Untersuchungsbeginn: 16.08.2013Untersuchungsende: 19.08.2013
Prüfgegenstand: Winkelstück, beimpft mit 1,5 * 106 Sporen der Gattung Geobacillus stearothermohilus zur Sterilitätsprüfung des Sterilisationsprozesses bei o.g. Gerät
Angaben zur Sporensuspension: Hersteller: Simicon, Charge: 2 ST-W 10713/6-1
Untersuchungsparameter Ergebnis
Sterilitätskontrolle kein Keimwachstum
Beurteilung:Die Untersuchungsergebnisse belegen eine erfolgreiche Sterilisation der eingesetzten Bioindikatoren (Winkelstück mit einer definierten Keimbelastung von Geobacillus stearothermohilus und einer Sporendichte von 1,5 * 106 KbE / ml).
Prof. Dr. Bernhard Keller (Laborleiter)
91
Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
Seite 4 von 11
AVENTRA Lengericher Landstraße 35 49078 Osnabrück
Witherm GmbHWannestr. 2359823 Arnsberg
Prüfbericht 97687 A21. August 2013
Kundennummer: 0532Art der Probe: Winkelstück, beimpft mit Geobacillus stearothermophilus
Probeninformation:Lfd.Nr.: 97690Probe-Nr.: 130816-004Autraggeber: Witherm GmbHKunden-ID: 4
geprüftes Gerät: Hersteller: Getinge Typ: HS-22K5+Seriennummer: 13091199Programm: P08 Dental Spezial 134°C (S-Zyklus)
Eingangsdatum: 16.08.2013Untersuchungsbeginn: 16.08.2013Untersuchungsende: 19.08.2013
Prüfgegenstand: Winkelstück, beimpft mit 1,5 * 106 Sporen der Gattung Geobacillus stearothermohilus zur Sterilitätsprüfung des Sterilisationsprozesses bei o.g. Gerät
Angaben zur Sporensuspension: Hersteller: Simicon, Charge: 2 ST-W 10713/6-1
Untersuchungsparameter Ergebnis
Sterilitätskontrolle kein Keimwachstum
Beurteilung:Die Untersuchungsergebnisse belegen eine erfolgreiche Sterilisation der eingesetzten Bioindikatoren (Winkelstück mit einer definierten Keimbelastung von Geobacillus stearothermohilus und einer Sporendichte von 1,5 * 106 KbE / ml).
Prof. Dr. Bernhard Keller (Laborleiter)
92
Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
Seite 5 von 11
AVENTRA Lengericher Landstraße 35 49078 Osnabrück
Witherm GmbHWannestr. 2359823 Arnsberg
Prüfbericht 97687 A21. August 2013
Kundennummer: 0532Art der Probe: Winkelstück, beimpft mit Geobacillus stearothermophilus
Probeninformation:Lfd.Nr.: 97691Probe-Nr.: 130816-005Autraggeber: Witherm GmbHKunden-ID: 5
geprüftes Gerät: Hersteller: Getinge Typ: HS-22K5+Seriennummer: 13091199Programm: P08 Dental Spezial 134°C (S-Zyklus)
Eingangsdatum: 16.08.2013Untersuchungsbeginn: 16.08.2013Untersuchungsende: 19.08.2013
Prüfgegenstand: Winkelstück, beimpft mit 1,5 * 106 Sporen der Gattung Geobacillus stearothermohilus zur Sterilitätsprüfung des Sterilisationsprozesses bei o.g. Gerät
Angaben zur Sporensuspension: Hersteller: Simicon, Charge: 2 ST-W 10713/6-1
Untersuchungsparameter Ergebnis
Sterilitätskontrolle kein Keimwachstum
Beurteilung:Die Untersuchungsergebnisse belegen eine erfolgreiche Sterilisation der eingesetzten Bioindikatoren (Winkelstück mit einer definierten Keimbelastung von Geobacillus stearothermohilus und einer Sporendichte von 1,5 * 106 KbE / ml).
Prof. Dr. Bernhard Keller (Laborleiter)
93
Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
Seite 6 von 11
AVENTRA Lengericher Landstraße 35 49078 Osnabrück
Witherm GmbHWannestr. 2359823 Arnsberg
Prüfbericht 97687 A21. August 2013
Kundennummer: 0532Art der Probe: Winkelstück, beimpft mit Geobacillus stearothermophilus
Probeninformation:Lfd.Nr.: 97692Probe-Nr.: 130816-006Autraggeber: Witherm GmbHKunden-ID: 6
geprüftes Gerät: Hersteller: Getinge Typ: HS-22K5+Seriennummer: 13091199Programm: P08 Dental Spezial 134°C (S-Zyklus)
Eingangsdatum: 16.08.2013Untersuchungsbeginn: 16.08.2013Untersuchungsende: 19.08.2013
Prüfgegenstand: Winkelstück, beimpft mit 1,5 * 106 Sporen der Gattung Geobacillus stearothermohilus zur Sterilitätsprüfung des Sterilisationsprozesses bei o.g. Gerät
Angaben zur Sporensuspension: Hersteller: Simicon, Charge: 2 ST-W 10713/6-1
Untersuchungsparameter Ergebnis
Sterilitätskontrolle kein Keimwachstum
Beurteilung:Die Untersuchungsergebnisse belegen eine erfolgreiche Sterilisation der eingesetzten Bioindikatoren (Winkelstück mit einer definierten Keimbelastung von Geobacillus stearothermohilus und einer Sporendichte von 1,5 * 106 KbE / ml).
Prof. Dr. Bernhard Keller (Laborleiter)
94

Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
Seite 7 von 11
AVENTRA Lengericher Landstraße 35 49078 Osnabrück
Witherm GmbHWannestr. 2359823 Arnsberg
Prüfbericht 97687 A21. August 2013
Kundennummer: 0532Art der Probe: Winkelstück, beimpft mit Geobacillus stearothermophilus
Probeninformation:Lfd.Nr.: 97693Probe-Nr.: 130816-007Autraggeber: Witherm GmbHKunden-ID: 7
geprüftes Gerät: Hersteller: Getinge Typ: HS-22K5+Seriennummer: 13091199Programm: P08 Dental Spezial 134°C (S-Zyklus)
Eingangsdatum: 16.08.2013Untersuchungsbeginn: 16.08.2013Untersuchungsende: 19.08.2013
Prüfgegenstand: Winkelstück, beimpft mit 1,5 * 106 Sporen der Gattung Geobacillus stearothermohilus zur Sterilitätsprüfung des Sterilisationsprozesses bei o.g. Gerät
Angaben zur Sporensuspension: Hersteller: Simicon, Charge: 2 ST-W 10713/6-1
Untersuchungsparameter Ergebnis
Sterilitätskontrolle kein Keimwachstum
Beurteilung:Die Untersuchungsergebnisse belegen eine erfolgreiche Sterilisation der eingesetzten Bioindikatoren (Winkelstück mit einer definierten Keimbelastung von Geobacillus stearothermohilus und einer Sporendichte von 1,5 * 106 KbE / ml).
Prof. Dr. Bernhard Keller (Laborleiter)
95
Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
Seite 8 von 11
AVENTRA Lengericher Landstraße 35 49078 Osnabrück
Witherm GmbHWannestr. 2359823 Arnsberg
Prüfbericht 97687 A21. August 2013
Kundennummer: 0532Art der Probe: Winkelstück, beimpft mit Geobacillus stearothermophilus
Probeninformation:Lfd.Nr.: 97694Probe-Nr.: 130816-008Autraggeber: Witherm GmbHKunden-ID: 8
geprüftes Gerät: Hersteller: Getinge Typ: HS-22K5+Seriennummer: 13091199Programm: P08 Dental Spezial 134°C (S-Zyklus)
Eingangsdatum: 16.08.2013Untersuchungsbeginn: 16.08.2013Untersuchungsende: 19.08.2013
Prüfgegenstand: Winkelstück, beimpft mit 1,5 * 106 Sporen der Gattung Geobacillus stearothermohilus zur Sterilitätsprüfung des Sterilisationsprozesses bei o.g. Gerät
Angaben zur Sporensuspension: Hersteller: Simicon, Charge: 2 ST-W 10713/6-1
Untersuchungsparameter Ergebnis
Sterilitätskontrolle kein Keimwachstum
Beurteilung:Die Untersuchungsergebnisse belegen eine erfolgreiche Sterilisation der eingesetzten Bioindikatoren (Winkelstück mit einer definierten Keimbelastung von Geobacillus stearothermohilus und einer Sporendichte von 1,5 * 106 KbE / ml).
Prof. Dr. Bernhard Keller (Laborleiter)
96
Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
Seite 9 von 11
AVENTRA Lengericher Landstraße 35 49078 Osnabrück
Witherm GmbHWannestr. 2359823 Arnsberg
Prüfbericht 97687 A21. August 2013
Kundennummer: 0532Art der Probe: Winkelstück, beimpft mit Geobacillus stearothermophilus
Probeninformation:Lfd.Nr.: 97695Probe-Nr.: 130816-009Autraggeber: Witherm GmbHKunden-ID: 9
geprüftes Gerät: Hersteller: Getinge Typ: HS-22K5+Seriennummer: 13091199Programm: P08 Dental Spezial 134°C (S-Zyklus)
Eingangsdatum: 16.08.2013Untersuchungsbeginn: 16.08.2013Untersuchungsende: 19.08.2013
Prüfgegenstand: Winkelstück, beimpft mit 1,5 * 106 Sporen der Gattung Geobacillus stearothermohilus zur Sterilitätsprüfung des Sterilisationsprozesses bei o.g. Gerät
Angaben zur Sporensuspension: Hersteller: Simicon, Charge: 2 ST-W 10713/6-1
Untersuchungsparameter Ergebnis
Sterilitätskontrolle kein Keimwachstum
Beurteilung:Die Untersuchungsergebnisse belegen eine erfolgreiche Sterilisation der eingesetzten Bioindikatoren (Winkelstück mit einer definierten Keimbelastung von Geobacillus stearothermohilus und einer Sporendichte von 1,5 * 106 KbE / ml).
Prof. Dr. Bernhard Keller (Laborleiter)
97
Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
Seite 10 von 11
AVENTRA Lengericher Landstraße 35 49078 Osnabrück
Witherm GmbHWannestr. 2359823 Arnsberg
Prüfbericht 97687 A21. August 2013
Kundennummer: 0532Art der Probe: Winkelstück, beimpft mit Geobacillus stearothermophilus
Probeninformation:Lfd.Nr.: 97696Probe-Nr.: 130816-010Autraggeber: Witherm GmbHKunden-ID: 10
geprüftes Gerät: Hersteller: Getinge Typ: HS-22K5+Seriennummer: 13091199Programm: P08 Dental Spezial 134°C (S-Zyklus)
Eingangsdatum: 16.08.2013Untersuchungsbeginn: 16.08.2013Untersuchungsende: 19.08.2013
Prüfgegenstand: Winkelstück, beimpft mit 1,5 * 106 Sporen der Gattung Geobacillus stearothermohilus zur Sterilitätsprüfung des Sterilisationsprozesses bei o.g. Gerät
Angaben zur Sporensuspension: Hersteller: Simicon, Charge: 2 ST-W 10713/6-1
Untersuchungsparameter Ergebnis
Sterilitätskontrolle kein Keimwachstum
Beurteilung:Die Untersuchungsergebnisse belegen eine erfolgreiche Sterilisation der eingesetzten Bioindikatoren (Winkelstück mit einer definierten Keimbelastung von Geobacillus stearothermohilus und einer Sporendichte von 1,5 * 106 KbE / ml).
Prof. Dr. Bernhard Keller (Laborleiter)
98

Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
Seite 11 von 11
Prüfbericht 97687 A21. August 2013
Anlage
a) Fotokopie der bebrüteten Röhrchen (TSB mit Farbindikator)
rechts: Positivkontrolle (Farbumschlag von rot nach gelb)
Proben 97687 bis 97696 (von links nach rechts): kein Farbumschlag von rot nach gelb; kein Keimwachstum
b) Zertifikat der eingesetzten Sporensuspension
99
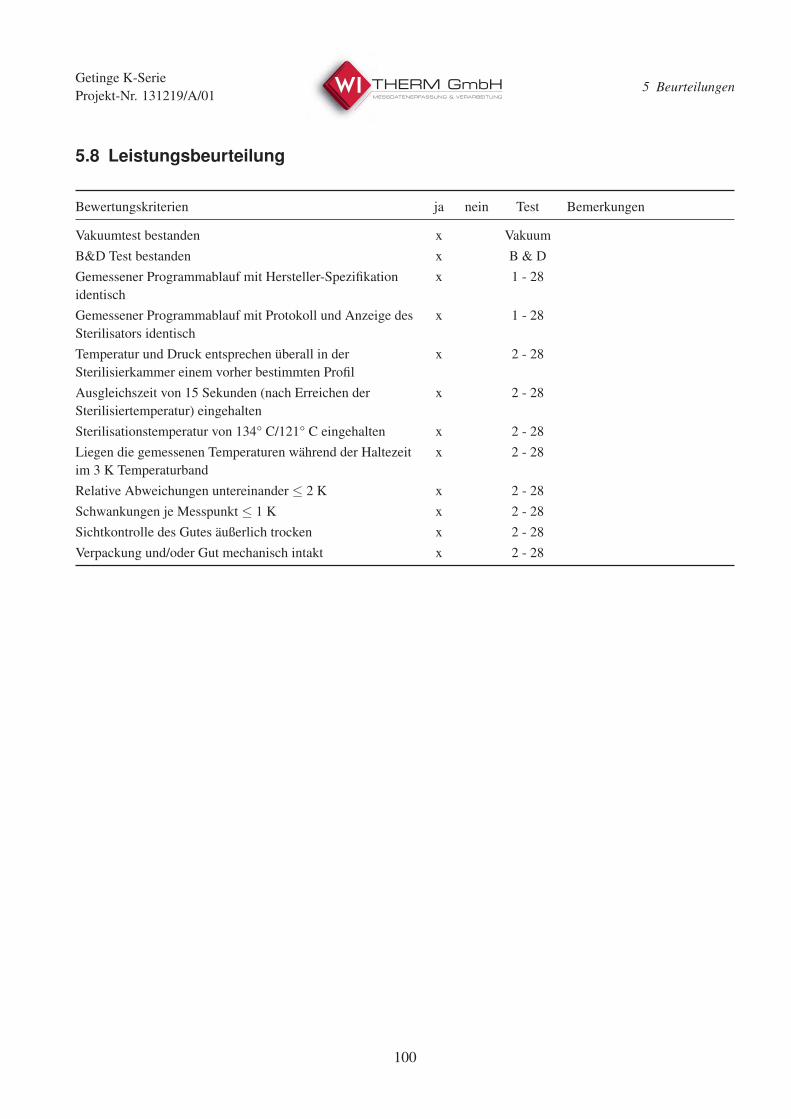
Getinge K-Serie
Projekt-Nr. 131219/A/015 Beurteilungen
5.8 Leistungsbeurteilung
Bewertungskriterien ja nein Test Bemerkungen
Vakuumtest bestanden x Vakuum
B&D Test bestanden x B & D
Gemessener Programmablauf mit Hersteller-Spezifikation
identisch
x 1 - 28
Gemessener Programmablauf mit Protokoll und Anzeige des
Sterilisators identisch
x 1 - 28
Temperatur und Druck entsprechen überall in der
Sterilisierkammer einem vorher bestimmten Profil
x 2 - 28
Ausgleichszeit von 15 Sekunden (nach Erreichen der
Sterilisiertemperatur) eingehalten
x 2 - 28
Sterilisationstemperatur von 134° C/121° C eingehalten x 2 - 28
Liegen die gemessenen Temperaturen während der Haltezeit
im 3 K Temperaturband
x 2 - 28
Relative Abweichungen untereinander ≤ 2 K x 2 - 28
Schwankungen je Messpunkt ≤ 1 K x 2 - 28
Sichtkontrolle des Gutes äußerlich trocken x 2 - 28
Verpackung und/oder Gut mechanisch intakt x 2 - 28
100
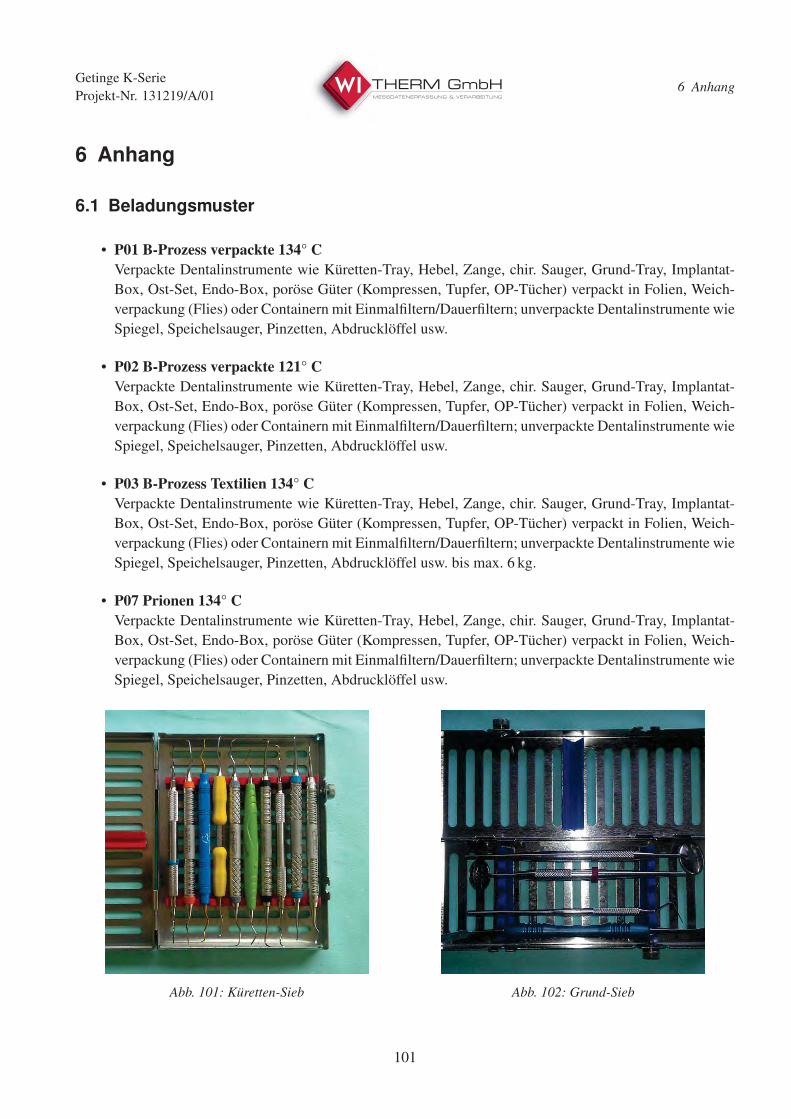
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6 Anhang
6.1 Beladungsmuster
• P01 B-Prozess verpackte 134° CVerpackte Dentalinstrumente wie Küretten-Tray, Hebel, Zange, chir. Sauger, Grund-Tray, Implantat-
Box, Ost-Set, Endo-Box, poröse Güter (Kompressen, Tupfer, OP-Tücher) verpackt in Folien, Weich-
verpackung (Flies) oder Containern mit Einmalfiltern/Dauerfiltern; unverpackte Dentalinstrumente wie
Spiegel, Speichelsauger, Pinzetten, Abdrucklöffel usw.
• P02 B-Prozess verpackte 121° CVerpackte Dentalinstrumente wie Küretten-Tray, Hebel, Zange, chir. Sauger, Grund-Tray, Implantat-
Box, Ost-Set, Endo-Box, poröse Güter (Kompressen, Tupfer, OP-Tücher) verpackt in Folien, Weich-
verpackung (Flies) oder Containern mit Einmalfiltern/Dauerfiltern; unverpackte Dentalinstrumente wie
Spiegel, Speichelsauger, Pinzetten, Abdrucklöffel usw.
• P03 B-Prozess Textilien 134° CVerpackte Dentalinstrumente wie Küretten-Tray, Hebel, Zange, chir. Sauger, Grund-Tray, Implantat-
Box, Ost-Set, Endo-Box, poröse Güter (Kompressen, Tupfer, OP-Tücher) verpackt in Folien, Weich-
verpackung (Flies) oder Containern mit Einmalfiltern/Dauerfiltern; unverpackte Dentalinstrumente wie
Spiegel, Speichelsauger, Pinzetten, Abdrucklöffel usw. bis max. 6 kg.
• P07 Prionen 134° CVerpackte Dentalinstrumente wie Küretten-Tray, Hebel, Zange, chir. Sauger, Grund-Tray, Implantat-
Box, Ost-Set, Endo-Box, poröse Güter (Kompressen, Tupfer, OP-Tücher) verpackt in Folien, Weich-
verpackung (Flies) oder Containern mit Einmalfiltern/Dauerfiltern; unverpackte Dentalinstrumente wie
Spiegel, Speichelsauger, Pinzetten, Abdrucklöffel usw.
Abb. 101: Küretten-Sieb Abb. 102: Grund-Sieb
101
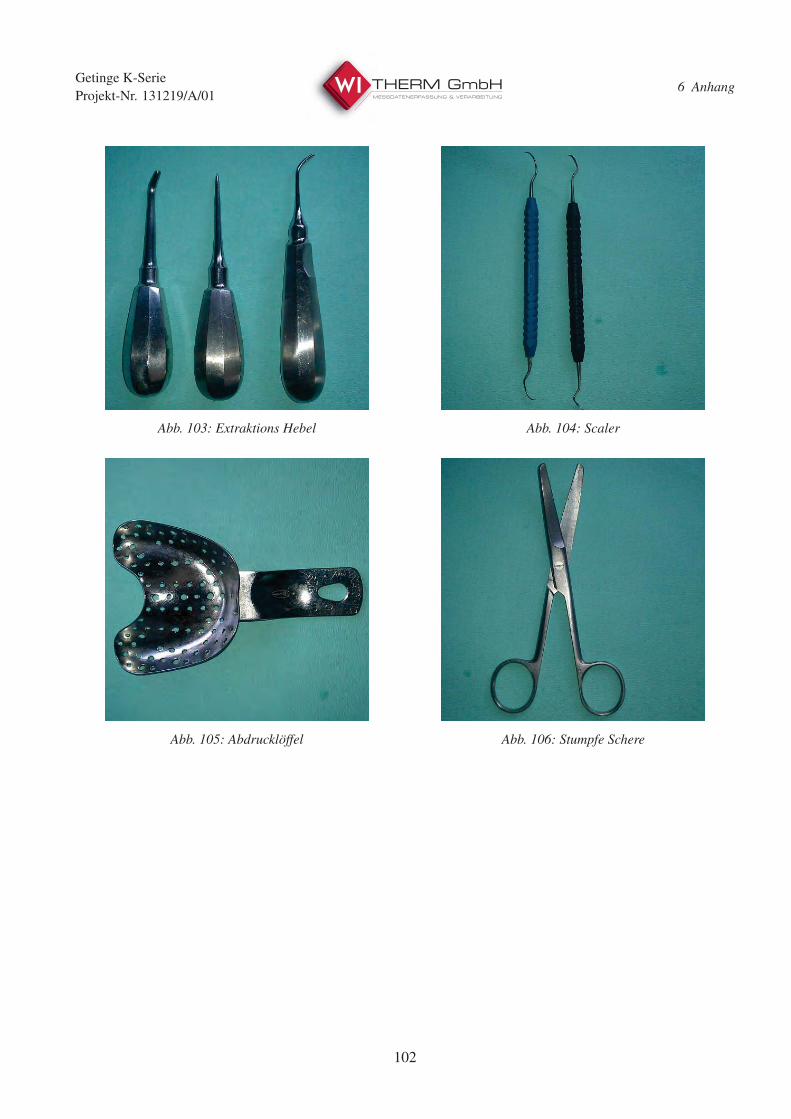
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 103: Extraktions Hebel Abb. 104: Scaler
Abb. 105: Abdrucklöffel Abb. 106: Stumpfe Schere
102
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 107: Speichelsauger Abb. 108: anatomische und chirurgische Pinzetten
Abb. 109: Klemmen Abb. 110: Klemmen
103
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 111: Chirurgische Sauger Abb. 112: Spiegel
Abb. 113: Extraktions Zangen
104
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
• P08 Dental Spezial S 134° C10 Hand- und Winkelstücke und Turbinen in Folienverpackung.
Abb. 114: Turbine, Hand- und Winkelstücke Abb. 115: Turbine, Hand- und Winkelstücke
105
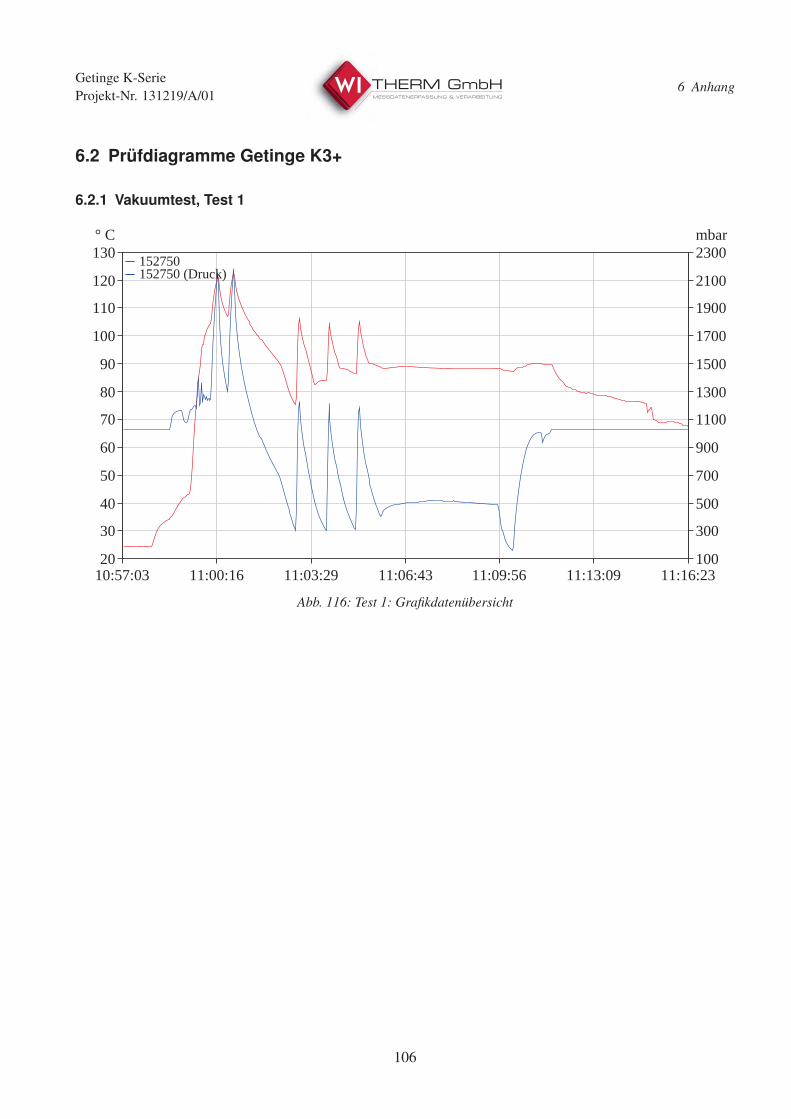
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.2 Prüfdiagramme Getinge K3+
6.2.1 Vakuumtest, Test 1
10:57:03 11:00:16 11:03:29 11:06:43 11:09:56 11:13:09 11:16:23
130
120
110
100
90
80
70
60
50
40
30
20
° C2300
2100
1900
1700
1500
1300
1100
900
700
500
300
100
mbar
152750152750 (Druck)
Abb. 116: Test 1: Grafikdatenübersicht
106
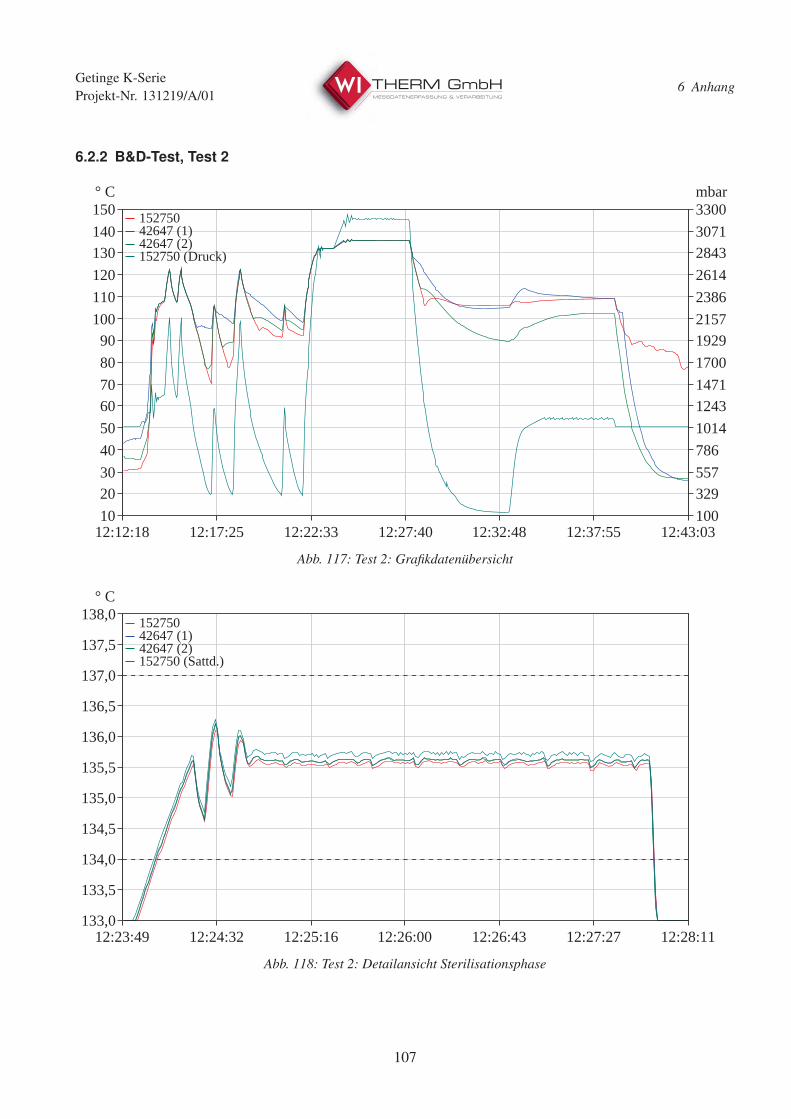
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.2.2 B&D-Test, Test 2
12:12:18 12:17:25 12:22:33 12:27:40 12:32:48 12:37:55 12:43:03
150140130120110100
908070605040302010
° C33003071284326142386215719291700147112431014786557329100
mbar
15275042647 (1)42647 (2)152750 (Druck)
Abb. 117: Test 2: Grafikdatenübersicht
12:23:49 12:24:32 12:25:16 12:26:00 12:26:43 12:27:27 12:28:11
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
15275042647 (1)42647 (2)152750 (Sattd.)
Abb. 118: Test 2: Detailansicht Sterilisationsphase
107
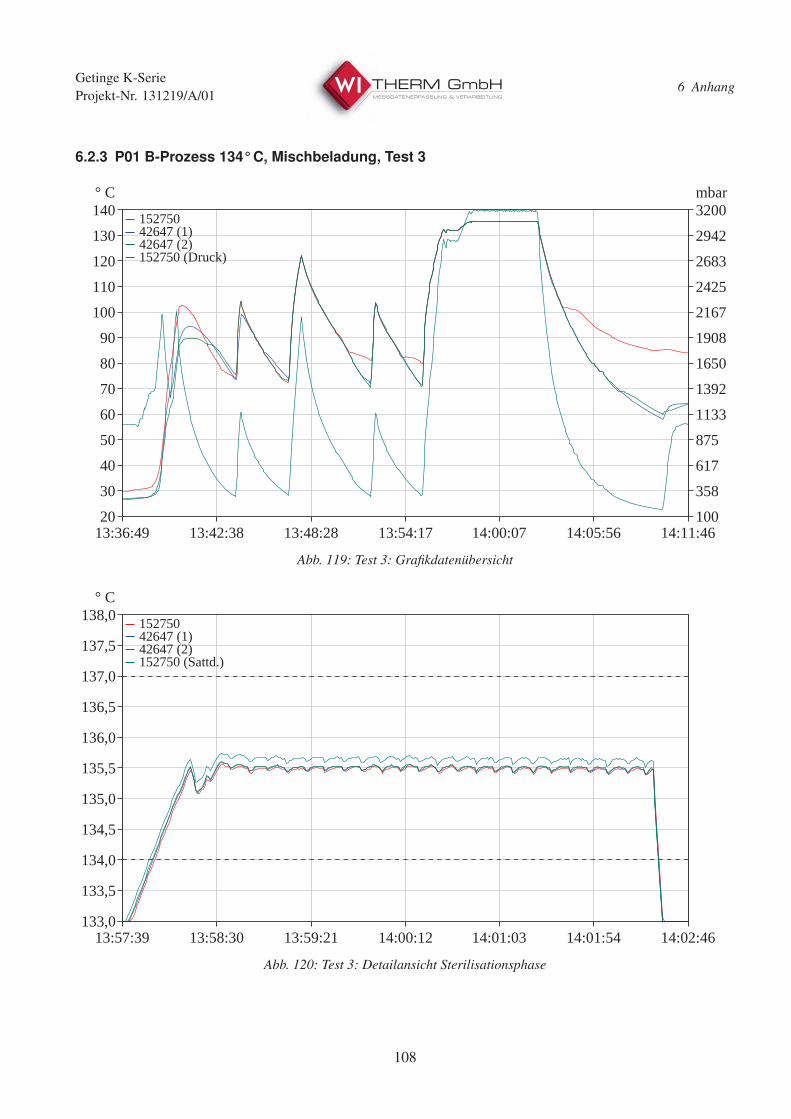
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.2.3 P01 B-Prozess 134°C, Mischbeladung, Test 3
13:36:49 13:42:38 13:48:28 13:54:17 14:00:07 14:05:56 14:11:46
140
130
120
110
100
90
80
70
60
50
40
30
20
° C3200
2942
2683
2425
2167
1908
1650
1392
1133
875
617
358
100
mbar
15275042647 (1)42647 (2)152750 (Druck)
Abb. 119: Test 3: Grafikdatenübersicht
13:57:39 13:58:30 13:59:21 14:00:12 14:01:03 14:01:54 14:02:46
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
15275042647 (1)42647 (2)152750 (Sattd.)
Abb. 120: Test 3: Detailansicht Sterilisationsphase
108
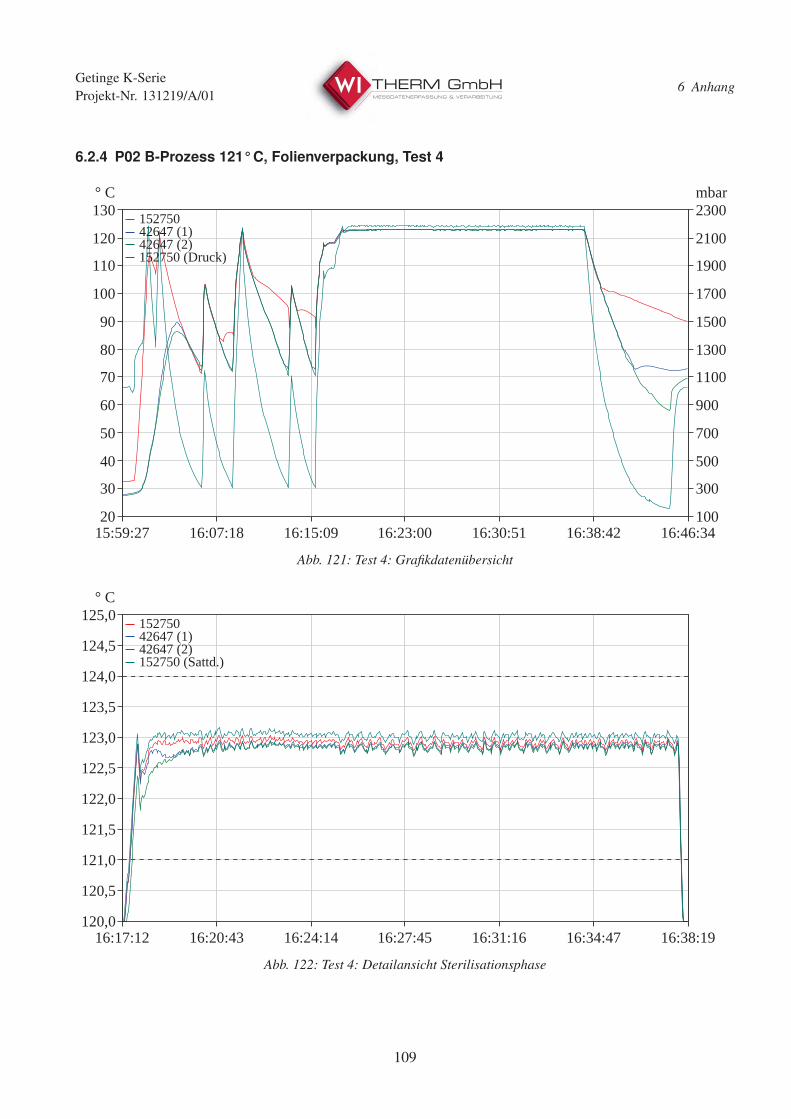
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.2.4 P02 B-Prozess 121°C, Folienverpackung, Test 4
15:59:27 16:07:18 16:15:09 16:23:00 16:30:51 16:38:42 16:46:34
130
120
110
100
90
80
70
60
50
40
30
20
° C2300
2100
1900
1700
1500
1300
1100
900
700
500
300
100
mbar
15275042647 (1)42647 (2)152750 (Druck)
Abb. 121: Test 4: Grafikdatenübersicht
16:17:12 16:20:43 16:24:14 16:27:45 16:31:16 16:34:47 16:38:19
125,0
124,5
124,0
123,5
123,0
122,5
122,0
121,5
121,0
120,5
120,0
° C
15275042647 (1)42647 (2)152750 (Sattd.)
Abb. 122: Test 4: Detailansicht Sterilisationsphase
109
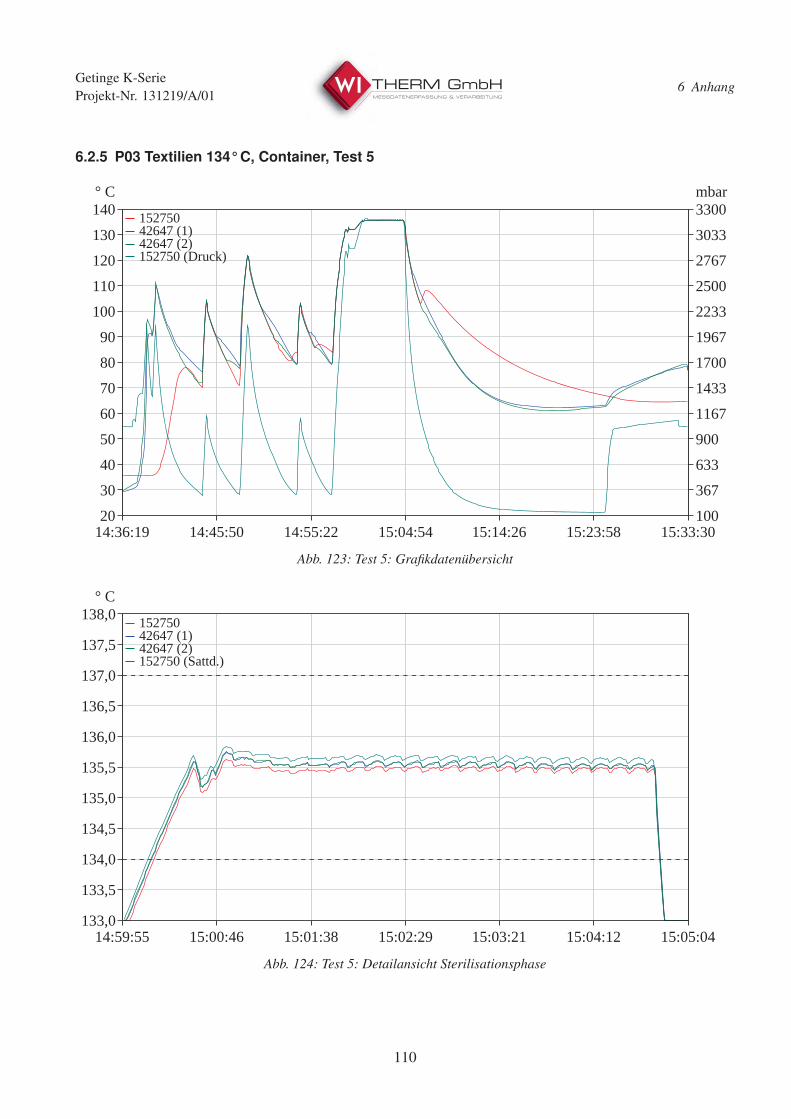
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.2.5 P03 Textilien 134°C, Container, Test 5
14:36:19 14:45:50 14:55:22 15:04:54 15:14:26 15:23:58 15:33:30
140
130
120
110
100
90
80
70
60
50
40
30
20
° C3300
3033
2767
2500
2233
1967
1700
1433
1167
900
633
367
100
mbar
15275042647 (1)42647 (2)152750 (Druck)
Abb. 123: Test 5: Grafikdatenübersicht
14:59:55 15:00:46 15:01:38 15:02:29 15:03:21 15:04:12 15:05:04
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
15275042647 (1)42647 (2)152750 (Sattd.)
Abb. 124: Test 5: Detailansicht Sterilisationsphase
110
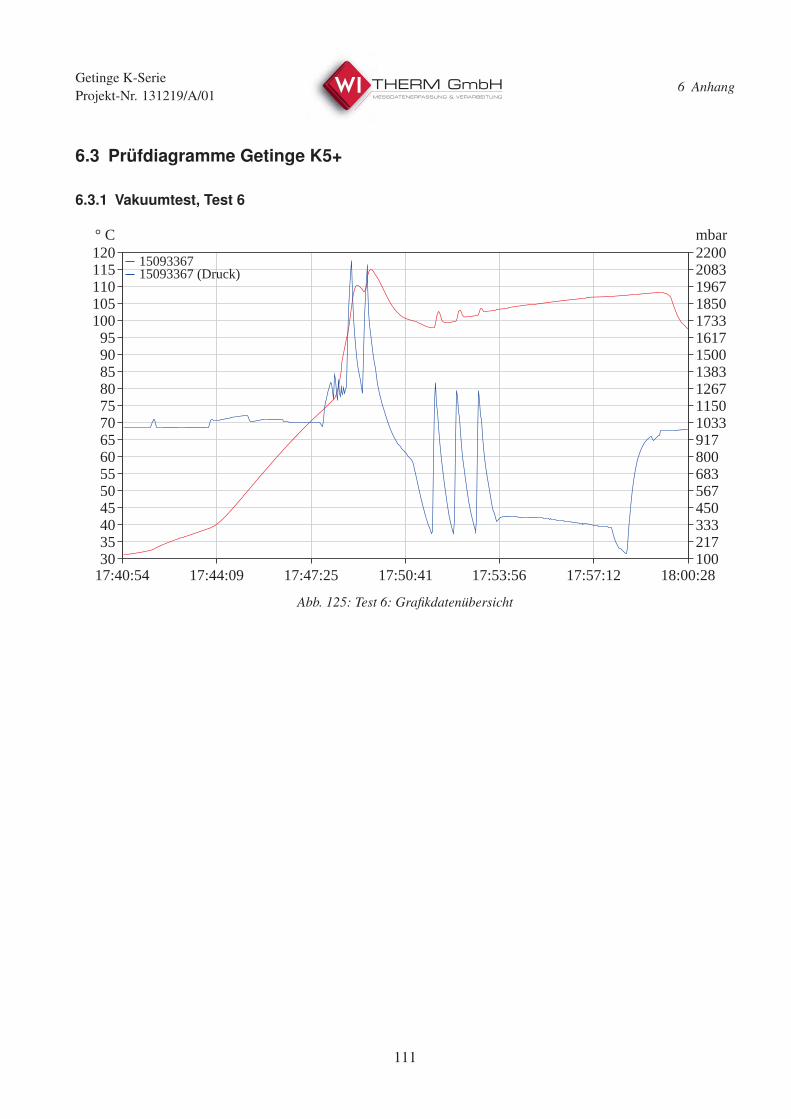
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3 Prüfdiagramme Getinge K5+
6.3.1 Vakuumtest, Test 6
17:40:54 17:44:09 17:47:25 17:50:41 17:53:56 17:57:12 18:00:28
120115110105100
9590858075706560555045403530
° C22002083196718501733161715001383126711501033917800683567450333217100
mbar
1509336715093367 (Druck)
Abb. 125: Test 6: Grafikdatenübersicht
111
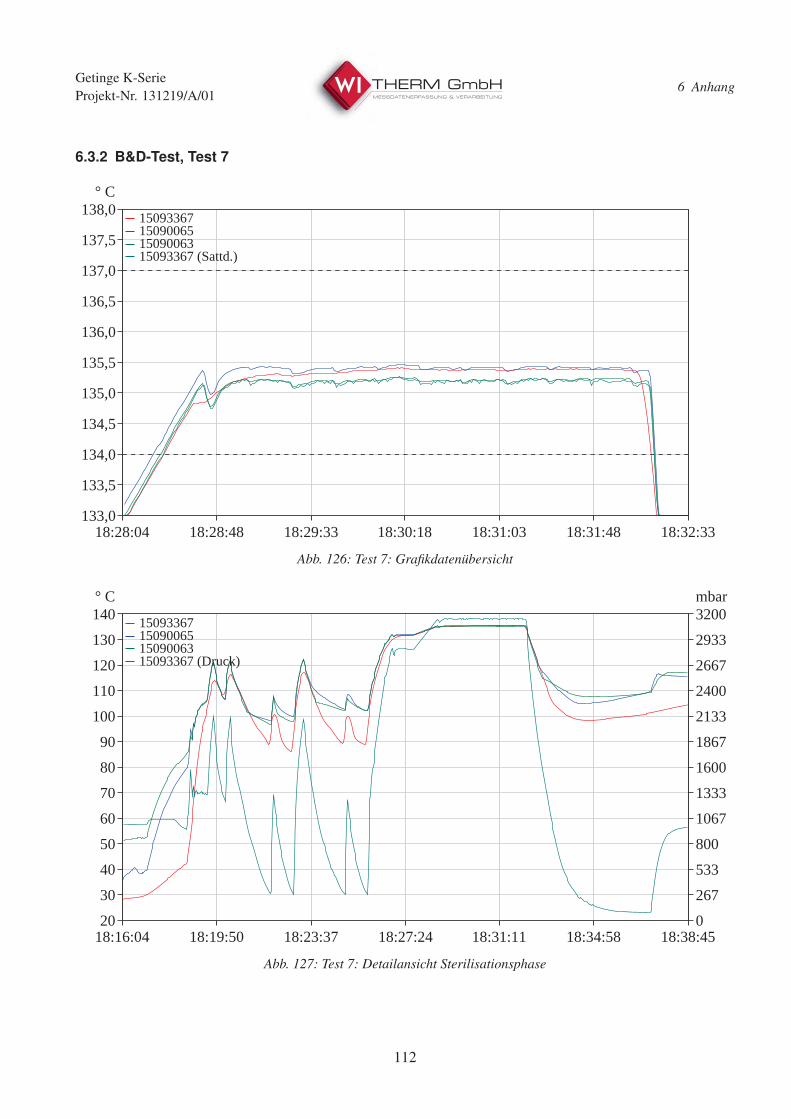
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3.2 B&D-Test, Test 7
18:28:04 18:28:48 18:29:33 18:30:18 18:31:03 18:31:48 18:32:33
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
15093367150900651509006315093367 (Sattd.)
Abb. 126: Test 7: Grafikdatenübersicht
18:16:04 18:19:50 18:23:37 18:27:24 18:31:11 18:34:58 18:38:45
140
130
120
110
100
90
80
70
60
50
40
30
20
° C3200
2933
2667
2400
2133
1867
1600
1333
1067
800
533
267
0
mbar
15093367150900651509006315093367 (Druck)
Abb. 127: Test 7: Detailansicht Sterilisationsphase
112
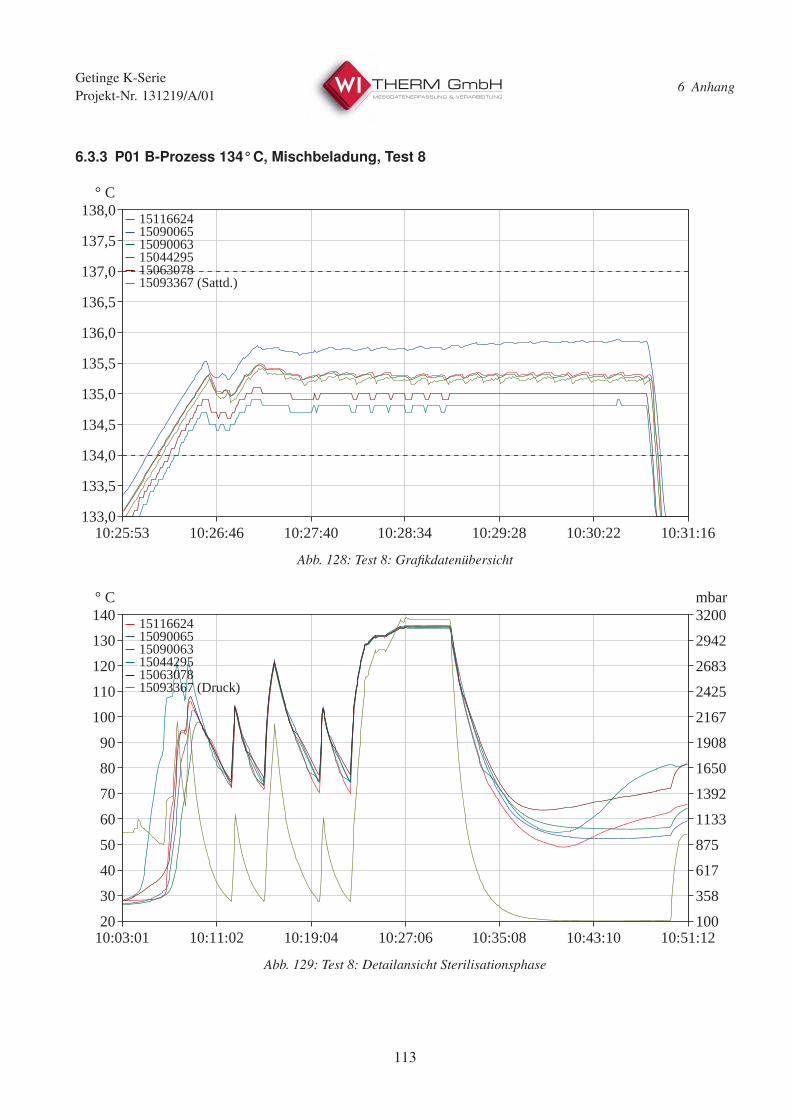
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3.3 P01 B-Prozess 134°C, Mischbeladung, Test 8
10:25:53 10:26:46 10:27:40 10:28:34 10:29:28 10:30:22 10:31:16
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
151166241509006515090063150442951506307815093367 (Sattd.)
Abb. 128: Test 8: Grafikdatenübersicht
10:03:01 10:11:02 10:19:04 10:27:06 10:35:08 10:43:10 10:51:12
140
130
120
110
100
90
80
70
60
50
40
30
20
° C3200
2942
2683
2425
2167
1908
1650
1392
1133
875
617
358
100
mbar
151166241509006515090063150442951506307815093367 (Druck)
Abb. 129: Test 8: Detailansicht Sterilisationsphase
113
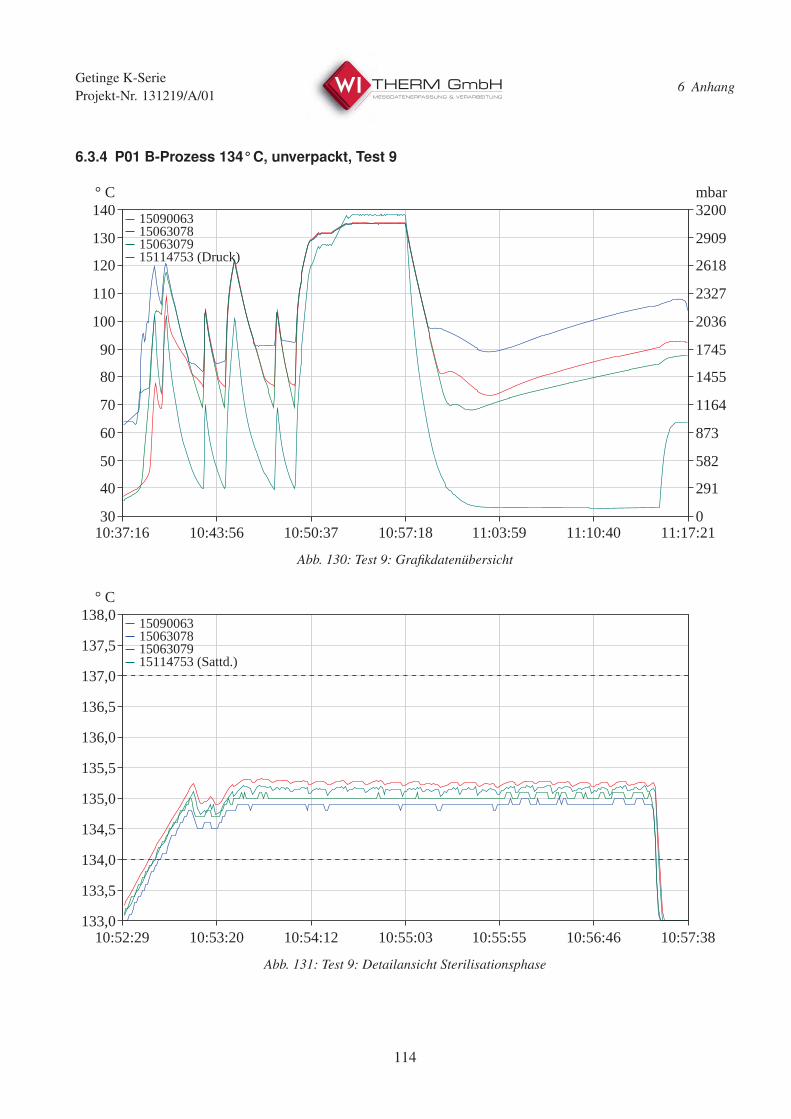
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3.4 P01 B-Prozess 134°C, unverpackt, Test 9
10:37:16 10:43:56 10:50:37 10:57:18 11:03:59 11:10:40 11:17:21
140
130
120
110
100
90
80
70
60
50
40
30
° C3200
2909
2618
2327
2036
1745
1455
1164
873
582
291
0
mbar
15090063150630781506307915114753 (Druck)
Abb. 130: Test 9: Grafikdatenübersicht
10:52:29 10:53:20 10:54:12 10:55:03 10:55:55 10:56:46 10:57:38
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
15090063150630781506307915114753 (Sattd.)
Abb. 131: Test 9: Detailansicht Sterilisationsphase
114
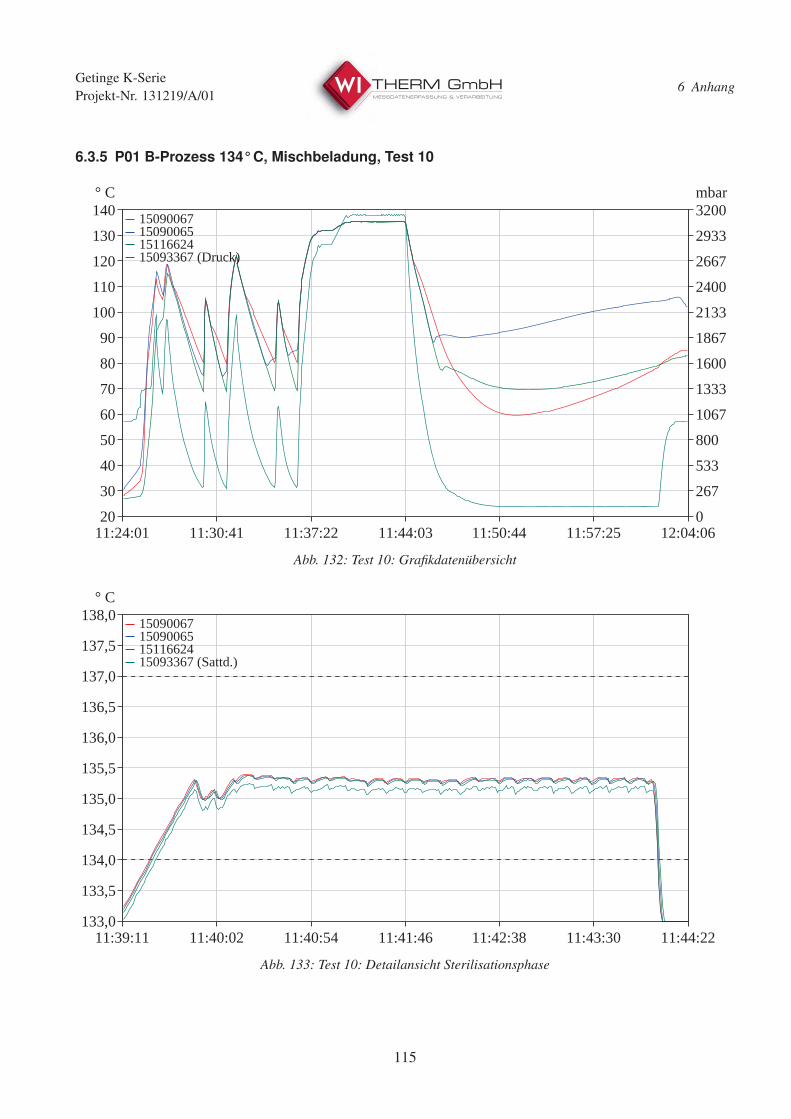
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3.5 P01 B-Prozess 134°C, Mischbeladung, Test 10
11:24:01 11:30:41 11:37:22 11:44:03 11:50:44 11:57:25 12:04:06
140
130
120
110
100
90
80
70
60
50
40
30
20
° C3200
2933
2667
2400
2133
1867
1600
1333
1067
800
533
267
0
mbar
15090067150900651511662415093367 (Druck)
Abb. 132: Test 10: Grafikdatenübersicht
11:39:11 11:40:02 11:40:54 11:41:46 11:42:38 11:43:30 11:44:22
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
15090067150900651511662415093367 (Sattd.)
Abb. 133: Test 10: Detailansicht Sterilisationsphase
115
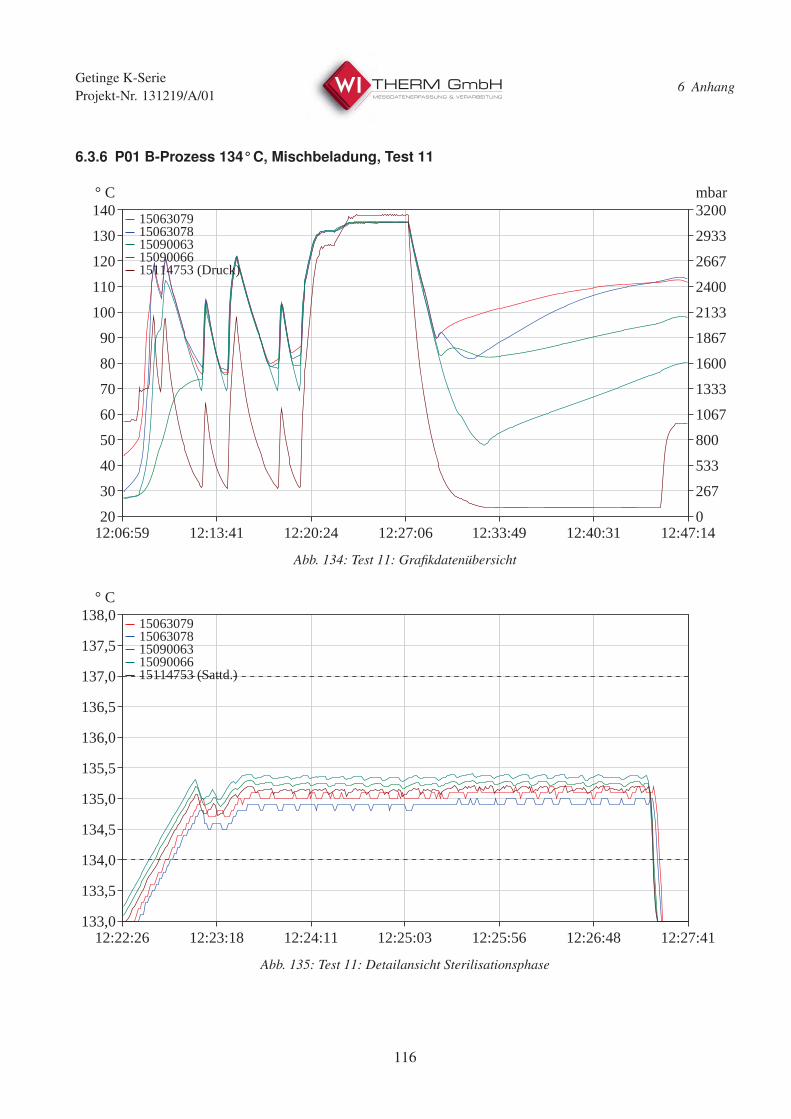
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3.6 P01 B-Prozess 134°C, Mischbeladung, Test 11
12:06:59 12:13:41 12:20:24 12:27:06 12:33:49 12:40:31 12:47:14
140
130
120
110
100
90
80
70
60
50
40
30
20
° C3200
2933
2667
2400
2133
1867
1600
1333
1067
800
533
267
0
mbar
1506307915063078150900631509006615114753 (Druck)
Abb. 134: Test 11: Grafikdatenübersicht
12:22:26 12:23:18 12:24:11 12:25:03 12:25:56 12:26:48 12:27:41
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
1506307915063078150900631509006615114753 (Sattd.)
Abb. 135: Test 11: Detailansicht Sterilisationsphase
116
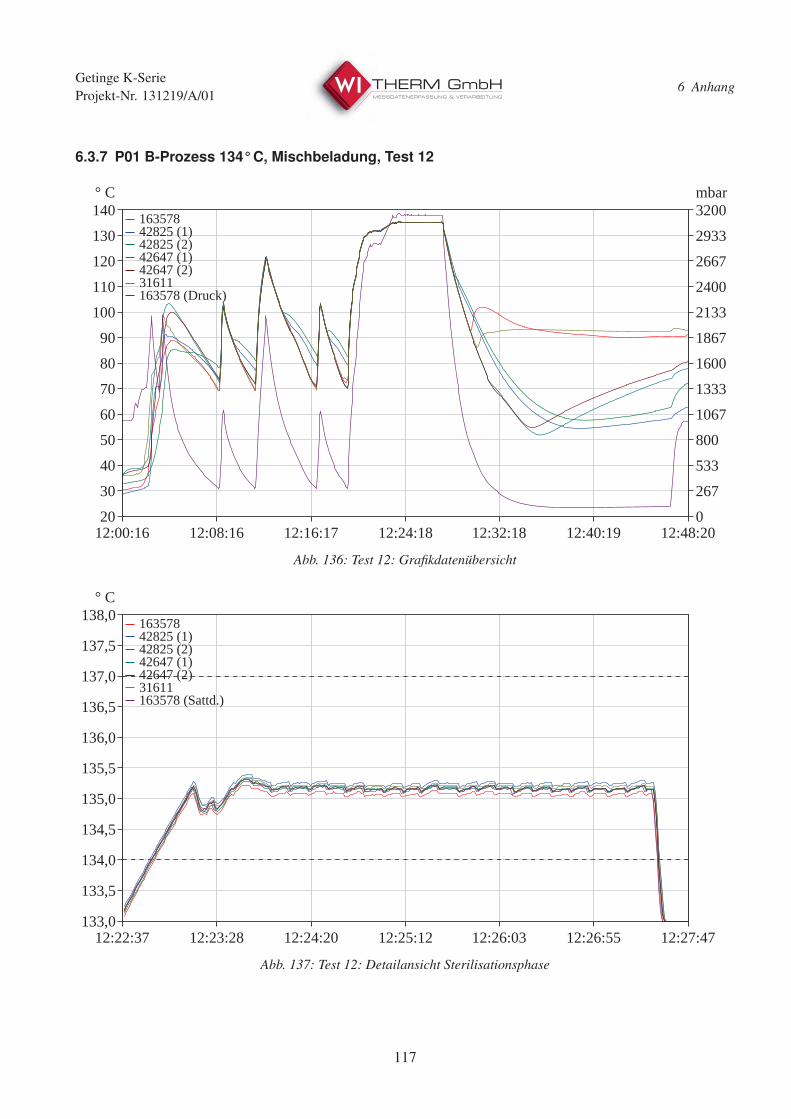
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3.7 P01 B-Prozess 134°C, Mischbeladung, Test 12
12:00:16 12:08:16 12:16:17 12:24:18 12:32:18 12:40:19 12:48:20
140
130
120
110
100
90
80
70
60
50
40
30
20
° C3200
2933
2667
2400
2133
1867
1600
1333
1067
800
533
267
0
mbar
16357842825 (1)42825 (2)42647 (1)42647 (2)31611163578 (Druck)
Abb. 136: Test 12: Grafikdatenübersicht
12:22:37 12:23:28 12:24:20 12:25:12 12:26:03 12:26:55 12:27:47
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
16357842825 (1)42825 (2)42647 (1)42647 (2)31611163578 (Sattd.)
Abb. 137: Test 12: Detailansicht Sterilisationsphase
117
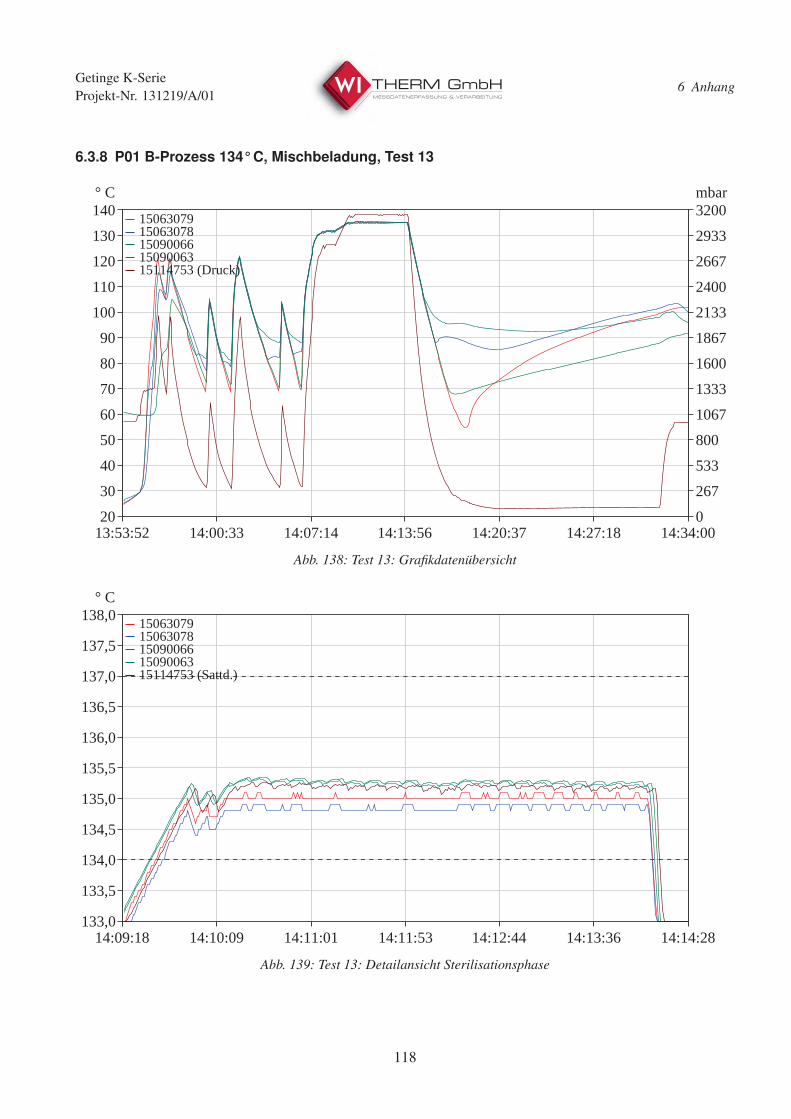
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3.8 P01 B-Prozess 134°C, Mischbeladung, Test 13
13:53:52 14:00:33 14:07:14 14:13:56 14:20:37 14:27:18 14:34:00
140
130
120
110
100
90
80
70
60
50
40
30
20
° C3200
2933
2667
2400
2133
1867
1600
1333
1067
800
533
267
0
mbar
1506307915063078150900661509006315114753 (Druck)
Abb. 138: Test 13: Grafikdatenübersicht
14:09:18 14:10:09 14:11:01 14:11:53 14:12:44 14:13:36 14:14:28
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
1506307915063078150900661509006315114753 (Sattd.)
Abb. 139: Test 13: Detailansicht Sterilisationsphase
118
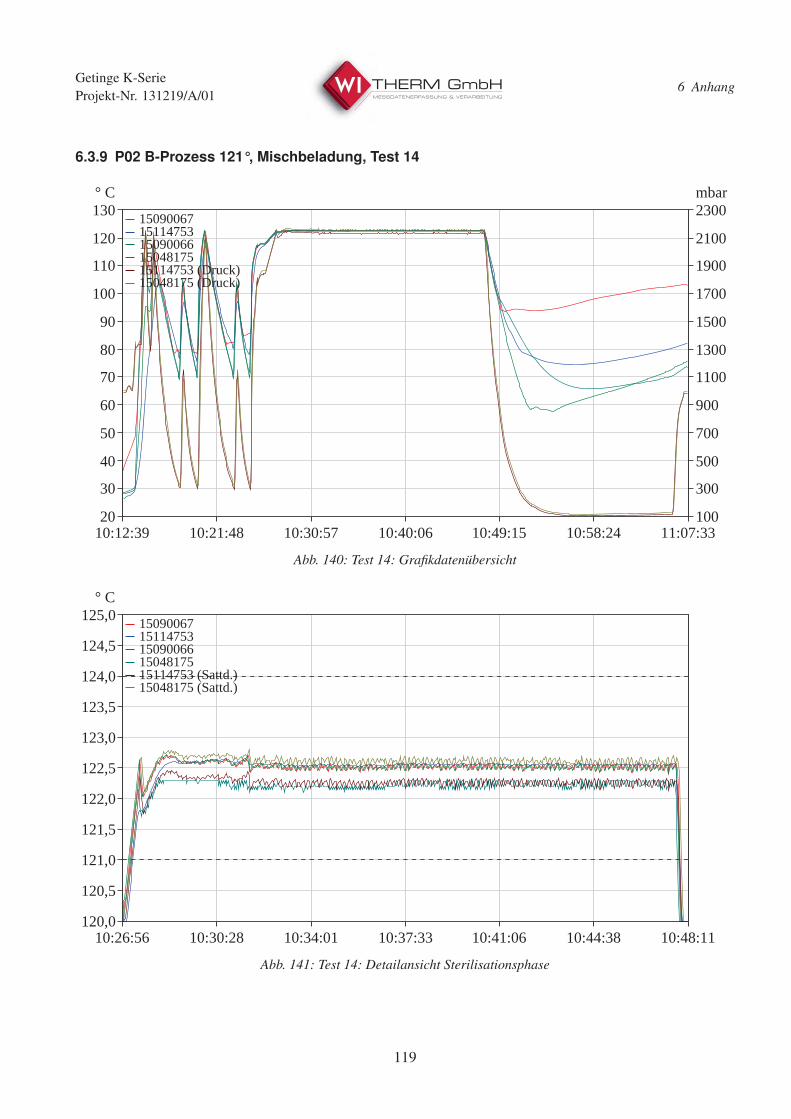
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3.9 P02 B-Prozess 121°, Mischbeladung, Test 14
10:12:39 10:21:48 10:30:57 10:40:06 10:49:15 10:58:24 11:07:33
130
120
110
100
90
80
70
60
50
40
30
20
° C2300
2100
1900
1700
1500
1300
1100
900
700
500
300
100
mbar
1509006715114753150900661504817515114753 (Druck)15048175 (Druck)
Abb. 140: Test 14: Grafikdatenübersicht
10:26:56 10:30:28 10:34:01 10:37:33 10:41:06 10:44:38 10:48:11
125,0
124,5
124,0
123,5
123,0
122,5
122,0
121,5
121,0
120,5
120,0
° C
1509006715114753150900661504817515114753 (Sattd.)15048175 (Sattd.)
Abb. 141: Test 14: Detailansicht Sterilisationsphase
119
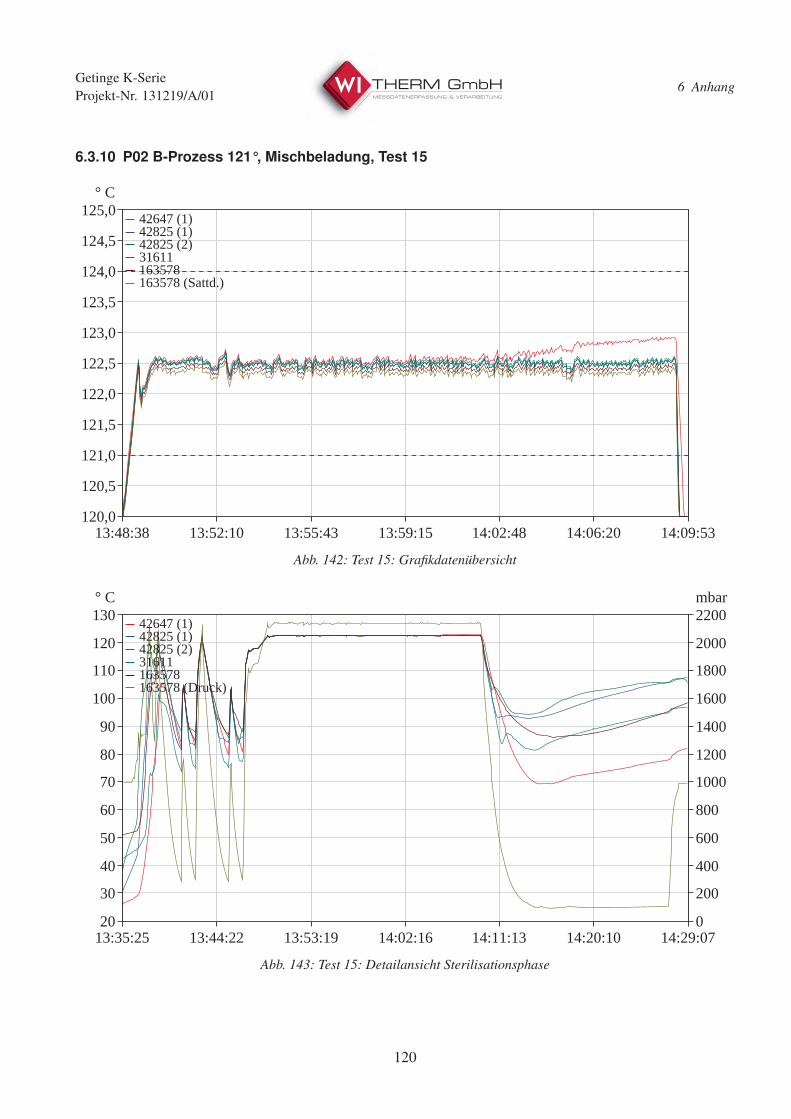
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3.10 P02 B-Prozess 121°, Mischbeladung, Test 15
13:48:38 13:52:10 13:55:43 13:59:15 14:02:48 14:06:20 14:09:53
125,0
124,5
124,0
123,5
123,0
122,5
122,0
121,5
121,0
120,5
120,0
° C
42647 (1)42825 (1)42825 (2)31611163578163578 (Sattd.)
Abb. 142: Test 15: Grafikdatenübersicht
13:35:25 13:44:22 13:53:19 14:02:16 14:11:13 14:20:10 14:29:07
130
120
110
100
90
80
70
60
50
40
30
20
° C2200
2000
1800
1600
1400
1200
1000
800
600
400
200
0
mbar
42647 (1)42825 (1)42825 (2)31611163578163578 (Druck)
Abb. 143: Test 15: Detailansicht Sterilisationsphase
120
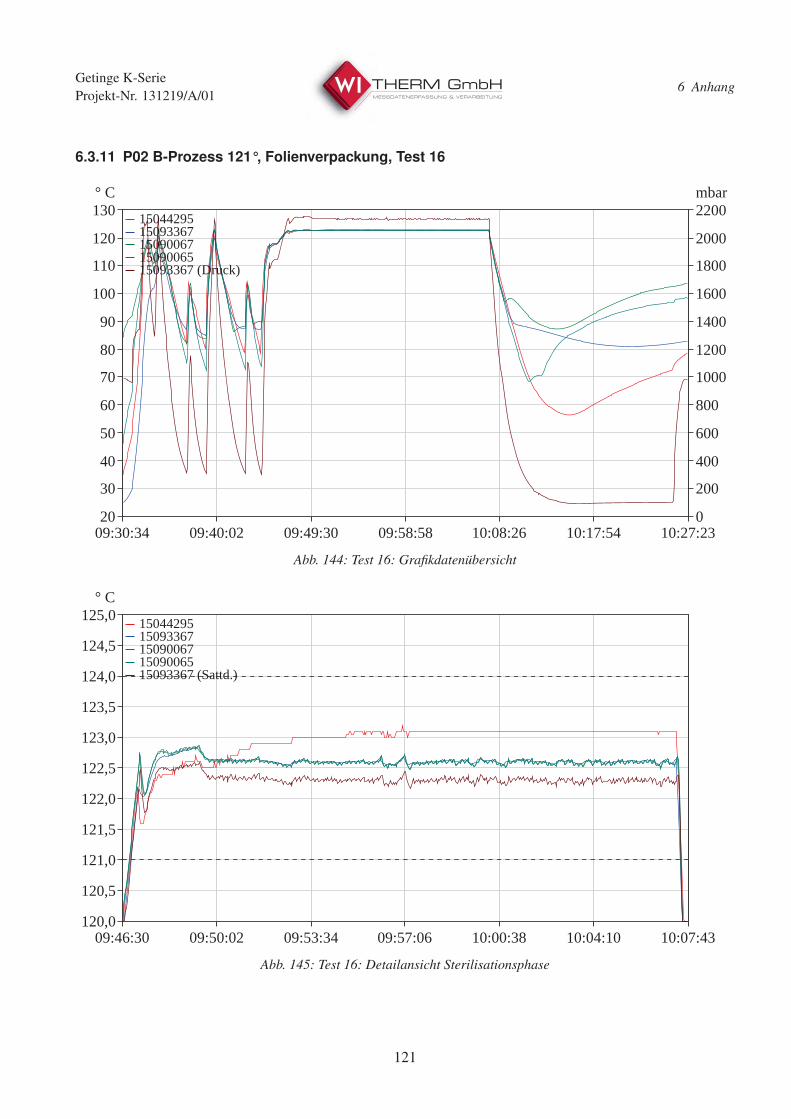
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3.11 P02 B-Prozess 121°, Folienverpackung, Test 16
09:30:34 09:40:02 09:49:30 09:58:58 10:08:26 10:17:54 10:27:23
130
120
110
100
90
80
70
60
50
40
30
20
° C2200
2000
1800
1600
1400
1200
1000
800
600
400
200
0
mbar
1504429515093367150900671509006515093367 (Druck)
Abb. 144: Test 16: Grafikdatenübersicht
09:46:30 09:50:02 09:53:34 09:57:06 10:00:38 10:04:10 10:07:43
125,0
124,5
124,0
123,5
123,0
122,5
122,0
121,5
121,0
120,5
120,0
° C
1504429515093367150900671509006515093367 (Sattd.)
Abb. 145: Test 16: Detailansicht Sterilisationsphase
121
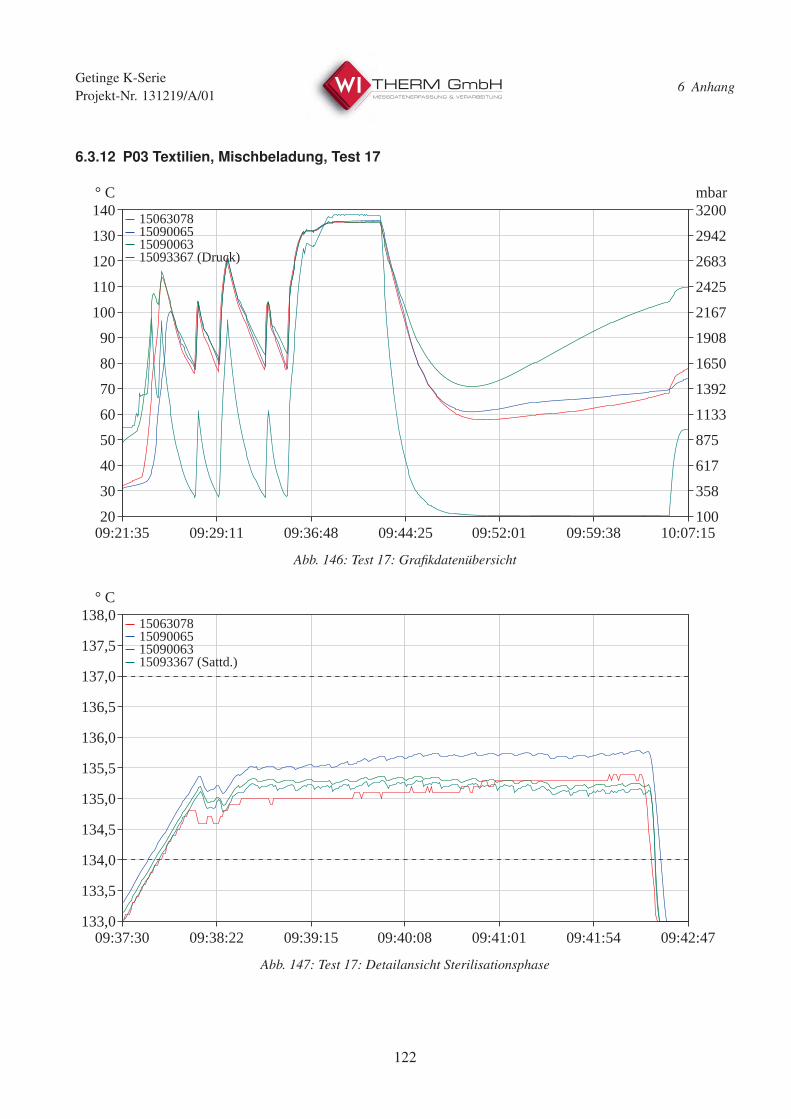
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3.12 P03 Textilien, Mischbeladung, Test 17
09:21:35 09:29:11 09:36:48 09:44:25 09:52:01 09:59:38 10:07:15
140
130
120
110
100
90
80
70
60
50
40
30
20
° C3200
2942
2683
2425
2167
1908
1650
1392
1133
875
617
358
100
mbar
15063078150900651509006315093367 (Druck)
Abb. 146: Test 17: Grafikdatenübersicht
09:37:30 09:38:22 09:39:15 09:40:08 09:41:01 09:41:54 09:42:47
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
15063078150900651509006315093367 (Sattd.)
Abb. 147: Test 17: Detailansicht Sterilisationsphase
122
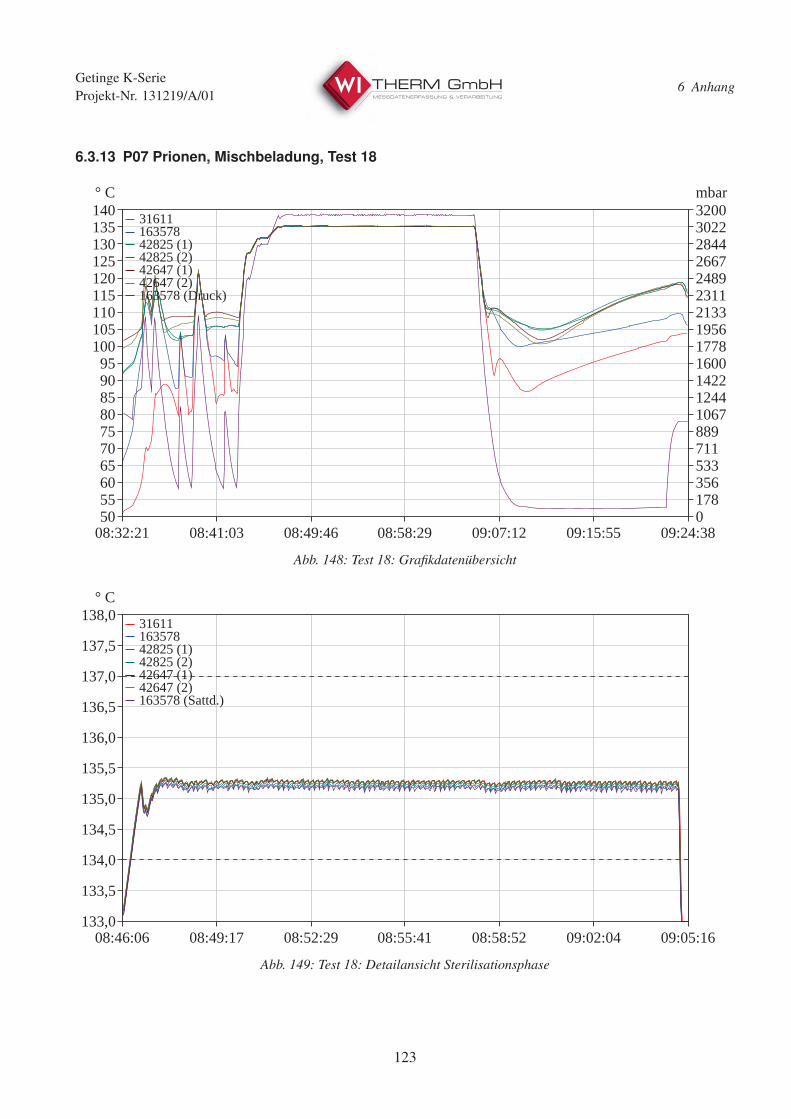
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3.13 P07 Prionen, Mischbeladung, Test 18
08:32:21 08:41:03 08:49:46 08:58:29 09:07:12 09:15:55 09:24:38
140135130125120115110105100
95908580757065605550
° C32003022284426672489231121331956177816001422124410678897115333561780
mbar
3161116357842825 (1)42825 (2)42647 (1)42647 (2)163578 (Druck)
Abb. 148: Test 18: Grafikdatenübersicht
08:46:06 08:49:17 08:52:29 08:55:41 08:58:52 09:02:04 09:05:16
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
3161116357842825 (1)42825 (2)42647 (1)42647 (2)163578 (Sattd.)
Abb. 149: Test 18: Detailansicht Sterilisationsphase
123
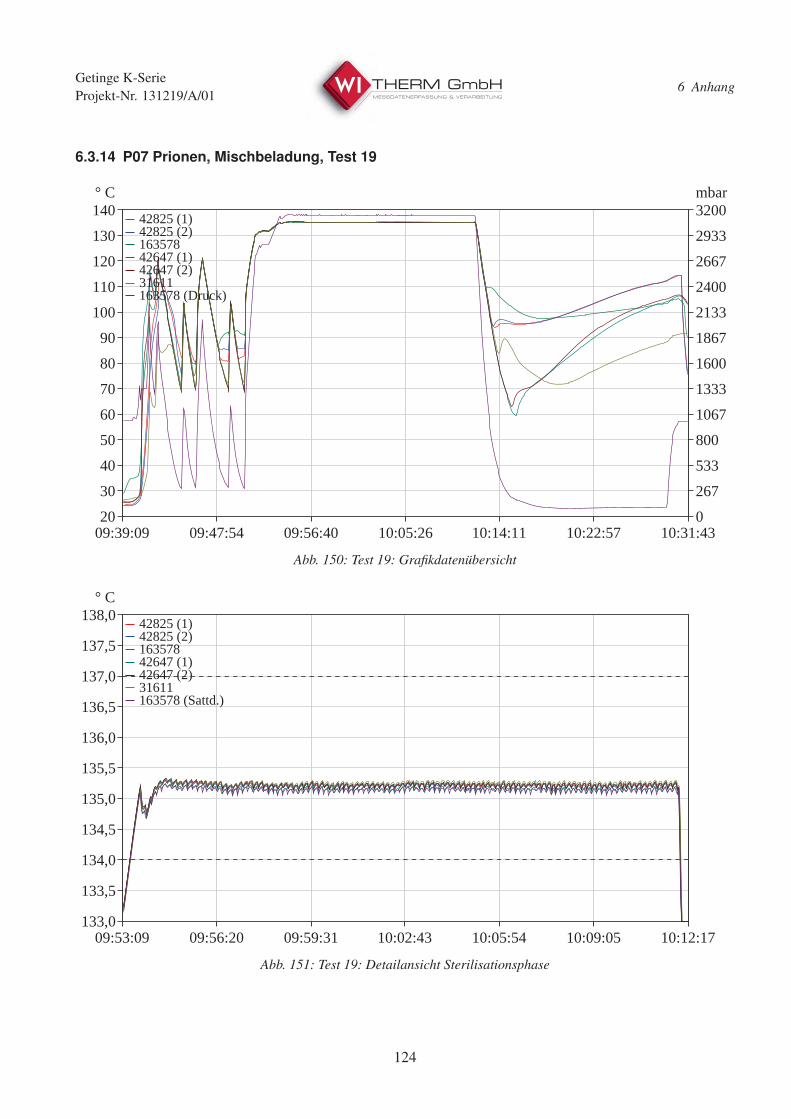
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3.14 P07 Prionen, Mischbeladung, Test 19
09:39:09 09:47:54 09:56:40 10:05:26 10:14:11 10:22:57 10:31:43
140
130
120
110
100
90
80
70
60
50
40
30
20
° C3200
2933
2667
2400
2133
1867
1600
1333
1067
800
533
267
0
mbar
42825 (1)42825 (2)16357842647 (1)42647 (2)31611163578 (Druck)
Abb. 150: Test 19: Grafikdatenübersicht
09:53:09 09:56:20 09:59:31 10:02:43 10:05:54 10:09:05 10:12:17
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
42825 (1)42825 (2)16357842647 (1)42647 (2)31611163578 (Sattd.)
Abb. 151: Test 19: Detailansicht Sterilisationsphase
124
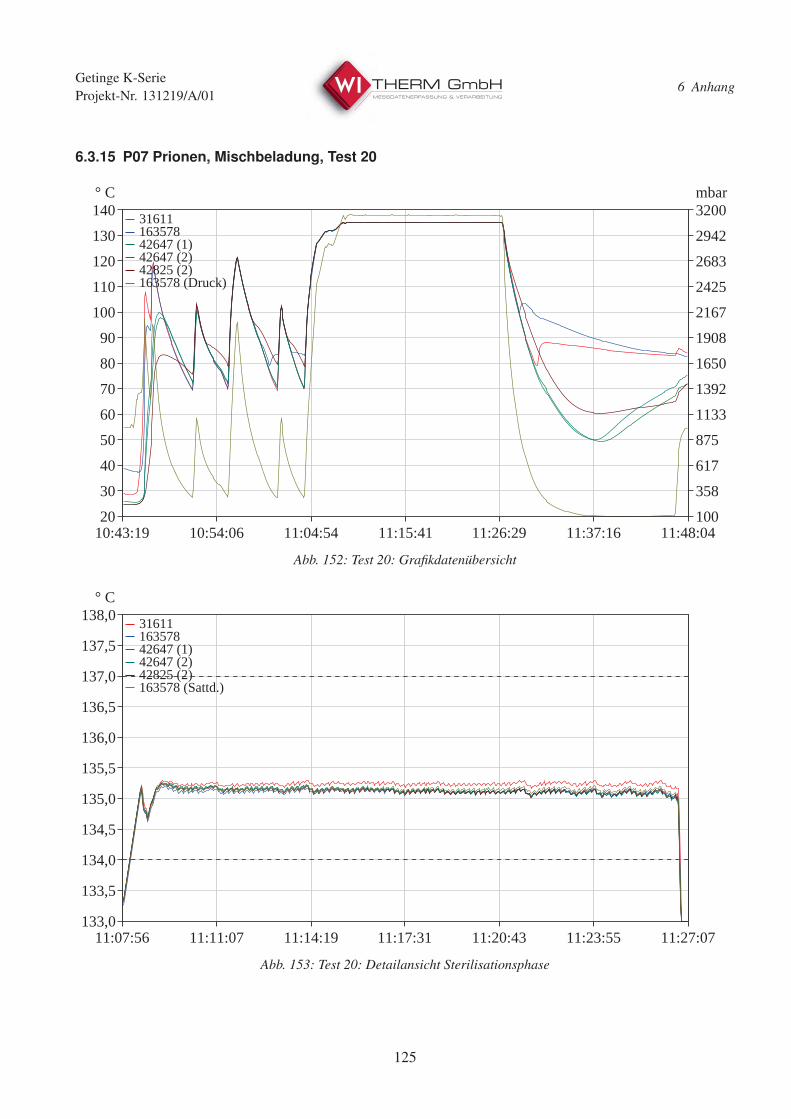
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3.15 P07 Prionen, Mischbeladung, Test 20
10:43:19 10:54:06 11:04:54 11:15:41 11:26:29 11:37:16 11:48:04
140
130
120
110
100
90
80
70
60
50
40
30
20
° C3200
2942
2683
2425
2167
1908
1650
1392
1133
875
617
358
100
mbar
3161116357842647 (1)42647 (2)42825 (2)163578 (Druck)
Abb. 152: Test 20: Grafikdatenübersicht
11:07:56 11:11:07 11:14:19 11:17:31 11:20:43 11:23:55 11:27:07
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
3161116357842647 (1)42647 (2)42825 (2)163578 (Sattd.)
Abb. 153: Test 20: Detailansicht Sterilisationsphase
125
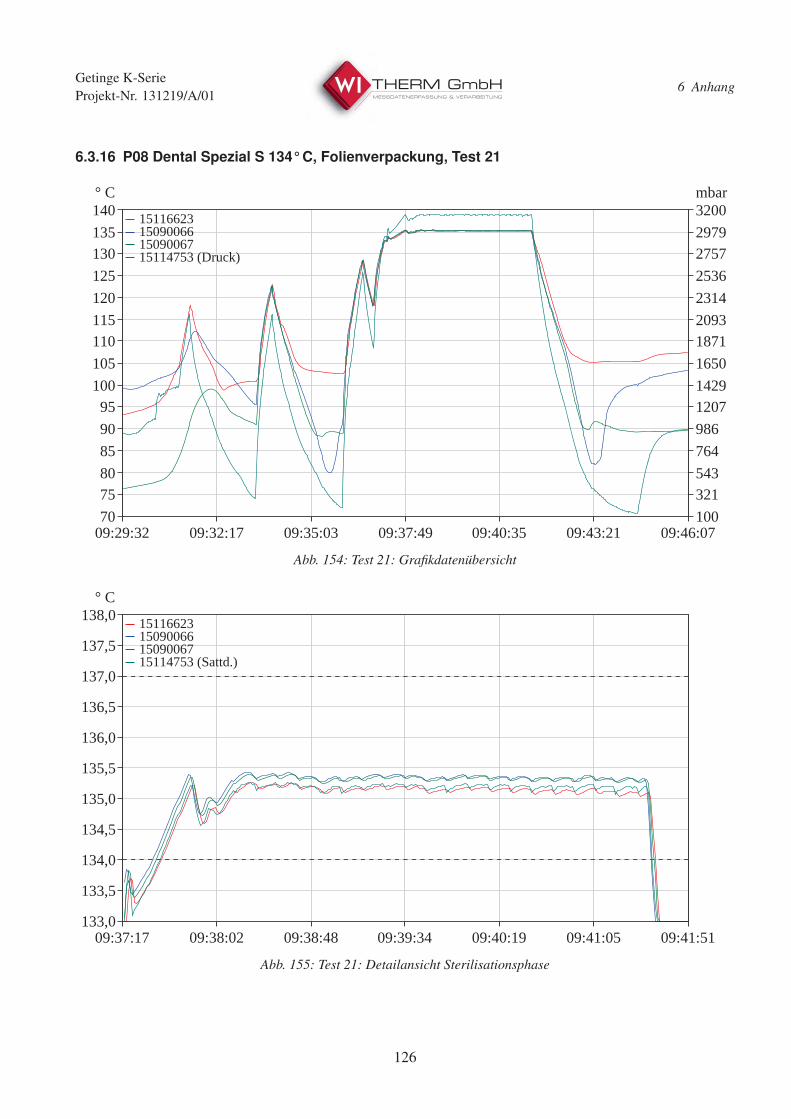
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3.16 P08 Dental Spezial S 134°C, Folienverpackung, Test 21
09:29:32 09:32:17 09:35:03 09:37:49 09:40:35 09:43:21 09:46:07
140135130125120115110105100
959085807570
° C3200297927572536231420931871165014291207986764543321100
mbar
15116623150900661509006715114753 (Druck)
Abb. 154: Test 21: Grafikdatenübersicht
09:37:17 09:38:02 09:38:48 09:39:34 09:40:19 09:41:05 09:41:51
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
15116623150900661509006715114753 (Sattd.)
Abb. 155: Test 21: Detailansicht Sterilisationsphase
126
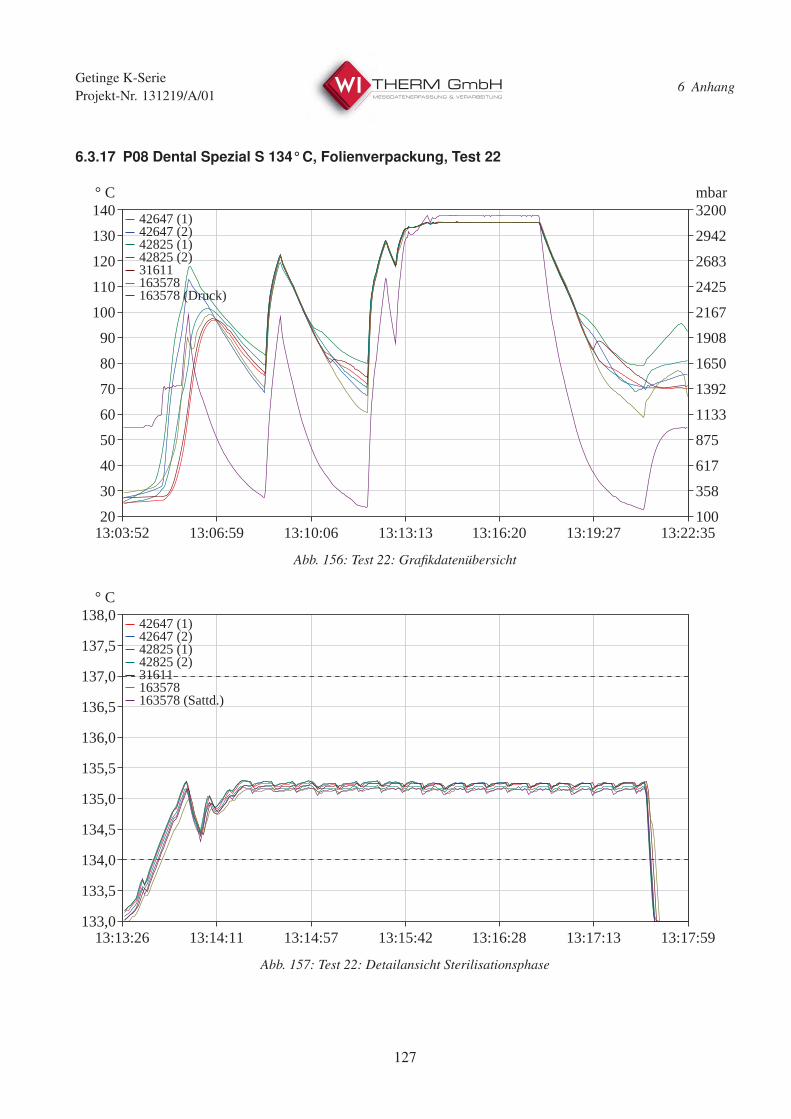
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3.17 P08 Dental Spezial S 134°C, Folienverpackung, Test 22
13:03:52 13:06:59 13:10:06 13:13:13 13:16:20 13:19:27 13:22:35
140
130
120
110
100
90
80
70
60
50
40
30
20
° C3200
2942
2683
2425
2167
1908
1650
1392
1133
875
617
358
100
mbar
42647 (1)42647 (2)42825 (1)42825 (2)31611163578163578 (Druck)
Abb. 156: Test 22: Grafikdatenübersicht
13:13:26 13:14:11 13:14:57 13:15:42 13:16:28 13:17:13 13:17:59
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
42647 (1)42647 (2)42825 (1)42825 (2)31611163578163578 (Sattd.)
Abb. 157: Test 22: Detailansicht Sterilisationsphase
127
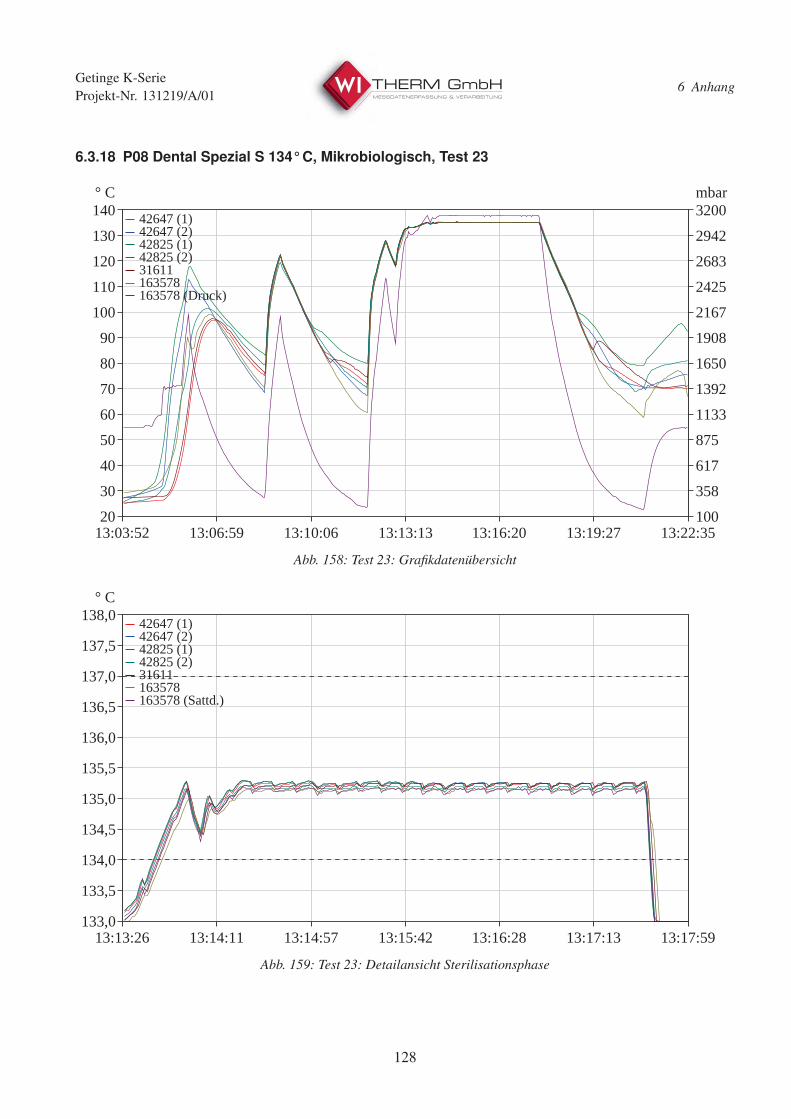
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.3.18 P08 Dental Spezial S 134°C, Mikrobiologisch, Test 23
13:03:52 13:06:59 13:10:06 13:13:13 13:16:20 13:19:27 13:22:35
140
130
120
110
100
90
80
70
60
50
40
30
20
° C3200
2942
2683
2425
2167
1908
1650
1392
1133
875
617
358
100
mbar
42647 (1)42647 (2)42825 (1)42825 (2)31611163578163578 (Druck)
Abb. 158: Test 23: Grafikdatenübersicht
13:13:26 13:14:11 13:14:57 13:15:42 13:16:28 13:17:13 13:17:59
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
42647 (1)42647 (2)42825 (1)42825 (2)31611163578163578 (Sattd.)
Abb. 159: Test 23: Detailansicht Sterilisationsphase
128
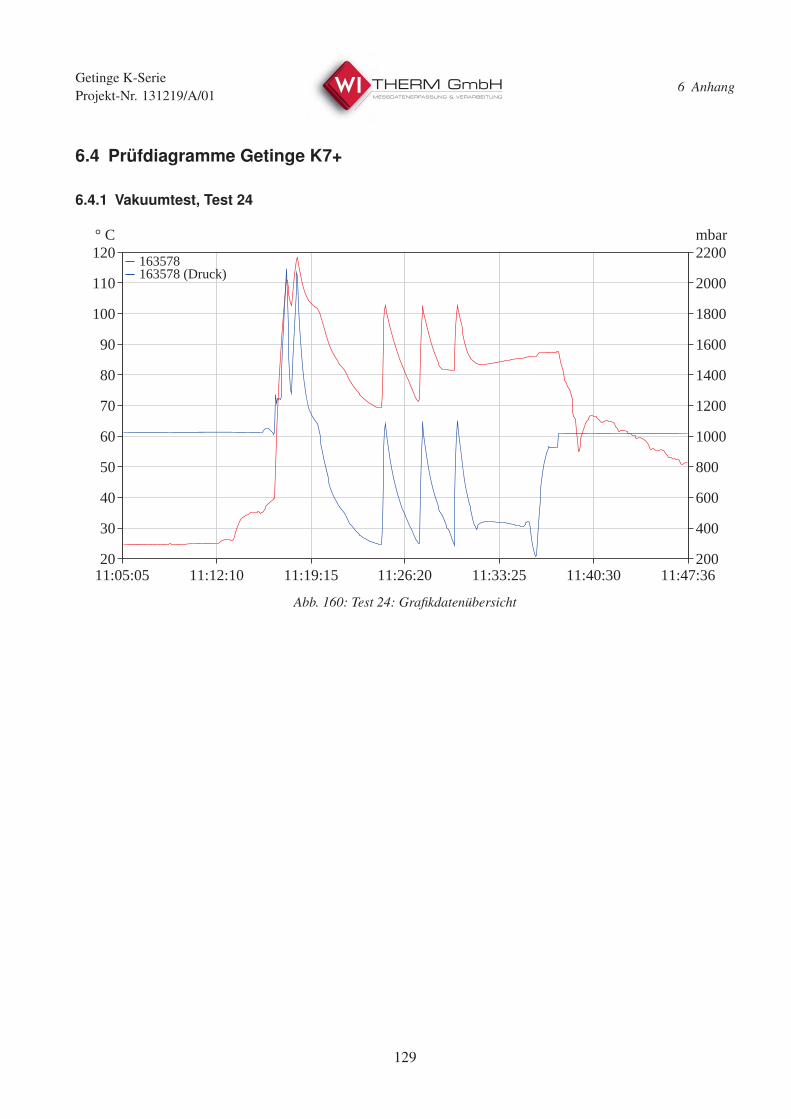
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.4 Prüfdiagramme Getinge K7+
6.4.1 Vakuumtest, Test 24
11:05:05 11:12:10 11:19:15 11:26:20 11:33:25 11:40:30 11:47:36
120
110
100
90
80
70
60
50
40
30
20
° C2200
2000
1800
1600
1400
1200
1000
800
600
400
200
mbar
163578163578 (Druck)
Abb. 160: Test 24: Grafikdatenübersicht
129
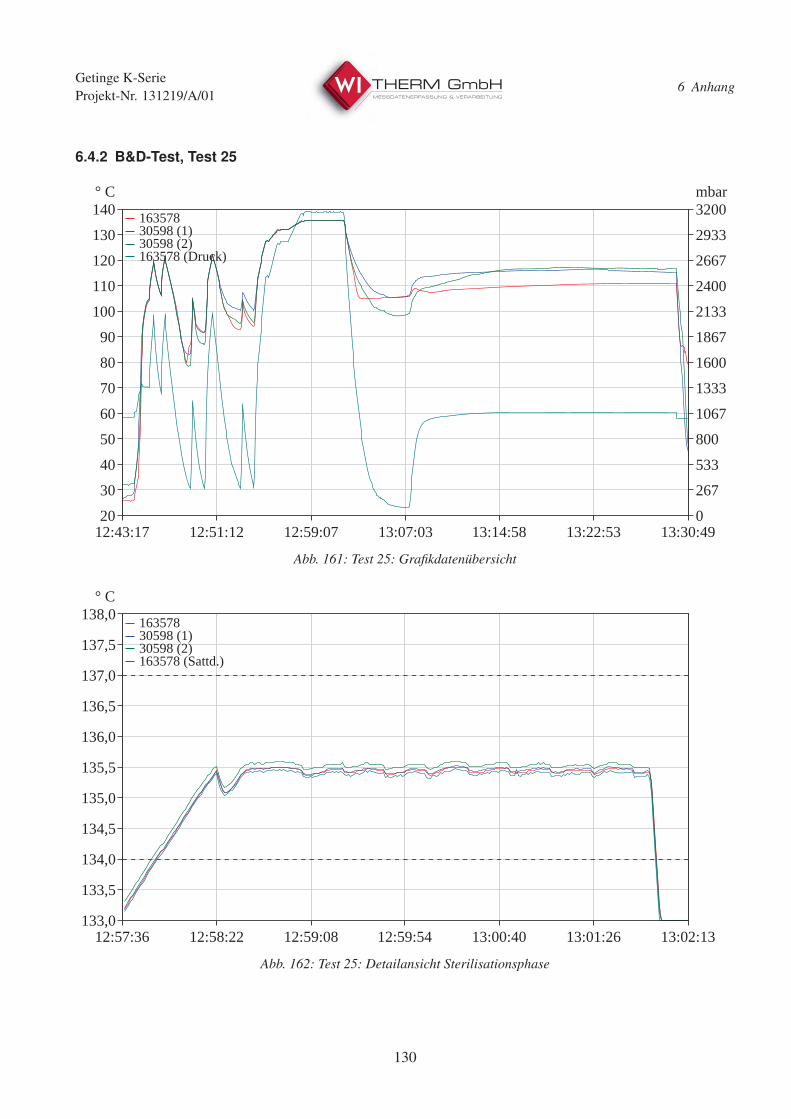
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.4.2 B&D-Test, Test 25
12:43:17 12:51:12 12:59:07 13:07:03 13:14:58 13:22:53 13:30:49
140
130
120
110
100
90
80
70
60
50
40
30
20
° C3200
2933
2667
2400
2133
1867
1600
1333
1067
800
533
267
0
mbar
16357830598 (1)30598 (2)163578 (Druck)
Abb. 161: Test 25: Grafikdatenübersicht
12:57:36 12:58:22 12:59:08 12:59:54 13:00:40 13:01:26 13:02:13
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
16357830598 (1)30598 (2)163578 (Sattd.)
Abb. 162: Test 25: Detailansicht Sterilisationsphase
130
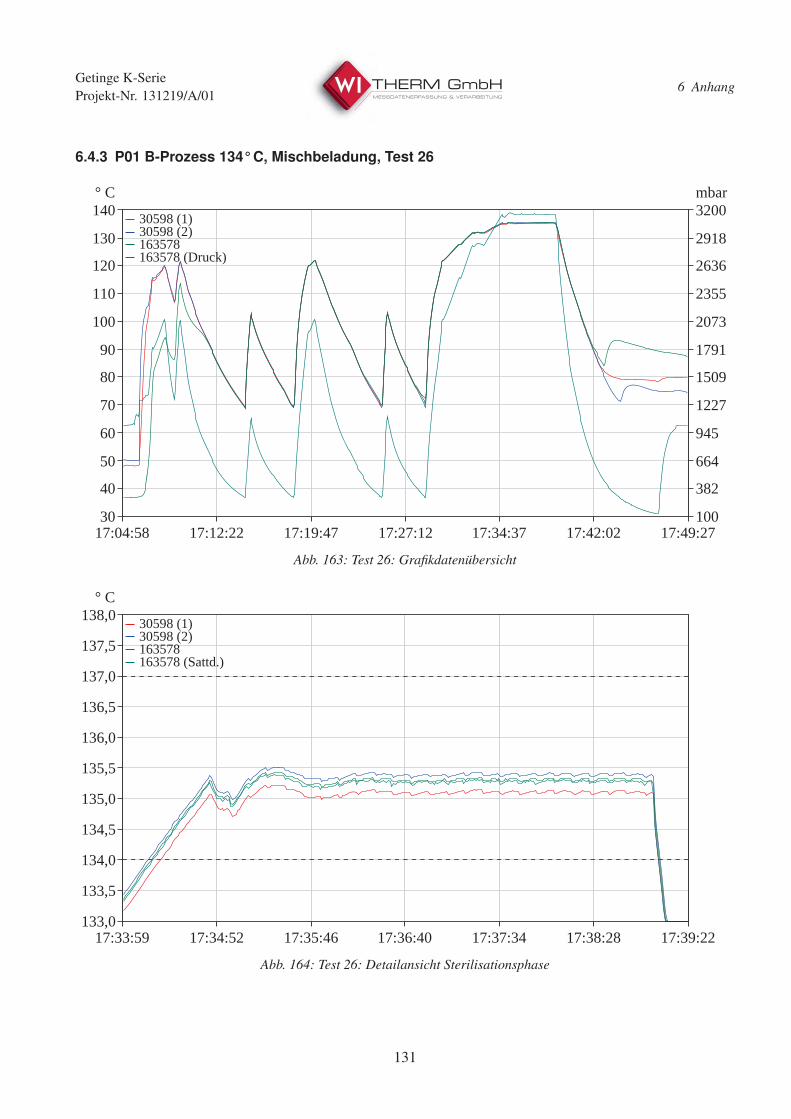
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.4.3 P01 B-Prozess 134°C, Mischbeladung, Test 26
17:04:58 17:12:22 17:19:47 17:27:12 17:34:37 17:42:02 17:49:27
140
130
120
110
100
90
80
70
60
50
40
30
° C3200
2918
2636
2355
2073
1791
1509
1227
945
664
382
100
mbar
30598 (1)30598 (2)163578163578 (Druck)
Abb. 163: Test 26: Grafikdatenübersicht
17:33:59 17:34:52 17:35:46 17:36:40 17:37:34 17:38:28 17:39:22
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
30598 (1)30598 (2)163578163578 (Sattd.)
Abb. 164: Test 26: Detailansicht Sterilisationsphase
131
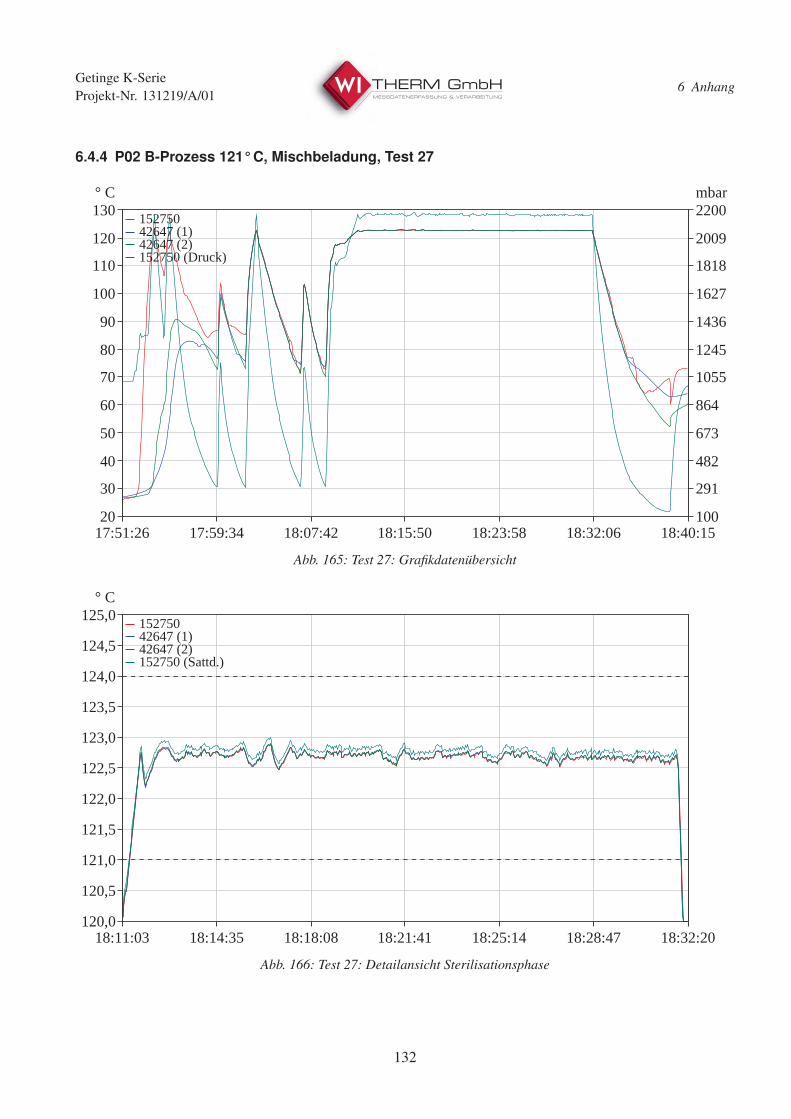
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.4.4 P02 B-Prozess 121°C, Mischbeladung, Test 27
17:51:26 17:59:34 18:07:42 18:15:50 18:23:58 18:32:06 18:40:15
130
120
110
100
90
80
70
60
50
40
30
20
° C2200
2009
1818
1627
1436
1245
1055
864
673
482
291
100
mbar
15275042647 (1)42647 (2)152750 (Druck)
Abb. 165: Test 27: Grafikdatenübersicht
18:11:03 18:14:35 18:18:08 18:21:41 18:25:14 18:28:47 18:32:20
125,0
124,5
124,0
123,5
123,0
122,5
122,0
121,5
121,0
120,5
120,0
° C
15275042647 (1)42647 (2)152750 (Sattd.)
Abb. 166: Test 27: Detailansicht Sterilisationsphase
132
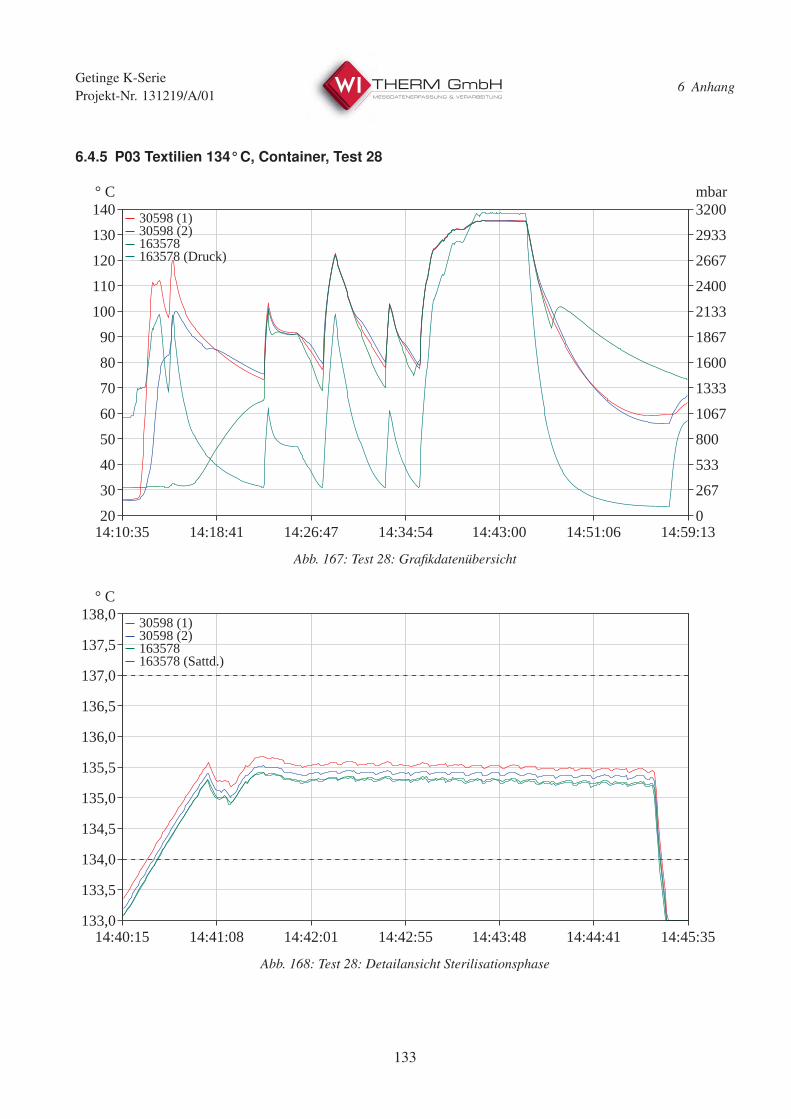
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.4.5 P03 Textilien 134°C, Container, Test 28
14:10:35 14:18:41 14:26:47 14:34:54 14:43:00 14:51:06 14:59:13
140
130
120
110
100
90
80
70
60
50
40
30
20
° C3200
2933
2667
2400
2133
1867
1600
1333
1067
800
533
267
0
mbar
30598 (1)30598 (2)163578163578 (Druck)
Abb. 167: Test 28: Grafikdatenübersicht
14:40:15 14:41:08 14:42:01 14:42:55 14:43:48 14:44:41 14:45:35
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
30598 (1)30598 (2)163578163578 (Sattd.)
Abb. 168: Test 28: Detailansicht Sterilisationsphase
133
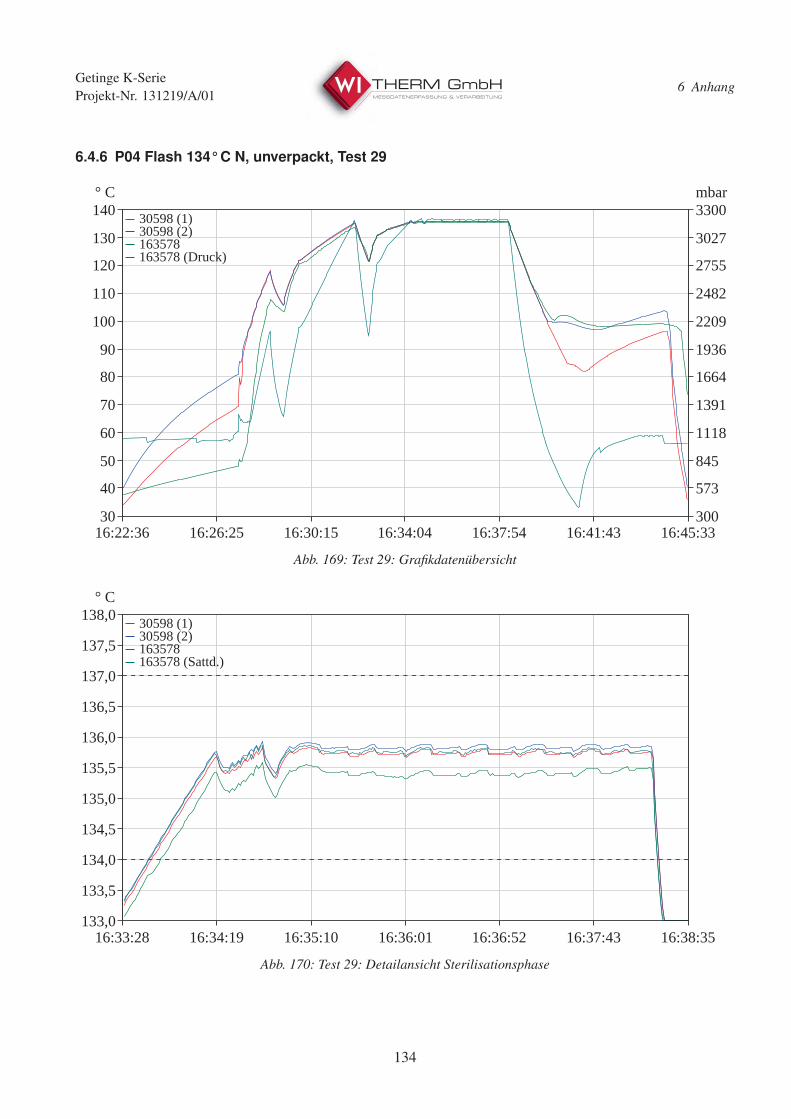
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.4.6 P04 Flash 134°C N, unverpackt, Test 29
16:22:36 16:26:25 16:30:15 16:34:04 16:37:54 16:41:43 16:45:33
140
130
120
110
100
90
80
70
60
50
40
30
° C3300
3027
2755
2482
2209
1936
1664
1391
1118
845
573
300
mbar
30598 (1)30598 (2)163578163578 (Druck)
Abb. 169: Test 29: Grafikdatenübersicht
16:33:28 16:34:19 16:35:10 16:36:01 16:36:52 16:37:43 16:38:35
138,0
137,5
137,0
136,5
136,0
135,5
135,0
134,5
134,0
133,5
133,0
° C
30598 (1)30598 (2)163578163578 (Sattd.)
Abb. 170: Test 29: Detailansicht Sterilisationsphase
134
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.5 Chargendokumentation Getinge K3+
Ers
telld
atum
: 14
.08.
2013
Ers
tellz
eit:
14:5
7:26
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0001
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er7
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
07.0
8.20
13 1
1:29
:45
End
e07
.08.
2013
11:
41:5
7D
auer
00:1
2:12
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
01P
rogr
amm
P6
VA
KU
UM
TES
TE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngZu
fried
enst
elle
ndP
rodu
ktfre
igab
eJa
DATUM :08/07/2013
PROZESSSTART :11:29:45
MASCHINENNAME:091221REV
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:7
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P6 VAKUUMTEST
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.110 63.6
VORVAKUUM
00:00:00 1.101 64.0
00:03:51 0.296 90.0
00:04:52 0.297 91.7
00:05:53 0.296 94.5
00:06:44 0.395 96.6
MESSDAUER
00:06:45 0.391 96.6
ENDE
00:12:12 0.997 85.6
------------------------
SIGNATUR: ..........
1004
ac8f
.vsf
Sei
te 1
135
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 08
.07.
2013
Ers
tellz
eit:
17:2
6:08
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0002
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er8
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
07.0
8.20
13 1
2:44
:00
End
e07
.08.
2013
13:
04:5
7D
auer
00:2
0:57
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
02P
rogr
amm
P5
BO
WIE
&D
ICK
TE
ST
Erg
ebni
sO
K
Frei
gabe
Pro
zess
beur
teilu
ngZu
fried
enst
elle
ndP
rodu
ktfre
igab
eJa
Frei
gege
ben
durc
hS
egos
oft U
SB
Frei
gege
ben
am08
.07.
2013
17:
26:0
8
DATUM :08/07/2013
PROZESSSTART :12:44:00
MASCHINENNAME:091221REV
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:8
PARAMETER
NACHVAKUUM 00:03:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P5 BOWIE&DICK TEST
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.073 61.9
VORVAKUUM
00:00:00 1.075 62.0
00:03:44 0.297 89.1
00:03:51 1.171 92.7
00:04:55 0.297 91.6
00:05:19 2.132 116.3
00:07:34 0.296 89.1
00:07:41 1.167 93.2
00:08:43 0.298 91.5
DRUCKANSTIEG
00:08:49 1.149 94.6
STERILISATION
00:10:58 3.151 135.2
00:10:58 3.151 135.2
00:11:28 3.157 136.1
00:11:58 3.149 136.1
00:12:28 3.153 136.1
00:12:58 3.151 136.1
00:13:28 3.151 136.1
00:13:58 3.151 136.1
00:14:28 3.152 136.1
TEMP MIN 135.2C TEMP MAX 136.1C TROCKNUNG
00:14:29 3.151 136.1
00:19:55 0.119 107.7
ENDE
00:20:57 1.019 98.5
------------------------
SIGNATUR: ..........
1004
FF90
.vsf
Sei
te 1
136
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 08
.07.
2013
Ers
tellz
eit:
17:2
8:52
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0000
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er7
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
07.0
8.20
13 0
8:56
:54
End
e07
.08.
2013
09:
14:5
9D
auer
00:1
8:05
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
00P
rogr
amm
P1
VE
RP
AC
KT
134
BE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngZu
fried
enst
elle
ndP
rodu
ktfre
igab
eJa
Frei
gege
ben
durc
hS
egos
oft U
SB
Frei
gege
ben
am08
.07.
2013
17:
28:5
2
DATUM :08/07/2013
PROZESSSTART :08:56:54
MASCHINENNAME:091221REV
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:7
PARAMETER
STERILTIME 00:04:00NACHVAKUUM 00:03:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P1 VERPACKT 134 B
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.097 77.8
VORVAKUUM
00:00:00 1.095 78.1
00:02:50 0.293 97.7
00:02:55 1.225 97.8
00:03:34 0.294 97.6
00:03:48 2.147 113.3
00:05:12 0.295 99.2
00:05:18 1.237 100.3
00:06:01 0.296 100.9
DRUCKANSTIEG
00:06:07 1.201 102.5
STERILISATION
00:08:10 3.179 135.2
00:08:11 3.179 135.2
00:08:41 3.151 136.1
00:09:11 3.151 136.1
00:09:41 3.152 136.1
00:10:11 3.152 136.1
00:10:41 3.151 136.1
00:11:11 3.154 136.1
00:11:41 3.153 136.1
00:12:11 3.151 136.1
TEMP MIN 135.2C TEMP MAX 136.1C TROCKNUNG
00:12:11 3.152 136.1
00:17:02 0.093 103.4
ENDE
00:18:05 1.000 100.1
------------------------
SIGNATUR: ..........
1004
ac8e
.vsf
Sei
te 1
137
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 08
.07.
2013
Ers
tellz
eit:
17:2
7:56
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0005
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er11
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
07.0
8.20
13 1
6:29
:53
End
e07
.08.
2013
17:
15:5
5D
auer
00:4
6:02
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
05P
rogr
amm
P2
VE
RP
AC
KT
121
BE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngZu
fried
enst
elle
ndP
rodu
ktfre
igab
eJa
Frei
gege
ben
durc
hS
egos
oft U
SB
Frei
gege
ben
am08
.07.
2013
17:
27:5
5
DATUM :08/07/2013
PROZESSSTART :16:29:53
MASCHINENNAME:091221REV
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:11
PARAMETER
STERILTIME 00:20:00NACHVAKUUM 00:03:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P2 VERPACKT 121 B
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.024 63.0
VORVAKUUM
00:00:00 1.024 63.0
00:06:02 0.299 83.9
00:06:17 1.131 95.0
00:08:37 0.299 86.4
00:09:24 2.174 119.6
00:13:17 0.299 88.1
00:13:30 1.125 95.5
00:15:30 0.299 89.0
DRUCKANSTIEG
00:15:43 1.126 96.4
STERILISATION
00:17:55 2.124 123.1
00:17:56 2.127 123.1
00:18:26 2.152 123.1
00:18:56 2.150 123.1
00:19:26 2.156 123.1
00:19:56 2.149 123.1
00:20:26 2.150 123.1
00:20:56 2.148 123.1
00:21:26 2.151 123.1
00:21:56 2.148 123.1
00:22:26 2.150 123.4
00:22:56 2.151 123.2
00:23:26 2.151 123.1
00:23:56 2.150 123.1
00:24:26 2.151 123.1
00:24:56 2.151 123.1
00:25:26 2.148 123.1
00:25:56 2.150 123.1
00:26:26 2.151 123.1
00:26:56 2.150 123.1
00:27:26 2.151 123.1
00:27:56 2.152 123.1
00:28:26 2.150 123.1
00:28:56 2.152 123.1
00:29:26 2.148 123.1
00:29:56 2.152 123.1
00:30:26 2.152 123.1
00:30:56 2.145 123.1
00:31:26 2.150 123.2
00:31:56 2.156 123.3
00:32:26 2.152 123.1
00:32:56 2.152 123.1
00:33:26 2.148 123.1
00:33:56 2.151 123.1
00:34:26 2.151 123.1
00:34:56 2.150 123.1
00:35:26 2.151 123.1
00:35:56 2.151 123.1
00:36:26 2.152 123.1
00:36:56 2.144 123.1
00:37:26 2.148 123.1
00:37:56 2.150 123.1
TEMP MIN 123.1C TEMP MAX 123.5C TROCKNUNG
00:37:56 2.150 123.1
00:45:04 0.145 89.0
ENDE
00:46:02 1.004 86.5
------------------------
SIGNATUR: ..........
1004
FF92
-0.v
sfS
eite
1
138
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 08
.07.
2013
Ers
tellz
eit:
17:2
6:54
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0004
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er10
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
07.0
8.20
13 1
5:07
:04
End
e07
.08.
2013
15:
56:0
1D
auer
00:4
8:57
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
04P
rogr
amm
P3
TEX
TILI
EN
134
BE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngZu
fried
enst
elle
ndP
rodu
ktfre
igab
eJa
Frei
gege
ben
durc
hS
egos
oft U
SB
Frei
gege
ben
am08
.07.
2013
17:
26:5
4
DATUM :08/07/2013
PROZESSSTART :15:07:04
MASCHINENNAME:091221REV
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:10
PARAMETER
STERILTIME 00:04:00NACHVAKUUM 00:15:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P3 TEXTILIEN 134 B
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.020 68.0
VORVAKUUM
00:00:00 1.020 68.0
00:07:11 0.299 88.1
00:07:32 1.134 96.5
00:10:56 0.299 93.2
00:11:46 2.121 119.0
00:16:42 0.299 89.8
00:17:02 1.123 97.3
00:20:17 0.299 94.3
DRUCKANSTIEG
00:20:37 1.119 98.8
STERILISATION
00:23:32 3.131 135.2
00:23:32 3.133 135.2
00:24:02 3.154 136.1
00:24:32 3.150 136.1
00:25:02 3.154 136.1
00:25:32 3.150 136.1
00:26:02 3.150 136.1
00:26:32 3.154 136.1
00:27:02 3.150 136.1
00:27:32 3.150 136.1
TEMP MIN 135.2C TEMP MAX 136.1C TROCKNUNG
00:27:33 3.150 136.1
00:47:54 0.117 94.9
ENDE
00:48:57 1.002 84.0
------------------------
SIGNATUR: ..........
1004
FF92
.vsf
Sei
te 1
139
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 15
.08.
2013
Ers
tellz
eit:
13:4
0:49
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0037
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er34
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
15.0
8.20
13 1
1:20
:41
End
e15
.08.
2013
11:
31:4
8D
auer
00:1
1:07
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
37P
rogr
amm
P4
BLI
TZ 1
34 N
Erg
ebni
sO
K
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :15/08/2013
PROZESSSTART :11:20:41
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:34
PARAMETER
STERILTIME 00:03:30
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P4 BLITZ 134 N
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.026 64.0
VORBEHANDLUNG
00:00:00 1.026 64.0
STERILISATION
00:05:18 3.201 135.5
00:05:19 3.201 135.5
00:05:49 3.201 135.5
00:06:19 3.201 135.5
00:06:49 3.197 135.5
00:07:19 3.201 135.5
00:07:49 3.201 135.5
00:08:19 3.201 135.5
00:08:49 3.205 135.5
TEMP MIN 135.5C TEMP MAX 135.5C TROCKNUNG
00:08:49 3.205 135.5
ENDE
00:11:07 1.013 99.4
------------------------
SIGNATUR: ..........
1036
E3E
2.vs
fS
eite
1
140
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.6 Chargendokumentation Getinge K5+
Ers
telld
atum
: 15
.08.
2013
Ers
tellz
eit:
13:3
9:54
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0035
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er32
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
15.0
8.20
13 0
8:57
:58
End
e15
.08.
2013
09:
11:1
3D
auer
00:1
3:15
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
35P
rogr
amm
P6
VA
KU
UM
TES
TE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :15/08/2013
PROZESSSTART :08:57:58
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:32
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P6 VAKUUMTEST
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.012 47.4
VORVAKUUM
00:00:00 1.012 47.4
00:04:38 0.297 91.8
00:05:47 0.296 87.5
00:06:56 0.298 92.2
00:07:53 0.397 93.5
MESSDAUER
00:07:54 0.395 93.5
ENDE
00:13:15 0.975 83.3
------------------------
SIGNATUR: ..........
1036
E3D
F.vs
fS
eite
1
141
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 15
.08.
2013
Ers
tellz
eit:
13:4
0:07
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0036
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er33
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
15.0
8.20
13 0
9:19
:00
End
e15
.08.
2013
09:
38:5
3D
auer
00:1
9:53
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
36P
rogr
amm
P5
BO
WIE
&D
ICK
TE
ST
Erg
ebni
sO
K
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :15/08/2013
PROZESSSTART :09:19:00
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:33
PARAMETER
NACHVAKUUM 00:03:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P5 BOWIE&DICK TEST
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.089 66.5
VORVAKUUM
00:00:00 1.089 66.5
00:03:46 0.297 91.0
00:03:54 1.185 95.4
00:04:45 0.296 92.6
00:05:10 2.125 119.8
00:06:50 0.297 92.7
00:06:57 1.174 95.8
00:07:45 0.294 94.3
DRUCKANSTIEG
00:07:52 1.195 97.3
STERILISATION
00:10:26 3.148 135.3
00:10:27 3.143 135.4
00:10:57 3.153 135.5
00:11:27 3.151 135.5
00:11:57 3.151 135.5
00:12:27 3.151 135.5
00:12:57 3.151 135.5
00:13:27 3.151 135.5
00:13:57 3.148 135.5
TEMP MIN 135.4C TEMP MAX 135.5C POST VACUUM
00:13:57 3.148 135.5
00:18:57 0.086 103.7
ENDE
00:19:53 0.965 98.9
------------------------
SIGNATUR: ..........
1036
E3E
1.vs
fS
eite
1
142
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 14
.08.
2013
Ers
tellz
eit:
14:4
1:37
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0009
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er8
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
25.0
7.20
13 1
0:03
:28
End
e25
.07.
2013
10:
50:0
1D
auer
00:4
6:33
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
09P
rogr
amm
P1
VE
RP
AC
KT
134
BE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :25/07/2013
PROZESSSTART :10:03:28
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:8
PARAMETER
STERILTIME 00:04:00NACHVAKUUM 00:15:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P1 VERPACKT 134 B
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.047 69.0
VORVAKUUM
00:00:00 1.048 69.0
00:08:10 0.299 90.9
00:08:31 1.140 98.7
00:11:00 0.299 97.3
00:11:53 2.115 120.5
00:15:41 0.299 98.6
00:16:01 1.134 101.1
00:18:21 0.298 101.1
DRUCKANSTIEG
00:18:40 1.125 102.8
STERILISATION
00:22:48 3.127 135.5
00:22:49 3.126 135.5
00:23:19 3.156 135.5
00:23:49 3.151 135.5
00:24:19 3.151 135.5
00:24:49 3.151 135.5
00:25:19 3.149 135.5
00:25:49 3.150 135.5
00:26:19 3.151 135.5
00:26:49 3.148 135.5
TEMP MIN 135.5C TEMP MAX 135.5C POST VACUUM
00:26:49 3.149 135.5
00:45:36 0.114 84.7
ENDE
00:46:33 0.965 83.4
------------------------
SIGNATUR: ..........
1035
A04
0.vs
fS
eite
1
143
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 14
.08.
2013
Ers
tellz
eit:
14:4
5:09
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0016
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er15
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
08.1
2.20
13 1
1:25
:54
End
e08
.12.
2013
12:
04:0
2D
auer
00:3
8:08
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
16P
rogr
amm
P1
VE
RP
AC
KT
134
BE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :12/08/2013
PROZESSSTART :11:25:54
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:15
PARAMETER
STERILTIME 00:04:00NACHVAKUUM 00:15:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P1 VERPACKT 134 B
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.021 63.2
VORVAKUUM
00:00:00 1.021 63.2
00:04:54 0.298 90.1
00:05:05 1.152 96.9
00:06:35 0.298 94.3
00:07:13 2.118 120.5
00:10:00 0.298 95.2
00:10:11 1.158 98.8
00:11:33 0.298 98.6
DRUCKANSTIEG
00:11:44 1.138 100.3
STERILISATION
00:15:12 3.128 135.0
00:15:13 3.130 135.3
00:15:43 3.154 135.5
00:16:13 3.151 135.5
00:16:43 3.151 135.5
00:17:13 3.150 135.5
00:17:43 3.151 135.5
00:18:13 3.151 135.5
00:18:43 3.150 135.5
00:19:13 3.150 135.5
TEMP MIN 135.2C TEMP MAX 135.5C POST VACUUM
00:19:13 3.150 135.5
00:37:12 0.107 85.8
ENDE
00:38:08 0.963 85.1
------------------------
SIGNATUR: ..........
1035
A04
3-0.
vsf
Sei
te 1
144
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 14
.08.
2013
Ers
tellz
eit:
14:4
5:24
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0017
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er16
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
08.1
2.20
13 1
2:08
:44
End
e08
.12.
2013
12:
47:1
6D
auer
00:3
8:32
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
17P
rogr
amm
P1
VE
RP
AC
KT
134
BE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :12/08/2013
PROZESSSTART :12:08:44
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:16
PARAMETER
STERILTIME 00:04:00NACHVAKUUM 00:15:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P1 VERPACKT 134 B
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.023 66.5
VORVAKUUM
00:00:00 1.024 66.5
00:05:02 0.299 91.8
00:05:14 1.152 97.8
00:06:47 0.298 96.0
00:07:27 2.116 120.5
00:10:26 0.299 96.0
00:10:37 1.143 99.0
00:11:58 0.297 99.4
DRUCKANSTIEG
00:12:08 1.135 100.5
STERILISATION
00:15:39 3.130 135.5
00:15:40 3.131 135.5
00:16:10 3.152 135.5
00:16:40 3.151 135.5
00:17:10 3.151 135.5
00:17:40 3.151 135.5
00:18:10 3.151 135.5
00:18:40 3.151 135.5
00:19:10 3.148 135.5
00:19:40 3.148 135.5
TEMP MIN 135.0C TEMP MAX 135.5C POST VACUUM
00:19:40 3.148 135.5
00:37:37 0.106 74.9
ENDE
00:38:32 0.962 80.0
------------------------
SIGNATUR: ..........
1035
A04
4.vs
fS
eite
1
145
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 14
.08.
2013
Ers
tellz
eit:
14:4
5:34
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0018
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er17
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
08.1
2.20
13 1
2:57
:26
End
e08
.12.
2013
13:
45:1
4D
auer
00:4
7:48
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
18P
rogr
amm
P1
VE
RP
AC
KT
134
BE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :12/08/2013
PROZESSSTART :12:57:26
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:17
PARAMETER
STERILTIME 00:04:00NACHVAKUUM 00:15:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P1 VERPACKT 134 B
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.039 64.9
VORVAKUUM
00:00:00 1.039 64.9
00:06:59 0.299 93.5
00:07:19 1.130 99.1
00:10:12 0.299 97.7
00:11:10 2.114 120.6
00:15:34 0.299 99.4
00:15:54 1.129 100.7
00:18:25 0.299 102.0
DRUCKANSTIEG
00:18:45 1.118 102.8
STERILISATION
00:23:11 3.125 135.5
00:23:12 3.125 135.5
00:23:42 3.153 135.5
00:24:12 3.151 135.5
00:24:42 3.151 135.5
00:25:12 3.151 135.5
00:25:42 3.151 135.5
00:26:12 3.151 135.5
00:26:42 3.151 135.5
00:27:12 3.149 135.5
TEMP MIN 135.1C TEMP MAX 135.5C POST VACUUM
00:27:12 3.149 135.5
00:46:53 0.112 82.5
ENDE
00:47:48 0.966 81.7
------------------------
SIGNATUR: ..........
1035
A04
5.vs
fS
eite
1
146
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 14
.08.
2013
Ers
tellz
eit:
14:4
5:41
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0019
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er18
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
08.1
2.20
13 1
3:55
:58
End
e08
.12.
2013
14:
34:0
2D
auer
00:3
8:04
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
19P
rogr
amm
P1
VE
RP
AC
KT
134
BE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :12/08/2013
PROZESSSTART :13:55:58
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:18
PARAMETER
STERILTIME 00:04:00NACHVAKUUM 00:15:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P1 VERPACKT 134 B
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.031 64.9
VORVAKUUM
00:00:00 1.038 64.9
00:04:59 0.299 93.5
00:05:11 1.148 98.0
00:06:42 0.297 96.0
00:07:20 2.119 120.3
00:10:08 0.297 95.2
00:10:20 1.148 98.7
00:11:45 0.298 96.9
DRUCKANSTIEG
00:11:56 1.146 99.5
STERILISATION
00:15:15 3.132 135.5
00:15:16 3.133 135.5
00:15:46 3.156 135.5
00:16:16 3.151 135.5
00:16:46 3.151 135.5
00:17:16 3.151 135.5
00:17:46 3.151 135.5
00:18:16 3.151 135.5
00:18:46 3.149 135.5
00:19:16 3.148 135.5
TEMP MIN 135.2C TEMP MAX 135.5C POST VACUUM
00:19:16 3.148 135.5
00:37:09 0.094 70.7
ENDE
00:38:04 0.958 77.4
------------------------
SIGNATUR: ..........
1035
A04
5-0.
vsf
Sei
te 1
147
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 14
.08.
2013
Ers
tellz
eit:
14:4
4:36
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0013
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er12
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
26.0
7.20
13 1
1:10
:57
End
e26
.07.
2013
12:
09:2
0D
auer
00:5
8:23
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
13P
rogr
amm
P2
VE
RP
AC
KT
121
BE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :26/07/2013
PROZESSSTART :11:10:57
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:12
PARAMETER
STERILTIME 00:20:00NACHVAKUUM 00:15:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P2 VERPACKT 121 B
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.017 67.4
VORVAKUUM
00:00:00 1.017 67.4
00:06:14 0.299 93.5
00:06:30 1.128 98.7
00:08:38 0.299 97.7
00:09:35 2.164 121.4
00:13:13 0.299 96.6
00:13:27 1.136 99.5
00:15:19 0.298 100.3
DRUCKANSTIEG
00:15:33 1.126 101.1
STERILISATION
00:18:22 2.123 122.5
00:18:23 2.122 122.5
00:18:53 2.153 122.5
00:19:23 2.154 122.8
00:19:53 2.153 122.5
00:20:23 2.150 122.5
00:20:53 2.149 122.5
00:21:23 2.149 122.5
00:21:53 2.149 122.5
00:22:23 2.146 122.5
00:22:53 2.149 122.5
00:23:23 2.144 122.5
00:23:53 2.156 122.5
00:24:23 2.150 122.5
00:24:53 2.149 122.5
00:25:23 2.153 122.5
00:25:53 2.152 122.5
00:26:23 2.150 122.5
00:26:53 2.153 122.5
00:27:23 2.149 122.5
00:27:53 2.149 122.5
00:28:23 2.149 122.5
00:28:53 2.149 122.5
00:29:23 2.147 122.5
00:29:53 2.149 122.5
00:30:23 2.148 122.5
00:30:53 2.149 122.5
00:31:23 2.149 122.5
00:31:53 2.149 122.5
00:32:23 2.150 122.5
00:32:53 2.153 122.5
00:33:23 2.153 122.5
00:33:53 2.153 122.5
00:34:23 2.149 122.5
00:34:53 2.149 122.5
00:35:23 2.150 122.5
00:35:53 2.148 122.5
00:36:23 2.149 122.5
00:36:53 2.148 122.5
00:37:23 2.148 122.5
00:37:53 2.147 122.5
00:38:23 2.150 122.5
TEMP MIN 122.5C TEMP MAX 122.9C POST VACUUM
00:38:23 2.149 122.5
00:57:26 0.116 89.2
ENDE
00:58:23 0.979 84.2
------------------------
SIGNATUR: ..........
1035
A04
2.vs
fS
eite
1
148
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 14
.08.
2013
Ers
tellz
eit:
14:4
5:53
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0020
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er19
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
13.0
8.20
13 0
9:02
:31
End
e13
.08.
2013
09:
54:2
0D
auer
00:5
1:49
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
20P
rogr
amm
P2
VE
RP
AC
KT
121
BE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :13/08/2013
PROZESSSTART :09:02:31
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:19
PARAMETER
STERILTIME 00:20:00NACHVAKUUM 00:15:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P2 VERPACKT 121 B
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.009 44.1
VORVAKUUM
00:00:00 1.009 44.1
00:06:24 0.295 93.5
00:06:32 1.172 97.3
00:07:29 0.295 94.3
00:08:02 2.167 121.2
00:10:02 0.298 96.0
00:10:10 1.164 98.4
00:11:06 0.296 96.9
DRUCKANSTIEG
00:11:13 1.172 99.4
STERILISATION
00:13:23 2.116 122.5
00:13:24 2.119 122.5
00:13:54 2.153 122.5
00:14:24 2.151 122.8
00:14:54 2.151 122.9
00:15:24 2.149 123.4
00:15:54 2.153 123.4
00:16:24 2.152 123.4
00:16:54 2.149 123.4
00:17:24 2.149 123.4
00:17:54 2.149 122.8
00:18:24 2.149 123.4
00:18:54 2.149 123.4
00:19:24 2.149 123.0
00:19:54 2.149 122.5
00:20:24 2.148 122.6
00:20:54 2.149 122.5
00:21:24 2.149 122.5
00:21:54 2.148 122.5
00:22:24 2.150 122.8
00:22:54 2.156 123.4
00:23:24 2.153 122.9
00:23:54 2.149 122.5
00:24:24 2.144 122.5
00:24:54 2.146 122.5
00:25:24 2.149 122.5
00:25:54 2.148 122.5
00:26:24 2.149 122.5
00:26:54 2.149 122.5
00:27:24 2.149 122.5
00:27:54 2.152 122.5
00:28:24 2.151 122.5
00:28:54 2.151 122.5
00:29:24 2.149 122.5
00:29:54 2.149 122.5
00:30:24 2.149 122.5
00:30:54 2.150 122.5
00:31:24 2.149 122.5
00:31:54 2.149 122.6
00:32:24 2.149 122.6
00:32:54 2.149 122.5
00:33:24 2.149 122.5
TEMP MIN 122.5C TEMP MAX 123.4C POST VACUUM
00:33:25 2.149 122.5
00:50:53 0.099 64.9
ENDE
00:51:49 0.970 72.7
------------------------
SIGNATUR: ..........
1035
A04
6.vs
fS
eite
1
149
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 14
.08.
2013
Ers
tellz
eit:
14:5
4:39
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0034
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er31
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
14.0
8.20
13 1
3:38
:19
End
e14
.08.
2013
14:
30:0
4D
auer
00:5
1:45
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
34P
rogr
amm
P2
VE
RP
AC
KT
121
BE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :14/08/2013
PROZESSSTART :13:38:19
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:31
PARAMETER
STERILTIME 00:20:00NACHVAKUUM 00:15:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P2 VERPACKT 121 B
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.040 74.4
VORVAKUUM
00:00:00 1.043 74.3
00:04:33 0.299 91.8
00:04:42 1.153 96.4
00:05:56 0.297 96.0
00:06:32 2.170 121.2
00:09:03 0.299 94.3
00:09:13 1.171 98.0
00:10:25 0.298 97.7
DRUCKANSTIEG
00:10:33 1.153 99.5
STERILISATION
00:12:58 2.126 122.5
00:12:59 2.127 122.5
00:13:29 2.156 122.5
00:13:59 2.149 122.5
00:14:29 2.149 122.5
00:14:59 2.150 122.5
00:15:29 2.149 122.5
00:15:59 2.155 122.5
00:16:29 2.148 122.5
00:16:59 2.149 122.5
00:17:29 2.149 122.5
00:17:59 2.148 122.5
00:18:29 2.149 122.5
00:18:59 2.145 122.5
00:19:29 2.153 122.5
00:19:59 2.150 122.5
00:20:29 2.153 122.5
00:20:59 2.149 122.5
00:21:29 2.149 122.5
00:21:59 2.152 122.5
00:22:29 2.149 122.5
00:22:59 2.148 122.5
00:23:29 2.149 122.5
00:23:59 2.149 122.5
00:24:29 2.149 122.5
00:24:59 2.149 122.5
00:25:29 2.147 122.5
00:25:59 2.149 122.5
00:26:29 2.149 122.5
00:26:59 2.148 122.5
00:27:29 2.153 122.5
00:27:59 2.152 122.5
00:28:29 2.149 122.5
00:28:59 2.149 122.5
00:29:29 2.149 122.5
00:29:59 2.149 122.5
00:30:29 2.149 122.5
00:30:59 2.149 122.5
00:31:29 2.151 122.5
00:31:59 2.149 122.5
00:32:29 2.149 122.5
00:32:59 2.150 122.5
TEMP MIN 122.5C TEMP MAX 122.9C POST VACUUM
00:32:59 2.150 122.5
00:50:50 0.112 85.0
ENDE
00:51:45 0.986 82.5
------------------------
SIGNATUR: ..........
1035
A04
D.v
sfS
eite
1
150
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 14
.08.
2013
Ers
tellz
eit:
14:4
5:09
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0016
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er15
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
08.1
2.20
13 1
1:25
:54
End
e08
.12.
2013
12:
04:0
2D
auer
00:3
8:08
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
16P
rogr
amm
P1
VE
RP
AC
KT
134
BE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :12/08/2013
PROZESSSTART :11:25:54
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:15
PARAMETER
STERILTIME 00:04:00NACHVAKUUM 00:15:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P1 VERPACKT 134 B
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.021 63.2
VORVAKUUM
00:00:00 1.021 63.2
00:04:54 0.298 90.1
00:05:05 1.152 96.9
00:06:35 0.298 94.3
00:07:13 2.118 120.5
00:10:00 0.298 95.2
00:10:11 1.158 98.8
00:11:33 0.298 98.6
DRUCKANSTIEG
00:11:44 1.138 100.3
STERILISATION
00:15:12 3.128 135.0
00:15:13 3.130 135.3
00:15:43 3.154 135.5
00:16:13 3.151 135.5
00:16:43 3.151 135.5
00:17:13 3.150 135.5
00:17:43 3.151 135.5
00:18:13 3.151 135.5
00:18:43 3.150 135.5
00:19:13 3.150 135.5
TEMP MIN 135.2C TEMP MAX 135.5C POST VACUUM
00:19:13 3.150 135.5
00:37:12 0.107 85.8
ENDE
00:38:08 0.963 85.1
------------------------
SIGNATUR: ..........
1035
A04
3-0.
vsf
Sei
te 1
151

Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 14
.08.
2013
Ers
tellz
eit:
14:4
4:08
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0011
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er10
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
26.0
7.20
13 0
9:21
:54
End
e26
.07.
2013
10:
06:1
0D
auer
00:4
4:16
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
11P
rogr
amm
P3
TEX
TILI
EN
134
BE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :26/07/2013
PROZESSSTART :09:21:54
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:10
PARAMETER
STERILTIME 00:04:00NACHVAKUUM 00:20:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P3 TEXTILIEN 134 B
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.027 71.6
VORVAKUUM
00:00:00 1.028 71.6
00:05:03 0.299 92.6
00:05:16 1.142 97.3
00:06:59 0.299 97.7
00:07:40 2.115 120.4
00:10:42 0.299 95.2
00:10:54 1.155 98.6
00:12:27 0.299 99.4
DRUCKANSTIEG
00:12:39 1.148 100.5
STERILISATION
00:15:59 3.129 134.8
00:16:00 3.131 134.7
00:16:30 3.155 135.5
00:17:00 3.151 135.5
00:17:30 3.152 135.5
00:18:00 3.151 135.5
00:18:30 3.151 135.5
00:19:00 3.155 135.5
00:19:30 3.150 135.5
00:20:00 3.151 135.5
TEMP MIN 134.7C TEMP MAX 135.5C POST VACUUM
00:20:00 3.151 135.5
00:43:19 0.118 90.9
00:43:59 0.904 90.8
ENDE
00:44:16 0.979 86.8
------------------------
SIGNATUR: ..........
1035
A04
1.vs
fS
eite
1
152
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 14
.08.
2013
Ers
tellz
eit:
14:5
3:55
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0029
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er26
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
14.0
8.20
13 0
8:32
:46
End
e14
.08.
2013
09:
25:2
7D
auer
00:5
2:41
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
29P
rogr
amm
P7
PR
ION
EN
134
BE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :14/08/2013
PROZESSSTART :08:32:46
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:26
PARAMETER
STERILTIME 00:18:00NACHVAKUUM 00:15:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P7 PRIONEN 134 B
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.012 44.1
VORVAKUUM
00:00:00 1.012 44.1
00:06:40 0.297 90.9
00:06:50 1.149 96.5
00:07:55 0.298 93.5
00:08:32 2.121 120.8
00:10:50 0.298 90.9
00:10:59 1.159 96.9
00:12:06 0.298 94.3
DRUCKANSTIEG
00:12:14 1.140 97.7
STERILISATION
00:16:03 3.114 135.5
00:16:04 3.113 135.5
00:16:34 3.151 135.5
00:17:04 3.156 135.5
00:17:34 3.151 135.5
00:18:04 3.154 135.5
00:18:34 3.151 135.5
00:19:04 3.151 135.5
00:19:34 3.150 135.5
00:20:04 3.151 135.5
00:20:34 3.149 135.5
00:21:04 3.148 135.5
00:21:34 3.148 135.5
00:22:04 3.150 135.5
00:22:34 3.153 135.5
00:23:04 3.151 135.5
00:23:34 3.151 135.5
00:24:04 3.151 135.5
00:24:34 3.151 135.5
00:25:04 3.151 135.5
00:25:34 3.151 135.5
00:26:04 3.151 135.5
00:26:34 3.151 135.5
00:27:04 3.150 135.5
00:27:34 3.150 135.5
00:28:04 3.148 135.5
00:28:34 3.149 135.5
00:29:04 3.150 135.5
00:29:34 3.154 135.5
00:30:04 3.156 135.5
00:30:34 3.151 135.5
00:31:04 3.152 135.5
00:31:34 3.151 135.5
00:32:04 3.152 135.5
00:32:34 3.151 135.5
00:33:04 3.151 135.5
00:33:34 3.151 135.5
00:34:04 3.151 135.5
TEMP MIN 135.2C TEMP MAX 135.5C POST VACUUM
00:34:04 3.151 135.5
00:51:46 0.099 70.8
ENDE
00:52:41 0.969 78.3
------------------------
SIGNATUR: ..........
1035
A04
A-0
.vsf
Sei
te 1
153
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 14
.08.
2013
Ers
tellz
eit:
14:5
4:03
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0030
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er27
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
14.0
8.20
13 0
9:42
:05
End
e14
.08.
2013
10:
32:3
6D
auer
00:5
0:31
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
30P
rogr
amm
P7
PR
ION
EN
134
BE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :14/08/2013
PROZESSSTART :09:42:05
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:27
PARAMETER
STERILTIME 00:18:00NACHVAKUUM 00:15:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P7 PRIONEN 134 B
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.032 64.0
VORVAKUUM
00:00:00 1.036 64.0
00:04:27 0.298 89.2
00:04:37 1.159 95.7
00:05:50 0.297 90.9
00:06:24 2.121 120.5
00:08:52 0.298 90.1
00:09:01 1.164 96.4
00:10:18 0.297 91.8
DRUCKANSTIEG
00:10:27 1.153 96.8
STERILISATION
00:13:46 3.116 134.7
00:13:47 3.116 134.7
00:14:17 3.151 135.5
00:14:47 3.152 135.5
00:15:17 3.151 135.5
00:15:47 3.151 135.5
00:16:17 3.153 135.5
00:16:47 3.148 135.5
00:17:17 3.151 135.5
00:17:47 3.151 135.5
00:18:17 3.149 135.5
00:18:47 3.148 135.5
00:19:17 3.149 135.5
00:19:47 3.151 135.5
00:20:17 3.152 135.5
00:20:47 3.151 135.5
00:21:17 3.155 135.5
00:21:47 3.154 135.5
00:22:17 3.152 135.5
00:22:47 3.152 135.5
00:23:17 3.151 135.5
00:23:47 3.151 135.5
00:24:17 3.151 135.5
00:24:47 3.150 135.5
00:25:17 3.149 135.5
00:25:47 3.147 135.5
00:26:17 3.147 135.5
00:26:47 3.149 135.5
00:27:17 3.153 135.5
00:27:47 3.151 135.5
00:28:17 3.152 135.5
00:28:47 3.154 135.5
00:29:17 3.151 135.5
00:29:47 3.153 135.5
00:30:17 3.151 135.5
00:30:47 3.151 135.5
00:31:17 3.150 135.5
00:31:47 3.147 135.5
TEMP MIN 134.7C TEMP MAX 135.5C POST VACUUM
00:31:47 3.148 135.5
00:49:36 0.103 76.6
ENDE
00:50:31 0.967 80.8
------------------------
SIGNATUR: ..........
1035
A04
B.v
sfS
eite
1
154
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 14
.08.
2013
Ers
tellz
eit:
14:5
4:12
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0031
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er28
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
14.0
8.20
13 1
0:46
:13
End
e14
.08.
2013
11:
49:2
4D
auer
01:0
3:11
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
31P
rogr
amm
P7
PR
ION
EN
134
BE
rgeb
nis
OK
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :14/08/2013
PROZESSSTART :10:46:13
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:28
PARAMETER
STERILTIME 00:18:00NACHVAKUUM 00:15:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P7 PRIONEN 134 B
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.030 65.7
VORVAKUUM
00:00:00 1.033 65.7
00:07:05 0.299 94.3
00:07:26 1.132 99.4
00:11:07 0.299 96.0
00:12:07 2.114 120.6
00:16:45 0.299 96.0
00:17:06 1.129 99.9
00:19:51 0.299 98.6
DRUCKANSTIEG
00:20:12 1.116 100.7
00:23:59 3.073 134.6
STERILISATION
00:24:26 3.118 134.7
00:24:29 3.109 134.7
00:24:59 3.156 135.5
00:25:29 3.151 135.5
00:25:59 3.151 135.5
00:26:29 3.151 135.5
00:26:59 3.148 135.5
00:27:29 3.151 135.5
00:27:59 3.151 135.5
00:28:29 3.151 135.5
00:28:59 3.151 135.5
00:29:29 3.151 135.5
00:29:59 3.152 135.5
00:30:29 3.149 135.5
00:30:59 3.152 135.5
00:31:29 3.148 135.5
00:31:59 3.152 135.5
00:32:29 3.151 135.5
00:32:59 3.152 135.5
00:33:29 3.151 135.5
00:33:59 3.151 135.5
00:34:29 3.152 135.5
00:34:59 3.150 135.5
00:35:29 3.151 135.5
00:35:59 3.151 135.5
00:36:29 3.151 135.5
00:36:59 3.151 135.5
00:37:29 3.148 135.5
00:37:59 3.151 135.5
00:38:29 3.151 135.5
00:38:59 3.149 135.5
00:39:29 3.151 135.5
00:39:59 3.151 135.5
00:40:29 3.151 135.5
00:40:59 3.152 135.5
00:41:29 3.150 135.5
00:41:59 3.154 135.5
TEMP MIN 134.7C TEMP MAX 135.5C POST VACUUM
00:42:27 3.148 135.5
01:02:15 0.115 86.7
ENDE
01:03:11 0.974 84.5
------------------------
SIGNATUR: ..........
1035
A04
B-0
.vsf
Sei
te 1
155
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 14
.08.
2013
Ers
tellz
eit:
14:5
1:55
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0021
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er20
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
13.0
8.20
13 1
1:20
:43
End
e13
.08.
2013
11:
21:3
0D
auer
00:0
0:47
Sta
tus
Abg
ebro
chen
Cha
rgen
-Nr.
C00
0021
Pro
gram
mP
8 D
EN
TAL
SP
EZI
AL
S
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :13/08/2013
PROZESSSTART :11:20:43
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:20
PARAMETER
STERILTIME 00:03:30NACHVAKUUM 00:01:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P8 DENTAL SPEZIAL S
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.020 61.5
VORVAKUUM
00:00:00 1.021 61.5
PROZESS GESTOPPT
00:00:47 1.396 90.6
PROGR.AUSDR. 13/08/2013 11:22:22
130301
PROGRAMMNAME: DENTAL SPEZIAL S
PROGRAMMNR.: 0012
VERSION: 18/01/13 14:37
PHASENLISTE
PHASENNR. PHASENNAME
------------------------------
PH0000 STANDBY
PH0900 START
PH1001 VORVAKUUM
PH1201 DRUCKANSTIEG
PH1300 STERILISATION
PH1400 POST VACUUM
PH2000 ENDE
PH3000 WASSER
PH9998 ALARM
PH9999 SYSTEM
PARAMETERLISTE
PARAMETER (A) WERT EINSTELLEN UNTERGRENZE OBERGRENZE EINHEIT TYP
-----------------------------------------------------------------------------
TI13 STERILTIME 00:03:30 00:03:30 00:30:00 A
TI10 NACHVAKUUM 00:01:00 00:01:00 00:30:00 A
PARAMETER (-/I) WERT EINSTELLEN EINHEIT TYP
-----------------------------------------------------------------------------
TI11 AIR INLET 00:00:20 -
CT01 VORVAKUUM 4 -
LI34 WATER 15 15.0 % -
CT03 CHANGE WATER 2 -
CT02 WATER ERROR 10 -
TI14 WATER 00:00:10 -
LI03 HEAT ACC OK 248.0 C -
LI06 CHAMBER OK 124.0 C -
TI38 TIME 10 SEC 00:00:25 -
LI26 PRESSURE 1.100 1.100 BAR -
TI24 PUMPTIMER 00:02:00 -
CR04 STEAM BLOW 1.500 BAR -
TI05 STEAM BLOW 00:00:40 -
TI41 ERROR PRESSURE 00:03:00 -
LI23 PRESSURE 2120 2.100 BAR -
LI10 PRESSURE 1300 1.300 BAR -
TI32 TIMEOUT VACUUM 1 00:20:00 -
LI09 PRE VACUUM 0.300 0.300 BAR -
TI43 VACUUM FAN 00:00:15 -
LI16 PRE VACUUM 0.200 0.200 BAR -
LI11 PRESSURE 1100 1.100 BAR -
TI36 ERROR PRESSURE 2 00:20:00 -
LI12 PRESSURE 1500 1.500 BAR -
TI28 0 SEC 00:00:04 -
LI15 PRESSURE 2500 2.500 BAR -
LI20 PRESSURE 1900 1.900 BAR -
LI57 PRESSURE 2800 2.800 BAR -
LI13 PRESSURE 2900 2.900 BAR -
LI53 PRESSURE 3000 3.000 BAR -
TI29 1 SEC 00:00:01 -
LI54 PRESSURE 3100 3.100 BAR -
TI16 VENTING 2 00:00:00 -
LI14 PRESSURE 3130 3.140 BAR -
CR00 STERIL 134 3.150 BAR -
TI15 VENTING 1 00:00:03 -
LI21 STERILE 134.0 C -
TI20 EQUILIBRATE 00:00:10 -
TI17 VENTING 3 00:00:10 -
TI18 VENTING 4 00:00:00 -
LI27 STERILE 134 LOW 133.9 C -
LI28 STERILE 134 HIGH 138.0 C -
LI36 PRESSURE LOW 134 3.023 BAR -
LI37 PRESSURE HIGH134 3.404 BAR -
TI45 STERIL ERROR 00:00:00 -
LI51 TEMP LOW TEMP MIN - 0.1 C -
LI52 TEMP HIGH TEMP MAX C -
TI27 POST-VACUUM 2 00:01:00 -
TI34 TIMEOUT VACUUM 3 00:20:00 -
LI18 POST VACUUM 0.20 0.300 BAR -
TI37 TIMEOUT AIR 00:10:00 -
LI25 STANDBY LOW 0.750 BAR -
TI39 TIME 4 SEC 00:00:04 -
TI49 RED ON 00:00:00 -
TI42 ERROR 5SEC 00:00:05 -
TI50 RED OFF 00:00:00 -
LI00 ERROR 1.200 BAR -
TI00 ERROR 00:02:00 -
TI55 ERROR 1 00:01:15 -
LI08 STEAM PUMP 170.0 C -
TI04 ERROR 4SEC 00:00:04 -
LI07 HEAT ACC COLD 140.0 C -
LI04 CHAMBER LOW 126.0 C -
LI05 CHAMBER HIGH 127.0 C -
LI01 HEAT ACC LOW 250.0 C -
LI02 HEAT ACC HIGH 251.0 C -
TI02 AI ERROR 00:00:20 -
CT00 ERROR 1 -
1035
A04
6-0.
vsf
Sei
te 1
156
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 14
.08.
2013
Ers
tellz
eit:
14:5
4:30
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0033
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er30
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
14.0
8.20
13 1
3:06
:34
End
e14
.08.
2013
13:
23:4
2D
auer
00:1
7:08
Sta
tus
Zykl
us b
eend
etC
harg
en-N
r.C
0000
33P
rogr
amm
P8
DE
NTA
L S
PE
ZIA
L S
Erg
ebni
sO
K
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :14/08/2013
PROZESSSTART :13:06:34
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:30
PARAMETER
STERILTIME 00:03:30NACHVAKUUM 00:01:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P8 DENTAL SPEZIAL S
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.030 64.9
VORVAKUUM
00:00:00 1.030 64.9
00:03:52 0.299 85.8
00:04:23 2.126 119.8
00:07:15 0.198 88.4
DRUCKANSTIEG
00:07:23 1.178 95.0
STERILISATION
00:09:25 3.115 134.7
00:09:26 3.127 134.7
00:09:56 3.152 135.5
00:10:26 3.151 135.5
00:10:56 3.151 135.5
00:11:26 3.151 135.5
00:11:56 3.151 135.5
00:12:26 3.151 135.5
00:12:56 3.151 135.5
TEMP MIN 134.7C TEMP MAX 135.5C POST VACUUM
00:12:56 3.151 135.5
00:16:25 0.174 100.3
ENDE
00:17:08 0.954 99.6
------------------------
SIGNATUR: ..........
1035
A04
C-0
.vsf
Sei
te 1
157
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Ers
telld
atum
: 14
.08.
2013
Ers
tellz
eit:
14:5
2:46
HS
U -
Pro
zess
-Dat
en -
Rep
ort
Cha
rgen
-Nr.
C00
0026
Firm
aN
ame
Com
cote
c M
esst
echn
ik G
mbH
Stra
ßeG
uten
berg
stra
ße 3
Pos
tleitz
ahl
8571
6S
tadt
Unt
ersc
hlei
ßhei
mLa
ndD
EB
emer
kung
Get
inge
Ver
sion
Info
rmat
ion
Ger
äten
ame
HS
UFi
rma
Get
inge
AB
Typ
Ste
riliz
er H
S-s
erie
s (U
SB
)V
ersi
on1.
0H
erst
elle
rnum
mer
1Zy
klus
zähl
er23
Ger
ätek
ateg
orie
Aut
okla
v
Verf
ahre
nsda
ten
Beg
inn
13.0
8.20
13 1
2:16
:20
End
e13
.08.
2013
12:
25:2
1D
auer
00:0
9:01
Sta
tus
Abg
ebro
chen
Cha
rgen
-Nr.
C00
0026
Pro
gram
mP
8 D
EN
TAL
SP
EZI
AL
S
Frei
gabe
Pro
zess
beur
teilu
ngU
nbek
annt
Pro
dukt
freig
abe
Unb
ekan
nt
DATUM :13/08/2013
PROZESSSTART :12:16:20
MASCHINENNAME:130301
GERÄTE-ID :1
ZÄHL.PROZ.ZYK:23
PARAMETER
STERILTIME 00:03:30NACHVAKUUM 00:01:00
SIGNALE
AI01 DRUCK
AI06 DAMPF-TEMP
PROGRAMM: P8 DENTAL SPEZIAL S
------------------------PR.ZEIT AI01 AI06
START
00:00:00 1.057 80.8
VORVAKUUM
00:00:00 1.064 80.8
00:02:38 0.294 100.3
00:02:54 2.138 118.0
00:04:29 0.199 93.0
DRUCKANSTIEG
00:04:35 1.251 96.1
STERILISATION
00:06:34 3.138 134.7
00:06:35 3.137 134.7
00:07:05 3.152 135.5
00:07:35 3.151 135.5
00:08:05 3.151 135.5
00:08:35 3.151 135.5
PROZESS GESTOPPT
00:09:01 3.150 135.5
------------------------
SIGNATUR: ..........
1035
A04
9.vs
fS
eite
1
158
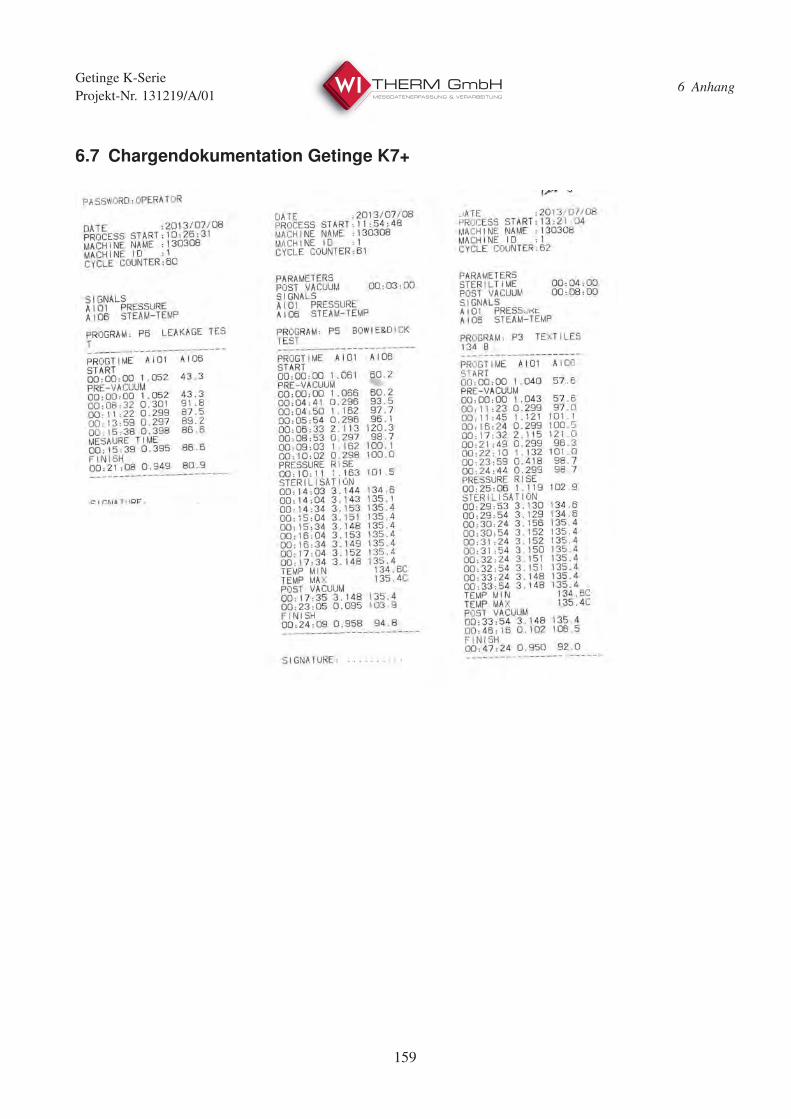
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.7 Chargendokumentation Getinge K7+
159
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
160

Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.8 Zertifikate
Abb. 171: BDFS-Urkunde
161

Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 172: Zertifizierung nach DIN EN ISO 9001-2008
162

Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 173: DGSV-Teilnahmebescheinigung
163
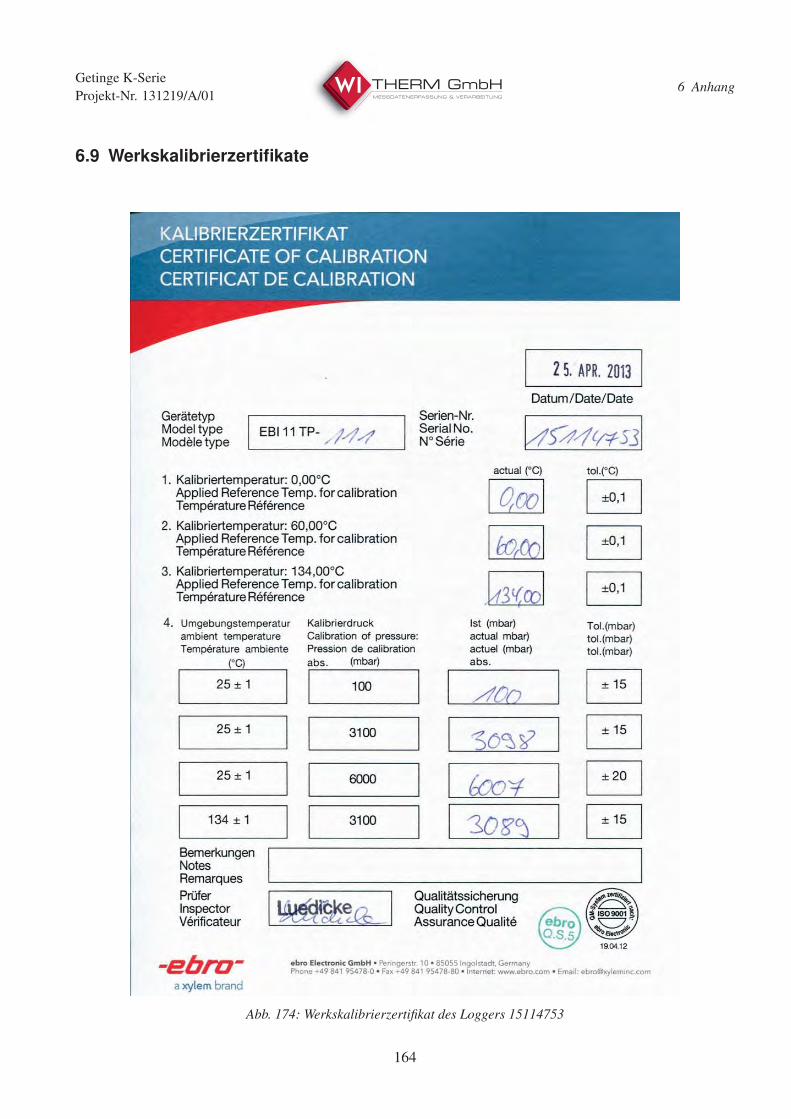
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
6.9 Werkskalibrierzertifikate
Abb. 174: Werkskalibrierzertifikat des Loggers 15114753
164

Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 175: Werkskalibrierzertifikat des Loggers 15090066
165
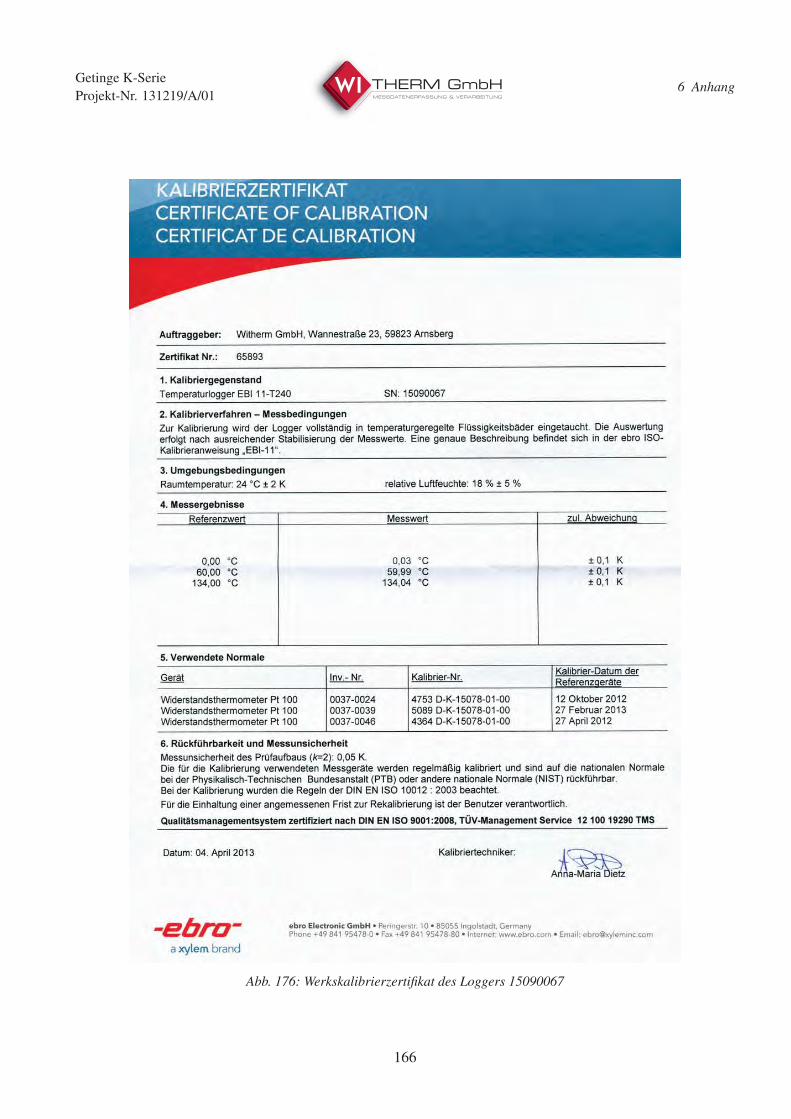
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 176: Werkskalibrierzertifikat des Loggers 15090067
166

Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 177: Werkskalibrierzertifikat des Loggers 15090063
167

Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 178: Werkskalibrierzertifikat des Loggers 15116623
168
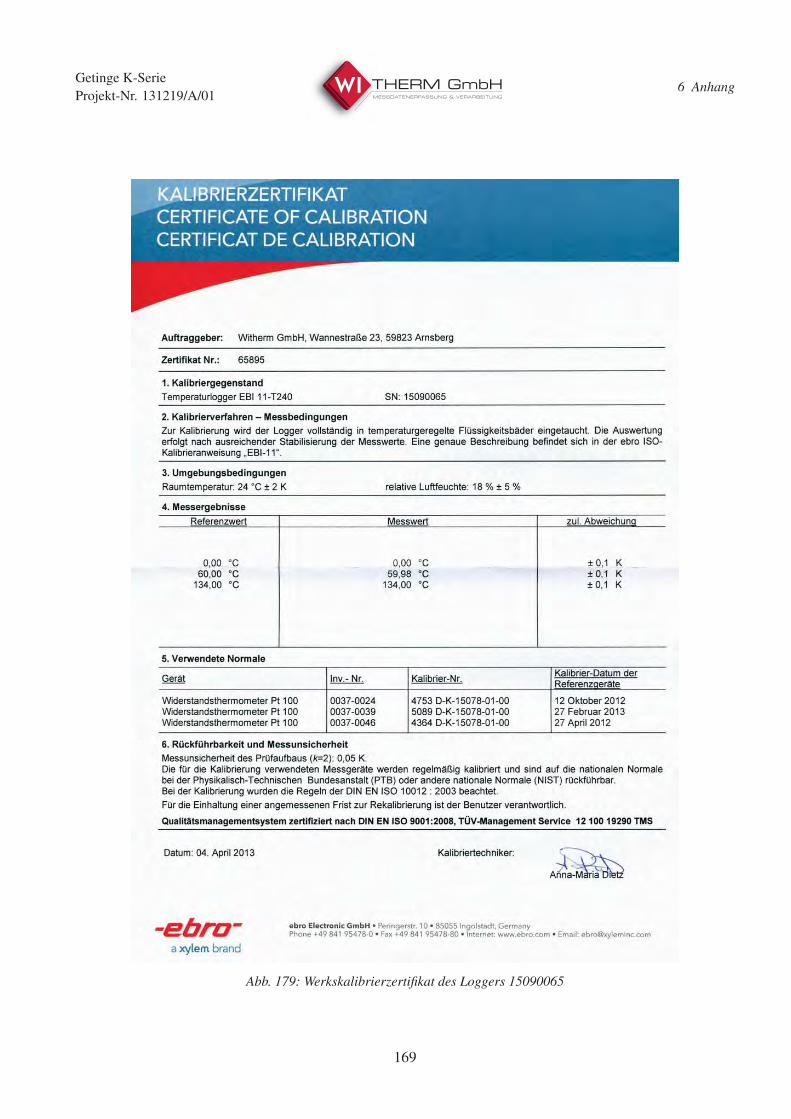
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 179: Werkskalibrierzertifikat des Loggers 15090065
169
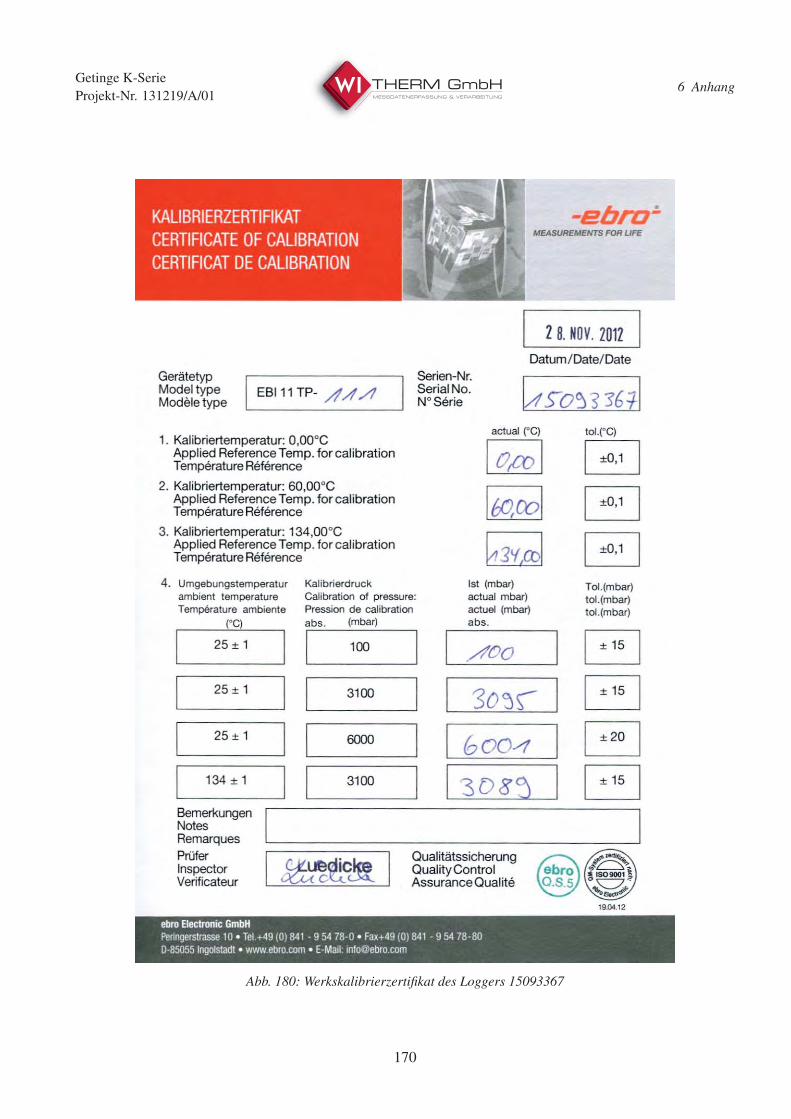
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 180: Werkskalibrierzertifikat des Loggers 15093367
170
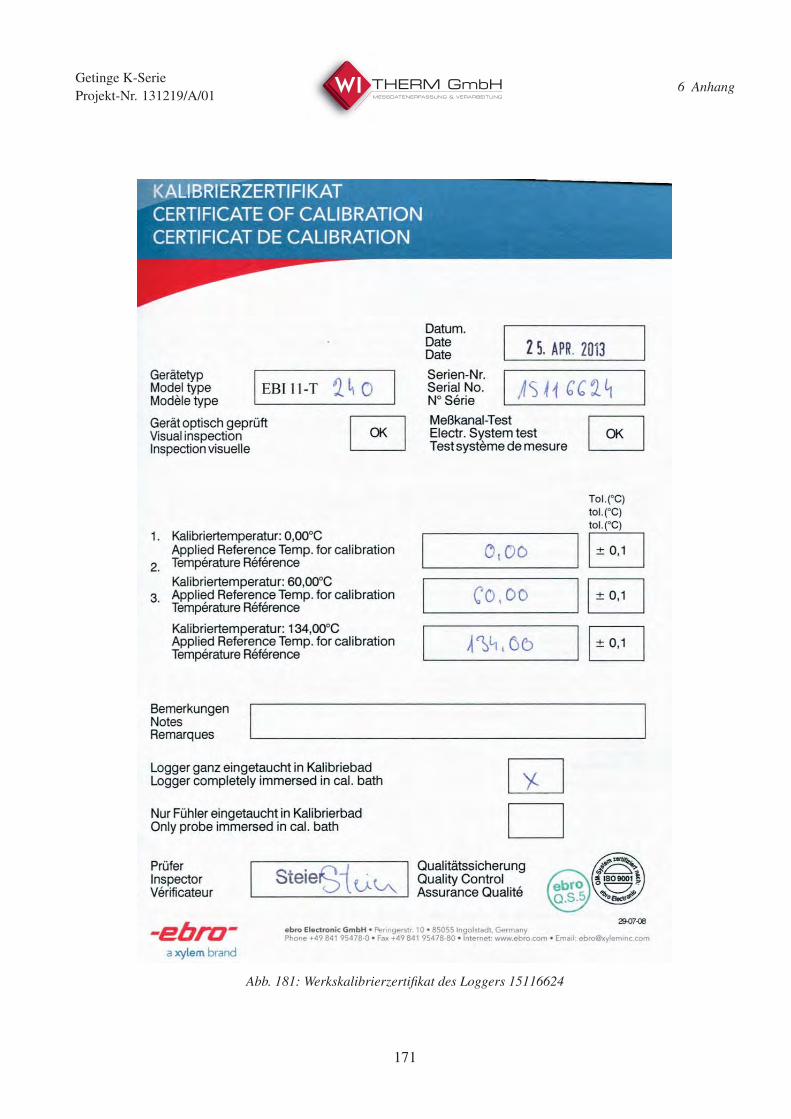
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 181: Werkskalibrierzertifikat des Loggers 15116624
171
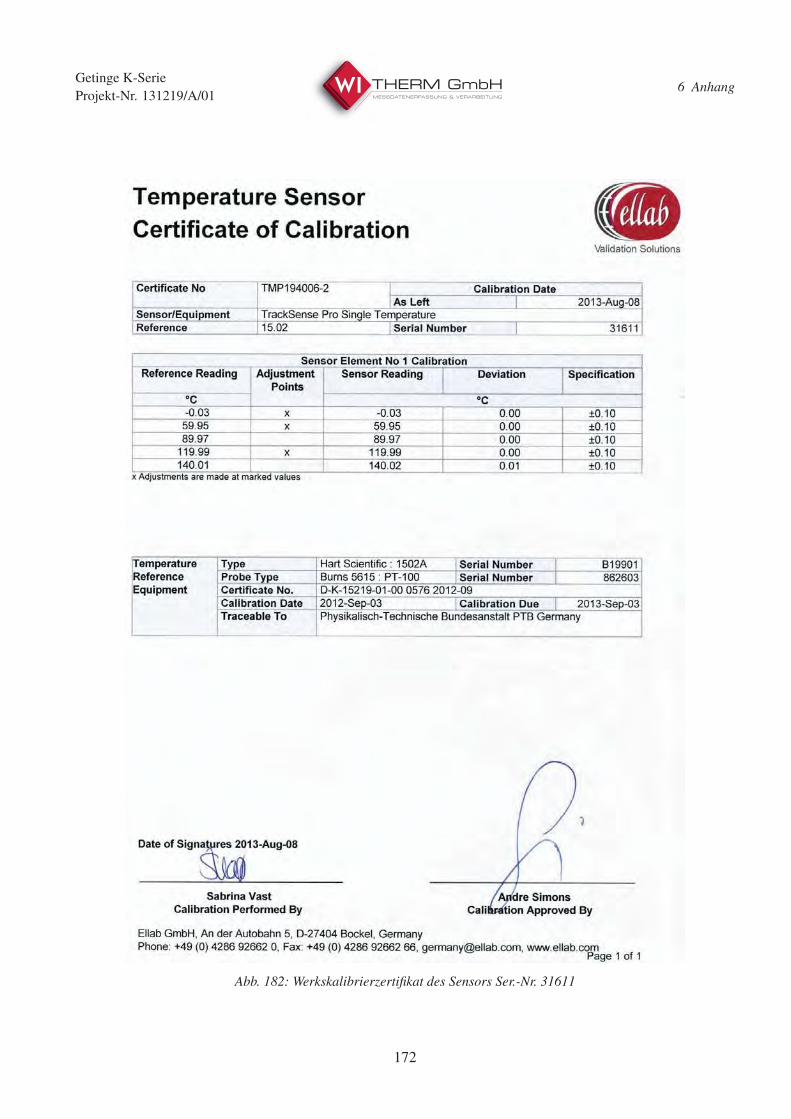
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 182: Werkskalibrierzertifikat des Sensors Ser.-Nr. 31611
172
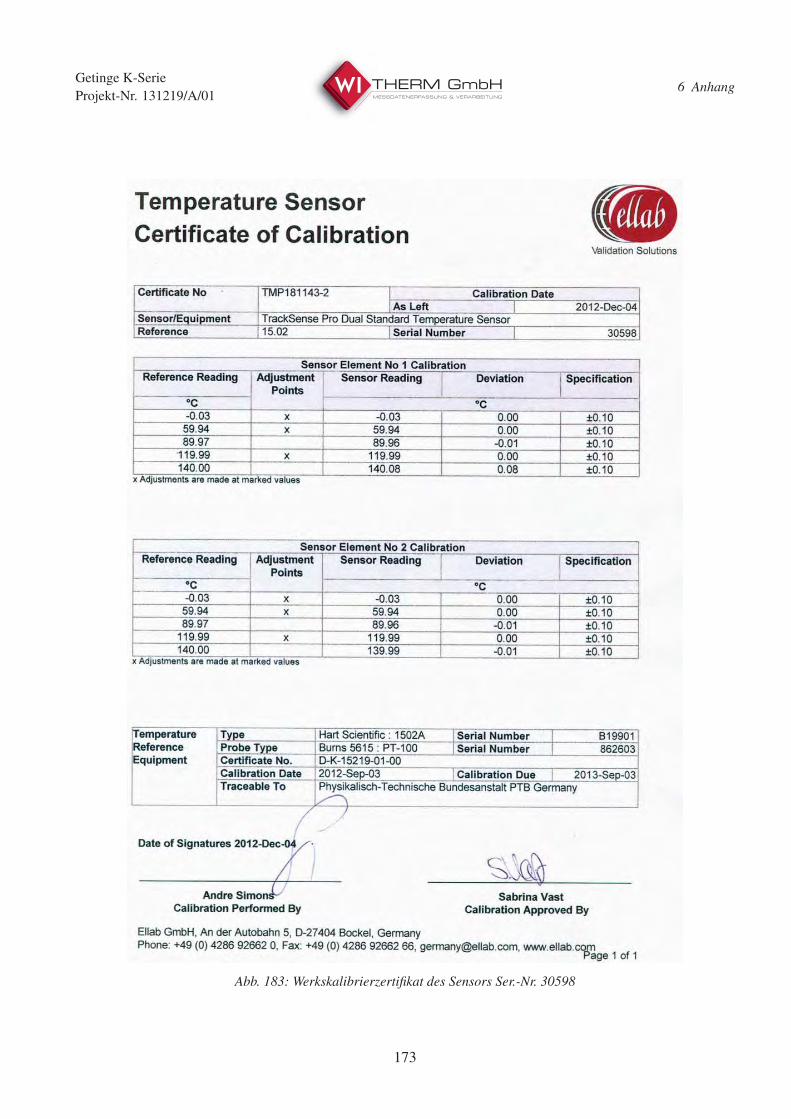
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 183: Werkskalibrierzertifikat des Sensors Ser.-Nr. 30598
173
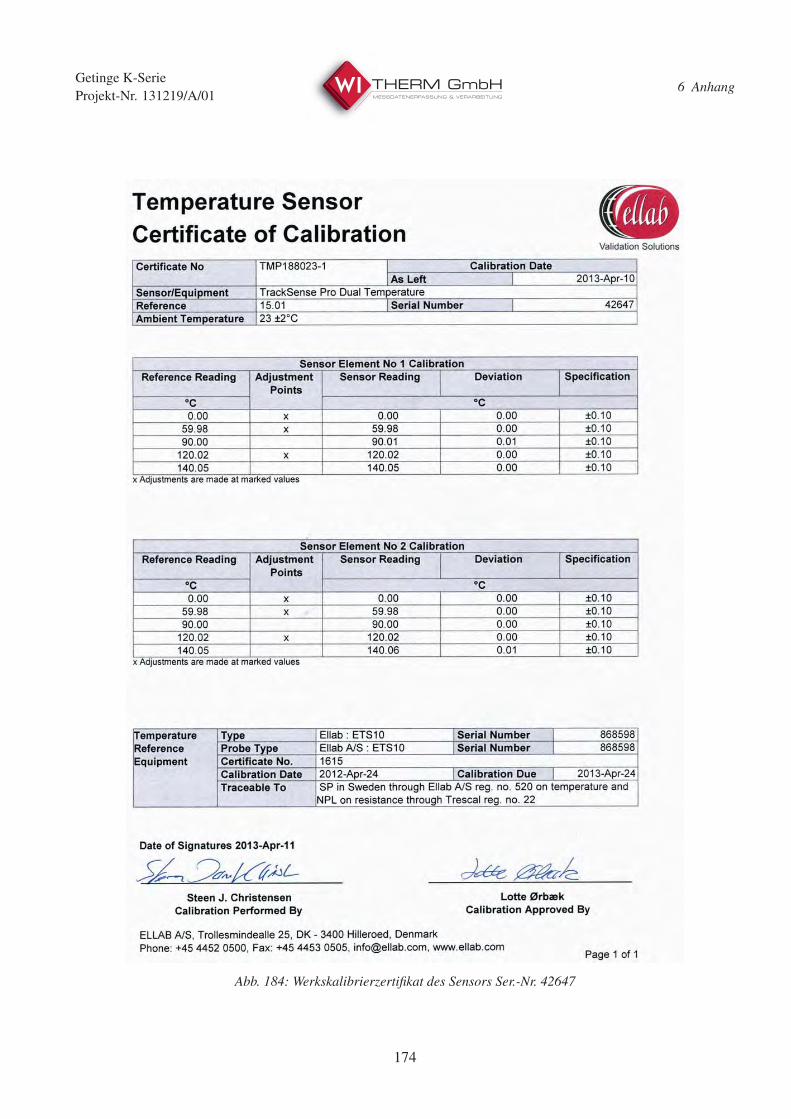
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 184: Werkskalibrierzertifikat des Sensors Ser.-Nr. 42647
174
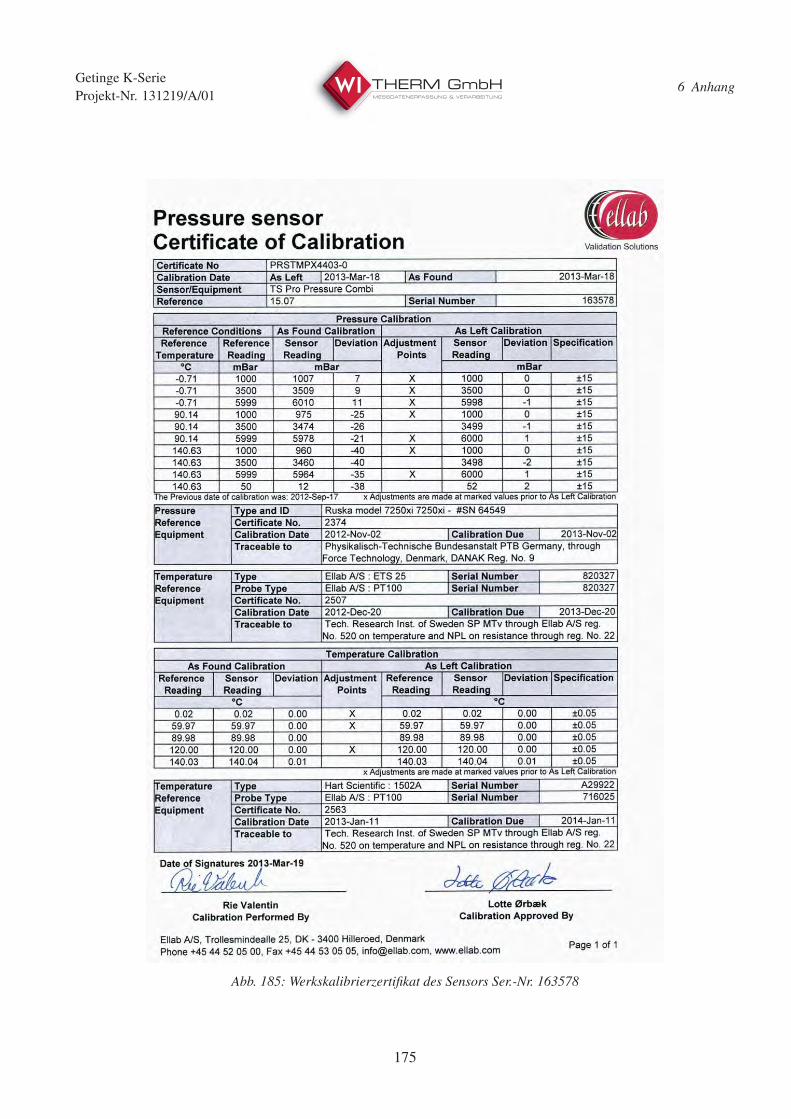
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 185: Werkskalibrierzertifikat des Sensors Ser.-Nr. 163578
175
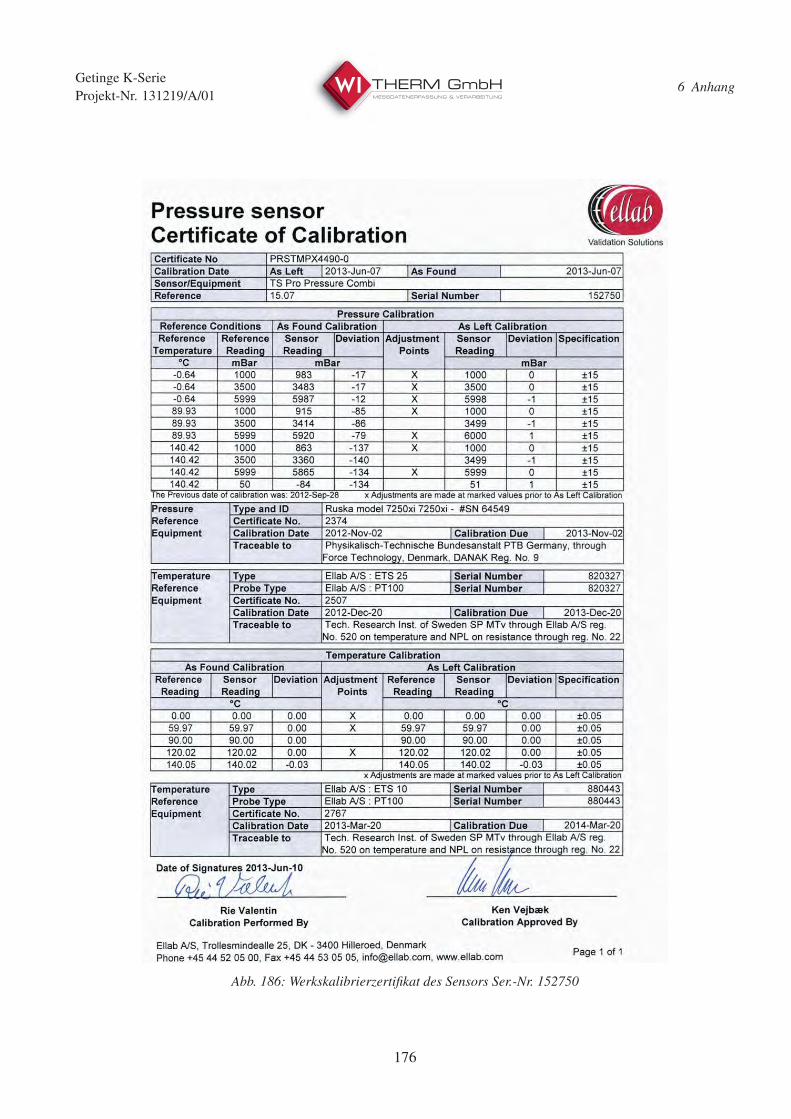
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 186: Werkskalibrierzertifikat des Sensors Ser.-Nr. 152750
176
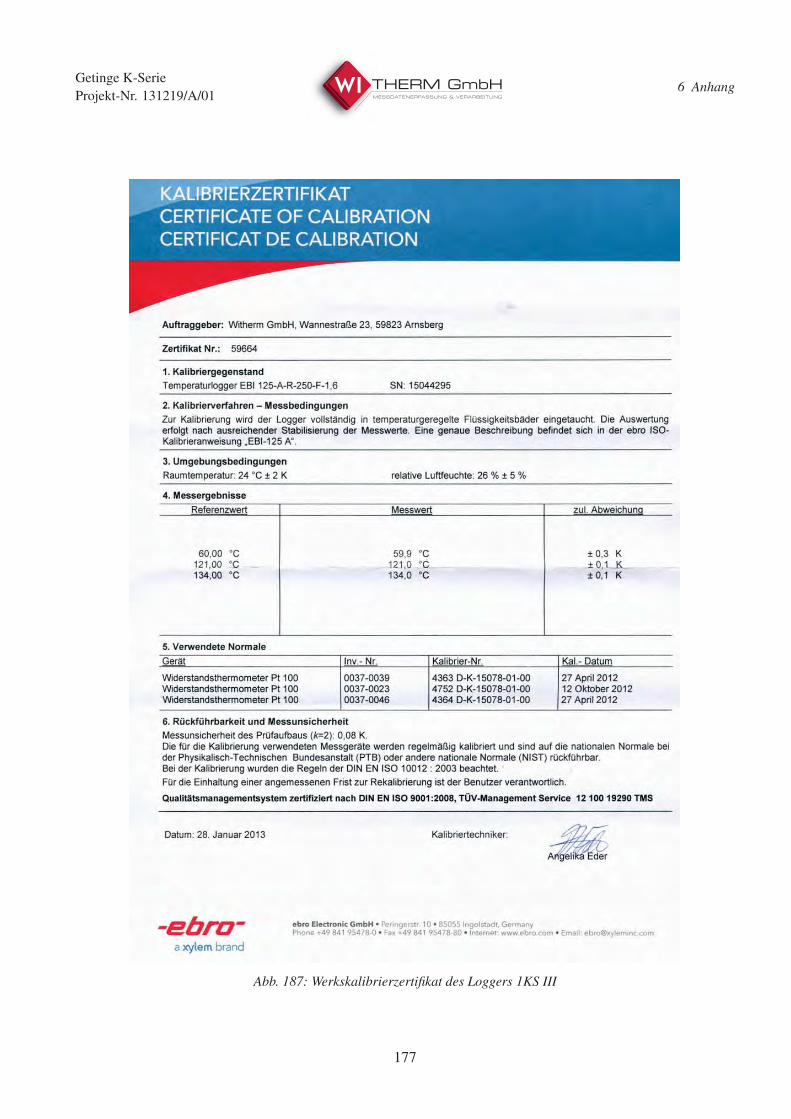
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 187: Werkskalibrierzertifikat des Loggers 1KS III
177
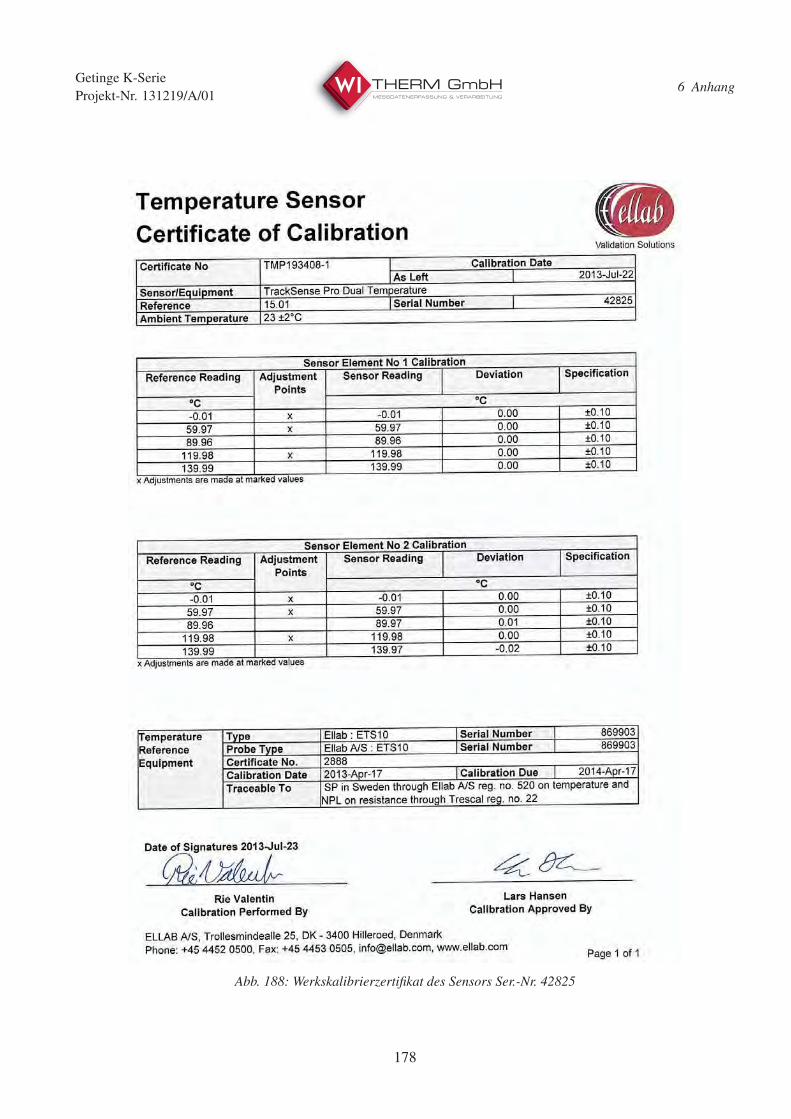
Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 188: Werkskalibrierzertifikat des Sensors Ser.-Nr. 42825
178

Getinge K-Serie
Projekt-Nr. 131219/A/016 Anhang
Abb. 189: Werkskalibrierzertifikat des Loggers 1KS IV
179