adhesive tape strength
TRANSCRIPT
Adhesive Tape Strength
Qazi Muhammad Ashraf
Muhammad Najam
Ghazanfer Ali
Adhesion
Adhesion is the tendency of dissimilar particles or sufaces to cling to one another.
Adhesion is obtained when:
•Molecules achieve adsorption
•Diffuse or penetrate across the interface and form interfacial bonds.
•Form chemical bonds with the interface molecules.
Tape Components
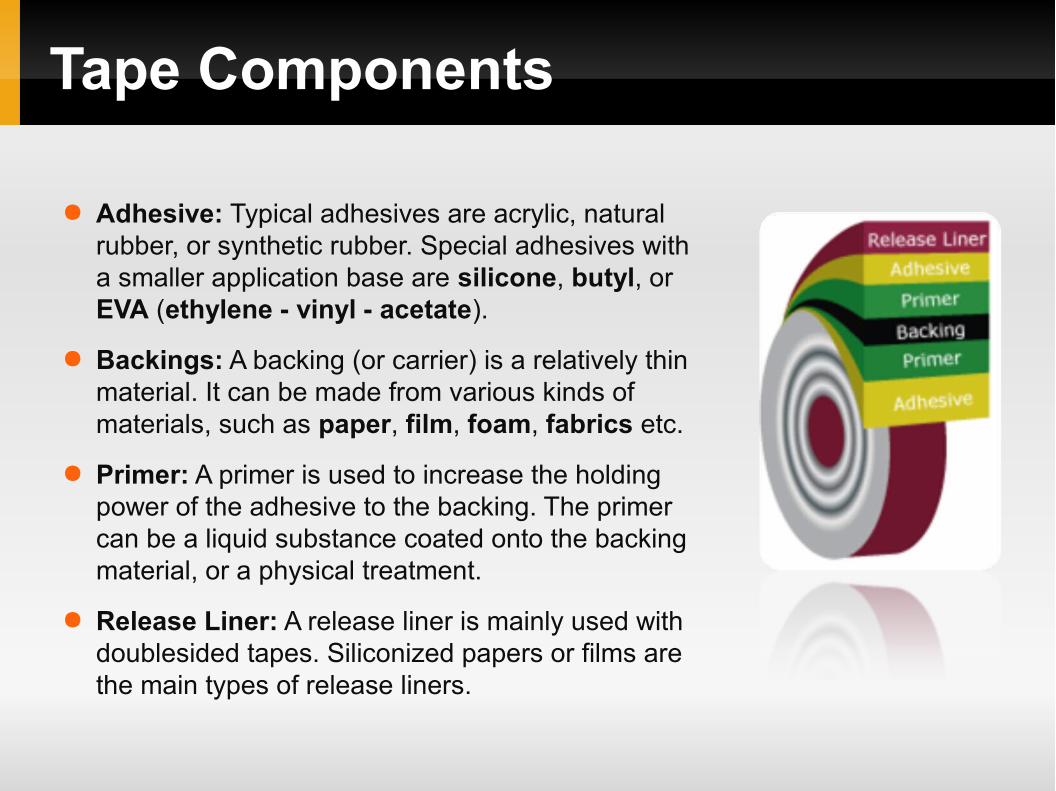
● Adhesive: Typical adhesives are acrylic, natural rubber, or synthetic rubber. Special adhesives with a smaller application base are silicone, butyl, or EVA (ethylene - vinyl - acetate).
● Backings: A backing (or carrier) is a relatively thin material. It can be made from various kinds of materials, such as paper, film, foam, fabrics etc.
● Primer: A primer is used to increase the holding power of the adhesive to the backing. The primer can be a liquid substance coated onto the backing material, or a physical treatment.
● Release Liner: A release liner is mainly used with doublesided tapes. Siliconized papers or films are the main types of release liners.
Classification of Tape
•Pressure-sensitive tape Pressure sensitive adhesive tapes require a pressure of 14.5-29 psi to ensure bonding with a substrate.This low pressure requirement allows easy application to surfaces by simply using fingers or hands to apply pressure.
• Water activated tape Water activated tape, gummed tape is starch- or sometimes animal glue-based adhesive on a kraft paper backing which becomes sticky when moistened.
• Heat sensitive tape Heat activated tape is usually tack-free until it is activated by a heat source. Conversely, thermal release tape, loses its tack and fully releases when heated to a certain temperature. This is particularly useful in the semiconductor industry.
Adhesion Strength
•Mechanisms for adhesion include both mechanical adhesion and specific adhesion.
•Mechanical adhesion occurs when the adhesive flows into the texture of the substrate.
•Specific adhesion includes electrostatic forces, van der Waals forces and acid-base interactions that take place between the adhesive and the substrate.
•Pressure-sensitive adhesives, the intensity of the bond typically increases over time because of the long time it takes for the adhesive to flow onto and into the surface texture, and for the adhesive polymer to align with the surface to create the interactions.
Four Fundamentals that Affect Tape Holding Power
•Surface ConditionsIt is critical that the bonding surface is completely clean and free of dust, dirt, or any other debris. Additionally, a slight texture to the surface can actually aid the adhesive "wetting out" (coverage) process, helping to ensure a maximum bond.
•Dwell TimeIt is optimal to allow the tape's adhesive system a period of time to completely penetrate the surface. For acrylic adhesive systems, desired dwell time ranges from 12 hours to up to three days.
•Environmental ConditionsAdhesive systems are designed very specifically to accommodate a range of conditions, including indoor vs. outdoor; humid vs. dry; ultraviolet light exposure, etc.
• Weight ConditionsIt is critical to determine the exact weight dimensions, including short-term and long-term requirements, in order to determine the best tape for the job.
Manufacturing
• Raw Materials
Some of the main raw materials are:
cellulose fibers (for making cellulose acetate)crude oil distillate (that is chemically reacted to form alcohols and acids.)release agent (that makes the tape easy to unwind)primer (to anchor the adhesive on tape backing)
Operations:Four separate manufacturing operations are
necessary to produce a single roll of household pressure sensitive tape.
• Making of Cellulose acetate backing
Cellulose fibers are treated with a mixture of chemicals and water to produce the basic form of cellulose acetate. the cellulose acetate is mixed with a plasticizing material similar to oil, and the resulting cellulose acetate plastic is made into pellets, or pelletized. The pellets are melted into a liquid and spread over a wide, flat conveyer belt to form extremely thin plastic sheets
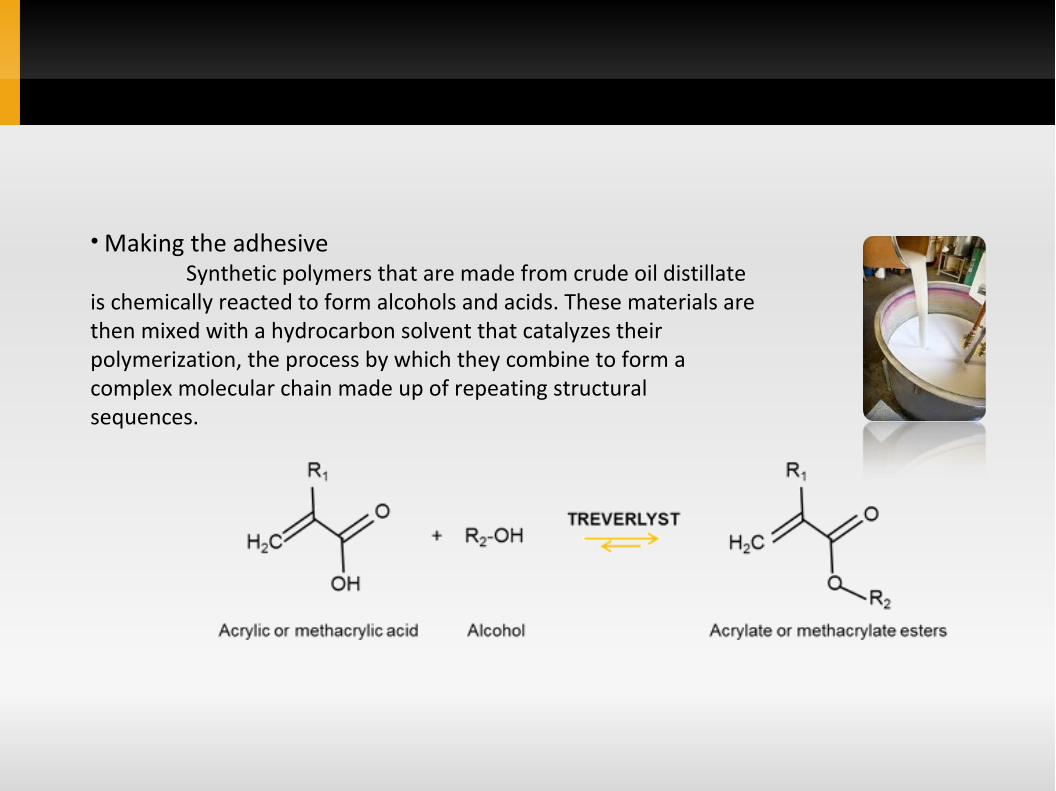
• Making the adhesiveSynthetic polymers that are made from crude oil distillate
is chemically reacted to form alcohols and acids. These materials are then mixed with a hydrocarbon solvent that catalyzes their polymerization, the process by which they combine to form a complex molecular chain made up of repeating structural sequences.
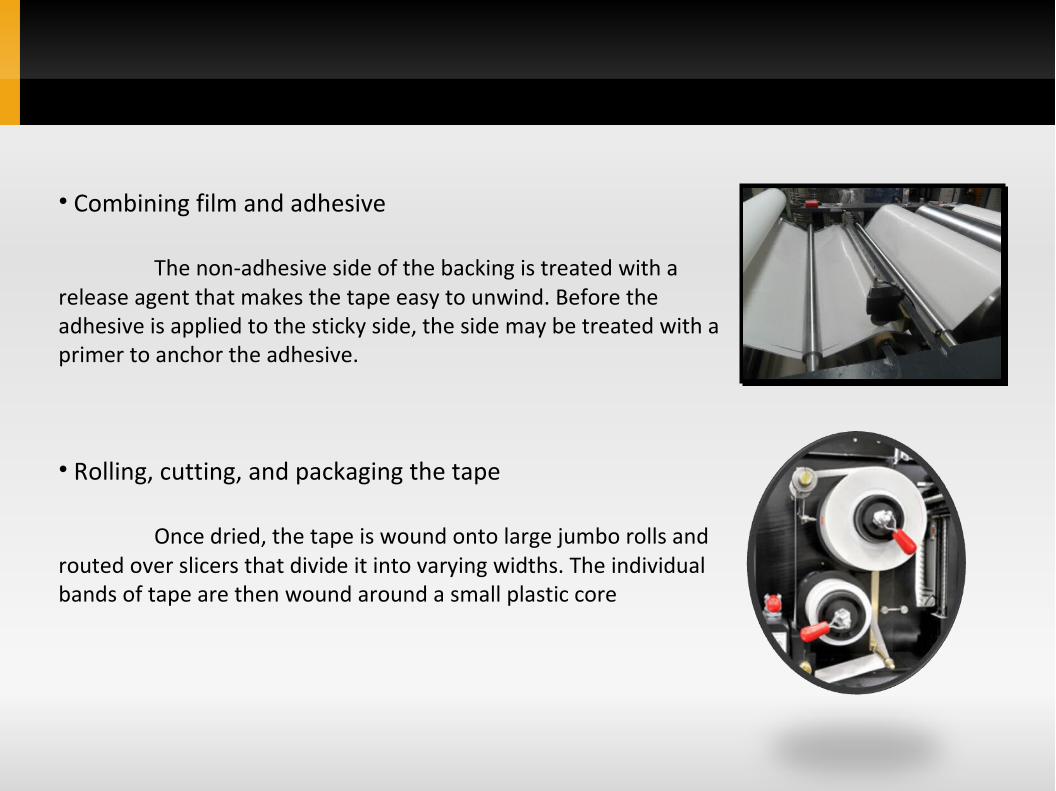
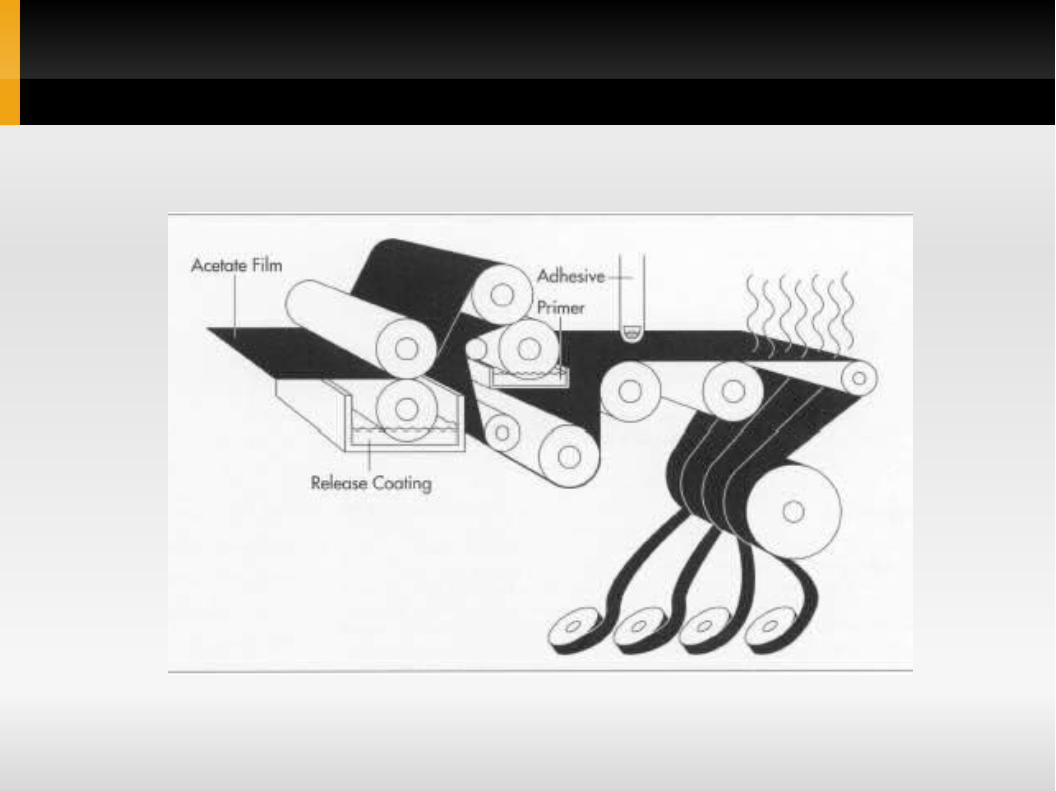
• Combining film and adhesive
The non-adhesive side of the backing is treated with a release agent that makes the tape easy to unwind. Before the adhesive is applied to the sticky side, the side may be treated with a primer to anchor the adhesive.
• Rolling, cutting, and packaging the tape
Once dried, the tape is wound onto large jumbo rolls and routed over slicers that divide it into varying widths. The individual bands of tape are then wound around a small plastic core
Improvement in Adhesion Strength
•Use of Adhesion promoters.
•Surface Treatment.
•Thermal treatment.
•Amount of monomers,amount of crosslinker,coating weight.
•Wetting Agent.
Adhesion promoter
•An adhesion promoter is used as an additive or as a primer to promote adhesion of coatings, inks, or adhesives to the substrate of interest.
•An adhesion promoter usually has an affinity for the substrate and the applied coating, ink, or adhesive.
•Adhesion promotors can also be called compatibilizers or coupling agents. They act as surfactants . For example detergent powder as surfactant will 'compatibilise' the dirt with the water in the washing maschine and facilitate the washing cycle.
•Adhesion promoter is usually comprised of chlorinated polyolefin (CPO) as the active adhesion-promoting component.
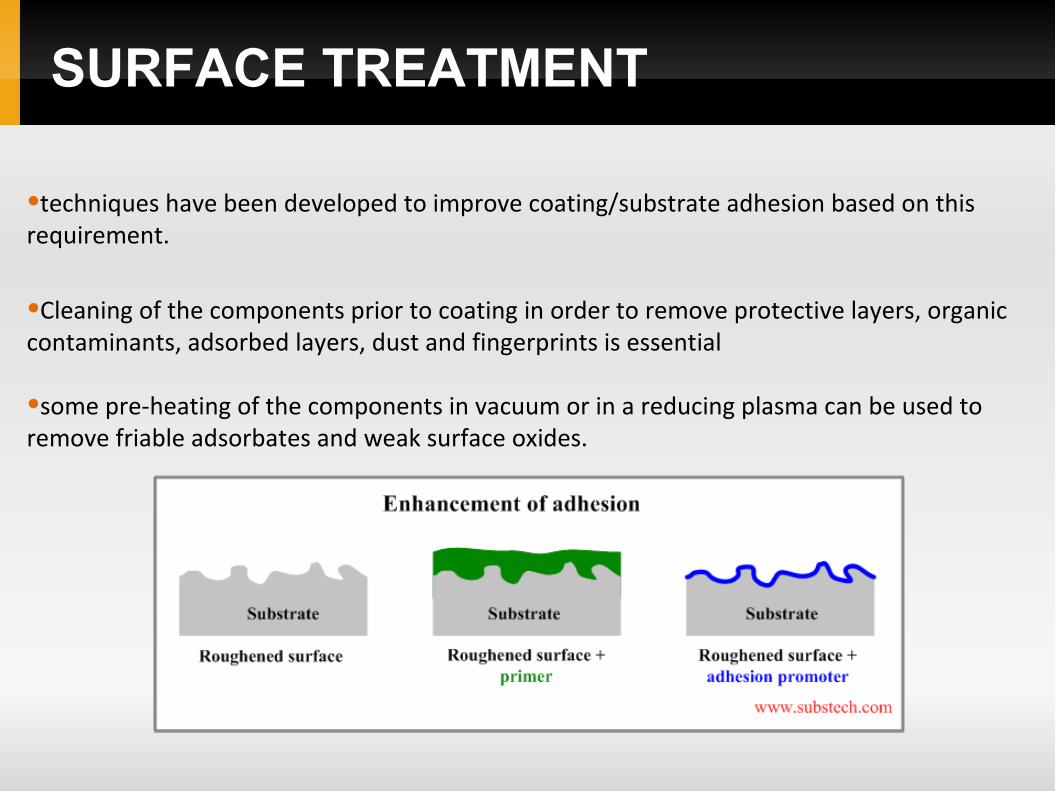
SURFACE TREATMENT
•techniques have been developed to improve coating/substrate adhesion based on this requirement.
•Cleaning of the components prior to coating in order to remove protective layers, organic contaminants, adsorbed layers, dust and fingerprints is essential
•some pre-heating of the components in vacuum or in a reducing plasma can be used to remove friable adsorbates and weak surface oxides.
•sputter cleaning is also an important technique; this is used to break up more tenacious oxides and sputter contaminants from the component surface.
•For deposition technologies which operate at high temperature a certain amount of diffusional intermixing at the interface can be achieved once coating starts which can be beneficial for adhesion and similar mixing is possible by the use of ion bombardment during the early stages of film deposition.
•for ceramic coatings, the use of metallic interlayers or bond coats can be used to improve adhesion and there is an optimum interlayer thickness to maximise coating/substrate adhesion
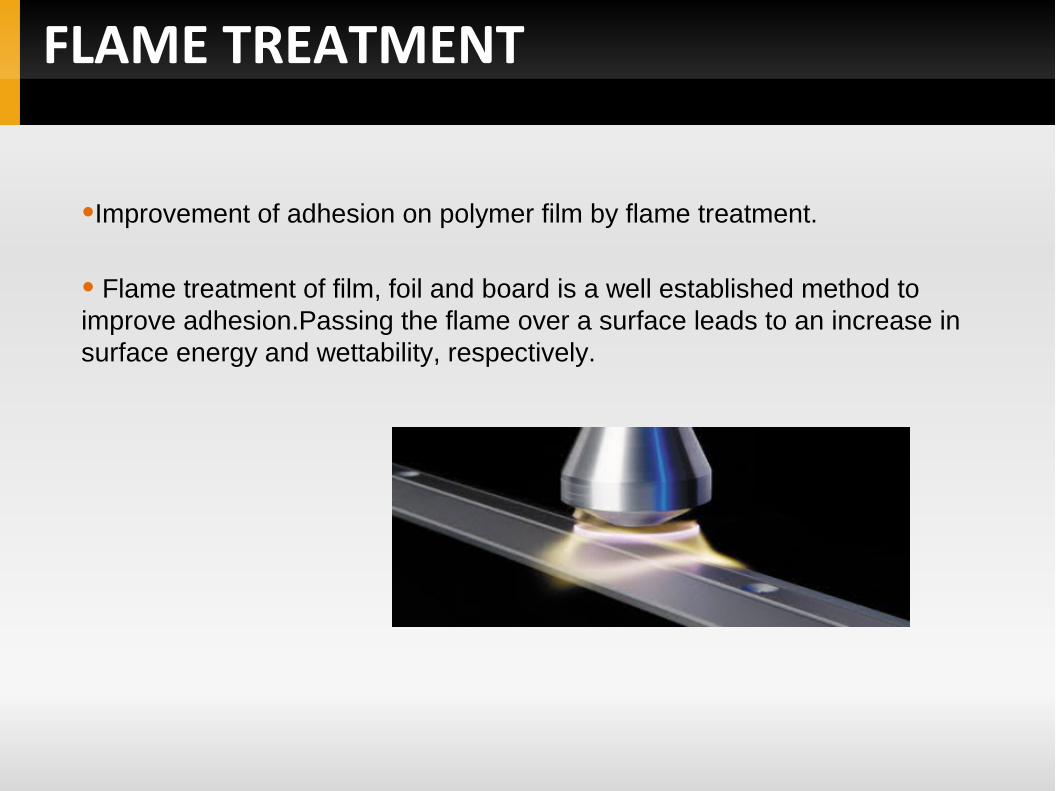
•Improvement of adhesion on polymer film by flame treatment.
• Flame treatment of film, foil and board is a well established method to improve adhesion.Passing the flame over a surface leads to an increase in surface energy and wettability, respectively.
FLAME TREATMENT
CROSS-LINKING
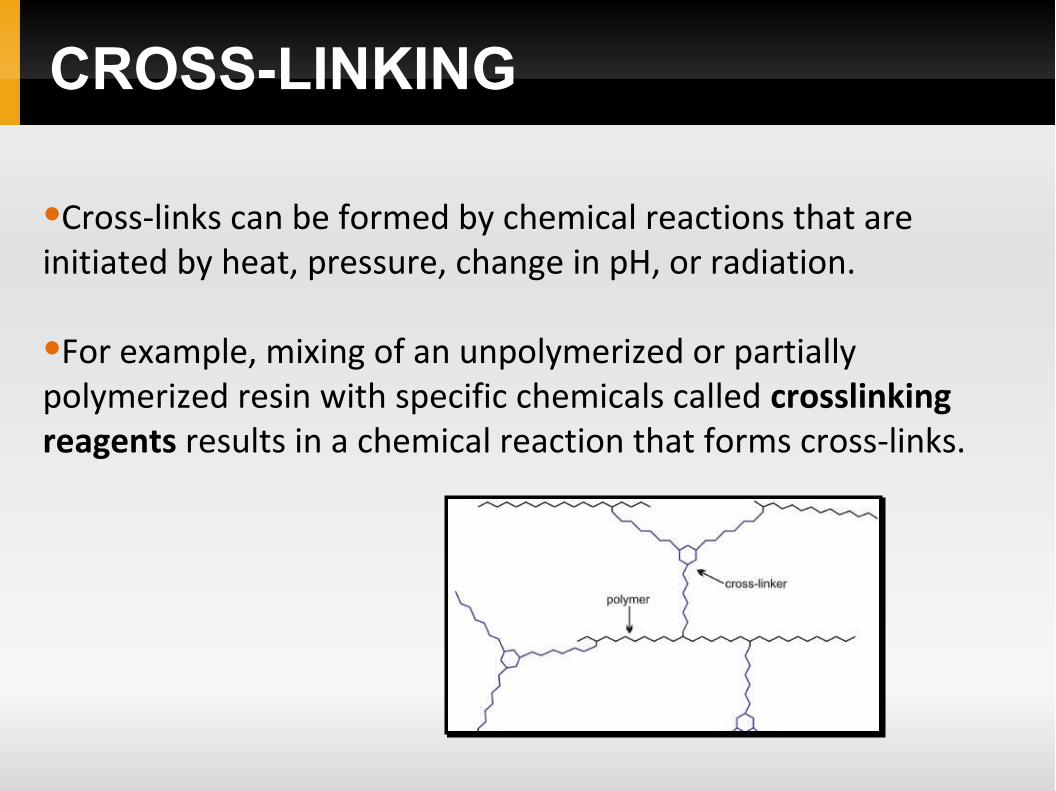
•Cross-links can be formed by chemical reactions that are initiated by heat, pressure, change in pH, or radiation.
•For example, mixing of an unpolymerized or partially polymerized resin with specific chemicals called crosslinking reagents results in a chemical reaction that forms cross-links.
Wetting agent
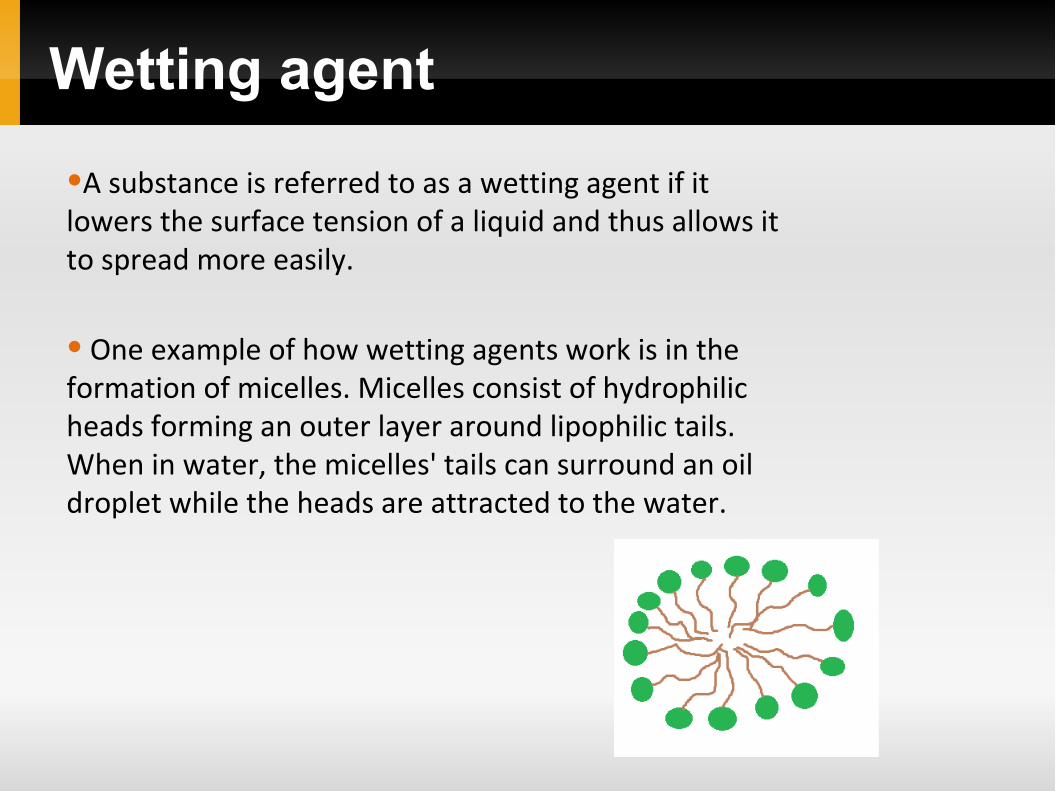
•A substance is referred to as a wetting agent if it lowers the surface tension of a liquid and thus allows it to spread more easily.
• One example of how wetting agents work is in the formation of micelles. Micelles consist of hydrophilic heads forming an outer layer around lipophilic tails. When in water, the micelles' tails can surround an oil droplet while the heads are attracted to the water.
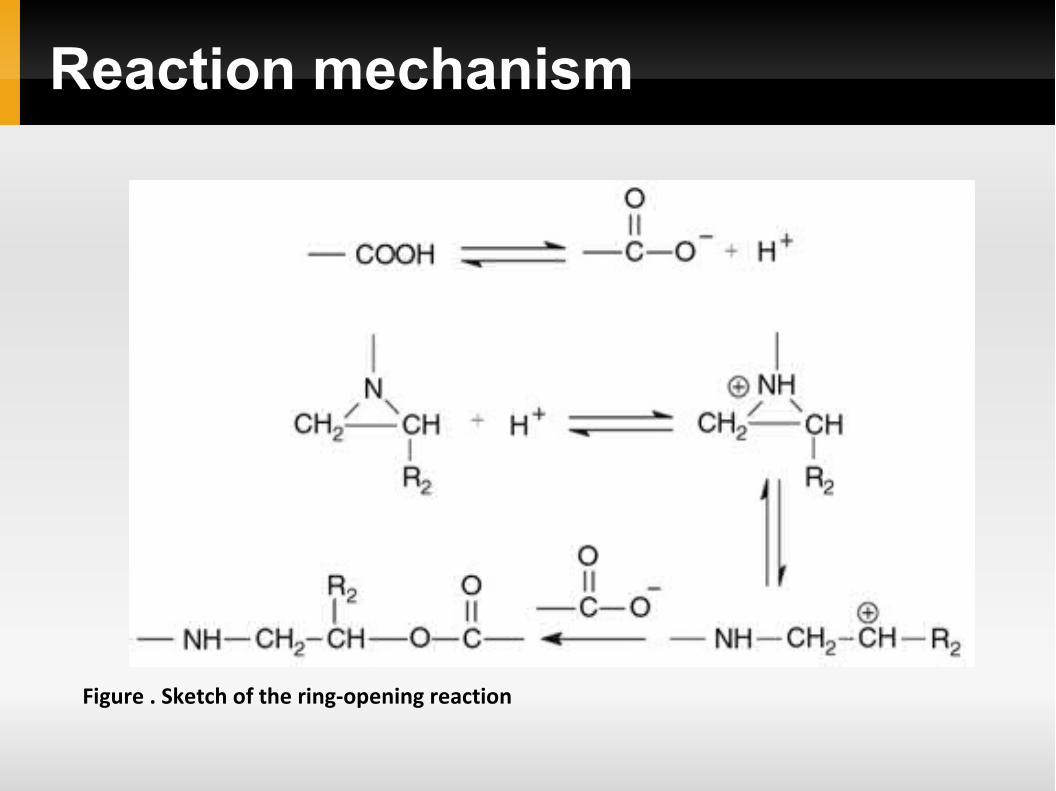
Reaction mechanism
Figure . Sketch of the ring-opening reaction
IMPROVED PSA
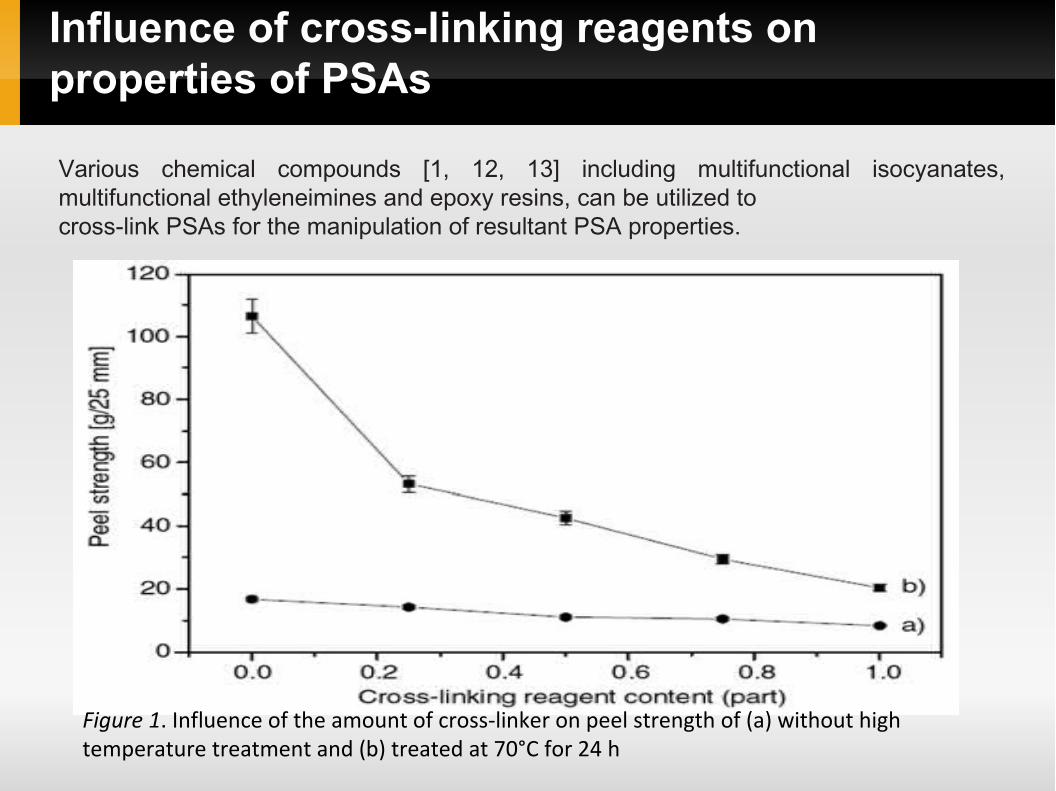
Influence of cross-linking reagents on properties of PSAs
Various chemical compounds [1, 12, 13] including multifunctional isocyanates, multifunctional ethyleneimines and epoxy resins, can be utilized tocross-link PSAs for the manipulation of resultant PSA properties.
Figure 1. Influence of the amount of cross-linker on peel strength of (a) without high temperature treatment and (b) treated at 70°C for 24 h
•The holding power for all PSAs (with or without thermal treatment) containing cross-linking reagents above 0.25 part was enhanced up to above 120 h.
•For the samples without thermal treatment, the increase of cross-linking reagent content from 0.25 to 1.0 part can decrease the peel strength from 16.7 g/25 mm to 8.3 g/25 mm.
RESULTS
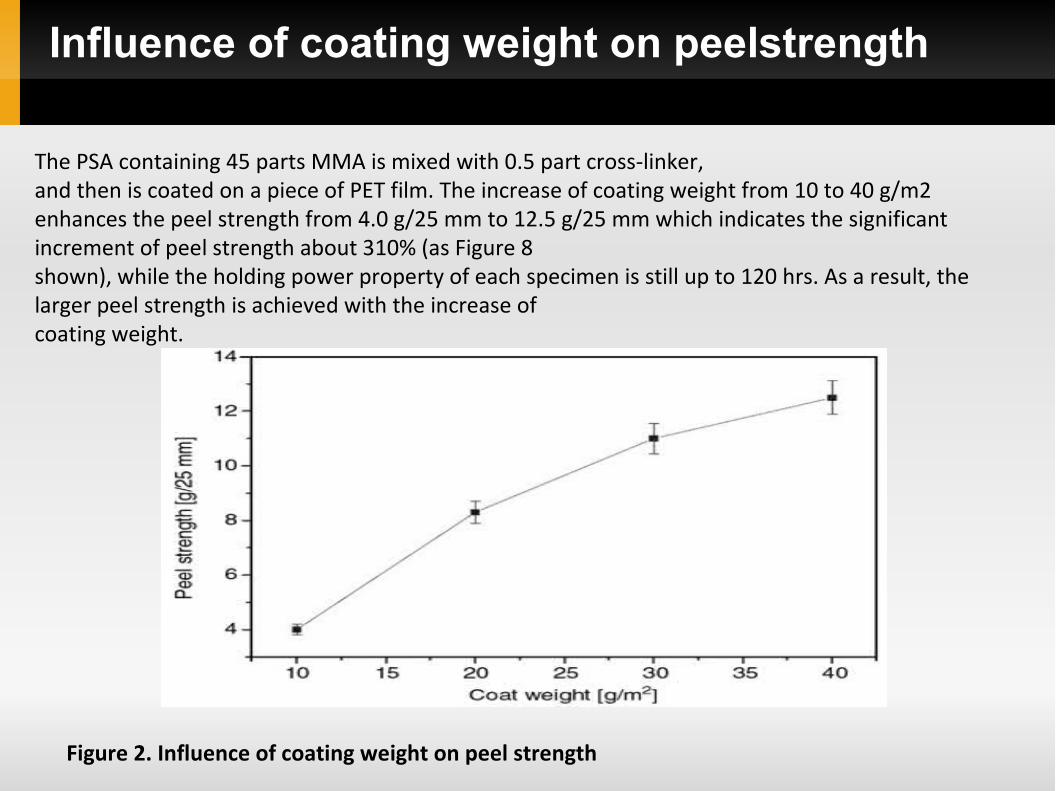
Influence of coating weight on peelstrength
The PSA containing 45 parts MMA is mixed with 0.5 part cross-linker,and then is coated on a piece of PET film. The increase of coating weight from 10 to 40 g/m2enhances the peel strength from 4.0 g/25 mm to 12.5 g/25 mm which indicates the significant increment of peel strength about 310% (as Figure 8shown), while the holding power property of each specimen is still up to 120 hrs. As a result, thelarger peel strength is achieved with the increase ofcoating weight.
Figure 2. Influence of coating weight on peel strength
RESULTS
•The novel crosslinking reagents coupled with the thermal treatment at 70°C can make the resultant PSAs with the improved adhesive properties.
•The coating weight variation from 10 to 40 g/m2 can significantly enhance the peel strength from 4.0 g/25 mm to 12.5 g/25 mm with about 310% increment
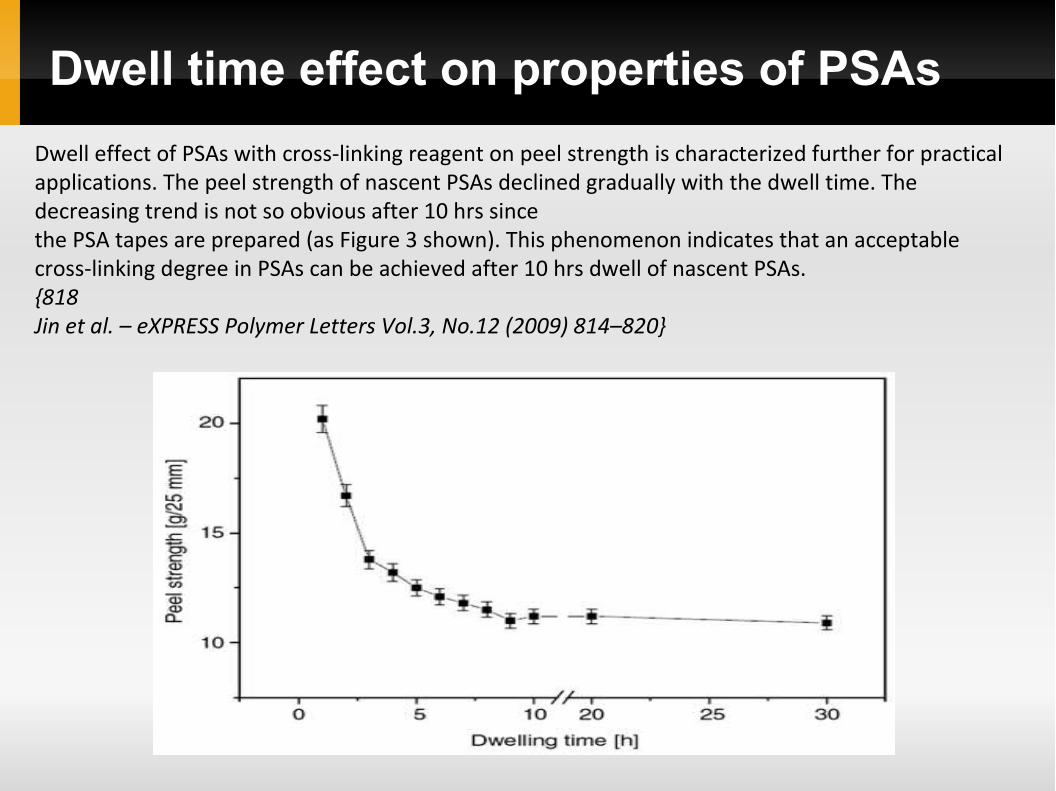
Dwell time effect on properties of PSAs
Dwell effect of PSAs with cross-linking reagent on peel strength is characterized further for practical applications. The peel strength of nascent PSAs declined gradually with the dwell time. The decreasing trend is not so obvious after 10 hrs sincethe PSA tapes are prepared (as Figure 3 shown). This phenomenon indicates that an acceptablecross-linking degree in PSAs can be achieved after 10 hrs dwell of nascent PSAs.{818Jin et al. – eXPRESS Polymer Letters Vol.3, No.12 (2009) 814–820}
Acrylics based adhesives
•Acrylic adhesive is a binding agent made from the polymerization of acrylic acid.
•Other distinctions include the viscosity of the formula, the setting or curing time, and the required temperature for setting.
•Acrylic adhesive is sold in liquid, paste, and tape form.
•The chemical properties can be designed for permanent installations or to allow for removal by application of a substance to break the chemical bond.
•Polymers are the compounds created by the linking of quantities of simple molecules, or monomers. The cross linking of the polymers improves adhesion, or shear, i.e., the measure of the material's ability to stick .•The chemical design of acrylic adhesive is a balance between internal cohesion, or shear, and the tack and peel.
•Tack measures the degree to which the adhesive bonds immediately to the other material.
Engineering the adhesive
•Engineering of acrylic compounds can produce a wide range of adhesives suitable for many purposes.
• The viscosity of the material is often linked to the shear rating, with firmer adhesives having higher shear.
•Many acrylics require a 24-hour curing period to reach full adhesion, but softer variations tend to have better tack and peel offset by lower shear. •Some types are designed for heat curing.
•There tends to be an inverse relationship between the curing temperature and curing time required; a higher curing temperature requires a shorter cure time and vice versa.
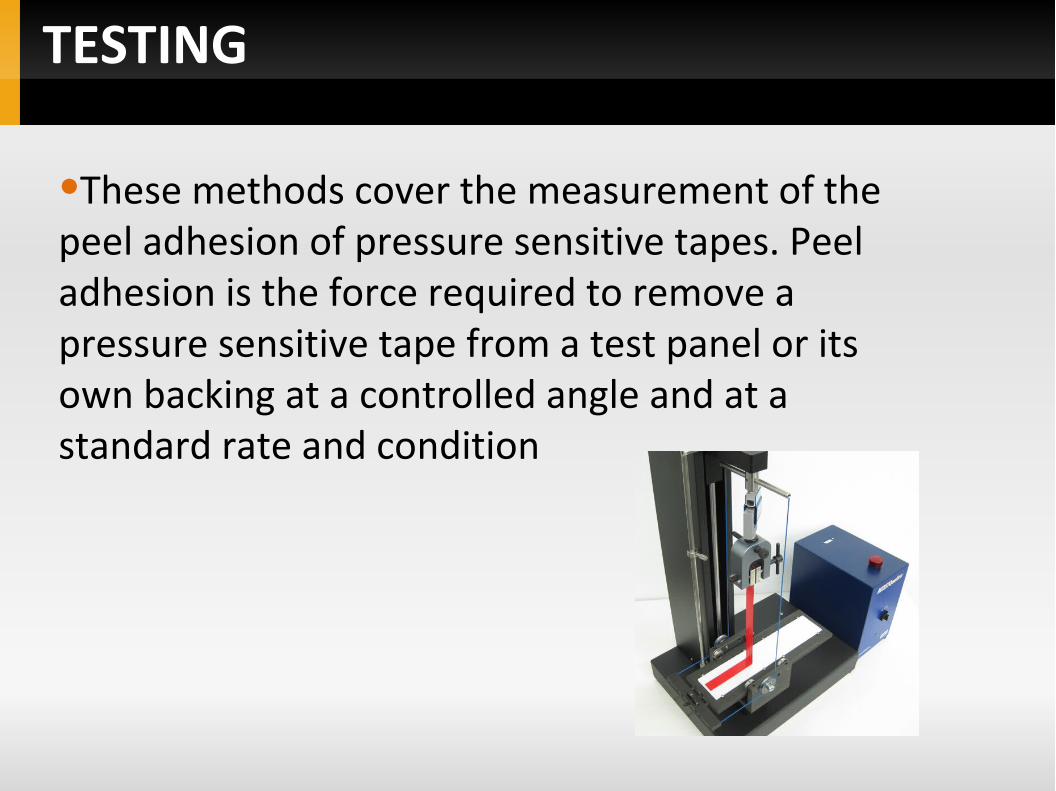
TESTING
•These methods cover the measurement of the peel adhesion of pressure sensitive tapes. Peel adhesion is the force required to remove a pressure sensitive tape from a test panel or its own backing at a controlled angle and at a standard rate and condition
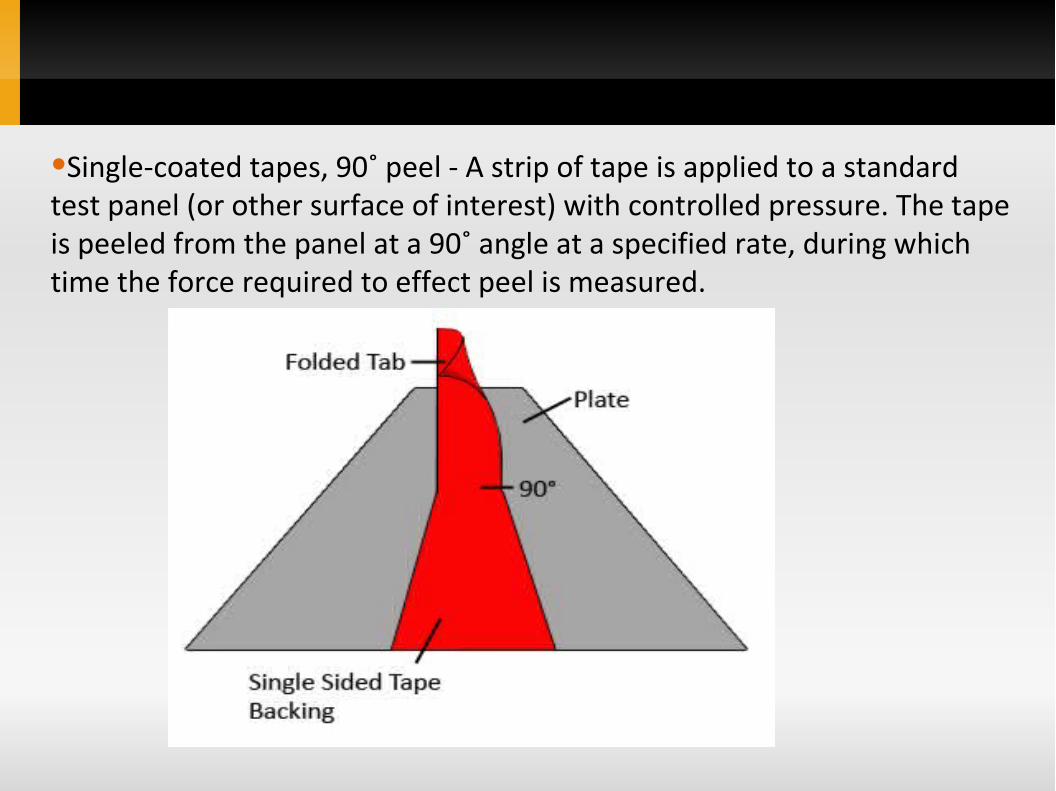
•Single-coated tapes, 90˚ peel - A strip of tape is applied to a standard test panel (or other surface of interest) with controlled pressure. The tape is peeled from the panel at a 90˚ angle at a specified rate, during which time the force required to effect peel is measured.
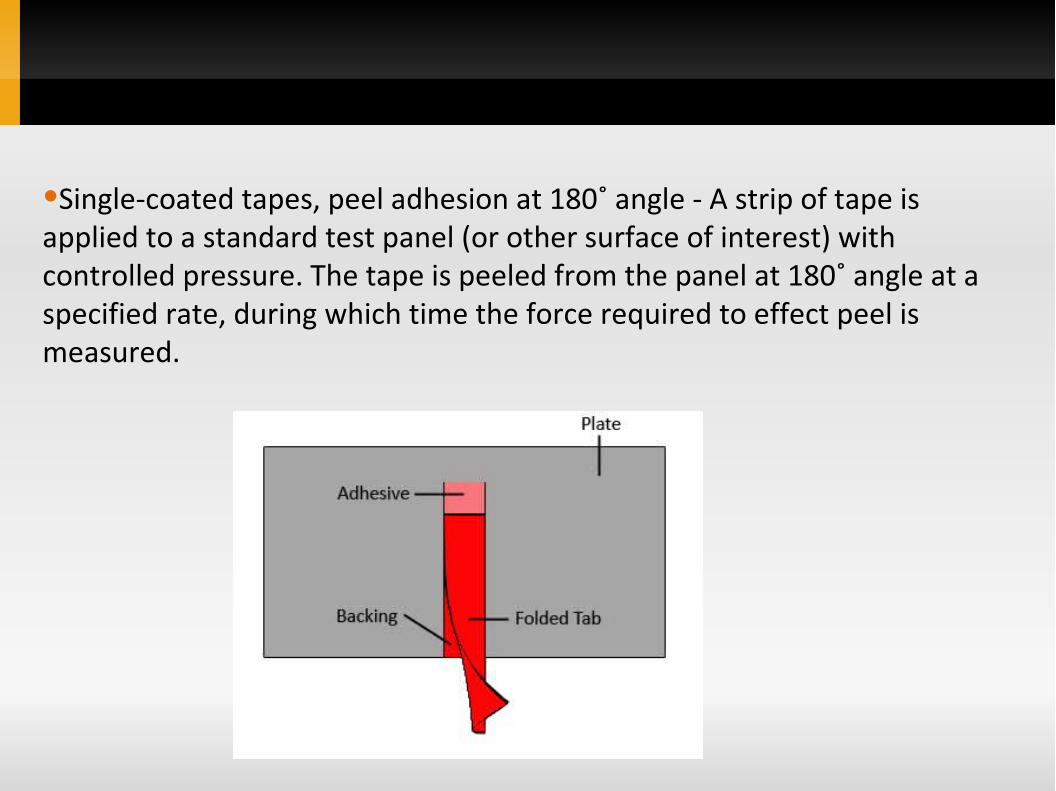
•Single-coated tapes, peel adhesion at 180˚ angle - A strip of tape is applied to a standard test panel (or other surface of interest) with controlled pressure. The tape is peeled from the panel at 180˚ angle at a specified rate, during which time the force required to effect peel is measured.
•Adhesive tape has found its use in various fields such as medicine, telecommunication and electrical equipment etc.
•Many innovations have been done in adhesive tape.
•Different types of techniques are being implied and used to improve the adhesive strength and multiply the use of adhesive tape.
•Adhesive tape industry is now a fully grown industry. Researches are being carried out on backing material as well as adhesives.
•ASTM methods and apparatus have also been developed for the testing and quality assurance of adhesive tapes.
CONCLUSION