23231085 - bureau of indian standardsbis.org.in/sf/mtd/mtd4(5363-5367)_16082016.pdf/ # 0 q: 23231085...
TRANSCRIPT
टलीफक ््स : 23231085 Please Contact at Telefax 23231085 E-mail: [email protected]. in; [email protected]
व ््यापक्परिचालन्मं्मस दा DRAFT IN WIDE CIRCULATION
रलख्रषण्सचूना्/DOCUMENT DESPATCH ADVICE
एमटीडी 4/टी-14, 5, 129, 177, MTD 4/T-14, 5, 129, 177 dated 12 08 2016
पपटव ा्इ्प्ाउ््प्ाद्क ्पवषय्सममतउ्एमटीडी्04
WROUGHT STEEL PRODUCTS SECTIONAL COMMITTEE, MTD 04
क)्धाउकुमम् इंजीतनयरिगं्पवभाग्परिषद्(एमटीडीसी),्क्ूचच्िखन्वाल्सद्य् 1) Interested Members of Metallurgical Engineering Division Council, MTDC
1)पपटव ा्इ्प्ाउ््प्ाद्क ्पवषय्सममतउ्एमटीडी्04्क्सद्य्
2) All Members of Wrought Steel Products Sectional Committee, MTD 04
ग)्अ्य््सभी्ूचच्िखन्वाल्तनकाय्
3) All Others Interested
मह दय/मह दया, Dear Sir/ Madam,
तनम ््नमलखखउ्रलख्सलं्न््ह: Please find enclosed the following draft standards:
रलेख सं् या /Document No. विषय/ Title
1.रलेख: एमटीडी 04 (5363)् अउ्उ लघुकृउ अ्प का्मन इ्पाउ क चादि एवं पती Part 1 Cold Forming and Drawing
Purpose ( आईएस्513्का्साउवां पुनिीषण)
MTD 4 (5363)W Cold Reduced Carbon Steel Sheet and Strip Part 1 Cold Forming and Drawing
Purpose (Seventh Revison of IS 513 )
2. रलेख: एमटीडी 04 (5364)् अउ्उ लघुकृउ अ्प का्मन इ्पाउ क चादि एवं पती Part 2 High Tensile and Multi
Phase Steel ( आईएस्513्का्साउवा ंपुनिीषण)
MTD 4 (5364)W Cold Reduced Carbon Steel Sheet and Strip Part 2 High Tensile and Multi
Phase Steel (Seventh Revision of IS 513)
3. रलेख: एमटीडी 04 (5365)्््ल:ज कायम एवं संिचना अमभूपण हउु उ्उ ्््लउ इ्पाउ क ्लट ्पाद्
( आईएस्5986्का्च था पुनिीषण)
MTD 4(5365)W Hot - Rolled Steel Flat Products for Structural Forming and Flanging
Purposes – Specification (Fourth Revision of IS 5986)
4.रलेख: एमटीडी 04 (5366)््उ्उ ्््लउ का्मन इ्पाउ चादिं एवं पती ( आईएस्1079्का्साउवां पुनिीषण)
MTD 4(5366)W Hot - Rolled Carbon Steel Sheet, Plate and Strip – Specification
(Seventh Revision of IS 1079)
5. रलेख: एमटीडी 04 (5367)्् अउ्उ ््लन रय जनं हउु उ्उ ्््लउ का्मन इ्पाउ क पती - पवमि्टट
( आईएस्11513 का् दसूिा पुनिीषण)
MTD 4(5367)W Hot - Rolled Carbon Steel Strip for Cold Rolling Purposes – Specification
(Second Revision of IS 11513)
कृप ््या््पि क ््उ्रलखं्का्अवल कन्कि्अपनी्सम ््मतउयां्यह््उाउ्हुए्भजं, कक्यदद्अउंउ ्यह्रलख्िाष ््रीय्मानक्क्ूप्मं्स ््वीकृउ्ह ्जाए, उ ्इस्पि्अमल्किन्मं्आपक्व ््यवसाय्अथवा्काि ्ाि्मं्क ््या्कठनाईयाँ् आ्सकउी्ह:् ।
Kindly examine these draft standards and forward your views stating any difficulty which you are
likely to experience in your business or profession, if this is finally adopted as National Standard.
सम ््मतउ्क ्अ््उम्तउचथ/ Last date for comments: 11 09 2016
सम ््मतउ्यदद्क ई्ह ्उ ्पीछ्ददए्गए्राूप्मं्मलख्कि, ऊपिमलख्खउ्पउ्पि्अध ह्उ्ाषिी्क ्भजं्।
Comments, if any, may please be made in the format given overleaf and mailed to the undersigned at
the above address.
धन ््यवाद, Thanking you, भवदीय, yours faithfully,
(जे.के. बाखू) (J.K. Bakhroo)
वञातनक्‘एफ’ ्रमखु्(एमटीडी.)्Scientist ‘F’ & Head (MTD)
Email: [email protected]; [email protected]
सलंग ््न ्ऊपिमलख्खउ /Encl: As above्््््
FORMAT FOR SENDING COMMENTS ON BIS DOCUMENTS
(Please use A4 size sheet of paper only and type within fields indicated. Comments on each
clauses/sub-clauses/table/fig. etc be started on a fresh box. Information in Column 4 should
include reasons for the comments and suggestions for modified wording of the clauses when the
existing text is found not acceptable. Adherence to this format facilitates Secretariat’s work)
NAME OF THE COMMENTATOR/ORGANIZATION: _________________________
Sl.
No.
Clause/Sub-
clause/
Para/Table/Fig.
No. commented
Type of
Comments
(General/Editorial
/ Technical)
Justification Proposed change
[Type here]
MTD 4 (5363)
1
For Comments Only
BUREAU OF INDIAN STANDARDS
Draft Indian Standard
COLD REDUCED CARBON STEEL
SHEET AND STRIP
PART-1 COLD FORMING AND DRAWING PURPOSE
(Revision of IS 513) ICS 77.140.50
Not to be reproduced without the permission of Last date for receipt of
BIS or used as STANDARD comments is 11/9/2016
FOREWORD
With the constant requirement of greater, stringent and varied requirements for steel sheets and strips for
automobile industry and engineering applications, many specifications were made. An endeavour is made by
Bureau of Indian Standards to identify, summarize and create a new standard. An attempt is made to cover all
such requirements of Automobile and Engineering application under a single standard. However, interested
parties as per their requirement may apply more stringent requirement against any clause in this standard or
specify other characteristics not covered by this standard.
In the present version following modifications are made:
a) New designations and grades are added
b) Existing standard is divided into two parts, based on the strength level
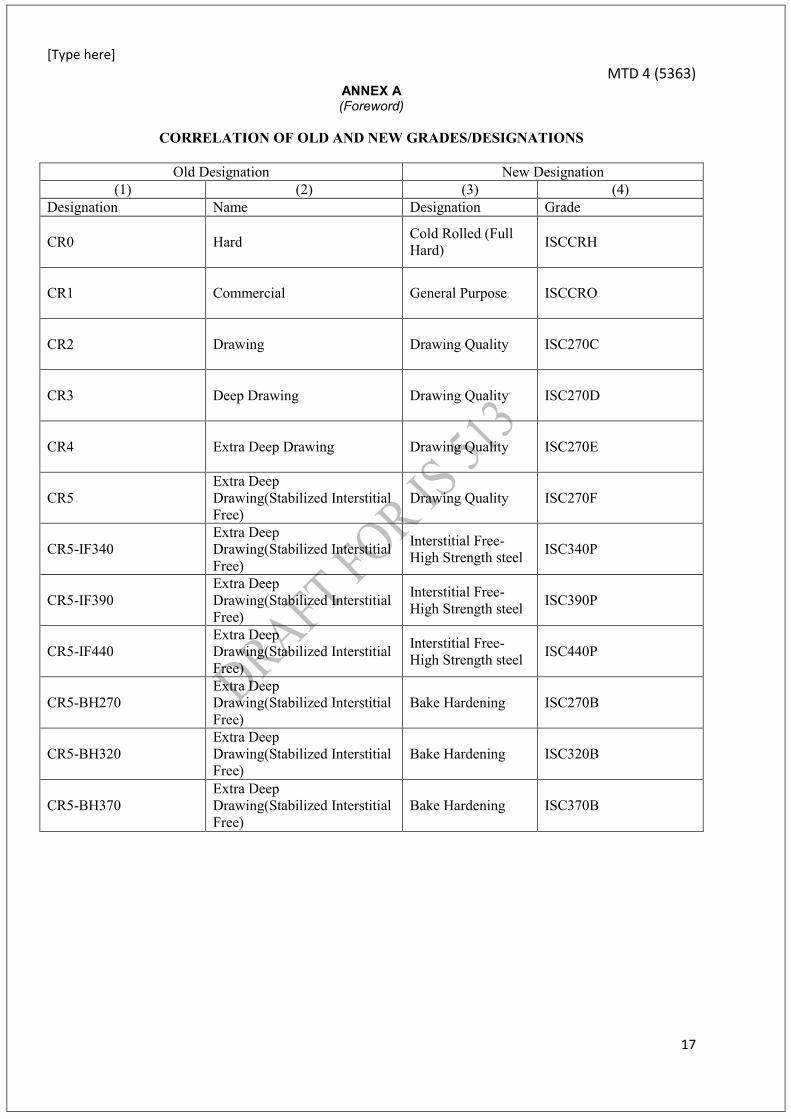
c) Correlation of old designation with new designations and grades has been given for
information (Annex-A)
d) Existing designations and grades requirement are changed
Assistance has been derived from the following.
BS EN 10130 - Cold rolled low carbon steel flat products for cold forming - Technical
delivery conditions
EN 10268 - Cold rolled steel flat products with high yield strength for cold forming
JFS A 2001 - Cold-rolled steel sheet and strip for automobile use
JIS G 3135- Cold reduced high strength steel sheet and strip with improved formability for
automobile structural uses.
For the purpose of deciding whether a particular requirement of this standard is complied with the final value,
observed or calculated, expressing the result of a test or analysis shall be rounded off in accordance with IS
2:1960 “Rules for rounding off numerical values (revised)’. The number of significant places retained in the rounded off value should be the same as that of the specified value in this standard.
1 SCOPE
This standard covers the requirements of cold reduced carbon steel sheets and strips for cold forming and
drawing purpose and where the surface is of prime importance. It covers sheets and strips upto 4.0 mm thick
both in coil form and cut lengths.
2 REFERENCES
The following standards contain provisions which through in this text, constitute provisions of this standard.
At the time of publication, the editions indicated were valid. All standards are subject to revision and parties
[Type here]
MTD 4 (5363)
2
to agreements based on this standard are encouraged to investigate the possibility of applying the most recent
editions of the standards indicated below:
IS No Title
IS 228(Relevant Parts) Method for chemical analysis for steel
IS 1501:2002 Method for Vickers hardness test for metallic material (third revision)
IS 1586:2000 Method for Rockwell hardness test for metallic material (Scales A-B-C-
D-E-F-G-H-K)(third revision)
IS 1599:2012 Metallic Materials - Bend Test
IS 1608:2005 Metallic material – Tensile testing at ambient temperature (third revision)
IS 8910:2010 General Technical delivery conditions of steel and steel products
IS 10175:2012 Metallic Materials-Sheet And Strip-Erichsen Cupping Test
IS 11999:2007 Method for determination of plastic strain ratio ‘r’ for sheet metals
IS 15756:2007 Metallic Materials – Sheet and strip- Determination of tensile strain
hardening exponent
IS/ISO 16162:2012 Cold-Rolled Steel Sheet Products - Dimensional And Shape Tolerances
( First Revision )
IS: 1956:2006 Glossary of terms relating to Iron and steel Part-4 Steel sheet and strip
3 CLASSIFICATION OF GRADES
Sheets and strips shall be classified as per the following groups and designated as per the Table 1
3.1 Cold rolled full Hard (H)
Cold rolled full hard steel strips, which can be used in the production of cold rolled annealed steel/Galvanized
steel/Galvannelead steel/any other process/directly used in general engineering purpose.
3.1 General Purpose (O)
Steels which are used in general engineering applications where light bending or forming is required.
3.2 Drawing Quality (C,D,E,F,G)
Mild steels which are used for the purpose of drawing, where as per the grade, light to critical drawing
applications are involved.
3.3 Interstitial Free-High Strength Steel (P)
Interstitial free steels having excellent drawing capabilities for cold forming applicability. Strengthening by
solid solution hardening.
3.4 Bake Hardening (B)
[Type here]
MTD 4 (5363)
3
Steels that exhibit increase in proof stress following paint baking treatment. Steel exhibit good drawing
capabilities before forming and increase in strength after paint baking process for dent resistant applications.
3.5 Re-Phosphorized (R)
Steel exhibit good impact and fatigue strengths. Steels that contain phosphorus to achieve the required
strength. 3.6 C,Mn Steel (W)
Steel exhibit high strengths with relatively lower yield stress. Steel that is strengthened by the addition of
Carbon and Manganese, to achieve the required strength. (Minimum Tensile strength less than or equal 440
MPa).
4 SUPPLY OF MATERIAL
4.1 General requirements relating to the supply of cold rolled carbon steel sheets and strip shall conform to IS
8910.
4.2 Sheets and strips may be supplied either with mill or trimmed edges.
4.3 Sheets and strips of ISCCRO may be supplied in any of following tempers. Sheets and strips of grades
other than ISCCRO shall be supplied in annealed-skin passed or, as agreed between manufacturer and
purchaser.
Temper Designation Temper Processing
1/2 H Half Hard Produced by cold rolling followed by annealing and
further cold rolling to give strip of intermediate hardness
1/4 H Quarter Hard -do-
1/8 H 1/8 Hard -do-
SP Skin Passed Produced by light cold rolling after annealing
A Annealed Produced by a final annealing process
For specific applications, sheets and strips may also be supplied in any other temper conditions subject to
agreement between Manufacturer and purchaser. For such temper grades and as annealed conditions,
mechanical properties shall be as agreed between manufacturer and purchaser.
5 NON AGEING CHARACTERISTICS
5.1 The manufacturer shall guarantee the absence of stretcher strains on being cold worked in the case of non-
ageing quality with a non –ageing guarantee for six months from the date of manufacture, when stored at
room temperature.
[Type here]
MTD 4 (5363)
4
5.2 The manufacturer shall guarantee the absence of stretcher strains on being cold worked in the case of
Delayed-ageing quality with a non –ageing guarantee for three months from the date of manufacture when
stored at room temperature.
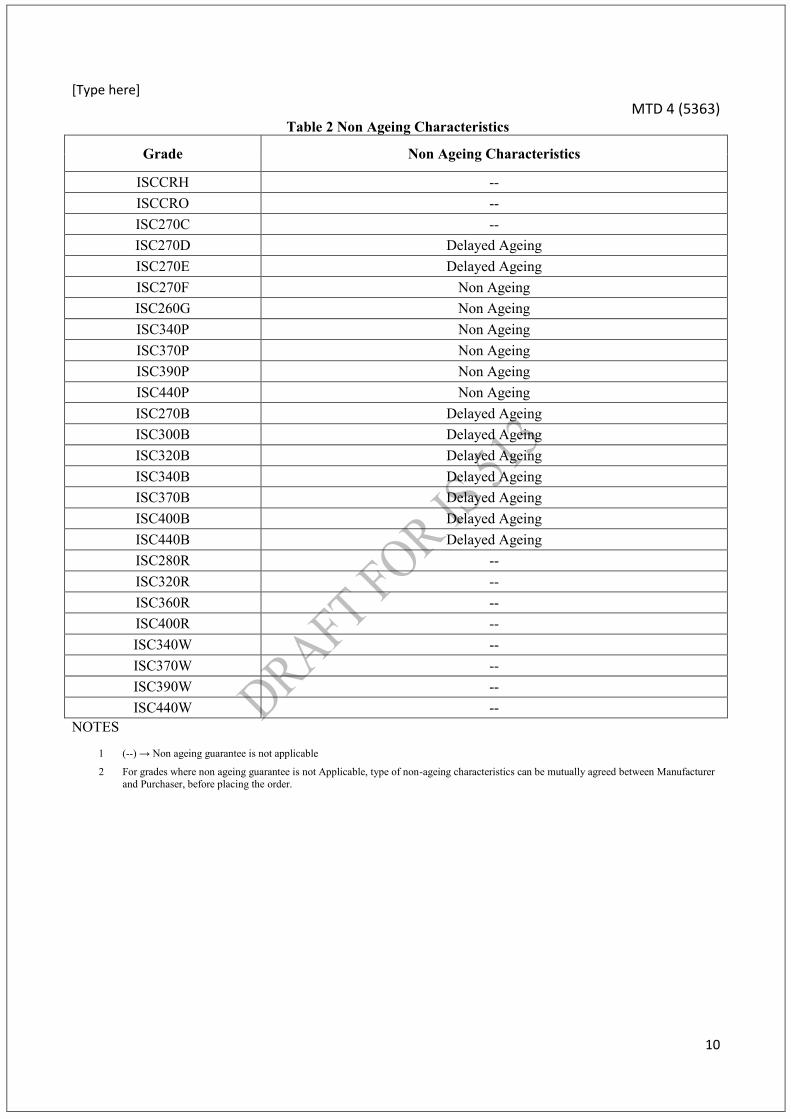
5.3 Non ageing characteristics of sheets and strips shall be as per Table- 2
6 MANUFACTURE
6.1 The method of manufacture of steel and subsequent processing for production of steel for sheets and strips
shall be left at the discretion of the manufacturer or as agreed between manufacturer and purchaser.
6.2 Sheets and strips shall be supplied rimmed, semi-killed or fully killed as agreed between the manufacturer
and purchaser. Grades which are supplied in Delayed ageing and Non ageing guarantee shall be supplied only
in fully aluminium killed or in a fully stabilized condition
7 CHEMICAL COMPOSITION
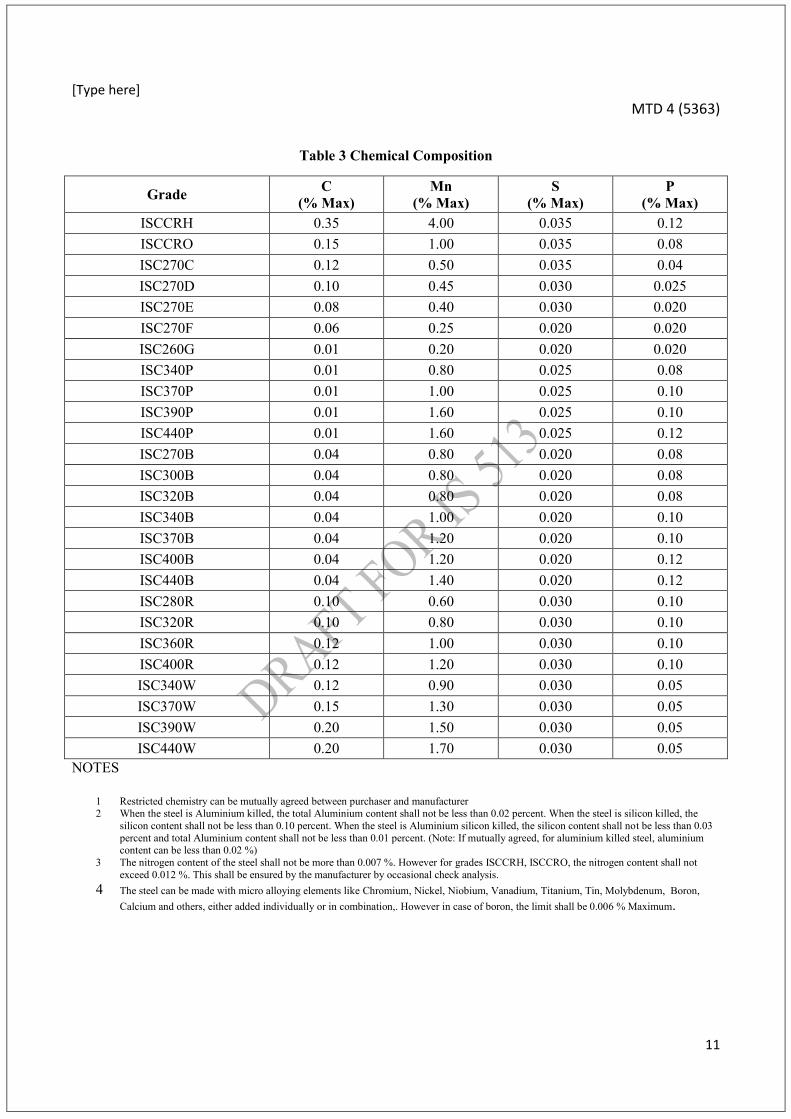
7.1 The ladle analysis of steel, when carried out either by the methods specified in relevant parts of IS 228 or
any other established international instrumental/chemical method, shall be as given in Table 3. In case of any
dispute, the procedure given in relevant parts of IS 228 shall be the referee method.
7.2 Alternatively, the method specified in relevant ISO standard may be used.
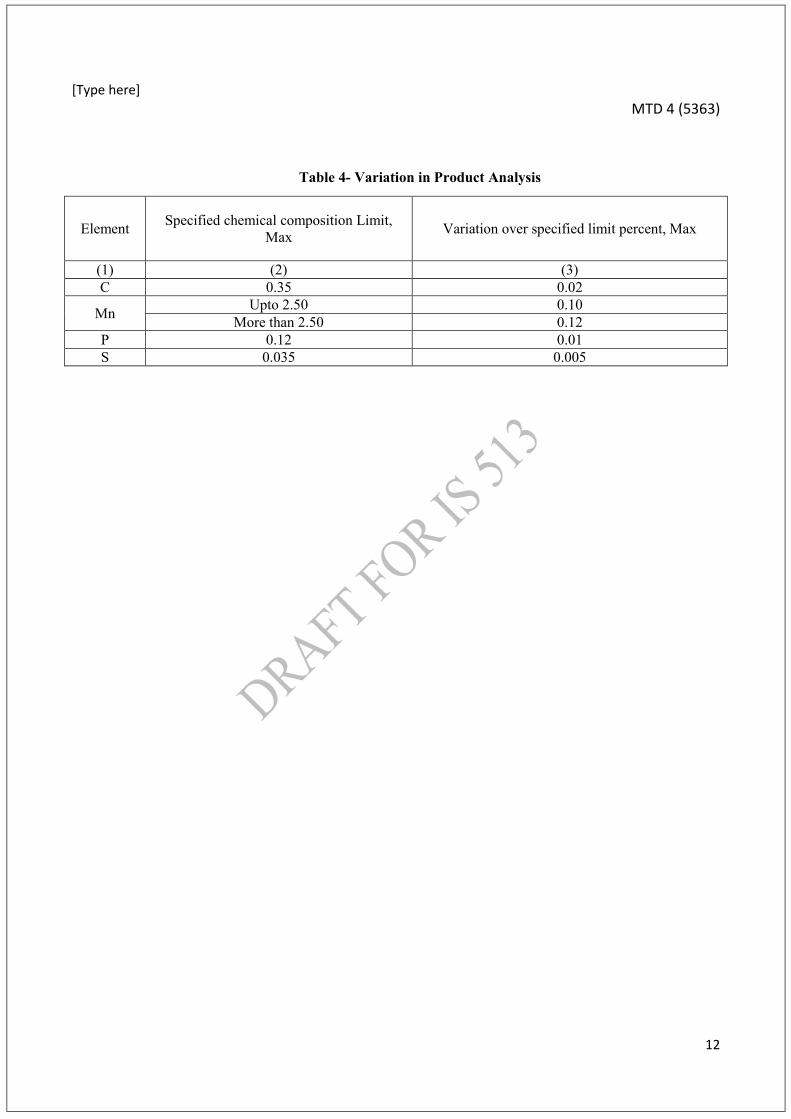
7.3 Product Analysis
Permissible variation in the case of product analysis from the limits specified in Table 3 shall be as given in
Table 4.
8 MECHANICAL AND PHYSICAL PROPERTIES
8.1 Tensile Test
(a) Tensile shall be carried out only, if specified by the purchaser.
(b) Tensile test shall be carried out in accordance with IS 1608/ISO 6892
(c) When specified, tests shall be carried out in accordance with the relevant Indian standards of test
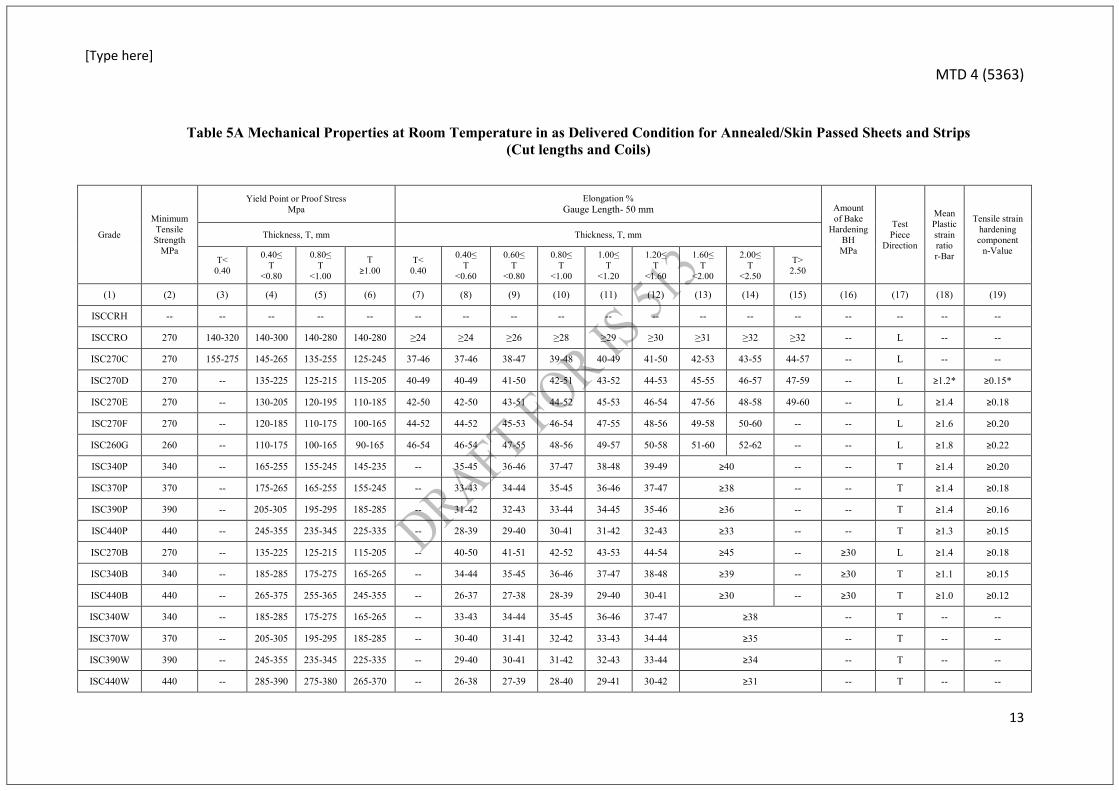
methods and Mechanical properties shall conform to the requirements specified in Table 5A & 5B
(d) Tensile test values apply to the direction mentioned in Table 5A & 5B. Strips having a width of 250
mm and below shall be tested longitudinally
(e) The yield stress values apply to the 0.2 percent proof stress, if the yield stress is not clearly distinctive,
otherwise the values apply to the lower yield stress.
(f) The values specified in Table 5A & 5B are applicable as per the non ageing guarantee mentioned in
Table 2
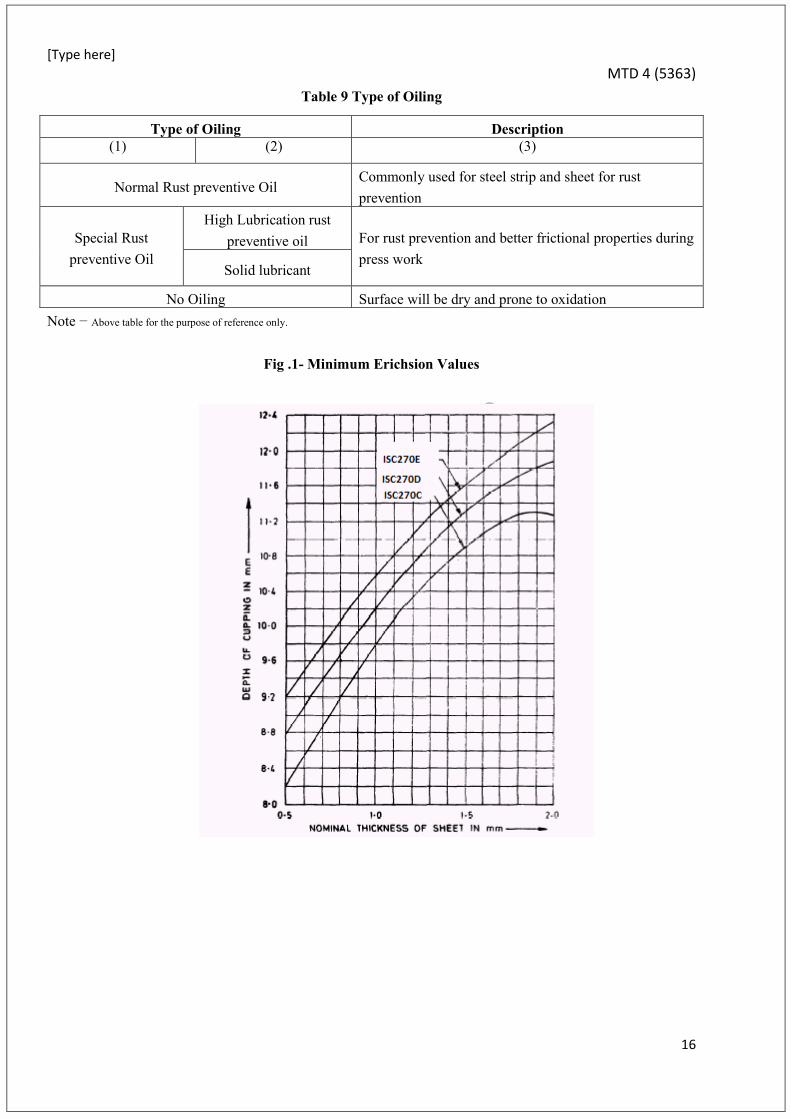
8.2 Cupping Test
(a) Cupping test shall be applicable only for sheets and strips of ISC270C, ISC270D, ISC270E grades
having thickness from 0.5 mm upto 2.0 mm
(b) Cupping test shall be carried out in accordance with IS 10175, and the minimum Erichson cupping
test values shall be as given in Fig.1
Note − The shape of the cup fracture may be as mutually agreed between the manufacturer and purchaser.
[Type here]
MTD 4 (5363)
5
(c) Cupping test is not a mandatory requirement for this standard. The same can be applied with
mutual agreement between manufacturer and purchaser.
8.3 Hardness Test
Cold rolled sheets and strips shall conform to the Hardness requirements specified in Table 6, when tested in
accordance with IS 1586. However, by way of departure from these standards, a visible deformation on the
back side of the specimen is permitted. The values determined in this way shall be identified by using symbols
HRBm and HR30Tm, so as to differentiate these from the hardness values determined on thicker products
(Which are not allowed to exhibit a visible deformation on the back side of the specimen). If agreed between
the manufacturer and purchaser, hardness can be checked by using IS 1501: Method for Vickers hardness test
for metallic material and Results as agreed between manufacturer and Purchaser.
8.4 Bend Test
8.4.1.1.1 Bend Test shall be carried out in accordance with IS 1599
8.4.1.1.2 The angle of bend and the internal diameter for the different grades of material shall be as given in
Table 7.
8.4.1.1.3 The axis of the bend shall be in the direction of rolling. The test pieces shall be deemed to have
passed the test, if the outer convex surface is free from cracks.
8.4.1.1.4 Bend test is not a mandatory requirement for this standard. The same can be applied with mutual
agreement between manufacturer and purchaser.
8.5 Plastic Strain Ratio (R bar)
8.5.1.1.1 The plastic strain ratio is an index of drawability (r-bar), shall be applicable only to thickness
between 0.50 mm to 2.00 mm. For thickness more than 1.00 mm , r-bar value is reduced by 0.10 and if
required, for thickness more than 2.0mm, r-bar value to reduced by 0.20
8.5.1.1.2 The plastic strain ratio shall be checked in accordance with IS 11999 and results shall conform to as
given in Table 5A & 5B
8.6 Tensile Strain Hardening Component (n value)
8.6.1.1.1 The tensile strain hardening is an index of the stretch-ability (n-value), shall be applicable only to
thickness between 0.50 mm and 2.00 mm. If required, for thickness more than 2.00 mm, the n-value is
reduced by 0.02.
8.6.1.1.2 The tensile strain hardening component shall be checked in accordance with IS 15756 and results
shall conform to as given in Table 5A & 5B
8.7 Bake Hardening Index (BH)
8.7.1.1.1 Bake hardening index shall be tested as per Annex- B and minimum BH value shall as given in Table
5A & 5B .
8.8 Retest
[Type here]
MTD 4 (5363)
6
8.8.1.1.1 If a test does not give the specified results, two additional tests shall be carried out at random on the
same lot. Both retests shall conform to the requirements of this standard; otherwise the lot shall be rejected.
9 SURFACE FINISH
9.1 Cold Reduced Steel Sheet & Strip
This product is normally supplied skin passed (Refer 9.2), but may be supplied annealed last (that is without
skin pass), if specified by the purchaser before placing the order.
9.2 Skin Pass
The purpose of skin passing is one or more the following:
a. To temporarily minimize the appearance of coil breaks, stretcher strains (Luder lines) or fluting
during fabrication of finished parts
b. To obtain the required surface finish suitable for ordinary decorative painting
c. To control the shape.
Some increase in hardness and some loss in ductility will result from skin passing.
9.3 Strain Ageing
Cold reduced sheet and strip in qualities ISCCRO, ISC270C, ISC270D supplied in skin-passed condition
tends to strain age and this may lead to the following:
a) Surface markings from stretcher strains (Luder lines) or fluting when the steel is formed,
and
b) Deterioration in ductility
Because of these factors, it is essential that the period between final processing at the mill and fabrication be
kept to minimum. Rotation of stock, by using oldest material first, is important. Stocking of such Sheet and
strip for extended periods of time should be avoided; for optimum performance the period should not exceed
six weeks.
For skin passed sheet and strip in qualities ISCCRO, ISC270C and ISC270D and with due regard to foregoing
precautions, reasonable freedom can be achieved by effective roller levelling immediately prior to fabrication
at the purchaser’s plant. Freedom from stretcher stain and fluting for a period of six months or three months
can be achieved by the supply of skin passed non-ageing steel or delayed ageing steel respectively. Grades of
non ageing quality shall be specified in such cases, where Luder’s lines are not acceptable and where roller
levelling is not possible.
9.4 Surface Condition
a. The Cold rolled steel sheet and strip shall supplied with either of the surface qualities -
Regular/Restricted. Unless and otherwise mentioned, steel sheet and strip shall be supplied in regular
surface quality
b. Surface Quality –Regular : Defects such as pores, slight indentations, small marks, minor scratches,
light discoloration and some other minor defects that do not effect formability or the application of
surface coatings are permitted.
c. Surface Quality –Restricted: The better surface shall be free from defects which might affect the
uniform appearance of quality paint or an electrolytic coating. The other surface shall conform at least
to surface quality Regular
[Type here]
MTD 4 (5363)
7
d. Unless otherwise agreed, a single surface of the product shall comply with the specified requirements.
On Mutual agreement between manufacturer and purchaser, any one of the applicable surface or both
the surfaces (For Strip – Outside/ Inside surface, For Sheet – Top/Bottom Surface) shall comply with
the requirements.
NOTE − On the first wraps of the bore of a coil one must expect a mark coming from the first wrap’s displacement in height.
9.5 Surface Finish
a. Cold reduced steel sheet and strip may be supplied in a Bright finish and matt finish, dull in
appearance, which is suitable for ordinary decorative painting but is not recommended for electro
plating. Surface roughness may be given subject to mutual agreement between the manufacturer and
the purchaser.
b. When cold reduced sheet and strip is deformed during fabrication, localized areas may roughen to
some degree and such affected portions of the part may require hand finishing to prepare the surface
for the intended application.
c. Designation of surface finish shall be as per Table 8.
9.6 Oiling
As a deterrent to rusting, a coating of oil is usually applied to the product. The oil is not intended as a drawing
or forming lubricant and should be easily removable with degreasing chemicals. The product may be ordered
not oiled, if required, in which case, the supplier has no responsibility, if oxidation occurs. For type of oiling,
Table 9 can be referred (Reference purpose only).
10 FREEDOM FROM DEFECTS
10.1 The finished sheets and strips shall be free from harmful defects such as scale, rust , blisters, laminations,
pitting, porosity, cracked or torn edges or any other defects which are harmful to the intended use.
10.2 The degree or amount of surface defects in a strip may be expected to be more than in cut lengths
because of the impossibility of rejecting portions of a strip. This shall be taken into account by the purchaser
in his assessment of the material. An excessive amount of defects may be a cause for rejection.
10.3 The sheets shall be reasonably flat and edges cleanly sheared and squared to the specified dimensions
11 DIMESNIONS AND TOLERANCES
11.1 Unless and other wise agreed to between manufacturer and the purchaser, standard dimensions of cold
rolled sheets and strips shall be as given below:
Thickness, mm = 0.18, 0.20, 0.22, 0.25, 0.28, 0.30 ,0.32, 0.35,0.40, 0.45, 0.50 ,0.55 ,0.63, 0.70 ,0.80 ,0.90
,1.00 ,1.20 ,1.25 ,1.40 ,1.50 ,1.60 ,1.80 and 2.00
The following are the preferred thickness for sheets and strips above 2.00 mm:
Thickness, mm= 2.50 mm, 2.65 mm, 3.00 mm, 3.25 mm, 3.50 mm, 4.00 mm.
11.2 Dimensional and shape tolerances applicable to cold rolled sheets and strip shall be as given in IS/ISO
16162. Stricter dimensional tolerances can be agreed between manufacturer and purchaser.
11.3 For Untrimmed edges, width tolerances shall be +20/-0 mm and for edges which are trimmed before cold
rolled, width tolerances shall be +7/-0 mm. For Edges trimmed after cold rolling and annealing, width
tolerances shall be as per IS/ISO 16162:2012.
[Type here]
MTD 4 (5363)
8
12 SAMPLING AND TESTS
12.1 One representative sample from a strip or a lot of sheets shall be taken for tensile testing. A lot consists
of 50 tonnes or less of sheets or strips of the same quality rolled to same thickness and processed in same
condition. If the lot consists of more than one heat, samples from each heat shall be tested.
12.2 For cupping, hardness and bend tests, one sample from each lot of 50 tonnes of same heat or part
thereof or one sample from each coil shall be taken.
12.3 The specimens shall not undergo any treatment on either surface before testing. In case of strips, samples
shall be taken from the beginning or end of the strip.
12.4 The centre of each test piece shall be at a quarter widths. When it is not feasible, however the sampling
should be made as close to the aforementioned position as possible.
13 MARKING
The following shall be legibly marked or printed on a sticker attached on the top of each bundle of package of
sheets /on a tag attached to each coil:
a. Manufacturer’s name or trade mark;
b. Quality designation and grade;
c. Product dimensions;
d. Cast or identification mark by which the sheet or strip may be traced to cast or casts from which they
were made;
e. Mass/Net weight; and
f. Date of manufacture
13.1 BIS Certification Marking
The material may also be marked with the standard mark.
The use of standard mark is governed by the provisions of Bureau of Indian standards Act 1986 and the rules
and regulations made there under. The details of conditions under which the licence for the use of standard
mark may be granted to manufacturers or producers may be obtained from the Bureau of Indian Standards.
13.2 Packing
13.2.1 Each sheet shall be treated on both sides with non-hardening type rust preventive oil, which can be
easily washed with aqueous alkali solution.
13.2.2 Sheets and strips shall preferably be supplied in bundles or packages not weighing more than 3 tonnes
or as agreed to between the purchaser and the manufacturer.
13.2.3 Sheets and strips shall be securely packed in water-resistant material and cover all over with steel
envelope and securely tied round with steel straps and preferably with wooden battens underneath to prevent
the sheets from rusting and damage during transit.
Table 1 Designation and Grades
Designation (Quality) Grade Available Product Range (mm)
Cold Rolled (Full Hard) ISCCRH 0.08-4.00
[Type here]
MTD 4 (5363)
9
General Purpose ISCCRO 0.08-4.00
Drawing Quality
ISC270C 0.20-3.20
ISC270D 0.20-3.20
ISC270E 0.20-3.20
ISC270F 0.40-3.20
ISC260G 0.40-2.30
Interstitial Free-High Strength steel
ISC340P 0.40-2.30
ISC370P 0.40-2.30
ISC390P 0.40-2.30
ISC440P 0.40-2.30
Bake Hardening
ISC270B 0.40-2.30
ISC300B 0.40-2.30
ISC320B 0.40-2.30
ISC340B 0.40-2.30
ISC370B 0.40-2.30
ISC400B 0.40-2.30
ISC440B 0.40-2.30
Re-Phosphorized
ISC280R 0.40-3.00
ISC320R 0.40-3.00
ISC360R 0.40-3.00
ISC400R 0.40-3.00
C,Mn Steel
ISC340W 0.40-3.00
ISC370W 0.40-3.00
ISC390W 0.40-3.00
ISC440W 0.40-3.00
Note − For any thickness greater than or less than the mentioned range, the same can be produced as mutually agreed between manufacturer and
purchaser. Acceptance criteria for the range out of available product range shall be as agreed between Purchaser and manufacturer.
[Type here]
MTD 4 (5363)
10
Table 2 Non Ageing Characteristics
Grade Non Ageing Characteristics
ISCCRH --
ISCCRO --
ISC270C --
ISC270D Delayed Ageing
ISC270E Delayed Ageing
ISC270F Non Ageing
ISC260G Non Ageing
ISC340P Non Ageing
ISC370P Non Ageing
ISC390P Non Ageing
ISC440P Non Ageing
ISC270B Delayed Ageing
ISC300B Delayed Ageing
ISC320B Delayed Ageing
ISC340B Delayed Ageing
ISC370B Delayed Ageing
ISC400B Delayed Ageing
ISC440B Delayed Ageing
ISC280R --
ISC320R --
ISC360R --
ISC400R --
ISC340W --
ISC370W --
ISC390W --
ISC440W --
NOTES
1 (--) → Non ageing guarantee is not applicable
2 For grades where non ageing guarantee is not Applicable, type of non-ageing characteristics can be mutually agreed between Manufacturer
and Purchaser, before placing the order.
[Type here]
MTD 4 (5363)
11
Table 3 Chemical Composition
Grade C
(% Max)
Mn
(% Max)
S
(% Max)
P
(% Max)
ISCCRH 0.35 4.00 0.035 0.12
ISCCRO 0.15 1.00 0.035 0.08
ISC270C 0.12 0.50 0.035 0.04
ISC270D 0.10 0.45 0.030 0.025
ISC270E 0.08 0.40 0.030 0.020
ISC270F 0.06 0.25 0.020 0.020
ISC260G 0.01 0.20 0.020 0.020
ISC340P 0.01 0.80 0.025 0.08
ISC370P 0.01 1.00 0.025 0.10
ISC390P 0.01 1.60 0.025 0.10
ISC440P 0.01 1.60 0.025 0.12
ISC270B 0.04 0.80 0.020 0.08
ISC300B 0.04 0.80 0.020 0.08
ISC320B 0.04 0.80 0.020 0.08
ISC340B 0.04 1.00 0.020 0.10
ISC370B 0.04 1.20 0.020 0.10
ISC400B 0.04 1.20 0.020 0.12
ISC440B 0.04 1.40 0.020 0.12
ISC280R 0.10 0.60 0.030 0.10
ISC320R 0.10 0.80 0.030 0.10
ISC360R 0.12 1.00 0.030 0.10
ISC400R 0.12 1.20 0.030 0.10
ISC340W 0.12 0.90 0.030 0.05
ISC370W 0.15 1.30 0.030 0.05
ISC390W 0.20 1.50 0.030 0.05
ISC440W 0.20 1.70 0.030 0.05
NOTES
1 Restricted chemistry can be mutually agreed between purchaser and manufacturer
2 When the steel is Aluminium killed, the total Aluminium content shall not be less than 0.02 percent. When the steel is silicon killed, the
silicon content shall not be less than 0.10 percent. When the steel is Aluminium silicon killed, the silicon content shall not be less than 0.03
percent and total Aluminium content shall not be less than 0.01 percent. (Note: If mutually agreed, for aluminium killed steel, aluminium content can be less than 0.02 %)
3 The nitrogen content of the steel shall not be more than 0.007 %. However for grades ISCCRH, ISCCRO, the nitrogen content shall not
exceed 0.012 %. This shall be ensured by the manufacturer by occasional check analysis.
4 The steel can be made with micro alloying elements like Chromium, Nickel, Niobium, Vanadium, Titanium, Tin, Molybdenum, Boron,
Calcium and others, either added individually or in combination,. However in case of boron, the limit shall be 0.006 % Maximum.
[Type here]
MTD 4 (5363)
12
Table 4- Variation in Product Analysis
Element Specified chemical composition Limit,
Max Variation over specified limit percent, Max
(1) (2) (3)
C 0.35 0.02
Mn Upto 2.50 0.10
More than 2.50 0.12
P 0.12 0.01
S 0.035 0.005
[Type here]
MTD 4 (5363)
13
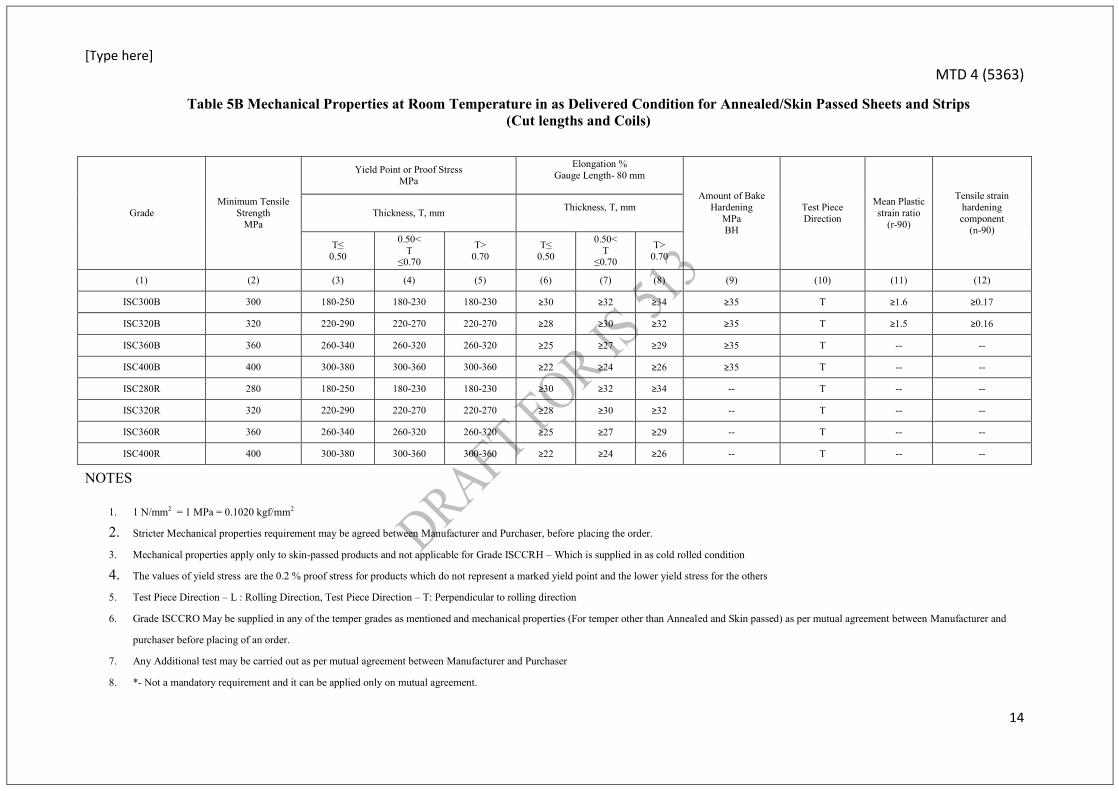
Table 5A Mechanical Properties at Room Temperature in as Delivered Condition for Annealed/Skin Passed Sheets and Strips
(Cut lengths and Coils)
Grade
Minimum
Tensile
Strength
MPa
Yield Point or Proof Stress
Mpa
Elongation %
Gauge Length- 50 mm Amount
of Bake
Hardening
BH
MPa
Test
Piece
Direction
Mean
Plastic
strain
ratio
r-Bar
Tensile strain
hardening
component
n-Value
Thickness, T, mm Thickness, T, mm
T<
0.40
0.40≤
T
<0.80
0.80≤
T
<1.00
T
≥1.00
T<
0.40
0.40≤
T
<0.60
0.60≤
T
<0.80
0.80≤
T
<1.00
1.00≤
T
<1.20
1.20≤
T
<1.60
1.60≤
T
<2.00
2.00≤
T
<2.50
T>
2.50
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19)
ISCCRH -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --
ISCCRO 270 140-320 140-300 140-280 140-280 ≥24 ≥24 ≥26 ≥28 ≥29 ≥30 ≥31 ≥32 ≥32 -- L -- --
ISC270C 270 155-275 145-265 135-255 125-245 37-46 37-46 38-47 39-48 40-49 41-50 42-53 43-55 44-57 -- L -- --
ISC270D 270 -- 135-225 125-215 115-205 40-49 40-49 41-50 42-51 43-52 44-53 45-55 46-57 47-59 -- L ≥1.2* ≥0.15*
ISC270E 270 -- 130-205 120-195 110-185 42-50 42-50 43-51 44-52 45-53 46-54 47-56 48-58 49-60 -- L ≥1.4 ≥0.18
ISC270F 270 -- 120-185 110-175 100-165 44-52 44-52 45-53 46-54 47-55 48-56 49-58 50-60 -- -- L ≥1.6 ≥0.20
ISC260G 260 -- 110-175 100-165 90-165 46-54 46-54 47-55 48-56 49-57 50-58 51-60 52-62 -- -- L ≥1.8 ≥0.22
ISC340P 340 -- 165-255 155-245 145-235 -- 35-45 36-46 37-47 38-48 39-49 ≥40 -- -- T ≥1.4 ≥0.20
ISC370P 370 -- 175-265 165-255 155-245 -- 33-43 34-44 35-45 36-46 37-47 ≥38 -- -- T ≥1.4 ≥0.18
ISC390P 390 -- 205-305 195-295 185-285 -- 31-42 32-43 33-44 34-45 35-46 ≥36 -- -- T ≥1.4 ≥0.16
ISC440P 440 -- 245-355 235-345 225-335 -- 28-39 29-40 30-41 31-42 32-43 ≥33 -- -- T ≥1.3 ≥0.15
ISC270B 270 -- 135-225 125-215 115-205 -- 40-50 41-51 42-52 43-53 44-54 ≥45 -- ≥30 L ≥1.4 ≥0.18
ISC340B 340 -- 185-285 175-275 165-265 -- 34-44 35-45 36-46 37-47 38-48 ≥39 -- ≥30 T ≥1.1 ≥0.15
ISC440B 440 -- 265-375 255-365 245-355 -- 26-37 27-38 28-39 29-40 30-41 ≥30 -- ≥30 T ≥1.0 ≥0.12
ISC340W 340 -- 185-285 175-275 165-265 -- 33-43 34-44 35-45 36-46 37-47 ≥38 -- T -- --
ISC370W 370 -- 205-305 195-295 185-285 -- 30-40 31-41 32-42 33-43 34-44 ≥35 -- T -- --
ISC390W 390 -- 245-355 235-345 225-335 -- 29-40 30-41 31-42 32-43 33-44 ≥34 -- T -- --
ISC440W 440 -- 285-390 275-380 265-370 -- 26-38 27-39 28-40 29-41 30-42 ≥31 -- T -- --
[Type here]
MTD 4 (5363)
14
Table 5B Mechanical Properties at Room Temperature in as Delivered Condition for Annealed/Skin Passed Sheets and Strips
(Cut lengths and Coils)
Grade
Minimum Tensile
Strength
MPa
Yield Point or Proof Stress
MPa
Elongation %
Gauge Length- 80 mm
Amount of Bake
Hardening
MPa
BH
Test Piece
Direction
Mean Plastic
strain ratio
(r-90)
Tensile strain
hardening
component
(n-90)
Thickness, T, mm Thickness, T, mm
T≤
0.50
0.50<
T ≤0.70
T>
0.70
T≤
0.50
0.50<
T ≤0.70
T>
0.70
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12)
ISC300B 300 180-250 180-230 180-230 ≥30 ≥32 ≥34 ≥35 T ≥1.6 ≥0.17
ISC320B 320 220-290 220-270 220-270 ≥28 ≥30 ≥32 ≥35 T ≥1.5 ≥0.16
ISC360B 360 260-340 260-320 260-320 ≥25 ≥27 ≥29 ≥35 T -- --
ISC400B 400 300-380 300-360 300-360 ≥22 ≥24 ≥26 ≥35 T -- --
ISC280R 280 180-250 180-230 180-230 ≥30 ≥32 ≥34 -- T -- --
ISC320R 320 220-290 220-270 220-270 ≥28 ≥30 ≥32 -- T -- --
ISC360R 360 260-340 260-320 260-320 ≥25 ≥27 ≥29 -- T -- --
ISC400R 400 300-380 300-360 300-360 ≥22 ≥24 ≥26 -- T -- --
NOTES
1. 1 N/mm2 = 1 MPa = 0.1020 kgf/mm2
2. Stricter Mechanical properties requirement may be agreed between Manufacturer and Purchaser, before placing the order.
3. Mechanical properties apply only to skin-passed products and not applicable for Grade ISCCRH – Which is supplied in as cold rolled condition
4. The values of yield stress are the 0.2 % proof stress for products which do not represent a marked yield point and the lower yield stress for the others
5. Test Piece Direction – L : Rolling Direction, Test Piece Direction – T: Perpendicular to rolling direction
6. Grade ISCCRO May be supplied in any of the temper grades as mentioned and mechanical properties (For temper other than Annealed and Skin passed) as per mutual agreement between Manufacturer and
purchaser before placing of an order.
7. Any Additional test may be carried out as per mutual agreement between Manufacturer and Purchaser
8. *- Not a mandatory requirement and it can be applied only on mutual agreement.
[Type here]
MTD 4 (5363)
15
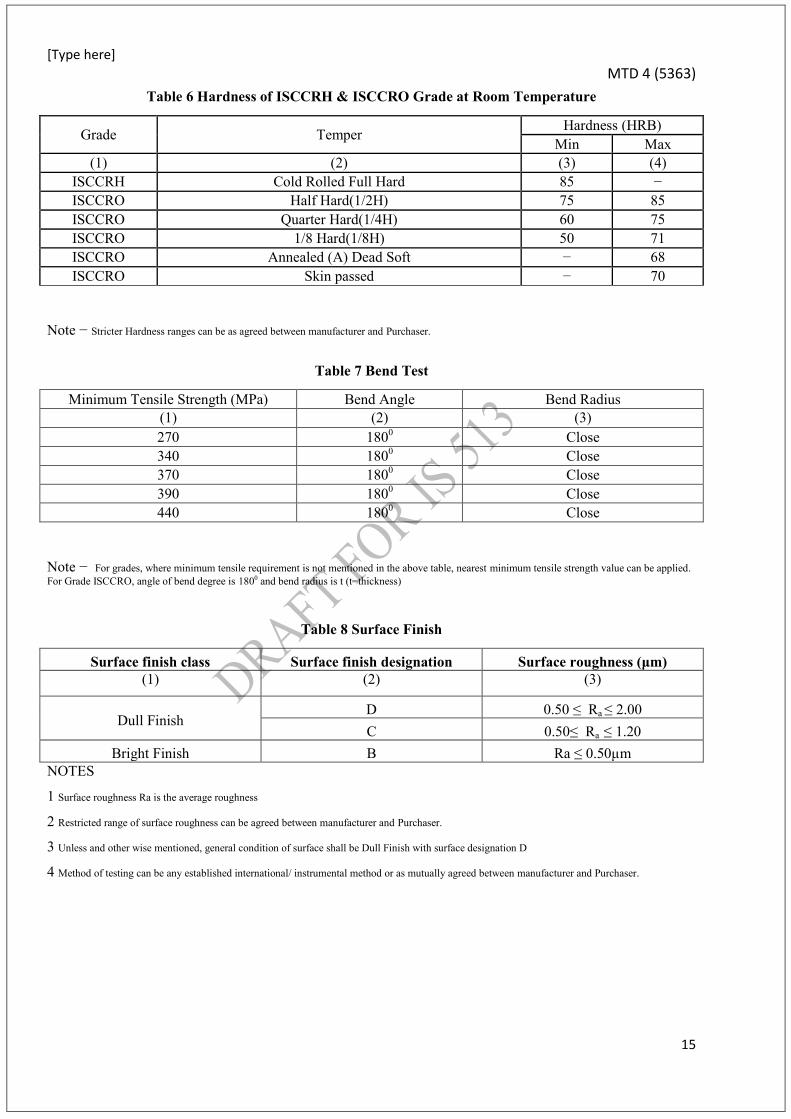
Table 6 Hardness of ISCCRH & ISCCRO Grade at Room Temperature
Grade Temper Hardness (HRB)
Min Max
(1) (2) (3) (4)
ISCCRH Cold Rolled Full Hard 85 −
ISCCRO Half Hard(1/2H) 75 85
ISCCRO Quarter Hard(1/4H) 60 75
ISCCRO 1/8 Hard(1/8H) 50 71
ISCCRO Annealed (A) Dead Soft − 68
ISCCRO Skin passed − 70
Note − Stricter Hardness ranges can be as agreed between manufacturer and Purchaser.
Table 7 Bend Test
Minimum Tensile Strength (MPa) Bend Angle Bend Radius
(1) (2) (3)
270 1800 Close
340 1800 Close
370 1800 Close
390 1800 Close
440 1800 Close
Note − For grades, where minimum tensile requirement is not mentioned in the above table, nearest minimum tensile strength value can be applied.
For Grade ISCCRO, angle of bend degree is 1800 and bend radius is t (t=thickness)
Table 8 Surface Finish
Surface finish class Surface finish designation Surface roughness (µm)
(1) (2) (3)
Dull Finish D 0.50 ≤ Ra ≤ 2.00
C 0.50≤ Ra ≤ 1.20
Bright Finish B Ra ≤ 0.50µm
NOTES
1 Surface roughness Ra is the average roughness
2 Restricted range of surface roughness can be agreed between manufacturer and Purchaser.
3 Unless and other wise mentioned, general condition of surface shall be Dull Finish with surface designation D
4 Method of testing can be any established international/ instrumental method or as mutually agreed between manufacturer and Purchaser.
[Type here]
MTD 4 (5363)
16
Table 9 Type of Oiling
Type of Oiling Description
(1) (2) (3)
Normal Rust preventive Oil Commonly used for steel strip and sheet for rust
prevention
Special Rust
preventive Oil
High Lubrication rust
preventive oil For rust prevention and better frictional properties during
press work Solid lubricant
No Oiling Surface will be dry and prone to oxidation
Note − Above table for the purpose of reference only.
Fig .1- Minimum Erichsion Values
[Type here]
MTD 4 (5363)
17
ANNEX A
(Foreword)
CORRELATION OF OLD AND NEW GRADES/DESIGNATIONS
Old Designation New Designation
(1) (2) (3) (4)
Designation Name Designation Grade
CR0 Hard Cold Rolled (Full
Hard) ISCCRH
CR1 Commercial General Purpose ISCCRO
CR2 Drawing Drawing Quality ISC270C
CR3 Deep Drawing Drawing Quality ISC270D
CR4 Extra Deep Drawing Drawing Quality ISC270E
CR5
Extra Deep
Drawing(Stabilized Interstitial
Free)
Drawing Quality ISC270F
CR5-IF340
Extra Deep
Drawing(Stabilized Interstitial
Free)
Interstitial Free-
High Strength steel ISC340P
CR5-IF390
Extra Deep
Drawing(Stabilized Interstitial
Free)
Interstitial Free-
High Strength steel ISC390P
CR5-IF440
Extra Deep
Drawing(Stabilized Interstitial
Free)
Interstitial Free-
High Strength steel ISC440P
CR5-BH270
Extra Deep
Drawing(Stabilized Interstitial
Free)
Bake Hardening ISC270B
CR5-BH320
Extra Deep
Drawing(Stabilized Interstitial
Free)
Bake Hardening ISC320B
CR5-BH370
Extra Deep
Drawing(Stabilized Interstitial
Free)
Bake Hardening ISC370B
[Type here]
MTD 4 (5363)
18
ANNEX B
(Clause 8.7)
BAKE HARDENING TEST
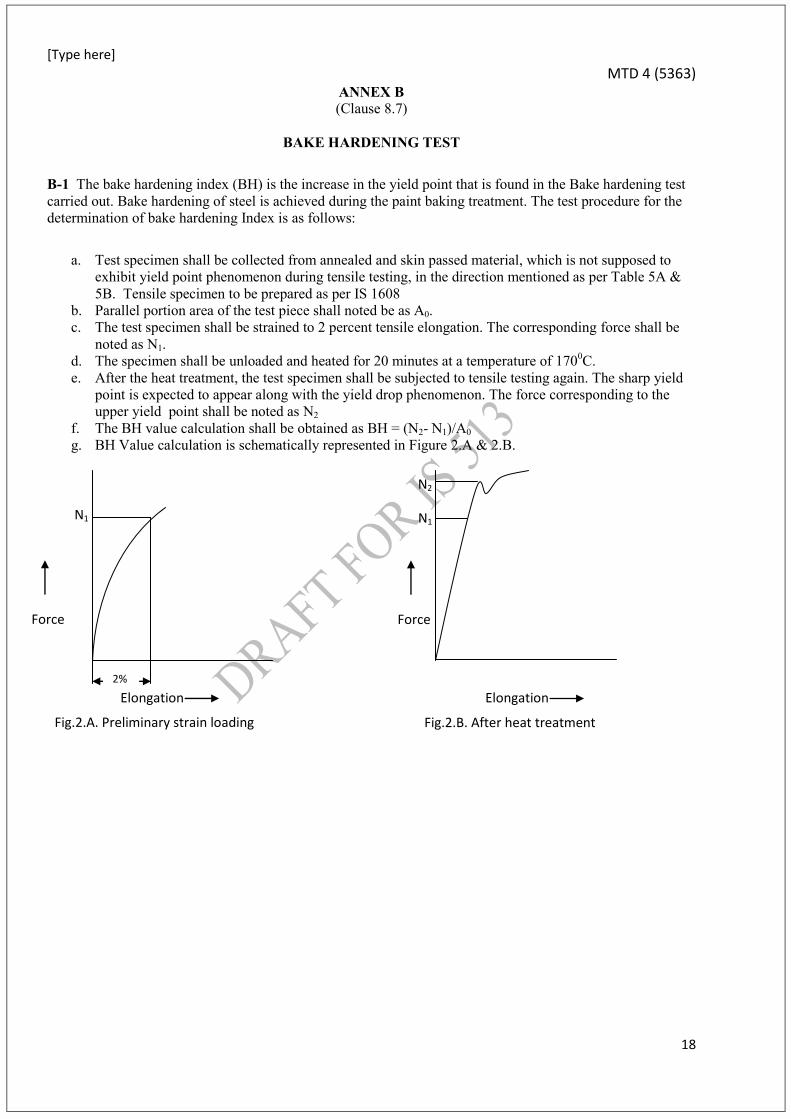
B-1 The bake hardening index (BH) is the increase in the yield point that is found in the Bake hardening test
carried out. Bake hardening of steel is achieved during the paint baking treatment. The test procedure for the
determination of bake hardening Index is as follows:
a. Test specimen shall be collected from annealed and skin passed material, which is not supposed to
exhibit yield point phenomenon during tensile testing, in the direction mentioned as per Table 5A &
5B. Tensile specimen to be prepared as per IS 1608
b. Parallel portion area of the test piece shall noted be as A0.
c. The test specimen shall be strained to 2 percent tensile elongation. The corresponding force shall be
noted as N1.
d. The specimen shall be unloaded and heated for 20 minutes at a temperature of 1700C.
e. After the heat treatment, the test specimen shall be subjected to tensile testing again. The sharp yield
point is expected to appear along with the yield drop phenomenon. The force corresponding to the
upper yield point shall be noted as N2
f. The BH value calculation shall be obtained as BH = (N2- N1)/A0
g. BH Value calculation is schematically represented in Figure 2.A & 2.B.
Elongation
Force
N1
2%
Fig.2.A. Preliminary strain loading
Elongation
Force
N1
N2
Fig.2.B. After heat treatment
1
For Comments Only Doc: MTD 4(5364)
BUREAU OF INDIAN STANDARDS
DRAFT INDIAN STANDARD
COLD REDUCED CARBON STEEL
SHEET AND STRIP
PART-2 HIGH TENSILE AND MULTI PHASE STEEL
(Revision of IS 513)
NOT TO BE REPRODUCED WITHOUT THE PERMISSION LAST DATE FOR RECEIVED
OF BIS OR USED AS STANDARD OF COMMENTS IS 11 09 2016
________________________________________________________________________________
FOREWORD
With the constant requirement of greater, stringent and varied requirements for steel sheets and strips for
automobile industry and engineering applications, many specifications were made. An endeavour is made by
Bureau of Indian Standards to identify, summarize and create a new standard. An attempt is made to cover all
such requirements of Automobile and Engineering application under a single standard. However, interested
parties as per their requirement may apply more stringent requirement against any clause in this standard or
specify other characteristics not covered by this standard.
In the present version following modifications are made:
a) New designations and grades are added
b) Existing standard is divided into two parts, based on the strength level
Assistance has been derived from the following.
c) EN 10268 - Cold rolled steel flat products with high yield strength for cold forming
d) EN 10338 - Hot rolled and cold rolled non-coated products of multiphase steels for cold forming –
Technical delivery conditions
e) JFS A 2001 - Cold-rolled steel sheet and strip for automobile use
f) JIS G 3135- Cold reduced high strength steel sheet and strip with improved formability for automobile
structural uses.
For the purpose of deciding whether a particular requirement of this standard is complied with the final value,
observed or calculated, expressing the result of a test or analysis shall be rounded off in accordance with IS
2:1960 “Rules for rounding off numerical values (revised)’. The number of significant places retained in the rounded off value should be the same as that of the specified value in this standard.
1 SCOPE
This standard covers the requirements of cold reduced carbon high tensile and multi phase steel sheets and
strips for forming and where the surface is of prime importance. It covers sheets and strips up to 3.2 mm thick
both in coil form and cut lengths.
2 REFERENCES
The following standards contain provisions which through in this text, constitute provisions of this standard.
At the time of publication, the editions indicated were valid. All standards are subject to revision and parties to
agreements based on this standard are encouraged to investigate the possibility of applying the most recent
editions of the standards indicated below:
2
IS No Title
IS 228(Relevant Parts) Method for chemical analysis for steel
IS 1501 : 2000 Method for Vickers hardness test for metallic material (third revision)
IS 1586:2000 Method for Rockwell hardness test for metallic material (Scales A-B-
C-D-E-F-G-H-K)(third revision)
IS 1599:2012 Method of bend test (Second revision)
IS 1608:2005
Metallic material – Tensile testing at ambient temperature (third
revision)
IS 8910:2010 General Technical delivery conditions of steel and steel products
IS 11999:2007 Method for determination of plastic strain ratio ‘r’ for sheet metals
IS 15756:2007
Metallic Materials – Sheet and strip- Determination of tensile strain
hardening exponent
IS/ISO 16162:2012 Cold-Rolled Steel Sheet Products - Dimensional And Shape Tolerances
( First Revision )
IS: 1956:2006 Glossary of terms relating to Iron and steel Part-4 Steel sheet and strip
3 CLASSIFICATION OF GRADES
Sheets and strips shall be classified as per the following groups and designated as per the Table 1.
3.1 High Strength Low Alloy(LA)
Steel exhibit good impact and fatigue strengths. Steels that contain micro alloy additions to achieve the
required strength.
3.2 C,Mn Steel (W)
Steel exhibit high strengths with relatively lower yield stress. Steel that is strengthened by the addition of
Carbon and Manganese, to achieve the required strength. (Minimum Tensile strength greater than 440 MPa).
3.3 Dual Phase Steel (Y)
Steel with very high tensile strengths and low yield ratio. Steels are strengthened with a microstructure of
ferrite and martensite, created by a suitable heat treatment.
3.4 TRIP Steel (T)
Transformation induced plasticity. Steel exhibit outstanding combination of high strength and ductility. Steels
that are strengthened by retained austenite obtained by suitable heat treatment which transforms into
martensite due to application of higher strain.
3.5 Complex Phase (C)
Steel exhibit very high tensile strength with high yield stress and also good elongation. Steels are strengthened
with a microstructure of different phases and extreme fine grain refinement.
3
3.6 Martensitic Steel (M)
Steel exhibit very high tensile strength and yield stress and are strengthened with high amount of
martensite.
3.7 Hot forming grades (HF)
Steel exhibit very high tensile properties, which are obtained through a process of hot forming and subsequent
suitable quenching method.
4 SUPPLY OF MATERIAL
4.1 General requirements relating to the supply of cold rolled low carbon steel sheets and strip conform to IS
8910.
4.2 Sheets and strips may be supplied either with mill or trimmed edges.
5 MANUFACTURE
5.2 The method of manufacture of steel and subsequent processing for production of steel sheet and strips
shall be left at the discretion of the manufacturer or as agreed between manufacturer and purchaser.
5.3 Sheets and strips shall be supplied rimmed, semi-killed or killed as agreed between the manufacturer and
purchaser.
6 CHEMICAL COMPOSITION
a. The ladle analysis of steel, when carried out either by the methods specified in relevant parts of IS
228 or any other established international instrumental/chemical method, shall be as given in Table 3.
In case of any dispute, the procedure given in relevant parts of IS 228 shall be the referee method.
b. Alternatively, the method specified in relevant ISO standard may be used.
c. Product Analysis – Permissible variation in the case of product analysis from the limits specified in
Table 2 shall be as given in Table 3.
7 MECHANICAL AND PHYSICAL PROPERTIES
7.2 Tensile Test
a. Tensile shall be carried out only, if specified by the purchaser.
b. Tensile test shall be carried out in accordance with IS 1608/ISO 6892
c. When specified, tests shall be carried out in accordance with the relevant Indian standards of test
methods and Mechanical properties shall conform to the requirements specified in Table 4A & 4B.
d. Tensile test values apply to the direction mentioned in Table 4A & 4B.
e. The yield stress values apply to the 0.2 percent proof stress, if the yield stress is not clearly distinctive,
otherwise the values apply to the lower yield stress.
7.3 Bend Test
7.3.1 Bend Test shall be carried out n accordance with IS 1599.
4
7.3.2 The angle of bend and the internal diameter for the different grades of material shall be as given in
Table 5.
7.3.3 The axis of the bend shall be in the direction of rolling. The test pieces shall be deemed to have passed
the test if the outer convex surface is free from cracks.
7.3.4 Bend test is not a mandatory requirement for this standard. The same can be applied with mutual
agreement between manufacturer and purchaser.
7.4 Tensile Strain Hardening Component – n value
7.4.1 The tensile strain hardening is an index of the stretch-ability (n-value), shall be applicable only to
thickness between 0.50 mm and 2.00 mm. For thickness more than 2.00 mm, the n-value is reduced by 0.02.
7.4.2 The tensile strain hardening component shall accordance with IS 15756 and results shall conform to as
given in Table 4A & 4B.
7.5 Retest
7.5.1 If a test does not give the specified results, two additional tests shall be carried out at random on the
same lot. Both retests shall conform to the requirements of this standard; otherwise the lot shall be rejected.
8 SURFACE FINISH
8.2 Cold Reduced Steel Sheet & Strip
This product is normally supplied skin passed (Refer 8.2), but may be supplied annealed last (that is without
skin pass), if specified by the purchaser before placing the order.
8.3 Skin Pass
The purpose of skin passing is one or more the following:
a) To temporarily minimize the appearance of coil breaks, stretcher strains (Luder lines) or fluting
during fabrication of finished parts
b) To obtain the required surface finish suitable for ordinary decorative painting
c) To control the shape.
Some increase in hardness and some loss in ductility will result from skin passing.
8.4 Strain Ageing
Because of strain ageing factors, it is essential that the period of final processing at the mill and fabrication be
kept to minimum. Rotation of stock, by using oldest material first, is important. Stocking of such steels for
extended periods of time should be avoided; for optimum performance the period should not exceed six
weeks.
8.5 Surface Condition
5
a) The Cold rolled steel sheet and strip shall supplied with either of the surface qualities
Regular/Restricted. For this standard surface quality regular shall be applied. For any special
requirement, restricted surface quality may be agreed upon.
b) Surface Quality – Regular : Defects such as pores, slight indentations, small marks, minor scratches,
light discoloration and some other minor defects that do not effect formability or the application of
surface coatings are permitted.
c) Surface Quality – Restricted: The better surface shall be free from defects which might affect the
uniform appearance of quality paint or an electrolytic coating. The other surface shall conform at least
to surface quality regular. For this part of the standard, Restricted surface quality may not be
applicable. It is only applicable, if any special requirement exists.
d) Unless otherwise agreed, a single surface of the product shall comply with the specified requirements.
On Mutual agreement between manufacturer and purchaser, any one of the applicable surface or both
the surfaces, if any special requirement exists, (For Strip – Outside/ Inside surface, For Sheet –
Top/Bottom Surface) shall comply with the requirements.
NOTE − On the first wraps of the bore of a coil one must expect a mark coming from the first wrap’s displacement in height.
8.6 Surface Finish
a) Cold reduced steel sheet and strip may be supplied in a Bright finish and matt finsh, dull in appearance,
which is suitable for ordinary decorative painting but is not recommended for electro plating. Surface
roughness may be given subject to mutual agreement between the manufacturer and the purchaser.
b) When cold reduced sheet and strip is deformed during fabrication, localized areas may roughen to
some degree and such affect portions of the part may require hand finishing to prepare the surface for
the intended application.
c) Designation of surface finish shall be as per Table 6
8.7 Oiling
As a deterrent to rusting, a coating of oil is usually applied to the product. The oil is not intended as a drawing
or forming lubricant and should be easily removable with degreasing chemicals. The product may be ordered
not oiled, if required, in which case, the supplier has no responsibility, if oxidation occurs. For type of oiling,
Table 7 can be referred (Reference purpose only).
9 FREEDOM FROM DEFECTS
9.2 The finished sheets and strips shall be free from harmful defects such as scale, rust , blisters, laminations,
pitting, porosity, cracked or torn edges or any other defects which are harmful to the intended use.
9.3 The degree or amount of surface defects in a strip may be expected to be more than in cut lengths because
of the impossibility of rejecting portions of a strip. This shall be taken into account by the purchaser in his
assessment of the material. An excessive amount of defects may be a cause for rejection.
9.4 The sheets shall be reasonably flat and edges cleanly sheared and squared to the specified dimensions
10 DIMESNIONS AND TOLERANCES
10.2 Unless and other wise agreed to between manufacturer and the purchaser, standard dimensions of cold
rolled sheets and strips shall be as given below:
Thickness, mm = 0.40, 0.45, 0.50 ,0.55 ,0.63, 0.70 ,0.80 ,0.90 ,1.00 ,1.20 ,1.25 ,1.40 ,1.50 ,1.60 ,1.80 and 2.00
The following are the preferred thickness for sheets above 2.00 mm:
6
Thickness, mm= 2.50 mm, 2.65 mm, 3.00 mm.
10.3 Dimensional and shape tolerances applicable to cold rolled sheets and strip shall be as given in IS/ISO
16162. Stricter dimensional tolerances can be agreed between manufacturer and purchaser.
10.4 For Untrimmed edges, width tolerances shall be +20/-0 mm and for edges which are trimmed before
cold rolling, width tolerances shall be +7/-0 mm. For Edges trimmed after cold rolling and annealing, width
tolerances shall be as per IS/ISO 16162.
11 SAMPLING AND TESTS
11.2 One representative sample from a strip or a lot of sheets shall be taken for tensile testing. A lot consists
of 50 tonnes or less of sheets or strips of the same quality rolled to same thickness and processed in same
condition. If the lot consists of more than one heat, samples from each heat shall be tested.
11.3 For bend tests, one sample each lot of 50 tonnes of same heat or part thereof or one sample from each
coil shall be taken.
11.4 The specimens shall not undergo any treatment on either surface before testing. In case of strips, samples
shall be taken from the beginning or end of the strip.
11.5 The centre of each test piece shall be at a quarter widths. When it is not feasible, however the sampling
should be made as close to the aforementioned position as possible.
12 MARKING
12.2 Marking
The following shall be legibly marked or printed on a sticker attached on the top of each bundle of package of
sheets /on a tag attached to each coil:
a. Manufacturer’s name or trade mark;
b. Quality designation and grade;
c. Product dimensions;
d. Cast or identification mark by which the sheet or strip may be traced to cast or casts from which they
were made;
e. Mass/Net weight ; and
f. Date of manufacture.
12.3 BIS Certification Marking
The material may also be marked with the standard mark.
The use of standard mark is governed by the provisions of Bureau of Indian standards Act 1986 and the rules
and regulations made there under. The details of conditions under which the licence for the use of standard
mark may be granted to manufacturers or producers may be obtained from the Bureau of Indian Standards.
12.4 Packing
12.4.1 Each sheet shall be treated on both sides with non-hardening type rust preventive oil, which can be
easily washed with aqueous alkali solution.
12.4.2 Sheets and strips shall preferably be supplied in bundles or packages not weighing more than 3 tonnes
or as agreed to between the purchaser and the manufacturer.
7
12.4.3 Sheets and strips shall be securely packed in water resistant material and cover all over with steel
envelope and securely tied round with steel straps and preferably with wooden battens underneath to prevent
the sheets from rusting and damage during transit.
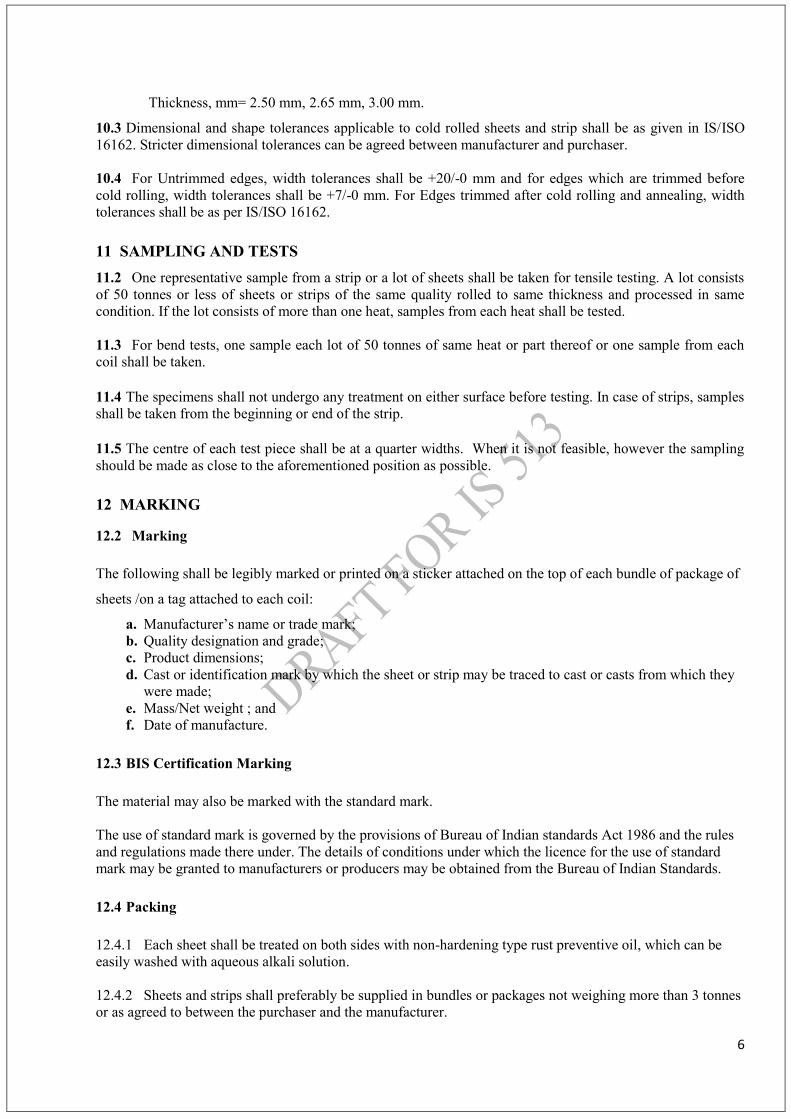
Table 1 Designation and Grades
Designation (Quality) Grade Available Product Range (mm)
(1) (2) (3)
High Strength Low Alloy ISC310LA 0.40-3.00
ISC320LA 0.40-3.00
ISC350LA 0.40-3.00
ISC380LA 0.40-3.00
ISC410LA 0.40-3.00
ISC440LA 0.60-3.00
ISC470LA 0.60-3.00
ISC510LA 0.60-3.00
ISC550LA 0.60-3.00
ISC590LA 0.60-3.00
ISC600LA 0.70-3.00
ISC700LA 0.80-3.00
ISC860LA 0.80-3.00
C,Mn steel ISC490W 0.60-3.00
ISC540W 0.60-3.00
ISC590W 0.60-3.00
Dual Phase steel ISC450Y 0.60-2.50
ISC490Y 0.60-2.50
ISC540Y 0.60-2.50
ISC590YL 0.60-2.50
ISC590Y 0.60-2.50
ISC590YH 0.60-2.50
ISC780Y 0.60-2.50
ISC780YH 0.60-2.50
ISC980YL 0.80-2.50
ISC980Y 0.80-2.50
ISC980YH 0.80-2.50
ISC1180Y 0.80-2.50
ISC1180YL 0.80-2.50
ISC1180YH 0.80-2.50
TRIP steel ISC590T 0.60-2.50
ISC690T 0.70-2.50
ISC780T 0.70-2.50
Complex Phase steel ISC600C 0.60-2.50
8
ISC780C 0.60-2.50
ISC980C 0.80-2.50
Martensitic steel ISC900M 0.80-2.50
ISC1100M 0.80-2.50
ISC1300M 0.80-2.50
ISC1500M 0.80-2.50
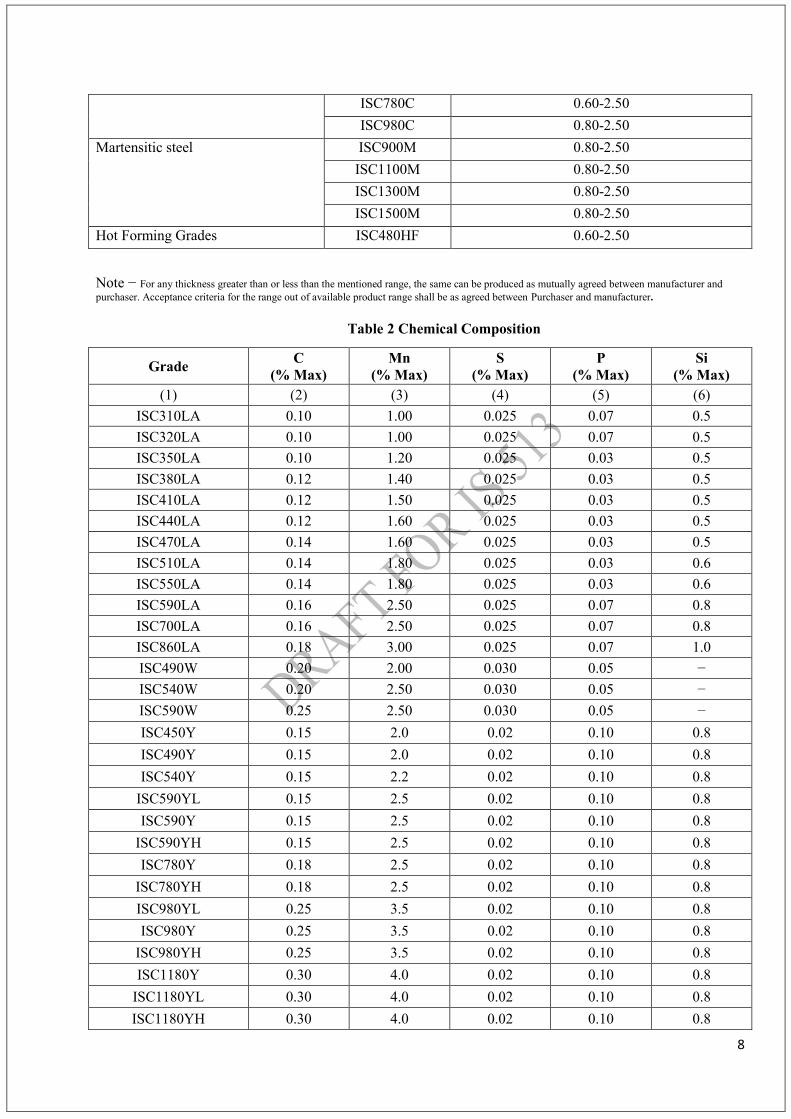
Hot Forming Grades ISC480HF 0.60-2.50
Note − For any thickness greater than or less than the mentioned range, the same can be produced as mutually agreed between manufacturer and
purchaser. Acceptance criteria for the range out of available product range shall be as agreed between Purchaser and manufacturer.
Table 2 Chemical Composition
Grade C
(% Max)
Mn
(% Max)
S
(% Max)
P
(% Max)
Si
(% Max)
(1) (2) (3) (4) (5) (6)
ISC310LA 0.10 1.00 0.025 0.07 0.5
ISC320LA 0.10 1.00 0.025 0.07 0.5
ISC350LA 0.10 1.20 0.025 0.03 0.5
ISC380LA 0.12 1.40 0.025 0.03 0.5
ISC410LA 0.12 1.50 0.025 0.03 0.5
ISC440LA 0.12 1.60 0.025 0.03 0.5
ISC470LA 0.14 1.60 0.025 0.03 0.5
ISC510LA 0.14 1.80 0.025 0.03 0.6
ISC550LA 0.14 1.80 0.025 0.03 0.6
ISC590LA 0.16 2.50 0.025 0.07 0.8
ISC700LA 0.16 2.50 0.025 0.07 0.8
ISC860LA 0.18 3.00 0.025 0.07 1.0
ISC490W 0.20 2.00 0.030 0.05 −
ISC540W 0.20 2.50 0.030 0.05 −
ISC590W 0.25 2.50 0.030 0.05 −
ISC450Y 0.15 2.0 0.02 0.10 0.8
ISC490Y 0.15 2.0 0.02 0.10 0.8
ISC540Y 0.15 2.2 0.02 0.10 0.8
ISC590YL 0.15 2.5 0.02 0.10 0.8
ISC590Y 0.15 2.5 0.02 0.10 0.8
ISC590YH 0.15 2.5 0.02 0.10 0.8
ISC780Y 0.18 2.5 0.02 0.10 0.8
ISC780YH 0.18 2.5 0.02 0.10 0.8
ISC980YL 0.25 3.5 0.02 0.10 0.8
ISC980Y 0.25 3.5 0.02 0.10 0.8
ISC980YH 0.25 3.5 0.02 0.10 0.8
ISC1180Y 0.30 4.0 0.02 0.10 0.8
ISC1180YL 0.30 4.0 0.02 0.10 0.8
ISC1180YH 0.30 4.0 0.02 0.10 0.8
9
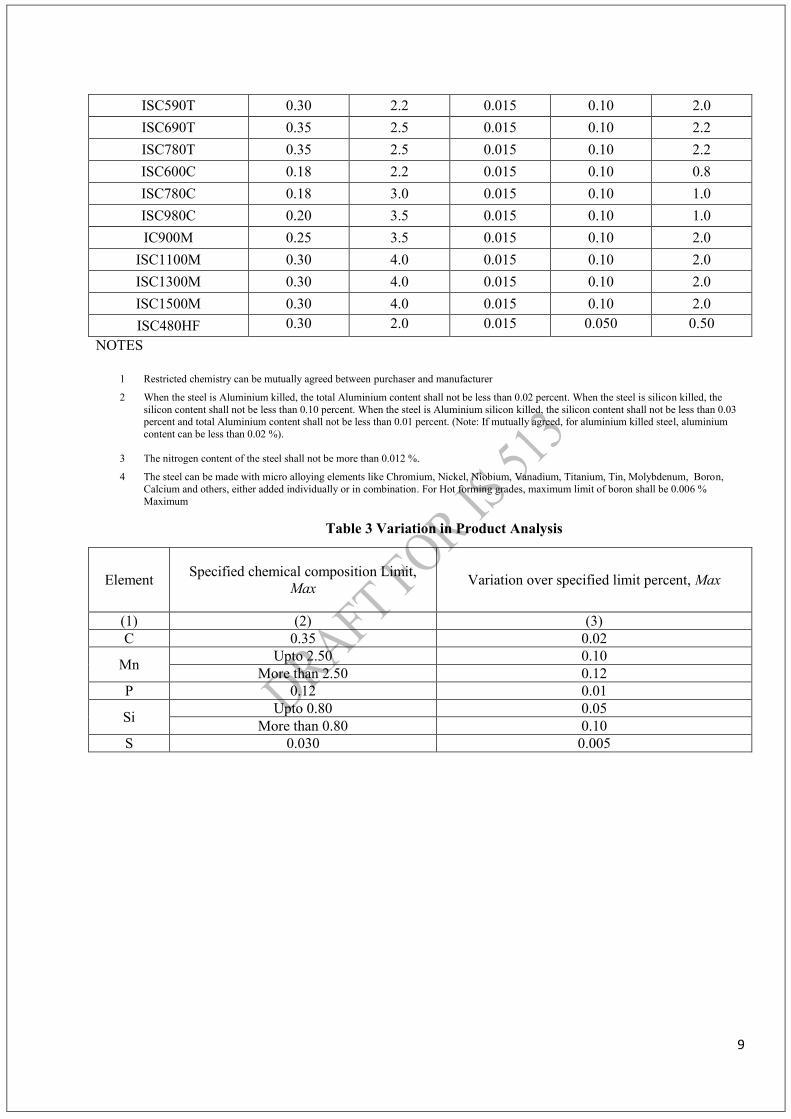
ISC590T 0.30 2.2 0.015 0.10 2.0
ISC690T 0.35 2.5 0.015 0.10 2.2
ISC780T 0.35 2.5 0.015 0.10 2.2
ISC600C 0.18 2.2 0.015 0.10 0.8
ISC780C 0.18 3.0 0.015 0.10 1.0
ISC980C 0.20 3.5 0.015 0.10 1.0
IC900M 0.25 3.5 0.015 0.10 2.0
ISC1100M 0.30 4.0 0.015 0.10 2.0
ISC1300M 0.30 4.0 0.015 0.10 2.0
ISC1500M 0.30 4.0 0.015 0.10 2.0
ISC480HF 0.30 2.0 0.015 0.050 0.50
NOTES
1 Restricted chemistry can be mutually agreed between purchaser and manufacturer
2 When the steel is Aluminium killed, the total Aluminium content shall not be less than 0.02 percent. When the steel is silicon killed, the
silicon content shall not be less than 0.10 percent. When the steel is Aluminium silicon killed, the silicon content shall not be less than 0.03 percent and total Aluminium content shall not be less than 0.01 percent. (Note: If mutually agreed, for aluminium killed steel, aluminium
content can be less than 0.02 %).
3 The nitrogen content of the steel shall not be more than 0.012 %.
4 The steel can be made with micro alloying elements like Chromium, Nickel, Niobium, Vanadium, Titanium, Tin, Molybdenum, Boron,
Calcium and others, either added individually or in combination. For Hot forming grades, maximum limit of boron shall be 0.006 %
Maximum
Table 3 Variation in Product Analysis
Element Specified chemical composition Limit,
Max Variation over specified limit percent, Max
(1) (2) (3)
C 0.35 0.02
Mn Upto 2.50 0.10
More than 2.50 0.12
P 0.12 0.01
Si Upto 0.80 0.05
More than 0.80 0.10
S 0.030 0.005
10
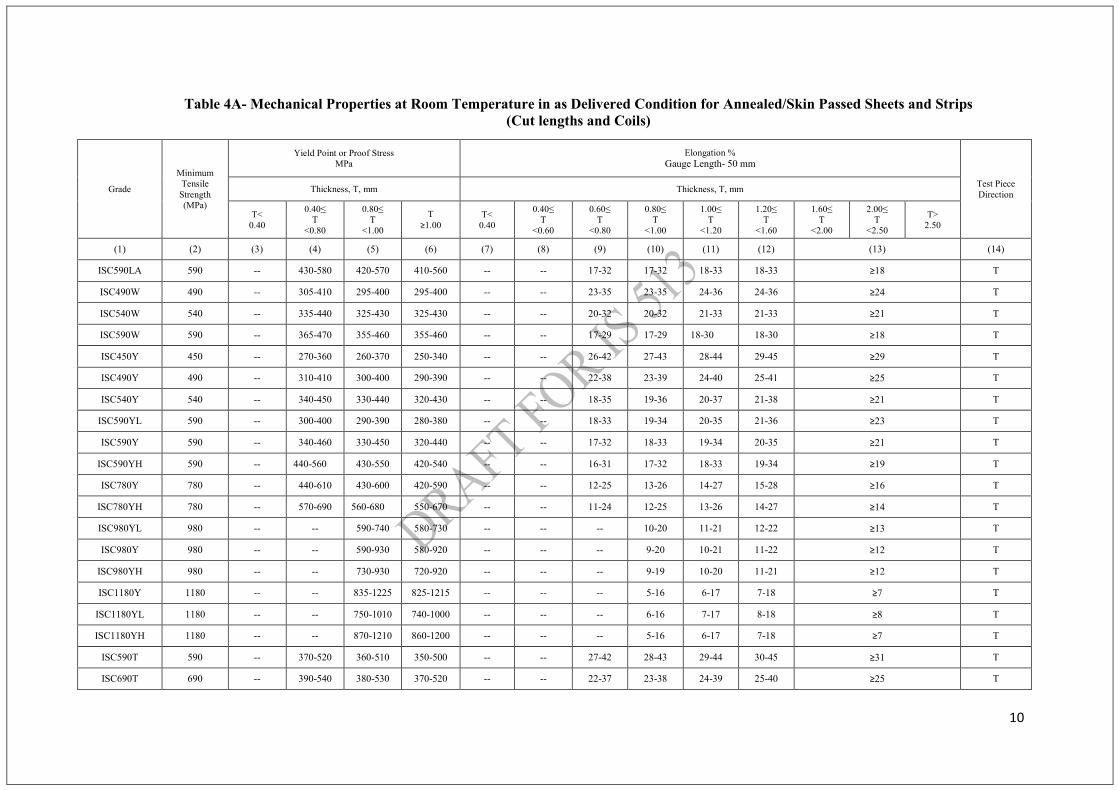
Table 4A- Mechanical Properties at Room Temperature in as Delivered Condition for Annealed/Skin Passed Sheets and Strips
(Cut lengths and Coils)
Grade
Minimum
Tensile
Strength
(MPa)
Yield Point or Proof Stress
MPa
Elongation %
Gauge Length- 50 mm
Test Piece
Direction Thickness, T, mm Thickness, T, mm
T<
0.40
0.40≤
T
<0.80
0.80≤
T
<1.00
T
≥1.00
T<
0.40
0.40≤
T
<0.60
0.60≤
T
<0.80
0.80≤
T
<1.00
1.00≤
T
<1.20
1.20≤
T
<1.60
1.60≤
T
<2.00
2.00≤
T
<2.50
T>
2.50
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14)
ISC590LA 590 -- 430-580 420-570 410-560 -- -- 17-32 17-32 18-33 18-33 ≥18 T
ISC490W 490 -- 305-410 295-400 295-400 -- -- 23-35 23-35 24-36 24-36 ≥24 T
ISC540W 540 -- 335-440 325-430 325-430 -- -- 20-32 20-32 21-33 21-33 ≥21 T
ISC590W 590 -- 365-470 355-460 355-460 -- -- 17-29 17-29 18-30 18-30 ≥18 T
ISC450Y 450 -- 270-360 260-370 250-340 -- -- 26-42 27-43 28-44 29-45 ≥29 T
ISC490Y 490 -- 310-410 300-400 290-390 -- -- 22-38 23-39 24-40 25-41 ≥25 T
ISC540Y 540 -- 340-450 330-440 320-430 -- -- 18-35 19-36 20-37 21-38 ≥21 T
ISC590YL 590 -- 300-400 290-390 280-380 -- -- 18-33 19-34 20-35 21-36 ≥23 T
ISC590Y 590 -- 340-460 330-450 320-440 -- -- 17-32 18-33 19-34 20-35 ≥21 T
ISC590YH 590 -- 440-560 430-550 420-540 -- -- 16-31 17-32 18-33 19-34 ≥19 T
ISC780Y 780 -- 440-610 430-600 420-590 -- -- 12-25 13-26 14-27 15-28 ≥16 T
ISC780YH 780 -- 570-690 560-680 550-670 -- -- 11-24 12-25 13-26 14-27 ≥14 T
ISC980YL 980 -- -- 590-740 580-730 -- -- -- 10-20 11-21 12-22 ≥13 T
ISC980Y 980 -- -- 590-930 580-920 -- -- -- 9-20 10-21 11-22 ≥12 T
ISC980YH 980 -- -- 730-930 720-920 -- -- -- 9-19 10-20 11-21 ≥12 T
ISC1180Y 1180 -- -- 835-1225 825-1215 -- -- -- 5-16 6-17 7-18 ≥7 T
ISC1180YL 1180 -- -- 750-1010 740-1000 -- -- -- 6-16 7-17 8-18 ≥8 T
ISC1180YH 1180 -- -- 870-1210 860-1200 -- -- -- 5-16 6-17 7-18 ≥7 T
ISC590T 590 -- 370-520 360-510 350-500 -- -- 27-42 28-43 29-44 30-45 ≥31 T
ISC690T 690 -- 390-540 380-530 370-520 -- -- 22-37 23-38 24-39 25-40 ≥25 T
11
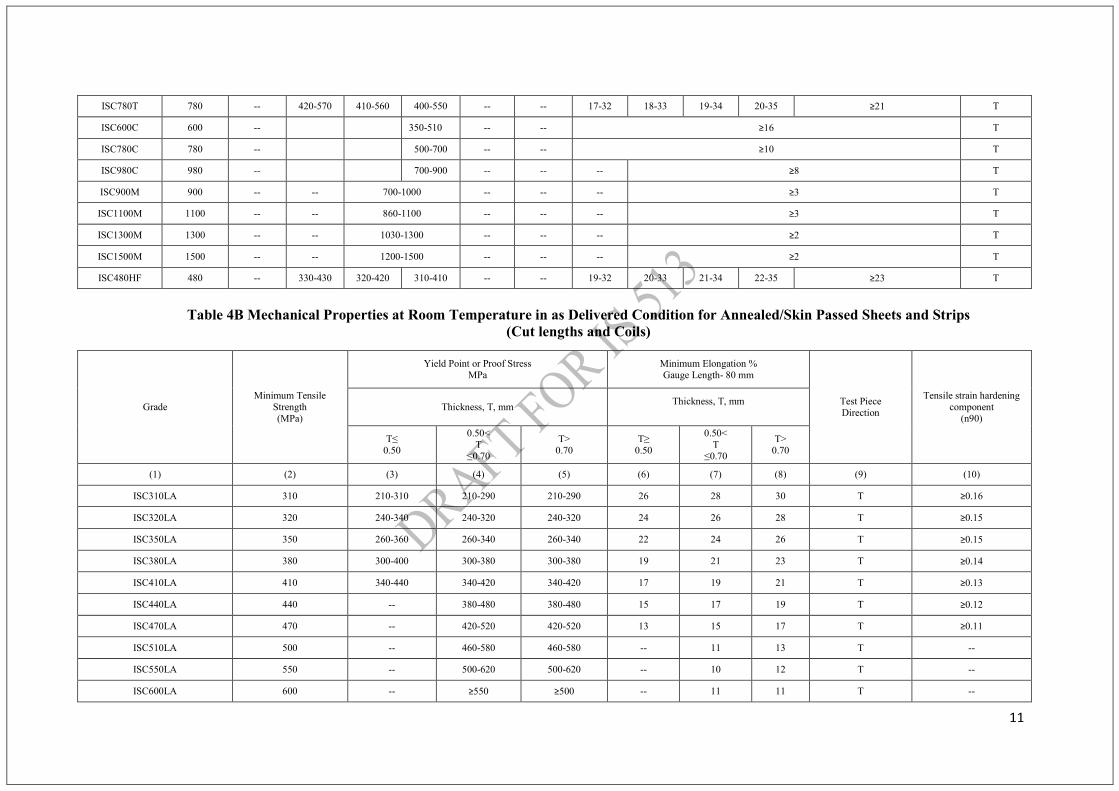
ISC780T 780 -- 420-570 410-560 400-550 -- -- 17-32 18-33 19-34 20-35 ≥21 T
ISC600C 600 -- 350-510 -- -- ≥16 T
ISC780C 780 -- 500-700 -- -- ≥10 T
ISC980C 980 -- 700-900 -- -- -- ≥8 T
ISC900M 900 -- -- 700-1000 -- -- -- ≥3 T
ISC1100M 1100 -- -- 860-1100 -- -- -- ≥3 T
ISC1300M 1300 -- -- 1030-1300 -- -- -- ≥2 T
ISC1500M 1500 -- -- 1200-1500 -- -- -- ≥2 T
ISC480HF 480 -- 330-430 320-420 310-410 -- -- 19-32 20-33 21-34 22-35 ≥23 T
Table 4B Mechanical Properties at Room Temperature in as Delivered Condition for Annealed/Skin Passed Sheets and Strips
(Cut lengths and Coils)
Grade
Minimum Tensile
Strength
(MPa)
Yield Point or Proof Stress
MPa
Minimum Elongation %
Gauge Length- 80 mm
Test Piece
Direction
Tensile strain hardening
component
(n90)
Thickness, T, mm Thickness, T, mm
T≤
0.50
0.50<
T
≤0.70
T>
0.70
T≥
0.50
0.50<
T
≤0.70
T>
0.70
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10)
ISC310LA 310 210-310 210-290 210-290 26 28 30 T ≥0.16
ISC320LA 320 240-340 240-320 240-320 24 26 28 T ≥0.15
ISC350LA 350 260-360 260-340 260-340 22 24 26 T ≥0.15
ISC380LA 380 300-400 300-380 300-380 19 21 23 T ≥0.14
ISC410LA 410 340-440 340-420 340-420 17 19 21 T ≥0.13
ISC440LA 440 -- 380-480 380-480 15 17 19 T ≥0.12
ISC470LA 470 -- 420-520 420-520 13 15 17 T ≥0.11
ISC510LA 500 -- 460-580 460-580 -- 11 13 T --
ISC550LA 550 -- 500-620 500-620 -- 10 12 T --
ISC600LA 600 -- ≥550 ≥500 -- 11 11 T --
12
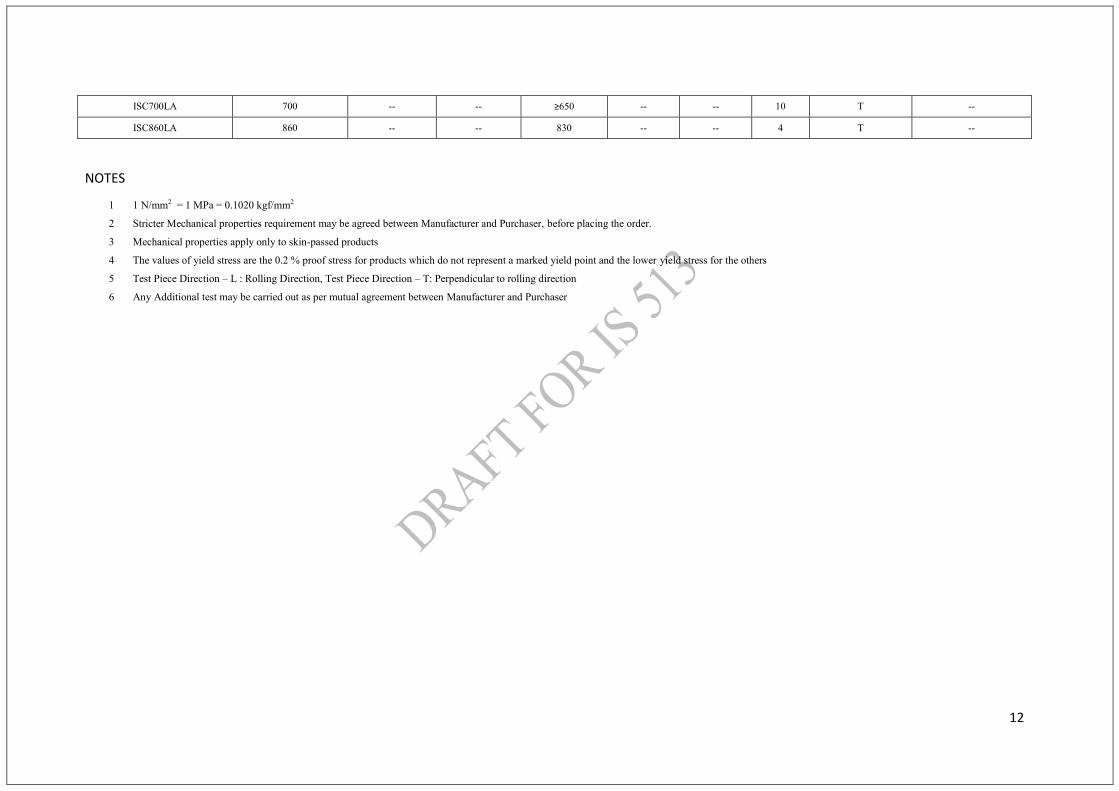
ISC700LA 700 -- -- ≥650 -- -- 10 T --
ISC860LA 860 -- -- 830 -- -- 4 T --
NOTES
1 1 N/mm2 = 1 MPa = 0.1020 kgf/mm2
2 Stricter Mechanical properties requirement may be agreed between Manufacturer and Purchaser, before placing the order.
3 Mechanical properties apply only to skin-passed products
4 The values of yield stress are the 0.2 % proof stress for products which do not represent a marked yield point and the lower yield stress for the others
5 Test Piece Direction – L : Rolling Direction, Test Piece Direction – T: Perpendicular to rolling direction
6 Any Additional test may be carried out as per mutual agreement between Manufacturer and Purchaser
13
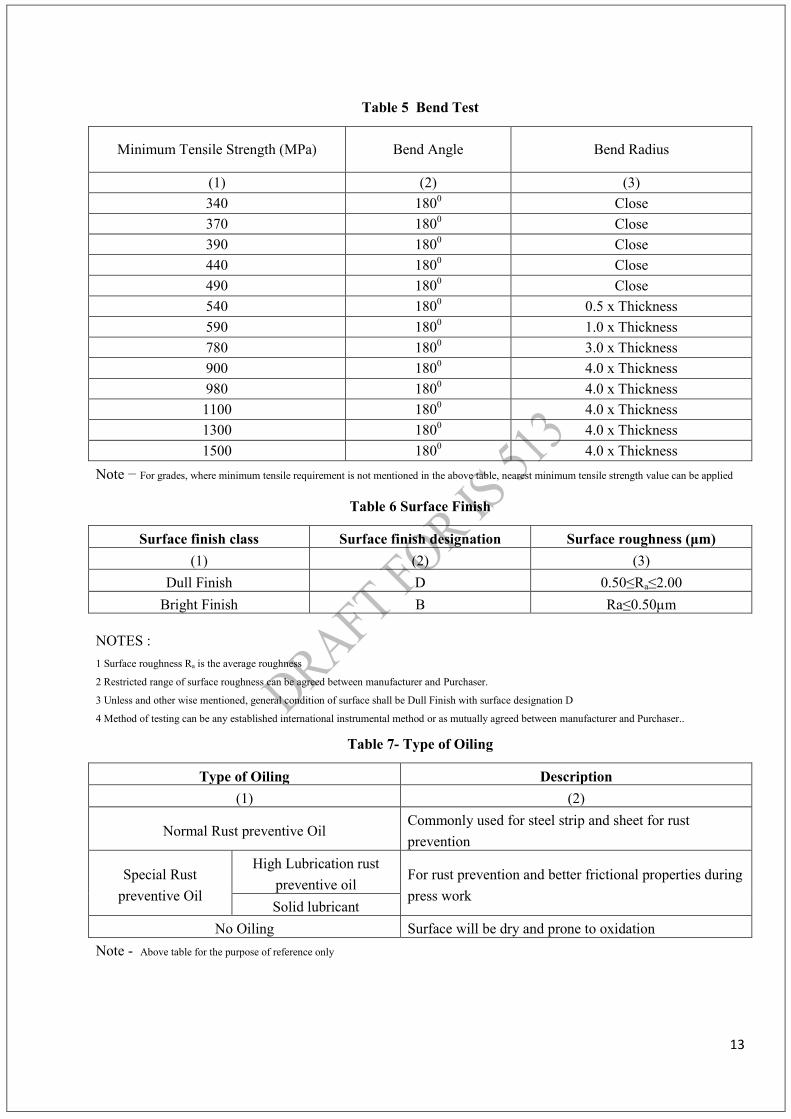
Table 5 Bend Test
Minimum Tensile Strength (MPa) Bend Angle Bend Radius
(1) (2) (3)
340 1800 Close
370 1800 Close
390 1800 Close
440 1800 Close
490 1800 Close
540 1800 0.5 x Thickness
590 1800 1.0 x Thickness
780 1800 3.0 x Thickness
900 1800 4.0 x Thickness
980 1800 4.0 x Thickness
1100 1800 4.0 x Thickness
1300 1800 4.0 x Thickness
1500 1800 4.0 x Thickness
Note − For grades, where minimum tensile requirement is not mentioned in the above table, nearest minimum tensile strength value can be applied
Table 6 Surface Finish
Surface finish class Surface finish designation Surface roughness (µm)
(1) (2) (3)
Dull Finish D 0.50≤Ra≤2.00
Bright Finish B Ra≤0.50µm
NOTES :
1 Surface roughness Ra is the average roughness
2 Restricted range of surface roughness can be agreed between manufacturer and Purchaser.
3 Unless and other wise mentioned, general condition of surface shall be Dull Finish with surface designation D
4 Method of testing can be any established international instrumental method or as mutually agreed between manufacturer and Purchaser..
Table 7- Type of Oiling
Type of Oiling Description
(1) (2)
Normal Rust preventive Oil Commonly used for steel strip and sheet for rust
prevention
Special Rust
preventive Oil
High Lubrication rust
preventive oil For rust prevention and better frictional properties during
press work Solid lubricant
No Oiling Surface will be dry and prone to oxidation
Note - Above table for the purpose of reference only
Doc: MTD 4(5365)
1
For Comments Only
BUREAU OF INDIAN STANDARDS Indian Standard
HOT ROLLED STEEL FLAT PRODUCTS FOR
STRUCTURAL FORMING AND FLANGING PURPOSES -
SPECIFICATION
(Revision of IS 5986) ICS 77.140.50
Not to be reproduced without the permission of Last date for receipt of comments BIS or used as STANDARD is 11/9/2016 ___________________________________________________________________________________________________
FOREWORD This standard was first published in 1970 and subsequently revised in 1992, 2002 and 2011. While reviewing the standard, in the light of experience gained during these years, the Committee decided to revise it to bring in line with that present practices being followed by the Indian industry. In this revision the following changes have been made: a) Chemical and mechanical properties have been modified; b) New grade designation system has been adopted; simultaneously old designations have also been given in Annex 1; c) Grade HR5 designations of IS1079:2009 are included in this fourth revision; d) New grades ferrite-bainite steel, multiphase steel and martensitic steels are added; e) Clauses are rearranged. Clauses 4.2, 6.3, 6.4, 8.3.2, 12 and 18.2 are added. Clauses 1, 2, 3, 5, 7.1,
8.1, 8.1.1, 8.2, 9.1, 10.2, 15, 17.1 and 19 have been modified; f) Requirements of dimensions and tolerances have been separated from the standard and adopted in IS/ISO 16160: 2005 'continuously hot-rolled steel sheet products—Dimensional and shape tolerances'. In the formulation of this standard, assistance has been derived from ISO 20805: 2005 ‘Hot rolled steel sheet in coils of higher yield strength with improved formability and heavy thickness for cold forming’, and DIN EN 10149-2:2013 ‘hot rolled flat products made of high yield strength steels for cold forming’, DIN EN 10338:2015 ‘Hot rolled and cold rolled non-coated products of multiphase steels for cold forming’, JIS G 3134:2006 ‘Hot rolled high strength steel plate, sheet and strip with improved formability for automobile structural uses’, and JFS A 1001:2014 ‘Hot rolled steel sheet and strip for automobile use’. The composition of the Committee responsible for the formulation of this standard is given in Annex A. For the purpose of deciding whether a particular requirement of this standard is complied with, the final value, observed or calculated, expressing the result of a test or analysis, shall be rounded off in accordance with IS 2 : 1960 ‘Rules for rounding off numerical values (revised). The number of
Doc: MTD 4(5365)
2
significant places retained in the rounded off value should be the same as that of the specified value in this standard.
1 SCOPE
This standard covers the requirements of hot rolled flat products for flanging and forming applications required for the manufacture of integral coaches, automobiles and general purpose use where guaranteed mechanical properties and suitability for flanging and forming simple cold pressed parts are necessary.
2 REFERENCES
The following standards contain provisions, which through reference in this text constitute provisions of this standard. At the time of publication, the editions indicated were valid. All standards are subject to revision and parties to agreements based on this standard are encouraged to investigate the possibility of applying the most recent editions of the standards indicated below: IS No. Title
228 (in various parts) Methods of chemical analysis of steels 1599: 1985 Method for bend test (second revision)
1608: 2005 Metallic materials – Tensile testing at ambient temperature (third revision)
1730: 1989 Dimensions for steel plates, sheets strips and flats for General engineering purposes (second revision)
1757: 1988 Method for charpy impact test (V-notch) for metallic material (second revision)
1956 Glossary of terms relating to iron and steel: (Part 4): 1975 Steel sheet and strip (first revision)
8910: 2010 General technical delivery requirements for steels and steel products (first revision)
1852:1985 Rolling and cutting tolerances for hot rolled steel products
(fourth revision) IS/ISO 16160: 2005 Continuously hot-rolled steel sheet products — Dimensional and shape tolerances
3 TERMlNOLOGY
3.1 For the purpose of this standard the definitions given in IS 1956 (part 4) and the following definitions shall apply. 3.1.1 Thermo - Mechanical Rolling
A hot rolling process in which the final deformation is carried out in a certain temperature range to get fine microstructure which is achieved due to finely distributed precipitates mostly carbides and/or nitrides, leading to a material condition with certain properties that cannot be achieved or repeated by heat treatment alone, and such deformation is followed by cooling, possibly with increased cooling rates, with or without tempering, self-tempering included.
Doc: MTD 4(5365)
3
Note − Subsequent heating above 5800C typically can lower the strength values.
3.1.2 Normalizing Rolling
A hot rolling process in which the final deformation is carried out within a certain temperature range equivalent to normalizing temperature, leading to a material condition equivalent to that obtained after normalizing, such that the specified mechanical properties would still be met in the event of any subsequent normalizing. 3.1.3 Ferritic-Bainitic Steel (High hole expansion)
Steel exhibit good hole expansion than regular HSLA steel. Steel contains matrix of Ferrite and Strengthened ferrite containing bainite or strengthened bainite as second phase.
3.1.4 Dual-Phase Steel
Steel with very high tensile strengths and low yield ratio. Steel consisting of mainly ferrite and martensite and possible bainite as a complementary phase.
3.1.5 Multiphase Steel
Multiphase steels have multi phase microstructure contains ferrite matrix with fractions of bainite, martensite, tempered martensite, retained austenite and pearlite. 3.1.6 Martensitic Steel
Martensitic Steels have mainly martensite matrix with small amounts of ferrite and/or bainite.
4 SUPPLY OF MATERIALS
4.1 General requirements relating to the supply of material shall conform to IS 8910. 4.2 Material shall be supplied either with mill edges or flattened and sheared or trimmed/slit edges.
5 DESIGNATION AND GRADES
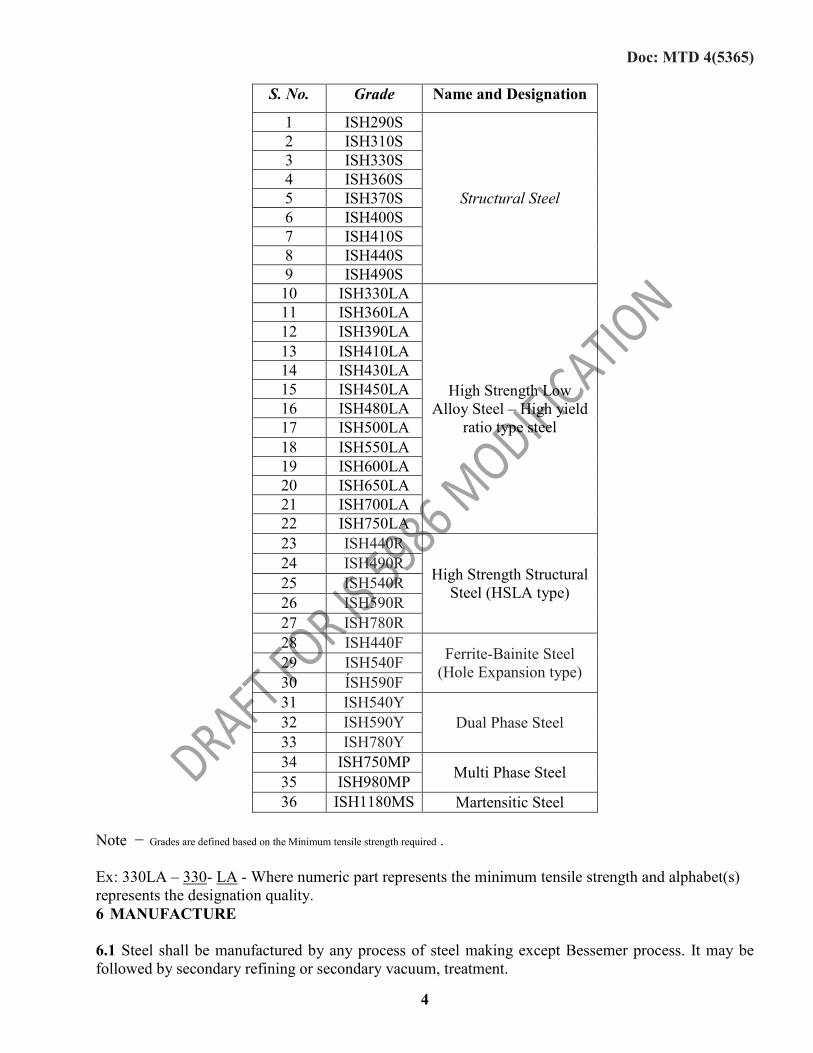
There shall be 36 grades of hot rolled steel plates, sheets, strips and flats designated as follows.
Table 1 Designation and Grades
Doc: MTD 4(5365)
4
S. No. Grade Name and Designation
1 ISH290S
Structural Steel
2 ISH310S 3 ISH330S 4 ISH360S 5 ISH370S 6 ISH400S 7 ISH410S 8 ISH440S 9 ISH490S 10 ISH330LA
High Strength Low Alloy Steel – High yield
ratio type steel
11 ISH360LA 12 ISH390LA 13 ISH410LA 14 ISH430LA 15 ISH450LA 16 ISH480LA 17 ISH500LA 18 ISH550LA 19 ISH600LA 20 ISH650LA 21 ISH700LA 22 ISH750LA 23 ISH440R
High Strength Structural Steel (HSLA type)
24 ISH490R 25 ISH540R 26 ISH590R 27 ISH780R 28 ISH440F
Ferrite-Bainite Steel (Hole Expansion type)
29 ISH540F 30 ÍSH590F 31 ISH540Y
Dual Phase Steel 32 ISH590Y 33 ISH780Y 34 ISH750MP
Multi Phase Steel 35 ISH980MP 36 ISH1180MS Martensitic Steel
Note − Grades are defined based on the Minimum tensile strength required .
Ex: 330LA – 330- LA - Where numeric part represents the minimum tensile strength and alphabet(s) represents the designation quality. 6 MANUFACTURE
6.1 Steel shall be manufactured by any process of steel making except Bessemer process. It may be followed by secondary refining or secondary vacuum, treatment.
Doc: MTD 4(5365)
5
6.2 Steel shall be semi-killed or killed.
6.3 Surface Finish
The surface finish of the steel sheet and strip shall be classified in four types as mentioned below.
- As hot-rolled - Pickled - Pickled and Oiled - Skin Passed - Skin Passed and Oiled - Shot blasted
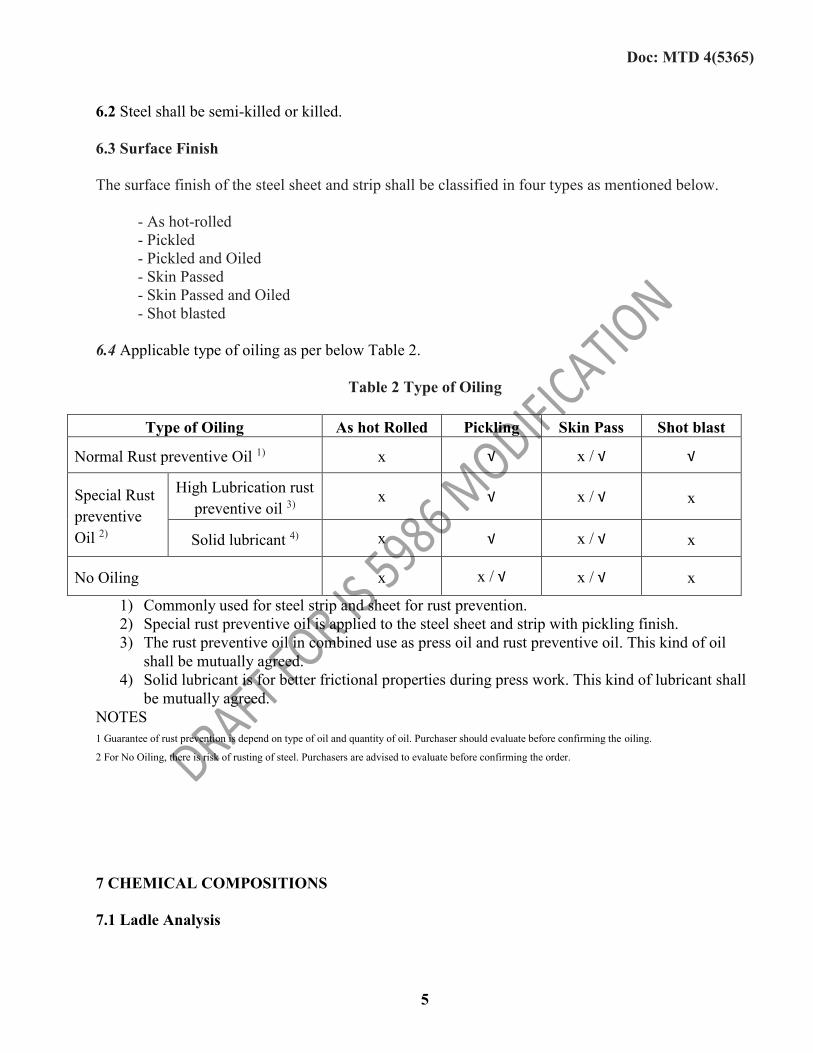
6.4 Applicable type of oiling as per below Table 2.
Table 2 Type of Oiling
Type of Oiling As hot Rolled Pickling Skin Pass Shot blast
Normal Rust preventive Oil 1) x √ x / √ √
Special Rust preventive Oil 2)
High Lubrication rust preventive oil 3)
x √ x / √ x
Solid lubricant 4) x √ x / √ x
No Oiling x x / √ x / √ x
1) Commonly used for steel strip and sheet for rust prevention. 2) Special rust preventive oil is applied to the steel sheet and strip with pickling finish. 3) The rust preventive oil in combined use as press oil and rust preventive oil. This kind of oil
shall be mutually agreed. 4) Solid lubricant is for better frictional properties during press work. This kind of lubricant shall
be mutually agreed. NOTES 1 Guarantee of rust prevention is depend on type of oil and quantity of oil. Purchaser should evaluate before confirming the oiling.
2 For No Oiling, there is risk of rusting of steel. Purchasers are advised to evaluate before confirming the order.
7 CHEMICAL COMPOSITIONS
7.1 Ladle Analysis
Doc: MTD 4(5365)
6
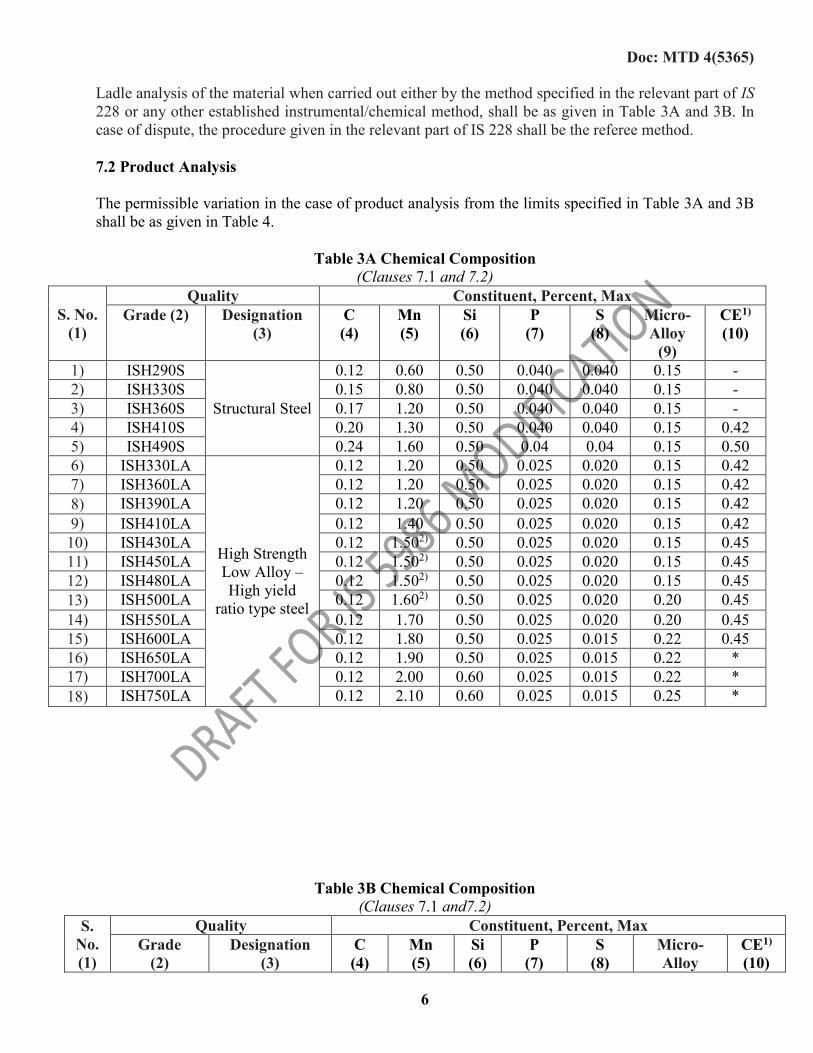
Ladle analysis of the material when carried out either by the method specified in the relevant part of IS
228 or any other established instrumental/chemical method, shall be as given in Table 3A and 3B. In case of dispute, the procedure given in the relevant part of IS 228 shall be the referee method.
7.2 Product Analysis
The permissible variation in the case of product analysis from the limits specified in Table 3A and 3B shall be as given in Table 4.
Table 3A Chemical Composition
(Clauses 7.1 and 7.2)
S. No.
(1)
Quality Constituent, Percent, Max
Grade (2) Designation
(3)
C
(4)
Mn
(5)
Si
(6)
P
(7)
S
(8)
Micro-
Alloy
(9)
CE1)
(10)
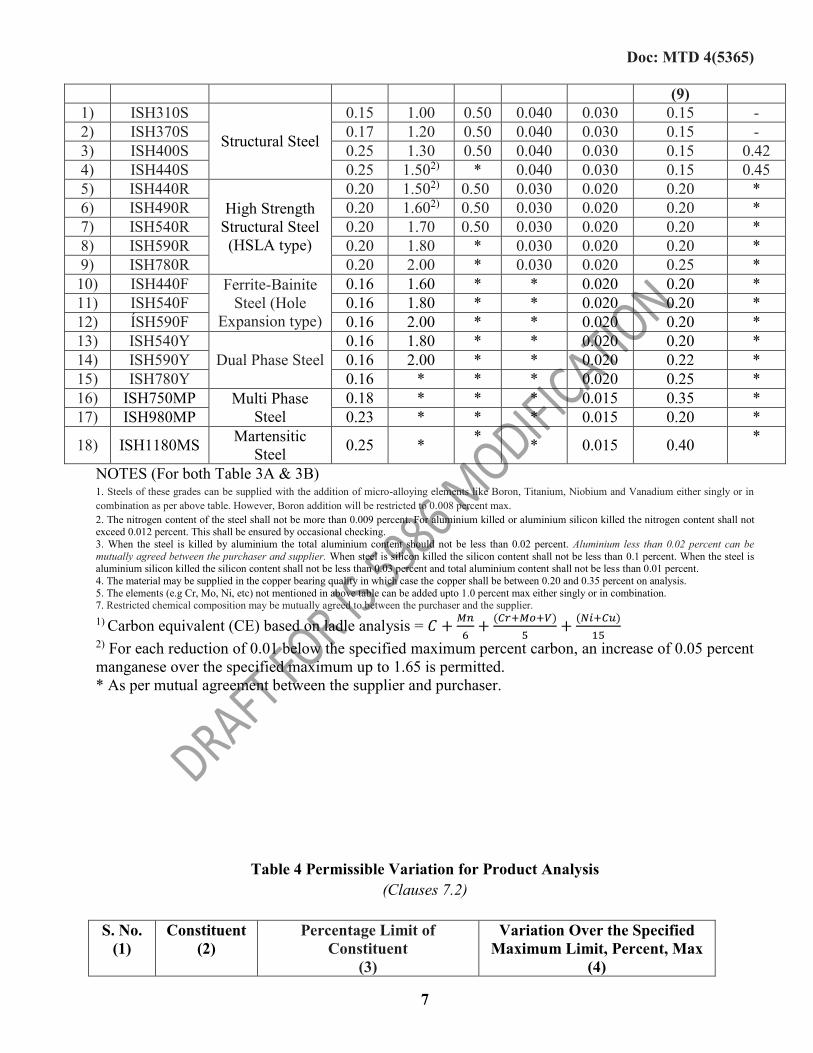
1) ISH290S
Structural Steel
0.12 0.60 0.50 0.040 0.040 0.15 - 2) ISH330S 0.15 0.80 0.50 0.040 0.040 0.15 - 3) ISH360S 0.17 1.20 0.50 0.040 0.040 0.15 - 4) ISH410S 0.20 1.30 0.50 0.040 0.040 0.15 0.42 5) ISH490S 0.24 1.60 0.50 0.04 0.04 0.15 0.50 6) ISH330LA
High Strength Low Alloy – High yield
ratio type steel
0.12 1.20 0.50 0.025 0.020 0.15 0.42 7) ISH360LA 0.12 1.20 0.50 0.025 0.020 0.15 0.42 8) ISH390LA 0.12 1.20 0.50 0.025 0.020 0.15 0.42 9) ISH410LA 0.12 1.40 0.50 0.025 0.020 0.15 0.42
10) ISH430LA 0.12 1.502) 0.50 0.025 0.020 0.15 0.45 11) ISH450LA 0.12 1.502) 0.50 0.025 0.020 0.15 0.45 12) ISH480LA 0.12 1.502) 0.50 0.025 0.020 0.15 0.45 13) ISH500LA 0.12 1.602) 0.50 0.025 0.020 0.20 0.45 14) ISH550LA 0.12 1.70 0.50 0.025 0.020 0.20 0.45 15) ISH600LA 0.12 1.80 0.50 0.025 0.015 0.22 0.45 16) ISH650LA 0.12 1.90 0.50 0.025 0.015 0.22 * 17) ISH700LA 0.12 2.00 0.60 0.025 0.015 0.22 *
18) ISH750LA 0.12 2.10 0.60 0.025 0.015 0.25 *
Table 3B Chemical Composition
(Clauses 7.1 and7.2) S.
No.
(1)
Quality Constituent, Percent, Max
Grade
(2)
Designation
(3)
C
(4)
Mn
(5)
Si
(6)
P
(7)
S
(8)
Micro-
Alloy
CE1)
(10)
Doc: MTD 4(5365)
7
(9)
1) ISH310S
Structural Steel
0.15 1.00 0.50 0.040 0.030 0.15 - 2) ISH370S 0.17 1.20 0.50 0.040 0.030 0.15 - 3) ISH400S 0.25 1.30 0.50 0.040 0.030 0.15 0.42 4) ISH440S 0.25 1.502) * 0.040 0.030 0.15 0.45 5) ISH440R
High Strength Structural Steel (HSLA type)
0.20 1.502) 0.50 0.030 0.020 0.20 *
6) ISH490R 0.20 1.602) 0.50 0.030 0.020 0.20 *
7) ISH540R 0.20 1.70 0.50 0.030 0.020 0.20 *
8) ISH590R 0.20 1.80 * 0.030 0.020 0.20 *
9) ISH780R 0.20 2.00 * 0.030 0.020 0.25 *
10) ISH440F Ferrite-Bainite Steel (Hole
Expansion type)
0.16 1.60 * * 0.020 0.20 *
11) ISH540F 0.16 1.80 * * 0.020 0.20 *
12) ÍSH590F 0.16 2.00 * * 0.020 0.20 *
13) ISH540Y Dual Phase Steel
0.16 1.80 * * 0.020 0.20 *
14) ISH590Y 0.16 2.00 * * 0.020 0.22 *
15) ISH780Y 0.16 * * * 0.020 0.25 *
16) ISH750MP Multi Phase Steel
0.18 * * * 0.015 0.35 *
17) ISH980MP 0.23 * * * 0.015 0.20 *
18) ISH1180MS Martensitic
Steel 0.25 *
* * 0.015 0.40
*
NOTES (For both Table 3A & 3B) 1. Steels of these grades can be supplied with the addition of micro-alloying elements like Boron, Titanium, Niobium and Vanadium either singly or in combination as per above table. However, Boron addition will be restricted to 0.008 percent max. 2. The nitrogen content of the steel shall not be more than 0.009 percent. For aluminium killed or aluminium silicon killed the nitrogen content shall not exceed 0.012 percent. This shall be ensured by occasional checking. 3. When the steel is killed by aluminium the total aluminium content should not be less than 0.02 percent. Aluminium less than 0.02 percent can be
mutually agreed between the purchaser and supplier. When steel is silicon killed the silicon content shall not be less than 0.1 percent. When the steel is aluminium silicon killed the silicon content shall not be less than 0.03 percent and total aluminium content shall not be less than 0.01 percent. 4. The material may be supplied in the copper bearing quality in which case the copper shall be between 0.20 and 0.35 percent on analysis. 5. The elements (e.g Cr, Mo, Ni, etc) not mentioned in above table can be added upto 1.0 percent max either singly or in combination. 7. Restricted chemical composition may be mutually agreed to between the purchaser and the supplier.
1) Carbon equivalent (CE) based on ladle analysis = � + + ��+ +� + �+��1 2) For each reduction of 0.01 below the specified maximum percent carbon, an increase of 0.05 percent manganese over the specified maximum up to 1.65 is permitted. * As per mutual agreement between the supplier and purchaser.
Table 4 Permissible Variation for Product Analysis
(Clauses 7.2)
S. No.
(1)
Constituent
(2)
Percentage Limit of
Constituent
(3)
Variation Over the Specified
Maximum Limit, Percent, Max
(4)
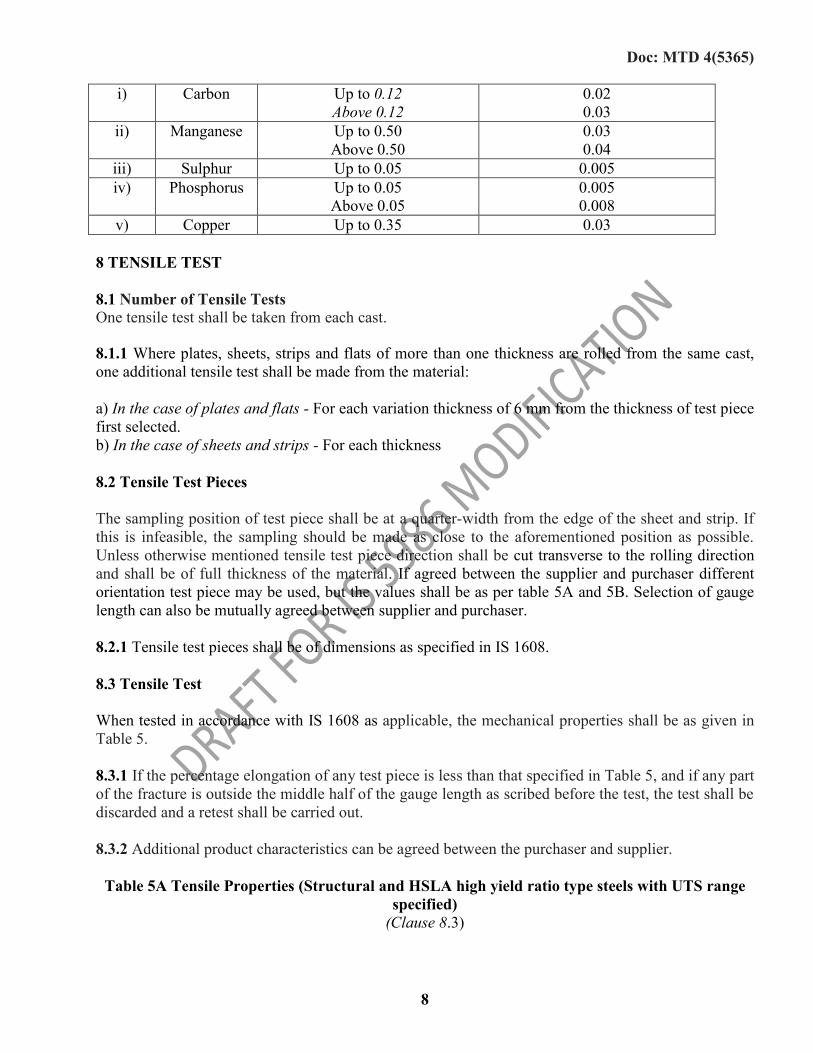
Doc: MTD 4(5365)
8
i) Carbon Up to 0.12
Above 0.12 0.02 0.03
ii) Manganese Up to 0.50 Above 0.50
0.03 0.04
iii) Sulphur Up to 0.05 0.005 iv) Phosphorus Up to 0.05
Above 0.05 0.005 0.008
v) Copper Up to 0.35 0.03
8 TENSILE TEST
8.1 Number of Tensile Tests One tensile test shall be taken from each cast.
8.1.1 Where plates, sheets, strips and flats of more than one thickness are rolled from the same cast, one additional tensile test shall be made from the material: a) In the case of plates and flats - For each variation thickness of 6 mm from the thickness of test piece first selected. b) In the case of sheets and strips - For each thickness
8.2 Tensile Test Pieces
The sampling position of test piece shall be at a quarter-width from the edge of the sheet and strip. If this is infeasible, the sampling should be made as close to the aforementioned position as possible. Unless otherwise mentioned tensile test piece direction shall be cut transverse to the rolling direction and shall be of full thickness of the material. If agreed between the supplier and purchaser different orientation test piece may be used, but the values shall be as per table 5A and 5B. Selection of gauge length can also be mutually agreed between supplier and purchaser.
8.2.1 Tensile test pieces shall be of dimensions as specified in IS 1608. 8.3 Tensile Test
When tested in accordance with IS 1608 as applicable, the mechanical properties shall be as given in Table 5.
8.3.1 If the percentage elongation of any test piece is less than that specified in Table 5, and if any part of the fracture is outside the middle half of the gauge length as scribed before the test, the test shall be discarded and a retest shall be carried out.
8.3.2 Additional product characteristics can be agreed between the purchaser and supplier.
Table 5A Tensile Properties (Structural and HSLA high yield ratio type steels with UTS range
specified)
(Clause 8.3)
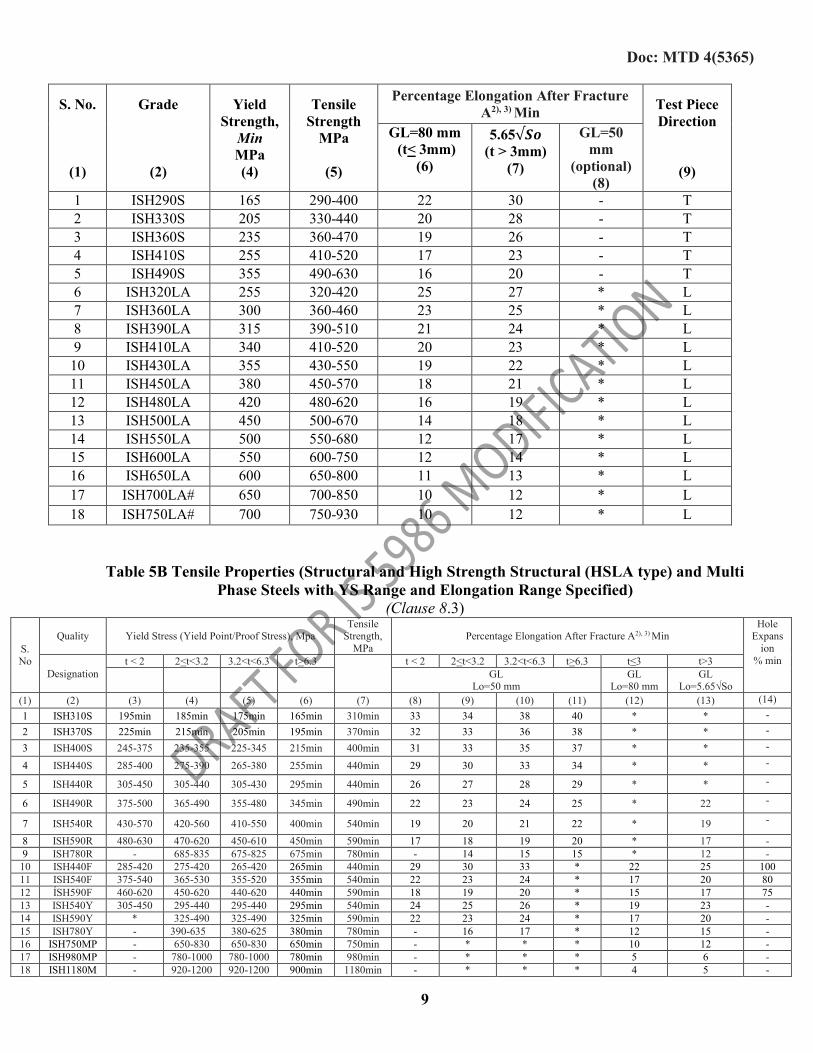
Doc: MTD 4(5365)
9
S. No.
(1)
Grade
(2)
Yield
Strength,
Min
MPa
(4)
Tensile
Strength
MPa
(5)
Percentage Elongation After Fracture
A2), 3) Min Test Piece
Direction
(9)
GL=80 mm
(t< 3mm)
(6)
5.65√��
(t > 3mm)
(7)
GL=50
mm
(optional)
(8)
1 ISH290S 165 290-400 22 30 - T 2 ISH330S 205 330-440 20 28 - T 3 ISH360S 235 360-470 19 26 - T 4 ISH410S 255 410-520 17 23 - T 5 ISH490S 355 490-630 16 20 - T 6 ISH320LA 255 320-420 25 27 * L 7 ISH360LA 300 360-460 23 25 * L 8 ISH390LA 315 390-510 21 24 * L 9 ISH410LA 340 410-520 20 23 * L
10 ISH430LA 355 430-550 19 22 * L 11 ISH450LA 380 450-570 18 21 * L 12 ISH480LA 420 480-620 16 19 * L 13 ISH500LA 450 500-670 14 18 * L 14 ISH550LA 500 550-680 12 17 * L 15 ISH600LA 550 600-750 12 14 * L 16 ISH650LA 600 650-800 11 13 * L 17 ISH700LA# 650 700-850 10 12 * L 18 ISH750LA# 700 750-930 10 12 * L
Table 5B Tensile Properties (Structural and High Strength Structural (HSLA type) and Multi
Phase Steels with YS Range and Elongation Range Specified)
(Clause 8.3)
S. No
Quality Yield Stress (Yield Point/Proof Stress), Mpa Tensile
Strength, MPa
Percentage Elongation After Fracture A2), 3) Min Hole
Expansion
% min Designation
t < 2 2<t<3.2 3.2<t<6.3 t>6.3
t < 2 2<t<3.2 3.2<t<6.3 t>6.3 t≤3 t>3
GL
Lo=50 mm GL
Lo=80 mm GL
Lo=5.65√So (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14)
1 ISH310S 195min 185min 175min 165min 310min 33 34 38 40 * * -
2 ISH370S 225min 215min 205min 195min 370min 32 33 36 38 * * -
3 ISH400S 245-375 235-355 225-345 215min 400min 31 33 35 37 * * -
4 ISH440S 285-400 275-390 265-380 255min 440min 29 30 33 34 * * -
5 ISH440R 305-450 305-440 305-430 295min 440min 26 27 28 29 * * -
6 ISH490R 375-500 365-490 355-480 345min 490min 22 23 24 25 * 22 -
7 ISH540R 430-570 420-560 410-550 400min 540min 19 20 21 22 * 19 -
8 ISH590R 480-630 470-620 450-610 450min 590min 17 18 19 20 * 17 - 9 ISH780R - 685-835 675-825 675min 780min - 14 15 15 * 12 -
10 ISH440F 285-420 275-420 265-420 265min 440min 29 30 33 * 22 25 100 11 ISH540F 375-540 365-530 355-520 355min 540min 22 23 24 * 17 20 80 12 ÍSH590F 460-620 450-620 440-620 440min 590min 18 19 20 * 15 17 75 13 ISH540Y 305-450 295-440 295-440 295min 540min 24 25 26 * 19 23 - 14 ISH590Y * 325-490 325-490 325min 590min 22 23 24 * 17 20 - 15 ISH780Y - 390-635 380-625 380min 780min - 16 17 * 12 15 - 16 ISH750MP - 650-830 650-830 650min 750min - * * * 10 12 - 17 ISH980MP - 780-1000 780-1000 780min 980min - * * * 5 6 - 18 ISH1180M - 920-1200 920-1200 900min 1180min - * * * 4 5 -
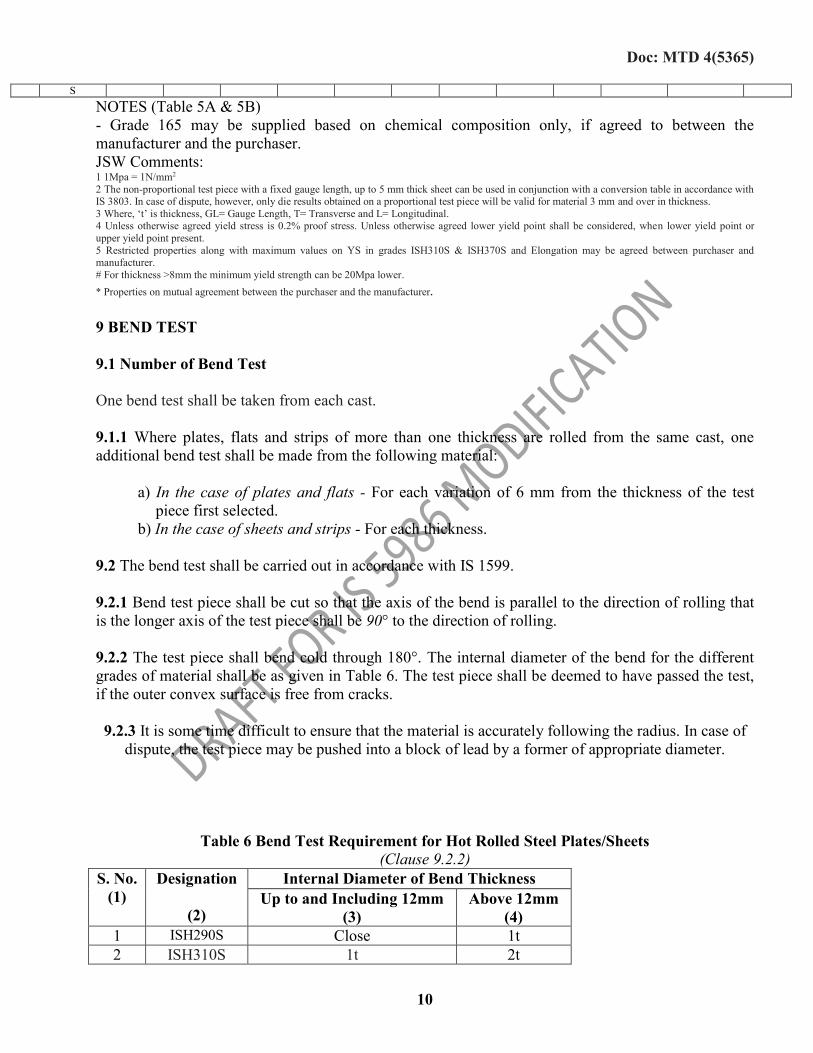
Doc: MTD 4(5365)
10
S
NOTES (Table 5A & 5B) - Grade 165 may be supplied based on chemical composition only, if agreed to between the manufacturer and the purchaser. JSW Comments: 1 1Mpa = 1N/mm2
2 The non-proportional test piece with a fixed gauge length, up to 5 mm thick sheet can be used in conjunction with a conversion table in accordance with IS 3803. In case of dispute, however, only die results obtained on a proportional test piece will be valid for material 3 mm and over in thickness. 3 Where, ‘t’ is thickness, GL= Gauge Length, T= Transverse and L= Longitudinal. 4 Unless otherwise agreed yield stress is 0.2% proof stress. Unless otherwise agreed lower yield point shall be considered, when lower yield point or upper yield point present. 5 Restricted properties along with maximum values on YS in grades ISH310S & ISH370S and Elongation may be agreed between purchaser and manufacturer. # For thickness >8mm the minimum yield strength can be 20Mpa lower.
* Properties on mutual agreement between the purchaser and the manufacturer.
9 BEND TEST
9.1 Number of Bend Test
One bend test shall be taken from each cast. 9.1.1 Where plates, flats and strips of more than one thickness are rolled from the same cast, one additional bend test shall be made from the following material:
a) In the case of plates and flats - For each variation of 6 mm from the thickness of the test piece first selected.
b) In the case of sheets and strips - For each thickness.
9.2 The bend test shall be carried out in accordance with IS 1599. 9.2.1 Bend test piece shall be cut so that the axis of the bend is parallel to the direction of rolling that is the longer axis of the test piece shall be 90° to the direction of rolling. 9.2.2 The test piece shall bend cold through 180°. The internal diameter of the bend for the different grades of material shall be as given in Table 6. The test piece shall be deemed to have passed the test, if the outer convex surface is free from cracks.
9.2.3 It is some time difficult to ensure that the material is accurately following the radius. In case of dispute, the test piece may be pushed into a block of lead by a former of appropriate diameter.
Table 6 Bend Test Requirement for Hot Rolled Steel Plates/Sheets
(Clause 9.2.2)
S. No.
(1)
Designation
(2)
Internal Diameter of Bend Thickness
Up to and Including 12mm
(3)
Above 12mm
(4)
1 ISH290S Close 1t 2 ISH310S 1t 2t
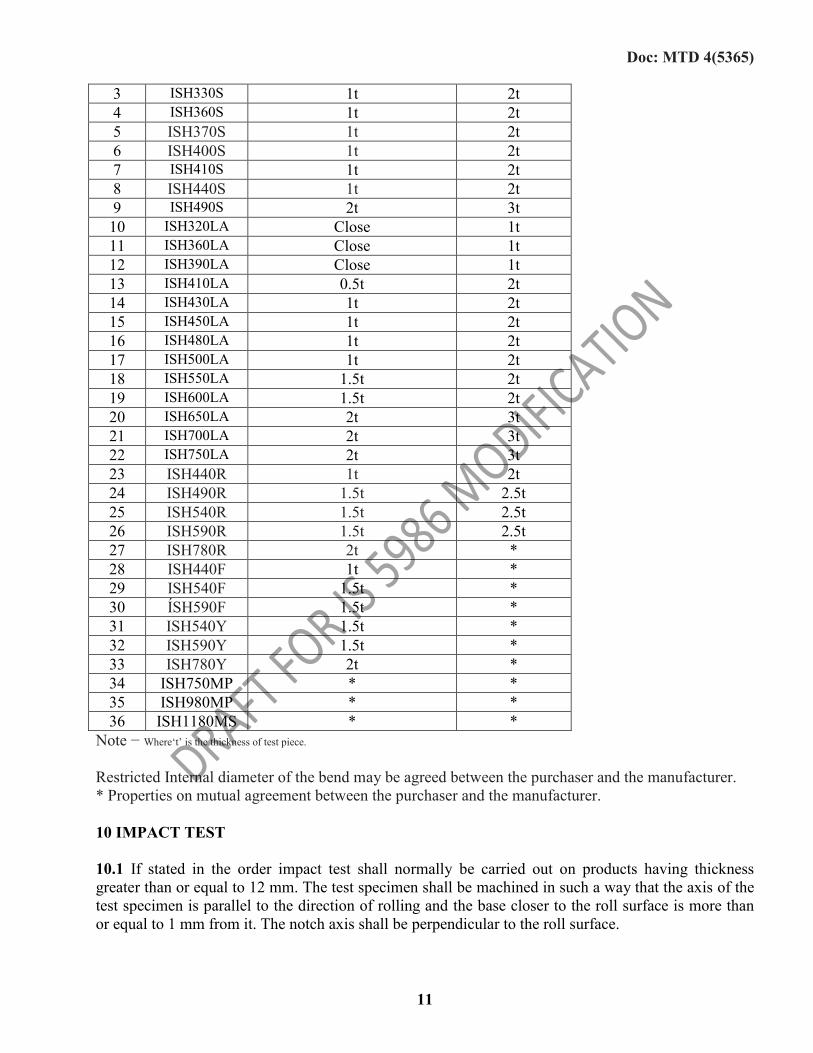
Doc: MTD 4(5365)
11
3 ISH330S 1t 2t 4 ISH360S 1t 2t 5 ISH370S 1t 2t 6 ISH400S 1t 2t 7 ISH410S 1t 2t 8 ISH440S 1t 2t 9 ISH490S 2t 3t 10 ISH320LA Close 1t 11 ISH360LA Close 1t 12 ISH390LA Close 1t 13 ISH410LA 0.5t 2t 14 ISH430LA 1t 2t 15 ISH450LA 1t 2t 16 ISH480LA 1t 2t 17 ISH500LA 1t 2t 18 ISH550LA 1.5t 2t 19 ISH600LA 1.5t 2t 20 ISH650LA 2t 3t 21 ISH700LA 2t 3t 22 ISH750LA 2t 3t 23 ISH440R 1t 2t 24 ISH490R 1.5t 2.5t 25 ISH540R 1.5t 2.5t 26 ISH590R 1.5t 2.5t 27 ISH780R 2t *
28 ISH440F 1t *
29 ISH540F 1.5t *
30 ÍSH590F 1.5t *
31 ISH540Y 1.5t *
32 ISH590Y 1.5t *
33 ISH780Y 2t *
34 ISH750MP * *
35 ISH980MP * *
36 ISH1180MS * *
Note − Where‘t’ is the thickness of test piece.
Restricted Internal diameter of the bend may be agreed between the purchaser and the manufacturer. * Properties on mutual agreement between the purchaser and the manufacturer. 10 IMPACT TEST
10.1 If stated in the order impact test shall normally be carried out on products having thickness greater than or equal to 12 mm. The test specimen shall be machined in such a way that the axis of the test specimen is parallel to the direction of rolling and the base closer to the roll surface is more than or equal to 1 mm from it. The notch axis shall be perpendicular to the roll surface.
Doc: MTD 4(5365)
12
10.2 Under this standard, the average V-notch bar impact strength (average of 3 tests carried out on 3 test pieces taken side by side from the same product) shall not be less than 27 J with no individual test value less than 18 J when tested at room temperature. More stringent values at different temperature may be mutually agreed between the supplier and purchaser.
10.3 If stated in the order impact tests may be carried out on products having thickness less than 12 mm, the dimensions of test piece shall be as specified in IS 1757. The average impact value required for material less than 12mm and more than 25 mm thick will be as per mutual agreement between the purchaser and the manufacturer. 10.4 A test sample shall be taken from each heat. If different thicknesses have been rolled from slabs of a same heat, test sample shall be taken from the thickest product. If the test sample taken from the thickest product rolled from a cast meets the requirement, the whole cast shall be deemed to meet the requirement of next lower thickness rolled from the same cast and if it meets the requirements specified, this particular thickness as also other section of lower thickness shall be deemed to satisfy the specification. If this thickness also does not meet the test, it shall be carried out on the next lower thickness and so on.
11 RETEST
If a test does not give the specified results, two additional tests shall be carried out at random on the same lot. Both retests shall confirm to the requirements of this standard; otherwise, the lot shall be rejected. 12 ALTERNATE TEST METHOD
For all the tests specified in this standard (chemical/physical/others), the method as specified in relevant ISO, EN, ASTM and JIS Standard may also be followed on mutual agreement between supplier and purchaser. For Hole Expansion ratio test, the test method can be followed from any relevant ISO, EN, ASTM and JIS Standard. 13 FREEDOM FROM DEFECTS
13.1 Sheets, strips, plates and flats shall be closely rolled to the dimensions specified. The finished material shall be free from harmful defects and shall be reasonably smooth and flat. Repair by welding shall not be undertaken by the supplier without the permission of the purchaser. 13.2 When the material is supplied in the form of coils, the degree or amount of surface defects are expected to be more than in cut length sheets since the inspection of coils does not afford the same opportunity to reject portion continuing defects as with cut lengths. However, an excessive amount of defects may be a cause for rejection. 13.3 In case of plates, scale pits and other minor surface defects may be removed by grinding, the depth of grinding being such that the thickness of the plate shall not go below the specified value, at the spot where dressing is done. The grinding shall be even and smooth and shall be widened enough to remove sharp ridges. Dressing with a hammer or welding of defective spots shall not be permitted.
Doc: MTD 4(5365)
13
14 WELDABILITY
All steels complying with the standard are of weldable quality. The material shall be suitable for gas welding, arc welding, spot welding and roller seam welding. At the time of ordering, required welding if any shall be communicated. 15 DIMENSIONS AND TOLERANCES
15.1 Unless otherwise agreed to between the supplier and purchaser, standard dimensions of hot
rolled steel plates, sheets, strips and flats shall confirm to those given in IS 1730.
15.2 Unless otherwise agreed the dimensional tolerances for hot-rolled steel sheet shall be as given in IS/ISO 16160.
15.2.1 Unless otherwise agreed the restricted thickness tolerances shall be as given IS/ISO 16160. 16 CALCULATION OF MASS
Material shall be supplied on the basis of actual weight. If weighing is not possible, the mass of the steel shall be calculated on the basis of steel density 7.85 grn/cm3. 17 DELIVERY
17.1 The material may be supplied in any one (or, in combination) of the following conditions subject to mutual agreement between the supplier and the purchaser: a) Hot rolled,
o As Rolled o Thermo mechanically Rolled
b) Annealed, c) Normalized or Normalizing Rolling (Delivery condition is +N), d) Pickled (Descaled) e) Pickled and Oiled f) Skin Passed, g) Skin Passed and Oiled, and h) Shot blasted 17.2 Subject to prior agreement between the manufacturer and the purchaser, a suitable protective treatment may be given to the material. 18 MARKING AND PACKING
18.1 Each product shall be marked with cast number and manufacturers name or trade mark except where it is produced from coil. For the products cut from the HR coils, the marking shall be on top of each sheet of bundle or pile.
18.2 Unless otherwise agreed the packing shall be adequate to ship the material safely and in good condition.
Doc: MTD 4(5365)
14
18.3 BIS Certification Marking
The material may also be marked with the Standard Mark.
18.3.1 The use of the Standard Mark is governed by the provisions of the Bureau of Indian Standards Act, 1986 and the Rules and Regulations made thereunder. The details of conditions under which the license for the use of the Standard Mark may be granted to manufacturers or producers may be obtained from the Bureau of Indian Standards. 19 ORDERING INFORMATION
While placing an order, the following are the minimum information to be specified by the purchaser: a) Grade; b) Size; c) Mass of the material; d) Total order quantity; e) Marking instructions other than specified, if any; f) Restricted chemistry and or properties, if used for special purpose; g) Dimensional tolerances, if any special agreement to be made; and h) Supply condition (Edge condition, Surface finish, and delivery conditions, etc).
Annexure 1
(Foreward)
S. No. Grade Designation Old Designation /
Equivalent Designation
1 ISH290S
Structural Steel
Grade 165 2 ISH310S - 3 ISH330S Grade 205 4 ISH360S Grade 235 5 ISH370S - 6 ISH400S - 7 ISH410S Grade 255
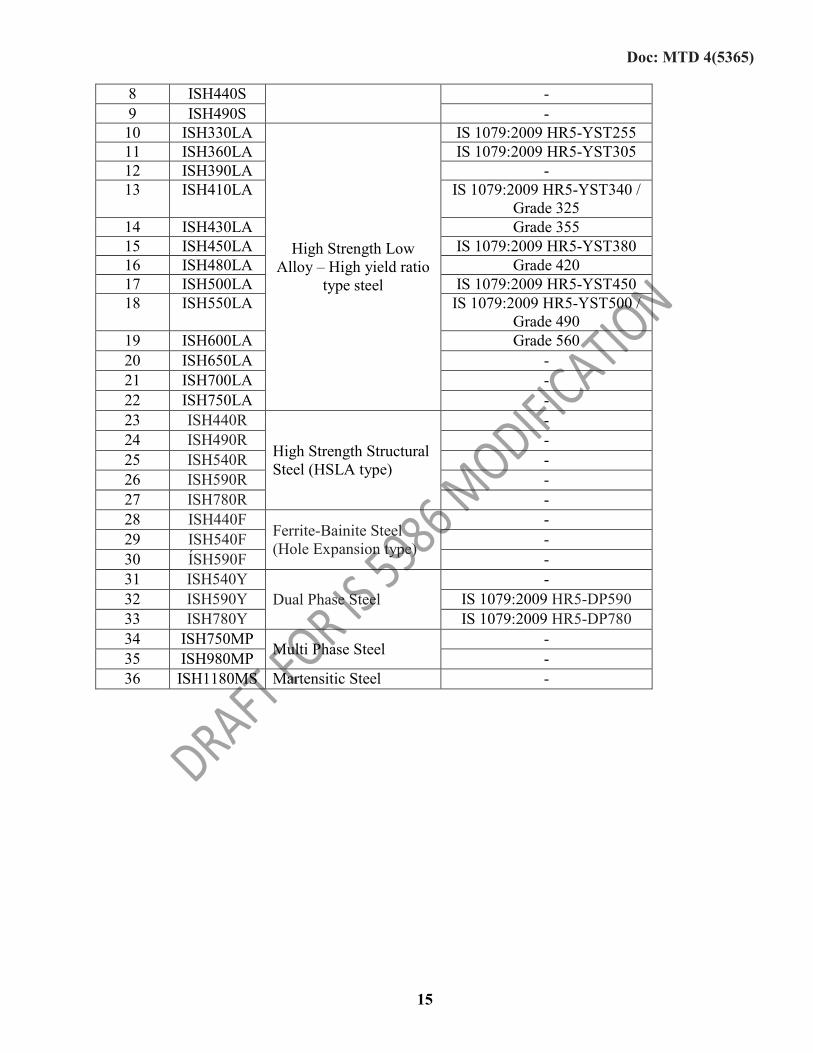
Doc: MTD 4(5365)
15
8 ISH440S - 9 ISH490S - 10 ISH330LA
High Strength Low Alloy – High yield ratio
type steel
IS 1079:2009 HR5-YST255 11 ISH360LA IS 1079:2009 HR5-YST305 12 ISH390LA - 13 ISH410LA IS 1079:2009 HR5-YST340 /
Grade 325 14 ISH430LA Grade 355 15 ISH450LA IS 1079:2009 HR5-YST380 16 ISH480LA Grade 420 17 ISH500LA IS 1079:2009 HR5-YST450 18 ISH550LA IS 1079:2009 HR5-YST500 /
Grade 490 19 ISH600LA Grade 560 20 ISH650LA - 21 ISH700LA - 22 ISH750LA - 23 ISH440R
High Strength Structural Steel (HSLA type)
- 24 ISH490R - 25 ISH540R - 26 ISH590R - 27 ISH780R - 28 ISH440F
Ferrite-Bainite Steel (Hole Expansion type)
- 29 ISH540F - 30 ÍSH590F - 31 ISH540Y
Dual Phase Steel -
32 ISH590Y IS 1079:2009 HR5-DP590 33 ISH780Y IS 1079:2009 HR5-DP780 34 ISH750MP
Multi Phase Steel -
35 ISH980MP - 36 ISH1180MS Martensitic Steel -
Doc: MTD 4(5366)
1
For Comments Only
BUREAU OF INDIAN STANDARDS
Draft Indian Standard
HOT ROLLED CARBON STEEL SHEET, PLATE AND
STRIP − SPECIFICATION
(Revision of IS 1079)
ICS 77.140.50
Not to be reproduced without the permission of Last date for received of
BIS or used as STANDARD comments is 11 09 2016
FOREWORD
This standard was first published in 1958 and subsequently revised in 1962, 1968, 1973, 1988,
1994 and 2009. While reviewing this standard, in the light of experience gained during these
years, the Committee decided to revise it to bring in line with the present practices being
followed by the Indian industry and overseas standards of hot rolled carbon steel sheets.
In this revision the following changes have been made:
a) Chemical composition and Mechanical properties have been modified;
b) Clauses 3, 6.3, 6.4, 8.3.2, 12, 13.3, 17.2 and 18 are added
c) Clauses 1, 2, 5, 6.2, 8.1, 8.2, 9.1, and 16.1 have been modified;
d) New grade designation system has been adopted; simultaneously old designations have also
been given;
e) Grade HR5 has been removed and these grades are included in IS5986:2016 fourth
revision.
f) Clause 10 strain age test has been removed.
While revising the standard assistance has been derived from ISO 3573:1999 'Hot rolled
carbon steel sheet of commercial and drawing qualities', JFS A 1001:2014 ‘Hot rolled steel sheet and strip for automobile use’, JIS G 3113:2006 ‘Hot rolled steel plate, sheet and strip for automobile structural uses’, and DIN EN 10111:2008 ‘Continuously hot rolled low carbon steel sheet and strip for cold forming’.
The composition of the Committee responsible for the formulation of this standard has been
given in Annex A.
For the purpose of deciding whether a particular requirement of this standard is complied
with, the final value, observed or calculated, expressing the result of a test or analysis shall be
rounded off in accordance with IS 2: 1960 'Rules for rounding off numerical values (revised).
The number of significant places retained in the rounded off value should be the same as that
of the specified value in this standard.
1 SCOPE This standard covers the requirements for hot rolled low carbon steel sheets, plates and strips
intended for drawing and forming in automobile and general engineering purposes.
Doc: MTD 4(5366)
2
2 REFERENCES The following standards contain provisions, which through reference in this text, constitute
provisions of this standard. At the time of publication, the editions indicated were valid. All
standards are subject to revision and parties to agreements based on this standard are
encouraged to investigate the possibility of applying the most recent editions of the standards
indicated below:
IS No. Title
228 (In- various parts) Method for chemical analysis of steel
1599 : 1985 Method for bend test (second revision)
1608 : 2005 Metallic materials —Tensile testing at ambient temperature
(third revision)
1730 : 1989 Dimensions for steel plates, sheets, strips and flats for
general engineering purposes (second revision)
1956 Glossary of terms relating to iron and steel:
(Part 4) : 1975 Steel sheet and strip (first revision)
8910 : 1978 General technical delivery requirements for steel and steel
products
10175 (Part 1) : 1993 Mechanical testing of metals—Modified Erichson cupping
test sheet and strip: Part 1 Thickness up to 2 mm (first
revision)
IS/ISO 16160 : 2005 Continuously hot-rolled steel sheet products —
Dimensional and shape tolerances
1852:1985 Rolling and cutting tolerances for hot rolled steel products
(fourth revision)
3 TERMS AND DEFINITIONS
For the purpose of this standard, the definitions given in IS 1956 (part 4) shall apply.
4 SUPPLY OF MATERIAL 4.1 General requirements relating to the supply of hot rolled carbon steel sheets and strips
shall conform to IS 8910.
4.2 Hot rolled carbon steel sheets and strips shall be supplied either with mill edges or
flattened and sheared or trimmed/slit edges.
5 DESIGNATION AND GRADES There shall be 5 grades of hot rolled carbon steel sheet and strip designated as follows:
Table 1 Designation and Grades
S. No. Grade Old Designation and Grade
i) ISHR0 HR0 – Ordinary.
ii) ISHR1 HR1 - Commercial Quality intended for general fabrication
purposes where sheets or strips are used in the flat or for
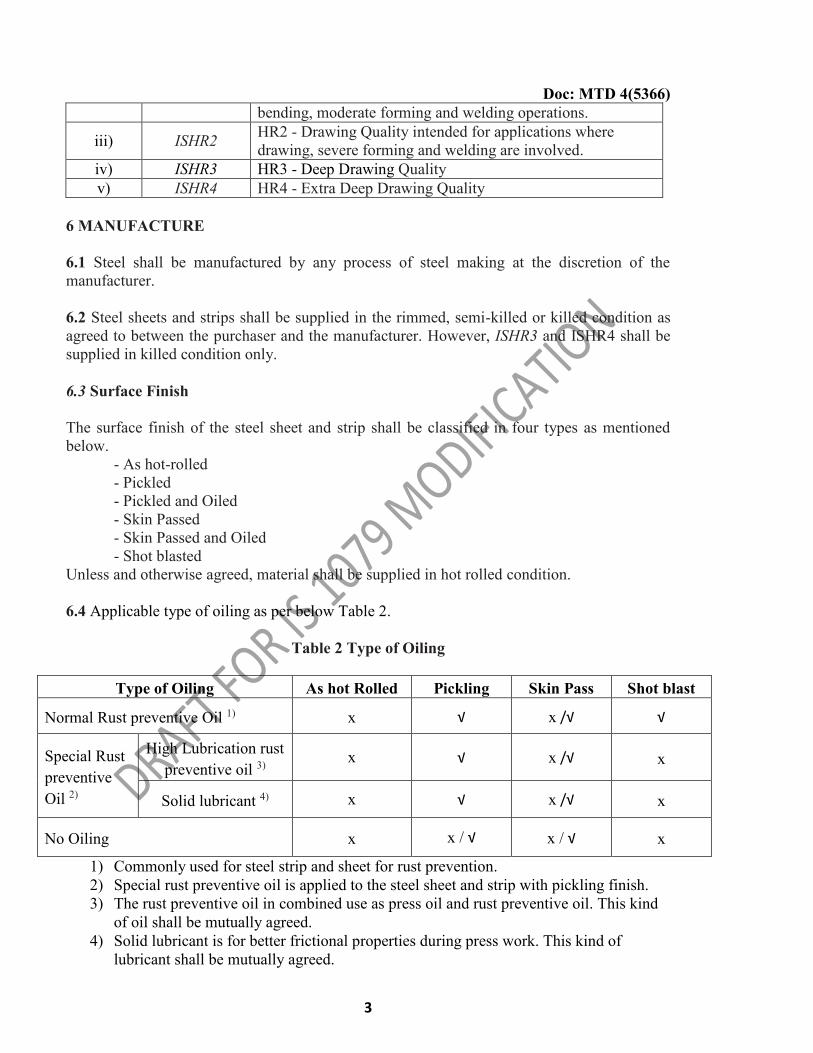
Doc: MTD 4(5366)
3
bending, moderate forming and welding operations.
iii) ISHR2 HR2 - Drawing Quality intended for applications where
drawing, severe forming and welding are involved.
iv) ISHR3 HR3 - Deep Drawing Quality
v) ISHR4 HR4 - Extra Deep Drawing Quality
6 MANUFACTURE
6.1 Steel shall be manufactured by any process of steel making at the discretion of the
manufacturer.
6.2 Steel sheets and strips shall be supplied in the rimmed, semi-killed or killed condition as
agreed to between the purchaser and the manufacturer. However, ISHR3 and ISHR4 shall be
supplied in killed condition only.
6.3 Surface Finish
The surface finish of the steel sheet and strip shall be classified in four types as mentioned
below.
- As hot-rolled
- Pickled
- Pickled and Oiled
- Skin Passed
- Skin Passed and Oiled
- Shot blasted
Unless and otherwise agreed, material shall be supplied in hot rolled condition.
6.4 Applicable type of oiling as per below Table 2.
Table 2 Type of Oiling
Type of Oiling As hot Rolled Pickling Skin Pass Shot blast
Normal Rust preventive Oil 1) x √ x /√ √
Special Rust
preventive
Oil 2)
High Lubrication rust
preventive oil 3) x √ x /√ x
Solid lubricant 4) x √ x /√ x
No Oiling x x / √ x / √ x
1) Commonly used for steel strip and sheet for rust prevention.
2) Special rust preventive oil is applied to the steel sheet and strip with pickling finish.
3) The rust preventive oil in combined use as press oil and rust preventive oil. This kind
of oil shall be mutually agreed.
4) Solid lubricant is for better frictional properties during press work. This kind of
lubricant shall be mutually agreed.

Doc: MTD 4(5366)
4
NOTES
1 Guarantee of rust prevention is depend on type of oil and quantity of oil. Purchaser should evaluate before confirming the oiling.
2 For No Oiling, there is risk of rusting of steel. Purchasers are advised to evaluate before confirming the order.
7 CHEMICAL COMPOSITIONS
7.1 Ladle Analysis
Ladle analysis of the material when carried out either by the method specified in the relevant
part of IS 228 or any other established instrumental/chemical method, shall be as given in
Table 3. In case of dispute, the procedure given in the relevant part of IS 228 shall be the
referee method.
7.2 Product Analysis
Permissible variations in case of product analysis from the limits specified in Table 3 shall be
as given in Table 4.
Table 3 Chemical Composition
(Clauses 7.1 and 7.2)
S.
No.
(1)
Quality Constituent, Percent, Max
Grade
(2)
Designation
(3)
Old
Designation
(4)
C
(5)
Mn
(6)
P
(7)
S
(8)
Micro-Alloy
(9)
i) ISHR0 Ordinary HR0 0.25 2.00 0.080 0.050 -
ii) ISHR1 Commercial HR1 0.15 0.60 0.050 0.035 -
iii) ISHR2 Drawing HR2 0.10 0.45 0.040 0.035 -
iv) ISHR3 Deep Drawing HR3 0.08 0.40 0.035 0.030 -
v) ISHR4 Extra Deep
Drawing HR4 0.08 0.35 0.030 0.030 -
NOTES
1. Steels of these grades can be supplied with the addition of micro-alloying elements like Boron, Titanium, Niobium and Vanadium. The micro
alloying elements shall not exceed 0.008 percent in case of Boron and 0.2 percent in case of other elements.
2. The nitrogen content of the steel shall not be more than 0.007 percent. For aluminium killed or aluminium silicon killed the nitrogen content shall not exceed 0.012 percent. This has to be ensured by the manufacturer by occasional check analysis.
3. When the steel is Aluminium killed, the total Aluminium content shall not be less than 0.02 percent. Aluminium less than 0.02 percent can be
mutually agreed between the purchaser and supplier. When the steel is silicon killed, the silicon content shall not be less than 0.10 percent. When the
steel is Aluminium silicon killed, the silicon content shall not be less than 0.03 percent and total Aluminium content shall not be less than 0.01
percent.
4. When copper bearing steel is required the copper content shall be between 0.20 and 0.35 percent. In case of product analysis, the copper content shall be between 0.17 and 0.38 percent.
5. Restricted chemical composition may be mutually agreed to between the purchaser and the supplier.
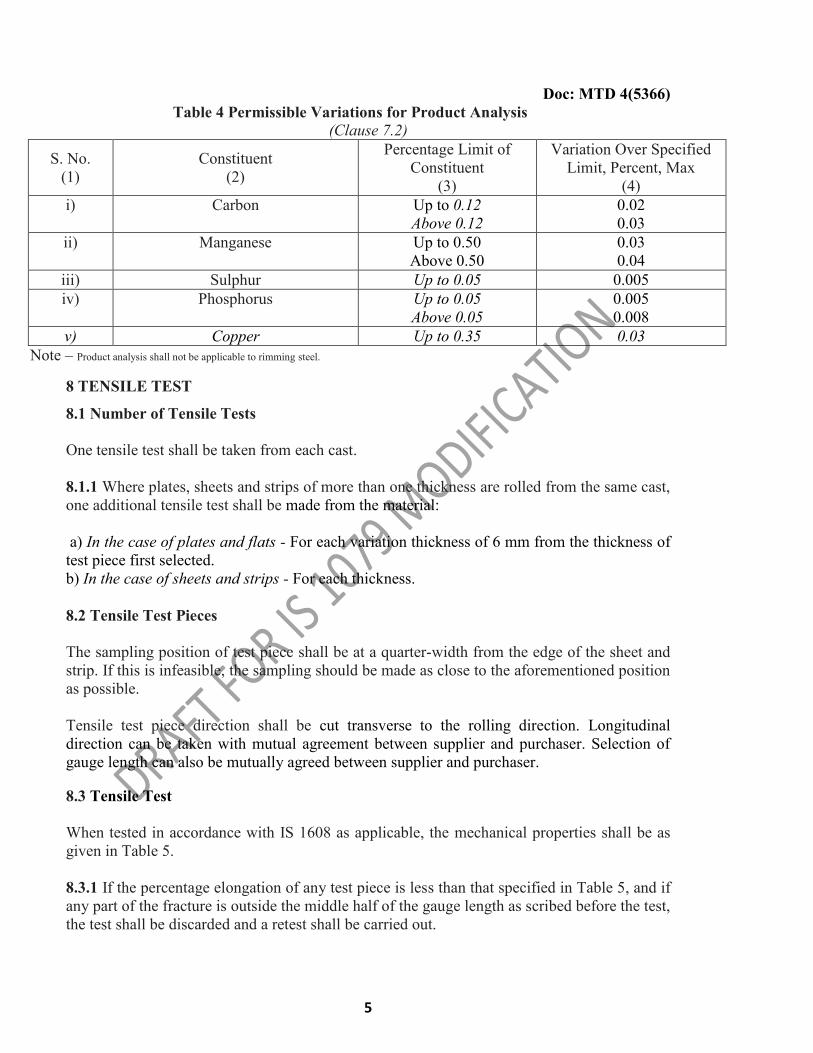
Doc: MTD 4(5366)
5
Table 4 Permissible Variations for Product Analysis
(Clause 7.2)
S. No.
(1)
Constituent
(2)
Percentage Limit of
Constituent
(3)
Variation Over Specified
Limit, Percent, Max
(4)
i) Carbon Up to 0.12
Above 0.12
0.02
0.03
ii) Manganese Up to 0.50
Above 0.50
0.03
0.04
iii) Sulphur Up to 0.05 0.005
iv) Phosphorus Up to 0.05
Above 0.05
0.005
0.008
v) Copper Up to 0.35 0.03
Note – Product analysis shall not be applicable to rimming steel.
8 TENSILE TEST
8.1 Number of Tensile Tests
One tensile test shall be taken from each cast.
8.1.1 Where plates, sheets and strips of more than one thickness are rolled from the same cast,
one additional tensile test shall be made from the material:
a) In the case of plates and flats - For each variation thickness of 6 mm from the thickness of
test piece first selected.
b) In the case of sheets and strips - For each thickness.
8.2 Tensile Test Pieces
The sampling position of test piece shall be at a quarter-width from the edge of the sheet and
strip. If this is infeasible, the sampling should be made as close to the aforementioned position
as possible.
Tensile test piece direction shall be cut transverse to the rolling direction. Longitudinal
direction can be taken with mutual agreement between supplier and purchaser. Selection of
gauge length can also be mutually agreed between supplier and purchaser.
8.3 Tensile Test
When tested in accordance with IS 1608 as applicable, the mechanical properties shall be as
given in Table 5.
8.3.1 If the percentage elongation of any test piece is less than that specified in Table 5, and if
any part of the fracture is outside the middle half of the gauge length as scribed before the test,
the test shall be discarded and a retest shall be carried out.
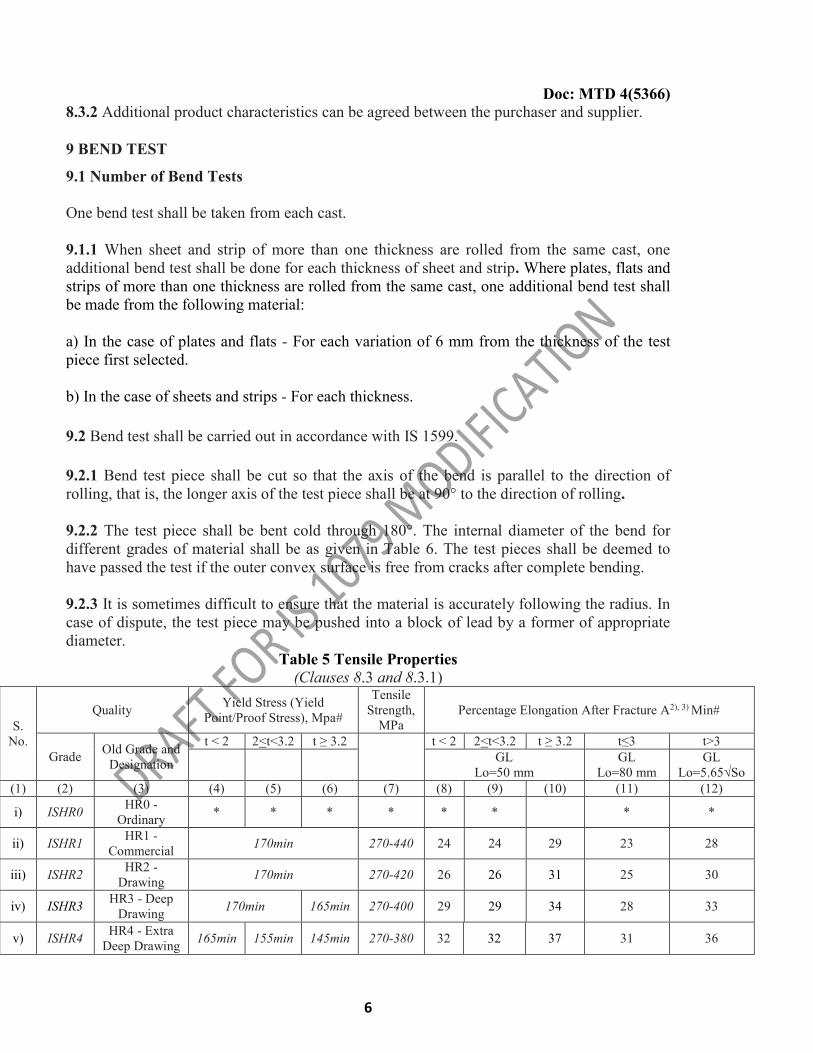
Doc: MTD 4(5366)
6
8.3.2 Additional product characteristics can be agreed between the purchaser and supplier.
9 BEND TEST
9.1 Number of Bend Tests
One bend test shall be taken from each cast.
9.1.1 When sheet and strip of more than one thickness are rolled from the same cast, one
additional bend test shall be done for each thickness of sheet and strip. Where plates, flats and
strips of more than one thickness are rolled from the same cast, one additional bend test shall
be made from the following material:
a) In the case of plates and flats - For each variation of 6 mm from the thickness of the test
piece first selected.
b) In the case of sheets and strips - For each thickness.
9.2 Bend test shall be carried out in accordance with IS 1599.
9.2.1 Bend test piece shall be cut so that the axis of the bend is parallel to the direction of
rolling, that is, the longer axis of the test piece shall be at 90° to the direction of rolling.
9.2.2 The test piece shall be bent cold through 180°. The internal diameter of the bend for
different grades of material shall be as given in Table 6. The test pieces shall be deemed to
have passed the test if the outer convex surface is free from cracks after complete bending.
9.2.3 It is sometimes difficult to ensure that the material is accurately following the radius. In
case of dispute, the test piece may be pushed into a block of lead by a former of appropriate
diameter.
Table 5 Tensile Properties
(Clauses 8.3 and 8.3.1)
S.
No.
Quality Yield Stress (Yield
Point/Proof Stress), Mpa#
Tensile
Strength,
MPa
Percentage Elongation After Fracture A2), 3) Min#
Grade Old Grade and
Designation
t < 2 2<t<3.2 t ≥ 3.2
t < 2 2<t<3.2 t ≥ 3.2 t≤3 t>3
GL
Lo=50 mm
GL
Lo=80 mm
GL
Lo=5.65√So
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12)
i) ISHR0 HR0 -
Ordinary * * * * * * * *
ii) ISHR1 HR1 -
Commercial 170min 270-440 24 24 29 23 28
iii) ISHR2 HR2 -
Drawing 170min 270-420 26 26 31 25 30
iv) ISHR3 HR3 - Deep
Drawing 170min 165min 270-400 29 29 34 28 33
v) ISHR4 HR4 - Extra
Deep Drawing 165min 155min 145min 270-380 32 32 37 31 36
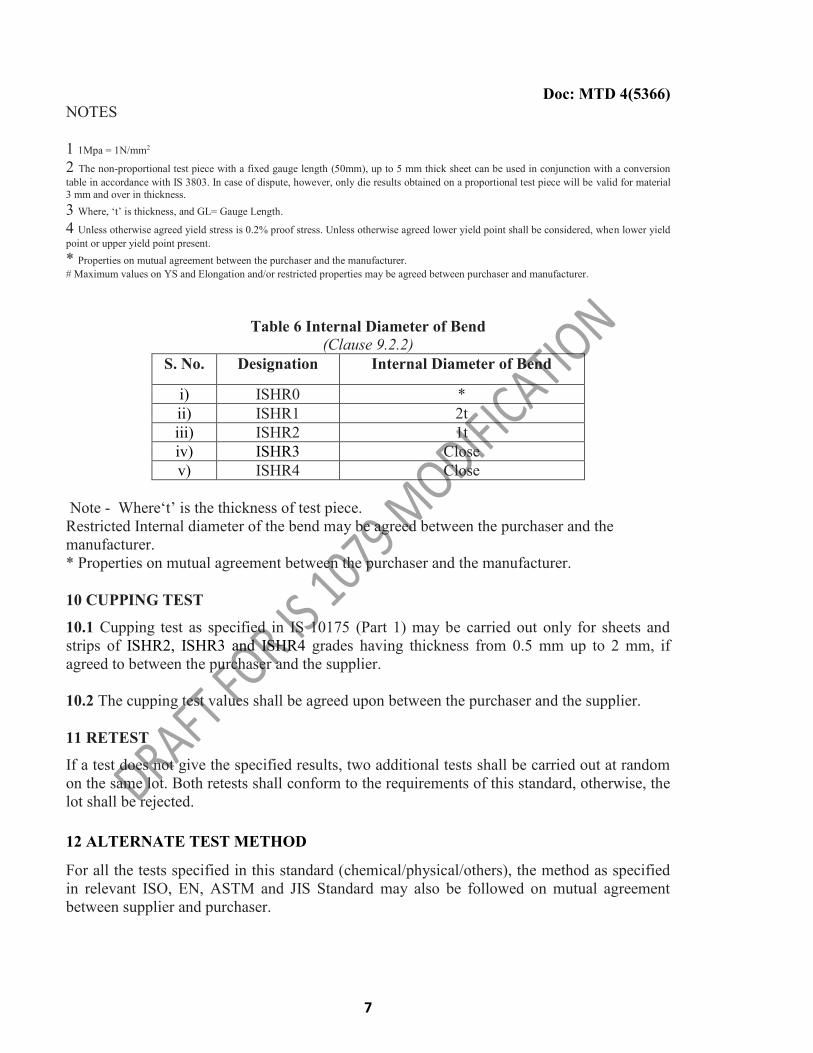
Doc: MTD 4(5366)
7
NOTES
1 1Mpa = 1N/mm2
2 The non-proportional test piece with a fixed gauge length (50mm), up to 5 mm thick sheet can be used in conjunction with a conversion
table in accordance with IS 3803. In case of dispute, however, only die results obtained on a proportional test piece will be valid for material
3 mm and over in thickness.
3 Where, ‘t’ is thickness, and GL= Gauge Length.
4 Unless otherwise agreed yield stress is 0.2% proof stress. Unless otherwise agreed lower yield point shall be considered, when lower yield
point or upper yield point present.
* Properties on mutual agreement between the purchaser and the manufacturer.
# Maximum values on YS and Elongation and/or restricted properties may be agreed between purchaser and manufacturer.
Table 6 Internal Diameter of Bend
(Clause 9.2.2)
S. No. Designation Internal Diameter of Bend
i) ISHR0 *
ii) ISHR1 2t
iii) ISHR2 1t
iv) ISHR3 Close
v) ISHR4 Close
Note - Where‘t’ is the thickness of test piece.
Restricted Internal diameter of the bend may be agreed between the purchaser and the
manufacturer.
* Properties on mutual agreement between the purchaser and the manufacturer.
10 CUPPING TEST
10.1 Cupping test as specified in IS 10175 (Part 1) may be carried out only for sheets and
strips of ISHR2, ISHR3 and ISHR4 grades having thickness from 0.5 mm up to 2 mm, if
agreed to between the purchaser and the supplier.
10.2 The cupping test values shall be agreed upon between the purchaser and the supplier.
11 RETEST
If a test does not give the specified results, two additional tests shall be carried out at random
on the same lot. Both retests shall conform to the requirements of this standard, otherwise, the
lot shall be rejected.
12 ALTERNATE TEST METHOD
For all the tests specified in this standard (chemical/physical/others), the method as specified
in relevant ISO, EN, ASTM and JIS Standard may also be followed on mutual agreement
between supplier and purchaser.
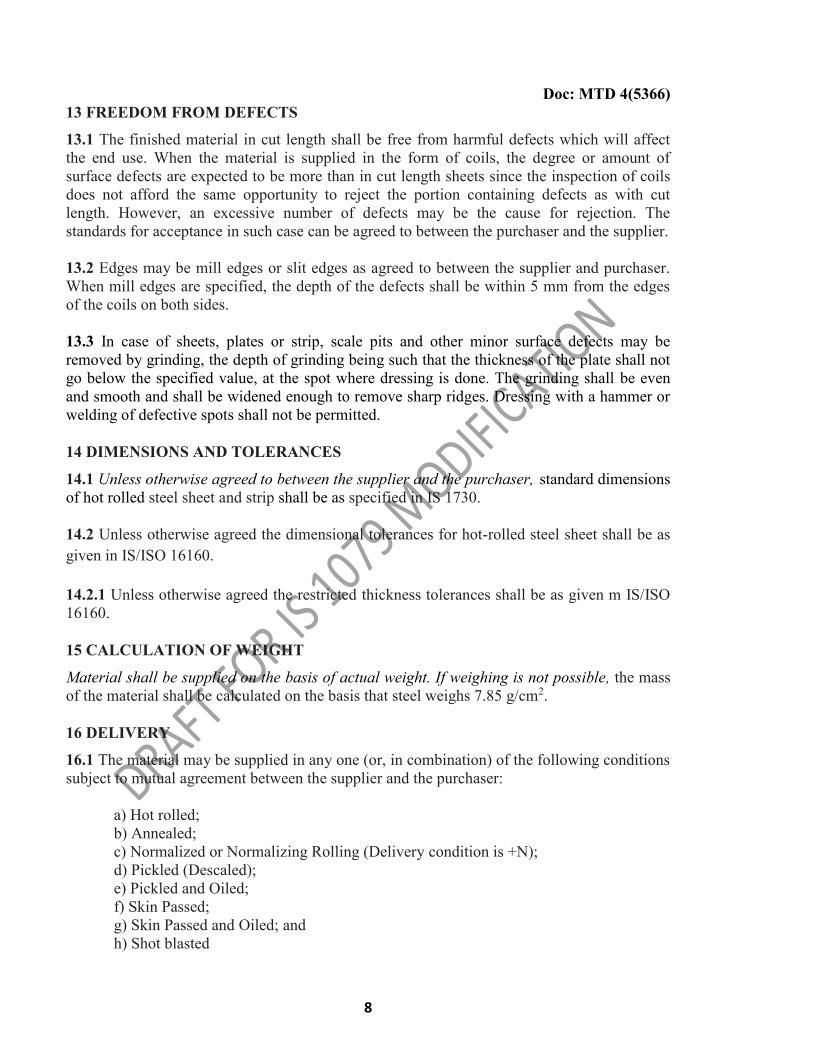
Doc: MTD 4(5366)
8
13 FREEDOM FROM DEFECTS
13.1 The finished material in cut length shall be free from harmful defects which will affect
the end use. When the material is supplied in the form of coils, the degree or amount of
surface defects are expected to be more than in cut length sheets since the inspection of coils
does not afford the same opportunity to reject the portion containing defects as with cut
length. However, an excessive number of defects may be the cause for rejection. The
standards for acceptance in such case can be agreed to between the purchaser and the supplier.
13.2 Edges may be mill edges or slit edges as agreed to between the supplier and purchaser.
When mill edges are specified, the depth of the defects shall be within 5 mm from the edges
of the coils on both sides.
13.3 In case of sheets, plates or strip, scale pits and other minor surface defects may be
removed by grinding, the depth of grinding being such that the thickness of the plate shall not
go below the specified value, at the spot where dressing is done. The grinding shall be even
and smooth and shall be widened enough to remove sharp ridges. Dressing with a hammer or
welding of defective spots shall not be permitted.
14 DIMENSIONS AND TOLERANCES
14.1 Unless otherwise agreed to between the supplier and the purchaser, standard dimensions
of hot rolled steel sheet and strip shall be as specified in IS 1730.
14.2 Unless otherwise agreed the dimensional tolerances for hot-rolled steel sheet shall be as
given in IS/ISO 16160.
14.2.1 Unless otherwise agreed the restricted thickness tolerances shall be as given m IS/ISO
16160.
15 CALCULATION OF WEIGHT
Material shall be supplied on the basis of actual weight. If weighing is not possible, the mass
of the material shall be calculated on the basis that steel weighs 7.85 g/cm2.
16 DELIVERY
16.1 The material may be supplied in any one (or, in combination) of the following conditions
subject to mutual agreement between the supplier and the purchaser:
a) Hot rolled;
b) Annealed;
c) Normalized or Normalizing Rolling (Delivery condition is +N);
d) Pickled (Descaled);
e) Pickled and Oiled;
f) Skin Passed;
g) Skin Passed and Oiled; and
h) Shot blasted
Doc: MTD 4(5366)
9
16.2 Subject to prior agreement between the manufacturer and the purchaser, a suitable
protective treatment may be given to the material.
17 MARKING AND PACKING
17.1 Sheets shall be supplied in bundles, and strips either in bundles or coils. Each bundle
shall carry a metal tag or adhesive label/sticker bearing the cast number and the
manufacturer’s name or trade mark. Alternatively, top sheet or strips in each bundle shall be
legibly marked with the cast number, name of the manufacturer or trade mark.
17.2 Unless otherwise agreed the packing shall be adequate to ship the material safely and in
good condition.
17.3 BIS Certification Marking
The material may also be marked with the Standard Mark.
17.3.1 The use of the Standard Mark is governed by the provisions of the Bureau of Indian
Standards Act, 1986 and the Rules and Regulations made there under. The details of
conditions under which the license for the use of Standard Mark may be granted to
manufacturers or producers may be obtained from the Bureau of Indian Standards.
18 ORDERING INFORMATION
While placing an order, the following are the minimum information to be specified by the
purchaser:
a) Grade;
b) Size;
c) Mass of the material;
d) Total order quantity;
e) Marking instructions other than specified, if any;
f) Restricted chemistry and or properties, if used for special purpose;
g) Dimensional tolerances, if any special agreement to be made; and
h) Supply condition (Edge condition, Surface finish, and delivery conditions, etc).
Doc: MTD 4(5367)
1
For Comments Only
BUREAU OF INDIAN STANDARDS
Indian Standard
HOT-ROLLED CARBON STEEL STRIP FOR COLD ROLLING PURPOSES — SPECIFICATION
(Revision of IS 11513 ) ICS 77.140.50
Not to be reproduced without the permission of Last date for receipt of
BIS or used as STANDARD comments is 11/9/2016 FOREWORD
This standard was first published in 1985 and subsequently revised in 2011. While reviewing this
standard, in the light of experience gained during these years, the Committee decided to revise it to
bring in line with that present practices being followed by the Indian industry.
In this revision the following changes have been made:
a) Chemical composition have been modified;
b) New grade designation system has been adopted; simultaneously old designations have also been
given in Annex 1;
c) Clauses 1, 4, 6.1 and 6.2 have been modified;
d) New Designations have been aligned with IS 513 : 2016 ‘Cold reduced low carbon steel sheets and
strips of part 1 & part 2’, as these are intended for cold rolling purposes;
e) New steel types like Interstitial Free-High Strength steel, Bake Hardening steel, Re-Phosphorized steel,
Dual Phase steel, TRIP steel, Complex Phase steel, Martensitic steel, and Hot Forming steel have been
added.
For all the tests specified in this standard (chemical/physical/others), the method as specified in
relevant ISO, ASTM, EN and JIS Standard may also be followed as an alternate method.
While revising the standard assistance has been derived from DIN EN 10130 ‘Cold rolled low carbon steel flat products for cold forming - Technical delivery conditions’, DIN EN 10268:2013 ‘Cold rolled steel flat products with high yield strength for cold forming’, JFS A 2001: 2014 ‘Cold-rolled steel
sheet and strip for automobile use’, JIS G 3135:2006 ‘Cold reduced high strength steel sheet and strip with improved formability for automobile structural uses’.
It is intended to cover medium and high carbon steel strip under a separate standard. The composition
of the Committee responsible for the formulation of this standard is given in Annex A.
For the purpose of deciding whether a particular requirement of this standard is complied with, the
final value, observed or calculated, expressing the result of a test or analysis, shall be rounded off in
accordance with IS 2 : 1960 ‘Rules for rounding off numerical values (revised)’. The number of significant places retained in the rounded off value should be the same as that of the specified value in
this standard.
Doc: MTD 4(5367)
2
1 SCOPE This standard covers the requirements for hot-rolled carbon steel strips having carbon content up to a
maximum of 0.35 percent and intended for cold rolling.
This standard does not cover Hot Rolled Coils, intended for manufacture of grades as defined in Table 1 of
IS 648 or any CRNO products. 2 REFERENCES The following standards contain provisions which through reference in this text, constitute provisions
of this standard. At the time of publication, the editions indicated were valid. All standards are subject
to revision and parties to agreements based on this standard are encouraged to investigate the
possibility of applying the most recent editions of the standards indicated below:
IS No. Title
228 (in various parts) Method for chemical analysis of steel
1599 : 1985 Method for bend test (second revision)
1608 : 2005 Metallic materials – Tensile testing at ambient temperature
(third revision)
1730 : 1989 Dimensions for steel plates, sheets and strips and flats for
general engineering purposes (second revision)
8910 : 2010 General technical delivery requirements for steel and steel products
1956 (Part 4) : 1975 Glossary of terms related to iron and steel: Part 4 Steel
sheet and strip (first revision)
10175 (Part 1) : 1993 Mechanical testing of metals – Modified Erichsen cupping
test – Sheet and strip: Part 1 Thickness up to 2 mm (first revision)
IS/ISO 16160 :2005 Continuously hot-rolled steel sheet products – Dimensional and
shape tolerances
3 SUPPLY OF MATERIAL 3.1 General requirements relating to the supply of hot-rolled carbon steel sheets and strips shall
conform to IS 8910. 3.2 Hot-rolled carbon steel strip shall be supplied in coil form either with mill edges or sheared (slit)
edges as agreed to between the manufacturer and the purchaser. 3.3 The material shall be supplied on the chemical composition basis as given in Table 1. NOTE — The hardness values of the material may be provided, if agreed to between the manufacturer and the purchaser.
Doc: MTD 4(5367)
3
4 DESIGNATIONS There shall be sixteen designations of hot-rolled carbon steel strip as follows:
S. No. New Designation & Name
Grade Designation
i) ISHCR0 Hard quality
ii) ISHCR1 Commercial quality
iii) ISHCR2 Drawing quality
iv) ISHCR3 Deep drawing quality
v) ISHCR4 Extra deep drawing aluminium
killed (non aging)
vi) ISHCR5 Extra deep drawing (stabilized
interstitial free)
vii) ISHCR6 High Strength Low Alloy steel
viii) ISHCR7 C-Mn steel and High Strength
steel
ix) ISHCR8 Interstitial Free-High Strength
steel
x) ISHCR9 Bake hardening steel
xi) ISHCR10 Re-Phosphorized steel
xii) ISHCR11 Dual Phase steel
xiii) ISHCR12 Trip steel
xiv) ISHCR13 Complex phase steel
xv) ISHCR14 Martensitic steel
xvi) ISHCR15 Hot Forming steel
Note − Grades are defined based on the usage.
5 MANUFACTURE 5.1 Strip shall be made from steel manufactured by the open hearth, electric, duplex, basic oxygen or a
combination of these processes. In case any other process is employed by the manufacturer, prior
approval of the purchaser should be obtained. 5.1.1 ISHCR0 grade sheets and strips may be supplied rimmed, semi-killed, killed or as agreed to
between the purchaser and the manufacturer. However, other grades shall be supplied only in fully
killed condition. 5.1.2 Steels which are fully aluminium killed shall be capable of withstanding stabilization or ageing
test when cold rolled annealed and skin passed.
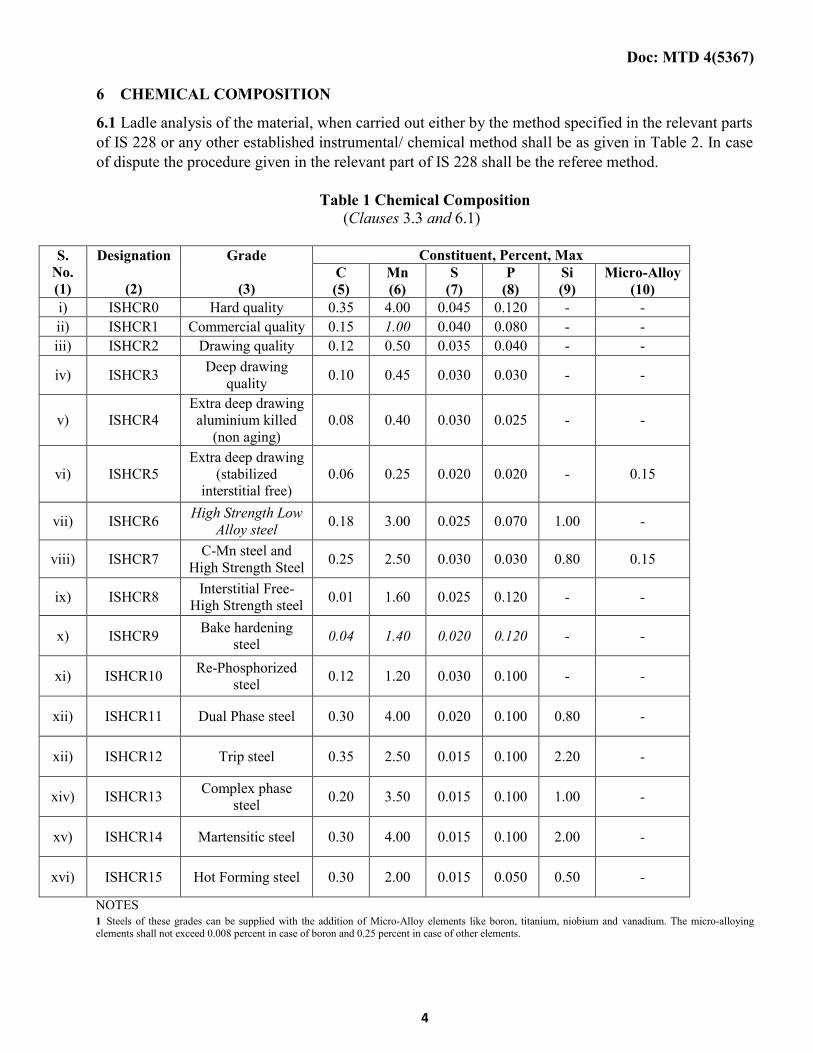
Doc: MTD 4(5367)
4
6 CHEMICAL COMPOSITION 6.1 Ladle analysis of the material, when carried out either by the method specified in the relevant parts
of IS 228 or any other established instrumental/ chemical method shall be as given in Table 2. In case
of dispute the procedure given in the relevant part of IS 228 shall be the referee method.
Table 1 Chemical Composition (Clauses 3.3 and 6.1)
S.
No.
(1)
Designation
(2)
Grade
(3)
Constituent, Percent, Max
C
(5)
Mn
(6)
S
(7)
P
(8)
Si
(9)
Micro-Alloy
(10)
i) ISHCR0 Hard quality 0.35 4.00 0.045 0.120 - -
ii) ISHCR1 Commercial quality 0.15 1.00 0.040 0.080 - -
iii) ISHCR2 Drawing quality 0.12 0.50 0.035 0.040 - -
iv) ISHCR3 Deep drawing
quality 0.10 0.45 0.030 0.030 - -
v) ISHCR4
Extra deep drawing
aluminium killed
(non aging)
0.08 0.40 0.030 0.025 - -
vi) ISHCR5
Extra deep drawing
(stabilized
interstitial free)
0.06 0.25 0.020 0.020 - 0.15
vii) ISHCR6 High Strength Low
Alloy steel 0.18 3.00 0.025 0.070 1.00 -
viii) ISHCR7 C-Mn steel and
High Strength Steel 0.25 2.50 0.030 0.030 0.80 0.15
ix) ISHCR8 Interstitial Free-
High Strength steel 0.01 1.60 0.025 0.120 - -
x) ISHCR9 Bake hardening
steel 0.04 1.40 0.020 0.120 - -
xi) ISHCR10 Re-Phosphorized
steel 0.12 1.20 0.030 0.100 - -
xii) ISHCR11 Dual Phase steel 0.30 4.00 0.020 0.100 0.80 -
xii) ISHCR12 Trip steel 0.35 2.50 0.015 0.100 2.20 -
xiv) ISHCR13 Complex phase
steel 0.20 3.50 0.015 0.100 1.00 -
xv) ISHCR14 Martensitic steel 0.30 4.00 0.015 0.100 2.00 -
xvi) ISHCR15 Hot Forming steel 0.30 2.00 0.015 0.050 0.50 -
NOTES
1 Steels of these grades can be supplied with the addition of Micro-Alloy elements like boron, titanium, niobium and vanadium. The micro-alloying
elements shall not exceed 0.008 percent in case of boron and 0.25 percent in case of other elements.
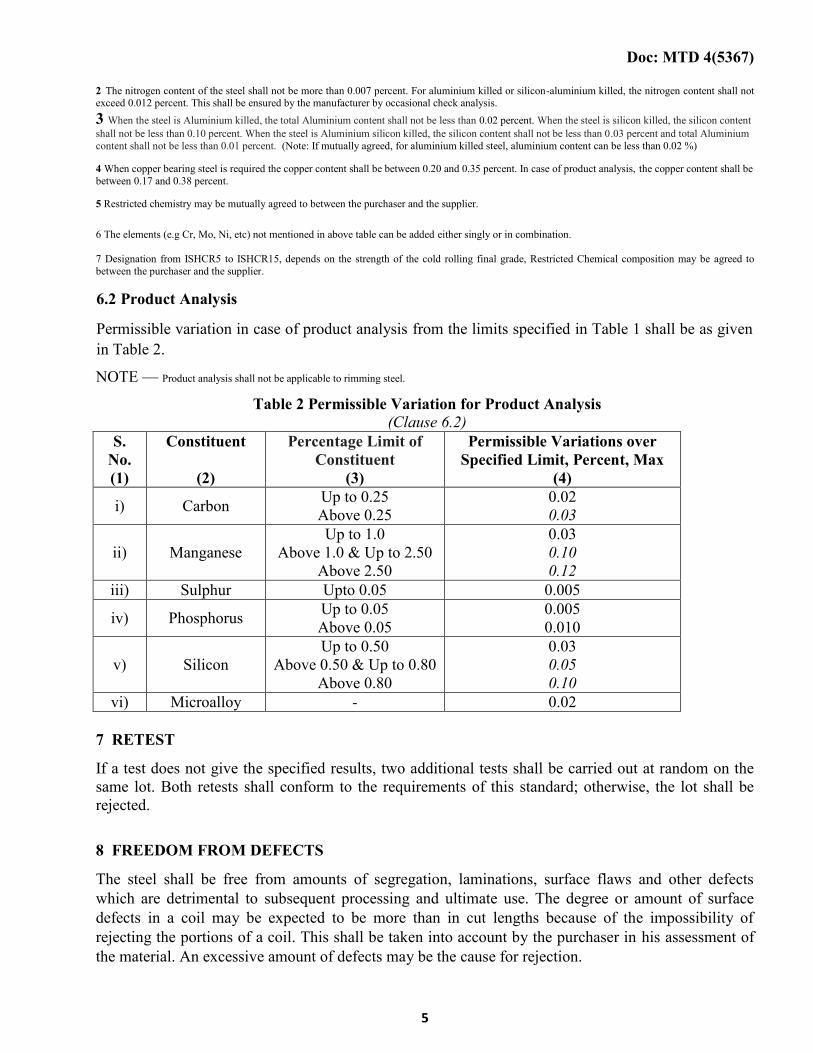
Doc: MTD 4(5367)
5
2 The nitrogen content of the steel shall not be more than 0.007 percent. For aluminium killed or silicon-aluminium killed, the nitrogen content shall not
exceed 0.012 percent. This shall be ensured by the manufacturer by occasional check analysis.
3 When the steel is Aluminium killed, the total Aluminium content shall not be less than 0.02 percent. When the steel is silicon killed, the silicon content
shall not be less than 0.10 percent. When the steel is Aluminium silicon killed, the silicon content shall not be less than 0.03 percent and total Aluminium
content shall not be less than 0.01 percent. (Note: If mutually agreed, for aluminium killed steel, aluminium content can be less than 0.02 %)
4 When copper bearing steel is required the copper content shall be between 0.20 and 0.35 percent. In case of product analysis, the copper content shall be
between 0.17 and 0.38 percent.
5 Restricted chemistry may be mutually agreed to between the purchaser and the supplier.
6 The elements (e.g Cr, Mo, Ni, etc) not mentioned in above table can be added either singly or in combination.
7 Designation from ISHCR5 to ISHCR15, depends on the strength of the cold rolling final grade, Restricted Chemical composition may be agreed to
between the purchaser and the supplier.
6.2 Product Analysis Permissible variation in case of product analysis from the limits specified in Table 1 shall be as given
in Table 2. NOTE — Product analysis shall not be applicable to rimming steel.
Table 2 Permissible Variation for Product Analysis
(Clause 6.2)
S.
No.
(1)
Constituent
(2)
Percentage Limit of
Constituent
(3)
Permissible Variations over
Specified Limit, Percent, Max
(4)
i) Carbon Up to 0.25
Above 0.25
0.02
0.03
ii) Manganese
Up to 1.0
Above 1.0 & Up to 2.50
Above 2.50
0.03
0.10
0.12
iii) Sulphur Upto 0.05 0.005
iv) Phosphorus Up to 0.05
Above 0.05
0.005
0.010
v) Silicon
Up to 0.50
Above 0.50 & Up to 0.80
Above 0.80
0.03
0.05
0.10
vi) Microalloy - 0.02
7 RETEST If a test does not give the specified results, two additional tests shall be carried out at random on the
same lot. Both retests shall conform to the requirements of this standard; otherwise, the lot shall be
rejected.
8 FREEDOM FROM DEFECTS The steel shall be free from amounts of segregation, laminations, surface flaws and other defects
which are detrimental to subsequent processing and ultimate use. The degree or amount of surface
defects in a coil may be expected to be more than in cut lengths because of the impossibility of
rejecting the portions of a coil. This shall be taken into account by the purchaser in his assessment of
the material. An excessive amount of defects may be the cause for rejection.
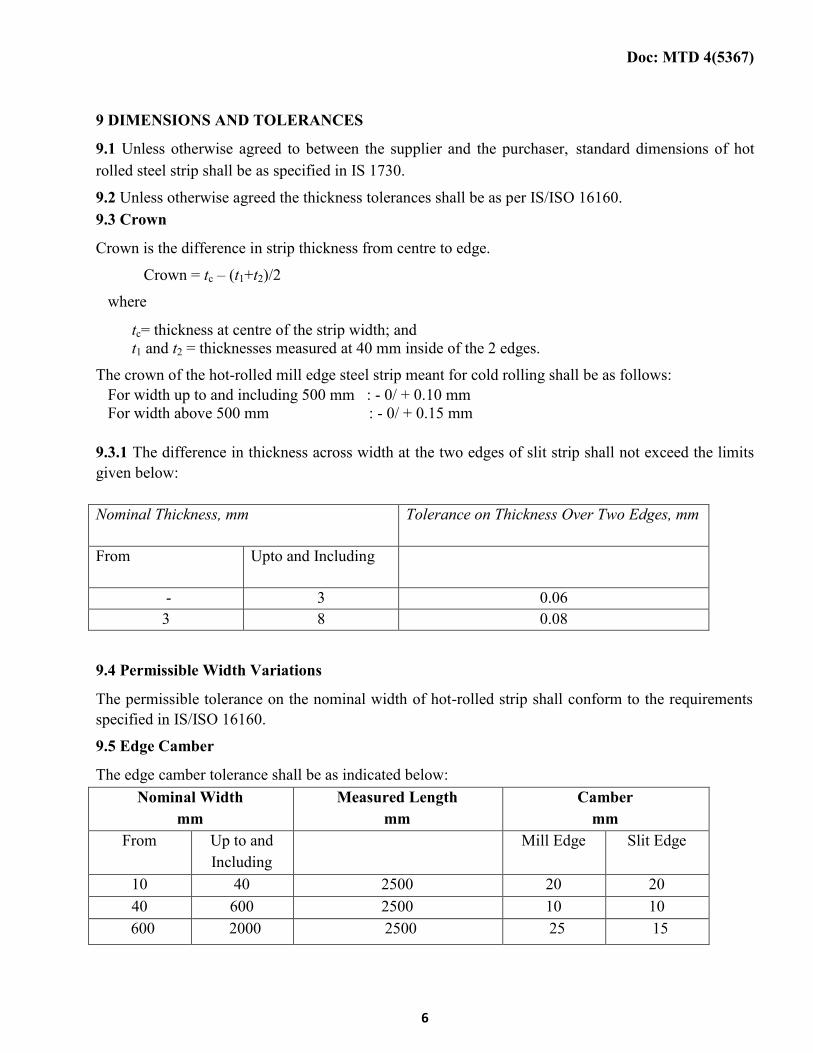
Doc: MTD 4(5367)
6
9 DIMENSIONS AND TOLERANCES 9.1 Unless otherwise agreed to between the supplier and the purchaser, standard dimensions of hot
rolled steel strip shall be as specified in IS 1730. 9.2 Unless otherwise agreed the thickness tolerances shall be as per IS/ISO 16160.
9.3 Crown Crown is the difference in strip thickness from centre to edge.
Crown = tc – (t1+t2)/2
where
tc= thickness at centre of the strip width; and
t1 and t2 = thicknesses measured at 40 mm inside of the 2 edges. The crown of the hot-rolled mill edge steel strip meant for cold rolling shall be as follows:
For width up to and including 500 mm : - 0/ + 0.10 mm
For width above 500 mm : - 0/ + 0.15 mm
9.3.1 The difference in thickness across width at the two edges of slit strip shall not exceed the limits
given below:
Nominal Thickness, mm Tolerance on Thickness Over Two Edges, mm
From Upto and Including
- 3 0.06
3 8 0.08 9.4 Permissible Width Variations The permissible tolerance on the nominal width of hot-rolled strip shall conform to the requirements
specified in IS/ISO 16160. 9.5 Edge Camber The edge camber tolerance shall be as indicated below:
Nominal Width
mm
Measured Length
mm
Camber
mm
From Up to and
Including
Mill Edge Slit Edge
10 40 2500 20 20
40 600 2500 10 10
600 2000 2500 25 15
Doc: MTD 4(5367)
7
9.6 Any special tolerances to suit specific requirements shall be mutually agreed to between the
manufacturer and the customer.
10 CALCULATION OF WEIGHT Material shall be supplied on the basis of actual weight. If weighing is not possible, the mass of the
material shall be calculated on the basis that steel weighs 7.85 g/cm2.
11 DELIVERY 11.1 The material shall be supplied in coil form in hot-rolled condition. The mass of the coil shall be as
agreed to between the contracting parties. 11.2 The material shall be firmly strapped to prevent damage during transit.
12 MARKING 12.1 Each pack shall carry a metal tag/label bearing the cast number and the manufacturer’s name or trade-mark or shall be legibly marked at top.
12.2 BIS Certification Marking The material may also be marked with the Standard Mark. 12.2.1 The use of the Standard Mark is governed by the provisions of the Bureau of Indian Standards
Act, 1986 and the Rules and Regulations made there under. The details of conditions under which the
license for the use of the Standard Mark may be granted to manufacturers or producers may be
obtained from the Bureau of Indian Standards.
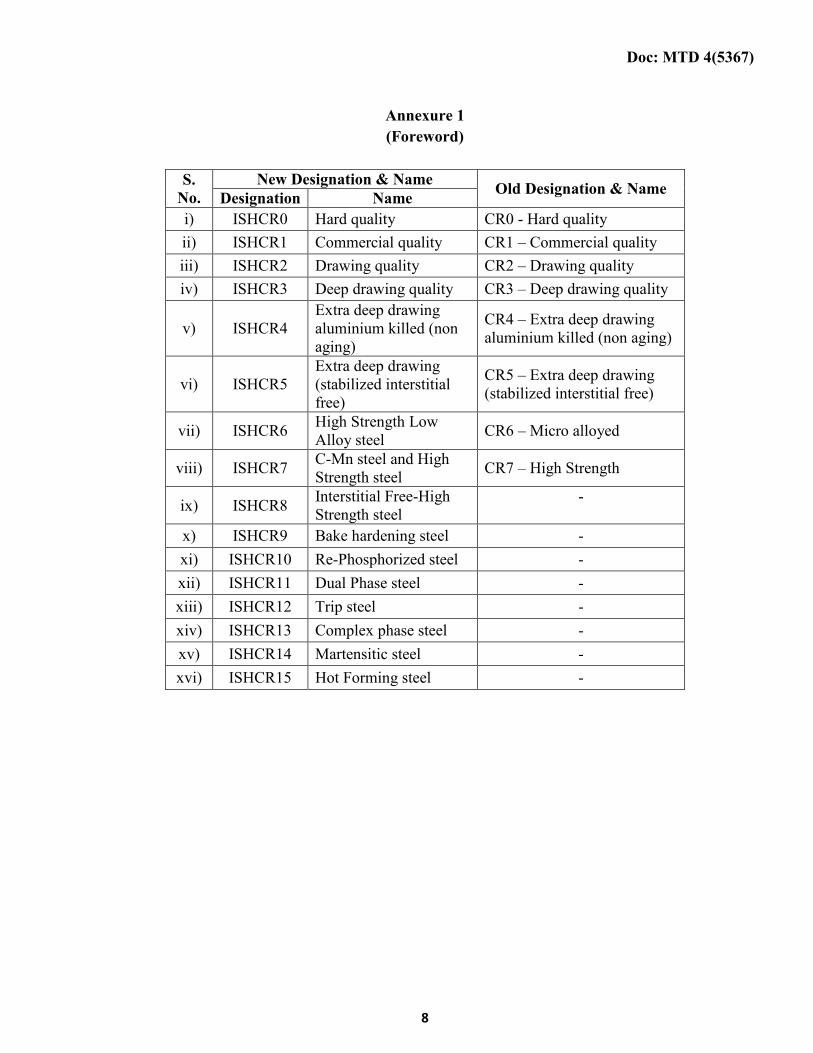
Doc: MTD 4(5367)
8
Annexure 1
(Foreword)
S.
No.
New Designation & Name Old Designation & Name
Designation Name
i) ISHCR0 Hard quality CR0 - Hard quality
ii) ISHCR1 Commercial quality CR1 – Commercial quality
iii) ISHCR2 Drawing quality CR2 – Drawing quality
iv) ISHCR3 Deep drawing quality CR3 – Deep drawing quality
v) ISHCR4
Extra deep drawing
aluminium killed (non
aging)
CR4 – Extra deep drawing
aluminium killed (non aging)
vi) ISHCR5
Extra deep drawing
(stabilized interstitial
free)
CR5 – Extra deep drawing
(stabilized interstitial free)
vii) ISHCR6 High Strength Low
Alloy steel CR6 – Micro alloyed
viii) ISHCR7 C-Mn steel and High
Strength steel CR7 – High Strength
ix) ISHCR8 Interstitial Free-High
Strength steel
-
x) ISHCR9 Bake hardening steel -
xi) ISHCR10 Re-Phosphorized steel -
xii) ISHCR11 Dual Phase steel -
xiii) ISHCR12 Trip steel -
xiv) ISHCR13 Complex phase steel -
xv) ISHCR14 Martensitic steel -
xvi) ISHCR15 Hot Forming steel -