187907290 tekstilde kaplama pdf
TRANSCRIPT

1
Tekstilde Kaplama

2
KAPLAMA KUMAŞ NEDİR?
Dokuma, dokusuz yüzey ve örme yüzeyden oluşmuş bir taban kumaşın bir yüzünü veya her iki yüzünü kimyasal bir madde ile kaplamak (sürme, püskürtme, aktarma vb.) suretiyle oluşturulan kumaştır.Bu kumaşlarda; bir yüzde kaplama fonksiyonuna uygun özellikte olması gereken tekstil materyali bulunur. Bu kumaş, kaplama için bir taşıyıcı zemin görevini ana görev olarak üstlendiğinden, diğer kumaşlara nazaran daha az önem taşır.Kaplama kumaşın niteliği, tekstil lifi veya kumaş yapısı bazındaki özelliklere değil, kaplama maddesi tarafından kumaşa kazandırılan özelliklerin istenilen düzeyde olmasına bağlıdır.Ancak bazı örnekler buna istisna oluşturur. Örneğin: bazı yağmurluklar gibi arkası kaplanmış kumaşın, boyanmış-basılmış ve görünen yüzü tekstil materyali ise tekstil lifinin ve kumaş konstrüksiyonunun önemi daha fazladır.

3
Kaplanacak tekstil malzemelerinin üzerine (kağıt kumaşlar ve tuftingler) sıvı veya plastik maddeler sürülür. Sürülen bu tabaka, fiziksel veya kimyasal metotlarla sabitleştirilir. Bu kaplama sonucunda, yeni özelliklere sahip bir malzeme oluşur.
Bu özellikler:Her iki komponentin (taşıyıcı tabaka ve sentetik madde tabakası)cinsine ve miktarına BağlantısınaKullanılan kaplama metoduna bağlıdır.
Taşıyıcı (zemin) tabakası üzerinde bulunan sentetik kaplama maddesi (polivinilklorür = PVC, poliüretan = PU, vb.); sıvı, macun, eriyik, toz veya granül şeklinde kullanılabilir.

4
Kaplama ve laminasyon tekstiller, tipik dokuma, örme ve dokusuz yüzey yapısındaki kumaşların sentetik ve doğal polimer maddelerin esnek filmleri ile ince film kombinasyonlu tekstil yüzeylerini içermektedirler.Kaplama kumaşlar ayrıca, genellikle çeşitli viskoz sıvı polimerlerin tekstil yüzeyine uygulanmasını içerir.Uygulanan filmin inceliği veya kalınlığı aplikasyonun bir bıçak yoluyla veya benzer bir aparat ile kontrol edilmektedir.Laminasyon kumaşlar genellikle bir veya birkaç tekstil yüzeyinin polimer film preparatı veya film zarı ile yapışkan zamk, sıcaklık ve basınç yardımıyla birleştirilmesini içermektedir.Kaplama işlemi, dokuma, atkılı veya çözgülü-örme veya dokusuz yüzey kumaşların yüzeylerine, tek katman veya katmalar halinde polimer filmi uygulama işlemidir.

5
Laminasyon Laminasyon ise, iki veya daha çok (genelde iki) kumaş tabakasının her ikisine de yapışık olan aradaki bir polimer katmanı ile birleştirilmesidir.Bu katman yeterince kalın ve sandviç’ in önemli bir parçasını oluşturacak kadar sağlam olabilir veya sadece iki kumaşı birleştirecek kadar bir yapışkan olarak görev yapabilir.Bir laminasyon kumaş iki ya da daha fazla tabakanın birleşmesiyle oluşmuş materyal olarak tanımlanır. En az bir tekstil yüzeyi ileyapıştırıcı eklemek suretiyle yapışması ya da bir veya daha fazla bileşen tabakanın yapıştırıcı özellikleriyle birleştirilmesidir.Laminasyon;
İki veya daha fazla tekstil yüzeyinin yapıştırılması veyaTekstil yüzeylerinin :
kağıthazır sentetik folyeler veyaköpük ile yapıştırılmasıdır. (kaşeleme de denir.)
6
Laminasyon’ un kaplamadan farkı, hazır yüzeylerle çalışılmasıdır. İki veya daha fazla yüzey çeşitli yöntemlerle birbirine yapıştırılmaktadır.
Bu yöntemler:Yapıştırıcı ile laminasyon
Yapıştırıcı madde, bir rakle (bıçak) ile iki yüzeyden birine veya her iki yüzeye de sürülür.Daha sonra her iki yüzey de silindirlerle sıkıştırılır ve yapıştırıcının sabitleşmesi için bir ısıtma kanalından geçirilir.
Termik laminasyon (alevle laminasyon veya eritme laminasyon)Sentetik madde folyeleri veya köpük folyeleri tek taraftan eritilir ve tekstil zemini ile basınç altında yapıştırılır.Köpüklü yüzeylerin her iki tarafı eritilip, basınç altında tekstil yüzeyi ile kaplanırsa, sandviç laminasyon olarak adlandırılır.

7
Kaplama ve lamine kumaşlar yaygın ve geniş bir uygulama alanını karşılayabilmesi için geniş bir yelpazede değişen ağırlık ve konstrüksiyonlarda yapılır. Uygulama alanları şunları kapsar; estetik beklentiler için seçilmiş kaplama kumaş, örneğin yapay deri veyafırtınalı bir havada bu tip kumaş giyeni kuru tutan, terleme gibi bir durumda su buharının vücuttan uzaklaşmasına olanak veren kaplama kumaş vb.Bu tip ürünler pek çok açık hava şartlarında veya dağcılık, golf gibi uğraşıları olanlar tarafından kullanılır.Yapay deriler, ayakkabıcılık, çantacılık, bavul ve moda giyim için istenen estetik ve fiziksel özelliklere sahip olacak şekilde gerçek derilere benzetilebilir. Ağır kaplama kumaşların kullanım alanları; brandalar ve vagon örtülerini içerir.Sadece iki alelade kumaşın yüz yüze, bir yapıştırıcı ile bir birbirine tutturulmasıyla oluşan en hafif lamine kumaşlar, giysi gibi değişik geleneksel amaçlar için de kullanılabilir, fakat örneğin dayanıksız bir örgü veya dantelin etkileyici görüntüsünü dokuma kumaşın dayanıklılığı ile birleştirmek gibi konularda da son derece elverişli bir imkan sağlayabilmektedir. Böyle bir kombinasyonda üst kumaşın gevşekliği yerine daha katı bir tutum olur.

8
Farklı mühendislik kullanım talepleri için lamine kumaşlar, istenilen ağırlık ve özellikte üretilebilirler ve bu yüzden de pek çok uygulama alanı bulabilirler.Kaplama kumaşlar inceliklerine göre; anorak, yağmurluk gibi dış giysiler, branda, şemsiye, yapay deri, spor malzemesi, dekorasyon malzemesi, döşemelik gibi kullanım yerleri bulunur.

9
Kaplamada Amaç Kaplamada amaç; polimer bir tabakanın bir tekstil dış yüzeyine nüfuz ederek fiziksel ve karakteristik özelliklerinin önemli bir şekilde değiştirilmesidir.Tekstil kaplamacılığı sayesinde kumaşı oluşturan lifler ile kazandırılmayacak özelliklerin, düzgün bir polimer maddenin mamule aktarılmasıyla kazandırılır.Bu tekstil kumaşları yaklaşık olarak iki grup içerisinde sınıflandırılabilir. Birinci grubun kapsamı tüm bu materyallerinkaplama ile birleştirilmesinden sonra tekstil karakteristik özelliklerini yine de sergilemesidir.İkinci grup kumaşlarda materyalin basit görevlerle desteklenebilmesidir ve ya taşıyıcılarla ve güçlendirmeye hizmet veren polimer tabakalarla sağlamlaştırılmasıdır.Bu olay sonucunda çoğunlukla polimer tarafından tanımlanan daha önemli özellikler oluşur.
10
Kaplama İşleminin Kumaşa Kazandırdığı Özellikler
Kumaşın gözeneklerini kapatarak su geçirmezlik verir.Su geçirmez, hava geçirmez kumaş oluşturur.Madensel kaplama kullanılarak çok parlak, ışık yansıtıcı kumaş oluşturulabilir.Kumaşın yumuşaklık ve katlanabilme özelliğini etkiler.Kaymaya dirençli kumaş oluşturur.Yıpranmayı azaltır.Kumaşı stabilize eder.Zamanla kumaş çatlayabilir ve sararabilir.Soğuk havada gevrekleşebilen kumaş oluşturur.

11
Herhangi bir elyafla üretilen kumaşa kaplama yapılabilir.Kumaş kabartma desenlerle basılabilir,mat veya parlak yüzlü ve yumuşak olabilir veya bir hayvan postunu taklit eder şekilde yapılabilir.

12
Kaplamanın Genel KullanımıKaplama ve laminasyon kumaşların sağladığı avantajların bir çoğu üzerlerindeki film veya kaplama tabakalarına dayanmaktadır.İyi bir tutum, patlama direnci, yırtılma mukavemeti ve yüksek gerilim direncine sahiptirler.
Kaplama ve laminasyon kumaşların kullanım amaçları sırasıyla:Esnek tekstil yüzeylerine gaz ve sıvı maddeler ile muamele de direnç sağlamak. (En yaygın sıvı; yağmur suyu, en yaygın gaz; havadır.)Lekelenmelere karşı koruma ve kolay temizlenebilir yüzey sağlamak.Hayvanların sömürülmesinden hoşlanmayan kimseleri vicdanen memnun etmek ve hayvan derisi, kürk kullanılan ürünlerin yüksek fiyatlarını azaltarak üstün giyim ve gerçek deri görünümü özelliğindeki materyaller elde etmektir.

13
Kaplama Yapılacak Kumaş Özellikleri İyi bir kaplama için; kaplama yapılacak kumaşın temiz, düzgün yüzeyli, sık yapılı, çekmez olması önemlidir.Bunun için kumaşın; önce yakma, fırçalama, iyi bir ön terbiye, kalandırlama, duruma göre çekmezlik işlemlerinden geçmesi gerekmektedir.Kalandırlamadan sonra yapılan su geçirmezlik apre işlemlerinde, daha iyi sonuçlar alınmaktadır. Çünkü kalandırlama ile mamul yüzeyinin düzgünleşmesi sağlanır.Tekstil materyalinin kaplamadan önce boyandığı kumaşlarda, boyarmadde seçilirken, kaplama maddesinin çözücüleri içine akmayacak şekilde haslıklara sahip olmasına dikkat edilmelidir.Boyarmadde seçiminde kaplama kumaşın son kullanım yeri göz önüne alınarak, elde edilmek istenen genel haslık derecelerine göre de bir seçim yapılmalıdır. Pigment renklendiriciler tercih edilmektedir.

14
Özellikle düz deri için; pamuklu, viskon veya poliesterden oluşan dokuma, örme kumaş ya da dokusuz yüzeylerin oluşturduğu yüzey üzerine kaplama ve sıvama yapılır.Ayakkabı ve deri eşyaların imalatında poliamid, araba endüstrisinde polipropilen ve teknik amaçlarda poliester kullanılır.Deri veya kaplama üzerine baskı yapmak veya boyamak mümkündür.Kalite farkını belirleyen noktalar ise; kaplama malzemesi (kenarların sürtünmeye dayanıklılığı, taklit gibi görünmesi), taşıyıcı madde üzerinde kaplamanın kalıcılığı ve apre işlemidir.

15
Kaplamada Kullanılan Tekstil Yüzeyleri
İlk kaplama ve laminasyon kumaşlar dokuma ve örme pamuklu kumaşlar üzerine temel polimer yapının nüfuz ettirilmesiyle üretilmekteydi.Bunlar kaba olmamakla birlikte, gramaj olarak daha ağır kaplama kumaşlara sahip olmak için yün, keten, jüt ve kenevirden yapılmış tekstil yüzeyleri kullanıldı.Bazı modern kaplama ve laminasyon kumaşlarda pes/pamuk veya pes/viskon karışımlarından yararlanıldı.
16
Sentetik Filamentlerden (kesiksiz liflerden) Oluşmuş Yüzeyler
Sırasıyla; polietilentereftalat, polikaprolaktam veya nylon 6, nylon 6,6 gibi kontinü filament yapıda lifler yüksek performanslı modern kaplama kumaşlarda uygundurlar.Bunlar yüksek yırtılma mukavemeti, yüksek boyutsal stabilite, mikrobiyolojik ve kimyasal saldırılara karşı korunum sağlarlar.Dış yüzeyi ince olan düz kesiksiz liflerle bir kaplama; kontinü kaplama yöntemi ile uygulanabilir.Flament iplikle üretilmiş kumaşların kullanıldığı kaplamalar kaplamanın absorbsiyon, sıvı akışı ve lekeleme isteğini engellerler.Bitimde flurokarbon veya silikon gibi temelde su itici davranış gösteren maddelerin uygulanması ile yağmurluk kıyafetlerde su akışı arttırılmaktadır.

17
Tekstüre edilebilir filament ipliklerden oluşturulmuş kumaşlarda bu işlem düzgün kaplama, filmin adhezyonunu, düzgün tutum, daha az ses ve parlama sağlar.Kesikli lif içeren kumaşlarda bu estetik bir görünüm sağlar.Bunlar temelde hafif laminasyon yüzeyler için veya üç katmanlı (tabakalı) laminasyon kumaşlarda ikinci yüzey olarak kullanılmaktadırlar.

18
Kesikli Liflerden Oluşmuş Yüzeyler
Kesikli liflerden oluşmuş kumaşlarda havların kaplama polimerin içinde gizlemek zor olduğundan hafif kaplamalarda yararlanılmasına engel teşkil etmektedir.Böylece bu tip kumaşların muşamba, tente örtü, kap, mobilya kaplamaları, sentetik deri vb. ağır kaplama kumaşların üretimindeki kullanımına yönelinmiştir.Patlama ve yırtılma dayanımları kötü olmakla beraber, bu gibi kumaşlar yumuşak tutumlu olma ve rahatlıklarıyla onların kesikli ve kesiksiz lif yapılı kumaşlarına benzer eğilimdedirler.

19
Özel Yüzeyler Kimyasal korunum, ısı yalıtımı, alev geçirgenlik yalıtımı özellikleri gerektiren yerlerde, ağır kaplama ve laminasyon kumaşlarda cam Lifi içeren dokumalar kullanılmaktadır.Cam lifi doğal yapısındaki kırılganlığından dolayı az miktarda korumaya sahiptir. Bu sebeple esneme, buruşma ve katlanmanın minimum düzeylerde olduğu şekilde saklanmalıdır.Kalıcılık istenen; spor stadyumlarında, gerginlik gerektiren yapılarda, termal izolasyon , sonsuz taşıma bantlarında ve bu gibi tipik problemlerin olduğu kaplamalarda kullanıma sahiptir.Aromatik poliamid (ARAMİD) yapılı dokuma ve örme kumaşlar yanma geciktirici, erimeyen yapıların gerektiği alanlarda kullanılmaktadırlar. Poly(meta-fenilen isoftalamid) ve poly(para-fenilen tereftalamid) (Nomex ve Kevlar) karışımları kumaşlar yüksek derecede abrasyon ve dayanım sağlar.Twaron, Conex, Apyevil ve Kermel kullanılan diğer aramid liflerdir.

20
Kaplama Tabakaları Kaplamalar üç tabakadan oluşur;
Zeminleme tabakasıEsas tabakaYüzey tabakası
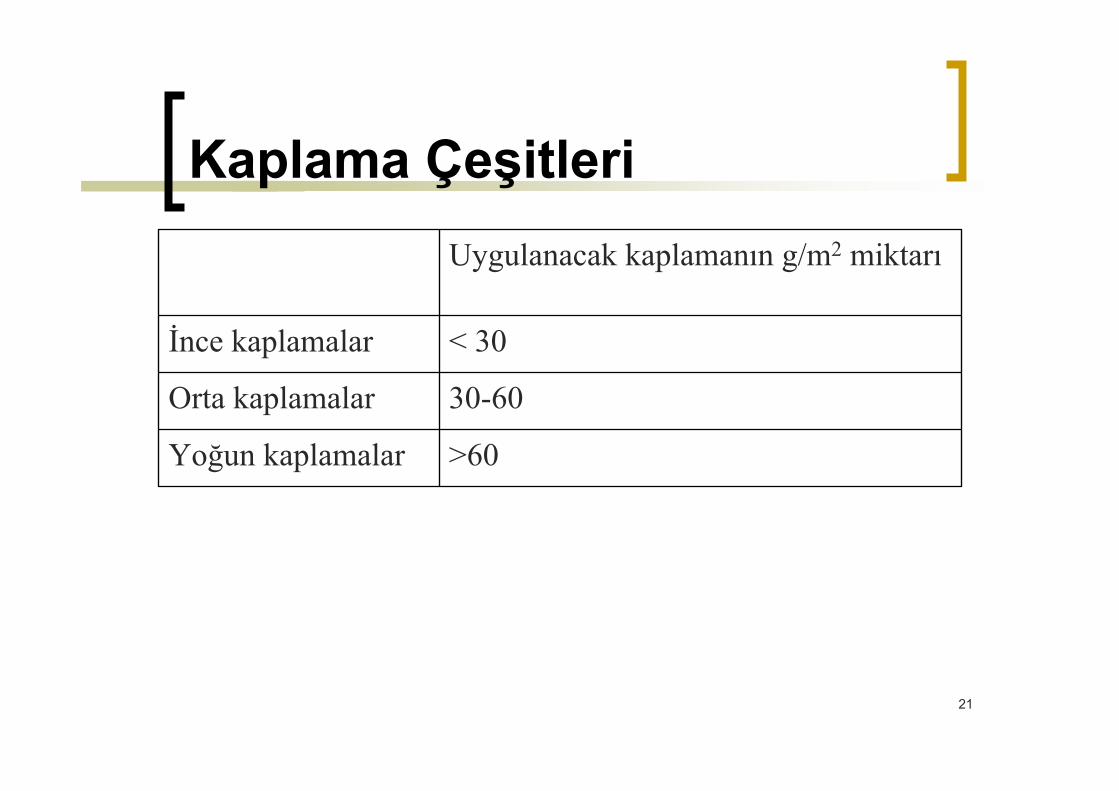
Kaplamada zeminleme tabakasına, kumaşla yapışmanın iyi olması, iyi bir elastikiyet ve yumuşaklık göstermesi için, dolgu maddesi ilave edilmez.Dolgu maddesi ve boyarmaddeler esas tabakada bulunur. Asıl kaplama karakteri bu kalın tabaka ile belirleneceğinden, bu tabakanın çok sert olmaması gerekir.Yüzey tabakası ise, dış etkenlere karşı koruma görevi üstleneceğinden, belirli bir sertlik taşımalıdır.Bu kumaşlar, kaplama maddesi içine pigment boyarmaddesi konularak renklendirilebilir. Bazı özel tiplerde, renkli desen baskı teknikleri uygulanır.Kaplama direkt (direkt kaplama) ve dolaylı (transfer kaplama) olarak tekstil yüzeyine uygulanabilir.Tekstil yüzeyi üzerindeki kaplama uygulama miktarlarına göre üç çeşittir : ince, orta ve yoğun kaplama.
21
Kaplama Çeşitleri
>60Yoğun kaplamalar
30-60Orta kaplamalar
< 30İnce kaplamalar
Uygulanacak kaplamanın g/m2 miktarı

22
Kaplama teknolojileri, son on yıl içerisinde çok ilerlemiştir vegünümüzde bu teknoloji endüstriyel faaliyetler içerisinde dallara ayrılmıştır.Moda ve estetik faktörler üzerindeki çalışmalar, değişen kıyafet alışkanlıkları, ev içi harcamaların gelişmesi (perdeler,duş perdeleri, termal astar perdeler vb.) ergonomik faaliyetler,gelişen spor aktiviteleri (kayak, yürüyüş, tırmanış, kamp vb.) ihtiyaçlarında, aynı derecede uygun teknolojik ve ekonomik nedenler üzerinde istekler doğrultusunda çalışmalarda giyim endüstrisinde yeni tekstil kaplamaları geliştirilmiştir.
23
Tekstil kaplamasının estetik fonksiyonunu tanımlamada; örtü olarak tekstil yüzeyindeki düzgünsüzlük ya da kusurları olumlu şekilde değiştirerek, kaplanacak yüzeyin görünümünün düzgünleştirilmesidir.Tekstil kaplamalarının teknik ya da işlevsel amaçlarında, örneğin; tekstil yüzeyine akışkan sıvının nüfuzuyla dayanıklılığının gelişmesi ya da alev geciktirici hale gelmesineyardımcı olmakta ve ya alev dayanıklılığı hale gelmesi bu ürünlerde oldukça önemlidir.Bu gibi kaplama tekstilleri, doğal ve sentetik ürünlerle karşılaştırılarak nitel ve nicel mukayeselerde yetersizlikleri veya oldukça pahalı olmalarından dolayı, çoğunlukla kullanılır.Teknik uygulamalar içinde ekonomiktir.

24
Kaplama Kumaşların İncelenmesi Kaplama kumaşların çeşitli endüstri dallarının artan isteklerinin üstesinden gelmek için alanları genişlemiştir.Bir çok kaplamalar, istenen özel son kullanım özelliklerini karşılamak için yeniden biçimlendirilebilir.Tekstil kaplamaları temel sektörlerde de kullanılır.Bu materyaller büyük farklılıklar göstermekle birlikte yine de bir çok materyale polimerlerle kaplama uygulanmaz. Fakat bağ ya da laminasyon uygulanabilir.Bu son tiptekiler,yani polimerle kaplama uygulaması yapılmayanlar Çizelge’ye dahil değildir.

25
Kaplamanın Kullanıldığı Temel Alanlar ve Uygulanan Kaplama Miktarları
Hizmet kıyafetleri...
ceket, tulum, başlık, eldiven,
100-(profesyonel kıyafetlerde)
10-20Parka
10-100Yağmurluk
(profesyonel olmayan)
Koruyucu kıyafetlerde
30-50Etiket
25-50iç astarlık
Kıyafetlerde gerekli ürünlerde
yelkencilik için
sörf için
tırmanış için
10-15spor kıyafetler ;
Kıyafetler)
(deri ve süet taklitleri, pırıltılı tarzdaki
50-100Günlük kıyafetler, modaya uygun ürünler
1. Kıyafetler
uygulanan kaplamanın g /m2 miktarıEşyalar

26
Tekstil Yüzeylerinin, Polimer Bileşiklerin ve Sonuç Ürünlerinin İncelenmesi
Bir kaplama tekstil yüzeyinin oluşumu şüphesiz iki etmene bağlıdır:
biri tekstil yüzeyinin kendisi, diğeri kaplama.Seçilen her iki bileşende, kullanılan aplikasyon prosedürünü ve işlem sonucunu etkiler.Kaplama işleminde her iki bileşenin de (yüzey+polimer) birbiri ile uyumlu olmasına dikkat edilmelidir.

27
Tekstil Yüzeylerinin, Polimer Bileşiklerin (temel polimer, katkı maddesi) ve Bitmiş Ürünlerin İncelenmesi
- Kaplama tekniği. Direkt. İndirekt
- Kaplama koşulları- Son muamele
- Temel polimer: standart miktar
.Polimerizasyon katkımaddesi
.Yöntem için katkı maddesi
.İşlevsel katkı maddeleri
- Tekstil yüzeyinin doğal hali
- Ön işlem görmüş hali. Mekaniksel. Kimyasal
- Yapısı
Kullanılan teknolojiPolimer bileşikTekstil yüzeyi (dokuma,
örme, dokusuz yüzey)
• Çizelgede görüldüğü gibi çok çeşitli tekstil yüzeyleri ve kaplama polimer bileşikleri mevcuttur.
• Bununla birlikte üretimde kullanılan mekanizmaların seçimi çoğunlukla kısıtlıdır.

28
Tekstil kaplama proseslerinde genellikle dokuma kumaşlar tercih edilir (özellikle direkt kaplama tekniğinde).Kaplama da çok çeşitli dokuma kumaşlar kullanılabilir; farklı dokuma desenleri içeren, çeşitli iplik kompozisyonları (ince numaralı filament iplik, veya çeşitli lif türleri), yeni kaplamatekniklerinin kullanımı ile (köpük ve transfer kaplama gibi), kaplamada alternatif yüzeyler örneğin; örme ve dokusuz yüzey kullanım alanı artmıştır.
29
Kaplama Yüzeyinin Temel Kriterleri ve Yüzeyin İşlevinin Belirlenmesi
Mekanik ve Fiziksel Özellikler İplik Özellikleri Boyutsal Stabilite Adsorpsiyon ve Adhezyon Kapasitesi , Kaplama Reçinesinin Uygunluğu Ön Muamele ve Gözeneklerin Kontrolü Termal StabiliteHomojen Yüzey, Üniform Kalınlık

30
KAPLAMADA KULLANILAN YAPIŞTIRICI MADDELER
Kaplama maddeleri; laklar, cilalar, kauçuk, reçineler, plastikler, plastik filmler, melaminler, yağ türevleri ve madensel tozlar olabilir.

31
KAPLAMADA KULLANILAN POLİMER MADDELER VE ÖZELLİKLERİ
-------++++---Geri dönüşüm
-+----++++++Yüzeysel sürtünme
-+-----+++++---İşlenmesi
+-+++----+++++Soğuğa karşıdayanıklılık
+-+++---+++++Isıya karşıdayanıklılık
+-++++---++++Kimyasal dayanıklılık
++-+++++++++---Elastikiyet
----++++++--Konfeksiyon
--++------+++++Kir tutma özelliği
---++----------+++Saydamlık
--+--++++++++Alev alma
++++++++++++++Görünüm
Doğal kauçuk
Poli-akrilat
Nitril kauçuk
Bütil kauçuk
Poli –kloropan
PoliüretanPVCSilikonKauçuk
PTFE
Orta = + kötü = -İyi = ++ çok kötü = --Çok iyi = +++ kullanılması tavsiye edilmez = ---

32
Laminasyon ve kaplamaların, performanslarının gün geçtikçe artması kullanım alanlarının genişlemesine sebep olmuştur.Tüm bölümler içerisinde ayrıntılı performans sayıları vermek mümkün olmamakla birlikte, en çok kullanılan grupların genel kullanım içerisinde karşılaştırılması yapılabilir.

33
Kauçuk kaplamaların kullanım alanları
Doğal kauçuktaşıma bandı, şişme balon, cerrahi eldiven, hortum, taban kaplamalarıHalı, paspas, zemin tabakaları, contalar, önlükler, yağmurluk, muşamba
Styrene butadienedoğal kauçukla benzer yerlerde, halı arkası
KauçukNeoprene kauçuk: su geçirmez kıyafetlerde, ateş dayanımı kıyafetlerde, eldivenler, çadır ve sığınaklar, yakıt tanklarında, taşıma bantlarında, can yeleklerinde, contalardaBütil kauçuk: gaz kontrol çantalarında, kimyasal koruma kıyafetleri ve sığınaklarda, havuz ve su deposu kaplamalarında, su tanklarında, hava yastıklarında, contalarda, taşıma bantlarındaNitril kauçuk: yağ dirençli kıyafetlerde, eldivenlerde, contalarda, yakıt taşıma hatlarında

34
Polimer kaplamaların kullanım alanları Poliüretanlar su geçirmez hafif kıyafetlerde, kaplamalarda, çadır ve çantalarda, şişme botlarda ve benzin tanklarında, yapay deri, yağmurluk, muşamba, spor malzemeleri, teknik kumaşlar, halı arkasıPolivinil klorür yük vagonlarının kaplamaları, çadır, sığınak,muşamba, su geçirmez kıyafetler, ayakkabılar, önlükler, kemerlerde, döşemeliklerde, halı arkası, yapay deri, teknik kumaşlarSlikon elastomerler çadırlar, sıcak boru kaplamaları, yapışmaz taşıma bandı,tıbbi ürünlerde, anorak kumaş, yağmurluk, yapay deriPolietilen kimyasal koruyucu kıyafetlerde (kullanıldıktan sonra atılan), sığınaklarda, astarlardaAkrilikler perdeler,tente, kamuflaj tuzaklarıPolitetrafloraetilen hafif sugeçirmez kıyafetlerde, kimyasal koruyucu kıyafetlerde, çadırlar, tıbbi kıyafetler, taşıma bantları, contalar, sığınakKlorosulfonat çadır, kaplamalar, muşamba, sığınak , contalar, branda bezleriPolietilenPoliakrilnitril şemsiye kumaşları, teknik kumaşlar, yağmurluk, muşamba

35
KAPLAMA UYGULAMA YÖNTEMLERİ
Orijinal kaplama metotlarının esasını, büyük çoğunlukla, alınan flotte miktarını ayarlayacak bir çift sıkma silindirinin bulunduğu emdirme teknelerinde emdirme, ardından kuru sıcak hava ortamında ve genellikle ramözde (germeli kurutucuda) sabit ende kurutma oluşturmaktadır.Ancak kaplamanın kumaşın tek bir yüzüne yapılması gerektiğinde, kumaşın tamamen kaplama flottesi içerisine daldırılması mümkün olmayıp bunun için başka teknikler de geliştirilmiştir. Kaplama direkt (direkt kaplama) ve dolaylı (transfer kaplama) olarak tekstil yüzeyine uygulanabilir.

36
Kaplama işlemi aşağıdaki gibi iki’ye ayrılır.DİREKT KAPLAMAİNDİREKT KAPLAMA
Bıçak kaplama sistemleriTransfer kaplamaSilindir sistemleriPüskürtme teknikleri
%100 katı madde uygulayan tekniklerKalandır kaplamaSıcak eriyik teknikleri
Pudra teknikleri
37
BIÇAK KAPALAMA SİSTEMLERİ Birinci teknik, kaplamanın bıçak yardımı ile yapılmasıdır.Bıçak kaplama; kaplamanın en eski ve en önemli yöntemlerinden biridir.Rakle bıçağı ile kaplama macunu, düzgün bir şekilde taşıyıcı malzemenin üstüne sürülür. Bu kaplama yöntemi de, kaplama maddesi (genellikle bir pat veya bazen stabil köpük) bir bıçak ile kumaşa tüm eni boyunca uygulanır

38
Bıçak kaplama; substrat uygulamalarında, kaplama alanlarında (dokuma, örme, dokusuz yüzey) gittikçe artan çok yönlü teknolojiler kullanılmaya başlamıştır.Bu teknik sıklıkla “sıyırıcı kaplama” olarak söz edilir.Kaplama bileşenleri (yapışkan çözelti, yoğun emülsiyonlar, macun ya da köpük) bir sabit bıçak ya da sıyırma bıçağı yardımıyla tekstil substratı üzerine üniform dağıtılır ve direktuygulanır.

39
Kumaşın sıyırıcı bıçak altından geçmesi destekli olmalıdır.Kaplama tabakasının kalınlığına karar verilince, önceden ayarlanmış bıçak aralığını; çelik silindir, kauçuk silindir, kauçuk blanket ya da masa destekler.Daha sonra tekstil materyali kurutucu üniteye transfer edilir.

40
Kaplama çeşitli proses varyasyonlarına bağlı olarak kurutucu ünitede gerçekleştirilir. Burada;
polimerin sertleşmesi ya da çapraz bağlanmasıorganik çözücü ya da suyun uzaklaştırılıp “katı” form oluşumuplastisollerin jelleşmesi gözlenir.
Substratların farklı çeşitlerinden dolayı, kaplamalarda farklı çeşitlilikte bıçaklar vardır ve bunlar kullanılır.Bıçak pozisyonlarına bağlı olarak da sıyırıcılara göre (havada bıçak ya da havada rakle), aralığa göre (silindir üzerinde bıçak, blanket üzerinde bıçak ve masa üzerinde bıçak) kaplama teknikleri vardır.

41
Bıçak Kaplama Sistemleri

42
Bu tekniklerde bileşenler substrata, silindir sistemleri tarafından direkt uygulanır.Bıçak yardımı ile pat kaplamada; kumaş bıçağın altına doğru beslenir. Pat veya köpük tüm eni boyunca bıçağa verilir.Bu durumda bıçağın önünde bir pat veya köpük rulosu meydana gelir.Sonuçta, pat kumaşın üzerine, bir miktar da kumaşın içine aplike edilebilir.Kaplama özellikleri bıçağın destek silindiri üzerinde olmasına (knife on roll) veya destek silindirlerinin arasında olmasına (knife on air), bıçak tipine, bıçağın açısına ve bıçak ile destek silindirinin arasındaki mesafeye göre ayarlanabilir.

43
Silindir üzerinde (silindir rakle) ve silindirler arasında (havada rakle) olarak ayrılan sistemde; hava raklesi ile kaplama dediğimiz sistem aşırı kaplama flottesini uzaklaştırma metodu olarak rakle sisteminden bu yönüyle ayrılmaktadır.

44
Havada Rakle Sistemi

45
Bu teknikte kaplama maddesinin fazlasını uzaklaştırmada basınçlı hava sistemi kullanılır.Flottenin viskozitesi klasik rakleli sistemdekinden çok daha düşüktür.Bu teknik sıklıkla tekstil endüstrisinden daha çok fotoğraf kağıtlarının kaplandığı kağıt endüstrisinde tercih edilmektedir.

46
RAKLE SİSTEM ŞEKİLLERİ
Silindir Üzerinde Rakle

47
Blanket Üzerinde Rakle

48Havada Rakle

49
Bıçak kaplama tekniği; genellikle yüksek viskoziteli ve çok yüksek ağırlıktaki kaplamalarda kullanılır. Örneğin, plastisoller ve kauçuklar gibi.Viskozite ve doygunluk kararlı olmalıdır ve dikkatli denetlenmelidir. Değişimlere engel olunmalıdır. Çünkü değişimler penetrasyon aşamasında ürünü çeşitlendirebilir.Bu da istenmeyen sonuçlara neden olur. Ürün üzerindeki viskozite farklılığından dolayı ortaya çıkabilen farklı kalınlıklar ürünün görünümünü ve kullanım rahatlığını bozar.Kumaşın yüzeyinde veya bıçakta oluşan kötü koşullarda, kumaşa doğru köpük tabakasının viskozitesindeki ağırlık değişimi sonucu, örneğin; köpüğün havayı içine almasından dolayı bileşik bozulur.Mascoe şirketi patentine göre bu problem yeni dizayn edilen bir tekne sistemi tarafından önlenebilir. Bu durumda özel kaplamalar için gerekli bileşenlerin doğru miktarlarda ve beslemelerde daha iyi kontrole izin verir.

50
Moscoe tekne sistemleri

51
SİLİNDİR SİSTEMİ
Bu metotta kumaş, kaplama flottesinin bulunduğu bir tekne içerisinde dönen kaplama (aktarma) silindiri üzerinden geçirilir.

52
Silindir aktarma yöntemi
Yapay madde, doğrudan taşıyıcı madde üzerine değil, bir silindir sistemi üzerinden (revers-roll-coater) aktarılır.Kaplamanın kalınlığı, aktarma silindirinin taşıyıcı tabakaya olan uzaklığına bağlıdır.Silindir kaplama ile farklı tipte aplikasyonlar yapmak mümkündür.Gravür, direkt, ters ve sıyırıcı silindirli sistemler mevcuttur.Söz konusu sistemlerin temel sakıncaları; kumaş üzerindeki kaplama maddesi miktarının kaplama maddesi viskozitesi , yüzey gerilimi ve kumaşın yüzey şartlarına bağlı olmasıdır.

53
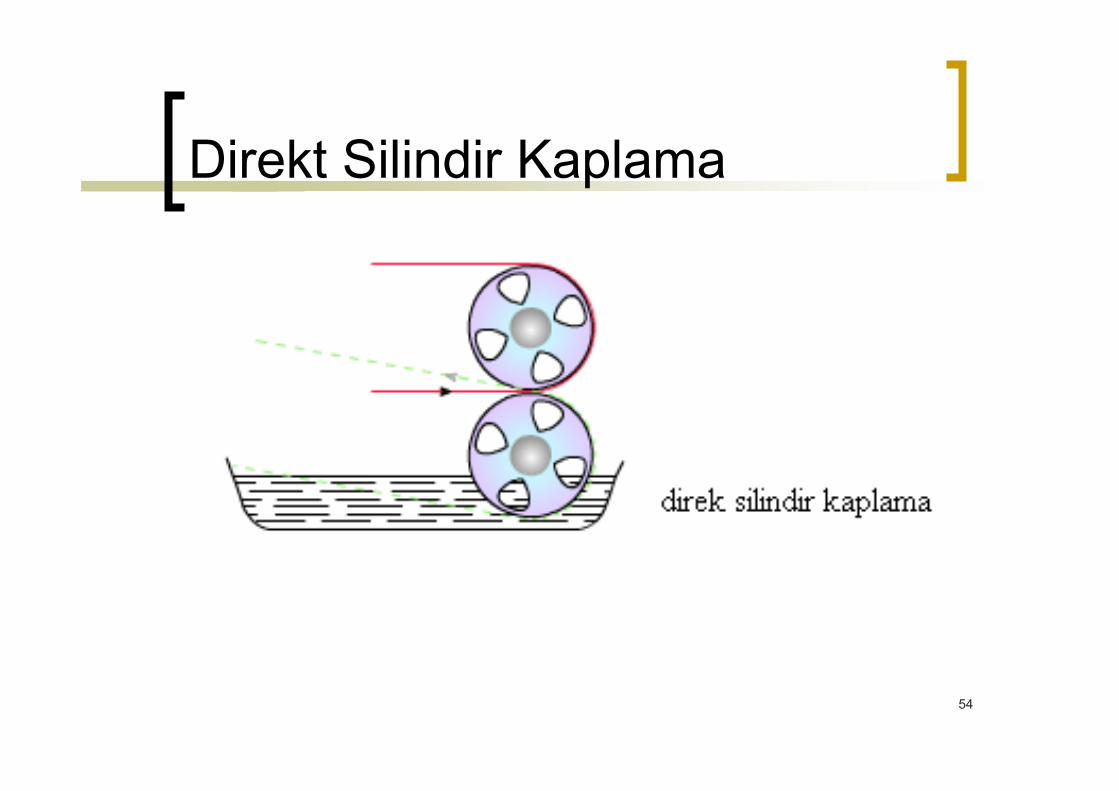
Direkt Silindir Kaplama
Sıyırıcı bıçak kullanmak yerine kaplama maddesi bir silindir tertibatı vasıtasıyla uygulanır.Bu tip genelde düşük viskoziteli yapılarla sınırlıdır ki kumaş yüzeyi üzerine uygulanabilsin, kaplama kolaylıkla sürülebilsin.Direkt kaplama boşluk kontrollü silindir kaplamayı veya baskı silindirli kaplamaları içermektedir.Direkt silindirli kaplamada uygulanan kaplama maddesi miktarı iki silindir arasındaki boşluğun yüksekliği ile belirlenir.Hareketli yüzeye kaplama maddesi direkt olarak birlikte hareket eden iki silindir vasıtasıyla uygulanmaktadır.Esnek kauçuk kaplamalı bir alt silindir ile desteklenmektedir.
54
Direkt Silindir Kaplama

55
Aktarma silindirli kaplama düşük viskoziteli kaplamalar kullanılarak uygulanır fakat formun kalınlığı, kumaşın aktarma silindiri ile temasına bağlıdır.Kumaş kaplama maddesine yarıya kadar daldırılmış bir silindir rehberliğinde hareket edecek şekilde kumaş yüzeyine döner silindirler vasıtasıyla taşınır.Yüzey kalınlığı kumaş üzerindeki sıyırıcı rakle veya bir bıçak tarafından silindir üzerinde direkt ayarlanır.Zira kumaşın tersindeki silindir de gerginliğe etki eder. Çok yüksek operasyon hızlarında kumaşın hidrolik hareketle kalkması gerçekleşebilir.Bu kalkış özellikle aktarma silindirinden önceki ve sonraki baskı silindirleri tarafından kontrol edilebilir. Ayrıca yüksek viskoziteli kaplamalarda da bu problem oluşabilir. Bu nedenle aktarma silindirli kaplamalar çoğunlukla düşük viskoziteli kaplamalarla sınırlıdır.

56
Aplikasyon silindirleri kumaşın yapısına göre genellikle değişken hızlarda hareket etmektedirler.Silindirlerden biri ileride veya kumaşın ters yönünde hareket edebilir (Silindir kumaşla aynı yönde veya ters zıt yönünde gidebilir).Kaplamanın ağırlığı ve penetrasyon derinliği (miktarı), kaplama bileşenin viskozitesi, aplikasyon silindirlerinin materyale oranla dönüş hareketi ve kumaş geçiş yolu üzerindeki belli noktalara, belli amaçla veya silindirlerin her iki yüzüne yerleştirilen sıyırıcı bıçaklarla ayarlanmaktadır.Daldırma metoduna zıt olarak bu metot tek taraflı kaplamalar için kullanılabilir. Bu metot başlıca halıların arka yüzlerinde kullanılır, fakat ayrıca döşeme ve koltuk kaplamaları veya örgü malları kaplamak için de kullanılmaktadır. Bu teknik özellikle açık yapılarda rezerve ile fiksaj veya stabilizasyon efekti sağlamada, açık gözeneklerin kaplama maddesi ile kapatılmasında kullanılır.
57
Rezerve Silindir Sistemi Kaplama maddesi değişen formlarda uygun miktarlarda kumaşa sürülmüş şekilde iki silindir arasında sıkıştırılır ve böylece tekstil yüzeyine uygulanır.Merdanelerin birinin dönüşü daima diğerinin dönüşünü sağlar. Bu yöntem direkt silindir kaplama yönteminden çok daha önemli ve pahalıdır. Bu sistem geniş çeşitlilikteki kaplama bileşenleri, aplikasyon ağırlıkları ve yüzey kombinasyonları içeren esnek bir kaplama sistemidir. Bundan başka rezerve silindir sistemi çok düşük kaplama ağırlığındaki aplikasyonlara müsaade ettiğinden beri (birkaç g/m2’ den az ), ayrıca kaplama kalınlığı çeşitli yüzey kalınlıklarından bağımsız olduğundan direkt rakle kaplamadan çok daha özel bir metottur. Bir ters silindir kaplamanın gerekliliklerinin başında, birbirinden bağımsız olan taşıma, aplikasyon ve destekleyici silindirler gelmektedir. Kaplamanın kalınlık ve ağırlığı silindirler arasındaki boşluğa, dönüş hızına ve hareketli silindirlerin dönüş yönüne, kaplama bileşeninin viskozitesine ve kumaşa uygulanan basınca bağlıdır. Tüm değişkenler kontrol edilebilir. Sürme kaplama tekniğine kıyasla kaplama bir silindirden diğerine transfer edildiğinden keskin film tekniğine bağlıdır. Üç farklı tipi mevcuttur.

58
Rezerve Silindir Kaplama

59
Düz-besleme silindirli kaplamaAplikasyon silindirleri tarafından kumaşa fazlaca kaplama maddesi uygulanır.Hareket, destekleme ve taşıma silindirleri tarafından kaplama yüzeyinin taşınarak geçmesi sağlanacak şekilde boşluklar ayarlanmıştır.Fazla kimyasal madde kaplama maddesi uygulanmış kumaştan sıyrılır ve tekrar boşluğa döner.Bu yöntemde, kaplamanın toplam kalınlığının belirlenmesi önemli bir noktadır.Yöntem düz olmayan zeminler için tavsiye edilmez.

60
Düz Besleme Silindirli Kaplama

61
L-head kaplama
Bu kaplama tipi şekli, kumaşa direkt transfer kaplamalarda uygulanabilir.Kaplama kalınlığı aplikasyon silindirlerinde oluşur, kaplama miktarı hareket (sevk) ve aplikasyon silindirleri arasındaki boşluk tarafından belirlenir.

62
L-Head Kaplama

63
Ters beslemeli silindir kaplama
Prensip L-head kaplama için aynı olmakla birlikte,silindirlerin düzeniyle ilgili olarak, kaplama maddesi teknesinden kumaşa çok küçük miktarlarda kaplama maddesinin aktarılmasıdır.Sevk silindirleri arasındaki boşluk kaplama miktarını sınırlar.

64
Ters Beslemeli Silindir Kaplama

65
Gravür kaplama Kaplamada gravürlü roliklerin kullanımı baskı endüstrisinden alınmıştır.Bu teknikte sert rolikler kullanılmaktadır ve yüzeylerinde sık bir şekilde yerleşmiş yarı küresel küçük oyuklar grave edilmiştir. Bu oyuklar, flotte haznesinden gelen ve yarı küreleri dolduran kaplama flottesi için bir dozajlama donatımı gibi işlev görmektedir.Flotte fazlası bir rakle ile roliğin üzerinden sıyrılır ve böylece her bir boşlukta tam miktarında flotte bırakılır. Sonra bunlar kaplanacak materyale aktarılır.Transfer edilen flotte miktarı grave edilmiş boşlukların hacmine ve roliğin yüzeyindeki yerleşimine bağlıdır. Bu teknik belki de, uygulanan kaplamanın gramajı açısından en hassas olanıdır. En büyük sakıncası ise, sabit oyuk derinliği ile sabitbir kaplama ağırlığının sağlanmasıdır. Bu yüzden eğer farklı kaplama gramajları gerekirse, yeni greve edilmiş rolikler üretilmelidir.

66
Kaplama flottesinin viskozite özellikleri kontrol edilmedikçe, kaplanmış materyal üzerinde basılmış noktacıklar görülebilir. İstenilen ise, baskı sıvısının kurutma sırasında akmasıyla düz bir yüzeyin oluşturulmasıdır.Düz bir kaplamanın sağlanması, ofset gravür baskı kullanılarak geliştirilebilir. Burada flotte, kumaşa aktarılmadan önce kauçuk bir silindirin üzerine basılır.Gravür kaplama çok düşük ağırlıklı temel kaplamalar, 1g/m2’den daha az uygulamalarda, son kaplamalarda adhezyonu düzeltmede kuvvetlendiricidir. Bu tipler genellikle düşük viskoziteli kaplama maddelerinin kullanımı ile sınırlıdırlar.Ayrıca kaplama temel hücre yapısı iyi hareket etme özelliğine sahip olmalıdır. Sıyırıcı veya silici bıçak gravür silindirlerinden kaplama maddesini alarak sadece silindir oyuklarında kaplama maddesinin yeterli miktarının kalmasını sağlamak suretiyle aşırı kaplama maddesini uzaklaştırır.

67
İki tip gravür kaplama vardır
Direkt gravür kaplama metodu :yüzeye direkt aplikasyon silindiri ile aktarma ve ardından kumaş aplikasyon silindirleri ve esnek kauçuk kaplamalı destekleyici silindirler arasından beslenerek geçer.

68
Direkt gravür kaplama

69
İndirekt Gravür Kaplama
İndirekt Gravür kaplama metodu: Bu metotta kaplama ortadaki bir kauçuk kaplı silindir ile uygulanır ki daha sonra kaplama uygulanmış yüzey besleme ve destek silindirleri arasından geçer.

70
İndirekt Gravür Kaplama
71
Döner silindir (şablon) kaplama
Bu teknik, kumaşa renkli desenler uygulamak için kullanılan rotasyon baskı prosesine benzer. Burada kaplama için çok sayıda perfore edilmiş gözenek içeren silindirik nikel şablon kullanılmaktadır. Kaplama maddesi şablonun merkezine beslenir ve bir rakle ya da silindirik bir metal çubukla gözeneklere itilir.Kaplamanın gramajı birim alandaki gözenek sayısıyla kontrol edilir. Fakat kaplamanın konfigürasyonu göre, tüm yüzeyi örten bir kaplama elde etmek için nokta şeklindeki kaplamaları yayan bir sıyırıcı rakle kullanılmalıdır.

72
Bu teknoloji %100 reaktif örneğin, UV korumalı kaplamalarda, solvent içerikli kaplamalarda, su bazlı kaplamaların tüm çeşitleri, plastisol ( yapıştırıcı) uygulamaları gibi eşit uygulanabilirlik kabiliyetine sahip son derece esnek bir yöntemdir.Ayrıca, diğer kaplama proses yüzeyleri sadece kaplama için elverişliyken bununla beraber döner şablonlu sistemde böyle bir kısıtlama yoktur.Eğer kaplama uygulaması yoksa, kaplama kolaylıkla basit bir renkli baskı uygulamasına dönüştürülebilir veya gizli kaplama aplikasyonları, tekstil yüzeyinin gözeneklerinin görünmez bir kaplama tabakasıyla doldurulması gibi işlemlerde elde edilebilir.

73
Bu kaplama ünitesi şu kısımlardan oluşmaktadır;Nikel şablon; delikli ve dikişsizdirler; delikler de mesh numarası ile ifade edilirler. Delik numarası lineer inch vasıtasıyla belirlenir. Şablonlar bir elektro şekillendirici tarafından yapılabilir. Standart şablonlarda 90-120 mesh'lik şablonlar bulunmaktadır ve şekillendirilmiş tüm temel şablonlarda yaygın olarak bu mesh büyüklüklerinde olanlar tercih edilir. Şöyle ki, delik çapı arttıkça (mesh sayısı büyüdükçe) kaplama kalınlığı da artmaktadır. Bunlara ek olarak da şablonların her tarafında farklı çaptaki deliklerin olması da mümkündür.Kazıyıcı bıçak veya rakle; Şablon içinde hazır bulunan rakle pasta veya köpüğün aktarılması ve yayılmasından sorumludur. Rakle sıyırıcı sisteme bağlanmıştır. Rakle uyguladığı basınç ile kaplama maddesini tekstil yüzeyine taşıyarak yapıştırır.

74
İki çeşit rakle sistemi vardır:Açık rakle: Açık rakle durumunda pat şablondan kumaşın üzerine ve içine metal bir bıçak yardımı ile aplike edilir. Metal bıçak ile şablon arasındaki açı aplikasyon ağırlığını tayin eder. Bıçağın yatay pozisyonu ile penetrasyon kontrol edilebilir. Açı ve yatay pozisyon proses esnasında değiştirilebilir. Açık rakle;pat, stabil köpük ve metastabil köpük için uygundur.Kapalı rakle: Kapalı rakle durumunda pat şablondan kumaşın üzerine ve içine iki adet bıçak arasından verilir. Kaplama miktarı pat/ köpük pompası ile tayin edilir. Bu durumda kaplama miktarı ve ya köpüğün viskozitesine ve makine hızına bağlı olmaksızın çok hassas kontrol edilebilir. Kapalı rakle; pat, stabil köpük, metastabil köpük veya stabil olmayan köpüklere uygundur.

75
Sürme bıçağı; tekstil yüzeyine uygulanan kaplama maddesini sabitler, düzgünleştirir.

76
Kumaşa aktarılan kaplama maddesi miktarı çeşitli faktörlere bağlıdır
Rakle Basıncı; yüksek basınçlı transferlerde çoğunlukla pat veya köpük aktarılma performansı.Rakle PozisyonuKaplama Maddesinin Viskozitesi; Düşük viskoziteli kaplama maddelerinden kaçınılmalıdır, çünkü kaplama maddesi yüzeyden akabilir. Fakat bu teknolojide istenen kaplamanın yüzeyde tutunmasıdır. Bu nedenle viskozite koyulaştırılmalı veya mekanik köpük vasıtasıyla arttırılmalıdır.

77
Şablonun İç Görüntüsü
(1) Kumaş , (2) Rakle gövdesi , (3) Rakle levhası , (4) Rakle levhası , (5)Hava körüğü
(6) Şablon

78
Şablon Tekniğinin Avantajları Üniform ve miktarı kolaylıkla kontrol edilebilen kaplamaKolaylıkla tekrarlanabilen prosesDönen şablon kaplamanın rakle kaplama ve benzer metotlar gibi kendine özgü kumaş sınırlılıkları yoktur. Aplikasyon uygulaması düşük gerilimlidir ki teknik gerilime hassas kumaşlarda örneğin hafif dokusuz yüzey, örgü ve Lycra’lı tekstil yüzeylerinde uygulamaya elverişlidir.Prosesin kolay kontrolü sayesinde yeterinden fazla kimyasal kullanmama ve bu sayede kimyasal tasarrufuKaplamanın tekstil yüzeyine penetrasyonu tamamiyle kontrol edilebilir. Burada kaplama maddesi otomatik besleme kontrol cihazı ile alınır ve şablon içine gerekli miktarda aktarılır.Aktarma (rezerve) silindirlerinin sürekli yıkanması, temizlenmesi ve kurutulmasıyla delik tıkanmasından kaynaklanan problemler olmaz.Yaştan yaşa (wet in wet) aplikasyonlarının her iki kaplama birbiri ile karışmadıkları için mümkün olmasının apre ve kaplama işlemlerinin tek geçişte gerçekleştirilmesini mümkün kılması.Tüm yüzeylerin kaplanabilmesi yanında baskı işlemlerinin de mümkün olması.Hızlı üretim.

79
Döner Silindir Tekniği İle Uygulanan Kaplamalar
Pasta (pat) kaplamaPat nokta kaplamaStabil köpük kaplama Köpük nokta kaplamaStabil olmayan köpük kaplama

80
Pat (macun) kaplama ve pat nokta kaplama yöntemleri
Masa örtüsü, yanmayıgeciktirici kaplamalar, teknik kullanımlarda
50-150Ağır kaplamalar
Çanta, ütü masası bezi15-50
Orta kalınlıktaki kaplamalar
Anorak, parka, spor5-25
Hafif ve ince kaplamaGiyim,yağmurluk, şemsiye, duşperdeleri
KULLANIMIUYGULANAN KAPLAMA MİKTARI g/m²
KAPLAMA TİPİ
Mamullere Göre Uygulanan Kaplamanın g/m² Cinsinden Miktarı
81
Serigrafi (şablon) kaplamanın ilginç bir kullanımı da kaplamada desen oluşturma imkanıdır. Bunun sonucunda bir şablon kalıbı kullanılarak yapışkan tekstil yüzeyi üzerine bölgesel olarak kaplanır.Bu kaplamalar duvar kaplamaları, perdelik kumaşlar, bayan gece kıyafetlerinde (örneğin flok baskı), yağmurluklarda bölgesel efektleri için kullanılabilir.Çift yapışkan kaplama 0'dan 60 veya 80 µm'lik ince yüzey pudralarının kullanıldığı şablon kaplamanın bir çeşitidir.Pudra su bazlı bir çözücüde disperse edilir ve disperse olmuş haliyle yüzeye uygulanır. Kaplama işlemi sonrasında, sıcak kurutma vasıtasıyla özellikle su uzaklaştırılır.Bu proses için kombine bir sıcak hava ve infra-red tüneli sıkça kullanılır.

82
Bu yöntemde normal desen kalıpları arasından seçim yapılır örneğin 14, 17, 23, 25, 30, 40 mesh ve bunlar bilgisayar nokta desenler olarak bilinen desenlerle benzerdir, fakat burada tekstil yüzeyi üzerindeki nokta dağılımı düzensizdir.Genellikle yapışkanlar PE, PES ve PA esaslıdır.Kaplamanın uygulama alanı 7-20 g/m2 aralığındaki kuru kaplama ağırlığındandır.Üretim hızı, kumaş üzerindeki kaplamanın ağırlığına, yapıştırıcı için kullanılan toza ve yapışkan viskozitesine ayrıca kurutma kamarasının uzunluğuna bağlıdır.Genellikle üretim hızı 12-80 m/dk aralığında değişir.

83
Bu teknolojinin önemli parametreleri;Uygun bir sıyırıcı basıncı; çok yüksek basınç penetrasyona sebep olur.Doğru bir sıyırıcı bıçak pozisyonu; eğer uygun değilse kumaş üzerinde oluşturulan noktalar deforme olur.Kumaşın gerektirdiği kadar bir kaplama maddesi aktarımı; çok büyük miktarda aktarma penetrasyon yönelimine sebep olur, bununla birlikte az miktarlarda yapılan aktarma kötü laminasyon karakterine sebep olmaktadır.Şablon içerisindeki kaplama yapışkanlarının uygun seviyede olması; yüksek seviyedeki yapışkan madde maddenin kumaşın iç yüzeyine penetrasyonuna sebep olabilir. Bu penetrasyon kaplama yapıştırıcısının yüksek basıncından kaynaklanabilir.Doğru viskoziteli kaplama yapışkanı; yüksek kaplama yapışkan viskoziteleri tekstil yüzeyinin enince şablon içerisinden düzensiz aktarmaya sebep olur.

84
Avantajları:Aplikasyon miktarının kolay kontrol edilmesi.Son derece küçük miktarlarda aktarmanın mümkün olabilmesi (6-8 g/m2).Uyuşmazlık ve tutum problemi olmaksızın hafif ve gerilme dayanımlı yüzeyler oluşturulabilir.Açık bıçak sistemi sayesinde şablon içerisindeki kaplama maddesi en uygun şekilde yayılır.Kaplama maddesinin yapışmasından dolayı şablonun dış yüzeyinde oluşan pislikleri önlemekte bıçağa ihtiyaç yoktur.Düşük viskoziteli kaplama maddesi kullanımına izin verir.Yüzeyden iç bölgelere penetrasyon olmaz.
Dezavantajları:Pat (kaplama maddesi) kıvamının sürekli kontrol edilme gerekliliği vardır.Pat yayma sistemlerinin (şablon, rakle vb.) zamanında temizlenmesi önemlidir.Yüzey pudralarının iyi olması önemlidir.

85
Köpük Kaplama ve Köpüklü Nokta Kaplama YöntemleriKöpük, herhangi bir sıvının uygun bir gaz ile şişirilerek yüzey alanı kabaca 1000 kat artırılmış, dolayısıyla daha az sıvı ihtiva eden, mikro heterojen kolloid, kısa veya uzun ömürlü, metastabil bir sistemdir. Tekstil sanayisinde kullanılan köpüklerde sıvı olaraknormal aplikasyon yöntemlerinde kullanılan sulu flotteler, gaz olarak da hava kullanılmaktadır.Köpük, havanın yüzey aktif maddeler (tensidler) yardımıyla su içinde ince zerrecikler halinde dağıtılması ile elde edilir. Eğer bir yüzey aktif madde, sulu çözelti içinde çözülür ve bu çözelti içersinde hava kabarcıkları bulunursa, bu takdirde hava kabarcıklarının etrafını bir tensid filmi kaplar.Hava kabarcıkları, üzeri bir tensid filmiyle kaplı bulunan sıvının üst yüzeyine doğru hareket ederler. Yukarı doğru çıkan hava kabarcıklarının etrafında böylece ikinci bir tensid filmi meydana gelir. Bu şekilde, etrafını saran iki tensid filmi arasında sıvının bulunduğu gaz kabarcığına köpük hücresi denir.
86
Aplikasyonda kullanılacak köpükten bir takım özellikler beklenmektedir.Örneğin, sürme tekniğine göre çalışıldığında köpüğün uzun ömürlü olması istenirken , diğer yöntemlerin çoğunluğunda köpüğün kumaşla temas eder etmez kesilmesi (bozulması) istenir.
87
Meydana getirilen köpüğün kararlılığı;Köpük teşkil edici maddeyeSistem basıncınaRotor (karıştırıcı) süratineSıvı içerisinde beslenen havanın hacminePompa kapasitesine bağlıdır.
Köpük kaplama uygulamaları ise; geleneksel kaplamaya benzer yollarla uygulanır. Bilinmesi gereken bazı avantajları şunlardır;
İşlem görmemiş mamul ile aynı özelliklerdeki iyi bir dış yüzey oluşumu sağlanır.Az miktarda kaplama maddesi gerektirir.Kaplamalar hava geçirgenliğine sahiptir.Aplikasyon ağırlığı ve bundan dolayı da kaplama ağırlığı köpürmeyen yapılardan çok daha doğru bir şekilde kontrol edildiğinden estetik alanlar ve mobilyalar için yumuşak tutumlu ve de konforlu sonuçlar elde edilir.Kurutmada ve son işlemlerde (iyileştirme) düşük enerji kullanıldığından enerji masrafları düşüktür. Bunun sebebi düşük su içeriğidir. (suyun yerini kısmen hava almaktadır).
Mekanik faaliyetlere karşı elyaf yapısının korunumu, böylece daha az kumaş deformasyonu sağlar.

88
Tüm bu önemli avantajların yanında köpük ile çalışmanın bazı zorlukları da vardır;Köpük stabilitesinin yetersiz oluşu ve tekrarlanabilirliğinin azolmasıElyafa çok az köpük uygulandığında, yetersiz yüzey kaplama faaliyetiKumaşın nem miktarındaki değişikliklerden dolayı kaplama işleminde meydana gelen düzensizlikler. Yüksek maliyet ( kurulum maliyeti yüksektir) olarak tanımlanabilir.Kaplama oluşumunda parametrelerin ayarlanması:
Ağırlık (g/m²) ve kumaş genişliğiKöpüğün tam ve kesin ağırlığıKöpük yoğunluğu (g/L)Karıştırıcının tam bir dönüş sayısı (g/m²)’deki sıvı miktarım/dakika olarak kumaşın temsili hızı.

89
Köpükle aplikasyon için piyasaya çıkarılmış olan makineler çok değişik esaslaragöre çalışmaktadırlar. Bunlara birkaç tane örnek verecek olursak:a) Rakleli veya rulolu sistemler
Rakleli ve Rulolu sistemler

90
Rakleli veya rulolu sistemler yardımıyla köpük aplikasyonu normal kaplamalarda kullanılan sürme sistemlerine benzemektedir.Kumaş üzerine dökülen kıvamlı köpüğün aplikasyon miktarı, kumaşa olan mesafesi ayarlı bir rakle bıçağı veya silindir yardımıyla sağlanmaktadır.Kumaş üzerindeki köpük tabakasının, kumaş içerisine işlemesinin çabuklaştırılması, kumaşı basınç altındaki silindirler arasından geçirerek veya ters taraftan bir emme ile sağlanır.

91
Fulard içinde köpükle emdirme
United Merchants tarafından alınan bir patente göre normal bir yatay fulardda, merdaneler arasında kalan üst boşluğa köpük dökülerek, köpükle aplikasyon yapılabilir.3 merdaneli sistem kullanılır ve yatay ilk iki merdanede köpükle emdirmeden sonra kumaş birde dikey iki merdane arasından geçirilirse daha seri bir şekilde çalışmak mümkün olmaktadır.

92
Köpükle Emdirme

93
Doğrudan sürme sistemi Gaston County tarafından geliştirilen FFT-köpük aplikasyon makinesini örnek olarak verebileceğimiz bu sistemde, köpük hazırlama kabında sürekli olarak istenilen yapıda ve miktarda köpük hazırlanarak, istenilen dozajda köpük, aplike kısmına aşağıdan gönderilmektedir.Köpük aplike kısmının tepesinde bir yarık vardır ve kumaş bu yarığa hafifçe değerekten geçmektedir. Yarığın eni kumaşın enine göre ayarlanabilmektedir.Böylece yarıktan çıkan köpük kumaşın alt yüzüne doğrudan sürülmüş olmaktadır. Kumaşın geçiş hızı, yarıktan çıkan köpük miktarı, köpüğün oluşumu (yapısı) sürekli olarak elektronik kontrol altındadır ve bunlar ayarlanarak kumaşa aldırılacak flotte ve katı madde miktarı istenildiği gibi düzenlenebilmektedir.

94
Kaplama bileşeninin yapısında bulunan katı maddeler:Poliakrilat ve PUR dispersiyonları, veya ikisinin karışımıKöpük geliştiriciKöpük stabilizatörüKoyulaştırıcı (poliakrilatların istenen viskoziteye ulaşmasında)Şablon teknolojisi stabil, meta-stabil ve stabil olmayan köpüklerle çalışma imkanı verir.Çizelgede, köpük tipleri arasındaki farkı açıklayabilmek için uygulanan pat/sıvı fazları uygulama esnasında tanımlanmıştır.

95
Köpük Tiplerinin Karşılaştırılması
SıvıKöpükSıvıStabil olmayan
PatKöpükPatMeta-stabil
KöpükKöpükPatStabil
Uygulama sonunda kumaş üzerinde
Nakil ve uygulama fazı
Başlangıçmaddesi
Köpük tipi

96
İstenen bitmiş ürüne göre uygun olan tip seçilmelidir.Köpük ile çalışabilmek için uygun bir köpük mikserine ihtiyaç vardır. Pat/ sıvı miktarının ve hava miktarının doğru olarak kontrol edilmeleri gerekir. Ayrıca mikserin homojen bir köpük elde edebilmesi için havayı ve pat/ sıvı karışımını hava akışınave pat/sıvı akışına bağlı olmaksızın karıştırması gerekmektedir.
Stabil köpüğün avantajları:İyi bir tekrarlanabilirlikYumuşak kaplama hissiÇok az köpük aktarma gereksinimi (4-5 g/m²)Çeşitli kumaş yapıları ve çeşitli şablonlarda çok hatasız proseskontrolü.

97
Stabil olmayan köpük uygulamasında, kimyasallar yüksek miktarda sıvı kullanımına ihtiyaç olmadan düzgün bir dağılım gösterirler.Diğerleri dışında köpüğün ana bileşeni havadır. Bu durum bir bardak bira örneği ile kolaylıkla gösterilebilir.İyice doldurulmuş bir bira bardağının üst kısmında 2 cm kalınlığında boşluk vardır. Bira bardağı uzun süre durduğunda köpük söner, çünkü stabil değildir.Bardak içindeki sıvıda bir artma görülürken 2 cm kalınlığındaki hacim kaybolur. Köpük çok düşük miktarda sıvı içerir.

98
Fulard sisteminde alınan flotte (pick-up) %60-80 iken stabil olmayan bir köpük için alınan flotte miktarı %20-30’dur.
Avantajları şöyledir:Kullanılan suyun uzaklaştırılması için çok az enerjiye ihtiyaç vardır.Kurutma makinesinde daha yüksek üretim hızı. Buharlaştırılacak miktar çok daha az olduğundan kurutma makinesi en azından iki misli daha hızlı çalışabilir. Köpük teknolojisine geçmekle üretiminize yeni bir kurutma makinesine yatırım yapmaksızın arttırabilirsiniz. Bu da daha az bir yatırım maliyetidir.Kimyasal giderlerinden tasarruf edilir. Metrekareye tekabül edenkimyasal maliyeti çok daha düşüktür.Daha iyi bir tuşe elde edilir. Uygulanan kimyasalın daha az olmasından dolayı kumaş -tuşesi fulard yöntemine göre çok daha iyidir.

99
Diğer bir büyük avantajı da şablon sisteminin içeriğinin (5-6 litre) fulard sistemine göre (50 litre) çok küçük olması ve bunun sonucu reçete değişikliklerinde atık miktarından tasarruf edilmesidir.

100
PÜSKÜRTME TEKNİĞİBu teknolojide düşük viskoziteli çözücüler ve su bazlı kaplamalar püskürtücü vasıtasıyla aplike edilir. Düşük viskoziteli ve düşük katı içerikli çözeltiler gerektirdiği için, ince kaplama filmlerinde başvurulan yöntem olduğundan bu teknik sadece bu gibi özel durumlarda kullanılmaktadır.Bu teknik, örgü ve dantel, dokusuz yüzey gibi hassas veya iri hacimli kumaşlar, doğal deri benzeri düzensiz yüzeyler için kullanışlıdır.Kaplama yüzeye direkt temas ile aplike edilir.(10-50 g/m2).Yüzey düz bir taşıyıcı bant üzerindeki püskürtücü istasyonunu arasından taşınır. Modern sprey donanımı, bir yığın sprey jetinin kumaşta bir yandan öbür yana geçmesi şeklindeki bir harekete sahiptir. Kumaşın diğer kısımlarında, belki de püskürtme tekniği aynı zamanda kaplamanın düzgünlüğünün takibini garantiler. Üretim hızı (< 10 m /min) düşüktür.

101
Püskürtme Kaplama Tekniği

102
KALANDIR KAPLAMA
Kalandır kaplama oldukça eski bir metottur. Bu teknik esasen kontinü bir ekstraksiyon tekniği, iki silindir, bir çift ayarlanabilen, taşınabilir, katı termoplastik veya iyileştirilebilir kauçuk ünitesinden oluşmaktadır.

103
Kalender Kaplama Sistemi

104
Yüksek basınçlı laminasyonla kaplama, serilmiş tekstil yüzeyine bir çift silindir ile aktarılarak oluşturulmaktadır. [1]Laminasyon tabakasını kumaş yüzeyi ile birleştirmeden önce, tabakaların kalınlıkları saptanır ve polimer yapının sıvı haldeki ısıtılma derecesi, silindirler arası boşluk ve hızları, relatif sıcaklık dikkatli kontrollerle sürdürülür. [1]Bitmiş üründe kumaş veya kaplama materyalin son sıcaklık kontrolleri uygun, kuvvetli bir bağ sağlanmasında gereklidir. [1]Birkaç farklı tipi mümkündür. Tipik kalender kaplama 4-3 şekillendirici silindir, destekleyici ve dengeleyici özelliktekisilindir ve 2-3 küme silindir mevcuttur. Silindirler bir diğerinden bağımsız olarak hareket eder ve hidrolik ve elektrikli boşluk ayar kontrolüne sahiptir. Her bir silindir merkezinden su veya yağ vasıtasıyla hassas bir şekilde ısıtılır veya soğutulur.

105
Tipik dört silindirli L tipi kalandır kaplamada kaplama tabakası yüzeyin tersine uygulanır. Kaplamanın kumaşın her iki yüzüne de aynı anda yapılabildiği dört silindirli Z tipi kalandır kaplamalar ve bugün kullanımı yaygınlaşan kauçuk kalandırlı üç silindirli sistemler mevcuttur. Geniş çeşitlilikteki yardımcı ekipman ve bilgisayar kontrol sistemi ile bu tip makineler kaplama ürünlerinde geniş bir çeşitlilik sağlarlar.Kalandır yöntemi ile yapılan kaplama işlemlerinin hızları 0.25 ile 1.5 mm arasındadır.Kalandır kaplama oldukça pahalı bir sistemdir. Buna rağmen bu teknik genellikle etkili işlem akışı ve çok amaçlılık beklenen doğal ve sentetik kauçuktan ağır kaplama üretiminde genellikle kullanılmaktadır.Bu teknik, farklı liflerden üretilmiş endüstriyel kumaşlarda örneğin (PA, PES, pamuk, aramid (kevlar) veya cam lifi ) kullanılabilmektedir. Örneğin kayışlarda, buhar bariyerlerinde, güvenlik kıyafetlerinde ve bariyerlerde, jeotekstillerde ve ses geçirmez materyallerde, şişirilebilir (balon, bot, hava yastığı), yakıt ve su konteynır vb. ağır yapılarda kullanılırlar.

106
Kalender Kaplamada Kullanılan Polimer Maddeler
• Hipalon (hypalon) kauçuk• EPDM VE EDM kauçuk
• Butil kauçuk• SBR kauçuk
• Poliakrilik kauçuk• Polisülfit kauçuk
• Silikonlar• Neopiren kauçuk
• Epiklorohidrin kauçuk• Nitril kauçuk
• ABS• PUR
• Poliolefinler• Vinil polimerler

107
Sıcak Eriyik Sistemi (HOT-MELTİNG)
Bu teknikte kullanılacak kaplama maddesi termoplastik olmalıdır. Bunlar ısıtıldıklarında eriyerek tekstil materyalinin üzerine yayılabilmektedir. Bazı açılardan pastayla kaplamaya benzemektedir. Fakat pastayla kaplamadan en büyük farklılığı, termoplastik kaplamada buharlaştırılması gereken solvent ve suyun bulunmamasıdır. Bu durum ise, hem ekonomik hem de ekolojik açıdan avantaj sağlamaktadır. Erimiş polimer genellikle direkt olarak tekstil materyalinin üzerinde kalandırlanır veya bazı durumlarda delikle bir kalıptan fışkırtılır. Ardından da, eğer pürüzsüz bir yüzey isteniyorsa parlak soğuk bir silindirle, desen efekti isteniyorsa desenli bir silindirle temas ettirilir.

108
Sıcak Eriyik sistemleri

109
Bu sistemin esası aktarma yöntemine dayanmaktadır. Böylece bir geçişte 30 – 500 g/ m2 gibi büyük miktarların aktarılması (kaplanması) yapılabilir. [3]Kaplama maddesi olarak toz polimerin kullanıldığı başka bir proses olan, sıcak eriyikle kaplama metodundan söz etmek gerekir. Bu teknikte toz haldeki polimer zemin üzerine serpilir ve bunu takiben termoplastik maddeyi eritmek için radyasyon ısıtıcılı bir sistemde ısıtma uygulanır. Kaplama daha sonra kompakt hale getirmek için kesintisiz olarak bir kompaktlaştırma kalandırından geçirilir. Burada kullanılan ana malzemeler, polietilen ve naylondur. Bu uygulama, termoplastik malzemenin şekil verilebilirliği sayesinde tek bir işlemle komple otomobil halısının preslenmesini sağladığı için, otomobil iç halılarının üretimde kullanılmaktadır.

110
Sıcak eriyik sisteminin bilinen avantajları; Çok miktarda, geniş materyallerle kaplama özelliklerinin birbirinden ayrılmamasıdır.Enerji ihtiyacı da çok düşüktür.Yüksek verimlilik ve operasyon hızları mümkündür. Çünkü sıcak eriyik sisteminde yapışkan form hemen hemen hızlı bağlanma, kurutma ve iyileştirme işlemlerinde genellikle sınırlayıcılık yaratmaktadır. Tek sınırlayıcılık ekstrüder de ekstraksiyon tekniği içindedir.Kolay proses.Alan ihtiyacının az oluşu.Diğer tekniklerle karşılaştırıldığında bu teknikte kullanılan yapıştırıcılar ile bağ daha üstün niteliktedir.Kaplama yüzey, delme , dikiş dikme vb. işlemler sonucu zayıflamaz.Bu sistemdeki sıvı yapıştırıcıların kullanım ömrü fazladır.Depolama ve sevk masrafını azaltmakta, su ve sıvı akışkanlarda bu işlemlere gerek duyulmamaktadır. [1]Dezavantajları ise;- Sistemin temizlenmesi için zamana ve ekstraksiyon tekniği için yüksek maliyetteki kapalı bir sisteme ihtiyaç vardır.- Yüksek proses sıcaklıklarından dolayı bileşimin dikkatli verilmesini gerektirir.- Çalışanların korunması bir hayli önemlidir.

111
Bugün için sıcak eriyik sistemlerinin fiyatı (düşük materyal fiyatı, düşük enerji ihtiyacı) ve performansı nedeniyle çok tercih edilmesinin sebebidir.Sıcak eriyik sistemi, ideal yapışkan sisteminin sınırlayıcılığı içinde pek çok teknik kullanıma sahiptir.Bu teknik ile, örnek olarak PE, PP, poliester, poliamid, etilen vinilasetat kopolimerler, poliüretanlar ve reaktif PUR uygulanabilir ve tekstil yüzeyleri ile bağ yapabilirler.Polimerler toz, granüller, cips veya tabaka formunda elde edilebilirler. Kumaşa aplikasyon için su veya çözücü gerekli değildir.Termoplastiklerin veya sıcak eriyik metotlarının kumaşa uygulanması aplikasyona bağlı olarak değişir.
112
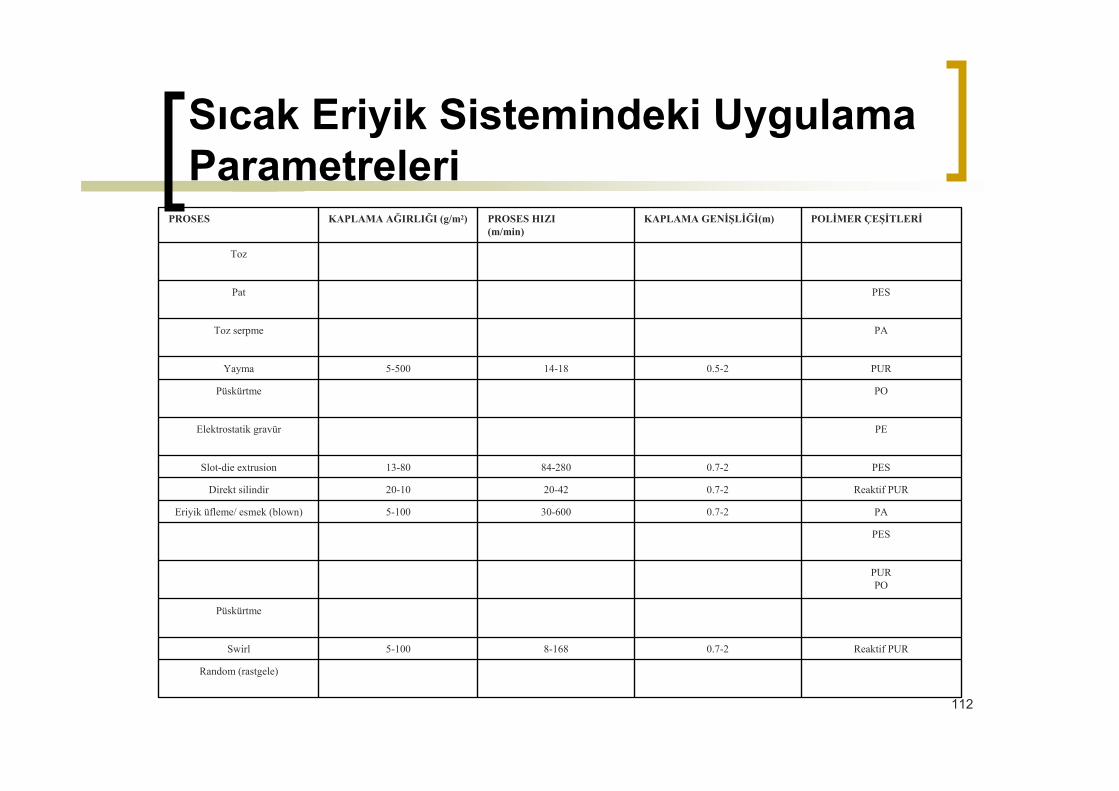
Sıcak Eriyik Sistemindeki Uygulama Parametreleri
Random (rastgele)
Reaktif PUR0.7-28-1685-100Swirl
Püskürtme
PURPO
PES
PA0.7-230-6005-100Eriyik üfleme/ esmek (blown)
Reaktif PUR0.7-220-4220-10Direkt silindir
PES0.7-284-28013-80Slot-die extrusion
PEElektrostatik gravür
POPüskürtme
PUR0.5-214-185-500Yayma
PAToz serpme
PESPat
Toz
POLİMER ÇEŞİTLERİKAPLAMA GENİŞLİĞİ(m)PROSES HIZI(m/min)
KAPLAMA AĞIRLIĞI (g/m2)PROSES

113
Kullanım alanları ;Sıcak eriğik kaplama ve laminasyon sistemleri güvenilirlik ve çok yönlülükleri nedeniyle şu ana alanlarda kullanılmaktadırlar:[16]Otomobil endüstrisiKoruyucu giysilerFonksiyonel spor giysilerTela ve ayakkabı endüstrisiHijyen ve medikal endüstrilerTeknik laminatlarEv tekstilleriHer çeşit materyal kombinasyonu olanaklıdır. Örneğin dokuma ve örme kumaşlar,non-woven, suni deri,folye ve kağıt gibi. Süngerle yapılan laminasyonlarda hotmelt sistemleri alev laminasyonuna karşı en iyi alternatifi oluşturmaktadır. Bunun en önemli nedenleri düşük üretim masrafları, çevre dostu üretime sahiptir.

114
Özetle sıcak eriyik (hotmelt) kaplama ve laminasyon sistemleri aşağıdaki özelliklerinden dolayı bir gelecek teknolojisidir:
Kullanımdaki çok yönlülükYüksek verimlilikÇevre dostu üretim metotlarıDüşük enerji sarfiyatıMakine parkı için az yer gereksinimiKolay operasyon Çok çeşitli sıcak eriyik (hotmelt) tipleri kullanma olasılığıKurutucu fırınların olmaması nedeniyle ısının mallar üzerindeki negatif etkisinin ortadan kalkması.
Bu sistemler modern yapıştırıcılar ile modern ve güvenilir makine teknolojisinin birleşimi sonucunda piyasaya ve artan teknik taleplere en iyi yanıtı verebilen hale gelmiştir.

115
Pudra yöntemi (toz serpme tekniği)
Bu teknik en eski kuru laminasyon ve kaplama tekniklerinden biridir. Kaplama ağırlığı 5- 500 g/ m2 aralığında değişir. Teknik, kullanılan termoplastik veya katılaştırılmış tozlara göre 3 kategoride toplanır. [1]- Pat nokta kaplamalı toz serpme yöntemi ; 0-60 µm arasında pudra, su bazlı bir çözücü vasıtasıyla muamele edilir ve bu şekilde kumaşa uygulanır. [1]- Toz (pudra) nokta kaplama yöntemi ; 0-200 µm arasındaki pudra kuru olarak yüzeye uygulanır. [1]
- Saçma kaplama yöntemi ; 0-600 µm’ lik pudra yüzeye kuru olarak uygulanır. [1]Bu üç yöntemi birbirinden ayıran temel sebep; kullanılan tozların (pudraların) tanecik büyüklüklerindeki farklardır. [1]Bu teknikte; hareketli materyal üzerine öncelikle ince öğütülmüş termoplastik granüller beslenir. Ardından kaplama malzemesi bir ısıtma bölmesi içerisinde eritilir ve böylece istenene yapışkanlık elde edilir. Bu özellik, genellikle laminasyon uygulamalarında kullanılır. Bu amaçla da, ısıtma bölmesinin ardından presleme ünitesi gelmektedir. Soğutma sonucunda da, bağlanma (yapışma) gerçekleşmiş olur.

116
Pudra Yöntemi
Hareket halindeki kumaş , 2. Granül besleme tankı3. Granüller4. Isıtma bölmesi5. Presleme ünitesi6. İkinci yüzey7. Ön ısıtma bölmesi (ikinci yüzey için)

117
Isı, basınç ve zaman parametreleri, bu teknik açısından önem arz etmektedir.
Kaplamada kullanılan pudra (toz) aşağıdaki özelliklere sahiptir:Kesin olarak belirlenmiş limitler içinde partikül boyutları ve partikül dağılımıHer serpmede temel bileşenlerin homojen dağılımıÜniform yoğunluk, mümkün olan en düşük sıkışma kabiliyetiYeterli akıcılıkSaklama, sevk ve proses için yeterli kimyasal ve fiziksel stabiliteKaplama yapılacak kumaşlara uygunluk.
Toz halindeki kaplama malzemesi seçiminde dikkat edilmesi gereken kriterler ise aşağıdaki gibidir:
Polimer tipi; uygunluk, özellikler, mukavemet ve fiyatı etkilemektedir.Erime noktası ; minimum proses sıcaklığını etkilemektedir.Eriyik viskozite eğrisi; eriyiklerin akış karakteristiklerini yönetmektedir.Granül boyutu (100-300 µm); bağlanma ve proses özelliklerini etkilemektedir.

118
Bir materyalin toz serpme yöntemiyle kaplanması ve laminasyonu için aşağıdaki özelliklere sahip olması gerekmektedir. Bunlar proses sıcaklığına dayanabilmesi için yeteri kadar ısı dayanımı olması, toz haldeki sıcak eriyiğin kumaş yapısı içinden geçmesine veya dispers olmasına izin vermeyecek bir yüzeye sahip olması ve yapıştırıcının, aplikasyonun ardından malzeme boyunca hareket etmemesi için düz olmasıdır.Toz serpme prosesi kullanılabilir kaplama malzemeleri açısından nispeten zahmetsiz bir yapıya sahip olması sebebiyle yakın geçmişte daha da yaygın olarak kullanılmaya başlanmıştır

119
Birçok uygulamada solvent ve enerjiden tasarruf edilmekte ve ekipman verimliliği arttırılmaktadır. Bu tekniğin tipik uygulama alanları şunlardır: [15]Dokuma ve non-woven malzemelerden yapılma sıcak ve kapatılabilir hatlı kumaşlar,Ayakkabı, el çantası ve deri ürünler için kompozit malzemeler,Halı zemin kaplama malzemeleri, Otomotiv iç mekan kaplamaları,Genel mühendislik tekstil malzemeleri ve kompozit malzemeler [15]Serpme prosesinin özel avantajları arasında; geniş alanlarda uygulanabilirliği, kaplama malzemesinde kayıp meydana gelmemesi,üretim artığı veya atık su oluşmaması, geniş bir kaplama ağırlığı aralığı ( birkaç g/m2’ den birçok kg/m2’ya kadar), yüksek aplikasyon hassasiyeti ve tekrar edilebilirlik, temassız aplikasyon yöntemi, düşük enerji tüketimi ve üretim işlemleri için en düşük yatırım ihtiyacı sayılabilir.

120
Sıcak eriyik yöntemindeki yapıştırıcı ve substrat özellikleri
Yapıştırıcı materyaller genellikle sıcak eriğik polimerlerinden oluşur ve bunlar polimer çeşitlerine ve viskozitelerine göre 240ºC’ ye varan ısılarda eritilir, kaplanacak hale getirilir. Önceleri polimerlerin ısı stabiliteleri ile ilgili var olan problemler polimer üreticileri tarafından çözülmüş olup bugün hotmelt makinelerinde problemsiz kullanılan birçok çeşit ve özellikte polimerler bulunmaktadır. Bunlar klasik tekstil yapıştırıcıları olan co-poliamid (coPA) ve co-polyester (coPES)’lerdir. [16]Reaktif poliüretanlar ise geçmişte yapılan geliştirmelerle
günümüzde problemsiz olarak kullanılabilen yüksek performanslı yapıştırıcılardır. Yaklaşık her tekstil veya tekstil olmayan substrat hotmelt kaplama ve laminasyon sistemlerinde kullanılır.

121
TRANSFER KAPLAMA Bu kaplama tekniğinde, önceden hazırlanmış kesintisiz kaplama tabakası ya ısı uygulamasıyla ya da bağlayıcı tabaka olarak bilinen bir yapıştırıcı kullanımıyla kumaşa aktarılır.

122
Transfer Kaplama
123
Bu metod düşük viskoziteli kaplamalar için, direkt tekniklere elverişli olmayan durumlarda ve zayıf kumaşlar, gevşek dokumalar, esnek kumaşlar ve de diğer boyutsal stabilitesi olmayan tekstiller için uygundur. Şimdilerde bu teknik direkt teknikler için uygun kaplamalarda da ayrıca uygulanmaktadır. [1]
Transfer kaplama prosesi bir çeşit laminasyonu da içermektedir ve direkt serme prosesine de benzer kaplamalarda aynı öneme sahiptir. (özellikle suni deri endüstrisinde) [1]Bunun yanında bu teknik hava geçirgen kaplama üretiminde de kullanılmaktadır. [1]Bu teknikle bir rezerve silindir sistemi veya bıçak sistemi gibi bir transfer prosesi tarafından kaplama yığını tekstil yüzeyine in direkt olarak bir yandan öbür yana taşınır. Transfer kaplama genel olarak iki yüzeye bağlıdır. Sonuçta bir konveksiyonel transfer kaplama ünitesinde iki sıyırıcı sistem ve iki kurutma ünitesinin bulunması zorunludur.
124
Bir transfer kaplama prosesi birkaç adımı gerektirmektedir;İlk adım; geçici bir yüzey veya taşıyıcıya, yapının kontrollü olarak serilmesi, kaplama yığınının bir kazıyıcı yardımıyla başlangıçta uygulanmasıdır.Bu üst kaplama kurutulur ve eğer gerekirse iyileştirilir.İkinci adımda; yapışkan tabaka ya da bağlayıcı tabakanın, serilen kaplama yığını üzerine uygulanmasıdır.Laminasyon-delaminasyon sistemi, kaplama yığınının geçici yüzeyden tekstil yüzeyine transferidir.Tekstil yüzeyi ve transfer tabakasının pres silindirleri arasından geçmesindeki temaslarıyla işlem tamamlanır. Lamine kurutulur. Sonuçta kaplama yüzeyi, taşıyıcı tabakadan ayrılmış ve tekstil yüzeyine transfer edilmiş olur.

125
Transfer kaplama; mamulün kullanılacağı yere ve istenen özelliklerine göre desenli veya düz olabilir. Bununla beraber transfer kaplama pahalı bir tekniktir.Bu tekniğin diğer tüm yöntemlere göre en önemli avantajı, kaplama filminin kumaşa uygulamadan önce, tamamıyla gözeneksiz ve hatasız bir şekilde oluşturulabilmesidir.Genelde transfer kaplama, diğer tekniklerden daha yumuşak bir tutum sağlar.Ayrıca kaplanmış kumaşın yüzeyinden kusma olasılığı yoktur.

126
Kağıttan aktarma yöntemi
silikon kağıdı , 2. silindirde rakle , 3. kumaş , 4. sıkama silindirleri , 5. kurutma kanalı , 6. silikonlu kağıt , 7. kaplanmış kumaş

127
Rakleli sistemlerde çalışırken genellikle kumaşın gergin bir durumda bulunması gerekmektedir. Bu nedenle rakleli sistemlerde kaplama, germeye karşı hassas olan mamuller, özellikle trikotajlar için uygun değildir. [3]Yüzeyinde fazla miktarda düzgünsüzlük ( neps, kalın iplik... gibi ) bulunan mamullerin kaplaması havada veya lastikli raklelerle yapılabilirse de, bu şekildeki çalışmalarda kaplamanın tamamen düzgün, kaygan bir yüzeyde olması sağlanamaz.

128
İşte bu sakıncaları ortadan kaldırabilmek, yani trikotajların kaplanması ve yüzeyinde düzgünsüzlük bulunan kumaşların düzgün, kaygan bir yüzey elde edilecek şekilde kaplanmasını sağlamak için kağıttan aktarma yöntemi geliştirilmiştir.Bu yöntemde; kaplama maddesi önce silindirde rakle veya lastiklirakle donatımı yardımı ile bir taşıyıcıya (silikonlu kağıt veya çelik band) sürülmekte ve ardından üzerinde kaplama bulunana taşıyıcı ile tekstil mamulü (kumaş veya trikotaj) bir araya getirilerek sıkmamerdaneleri arasından ve kurutucudan geçirilmektedirler.Kurutucunun çıkışında kumaş ve taşıyıcı birbirinden ayrılarak yollarına devam etmektedirler. Kaplamanın tekstil mamulüne adhezyonu, taşıyıcıya adhezyonundan çok daha yüksek olduğundan, bu işlem sırasında kaplama taşıyıcıdan ayrılarak tekstil mamulüne yapışmaktadır.

129
Kaplama; geçmişten günümüze kadar kullanımı olan, ve hızla gelişen bir sektördür. Son yıllarda; tekstil terbiye sınıflandırılmasında, ön terbiye, boya- baskı ve bitim işlemlerinin yanında kaplama’ da ayrıca bir sınıf altında incelenmektedir.Kaplama işlemi özellikle, teknik tekstiler sektöründe oldukça geniş bir kullanıma sahiptir.Yeni gelişmeler ve araştırmalar ışığında kaplama ürünlerin performans özellikleri de gelişmekte ve sonuç olarak da bu ürünlerin kullanım alanları genişlemektedir. Kaplama gerek kullanılan yapıştırıcı maddelerin alternatiflerinin çokluğu, gerekse aplikasyonda kullanılan makineleriyle geniş birsektör oluşturmakta ve tekstilde yeni alternatif ürünlerin doğmasına katkıda bulunmaktadır.Buradan da anlaşıldığı üzere kaplama ve laminasyon gelecekte gelişimini sürdürerek daha da fazla alanda tercih edilir olacak bir üretim tekniğidir.