1. informacje ogólne 1.1 zużycie papieru w europie
TRANSCRIPT
Rozdział 1
Przemysł celulozowo-papierniczy
1
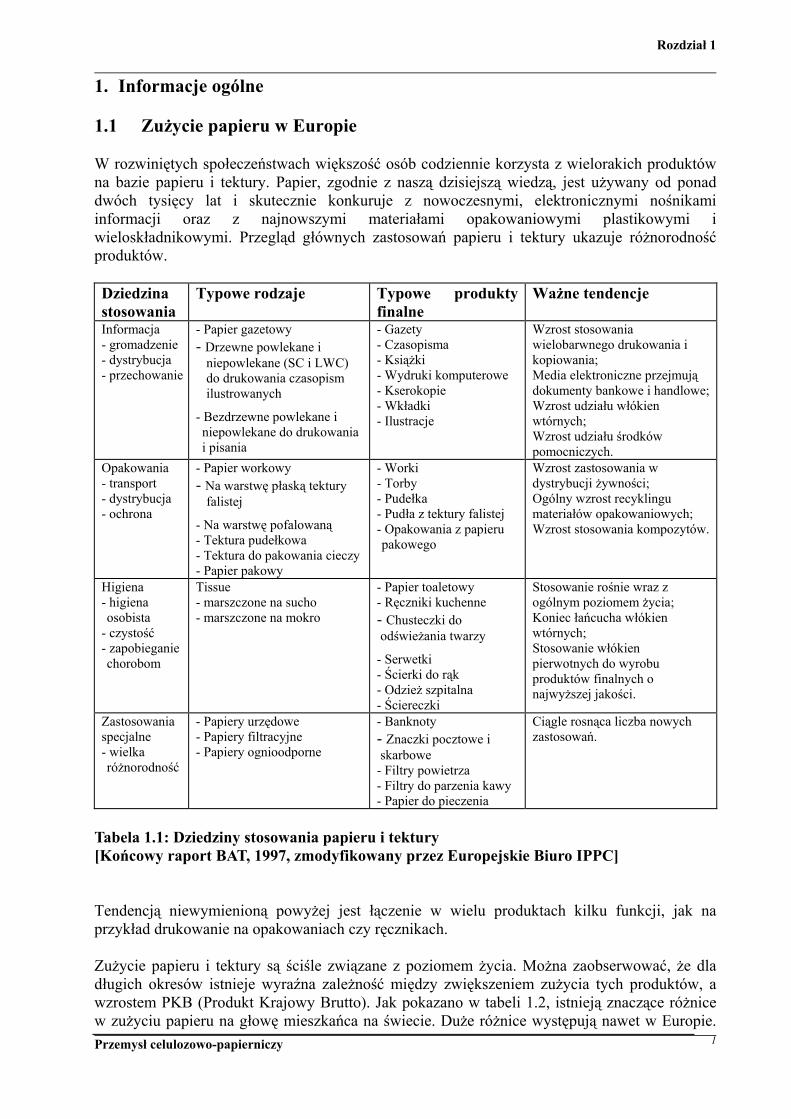
1. Informacje ogólne 1.1 Zużycie papieru w Europie W rozwiniętych społeczeństwach większość osób codziennie korzysta z wielorakich produktów na bazie papieru i tektury. Papier, zgodnie z naszą dzisiejszą wiedzą, jest używany od ponad dwóch tysięcy lat i skutecznie konkuruje z nowoczesnymi, elektronicznymi nośnikami informacji oraz z najnowszymi materiałami opakowaniowymi plastikowymi i wieloskładnikowymi. Przegląd głównych zastosowań papieru i tektury ukazuje różnorodność produktów. Dziedzina stosowania
Typowe rodzaje Typowe produkty finalne
Ważne tendencje
Informacja - gromadzenie - dystrybucja - przechowanie
- Papier gazetowy - Drzewne powlekane i
niepowlekane (SC i LWC) do drukowania czasopism ilustrowanych
- Bezdrzewne powlekane i niepowlekane do drukowania i pisania
- Gazety - Czasopisma - Książki - Wydruki komputerowe - Kserokopie - Wkładki - Ilustracje
Wzrost stosowania wielobarwnego drukowania i kopiowania; Media elektroniczne przejmują dokumenty bankowe i handlowe; Wzrost udziału włókien wtórnych; Wzrost udziału środków pomocniczych.
Opakowania - transport - dystrybucja - ochrona
- Papier workowy - Na warstwę płaską tektury
falistej
- Na warstwę pofalowaną - Tektura pudełkowa - Tektura do pakowania cieczy - Papier pakowy
- Worki - Torby - Pudełka - Pudła z tektury falistej - Opakowania z papieru pakowego
Wzrost zastosowania w dystrybucji żywności; Ogólny wzrost recyklingu materiałów opakowaniowych; Wzrost stosowania kompozytów.
Higiena - higiena osobista
- czystość - zapobieganie chorobom
Tissue - marszczone na sucho - marszczone na mokro
- Papier toaletowy - Ręczniki kuchenne - Chusteczki do odświeżania twarzy
- Serwetki - Ścierki do rąk - Odzież szpitalna - Ściereczki
Stosowanie rośnie wraz z ogólnym poziomem życia; Koniec łańcucha włókien wtórnych; Stosowanie włókien pierwotnych do wyrobu produktów finalnych o najwyższej jakości.
Zastosowania specjalne - wielka różnorodność
- Papiery urzędowe - Papiery filtracyjne - Papiery ognioodporne
- Banknoty - Znaczki pocztowe i skarbowe
- Filtry powietrza - Filtry do parzenia kawy - Papier do pieczenia
Ciągle rosnąca liczba nowych zastosowań.
Tabela 1.1: Dziedziny stosowania papieru i tektury [Końcowy raport BAT, 1997, zmodyfikowany przez Europejskie Biuro IPPC] Tendencją niewymienioną powyżej jest łączenie w wielu produktach kilku funkcji, jak na przykład drukowanie na opakowaniach czy ręcznikach. Zużycie papieru i tektury są ściśle związane z poziomem życia. Można zaobserwować, że dla długich okresów istnieje wyraźna zależność między zwiększeniem zużycia tych produktów, a wzrostem PKB (Produkt Krajowy Brutto). Jak pokazano w tabeli 1.2, istnieją znaczące różnice w zużyciu papieru na głowę mieszkańca na świecie. Duże różnice występują nawet w Europie.
Rozdział 1
Przemysł celulozowo-papierniczy
2
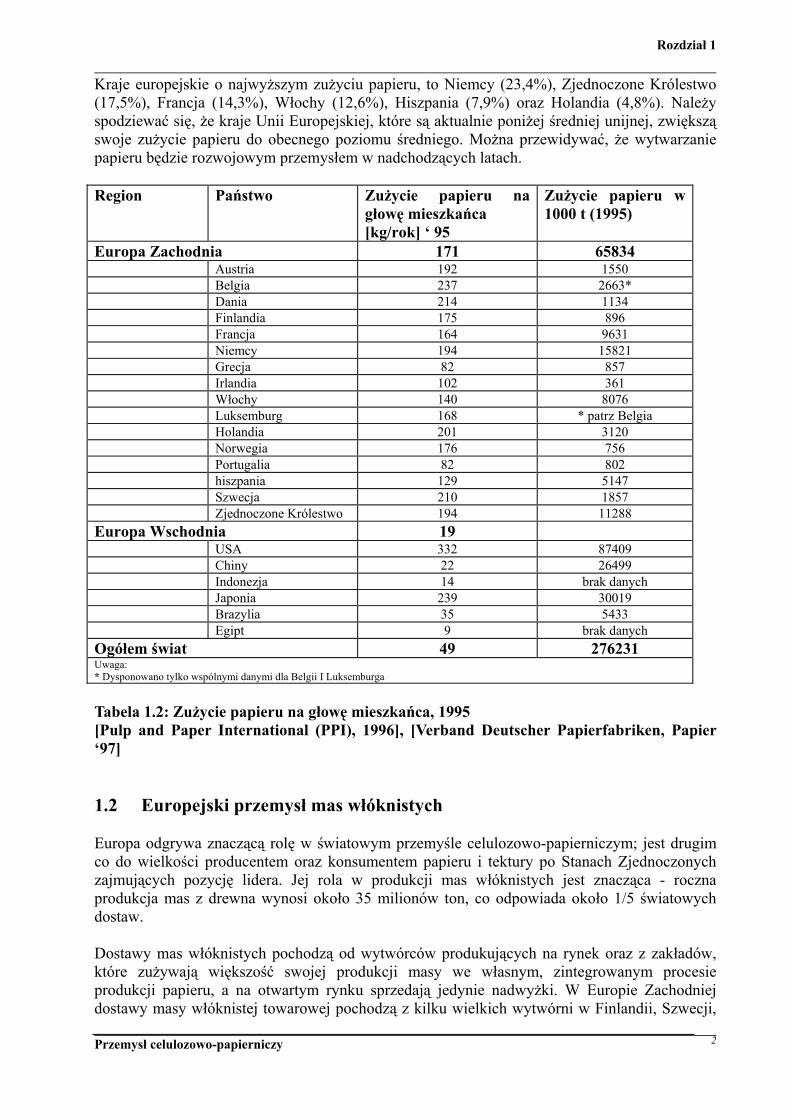
Kraje europejskie o najwyższym zużyciu papieru, to Niemcy (23,4%), Zjednoczone Królestwo (17,5%), Francja (14,3%), Włochy (12,6%), Hiszpania (7,9%) oraz Holandia (4,8%). Należy spodziewać się, że kraje Unii Europejskiej, które są aktualnie poniżej średniej unijnej, zwiększą swoje zużycie papieru do obecnego poziomu średniego. Można przewidywać, że wytwarzanie papieru będzie rozwojowym przemysłem w nadchodzących latach. Region Państwo Zużycie papieru na
głowę mieszkańca [kg/rok] ‘ 95
Zużycie papieru w 1000 t (1995)
Europa Zachodnia 171 65834 Austria 192 1550 Belgia 237 2663* Dania 214 1134 Finlandia 175 896 Francja 164 9631 Niemcy 194 15821 Grecja 82 857 Irlandia 102 361 Włochy 140 8076 Luksemburg 168 * patrz Belgia Holandia 201 3120 Norwegia 176 756 Portugalia 82 802 hiszpania 129 5147 Szwecja 210 1857 Zjednoczone Królestwo 194 11288 Europa Wschodnia 19 USA 332 87409 Chiny 22 26499 Indonezja 14 brak danych Japonia 239 30019 Brazylia 35 5433 Egipt 9 brak danych Ogółem świat 49 276231 Uwaga: * Dysponowano tylko wspólnymi danymi dla Belgii I Luksemburga
Tabela 1.2: Zużycie papieru na głowę mieszkańca, 1995 [Pulp and Paper International (PPI), 1996], [Verband Deutscher Papierfabriken, Papier ‘97] 1.2 Europejski przemysł mas włóknistych Europa odgrywa znaczącą rolę w światowym przemyśle celulozowo-papierniczym; jest drugim co do wielkości producentem oraz konsumentem papieru i tektury po Stanach Zjednoczonych zajmujących pozycję lidera. Jej rola w produkcji mas włóknistych jest znacząca - roczna produkcja mas z drewna wynosi około 35 milionów ton, co odpowiada około 1/5 światowych dostaw. Dostawy mas włóknistych pochodzą od wytwórców produkujących na rynek oraz z zakładów, które zużywają większość swojej produkcji masy we własnym, zintegrowanym procesie produkcji papieru, a na otwartym rynku sprzedają jedynie nadwyżki. W Europie Zachodniej dostawy masy włóknistej towarowej pochodzą z kilku wielkich wytwórni w Finlandii, Szwecji,
Rozdział 1
Przemysł celulozowo-papierniczy
3
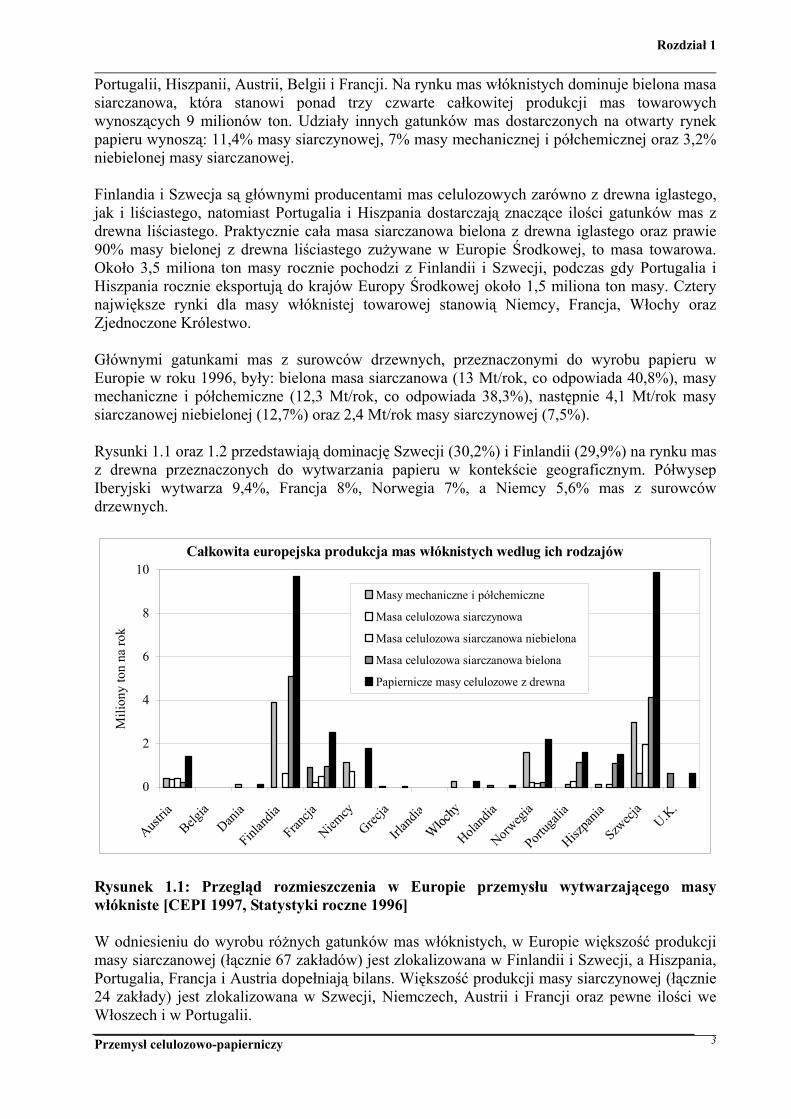
Portugalii, Hiszpanii, Austrii, Belgii i Francji. Na rynku mas włóknistych dominuje bielona masa siarczanowa, która stanowi ponad trzy czwarte całkowitej produkcji mas towarowych wynoszących 9 milionów ton. Udziały innych gatunków mas dostarczonych na otwarty rynek papieru wynoszą: 11,4% masy siarczynowej, 7% masy mechanicznej i półchemicznej oraz 3,2% niebielonej masy siarczanowej. Finlandia i Szwecja są głównymi producentami mas celulozowych zarówno z drewna iglastego, jak i liściastego, natomiast Portugalia i Hiszpania dostarczają znaczące ilości gatunków mas z drewna liściastego. Praktycznie cała masa siarczanowa bielona z drewna iglastego oraz prawie 90% masy bielonej z drewna liściastego zużywane w Europie Środkowej, to masa towarowa. Około 3,5 miliona ton masy rocznie pochodzi z Finlandii i Szwecji, podczas gdy Portugalia i Hiszpania rocznie eksportują do krajów Europy Środkowej około 1,5 miliona ton masy. Cztery największe rynki dla masy włóknistej towarowej stanowią Niemcy, Francja, Włochy oraz Zjednoczone Królestwo. Głównymi gatunkami mas z surowców drzewnych, przeznaczonymi do wyrobu papieru w Europie w roku 1996, były: bielona masa siarczanowa (13 Mt/rok, co odpowiada 40,8%), masy mechaniczne i półchemiczne (12,3 Mt/rok, co odpowiada 38,3%), następnie 4,1 Mt/rok masy siarczanowej niebielonej (12,7%) oraz 2,4 Mt/rok masy siarczynowej (7,5%). Rysunki 1.1 oraz 1.2 przedstawiają dominację Szwecji (30,2%) i Finlandii (29,9%) na rynku mas z drewna przeznaczonych do wytwarzania papieru w kontekście geograficznym. Półwysep Iberyjski wytwarza 9,4%, Francja 8%, Norwegia 7%, a Niemcy 5,6% mas z surowców drzewnych.
Całkowita europejska produkcja mas włóknistych według ich rodzajów
0
2
4
6
8
10
Austria
Belgia
Dania
Finlan
dia
Francja
Niemcy
Grecja
Irlan
dia
Holand
ia
Norweg
ia
Portug
alia
Hiszpa
nia
Szwecj
aU.K
.
Mili
ony
ton
na ro
k
Masy mechaniczne i półchemiczne
Masa celulozowa siarczynowa
Masa celulozowa siarczanowa niebielona
Masa celulozowa siarczanowa bielona
Papiernicze masy celulozowe z drewna
Rysunek 1.1: Przegląd rozmieszczenia w Europie przemysłu wytwarzającego masy włókniste [CEPI 1997, Statystyki roczne 1996] W odniesieniu do wyrobu różnych gatunków mas włóknistych, w Europie większość produkcji masy siarczanowej (łącznie 67 zakładów) jest zlokalizowana w Finlandii i Szwecji, a Hiszpania, Portugalia, Francja i Austria dopełniają bilans. Większość produkcji masy siarczynowej (łącznie 24 zakłady) jest zlokalizowana w Szwecji, Niemczech, Austrii i Francji oraz pewne ilości we Włoszech i w Portugalii.

Rozdział 1
Przemysł celulozowo-papierniczy
4
W Europie Zachodniej znajduje się 101 zakładów produkujących masę mechaniczną, zlokalizowanych głównie w Finlandii, Niemczech, Szwecji, Francji, Włoszech i Norwegii. Głównymi producentami masy półchemicznej (łącznie 23 zakłady) są Szwecja, Finlandia, Norwegia i Włochy.
Struktura wielkości wytwórni mas włóknistych w Europie (1996)
0 5 10 15 20 25 30 35 40 45
Austria
Belgia
Dania
Finlandia
Francja
Niemcy
Grecja
Irlandia
Włochy
Holandia
Norwegia
Portugalia
Hiszpania
Szwecja
U.K.
Liczba wytwórni w każdej kategorii wielkości
<10000 ton/rok: 16 wytwórni
10000 do 25000 ton/rok: 18 wytwórni25000 do 50000 ton/rok: 29 wytwórni
50000 do 100000 ton/rok: 40 wytwórni100000 do 250000 ton/rok: 65 wytwórni
>250000 ton/rok: 51 wytwórni
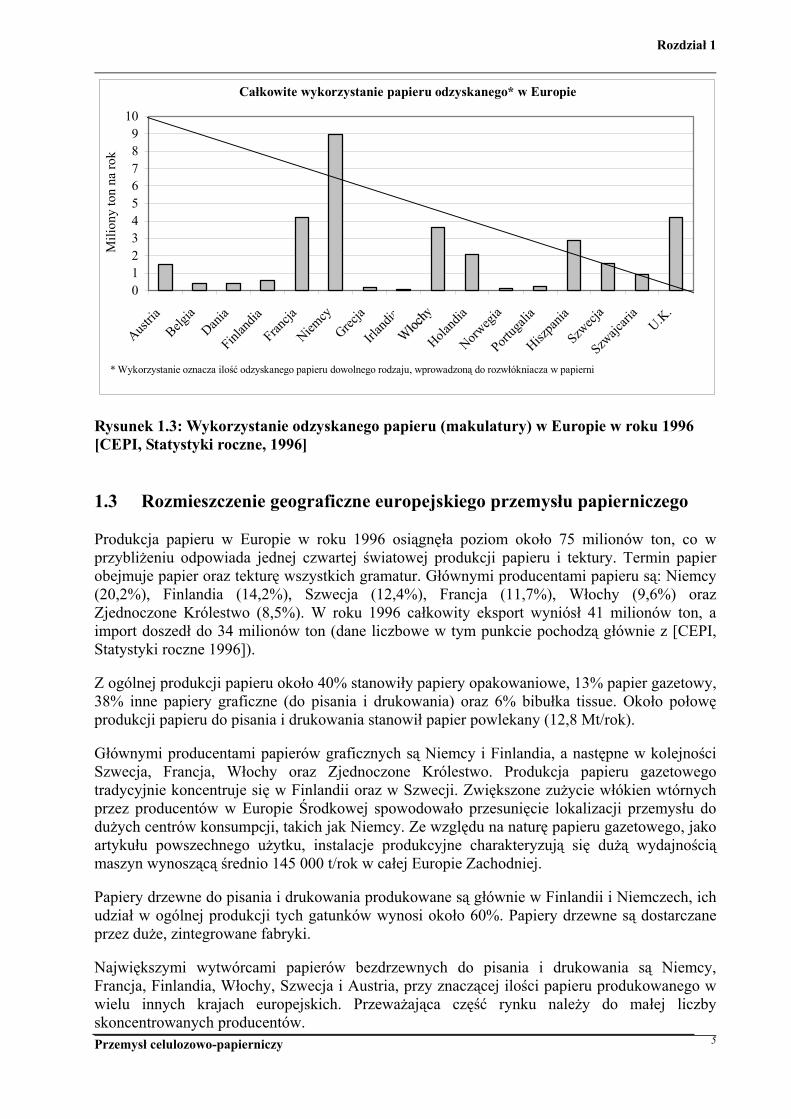
Rysunek 1.2: Przegląd rozkładu wielkości zakładów w Europie produkujących masy włókniste [CEPI 1997, Statystyki roczne 1996] Szwecja i Finlandia posiadają większość dużych zakładów o wydajności ponad 250 000 ton na rok i jedynie kilka małych, o rozmiarach mniejszych niż 10 000 ton na rok. Przeciętna wydajność celulozowni w Europie Zachodniej wynosi 180 000 ton na rok [PPI, 1996]. Z 222 celulozowni w Zachodniej Europie 74 produkuje masę towarową. W Europie Zachodniej oprócz włókien pierwotnych zużywa się rocznie około 30 mln ton włókien wtórnych, co stanowi około 45% całkowitej ilości włókien zużywanych do wytwarzania papieru. Stopień wykorzystania jest stosunkowo wysoki przy produkcji papieru gazetowego (49%), tissue oraz innych papierów higienicznych (66,9%), papieru na warstwę płaską i pofalowaną tektury falistej (liner i fluting) (85,9%), jak również tektury pudełkowej (52,2%). Produkcja włókien wtórnych jest duża w krajach o wysokim zagęszczeniu ludności oraz o wysokim zużyciu papieru na mieszkańca, takich jak Niemcy, Francja, Włochy oraz Holandia, co pokazano na rysunku 1.3. Około dwie trzecie odzyskanego papieru (makulatury) jest wykorzystywane w formie nieodbarwionej (22 Mt), a około jedna trzecia (10 Mt) - do gatunków papierów odbarwionych, jak papier gazetowy, inne papiery graficzne oraz papiery higieniczne.
Rozdział 1
Przemysł celulozowo-papierniczy
5
Całkowite wykorzystanie papieru odzyskanego* w Europie
0123456789
10
Austria
Belgia
Dania
Finlan
dia
Francja
Niemcy
Grecja
Irlan
dia
Holand
ia
Norweg
ia
Portug
alia
Hiszpa
nia
Szwecj
a
Szwajc
aria
U.K.
Mili
ony
ton
na ro
k
* Wykorzystanie oznacza ilość odzyskanego papieru dowolnego rodzaju, wprowadzoną do rozwłókniacza w papierni
Rysunek 1.3: Wykorzystanie odzyskanego papieru (makulatury) w Europie w roku 1996 [CEPI, Statystyki roczne, 1996] 1.3 Rozmieszczenie geograficzne europejskiego przemysłu papierniczego Produkcja papieru w Europie w roku 1996 osiągnęła poziom około 75 milionów ton, co w przybliżeniu odpowiada jednej czwartej światowej produkcji papieru i tektury. Termin papier obejmuje papier oraz tekturę wszystkich gramatur. Głównymi producentami papieru są: Niemcy (20,2%), Finlandia (14,2%), Szwecja (12,4%), Francja (11,7%), Włochy (9,6%) oraz Zjednoczone Królestwo (8,5%). W roku 1996 całkowity eksport wyniósł 41 milionów ton, a import doszedł do 34 milionów ton (dane liczbowe w tym punkcie pochodzą głównie z [CEPI, Statystyki roczne 1996]). Z ogólnej produkcji papieru około 40% stanowiły papiery opakowaniowe, 13% papier gazetowy, 38% inne papiery graficzne (do pisania i drukowania) oraz 6% bibułka tissue. Około połowę produkcji papieru do pisania i drukowania stanowił papier powlekany (12,8 Mt/rok). Głównymi producentami papierów graficznych są Niemcy i Finlandia, a następne w kolejności Szwecja, Francja, Włochy oraz Zjednoczone Królestwo. Produkcja papieru gazetowego tradycyjnie koncentruje się w Finlandii oraz w Szwecji. Zwiększone zużycie włókien wtórnych przez producentów w Europie Środkowej spowodowało przesunięcie lokalizacji przemysłu do dużych centrów konsumpcji, takich jak Niemcy. Ze względu na naturę papieru gazetowego, jako artykułu powszechnego użytku, instalacje produkcyjne charakteryzują się dużą wydajnością maszyn wynoszącą średnio 145 000 t/rok w całej Europie Zachodniej. Papiery drzewne do pisania i drukowania produkowane są głównie w Finlandii i Niemczech, ich udział w ogólnej produkcji tych gatunków wynosi około 60%. Papiery drzewne są dostarczane przez duże, zintegrowane fabryki. Największymi wytwórcami papierów bezdrzewnych do pisania i drukowania są Niemcy, Francja, Finlandia, Włochy, Szwecja i Austria, przy znaczącej ilości papieru produkowanego w wielu innych krajach europejskich. Przeważająca część rynku należy do małej liczby skoncentrowanych producentów.
Rozdział 1
Przemysł celulozowo-papierniczy
6
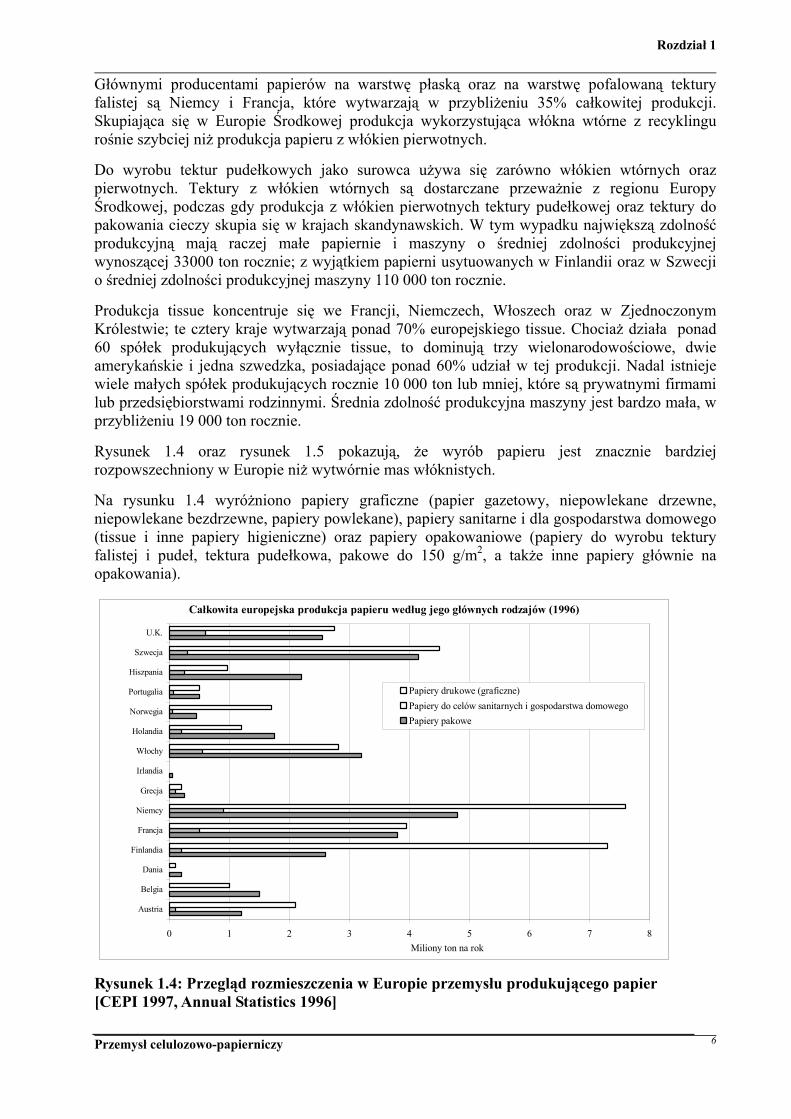
Głównymi producentami papierów na warstwę płaską oraz na warstwę pofalowaną tektury falistej są Niemcy i Francja, które wytwarzają w przybliżeniu 35% całkowitej produkcji. Skupiająca się w Europie Środkowej produkcja wykorzystująca włókna wtórne z recyklingu rośnie szybciej niż produkcja papieru z włókien pierwotnych. Do wyrobu tektur pudełkowych jako surowca używa się zarówno włókien wtórnych oraz pierwotnych. Tektury z włókien wtórnych są dostarczane przeważnie z regionu Europy Środkowej, podczas gdy produkcja z włókien pierwotnych tektury pudełkowej oraz tektury do pakowania cieczy skupia się w krajach skandynawskich. W tym wypadku największą zdolność produkcyjną mają raczej małe papiernie i maszyny o średniej zdolności produkcyjnej wynoszącej 33000 ton rocznie; z wyjątkiem papierni usytuowanych w Finlandii oraz w Szwecji o średniej zdolności produkcyjnej maszyny 110 000 ton rocznie. Produkcja tissue koncentruje się we Francji, Niemczech, Włoszech oraz w Zjednoczonym Królestwie; te cztery kraje wytwarzają ponad 70% europejskiego tissue. Chociaż działa ponad 60 spółek produkujących wyłącznie tissue, to dominują trzy wielonarodowościowe, dwie amerykańskie i jedna szwedzka, posiadające ponad 60% udział w tej produkcji. Nadal istnieje wiele małych spółek produkujących rocznie 10 000 ton lub mniej, które są prywatnymi firmami lub przedsiębiorstwami rodzinnymi. Średnia zdolność produkcyjna maszyny jest bardzo mała, w przybliżeniu 19 000 ton rocznie. Rysunek 1.4 oraz rysunek 1.5 pokazują, że wyrób papieru jest znacznie bardziej rozpowszechniony w Europie niż wytwórnie mas włóknistych. Na rysunku 1.4 wyróżniono papiery graficzne (papier gazetowy, niepowlekane drzewne, niepowlekane bezdrzewne, papiery powlekane), papiery sanitarne i dla gospodarstwa domowego (tissue i inne papiery higieniczne) oraz papiery opakowaniowe (papiery do wyrobu tektury falistej i pudeł, tektura pudełkowa, pakowe do 150 g/m2, a także inne papiery głównie na opakowania).
Całkowita europejska produkcja papieru według jego głównych rodzajów (1996)
0 1 2 3 4 5 6 7 8
Austria
Belgia
Dania
Finlandia
Francja
Niemcy
Grecja
Irlandia
Włochy
Holandia
Norwegia
Portugalia
Hiszpania
Szwecja
U.K.
Miliony ton na rok
Papiery drukowe (graficzne)Papiery do celów sanitarnych i gospodarstwa domowegoPapiery pakowe
Rysunek 1.4: Przegląd rozmieszczenia w Europie przemysłu produkującego papier [CEPI 1997, Annual Statistics 1996]
Rozdział 1
Przemysł celulozowo-papierniczy
7
Struktura wielkości wytwórni mas włóknistych w Europie (1996)
0 50 100 150 200 250
Austria
Belgia
Dania
Finlandia
Francja
Niemcy
Grecja
Irlandia
Włochy
Holandia
Norwegia
Portugalia
Hiszpania
Szwecja
U.K.
Liczba wytwórni w każdej kategorii wielkości
<10000 ton/rok: łącznie 311 papierni
10000 do 25000 ton/rok: łącznie 196 papierni25000 do 50000 ton/rok: łącznie 198 papierni
50000 do 100000 ton/rok: łącznie 149 papierni100000 do 250000 ton/rok: łącznie 135 papierni
>250000 ton/rok: 72 papierni
Łączna liczba papierni: 1064
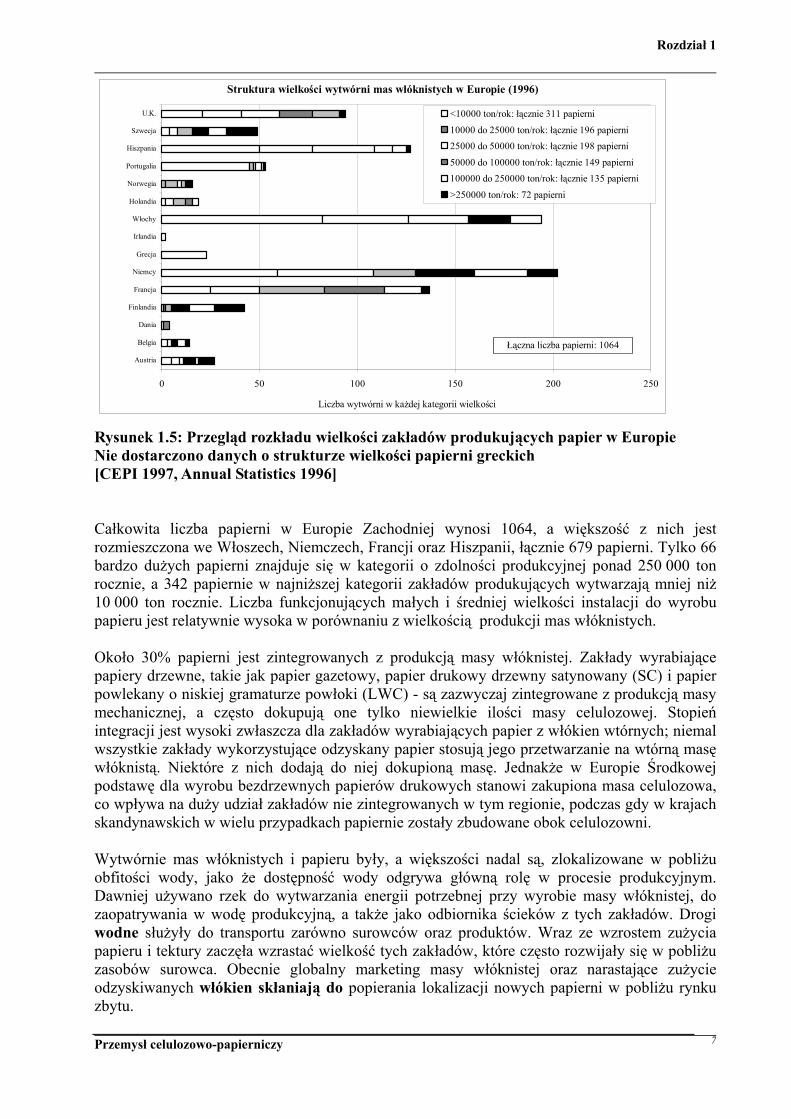
Rysunek 1.5: Przegląd rozkładu wielkości zakładów produkujących papier w Europie Nie dostarczono danych o strukturze wielkości papierni greckich [CEPI 1997, Annual Statistics 1996] Całkowita liczba papierni w Europie Zachodniej wynosi 1064, a większość z nich jest rozmieszczona we Włoszech, Niemczech, Francji oraz Hiszpanii, łącznie 679 papierni. Tylko 66 bardzo dużych papierni znajduje się w kategorii o zdolności produkcyjnej ponad 250 000 ton rocznie, a 342 papiernie w najniższej kategorii zakładów produkujących wytwarzają mniej niż 10 000 ton rocznie. Liczba funkcjonujących małych i średniej wielkości instalacji do wyrobu papieru jest relatywnie wysoka w porównaniu z wielkością produkcji mas włóknistych. Około 30% papierni jest zintegrowanych z produkcją masy włóknistej. Zakłady wyrabiające papiery drzewne, takie jak papier gazetowy, papier drukowy drzewny satynowany (SC) i papier powlekany o niskiej gramaturze powłoki (LWC) - są zazwyczaj zintegrowane z produkcją masy mechanicznej, a często dokupują one tylko niewielkie ilości masy celulozowej. Stopień integracji jest wysoki zwłaszcza dla zakładów wyrabiających papier z włókien wtórnych; niemal wszystkie zakłady wykorzystujące odzyskany papier stosują jego przetwarzanie na wtórną masę włóknistą. Niektóre z nich dodają do niej dokupioną masę. Jednakże w Europie Środkowej podstawę dla wyrobu bezdrzewnych papierów drukowych stanowi zakupiona masa celulozowa, co wpływa na duży udział zakładów nie zintegrowanych w tym regionie, podczas gdy w krajach skandynawskich w wielu przypadkach papiernie zostały zbudowane obok celulozowni. Wytwórnie mas włóknistych i papieru były, a większości nadal są, zlokalizowane w pobliżu obfitości wody, jako że dostępność wody odgrywa główną rolę w procesie produkcyjnym. Dawniej używano rzek do wytwarzania energii potrzebnej przy wyrobie masy włóknistej, do zaopatrywania w wodę produkcyjną, a także jako odbiornika ścieków z tych zakładów. Drogi wodne służyły do transportu zarówno surowców oraz produktów. Wraz ze wzrostem zużycia papieru i tektury zaczęła wzrastać wielkość tych zakładów, które często rozwijały się w pobliżu zasobów surowca. Obecnie globalny marketing masy włóknistej oraz narastające zużycie odzyskiwanych włókien skłaniają do popierania lokalizacji nowych papierni w pobliżu rynku zbytu.
Rozdział 1
Przemysł celulozowo-papierniczy
8
1.4 Sytuacja ekonomiczna Przemysł wytwarzający masy włókniste oraz przemysł papierniczy przechodzą proces konsolidacji i globalizacji, który jak dotąd nie osiągnął jeszcze stabilizacji. Proces koncentracji będzie prowadził do redukcji liczby spółek. W wyniku zmian struktura przemysłu wyraźnie się zmienia. W ciągu 25 lat liczba maszyn papierniczych w Europie została zmniejszona o 60%, podczas gdy zdolność produkcyjna została niemal podwojona. Wiele spółek rozrosło się inwestując w nowe zdolności produkcyjne, ale także konsolidując dużą liczbę małych i przestarzałych wytwórni papieru i tektury. Tak więc europejski przemysł papierniczy obejmuje jak dotąd względnie małą liczbę bardzo dużych wielonarodowych grup na jednym końcu skali, a na drugim dużą liczbę małych przedsiębiorstw. Ta duża liczba względnie małych papierni wykorzystuje niszę na rynku.
W ciągu ostatnich dziesięciu lat struktura własności bardzo zmieniła się. Typowymi cechami tej przemiany pozostają: łączenie się producentów w większe spółki, integracja papierni z zamorskimi producentami masy włóknistej w większe spółki, integracja papierni z zamorskimi wytwórcami mas w celu zacieśnienia współpracy handlowej lub finansowej pomiędzy europejskimi oraz zamorskimi producentami. Spółki ze Stanów Zjednoczonych, Republiki Południowej Afryki lub Indonezji zostały zintegrowane lub ustanowiły bliższe relacje biznesowe z europejskimi producentami papieru i tektury. Podobnie istnieje więcej regionalnych i lokalnych trendów do integracji wewnątrz niektórych krajów, takich jak Szwecja i Finlandia. Odzwierciedla to globalny charakter interesów w dzisiejszym przemyśle celulozowo-papierniczym. Przewiduje się, że do 2010 roku do głównych rynków USA, Europy i Japonii dołączą inne kraje azjatyckie, w szczególności Chiny oraz Indonezja. Prawdopodobnie rozrosną się południowo-wschodnie rynki azjatyckie i będą przodowały w światowym zużyciu papieru. Międzynarodowy handel papierem i papierniczymi masami włóknistymi prawdopodobnie będzie nadal oddawał charakter tego przemysłu z jego wzrostem postępującym we wszystkich głównych obszarach produkcji. Najszybszy wzrost będzie można zaobserwować w handlu papierem i tekturą, jako że kraje produkujące nadwyżkę mas włóknistych dodają ich wartość przed eksportem. Typowym dla przemysłu celulozowo-papierniczego jest występowanie skrajnych odchyleń cen dla produktów z tej branży, np. fluktuacje ceny towarowej masy siarczanowej, wynikające z nadmiernych zdolności produkcyjnych oraz z równoczesnych spadków chwilowego zapotrzebowania. Te odchylenia cen nie są takie same dla wszystkich produktów celulozowo-papierniczych. Ceny wynikają z odległości pomiędzy daną spółką, a ostatecznym odbiorcą. Na przykład cena masy włóknistej jest bardziej zmienna niż cena tissue. Występuje następująca tendencja: im mniejsze są transakcje oraz im mniejszy odbiorca, tym mniejsze wahania cen. Na ogół wzrasta całkowite zapotrzebowanie na papier i tekturę. W światowej skali zużycie papieru wzrosło z 30 milionów ton w 1946 r. do 214 milionów ton w 1987r. Szybkość wzrostu od 1987 r. nieco się obniżyła i światowe zużycie papieru w 1996 r. osiągnęło w przybliżeniu 280 milionów ton. Czy wzrost będzie kontynuowany, zależy to w dużym stopniu od rozwoju gospodarczego świata. Eksperci zajmujący się przemysłem produkującym papier i tekturę spodziewają się, że średni roczny wzrost wyniesie około 3% do roku 2010, chociaż nie oczekuje się, że zmiany będą takie same dla różnych rodzajów papieru. Głównymi producentami mas włóknistych są uprzemysłowione kraje północnej hemisfery, to jest USA, Kanada, Szwecja, Japonia i Finlandia. W Europie zwłaszcza Finlandia oraz Szwecja czerpią duże zyski z eksportu produktów przemysłu celulozowo-papierniczego. Dzieje się tak dzięki wysoce „natywnemu” charakterowi tych produktów w wyżej wymienionych krajach, to znaczy niemal nie potrzebują one importu dla podtrzymania tej produkcji.
Rozdział 1
Przemysł celulozowo-papierniczy
9
W 1996 r. przemysł celulozowo-papierniczy Europy Zachodniej zapewnił miejsca pracy około 260 000 ludzi czyli zgodnie z arytmetyką, jedna zatrudniona osoba wytwarza około 280 ton papieru rocznie. To wyróżnia przemysł papierniczy jako przemysł, który gwarantuje liczne miejsca pracy. 1.5 Oddziaływanie przemysłu celulozowo-papierniczego na środowisko Przemysł celulozowo-papierniczy wymagał znacznych nakładów zasobów naturalnych (drewno, woda) oraz energii (paliwa kopalne, elektryczność), a także miał znaczący udział w odprowadzaniu zanieczyszczeń do środowiska. Jednakże w regionach o dobrze rozwiniętym przemyśle, począwszy od 1980 r, emisje do środowiska były redukowane na ogół o 80-90% lub więcej. Uzyskano to przy użyciu zespołu działań mających na celu ograniczenie emisji poprzez zastosowanie środków wewnętrznych i zewnętrznych. Dla celulozowni główny surowiec (drewno) pochodzi z odnawialnych zasobów. W niektórych krajach zostały wdrożone metody zrównoważonej gospodarki leśnej. W 1966 r. całkowite zużycie papierówki do przerobu na masy włókniste wyniosło w Europie Zachodniej 119,5 milionów m3 (drewno lite pod korą). Zużycie surowców dla papiernictwa osiągnęło 81,6 milionów ton, z czego 45,9% stanowiły masy włókniste z drewna, 39,3% odzyskany papier (makulatura), 14,3% materiały niewłókniste (jak wypełniacze, barwniki, itd.), a 0,5% inne masy włókniste (bawełna, len, łyko, konopie, juta, słoma i szmaty). Dokonuje się postęp w zakresie zamykania obiegów wodnych w celulozowni oraz w papierni i można oczekiwać dalszej redukcji emisji (zmierzając do zakładu bez ścieków). Jednakże dzisiaj nie ma celulozowni siarczanowej pracującej w sposób ciągły, która by całkowicie regenerowała wszystkie ścieki z bielarni. Ideę wytwórni bezściekowej „zero ścieków” zrealizowali dotychczas: jedna wytwórnia masy chemo-termo-mechanicznej (CTMP), jedna celulozownia siarczynowa o zasadzie sodowej oraz kilku producentów papieru na warstwę pofalowaną i warstwę płaską tektury falistej stosujących odzyskane włókna. Od kilku lat toczy się debata na temat wytwarzania masy włóknistej z minimalnym oddziaływaniem na środowisko [Axegård, 1997]. Taka fabryka o zminimalizowanym oddziaływaniu gwarantowałaby minimalizację emisji i zużycia zasobów, minimalizację oddziaływania na procesy i środowisko, uwzględnienie aspektów ekonomicznych oraz środowiska pracy. Niedawno celulozownie były poważnymi emitentami związków siarki (zakwaszania). Podczas ostatnich lat szczególnie te emisje (związków siarki do atmosfery) zostały znacznie zredukowane w wyniku dużego postępu w technologii. Zawracanie włókien ze zużytego papieru osiągnęło w Europie Zachodniej dosyć zaawansowany poziom, a dla niektórych rodzajów papieru można oczekiwać dalszego wzrostu w tym zakresie. Możliwe jest odzyskiwanie energii z odpadów powstających w przemyśle celulozowo-papierniczym (odrzuty, osady), przy czym unika się problemu składowania odpadów. W tym zakresie występują potencjalnie duże możliwości zwiększonego stosowania efektywnych technik na miejscu w zakładzie. Proces wytwarzania masy celulozowej nie wymaga doprowadzenia energii z zewnątrz, ale całkowite zapotrzebowanie energii dla tego procesu jest wciąż duże. Najbardziej energochłonnym procesem jest wyrób masy mechanicznej, wynika to z zapotrzebowania rafinerów na energię elektryczną. Także przerób odzyskanego papieru (makulatury) oraz wyrób papieru są procesami energochłonnymi. Przyczyną tego jest fakt, że w procesie wyrobu papieru zawartość substancji stałej, początkowo bardzo niska w rozcieńczonej zawiesinie włókien i ewentualnie wypełniaczy,
Rozdział 1
Przemysł celulozowo-papierniczy
10
musi być podniesiona do około 95% (typowa zawartością suchej substancji w papierze) przy użyciu operacji prasowania oraz suszenia (odparowanie wody). W okresie przed 1970-1980 przemysł celulozowo-papierniczy był producentem dużych emisji ścieków do odbiorników wodnych. Skutki niekiedy miały dramatyczny charakter, emisje ścieków powodowały niedobór tlenu w odbiornikach wodnych i śnięcie ryb. Od końca lat 1970 aż do niedawna głównie ograniczano chlorowane substancje powstające w bielarni. W niektórych ściekach z celulozowni zostały wykryte dioksyny oraz furany, a publiczna debata skupiła się na szkodliwych skutkach bielenia chlorem. Ogólna troska wynikająca z potencjalnego zagrożenia dla środowiska wywołanego stosowaniem chloru w bielarniach spowodowała w ciągu ostatniej dekady gwałtowny spadek zużycia cząsteczkowego chloru jako czynnika bielącego. W wielu krajach organy ochrony środowiska wprowadziły surowe restrykcje w zakresie emisji do środowiska wodnego chlorowanych związków organicznych, mierzonych jako AOX. Redukcję AOX osiągnięto w wyniku połączenia kilku działań: chlor cząsteczkowy został w dużym stopniu zastąpiony dwutlenkiem chloru oraz wprowadzono inne chemikalia zawierające tlen, takie jak tlen cząsteczkowy, nadtlenek wodoru i ozon. Dzięki wyraźnemu zmniejszeniu zawartości chlorków w ściekach stało się możliwe zamknięcie układu celulozowni i zawrócenie ścieków z bielarni do układu regeneracji chemikaliów. Zmniejszenie zawartości zarówno chlorowanych oraz nie chlorowanych substancji organicznych w ściekach z celulozowni zostało osiągnięte w dużej mierze poprzez zmiany w procesie produkcyjnym, jak na przykład: zwiększenie delignifikacji przed bielarnią poprzez pogłębione lub zmodyfikowane roztwarzanie i dodatkowe stopnie tlenowe, układy gromadzenia przelewów, wydajność mycia, a także odpędzanie i ponowne wykorzystanie kondensatów. Innym czynnikiem mającym udział w obniżeniu emisji AOX oraz nie-chlorowanych toksycznych związków organicznych do odbiorników wodnych było instalowanie zewnętrznych oczyszczalni ścieków o różnych konstrukcjach. W celu dostosowania się do wymagań rynku i ochrony środowiska obecne tendencje w przemyśle celulozowo-papierniczym wykazują domykanie układu bielarni przez stosowanie w produkcji mas celulozowych bielenia ECF (wolnego od chloru pierwiastkowego) lub TCF (całkowicie pozbawionego chloru i jego związków). W papierniach będzie możliwe zwiększenie ponownego użycia oczyszczonych wód produkcyjnych (obiegowych) poprzez wdrożenie zaawansowanych układów oczyszczania ścieków. Oczekuje się, iż w przemyśle celulozowo-papierniczym - także w przyszłości - priorytetami działań na rzecz ochrony środowiska pozostaną: emisje ścieków, przyjazna środowisku gospodarka odpadami, oszczędzanie i odzyskiwanie energii, a także likwidacja występującego lokalnie przykrego zapachu z celulozowni siarczanowych.
1.6 Przegląd produkcji celulozowo-papierniczej Papier to arkusz włókien celulozowych z pewną liczbą dodanych składników mających wpływ na jakość tego arkusza i jego przydatność do zamierzonego końcowego zastosowania. Te dwa terminy: papier i tektura (nr 6.1 b, załącznik 1 dyrektywy IPPC) ogólnie biorąc odróżnia się w zależności od masy arkusza produktu (jego gramatury). Papier jest arkuszem o gramaturze w zakresie do około 150 g/m2, a cięższe arkusze uważa się za tekturę. Masa do wyrobu papieru może być wyprodukowana sposobami chemicznym lub mechanicznym z włókien pierwotnych albo może być wytworzona przez rozczynianie odzyskanego papieru (makulatury) i dalszy przerób na włókna wtórne (RCF). W procesie wytwarzania masy włóknistej surowiec zawierający celulozę zostaje rozbity na pojedyncze włókna. Drewno jest
Rozdział 1
Przemysł celulozowo-papierniczy
11
głównym surowcem, ale mogą również być użyte: słoma, konopie, trawa, bawełna oraz inne materiały zawierające celulozę. Dokładny skład drewna będzie się zmieniał według rodzaju i odmiany, a jego najważniejszymi składnikami są: celuloza, hemicelulozy i lignina. Drewno zawiera około 50% wody, a jego część stała zazwyczaj składa się z około 45% celulozy, 25% hemiceluloz, 25% ligniny oraz 5% innych substancji organicznych i nieorganicznych. W chemicznym roztwarzaniu drewna stosuje się chemikalia, które uwalniają włókna, przeprowadzając ligninę do roztworu, z którego mogą być odzyskane te chemikalia, a także energia zawarta w ligninie oraz innych substancjach organicznych. Zasięg regeneracji w metodzie siarczynowej zależy od rodzaju zasady i od ukształtowania procesu. W wyrobie masy mechanicznej do wyodrębnienia włókien stosuje się siły ścinające i większość ligniny pozostaje z włóknami, chociaż i tu ma miejsce przechodzenie do roztworu niektórych substancji organicznych. Masy włókniste wytwarzane różnymi metodami wykazują różne właściwości, które czynią je przydatnymi do wyrobu określonych produktów. Większość mas włóknistych wytwarza się w celu późniejszej produkcji papieru lub tektury. Niektóre są przeznaczone do innej produkcji, jak grube płyty pilśniowe lub produkty z pochodnych celulozy. W produkcji papieru z użyciem makulatury jako źródła włókna wymagane jest oczyszczenie odzyskanych włókien z zanieczyszczeń przed ich ponownym użyciem do wyrobu papieru, a niekiedy może być wymagane oddzielenie farby drukarskiej, zależnie od jakości zawracanego materiału i od wymagań, które musi spełnić finalny produkt procesu recyklingu. Włókna wielokrotnie nadają się do ponownego użytku, ale ich ponowne użycie zależy także od jakości zawracanego papieru i od przeznaczenia na produkt finalny. W wytworach papierowych do 45% ich masy mogą stanowić pigmenty, powłoki oraz inne substancje. Jest wiele różnych produktów wytwarzanych przez przemysł papierniczy, które można ogólnie sklasyfikować: • Papier gazetowy • Tektury opakowaniowe * • Niepowlekane papiery drukowe i do
pisania • Papiery na warstwy płaską i pofalowaną
tektury falistej • Powlekane papiery drukowe i do pisania • Tissue • Papiery opakowaniowe • Papiery specjalne
* Od kartonów o wysokiej jakości wykończenia do kartonu pudełkowego o zróżnicowanej jakości Każda z tych kategorii wymaga określonych właściwości produktu. Najlepsze sposoby ich wytwarzania mogą się znacznie różnić. Na przykład, papier gazetowy jest produktem potrzebnym w wielkiej ilości i o stałej gramaturze, ale wymaga się tylko, by wykazywał umiarkowane właściwości, takie jak: wytrzymałość, nieprzezroczystość, drukowność; przy relatywnie krótkiej żywotności. Zatem w tym przypadku sposób wytwarzania prowadzący do zastosowania masy włóknistej o wysokiej wydajności z drewna kosztem takich parametrów, jak: wytrzymałość, jasność oraz gładkość, może przyczynić się do efektywnego wykorzystania surowców. W przeciwieństwie do powyższego, krytyczną cechą jakości papierów opakowaniowych jest ich wytrzymałość, jeśli mają one nadawać się do zamierzonego zastosowania. W celu osiągnięcia odpowiedniej wytrzymałości konieczne jest zaakceptowanie niższej wydajności masy z drewna,
Rozdział 1
Przemysł celulozowo-papierniczy
12
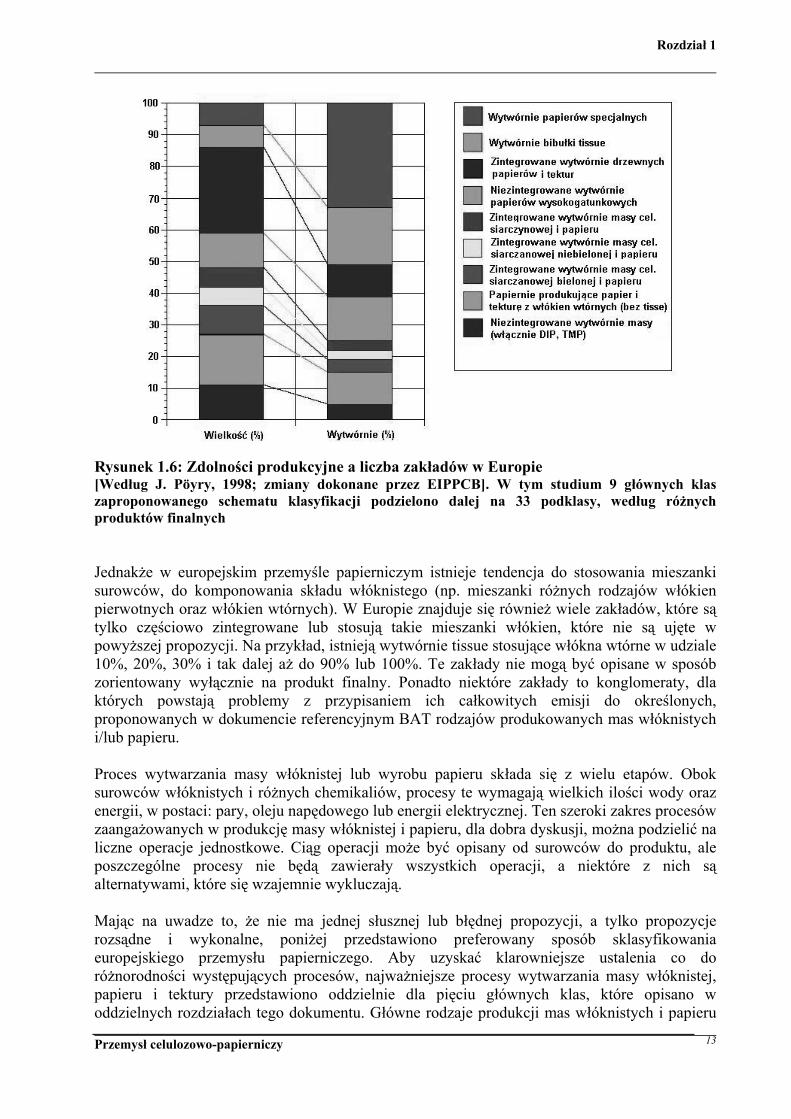
co stanowi element właściwego, w tym przypadku, sposobu wytwarzania. Papiery drukowe i do pisania potrzebują innego wyważenia proporcji między jasnością, strukturą powierzchni oraz wytrzymałością; a czasmi niektóre z tych papierów powinny być trwałe (długowieczne). Papiery tissue wyrabia się tak, by wykazywały dobrą (jak na ich niewielką gramaturę) wytrzymałość w stanie suchym i po namoczeniu, a przeważnie wytwarza się z nich produkty jednorazowego użytku, które nie wchodzą ponownie do cyklu wykorzystania włókna. 1.7 Klasyfikacja wytwórni mas włóknistych oraz papierni Duży stopień integracji procesów w przemyśle celulozowo-papierniczym sugeruje, że koncepcja najlepszej dostępnej techniki BAT musi być odniesiona nie tylko do oddzielnych procesów, układów lub linii produkcyjnych, ale również do całych zintegrowanych instalacji. Na przykład, w celu zmniejszenia objętości ścieków wody procesowe muszą być zawracane do obiegu zazwyczaj z papierni do celulozowni, oprócz stosowania wewnętrznych pętli recyrkulacji w obu częściach zintegrowanego zakładu. W tym samym czasie dowolny produkt może być wytwarzany za pomocą rozmaitych procesów i układów, i rozważając najlepsze dostępne techniki (BAT) może być równie istotne porównanie takich odmiennych rozwiązań jakkolwiek stosujących zupełnie różne procesy. Na przykład, papier gazetowy może być wyrabiany z wykorzystaniem różnych źródeł masy włóknistej, takich jak: klasyczny ścier biały powstający na kamieniu ścieraka (angielski skrót: SGW), ścier ciśnieniowy (PGW), masa termomechaniczna (TMP), rafinerowa masa mechaniczna (RMP), masa chemo-termo-mechaniczna (CTMP), masa celulozowa siarczynowa (Si), bielona iglasta masa celulozowa siarczanowa (BSKP) i/lub masa odbarwiana z odzyskanego papieru (DIP). Różne składy włókniste będą oczywiście powodować powstanie różnych emisji. Ponieważ produkty przemysłu celulozowo-papierniczego są bardzo zróżnicowane, a stosowane procesy mogą być bardzo różne nawet dla tego samego produktu, to musi być wzięte pod uwagę wiele czynników z technologii produkcji, by zagwarantować wysoki poziom ochrony środowiska. Dla przemysłu celulozowo-papierniczego najlepsze techniki nie mogą być zdefiniowane jedynie przez opisanie procesów jednostkowych. Zamiast tego całe instalacje muszą być zbadane i ujmowane całościowo. W dokumencie dostarczonym przez Finlandię do EIPPCB [J. Pöyry, 1998 b] przedstawiono propozycję dokonania klasyfikacji przemysłu celulozowo-papierniczego, działającego w Unii Europejskiej, ze względu na techniczne właściwości instalacji oraz zakres ich produkcji. Zgodnie z tą propozycją na rysunku 1.6 przedstawiono technicznie zróżnicowane instalacje na obszarze UE stosując ich pogrupowanie w 9 głównych klas. Taki schemat klasyfikacji jest zorientowany na produkt, to znaczy wyróżnia BAT dla różnych produkowanych mas włóknistych i wytworów papierowych. Na rysunku 1.6 zilustrowano zależność pomiędzy liczbą fabryk w Europie, a ich zdolnościami produkcyjnymi stosownie do powyższej klasyfikacji.
Rozdział 1
Przemysł celulozowo-papierniczy
13
Rysunek 1.6: Zdolności produkcyjne a liczba zakładów w Europie [Według J. Pöyry, 1998; zmiany dokonane przez EIPPCB]. W tym studium 9 głównych klas zaproponowanego schematu klasyfikacji podzielono dalej na 33 podklasy, według różnych produktów finalnych Jednakże w europejskim przemyśle papierniczym istnieje tendencja do stosowania mieszanki surowców, do komponowania składu włóknistego (np. mieszanki różnych rodzajów włókien pierwotnych oraz włókien wtórnych). W Europie znajduje się również wiele zakładów, które są tylko częściowo zintegrowane lub stosują takie mieszanki włókien, które nie są ujęte w powyższej propozycji. Na przykład, istnieją wytwórnie tissue stosujące włókna wtórne w udziale 10%, 20%, 30% i tak dalej aż do 90% lub 100%. Te zakłady nie mogą być opisane w sposób zorientowany wyłącznie na produkt finalny. Ponadto niektóre zakłady to konglomeraty, dla których powstają problemy z przypisaniem ich całkowitych emisji do określonych, proponowanych w dokumencie referencyjnym BAT rodzajów produkowanych mas włóknistych i/lub papieru. Proces wytwarzania masy włóknistej lub wyrobu papieru składa się z wielu etapów. Obok surowców włóknistych i różnych chemikaliów, procesy te wymagają wielkich ilości wody oraz energii, w postaci: pary, oleju napędowego lub energii elektrycznej. Ten szeroki zakres procesów zaangażowanych w produkcję masy włóknistej i papieru, dla dobra dyskusji, można podzielić na liczne operacje jednostkowe. Ciąg operacji może być opisany od surowców do produktu, ale poszczególne procesy nie będą zawierały wszystkich operacji, a niektóre z nich są alternatywami, które się wzajemnie wykluczają. Mając na uwadze to, że nie ma jednej słusznej lub błędnej propozycji, a tylko propozycje rozsądne i wykonalne, poniżej przedstawiono preferowany sposób sklasyfikowania europejskiego przemysłu papierniczego. Aby uzyskać klarowniejsze ustalenia co do różnorodności występujących procesów, najważniejsze procesy wytwarzania masy włóknistej, papieru i tektury przedstawiono oddzielnie dla pięciu głównych klas, które opisano w oddzielnych rozdziałach tego dokumentu. Główne rodzaje produkcji mas włóknistych i papieru
Rozdział 1
Przemysł celulozowo-papierniczy
14
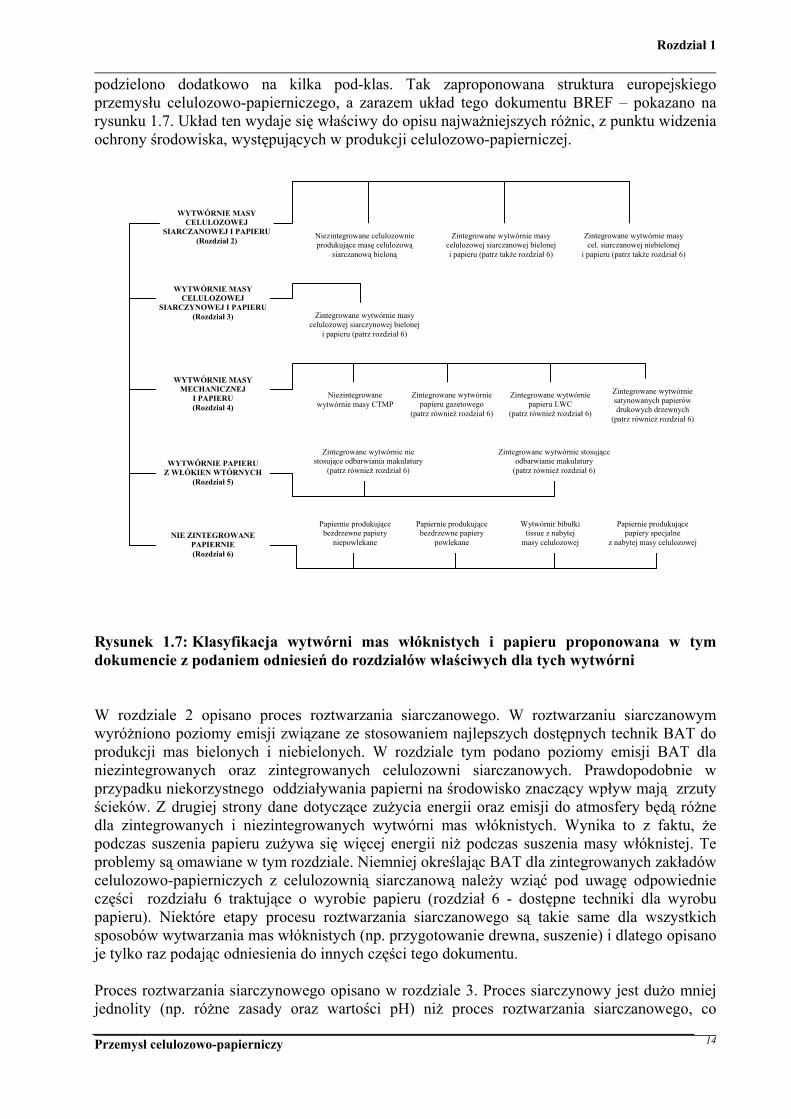
podzielono dodatkowo na kilka pod-klas. Tak zaproponowana struktura europejskiego przemysłu celulozowo-papierniczego, a zarazem układ tego dokumentu BREF – pokazano na rysunku 1.7. Układ ten wydaje się właściwy do opisu najważniejszych różnic, z punktu widzenia ochrony środowiska, występujących w produkcji celulozowo-papierniczej.
Rysunek 1.7: Klasyfikacja wytwórni mas włóknistych i papieru proponowana w tym dokumencie z podaniem odniesień do rozdziałów właściwych dla tych wytwórni W rozdziale 2 opisano proces roztwarzania siarczanowego. W roztwarzaniu siarczanowym wyróżniono poziomy emisji związane ze stosowaniem najlepszych dostępnych technik BAT do produkcji mas bielonych i niebielonych. W rozdziale tym podano poziomy emisji BAT dla niezintegrowanych oraz zintegrowanych celulozowni siarczanowych. Prawdopodobnie w przypadku niekorzystnego oddziaływania papierni na środowisko znaczący wpływ mają zrzuty ścieków. Z drugiej strony dane dotyczące zużycia energii oraz emisji do atmosfery będą różne dla zintegrowanych i niezintegrowanych wytwórni mas włóknistych. Wynika to z faktu, że podczas suszenia papieru zużywa się więcej energii niż podczas suszenia masy włóknistej. Te problemy są omawiane w tym rozdziale. Niemniej określając BAT dla zintegrowanych zakładów celulozowo-papierniczych z celulozownią siarczanową należy wziąć pod uwagę odpowiednie części rozdziału 6 traktujące o wyrobie papieru (rozdział 6 - dostępne techniki dla wyrobu papieru). Niektóre etapy procesu roztwarzania siarczanowego są takie same dla wszystkich sposobów wytwarzania mas włóknistych (np. przygotowanie drewna, suszenie) i dlatego opisano je tylko raz podając odniesienia do innych części tego dokumentu. Proces roztwarzania siarczynowego opisano w rozdziale 3. Proces siarczynowy jest dużo mniej jednolity (np. różne zasady oraz wartości pH) niż proces roztwarzania siarczanowego, co
WYTWÓRNIE MASY CELULOZOWEJ
SIARCZANOWEJ I PAPIERU (Rozdział 2)
WYTWÓRNIE MASY CELULOZOWEJ
SIARCZYNOWEJ I PAPIERU (Rozdział 3)
Niezintegrowane celulozownie produkujące masę celulozową
siarczanową bieloną
Zintegrowane wytwórnie masy celulozowej siarczanowej bielonej i papieru (patrz także rozdział 6)
Zintegrowane wytwórnie masy cel. siarczanowej niebielonej
i papieru (patrz także rozdział 6)
Zintegrowane wytwórnie masy celulozowej siarczynowej bielonej
i papieru (patrz rozdział 6)
WYTWÓRNIE MASY MECHANICZNEJ
I PAPIERU (Rozdział 4)
WYTWÓRNIE PAPIERU Z WŁÓKIEN WTÓRNYCH
(Rozdział 5)
NIE ZINTEGROWANE PAPIERNIE (Rozdział 6)
Niezintegrowane wytwórnie masy CTMP
Zintegrowane wytwórniepapieru gazetowego
(patrz również rozdział 6)
Zintegrowane wytwórnie papieru LWC
(patrz również rozdział 6)
Zintegrowane wytwórnie satynowanych papierów drukowych drzewnych
(patrz również rozdział 6)
Zintegrowane wytwórnie nie stosujące odbarwiania makulatury
(patrz również rozdział 6)
Zintegrowane wytwórnie stosujące odbarwianie makulatury
(patrz również rozdział 6)
Papiernie produkujące bezdrzewne papiery
niepowlekane
Papiernie produkujące bezdrzewne papiery
powlekane
Wytwórnir bibułki tissue z nabytej
masy celulozowej
Papiernie produkujące papiery specjalne
z nabytej masy celulozowej
Rozdział 1
Przemysł celulozowo-papierniczy
15
sprawia, że trudniej jest wyselekcjonować BAT w procesie siarczynowym. Jego opis koncentruje się na głównie stosowanym w Europie procesie roztwarzania siarczynowego z zasadą magnezową. W tym rozdziale podano również nieco dodatkowych informacji odnoszących się do wytwarzania masy półchemicznej metodą obojętnego siarczynu (NSSC) oraz masy celulozowej do przerobu chemicznego. W rozdziale 4 opisano wytwarzanie mas mechanicznych i chemo-mechanicznych. Wyróżniono otrzymywanie ścieru, masy termo-mechanicznej (TMP) oraz masy chemo-termo-mechanicznej (CTMP). Większość wytwórni mas mechanicznych jest zintegrowana z produkcją papieru. Zatem w rozdziale 4 podano poziomy emisji związane ze stosowaniem BAT zarówno dla wytwarzania mas mechanicznych, jak i przy wyrobie papieru. Jednakże należy uwzględniać także rozdział o wyrobie papieru (rozdział 6), aby rozpoznać te techniki, które należy wziąć pod uwagę w określaniu BAT dla zintegrowanych wytwórni masy mechanicznej i papieru. Podano odniesienia do innych sekcji tego dokumentu, do ewentualnego rozważenia. Przerób włókien wtórnych opisano w rozdziale 5. Wyróżniono przy tym poziomy emisji związane ze stosowaniem BAT dla procesów z odbarwianiem oraz bez odbarwiania w związku z omawianiem niektórych dalszych różnic w przygotowaniu masy z odzyskanych włókien do produkcji, np. tissue, papierów drzewnych powlekanych o niskiej gramaturze (LWC) lub drzewnych satynowanych (SC) czy kartonu na pudełka składane. Przedstawione poziomy emisji, związane ze stosowaniem BAT odnoszą się do zintegrowanych wytwórni masy włóknistej i papieru, ponieważ większość zakładów stosujących odzyskane włókna to fabryki zintegrowane. Należy brać również pod uwagę odpowiedni rozdział o wyrobie papieru (rozdział 6). Opisano tam techniki, które należy rozważać przy określaniu BAT, o ile dotyczą wyrobu papieru. Podano odnośniki do tych sekcji, które należy mieć na uwadze. W rozdziale 6 opisano papiernictwo i procesy pokrewne dla głównych rodzajów papieru wytwarzanych w europejskich papierniach. W tym oddzielnym rozdziale zajęto się wyrobem papieru produkowanym niezależnie (papiernie niezintegrowane), ponieważ - ujmując rzecz w liczbach – większość papierni w Europie jest właśnie takimi fabrykami. Pewne zagadnienia dotyczące papierni oraz wytwórni zintegrowanych, które produkują masę włóknistą oraz papier w tym samym miejscu, częściowo się pokrywają. W tych przypadkach podano odnośniki do odpowiednich sekcji. Nie dostarczono szczególnych informacji o technikach, które należy wziąć pod uwagę przy określaniu BAT dla wyrobu tektury. Zatem dokument ten nie daje odrębnego opisu produkcji tektury. Z punktu widzenia ochrony środowiska najważniejsze różnice występują między produkcją tissue, a innymi gatunkami papieru, jak również między powlekanymi oraz niepowlekanymi rodzajami papieru i tektury. Z tych względów w rozdziale 6 wyróżniono następujące rodzaje wytwórni: • wytwórnie powlekanych papierów drukowych i do pisania, jak na przykład powlekany
papier wysokogatunkowy bezdrzewny do drukowania, pisania i kopiowania, • wytwórnie niepowlekanych papierów drukowych i do pisania, jak na przykład
niepowlekany papier wysokogatunkowy bezdrzewny, • wytwórnie papierów tissue, • wytwórnie papierów specjalnych. Ta grupa fabryk (głównie gatunki papierów bezdrzewnych) jest najlepszym przykładem głównych rodzajów niezintegrowanych papierni w Europie. Oczywiście w grupie tej znajdują się również wytwórnie zintegrowane.
Rozdział 1
Przemysł celulozowo-papierniczy
16
Fabryki produkujące papiery specjalne, to najbardziej zróżnicowane zakłady, gdzie wyrabia się duże ilości różnych produktów. Fabryki te często dokonują więcej niż jedną zmianę rodzaju produkcji w ciągu dnia roboczego. Wiele z tych zakładów, to również fabryki niezintegrowane. Ze względu na różnorodność ich produktów nie zostaną przedstawione poziomy emisji związane ze stosowaniem BAT dla fabryk produkujących papiery specjalne. Produkcja tak zróżnicowanego asortymentu papierniczego powoduje specyficzne „problemy środowiskowe”. Wartości oraz wyjaśnienia przedstawione w rozdziale o BAT winny być wzięte jako przykłady co do poziomów emisji spodziewanych dla niektórych typów fabryk produkujących papiery specjalne. Informacje te nie wyczerpują całości problematyki związanej z grupą papierów specjalnych. 1.8 Przedstawienie najlepszych dostępnych technik (BAT) Aby uniknąć powtórzeń, niektóre ogólne uwagi dotyczące wyboru najlepszych dostępnych technik (BAT) stosują się do całego sektora celulozowo-papierniczego. W celu opisania najlepszych dostępnych technik dla przemysłu celulozowo-papierniczego, należy rozważyć następujące aspekty: • nie istnieje pojedynczy przykład najlepszych dostępnych technik w przemyśle celulozowo-
papierniczym. W przeciwieństwie do tego lista technik, które należy wziąć pod uwagę w określaniu BAT dostarcza wiele różnych opcji całkowitego BAT dla danych wytwórni, które to opcje mogą być łączone na różne sposoby,
• koncepcja BAT odnosi się do procesów wytwórczych, takich jak na przykład: gotowanie, bielenie, odbarwianie, powlekanie, itd., jako że oddziaływanie na środowisko dokonuje się na poziomie wyżej wymienionych procesów. Te pojedyncze procesy, użyte surowce oraz właściwości produktu, które należy osiągnąć – wyznaczają emisję danej wytwórni. To oznacza, że w podejściu do przemysłu celulozowo-papierniczego należy wyróżnić różne rodzaje zastosowanych surowców oraz zaangażowanych procesów,
• ponieważ produkty przemysłu celulozowo-papierniczego są wysoce zróżnicowane, a wykorzystywane procesy mogą się wielce różnić nawet dla jednego i tego samego produktu – wiele czynników z technologii produkcji musi być wziętych pod uwagę, by zagwarantować wysoki poziom ochrony środowiska. Dla przemysłu celulozowo-papierniczego te najlepsze dostępne techniki nie mogą być zdefiniowane jedynie przez opisanie procesów jednostkowych. Zamiast tego całe instalacje muszą być oceniane i traktowane jako niezależne jednostki. Najlepsze dostępne techniki (BAT) w przemyśle celulozowo-papierniczym są związane z osiągnięciami fabryk w zakresie ochrony środowiska,
• istnieją różne możliwości stosownych połączeń procesów, zależnie od – obok innych spraw – właściwości produktu, jakie należy osiągnąć. W konsekwencji, to zorientowane na proces podejście należy rozszerzyć do koncepcji zorientowanej na produkt, tzn. podejście BAT musi mieć związek z wynikami w zakresie ochrony środowiska określonych rodzajów fabryk, w których wytwarzane są określone produkty. Tak więc w tym dokumencie najlepsze dostępne techniki przedstawia się oddzielnie dla głównych klas wytwórni (patrz sekcja 1.7).
Osiągany przez wytwórnie papieru wynik w zakresie ochrony środowiska jest wyrażony jako zakres wartości zamiast pojedynczych wartości charakterystycznych. Odzwierciedla to fakt, że wyrób różnych rodzajów papieru wymaga różnych ilości oraz jakości surowców (np. masa siarczanowa, różne ściery, mieszanka mas, itd.), konsekwencją czego są różne poziomy emisji w odniesieniu do produktu finalnego. Wyższe emisje spowodowane przez stosowanie bardziej
Rozdział 1
Przemysł celulozowo-papierniczy
17
zanieczyszczających surowców lub procesów, mogą być w pewnym stopniu skompensowane przez intensywniejsze wysiłki na rzecz zapobiegania i ograniczania zanieczyszczeń. W przedstawionych zakresach wzięto pod uwagę również to, że emisje do pewnego stopnia wahają się w czasie, np. między poszczególnymi latami nawet, gdy została zastosowana ta sama technika. Może występować znaczna liczba wytwórni, które najpierw skoncentrowały się na emisjach do wody oraz na zużyciu wody osiągając w tej dziedzinie bardzo dobre efekty. Następnie zakłady te zajęły się emisjami do atmosfery. Wytwórnie mogą być mniej skuteczne w redukcji odpadów stałych. Jednak spełniając cel IPPC, winny próbować prowadzić i zarazem kontrolować cały układ w sposób zintegrowany, by zredukować emisje oraz oddziaływanie na środowisko jako całość. Stosując zasadę zintegrowanego podejścia staje się oczywiste, że poziomy emisji odpowiadające BAT mogą być osiągnięte na różne sposoby, to znaczy istnieje kilka opcji dla osiągnięcia podobnych poziomów emisji. Ostateczny wybór stosownej kombinacji środków zapobiegania i ograniczania zanieczyszczeń jest na ogół nieco odmienny w istniejących fabrykach i w nowych wytwórniach. Ponadto zainstalowanie BAT w istniejących fabrykach jest bardziej kosztowne. Jest to spowodowane ograniczeniami w dokonywaniu zmian już utrwalonych rozwiązań, kosztami montażu, gdy zakład jest w ruchu (koszty postojów), a także faktem, że niektóre techniki mogą być użytkowane w krótszym czasie niż w nowych wytwórniach (krótszy czas amortyzacji). Ale poza tym i pomijając kwestie możliwych ograniczeń miejsca w istniejących fabrykach, podane poniżej najlepsze dostępne techniki nadają się do zastosowania w istniejących oraz w nowych wytwórniach, o ile nie stwierdzono, że jest inaczej. Należy zauważyć, iż brak harmonizacji metod analizy stosowanych w Europie oraz zmienność użytkowanych systemów procesowych i paliw utrudniają czasami bezpośrednie porównanie poziomów emisji pomiędzy krajami. W kontekście wymiany informacji na temat BAT występuje potrzeba poprawy porównywalności danych odnoszących się do wyników osiąganych przez fabryki w zakresie ochrony środowiska. W ogólnym ujęciu zapobieganie jest najbardziej efektywną i preferowaną metodą obniżania emisji. Obok zapobiegania zmniejszenie emisji może być osiągnięte przez wdrażanie odpowiednich technologii procesowych. Ponadto istnieje kilka technik zewnętrznego oczyszczania emisji, tzw. „technik oczyszczania na wyjściu” dostępnych dla ograniczenia zanieczyszczeń.

Rozdział 2
Przemysł celulozowo-papierniczy
18
Rozdział 2
Przemysł celulozowo-papierniczy
19
2. Proces roztwarzania metodą siarczanową Proces siarczanowy lub kraft szacowany na ok. 80% światowej produkcji mas włóknistych jest najczęściej stosowaną metodą spośród procesów wytwarzania mas włóknistych metodami chemicznymi. Znaczenie procesu siarczynowego w ciągu ostatnich lat ulegało ciągłemu zmniejszeniu. Obecnie tylko 10% światowej produkcji mas jest otrzymywanych tą metodą. Termin „siarczanowa” pochodzi od siarczanu sodowego stosowanego jako chemikalia uzupełniające, jest dodawany w cyklu regeneracji w celu skompensowania strat chemikaliów. W procesie roztwarzania chemicznego włókna są uwalniane z matrycy drzewnej, podczas gdy lignina jest usuwana przez rozpuszczenie w roztworze chemikaliów warzelnych w wysokiej temperaturze. Podczas roztwarzania rozpuszczana jest również część hemicelulozy. W procesie siarczanowym aktywnymi chemikaliami warzelnymi (ług biały) są: wodorotlenek sodowy (NaOH) i siarczek sodowy (Na2S). W wyniku zastosowania dużych ilości wodorotlenku sodowego wartość pH na początku roztwarzania zawiera się pomiędzy 13 i 14 (proces roztwarzania alkalicznego). W trakcie roztwarzania pH ulega stopniowemu, ciągłemu obniżaniu, ponieważ w wyniku zachodzących reakcji z ligniną i węglowodanami powstają kwasy organiczne. Obecnie metoda siarczanowa jest dominującym w skali światowej procesem roztwarzania chemicznego. Wpłynęły na to przewaga własności wytrzymałościowych masy w porównaniu z procesem siarczynowym, przydatność dla wszystkich gatunków drewna, jak również skuteczne systemy regeneracji chemikaliów, które zostały opracowane i wdrożone. Z drugiej strony chemia procesu siarczanowego jest odpowiedzialna za potencjalny problem związków złowonnych. W wyniku reakcji chemicznych, w stopniu roztwarzania tworzą się grupy chromoforowe resztkowej ligniny powodując, że masa staje się ciemniejsza pod względem barwy niż pierwotne drewno. Ze względu na wyższe pH proces roztwarzania siarczanowego indukuje więcej grup chromoforowych niż roztwarzanie siarczynowe i niebielona masa siarczanowa ma znacząco niższą początkową białość niż niebielona masa siarczynowa. 2.1 Stosowane procesy i techniki Rysunek 2.1 przedstawia przegląd procesów celulozowni siarczanowej [SEPA Report 4713-2, 1997 – raport SEPA 4713-2, 1997].
Rozdział 2
Przemysł celulozowo-papierniczy
20
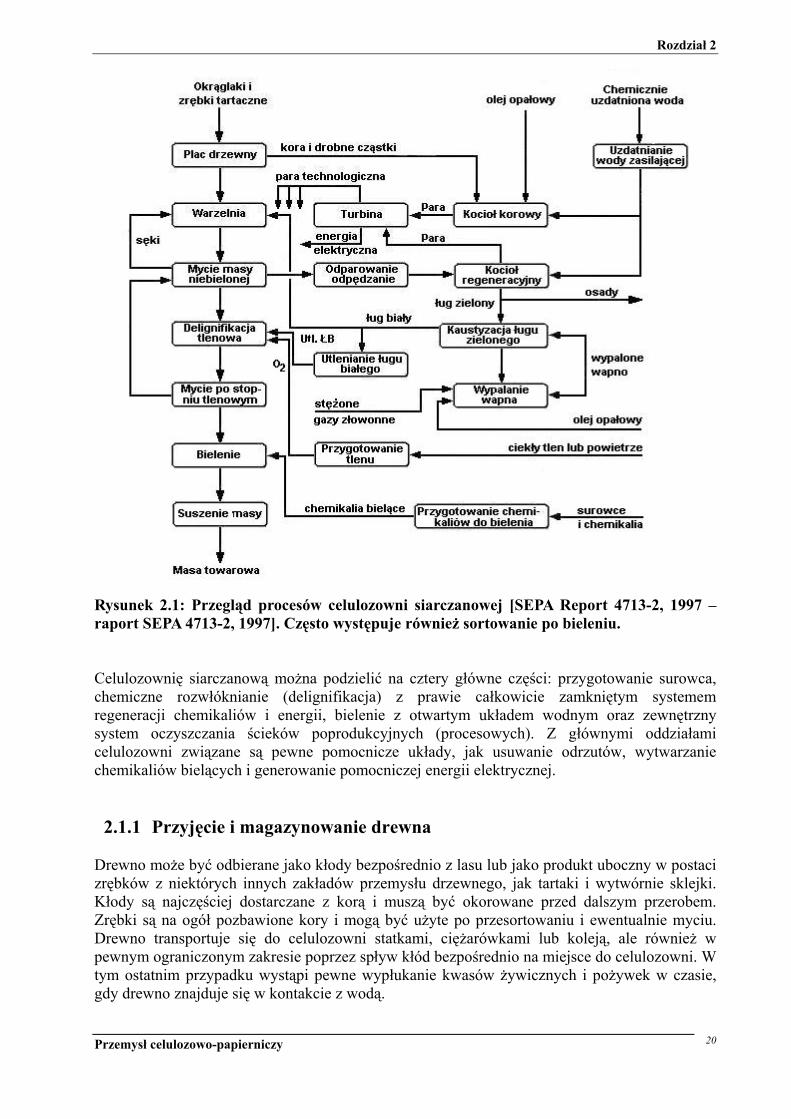
Rysunek 2.1: Przegląd procesów celulozowni siarczanowej [SEPA Report 4713-2, 1997 – raport SEPA 4713-2, 1997]. Często występuje również sortowanie po bieleniu. Celulozownię siarczanową można podzielić na cztery główne części: przygotowanie surowca, chemiczne rozwłóknianie (delignifikacja) z prawie całkowicie zamkniętym systemem regeneracji chemikaliów i energii, bielenie z otwartym układem wodnym oraz zewnętrzny system oczyszczania ścieków poprodukcyjnych (procesowych). Z głównymi oddziałami celulozowni związane są pewne pomocnicze układy, jak usuwanie odrzutów, wytwarzanie chemikaliów bielących i generowanie pomocniczej energii elektrycznej.
2.1.1 Przyjęcie i magazynowanie drewna Drewno może być odbierane jako kłody bezpośrednio z lasu lub jako produkt uboczny w postaci zrębków z niektórych innych zakładów przemysłu drzewnego, jak tartaki i wytwórnie sklejki. Kłody są najczęściej dostarczane z korą i muszą być okorowane przed dalszym przerobem. Zrębki są na ogół pozbawione kory i mogą być użyte po przesortowaniu i ewentualnie myciu. Drewno transportuje się do celulozowni statkami, ciężarówkami lub koleją, ale również w pewnym ograniczonym zakresie poprzez spływ kłód bezpośrednio na miejsce do celulozowni. W tym ostatnim przypadku wystąpi pewne wypłukanie kwasów żywicznych i pożywek w czasie, gdy drewno znajduje się w kontakcie z wodą.
Rozdział 2
Przemysł celulozowo-papierniczy
21
Techniki wytwarzania mas mechanicznych mogą stosować zarówno kłody jak zrębki, natomiast techniki roztwarzania chemicznego będą zawsze stosować zrębki. W procesie rozdrabniania drewna do zrębków celem nadrzędnym jest wytworzenie zrębków o jednolitych rozmiarach, będzie to sprzyjać uzyskaniu lepszej masy. Niektóre celulozownie mas chemicznych magazynują zrębki w hałdach przez okres do 40 dni, w którym to czasie występuje pewna degradacja związków ekstrakcyjnych w drewnie poprzez mechanizmy: utleniający i enzymatyczny. Hałda zrębków drzewnych może stać się gorąca podczas tego okresu dojrzewania. Należałoby się spodziewać, że magazynowanie przez czas dłuższy niż 40 dni spowoduje zmniejszenie późniejszej wydajności włókien. Z drugiej strony wytwarzanie mas mechanicznych wymaga świeżego drewna i we wszystkich przypadkach jest pożądane utrzymanie wilgotności drewna.
2.1.2 Korowanie Najbardziej powszechną metodą korowania jest korowanie bębnowe. Kora jest usuwana, gdy kłody ocierają się o siebie w wyniku wzajemnego ruchu nadanego im przez ruch obrotowy bębna korującego. Luźna kora i kawałki drewna spadają z bębna przez specjalne rynny. Odkorowane kłody są natryskiwane wodą przed ich dostarczeniem do celulozowni. Proces mokrego korowania zużywa duże objętości wody. W ostatnich latach w wielu celulozowniach zainstalowano „suche” korowanie. Suche korowanie daje korę z niską zawartością wody, co będzie skutkować lepszym bilansem energii w celulozowni, jeśli kora jest spalana. W krajach skandynawskich zamrożone kłody i śnieg są rozmrażane przed korowaniem. Może to być prowadzone w bębnie korującym za pomocą gorącej wody lub pary, lub na specjalnym odladzającym transporterze przed bębnem korującym. Kora z urządzenia korującego jest zwykle dostarczana do rozdrabniacza kory i jeżeli jest wilgotna, jest odciskana przed spalaniem. Istnieje kilka alternatywnych możliwości wykorzystania kory. W pewnych przypadkach jest ona sprzedawana, ale w dużych instalacjach, gdzie nagromadzono duże ilości kory, opłaca się wykorzystywać ją na miejscu w celu odzyskania energii.
2.1.3 Rozdrabnianie drewna na zrębki i sortowanie Do procesów chemicznego roztwarzania kłody są rozdrabniane do zrębków w rębaku. Dostarczenie jednolitych pod względem rozmiaru zrębków jest konieczne dla skuteczności procesów i ze względu na jakość masy. Im bardziej jednolite są zrębki po rębaku, tym niższe jest zużycie surowca. Po stacji rębaka zrębki są sortowane w celu usunięcia ponadwymiarowych zrębków i trocin. Jednakże trociny mogą również być gotowane razem ze zrębkami lub oddzielnie w specjalnym warniku do trocin, lub mogą być one spalane albo użyte do innych celów. Ponadwymiarowe zrębki mogą być ponownie rozdrobnione w kruszarce lub wtórnym rębaku. Zrębki są sortowane według grubości, ponieważ jest to krytyczny parametr zarówno przy wytwarzaniu mas chemicznych, jak i mechanicznych. Często osiąga się ogólne optimum poprzez poświęcenie pewnej ilości surowca dla zapewnienia stabilnych warunków przerobu, które z kolei przyczyniają się do lepszej jakości masy i mniejszego zanieczyszczenia. Materiał usunięty w procesie sortowania może być sprzedany do innych celów lub spalony w kotle na paliwo stałe z odzyskiem ciepła.
Rozdział 2
Przemysł celulozowo-papierniczy
22
2.1.4 Roztwarzanie i delignifikacja W procesie siarczanowym włókna są uwalniane w instalacji warzelni poprzez rozpuszczenie ligniny i części hemicelulozy w roztworze chemikaliów warzelnych (ług biały), który zawiera wodorotlenek sodowy i siarczek sodowy jako chemikalia aktywne. Kiedy końcowym produktem jest masa niebielona, to warzelnia jest jedynym etapem delignifikacji. Proces gotowania może być prowadzony zarówno w warnikach okresowych, jak i w warniku ciągłym. Kiedy stosuje się procesy okresowe, to na etapie gotowania zrębki drzewne i ługi wprowadza się do warnika okresowego, gdzie przebiega gotowanie w podwyższonej temperaturze i pod ciśnieniem. Gdy zostanie osiągnięta wymagana zawartość resztkowej ligniny w masie (mierzona jako liczba kappa), zawartość warnika jest przenoszona do zbiornika wydmuchowego, a cykl gotowania jest powtarzany. Ilość pozostałej w masie ligniny może być w przybliżeniu wyznaczona przez pomnożenie liczby kappa przez współczynnik 0,165 [Uhlmann, 1991] tzn., że liczba kappa 30 odpowiada zawartości resztkowej ligniny ok. 4,95%. Roztwarzanie może również przebiegać w warniku ciągłym (patrz Rysunek 2.2), gdzie końcowa zawartość ligniny jest określona za pomocą wsadu drewno/chemikalia i czasu zatrzymania, jak i temperatury w strefie gotowania. Zrębki są wstępnie ogrzewane za pomocą pary przed wejściem do warnika ciągłego w celu usunięcia powietrza, które przeszkadza przy impregnacji. Po załadowaniu warnika zrębki są impregnowane ługiem warzelnym, a temperatura jest podnoszona do 155-1750C. Czas gotowania w maksymalnej temperaturze wynosi 1-2 godzin. W roztwarzaniu konwencjonalnym delignifikacja drewna iglastego (świerk lub sosna) może być prowadzona do liczby kappa 30-35 przy zachowaniu możliwych do przyjęcia własności wytrzymałościowych masy. Dla drewna liściastego (osika, brzoza i eukaliptus) liczba kappa po roztwarzaniu może być obniżona do 14-22 [CEPI, 1997].
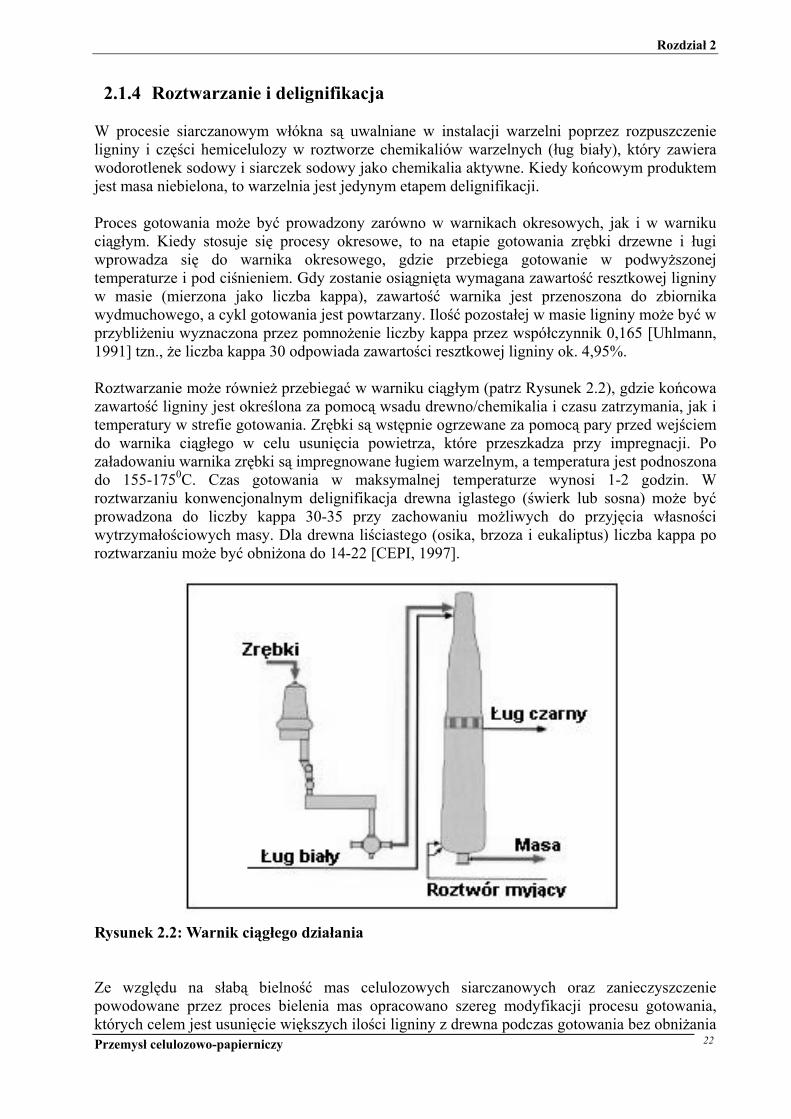
Rysunek 2.2: Warnik ciągłego działania Ze względu na słabą bielność mas celulozowych siarczanowych oraz zanieczyszczenie powodowane przez proces bielenia mas opracowano szereg modyfikacji procesu gotowania, których celem jest usunięcie większych ilości ligniny z drewna podczas gotowania bez obniżania
Rozdział 2
Przemysł celulozowo-papierniczy
23
wydajności. Liczba kappa po roztwarzaniu drewna iglastego może być obniżona do poziomu 15-25 za pomocą pogłębionej delignifikacji [Finnish BAT report, 1996], podczas gdy wydajność i własności wytrzymałościowe są wciąż zachowane. To oznacza, że w masie pozostaje o 25-50% mniej ligniny w porównaniu z masą, której kappa wynosi 32. Zredukowane są zatem wymagania dotyczące chemikaliów do późniejszego bielenia i jednocześnie zrzuty ścieków z instalacji bielenia ulegają obniżeniu. Przy roztwarzaniu drewna liściastego można uzyskać porównywalne redukcje liczby kappa (zobacz również 2.1.6).
2.1.5 Mycie i sortowanie Masa wychodząca z warnika zawiera włókna i ług powarzelny (ług czarny). Około połowa masy drewna jest rozpuszczana podczas roztwarzania. Wskutek tego ług czarny zawiera chemikalia nieorganiczne i duże ilości substancji organicznych. Ług czarny jest usuwany z masy w następnym w kolejności procesie mycia i kierowany do systemu regeneracji chemikaliów, gdzie następuje odzysk chemikaliów i energii. Rozpuszczone substancje organiczne razem ze zużytymi chemikaliami warzelnymi są wymywane z włókien celulozowych w procesie mycia masy niebielonej. Nowoczesne systemy zazwyczaj pozwalają na odzysk co najmniej 99% chemikaliów wprowadzonych do warnika. Mycie masy pochodzącej z konwencjonalnej instalacji, wyposażonej w warniki okresowe, jest zazwyczaj prowadzone na filtrach bębnowych, podczas gdy w instalacji warnika ciągłego mycie odbywa się w warniku w strefie mycia (strefa Hi-heat wash) oraz dodatkowo na filtrach bębnowych lub w dyfuzorach. W dzisiejszych liniach produkcyjnych mas włóknistych, zarówno okresowych, jak i ciągłych, mycie rozpoczyna się już w warniku poprzez wypieranie gorącego ługu czarnego za pomocą zimnego roztworu myjącego. Dalsze mycie odbywa się w różnych typach urządzeń myjących, np.: filtrach próżniowych bębnowych, prasach myjących, dyfuzorach lub filtrach myjących typu sitowego. Skuteczne mycie zmniejsza przenoszenie ługu czarnego z masą, dajac w rezultacie obniżone zużycie chemikaliów w bieleniu i zmniejszone zrzuty z instalacji bielenia. Skuteczne mycie ogranicza zużycie chemikaliów również na etapie delignifikacji tlenowej. Wynik mycia jest w znacznym stopniu zależny od skuteczności zastosowanych urządzeń, stężenia masy na odpływie i ilości zastosowanej wody myjącej. Jednakże, jeżeli mycie jest usprawniane poprzez zwiększanie ilości wody myjącej, to należy się liczyć z tym, że w następnym etapie odparowywania i zagęszczania ługu czarnego wzrośnie zapotrzebowanie na parę energetyczną. Prasy myjące i dyfuzory są szczególnie efektywne w usuwaniu rozpuszczonych substancji organicznych i jest to jedną z przyczyn, dlaczego prasy myjące stają się coraz bardziej powszechne, szczególnie jako końcowy etap mycia przed bieleniem. Najdłuższy czas zatrzymania w procesie mycia można osiągnąć w urządzeniach typu dyfuzory. Dodanie dwutlenku węgla do wody myjącej poprawi efekty mycia. Przed dalszym przerobem masa jest sortowana za pomoca sortowników ciśnieniowych i odśrodkowych (centricleaners). Celem sortowania jest oddzielenie sęków i pęczków włókien z głównego strumienia masy za pomocą serii urządzeń wibracyjnych, filtracji przez sortowniki ciśnieniowe oraz odśrodkowego rozdziału włókien i innych cząstek o różnych ciężarach właściwych. Odrzuty z procesu sortowania stanowią kolejny strumień odpadów, z którym trzeba coś zrobić, zagospodarować lub co najmniej usunąć.
2.1.6 Delignifikacja tlenowa
Rozdział 2
Przemysł celulozowo-papierniczy
24
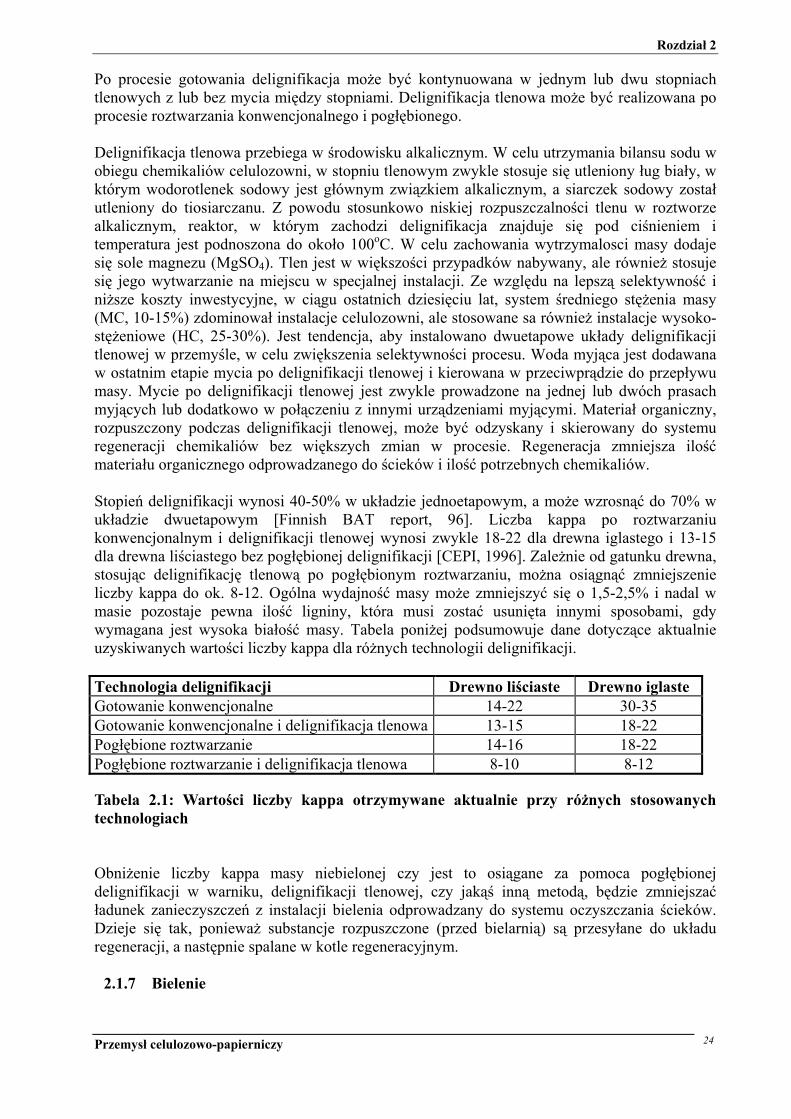
Po procesie gotowania delignifikacja może być kontynuowana w jednym lub dwu stopniach tlenowych z lub bez mycia między stopniami. Delignifikacja tlenowa może być realizowana po procesie roztwarzania konwencjonalnego i pogłębionego. Delignifikacja tlenowa przebiega w środowisku alkalicznym. W celu utrzymania bilansu sodu w obiegu chemikaliów celulozowni, w stopniu tlenowym zwykle stosuje się utleniony ług biały, w którym wodorotlenek sodowy jest głównym związkiem alkalicznym, a siarczek sodowy został utleniony do tiosiarczanu. Z powodu stosunkowo niskiej rozpuszczalności tlenu w roztworze alkalicznym, reaktor, w którym zachodzi delignifikacja znajduje się pod ciśnieniem i temperatura jest podnoszona do około 100oC. W celu zachowania wytrzymalosci masy dodaje się sole magnezu (MgSO4). Tlen jest w większości przypadków nabywany, ale również stosuje się jego wytwarzanie na miejscu w specjalnej instalacji. Ze względu na lepszą selektywność i niższe koszty inwestycyjne, w ciągu ostatnich dziesięciu lat, system średniego stężenia masy (MC, 10-15%) zdominował instalacje celulozowni, ale stosowane sa również instalacje wysoko-stężeniowe (HC, 25-30%). Jest tendencja, aby instalowano dwuetapowe układy delignifikacji tlenowej w przemyśle, w celu zwiększenia selektywności procesu. Woda myjąca jest dodawana w ostatnim etapie mycia po delignifikacji tlenowej i kierowana w przeciwprądzie do przepływu masy. Mycie po delignifikacji tlenowej jest zwykle prowadzone na jednej lub dwóch prasach myjących lub dodatkowo w połączeniu z innymi urządzeniami myjącymi. Materiał organiczny, rozpuszczony podczas delignifikacji tlenowej, może być odzyskany i skierowany do systemu regeneracji chemikaliów bez większych zmian w procesie. Regeneracja zmniejsza ilość materiału organicznego odprowadzanego do ścieków i ilość potrzebnych chemikaliów. Stopień delignifikacji wynosi 40-50% w układzie jednoetapowym, a może wzrosnąć do 70% w układzie dwuetapowym [Finnish BAT report, 96]. Liczba kappa po roztwarzaniu konwencjonalnym i delignifikacji tlenowej wynosi zwykle 18-22 dla drewna iglastego i 13-15 dla drewna liściastego bez pogłębionej delignifikacji [CEPI, 1996]. Zależnie od gatunku drewna, stosując delignifikację tlenową po pogłębionym roztwarzaniu, można osiągnąć zmniejszenie liczby kappa do ok. 8-12. Ogólna wydajność masy może zmniejszyć się o 1,5-2,5% i nadal w masie pozostaje pewna ilość ligniny, która musi zostać usunięta innymi sposobami, gdy wymagana jest wysoka białość masy. Tabela poniżej podsumowuje dane dotyczące aktualnie uzyskiwanych wartości liczby kappa dla różnych technologii delignifikacji. Technologia delignifikacji Drewno liściaste Drewno iglaste Gotowanie konwencjonalne 14-22 30-35 Gotowanie konwencjonalne i delignifikacja tlenowa 13-15 18-22 Pogłębione roztwarzanie 14-16 18-22 Pogłębione roztwarzanie i delignifikacja tlenowa 8-10 8-12 Tabela 2.1: Wartości liczby kappa otrzymywane aktualnie przy różnych stosowanych technologiach Obniżenie liczby kappa masy niebielonej czy jest to osiągane za pomoca pogłębionej delignifikacji w warniku, delignifikacji tlenowej, czy jakąś inną metodą, będzie zmniejszać ładunek zanieczyszczeń z instalacji bielenia odprowadzany do systemu oczyszczania ścieków. Dzieje się tak, ponieważ substancje rozpuszczone (przed bielarnią) są przesyłane do układu regeneracji, a następnie spalane w kotle regeneracyjnym.
2.1.7 Bielenie

Rozdział 2
Przemysł celulozowo-papierniczy
25
Celem bielenia masy chemicznej jest otrzymanie określonych parametrów jakościowych pod względem białości, trwałości białości, czystości i wytrzymałości. Białość niebielonej masy siarczanowej jest raczej niska, poniżej 30% ISO, podczas gdy w pełni bielona masa ma białość 88% ISO lub wyżej. Roztwarzanie i delignifikacja tlenowa nie mogą usunąć całej ligniny, więc dla osiągnięcia takiej białości konieczne jest usunięcie lub utlenienie pozostałej ligniny i zanieczyszczeń w masie. W wyniku bielenia liczba kappa spada poniżej 1 jednostkę [CEPI, 1996]. Podczas gdy procesy delignifikacji mogą przebiegać w zamkniętych układach wodnych, instalacje bielenia przyczyniają się do zrzutu ścieków do oczyszczalni. Odcieki z instalacji bielenia nie mogą w łatwy sposób być recyrkulowane do regeneracji chemikaliów głównie ze względu na fakt, że powodowałyby one gromadzenie się chlorków i innych niepożądanych pierwiastków w układzie regeneracji chemikaliów, co może powodowac korozję, inkrustację i inne problemy. Niemniej prowadzone są badania nad tym, jak zamknąć obiegi wodne w instalacji bielenia, a kilka instalacji pracuje z częściowo zamkniętymi obiegami wodnymi. Bielenie masy siarczanowej przebiega w kilku, zazwyczaj czterech lub pięciu, etapach.. Najbardziej powszechnie stosowane chemikalia, to dwutlenek chloru, tlen, ozon i nadtlenek. Ostatnio kwas nadoctowy jest wykorzystywaną w handlu substancją chemiczną do bielenia. Natomiast chlor i podchloryn w ostatnich latach zostały, w znacznym stopniu, wycofane jako główne substancje chemiczne służące do bielenia (zgodnie z decyzją PARCOM w sprawie zakazu stosowania chloru cząsteczkowego (Cl2) w bieleniu mas siarczanowych i siarczynowych). Niewielkie ilości chloru tworzą się jako produkt uboczny w większości stosowanych systemów wytwarzania dwutlenku chloru i część tego chloru będzie obecna w procesie bielenia za pomocą dwutlenku chloru. Dwutlenek chloru i ozon muszą być produkowane na miejscu (zobacz paragraf 2.1.11). Nadtlenek, tlen i alkalia mogą być dostarczane do celulozowni jako gotowe produkty. Ozon jest bardzo reaktywnym czynnikiem bielącym, podczas gdy dwutlenek chloru, tlen i nadtlenek wodoru są mniej reaktywne. Ze względu na różne mechanizmy reakcji w sekwencji bielenia stosowane są różne rodzaje chemikaliów bielących. Stopnie kwaśne i alkaliczne są stosowane przemiennie, wzajemnie się uzupełniając. Bielenie nadtlenkiem jest stosunkowo powolne i wymaga długiego czasu reakcji, a zatem dużych objętości reaktora lub zwiększonego stężenia masy. Zwiększenie ciśnienia umożliwia wyższe temperatury reakcji dając skrócenie czasu reakcji lub poprawę rezultatów bielenia. Dla uniknięcia rozkładu nadtlenku wodoru konieczne jest usunięcie jonów metali za pomocą środków chelatujących (np. EDTA lub DTPA) lub kwaśnego mycia. Zaletą nadtlenku w porównaniu z innymi tlenowymi chemikaliami bielącymi jest to, że bielenie nadtlenkiem w optymalnych warunkach rozjaśnia resztkową ligninę. W niektórych instalacjach od 1991 roku stosuje się działanie enzymami przed właściwym bieleniem. Proces ten może być połączony z różnymi sekwencjami bielenia w celu zwiększenia efektywności stosowanych chemikaliów, ale na ogół powoduje niewielkie straty wydajności. Instalacja bielenia składa się z sekwencji oddzielnych etapów tego procesu z dodawanymi różnymi chemikaliami. Każdy etap bielenia składa się z: − urządzeń do mieszania chemikaliów i masy, − reaktora do bielenia (wieże z górnym lub dolnym przepływem), zaprojektowane z
odpowiednim czasem zatrzymania dla przebiegu reakcji chemicznych, − urządzeń do mycia dla oddzielenia z masy stosowanych chemikaliów, usuniętej ligniny i
innych rozpuszczonych materiałów (filtr bębnowy lub dyfuzor).
Rozdział 2
Przemysł celulozowo-papierniczy
26
Etapy bielenia oznacza się stosując symboliczną stenografię według stosowanego środka bielącego: Q Etap kwasowy, w którym stosuje się środek chelatujący EDTA lub DTPA do usuwania
metali Z Etap ozonowy wykorzystujący gazowy ozon (O3) P Etap alkaliczny z ciekłym nadtlenkiem wodoru (H2O2) D Etap dwutlenku chloru, w którym stosuje się wodny roztwór dwutlenku chloru (ClO2) E Etap ekstrakcji stosujący wodorotlenek sodowy (NaOH) E/O Etap ekstrakcji stosujący wodorotlenek sodowy z późniejszym dodawaniem gazowego
tlenu jako środka wspomagającego E/P Etap ekstrakcji stosujący wodorotlenek sodowy z późniejszym dodawaniem nadtlenku
wodoru jako środka wspomagającego. Ostatnio delignifikacja tlenowa staje się coraz bardziej powszechnym etapem delignifikacji, po którym następuje sekwencja bielenia D-E-D-E-D, D-E-D-D, D-EOP-D-E-D lub QP-DQ-PO. Niektóre celulozownie odpowiadają na wymagania rynku odnoszące się do mas całkowicie wolnych od chloru (TCF) poprzez modyfikowanie sekwencji bielenia. Obecnie bielenie TCF jest uznaną technologią. Liczne celulozownie mają możliwość produkowania mas ECF lub TCF zależnie od sytuacji rynkowej. Są stosowane i znajdują się w trakcie rozwoju nowe sekwencje bielenia, takie jak: Q-E/P-E-P, Q-Z-P-E-P, OP-ZQ-PO lub OP-Q-PO [CEPI, 1997]. Wprowadzenie pogłębionego roztwarzania i delignifikacji tlenowej przyczyniło się do bardziej skutecznej regeneracji substancji organicznych i pozwoliło również na rozwój zastosowania innych chemikaliów w bieleniu oraz minimalizację użycia chemikaliów chlorowych. W konsekwencji ogólna ilość związków organicznych i ogólna ilość chlorowanych związków organicznych zostały znacząco zredukowane. Dwa główne rodzaje stosowanych metod bielenia, to metoda ECF (Elemental Chlorine Free, tzn., kiedy ani cząsteczkowy, ani gazowy chlor nie jest dozowany do bielenia) i metoda TCF (Totally Chlorine Free - bielenie bez udziału związków chloru). W bieleniu ECF stosuje się dwutlenek chloru, alkalia do ekstrakcji rozpuszczonej ligniny, nadtlenek i tlen dla wzmocnienia etapów ekstrakcyjnych. Bielenie TCF stosuje tlen, ozon lub kwas nadoctowy i nadtlenek z alkaliami do ekstrakcji ligniny. Z punktu widzenia ogólnej wydajności i jakości masy ważna jest selektywność, gdyż wysoka selektywność oznacza, że chemikalia bielące przede wszystkim reagują z ligniną. Dwutlenek chloru i chlor są najbardziej selektywnymi środkami bielącymi, a selektywność jest lepsza na etapie bielenia niż w roztwarzaniu i delignifikacji tlenowej. Bielenie TCF wymaga niskiej początkowej wartości liczby kappa masy (10-12) ze względu na zdolność chemikaliów bielących do degradacji włókien podczas bielenia dla otrzymania pełnej białości i dobrych własności wytrzymałościowych. Mimo tego bielenie TCF pozwala na osiągnięcie końcowej białości 89% ISO bez strat wydajności. W masach bielonych metodą TCF w porównaniu z masami bielonymi ECF pozostają większe ilości resztkowej ligniny i te pozostałości muszą być poddane stabilizacji w celu zminimalizowania zjawiska wtórnego żółknięcia wyprodukowanej masy. Bielenie ECF może być realizowane dla mas o wyższej wartości kappa.
Rozdział 2
Przemysł celulozowo-papierniczy
27
Dyskusja dotycząca bielenia metodami ECF i TCF Przez ponad 10 ostatnich lat trwały intensywna dyskusja i badania nad korzyściami dla środowiska wynikającymi z technologii TCF w porównaniu do ECF. Ocena wyników badań i syntez opartych na dużej ilości testów laboratoryjnych, i modelowania ekosystemów, jak również badań w skali przemysłowej na ściekach poprodukcyjnych z celulozowni bielonych mas siarczanowych (BKME) może być podsumowana w sposób następujący:
• Skład chemiczny ścieków z nowoczesnych celulozowni siarczanowych stosujących bielenie ECF lub TCF mas o niskiej liczbie kappa poddanych delignifikacji tlenowej, uległ znacznym zmianom w porównaniu z sytuacją sprzed 10-15 lat, normą działania konkretnej fabryki jest przykładanie największej wagi do ilości i jakości emisji [SEPA report 4785, 1997 – raport SEPA 4785, 1997]
• Nowoczesne celulozownie stosujące bielenie ECF mas o niskiej liczbie kappa dają bardzo niskie emisje chlorowanych substancji organicznych, a wysoko chlorowane związki fenolowe najczęściej nie są wykrywane w ściekach [SEPA report 4785, 1997 – raport SEPA 4785, 1997]
• Porównanie toksycznych oddziaływań instalacji bielenia i ogólnych ścieków produkcyjnych z celulozowni stosującej różne schematy bielenia bezchlorowego (bez Cl2), to jest bielenie ECF przy niskiej liczbie kappa wobec bielenia TCF, pokazuje, że żadne rozwiązanie techniczne nie przyczynia się do trwałego obniżenia potencjału toksycznego ścieków [FEI, 1996 – Fiński Instytut Środowiska, 1996]. Nie znaleziono wyraźnych różnic w charakterze i intensywności oddziaływań pomiędzy ściekami z celulozowni stosujących bielenie ECF (niska liczba kappa, zredukowane chlorany) i TCF
• Względne zalety procesu ECF przy niskiej kappa w porównaniu z TCF (i na odwrót) nie są uzasadnione logicznie ze względu na różnorodne strategie prowadzenia eksperymentów i procedury pomiarowe, a także parametry niezwiązane z bieleniem występujące w różnych celulozowniach, jak, np. zakładowe normy produkcyjne [SEPA report 4785, 1997 – raport SEPA 4785, 1997]
• Biologiczne oczyszczanie ścieków zazwyczaj powoduje obniżenie toksyczności ścieków.. Zgodnie z badaniami modelowymi ekosystemu, po takim oczyszczaniu, oddziaływania ścieków na ekosystem są złagodzone [SEPA report 4785, 1997 – raport SEPA 4785, 1997]
• Ostatnie badania modelowe ekosystemu wskazują na korelację pomiędzy ChZT ścieków i obserwowanymi oddziaływaniami. Wyniki te sugerują, że problem nie leży w wyborze sposobu bielenia ECF czy TCF, lecz raczej w usprawnieniu całości operacji wytwarzania masy celulozowej [SEPA report 4785, 1997 – raport SEPA 4785, 1997]. A zatem ilości kwasów tłuszczowych, kwasów żywicznych i steroli w ściekach z nowoczesnej celulozowni są raczej bardziej zależne od surowca włóknistego lub zrzutów z niebielonej części wytwórni niż od procesu bielenia [SEPA report 4785, 1997 – raport SEPA 4785, 1997]
• Sekwencja bielenia TCF jest korzystniejszą alternatywą ze względu na dalsze zamknięcie systemu. Jednakże stosowanie całkowicie bezchlorowych chemikaliów bielących wymaga dokładnego usunięcia metali (takich jak jony manganu, żelaza, miedzi) z masy, z powodu ich ujemnego wpływu na bielenie nadtlenkiem. Zwykle usuwa się metale albo przy użyciu środków chelatujących, albo poprzez kwaśne mycie masy. Toczy się dyskusja w kwestii wpływu i szkodliwości środków chelatujących na środowisko, ponieważ w normalnych warunkach są one trudno biodegradowalne. Pojawiają się nowe pomysły dotyczące zmniejszenia zrzutu filtratów z etapów chelatowych do środowiska (patrz rozdział 2.5.3).
Rozdział 2
Przemysł celulozowo-papierniczy
28
2.1.8 Sortowanie masy bielonej
Po bieleniu na ogół następuje końcowe sortowanie masy. Wtórne sortowanie ma miejsce w urządzeniach tego samego typu, co sortowanie masy niebielonej.
2.1.9 Suszenie W zintegrowanych celulozowni i papierni zawiesinę masy przesyła się do wytwórni papieru w stanie wilgotnym (przy stężeniu ok. 4%), a towarzysząca jej woda stanowi część ogólnego bilansu wody w zakładzie. W celulozowni niezintegrowanej, gdzie masa nie jest używana bezpośrednio do wytwarzania papieru na miejscu w tym samym zakładzie, masa celulozowa jest najpierw odciskana, a następnie suszona w celu jej transportu. Maszyna susząca składa się z części sitowej, służącej do wstępnego odwodnienia masy, podobnej, lecz prostszej od części sitowej maszyny papierniczej. Po etapie odwodnienia masa jest suszona za pomocą pary w wielostopniowej suszącej części maszyny. Po pocięciu na arkusze, formowane są bele gotowe do wysyłki towaru.
2.1.10 System regeneracji chemikaliów i energii System regeneracji w celulozowni siarczanowej pełni trzy funkcje:
− regeneracja (odzysk) nieorganicznych chemikaliów warzelnych
− rozkład rozpuszczonego materiału organicznego i odzysk energii w postaci pary technologicznej, i mocy elektrycznej
− odzysk wartościowych organicznych produktów ubocznych (np. oleju talowego). Wartość opałowa regenerowanego ługu czarnego jest zazwyczaj większa niż potrzeby celulozowni siarczanowej w zakresie ciepła i energii elektrycznej. Organiczne produkty uboczne odgrywają ograniczoną rolę ekonomiczną w większości celulozowni siarczanowych. Głównymi jednostkami procesowymi w systemie regeneracji chemikaliów są: zagęszczanie ługu czarnego (ług powarzelny i filtraty z przeciw-prądowego mycia masy), spalanie zagęszczonych ługów w kotle regeneracyjnym i kaustyzacja obejmująca regenerację wapna. Przegląd obiegu chemikaliów ilustrujący główne etapy procesu i ich funkcje zaprezentowano na rysunku 2.3 [BMU Austria, 1995].
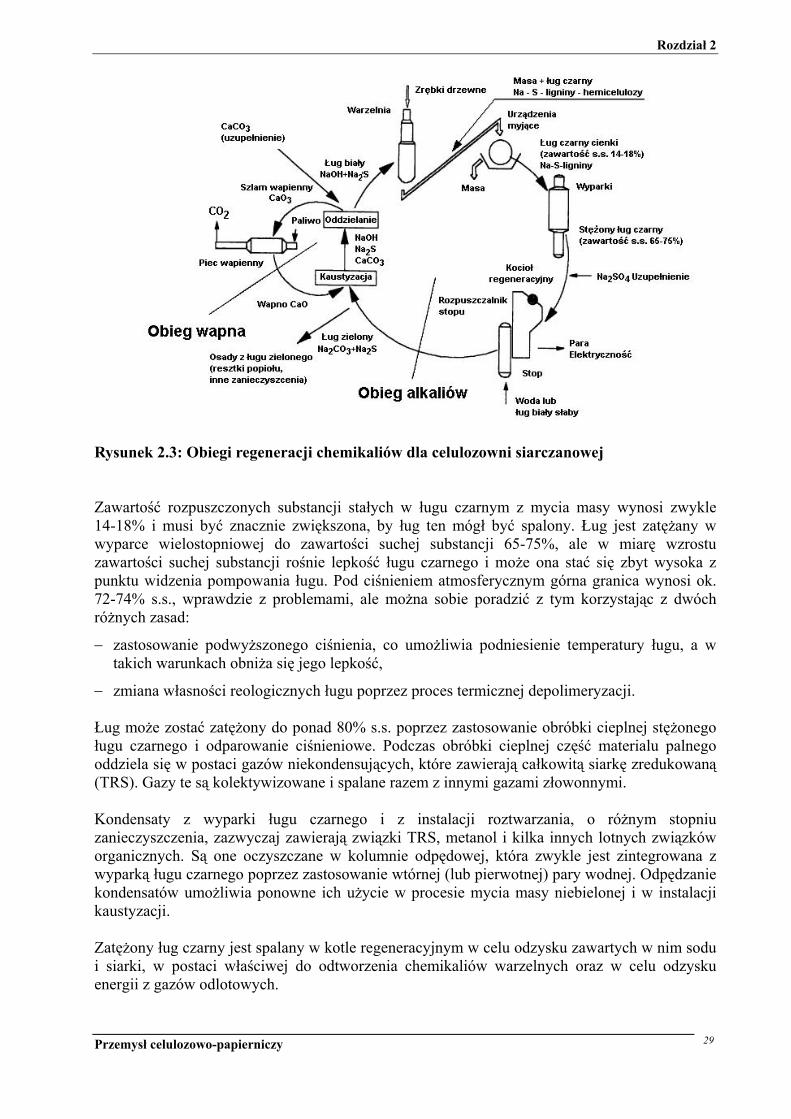
Rozdział 2
Przemysł celulozowo-papierniczy
29
Rysunek 2.3: Obiegi regeneracji chemikaliów dla celulozowni siarczanowej Zawartość rozpuszczonych substancji stałych w ługu czarnym z mycia masy wynosi zwykle 14-18% i musi być znacznie zwiększona, by ług ten mógł być spalony. Ług jest zatężany w wyparce wielostopniowej do zawartości suchej substancji 65-75%, ale w miarę wzrostu zawartości suchej substancji rośnie lepkość ługu czarnego i może ona stać się zbyt wysoka z punktu widzenia pompowania ługu. Pod ciśnieniem atmosferycznym górna granica wynosi ok. 72-74% s.s., wprawdzie z problemami, ale można sobie poradzić z tym korzystając z dwóch różnych zasad:
− zastosowanie podwyższonego ciśnienia, co umożliwia podniesienie temperatury ługu, a w takich warunkach obniża się jego lepkość,
− zmiana własności reologicznych ługu poprzez proces termicznej depolimeryzacji. Ług może zostać zatężony do ponad 80% s.s. poprzez zastosowanie obróbki cieplnej stężonego ługu czarnego i odparowanie ciśnieniowe. Podczas obróbki cieplnej część materialu palnego oddziela się w postaci gazów niekondensujących, które zawierają całkowitą siarkę zredukowaną (TRS). Gazy te są kolektywizowane i spalane razem z innymi gazami złowonnymi. Kondensaty z wyparki ługu czarnego i z instalacji roztwarzania, o różnym stopniu zanieczyszczenia, zazwyczaj zawierają związki TRS, metanol i kilka innych lotnych związków organicznych. Są one oczyszczane w kolumnie odpędowej, która zwykle jest zintegrowana z wyparką ługu czarnego poprzez zastosowanie wtórnej (lub pierwotnej) pary wodnej. Odpędzanie kondensatów umożliwia ponowne ich użycie w procesie mycia masy niebielonej i w instalacji kaustyzacji. Zatężony ług czarny jest spalany w kotle regeneracyjnym w celu odzysku zawartych w nim sodu i siarki, w postaci właściwej do odtworzenia chemikaliów warzelnych oraz w celu odzysku energii z gazów odlotowych.
Rozdział 2
Przemysł celulozowo-papierniczy
30
Wzrost zawartości suchej substancji ługu czarnego od 65-70% do 80-85% zmienia bilanse materiałowy i energetyczny oraz warunki spalania w kotle regeneracyjnym. Niższe doprowadzenie wody z ługiem do kotła powoduje, że maleje przepływ gazów spalinowych. Za pomocą zwiększenia zawartości suchej substancji do ponad 80% można uzyskać możliwość wzrostu produkcji lub pogłębionej delignifikacji z bardziej skuteczną regeneracją ługu czarnego w celulozowni, w której kocioł regeneracyjny stanowi wąskie gardło wydajności produkcji. Przy wyższej zawartości suchej substancji w ługu zasilającym wzrasta temperatura spalania powodując uwalnianie się większych ilości sodu (Na) do fazy gazowej, który to sód następnie reaguje z gazową siarką, co obniża emisje siarki z kotła regeneracyjnego. Stop sodowy z kotła regeneracyjnego jest rozpuszczany w wodzie lub słabym ługu białym tworząc „ług zielony”, który składa się głównie z siarczku i węglanu sodowego. Ług zielony jest klarowany i poddawany kaustyzacji za pomocą wapna. W tym procesie węglan sodu przechodzi w wodorotlenek sodu, w celu produkcji ługu białego do roztwarzania. Pozostałości popiołu i inne zanieczyszczenia są usuwane z procesu jako szlam z ługu zielonego. Szlam pokaustyzacyjny, składający się głównie z węglanu wapnia, jest oddzielany od ługu białego, myty i poddawany kalcynacji w celu regeneracji wapna w piecu wapiennym. Piec jest nieco podobny do standardowego, obrotowego pieca cementowego. Proces kalcynacji jest wysokotemperaturową, endotermiczną reakcją, wymagającą zewnętrznego paliwa. Procesy przerobu i spalania ługu czarnego z wysoką zawartością siarki powodują uwalnianie siarki do powietrza jako dwutlenku siarki i gazów złowonnych zawierających zredukowane związki siarki, takie jak siarkowodór (H2S), merkaptan metylu (CH3SH), siarczek dimetylu (CH3SCH3) i disiarczek dimetylu (CH3SSCH3). Stężone gazy złowonne są odbierane (kolektywizowane) i spalane w oddzielnym palniku lub w piecu wapiennym. To ostatnie rozwiązanie jest mniej korzystne, ponieważ może zakłócać działanie pieca wapiennego. Gazy spalinowe są w większości przypadków oczyszczane w skruberze, a roztwór ze skrubera jest zawracany do systemu regeneracji chemikaliów. Niektóre celulozownie w różnym stopniu ujmują również rozcieńczone gazy złowonne. Gazy rozcieńczone są emitowane z procesu wstępnego parowania zrębków, sortowania, mycia masy, rozpuszczalnika stopu, odpowietrzeń zbiorników itd.
2.1.11 Przygotowanie na miejscu chemikaliów do bielenia Najbardziej powszechnie stosowane chemikalia do bielenia mas chemicznych, to: dwutlenek chloru, tlen, ozon i nadtlenek wodoru. Dwutlenek chloru i ozon muszą być produkowane na miejscu w celulozowni. Nadtlenek, tlen i alkalia mogą być dostarczane do celulozowni. 2.1.11.1 Dwutlenek chloru Dwutlenek chloru musi być wytwarzany na miejscu, ponieważ jest on nietrwały jako gaz i może być magazynowany tylko jako roztwór wodny o stężeniu ok. 1%. Gaz jest trwaly przez co najmniej pięć sekund w następujących warunkach: przy typowej temperaturze procesu pomiędzy 40 i 700C, i ciśnieniu cząstkowym dwutlenku chloru poniżej 100 mm Hg. Raz zaabsorbowany do roztworu dwutlenek chloru może być magazynowany przez kilka miesięcy w ciemności, przy temperaturze –50C, bez wolnej przestrzeni nad roztworem. Gazowy dwutlenek chloru rozkłada się do chloru i tlenu, i rozkład ten ma charakter wybuchowy przy ciśnieniu cząstkowym 300 mm Hg.
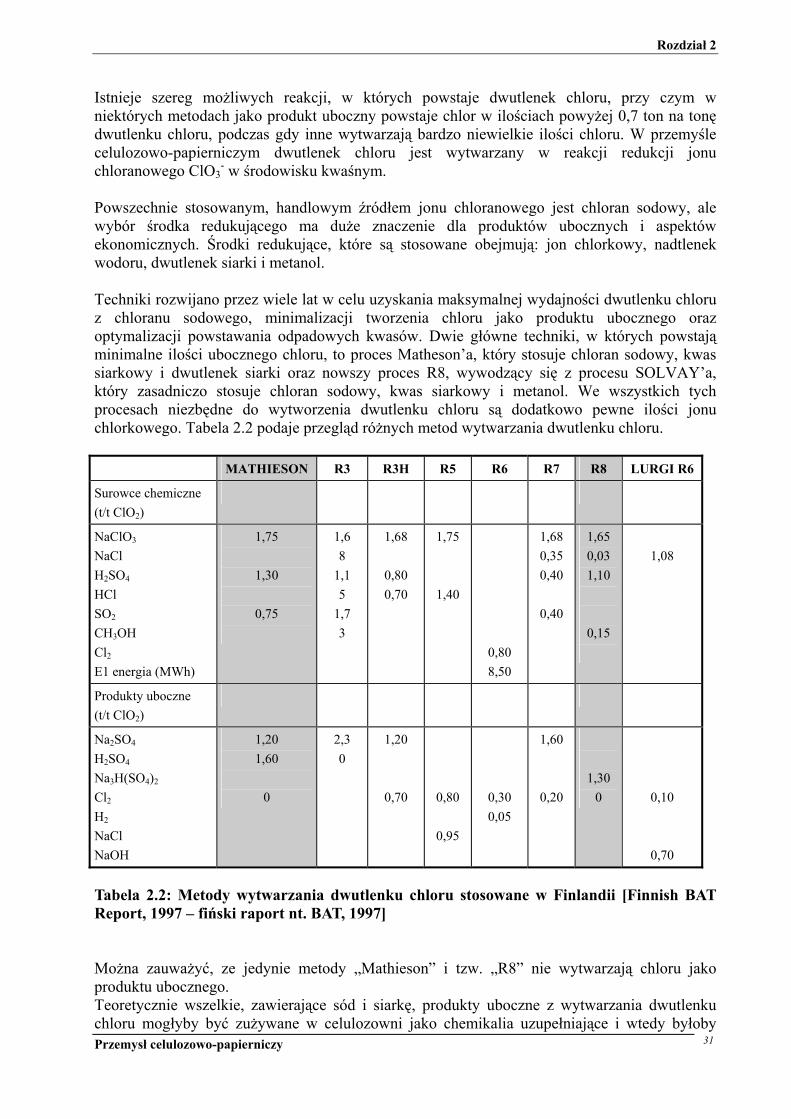
Rozdział 2
Przemysł celulozowo-papierniczy
31
Istnieje szereg możliwych reakcji, w których powstaje dwutlenek chloru, przy czym w niektórych metodach jako produkt uboczny powstaje chlor w ilościach powyżej 0,7 ton na tonę dwutlenku chloru, podczas gdy inne wytwarzają bardzo niewielkie ilości chloru. W przemyśle celulozowo-papierniczym dwutlenek chloru jest wytwarzany w reakcji redukcji jonu chloranowego ClO3
- w środowisku kwaśnym. Powszechnie stosowanym, handlowym źródłem jonu chloranowego jest chloran sodowy, ale wybór środka redukującego ma duże znaczenie dla produktów ubocznych i aspektów ekonomicznych. Środki redukujące, które są stosowane obejmują: jon chlorkowy, nadtlenek wodoru, dwutlenek siarki i metanol. Techniki rozwijano przez wiele lat w celu uzyskania maksymalnej wydajności dwutlenku chloru z chloranu sodowego, minimalizacji tworzenia chloru jako produktu ubocznego oraz optymalizacji powstawania odpadowych kwasów. Dwie główne techniki, w których powstają minimalne ilości ubocznego chloru, to proces Matheson’a, który stosuje chloran sodowy, kwas siarkowy i dwutlenek siarki oraz nowszy proces R8, wywodzący się z procesu SOLVAY’a, który zasadniczo stosuje chloran sodowy, kwas siarkowy i metanol. We wszystkich tych procesach niezbędne do wytworzenia dwutlenku chloru są dodatkowo pewne ilości jonu chlorkowego. Tabela 2.2 podaje przegląd różnych metod wytwarzania dwutlenku chloru. MATHIESON R3 R3H R5 R6 R7 R8 LURGI R6
Surowce chemiczne (t/t ClO2)
NaClO3 NaCl H2SO4 HCl SO2 CH3OH Cl2 E1 energia (MWh)
1,75
1,30
0,75
1,6 8
1,1 5
1,7 3
1,68
0,80 0,70
1,75
1,40
0,80 8,50
1,68 0,35 0,40
0,40
1,65 0,03 1,10
0,15
1,08
Produkty uboczne (t/t ClO2)
Na2SO4 H2SO4 Na3H(SO4)2 Cl2 H2 NaCl NaOH
1,20 1,60
0
2,3 0
1,20
0,70
0,80
0,95
0,30 0,05
1,60
0,20
1,30 0
0,10
0,70
Tabela 2.2: Metody wytwarzania dwutlenku chloru stosowane w Finlandii [Finnish BAT Report, 1997 – fiński raport nt. BAT, 1997] Można zauważyć, ze jedynie metody „Mathieson” i tzw. „R8” nie wytwarzają chloru jako produktu ubocznego. Teoretycznie wszelkie, zawierające sód i siarkę, produkty uboczne z wytwarzania dwutlenku chloru mogłyby być zużywane w celulozowni jako chemikalia uzupełniające i wtedy byłoby
Rozdział 2
Przemysł celulozowo-papierniczy
32
bardzo mało ścieków albo wcale. Jednakże, jeżeli sód lub siarka są produkowane w nadmiarze w stosunku do zapotrzebowania celulozowni na chemikalia uzupełniające, muszą one być usuwane z procesu (zobacz również paragraf 2.2.2.5). Potencjalnym problemem, gdy do bielenia stosuje się ClO2, jest tworzenie się chloranu. Około 10% ClO2 jako aktywnego chloru przechodzi w chloran. Oznacza to, że podczas bielenia ECF masy o liczbie kappa 18 tworzy się około 4-6 kg chloranu na tonę masy. Chloran jest toksyczny dla bakterii i planktonu przy poziomie stężeń około 3-4 mg/l. Dodatkowo hamuje wzrost brązowych wodorostów, np. morszczynu, przy stężeniach od ok. 20 µg/l. Przyczyna tego może być wyjaśniona następująco: gdy azot (N) jest parametrem limitującym wzrost, wodorosty zamiast NO3
- pobierają chloran, który jest znanym herbicydem. 2.1.11.2 Ozon Ozon jest produkowany z suchego powietrza lub tlenu poprzez zastosowanie wysokiego napięcia (10-20 kV) między dwoma elektrodami oddzielonymi gazem reakcyjnym. Ozon nie jest zbyt trwały i wydajność jego generowania jest dość niska w porównaniu z wysokim poziomem nieprzereagowanego tlenu w produkcie gazowym. Nowoczesny generator wodoru zasilany tlenem zużywa około 10-15 kWh/kg wytworzonego O3. 2.1.11.3 Inne chemikalia bielące Inne chemikalia bielące są kupowane w postaci gotowej do użycia – nadtlenek wodoru jako 50% roztwór; ditionit w stanie stałym. Tlen jest przeważnie nabywany, ale w kilku celulozowniach w Europie wytwarza się tlen na miejscu. W kilku celulozowniach w sekwencjach bielenia TCF stosowany jest kwas nadoctowy jako chemikalia do bielenia. Do produkcji kwasu nadoctowego potrzeba około 3 kWh energii elektrycznej/kg produktu.
2.2 Obecne poziomy zużycia/emisji dla wytwórni zintegrowanych i niezintegrowanych
2.2.1 Przegląd wejście / wyjście Na rysunku 2.4 zaprezentowano przegląd wprowadzanych do produkcji w celulozowni siarczanowej surowców i energii, jak również wyjściowych produktów, produktów ubocznych i głównych odpływów (emisje, odpady itd.).
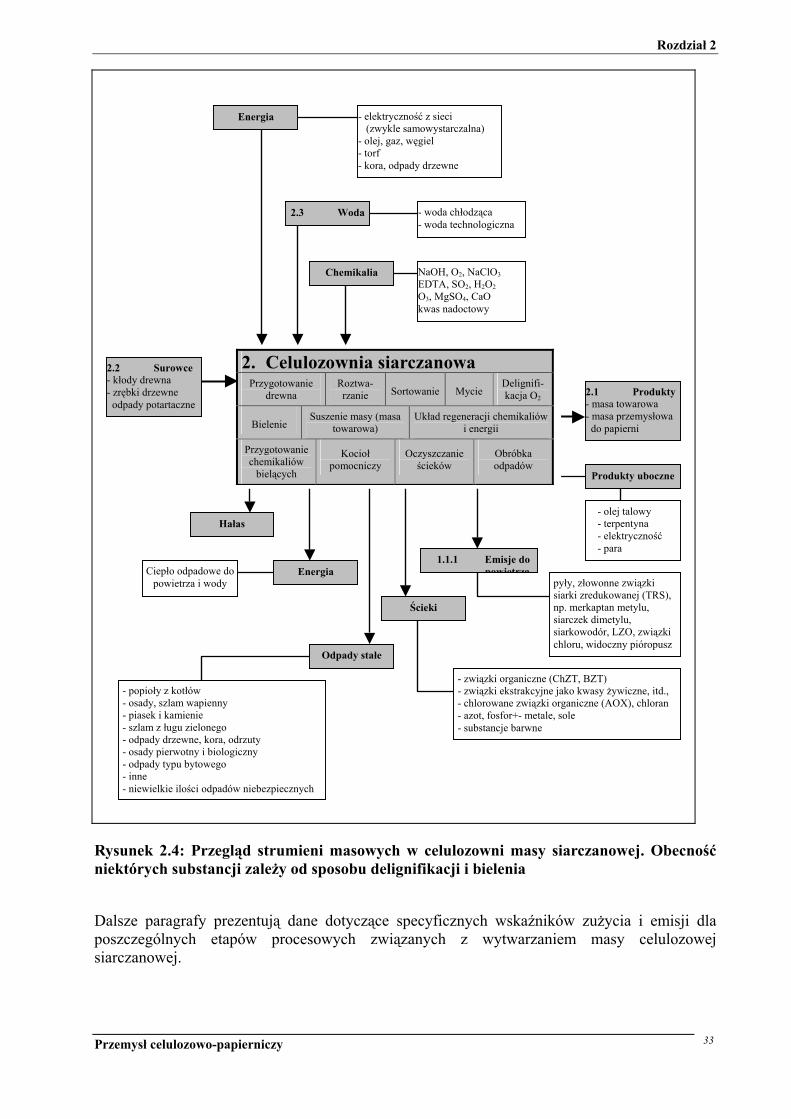
Rozdział 2
Przemysł celulozowo-papierniczy
33
Rysunek 2.4: Przegląd strumieni masowych w celulozowni masy siarczanowej. Obecność niektórych substancji zależy od sposobu delignifikacji i bielenia Dalsze paragrafy prezentują dane dotyczące specyficznych wskaźników zużycia i emisji dla poszczególnych etapów procesowych związanych z wytwarzaniem masy celulozowej siarczanowej.
2.1 Produkty- masa towarowa - masa przemysłowa do papierni
Produkty uboczne
- olej talowy - terpentyna - elektryczność - para
Energia - elektryczność z sieci (zwykle samowystarczalna) - olej, gaz, węgiel - torf - kora, odpady drzewne
NaOH, O2, NaClO3 EDTA, SO2, H2O2 O3, MgSO4, CaO kwas nadoctowy
- woda chłodząca - woda technologiczna
2.3 Woda
Chemikalia
2.2 Surowce - kłody drewna - zrębki drzewne odpady potartaczne
Hałas
2. Celulozownia siarczanowa Przygotowanie
drewna Roztwa-rzanie Sortowanie Mycie
Delignifi-kacja O2
Bielenie Suszenie masy (masa
towarowa) Układ regeneracji chemikaliów
i energii
Przygotowanie chemikaliów
bielących
Kocioł pomocniczy
Oczyszczanie ścieków
Obróbka odpadów
Ciepło odpadowe do powietrza i wody
Energia 1.1.1 Emisje do
powietrzapyły, złowonne związki siarki zredukowanej (TRS), np. merkaptan metylu, siarczek dimetylu, siarkowodór, LZO, związki chloru, widoczny pióropusz
Ścieki
- związki organiczne (ChZT, BZT) - związki ekstrakcyjne jako kwasy żywiczne, itd., - chlorowane związki organiczne (AOX), chloran - azot, fosfor+- metale, sole - substancje barwne
Odpady stałe
- popioły z kotłów - osady, szlam wapienny - piasek i kamienie - szlam z ługu zielonego - odpady drzewne, kora, odrzuty - osady pierwotny i biologiczny - odpady typu bytowego - inne - niewielkie ilości odpadów niebezpiecznych
Rozdział 2
Przemysł celulozowo-papierniczy
34
2.2.2 Poziomy zużycia i emisji pochodzące z jednostek procesowych W roztwarzaniu siarczanowym, w centrum zainteresowania znajdują się ścieki i emisje do powietrza, w tym gazy złowonne. Należy się spodziewać, że w następnych latach odpady staną się ważnym problemem z punktu widzenia ochrony środowiska. Poniżej przedyskutowano najbardziej istotne parametry zużycia surowców i emisji do wody, powietrza i gleby (odpady), jak również aspekty energetyczne obejmujące następujące zagadnienia: − Zużycie drewna − Zużycie wody i emisje ścieków z różnych etapów procesu:
− Przygotowanie drewna − Kondensaty z wyparki − Przelewy − Straty mycia − Bielenie − Zrzuty pożywek − Zrzuty metali
− Emisje do atmosfery: − z kotła regeneracyjnego − z pieca wapiennego − z kotłów pomocniczych − gazy złowonne − związki chloru z bielenia i przygotowania chemikaliów bielących
− Wytwarzanie odpadów stałych: − Zużycie chemikaliów − Użycie energii − Hałas Tam gdzie dane są dostępne emisje odpadów do wody, powietrza i gleby podano przed i po zewnętrznym oczyszczaniu. Odnośnie raportowanych liczb dotyczących emisji i zużycia należy zauważyć, że z powodu stosowania nieco różnych metod pomiarowych w różnych Państwach Członkowskich, dane nie zawsze są porównywalne dla różnych państw. (zobacz załącznik 3, aby uzyskać więcej informacji w tym zakresie, jednak stosowanie różnych metod nie zmienia wniosków w tym dokumencie). 2.2.2.1 Zużycie drewna Wszystkie gatunki drewna mogą być zastosowane jako surowce w procesie siarczanowym. Dzięki temu procesowi na masę celulozową można przerabiać drewno z wyrębu, jak również odpady z tartaku. Zużycie drewna i wydajność przy produkcji masy bielonej zależy od selektywności delignifikacji i bielenia. Ilość drewna potrzebna do wytworzenia 1 tony chemicznej masy celulozowej wynosi zwykle pomiędzy 4 i 6,6 m3. W leśnictwie przyjmuje się objętość drewna jest mierzona bez uwzględnienia kory. Gęstość drewna zmienia się w zależności od gatunków w zakresie pomiędzy około 0,4 i 0,6 g/cm3. Ilość kory również się zmienia i wynosi około 12-15 % wagowych.
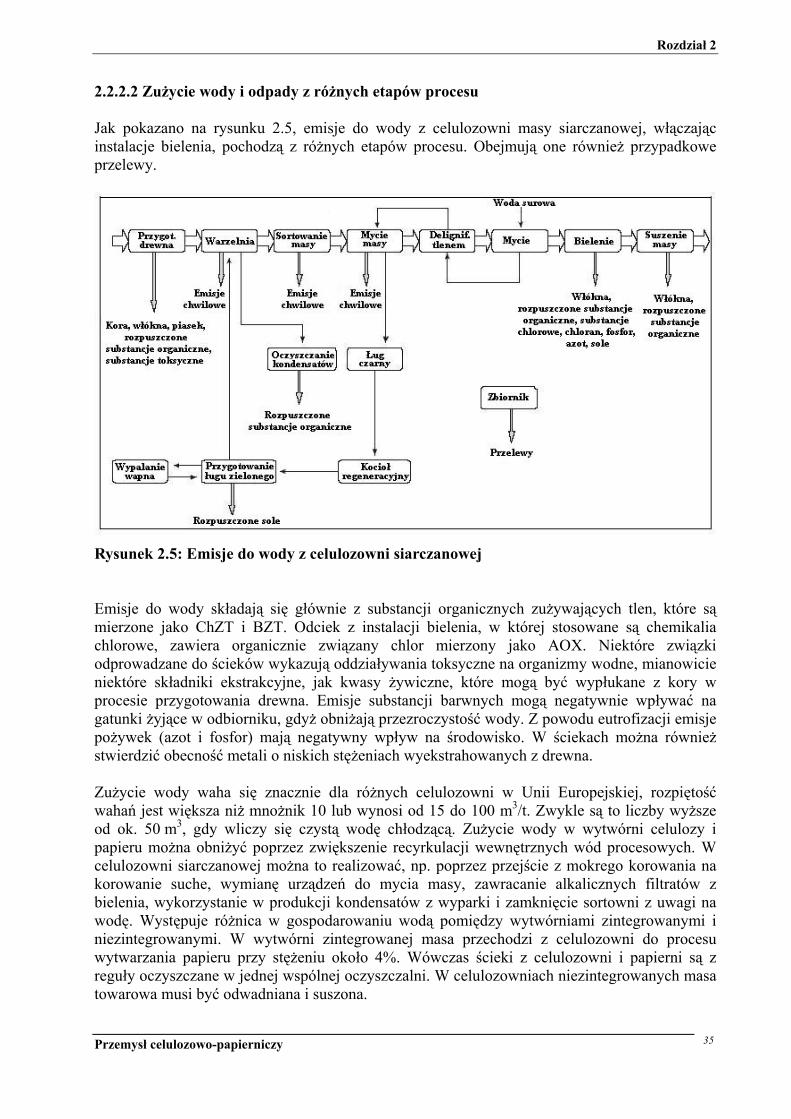
Rozdział 2
Przemysł celulozowo-papierniczy
35
2.2.2.2 Zużycie wody i odpady z różnych etapów procesu Jak pokazano na rysunku 2.5, emisje do wody z celulozowni masy siarczanowej, włączając instalacje bielenia, pochodzą z różnych etapów procesu. Obejmują one również przypadkowe przelewy.
Rysunek 2.5: Emisje do wody z celulozowni siarczanowej Emisje do wody składają się głównie z substancji organicznych zużywających tlen, które są mierzone jako ChZT i BZT. Odciek z instalacji bielenia, w której stosowane są chemikalia chlorowe, zawiera organicznie związany chlor mierzony jako AOX. Niektóre związki odprowadzane do ścieków wykazują oddziaływania toksyczne na organizmy wodne, mianowicie niektóre składniki ekstrakcyjne, jak kwasy żywiczne, które mogą być wypłukane z kory w procesie przygotowania drewna. Emisje substancji barwnych mogą negatywnie wpływać na gatunki żyjące w odbiorniku, gdyż obniżają przezroczystość wody. Z powodu eutrofizacji emisje pożywek (azot i fosfor) mają negatywny wpływ na środowisko. W ściekach można również stwierdzić obecność metali o niskich stężeniach wyekstrahowanych z drewna. Zużycie wody waha się znacznie dla różnych celulozowni w Unii Europejskiej, rozpiętość wahań jest większa niż mnożnik 10 lub wynosi od 15 do 100 m3/t. Zwykle są to liczby wyższe od ok. 50 m3, gdy wliczy się czystą wodę chłodzącą. Zużycie wody w wytwórni celulozy i papieru można obniżyć poprzez zwiększenie recyrkulacji wewnętrznych wód procesowych. W celulozowni siarczanowej można to realizować, np. poprzez przejście z mokrego korowania na korowanie suche, wymianę urządzeń do mycia masy, zawracanie alkalicznych filtratów z bielenia, wykorzystanie w produkcji kondensatów z wyparki i zamknięcie sortowni z uwagi na wodę. Występuje różnica w gospodarowaniu wodą pomiędzy wytwórniami zintegrowanymi i niezintegrowanymi. W wytwórni zintegrowanej masa przechodzi z celulozowni do procesu wytwarzania papieru przy stężeniu około 4%. Wówczas ścieki z celulozowni i papierni są z reguły oczyszczane w jednej wspólnej oczyszczalni. W celulozowniach niezintegrowanych masa towarowa musi być odwadniana i suszona.
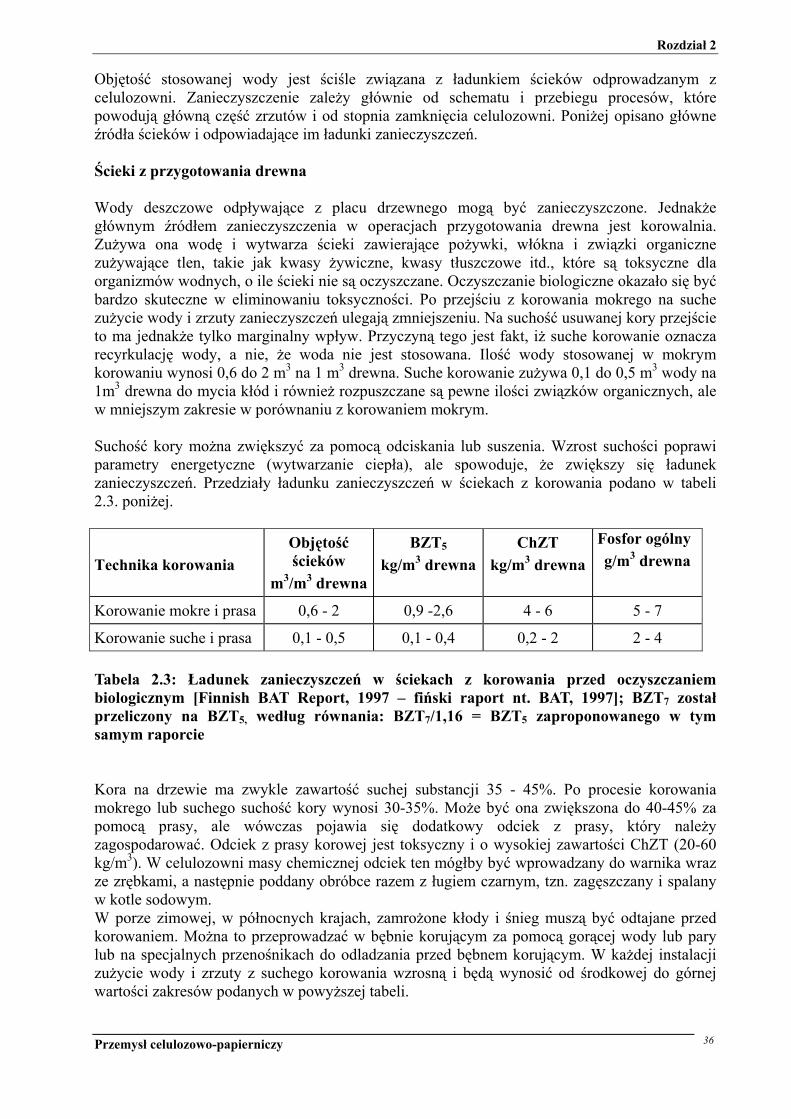
Rozdział 2
Przemysł celulozowo-papierniczy
36
Objętość stosowanej wody jest ściśle związana z ładunkiem ścieków odprowadzanym z celulozowni. Zanieczyszczenie zależy głównie od schematu i przebiegu procesów, które powodują główną część zrzutów i od stopnia zamknięcia celulozowni. Poniżej opisano główne źródła ścieków i odpowiadające im ładunki zanieczyszczeń. Ścieki z przygotowania drewna Wody deszczowe odpływające z placu drzewnego mogą być zanieczyszczone. Jednakże głównym źródłem zanieczyszczenia w operacjach przygotowania drewna jest korowalnia. Zużywa ona wodę i wytwarza ścieki zawierające pożywki, włókna i związki organiczne zużywające tlen, takie jak kwasy żywiczne, kwasy tłuszczowe itd., które są toksyczne dla organizmów wodnych, o ile ścieki nie są oczyszczane. Oczyszczanie biologiczne okazało się być bardzo skuteczne w eliminowaniu toksyczności. Po przejściu z korowania mokrego na suche zużycie wody i zrzuty zanieczyszczeń ulegają zmniejszeniu. Na suchość usuwanej kory przejście to ma jednakże tylko marginalny wpływ. Przyczyną tego jest fakt, iż suche korowanie oznacza recyrkulację wody, a nie, że woda nie jest stosowana. Ilość wody stosowanej w mokrym korowaniu wynosi 0,6 do 2 m3 na 1 m3 drewna. Suche korowanie zużywa 0,1 do 0,5 m3 wody na 1m3 drewna do mycia kłód i również rozpuszczane są pewne ilości związków organicznych, ale w mniejszym zakresie w porównaniu z korowaniem mokrym. Suchość kory można zwiększyć za pomocą odciskania lub suszenia. Wzrost suchości poprawi parametry energetyczne (wytwarzanie ciepła), ale spowoduje, że zwiększy się ładunek zanieczyszczeń. Przedziały ładunku zanieczyszczeń w ściekach z korowania podano w tabeli 2.3. poniżej. Technika korowania
Objętość ścieków
m3/m3 drewna
BZT5 kg/m3 drewna
ChZT kg/m3 drewna
Fosfor ogólny g/m3 drewna
Korowanie mokre i prasa 0,6 - 2 0,9 -2,6 4 - 6 5 - 7
Korowanie suche i prasa 0,1 - 0,5 0,1 - 0,4 0,2 - 2 2 - 4 Tabela 2.3: Ładunek zanieczyszczeń w ściekach z korowania przed oczyszczaniem biologicznym [Finnish BAT Report, 1997 – fiński raport nt. BAT, 1997]; BZT7 został przeliczony na BZT5, według równania: BZT7/1,16 = BZT5 zaproponowanego w tym samym raporcie Kora na drzewie ma zwykle zawartość suchej substancji 35 - 45%. Po procesie korowania mokrego lub suchego suchość kory wynosi 30-35%. Może być ona zwiększona do 40-45% za pomocą prasy, ale wówczas pojawia się dodatkowy odciek z prasy, który należy zagospodarować. Odciek z prasy korowej jest toksyczny i o wysokiej zawartości ChZT (20-60 kg/m3). W celulozowni masy chemicznej odciek ten mógłby być wprowadzany do warnika wraz ze zrębkami, a następnie poddany obróbce razem z ługiem czarnym, tzn. zagęszczany i spalany w kotle sodowym. W porze zimowej, w północnych krajach, zamrożone kłody i śnieg muszą być odtajane przed korowaniem. Można to przeprowadzać w bębnie korującym za pomocą gorącej wody lub pary lub na specjalnych przenośnikach do odladzania przed bębnem korującym. W każdej instalacji zużycie wody i zrzuty z suchego korowania wzrosną i będą wynosić od środkowej do górnej wartości zakresów podanych w powyższej tabeli.
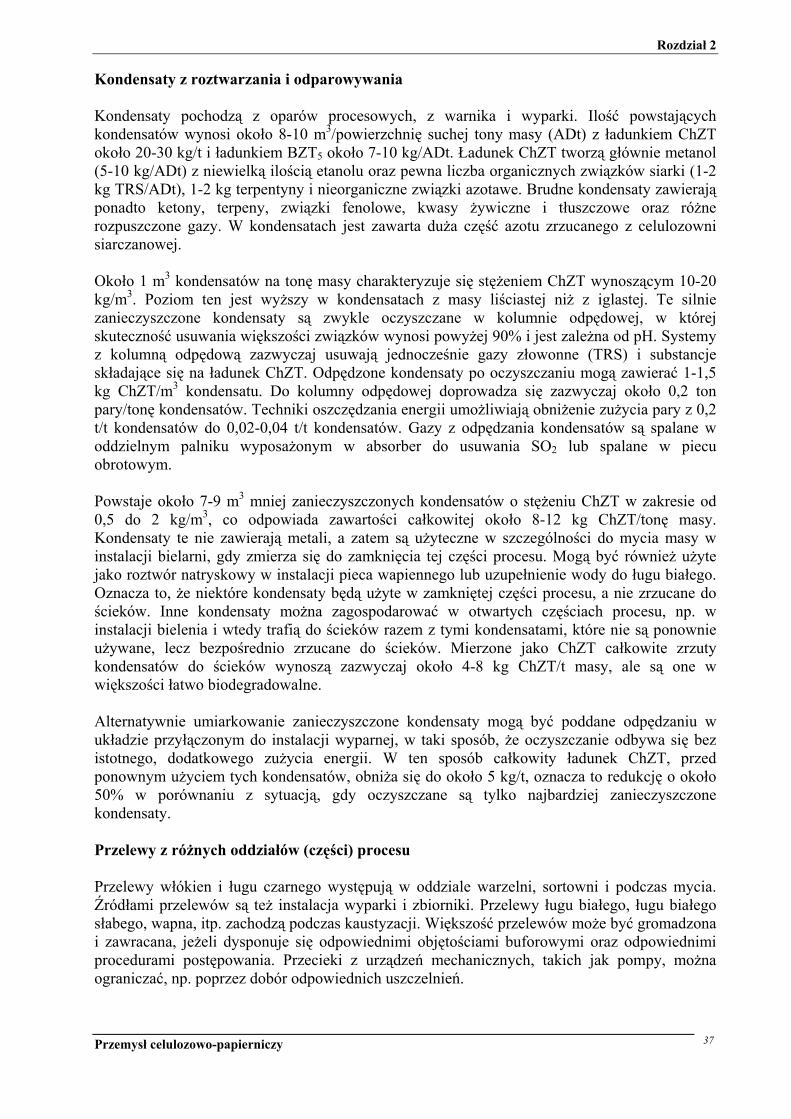
Rozdział 2
Przemysł celulozowo-papierniczy
37
Kondensaty z roztwarzania i odparowywania Kondensaty pochodzą z oparów procesowych, z warnika i wyparki. Ilość powstających kondensatów wynosi około 8-10 m3/powierzchnię suchej tony masy (ADt) z ładunkiem ChZT około 20-30 kg/t i ładunkiem BZT5 około 7-10 kg/ADt. Ładunek ChZT tworzą głównie metanol (5-10 kg/ADt) z niewielką ilością etanolu oraz pewna liczba organicznych związków siarki (1-2 kg TRS/ADt), 1-2 kg terpentyny i nieorganiczne związki azotawe. Brudne kondensaty zawierają ponadto ketony, terpeny, związki fenolowe, kwasy żywiczne i tłuszczowe oraz różne rozpuszczone gazy. W kondensatach jest zawarta duża część azotu zrzucanego z celulozowni siarczanowej. Około 1 m3 kondensatów na tonę masy charakteryzuje się stężeniem ChZT wynoszącym 10-20 kg/m3. Poziom ten jest wyższy w kondensatach z masy liściastej niż z iglastej. Te silnie zanieczyszczone kondensaty są zwykle oczyszczane w kolumnie odpędowej, w której skuteczność usuwania większości związków wynosi powyżej 90% i jest zależna od pH. Systemy z kolumną odpędową zazwyczaj usuwają jednocześnie gazy złowonne (TRS) i substancje składające się na ładunek ChZT. Odpędzone kondensaty po oczyszczaniu mogą zawierać 1-1,5 kg ChZT/m3 kondensatu. Do kolumny odpędowej doprowadza się zazwyczaj około 0,2 ton pary/tonę kondensatów. Techniki oszczędzania energii umożliwiają obniżenie zużycia pary z 0,2 t/t kondensatów do 0,02-0,04 t/t kondensatów. Gazy z odpędzania kondensatów są spalane w oddzielnym palniku wyposażonym w absorber do usuwania SO2 lub spalane w piecu obrotowym. Powstaje około 7-9 m3 mniej zanieczyszczonych kondensatów o stężeniu ChZT w zakresie od 0,5 do 2 kg/m3, co odpowiada zawartości całkowitej około 8-12 kg ChZT/tonę masy. Kondensaty te nie zawierają metali, a zatem są użyteczne w szczególności do mycia masy w instalacji bielarni, gdy zmierza się do zamknięcia tej części procesu. Mogą być również użyte jako roztwór natryskowy w instalacji pieca wapiennego lub uzupełnienie wody do ługu białego. Oznacza to, że niektóre kondensaty będą użyte w zamkniętej części procesu, a nie zrzucane do ścieków. Inne kondensaty można zagospodarować w otwartych częściach procesu, np. w instalacji bielenia i wtedy trafią do ścieków razem z tymi kondensatami, które nie są ponownie używane, lecz bezpośrednio zrzucane do ścieków. Mierzone jako ChZT całkowite zrzuty kondensatów do ścieków wynoszą zazwyczaj około 4-8 kg ChZT/t masy, ale są one w większości łatwo biodegradowalne. Alternatywnie umiarkowanie zanieczyszczone kondensaty mogą być poddane odpędzaniu w układzie przyłączonym do instalacji wyparnej, w taki sposób, że oczyszczanie odbywa się bez istotnego, dodatkowego zużycia energii. W ten sposób całkowity ładunek ChZT, przed ponownym użyciem tych kondensatów, obniża się do około 5 kg/t, oznacza to redukcję o około 50% w porównaniu z sytuacją, gdy oczyszczane są tylko najbardziej zanieczyszczone kondensaty. Przelewy z różnych oddziałów (części) procesu Przelewy włókien i ługu czarnego występują w oddziale warzelni, sortowni i podczas mycia. Źródłami przelewów są też instalacja wyparki i zbiorniki. Przelewy ługu białego, ługu białego słabego, wapna, itp. zachodzą podczas kaustyzacji. Większość przelewów może być gromadzona i zawracana, jeżeli dysponuje się odpowiednimi objętościami buforowymi oraz odpowiednimi procedurami postępowania. Przecieki z urządzeń mechanicznych, takich jak pompy, można ograniczać, np. poprzez dobór odpowiednich uszczelnień.
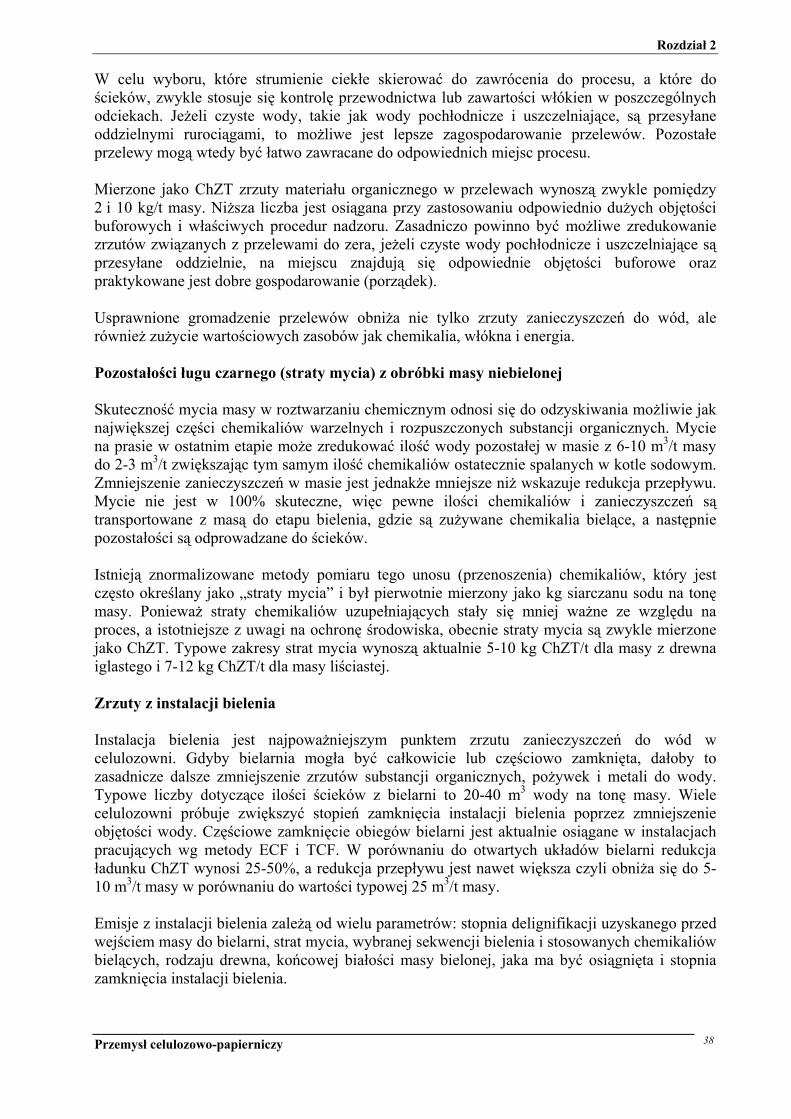
Rozdział 2
Przemysł celulozowo-papierniczy
38
W celu wyboru, które strumienie ciekłe skierować do zawrócenia do procesu, a które do ścieków, zwykle stosuje się kontrolę przewodnictwa lub zawartości włókien w poszczególnych odciekach. Jeżeli czyste wody, takie jak wody pochłodnicze i uszczelniające, są przesyłane oddzielnymi rurociągami, to możliwe jest lepsze zagospodarowanie przelewów. Pozostałe przelewy mogą wtedy być łatwo zawracane do odpowiednich miejsc procesu. Mierzone jako ChZT zrzuty materiału organicznego w przelewach wynoszą zwykle pomiędzy 2 i 10 kg/t masy. Niższa liczba jest osiągana przy zastosowaniu odpowiednio dużych objętości buforowych i właściwych procedur nadzoru. Zasadniczo powinno być możliwe zredukowanie zrzutów związanych z przelewami do zera, jeżeli czyste wody pochłodnicze i uszczelniające są przesyłane oddzielnie, na miejscu znajdują się odpowiednie objętości buforowe oraz praktykowane jest dobre gospodarowanie (porządek). Usprawnione gromadzenie przelewów obniża nie tylko zrzuty zanieczyszczeń do wód, ale również zużycie wartościowych zasobów jak chemikalia, włókna i energia. Pozostałości ługu czarnego (straty mycia) z obróbki masy niebielonej Skuteczność mycia masy w roztwarzaniu chemicznym odnosi się do odzyskiwania możliwie jak największej części chemikaliów warzelnych i rozpuszczonych substancji organicznych. Mycie na prasie w ostatnim etapie może zredukować ilość wody pozostałej w masie z 6-10 m3/t masy do 2-3 m3/t zwiększając tym samym ilość chemikaliów ostatecznie spalanych w kotle sodowym. Zmniejszenie zanieczyszczeń w masie jest jednakże mniejsze niż wskazuje redukcja przepływu. Mycie nie jest w 100% skuteczne, więc pewne ilości chemikaliów i zanieczyszczeń są transportowane z masą do etapu bielenia, gdzie są zużywane chemikalia bielące, a następnie pozostałości są odprowadzane do ścieków. Istnieją znormalizowane metody pomiaru tego unosu (przenoszenia) chemikaliów, który jest często określany jako „straty mycia” i był pierwotnie mierzony jako kg siarczanu sodu na tonę masy. Ponieważ straty chemikaliów uzupełniających stały się mniej ważne ze względu na proces, a istotniejsze z uwagi na ochronę środowiska, obecnie straty mycia są zwykle mierzone jako ChZT. Typowe zakresy strat mycia wynoszą aktualnie 5-10 kg ChZT/t dla masy z drewna iglastego i 7-12 kg ChZT/t dla masy liściastej. Zrzuty z instalacji bielenia Instalacja bielenia jest najpoważniejszym punktem zrzutu zanieczyszczeń do wód w celulozowni. Gdyby bielarnia mogła być całkowicie lub częściowo zamknięta, dałoby to zasadnicze dalsze zmniejszenie zrzutów substancji organicznych, pożywek i metali do wody. Typowe liczby dotyczące ilości ścieków z bielarni to 20-40 m3 wody na tonę masy. Wiele celulozowni próbuje zwiększyć stopień zamknięcia instalacji bielenia poprzez zmniejszenie objętości wody. Częściowe zamknięcie obiegów bielarni jest aktualnie osiągane w instalacjach pracujących wg metody ECF i TCF. W porównaniu do otwartych układów bielarni redukcja ładunku ChZT wynosi 25-50%, a redukcja przepływu jest nawet większa czyli obniża się do 5-10 m3/t masy w porównaniu do wartości typowej 25 m3/t masy. Emisje z instalacji bielenia zależą od wielu parametrów: stopnia delignifikacji uzyskanego przed wejściem masy do bielarni, strat mycia, wybranej sekwencji bielenia i stosowanych chemikaliów bielących, rodzaju drewna, końcowej białości masy bielonej, jaka ma być osiągnięta i stopnia zamknięcia instalacji bielenia.
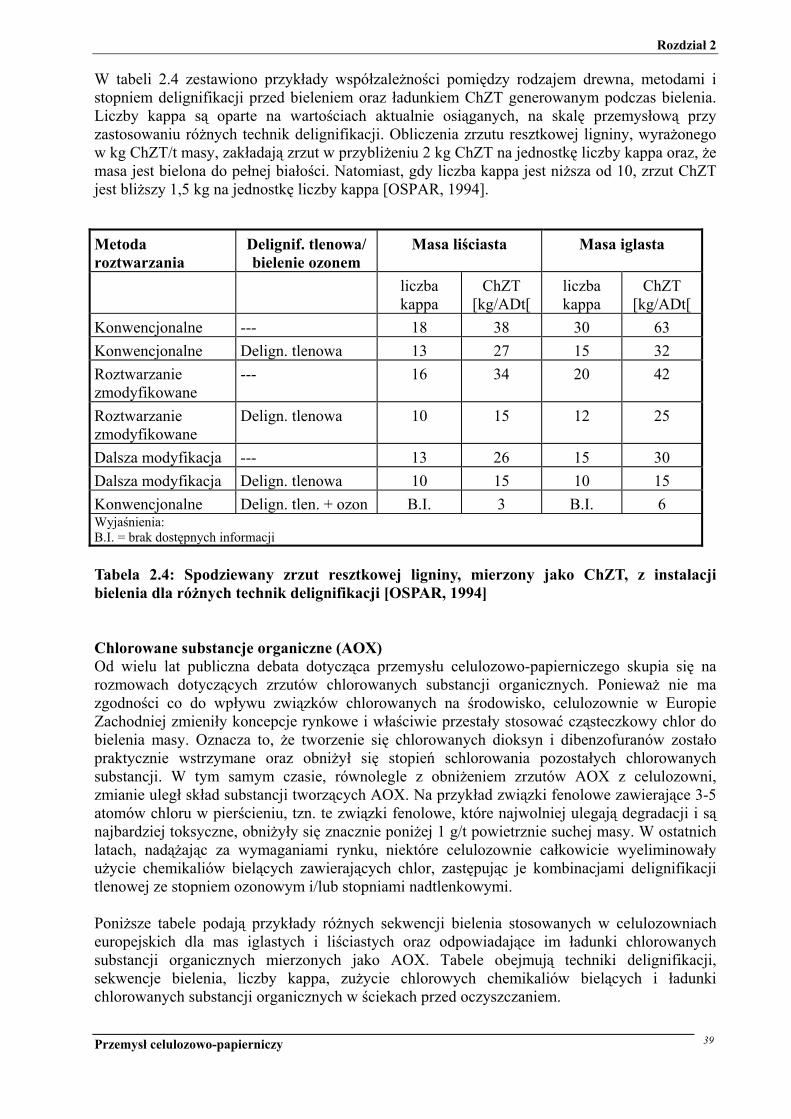
Rozdział 2
Przemysł celulozowo-papierniczy
39
W tabeli 2.4 zestawiono przykłady współzależności pomiędzy rodzajem drewna, metodami i stopniem delignifikacji przed bieleniem oraz ładunkiem ChZT generowanym podczas bielenia. Liczby kappa są oparte na wartościach aktualnie osiąganych, na skalę przemysłową przy zastosowaniu różnych technik delignifikacji. Obliczenia zrzutu resztkowej ligniny, wyrażonego w kg ChZT/t masy, zakładają zrzut w przybliżeniu 2 kg ChZT na jednostkę liczby kappa oraz, że masa jest bielona do pełnej białości. Natomiast, gdy liczba kappa jest niższa od 10, zrzut ChZT jest bliższy 1,5 kg na jednostkę liczby kappa [OSPAR, 1994].
Metoda roztwarzania
Delignif. tlenowa/ bielenie ozonem
Masa liściasta Masa iglasta
liczba kappa
ChZT [kg/ADt[
liczba kappa
ChZT [kg/ADt[
Konwencjonalne --- 18 38 30 63 Konwencjonalne Delign. tlenowa 13 27 15 32 Roztwarzanie zmodyfikowane
--- 16 34 20 42
Roztwarzanie zmodyfikowane
Delign. tlenowa 10 15 12 25
Dalsza modyfikacja --- 13 26 15 30 Dalsza modyfikacja Delign. tlenowa 10 15 10 15 Konwencjonalne Delign. tlen. + ozon B.I. 3 B.I. 6 Wyjaśnienia: B.I. = brak dostępnych informacji Tabela 2.4: Spodziewany zrzut resztkowej ligniny, mierzony jako ChZT, z instalacji bielenia dla różnych technik delignifikacji [OSPAR, 1994] Chlorowane substancje organiczne (AOX) Od wielu lat publiczna debata dotycząca przemysłu celulozowo-papierniczego skupia się na rozmowach dotyczących zrzutów chlorowanych substancji organicznych. Ponieważ nie ma zgodności co do wpływu związków chlorowanych na środowisko, celulozownie w Europie Zachodniej zmieniły koncepcje rynkowe i właściwie przestały stosować cząsteczkowy chlor do bielenia masy. Oznacza to, że tworzenie się chlorowanych dioksyn i dibenzofuranów zostało praktycznie wstrzymane oraz obniżył się stopień schlorowania pozostałych chlorowanych substancji. W tym samym czasie, równolegle z obniżeniem zrzutów AOX z celulozowni, zmianie uległ skład substancji tworzących AOX. Na przykład związki fenolowe zawierające 3-5 atomów chloru w pierścieniu, tzn. te związki fenolowe, które najwolniej ulegają degradacji i są najbardziej toksyczne, obniżyły się znacznie poniżej 1 g/t powietrznie suchej masy. W ostatnich latach, nadążając za wymaganiami rynku, niektóre celulozownie całkowicie wyeliminowały użycie chemikaliów bielących zawierających chlor, zastępując je kombinacjami delignifikacji tlenowej ze stopniem ozonowym i/lub stopniami nadtlenkowymi. Poniższe tabele podają przykłady różnych sekwencji bielenia stosowanych w celulozowniach europejskich dla mas iglastych i liściastych oraz odpowiadające im ładunki chlorowanych substancji organicznych mierzonych jako AOX. Tabele obejmują techniki delignifikacji, sekwencje bielenia, liczby kappa, zużycie chlorowych chemikaliów bielących i ładunki chlorowanych substancji organicznych w ściekach przed oczyszczaniem.
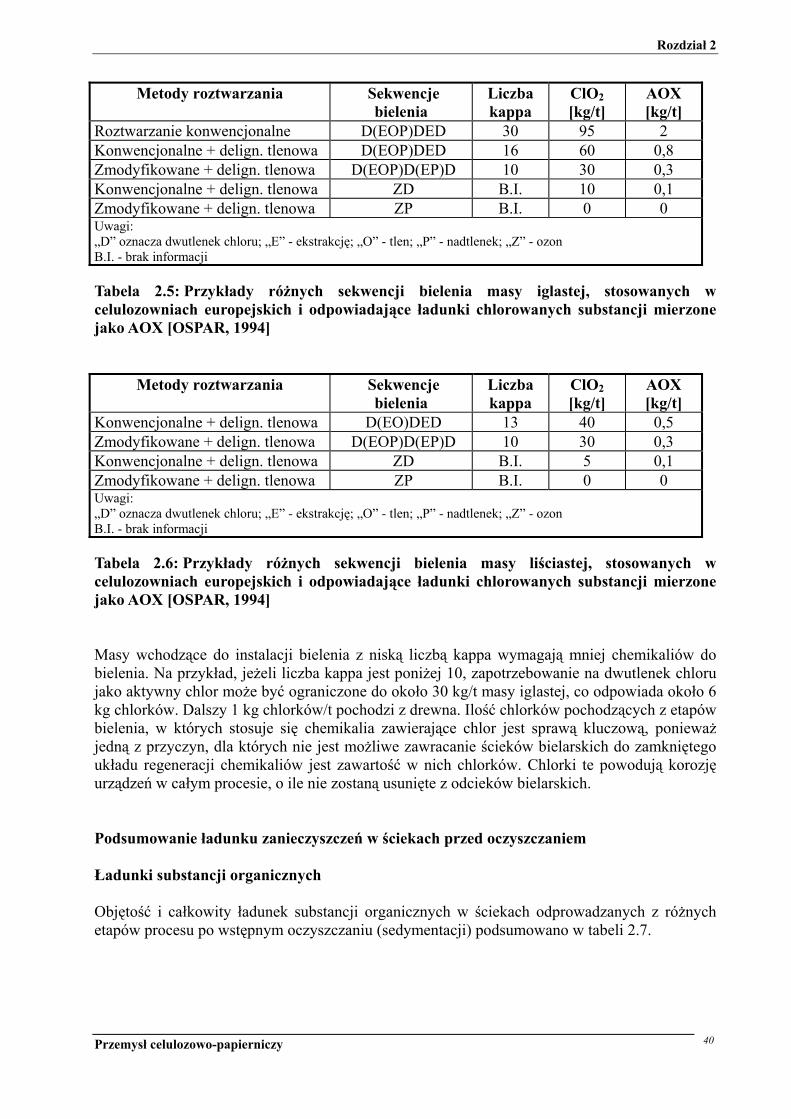
Rozdział 2
Przemysł celulozowo-papierniczy
40
Metody roztwarzania Sekwencje bielenia
Liczba kappa
ClO2 [kg/t]
AOX [kg/t]
Roztwarzanie konwencjonalne D(EOP)DED 30 95 2 Konwencjonalne + delign. tlenowa D(EOP)DED 16 60 0,8 Zmodyfikowane + delign. tlenowa D(EOP)D(EP)D 10 30 0,3 Konwencjonalne + delign. tlenowa ZD B.I. 10 0,1 Zmodyfikowane + delign. tlenowa ZP B.I. 0 0 Uwagi: „D” oznacza dwutlenek chloru; „E” - ekstrakcję; „O” - tlen; „P” - nadtlenek; „Z” - ozon B.I. - brak informacji Tabela 2.5: Przykłady różnych sekwencji bielenia masy iglastej, stosowanych w celulozowniach europejskich i odpowiadające ładunki chlorowanych substancji mierzone jako AOX [OSPAR, 1994]
Metody roztwarzania Sekwencje bielenia
Liczba kappa
ClO2 [kg/t]
AOX [kg/t]
Konwencjonalne + delign. tlenowa D(EO)DED 13 40 0,5 Zmodyfikowane + delign. tlenowa D(EOP)D(EP)D 10 30 0,3 Konwencjonalne + delign. tlenowa ZD B.I. 5 0,1 Zmodyfikowane + delign. tlenowa ZP B.I. 0 0 Uwagi: „D” oznacza dwutlenek chloru; „E” - ekstrakcję; „O” - tlen; „P” - nadtlenek; „Z” - ozon B.I. - brak informacji Tabela 2.6: Przykłady różnych sekwencji bielenia masy liściastej, stosowanych w celulozowniach europejskich i odpowiadające ładunki chlorowanych substancji mierzone jako AOX [OSPAR, 1994] Masy wchodzące do instalacji bielenia z niską liczbą kappa wymagają mniej chemikaliów do bielenia. Na przykład, jeżeli liczba kappa jest poniżej 10, zapotrzebowanie na dwutlenek chloru jako aktywny chlor może być ograniczone do około 30 kg/t masy iglastej, co odpowiada około 6 kg chlorków. Dalszy 1 kg chlorków/t pochodzi z drewna. Ilość chlorków pochodzących z etapów bielenia, w których stosuje się chemikalia zawierające chlor jest sprawą kluczową, ponieważ jedną z przyczyn, dla których nie jest możliwe zawracanie ścieków bielarskich do zamkniętego układu regeneracji chemikaliów jest zawartość w nich chlorków. Chlorki te powodują korozję urządzeń w całym procesie, o ile nie zostaną usunięte z odcieków bielarskich. Podsumowanie ładunku zanieczyszczeń w ściekach przed oczyszczaniem Ładunki substancji organicznych Objętość i całkowity ładunek substancji organicznych w ściekach odprowadzanych z różnych etapów procesu po wstępnym oczyszczaniu (sedymentacji) podsumowano w tabeli 2.7.
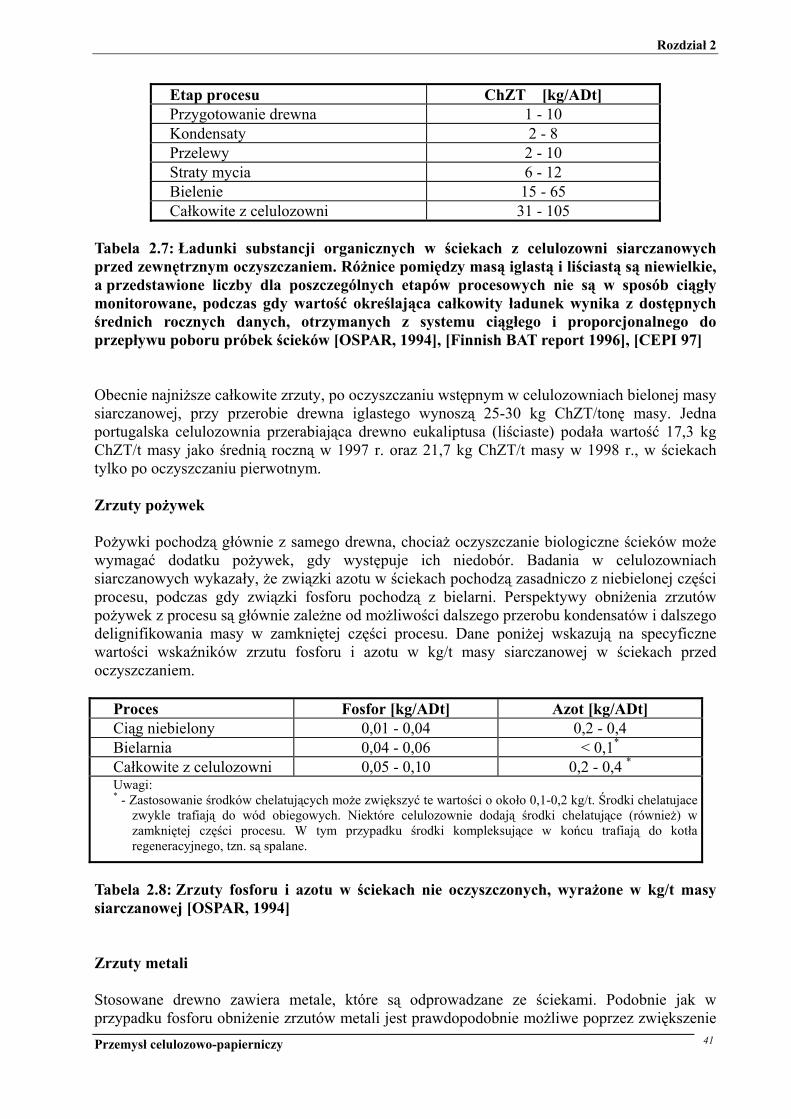
Rozdział 2
Przemysł celulozowo-papierniczy
41
Etap procesu ChZT [kg/ADt] Przygotowanie drewna 1 - 10 Kondensaty 2 - 8 Przelewy 2 - 10 Straty mycia 6 - 12 Bielenie 15 - 65 Całkowite z celulozowni 31 - 105
Tabela 2.7: Ładunki substancji organicznych w ściekach z celulozowni siarczanowych przed zewnętrznym oczyszczaniem. Różnice pomiędzy masą iglastą i liściastą są niewielkie, a przedstawione liczby dla poszczególnych etapów procesowych nie są w sposób ciągły monitorowane, podczas gdy wartość określająca całkowity ładunek wynika z dostępnych średnich rocznych danych, otrzymanych z systemu ciągłego i proporcjonalnego do przepływu poboru próbek ścieków [OSPAR, 1994], [Finnish BAT report 1996], [CEPI 97] Obecnie najniższe całkowite zrzuty, po oczyszczaniu wstępnym w celulozowniach bielonej masy siarczanowej, przy przerobie drewna iglastego wynoszą 25-30 kg ChZT/tonę masy. Jedna portugalska celulozownia przerabiająca drewno eukaliptusa (liściaste) podała wartość 17,3 kg ChZT/t masy jako średnią roczną w 1997 r. oraz 21,7 kg ChZT/t masy w 1998 r., w ściekach tylko po oczyszczaniu pierwotnym. Zrzuty pożywek Pożywki pochodzą głównie z samego drewna, chociaż oczyszczanie biologiczne ścieków może wymagać dodatku pożywek, gdy występuje ich niedobór. Badania w celulozowniach siarczanowych wykazały, że związki azotu w ściekach pochodzą zasadniczo z niebielonej części procesu, podczas gdy związki fosforu pochodzą z bielarni. Perspektywy obniżenia zrzutów pożywek z procesu są głównie zależne od możliwości dalszego przerobu kondensatów i dalszego delignifikowania masy w zamkniętej części procesu. Dane poniżej wskazują na specyficzne wartości wskaźników zrzutu fosforu i azotu w kg/t masy siarczanowej w ściekach przed oczyszczaniem.
Proces Fosfor [kg/ADt] Azot [kg/ADt] Ciąg niebielony 0,01 - 0,04 0,2 - 0,4 Bielarnia 0,04 - 0,06 < 0,1* Całkowite z celulozowni 0,05 - 0,10 0,2 - 0,4 * Uwagi: * - Zastosowanie środków chelatujących może zwiększyć te wartości o około 0,1-0,2 kg/t. Środki chelatujace
zwykle trafiają do wód obiegowych. Niektóre celulozownie dodają środki chelatujące (również) w zamkniętej części procesu. W tym przypadku środki kompleksujące w końcu trafiają do kotła regeneracyjnego, tzn. są spalane.
Tabela 2.8: Zrzuty fosforu i azotu w ściekach nie oczyszczonych, wyrażone w kg/t masy siarczanowej [OSPAR, 1994] Zrzuty metali Stosowane drewno zawiera metale, które są odprowadzane ze ściekami. Podobnie jak w przypadku fosforu obniżenie zrzutów metali jest prawdopodobnie możliwe poprzez zwiększenie
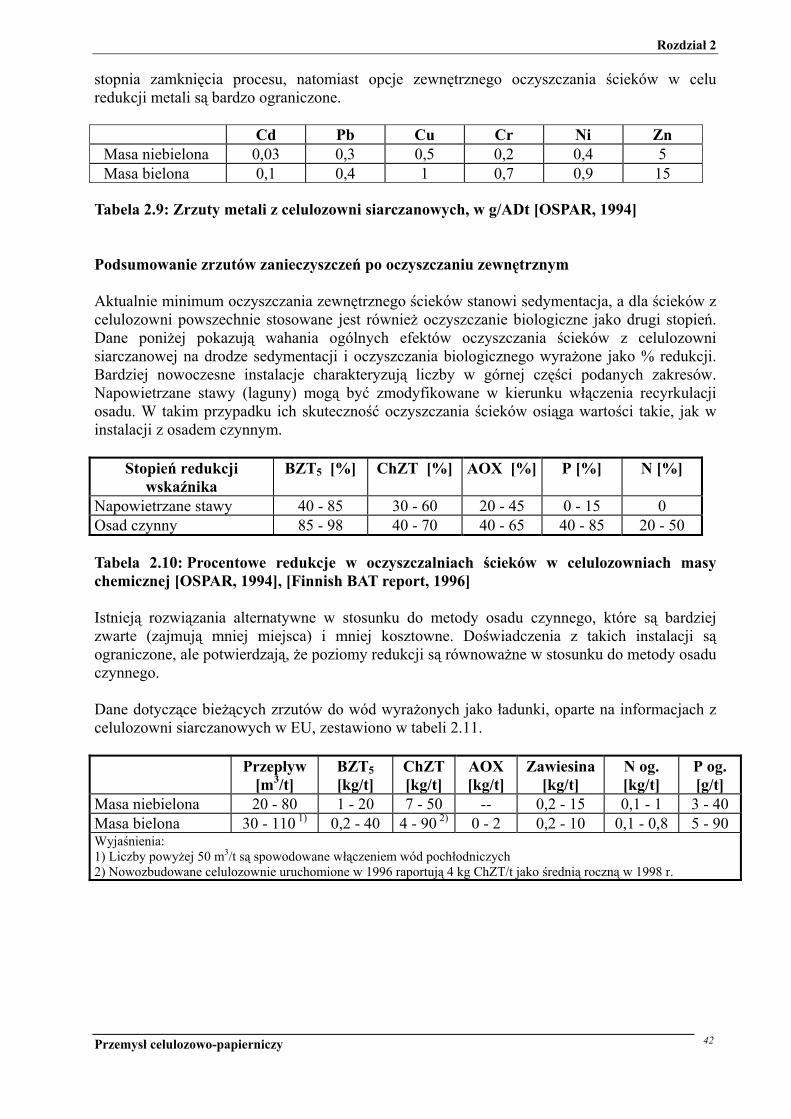
Rozdział 2
Przemysł celulozowo-papierniczy
42
stopnia zamknięcia procesu, natomiast opcje zewnętrznego oczyszczania ścieków w celu redukcji metali są bardzo ograniczone. Cd Pb Cu Cr Ni Zn
Masa niebielona 0,03 0,3 0,5 0,2 0,4 5 Masa bielona 0,1 0,4 1 0,7 0,9 15
Tabela 2.9: Zrzuty metali z celulozowni siarczanowych, w g/ADt [OSPAR, 1994] Podsumowanie zrzutów zanieczyszczeń po oczyszczaniu zewnętrznym Aktualnie minimum oczyszczania zewnętrznego ścieków stanowi sedymentacja, a dla ścieków z celulozowni powszechnie stosowane jest również oczyszczanie biologiczne jako drugi stopień. Dane poniżej pokazują wahania ogólnych efektów oczyszczania ścieków z celulozowni siarczanowej na drodze sedymentacji i oczyszczania biologicznego wyrażone jako % redukcji. Bardziej nowoczesne instalacje charakteryzują liczby w górnej części podanych zakresów. Napowietrzane stawy (laguny) mogą być zmodyfikowane w kierunku włączenia recyrkulacji osadu. W takim przypadku ich skuteczność oczyszczania ścieków osiąga wartości takie, jak w instalacji z osadem czynnym.
Stopień redukcji wskaźnika
BZT5 [%] ChZT [%] AOX [%] P [%] N [%]
Napowietrzane stawy 40 - 85 30 - 60 20 - 45 0 - 15 0 Osad czynny 85 - 98 40 - 70 40 - 65 40 - 85 20 - 50 Tabela 2.10: Procentowe redukcje w oczyszczalniach ścieków w celulozowniach masy chemicznej [OSPAR, 1994], [Finnish BAT report, 1996] Istnieją rozwiązania alternatywne w stosunku do metody osadu czynnego, które są bardziej zwarte (zajmują mniej miejsca) i mniej kosztowne. Doświadczenia z takich instalacji są ograniczone, ale potwierdzają, że poziomy redukcji są równoważne w stosunku do metody osadu czynnego. Dane dotyczące bieżących zrzutów do wód wyrażonych jako ładunki, oparte na informacjach z celulozowni siarczanowych w EU, zestawiono w tabeli 2.11. Przepływ
[m3/t] BZT5 [kg/t]
ChZT [kg/t]
AOX [kg/t]
Zawiesina [kg/t]
N og. [kg/t]
P og. [g/t]
Masa niebielona 20 - 80 1 - 20 7 - 50 -- 0,2 - 15 0,1 - 1 3 - 40 Masa bielona 30 - 110 1) 0,2 - 40 4 - 90 2) 0 - 2 0,2 - 10 0,1 - 0,8 5 - 90 Wyjaśnienia: 1) Liczby powyżej 50 m3/t są spowodowane włączeniem wód pochłodniczych 2) Nowozbudowane celulozownie uruchomione w 1996 raportują 4 kg ChZT/t jako średnią roczną w 1998 r.
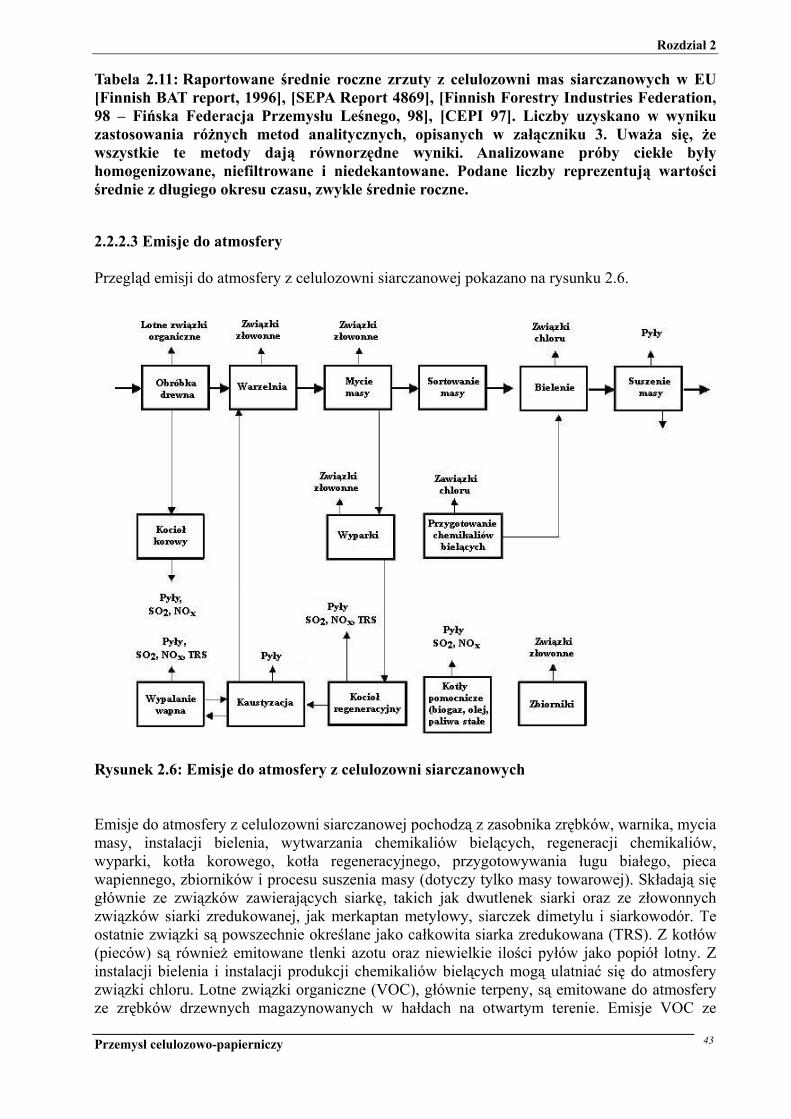
Rozdział 2
Przemysł celulozowo-papierniczy
43
Tabela 2.11: Raportowane średnie roczne zrzuty z celulozowni mas siarczanowych w EU [Finnish BAT report, 1996], [SEPA Report 4869], [Finnish Forestry Industries Federation, 98 – Fińska Federacja Przemysłu Leśnego, 98], [CEPI 97]. Liczby uzyskano w wyniku zastosowania różnych metod analitycznych, opisanych w załączniku 3. Uważa się, że wszystkie te metody dają równorzędne wyniki. Analizowane próby ciekłe były homogenizowane, niefiltrowane i niedekantowane. Podane liczby reprezentują wartości średnie z długiego okresu czasu, zwykle średnie roczne. 2.2.2.3 Emisje do atmosfery Przegląd emisji do atmosfery z celulozowni siarczanowej pokazano na rysunku 2.6.
Rysunek 2.6: Emisje do atmosfery z celulozowni siarczanowych Emisje do atmosfery z celulozowni siarczanowej pochodzą z zasobnika zrębków, warnika, mycia masy, instalacji bielenia, wytwarzania chemikaliów bielących, regeneracji chemikaliów, wyparki, kotła korowego, kotła regeneracyjnego, przygotowywania ługu białego, pieca wapiennego, zbiorników i procesu suszenia masy (dotyczy tylko masy towarowej). Składają się głównie ze związków zawierających siarkę, takich jak dwutlenek siarki oraz ze złowonnych związków siarki zredukowanej, jak merkaptan metylowy, siarczek dimetylu i siarkowodór. Te ostatnie związki są powszechnie określane jako całkowita siarka zredukowana (TRS). Z kotłów (pieców) są również emitowane tlenki azotu oraz niewielkie ilości pyłów jako popiół lotny. Z instalacji bielenia i instalacji produkcji chemikaliów bielących mogą ulatniać się do atmosfery związki chloru. Lotne związki organiczne (VOC), głównie terpeny, są emitowane do atmosfery ze zrębków drzewnych magazynowanych w hałdach na otwartym terenie. Emisje VOC ze
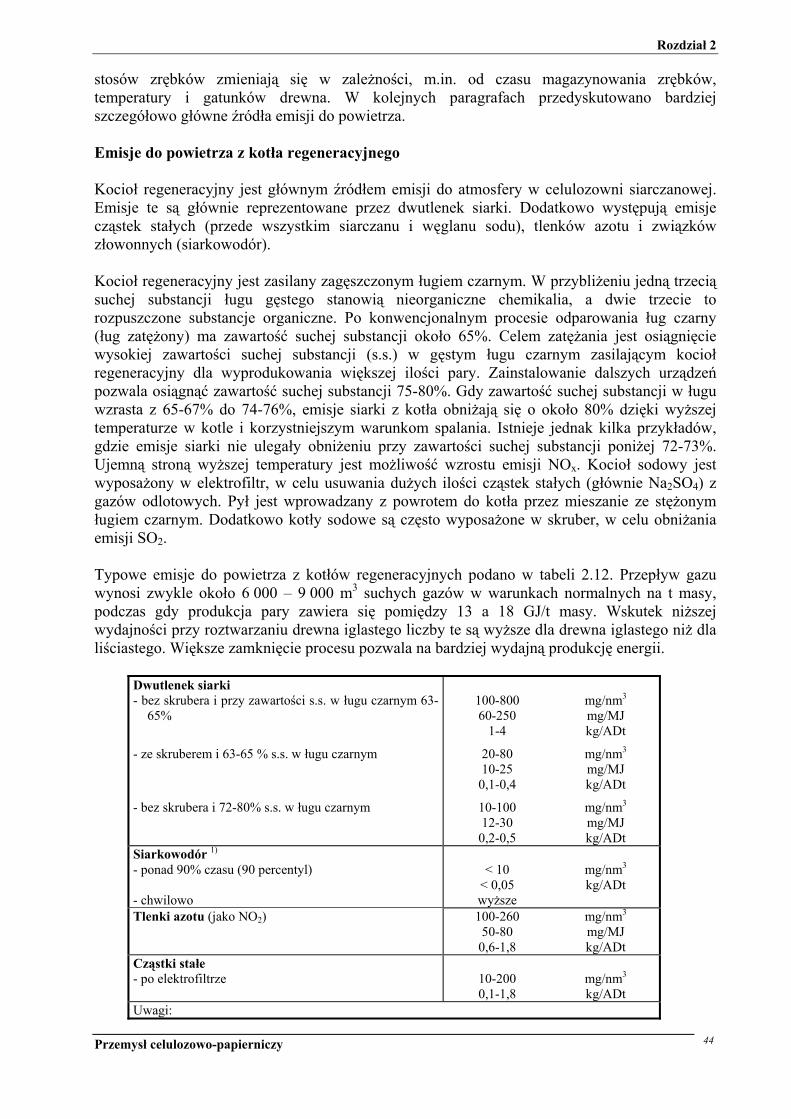
Rozdział 2
Przemysł celulozowo-papierniczy
44
stosów zrębków zmieniają się w zależności, m.in. od czasu magazynowania zrębków, temperatury i gatunków drewna. W kolejnych paragrafach przedyskutowano bardziej szczegółowo główne źródła emisji do powietrza. Emisje do powietrza z kotła regeneracyjnego Kocioł regeneracyjny jest głównym źródłem emisji do atmosfery w celulozowni siarczanowej. Emisje te są głównie reprezentowane przez dwutlenek siarki. Dodatkowo występują emisje cząstek stałych (przede wszystkim siarczanu i węglanu sodu), tlenków azotu i związków złowonnych (siarkowodór). Kocioł regeneracyjny jest zasilany zagęszczonym ługiem czarnym. W przybliżeniu jedną trzecią suchej substancji ługu gęstego stanowią nieorganiczne chemikalia, a dwie trzecie to rozpuszczone substancje organiczne. Po konwencjonalnym procesie odparowania ług czarny (ług zatężony) ma zawartość suchej substancji około 65%. Celem zatężania jest osiągnięcie wysokiej zawartości suchej substancji (s.s.) w gęstym ługu czarnym zasilającym kocioł regeneracyjny dla wyprodukowania większej ilości pary. Zainstalowanie dalszych urządzeń pozwala osiągnąć zawartość suchej substancji 75-80%. Gdy zawartość suchej substancji w ługu wzrasta z 65-67% do 74-76%, emisje siarki z kotła obniżają się o około 80% dzięki wyższej temperaturze w kotle i korzystniejszym warunkom spalania. Istnieje jednak kilka przykładów, gdzie emisje siarki nie ulegały obniżeniu przy zawartości suchej substancji poniżej 72-73%. Ujemną stroną wyższej temperatury jest możliwość wzrostu emisji NOx. Kocioł sodowy jest wyposażony w elektrofiltr, w celu usuwania dużych ilości cząstek stałych (głównie Na2SO4) z gazów odlotowych. Pył jest wprowadzany z powrotem do kotła przez mieszanie ze stężonym ługiem czarnym. Dodatkowo kotły sodowe są często wyposażone w skruber, w celu obniżania emisji SO2. Typowe emisje do powietrza z kotłów regeneracyjnych podano w tabeli 2.12. Przepływ gazu wynosi zwykle około 6 000 – 9 000 m3 suchych gazów w warunkach normalnych na t masy, podczas gdy produkcja pary zawiera się pomiędzy 13 a 18 GJ/t masy. Wskutek niższej wydajności przy roztwarzaniu drewna iglastego liczby te są wyższe dla drewna iglastego niż dla liściastego. Większe zamknięcie procesu pozwala na bardziej wydajną produkcję energii.
Dwutlenek siarki - bez skrubera i przy zawartości s.s. w ługu czarnym 63-
65%
- ze skruberem i 63-65 % s.s. w ługu czarnym
- bez skrubera i 72-80% s.s. w ługu czarnym
100-800 60-250
1-4
20-80 10-25
0,1-0,4
10-100 12-30
0,2-0,5
mg/nm3 mg/MJ kg/ADt
mg/nm3 mg/MJ kg/ADt
mg/nm3 mg/MJ kg/ADt
Siarkowodór 1) - ponad 90% czasu (90 percentyl) - chwilowo
< 10
< 0,05 wyższe
mg/nm3 kg/ADt
Tlenki azotu (jako NO2) 100-260
50-80 0,6-1,8
mg/nm3 mg/MJ kg/ADt
Cząstki stałe - po elektrofiltrze
10-200 0,1-1,8
mg/nm3 kg/ADt
Uwagi:

Rozdział 2
Przemysł celulozowo-papierniczy
45
1) Poziom odpowiadający szwedzkim przepisom ograniczania emisji Tabela 2.12: Emisje z kotłów regeneracyjnych w celulozowniach siarczanowych, w kg/ADt, przy przepływie gazów około 6000 - 9000 m3/t [głównie z raportu SEPA 4008, 1992] W celu wyjaśnienia złożoności problemów związanych z zapobieganiem zanieczyszczeniu z tej instalacji dalej omawiane są główne zasady i zmienne procesowe wpływające na emisje z kotła regeneracyjnego.. Rysunek 2.7 poniżej pokazuje niektóre zasadnicze reakcje nieorganiczne w kotle sodowym oraz, w którym miejscu kotła reakcje te zachodzą. W konwencjonalnym kotle regeneracyjnym znajduje się strefa utleniająca w górnej części i strefa redukująca w części dolnej. Stężony ług czarny jest wprowadzany poprzez jedną lub kilka dysz do strefy redukcyjnej. Powietrze do spalania jest najczęściej dostarczane na trzy różne poziomy - jako powietrze pierwsze, drugie i trzecie (licząc od dołu). W dolnej części kotła formuje się stop zawierający głównie siarczek sodu (Na2S) i węglan sodu (Na2CO3). Kiedy związki siarki zawarte w stopie redukują się do siarczku, powstają również pewne ilości siarkowodoru. Jeżeli doprowadzenie powietrza do kotła jest niewystarczające lub mieszanie powietrza wewnątrz kotła jest niekompletne, to niewielkie ilości siarkowodoru mogą ulatywać z gazami spalinowymi. Konsekwencja zakłóceń spowodowanych spadaniem do stopu osadów suchej substancji ze ścian kotła mogą być chwilowe wysokie emisje siarkowodoru ze stopu. W strefie utleniającej kotła siarka jest utleniana do dwutlenku siarki, a sód w fazie gazowej reaguje z dwutlenkiem siarki tworząc siarczan sodowy. Wyższa zawartość suchej substancji prowadzi do wysokiej temperatury w kotle, a zatem niższej emisji siarkowodoru i wyższej emisji sodu. Wyższa emisja sodu oznacza, że więcej siarki jest wiązanej jako siarczan sodu i w ten sposób emisja dwutlenku siarki ulega obniżeniu.
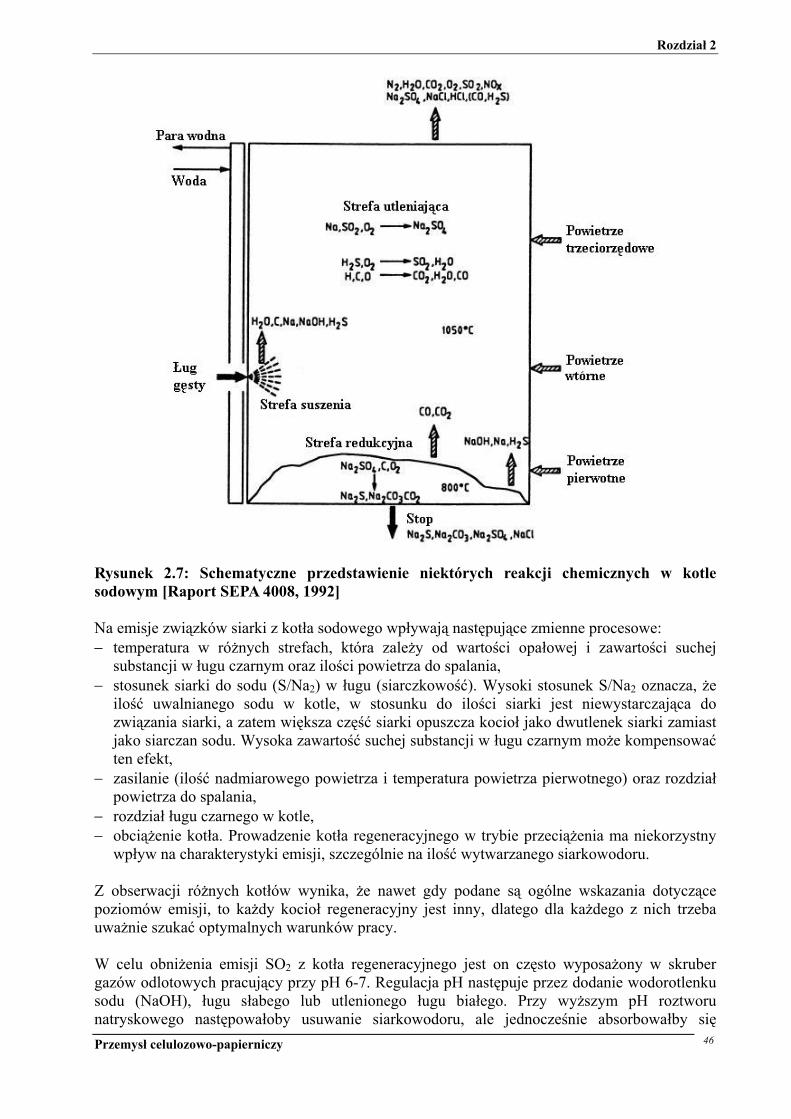
Rozdział 2
Przemysł celulozowo-papierniczy
46
Rysunek 2.7: Schematyczne przedstawienie niektórych reakcji chemicznych w kotle sodowym [Raport SEPA 4008, 1992] Na emisje związków siarki z kotła sodowego wpływają następujące zmienne procesowe: − temperatura w różnych strefach, która zależy od wartości opałowej i zawartości suchej
substancji w ługu czarnym oraz ilości powietrza do spalania, − stosunek siarki do sodu (S/Na2) w ługu (siarczkowość). Wysoki stosunek S/Na2 oznacza, że
ilość uwalnianego sodu w kotle, w stosunku do ilości siarki jest niewystarczająca do związania siarki, a zatem większa część siarki opuszcza kocioł jako dwutlenek siarki zamiast jako siarczan sodu. Wysoka zawartość suchej substancji w ługu czarnym może kompensować ten efekt,
− zasilanie (ilość nadmiarowego powietrza i temperatura powietrza pierwotnego) oraz rozdział powietrza do spalania,
− rozdział ługu czarnego w kotle, − obciążenie kotła. Prowadzenie kotła regeneracyjnego w trybie przeciążenia ma niekorzystny
wpływ na charakterystyki emisji, szczególnie na ilość wytwarzanego siarkowodoru. Z obserwacji różnych kotłów wynika, że nawet gdy podane są ogólne wskazania dotyczące poziomów emisji, to każdy kocioł regeneracyjny jest inny, dlatego dla każdego z nich trzeba uważnie szukać optymalnych warunków pracy. W celu obniżenia emisji SO2 z kotła regeneracyjnego jest on często wyposażony w skruber gazów odlotowych pracujący przy pH 6-7. Regulacja pH następuje przez dodanie wodorotlenku sodu (NaOH), ługu słabego lub utlenionego ługu białego. Przy wyższym pH roztworu natryskowego następowałoby usuwanie siarkowodoru, ale jednocześnie absorbowałby się
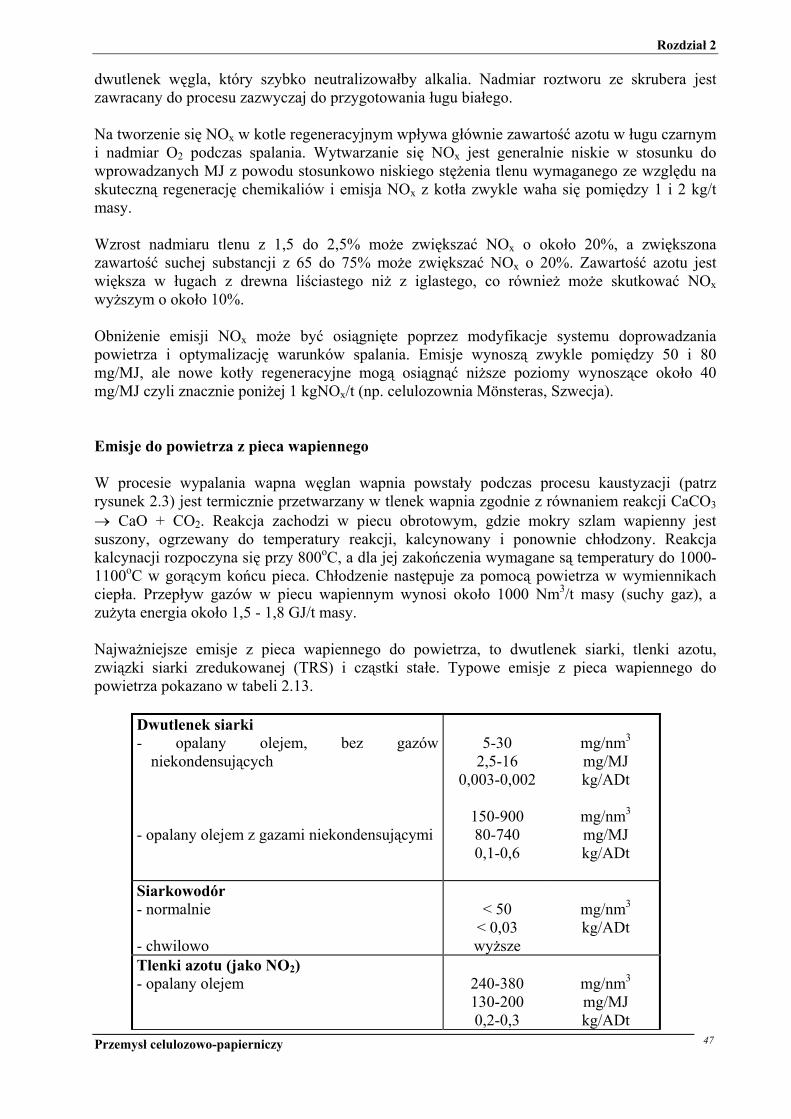
Rozdział 2
Przemysł celulozowo-papierniczy
47
dwutlenek węgla, który szybko neutralizowałby alkalia. Nadmiar roztworu ze skrubera jest zawracany do procesu zazwyczaj do przygotowania ługu białego. Na tworzenie się NOx w kotle regeneracyjnym wpływa głównie zawartość azotu w ługu czarnym i nadmiar O2 podczas spalania. Wytwarzanie się NOx jest generalnie niskie w stosunku do wprowadzanych MJ z powodu stosunkowo niskiego stężenia tlenu wymaganego ze względu na skuteczną regenerację chemikaliów i emisja NOx z kotła zwykle waha się pomiędzy 1 i 2 kg/t masy. Wzrost nadmiaru tlenu z 1,5 do 2,5% może zwiększać NOx o około 20%, a zwiększona zawartość suchej substancji z 65 do 75% może zwiększać NOx o 20%. Zawartość azotu jest większa w ługach z drewna liściastego niż z iglastego, co również może skutkować NOx wyższym o około 10%. Obniżenie emisji NOx może być osiągnięte poprzez modyfikacje systemu doprowadzania powietrza i optymalizację warunków spalania. Emisje wynoszą zwykle pomiędzy 50 i 80 mg/MJ, ale nowe kotły regeneracyjne mogą osiągnąć niższe poziomy wynoszące około 40 mg/MJ czyli znacznie poniżej 1 kgNOx/t (np. celulozownia Mönsteras, Szwecja). Emisje do powietrza z pieca wapiennego W procesie wypalania wapna węglan wapnia powstały podczas procesu kaustyzacji (patrz rysunek 2.3) jest termicznie przetwarzany w tlenek wapnia zgodnie z równaniem reakcji CaCO3 → CaO + CO2. Reakcja zachodzi w piecu obrotowym, gdzie mokry szlam wapienny jest suszony, ogrzewany do temperatury reakcji, kalcynowany i ponownie chłodzony. Reakcja kalcynacji rozpoczyna się przy 800oC, a dla jej zakończenia wymagane są temperatury do 1000-1100oC w gorącym końcu pieca. Chłodzenie następuje za pomocą powietrza w wymiennikach ciepła. Przepływ gazów w piecu wapiennym wynosi około 1000 Nm3/t masy (suchy gaz), a zużyta energia około 1,5 - 1,8 GJ/t masy. Najważniejsze emisje z pieca wapiennego do powietrza, to dwutlenek siarki, tlenki azotu, związki siarki zredukowanej (TRS) i cząstki stałe. Typowe emisje z pieca wapiennego do powietrza pokazano w tabeli 2.13.
Dwutlenek siarki - opalany olejem, bez gazów
niekondensujących - opalany olejem z gazami niekondensującymi
5-30
2,5-16 0,003-0,002
150-900 80-740 0,1-0,6
mg/nm3 mg/MJ kg/ADt
mg/nm3 mg/MJ kg/ADt
Siarkowodór - normalnie - chwilowo
< 50
< 0,03 wyższe
mg/nm3 kg/ADt
Tlenki azotu (jako NO2) - opalany olejem
240-380 130-200 0,2-0,3
mg/nm3 mg/MJ kg/ADt
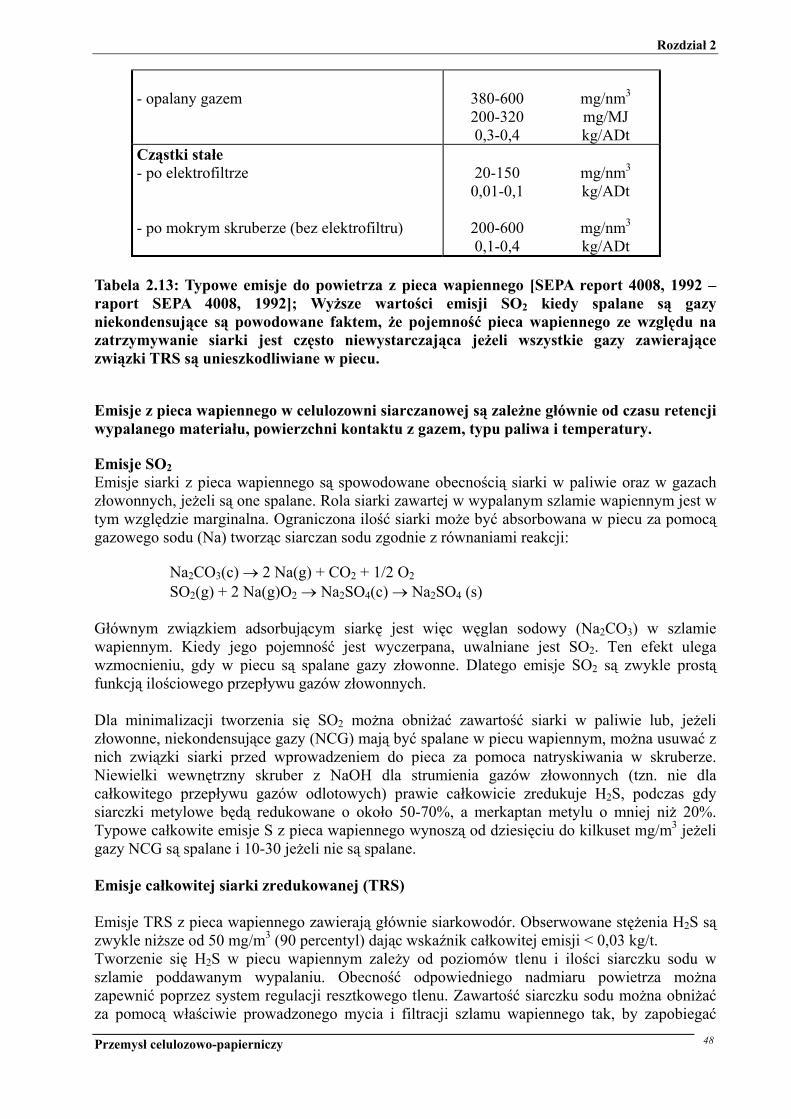
Rozdział 2
Przemysł celulozowo-papierniczy
48
- opalany gazem
380-600 200-320 0,3-0,4
mg/nm3 mg/MJ kg/ADt
Cząstki stałe - po elektrofiltrze - po mokrym skruberze (bez elektrofiltru)
20-150 0,01-0,1
200-600 0,1-0,4
mg/nm3 kg/ADt
mg/nm3 kg/ADt
Tabela 2.13: Typowe emisje do powietrza z pieca wapiennego [SEPA report 4008, 1992 – raport SEPA 4008, 1992]; Wyższe wartości emisji SO2 kiedy spalane są gazy niekondensujące są powodowane faktem, że pojemność pieca wapiennego ze względu na zatrzymywanie siarki jest często niewystarczająca jeżeli wszystkie gazy zawierające związki TRS są unieszkodliwiane w piecu. Emisje z pieca wapiennego w celulozowni siarczanowej są zależne głównie od czasu retencji wypalanego materiału, powierzchni kontaktu z gazem, typu paliwa i temperatury. Emisje SO2 Emisje siarki z pieca wapiennego są spowodowane obecnością siarki w paliwie oraz w gazach złowonnych, jeżeli są one spalane. Rola siarki zawartej w wypalanym szlamie wapiennym jest w tym względzie marginalna. Ograniczona ilość siarki może być absorbowana w piecu za pomocą gazowego sodu (Na) tworząc siarczan sodu zgodnie z równaniami reakcji:
Na2CO3(c) → 2 Na(g) + CO2 + 1/2 O2 SO2(g) + 2 Na(g)O2 → Na2SO4(c) → Na2SO4 (s)
Głównym związkiem adsorbującym siarkę jest więc węglan sodowy (Na2CO3) w szlamie wapiennym. Kiedy jego pojemność jest wyczerpana, uwalniane jest SO2. Ten efekt ulega wzmocnieniu, gdy w piecu są spalane gazy złowonne. Dlatego emisje SO2 są zwykle prostą funkcją ilościowego przepływu gazów złowonnych. Dla minimalizacji tworzenia się SO2 można obniżać zawartość siarki w paliwie lub, jeżeli złowonne, niekondensujące gazy (NCG) mają być spalane w piecu wapiennym, można usuwać z nich związki siarki przed wprowadzeniem do pieca za pomoca natryskiwania w skruberze. Niewielki wewnętrzny skruber z NaOH dla strumienia gazów złowonnych (tzn. nie dla całkowitego przepływu gazów odlotowych) prawie całkowicie zredukuje H2S, podczas gdy siarczki metylowe będą redukowane o około 50-70%, a merkaptan metylu o mniej niż 20%. Typowe całkowite emisje S z pieca wapiennego wynoszą od dziesięciu do kilkuset mg/m3 jeżeli gazy NCG są spalane i 10-30 jeżeli nie są spalane. Emisje całkowitej siarki zredukowanej (TRS) Emisje TRS z pieca wapiennego zawierają głównie siarkowodór. Obserwowane stężenia H2S są zwykle niższe od 50 mg/m3 (90 percentyl) dając wskaźnik całkowitej emisji < 0,03 kg/t. Tworzenie się H2S w piecu wapiennym zależy od poziomów tlenu i ilości siarczku sodu w szlamie poddawanym wypalaniu. Obecność odpowiedniego nadmiaru powietrza można zapewnić poprzez system regulacji resztkowego tlenu. Zawartość siarczku sodu można obniżać za pomocą właściwie prowadzonego mycia i filtracji szlamu wapiennego tak, by zapobiegać
Rozdział 2
Przemysł celulozowo-papierniczy
49
wprowadzaniu siarczku sodu do pieca. Jeżeli Na2S zostanie wprowadzony do zimnej strefy suszenia i podgrzewania pieca, to w obecności CO2 i wody tworzy się H2S zgodnie z równaniem reakcji:
Na2S + CO2 +H2O → H2S + Na2CO3 Przy właściwej pojemności filtru szlamu niewielkie ilości powietrza są zasysane przez warstwę osadu na bębnie i resztkowy Na2S pozostały na powierzchni cząstek szlamu jest wtedy utleniany do tiosiarczanu sodu, który nie powoduje powstawania H2S w piecu. Gdy pojawia się problem z H2S w wielu przypadkach jego przyczyną jest zła jakość szlamu wapiennego pod względem zawartości suchej substancji (zwykle powyżej 80%) i czystości (wymagane jest niskie stężenie wolnych alkaliów). Rozwiązaniami technicznymi są poprawa klarowania ługu zielonego i mycia szlamu pokaustyzacyjnego lub zastąpienie części szlamu uzupełniającym wapnem obcym. Cząstki stałe Cząstki stałe (pyły) składają się z pyłu wapiennego oraz soli sodowych wytrąconych z fazy gazowej. Emisje mogą być ograniczane za pomocą środków wewnętrznych poprzez właściwą konstrukcję i prowadzenie pieca oraz środkami zewnętrznymi poprzez instalację elektrofiltru lub skrubera. Elektrofiltr ma zdolność redukcji stężenia cząstek stałych do około 20-100 mg/m3, a mokry skruber do około 200-600 mg/m3. Tlenki azotu (NOx) Emisje NOx są związane przede wszystkim z konstrukcją palnika, a dla konkretnego palnika zależą od zawartości azotu w paliwie i temperatury spalania. Wzrost emisji wynikałby z zastosowania paliwa o wysokiej zawartości azotu. Zarówno spalanie gazów NCG, jak i zastosowanie biogazu, i metanolu jako paliw, zwiększa tworzenie się NOx. Stężenia NOx wynoszą od około 100 mg/m3, gdy stosowany jest tylko olej opałowy, aż do około 900 mg/m3 przy spalaniu gazów NCG i metanolu razem ze sproszkowaną korą, gazami pirolitycznymi lub olejem kopalnym. Emisje do powietrza z kotłów pomocniczych Kotły korowe Kora spala się autotermicznie przy suchości około 20%. Przed spalaniem luźna kora i drzazgi drzewne usuwane w bębnie korującym, są doprowadzane do rozdrabniacza, a w końcu prasowane do zawartości suchej substancji 38-45%. Zużycie energii w prasie wynosi około 5 kWh/t kory o suchości początkowej około 35%, a wzrost wytwarzania ciepła, związany ze zwiększeniem suchości kory, wynosi około 2 GJ/t45% jeżeli suchość wzrasta od około 35 do 45%. Przy suchości 45% kora przedstawia wartość opałową około 7-8 GJ/t i może być wykorzystana jako źródło energii w zakładzie lub przeznaczona na sprzedaż, np. jako brykieciki. Wewnątrz zakładu jest zazwyczaj używana w kotle pomocniczym. Jeżeli ma być zastosowana jako paliwo w procesach technologicznych lub sprzedawana jako brykieciki musi przede wszystkim być wysuszona do suchości powyżej 90%. Potem po jej zgazyfikowaniu lub sproszkowaniu może być zastosowana, np. w piecu obrotowym. W celulozowniach kora jest w znacznej mierze używana jako paliwo w instalacjach energetycznych. Ponieważ kora zawiera bardzo niewielką ilość siarki, może występować tylko niska emisja dwutlenku siarki w zależności od tego czy inne paliwa zawierające siarkę są
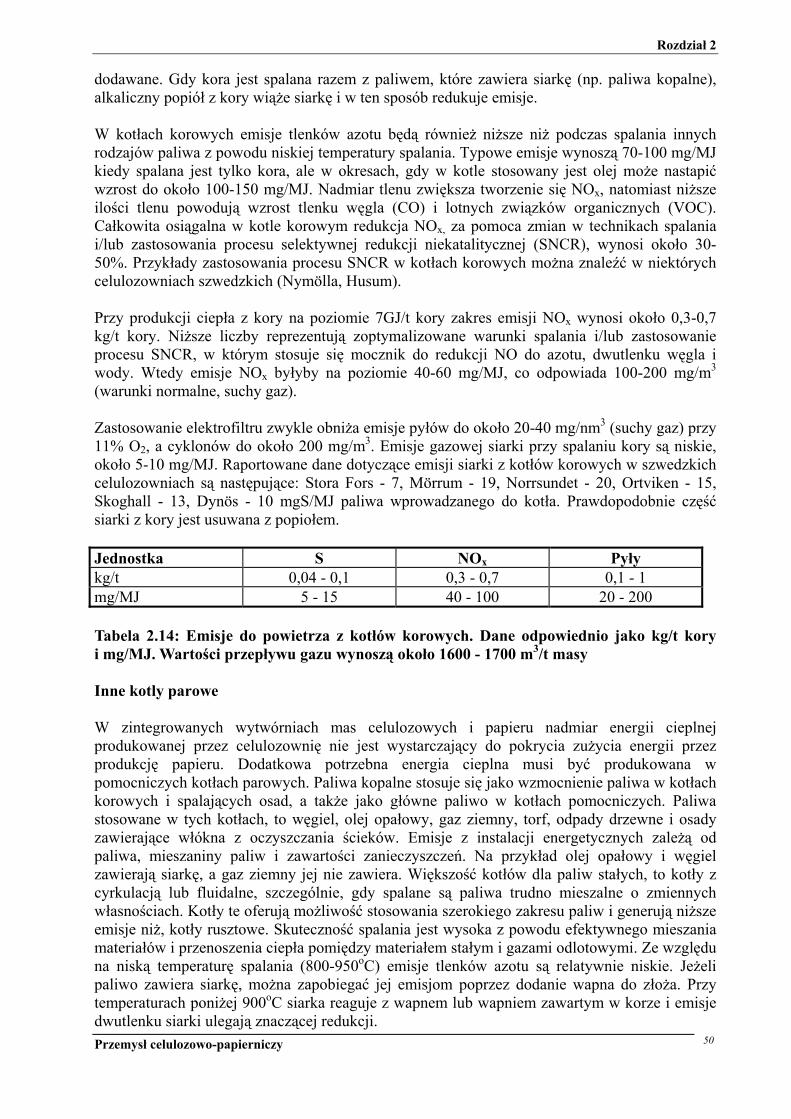
Rozdział 2
Przemysł celulozowo-papierniczy
50
dodawane. Gdy kora jest spalana razem z paliwem, które zawiera siarkę (np. paliwa kopalne), alkaliczny popiół z kory wiąże siarkę i w ten sposób redukuje emisje. W kotłach korowych emisje tlenków azotu będą również niższe niż podczas spalania innych rodzajów paliwa z powodu niskiej temperatury spalania. Typowe emisje wynoszą 70-100 mg/MJ kiedy spalana jest tylko kora, ale w okresach, gdy w kotle stosowany jest olej może nastapić wzrost do około 100-150 mg/MJ. Nadmiar tlenu zwiększa tworzenie się NOx, natomiast niższe ilości tlenu powodują wzrost tlenku węgla (CO) i lotnych związków organicznych (VOC). Całkowita osiągalna w kotle korowym redukcja NOx, za pomoca zmian w technikach spalania i/lub zastosowania procesu selektywnej redukcji niekatalitycznej (SNCR), wynosi około 30-50%. Przykłady zastosowania procesu SNCR w kotłach korowych można znaleźć w niektórych celulozowniach szwedzkich (Nymölla, Husum). Przy produkcji ciepła z kory na poziomie 7GJ/t kory zakres emisji NOx wynosi około 0,3-0,7 kg/t kory. Niższe liczby reprezentują zoptymalizowane warunki spalania i/lub zastosowanie procesu SNCR, w którym stosuje się mocznik do redukcji NO do azotu, dwutlenku węgla i wody. Wtedy emisje NOx byłyby na poziomie 40-60 mg/MJ, co odpowiada 100-200 mg/m3 (warunki normalne, suchy gaz). Zastosowanie elektrofiltru zwykle obniża emisje pyłów do około 20-40 mg/nm3 (suchy gaz) przy 11% O2, a cyklonów do około 200 mg/m3. Emisje gazowej siarki przy spalaniu kory są niskie, około 5-10 mg/MJ. Raportowane dane dotyczące emisji siarki z kotłów korowych w szwedzkich celulozowniach są następujące: Stora Fors - 7, Mörrum - 19, Norrsundet - 20, Ortviken - 15, Skoghall - 13, Dynös - 10 mgS/MJ paliwa wprowadzanego do kotła. Prawdopodobnie część siarki z kory jest usuwana z popiołem. Jednostka S NOx Pyły kg/t 0,04 - 0,1 0,3 - 0,7 0,1 - 1 mg/MJ 5 - 15 40 - 100 20 - 200 Tabela 2.14: Emisje do powietrza z kotłów korowych. Dane odpowiednio jako kg/t kory i mg/MJ. Wartości przepływu gazu wynoszą około 1600 - 1700 m3/t masy Inne kotly parowe W zintegrowanych wytwórniach mas celulozowych i papieru nadmiar energii cieplnej produkowanej przez celulozownię nie jest wystarczający do pokrycia zużycia energii przez produkcję papieru. Dodatkowa potrzebna energia cieplna musi być produkowana w pomocniczych kotłach parowych. Paliwa kopalne stosuje się jako wzmocnienie paliwa w kotłach korowych i spalających osad, a także jako główne paliwo w kotłach pomocniczych. Paliwa stosowane w tych kotłach, to węgiel, olej opałowy, gaz ziemny, torf, odpady drzewne i osady zawierające włókna z oczyszczania ścieków. Emisje z instalacji energetycznych zależą od paliwa, mieszaniny paliw i zawartości zanieczyszczeń. Na przykład olej opałowy i węgiel zawierają siarkę, a gaz ziemny jej nie zawiera. Większość kotłów dla paliw stałych, to kotły z cyrkulacją lub fluidalne, szczególnie, gdy spalane są paliwa trudno mieszalne o zmiennych własnościach. Kotły te oferują możliwość stosowania szerokiego zakresu paliw i generują niższe emisje niż, kotły rusztowe. Skuteczność spalania jest wysoka z powodu efektywnego mieszania materiałów i przenoszenia ciepła pomiędzy materiałem stałym i gazami odlotowymi. Ze względu na niską temperaturę spalania (800-950oC) emisje tlenków azotu są relatywnie niskie. Jeżeli paliwo zawiera siarkę, można zapobiegać jej emisjom poprzez dodanie wapna do złoża. Przy temperaturach poniżej 900oC siarka reaguje z wapnem lub wapniem zawartym w korze i emisje dwutlenku siarki ulegają znaczącej redukcji.
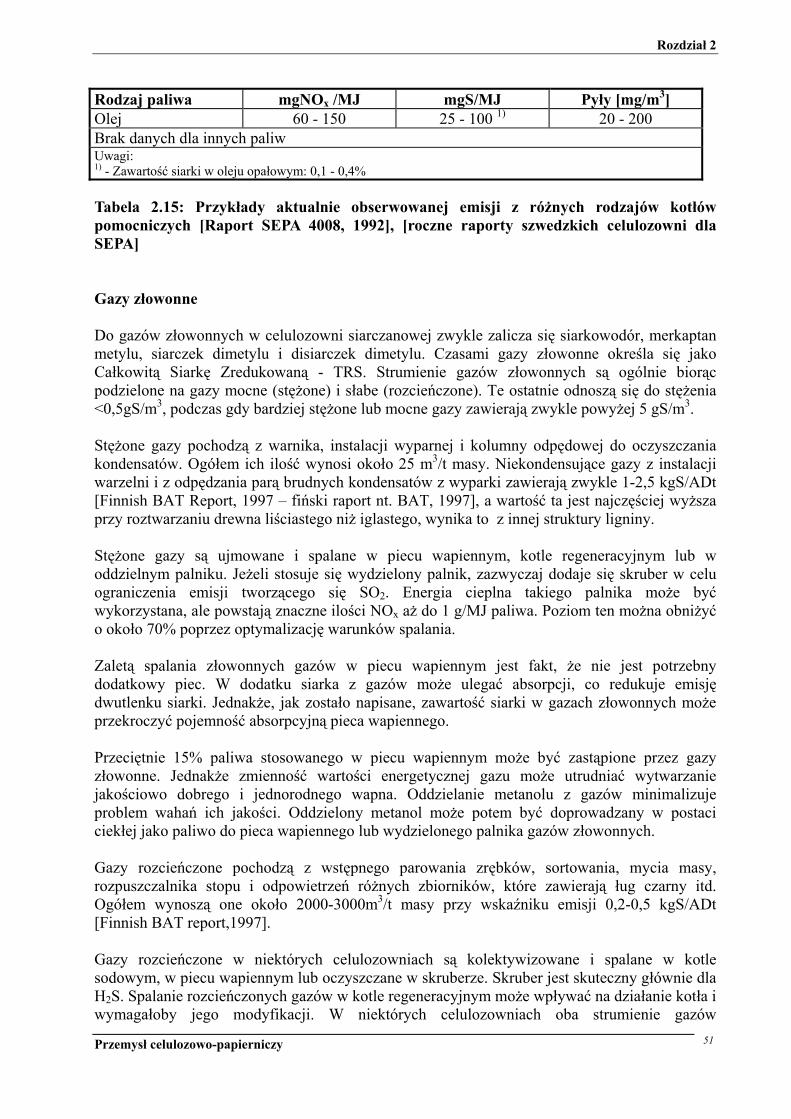
Rozdział 2
Przemysł celulozowo-papierniczy
51
Rodzaj paliwa mgNOx /MJ mgS/MJ Pyły [mg/m3] Olej 60 - 150 25 - 100 1) 20 - 200 Brak danych dla innych paliw Uwagi: 1) - Zawartość siarki w oleju opałowym: 0,1 - 0,4% Tabela 2.15: Przykłady aktualnie obserwowanej emisji z różnych rodzajów kotłów pomocniczych [Raport SEPA 4008, 1992], [roczne raporty szwedzkich celulozowni dla SEPA] Gazy złowonne Do gazów złowonnych w celulozowni siarczanowej zwykle zalicza się siarkowodór, merkaptan metylu, siarczek dimetylu i disiarczek dimetylu. Czasami gazy złowonne określa się jako Całkowitą Siarkę Zredukowaną - TRS. Strumienie gazów złowonnych są ogólnie biorąc podzielone na gazy mocne (stężone) i słabe (rozcieńczone). Te ostatnie odnoszą się do stężenia <0,5gS/m3, podczas gdy bardziej stężone lub mocne gazy zawierają zwykle powyżej 5 gS/m3. Stężone gazy pochodzą z warnika, instalacji wyparnej i kolumny odpędowej do oczyszczania kondensatów. Ogółem ich ilość wynosi około 25 m3/t masy. Niekondensujące gazy z instalacji warzelni i z odpędzania parą brudnych kondensatów z wyparki zawierają zwykle 1-2,5 kgS/ADt [Finnish BAT Report, 1997 – fiński raport nt. BAT, 1997], a wartość ta jest najczęściej wyższa przy roztwarzaniu drewna liściastego niż iglastego, wynika to z innej struktury ligniny. Stężone gazy są ujmowane i spalane w piecu wapiennym, kotle regeneracyjnym lub w oddzielnym palniku. Jeżeli stosuje się wydzielony palnik, zazwyczaj dodaje się skruber w celu ograniczenia emisji tworzącego się SO2. Energia cieplna takiego palnika może być wykorzystana, ale powstają znaczne ilości NOx aż do 1 g/MJ paliwa. Poziom ten można obniżyć o około 70% poprzez optymalizację warunków spalania. Zaletą spalania złowonnych gazów w piecu wapiennym jest fakt, że nie jest potrzebny dodatkowy piec. W dodatku siarka z gazów może ulegać absorpcji, co redukuje emisję dwutlenku siarki. Jednakże, jak zostało napisane, zawartość siarki w gazach złowonnych może przekroczyć pojemność absorpcyjną pieca wapiennego. Przeciętnie 15% paliwa stosowanego w piecu wapiennym może być zastąpione przez gazy złowonne. Jednakże zmienność wartości energetycznej gazu może utrudniać wytwarzanie jakościowo dobrego i jednorodnego wapna. Oddzielanie metanolu z gazów minimalizuje problem wahań ich jakości. Oddzielony metanol może potem być doprowadzany w postaci ciekłej jako paliwo do pieca wapiennego lub wydzielonego palnika gazów złowonnych. Gazy rozcieńczone pochodzą z wstępnego parowania zrębków, sortowania, mycia masy, rozpuszczalnika stopu i odpowietrzeń różnych zbiorników, które zawierają ług czarny itd. Ogółem wynoszą one około 2000-3000m3/t masy przy wskaźniku emisji 0,2-0,5 kgS/ADt [Finnish BAT report,1997]. Gazy rozcieńczone w niektórych celulozowniach są kolektywizowane i spalane w kotle sodowym, w piecu wapiennym lub oczyszczane w skruberze. Skruber jest skuteczny głównie dla H2S. Spalanie rozcieńczonych gazów w kotle regeneracyjnym może wpływać na działanie kotła i wymagałoby jego modyfikacji. W niektórych celulozowniach oba strumienie gazów
Rozdział 2
Przemysł celulozowo-papierniczy
52
rozcieńczone i stężone są spalane w kotle regeneracyjnym. Informacje na temat takich praktyk są jednakże ograniczone. Podczas roztwarzania i odparowania część związków złowonnych jest przenoszona do kondensatów. Oprócz związków siarki zredukowanej kondensaty zawierają metanol i pewną ilość innych zużywających tlen związków (ładunek BZT5). Brudne kondensaty są zbierane i oczyszczane oddzielnie jak opisano powyżej (zobacz: zrzuty ścieków z różnych etapów procesu). Związki chloru z bielenia i przygotowania chemikaliów do bielenia W celulozowniach bielonej masy siarczanowej stosujących dwutlenek chloru jako chemikalia bielące do atmosfery uwalniane są związki chloru z instalacji bielenia i produkcji ClO2. W tabeli 2.16 zaprezentowano kilka przykładów zmierzonych wartości emisji i porównano je z wartościami ustanowionymi w pozwoleniach w Szwecji (w warunkach normalnych).
Nazwa celulozowni (rok odniesienia)
Warunki pozwolenia [kg aktywnego chloru/t
masy bielonej]
Wartości zmierzone [kg aktywnego chloru/t masy
bielonej] Husum (1995, 96) 0,2 średnia roczna 0,0-0,04 kg Cl2 i ClO2 jako chlor/t
masy; średnie miesięczne z próbek chwilowych (jedna 0,4)
Skärblacka (1996) 0,3 średnia miesięczna 0,08 średnia roczna Mönsteräs (1997) 0,05 średnia roczna 0 (TCF) Gruvön (1997) 0,2 średnia miesięczna 0,02 (średnia z jednego tygodnia) Skoghall (1997) 0,2 średnia miesięczna 0,05 (średnia z jednego tygodnia) Skutskär (1997) 0,0004 bielarnia
0,006 produkcja ClO2 Tabela 2.16: Przykłady zmierzonych wartości emisji chloru do powietrza z instalacji bielenia i produkcji ClO2 z kilku szwedzkich celulozowni. Dane dla zakładów pochodzą z obligatoryjnych, rocznych sprawozdań i z pozwoleń. Liczby obejmują wszystkie emisje z instalacji, zwykle mierzone w gazach wentylacyjnych odprowadzanych z instalacji bielenia i z produkcji dwutlenku chloru, po skruberach. Podsumowanie emisji do atmosfery po zewnętrznym oczyszczaniu Dostępne dane dotyczące średnich rocznych emisji w kg/t masy siarczanowej podsumowano w tabeli 2.17 poniżej. Dla ułatwienia porównania wszystkie emisje gazowych związków siarki, włączając SO2, podano jako gazowe S. Dane emisji z kotła regeneracyjnego pochodzą zwykle z ciągłego monitoringu, podczas gdy inne źródła są mniej często kontrolowane. Należy również zaznaczyć, że nie wszystkie celulozownie podają emisje rozproszone oraz metody obliczania i składania sprawozdań o całkowitej emisji różnią się pomiędzy zakładami i pomiędzy Państwami Członkowskimi. Źródło emisji Całkowita gazowa S
[kg/t ADt] NOx
[kg/t ADt] Pyły
[kg/t ADt] Kocioł regeneracyjny 0,01 - 2 0,8 - 1,8 0,2 -1,8 Piec wapienny < 0,01 - 0,7 0,02 -0,6 0,02 -0,9

Rozdział 2
Przemysł celulozowo-papierniczy
53
Kocioł korowy 0,02 -0,06 1) 0,03 - 0,2 0,03 - 0,3 1) Gazy złowonne 0,01 - 2 2) -- -- Całkowite emisje z celulozowni 0,04 - 4 0,85 - 2,6 0,25 - 3 Wyjaśnienia: 1) Dla kotła korowego, wartości szacunkowe. Nie uwzględnia się stosowania paliw kopalnych w kotle korowym.2) Zakłada się, że gazy stężone są spalane w piecu wapiennym. Tabela 2.17: Długookresowe (roczne) średnie emisje do atmosfery z celulozowni masy siarczanowej w państwach EU Wartości liczbowe są oparte na różnych metodach analitycznych, które są dyskutowane w załączniku 3 lub metodach dających równoważne wyniki. Emisja NOx jest sumą emisji NO i NO2 obliczoną jako NO2 [Raport SEPA 4869], [Federacja Fińskiego Przemysłu Leśnego, 1998], [Finnish BAT report, 1996], [dane uzyskane w wyniku osobistych kontaktów z celulozowniami]. Emisje lotnych związków organicznych (LZO = VOC) z procesu są raportowane na poziomie około 0,4 kg/t masy siarczanowej iglastej i poniżej 0,1 kg/t masy siarczanowej liściastej. Jak wspomniano powyżej, występują również pewne emisje VOC z hałd zrębków. Jako przykład można podać emisje VOC ze zrębków na poziomie 0,2-0,3 kg/m3 drewna przy roztwarzaniu siarczanowym. 2.2.2.4 Wytwarzanie odpadów stałych Produkcja masy celulozowej siarczanowej jest związana z powstawaniem różnych rodzajów odpadów stałych: osady nieorganiczne z procesów regeneracji chemikaliów (odrzuty z gaśnika, szlam z ługu zielonego, szlam pokaustyzacyjny); kora i odpady drzewne z przygotowania drewna; osady z oczyszczania ścieków (substancje nieorganiczne, włókna i osady biologiczne); pyły z kotłów i pieców; odrzuty (głównie piasek) z obróbki drewna; popioły i różnorodne inne materiały (jak, np. materiały budowlane). Wiele substancji organicznych, które mogłyby być uważane za produkty odpadowe jest spalanych dla odzyskania energii. Obejmuje to zazwyczaj korę i pozostałości drewna, a mogłoby obejmować osady z oczyszczalni ścieków. Odrzuty z gaśnika i szlamy wapienne są wydzielane z układu regeneracji chemikaliów w celu utrzymywania ilości substancji balastowych i nieprocesowych chemikaliów w obiegu na akceptowalnym poziomie i zapewnienia w ten sposób odpowiednio szybkich reakcji w systemie regeneracji chemikaliów. Kora i odpady z obróbki drewna są zazwyczaj spalane dla odzyskania energii, a zatem powinny być uważane za odpady tylko wtedy, gdy nie mogą być spalone i muszą być kierowane do długotrwałego składowania. Popiół drzewny z kotłów korowych zawiera pożywki pochodzące z surowca drzewnego, a więc popiół ten może być odpowiednim nawozem, o ile nie jest zanieczyszczony przez, np. metale, jak Hg, Cd i Pb, chociaż pochodzą one również z drewna. Ujemną stroną działań polegających na rozsiewaniu recyrkulowanych popiołów w lasach lub na terenach rolnych może być potrzeba usunięcia z nich metali ciężkich. Osady z procesów oczyszczania ścieków są jedną z głównych grup potencjalnych odpadów stałych przy produkcji masy celulozowej siarczanowej. Duże ilości osadów powstają podczas procesu wstępnej sedymentacji i oczyszczania biologicznego ścieków metodą osadu czynnego. Stawy napowietrzane generują tylko niewielkie ilości osadu nadmiernego, umiarkowane ilości powstają również w procesie oczyszczania anaerobowego. Natomiast chemiczna flokulacja produkuje znaczące ilości osadów. Osady z biologicznego i chemicznego oczyszczania ścieków charakteryzują się słabą odwadnialnością.
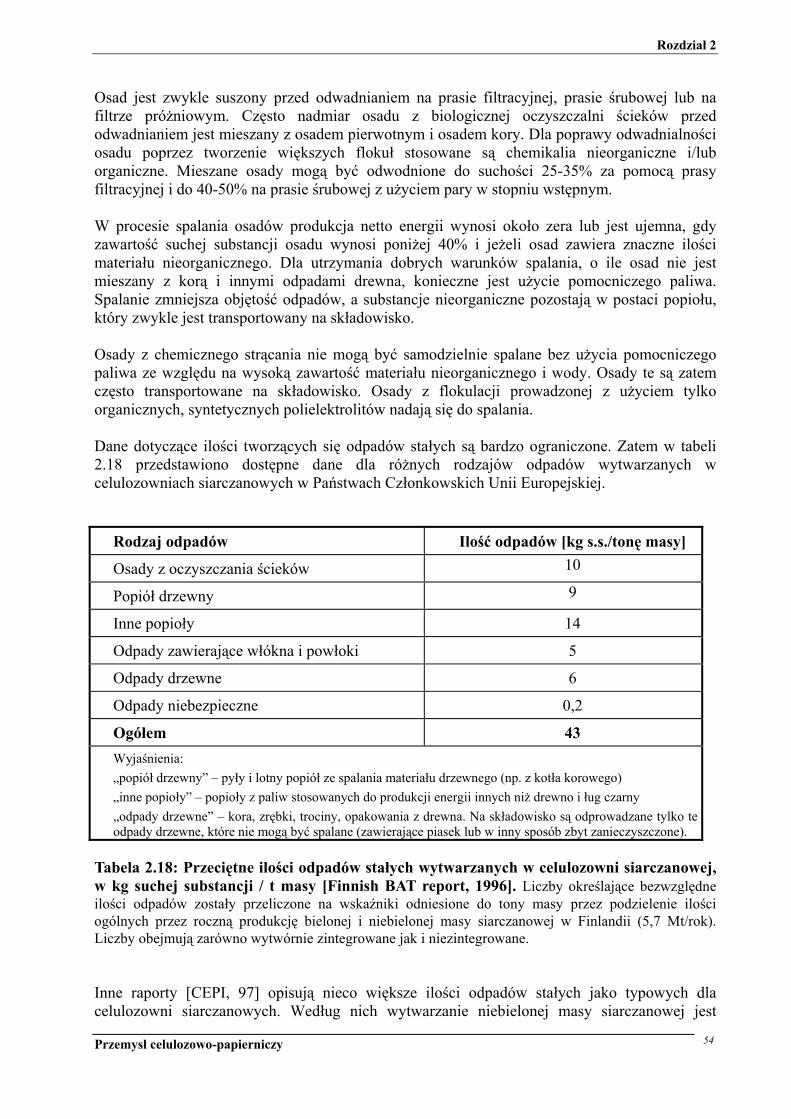
Rozdział 2
Przemysł celulozowo-papierniczy
54
Osad jest zwykle suszony przed odwadnianiem na prasie filtracyjnej, prasie śrubowej lub na filtrze próżniowym. Często nadmiar osadu z biologicznej oczyszczalni ścieków przed odwadnianiem jest mieszany z osadem pierwotnym i osadem kory. Dla poprawy odwadnialności osadu poprzez tworzenie większych flokuł stosowane są chemikalia nieorganiczne i/lub organiczne. Mieszane osady mogą być odwodnione do suchości 25-35% za pomocą prasy filtracyjnej i do 40-50% na prasie śrubowej z użyciem pary w stopniu wstępnym. W procesie spalania osadów produkcja netto energii wynosi około zera lub jest ujemna, gdy zawartość suchej substancji osadu wynosi poniżej 40% i jeżeli osad zawiera znaczne ilości materiału nieorganicznego. Dla utrzymania dobrych warunków spalania, o ile osad nie jest mieszany z korą i innymi odpadami drewna, konieczne jest użycie pomocniczego paliwa. Spalanie zmniejsza objętość odpadów, a substancje nieorganiczne pozostają w postaci popiołu, który zwykle jest transportowany na składowisko. Osady z chemicznego strącania nie mogą być samodzielnie spalane bez użycia pomocniczego paliwa ze względu na wysoką zawartość materiału nieorganicznego i wody. Osady te są zatem często transportowane na składowisko. Osady z flokulacji prowadzonej z użyciem tylko organicznych, syntetycznych polielektrolitów nadają się do spalania. Dane dotyczące ilości tworzących się odpadów stałych są bardzo ograniczone. Zatem w tabeli 2.18 przedstawiono dostępne dane dla różnych rodzajów odpadów wytwarzanych w celulozowniach siarczanowych w Państwach Członkowskich Unii Europejskiej.
Rodzaj odpadów Ilość odpadów [kg s.s./tonę masy]
Osady z oczyszczania ścieków 10
Popiół drzewny 9
Inne popioły 14
Odpady zawierające włókna i powłoki 5
Odpady drzewne 6
Odpady niebezpieczne 0,2
Ogółem 43 Wyjaśnienia: „popiół drzewny” – pyły i lotny popiół ze spalania materiału drzewnego (np. z kotła korowego) „inne popioły” – popioły z paliw stosowanych do produkcji energii innych niż drewno i ług czarny „odpady drzewne” – kora, zrębki, trociny, opakowania z drewna. Na składowisko są odprowadzane tylko te odpady drzewne, które nie mogą być spalane (zawierające piasek lub w inny sposób zbyt zanieczyszczone).
Tabela 2.18: Przeciętne ilości odpadów stałych wytwarzanych w celulozowni siarczanowej, w kg suchej substancji / t masy [Finnish BAT report, 1996]. Liczby określające bezwzględne ilości odpadów zostały przeliczone na wskaźniki odniesione do tony masy przez podzielenie ilości ogólnych przez roczną produkcję bielonej i niebielonej masy siarczanowej w Finlandii (5,7 Mt/rok). Liczby obejmują zarówno wytwórnie zintegrowane jak i niezintegrowane. Inne raporty [CEPI, 97] opisują nieco większe ilości odpadów stałych jako typowych dla celulozowni siarczanowych. Według nich wytwarzanie niebielonej masy siarczanowej jest

Rozdział 2
Przemysł celulozowo-papierniczy
55
związane z wytwarzaniem organicznych odpadów w ilości 20-60 kg suchej substancji / ADt oraz odpadów nieorganicznych w ilości 30-60 kg suchej substancji / ADt. Przy wytwarzaniu bielonej masy siarczanowej raporty podają 30-60 kg s.s. odpadów organicznych na tonę masy i 40-70 kg s.s. odpadów nieorganicznych na tonę masy. Dane dotyczące odpadów stałych w celulozowniach szwedzkich (wyrażone jako sucha substancja, s.s.) pokazują, co następuje1: Szlam z ługu zielonego, odrzuty i szlam pokaustyzacyjny Odpady te są często mieszane i podanie oddzielnych wartości jest bardzo trudne. Ogółem ilości wahają się w przybliżeniu pomiędzy 10, a 60 kg/t masy, średnio około 30 (SEPA 4869). Skład takich zmieszanych odpadów również ulega zmianom. W Raporcie 4 z projektu „Miljö 95/96” przedstawiono dane dla pewnej liczby próbek. Dla ługu zielonego z różną ilością szlamu pokaustyzacyjnego obliczono następujące uśrednione dane.
Szlam pokaustyzacyjny
[%]
Sucha substancja
s.s. [%]
Popiół [%]
Zawartość części
organ. [%]
Całkowity N
g/kg s.s.
Całkowity P
g/kg s.s.
Całkowita Sg/kg s.s
< 2 45 62 20 0,4 0,6 23 75 59 62 6,5 < 0,4 2,8 6,3
Tabela 2.19: Przeciętny skład szlamu z ługu zielonego z różnymi ilościami szlamu pokaustyzacyjnego. Dane podzielono na dwie grupy: jedna określa odpad prawie nie zawierający szlamu (<2%), a druga z dużą zawartością szlamu (średnio ok. 75%). Podano również stężenia metali dla tych samych próbek. Średnie wartości pokazano w tabeli 2.20.
Szlam pokaust. [%]
Ba
Cd
Co
Cr
Cu
Hg
Ni
Pb
Sr
Zn
< 2 430 16 9,2 75 90 0,07 60 18 330 2300 75 310 11 5,3 85 96 < 0,10 29 11 290 1000
Uwagi: Wszystkie wartości wyrażone jako [mg/kg suchej substancji] Tabela 2.20: Średnie stężenia metali w szlamie z ługu zielonego z różnymi ilościami szlamu pokaustyzacyjnego Szlam z ługu zielonego jest w Szwecji zwykle odwadniany na filtrach bębnowych ze wstępną warstwą szlamu pokaustyzacyjnego, co daje zawartość suchej substancji 30-70%. Jeżeli używa się wirówki, zawartość suchej substancji wynosi około 8-20% (Raport 4 Miljö 95/96).Szlam jest zazwyczaj składowany.
1 Dane zaczerpnięte głównie z raportu SEPA 4869 „Skogsindustrins utsläpp till vatten och luft samt avfallsmängder och energiförbrukning 1996” (Emisje z przemysłu leśnego do atmosfery i wody, ilości odpadów i zużycie energii 1996) i Raportu 4 („Avfall frän skogsindustrin - Mängder, sammansättningoch omhändertagande” – Odpady z przemysłu leśnego – Ilości, skład i sposób zagospodarowania) z projektu „Miljö 95/96” (Środowisko 95/96) realizowanego przez Fundację Szwedzkich Przemysłów Leśnych w zakresie Badania Zanieczyszczenia Wód i Powietrza (SSVL)
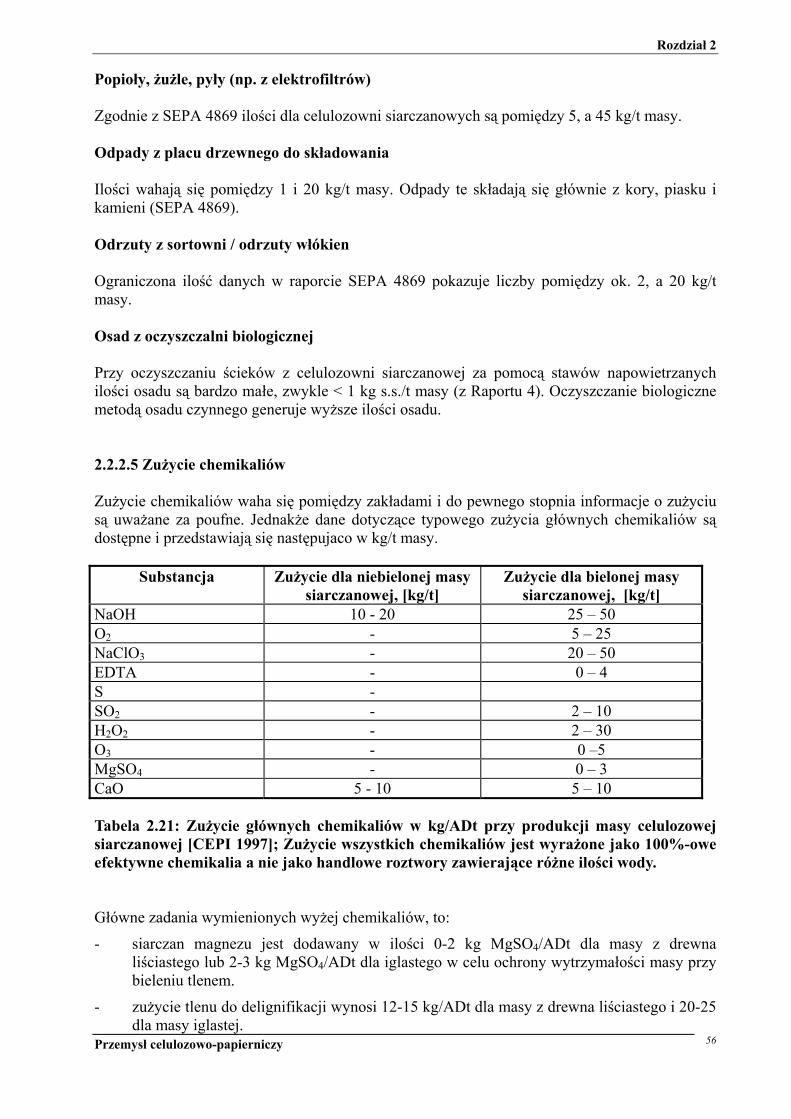
Rozdział 2
Przemysł celulozowo-papierniczy
56
Popioły, żużle, pyły (np. z elektrofiltrów) Zgodnie z SEPA 4869 ilości dla celulozowni siarczanowych są pomiędzy 5, a 45 kg/t masy. Odpady z placu drzewnego do składowania Ilości wahają się pomiędzy 1 i 20 kg/t masy. Odpady te składają się głównie z kory, piasku i kamieni (SEPA 4869). Odrzuty z sortowni / odrzuty włókien Ograniczona ilość danych w raporcie SEPA 4869 pokazuje liczby pomiędzy ok. 2, a 20 kg/t masy. Osad z oczyszczalni biologicznej Przy oczyszczaniu ścieków z celulozowni siarczanowej za pomocą stawów napowietrzanych ilości osadu są bardzo małe, zwykle < 1 kg s.s./t masy (z Raportu 4). Oczyszczanie biologiczne metodą osadu czynnego generuje wyższe ilości osadu. 2.2.2.5 Zużycie chemikaliów Zużycie chemikaliów waha się pomiędzy zakładami i do pewnego stopnia informacje o zużyciu są uważane za poufne. Jednakże dane dotyczące typowego zużycia głównych chemikaliów są dostępne i przedstawiają się następujaco w kg/t masy.
Substancja Zużycie dla niebielonej masy siarczanowej, [kg/t]
Zużycie dla bielonej masy siarczanowej, [kg/t]
NaOH 10 - 20 25 – 50 O2 - 5 – 25 NaClO3 - 20 – 50 EDTA - 0 – 4 S - SO2 - 2 – 10 H2O2 - 2 – 30 O3 - 0 –5 MgSO4 - 0 – 3 CaO 5 - 10 5 – 10 Tabela 2.21: Zużycie głównych chemikaliów w kg/ADt przy produkcji masy celulozowej siarczanowej [CEPI 1997]; Zużycie wszystkich chemikaliów jest wyrażone jako 100%-owe efektywne chemikalia a nie jako handlowe roztwory zawierające różne ilości wody. Główne zadania wymienionych wyżej chemikaliów, to:
- siarczan magnezu jest dodawany w ilości 0-2 kg MgSO4/ADt dla masy z drewna liściastego lub 2-3 kg MgSO4/ADt dla iglastego w celu ochrony wytrzymałości masy przy bieleniu tlenem.
- zużycie tlenu do delignifikacji wynosi 12-15 kg/ADt dla masy z drewna liściastego i 20-25 dla masy iglastej.

Rozdział 2
Przemysł celulozowo-papierniczy
57
- zużycie alkaliów wynosi 12-15 kg NaOH/ADt dla masy liściastej i 20-25 kg NaOH/ADt dla iglastej [Finnish BAT Report, 1997 – fiński raport nt. BAT, 1997].
- środki chelatujące, jak EDTA i DTPA, są używane do usuwania metali w sekwencjach bielenia z nadtlenkiem wodoru po to, by zapobiec rozkładowi nadtlenku. Emisje środków chelatujących mogą powodować rozdział metali w odbiornikach wodnych i w organizmach tam żyjących. Ponadto użycie środków chelatujących powoduje emisję azotu w ilości zależnej od ilości użytych środków.
W ustalonych warunkach przebiegu procesów podstawą jest, aby każda substancja wchodząca do procesu również go opuściła. W celulozowniach siarczanowych stosujących NaOH i Na2S, jako główne chemikalia warzelne, należy sterować i bilansować wejście i wyjście sodu, i siarki. Wymaganie obniżenia emisji dwutlenku siarki z celulozowni nasuwa wniosek, że mniej siarki powinno wchodzić do procesu lub, że siarka musi być odprowadzana w postaci mniej szkodliwej substancji (np. jako siarczan). Główne źródła siarki są wyszczególnione w tabeli 2.22.
Źródło Ilość siarki [kgS/ADt] Drewno, woda, chemikalia 0,3 – 0,5 Olej opałowy do pieca wapiennego i kotła sodowego
1,0 – 2,0
Produkcja oleju talowego 2,0 - 3,0 1)
Wytwarzanie dwutlenku chloru 0 – 15 2) Siarczan magnezu do stopnia tlenowego 0 – 0,8 Ogółem 3,5 – 25,5 1) Często używany jest kwas odpadowy z produkcji dwutlenku chloru 2) Zależnie od typu procesu i dotyczy celulozowni stosującej do 40 kg/ADt dwutlenku chloru,
wyrażone jako aktywny chlor Tabela 2.22: Typowy pobór siarki w celulozowni masy siarczanowej bielonej [SEPA report 4008, 1992 – raport SEPA 4008, 1992] Obecnie emisje dwutlenku siarki z celulozowni siarczanowych spadły do poziomu 0,3 kg S/ADt (zobacz tabela 2.17). Inne niż gazowe straty siarki w odciekach można oszacować jako odpowiadające 2 kg S/ADt [SEPA report 4008, 1992 – raport SEPA 4008, 1992]. Zatem w pewnych przypadkach ogólne straty siarki z celulozowni wynosiłyby tylko około 2,3 kg S/ADt. Porównanie z poborem siarki, gdy operuje się wysokim udziałem dwutlenku chloru w bieleniu, jest dowodem, że znaczne ilości siarki musiałyby być odprowadzane lub zagospodarowywane jako obojętne sole (np. Na2SO4). Jednakże spowodowałoby to jednocześnie straty sodu, które wymagałyby kompensacji przez droższe, sodowe chemikalia uzupełniające wolne od siarki. Dla określenia prawidłowych liczb bilanse chemikaliów muszą być opracowywane indywidualnie, dla każdego przypadku celulozowni i każdego procesu. 2.2.2.6 Zużycie energii Główna część energii cieplnej jest zużywana na ogrzewanie różnych płynów i odparowanie wody. Energia cieplna jest również zużywana w celu przyspieszenia lub regulacji reakcji chemicznych. Energia elektryczna jest głównie wykorzystywana do transportu materiałów (pompowanie) i do tego, aby działały maszyny papiernicze (tylko w zintegrowanych zakładach). Wytwarzanie bielonej masy siarczanowej zużywa około 10-14 GJ/ADt energii cieplnej (nie wliczając pary do produkcji energii elektrycznej). Zużycie energii elektrycznej wynosi 600-800
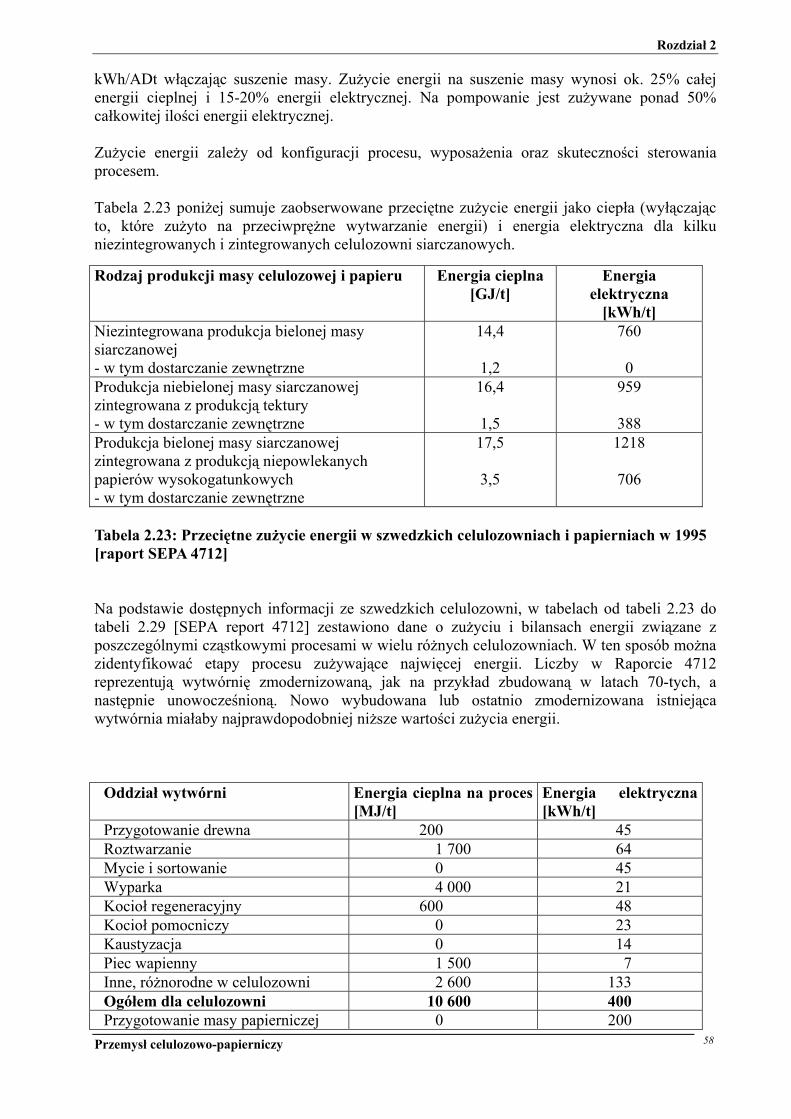
Rozdział 2
Przemysł celulozowo-papierniczy
58
kWh/ADt włączając suszenie masy. Zużycie energii na suszenie masy wynosi ok. 25% całej energii cieplnej i 15-20% energii elektrycznej. Na pompowanie jest zużywane ponad 50% całkowitej ilości energii elektrycznej. Zużycie energii zależy od konfiguracji procesu, wyposażenia oraz skuteczności sterowania procesem. Tabela 2.23 poniżej sumuje zaobserwowane przeciętne zużycie energii jako ciepła (wyłączając to, które zużyto na przeciwprężne wytwarzanie energii) i energia elektryczna dla kilku niezintegrowanych i zintegrowanych celulozowni siarczanowych.
Rodzaj produkcji masy celulozowej i papieru Energia cieplna [GJ/t]
Energia elektryczna
[kWh/t] Niezintegrowana produkcja bielonej masy siarczanowej - w tym dostarczanie zewnętrzne
14,4
1,2
760 0
Produkcja niebielonej masy siarczanowej zintegrowana z produkcją tektury - w tym dostarczanie zewnętrzne
16,4
1,5
959
388 Produkcja bielonej masy siarczanowej zintegrowana z produkcją niepowlekanych papierów wysokogatunkowych - w tym dostarczanie zewnętrzne
17,5
3,5
1218
706
Tabela 2.23: Przeciętne zużycie energii w szwedzkich celulozowniach i papierniach w 1995 [raport SEPA 4712] Na podstawie dostępnych informacji ze szwedzkich celulozowni, w tabelach od tabeli 2.23 do tabeli 2.29 [SEPA report 4712] zestawiono dane o zużyciu i bilansach energii związane z poszczególnymi cząstkowymi procesami w wielu różnych celulozowniach. W ten sposób można zidentyfikować etapy procesu zużywające najwięcej energii. Liczby w Raporcie 4712 reprezentują wytwórnię zmodernizowaną, jak na przykład zbudowaną w latach 70-tych, a następnie unowocześnioną. Nowo wybudowana lub ostatnio zmodernizowana istniejąca wytwórnia miałaby najprawdopodobniej niższe wartości zużycia energii.
Oddział wytwórni Energia cieplna na proces [MJ/t]
Energia elektryczna [kWh/t]
Przygotowanie drewna 200 45 Roztwarzanie 1 700 64 Mycie i sortowanie 0 45 Wyparka 4 000 21 Kocioł regeneracyjny 600 48 Kocioł pomocniczy 0 23 Kaustyzacja 0 14 Piec wapienny 1 500 7 Inne, różnorodne w celulozowni 2 600 133 Ogółem dla celulozowni 10 600 400 Przygotowanie masy papierniczej 0 200
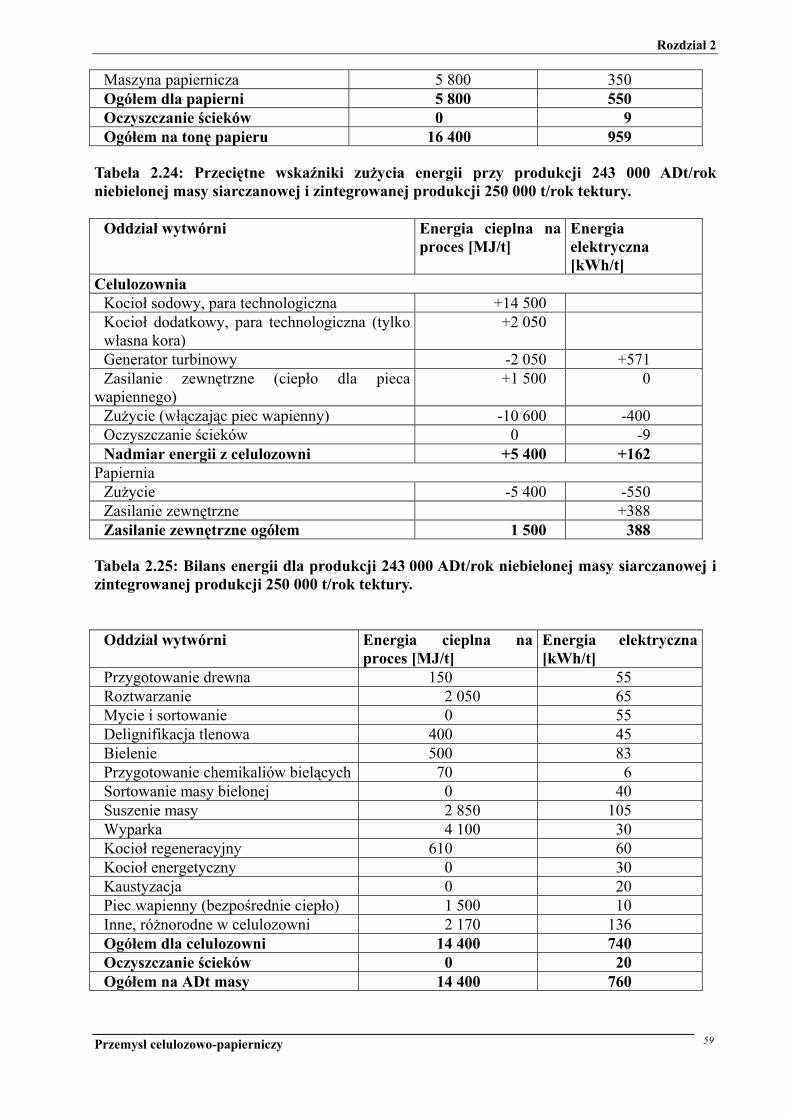
Rozdział 2
Przemysł celulozowo-papierniczy
59
Maszyna papiernicza 5 800 350 Ogółem dla papierni 5 800 550 Oczyszczanie ścieków 0 9 Ogółem na tonę papieru 16 400 959
Tabela 2.24: Przeciętne wskaźniki zużycia energii przy produkcji 243 000 ADt/rok niebielonej masy siarczanowej i zintegrowanej produkcji 250 000 t/rok tektury.
Oddział wytwórni Energia cieplna na proces [MJ/t]
Energia elektryczna [kWh/t]
Celulozownia Kocioł sodowy, para technologiczna +14 500 Kocioł dodatkowy, para technologiczna (tylko własna kora)
+2 050
Generator turbinowy -2 050 +571 Zasilanie zewnętrzne (ciepło dla pieca
wapiennego) +1 500 0
Zużycie (włączając piec wapienny) -10 600 -400 Oczyszczanie ścieków 0 -9 Nadmiar energii z celulozowni +5 400 +162
Papiernia Zużycie -5 400 -550 Zasilanie zewnętrzne +388 Zasilanie zewnętrzne ogółem 1 500 388
Tabela 2.25: Bilans energii dla produkcji 243 000 ADt/rok niebielonej masy siarczanowej i zintegrowanej produkcji 250 000 t/rok tektury.
Oddział wytwórni Energia cieplna na proces [MJ/t]
Energia elektryczna [kWh/t]
Przygotowanie drewna 150 55 Roztwarzanie 2 050 65 Mycie i sortowanie 0 55 Delignifikacja tlenowa 400 45 Bielenie 500 83 Przygotowanie chemikaliów bielących 70 6 Sortowanie masy bielonej 0 40 Suszenie masy 2 850 105 Wyparka 4 100 30 Kocioł regeneracyjny 610 60 Kocioł energetyczny 0 30 Kaustyzacja 0 20 Piec wapienny (bezpośrednie ciepło) 1 500 10 Inne, różnorodne w celulozowni 2 170 136 Ogółem dla celulozowni 14 400 740 Oczyszczanie ścieków 0 20 Ogółem na ADt masy 14 400 760
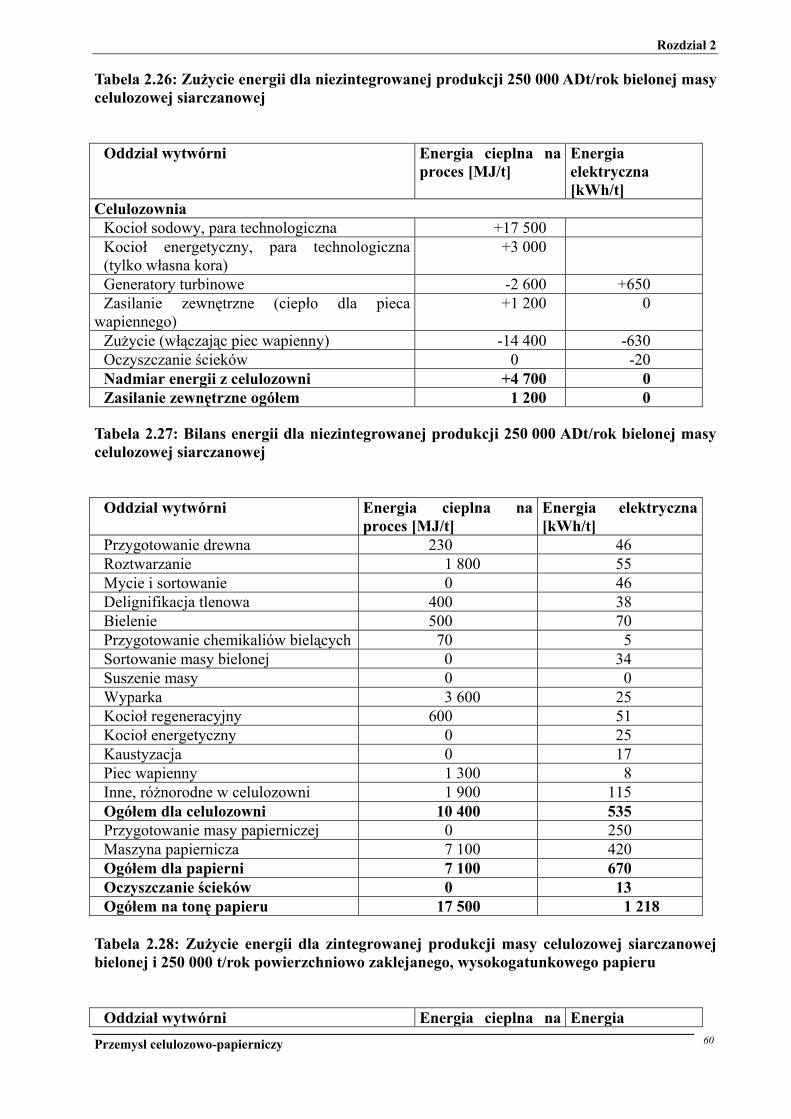
Rozdział 2
Przemysł celulozowo-papierniczy
60
Tabela 2.26: Zużycie energii dla niezintegrowanej produkcji 250 000 ADt/rok bielonej masy celulozowej siarczanowej
Oddział wytwórni Energia cieplna na proces [MJ/t]
Energia elektryczna [kWh/t]
Celulozownia Kocioł sodowy, para technologiczna +17 500 Kocioł energetyczny, para technologiczna (tylko własna kora)
+3 000
Generatory turbinowe -2 600 +650 Zasilanie zewnętrzne (ciepło dla pieca
wapiennego) +1 200 0
Zużycie (włączając piec wapienny) -14 400 -630 Oczyszczanie ścieków 0 -20 Nadmiar energii z celulozowni +4 700 0 Zasilanie zewnętrzne ogółem 1 200 0
Tabela 2.27: Bilans energii dla niezintegrowanej produkcji 250 000 ADt/rok bielonej masy celulozowej siarczanowej
Oddział wytwórni Energia cieplna na proces [MJ/t]
Energia elektryczna [kWh/t]
Przygotowanie drewna 230 46 Roztwarzanie 1 800 55 Mycie i sortowanie 0 46 Delignifikacja tlenowa 400 38 Bielenie 500 70 Przygotowanie chemikaliów bielących 70 5 Sortowanie masy bielonej 0 34 Suszenie masy 0 0 Wyparka 3 600 25 Kocioł regeneracyjny 600 51 Kocioł energetyczny 0 25 Kaustyzacja 0 17 Piec wapienny 1 300 8 Inne, różnorodne w celulozowni 1 900 115 Ogółem dla celulozowni 10 400 535 Przygotowanie masy papierniczej 0 250 Maszyna papiernicza 7 100 420 Ogółem dla papierni 7 100 670 Oczyszczanie ścieków 0 13 Ogółem na tonę papieru 17 500 1 218
Tabela 2.28: Zużycie energii dla zintegrowanej produkcji masy celulozowej siarczanowej bielonej i 250 000 t/rok powierzchniowo zaklejanego, wysokogatunkowego papieru
Oddział wytwórni Energia cieplna na Energia
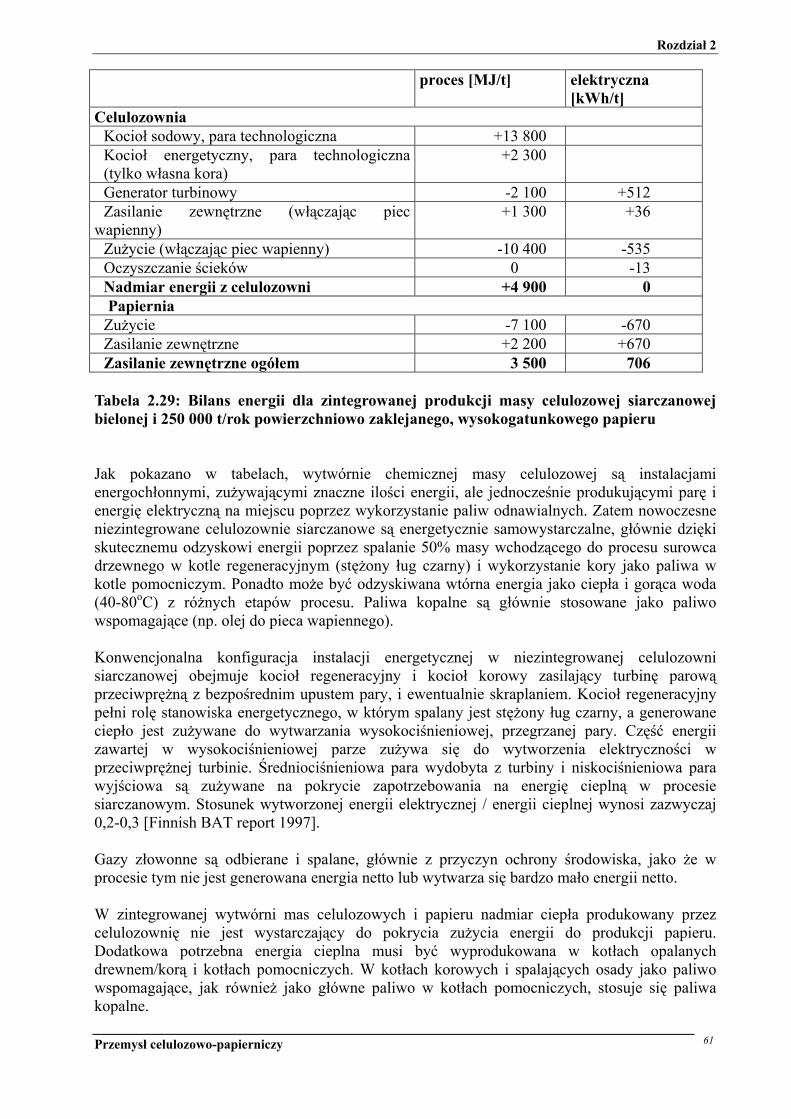
Rozdział 2
Przemysł celulozowo-papierniczy
61
proces [MJ/t] elektryczna [kWh/t]
Celulozownia Kocioł sodowy, para technologiczna +13 800 Kocioł energetyczny, para technologiczna (tylko własna kora)
+2 300
Generator turbinowy -2 100 +512 Zasilanie zewnętrzne (włączając piec
wapienny) +1 300 +36
Zużycie (włączając piec wapienny) -10 400 -535 Oczyszczanie ścieków 0 -13 Nadmiar energii z celulozowni +4 900 0 Papiernia
Zużycie -7 100 -670 Zasilanie zewnętrzne +2 200 +670 Zasilanie zewnętrzne ogółem 3 500 706
Tabela 2.29: Bilans energii dla zintegrowanej produkcji masy celulozowej siarczanowej bielonej i 250 000 t/rok powierzchniowo zaklejanego, wysokogatunkowego papieru Jak pokazano w tabelach, wytwórnie chemicznej masy celulozowej są instalacjami energochłonnymi, zużywającymi znaczne ilości energii, ale jednocześnie produkującymi parę i energię elektryczną na miejscu poprzez wykorzystanie paliw odnawialnych. Zatem nowoczesne niezintegrowane celulozownie siarczanowe są energetycznie samowystarczalne, głównie dzięki skutecznemu odzyskowi energii poprzez spalanie 50% masy wchodzącego do procesu surowca drzewnego w kotle regeneracyjnym (stężony ług czarny) i wykorzystanie kory jako paliwa w kotle pomocniczym. Ponadto może być odzyskiwana wtórna energia jako ciepła i gorąca woda (40-80oC) z różnych etapów procesu. Paliwa kopalne są głównie stosowane jako paliwo wspomagające (np. olej do pieca wapiennego). Konwencjonalna konfiguracja instalacji energetycznej w niezintegrowanej celulozowni siarczanowej obejmuje kocioł regeneracyjny i kocioł korowy zasilający turbinę parową przeciwprężną z bezpośrednim upustem pary, i ewentualnie skraplaniem. Kocioł regeneracyjny pełni rolę stanowiska energetycznego, w którym spalany jest stężony ług czarny, a generowane ciepło jest zużywane do wytwarzania wysokociśnieniowej, przegrzanej pary. Część energii zawartej w wysokociśnieniowej parze zużywa się do wytworzenia elektryczności w przeciwprężnej turbinie. Średniociśnieniowa para wydobyta z turbiny i niskociśnieniowa para wyjściowa są zużywane na pokrycie zapotrzebowania na energię cieplną w procesie siarczanowym. Stosunek wytworzonej energii elektrycznej / energii cieplnej wynosi zazwyczaj 0,2-0,3 [Finnish BAT report 1997]. Gazy złowonne są odbierane i spalane, głównie z przyczyn ochrony środowiska, jako że w procesie tym nie jest generowana energia netto lub wytwarza się bardzo mało energii netto. W zintegrowanej wytwórni mas celulozowych i papieru nadmiar ciepła produkowany przez celulozownię nie jest wystarczający do pokrycia zużycia energii do produkcji papieru. Dodatkowa potrzebna energia cieplna musi być wyprodukowana w kotłach opalanych drewnem/korą i kotłach pomocniczych. W kotłach korowych i spalających osady jako paliwo wspomagające, jak również jako główne paliwo w kotłach pomocniczych, stosuje się paliwa kopalne.
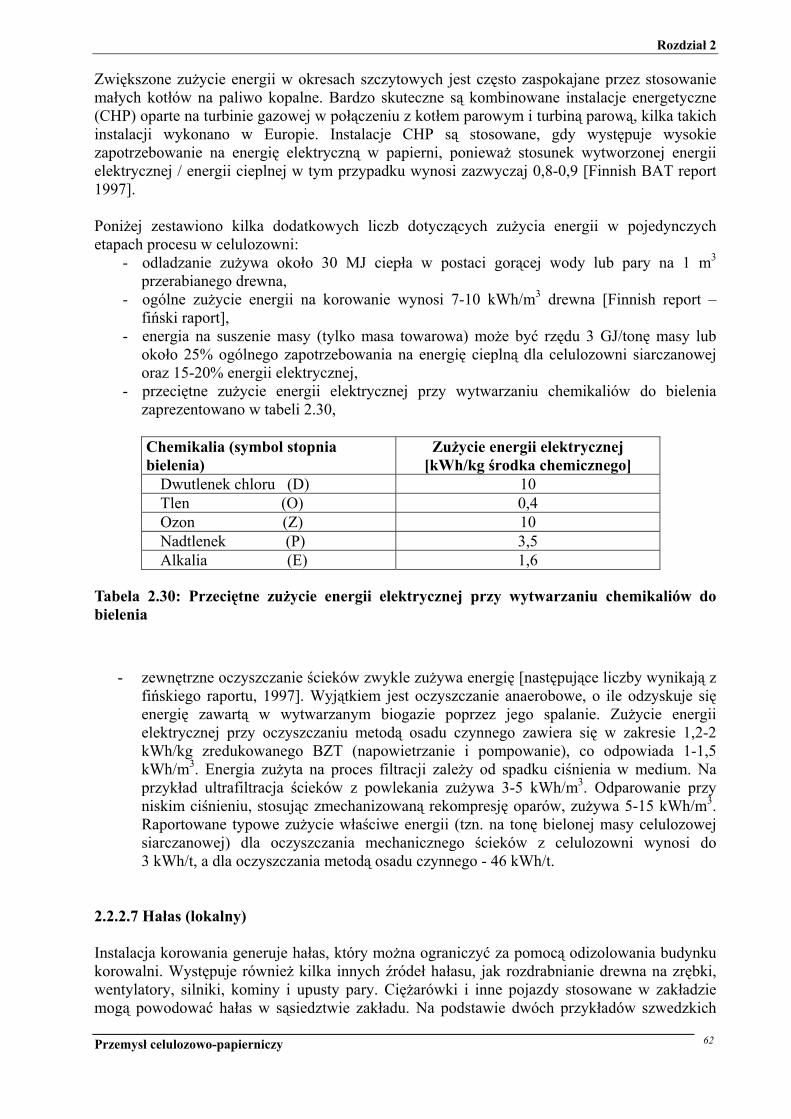
Rozdział 2
Przemysł celulozowo-papierniczy
62
Zwiększone zużycie energii w okresach szczytowych jest często zaspokajane przez stosowanie małych kotłów na paliwo kopalne. Bardzo skuteczne są kombinowane instalacje energetyczne (CHP) oparte na turbinie gazowej w połączeniu z kotłem parowym i turbiną parową, kilka takich instalacji wykonano w Europie. Instalacje CHP są stosowane, gdy występuje wysokie zapotrzebowanie na energię elektryczną w papierni, ponieważ stosunek wytworzonej energii elektrycznej / energii cieplnej w tym przypadku wynosi zazwyczaj 0,8-0,9 [Finnish BAT report 1997]. Poniżej zestawiono kilka dodatkowych liczb dotyczących zużycia energii w pojedynczych etapach procesu w celulozowni:
- odladzanie zużywa około 30 MJ ciepła w postaci gorącej wody lub pary na 1 m3 przerabianego drewna,
- ogólne zużycie energii na korowanie wynosi 7-10 kWh/m3 drewna [Finnish report – fiński raport],
- energia na suszenie masy (tylko masa towarowa) może być rzędu 3 GJ/tonę masy lub około 25% ogólnego zapotrzebowania na energię cieplną dla celulozowni siarczanowej oraz 15-20% energii elektrycznej,
- przeciętne zużycie energii elektrycznej przy wytwarzaniu chemikaliów do bielenia zaprezentowano w tabeli 2.30,
Chemikalia (symbol stopnia bielenia)
Zużycie energii elektrycznej [kWh/kg środka chemicznego]
Dwutlenek chloru (D) 10 Tlen (O) 0,4 Ozon (Z) 10 Nadtlenek (P) 3,5 Alkalia (E) 1,6
Tabela 2.30: Przeciętne zużycie energii elektrycznej przy wytwarzaniu chemikaliów do bielenia
- zewnętrzne oczyszczanie ścieków zwykle zużywa energię [następujące liczby wynikają z fińskiego raportu, 1997]. Wyjątkiem jest oczyszczanie anaerobowe, o ile odzyskuje się energię zawartą w wytwarzanym biogazie poprzez jego spalanie. Zużycie energii elektrycznej przy oczyszczaniu metodą osadu czynnego zawiera się w zakresie 1,2-2 kWh/kg zredukowanego BZT (napowietrzanie i pompowanie), co odpowiada 1-1,5 kWh/m3. Energia zużyta na proces filtracji zależy od spadku ciśnienia w medium. Na przykład ultrafiltracja ścieków z powlekania zużywa 3-5 kWh/m3. Odparowanie przy niskim ciśnieniu, stosując zmechanizowaną rekompresję oparów, zużywa 5-15 kWh/m3. Raportowane typowe zużycie właściwe energii (tzn. na tonę bielonej masy celulozowej siarczanowej) dla oczyszczania mechanicznego ścieków z celulozowni wynosi do 3 kWh/t, a dla oczyszczania metodą osadu czynnego - 46 kWh/t.
2.2.2.7 Hałas (lokalny) Instalacja korowania generuje hałas, który można ograniczyć za pomocą odizolowania budynku korowalni. Występuje również kilka innych źródeł hałasu, jak rozdrabnianie drewna na zrębki, wentylatory, silniki, kominy i upusty pary. Ciężarówki i inne pojazdy stosowane w zakładzie mogą powodować hałas w sąsiedztwie zakładu. Na podstawie dwóch przykładów szwedzkich

Rozdział 2
Przemysł celulozowo-papierniczy
63
celulozowni można przyjąć, że poziom hałasu w odległości około 500 m od środka celulozowni może wynosić około 50 dB (A) w porze nocnej, a w odległości około 2 km – około 45 dB (A). Zalecenia dla wszystkich istniejących przedsiębiorstw przemysłowych w Szwecji informują o hałasie <45 dB (A) w porze nocnej, w pobliżu miejsc zamieszkania ludzi. Może to być trudne do osiągnięcia, jeżeli domy są zlokalizowane bardzo blisko zakładu, np. w promieniu <500 m. 2.2.2.8 Emisje do gleby i wód gruntowych Jeżeli na miejscu znajdują się środki zapobiegawczo kontrolne odnoszące się do magazynowania i stosowania chemikaliów, dobrze prowadzone i kontrolowane operacje w celulozowniach i papierniach zasadniczo nie powinny wywoływać niebezpiecznych emisji do gleby i wód gruntowych. Ogólna taktyka zapobiegania przed, przygotowania do i odpowiedzi na awarie przemysłowe jest zwykle oparta na zasadzie zapobiegania (np. załącznik IV IPPC-D). Oznacza to, że instalacja jest skonstruowana i prowadzona w taki sposób, by zapobiegać niekontrolowanemu kierunkowi przebiegu operacji i by redukować konsekwencje awarii. Stosowane są najlepsze techniki bezpieczeństwa. W celu zapobiegania niebezpiecznym emisjom do gleby i wód gruntowych, przy magazynowaniu i posługiwaniu się chemikaliami, bezpieczeństwo instalacji przemysłowych powinno być zapewnione za pomocą następujących środków:
• takie konstrukcja i działanie urządzeń, aby potencjalne zanieczyszczenia nie mogły się wydostać,
• możliwość szybkiej i niezawodnej detekcji przecieku ze wszystkich urządzeń, które wchodzą w kontakt z niebezpiecznymi zanieczyszczeniami,
• jednościenne podziemne zbiorniki nie są wystarczające do tego celu,
• szybka i niezawodna detekcja przecieków substancji, i zapobieganie przed ich wydostaniem się oraz właściwe zagospodarowanie. Jeśli zbiornik nie ma podwójnych ścian i nie jest zaopatrzony we wskaźnik przecieku, to urządzenia, jako reguła, są wyposażone w system / przyrząd do zbierania o szczelnej i mocnej konstrukcji. Z zasady komory kolektorowe nie mogą mieć żadnych otworów zrzutowych,
• opracowane i przestrzegane są instrukcje operacyjne obejmujące monitorowanie, konserwację i plany alarmowe.
Techniczne i środowiskowe aspekty magazynowania, i posługiwania się chemikaliami nie są związane jedynie z przemysłem celulozowo-papierniczym, dlatego są wspomniane tylko skrótowo. Zagadnieniom tym będzie poświęcony inny, horyzontalny dokument referencyjny BAT, omawiający emisje z magazynowania chemikaliów (niebezpiecznych substancji i materiałów o dużej masie). W momencie zaprzestania działalności największe znaczenie ma ochrona powierzchni ziemi, dlatego zasadnicze znaczenienie mają uniknięcie ryzyka jakiegokolwiek zanieczyszczenia oraz przywrócenie miejsca, na którym znajduje się zakład do satysfakcjonującego stanu. Zintegrowane podejście wymaga upewnienia się, że co najmniej następujące środki są przewidziane:
• minimalizacja ilości gleby, która wymaga usunięcia lub wymiany z przyczyn konstrukcyjnych,
Rozdział 2
Przemysł celulozowo-papierniczy
64
• minimalizacja dodatkowego wprowadzania substancji do ziemi podczas prowadzenia działalności zakładu (np. dodatkowy zrzut z powodu przecieków lub składowania substancji pochodzących z powietrza nie powinien prowadzić do przekroczenia poziomu, w którym gleba ulega zanieczyszczeniu. Zapewnienie czystego zamknięcia, kiedy zakład będzie likwidowany, np. oczyszczenie zanieczyszczonej powierzchni ziemi, składowisk odpadów niebezpiecznych itp.).
2.3 Techniki, które należy wziąć pod uwagę przy określaniu najlepszych
dostępnych technik BAT W niniejszej części przedstawiono wszystkie istotne, obecnie dostępne na skalę przemysłową, techniki, które mają na celu zapobieganie lub redukcję emisji/odpadów oraz obniżenie zużycia energii i surowców zarówno dla nowych, jak i istniejących instalacji. Poniższy wykaz technik, które należy uwzględnić przy określaniu BAT nie jest wyczerpujący i może ulec rozszerzeniu w czasie przeglądu niniejszego dokumentu. Techniki te obejmują środki wewnątrzprocesowe, jak również technologie zewnętrznego oczyszczania emisji procesowych („oczyszczania na wyjściu”) oraz uwzględniają możliwości poprawy dla osiągnięcia zintegrowanego zapobiegania i ograniczania zanieczyszczeń. W tabeli 2.31 przedstawiono przegląd technik obniżania emisji z procesu roztwarzania siarczanowego. W wierszach zestawiono pojedyncze dostępne techniki. Dokonano próby podania w tej samej tabeli wielopoziomowych możliwych oddziaływań każdej techniki na procesy i środowisko (zużycie chemikaliów i energii, emisje do wody, powietrza i gleby). Należy stwierdzić, że nie jest łatwo opisać te wzajemne wpływy i zależności w sposób nie wywołujący dyskusji, gdyż przy próbie ich określenia natrafia się na wiele „szarych stref”. Ponadto mogą one zależeć od innych technik nie powiązanych z danym rozwiązaniem, w odniesieniu do którego porównuje się technikę, jak również uwzględnia się ograniczenia układu. Zatem ocena jakościowa oddziaływań na procesy i środowisko powinna być traktowana tylko jako pomoc dla operatorów lub inspektorów i zawierać informację, które efekty uboczne zastosowanego rozwiązania mogą wystąpić. Ocena jakościowa nie jest niczym więcej niż punktem wyjścia przy rozważaniu możliwych zmian zanieczyszczenia. Jej wyniki nie powinny być traktowane jako bezwzględne zalecenie. Poza tym środki zapobiegania i ograniczania zanieczyszczeń mogą spowodować, że uniknie się niektórych efektów ubocznych. Oddziaływanie na procesy i środowisko będą również zależeć od specyficznych warunków w każdej fabryce. Dlatego trudno jest sformułować generalne stwierdzenia. Jednakże zawarte w tabeli informacje mogą być wskazówką, do którego medium środowiskowego (woda, powietrze, odpady i energia) jest adresowane dane rozwiązanie. Dalsze wyjaśnienia znajdują się w odpowiednich paragrafach, w postaci szczegółowego omówienia każdej techniki. W kolumnach, za pomocą strzałek skierowanych w górę „↑” i w dół „↓”, wskazano jakościowo tendencję oddziaływań na emisje, zużycie surowców i wydajność zakładu, spowodowanych przez różne techniki,. Strzałki skierowane w dół „↓” wskazują oszczędności surowców lub energii oraz obniżenie emisji do różnych mediów - wody, powietrza i gleby. Strzałki skierowane w górę „↑” wskazują wzrost emisji, zużycia i oddziaływań na proces produkcyjny. Niektóre środki zapobiegania i ograniczania zanieczyszczeń, zaprezentowane w tej części, dotyczą więcej niż jednego medium środowiskowego (jako woda, powietrze lub gleba). Niektóre techniki mogą mieć pozytywny i/lub negatywny wpływ na inne media środowiskowe, lub na zużycie surowców i energii (oddziaływania na procesy i środowisko). Dane oddziaływania są zaznaczone za pomocą strzałek. Strzałka w nawiasach „(↑)” oznacza tylko niewielki - często nieistotny - wzrost zużycia energii i surowców lub emisji do środowiska będący wynikiem wdrożenia określonego rozwiązania. W tabeli nie uwzględniono aspektów ekonomicznych (koszty inwestycyjne i

Rozdział 2
Przemysł celulozowo-papierniczy
65
eksploatacyjne), ale zostały one wyjaśnione w tekście. Dane ekonomiczne mogą dać tylko przybliżony obraz i wskazać poziomy kosztów. Będą one zmieniać się w zależności od projektu i konstrukcji całej instalacji, i zależeć między innymi od rozmiaru zakładu, i od tego, jak zastosowany środek pasuje do pozostałego wyposażenia zakładu. Każda technika jest oznaczona symbolem cyfrowym, który pomaga zidentyfikować odpowiedni podrozdział w tekście szczegółowo opisujący daną technikę. Poniżej wyjaśniono, jak można wykorzystać dane zawarte w tabeli 2.31 za pomocą krótkiego omówienia jednej techniki (patrz paragraf 2.3.1 „suche korowanie”). Przejście z korowania mokrego na suche nie wpływa na zużycie chemikaliów. Zużycie energii na korowanie zwiększa się przy suchym korowaniu w bębnie. Z drugiej strony można odzyskać znaczącą ilość energii, jeżeli kora o niższej zawartości wody jest stosowana jako dodatkowe paliwo. Suche korowanie daje znaczące obniżenie emisji do wody, np. redukcję przepływu w zakresie 5-10 m3/t, redukcję zawiesiny w zakresie 2-10 kg/t, a ogólne obciążenie ładunkiem ChZT może być obniżone do 10 %. Nie ma to wpływu na emisje do powietrza i wytwarzanie odpadów stałych. W tym rozdziale wyszczególniono główne opcje techniczne charakteryzujące się najlepszym wpływem na środowisko i gospodarkę. Podjęto próbę omówienia poszczególnych środków, zgodnie z ujednoliconą strukturą, aby uzyskać zbliżoną prezentację wszystkich technik uwzględnianych przy określaniu BAT. Dla każdej techniki podano: opis, omówienie dotyczące możliwości zastosowania, główne osiągnięcia środowiskowe, monitorowanie emisji, oddziaływanie na procesy i środowisko, doświadczenia eksploatacyjne, dane ekonomiczne, motywacje do wdrożenia danej techniki, zakłady referencyjne i literaturę. Większość technik można znaleźć w licznych instalacjach w Europie, podczas gdy kilka z nich jest wdrożonych tylko w niektórych zakładach. Prawidłowe połączenie technik z tej listy stwarza zakładom możliwość jednocześnie dobrego funkcjonowania w zakresie ochrony środowiska, jak i pod względem ekonomicznym. Jednakże od zakładu zależy, która z możliwych technik zostanie zastosowana w celu osiągnięcia końcowych poziomów zużycia i emisji podanych w następnym rozdziale „Najlepsze dostępne techniki (BAT)”. Opis każdej techniki obejmuje przegląd zalet, ujemnych stron i konsekwencji zastosowania tej konkretnej techniki. Celulozownie i papiernie charakteryzują się stosunkowo wysokim stopniem integracji tak, że w większości możliwości ochrony środowiska są związane z procesem. Jednakże opisano również kilka technik zewnętrznego oczyszczania powstałych emisji (technologie „oczyszczania na wyjściu”), które są rozważane jako BAT. Należy uwzględniać, że istnieje pewien obszar wspólny pomiędzy dalej opisanymi rozwiązaniami wewnątrzprocesowymi i środkami zewnętrznymi ograniczenia zanieczyszczenia. Techniki uwzględniane przy
ustalaniu BAT Wpływ na poziom zużycia i emisji
(oddziaływanie na procesy i środowisko) Wpływ na proces
produkcji Zużycie
chemikaliów Zużycie energii Emisje do
wody Emisje do powietrza
Odpady stałe Np. bilans energii, wydajność, osiągnięcia
zakładu 2.3.1 Suche korowanie b.w. ↑ podczas
korowania ↓ ChZT
↓Zawiesiny↓przepływ
b.w. b.w. ↑ wytwarzanie energii w kotłach korowych
2.3.2 Pogłębione modyfikowane roztwarzanie do niskiej l. kappa Ciągłe (c) lub okresowe (b)
↑ podczas roztw.↑zapotrzebowan
ie na wapno ↓ w bieleniu
(↑) roztwarzanie © ↓ roztwarzanie (b) (↑) odparowanie
(↑) piec wapienny
↓ ChZT ↓ AOX
↑ przykry zapach
b.w. ↑wytwarzanie energii (↑/↓) końcowa wydajność
masy
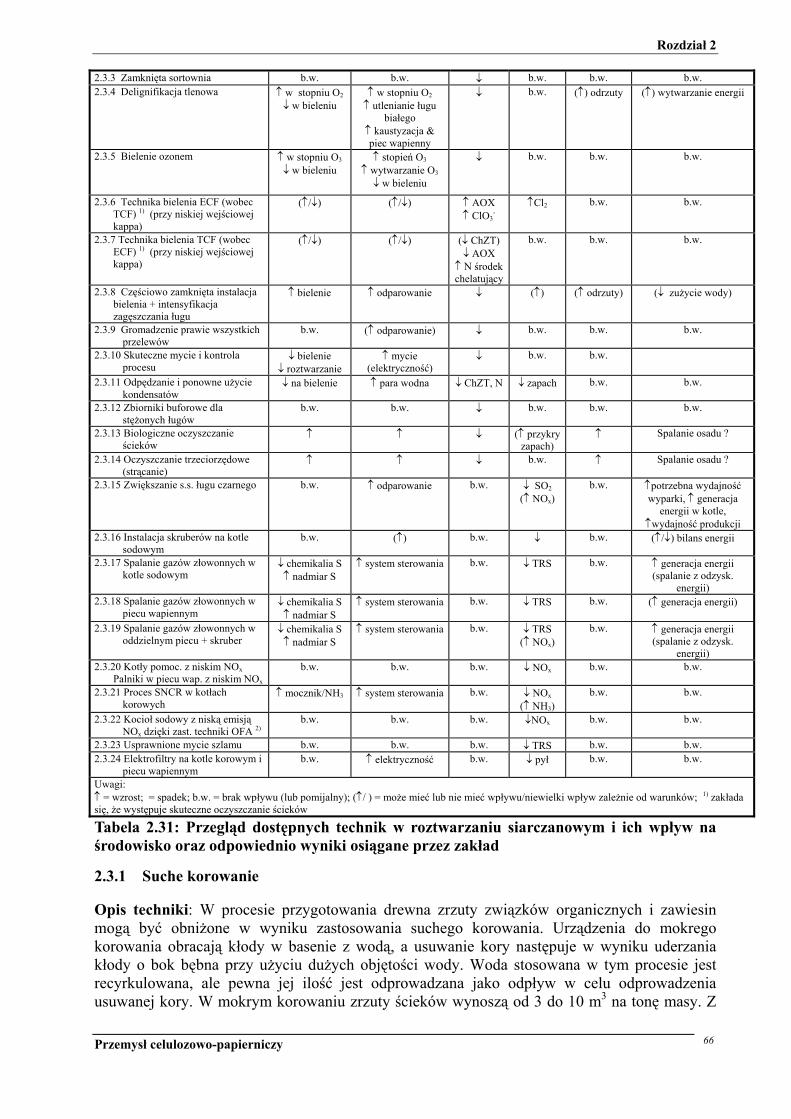
Rozdział 2
Przemysł celulozowo-papierniczy
66
2.3.3 Zamknięta sortownia b.w. b.w. ↓ b.w. b.w. b.w. 2.3.4 Delignifikacja tlenowa ↑ w stopniu O2
↓ w bieleniu ↑ w stopniu O2
↑ utlenianie ługu białego
↑ kaustyzacja & piec wapienny
↓ b.w. (↑) odrzuty (↑) wytwarzanie energii
2.3.5 Bielenie ozonem ↑ w stopniu O3 ↓ w bieleniu
↑ stopień O3 ↑ wytwarzanie O3
↓ w bieleniu
↓ b.w. b.w. b.w.
2.3.6 Technika bielenia ECF (wobec TCF) 1) (przy niskiej wejściowej kappa)
(↑/↓) (↑/↓) ↑ AOX ↑ ClO3
- ↑Cl2 b.w. b.w.
2.3.7 Technika bielenia TCF (wobec ECF) 1) (przy niskiej wejściowej kappa)
(↑/↓) (↑/↓) (↓ ChZT) ↓ AOX
↑ N środek chelatujący
b.w. b.w. b.w.
2.3.8 Częściowo zamknięta instalacja bielenia + intensyfikacja zagęszczania ługu
↑ bielenie ↑ odparowanie ↓ (↑) (↑ odrzuty) (↓ zużycie wody)
2.3.9 Gromadzenie prawie wszystkich przelewów
b.w. (↑ odparowanie) ↓ b.w. b.w. b.w.
2.3.10 Skuteczne mycie i kontrola procesu
↓ bielenie ↓ roztwarzanie
↑ mycie (elektryczność)
↓ b.w. b.w.
2.3.11 Odpędzanie i ponowne użycie kondensatów
↓ na bielenie ↑ para wodna ↓ ChZT, N ↓ zapach b.w. b.w.
2.3.12 Zbiorniki buforowe dla stężonych ługów
b.w. b.w. ↓ b.w. b.w. b.w.
2.3.13 Biologiczne oczyszczanie ścieków
↑ ↑ ↓ (↑ przykry zapach)
↑ Spalanie osadu ?
2.3.14 Oczyszczanie trzeciorzędowe (strącanie)
↑ ↑ ↓ b.w. ↑ Spalanie osadu ?
2.3.15 Zwiększanie s.s. ługu czarnego b.w. ↑ odparowanie b.w. ↓ SO2 (↑ NOx)
b.w. ↑potrzebna wydajność wyparki, ↑ generacja
energii w kotle, ↑wydajność produkcji
2.3.16 Instalacja skruberów na kotle sodowym
b.w. (↑) b.w. ↓ b.w. (↑/↓) bilans energii
2.3.17 Spalanie gazów złowonnych w kotle sodowym
↓ chemikalia S ↑ nadmiar S
↑ system sterowania b.w. ↓ TRS b.w. ↑ generacja energii (spalanie z odzysk.
energii) 2.3.18 Spalanie gazów złowonnych w
piecu wapiennym ↓ chemikalia S
↑ nadmiar S ↑ system sterowania b.w. ↓ TRS b.w. (↑ generacja energii)
2.3.19 Spalanie gazów złowonnych w oddzielnym piecu + skruber
↓ chemikalia S ↑ nadmiar S
↑ system sterowania b.w. ↓ TRS (↑ NOx)
b.w. ↑ generacja energii (spalanie z odzysk.
energii) 2.3.20 Kotły pomoc. z niskim NOx
Palniki w piecu wap. z niskim NOx b.w. b.w. b.w. ↓ NOx b.w. b.w.
2.3.21 Proces SNCR w kotłach korowych
↑ mocznik/NH3 ↑ system sterowania b.w. ↓ NOx
(↑ NH3) b.w. b.w.
2.3.22 Kocioł sodowy z niską emisją NOx dzięki zast. techniki OFA 2)
b.w. b.w. b.w. ↓NOx b.w. b.w.
2.3.23 Usprawnione mycie szlamu b.w. b.w. b.w. ↓ TRS b.w. b.w. 2.3.24 Elektrofiltry na kotle korowym i
piecu wapiennym b.w. ↑ elektryczność b.w. ↓ pył b.w. b.w.
Uwagi: ↑ = wzrost; = spadek; b.w. = brak wpływu (lub pomijalny); (↑/ ) = może mieć lub nie mieć wpływu/niewielki wpływ zależnie od warunków; 1) zakłada się, że występuje skuteczne oczyszczanie ścieków
Tabela 2.31: Przegląd dostępnych technik w roztwarzaniu siarczanowym i ich wpływ na środowisko oraz odpowiednio wyniki osiągane przez zakład 2.3.1 Suche korowanie Opis techniki: W procesie przygotowania drewna zrzuty związków organicznych i zawiesin mogą być obniżone w wyniku zastosowania suchego korowania. Urządzenia do mokrego korowania obracają kłody w basenie z wodą, a usuwanie kory następuje w wyniku uderzania kłody o bok bębna przy użyciu dużych objętości wody. Woda stosowana w tym procesie jest recyrkulowana, ale pewna jej ilość jest odprowadzana jako odpływ w celu odprowadzenia usuwanej kory. W mokrym korowaniu zrzuty ścieków wynoszą od 3 do 10 m3 na tonę masy. Z

Rozdział 2
Przemysł celulozowo-papierniczy
67
kory są wymywane związki organiczne, jak kwasy żywiczne, kwasy tłuszczowe itd. oraz materiały wysoko barwne i trafiają do tego strumienia ścieków. W ostatnich latach suche korowanie instaluje się w wielu celulozowniach. Woda procesowa jest używana tylko do mycia i odladzania kłód (w zimnym klimacie woda i para są używane do odtajania drewna), i jest efektywnie recyrkulowana z minimalnym wytwarzaniem ścieków, i zanieczyszczeń wody. Kora wytworzona w procesie suchego korowania ma niższą zawartość wody, co w rezultacie będzie skutkować lepszym bilansem energii dla celulozowni. Mniej wody jest potrzebne do korowania i dzięki temu zmniejsza się ilość rozpuszczonych substancji organicznych. Surowy odciek z instalacji korowania jest toksyczny dla organizmów wodnych. Bardzo skuteczne w usuwaniu toksyczności okazuje się być oczyszczanie biologiczne. Możliwość zastosowania i charakterystyka metody: Technika zintegrowana z procesem. Suche korowanie lub dowolne z niskimi zrzutami ścieków może być zastosowane zarówno w nowych, jak i istniejących celulozowniach. Suche korowalnie już zdominowało przemysł, a systemy mokre są procesami likwidowanymi. Nowe celulozownie prawie wyłącznie oraz wzrastająca liczba istniejących celulozowni stosują suche korowanie. Główne osiągnięcia środowiskowe: Przy suchym korowaniu objętość ścieków z przygotowania drewna wynosi zwykle w zakresie 0,5-2,5 m3/ADt. Obniżenie ilości ścieków uzyskuje się dzięki zwiększeniu cyrkulacji wód procesowych. Poprzez zmianę z korowania mokrego na suche ilość ścieków obniżyłaby się często o 5-10 m3/ADt. Ogólny ładunek ChZT przy suchym korowaniu może obniżyć się do 10%. Typowe zrzuty z suchego korowania są następujące: Technika korowania Objętość odcieku
[m3/t masy] BZT5
[kg/t masy] ChZT
[kg/t masy] P ogólny
[g/t masy] Mokre korowanie i prasa kory
3 - 10 5 - 15 20 - 30 25 - 35
Suche korowanie i prasa kory
0,5 - 2,5 0,5 - 2,5 1 -10 10 - 20
Tabela 2.32: Ładunek zanieczyszczeń w ściekach z suchego i mokrego korowania przed oczyszczaniem biologicznym [Raport Finnish, 1997]; BZT7 zostało przeliczone na BZT5 używając wzoru: BZT7 /1,16 = BZT5, zaproponowanego w tym samym raporcie; kg zanieczyszczenia/m3 drewna przeliczono na kg zanieczyszczenia/t masy przy założeniu typowego zużycia drewna 5 m3/t masy Wyższa suchość kory zasilającej kocioł poprawia skuteczność energetyczną, co oznacza, że emisje w stosunku do ilości wyprodukowanej energii będą spadać. Oddziaływanie na procesy i środowisko (cross-media effects): Zużycie energii na korowanie może być wyższe w metodzie korowania na sucho ze względu na operację bębna korującego. Z drugiej strony znacząca ilość energii może być pozyskana, jeżeli kora o niższej zawartości wody jest stosowana jako paliwo pomocnicze. Doświadczenia eksploatacyjne: Tam gdzie stosowane jest mokre korowanie, wprowadzono z powodzeniem system usprawnionej recyrkulacji wody połączony z usuwaniem żwiru i ciał stałych. Dla otrzymania dobrych wyników korowania suche korowanie zazwyczaj wymaga świeżego drewna.
Rozdział 2
Przemysł celulozowo-papierniczy
68
Aspekty ekonomiczne: Koszty suchych korowalni bębnowych nie powinny znacząco różnić się od kosztów dla systemu korowania na mokro. Typowy koszt inwestycyjny całkowicie nowego systemu suchego korowania wynosi około 15 mln euro dla wydajności 1500 ADt masy/dobę. Zmiana istniejącego systemu mokrego korowania na system suchego korowania kosztuje 4-6 mln euro. Koszty te obejmują urządzenia i instalacje. W konkretnym przypadku trzeba także uwzględnić wydatki związane z budową nowych pomieszczeń, specjalnym obniżeniem hałasu, które mogą dalej zwiększać koszty inwestycji. Koszty eksploatacyjne wynoszą 250 000 – 350 000 euro/rok, ale w obu przypadkach mogą obejmować znaczące inwestycje. Motywacja do wdrożenia tej techniki: Suche korowanie obniża ładunki zawiesiny BZT i ChZT, jak również związków organicznych, takich jak kwasy żywiczne i kwasy tłuszczowe wymywane z kory do tego strumienia ścieków. Niektóre z tych związków są toksyczne dla organizmów wodnych. Technika zwiększa również wydajność energetyczną. Instalacje referencyjne: Liczne instalacje w Europie i Ameryce Północnej. Literatura [J. Pöyry, 1997a], [SEPA Report 4712-4, 1997], [Finnish Report BAT, 1997] 2.3.2 Pogłębione modyfikowane roztwarzanie (okresowe lub ciągłe) do niskiej liczby
kappa Opis techniki: Delignifikacja przed bieleniem jest prowadzona w warnikach, a w wielu zakładach również przez zastosowanie delignifikacji tlenowej. Zatem techniki 2.3.2 „pogłębione modyfikowane roztwarzanie” i 2.3.4 „delignifikacja tlenowa” powinny być rozważane jako jedna całość, ponieważ z punktu widzenia środowiska istotny jest ogólny stopień delignifikacji osiągnięty we wszystkich etapach przed wejściem masy do instalacji bielenia. Powinna występować równowaga pomiędzy redukcją kappa w roztwarzaniu i delignifikacji tlenowej, ponieważ selektywność jest dużo wyższa w tym ostatnim procesie (zobacz 2.3.4). Dla celulozowni ważna jest regulacja różnych procesów tak, by wydajność i charakterystyki wytrzymałościowe były optymalne dla danej zawartości ligniny. W końcu lat 70-tych i na początku 80-tych wprowadzono proces pogłębionej delignifikacji (lub zmodyfikowane roztwarzanie siarczanowe), w celu obniżenia zawartości ligniny (niższe liczby kappa) w masie wchodzącej do instalacji bielenia, by w ten sposób obniżyć zużycie kosztownych chemikaliów bielących. Obniżenie zawartości ligniny obniża ilości odprowadzanych zanieczyszczeń przy jednoczesnym wzroście ilości substancji organicznych idących do kotła regeneracyjnego. Opracowano i zastosowano komercyjnie kilka zmodyfikowanych procesów w systemach ciągłym i okresowym. Roztwarzanie ciągłe W systemie ciągłym modyfikowane ciągłe roztwarzanie (MCC - Modified Continuous Cook), pogłębione modyfikowane ciągłe roztwarzanie (EMCC - Extended Modified Continuous Cook) i roztwarzanie izotermiczne (ITC - IsoThermal Cooking) reprezentują trzy alternatywy. W procesie MCC strefa roztwarzania w warniku jest podzielona na dwie strefy, mianowicie początkową współ-prądową i następną przeciw-prądową. Całkowita ilość ługu białego do warnika jest podzielona pomiędzy dwie strefy. Celem modyfikacji jest obniżenie początkowego stężenia alkaliów, utrzymanie jednakowego stężenia alkaliów podczas procesu gotowania i niskie stężenie rozpuszczonej ligniny w końcowej części roztwarzania. Proces EMCC został
Rozdział 2
Przemysł celulozowo-papierniczy
69
opracowany na bazie procesu MCC. Różnica polega na tym, że w procesie EMCC ług biały jest również doprowadzany do strefy mycia w celu dalszego pogłębienia delignifikacji w warniku. Najnowszym osiągnięciem w zakresie technologii roztwarzania jest roztwarzanie izotermiczne (ITC), które jest dalszym usprawnieniem procesu MCC. W procesie ITC delignifikacja zachodzi w całej objętości warnika, co oznacza łagodniejsze warunki roztwarzania (niższą temperaturę) i w konsekwencji utrzymanie własności wytrzymałościowych. Zależnie od docelowej liczby kappa stosuje się ilość chemikaliów do roztwarzania na poziomie niezmienionym lub nieco wyższą. Ponieważ ITC oznacza niższą temperaturę roztwarzania, nie ma wzrostu zużycia pary, a wpływ na wydajność jest ograniczony. Roztwarzanie okresowe W systemie nieciągłym występują trzy stosowane na skalę przemysłową procesy: szybkie podgrzewanie wyporowe (RDH - Rapid Displacement Heating), SuperBatch i EnerBatch. W procesach RDH i Superbatch prowadzi się wstępne traktowanie (impregnację) zrębków ługiem czarnym w celu obniżenia zużycia ciepła i jednocześnie zwiększenia początkowego stężenia siarczku, i obniżenia ładunku efektywnych alkaliów. W procesie EnerBatch występuje wstępne traktowanie ługiem białym, a następnie ługiem czarnym. We wszystkich opisanych procesach roztwarzania wyporowego istotnie oszczędza się energie i osiąga wyższą jakość masy. Zawartość ligniny mierzy się zazwyczaj jako liczbę kappa z użyciem znormalizowanych metod. Roztwarzanie konwencjonalne ma swoje ograniczenia odnoszące się do tego, jak bardzo można obniżyć liczbę kappa bez pogorszenia jakości masy. (Ta liczba kappa wynosi około 30-32 dla masy iglastej i 18-20 dla liściastej). W wyniku zastosowania niektórych modyfikacji roztwarzania kappa z roztwarzania drewna iglastego może być obniżona do poziomu 18-22, a dla liściastego 14-16, przy zachowaniu wydajności i własności wytrzymałościowych na niezmienionym poziomie. Obniżenie liczby kappa zależy, między innymi, od technologii zmodyfikowanego roztwarzania i czy stosuje się zmodernizowaną, czy nową instalację. Trendy liczby kappa w fińskich celulozowniach masy siarczanowej pokazano jako przykład na rysunku 2.8.
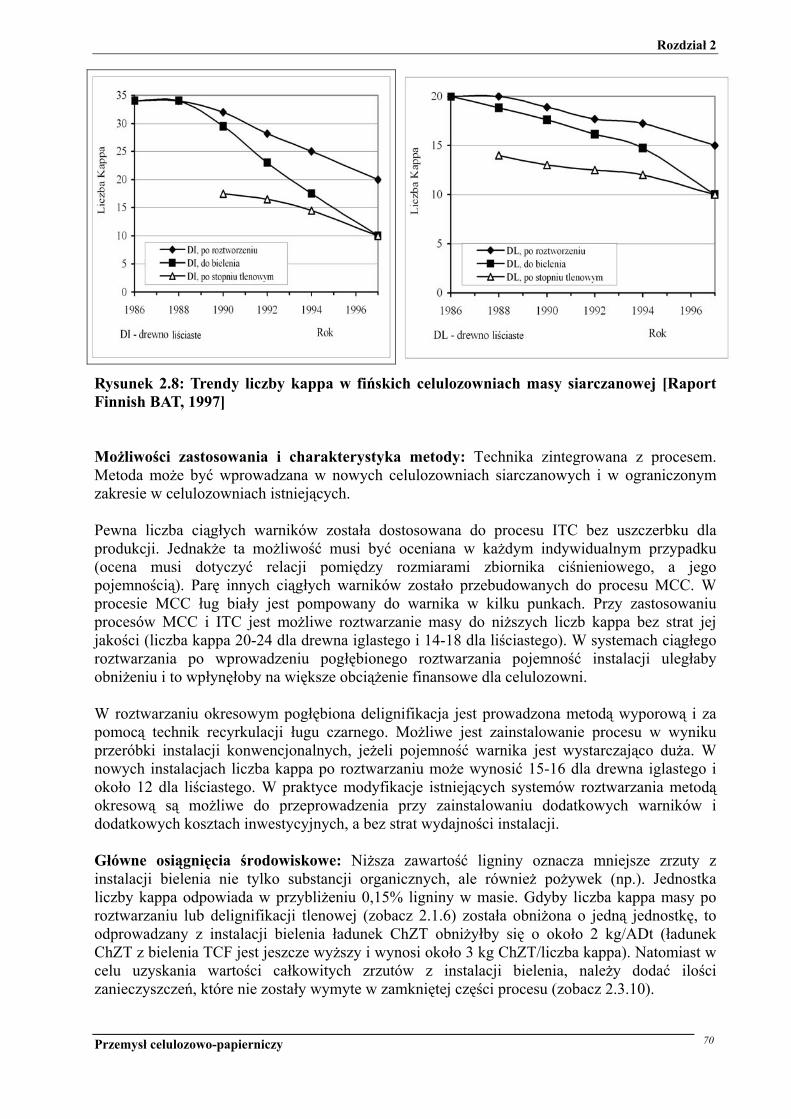
Rozdział 2
Przemysł celulozowo-papierniczy
70
Rysunek 2.8: Trendy liczby kappa w fińskich celulozowniach masy siarczanowej [Raport Finnish BAT, 1997] Możliwości zastosowania i charakterystyka metody: Technika zintegrowana z procesem. Metoda może być wprowadzana w nowych celulozowniach siarczanowych i w ograniczonym zakresie w celulozowniach istniejących. Pewna liczba ciągłych warników została dostosowana do procesu ITC bez uszczerbku dla produkcji. Jednakże ta możliwość musi być oceniana w każdym indywidualnym przypadku (ocena musi dotyczyć relacji pomiędzy rozmiarami zbiornika ciśnieniowego, a jego pojemnością). Parę innych ciągłych warników zostało przebudowanych do procesu MCC. W procesie MCC ług biały jest pompowany do warnika w kilku punkach. Przy zastosowaniu procesów MCC i ITC jest możliwe roztwarzanie masy do niższych liczb kappa bez strat jej jakości (liczba kappa 20-24 dla drewna iglastego i 14-18 dla liściastego). W systemach ciągłego roztwarzania po wprowadzeniu pogłębionego roztwarzania pojemność instalacji uległaby obniżeniu i to wpłynęłoby na większe obciążenie finansowe dla celulozowni. W roztwarzaniu okresowym pogłębiona delignifikacja jest prowadzona metodą wyporową i za pomocą technik recyrkulacji ługu czarnego. Możliwe jest zainstalowanie procesu w wyniku przeróbki instalacji konwencjonalnych, jeżeli pojemność warnika jest wystarczająco duża. W nowych instalacjach liczba kappa po roztwarzaniu może wynosić 15-16 dla drewna iglastego i około 12 dla liściastego. W praktyce modyfikacje istniejących systemów roztwarzania metodą okresową są możliwe do przeprowadzenia przy zainstalowaniu dodatkowych warników i dodatkowych kosztach inwestycyjnych, a bez strat wydajności instalacji. Główne osiągnięcia środowiskowe: Niższa zawartość ligniny oznacza mniejsze zrzuty z instalacji bielenia nie tylko substancji organicznych, ale również pożywek (np.). Jednostka liczby kappa odpowiada w przybliżeniu 0,15% ligniny w masie. Gdyby liczba kappa masy po roztwarzaniu lub delignifikacji tlenowej (zobacz 2.1.6) została obniżona o jedną jednostkę, to odprowadzany z instalacji bielenia ładunek ChZT obniżyłby się o około 2 kg/ADt (ładunek ChZT z bielenia TCF jest jeszcze wyższy i wynosi około 3 kg ChZT/liczba kappa). Natomiast w celu uzyskania wartości całkowitych zrzutów z instalacji bielenia, należy dodać ilości zanieczyszczeń, które nie zostały wymyte w zamkniętej części procesu (zobacz 2.3.10).
Rozdział 2
Przemysł celulozowo-papierniczy
71
Oddziaływanie na procesy i środowisko (cross-media effects): Pogłębione roztwarzanie wpływa na kilka parametrów w procesie siarczanowym: • zużycie aktywnych alkaliów (NaOH + Na2S) może trochę wzrosnąć, • zwiększa się ilość rozpuszczonych substancji do systemu regeneracji, • zwiększa się wytwarzanie ciepła w kotle regeneracyjnym, • obniża się zapotrzebowanie na chemikalia bielące, • ładunek zanieczyszczeń w ściekach z bielenia jest niższy, • w zmodyfikowanym roztwarzaniu metodą okresową obniża się zużycie energii w procesie
roztwarzania i ilość pary z wydmuchu masy, ale jednocześnie może wzrastać zużycie pary w wyparce ługu czarnego.
Wpływ pogłębionego roztwarzania na produkcję jest w znacznym stopniu zależny od konkretnego przypadku (miejsca produkcji). Doświadczenia eksploatacyjne: Redukcje liczby kappa o 6-7 jednostek dla masy z drewna iglastego i 4-5 jednostek dla drewna liściastego mogą być dokonywane bez strat własności wytrzymałościowych. Aspekty ekonomiczne: Koszty inwestycyjne modyfikacji istniejącego konwencjonalnego systemu roztwarzania dla pogłębionej delignifikacji wynoszą 4-5 mln euro w celulozowni produkującej 1500 ADt/dobę. W celu wykorzystania występującej redukcji ładunków BZT i ChZT należałoby również zwiększyć skuteczność mycia. To kosztowałoby dalsze 2-4 mln euro. Natomiast w przypadku zastosowania procesu ITC nie potrzeba instalować dodatkowych urządzeń do mycia, jeżeli modernizacja jest dokonywana przy stałej wydajności. Przy stosowaniu warnika ciągłego, lub gdy kocioł sodowy pracuje już z pełną wydajnością straty produkcyjne mogą wynosić 4-8%. W takich przypadkach ustalono, że sposoby przystosowania instalacji do zwiększonego ładunku substancji stałych w obiegu są następujące: zwiększenie stężenia suchej substancji w ługu czarnym za pomocą zainstalowania dodatkowych stopni wyparki, dodawanie antrachinonu do roztwarzania lub powiększenie wydajności kotła. Ogólnie wpływ pogłębionego roztwarzania na produkcję jest w znacznym stopniu zależny od konkretnego przypadku (miejsca produkcji). Jeżeli system regeneracji chemikaliów ma kształt wąskiego gardła celulozowni, to wprowadzenie pogłębionej delignifikacji stwarza ryzyko strat produkcyjnych z powodu zwiększonego obciążenia tej części systemu (zobacz powyżej). Motywacja do wdrożenia tej techniki: Głównym powodem do wdrożenia tej techniki jest obniżenie emisji do wody. Korzystnym efektem jest również zmniejszenie zużycia kosztownych chemikaliów bielących. To zmniejszenie należy zestawić z efektami negatywnymi: możliwymi stratami wydajności i zwiększonym zużyciem drewna po to, by w każdym indywidualnym przypadku oszacować możliwe koszty/oszczędności netto. Instalacje referencyjne: Liczne instalacje w Europie. Literatura [J. Pöyry, 1997a], [J. Pöyry, 1997b], [Raport Finnish BAT, 1997], [Bowen, 1990]
Rozdział 2
Przemysł celulozowo-papierniczy
72
2.3.3 Zamknięty proces sortowania Opis techniki: Układ wodny w sortowni masy niebielonej może być całkowicie zamknięty, co ma miejsce w większości europejskich celulozowni. W nowoczesnych układach przygotowania drewna i roztwarzania w masie po roztwarzaniu zostaje mniej niż 0,5% sęków i drzazg. Zamknięcie obiegu daje redukcję związków organicznych w odciekach i związki te są następnie włączone do regeneracji, a na końcu spalane w kotle regeneracyjnym. Idea polega na wprowadzeniu czyszczenia przeciwprądowo wzdłuż całej linii masy włóknistej, co stopniowo zwiększa zawartość suchej substancji w ługu. Możliwość zastosowania i charakterystyka metody: Technika zintegrowana z procesem. Metoda może być wprowadzona w nowych i istniejących celulozowniach. Zamknięcie obiegów wodnych w procesach mycia i sortowania może wymagać uzupełnienia lub zastąpienia istniejącego wyposażenia nowymi urządzeniami w celu uzyskania niższego zużycia wody do mycia oraz, by mieć lepsze, odporne na korozję materiały. W niektórych istniejących celulozowniach, w związku z usprawnieniem zamknięcia oddziałów mycia i sortowania, może wystąpić potrzeba zwiększenia wydajności wyparki lub kotła sodowego. Główne osiągnięcia środowiskowe: Zamknięcie obiegów przyczynia się do znaczącej redukcji związków organicznych w odciekach. Są one następnie regenerowane i spalane w kotle regeneracyjnym. W ten sposób instalacja sortowania nie ma zrzutów do wody. Oddziaływanie na procesy i środowisko (cross-media effects): Wzrasta zużycie energii z powodu zwiększonego zapotrzebowania na odparowanie (zagęszczanie). Doświadczenia eksploatacyjne: Metoda jest stosowana od lat 80-tych z dobrymi wynikami. Na przykład w Finlandii zamknięte procesy sortowania i mycia masy niebielonej są stosowane prawie we wszystkich celulozowniach. Aspekty ekonomiczne: Koszty inwestycyjne dla zamkniętej sortowni wynoszą na ogół w przypadku nowej celulozowni 4-6 mln euro, w istniejącej 6-8 mln euro. Koszty operacyjne wynoszą 0,3-0,5 mln euro/rok przy wydajności masy 1500 ADt/dobę. Ważnym etapem rozwojowym procesu sortowania jest dziś możliwość sortowania przy wyższych stężeniach masy niż dawniej. W rezultacie uległy obniżeniu koszty inwestycyjne i zużycie energii elektrycznej. Motywacja do wdrożenia tej techniki: Główną przyczyną wdrożenia techniki jest redukcja emisji do wody. Instalacje referencyjne: Liczne instalacje w Europie. Literatura [J. Pöyry, 1997a], [J. Pöyry, 1997b], [SSVL 1974] 2.3.4 Delignifikacja tlenowa Opis techniki: Po roztwarzaniu włókna zawierają jeszcze trochę ligniny, która musi być usunięta przed końcowym bieleniem. W celu ochrony wytrzymałości masy lignina musi być usuwana w sposób selektywny z minimum naruszenia włókien celulozowych i minimalnymi
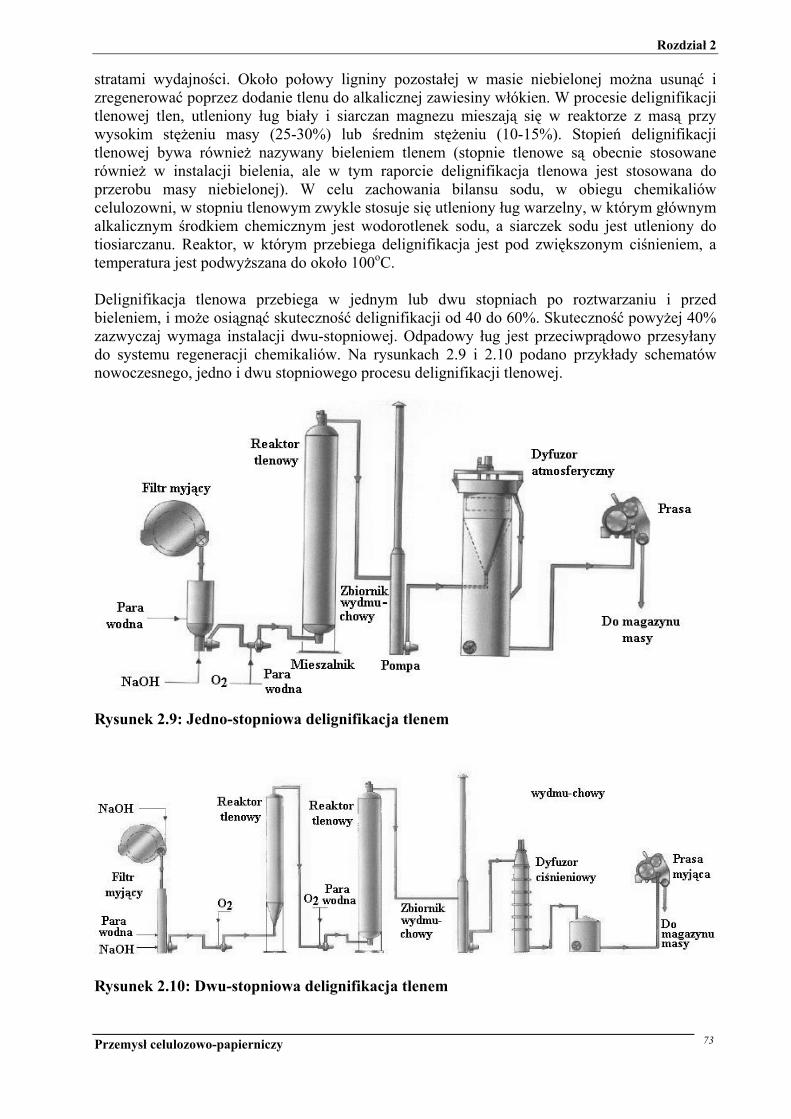
Rozdział 2
Przemysł celulozowo-papierniczy
73
stratami wydajności. Około połowy ligniny pozostałej w masie niebielonej można usunąć i zregenerować poprzez dodanie tlenu do alkalicznej zawiesiny włókien. W procesie delignifikacji tlenowej tlen, utleniony ług biały i siarczan magnezu mieszają się w reaktorze z masą przy wysokim stężeniu masy (25-30%) lub średnim stężeniu (10-15%). Stopień delignifikacji tlenowej bywa również nazywany bieleniem tlenem (stopnie tlenowe są obecnie stosowane również w instalacji bielenia, ale w tym raporcie delignifikacja tlenowa jest stosowana do przerobu masy niebielonej). W celu zachowania bilansu sodu, w obiegu chemikaliów celulozowni, w stopniu tlenowym zwykle stosuje się utleniony ług warzelny, w którym głównym alkalicznym środkiem chemicznym jest wodorotlenek sodu, a siarczek sodu jest utleniony do tiosiarczanu. Reaktor, w którym przebiega delignifikacja jest pod zwiększonym ciśnieniem, a temperatura jest podwyższana do około 100oC. Delignifikacja tlenowa przebiega w jednym lub dwu stopniach po roztwarzaniu i przed bieleniem, i może osiągnąć skuteczność delignifikacji od 40 do 60%. Skuteczność powyżej 40% zazwyczaj wymaga instalacji dwu-stopniowej. Odpadowy ług jest przeciwprądowo przesyłany do systemu regeneracji chemikaliów. Na rysunkach 2.9 i 2.10 podano przykłady schematów nowoczesnego, jedno i dwu stopniowego procesu delignifikacji tlenowej.
Rysunek 2.9: Jedno-stopniowa delignifikacja tlenem
Rysunek 2.10: Dwu-stopniowa delignifikacja tlenem

Rozdział 2
Przemysł celulozowo-papierniczy
74
Możliwość zastosowania i charakterystyka metody: Metoda może być zastosowana w nowych i istniejących celulozowniach siarczanowych, ale nie w taki sam sposób i przy takich samych kosztach. Instalacja etapu delignifikacji tlenowej w istniejącej celulozowni siarczanowej może obniżyć produkcję linii włóknistej, jeżeli cały układ regeneracji chemikaliów nie jest wystarczająco wydajny. Dodatkowe zapotrzebowanie na parę do wyparki wynosi 0-4% dla systemu wysoko-stężeniowego i 4-10% dla systemu średnio-stężeniowego. Ogólny dodatkowy ładunek substancji stałej wynosi około 70 kg/t dla drewna iglastego i 45 kg/t dla drewna liściastego. Generacja pary, związana z nadwyżką substancji stałej, jest o około 1,5- 2,5% mniejsza niż by to wynikało ze zwiększenia zawartości suchej substancji z powodu niższej wartości opałowej ługu czarnego ze stopnia tlenowego. Główne osiągnięcia środowiskowe: Główne zalety delignifikacji tlenowej, to zmniejszenie ilości chemikaliów w końcowym bieleniu i ogólnych kosztów chemikaliów bielących oraz obniżenie ładunku zanieczyszczeń z instalacji bielenia (ChZT i chlorowanych związków organicznych z końcowego bielenia w przypadku bielenia ECF). Obecnie nowoczesne celulozownie projektuje się zawsze w układzie połączonym: modyfikowane roztwarzanie i delignifikacja tlenowa, a pod względem wpływu na środowisko (zrzuty ChZT i adsorbowalnych organicznych chlorowców - AOX) obie techniki muszą być rozważane wspólnie. Tabela 2.33 zawiera podsumowanie liczby kappa aktualnie osiąganych w wyniku zastosowania różnych technologii delignifikacji i daje szacunkowe porównanie ładunków zanieczyszczeń w odciekach, jakie są spodziewane z zastosowaniem i bez pogłębionej delignifikacji. Technologie delignifikacji Kappa dla
drewna liściastego
Kappa dla drewna
iglastego
Obliczony ładunek ChZT [kg/t] z instalacji bielenia
Liściaste Iglaste Roztwarzanie konwencjonalne 14 – 22 30 – 35 28 – 44 60 – 70 Roztwarzanie konwencjonalne + delignifikacja tlenowa
13 – 15 18 – 20 26 – 30 36 – 40
Pogłębione/zmodyfikowane roztwarzanie
14 – 16 18 – 22 28 – 32 36 – 44
Pogłębione roztwarzanie + delignifikacja tlenowa
8 – 10 8 – 12 16 – 20 16 –24
Tabela 2.33: Aktualnie uzyskiwane wartości liczby kappa dla różnych technologii delignifikacji w zestawieniu z obliczonymi ładunkami ChZT w odcieku, bez uwzględniania strat mycia. Redukcja liczby kappa substancji organicznych i zużycia chemikaliów w procesie delignifikacji tlenowej zależą bardzo od skuteczności międzystopniowego mycia masy. Wspomniane korzyści środowiskowe nie są osiągane bez skutecznego mycia (zobacz 2.3.10). Oddziaływanie na procesy i środowisko (cross-media effects): W kwestii zużycia energii rozwiązanie to oznacza nieco większy odzysk energii z rozpuszczonych substancji organicznych, ale również obniżoną wartość opałową ługu czarnego w związku z zawartością związków
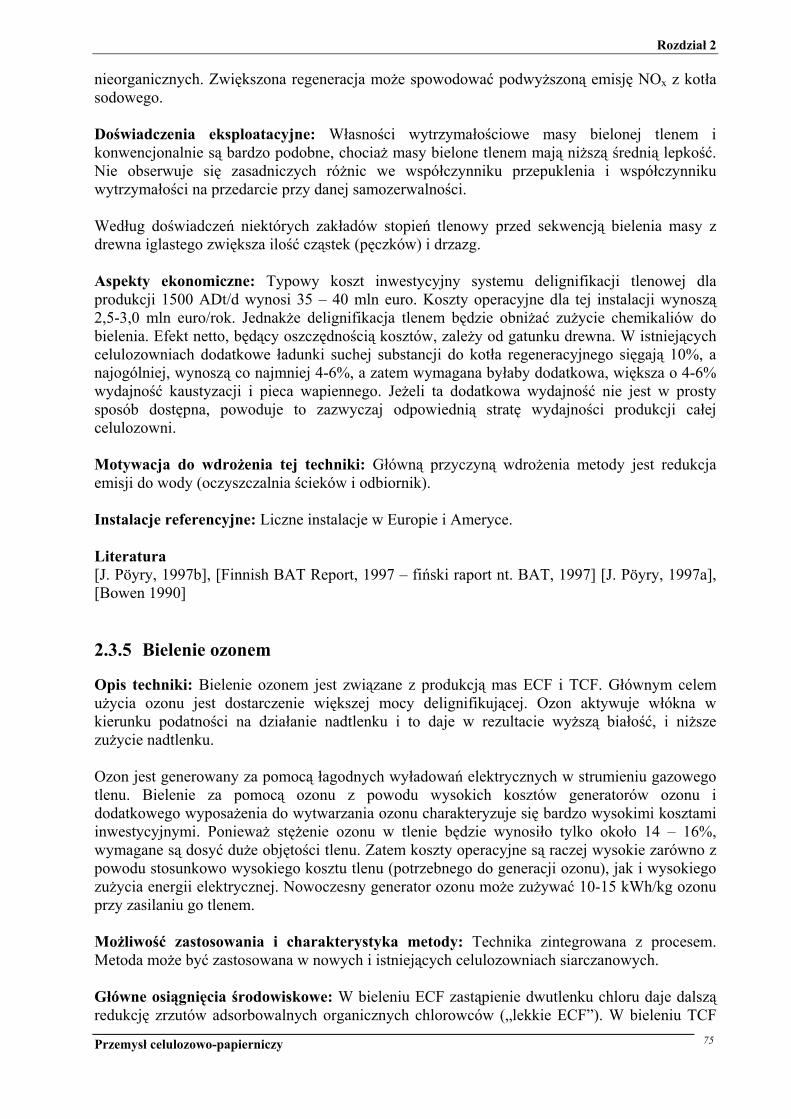
Rozdział 2
Przemysł celulozowo-papierniczy
75
nieorganicznych. Zwiększona regeneracja może spowodować podwyższoną emisję NOx z kotła sodowego. Doświadczenia eksploatacyjne: Własności wytrzymałościowe masy bielonej tlenem i konwencjonalnie są bardzo podobne, chociaż masy bielone tlenem mają niższą średnią lepkość. Nie obserwuje się zasadniczych różnic we współczynniku przepuklenia i współczynniku wytrzymałości na przedarcie przy danej samozerwalności. Według doświadczeń niektórych zakładów stopień tlenowy przed sekwencją bielenia masy z drewna iglastego zwiększa ilość cząstek (pęczków) i drzazg. Aspekty ekonomiczne: Typowy koszt inwestycyjny systemu delignifikacji tlenowej dla produkcji 1500 ADt/d wynosi 35 – 40 mln euro. Koszty operacyjne dla tej instalacji wynoszą 2,5-3,0 mln euro/rok. Jednakże delignifikacja tlenem będzie obniżać zużycie chemikaliów do bielenia. Efekt netto, będący oszczędnością kosztów, zależy od gatunku drewna. W istniejących celulozowniach dodatkowe ładunki suchej substancji do kotła regeneracyjnego sięgają 10%, a najogólniej, wynoszą co najmniej 4-6%, a zatem wymagana byłaby dodatkowa, większa o 4-6% wydajność kaustyzacji i pieca wapiennego. Jeżeli ta dodatkowa wydajność nie jest w prosty sposób dostępna, powoduje to zazwyczaj odpowiednią stratę wydajności produkcji całej celulozowni. Motywacja do wdrożenia tej techniki: Główną przyczyną wdrożenia metody jest redukcja emisji do wody (oczyszczalnia ścieków i odbiornik). Instalacje referencyjne: Liczne instalacje w Europie i Ameryce. Literatura [J. Pöyry, 1997b], [Finnish BAT Report, 1997 – fiński raport nt. BAT, 1997] [J. Pöyry, 1997a], [Bowen 1990] 2.3.5 Bielenie ozonem Opis techniki: Bielenie ozonem jest związane z produkcją mas ECF i TCF. Głównym celem użycia ozonu jest dostarczenie większej mocy delignifikującej. Ozon aktywuje włókna w kierunku podatności na działanie nadtlenku i to daje w rezultacie wyższą białość, i niższe zużycie nadtlenku. Ozon jest generowany za pomocą łagodnych wyładowań elektrycznych w strumieniu gazowego tlenu. Bielenie za pomocą ozonu z powodu wysokich kosztów generatorów ozonu i dodatkowego wyposażenia do wytwarzania ozonu charakteryzuje się bardzo wysokimi kosztami inwestycyjnymi. Ponieważ stężenie ozonu w tlenie będzie wynosiło tylko około 14 – 16%, wymagane są dosyć duże objętości tlenu. Zatem koszty operacyjne są raczej wysokie zarówno z powodu stosunkowo wysokiego kosztu tlenu (potrzebnego do generacji ozonu), jak i wysokiego zużycia energii elektrycznej. Nowoczesny generator ozonu może zużywać 10-15 kWh/kg ozonu przy zasilaniu go tlenem. Możliwość zastosowania i charakterystyka metody: Technika zintegrowana z procesem. Metoda może być zastosowana w nowych i istniejących celulozowniach siarczanowych. Główne osiągnięcia środowiskowe: W bieleniu ECF zastąpienie dwutlenku chloru daje dalszą redukcję zrzutów adsorbowalnych organicznych chlorowców („lekkie ECF”). W bieleniu TCF
Rozdział 2
Przemysł celulozowo-papierniczy
76
stopień ozonowy jest jednym ze stopni bielenia. W celulozowniach TCF dzięki zastosowaniu ozonu i innych bezchlorowych chemikaliów bielących staje się mniej skomplikowane zawracanie strumieni filtratów ze stopni mycia w obiegu zamkniętym (patrz 2.3.8). Ciśnieniowy stopień (PO) na końcu sekwencji bielenia stanowi inną opcję redukcji ładunku dwutlenku chloru. W celulozowniach produkujących masy TCF stopień PO występuje stosunkowo często. Oddziaływanie na procesy i środowisko (cross-media effects): Nie występują poważniejsze oddziaływania na środowisko. Doświadczenia eksploatacyjne: Ozon zastosowany w bielarni ECF zwykle daje masę z takimi samymi własnościami papierotwórczymi, jak masa bez ozonu. Aspekty ekonomiczne: Koszty inwestycyjne dla układu bielenia ozonem o wydajności1500 ADt/d wynoszą 12-15 mln euro. Odpowiadające koszty operacyjne wynoszą 1,8-2,1 mln euro/rok. Motywacja do wdrożenia tej techniki: Głównym powodem zastosowania metody jest redukcja emisji do wody (adsorbowalnych organicznych chlorowców - AOX). Instalacje referencyjne: Około 16 instalacji od 1992, z których 13 instalacji w celulozowniach masy siarczanowej. Literatura [J. Pöyry, 1997b], [Finnish BAT Report, 1997 – fiński raport nt. BAT, 1997] [J. Pöyry, 1997a], [Fuhrmann 1998] 2.3.6 Technika bielenia ECF Opis techniki: Bielenie ECF (wolne od chloru pierwiastkowego) jest sekwencją bielenia bez zastosowania pierwiastkowego chloru (chlor gazowy, Cl2). W bieleniu ECF głównym środkiem bielącym jest dwutlenek chloru. Usuwanie ligniny w procesie bielenia zachodzi w kilku stopniach, w pierwszych dwóch stopniach wstępnie uwalniających i ekstrahujących ligninę, i kolejnych stopniach usuwania pozostałości ligniny, i końcowej obróbki produktu. Instalacja bielenia składa się z sekwencji oddzielnych stopni bielenia z różnymi chemikaliami lub kombinacją dodawanych chemikaliów. Chlor pierwiastkowy może być zastąpiony przez dwutlenek chloru w pierwszym stopniu bielenia, ponieważ dwutlenek chloru ze względu na atom chloru ma pięciokrotnie większą siłę utleniającą od chloru i ma on praktycznie takie same własności selektywnego usuwania ligniny. Wzmocnienie stopni ekstrakcji alkalicznej w bieleniu, za pomocą tlenu i/lub nadtlenku wodoru, daje zwiększony efekt utleniający bielenia redukujący zawartość resztkowej ligniny w masie przed końcowymi stopniami bielenia dwutlenkiem chloru. Zwiększenie stopnia substytucji dwutlenkiem chloru obniża tworzenie się chlorowanych substancji organicznych i eliminuje tworzenie się dioksyn, które są uważane za związki wywierające negatywne skutki oddziaływania na środowisko odbiorników wodnych. Zwiększenie substytucji chloru przez dwutlenek chloru wymaga modyfikacji w procesie bielenia i także powiększenia miejscowej (zakładowej) instalacji wytwarzania dwutlenku chloru. Testowano różne techniczne rozwiązania i niektóre z nich okazały się być bardziej odpowiednie do zastosowania w pełnej skali przemysłowej. Bielenie ECF jest różne dla drewna iglastego i
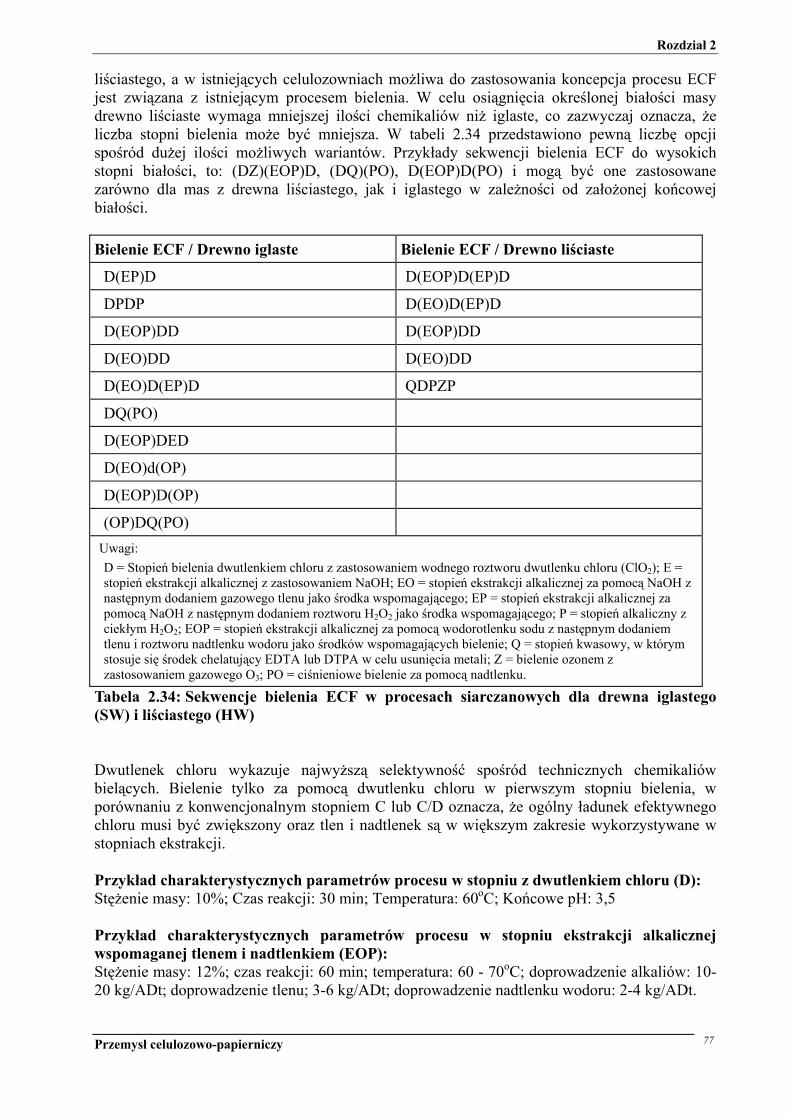
Rozdział 2
Przemysł celulozowo-papierniczy
77
liściastego, a w istniejących celulozowniach możliwa do zastosowania koncepcja procesu ECF jest związana z istniejącym procesem bielenia. W celu osiągnięcia określonej białości masy drewno liściaste wymaga mniejszej ilości chemikaliów niż iglaste, co zazwyczaj oznacza, że liczba stopni bielenia może być mniejsza. W tabeli 2.34 przedstawiono pewną liczbę opcji spośród dużej ilości możliwych wariantów. Przykłady sekwencji bielenia ECF do wysokich stopni białości, to: (DZ)(EOP)D, (DQ)(PO), D(EOP)D(PO) i mogą być one zastosowane zarówno dla mas z drewna liściastego, jak i iglastego w zależności od założonej końcowej białości. Bielenie ECF / Drewno iglaste Bielenie ECF / Drewno liściaste
D(EP)D D(EOP)D(EP)D
DPDP D(EO)D(EP)D
D(EOP)DD D(EOP)DD
D(EO)DD D(EO)DD
D(EO)D(EP)D QDPZP
DQ(PO)
D(EOP)DED
D(EO)d(OP)
D(EOP)D(OP)
(OP)DQ(PO) Uwagi: D = Stopień bielenia dwutlenkiem chloru z zastosowaniem wodnego roztworu dwutlenku chloru (ClO2); E = stopień ekstrakcji alkalicznej z zastosowaniem NaOH; EO = stopień ekstrakcji alkalicznej za pomocą NaOH z następnym dodaniem gazowego tlenu jako środka wspomagającego; EP = stopień ekstrakcji alkalicznej za pomocą NaOH z następnym dodaniem roztworu H2O2 jako środka wspomagającego; P = stopień alkaliczny z ciekłym H2O2; EOP = stopień ekstrakcji alkalicznej za pomocą wodorotlenku sodu z następnym dodaniem tlenu i roztworu nadtlenku wodoru jako środków wspomagających bielenie; Q = stopień kwasowy, w którym stosuje się środek chelatujący EDTA lub DTPA w celu usunięcia metali; Z = bielenie ozonem z zastosowaniem gazowego O3; PO = ciśnieniowe bielenie za pomocą nadtlenku.
Tabela 2.34: Sekwencje bielenia ECF w procesach siarczanowych dla drewna iglastego (SW) i liściastego (HW) Dwutlenek chloru wykazuje najwyższą selektywność spośród technicznych chemikaliów bielących. Bielenie tylko za pomocą dwutlenku chloru w pierwszym stopniu bielenia, w porównaniu z konwencjonalnym stopniem C lub C/D oznacza, że ogólny ładunek efektywnego chloru musi być zwiększony oraz tlen i nadtlenek są w większym zakresie wykorzystywane w stopniach ekstrakcji. Przykład charakterystycznych parametrów procesu w stopniu z dwutlenkiem chloru (D): Stężenie masy: 10%; Czas reakcji: 30 min; Temperatura: 60oC; Końcowe pH: 3,5 Przykład charakterystycznych parametrów procesu w stopniu ekstrakcji alkalicznej wspomaganej tlenem i nadtlenkiem (EOP): Stężenie masy: 12%; czas reakcji: 60 min; temperatura: 60 - 70oC; doprowadzenie alkaliów: 10-20 kg/ADt; doprowadzenie tlenu; 3-6 kg/ADt; doprowadzenie nadtlenku wodoru: 2-4 kg/ADt.
Rozdział 2
Przemysł celulozowo-papierniczy
78
Nadtlenek wodoru może być stosowany w kilku pozycjach lub na kilka różnych sposobów: • Wzmocnienie łagodnego wstępnego stopnia tlenowego (niski lub umiarkowany ładunek) • Wzmocnienie stopni ekstrakcji alkalicznej (niski ładunek) • Końcowa regulacja białości w wysoko-stężeniowych wieżach magazynowych masy (niski
ładunek) • Samodzielny stopień delignifikacji/bielenia (wysoki ładunek) • Samodzielny ciśnieniowy stopień delignifikacji/bielenia (wysoki ładunek, PO). Pozytywnym
skutkiem posiadania stopnia PO na końcu instalacji bielenia jest to, że masa ECF może być produkowana w istniejącej celulozowni bez konieczności inwestowania w zwiększenie wydajności instalacji wytwarzającej dwutlenek chloru.
Możliwość zastosowania i charakterystyka metody: Metoda może być zastosowana w nowych i istniejących celulozowniach siarczanowych. Konwersja istniejącej celulozowni w wytwórnię masy ECF jest możliwa, ale wymaga często znaczących modyfikacji w ciągu włóknistym i produkcji dwutlenku chloru: generatory dwutlenku chloru muszą być powiększone w celu uzupełnienia zwiększonego zapotrzebowania na ten rodzaj chemikaliów bielących. Istniejące instalacje bielenia muszą być zmodernizowane z włączeniem mieszanych systemów dla różnych chemikaliów itp. Koszty chemikaliów do bielenia wzrosną. Główne osiągnięcia środowiskowe: Metoda eliminuje 2,3,7,8-TCDD i 2,3,7,8-TCDF do poziomów niewykrywalnych. Jednakże całkowita eliminacja dioksyn w odciekach z bielenia ECF zależy od liczby kappa i czystości ClO2. Przy wysokiej liczbie kappa masy i zanieczyszczonym ClO2 (tj. wysokim stężeniu Cl2) prawdopodobieństwo tworzenia dioksyn wzrasta. Metoda eliminuje również do poziomów niewykrywalnych główne chlorofenole, które zostały zaproponowane jako związki regulujące przez amerykańską Agencję Ochrony Środowiska (U.S.EPA). Obniża tworzenie się chloroformu. Obniża tworzenie się ogólnej ilości chlorowanych związków organicznych (wyrażonych za pomocą parametru adsorbowalnych organicznych chlorowców - AOX) do poziomu 0,2 – 1,0 kg/ADt przed zewnętrznym oczyszczaniem ścieków. Przy bieleniu ECF zazwyczaj łatwo można osiągnąć poziomy adsorbowalnych organicznych chlorowców < 0,3 kg AOX/ADt. Oddziaływanie na procesy i środowisko (cross-media effects): Wprowadzenie metody bielenia ECF wymaga od przemysłu celulozowo-papierniczego zwiększenia użycia zastępczych chemikaliów do bielenia, co z kolei wymaga znaczących ilości energii do wytworzenia dwutlenku chloru, tlenu i nadtlenku wodoru. Doświadczenia eksploatacyjne: Produkcja mas ECF jest testowana i praktykowana w pełnej skali przemysłowej od kilku lat. Aspekty ekonomiczne: Koszty inwestycyjne dla systemu bielenia ECF o wydajności 1500 ADt/dobę wynoszą 8-10 mln euro, dla nowych celulozowni i 3-5 mln euro, dla celulozowni istniejących. Koszty operacyjne wynoszą 10-12 mln euro/rok. Taki szacunek kosztów opiera się na założeniu, że istniejące instalacje bielenia mogą być wykorzystane, a zatem koszty inwestycyjne obejmują konieczny wzrost produkcji dwutlenku chloru. Koszty eksploatacyjne zawierają również dodatkowe koszty stosowania dwutlenku chloru zamiast chloru pierwiastkowego. Motywacja do wdrożenia tej techniki: Główną przyczyną wdrożenia metody jest redukcja emisji adsorbowalnych organicznych chlorowców do wody (oczyszczalnia ścieków i odbiornik). Instalacje referencyjne: Spora liczba instalacji w Europie, Ameryce Północnej i Południowej oraz w Południowej Afryce.
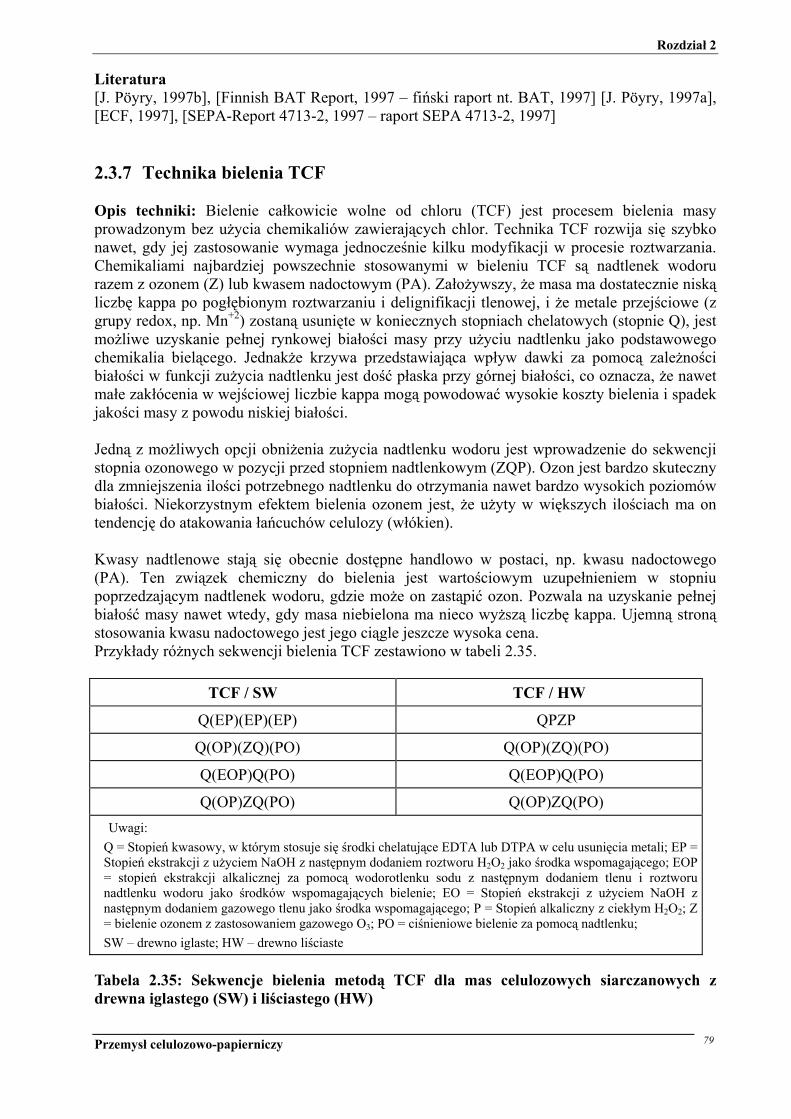
Rozdział 2
Przemysł celulozowo-papierniczy
79
Literatura [J. Pöyry, 1997b], [Finnish BAT Report, 1997 – fiński raport nt. BAT, 1997] [J. Pöyry, 1997a], [ECF, 1997], [SEPA-Report 4713-2, 1997 – raport SEPA 4713-2, 1997] 2.3.7 Technika bielenia TCF Opis techniki: Bielenie całkowicie wolne od chloru (TCF) jest procesem bielenia masy prowadzonym bez użycia chemikaliów zawierających chlor. Technika TCF rozwija się szybko nawet, gdy jej zastosowanie wymaga jednocześnie kilku modyfikacji w procesie roztwarzania. Chemikaliami najbardziej powszechnie stosowanymi w bieleniu TCF są nadtlenek wodoru razem z ozonem (Z) lub kwasem nadoctowym (PA). Założywszy, że masa ma dostatecznie niską liczbę kappa po pogłębionym roztwarzaniu i delignifikacji tlenowej, i że metale przejściowe (z grupy redox, np. Mn+2) zostaną usunięte w koniecznych stopniach chelatowych (stopnie Q), jest możliwe uzyskanie pełnej rynkowej białości masy przy użyciu nadtlenku jako podstawowego chemikalia bielącego. Jednakże krzywa przedstawiająca wpływ dawki za pomocą zależności białości w funkcji zużycia nadtlenku jest dość płaska przy górnej białości, co oznacza, że nawet małe zakłócenia w wejściowej liczbie kappa mogą powodować wysokie koszty bielenia i spadek jakości masy z powodu niskiej białości. Jedną z możliwych opcji obniżenia zużycia nadtlenku wodoru jest wprowadzenie do sekwencji stopnia ozonowego w pozycji przed stopniem nadtlenkowym (ZQP). Ozon jest bardzo skuteczny dla zmniejszenia ilości potrzebnego nadtlenku do otrzymania nawet bardzo wysokich poziomów białości. Niekorzystnym efektem bielenia ozonem jest, że użyty w większych ilościach ma on tendencję do atakowania łańcuchów celulozy (włókien). Kwasy nadtlenowe stają się obecnie dostępne handlowo w postaci, np. kwasu nadoctowego (PA). Ten związek chemiczny do bielenia jest wartościowym uzupełnieniem w stopniu poprzedzającym nadtlenek wodoru, gdzie może on zastąpić ozon. Pozwala na uzyskanie pełnej białość masy nawet wtedy, gdy masa niebielona ma nieco wyższą liczbę kappa. Ujemną stroną stosowania kwasu nadoctowego jest jego ciągle jeszcze wysoka cena. Przykłady różnych sekwencji bielenia TCF zestawiono w tabeli 2.35.
TCF / SW TCF / HW
Q(EP)(EP)(EP) QPZP
Q(OP)(ZQ)(PO) Q(OP)(ZQ)(PO)
Q(EOP)Q(PO) Q(EOP)Q(PO)
Q(OP)ZQ(PO) Q(OP)ZQ(PO) Uwagi:
Q = Stopień kwasowy, w którym stosuje się środki chelatujące EDTA lub DTPA w celu usunięcia metali; EP = Stopień ekstrakcji z użyciem NaOH z następnym dodaniem roztworu H2O2 jako środka wspomagającego; EOP = stopień ekstrakcji alkalicznej za pomocą wodorotlenku sodu z następnym dodaniem tlenu i roztworu nadtlenku wodoru jako środków wspomagających bielenie; EO = Stopień ekstrakcji z użyciem NaOH z następnym dodaniem gazowego tlenu jako środka wspomagającego; P = Stopień alkaliczny z ciekłym H2O2; Z = bielenie ozonem z zastosowaniem gazowego O3; PO = ciśnieniowe bielenie za pomocą nadtlenku; SW – drewno iglaste; HW – drewno liściaste
Tabela 2.35: Sekwencje bielenia metodą TCF dla mas celulozowych siarczanowych z drewna iglastego (SW) i liściastego (HW)
Rozdział 2
Przemysł celulozowo-papierniczy
80
Przykład charakterystycznych parametrów procesu w stopniu Q: EDTA: 1-2 kg/ADt; pH 5,7-6,2; Stężenie masy: 10%; Czas reakcji: 60 min; Temperatura: 90oC Przykład charakterystycznych parametrów w stopniu E (stopień ekstrakcji alkalicznej) wspomaganym tlenem i nadtlenkiem wodoru (EOP): NaOH: 10-20 kg/ADt; Tlen: 3-6 kg/ADt; H2O2: 2-4 kg/ADt; pH: 11; Czas reakcji: 60 min; Temperatura: 60-70oC; Przykład charakterystycznych parametrów procesu w stopniu P: H2O2: 20-40 kg/ADt; pH: 11 – 11,5; Czas retencji: 4 h; Temperatura: 90oC. Pierwsza sekwencja bielenia TCF była oparta na zastosowaniu nadtlenku w środowisku alkalicznym i szerokie użycie nadtlenku wodoru jest nadal główną cechą wszystkich sekwencji bielenia metodą TCF. Niektóre jony metali katalizują rozkład nadtlenku, muszą być one usunięte w stopniu kwasowym przed stopniem nadtlenkowym. Nadtlenek wodoru może być stosowany w kilku pozycjach lub na kilka różnych sposobów: • Wzmocnienie łagodnego wstępnego stopnia tlenowego (niski lub umiarkowany ładunek): OP • Wzmocnienie stopni ekstrakcji alkalicznej (niski ładunek): EP • Końcowa regulacja białości w wysoko-stężeniowych wieżach magazynowych masy (niski
ładunek): P • Samodzielny stopień delignifikacji/bielenia (wysoki ładunek): P • Samodzielny ciśnieniowy stopień delignifikacji/bielenia (wysoki ładunek,): PO. Wstępne działanie na masę odpowiednim środkiem elektrofilowym przed bieleniem nadtlenkowym może „aktywować” włókna i zwiększać ich podatność na działanie nadtlenku. Ozon może wpływać pozytywnie na ten rodzaj oddziaływań. Ozon stał się najbardziej powszechnym dopełnieniem do nadtlenku w sekwencji bielenia TCF. Głównym celem zastosowania ozonu jest dostarczenie większej siły delignifikującej. Ozon powoduje aktywację włókien na działanie nadtlenku wodoru, co daje w wyniku wyższą białość i nieco niższe zużycie nadtlenku wodoru. Z drugiej strony selektywność ozonu jest niska. Nadmierna dawka, zbyt wysoka temperatura lub inne niewłaściwe warunki procesu mogą prowadzić do daleko idącej degradacji celulozy. Zalecane jest stosowanie ozonu w środowisku kwaśnym (pH ≈ 2-3). Zbyt wysoka temperatura (>70oC) obniża selektywność. Wysokie ciśnienie zwiększa rozpuszczalność ozonu w fazie ciekłej podczas bielenia (uważa się, że rozpuszczony ozon jest mniej agresywny dla węglowodanów niż ozon w fazie gazowej). Stężenie masy jest ważnym parametrem w bieleniu ozonem. Instalacje bielenia ozonem pracują w warunkach średniego stężenia (8-15%) lub wysokiego stężenia (>30%). Jeżeli stosuje się ozon, niezbędna jest nowa instalacja wytwarzania chemikaliów na miejscu ze względu na szybki rozkład ozonu w transporcie lub magazynowaniu. Koszty operacyjne wytwarzania masy TCF są zazwyczaj nieco wyższe niż dla masy ECF. Możliwość zastosowania i charakterystyka metody: Metoda może być zastosowana w nowych i istniejących celulozowniach siarczanowych. W istniejących celulozowniach, stosujących stopień chelatowy, do zmiany sekwencji bielenia ECF na TCF potrzebny jest zazwyczaj nowy stopień tlenowy i urządzenie do mycia. Jeżeli występują stopnie nadtlenku wodoru lub ozonu należy zastosować dwie nowe wieże do bielenia i zrekonstruować filtry. Bielenie ozonem wymaga posiadania generatorów ozonu i reaktora. Dla kwasu nadoctowego potrzebna jest jedna wieża do bielenia.
Rozdział 2
Przemysł celulozowo-papierniczy
81
W nowo-zbudowanych celulozowniach potrzebne modyfikacje procesu i koszty inwestycyjne są mniejsze, natomiast koszty operacyjne wydają się być tego samego rzędu. Główne osiągnięcia środowiskowe: W bieleniu TCF nie tworzą się związki chloroorganiczne (adsorbowalne organiczne chlorowce AOX ≈ 0). Oddziaływanie na procesy i środowisko (cross-media effects): Obecnie nie ma zasadniczych różnic w zużyciu chemikaliów i energii pomiędzy alternatywami ECF i TCF. Doświadczenia eksploatacyjne: Bielenie TCF jest obecnie już dobrze przyswojoną technologią. Wiele celulozowni w Europie ma możliwość produkcji masy TCF zamiast ECF w oddzielnych kampaniach, zależnie od popytu na rynku. Niektóre celulozownie wytwarzają tylko masę TCF. Nieco wyższe koszty produkcji przy tej samej jakości produktu ograniczają jednakże popyt na tę masę i udział mas TCF nie wzrasta w ciągu ostatnich kilku lat. Aspekty ekonomiczne: Koszty inwestycyjne dla bielenia nadtlenkiem w nowych celulozowniach o wydajności produkcji 1500 ADt/dobę wynoszą 7-8 mln euro, dla istniejących celulozowni koszty wynoszą 2-5 mln euro w zależności od materiałów istniejącego wyposażenia bielarni. Jeżeli materiały te nadają się do kontaktu z nadtlenkiem wodoru, to koszty wynoszą 2-3 mln euro. Koszty operacyjne bielenia nadtlenkiem są znacząco wyższe, 18-21 mln euro/rok, niż dla bielenia ECF wynika to z wyższych kosztów chemikaliów. Jeżeli stosowane jest bielenie zarówno ozonem, jak i nadtlenkiem, koszty inwestycyjne są wyższe (zobacz również paragraf 2.3.5 bielenie ozonem). Motywacja do wdrożenia tej techniki: Emisje adsorbowalnych organicznych chlorowców (AOX) do wody są obniżone i podczas bielenia TCF nie powstają związki chloroorganiczne. Instalacje referencyjne: Wiele instalacji w Europie i pewna ilość instalacji w różnych rejonach świata. Literatura [J. Pöyry, 1997b], [Finnish BAT report, 1997 – fiński raport nt. BAT, 1997] [J. Pöyry, 1997a], [ECF, 1997], [SEPA- Report 4713-2, 1997] 2.3.8 Częściowe zamknięcie instalacji bielenia Opis techniki: Przed instalacją bielenia występują ograniczone zrzuty zanieczyszczeń do wody. Gdyby instalacja bielarni mogła być całkowicie lub częściowo zamknięta, dałoby to istotną dalszą redukcję zrzutów do wody substancji organicznych, pożywek i metali. Wstępnym warunkiem, gdy przystępuje się do zamknięcia instalacji bielenia, przez co należy tu rozumieć zawracanie filtratów do układu regeneracji chemikaliów, jest obniżenie objętościowego przepływu strumieni wodnych przez tę instalację. Można to osiągnąć poprzez skierowanie filtratów przeciwprądowo z ostatniego stopnia bielenia przez całą sekwencję, następnie przez urządzenia myjące stopnia tlenowego do urządzeń (filtrów) mycia masy niebielonej, jak to przykładowo pokazano na rysunku 2.11 [Alfthan, 1996].
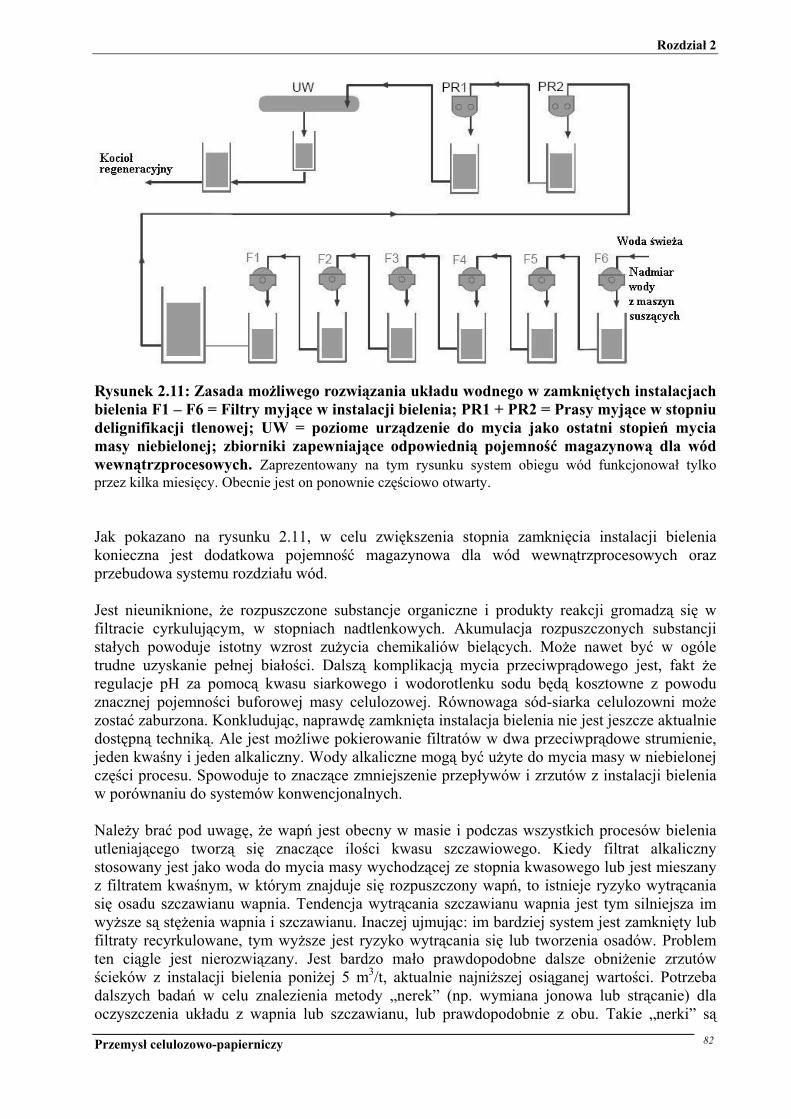
Rozdział 2
Przemysł celulozowo-papierniczy
82
Rysunek 2.11: Zasada możliwego rozwiązania układu wodnego w zamkniętych instalacjach bielenia F1 – F6 = Filtry myjące w instalacji bielenia; PR1 + PR2 = Prasy myjące w stopniu delignifikacji tlenowej; UW = poziome urządzenie do mycia jako ostatni stopień mycia masy niebielonej; zbiorniki zapewniające odpowiednią pojemność magazynową dla wód wewnątrzprocesowych. Zaprezentowany na tym rysunku system obiegu wód funkcjonował tylko przez kilka miesięcy. Obecnie jest on ponownie częściowo otwarty. Jak pokazano na rysunku 2.11, w celu zwiększenia stopnia zamknięcia instalacji bielenia konieczna jest dodatkowa pojemność magazynowa dla wód wewnątrzprocesowych oraz przebudowa systemu rozdziału wód. Jest nieuniknione, że rozpuszczone substancje organiczne i produkty reakcji gromadzą się w filtracie cyrkulującym, w stopniach nadtlenkowych. Akumulacja rozpuszczonych substancji stałych powoduje istotny wzrost zużycia chemikaliów bielących. Może nawet być w ogóle trudne uzyskanie pełnej białości. Dalszą komplikacją mycia przeciwprądowego jest, fakt że regulacje pH za pomocą kwasu siarkowego i wodorotlenku sodu będą kosztowne z powodu znacznej pojemności buforowej masy celulozowej. Równowaga sód-siarka celulozowni może zostać zaburzona. Konkludując, naprawdę zamknięta instalacja bielenia nie jest jeszcze aktualnie dostępną techniką. Ale jest możliwe pokierowanie filtratów w dwa przeciwprądowe strumienie, jeden kwaśny i jeden alkaliczny. Wody alkaliczne mogą być użyte do mycia masy w niebielonej części procesu. Spowoduje to znaczące zmniejszenie przepływów i zrzutów z instalacji bielenia w porównaniu do systemów konwencjonalnych. Należy brać pod uwagę, że wapń jest obecny w masie i podczas wszystkich procesów bielenia utleniającego tworzą się znaczące ilości kwasu szczawiowego. Kiedy filtrat alkaliczny stosowany jest jako woda do mycia masy wychodzącej ze stopnia kwasowego lub jest mieszany z filtratem kwaśnym, w którym znajduje się rozpuszczony wapń, to istnieje ryzyko wytrącania się osadu szczawianu wapnia. Tendencja wytrącania szczawianu wapnia jest tym silniejsza im wyższe są stężenia wapnia i szczawianu. Inaczej ujmując: im bardziej system jest zamknięty lub filtraty recyrkulowane, tym wyższe jest ryzyko wytrącania się lub tworzenia osadów. Problem ten ciągle jest nierozwiązany. Jest bardzo mało prawdopodobne dalsze obniżenie zrzutów ścieków z instalacji bielenia poniżej 5 m3/t, aktualnie najniższej osiąganej wartości. Potrzeba dalszych badań w celu znalezienia metody „nerek” (np. wymiana jonowa lub strącanie) dla oczyszczenia układu z wapnia lub szczawianu, lub prawdopodobnie z obu. Takie „nerki” są
Rozdział 2
Przemysł celulozowo-papierniczy
83
również potrzebne do uniknięcia gromadzenia się innych niepożądanych składników (np. tak zwanych pierwiastków nie procesowych), które mogą wpływać negatywnie na proces bielenia, wyposażenie techniczne lub produkt. Zwiększona zawartość chlorków może powodować korozję urządzeń produkcyjnych, jeżeli odciek z instalacji bielenia jest recyrkulowany do zamkniętej części układu. Dlatego stopień zamknięcia instalacji bielenia próbują zwiększać przeważnie celulozownie TCF lub ECF stosujące umiarkowane ilości dwutlenku chloru. Możliwość zastosowania i charakterystyka metody: Obniżenie zużycia świeżej wody w instalacji bielenia może być zainstalowane zarówno w istniejących, jak i nowych celulozowniach siarczanowych. Ale dla istniejących celulozowni koszty inwestycyjne związane z magazynowaniem wód obiegowych, systemem rurociągów i wdrożeniem systemu sterowania dla gospodarki wodnej są odpowiednio wysokie. Nowsze celulozownie mają zazwyczaj już mniej wody do kierowania, wynika to z lepszego wyposażenia tych celulozowni. Warunkiem wstępnym tych działań jest wystarczająca wydajność wyparki i kotła sodowego. Należy odnotować, że zatężanie odcieków z instalacji bielenia jest łatwiejsze w przypadku bielenia TCF. Ze względu na bezpieczeństwo operacji należy podkreślić, że zgodnie z dzisiejszym stanem wiedzy, przy bieleniu ECF występuje podwyższone ryzyko korozji chlorkowej w kotle regeneracyjnym (sodowym). Główne osiągnięcia środowiskowe: Ta metoda zapobiegania zanieczyszczeniu daje zmniejszenie zarówno ładunków ChZT, jak i przepływu (ilości ścieków). Typowe liczby dla ilości ścieków z instalacji bielenia, to 20 – 40 m3/ADt. W nowoczesnej bielarni wyposażonej w filtry wartościami zadowalającymi są takie na poziomie 20-25 m3/ADt. Donoszono, że w częściowo zamkniętej instalacji bielenia można osiągnąć obniżenie objętości do 10 m3/ADt i odpowiadający temu ładunek ChZT ok. 6 kg/ADt. Jedna z celulozowni raportowała redukcję przepływu z instalacji bielenia do wartości zaledwie 5 m3/t i odpowiadającą redukcję ChZT z 30 kg ChZT/t do 14 kg ChZT/t przy jednoczesnym obniżeniu toksyczności ścieków. Oddziaływanie na procesy i środowisko (cross media-effects): Dla stopni bielenia P i D oraz stopnia ekstrakcji alkalicznej wyższe temperatury układu wodnego są korzystne. Rozpuszczone substancje organiczne zawarte w odciekach z instalacji bielenia są kierowane poprzez wyparkę do kotła regeneracyjnego. Potrzebna jest dodatkowa wydajność wyparki i występuje tam dodatkowe zużycie energii. Z drugiej strony, można zaoszczędzić energię i przestrzeń potrzebne do oczyszczania ścieków oraz mogą być generowane mniejsze ilości nadmiernego osadu. Doświadczenia eksploatacyjne: Próby z zamkniętymi układami wodnymi ciągu brzozowego w szwedzkiej celulozowni siarczanowej rozpoczęto już w 1993r. Instalacje pozwalające na ciągłą produkcję w pełnej skali bez ścieków z instalacji bielenia pracowały przez kilka miesięcy. W związku z problemami związanymi z zarastaniem urządzeń (inkrustacją) i tamowaniem przepływu (wytrącanie szczawianu wapnia) układ wodny został częściowo otwarty w pierwszym stopniu kwasowym, w celu usuwania filtratu z najwyższym stężeniem wapnia. Po uporządkowaniu warunków procesu celulozownia pracuje obecnie z częściowo zamkniętą instalacją bielenia. Kilka innych celulozowni w Europie i Północnej Ameryce częściowo zamknęło obiegi wodne instalacji bielenia. Aspekty ekonomiczne: Muszą być podjęte znaczące inwestycje: Konieczna jest całkowita przebudowa systemu rozdziału strumieni wodnych w instalacji bielenia obejmująca dodatkowe zbiorniki dla wód wewnątrzprocesowych. Musi być opracowana i wdrożona strategia sterowania gospodarką wodną w instalacji. Wiarogodne dane dotyczące kosztów nie były dostępne.
Rozdział 2
Przemysł celulozowo-papierniczy
84
Motywacja do wdrożenia tej techniki: Redukcja zrzutów BZT i ChZT. Celulozownie działające bez zewnętrznego biologicznego oczyszczania ścieków były pionierami w redukowaniu ścieków z instalacji bielenia za pomocą środków wewnątrzprocesowych. Instalacje referencyjne: Kilka celulozowni w Szwecji, Finlandii i Ameryce Północnej. Literatura [Annergren, 1996], [Alfthan, 1996], [Höök, 1997] 2.3.9 Gromadzenie prawie wszystkich przelewów Opis techniki: W celulozowniach mas chemicznych należy wprowadzić środki wewnętrzne w celu minimalizacji zrzutów mediów procesowych. Zewnętrzne oczyszczanie ścieków, szczególnie, gdy obejmuje oczyszczanie biologiczne, może być poważnie zakłócane z powodu przypadkowych zrzutów z procesu roztwarzania. Ług warzelny jest tracony z uszczelnień urządzeń do mycia masy niebielonej, pomp i zaworów urządzeń do przesyłu ługów, z wyławiaczy sęków i sortowników, w wyniku odprowadzanych do ścieków przerzutów podczas odparowania w wyparce, oraz w wyniku innych umyślnie skierowanych zrzutów podczas konserwacji, uruchamiania i odstawiania instalacji. Ług jest również tracony w przelewach powodowanych zakłóceniami procesu, przelewami ze zbiorników, uszkodzeniami mechanicznymi, błędami operatora i czynnościami budowlanymi. Celulozownie mas chemicznych powinny być projektowane według następujących koncepcji:
• Kolektywizacja (zbieranie) umyślnie skierowanych lub przelanych strumieni ługu o możliwie najwyższym stężeniu suchej substancji
• Zawracanie zatrzymanego ługu i włókien do procesu we właściwe miejsca
• Utrzymywanie pod ścisłą kontrolą wyodrębnionych, krytycznych obszarów procesu (włączając olej talowy i terpentynę) w celu uniknięcia, by stężone lub szkodliwe strumienie dostały się do zewnętrznego oczyszczania ścieków lub zanieczyściły kanalizacje czystych wód.
• Monitorowanie przewodnictwa lub pH w strategicznych miejscach, w celu detekcji strat i przelewów (system kontroli przelewów, który umożliwia zapobieganie i monitorowanie).
Szczególne znaczenie z punktu widzenia efektywnej kolektywizacji mają ługi poprocesowe zarówno rozcieńczone pochodzące z mycia masy niebielonej, jak i stężone wytwarzane poza ciągiem włóknistym w instalacji wyparki. Ługi te powodują niezamierzone obciążenie i od czasu do czasu zakłócenia w zewnętrznym oczyszczaniu ścieków. Ogólna koncepcja skutecznego odzysku wymaga również zaadaptowania kanalizacji dla zanieczyszczonych odcieków, tak by większość przelewów, zanieczyszczonych wód uszczelniających lub z mycia posadzek w kluczowych obszarach – warzelnia, mycie i sortowanie, rejon zbiorników ługów i wyparka, przygotowanie ługu warzelnego – była zbierana w studzienkach i pompowana bezpośrednio lub przez pośredni zbiornik do odpowiedniego zbiornika magazynowego ługu. Zastosowanie takiego systemu odzysku musi, ze względów czysto ekonomicznych, być ograniczone do rejonów, gdzie stężenie zmieszanych strumieni odcieków wynosi co najmniej 2-3% rozpuszczonej suchej substancji. Wody z mycia posadzek i
Rozdział 2
Przemysł celulozowo-papierniczy
85
uszczelniające rozcieńczają poddawane regeneracji strumienie, więc trzeba uważać, żeby zbyt mocno nie rozcieńczać ługów procesowych. Gorące kondensaty z warzelni i wyparki muszą być również magazynowane przed ponownym ich użyciem w procesach produkcji masy. Kondensaty te dzieli się w zależności od ich czystości na czyste, częściowo zanieczyszczone i frakcję zanieczyszczoną. Szczególnie ostatnia frakcja rzadziej może znaleźć zastosowanie i pomimo dysponowania wystarczającą pojemnością magazynową jest odprowadzana do kanalizacji powodując pewne obciążenie ścieków związkami organicznymi oraz wzrost temperatury ścieków. Zanieczyszczone i częściowo zanieczyszczone kondensaty można w prosty sposób wykorzystać i jednocześnie zmniejszyć ich odpływ do kanalizacji, zastępując nimi świeżą wodę. Jedynym sposobem wykonania tego, również z przyczyn środowiskowych, jest usunięcie z kondensatów, za pomocą odpędzenia parą wodną, zredukowanych związków siarki i lotnych związków organicznych i uzyskanie w ten sposób po prostu czystej gorącej wody do szerokiej gamy zastosowań procesowych. W pewnych rejonach procesu, takich jak instalacja oleju talowego i odzysk terpentyny, należy zwrócić szczególną uwagę, by uniknąć przelewów odprowadzanych do zewnętrznej oczyszczalni. Mydła i terpentyna zawierają substancje, które mogą powodować toksyczne oddziaływania w oczyszczaniu biologicznym. Celulozownia siarczanowa z pojedynczym ciągiem włóknistym potrzebowałaby do pięciu studzienek wyposażonych w pompy do odzysku uruchamiane za pomocą miernika przewodnictwa (konduktometrycznego). Umiarkowanie rozbudowane celulozownie wymagałyby do 9, a bardziej skomplikowane do 12 studzienek. Poza przedstawionymi powyżej aspektami technicznymi, bardzo skutecznym sposobem obniżenia zrzutów szkodliwych substancji może być szkolenie personelu. Możliwość zastosowania i charakterystyka metody: Technika zintegrowana z procesem. Metoda może być zastosowana w nowych i istniejących celulozowniach siarczanowych. Jednakże skuteczny system ograniczania przelewów jest łatwiejszy do wprowadzenia, gdy projektuje się i buduje nową instalację, niż wówczas gdy trzeba przebudować układy w starych celulozowniach. W istniejących celulozowniach rozwiązanie mające na celu skuteczne zatrzymanie strumieni procesowych zależy również od samego kluczowego wyposażenia procesowego. Zatem decyzja o budowie układu zatrzymywania przelewów powinna być podejmowana w oparciu o analizę ekonomiczną innych wydajnych rozwiązań, dotyczy to szczególnie procesów mycia i sortowania masy, odparowania i filtrowania ługu. Główne osiągnięcia środowiskowe: Ten główny sposób zmniejszający zanieczyszczenie jest związany z techniką BAT opisaną w paragrafie 2.3.12 „ Zastosowanie wystarczająco dużych zbiorników buforowych itd.”. Osiągnięcie korzyści środowiskowych wymaga połączenia obu tych technik BAT. Ogólna analiza wskazuje, że przy dobrej gospodarce procesowej i właściwie zaprojektowanym układzie zatrzymywania przelewów oraz mając 5-10% dodatkowej pojemności w instalacji wyparki można osiągnąć redukcję ładunku w ściekach na poziomie 3-8 kg ChZT/ADt w porównaniu do celulozowni nie posiadającej lub mającej nieskuteczny układ odzysku przelewów i niską stabilność procesu. Wówczas straty związane z przelewami mogą być mniejsze od 2 kg ChZT/ADt. Dodatkowo obniża się ryzyko zakłóceń w zewnętrznej pracy oczyszczalni ścieków, gdyż unika się przypadkowych zrzutów zawierających wysoki ładunek związków organicznych, a czasami
Rozdział 2
Przemysł celulozowo-papierniczy
86
toksycznych lub ciągłych wahań pH (wysokie lub niskie pH) w strumieniu ścieków wchodzących do oczyszczalni. Oddziaływanie na procesy i środowisko (cross-media effects): W celu zagospodarowania (obróbki) zgromadzonych przelewów byłaby potrzebna wyższa o 5-10% pojemność wyparki. Zużycie pary i energii w wyparce również wzrosłoby o 5-10%. Jednakże gromadzenie przelewów oznacza odzysk energii i chemikaliów, gdy są one spalane w kotle sodowym. Doświadczenia eksploatacyjne: Wykazano, że zatrzymywanie przelewów i odpływów w procesie oraz przygotowanie odpowiedniego sposobu postępowania przy produkcji chemicznej jest korzystne i konieczne zarówno z punktu widzenia ekonomicznego, jak i środowiskowego. Kwestia ta została skutecznie rozwiązana w wielu celulozowniach za pomocą naprawdę prostych metod. Ograniczenia skutecznego wdrożenia tych sposobów wynikają ze specyficznych w danej celulozowni wąskich gardeł procesu, występujących zazwyczaj w procesach mycia i sortowania masy lub odparowania ługu. Aspekty ekonomiczne: Koszty inwestycyjne systemów zagospodarowania przelewów w celulozowni siarczanowej produkującej 1500 ADt/d wynoszą 0,8-1,5 mln euro. Jeżeli występuje potrzeba powiększenia pojemności instalacji wyparki o 0,8 m3/ADt, trzeba się liczyć z dodatkowym kosztem 4-6 mln euro. Koszty operacyjne systemu szacuje się na 100 000 – 400 000 euro/rok, ale mogą one znacznie się różnić dla celulozowni istniejących i nowych. W nowych celulozowniach z reguły występuje większy nadmiar ciepła i koszty operacyjne stanowią dolną część podanego zakresu. Motywacja do wdrożenia tej techniki: Redukcja zrzutów BZT i ChZT. Instalacje referencyjne: Liczne instalacje na świecie. Literatura [Tappi Proceedings, 1996 - Protokół Tappi, 1996], [SEPA- Report 4713-2, 1997 – raport SEPA 4713-2, 1997] 2.3.10 Skuteczne mycie i kontrola procesu Opis techniki: Celem mycia masy niebielonej jest możliwie całkowite oddzielenie włókien masy celulozowej od rozpuszczonych organicznych i nieorganicznych chemikaliów zanim masa opuści oddział roztwarzania, w ten sposób odzyskanie możliwie jak najwięcej chemikaliów warzelnych i rozpuszczonych substancji organicznych. Stopień mycia składa się z kombinacji następujących po sobie procesów rozcieńczania, zagęszczania i wypierania. W praktyce każda kombinacja urządzeń do mycia masy wykorzystuje te metody w różnych proporcjach. Wśród różnorodnych urządzeń do mycia masy najbardziej typowymi są filtry bębnowe próżniowe i ciśnieniowe, urządzenia do mycia typu poczwórnej odwadniarki, dyfuzory działające pod ciśnieniem atmosferycznym i ciśnieniowe oraz prasy myjące. Najlepszą wydajnością odwadniania charakteryzują się prasy myjące oraz ciśnieniowe filtry bębnowe lub ciśnieniowe dyfuzory. Ze wzrostem stężenia masy obniża się ilość zanieczyszczonej wody płynącej z masą do następnego etapu procesu. Ponieważ mycie nigdy nie jest skuteczne w 100%, pewna ilość chemikaliów i zanieczyszczeń (strata wylotowa - przenoszenie) jest transportowana z masą do instalacji bielenia, gdzie zużywa chemikalia bielące i jest zazwyczaj odprowadzana do kanalizacji.
Rozdział 2
Przemysł celulozowo-papierniczy
87
Możliwość zastosowania i charakterystyka metody: Metoda może być zastosowana w nowych i istniejących celulozowniach siarczanowych. W praktyce, w istniejących celulozowniach modyfikacje systemu mycia mogą przegrać, między innymi z przyczyn praktycznych, z instalacją całkowicie nowego wyposażenia do mycia. W zamkniętym systemie mycia wzrasta rola zbierania chwilowych przelewów. Uchodzący roztwór z mycia (filtrat) zawiera substancje organiczne i nieorganiczne. Odpływające z procesu (tracone) filtraty są utylizowane w oczyszczalni ścieków. Główne osiągnięcia środowiskowe: Straty mycia po konwencjonalnym układzie filtrów bębnowych mogą wynosić około 5-8 kg ChZT/ADt, w porównaniu do 2-4 kg ChZT/ADt otrzymywanych w nowoczesnym układzie mycia zawierającym prasę myjącą. Pozostałe w masie substancje są zaadsorbowane na włóknach lub zamknięte wewnątrz nich. W ostatnio wymienionym układzie mycia stężenie wychodzącej masy celulozowej wzrasta od około 10-15% do 25-35%, a zawartość wody obniża się od 6-10 m3/ADt do 2-3 m3/ADt. Układ kilku stopni mycia w serii może osiągnąć skuteczność odzysku ługu czarnego do 96-98%. Gdy skuteczne mycie odbywa się przed stopniem delignifikacji tlenowej, wystąpi obniżenie zużycia tlenu. Jeżeli skuteczny układ mycia poprzedza pierwszy stopień bielenia, spadnie przenoszenie materiału organicznego do bielenia dając w wyniku redukcję zrzutu AOX, BZT5 i ChZT do kanalizacji zakładowej. Monitorowanie: Istnieją znormalizowane metody pomiaru tego przenoszenia, które jest często określane jako „straty mycia”. Straty mycia były oryginalnie mierzone jako zawartość siarczanu sodowego w masie. Ponieważ straty chemikaliów uzupełniających stały się mniej istotne, obecnie straty mycia zwykle mierzy się jako ChZT. Oddziaływanie na procesy i środowisko (cross media effects): Związki nieorganiczne, które pozostają w masie skutkują wzrostem zapotrzebowania na chemikalia uzupełniające. Doświadczenia eksploatacyjne: Zasadnicza koncepcja stosowana jest od kilku lat. Technologia mycia masy rozwijała się przez lata i obecnie rozwiązania są testowane, i potwierdzane w praktyce produkcyjnej. Aspekty ekonomiczne: Typowe koszty inwestycyjne wynoszą 4-6 mln euro dla nowych celulozowni i około 2-4 mln euro dla istniejących. Nie potrzeba w tym wypadku zakładać poważniejszych dodatkowych kosztów operacyjnych. Motywacja do wdrożenia tej techniki: Główną przyczyną wdrożenia metody jest redukcja emisji do wody. Instalacje referencyjne: Liczne instalacje w Europie. Literatura [J. Pöyry, 1997a], [J. Pöyry, 1997b], [Tappi Environmental Conference, 1992 – Konferencja nt. Środowiska Tappi, 1992]
Rozdział 2
Przemysł celulozowo-papierniczy
88
2.3.11 Odpędzanie najbardziej stężonych, zanieczyszczonych kondensatów i ponowne
użycie większości kondensatów w procesie Opis techniki: Cele odpędzania zanieczyszczonych, stężonych kondensatów, to zmniejszenie zużycia świeżej wody w celulozowni, zmniejszenie ładunku związków organicznych do oczyszczalni ścieków oraz zmniejszenie emisji TRS. Odpędzanie i ponowne użycie kondensatów może znacząco zredukować ładunek ChZT odprowadzany do oczyszczalni ścieków. Kondensaty mogą być sklasyfikowane jako: • kondensaty pierwotne – kondensaty z pary świeżej, które są zwykle wystarczająco czyste do
ponownego użycia jako woda zasilająca do kotła (po podczyszczeniu) • kondensaty wtórne – kondensaty z pary zanieczyszczonej, które zawierają przerzuty ługu
czarnego, zawiesiny masy itd. Kondensaty pochodzą z oparów procesowych, z warnika i instalacji wyparnej. Ogółem powstaje około 8-10 m3/ADt kondensatów z ładunkiem ChZT około 20-30 kg/t i BZT5 7-10 kg/ADt. Zwykle około 1 m3/ADt stanowią kondensaty bardzo zanieczyszczone, 4 m3/ADt średnio zanieczyszczone i 4 m3/ADt mało zanieczyszczone. Ładunek ChZT stanowi głównie metanol (5-10 kg/ADt) z niewielką ilością etanolu i organicznymi związkami siarki (1-2 kg/ADt TRS), 1-2 kg terpentyny i nieorganiczne związki azotawe. Bardzo zanieczyszczone (brudne) kondensaty zawierają ponadto ketony, terpeny, związki fenolowe, kwasy żywiczne i tłuszczowe oraz różne rozpuszczone gazy. Duża część azotu odprowadzanego z celulozowni siarczanowej jest zawarta w kondensatach. Około 1 m3 kondensatów na tonę masy ma stężenie ChZT wynoszące 10 – 20 kg ChZT/m3. Poziom jest wyższy w kondensatach z masy liściastej niż z iglastej. Te stężone kondensaty są zwykle oczyszczane w kolumnie odpędowej, gdzie skuteczność usuwania większości związków wynosi powyżej 90% zależnie od pH. Systemy odpędzania zwykle usuwają jednocześnie gazy złowonne (TRS) i substancje składające się na ładunek ChZT. Odpędzone kondensaty po oczyszczaniu mogą mieć stężenie 1-1,5 kg ChZT/m3 kondensatu. Gazy odlotowe z układu odpędzania kondensatów są spalane w wydzielonym piecu wyposażonym w urządzenie do absorpcji SO2 lub w piecu wapiennym. Ta ostatnia opcja może powodować problemy, które wpływają na zdolność do absorpcji związków siarki w piecu wapiennym. Powstaje około 7-9 m3 cieńszych kondensatów (średnio i mało zanieczyszczonych) ze stężeniem ChZT w zakresie od 0,5 do 2 kg ChZT/m3 zawierających ogółem około 8-12 kg ChZT/t masy. Alternatywnie, umiarkowanie zanieczyszczone kondensaty można odpędzać w instalacji przyłączonej do instalacji wyparki w ten sposób wykonując oczyszczanie bez istotnego dodatkowego zużycia energii. Tym sposobem ogólny ładunek ChZT przed ponownym użyciem kondensatów jest redukowany do około 5 kg/t. Oznacza to obniżenie do około 50% w porównaniu do sytuacji oczyszczania tylko najbardziej zanieczyszczonych kondensatów. Kolumna odpędowa może być oddzielnym urządzeniem lub może być integralną częścią instalacji wyparki. Kondensaty są doprowadzane do kolumny od góry. Para lub odparowany kondensat przepływa od dołu kolumny w przeciwprądzie do brudnych kondensatów. Opary z górnej części kolumny są przesyłane do chłodnicy zwrotnej, gdzie są częściowo skraplane. Celem chłodnicy zwrotnej jest skroplić część wody z oparów i zwiększyć stężenie lotnych związków w gazach opuszczających chłodnicę. Niekondensujące gazy z chłodnicy zawierają większość lotnych związków odpędzonych w kolumnie odpędowej. Są one kierowane do spalania, gdzie związki organiczne i TRS ulegają rozkładowi poprzez utlenianie termiczne.
Rozdział 2
Przemysł celulozowo-papierniczy
89
Oczyszczone kondensaty nie zawierają metali, a zatem są szczególnie użyteczne do mycia masy w instalacji bielenia, gdy planuje się zamknięcie tej części procesu. Mogą one również być ponownie użyte do mycia masy niebielonej w rejonie kaustyzacji (mycie i rozcieńczanie szlamu, natryski filtru szlamu) jako roztwór natryskowy do usuwania emisji TRS z pieców wapiennych lub jako woda uzupełniająca do przygotowania ługu białego. Oznacza to, że niektóre kondensaty będą użyte w zamkniętej części procesu i nie będą odprowadzane do odpadów (ścieków). Inne kondensaty będą zastosowane w otwartej części, np. instalacji bielenia i zostaną odprowadzone do ścieków razem z tymi kondensatami, które nie są ponownie użyte, lecz odprowadzane bezpośrednio do ścieków. Możliwość zastosowania i charakterystyka metody: Odpędzanie parą jest stosowaną w praktyce na miejscu w celulozowni siarczanowej metodą oczyszczania brudnych kondensatów w celu obniżenia ładunku ChZT i złowonności. Proces może być zastosowany zarówno w istniejących, jak i nowych celulozowniach siarczanowych. Kolumna odpędowa dla kondensatów może być wydzielona lub zintegrowana z instalacją wyparki. W pierwszym przypadku potrzebna byłaby świeża para, podczas gdy w drugim przypadku może być użyta para wtórna z korpusów (stopni) wyparki. Natomiast potrzebny jest układ do termicznego utleniania oparów z kolumny odpędowej. Do tego celu mogą być użyte piece wapienne, kotły energetyczne i wydzielone piece TRS. Główne osiągnięcia środowiskowe: Najlepszym miejscem ponownego użycia kondensatów jest mycie masy zarówno na ostatnim urządzeniu myjącym, jak i na dekerze (wózku formatowym) w celulozowni z zamkniętym układem wodnym sortowni. Typowe zapotrzebowanie na wodę do mycia masy wynosi 10 - 13 m3/ADt. Ilość kondensatów z wyparki i warnika możliwa do ponownego użycia może wynosić 6-9 m3/ADt i ilość ta stanowi wielkość potencjalnych oszczędności wody. Ogółem odpędzanie tylko silnie zanieczyszczonych kondensatów dałoby zrzut 4-6 kg ChZT/ADt, podczas gdy odpędzając również średnio zanieczyszczone kondensaty można osiągnąć około 3-5 kg ChZT/ADt. Niemniej kondensaty odprowadzane do oczyszczalni ścieków są na ogół łatwo biodegradowalne. Zawarte w kondensatach związki TRS są usuwane w około 97%, a metanol – w około 92%. Oddziaływanie na procesy i środowisko (cross-media effects): Gdy stosuje się odpędzanie parą niekondensujące gazy (NCG) muszą być spalane oddzielnie, aby zapobiec wydostaniu się stężonych gazów TRS do atmosfery. Zagadnienie to opisano bardziej szczegółowo w paragrafach 2.3.18 i 2.3.19. Odpędzanie stężonych, zanieczyszczonych kondensatów powoduje obniżenie ładunku zanieczyszczeń odprowadzanych do oczyszczalni ścieków. Jeżeli występują trudności ze spełnieniem pozwolenia, to można w ten sposób uniknąć konieczności nowych inwestycji w oczyszczalni ścieków. Oznacza to również, że potrzeba mniej energii do napowietrzania ścieków i mniej energii, i chemikaliów do utylizacji osadu. Gdy połączy się odzyskane czyste kondensaty i kondensaty oczyszczone przez odpędzanie, to zużycie świeżej wody może zostać zmniejszone do 6 m3/ADt. Ponieważ kondensaty są gorące, to można również odzyskać część energii zużytej w kolumnie odpędowej. Za pomocą odpędzania kondensatów, który to proces usuwa związki TRS z brudnych kondensatów, można obniżyć emisje TRS z instalacji oczyszczania ścieków. Ponieważ gazy uchodzące z kolumny odpędowej zawierają 8-12 kg/ADt metanolu, występuje potencjalna możliwość oszczędności oleju opałowego lub gazu, pod warunkiem, że gazy z instalacji odpędowej mogą zastąpić paliwo.
Rozdział 2
Przemysł celulozowo-papierniczy
90
Proces odpędzania kondensatów redukuje emisje związków TRS powstające przy operowaniu zanieczyszczonymi kondensatami. Związki TRS obejmują siarkowodór, merkaptan metylu, siarczek dwumetylu i dwusiarczek dwumetylu. Emisje te są częściowo odpowiedzialne za przykry zapach celulozowni siarczanowych. Doświadczenia eksploatacyjne: Odpędzanie zanieczyszczonych kondensatów jest stosowane od wielu lat w nowoczesnych celulozowniach. Kiedy proces odpędzania jest prowadzony w kierunku uzyskania wysokiej skuteczności usuwania metanolu, to kondensaty z kolumny są stosunkowo czyste i mogą być wykorzystane w celulozowni do różnych celów, takich jak, np. mycie masy niebielonej. Podstawą projektowania powinna być minimalizacja ilości kondensatów kierowanych do układu odpędzania poprzez ich segregację w celu obniżenia kosztów inwestycyjnych. W instalacji wyparki kondensat z oparów ługu może być rozdzielony na dwie frakcje. Kondensator powierzchniowy może składać się z dwóch jednostek lub dwóch stopni kondensacji. Opary z wydmuchu warnika okresowego mogą również być skraplane w dwóch stopniach. Jako główne źródło pary do kolumny odpędowej może być stosowana para wtórna. Aspekty ekonomiczne: Koszty inwestycyjne sytemu kolumny odpędowej przy produkcji 1500 ADt/d masy celulozowej siarczanowej wynoszą około 2,0 – 2,5 mln euro. Mogą być potrzebne dodatkowe inwestycje dla zwiększenia wydajności wyparki, ale zależy to w dużym stopniu od istniejącej konfiguracji instalacji wyparnej. Koszty modernizacji mogą wahać się pomiędzy 1-4 mln euro. Koszty operacyjne odpędzania kondensatów, to głównie koszty stosowanej do odpędzania pary i koszty konserwacji. Jeżeli urządzenie pracuje poza instalacją wyparki, koszty operacyjne są znacznie wyższe z powodu zużycia świeżej pary. Koszty wynoszą około 0,6-0,7 mln euro/rok. Jeżeli kolumna odpędowa jest włączona pomiędzy stopnie wyparki, koszty operacyjne są niższe. W tym ostatnim przypadku koszty operacyjne wynoszą 0,3–0,4 mln euro/rok. Motywacja do wdrożenia tej techniki: Celulozownie siarczanowe mogą mieć problem ze zrzutem ChZT. Eksploatowana oczyszczalnia ścieków może mieć niedostateczne rozmiary lub zostaną nałożone nowe ostrzejsze limity emisji, lub powiększenie celulozowni czy modyfikacja spowodują wzrost ładunku ChZT odprowadzanego do oczyszczalni ścieków. W takiej sytuacji zawrócenie kondensatów do wykorzystania w procesach, w celulozowni może rozwiązać powstały problem. Wykorzystanie brudnych kondensatów bez oczyszczania ma niekorzystny wpływ na jakość masy. Instalacje referencyjne: Liczne celulozownie w Europie. Literatura [Sebbas, 1988], [Zunich, 1993]
Rozdział 2
Przemysł celulozowo-papierniczy
91
2.3.12 Zastosowanie wystarczająco dużych zbiorników buforowych do magazynowania
stężonych lub gorących płynów procesowych Opis techniki: Celulozownie mas chemicznych powinny wprowadzić rozważne środki wewnętrzne w celu minimalizacji zrzutu stężonych lub gorących strumieni mediów procesowych jako ścieków. Po pierwsze przypadkowe zrzuty z roztwarzania chemicznego mogą w bardzo dużym stopniu zakłócić pracę zewnętrznej oczyszczalni ścieków, szczególnie, gdy obejmuje ona oczyszczanie biologiczne. Po wtóre niektóre strumienie płynów procesowych mają znaczenie ekonomiczne z powodu ich wartości opałowej lub chemikaliów, które zawierają. Ta technika ograniczania zanieczyszczenia jest związana z BAT 2.3.9 „Gromadzenie prawie wszystkich przelewów”. W odniesieniu do systemu ograniczania przelewów należy odwoływać się do tego paragrafu. W celu zapobiegania niekoniecznym obciążeniom i przypadkowym zakłóceniom w zewnętrznym oczyszczaniu ścieków, procesy roztwarzania oraz regeneracji ługów i brudnych kondensatów powinny być wyposażone w zbiorniki magazynowe o pojemności przewyższającej normalne objętości operacyjne o co najmniej 30%. Dla uniknięcia rozcieńczania regenerowanych płynów procesowych strumienie czyste i potencjalnie zanieczyszczone (przelewy) powinny być wzajemnie oddzielone od siebie. Na sterowanie rozcieńczonymi i stężonymi ługami z produkcji mas siarczanowej lub siarczynowej, szczególnie podczas uruchamiania, zatrzymywania lub w warunkach zakłóceń decydujący wpływ mają objętości zbiorników magazynowych, które są używane. Podstawowe wymagania dotyczące objętości magazynowych są zależne od stężenia ługu mierzonego jako zawartość suchej substancji. Na przykład, w starych celulozowniach stężenie ługu czarnego cienkiego może wynosić 8%, a stężonego 60%, a 16% i 75% w nowoczesnej celulozowni. Oznacza to, że objętości magazynowe muszą być proporcjonalnie znacznie wyższe w celulozowniach o niskiej skuteczności mycia masy niebielonej lub ze standardową wyparką bez koncentratora ługu czarnego. Wymagana dodatkowa wolna objętość, ponad niezbędną do prowadzenia procesów, musi być wystarczająca do zatrzymania szczytowych przepływów z kilku godzin związanych z zakłóceniami procesowymi. Zapasowa pojemność musi następnie zabezpieczać, by była zmagazynowana wystarczająca ilość ługu cienkiego do ciągłej normalnej pracy wyparki, pomimo krótkich przerw w procesach roztwarzania i mycia, a także, by część wielostopniowej lub jednostopniowa wyparki mogły być odstawione w celu krótkiej konserwacji. Objętość magazynowa musi być również wystarczająco duża do zmagazynowania dostatecznej ilości ługu stężonego, takiej, by problemy lub krótkie przerwy w pracy kotła mogły być rozwiązywane bez obniżania obciążenia wyparki, lub by wyparka mogła być odstawiona w celu krótkiej konserwacji. W istniejących celulozowniach, gdzie rozważane jest zastosowanie delignifikacji tlenowej, należy ocenić posiadany magazyn ługów rozcieńczonych i stężonych oraz wydajność wyparki, ponieważ zastosowanie tego rozwiązania najprawdopodobniej zwiększy ilość wody przechodzącej przez wyparkę (do odparowania w wyparce). Ługi po kotle sodowym i przetworzone w dodatkowych etapach procesu (kaustyzacja) w ług warzelny nie zawierają substancji organicznych, ale mają bardzo wysoką wartość pH. Zbiorniki tych ługów również wymagają pojemności buforowej ze względu na krótkookresowe wzrosty przepływów lub na przykład przerwy w pracy powiązanych urządzeń procesowych, takich jak filtry ługu. Te ługi, jeżeli są zrzucane do kanalizacji i odprowadzane do oczyszczalni ścieków,
Rozdział 2
Przemysł celulozowo-papierniczy
92
powodują nagły wzrost (szok) pH, który,o ile nie ma kontroli i regulacji przed oczyszczaniem biologicznym, powoduje zakłócenia w pracy oczyszczalni. Zastosowania i charakterystyka metody: Technika zintegrowana z procesem. Optymalizacja koniecznej pojemności magazynowej dla gorących i stężonych strumieni ma zastosowanie w istniejących i nowych celulozowniach, i w wielu przypadkach stanowi konieczność. Metody te nie tylko pomagają zatrzymać wartościowe chemikalia procesowe w układzie produkcyjnym i poprawiają aspekty ekonomiczne procesu, ale w znaczący sposób wpływają na wyniki środowiskowe celulozowni. W istniejących celulozowniach rozwiązanie zmierzające do skutecznego zatrzymania strumieni procesowych zależy również od kluczowego wyposażenia. Zatem budowanie buforowych zbiorników magazynowych i systemu zatrzymywania przelewów powinno być robione w powiązaniu z oszacowaniem innych efektywnych kosztowo usprawnień, szczególnie w odniesieniu do mycia i sortowania masy, odparowania i filtrowania ługu. Główne osiągnięcia środowiskowe: Niniejszy środek ograniczania zanieczyszczenia jest związany z BAT 2.3.9 „Gromadzenie prawie wszystkich przelewów”. Osiągnięcie skutków środowiskowych wymaga połączenia obu technik BAT. Ryzyko zakłóceń w zewnętrznej oczyszczalni ścieków ulega zmniejszeniu, kiedy można uniknąć przypadkowych zrzutów z wysokim ładunkiem związków organicznych, a czasami toksycznych lub ciągłych wahań pH wchodzącego strumienia ścieków. Wpływ na obciążenie hydrauliczne nie jest równie wyraźny oprócz fabryk, w których systemy wodne na myciu i w sortowni są otwarte. Monitorowanie: Dla wykrywania i oceny przelewów ługowych odpowiednie są próbniki do pomiaru przewodnictwa, ponieważ w wielu przypadkach można ustalić korelację: przewodnictwo – stężenie ługu dla każdego specyficznego strumienia. W strumieniach o niskim stężeniu ze zmiennym pH standardem jest czujnik pH zainstalowany w linii (on-line). Gorące strumienie wymagające specjalnej kontroli w kanalizacji mogą być z łatwością monitorowane za pomocą zainstalowanych w linii czujników temperatury. Oddziaływanie na procesy i środowisko (cross-media effects): Zmiany w zbiornikach ługów i gorących płynów oraz w sterowaniu ługami powodują, że często konieczene są zmiany lub usprawnienia w innym wyposażeniu, szczególnie w procesie mycia masy lub odparowania. Przerób gorących płynów wymaga zużycia 5-10% więcej energii w instalacji wyparnej. Doświadczenia eksploatacyjne: Istnieje wiele sposobów rozwiązania problemu przelewów ługowych i zatrzymania nadmiernych przepływów w procesie oraz ustalenia stosownego sposobu zarządzania chemikaliami. Ograniczenia w efektywnym wdrożeniu tych środków pochodzą ze specyficznych dla fabryki „wąskich gardeł” procesu, występujących typowo w myciu masy i sortowaniu lub przy odparowaniu. Aspekty ekonomiczne: Koszty inwestycyjne przy produkcji masy 1500 ADt/d wynoszą około 0,8 – 1,0 mln euro za dwa zbiorniki magazynowe 3000 m3, włączając w to konieczne rurociągi, izolację i pompy z oprzyrządowaniem elektrycznym służące do kontroli procesu. Motywacja do wdrożenia tej techniki: Rozwiązania te są promowane w związku z zapewnieniem bezpieczeństwa środowiska i procesu. Instalacje referencyjne: Liczne nowoczesne instalacje na całym świecie.
Rozdział 2
Przemysł celulozowo-papierniczy
93
2.3.13 Wtórne lub biologiczne oczyszczanie – metody aerobowe Opis techniki: Wtórne albo biologiczne oczyszczanie jest prowadzone w celu usunięcia materiału organicznego (substancji organicznych), co jest osiągane poprzez biologiczną degradację. Przed wtórnym oczyszczaniem ścieków zwykle znajduje się zespół stopni oczyszczania pierwotnego, obejmujący usuwanie zawiesiny, neutralizację, chłodzenie i wyrównanie składu. Celem tych pierwotnych stopni jest zabezpieczenie oczyszczania wtórnego przed nadmiernymi ładunkami, gwałtownymi wzrostami ładunków (szokami) oraz ogólnie wprowadzenie bardziej skutecznego, pod względem kosztów, oczyszczania ścieków. W większości przypadków ścieki z celulozowni i papierni są oczyszczane za pomocą metod aerobowych. Najbardziej powszechnymi metodami oczyszczania aerobowego, stosowanymi w przemyśle celulozowo-papierniczym, są stawy napowietrzane i proces z osadem czynnym. Pierwsza z tych metod osiąga niższą redukcję zanieczyszczeń, ale jest tańsza. Stawy napowietrzane (laguny) Stawy napowietrzane mają dużą objętość, co wiąże się z długością zatrzymania ścieków w granicach 3-20 dni. Mikroorganizmy wzrastają w masie cieczy w postaci zawiesiny, osiągając w stawach stosunkowo niskie stężenia, 100-300 mg s.s./l. Wzrost mikrobów warunkowany jest obecnością tlenu, który jest dostarczany prawie wyłącznie za pomocą mechanicznych urządzeń do napowietrzania (aeratorów). Najpowszechniej stosowane są powierzchniowe aeratory turbinowe, ale w głębokich stawach stosuje się również aeratory głębinowe (denne) zasilane na zasadzie samoindukcji lub sprężonym powietrzem. Urządzenia do napowietrzania zapewniają również mieszanie, wymagane dla utrzymania cząstek stałych w zawiesinie i intensyfikacji oczyszczania za pomocą mikroorganizmów. Stawy napowietrzane, z powodu dużych powierzchni i objętości, wymagają basenów ziemnych i można je konstruować z lub bez strefy osiadania. W pierwszym przypadku końcowa strefa stawu jest pozostawiona bez napowietrzania i mieszania, co pozwala na osiadanie zawiesiny. W drugim przypadku osiadanie przebiega w oddzielnym stawie. Proces biologiczny nie obejmuje recyrkulacji biomasy z końca na początek stawu. Zsedymentowane osady są usuwane rzadko, raz na 1-10 lat. Z wielu powodów zastosowanie stawów napowietrzanych stało się ostatnio mniej powszechne. Jedną z ważniejszych przyczyn jest niższa skuteczność usuwania zanieczyszczeń ściekowych w porównaniu z procesem osadu czynnego. Proces z osadem czynnym Instalacja oczyszczania metodą osadu czynnego składa się z dwóch zasadniczych jednostek procesowych, zbiornika napowietrzania i klarownika wtórnego (zbiornika sedymentacyjnego). W pierwszym stopniu, zbiorniku napowietrzania, do ścieków wprowadza się hodowlę mikroorganizmów (osad czynny), które występują w wysokich stężeniach. Czas retencji dla instalacji osadu czynnego, pracujących w celulozowniach siarczanowych, wynosi około 15-48 godzin, przy czym wyższe wartości osiągane są we współczesnych instalacjach. Osady oddziela się od ścieków oczyszczonych w klarowniku. Główna część osadów jest zawracana do komory napowietrzania, co jest konieczne dla utrzymania ich wysokiego stężenia. Mała część osadu, odpowiadająca jego wzrostowi netto, jest usuwana z układu jako osad nadmierny. Do komory napowietrzania jest dostarczany tlen. W komorze zapewnione jest mieszanie przy pomocy mechanicznych urządzeń napowietrzających. Stosowane są różne typy aeratorów, jak: aeratory powierzchniowe, zanurzeniowe aeratory turbinowe, aeratory drobno pęcherzykowe i
Rozdział 2
Przemysł celulozowo-papierniczy
94
aeratory strumieniowe. Trzy ostatnio wymienione typy wymagają sprężonego powietrza z dmuchaw lub kompresorów. Dla procesu z osadem czynnym funkcjonuje duża ilość różnych rozwiązań konstrukcyjnych procesu i instalacji. Rozwiązania te mogą różnić się zarówno pod względem konstrukcji zbiornika napowietrzania, klarownika, wyposażenia do napowietrzania, jak również systemu zawracania osadu. Jednym specjalnym rozwiązaniem jest proces osadu czynnego z czystym tlenem, w którym zamiast powietrza stosuje się czysty tlen lub powietrze wzbogacone tlenem. Możliwość zastosowania i charakterystyka metody: Technika oczyszczania na wyjściu (oczyszczanie zewnętrzne). Stawy napowietrzane Stawy napowietrzane mogą być zastosowane zarówno w istniejących, jak i nowych celulozowniach siarczanowych. Jednakże ich wykorzystanie maleje głównie z powodu niskiej do umiarkowanej skuteczności usuwania zanieczyszczeń ściekowych, dużych powierzchni i objętości, jakich wymagają, wysokiego zapotrzebowania na energię i małej skuteczności energetycznej w procesach natleniania i mieszania. Czasami pojawiają się problemy z pienieniem i przykrym zapachem ścieków. Również usuwanie i zagospodarowanie osadów może generować dodatkowe problemy. Jest wątpliwe czy metoda ta może w dalszym ciągu być uważana za BAT. Proces z osadem czynnym Proces ten może być zastosowany zarówno w istniejących, jak i nowych celulozowniach siarczanowych. W celulozowniach istniejących zalecane jest wprowadzenie środków zmierzających do ograniczenia zużycia wody w celu redukcji kosztów inwestycyjnych. Proces osadu czynnego jest często stosowany wtedy, gdy wymagane są wysokie lub bardzo wysokie skuteczności oczyszczania. W tym ostatnim przypadku optymalnym wyborem jest dwustopniowy proces biologiczny. Instalacje z osadem czynnym są szeroko stosowane w przemyśle celulozowo-papierniczym. Według przybliżonego szacunku 60-75% wszystkich biologicznych oczyszczalni ścieków działających w przemyśle celulozowo-papierniczym stosuje proces z osadem czynnym. Proces ten jest również najbardziej powszechnie stosowany w ostatnio zbudowanych instalacjach. Zalety metody osadu czynnego, to potencjalnie wysokie lub bardzo wysokie skuteczności oczyszczania, możliwości kontroli i sterowania procesem (szczególnie w odniesieniu do zużycia tlenu) i stosunkowo niewielkie wymagania przestrzenne. Wady to wysoka wrażliwość na zakłócenia i w konsekwencji ryzyko braku stabilności procesu, zwłaszcza gdy nie ma środków zabezpieczających, takich jak zbiornik wyrównawczy. Inne wady to duża produkcja odpadowych osadów biologicznych oraz wysokie koszty operacyjne. W stosunku do systemów z osadem czynnym istnieją rozwiązania alternatywne, które są bardziej zwarte i mniej kosztowne. Doświadczenia z eksploatacji takich instalacji są niewielkie, ale wskazują, że uzyskiwane poziomy redukcji są równoważne do systemów z osadem czynnym. Główne osiągnięcia środowiskowe: Stawy napowietrzane Skuteczności oczyszczania wahają się w szerokim zakresie, w zależności od typu ścieków, konstrukcji instalacji i warunków operacyjnych. Typowe skuteczności usuwania wynoszą 40-85% dla BZT5, 30-60% dla ChZT i 20-45% dla adsorbowalnych organicznych chlorowców

Rozdział 2
Przemysł celulozowo-papierniczy
95
(AOX). Wyższe wartości z tych zakresów uzyskuje się po długim czasie przetrzymania (retencji) 15-30 dni oraz gdy temperatura i zanieczyszczenia w ściekach nie wpływają hamująco na wzrost mikroorganizmów. Nie występuje usuwanie azotu. natomiast usuwanie fosforu występuje w niewielkim zakresie 0-15%. Usuwanie zawiesiny jest w dużym stopniu zależne od konkretnego przypadku. a w pewnych przypadkach ścieki na wyjściu zawierają więcej cząstek stałych (zawiesiny) niż strumień na wejściu. Wejściowa zawiesina jest w wystarczającym stopniu usuwana w strefie sedymentacyjnej stawu (strefie osiadania), ale wzrost mikroorganizmów produkuje osady biologiczne charakteryzujące się słabymi własnościami sedymentacyjnymi. Zrzuty cząstek stałych (zawiesiny) są niższe ze stawów o wysokich czasach przybywania ścieków oraz wyposażonych w strefy sedymentacyjne. W porównaniu do procesu z osadem czynnym mogą również wystąpić ujemne oddziaływania, takie jak zdarzające się od czasu do czasu silne zamglenia przy wilgotnej i zimnej pogodzie oraz przykry zapach w rejonie stawu, związany z procesami beztlenowymi. Proces z osadem czynnym Skuteczności oczyszczania wahają się i zależą od typu ścieków, konstrukcji instalacji i warunków operacyjnych. Typowe wartości zawierają się w zakresach: 85-98% - usunięcie BZT5 i 60-85% - usunięcie ChZT. Redukcja AOX wynosi 40-65%, fosfor i azot są redukowane odpowiednio o 40-85% i 20-50%. Całkowita skuteczność usuwania zawiesiny ogólnej w oczyszczaniu pierwotnym i wtórnym wynosi około 85-90%. Typowe stężenia ścieków po oczyszczaniu metodą osadu czynnego podano w tabeli 2.36. W dobrze zaprojektowanych i prowadzonych instalacjach część substancji organicznych łatwo ulegająca degradacji, mierzona jako BZT5, może zostać obniżona do około 20-40 mg/l oraz ilość ogólnej zawiesiny do tego samego poziomu. Stężenia fosforu i azotu są w wysokim stopniu skorelowane z zawiesiną ogólną, gdyż ilości rozpuszczonych pożywek można obniżyć do bardzo niskich poziomów dzięki właściwemu prowadzeniu instalacji. W przypadku ChZT, które jest wskaźnikiem ogólnego ładunku związków organicznych, stężenie po oczyszczaniu zależy od zawartości substancji trudno degradowalnych. Parametr BZT5 ChZT Zawiesina ogólna Fosfor
ogólny Azot ogólny
Stężenie 20-40 300-500 20-40 0,2-0,4 2-4 Tabela 2.36: Typowe stężenia w mg/l w ściekach z celulozowni siarczanowych po oczyszczaniu biologicznym (instalacje osadu czynnego), przy założeniu dobrze zaprojektowanych i eksploatowanych urządzeń Oddziaływanie na procesy i środowisko (cross-media effects): Stawy napowietrzane Proces oczyszczania w stawach wymaga obszarów o dużych powierzchniach, które nie zawsze są dostępne na terenie zakładu lub w jego sąsiedztwie. Oczyszczanie w stawach generuje mniejsze ilości osadu niż w przypadku procesu z osadem czynnym, ale powstałe osady są trudne do odwodnienia. Zatem zagospodarowanie osadów poprzez ich spalanie wymaga zazwyczaj większych ilości chemikaliów odwadniających, a także większego w stosunku do suchej masy dodatku paliwa podtrzymującego spalanie w porównaniu z osadami generowanymi, w procesie z osadem czynnym.
Rozdział 2
Przemysł celulozowo-papierniczy
96
Proces z osadem czynnym Instalacja oczyszczania ścieków wytwarza osady, które po odwodnieniu mogą zostać spalone dostarczając w niektórych przypadkach dodatnią wartość opałową. Oczyszczone ścieki są wystarczająco czyste, by można było je zastosować ponownie w niektórych miejscach procesu produkcyjnego. Problemem jest lokalizacja oczyszczalni. Zwykle oczyszczalnia ścieków jest zlokalizowana tak daleko od zakładu, że zawracanie wód oczyszczonych jest nieekonomiczne. Doświadczenia eksploatacyjne: Stawy napowietrzane Stawy napowietrzane były przez długi czas stosowane w wielu celulozowniach i papierniach, w celu uzyskania średniego poziomu usuwania zanieczyszczeń ściekowych. Jednakże obecnie zamyka się wiele eksploatowanych w przemyśle stawów, przystosowuje się je do procesu z osadem czynnym lub przeznacza na dodatkowe baseny w oczyszczalni ścieków.
Proces z osadem czynnym Instalacje osadu czynnego są stosowane od wielu lat z dobrymi rezultatami we wszystkich rodzajach celulozowni siarczanowych. Aspekty ekonomiczne: Stawy napowietrzane Koszty tego procesu zależą w dużym stopniu od tego, gdzie i jak stawy napowietrzane są zbudowane. Jeżeli mogą one być zbudowane przez pozyskanie zatoki naturalnego odbiornika i zamknięcie jej otwartej strony za pomocą wału ziemnego, koszt jest znacząco niższy, niż gdy staw musi być budowany na suchym lądzie. Zatem koszty inwestycyjne wahają się znacznie, a ich zakres wynosi 16-29 mln euro dla celulozowni siarczanowej produkującej 1500 Adt/d. Koszty ten obejmują również oczyszczanie pierwotne (sedymentację) i odwadnianie osadów. Odpowiadające koszty eksploatacyjne, składające się głównie z kosztów energii elektrycznej potrzebnej do napowietrzania i mieszania w stawie, wynoszą 1,3-1,7 mln euro/rok. Proces z osadem czynnym Koszty inwestycyjne całkowicie nowej instalacji oczyszczalni z osadem czynnym wynoszą około 19-24 mln euro dla celulozowni siarczanowej produkującej 1500 ADt/d. Dla celulozowni masy siarczanowej niebielonej właściwa jest dolna wartość z tego zakresu. Koszty te obejmują również oczyszczanie pierwotne i przerób osadów. Koszty eksploatacyjne wynoszą 2,0- 2,6 mln euro. Motywacja do wdrożenia tej techniki: Stawy napowietrzane można stosować, gdy wystarczy niski lub średni poziom usuwania zawartych w ściekach związków organicznych. Kiedy wymagane są wysokie i bardzo wysokie skuteczności oczyszczania należy raczej zastosować proces z osadem czynnym. Instalacje referencyjne: Liczne instalacje na całym świecie dla obu rodzajów oczyszczania ścieków. Literatura [J. Pöyry, 1997b], [Finnish BAT Report, 1997 – fiński raport nt. BAT, 1997] [SEPA-Report 4713-2,1997 – raport SEPA 4713-2, 1997]
Rozdział 2
Przemysł celulozowo-papierniczy
97
2.3.14 Trzeci stopień oczyszczania ścieków z chemicznym strącaniem Opis techniki: W niektórych przypadkach konieczne jest rozszerzenie oczyszczania ścieków o trzeci stopień. W większości przypadków ten trzeci stopień oczyszczania polega na chemicznym strącaniu. Rozpuszczone substancje organiczne wydziela się przez strącanie i następnie usuwa za pomocą filtracji lub klarowania. Do strącania stosuje się zwykle następujące chemikalia:
− sole glinu – Al2SO4)3 i Al.n(OH)mCl3n-m − sole żelazowe (Fe(III)) – FeCl3 i Fe2(SO4)3 − sole żelazawe (Fe(II)) – FeSO4 − wapno
Na etapie mieszania stosuje się polielektrolity w celu zoptymalizowania flokulacji. Możliwość zastosowania i charakterystyka metody: Metoda może być zastosowana w nowych i istniejących celulozowniach siarczanowych. Główne osiągnięcia środowiskowe: Trzeci stopień oczyszczania ze strącaniem chemicznym stosuje się głównie w celu obniżenia pożywek szczególnie fosforu. Dzięki wynikom szwedzkich badań oczyszczania biologicznego połączonego z chemicznym strącaniem, przeprowadzonym na instalacji pilotowej, pokazano, że można uzyskać następujące stopnie redukcji: fosforu 80-90%, azotu 30-60%, ChZT 80-90%, AOX 80-90% [PARCOM, 1994]. Oddziaływanie na procesy i środowisko: Wytrącanie materiału organicznego w ściekach za pomocą chemikaliów nieorganicznych powoduje tworzenie się znacznych ilości śluzowatych osadów bardzo trudnych do odwodnienia i wywiezienia na składowisko. Koszt chemikaliów jest znaczny i oczyszczanie jest selektywne; substancje obojętne nie mogą być usuwane równie skutecznie jak zdysocjowane jony. Doświadczenia eksploatacyjne: Nieznane są żadne szczególne problemy, które są związane z zastosowaniem tej techniki. Aspekty ekonomiczne: Koszty inwestycyjne wynoszą 2,6 mln Euro dla celulozowni siarczanowej o wydajności 250 000 t/rok i odpowiednio 3,8 mln Euro dla celulozowni o wydajności 500 000 t/rok. Koszty inwestycyjne strącania chemicznego obejmują zbiornik wyrównawczy (egalizacyjny), urządzenie do rozpuszczania chemikaliów, urządzenie dozujące chemikalia, zespół strącania i flokulacji oraz klarownik trzeciego stopnia. Koszty eksploatacyjne wynoszą około 50 000 euro, są nieco niższe dla celulozowni o niższej wydajności. Motywacja do wdrożenia tej techniki: Trzeci stopień oczyszczania ścieków jest zwykle uważany za konieczny tylko wtedy, gdy należy obniżyć stężenie pożywek w ściekach, tzn. gdy celulozownia odprowadza ścieki do bardzo wrażliwego odbiornika. Instalacje referencyjne: Oczyszczanie biologiczne plus strącanie chemiczne ścieków z wytwarzania bielonej masy celulozowej jest stosowane na skalę przemysłową, np. w Szwecji (Skoghall, zintegrowana wytwórnia masy siarczanowej i CTMP). Literatura [PARCOM, 1994], [SEPA-Report 4713-2, 1997 – raport SEPA 4713-2, 1997]
Rozdział 2
Przemysł celulozowo-papierniczy
98
2.3.15 Zwiększenie zawartości suchej substancji w ługu czarnym Opis techniki: W kotle regeneracyjnym substancje nieorganiczne ulegają procesowi redukcji i są wydzielane jako stop (głównie jako Na2S i Na2CO3) z dolnej części kotła, a substancje organiczne są utleniane generując w ten sposób ciepło. W konwencjonalnym kotle regeneracyjnym znajduje się strefa utleniająca w jego górnej części i strefa redukcyjna w dolnej części. Stężony ług czarny wprowadza się za pomocą jednej lub kilku dysz ługowych do strefy redukcyjnej. (zobacz rysunek 2.3). Powietrze do spalania jest zwykle podawane na trzy różne poziomy kotła jako powietrze pierwotne (dolne), wtórne i trzeciego stopnia (od dna kotła w górę). Emisje z kotła regeneracyjnego zawierają głównie pyły, tlenki azotu i dwutlenek siarki. Poziomy emisji są utrzymywane na możliwie najniższym poziomie za pomocą optymalizacji parametrów spalania, takich jak temperatura, doprowadzenie powietrza, zawartość suchej substancji w ługu czarnym i bilans chemikaliów. Celem wzmożonego odparowania ługu czarnego jest osiągnięcie możliwie jak najwyższej zawartości suchej substancji (s.s.) w ługu stężonym. Po zatężaniu konwencjonalnym w wyparce próżniowej zawartość suchej substancji w ługu czarnym gęstym wynosi około 65%. Zainstalowanie superkoncentratora pozwala na podniesienie tej zawartości do 80%. Jednak możliwa do osiągnięcia zawartość suchej substancji zależy od gatunku drewna. Optymalnym poziomem zawartości suchej substancji w ługu gęstym, do której należy dążyć w zbilansowanym układzie chemikaliów celulozowni, wydaje się być 72-73% po zagęszczaniu ługu, ale mierzone przed zbiornikiem mieszalnym ługu do kotła. Możliwość zastosowania i charakterystyka metody: Technika zintegrowana z procesem. Proces może być zastosowany w nowych i istniejących celulozowniach siarczanowych. Superkoncentrator może być zastosowany, tak że jego użycie stanowi samodzielny etap również w istniejących instalacjach wyparnych. Jednakże maksymalna zawartość suchej substancji jest ograniczona przez wzrost lepkości i skłonność stężonego ługu czarnego do tworzenia osadów na powierzchniach. Zależy to od gatunku drewna i temperatury. W praktyce dla eukaliptusa i kilku innych gatunków drewna liściastego trudno jest osiągnąć zawartość suchej substancji wyższą od 70%. Główne osiągnięcia środowiskowe: Emisja siarki z kotła regeneracyjnego obniża się do 5-50 mg S/Nm3 lub 0,1-0,3 kg S/ADt masy celulozowej lub niekiedy praktycznie całkowicie do zera, ponieważ więcej sodu będzie przechodzić do fazy gazowej i reagować z siarką. Oddziaływanie na procesy i środowisko: Obniżenie emisji siarki dzięki wysokiej zawartości suchej substancji w ługu powoduje wzrost emisji (unosu) pyłów z kotła przed oczyszczaniem gazów spalinowych. Dla zrekompensowania tego wpływu muszą zostać zainstalowane bardziej skuteczne i droższe elektrofiltry. Przy wysokiej zawartości substancji stałej (TS>80%) występuje znaczące uwalnianie związków siarki z ostatniego stopnia wyparki, które to emisje muszą być zbierane i podawane do spalania. Zwiększanie zawartości suchej substancji ługu czarnego powoduje tendencję do wzrostu emisji NOx z kotła regeneracyjnego, jeżeli nie podejmie się środków zapobiegawczych (zobacz 2.3.22). Doświadczenia eksploatacyjne: Metoda ta była sprawdzana w kilku celulozowniach, w północnej Europie. Obecnie jest stosowana w pełnej skali produkcyjnej, w północnej i południowej Europie.
Rozdział 2
Przemysł celulozowo-papierniczy
99
Aspekty ekonomiczne: W istniejących celulozowniach koszty usprawnionego odparowania i zatężania ługu czarnego są związane ze stężeniem, jakie chce się uzyskać. W istniejących celulozowniach, produkujących 1500 ADt/d masy celulozowej siarczanowej, koszty inwestycyjne zwiększenia stężenia ługu czarnego od 63% w górę są następujące:
Stężenie od 63% do 70% → 1,7-2,0 mln Euro Stężenie od 63% do 75% → 3,5-4,0 mln Euro Stężenie od 63% do 80% → 8,0-9,0 mln Euro
Koszty eksploatacyjne usprawnień nie są znaczące z powodu poprawy gospodarki energetycznej (1-7%) i zwiększenia wydajności kotła. Wzrost zawartości suchej substancji ługu podawanego do kotła może nawet dać pewne oszczędności netto. Motywacja do wdrożenia tej techniki: Celulozownie siarczanowe mogą mieć problemy z emisją dwutlenku siarki i poprzez zwiększenie zawartości suchej substancji w ługu czarnym emisja ta może zostać obniżona już w obrębie samego kotła. Drugim możliwym do osiągnięcia rezultatem jest wzrost wydajności kotła regeneracyjnego (4-7%). Alternatywnie w tym samym celu można zainstalować skrubery dla gazów spalinowych z kotła (zobacz 2.3.16). Instalacje referencyjne: Liczne instalacje w Skandynawii i co najmniej jedna w Hiszpanii. Literatura [Finnish BAT Report, 1997 – fiński raport nt. BAT, 1997] 2.3.16 Zainstalowanie skruberów na kotle regeneracyjnym Tę technikę można zastosować zamiennie z opisaną jako BAT w punkcie 2.3.15. Opis techniki: W celu obniżenia emisji dwutlenku siarki z kotła regeneracyjnego może on zostać wyposażony w skruber gazów odlotowych. Przykładowo przedstawiony mokry skruber (płuczka) gazów z kotła sodowego posiada trzy stopnie procesowe (licząc od dołu do góry, zobacz rysunek 2.12).
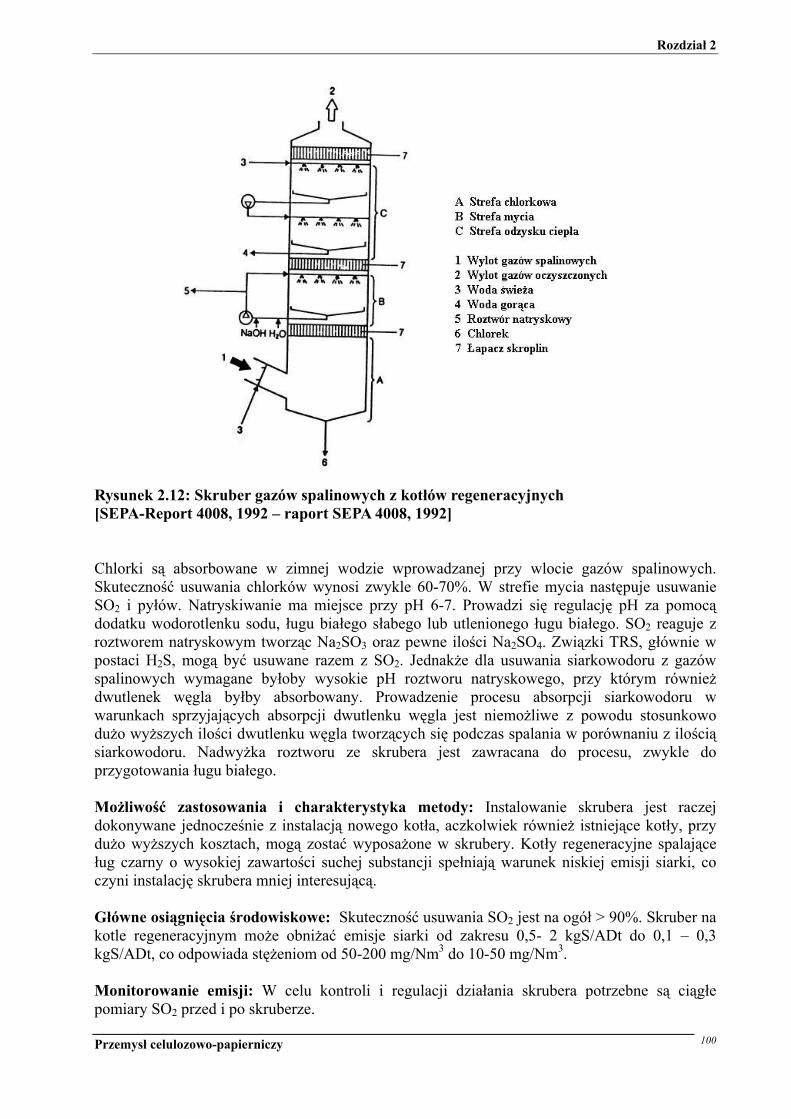
Rozdział 2
Przemysł celulozowo-papierniczy
100
Rysunek 2.12: Skruber gazów spalinowych z kotłów regeneracyjnych [SEPA-Report 4008, 1992 – raport SEPA 4008, 1992] Chlorki są absorbowane w zimnej wodzie wprowadzanej przy wlocie gazów spalinowych. Skuteczność usuwania chlorków wynosi zwykle 60-70%. W strefie mycia następuje usuwanie SO2 i pyłów. Natryskiwanie ma miejsce przy pH 6-7. Prowadzi się regulację pH za pomocą dodatku wodorotlenku sodu, ługu białego słabego lub utlenionego ługu białego. SO2 reaguje z roztworem natryskowym tworząc Na2SO3 oraz pewne ilości Na2SO4. Związki TRS, głównie w postaci H2S, mogą być usuwane razem z SO2. Jednakże dla usuwania siarkowodoru z gazów spalinowych wymagane byłoby wysokie pH roztworu natryskowego, przy którym również dwutlenek węgla byłby absorbowany. Prowadzenie procesu absorpcji siarkowodoru w warunkach sprzyjających absorpcji dwutlenku węgla jest niemożliwe z powodu stosunkowo dużo wyższych ilości dwutlenku węgla tworzących się podczas spalania w porównaniu z ilością siarkowodoru. Nadwyżka roztworu ze skrubera jest zawracana do procesu, zwykle do przygotowania ługu białego. Możliwość zastosowania i charakterystyka metody: Instalowanie skrubera jest raczej dokonywane jednocześnie z instalacją nowego kotła, aczkolwiek również istniejące kotły, przy dużo wyższych kosztach, mogą zostać wyposażone w skrubery. Kotły regeneracyjne spalające ług czarny o wysokiej zawartości suchej substancji spełniają warunek niskiej emisji siarki, co czyni instalację skrubera mniej interesującą. Główne osiągnięcia środowiskowe: Skuteczność usuwania SO2 jest na ogół > 90%. Skruber na kotle regeneracyjnym może obniżać emisje siarki od zakresu 0,5- 2 kgS/ADt do 0,1 – 0,3 kgS/ADt, co odpowiada stężeniom od 50-200 mg/Nm3 do 10-50 mg/Nm3. Monitorowanie emisji: W celu kontroli i regulacji działania skrubera potrzebne są ciągłe pomiary SO2 przed i po skruberze.
Rozdział 2
Przemysł celulozowo-papierniczy
101
Oddziaływanie na procesy i środowisko: Skruber może produkować gorącą wodę (jeżeli jest taka potrzeba) poprzez doprowadzenie świeżej wody do górnej strefy skrubera. Woda jest na ogół wystarczająco czysta do użycia jej jako wody myjącej w instalacji bielenia. Skruber zużywa alkalia w postaci utlenionego ługu białego, ługu białego słabego lub wodorotlenku sodowego, co może zwiększać wymagania dotyczące wydajności (przepustowości) urządzeń na oddziale regeneracji. Doświadczenia eksploatacyjne: Skrubery na kotłach regeneracyjnych mogą pracować bez problemów. Aspekty ekonomiczne: Urządzenie przychodzi zwykle od dostawcy jako zestaw. Koszty inwestycyjne dla celulozowni bielonej masy siarczanowej o wydajności produkcji 250 000 i 500 000 t/rok wynoszą odpowiednio 7,2 mln euro i 10,4 mln euro. Obejmują one skruber, pompy roztworów natryskowych, pompy cyrkulacyjne, instalację elektryczną i oprzyrządowanie. Koszty eksploatacyjne wynoszą odpowiednio 580 000 euro/rok i 920 000 euro/rok. Motywacja do wdrożenia tej techniki: Obniżenie emisji SO2. Odzysk ciepła. Przy wysokiej zawartości suchej substancji w ługu czarnym pierwotna emisja SO2 może być istotnie zredukowana i dla takich celulozowni cel wdrożenia takiej techniki jest mały. Wewnętrzna sytuacja gospodarki energetycznej w zakładzie może motywować lub nie produkcję ciepłej wody w skruberze. W nowoczesnym, siarczanowym kotle regeneracyjnym, szczególnie gdy pracuje on z wysoką zawartością suchej substancji, emisja H2S na ogół nie stanowi problemu, który wymaga rozwiązania, np. poprzez natryskiwanie gazów. Instalacje referencyjne: W ostatnich dziesięcioleciach skrubery zostały zainstalowane na licznych kotłach regeneracyjnych. Literatura [SEPA-Report 4713-2, 1997 – raport SEPA 4713-2, 1997], [SEPA-Report 4008, 1992 - raport SEPA 4008, 1992] 2.3.17 Zbieranie rozcieńczonych gazów w celu spalania w kotle regeneracyjnym Opis techniki: Ograniczanie emisji TRS można podzielić na oczyszczanie stężonych, złowonnych, niekondensujących gazów (NCG), które zawierają około 4 kg TRS/t (mierzone jako S) i rozcieńczonych lub słabych gazów złowonnych, które zawierają około 0,5 kg TRS/t (mierzone jako S). Postępowanie ze stężonymi gazami NCG polega na ich zebraniu z oddziałów roztwarzania i odparowania ługu (zobacz 2.3.11), i utylizacji na drodze spalania. Występują tu różne możliwe warianty. Jednym z możliwych wariantów jest spalanie stężonych gazów złowonnych w kotle regeneracyjnym. W Europie znajduje się kilka celulozowni i około 4 celulozownie na świecie, które spalają stężone gazy złowonne w kotle regeneracyjnym. Duże objętości gazów o niskim stężeniu związków złowonnych powstają w układach ługów czarnego i białego, przy myciu masy i w kanałach ścieków posadzkowych z pozostałościami ługów czarnego lub białego. Aktualny skład jest przypadkowy i będzie ulegał znacznym wahaniom.
Rozdział 2
Przemysł celulozowo-papierniczy
102
Zbieranie gazów jest prowadzone za pomocą rurociągów gazowych i dmuchaw do przesyłu gazów. Zebrane rozcieńczone gazy złowonne mogą być doprowadzone do spalania z powietrzem wtórnym lub trzecim do kotła sodowego. W zależności od objętości rozcieńczonych gazów NCG i rozmieszczenia urządzeń w celulozowni może znajdować się kilka układów destrukcji TRS dla różnych oddziałów. Alternatywą dla spalania jest skruber alkaliczny lub skruber utleniający. Kocioł sodowy jest zdolny do rozkładu rozcieńczonych gazów złowonnych. Niemniej kocioł sodowy jest tylko jedną z możliwości spalania rozcieńczonych gazów. Typowe ilości rozcieńczonych gazów NCG przy produkcji 1000 t/dobę wynoszą około 50 000 – 100 000 m3/h. Ilości gazów zależą od koncepcji celulozowni. Przy roztwarzaniu ciągłym i myciu dyfuzyjnym objętości są niższe niż przy roztwarzaniu okresowym, i myciu na urządzeniach ciśnieniowych. Możliwość zastosowania i charakterystyka metody: Metoda może być zastosowana w nowych i istniejących celulozowniach siarczanowych. W istniejących celulozowniach bardzo trudne może być zmodyfikowanie układu zbierania i oczyszczania rozcieńczonych gazów NCG. Dzieje się tak z powodu ograniczeń wynikających z rozmieszczenia urządzeń i dużych odległości pomiędzy źródłami gazów złowonnych, a kotłem regeneracyjnym. Główne osiągnięcia środowiskowe: Emisje TRS związane z rozcieńczonymi gazami złowonnymi (o wysokiej objętości) można zredukować prawie całkowicie za pomocą ich kolektywizowania (zbierania) i spalania. Oddziaływanie na procesy i środowisko: Nie występują. Doświadczenia eksploatacyjne: Metoda jest stosowana w celulozowniach referencyjnych od kilku lat bez problemów. Przepływ powietrza trzeciego stopnia do kotła regeneracyjnego jest ograniczony, w związku z czym inne alternatywy spalania rozcieńczonych gazów mogą również okazać się potrzebne. Aspekty ekonomiczne: Koszty inwestycyjne układu do zbierania rozcieńczonych gazów złowonnych i ich utylizacji w kotle regeneracyjnym wynoszą 3,6-4,5 mln euro dla celulozowni siarczanowej produkującej 1500ADt/d. Jednakże, ponieważ duża część kosztów jest związana z budową rurociągów, koszty mogą okazać się znacznie wyższe w celulozowniach, które są rozlokowane na dużej powierzchni. Koszty eksploatacyjne układu wynoszą 0,3-0,5 mln euro/rok. Motywacja do wdrożenia tej techniki: Główną przyczyną wdrożenia tej metody jest bardziej skuteczna redukcja emisji TRS z celulozowni siarczanowej. Instalacje referencyjne: Liczne celulozownie. Literatura [TAPPI, Proceedings,1997], [TAPPI, Proceedings,1994] [J. Pöyry, 1997a], [J. Pöyry, 1997b] [SEPA-Report 4713-2 – raport SEPA 4713-2] 2.3.18 Zbieranie i spalanie gazów złowonnych (stężonych i rozcieńczonych) w piecu
wapiennym
Rozdział 2
Przemysł celulozowo-papierniczy
103
Opis techniki: Ograniczanie emisji gazów złowonnych, powodowanych przede wszystkim przez emisje całkowitej siarki zredukowanej (TRS), można podzielić na oczyszczanie stężonych, niekondensujących gazów (NCG) i rozcieńczonych lub słabych gazów złowonnych. Oczyszczanie stężonych gazów NCG przeprowadza się na ogół poprzez zbieranie poszczególnych strumieni NCG z oddziałów warzelni i wyparki, i ich spalanie. Spalanie stężonych NCG może być prowadzone w piecu wapiennym lub w oddzielnym urządzeniu do spalania wyposażonym w skruber SO2. Stężone gazy NCG zawierają ponad 90% wszystkich związków TRS tworzących się w trakcie procesu roztwarzania. Gazy o wysokim stężeniu i niskiej objętości powstają w układzie odzysku terpentyny, kondensatorach odgazowań warnika ciągłego, zbiornikach magazynowych brudnych kondensatów, w upuście gazów niekondensujących z wyparki i zbiornikach kondensatów z wyparki oraz w układzie rekuperacji ciepła wydmuchu z warników okresowych (to ostatnie źródło dotyczy warzelni okresowej i zastępuje kondensatory odgazowań warnika o działaniu ciągłym). Aktualny skład gazów zmienia się znacznie w zależności od konkretnego przypadku. Głównymi źródłami rozcieńczonych gazów złowonnych są urządzenia do mycia i sortowania niebielonej masy celulozowej, kilka zbiorników masy i filtratów na oddziale mycia i w sortowni, zbiorniki magazynowe ługu czarnego w instalacji wyparki oraz zbiorniki magazynowe ługu białego w instalacji kaustyzacji. Zbieranie i przesyłanie gazów odbywa się za pomocą rurociągów gazowych, ejektorów i dmuchaw. Zebrane rozcieńczone gazy złowonne można spalać w piecu wapiennym doprowadzając je jako powietrze wtórne lub w oddzielnej spalarni NCG, w kotle korowym, lub innym kotle pomocniczym albo jako powietrze wtórne, lub trzecie w kotle regeneracyjnym. W zależności od objętości rozcieńczonych NCG i planu celulozowni może być kilka układów destrukcji TRS dla różnych oddziałów. Możliwość zastosowania i charakterystyka metody: Techniki mogą być zastosowane w nowych i istniejących celulozowniach siarczanowych. W istniejących celulozowniach modyfikacja układu zbierania i oczyszczania rozcieńczonych gazów NCG może być trudna. Główne osiągnięcia środowiskowe: Za pomocą zbierania i spalania tylko stężonych gazów zawierających związki TRS, emisje TRS z celulozowni siarczanowej można zredukować o ponad 90%. Oddziaływanie na procesy i środowisko: Zaletą spalania gazów złowonnych w piecu wapiennym jest to, że nie występuje potrzeba dodatkowego pieca. W dodatku siarka obecna w gazach po spaleniu może być absorbowana przez wapno, co obniża emisję dwutlenku siarki. Jednakże tylko ograniczona ilość siarki może zostać zaabsorbowana w piecu wapiennym przez gazowy sód tworząc siarczan sodowy. Głównym związkiem absorbującym siarkę jest zatem węglan sodowy (Na2CO3) w szlamie wapiennym. Gdy ta pojemność zostaje wyczerpana, to pojawia się emisja SO2. Efekt ten ulega wzmocnieniu, kiedy w piecu spalane są niekondensujące gazy złowonne. Dlatego emisje SO2 są zwykle prostą funkcją ilościowego przepływu gazów złowonnych do pieca. W celu minimalizacji tworzenia się SO2 można obniżyć zawartość siarki w paliwie lub jeżeli niekondensujące gazy złowonne (NCG) mają być spalane w piecu, należy poddać je wstępnemu usunięciu związków siarki metodą natryskiwania przed doprowadzeniem do spalania w piecu. Ograniczanie emisji TRS obniża również ilość złowonnych składników uwalnianych podczas oczyszczania ścieków.
Rozdział 2
Przemysł celulozowo-papierniczy
104
Stężone gazy złowonne, ze względu na ich wartość opałową, mogą zastąpić przeciętnie 10-15% paliwa zużywanego w piecu wapiennym. Jednakże zmienność wartości opałowej tych gazów może utrudniać utrzymanie dobrej i jednolitej jakości wapna. Problem związany z wahaniami jakości gazów można zminimalizować poprzez kondensowanie metanolu po kolumnie odpędowej, ale wymaga to dodatkowych kosztów inwestycyjnych. Doświadczenia eksploatacyjne: Sposób jest szeroko stosowany. Pewne problemy pojawiły się podczas użycia nowoczesnego pieca wapiennego w trakcie jego pracy z niskim poziomem nadmiernego tlenu. Aspekty ekonomiczne: Koszty inwestycyjne zbierania i spalania zarówno stężonych, jak i rozcieńczonych gazów wynoszą na ogół 4-5 mln euro w nowych celulozowniach i 5-8 mln euro w istniejących celulozowniach o wydajności 1500 ADt/d. Nie ma istotnego wzrostu kosztów eksploatacyjnych, jeżeli wykorzystuje się wartość opałową odzyskiwanego metanolu. W przeciwnym razie przewiduje się wzrost tych kosztów o 0,3-0,5 mln euro. Motywacja do wdrożenia tej techniki: Główną przyczyną wdrożenia tej techniki jest zmniejszenie emisji TRS z celulozowni siarczanowej. Instalacje referencyjne: Liczne instalacje w Europie i Ameryce Północnej. Literatura [Tappi, Proceedings, 1997 - Protokół Tappi, 1997] 2.3.19 Zbieranie i spalanie gazów złowonnych (stężonych i rozcieńczonych) z użyciem
oddzielnego pieca wyposażonego w skruber SO2 Opis techniki: Spalanie gazów złowonnych (zobacz 2.3.17 i 2.3.18) może również być prowadzone w oddzielnym urządzeniu do spalania wyposażonym w skruber SO2. Oddzielny piec może również posiadać kocioł do wykorzystania wartości opałowej gazów. Możliwość zastosowania i charakterystyka metody: Metoda może być zastosowana w nowych i istniejących celulozowniach siarczanowych. W istniejących celulozowniach mogą wystąpić trudności przy przebudowie układu zbierania i oczyszczania rozcieńczonych gazów NCG. Główne osiągnięcia środowiskowe: Za pomocą zbierania i spalania tylko stężonych gazów, zawierających związki TRS, emisje TRS z celulozowni siarczanowej można zredukować o ponad 90%. Oddziaływanie na procesy i środowisko: Spalanie gazów złowonnych w oddzielnym piecu sprzyja zwiększeniu emisji NOx, jeżeli nie podejmie się środków zapobiegawczych. Doświadczenia eksploatacyjne: Technologia jest stosowana bez problemów od szeregu lat przez wiele celulozowni. Aspekty ekonomiczne: Koszty inwestycyjne wynoszą na ogół 7-8 mln euro w nowych celulozowniach i 8-11 mln euro w istniejących celulozowniach o wydajności 1500 ADt/d., Ponieważ zwykle nie można wykorzystać wartości opałowej odzyskanego metanolu, to koszty eksploatacyjne wzrastają o 0,3-0,5 mln euro/rok.
Rozdział 2
Przemysł celulozowo-papierniczy
105
Motywacja do wdrożenia tej techniki: Główną przyczyną wdrożenia tej techniki jest zmniejszenie emisji TRS z celulozowni siarczanowej. Instalacje referencyjne: Liczne instalacje w Europie. Literatura [Tappi, Proceedings, 1997 - Protokół Tappi, 1997] 2.3.20 Zainstalowanie technologii niskiej emisji NOx w kotłach pomocniczych (korowym,
olejowym, węglowym) i w piecu wapiennym Opis techniki: W celulozowniach mas chemicznych mogą być stosowane różnorodne odnawialne lub kopalne paliwa – kora, węgiel, węgiel brunatny, olej lub gaz ziemny – do uzupełniającej produkcji pary na ogół w połączeniu z turbinami do produkcji energii elektrycznej. W procesach spalania tych paliw należy zwrócić uwagę na przyjazne środowisku techniki spalania, dające minimalizację emisji pyłów, SO2 i również NOx. Technologia niskiej emisji NOx zastosowana do spalania paliw stałych oraz odpadów z celulozowni i papierni w kotłach ze złożem fluidalnym jest dyskutowana w paragrafie 6.3.12. Węgiel kamienny i brunatny dobrze się nadają do spalania jako główne lub wspomagające paliwo w układach ze złożem fluidalnym, w których dzięki ostrożnej regulacji pracy można uzyskać niski poziom powstawania NOx. W konwencjonalnych kotłach opalanych olejem lub gazem ziemnym palniki doprowadzające mieszaninę paliwo-powietrze muszą stosować konstrukcję zapewniającą utrzymanie warunków spalania z niskim NOx. Również węgiel lub torf spala się często w postaci drobnego pyłu, w konwencjonalnych kotłach, doprowadzając paliwo poprzez palniki, które dzięki odpowiedniej konstrukcji zapewniają spalanie z niskim NOx. Powietrze pierwotne do spalania jest doprowadzane poprzez palnik w mieszaninie paliwo-powietrze. Oddzielnie doprowadza się powietrze wtórne i trzecie tak, by utrzymać odpowiedni bilans powietrza pierwotnego: wtórnego: trzeciego w rejonie płomienia, w celu utrzymania spalania z niskim NOx. Można jeszcze doprowadzić pewną ilość powietrza, jeżeli jest to konieczne, powyżej głównego obszaru płomienia, w celu zakończenia procesu spalania paliwa. Celem wielostopniowego zasilania powietrzem jest spalanie paliwa bez nadmiaru powietrza, a aktualnie nawet w warunkach redukcyjnych oznaczających, że: • nie ma dość tlenu do intensyfikacji tworzenia się NOx, • temperatura płomienia jest niższa niż w konwencjonalnych palnikach, co dodatkowo obniża
powstawanie NOx. Część powstałego NOx będzie redukować się z powrotem do azotu pierwiastkowego, na przykład kiedy resztkowa ilość paliwa spala się na zewnętrznej powierzchni płomienia lub poza nim. Możliwość zastosowania i charakterystyka metody: Palniki dające niską emisję NOx mogą być zastosowane w istniejących i nowych kotłach. W przypadku stosowania sproszkowanych paliw stałych, takich jak węgiel kamienny lub brunatny jest ważne, by były one wstępnie wysuszone, o ile mają wysoką wilgotność, w celu utrzymania szybkiego i skutecznego spalania. Dla zapewnienia szybkiego zapłonu i całkowitego spalania dodatkowo użycie tych paliw wymaga, by powietrze do spalania było wstępnie ogrzane.
Rozdział 2
Przemysł celulozowo-papierniczy
106
Główne osiągnięcia środowiskowe: Na ogół poziomy emisji zmieniają się wraz ze zmianą paliwa. W porównaniu do konwencjonalnych palników dających emisje 250-500 mgNOx/MJ, palniki niskoemisyjne pozwalają na uzyskanie poziomu emisji w kominie 120-140 mg/MJ. Monitorowanie emisji: Można prowadzić monitoring ciągły emisji za pomocą mierników NOx zainstalowanych na kanałach spalin (online). Również mierniki tlenu mogą być pomocne do wykazania, że utrzymywane są warunki spalania sprzyjające niskiej emisji NOx. Dokładne pomiary wymagają pobrania próbek gazów i analizy laboratoryjnej. Oddziaływanie na procesy i środowisko: Istotne oddziaływania nie występują. Doświadczenia eksploatacyjne: Palniki o niskiej emisji NOx zastosowano z powodzeniem w modyfikacjach istniejących kotłów i przy konstrukcji nowych. Aspekty ekonomiczne: Koszty inwestycyjne wynoszą na ogół 0,5-0,8 mln euro. Nie przewiduje się istotnego wzrostu kosztów eksploatacyjnych. Motywacja do wdrożenia tej techniki: Palniki niskoemisyjne są stosowane głównie do obniżenia emisji NOx z kotłów pomocniczych. Instalacje referencyjne: Liczne fabryki w Europie Północnej i Zachodniej. Literatura: [Rentz, 1996], [J. Pöyry, 1997b], [Finnish BAT Report, 1997 – fiński raport nt. BAT, 1997], [Ministry of Education, 1994 – Ministerstwo Edukacji, 1994] 2.3.21 Proces selektywnej redukcji niekatalitycznej (SNCR) dla kotłów korowych Opis techniki: Z powodu niskiej temperatury spalania kotły korowe dają stosunkowo niskie emisje NOx. Przy spalaniu tylko kory typowe emisje wynoszą 70-100 mg NOx/MJ. W okresach, gdy w kotle korowym stosuje się olej można zaobserwować wzrost tego wskaźnika do około 100-150 mg NOx/MJ. Duży nadmiar tlenu wpływa na tworzenie się NOx i powinno się go unikać. Jednakże z drugiej strony zbyt mały nadmiar tlenu zwiększa ryzyko emisji CO i lotnych związków organicznych (VOC). Pierwotny tlenek azotu (NO) tworzy się w palenisku zarówno w wyniku reakcji z azotem w powietrzu (NO termiczny), jak i w wyniku utleniania azotu w paliwie (NO paliwowy). Powstawanie termicznego NO wzrasta ze wzrostem temperatury płomienia. Część NO jest następnie utleniana do NO2. W procesie SNCR (selektywnej redukcji niekatalitycznej) tlenek azotu (NO) jest redukowany za pomocą mocznika do azotu, produktami reakcji są też: dwutlenek węgla i woda stosownie do równania reakcji:
2 NO + (NH2)2CO + ½ O2 → 2 N2 + CO2 + 2 H2O
Reakcja zachodzi w temperaturze około 1000oC. Możliwość zastosowania i charakterystyka metody: Urządzenie do wtrysku mocznika (lub amoniaku) można zainstalować w istniejących i nowych kotłach. W istniejących kotłach może
Rozdział 2
Przemysł celulozowo-papierniczy
107
być trudne uzyskanie optymalnych warunków reakcji zmniejszając w ten sposób potencjalne możliwości redukcji NOx do około 40%. Główne osiągnięcia środowiskowe: Całkowita redukcja NOx, osiągalna w kotłach korowych za pomocą wprowadzenia zmian w technikach spalania (zobacz 2.3.20) i/lub poprzez zastosowanie procesu SNCR, wynosi około 30-50%. Emisje NOx wynosiłyby wtedy 40-60 mg/MJ, co odpowiada około 100-200 mg/Nm3. Emisje gazowej siarki ze spalania kory są niskie, około 10-20 mg/MJ. Monitorowanie emisji: Może być zainstalowany ciągły pomiar NOx i z doświadczenia wynika, że uzyskane wyniki są wiarygodne.
Oddziaływanie na procesy i środowisko: W zależności od stechiometrii dodatku mocznika może pojawić się niewielki wzrost zawartości amoniaku w gazach odlotowych.
Doświadczenia eksploatacyjne: Instalacje wykorzystujące tę technikę pracują od wczesnych lat 1990. Według przedstawionych raportów dyspozycyjność zakładów była dobra, choć w niektórych przypadkach wtryskiwanie roztworu mocznika spowodowało uszkodzenia wewnątrz pieca. Oba te elementy, zagrożenie bezpieczeństwa i koszt instalacji, muszą być brane pod uwagę, a praca instalacji właściwie monitorowana. Technika SNCR jest trudna do sterowania, ponieważ w kotłach korowych mogą zdarzać się stosunkowo szybkie zmiany obciążenia. Powoduje to wahania osiąganych dzięki tej technice efektów redukcji NOx. Proces może być potencjalnym źródłem emisji N2O lub NH3, ale pomiary pokazują, że ryzyko jest marginalne. Proces SNCR w kotle korowym jest uznaną techniką co najmniej w Szwecji. Aspekty ekonomiczne: Koszty inwestycyjne dodania SNCR do kotła korowego, w przypadku celulozowni masy siarczanowej bielonej o wydajności produkcji 250 000 i 500 000 t/rok, wynoszą odpowiednio 690 000 euro i 1,15 mln euro. Koszty inwestycyjne obejmują urządzenia wtryskowe, rury, pompy, zbiorniki i przebudowę / adaptację kotła. Koszty eksploatacyjne, to głównie zużycie mocznika. Ilość potrzebnego mocznika wynosi 1-2 kg na 1 kg usuniętego NOx. Motywacja do wdrożenia tej techniki: Tlenki azotu (NOx) mają potencjalne własności zakwaszające i mogą zwiększać eutrofizację. W niektórych obszarach wrażliwych jezior w Europie dalsza redukcja emisji NOx za pomocą środków wtórnych, jak technika SNCR, jest zatem uważana za konieczną. Opłata za emisje tlenków azotu (NOx) w Szwecji może również dać zachętę do dalszej ich redukcji. Instalacje referencyjne: Kilka fabryk w Szwecji. Literatura: [SEPA-Report 4008 - raport SEPA 4008], [SEPA-Report 4713-2, 1997 – raport SEPA 4713-2, 1997], [Informacje indywidualne ze szwedzkiej fabryki] 2.3.22 Technika „Powietrze nad płomieniem” (OFA) w kotłach regeneracyjnych Opis techniki: Kocioł regeneracyjny pracuje z atmosferą redukcyjną w jego dolnej części. Skutkiem tego tworzenie się NOx w kotle regeneracyjnym jest niższe niż w innych piecach. Jednakże również i w tym przypadku modyfikacje systemu doprowadzenia powietrza okazały się
Rozdział 2
Przemysł celulozowo-papierniczy
108
korzystne z uwagi na redukcje NOx. Termiczne NOx powstające w wyniku związania azotu z powietrza do spalania można zmniejszyć poprzez ograniczenie ilości powietrza w strefie spalania. W celu realizacji tego pomysłu otwory wlotowe powietrza instaluje się na poziomie czwartym. W siarczanowym kotle regeneracyjnym zmniejszone tworzenie się NOx można osiągnąć poprzez modyfikację systemu doprowadzenia powietrza, taką jak wprowadzenie czwartego wlotu powietrza w górnej części kotła. Zmniejszenie emisji NOx, które może być przypisane użyciu tej techniki, jest zmienne, zależnie od typu kotła i jego konstrukcji oraz zastosowanej metody OFA. Wynosi ono zwykle 10-25%. Możliwość zastosowania i charakterystyka metody: Metoda może być zastosowana w nowych i istniejących celulozowniach siarczanowych. Główne osiągnięcia środowiskowe: Wydaje się, że osiągnięte zmniejszenie emisji NOx jest różne dla różnych kotłów regeneracyjnych. Z niektórych szwedzkich celulozowni siarczanowych doniesiono o pozyskaniu następujących doświadczeń w tym zakresie: Przypadek 1: Zainstalowanie techniki OFA na istniejącym kotle regeneracyjnym i eksploatacja tej instalacji od 1990 r.: osiągnięto 30% redukcję NOx. Przypadek 2: Zainstalowanie techniki OFA na istniejącym kotle regeneracyjnym. Nowy system doprowadzania powietrza do kotła nie był jednak stosowany z powodu wzrostu temperatury w przegrzewaczu. Przypadek 3: Zainstalowanie techniki OFA na istniejącym kotle regeneracyjnym w 1995 r.: uzyskano 20% redukcję NOx i system pracuje od początku 1997r. Przypadek 4: Pierwszy nowy kocioł z techniką OFA został uruchomiony w 1996: Redukcję emisji NOx w tym przypadku podsumowano w poniższej tabeli: Rozdział powietrza do spalania w kotle regeneracyjnym
Normalna praca Technika OFA Próby przeprowadzone w maju 1998
Powietrze pierwotne [%] 45 35 40 Powietrze drugie [%] 45 45 40 Powietrze trzecie [%] 10 10 5-15 Powietrze czwarte [%] ⇒ OFA 0 10 5-15 Zaobserwowane skutki NOx [mg/m3 nsg] 135 80 90 SO2 [mg/m3 nsg] 20 35 < 20 Tabela 2.37: Redukcja emisji NOx dzięki zastosowaniu techniki „powietrze nad płomieniem” (OFA) w nowych kotłach regeneracyjnych Oddziaływanie na procesy i środowisko: Nie występują. Doświadczenia eksploatacyjne: Redukcja emisji NOx, będąca atrybutem zastosowania tej techniki, jest zmienna w zależności od typu i konstrukcji kotła oraz sposobu aplikacji metody OFA. Metoda ta musi być dostosowana do specyficznych warunków kotłów regeneracyjnych. Zastosowanie tej techniki – która jest szeroko stosowana w innych procesach spalania – może spowodować wzrost emisji tlenku węgla i niespalonych związków organicznych, o ile proces ten nie jest właściwie regulowany.
Rozdział 2
Przemysł celulozowo-papierniczy
109
Aspekty ekonomiczne: Koszty inwestycyjne modyfikacji układu wprowadzenia powietrza do kotła regeneracyjnego w celulozowniach bielonej masy siarczanowej o wydajności 250 000 i 500 000 t/rok wynoszą odpowiednio 1,7 mln euro i 2,3 mln euro. Koszty inwestycyjne obejmują nowe wloty powietrza do kotła, oprzyrządowanie, rurociągi i wentylatory. Koszty eksploatacyjne nie ulegają zmianie. Motywacja do wdrożenia tej techniki: Tlenki azotu NOx mają potencjalne własności zakwaszające i mogą zwiększać eutrofizację. W niektórych obszarach wrażliwych jezior w Europie dalsza redukcja emisji NOx za pomocą środków wtórnych jest zatem uważana za konieczną. Instalacje referencyjne: Kilka fabryk w Szwecji. Literatura [SEPA-Report 4713-2, 1997 – raport SEPA 4713-2, 1997] 2.3.23 Instalacja usprawnionego mycia szlamu wapiennego w oddziale kaustyzacji Opis techniki: Wapno (CaO) stosuje się w procesie kaustyzacji ługu zielonego (Na2S + Na2CO3) w celu otrzymania ługu białego (Na2S + NaOH). W procesie kaustyzacji tworzy się szlam wapienny (CaCO3). Szlam wapienny jest kierowany do pieca wapiennego, w którym jest on wypalany z wytworzeniem świeżego wapna. Przed doprowadzeniem do pieca szlam pokaustyzacyjny musi być wymyty w celu usunięcia pozostałych ilości wodorotlenku sodu, siarczku sodu i innych soli sodowych, a następnie odwodniony. Do mycia szlamu stosuje się zwykle klarowniki lub prasy filtracyjne. W przeszłości w szerokim użyciu były dwu stopniowe filtry szlamu, ale ostatnio dominujące stało się jednostopniowe mycie szlamu w klarowniku o specjalnej konstrukcji lub na filtrze ciśnieniowym. Usprawnione mycie szlamu wapiennego może dać zmniejszenie resztkowej zawartości ługu białego od 100 mg/dm3 do 0-30 mg/dm3 przy zastosowaniu nowoczesnych filtrów. Wzrasta również suchość szlamu od 50-60% do 70-80%. Bardziej skuteczne mycie obniża stężenie siarczku w szlamie wapiennym redukując tym samym tworzenie się siarkowodoru w piecu w trakcie procesu wypalania. Możliwość zastosowania i charakterystyka metody: Metoda może być zastosowana w nowych i istniejących celulozowniach siarczanowych. Główne osiągnięcia środowiskowe: Możliwa redukcja H2S (TRS) w piecu wapiennym, która zależy przede wszystkim od dostępności sodu w wapnie i zawartości siarki we wszystkich paliwach doprowadzanych do pieca. Przy niskim doprowadzeniu siarki można uzyskać niewielką redukcję, ale z kolei przy wysokim doprowadzeniu siarki do pieca skutek może być żaden lub nawet przeciwny. Oddziaływanie na procesy i środowisko: Zbyt dokładne mycie szlamu, tzn. do zbyt niskiej resztkowej zawartości sodu może powodować tendencję wzrostową emisji TRS i pyłów z pieca wapiennego. Doświadczenia eksploatacyjne: Usprawnione mycie szlamu wapiennego jest praktykowane w celulozowniach w Europie od ponad 10 lat. Wymagane jest również monitorowanie resztkowego sodu (NaOH) w celu uniknięcia zatkania pieca wapiennego (tworzenia się zatorów w postaci pierścieni).
Rozdział 2
Przemysł celulozowo-papierniczy
110
Aspekty ekonomiczne: Koszty inwestycyjne wynoszą na ogół 1-1,5 mln euro. Motywacja do wdrożenia tej techniki: Redukcja H2S (TRS) i przykrego zapachu w gazach odlotowych z pieca wapiennego. Instalacje referencyjne: Liczne instalacje w Europie. Literatura [SEPA-Report 4713-2, 1997 – raport SEPA 4713-2, 1997] 2.3.24 Elektrofiltr do ograniczenia emisji pyłów z kotła korowego i pieca wapiennego Opis techniki: Kocioł korowy Odpadowe drewno (z kory i odpadów drzewnych) poprzez spalanie wykorzystuje się w szerokim zakresie do wytworzenia pary. Parę z kotłów często wykorzystuje się w turbinach przeciwprężnych do wytwarzania energii elektrycznej. Ten sposób wytwarzania energii cieplnej i elektrycznej jest korzystny ze względu na ograniczenie emisji związanych ze stosowaniem paliw kopalnych. Spalanie daje również zmniejszenie ilości odpadów do zagospodarowania. Obecnie nowa instalacja wymaga wyszukanego systemu spalania wyposażonego w układy oczyszczania odprowadzanych gazów. Pyły stanowią główne zanieczyszczenie emitowane z kotłów spalających odpady drzewne. Zawierają one popiół lotny i pozostałości nie spalonego materiału. Zazwyczaj kotły korowe są wyposażone w cyklony do zatrzymywania pyłów (skuteczność 85%). Obecnie coraz częściej stosuje się również elektrofiltry o skuteczności oczyszczania powyżej 95%. Piec wapienny Właściwa konstrukcja pieca wapiennego minimalizuje tworzenie się pyłów. Mechanizm odparowywania sodu jest związany z ilością sodu w piecu i wysokością temperatury w strefie kalcynacji pieca. Stopień odparowania może do pewnego stopnia być regulowany poprzez właściwe ustawienie kształtu i pozycji płomienia. Na emisję pyłów wpływa również stosowanie różnych paliw. Płomień z paliwa olejowego, dzięki dobrym własnościom promieniowania, będzie dawał wysoki stopień odparowania sodu z wapna w gorącym końcu pieca, w wyniku czego z dwutlenku siarki wytworzy się siarczan sodu. Dla zminimalizowania emisji cząstek CaO, Na2SO4 i Na2CO3 należy zainstalować elektrofiltr. Elektrofiltr ma lepsze własności usuwania pyłów niż skruber. Jeżeli znajduje się tam również skruber, to elektrofiltr powinien być usytuowany przed skruberem. Elektrofiltr wymaga regularnej konserwacji i monitorowania. Przeciążenie lub nierówne obciążenie może spowodować zatkanie komór elektrofiltru. Możliwość zastosowania i charakterystyka metody: Metoda może być zastosowana w nowych i istniejących celulozowniach siarczanowych. Główne osiągnięcia środowiskowe: Główny wynik środowiskowy w przypadku zastosowania cyklonów na kotle korowym polega na zmniejszeniu emisji pyłów z poziomu 250-500 mg/Nm3 do poziomu 100-150 mg/Nm3. W przypadku zastosowania elektrofiltru dla gazów z kotła korowego można uzyskać skuteczność odpylania powyżej 95%, co odpowiada emisji pyłów około 20-40 mg/Nm3 (w przeliczeniu na 10% O2 i suchy gaz).

Rozdział 2
Przemysł celulozowo-papierniczy
111
Emisja pyłów z pieca wapiennego po elektrofiltrze będzie wynosić 20-100 mg/Nm3. Głównym składnikiem pyłów opuszczających piec z gazami spalinowymi jest CaO. Uchodzi on przede wszystkim z zasilającego (zimnego) końca pieca. Ilość pyłów pochodzących z gorącego końca pieca jest znacząco niższa. Głównymi składnikami pyłów emitowanych przez komin są drobne cząstki Na2SO4 i Na2CO3, ponieważ cząstki CaO są znacznie bardzie skutecznie zatrzymywane w urządzeniu do odpylania gazów spalinowych. Oddziaływanie na procesy i środowisko: Istotne oddziaływania nie występują. Doświadczenia ruchowe: Metodę stosuje się w wielu celulozowniach siarczanowych. Aspekty ekonomiczne: W celulozowni siarczanowej o wielkości 1500 ADt/d koszty inwestycyjne elektrofiltru na kotle korowym wynoszą około 3-4 mln euro, a na piecu wapiennym 5-6 mln euro. Koszty eksploatacyjne wzrastają o mniej niż 0,3 mln euro/rok w obu przypadkach. Motywacja do wdrożenia tej techniki: Główną przyczyną wdrożenia metody jest redukcja emisji pyłów do powietrza. Instalacje referencyjne: Liczne instalacje w Europie. Literatura [J. Pöyry, 1997a] [J. Pöyry, 1997b], [SEPA-Report 4713-2, 1997 – raport SEPA 4713-2, 1997]
Rozdział 2
Przemysł celulozowo-papierniczy
112
2.4 Najlepsze dostępne techniki BAT 2.4.1 Wprowadzenie W celu lepszego zrozumienia treści tego rozdziału czytelnik powinien zapoznać się ze wstępem do niniejszego dokumentu, a w szczególności z jego piątą częścią: „Jak rozumieć i stosować niniejszy dokument”. Techniki oraz związane z nimi poziomy emisji i/lub zużycia, jak również zakresy poziomów, jakie przedstawiono w niniejszym rozdziale, zostały ocenione w toku procesu iteracyjnego obejmującego następujące etapy:
• określenie kluczowych zagadnień dotyczących ochrony środowiska w obrębie danego sektora; dla zintegrowanych wytwórni masy celulozowej siarczanowej i papieru największe problemy dotyczą zużycia wody, zrzutu ścieków (ChZT, BZT, zawiesiny, N, P), zużycia energii (pary i elektryczności) odpadów stałych takich jak odrzuty, osady i popiół, emisji do powietrza z wytwarzania energii (SO2, NOx, CO2, pył), hałasu, ciepła odpadkowego do wody i czasem przykrego zapachu; te trzy ostatnie czynniki mają wpływ na warunki lokalne;
• zbadanie technik najistotniejszych z punktu widzenia tych kluczowych zagadnień; • określenie poziomów emisji optymalnych dla środowiska na podstawie danych
dostępnych w Unii Europejskiej i na świecie; • zbadanie warunków, w których te poziomy emisji zostały uzyskane takich, jak koszty,
oddziaływanie na środowisko, głównie cele i motywacja dla wprowadzania tych technik; • wybór najlepszych dostępnych technik BAT oraz związanych z nimi poziomów emisji
i/lub zużycia dla tego sektora w ogóle, zgodnie z art. 2 ust. 11 oraz załącznikiem 4 do dyrektywy.
Europejskie Biuro IPPC i odpowiednia Techniczna Grupa Robocza (TWG) pełniły główną rolę przy fachowej ocenie każdego z tych działań, jak również miały wpływ na sposób przedstawienia ich wyników w niniejszym opracowaniu. Na podstawie tej oceny w niniejszym rozdziale przedstawiono konkretne techniki oraz – w miarę możliwości – poziomy emisji i zużycia związane ze stosowaniem najlepszych dostępnych technik BAT, które są uważane za odpowiednie dla sektora jako całości i w wielu przypadkach odzwierciedlają aktualną charakterystykę eksploatacyjną niektórych instalacji w obrębie sektora. Tam gdzie prezentowane są poziomy emisji lub zużycia „związane z najlepszymi dostępnymi technikami BAT” oznacza to, że poziomy te odzwierciedlają skutki oddziaływania na środowisko, jakie można przewidzieć w wyniku zastosowania w tym sektorze opisanych technik, mając na uwadze bilans kosztów i korzyści stanowiących nieodłączny element definicji BAT. Jednakże nie są to graniczne wielkości emisji czy zużycia i nie powinny być tak rozumiane. W niektórych przypadkach uzyskanie lepszych poziomów emisji lub zużycia może być technicznie możliwe, jednak ze względu na związane z tym koszty lub skutki oddziaływania na środowisko nie są one uważane za właściwe jako BAT dla całego sektora. Poziomy takie mogą jednak być uznane za uzasadnione w bliżej określonych przypadkach, w których występują szczególne okoliczności przemawiające za wdrożeniem danych technik. Poziomy emisji i zużycia związane z zastosowaniem BAT muszą być rozpatrywane z uwzględnieniem szczególnych warunków odniesienia (np.: okresów uśredniania). Należy odróżnić opisane powyżej pojęcie „poziomów związanych z zastosowaniem BAT” od określenia „osiągalny poziom” stosowanego gdzie indziej w tym dokumencie. W przypadku, gdy poziom jest opisany jako „osiągalny” przy zastosowaniu danej techniki lub kombinacji technik,
Rozdział 2
Przemysł celulozowo-papierniczy
113
oznacza to, że można go uzyskać stosując te techniki po pewnym czasie w dobrze utrzymywanej i obsługiwanej instalacji lub procesie. Dostępne dane dotyczące kosztów wraz z opisem technik omówionych w poprzednim rozdziale zostały przedstawione łącznie. Wskazują one przybliżoną wielkość przewidywanych kosztów. Jednak rzeczywisty koszt zastosowania danej techniki będzie w dużym stopniu zależał od konkretnej sytuacji z uwzględnieniem na przykład, wysokości podatków, opłat oraz specyfikacji technicznej dla danej instalacji. Dokładna ocena tych specyficznych dla danego miejsca czynników nie jest w tym dokumencie możliwa. W przypadku braku danych dotyczących kosztów, wnioski odnoszące się do ekonomicznej użyteczności technik zostały sformułowane na podstawie obserwacji istniejących instalacji. Najlepsze dostępne techniki BAT przedstawione ogólnie w niniejszym rozdziale mają stanowić punkt odniesienia ułatwiający ocenę aktualnych wyników osiągniętych w ramach istniejącej instalacji lub propozycję dla nowej instalacji. Może to się okazać pomocne przy określaniu właściwych warunków „w oparciu o najlepsze dostępne techniki BAT” dla danej instalacji lub w ustaleniu ogólnych, wiążących przepisów zgodnie z art. 9 ust. 8. Przewiduje się, że nowe instalacje mogą być zaprojektowane tak, aby osiągały takie same lub nawet lepsze rezultaty niż ogólne poziomy BAT tutaj zaprezentowane. Uważa się również, że istniejące instalacje mogłyby zbliżyć się do ogólnych poziomów właściwych dla BAT, bądź osiągać lepsze wyniki, w zależności od technicznych i ekonomicznych możliwości zastosowania technik w poszczególnych przypadkach. Dokumenty referencyjne BAT wprawdzie nie ustalają prawnie wiążących norm, lecz ich zadaniem jest dostarczanie informacji stanowiących wskazówki dla przemysłu, Państw Członkowskich i społeczeństwa na temat osiągalnych poziomów emisji i zużycia przy stosowaniu konkretnych technik. Odpowiednie wartości graniczne dla każdego konkretnego przypadku będą musiały zostać określone z uwzględnieniem celów dyrektywy dotyczącej zintegrowanego zapobiegania i ograniczania zanieczyszczeń (IPPC) oraz lokalnych uwarunkowań. Produkcja masy celulozowej siarczanowej nie jest pojedynczym procesem, lecz serią procesów jednostkowych, często połączonych lub współzależnych. Dlatego zawsze występuje odpowiednia kombinacja technik, które tworzą BAT dla wytwórni mas celulozowej siarczanowej i papieru. Kolejność pierwszeństwa i wybór technik lub kombinacji tych technik zależą od warunków lokalnych. Najlepsze dostępne techniki BAT podane poniżej, jeżeli nie stwierdzono inaczej, mają zastosowanie dla nowych i istniejących fabryk. W celulozowniach i papierniach stosowanie danej techniki jest mniej zależne od faktu czy chodzi tu o nową, czy o istniejącą fabrykę. Fabryki celulozy i papieru charakteryzują się tym, że maszyny poddaje się raczej przebudowie, a nie całkowicie zastępuje nowymi. Modularna przebudowa i rozwój instalacji oznaczają, że każde takie miejsce jest oryginalnym wytworem swej lokalizacji i historii. Z drugiej strony istnieje szereg procesów jednostkowych, które są wspólne dla wszystkich krajów. Kryterium, odgrywającym rolę przy ustalaniu BAT w konkretnych przypadkach, są względnie wysokie koszty jednostkowe w mniejszych fabrykach (ekonomia skali). Inne czynniki wymagające uwzględnienia, to ograniczenia przestrzeni w niektórych starszych fabrykach lub nieodpowiedni materiał czy konstrukcja starszych urządzeń, co czyni je niezdatnymi w przypadku wyższego stopnia zamknięcia obiegu wodnego. Zwiększenie stopnia zamknięcia układu wodnego zwykle wiąże się z większą złożonością systemu, który wymaga monitorowania, sterowania i rozumienia. Mniejsze fabryki czasami mogą nie mieć dostępu do wiedzy koniecznej do skutecznego prowadzenia i kontroli bardziej złożonych rozwiązań procesowych.
Rozdział 2
Przemysł celulozowo-papierniczy
114
2.4.2 Najlepsze dostępne techniki BAT dla celulozowni siarczanowych i papierni Poniżej podano techniki lub kombinacje technik, które uważa się za najlepsze dostępne BAT dla zintegrowanych i niezintegrowanych celulozowni siarczanowych. Podany niżej wykaz technik BAT nie uważa się za wyczerpujący i każda inna technika lub kombinacja technik osiągająca tę samą (lub lepszą) sprawność może być również brana pod uwagę; techniki takie mogą znajdować się w trakcie rozwoju lub być nowo powstającą techniką albo już dostępną, ale nie opisaną w tym dokumencie. Dla zintegrowanych celulozowni siarczanowych i papierni należy sięgnąć do rozdziału 6.4, w którym podano dalsze szczegóły dotyczące najlepszych dostępnych technik BAT dla papiernictwa. Jeżeli nie podano tego w inny sposób, to dane dotyczą średnich wartości rocznych. Środki ogólne 1. Szkolenie, kształcenie i motywowanie załogi, i obsługi. Fabryki celulozy i papieru są
prowadzone przez ludzi. Zatem szkolenie załogi może być bardzo efektywnym ekonomicznie sposobem zmniejszenia zrzutów szkodliwych substancji.
2. Optymalizacja sterowania procesem. Aby móc zmniejszyć jednocześnie różne zanieczyszczenia oraz utrzymać niskie emisje, trzeba ulepszyć sterowanie procesem.
3. Zapewnienie wystarczającej konserwacji w celu utrzymania wysokiego poziomu sprawności urządzeń celulozowni i towarzyszących urządzeń do ograniczania emisji.
4. System zarządzania ochroną środowiska wyraźnie definiujący odpowiedzialność za sprawy istotne dla ochrony środowiska w fabryce. Podnosi on świadomość i włącza cele, i środki, instrukcje technologiczne, i ruchowe, wykazy czynności kontrolnych, i inną istotną dokumentację.
Środki redukcji emisji do wody 1. Korowanie drewna na sucho. 2. Zmodyfikowane roztwarzanie w systemie okresowym i ciągłym. 3. Wysoce skuteczne mycie masy niebielonej i sortowanie w obiegu zamkniętym. 4. Delignifikacja tlenowa. 5. Końcowe bielenie metodą ECF lub TCF i zawracanie niektórych wód procesowych,
głównie alkalicznych, w instalacji bielenia. 6. Oczyszczanie i ponowne użycie kondensatów. 7. Skuteczna kontrola przelewów, zatrzymanie i system odzysku. 8. Odpowiednia wydajność wyparki ługu czarnego i kotła regeneracyjnego wystarczająca do
przerobu dodatkowych ilości ługu i suchej substancji, w związku z gromadzeniem i zawracaniem przelewów, odcieków z instalacji bielenia itd.
9. Zbieranie i ponowne użycie czystych wód chłodzących. 10. Zapewnienie wystarczająco dużych zbiorników buforowych do gromadzenia przelewów
ługów warzelnych i poddawanych regeneracji (czarnych) oraz brudnych kondensatów w celu zapobiegania nagłym wzrostom obciążenia oraz przypadkowym zaburzeniom w funkcjonowaniu oczyszczalni ścieków.
11. Wstępne (mechaniczne) oczyszczanie ścieków. 12. Zewnętrzne, biologiczne oczyszczanie ścieków. Skuteczność każdego z wymienionych wyżej środków zmienia się znacząco, w zależności od sposobu zaprojektowania i praktyk eksploatacyjnych stosowanych w różnych fabrykach. Aby dane rozwiązanie mogło być określone mianem BAT, musi zostać dobrze zaprojektowane i dobrze eksploatowane. Połączenie technik z pozycji od 1 do 10 razem ze środkami ogólnymi daje poziom emisji przedstawiony w tabeli 2.38. Przykłady fabryk reprezentują dobrze
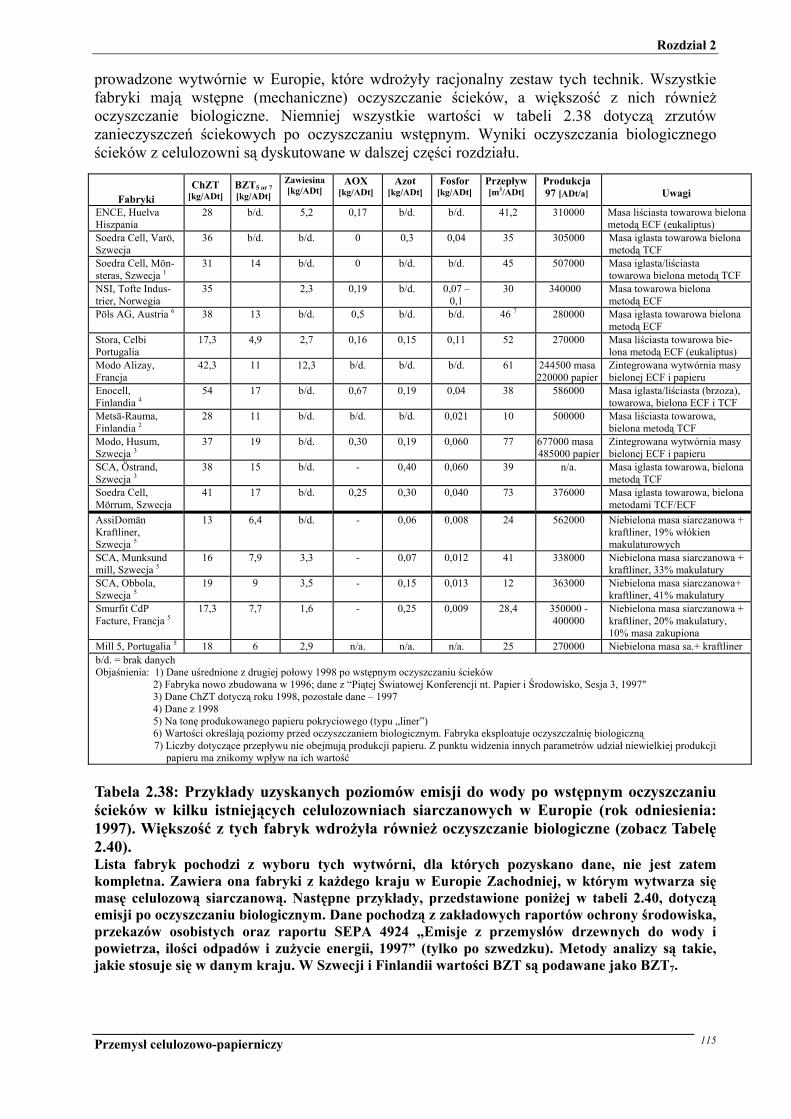
Rozdział 2
Przemysł celulozowo-papierniczy
115
prowadzone wytwórnie w Europie, które wdrożyły racjonalny zestaw tych technik. Wszystkie fabryki mają wstępne (mechaniczne) oczyszczanie ścieków, a większość z nich również oczyszczanie biologiczne. Niemniej wszystkie wartości w tabeli 2.38 dotyczą zrzutów zanieczyszczeń ściekowych po oczyszczaniu wstępnym. Wyniki oczyszczania biologicznego ścieków z celulozowni są dyskutowane w dalszej części rozdziału.
Fabryki
ChZT [kg/ADt]
BZT5 or 7 [kg/ADt]
Zawiesina [kg/ADt]
AOX [kg/ADt]
Azot [kg/ADt]
Fosfor [kg/ADt]
Przepływ[m3/ADt]
Produkcja 97 [ADt/a]
Uwagi
ENCE, Huelva Hiszpania
28 b/d. 5,2 0,17 b/d. b/d. 41,2 310000 Masa liściasta towarowa bielona metodą ECF (eukaliptus)
Soedra Cell, Varö, Szwecja
36 b/d. b/d. 0 0,3 0,04 35 305000 Masa iglasta towarowa bielona metodą TCF
Soedra Cell, Mön-steras, Szwecja 1
31 14 b/d. 0 b/d. b/d. 45 507000 Masa iglasta/liściasta towarowa bielona metodą TCF
NSI, Tofte Indus-trier, Norwegia
35 2,3 0,19 b/d. 0,07 –0,1
30 340000 Masa towarowa bielona metodą ECF
Pöls AG, Austria 6 38 13 b/d. 0,5 b/d. b/d. 46 7 280000 Masa iglasta towarowa bielona metodą ECF
Stora, Celbi Portugalia
17,3 4,9 2,7 0,16 0,15 0,11 52 270000 Masa liściasta towarowa bie-lona metodą ECF (eukaliptus)
Modo Alizay, Francja
42,3 11 12,3 b/d. b/d. b/d. 61 244500 masa 220000 papier
Zintegrowana wytwórnia masy bielonej ECF i papieru
Enocell, Finlandia 4
54 17 b/d. 0,67 0,19 0,04 38 586000 Masa iglasta/liściasta (brzoza), towarowa, bielona ECF i TCF
Metsä-Rauma, Finlandia 2
28 11 b/d. b/d. b/d. 0,021 10 500000 Masa liściasta towarowa, bielona metodą TCF
Modo, Husum, Szwecja 3
37 19 b/d. 0,30 0,19 0,060 77 677000 masa 485000 papier
Zintegrowana wytwórnia masy bielonej ECF i papieru
SCA, Östrand, Szwecja 3
38 15 b/d. - 0,40 0,060 39 n/a. Masa iglasta towarowa, bielona metodą TCF
Soedra Cell, Mörrum, Szwecja
41 17 b/d. 0,25 0,30 0,040 73 376000 Masa iglasta towarowa, bielona metodami TCF/ECF
AssiDomän Kraftliner, Szwecja 5
13 6,4 b/d. - 0,06 0,008 24 562000 Niebielona masa siarczanowa + kraftliner, 19% włókien makulaturowych
SCA, Munksund mill, Szwecja 5
16 7,9 3,3 - 0,07 0,012 41 338000 Niebielona masa siarczanowa + kraftliner, 33% makulatury
SCA, Obbola, Szwecja 5
19 9 3,5 - 0,15 0,013 12 363000 Niebielona masa siarczanowa+ kraftliner, 41% makulatury
Smurfit CdP Facture, Francja 5
17,3 7,7 1,6 - 0,25 0,009 28,4 350000 - 400000
Niebielona masa siarczanowa + kraftliner, 20% makulatury, 10% masa zakupiona
Mill 5, Portugalia 5 18 6 2,9 n/a. n/a. n/a. 25 270000 Niebielona masa sa.+ kraftliner b/d. = brak danych Objaśnienia: 1) Dane uśrednione z drugiej połowy 1998 po wstępnym oczyszczaniu ścieków 2) Fabryka nowo zbudowana w 1996; dane z “Piątej Światowej Konferencji nt. Papier i Środowisko, Sesja 3, 1997" 3) Dane ChZT dotyczą roku 1998, pozostałe dane – 1997 4) Dane z 1998 5) Na tonę produkowanego papieru pokryciowego (typu „liner”) 6) Wartości określają poziomy przed oczyszczaniem biologicznym. Fabryka eksploatuje oczyszczalnię biologiczną
7) Liczby dotyczące przepływu nie obejmują produkcji papieru. Z punktu widzenia innych parametrów udział niewielkiej produkcji papieru ma znikomy wpływ na ich wartość
Tabela 2.38: Przykłady uzyskanych poziomów emisji do wody po wstępnym oczyszczaniu ścieków w kilku istniejących celulozowniach siarczanowych w Europie (rok odniesienia: 1997). Większość z tych fabryk wdrożyła również oczyszczanie biologiczne (zobacz Tabelę 2.40). Lista fabryk pochodzi z wyboru tych wytwórni, dla których pozyskano dane, nie jest zatem kompletna. Zawiera ona fabryki z każdego kraju w Europie Zachodniej, w którym wytwarza się masę celulozową siarczanową. Następne przykłady, przedstawione poniżej w tabeli 2.40, dotyczą emisji po oczyszczaniu biologicznym. Dane pochodzą z zakładowych raportów ochrony środowiska, przekazów osobistych oraz raportu SEPA 4924 „Emisje z przemysłów drzewnych do wody i powietrza, ilości odpadów i zużycie energii, 1997” (tylko po szwedzku). Metody analizy są takie, jakie stosuje się w danym kraju. W Szwecji i Finlandii wartości BZT są podawane jako BZT7.
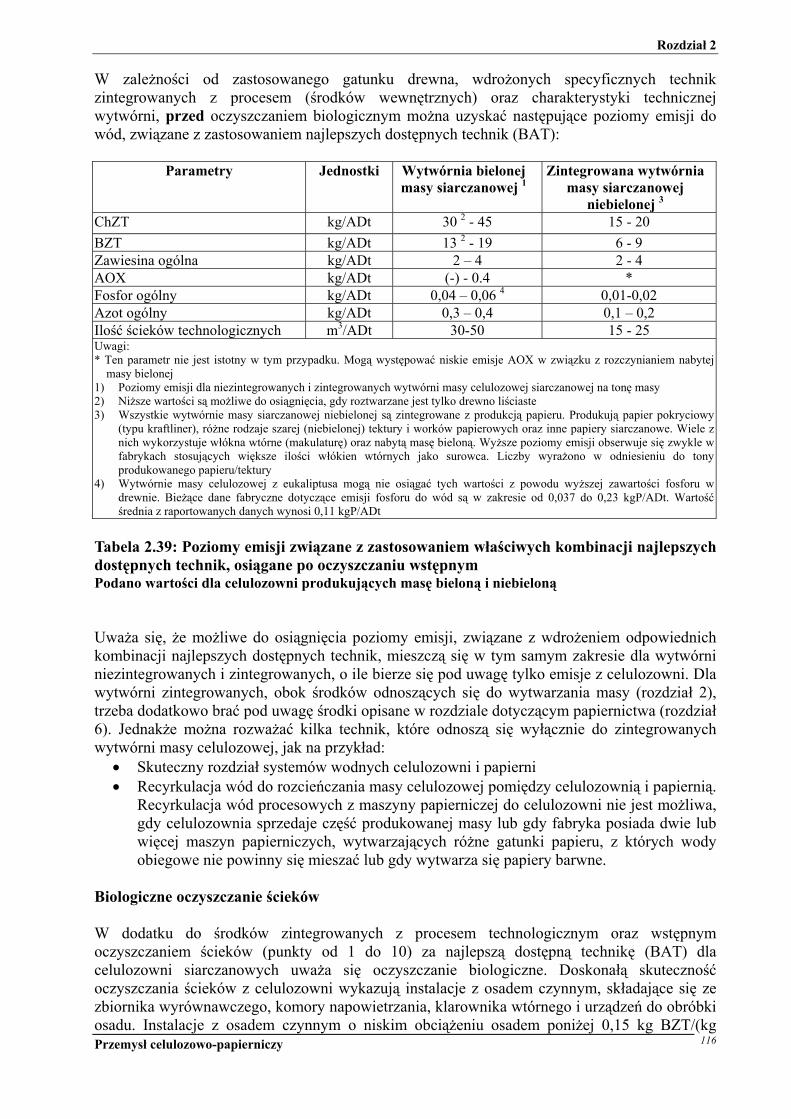
Rozdział 2
Przemysł celulozowo-papierniczy
116
W zależności od zastosowanego gatunku drewna, wdrożonych specyficznych technik zintegrowanych z procesem (środków wewnętrznych) oraz charakterystyki technicznej wytwórni, przed oczyszczaniem biologicznym można uzyskać następujące poziomy emisji do wód, związane z zastosowaniem najlepszych dostępnych technik (BAT):
Parametry Jednostki Wytwórnia bielonej masy siarczanowej 1
Zintegrowana wytwórnia masy siarczanowej
niebielonej 3 ChZT kg/ADt 30 2 - 45 15 - 20 BZT kg/ADt 13 2 - 19 6 - 9 Zawiesina ogólna kg/ADt 2 – 4 2 - 4 AOX kg/ADt (-) - 0.4 * Fosfor ogólny kg/ADt 0,04 – 0,06 4 0,01-0,02 Azot ogólny kg/ADt 0,3 – 0,4 0,1 – 0,2 Ilość ścieków technologicznych m3/ADt 30-50 15 - 25 Uwagi: * Ten parametr nie jest istotny w tym przypadku. Mogą występować niskie emisje AOX w związku z rozczynianiem nabytej
masy bielonej 1) Poziomy emisji dla niezintegrowanych i zintegrowanych wytwórni masy celulozowej siarczanowej na tonę masy 2) Niższe wartości są możliwe do osiągnięcia, gdy roztwarzane jest tylko drewno liściaste 3) Wszystkie wytwórnie masy siarczanowej niebielonej są zintegrowane z produkcją papieru. Produkują papier pokryciowy
(typu kraftliner), różne rodzaje szarej (niebielonej) tektury i worków papierowych oraz inne papiery siarczanowe. Wiele z nich wykorzystuje włókna wtórne (makulaturę) oraz nabytą masę bieloną. Wyższe poziomy emisji obserwuje się zwykle w fabrykach stosujących większe ilości włókien wtórnych jako surowca. Liczby wyrażono w odniesieniu do tony produkowanego papieru/tektury
4) Wytwórnie masy celulozowej z eukaliptusa mogą nie osiągać tych wartości z powodu wyższej zawartości fosforu w drewnie. Bieżące dane fabryczne dotyczące emisji fosforu do wód są w zakresie od 0,037 do 0,23 kgP/ADt. Wartość średnia z raportowanych danych wynosi 0,11 kgP/ADt
Tabela 2.39: Poziomy emisji związane z zastosowaniem właściwych kombinacji najlepszych dostępnych technik, osiągane po oczyszczaniu wstępnym Podano wartości dla celulozowni produkujących masę bieloną i niebieloną Uważa się, że możliwe do osiągnięcia poziomy emisji, związane z wdrożeniem odpowiednich kombinacji najlepszych dostępnych technik, mieszczą się w tym samym zakresie dla wytwórni niezintegrowanych i zintegrowanych, o ile bierze się pod uwagę tylko emisje z celulozowni. Dla wytwórni zintegrowanych, obok środków odnoszących się do wytwarzania masy (rozdział 2), trzeba dodatkowo brać pod uwagę środki opisane w rozdziale dotyczącym papiernictwa (rozdział 6). Jednakże można rozważać kilka technik, które odnoszą się wyłącznie do zintegrowanych wytwórni masy celulozowej, jak na przykład:
• Skuteczny rozdział systemów wodnych celulozowni i papierni • Recyrkulacja wód do rozcieńczania masy celulozowej pomiędzy celulozownią i papiernią.
Recyrkulacja wód procesowych z maszyny papierniczej do celulozowni nie jest możliwa, gdy celulozownia sprzedaje część produkowanej masy lub gdy fabryka posiada dwie lub więcej maszyn papierniczych, wytwarzających różne gatunki papieru, z których wody obiegowe nie powinny się mieszać lub gdy wytwarza się papiery barwne.
Biologiczne oczyszczanie ścieków W dodatku do środków zintegrowanych z procesem technologicznym oraz wstępnym oczyszczaniem ścieków (punkty od 1 do 10) za najlepszą dostępną technikę (BAT) dla celulozowni siarczanowych uważa się oczyszczanie biologiczne. Doskonałą skuteczność oczyszczania ścieków z celulozowni wykazują instalacje z osadem czynnym, składające się ze zbiornika wyrównawczego, komory napowietrzania, klarownika wtórnego i urządzeń do obróbki osadu. Instalacje z osadem czynnym o niskim obciążeniu osadem poniżej 0,15 kg BZT/(kg

Rozdział 2
Przemysł celulozowo-papierniczy
117
MLSS*d) i typowym czasem retencji w komorze napowietrzania, wynoszącym około 1 dzień (do 2 dni), są uznawane za najlepsze dostępne techniki (BAT). Mogą one osiągać wysokie skuteczności usuwania zanieczyszczeń oraz stanowią stabilny system oczyszczania. Należy zauważyć, że każda inna metoda oczyszczania dająca porównywalne poziomy emisji i porównywalne koszty może również być uważana za BAT. Tabela 2.40 przedstawia poziomy emisji w kilku celulozowniach w Europie, które wdrożyły pewien zestaw środków BAT zintegrowanych z procesem, ale niekoniecznie wszystkie i niekoniecznie w pełnym zakresie, natomiast posiadają biologiczne oczyszczanie ścieków. Liczby podane w tabeli 2.40 w nawiasach odnoszą się do stężeń [mg/l].

Rozdział 2
Przemysł celulozowo-papierniczy
118
Raportowane poziomy emisji po oczyszczaniu biologicznym (średnie roczne)
Metoda oczyszczania
Celulozownie ChZT [kg/Adt]
BZT5 lub 7 [kg/Adt]
AOX [kg/Adt]
Zawiesina
[kg/Adt]
Fosfor ogólny
[kg/Adt]
Azot ogólny
[kg/Adt]
Przepływ 3) [m3/Adt]
np. normalne/ niskie obciążenie
Soedra Cell, Mönsteras, Szwecja1
13 (300)
0,9 (20)
(-) 1,7 (40)
0,03 (0,7)
0,31 (7)
45 Osad czynny z długim czasem retencji (>2 d)
Pöls AG, Austria
17,6 (400)
0,64 (15)
0,30 (6,6)
1,45 (30)
0,07 (1,5)
0,06 (1,5)
45,8 6 Osad czynny z czasem retencji 14 h
Modo Alizay, Francja 4
11,1 (180)
0,6 (10)
0,1 (1,6)
2,24 (37)
0,08 (1,3)
0,38 (6,2)
61 Osad czynny
Enocell, Finlandia 12 (300)
0,2 (5)
0,14 (5)
0,3 (8)
0,004 (0,1)
0,08 (2)
39 Osad czynny z retencją 24 h + staw napowietrzany
MB Kaskinen, Finlandia
14 (300)
0,3 (7)
0,07 (1,4)
1,0 (20)
0,02 (0,4)
0,15 (3)
49 Osad czynny
Sunila, Finlandia 22 (160)
1,4 (10)
0,14 (0,2)
2,1 (15)
0,026 (0,2)
0,21 (6)
70 Osad czynny
MB Äänekoski, Finlandia
24 (750)
0,6 (5)
0,38 (11,9)
1,9 (60)
0,012 (0,4)
0,17 (5)
32 Osad czynny
UPM Kymi, Finland., zintegrowana 5
23 (360)
2,7 (40)
0,22 (3,5)
1,1 (20)
0,02 (0,3)
0,19 (3)
63 Osad czynny
Metsä-Rauma, zbudowana w 1996, Finlandia 2)
4 (270)
0,4 (30)
(-) 0,7 (45)
0,015 (1)
0,14 (10)
15 Osad czynny
Alberta-Pacific, Alberta, Kanada
6,9 (130)
0,2 (4)
0,05 (0,8)
1,66 (30)
b/d. b/d. 50 - 60 Osad czynny z czasem retencji ok.40h
Bäckhammars, Szwecja, niebielonamasa sa. + papier
7 (80)
1,5 (20)
- 0,9 (10)
0,007 (0,1)
0,47 (5)
85 Oczyszczanie biologiczne + strącanie chemiczne
b/d. = brak danych Uwagi: 1) Uśrednione dane dla drugiej połowy 1998 2) Wartości obliczone przez fabrykę. Fabryka została wybudowana jako nowa w 1996 i ścieki z celulozowni siarczanowej są oczyszczane wspólnie ze
ściekami z wytwórni masy mechanicznej i papierni 3) Dane dotyczące przepływu nie obejmują wód chłodzących 4) Liczby wyrażono na tonę końcowego produktu. Wartości odnoszące się do tony produkowanej masy siarczanowej byłyby inne, np.: dla ChZT – 13
kg/Adt, BZT – 0,63 kg/Adt, Zawiesiny – 2,82 kg/Adt, przepływu – 64 m3/Adt; dane odnoszą się do 1998r 5) Liczby wyrażono na tonę końcowego produktu. Wartości odnoszące się do tony produkowanej masy siarczanowej byłyby: ChZT: 28 kg/ADt; BZT7: 0,5 kg/ADt; AOX: 0,33 kg/ADt; Zawiesina: 0,8 kg/ADt; Fosfor ogólny: 0,02 kg/ADt; Azot ogólny: 0,2 kg/ADt;
przepływ: 42 m3/ADt 6) Wartości nie obejmują produkcji papieru. Z punktu widzenia innych parametrów udział niewielkiej produkcji papieru ma znikomy wpływ na ich
wartość.
Tabela 2.40: Przykłady uzyskanych poziomów emisji do wody po oczyszczaniu biologicznym ścieków w kilku istniejących celulozowniach siarczanowych w Europie (rok odniesienia: 1997). Lista fabryk pochodzi z wyboru tych wytwórni, dla których pozyskano dane, nie jest zatem kompletna. Dane pochodzą z dostępnych raportów ochrony środowiska, informacji statystycznych z Fińskiego Instytutu Ochrony Środowiska i z przekazów osobistych. Metody analizy są takie, jakie stosuje się w danym kraju. W Szwecji i Finlandii wartości BZT są podawane jako BZT7.
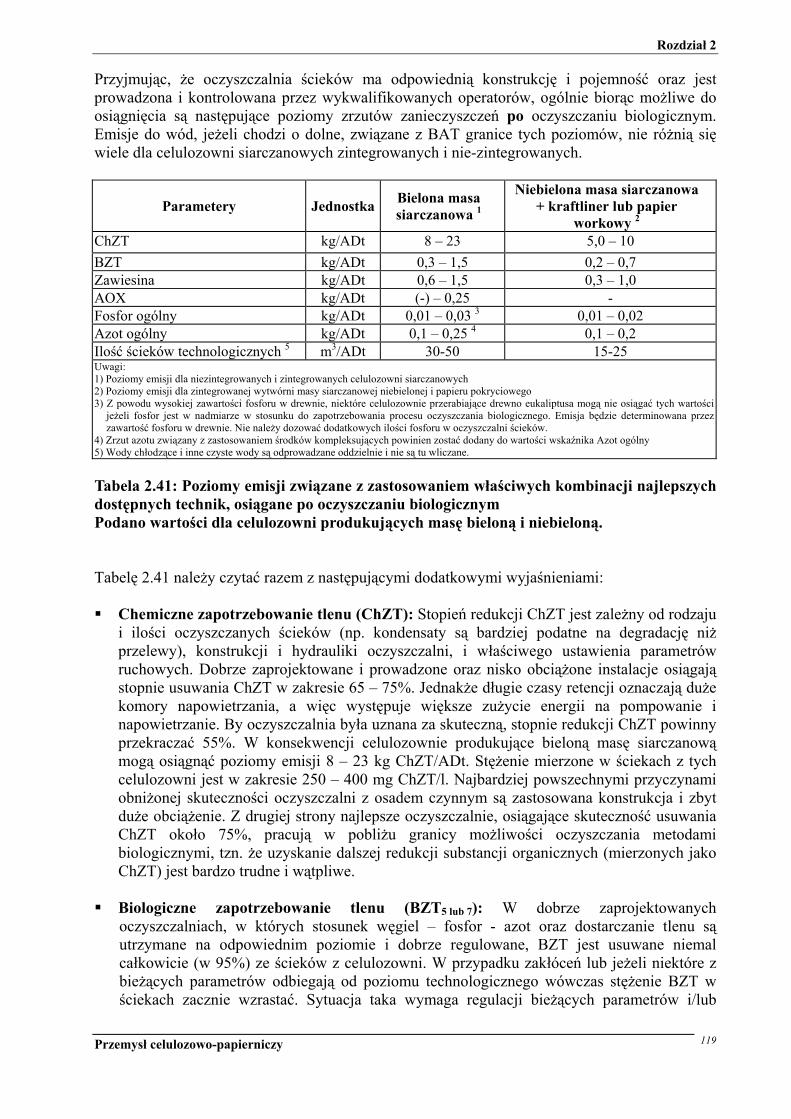
Rozdział 2
Przemysł celulozowo-papierniczy
119
Przyjmując, że oczyszczalnia ścieków ma odpowiednią konstrukcję i pojemność oraz jest prowadzona i kontrolowana przez wykwalifikowanych operatorów, ogólnie biorąc możliwe do osiągnięcia są następujące poziomy zrzutów zanieczyszczeń po oczyszczaniu biologicznym. Emisje do wód, jeżeli chodzi o dolne, związane z BAT granice tych poziomów, nie różnią się wiele dla celulozowni siarczanowych zintegrowanych i nie-zintegrowanych.
Parametery Jednostka Bielona masa siarczanowa 1
Niebielona masa siarczanowa + kraftliner lub papier
workowy 2 ChZT kg/ADt 8 – 23 5,0 – 10 BZT kg/ADt 0,3 – 1,5 0,2 – 0,7 Zawiesina kg/ADt 0,6 – 1,5 0,3 – 1,0 AOX kg/ADt (-) – 0,25 - Fosfor ogólny kg/ADt 0,01 – 0,03 3 0,01 – 0,02 Azot ogólny kg/ADt 0,1 – 0,25 4 0,1 – 0,2 Ilość ścieków technologicznych 5 m3/ADt 30-50 15-25 Uwagi: 1) Poziomy emisji dla niezintegrowanych i zintegrowanych celulozowni siarczanowych 2) Poziomy emisji dla zintegrowanej wytwórni masy siarczanowej niebielonej i papieru pokryciowego 3) Z powodu wysokiej zawartości fosforu w drewnie, niektóre celulozownie przerabiające drewno eukaliptusa mogą nie osiągać tych wartości
jeżeli fosfor jest w nadmiarze w stosunku do zapotrzebowania procesu oczyszczania biologicznego. Emisja będzie determinowana przez zawartość fosforu w drewnie. Nie należy dozować dodatkowych ilości fosforu w oczyszczalni ścieków.
4) Zrzut azotu związany z zastosowaniem środków kompleksujących powinien zostać dodany do wartości wskaźnika Azot ogólny 5) Wody chłodzące i inne czyste wody są odprowadzane oddzielnie i nie są tu wliczane. Tabela 2.41: Poziomy emisji związane z zastosowaniem właściwych kombinacji najlepszych dostępnych technik, osiągane po oczyszczaniu biologicznym Podano wartości dla celulozowni produkujących masę bieloną i niebieloną. Tabelę 2.41 należy czytać razem z następującymi dodatkowymi wyjaśnieniami: Chemiczne zapotrzebowanie tlenu (ChZT): Stopień redukcji ChZT jest zależny od rodzaju
i ilości oczyszczanych ścieków (np. kondensaty są bardziej podatne na degradację niż przelewy), konstrukcji i hydrauliki oczyszczalni, i właściwego ustawienia parametrów ruchowych. Dobrze zaprojektowane i prowadzone oraz nisko obciążone instalacje osiągają stopnie usuwania ChZT w zakresie 65 – 75%. Jednakże długie czasy retencji oznaczają duże komory napowietrzania, a więc występuje większe zużycie energii na pompowanie i napowietrzanie. By oczyszczalnia była uznana za skuteczną, stopnie redukcji ChZT powinny przekraczać 55%. W konsekwencji celulozownie produkujące bieloną masę siarczanową mogą osiągnąć poziomy emisji 8 – 23 kg ChZT/ADt. Stężenie mierzone w ściekach z tych celulozowni jest w zakresie 250 – 400 mg ChZT/l. Najbardziej powszechnymi przyczynami obniżonej skuteczności oczyszczalni z osadem czynnym są zastosowana konstrukcja i zbyt duże obciążenie. Z drugiej strony najlepsze oczyszczalnie, osiągające skuteczność usuwania ChZT około 75%, pracują w pobliżu granicy możliwości oczyszczania metodami biologicznymi, tzn. że uzyskanie dalszej redukcji substancji organicznych (mierzonych jako ChZT) jest bardzo trudne i wątpliwe.
Biologiczne zapotrzebowanie tlenu (BZT5 lub 7): W dobrze zaprojektowanych
oczyszczalniach, w których stosunek węgiel – fosfor - azot oraz dostarczanie tlenu są utrzymane na odpowiednim poziomie i dobrze regulowane, BZT jest usuwane niemal całkowicie (w 95%) ze ścieków z celulozowni. W przypadku zakłóceń lub jeżeli niektóre z bieżących parametrów odbiegają od poziomu technologicznego wówczas stężenie BZT w ściekach zacznie wzrastać. Sytuacja taka wymaga regulacji bieżących parametrów i/lub
Rozdział 2
Przemysł celulozowo-papierniczy
120
analizy biomasy. Stężenie BZT w ściekach odnosi się do sterowania procesem i może być użyte jako wskaźnik zdrowia aktywnej biomasy. Zastosowanie najlepszych dostępnych technik BAT skutkuje stężeniem BZT w oczyszczonych ściekach w granicach od 10 do 25 mg/l. W zależności od przepływu strumienia wód odpowiada to emisji 0,3 kg BZT5/ADt (przy 10 mg/l i przepływie 30 m3/ADt) i odpowiednio 1,3 kg BZT5/ADt (przy 25 mg/l i przepływie 50 m3/ADt).
Całkowita zawartość zawiesiny – Zawiesina ogólna (TSS): W normalnych warunkach
operacyjnych woda odprowadzana z osadnika wtórnego jest dość klarowna i zawartość zawiesiny mieści się w zakresie 20 do 30 mg/l. Odpowiada to zrzutom 0,6 – 1,5 kg ss/ADt (przy przepływie wody 30-50 m3/ADt). Wartości te zależą od obciążenia powierzchni osadnika wtórnego oraz od charakterystyki biomasy.
Adsorbowalne organiczne chlorowce (AOX): Zrzuty chlorowanych związków
organicznych przed oczyszczaniem biologicznym są zazwyczaj w zakresie 0 – 0,5 kg/ADt, ponieważ w większości celulozowni europejskich proces bielenia został zmodyfikowany do bielenia metodami ECF lub TCF. Oczyszczanie metodą osadu czynnego daje redukcję AOX w zakresie 40 – 60%. Celulozownie stosujące metodę ECF uzyskują poziomy emisji < 0,25 kg/ADt. Celulozownie stosujące bielenie TCF praktycznie rzecz biorąc nie zrzucają chlorowanych substancji organicznych (nie powstają one podczas bielenia).
Fosfor i azot (P-og i N-og): Pożywki mineralne dodaje się zwykle do oczyszczalni
biologicznych w celu utrzymania równowagi C : P : N, która ma decydujące znaczenie dla wzrostu czynnej biomasy. Zatem skupienie się tylko na stężeniu wejściowym lub stopniach redukcji azotu (N) i fosforu (P) nie wystarczy do osiągnięcia tego celu. Konieczne jest raczej znalezienie i utrzymywanie równowagi między dopływem związków azotu i fosforu, które są dostępne dla biomasy oraz ilością dodanych pożywek, co wymaga pewnej precyzyjnej regulacji podawania tych pożywek. Często celulozownie nie dodają fosforu do swoich ścieków, natomiast dodawanie azotu (zwykle jako mocznika) w przypadku ścieków z celulozowni odgrywa decydującą rolę. Jeżeli system jest dobrze zoptymalizowany, to osiągany zrzut fosforu wynosi 0,2 - 0,5 mg P-og./l a azotu 2 - 5 mg N-og./l. Odnośne ładunki wynoszą odpowiednio 0,01 – 0,03 kg P/ADt oraz 0,1 – 0,25kg N/ADt (przy przepływie wody 50 m3/ADt). Zrzut fosforu jest nieco wyższy z wytwarzania masy bielonej niż z niebielonej, ponieważ w instalacji bielenia następuje wymywanie fosforu.
W celu zapewnienia ciągłej, dobrej pracy oczyszczalni ścieków korzystną rolę może spełniać basen awaryjny służący do ochrony biomasy przed trującymi lub gorącymi, stężonymi ługami oraz basen wyrównawczy do wyrównywania obciążenia i przepływów. Sposoby obniżania emisji do powietrza 1. Zbieranie i spalanie stężonych gazów złowonnych z ciągu włóknistego, warzelni, wyparki,
kolumny odpędowej dla kondensatów oraz zatrzymywanie emisji powstającego dwutlenku siarki. Stężone gazy można spalać w kotle regeneracyjnym, piecu wapiennym lub w wydzielonym piecu o niskiej emisji NOx. Gazy odlotowe z tego ostatniego zawierają dwutlenek siarki w wysokim stężeniu, który zatrzymuje się poprzez absorpcję w skruberze (płuczce).
2. Zbieranie i spalanie rozcieńczonych gazów złowonnych, pochodzących, np. z ciągu włóknistego, z różnorodnych źródeł, jak zbiorniki ługów, zasobniki zrębków, rozpuszczalnika stopu itd. Rozcieńczone gazy złowonne można spalać, np. w kotle regeneracyjnym lub w kotle pomocniczym, w zależności od ich objętości, zmieszane z doprowadzanym do spalania powietrzem.
Rozdział 2
Przemysł celulozowo-papierniczy
121
3. Zmniejszanie emisji TRS z kotła regeneracyjnego za pomocą komputerowego sterowania procesem spalania i pomiaru CO, a w przypadku pieca wapiennego poprzez regulację nadmiaru tlenu, poprzez stosowanie paliwa o niskiej zawartości siarki oraz poprzez kontrolę i regulację resztkowej zawartości rozpuszczalnego sodu w szlamie wapiennym doprowadzanym do pieca.
4. Ograniczanie emisji SO2 z kotłów regeneracyjnych poprzez spalanie ługu czarnego o wysokiej zawartości suchej substancji w celu zmniejszenia tworzenia się SO2 oraz/lub poprzez zastosowanie skrubera gazów spalinowych.
5. Ograniczanie emisji NOx z kotłów regeneracyjnych i pieca wapiennego poprzez regulację warunków spalania i poprzez zapewnienie właściwego mieszania, i rozdziału powietrza w kotle oraz dla nowych lub zmienianych instalacji również poprzez właściwą konstrukcję.
6. Ograniczanie emisji NOx z kotłów pomocniczych poprzez regulację warunków spalania, a dla nowych lub zmienianych instalacji również poprzez właściwą konstrukcję.
7. Zmniejszanie emisji SO2 z kotłów pomocniczych dzięki stosowaniu kory, gazu, oleju opałowego i węgla o niskiej zawartości siarki lub zatrzymywanie emisji siarki w skruberze.
8. Zmniejszanie emisji pyłów na drodze odpylania gazów spalinowych z kotłów regeneracyjnych, kotłów pomocniczych (w których spalane są inne biopaliwa i/lub paliwa kopalne) i pieca wapiennego w skutecznych elektrofiltrach.
W wyniku połączenia tych technik uzyskuje się poziomy emisji z głównych źródeł celulozown,i jak to przedstawiono w tabeli 2.42. Przykłady fabryk reprezentują dobrze prowadzone wytwórnie w Europie, które wdrożyły racjonalny zestaw tych technik. We wszystkich przypadkach emisje gazowe oczyszcza się za pomocą nowoczesnych urządzeń, jak elektrofiltry i skrubery, zastosowanych stosownie do realnych, praktycznych potrzeb. Emisje technologiczne obejmują kocioł regeneracyjny (kotły), piec wapienny (piece), emisje krótkotrwałe i ewentualnie inne piece (np. do spalania TRS), powiązane z procesem.
Należy zauważyć, że bezpośrednie porównanie poziomów emisji pomiędzy krajami jest trudne z powodu niepewności dotyczących wspólnego mianownika (podstawy) danych (brak harmonizacji metod analizy i obliczania emisji).
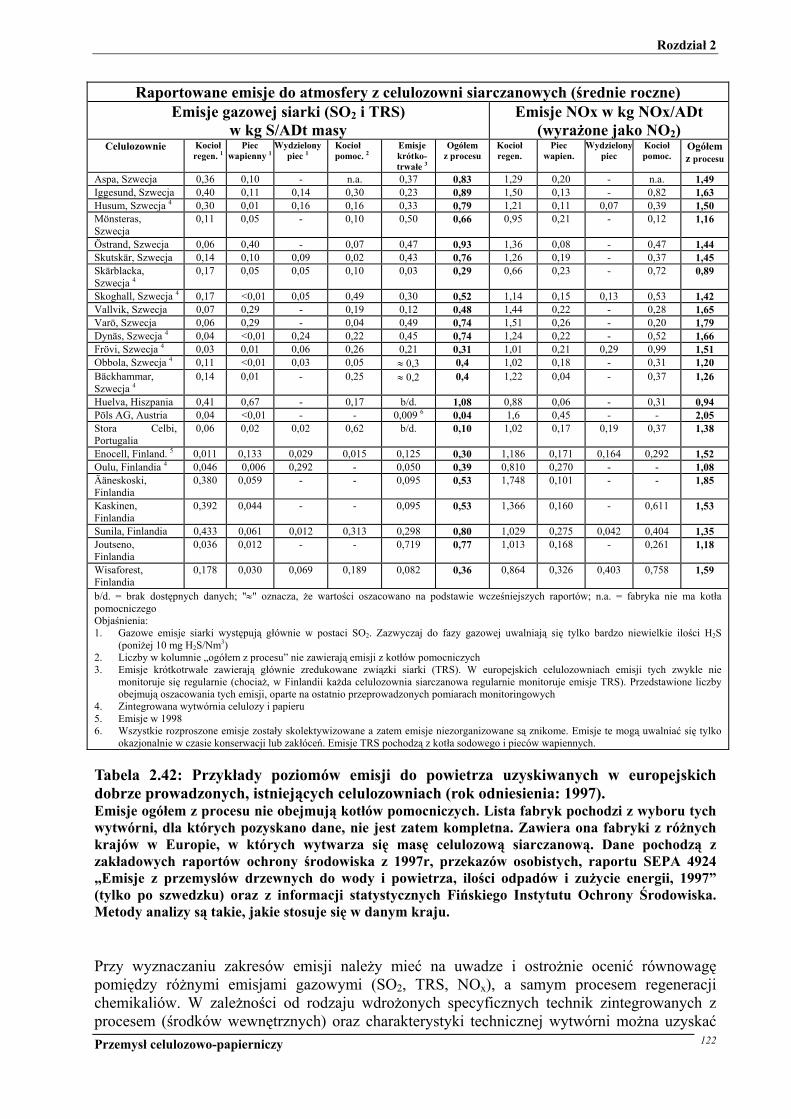
Rozdział 2
Przemysł celulozowo-papierniczy
122
Raportowane emisje do atmosfery z celulozowni siarczanowych (średnie roczne) Emisje gazowej siarki (SO2 i TRS)
w kg S/ADt masy Emisje NOx w kg NOx/ADt
(wyrażone jako NO2) Celulozownie Kocioł
regen. 1 Piec
wapienny 1 Wydzielony
piec 1 Kocioł pomoc. 2
Emisje krótko-trwałe 3
Ogółem z procesu
Kocioł regen.
Piec wapien.
Wydzielonypiec
Kocioł pomoc.
Ogółem z procesu
Aspa, Szwecja 0,36 0,10 - n.a. 0,37 0,83 1,29 0,20 - n.a. 1,49 Iggesund, Szwecja 0,40 0,11 0,14 0,30 0,23 0,89 1,50 0,13 - 0,82 1,63 Husum, Szwecja 4 0,30 0,01 0,16 0,16 0,33 0,79 1,21 0,11 0,07 0,39 1,50 Mönsteras, Szwecja
0,11 0,05 - 0,10 0,50 0,66 0,95 0,21 - 0,12 1,16
Östrand, Szwecja 0,06 0,40 - 0,07 0,47 0,93 1,36 0,08 - 0,47 1,44 Skutskär, Szwecja 0,14 0,10 0,09 0,02 0,43 0,76 1,26 0,19 - 0,37 1,45 Skärblacka, Szwecja 4
0,17 0,05 0,05 0,10 0,03 0,29 0,66 0,23 - 0,72 0,89
Skoghall, Szwecja 4 0,17 <0,01 0,05 0,49 0,30 0,52 1,14 0,15 0,13 0,53 1,42 Vallvik, Szwecja 0,07 0,29 - 0,19 0,12 0,48 1,44 0,22 - 0,28 1,65 Varö, Szwecja 0,06 0,29 - 0,04 0,49 0,74 1,51 0,26 - 0,20 1,79 Dynäs, Szwecja 4 0,04 <0,01 0,24 0,22 0,45 0,74 1,24 0,22 - 0,52 1,66 Frövi, Szwecja 4 0,03 0,01 0,06 0,26 0,21 0,31 1,01 0,21 0,29 0,99 1,51 Obbola, Szwecja 4 0,11 <0,01 0,03 0,05 ≈ 0,3 0,4 1,02 0,18 - 0,31 1,20 Bäckhammar, Szwecja 4
0,14 0,01 - 0,25 ≈ 0,2 0,4 1,22 0,04 - 0,37 1,26
Huelva, Hiszpania 0,41 0,67 - 0,17 b/d. 1,08 0,88 0,06 - 0,31 0,94 Pöls AG, Austria 0,04 <0,01 - - 0,009 6 0,04 1,6 0,45 - - 2,05 Stora Celbi, Portugalia
0,06 0,02 0,02 0,62 b/d. 0,10 1,02 0,17 0,19 0,37 1,38
Enocell, Finland. 5 0,011 0,133 0,029 0,015 0,125 0,30 1,186 0,171 0,164 0,292 1,52 Oulu, Finlandia 4 0,046 0,006 0,292 - 0,050 0,39 0,810 0,270 - - 1,08 Ääneskoski, Finlandia
0,380 0,059 - - 0,095 0,53 1,748 0,101 - - 1,85
Kaskinen, Finlandia
0,392 0,044 - - 0,095 0,53 1,366 0,160 - 0,611 1,53
Sunila, Finlandia 0,433 0,061 0,012 0,313 0,298 0,80 1,029 0,275 0,042 0,404 1,35 Joutseno, Finlandia
0,036 0,012 - - 0,719 0,77 1,013 0,168 - 0,261 1,18
Wisaforest, Finlandia
0,178 0,030 0,069 0,189 0,082 0,36 0,864 0,326 0,403 0,758 1,59
b/d. = brak dostępnych danych; "≈" oznacza, że wartości oszacowano na podstawie wcześniejszych raportów; n.a. = fabryka nie ma kotła pomocniczego Objaśnienia: 1. Gazowe emisje siarki występują głównie w postaci SO2. Zazwyczaj do fazy gazowej uwalniają się tylko bardzo niewielkie ilości H2S
(poniżej 10 mg H2S/Nm3) 2. Liczby w kolumnie „ogółem z procesu” nie zawierają emisji z kotłów pomocniczych 3. Emisje krótkotrwałe zawierają głównie zredukowane związki siarki (TRS). W europejskich celulozowniach emisji tych zwykle nie
monitoruje się regularnie (chociaż, w Finlandii każda celulozownia siarczanowa regularnie monitoruje emisje TRS). Przedstawione liczby obejmują oszacowania tych emisji, oparte na ostatnio przeprowadzonych pomiarach monitoringowych
4. Zintegrowana wytwórnia celulozy i papieru 5. Emisje w 1998 6. Wszystkie rozproszone emisje zostały skolektywizowane a zatem emisje niezorganizowane są znikome. Emisje te mogą uwalniać się tylko
okazjonalnie w czasie konserwacji lub zakłóceń. Emisje TRS pochodzą z kotła sodowego i pieców wapiennych. Tabela 2.42: Przykłady poziomów emisji do powietrza uzyskiwanych w europejskich dobrze prowadzonych, istniejących celulozowniach (rok odniesienia: 1997). Emisje ogółem z procesu nie obejmują kotłów pomocniczych. Lista fabryk pochodzi z wyboru tych wytwórni, dla których pozyskano dane, nie jest zatem kompletna. Zawiera ona fabryki z różnych krajów w Europie, w których wytwarza się masę celulozową siarczanową. Dane pochodzą z zakładowych raportów ochrony środowiska z 1997r, przekazów osobistych, raportu SEPA 4924 „Emisje z przemysłów drzewnych do wody i powietrza, ilości odpadów i zużycie energii, 1997” (tylko po szwedzku) oraz z informacji statystycznych Fińskiego Instytutu Ochrony Środowiska. Metody analizy są takie, jakie stosuje się w danym kraju. Przy wyznaczaniu zakresów emisji należy mieć na uwadze i ostrożnie ocenić równowagę pomiędzy różnymi emisjami gazowymi (SO2, TRS, NOx), a samym procesem regeneracji chemikaliów. W zależności od rodzaju wdrożonych specyficznych technik zintegrowanych z procesem (środków wewnętrznych) oraz charakterystyki technicznej wytwórni można uzyskać
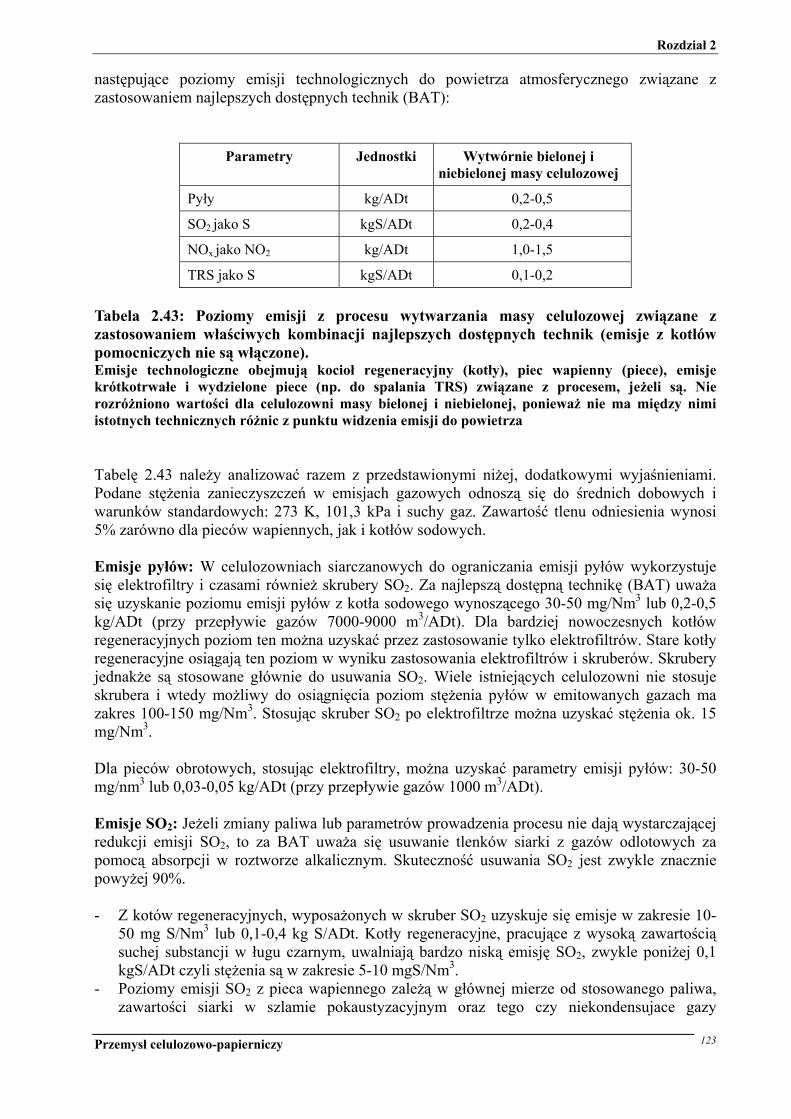
Rozdział 2
Przemysł celulozowo-papierniczy
123
następujące poziomy emisji technologicznych do powietrza atmosferycznego związane z zastosowaniem najlepszych dostępnych technik (BAT):
Parametry Jednostki Wytwórnie bielonej i
niebielonej masy celulozowej
Pyły kg/ADt 0,2-0,5
SO2 jako S kgS/ADt 0,2-0,4
NOx jako NO2 kg/ADt 1,0-1,5
TRS jako S kgS/ADt 0,1-0,2 Tabela 2.43: Poziomy emisji z procesu wytwarzania masy celulozowej związane z zastosowaniem właściwych kombinacji najlepszych dostępnych technik (emisje z kotłów pomocniczych nie są włączone). Emisje technologiczne obejmują kocioł regeneracyjny (kotły), piec wapienny (piece), emisje krótkotrwałe i wydzielone piece (np. do spalania TRS) związane z procesem, jeżeli są. Nie rozróżniono wartości dla celulozowni masy bielonej i niebielonej, ponieważ nie ma między nimi istotnych technicznych różnic z punktu widzenia emisji do powietrza Tabelę 2.43 należy analizować razem z przedstawionymi niżej, dodatkowymi wyjaśnieniami. Podane stężenia zanieczyszczeń w emisjach gazowych odnoszą się do średnich dobowych i warunków standardowych: 273 K, 101,3 kPa i suchy gaz. Zawartość tlenu odniesienia wynosi 5% zarówno dla pieców wapiennych, jak i kotłów sodowych. Emisje pyłów: W celulozowniach siarczanowych do ograniczania emisji pyłów wykorzystuje się elektrofiltry i czasami również skrubery SO2. Za najlepszą dostępną technikę (BAT) uważa się uzyskanie poziomu emisji pyłów z kotła sodowego wynoszącego 30-50 mg/Nm3 lub 0,2-0,5 kg/ADt (przy przepływie gazów 7000-9000 m3/ADt). Dla bardziej nowoczesnych kotłów regeneracyjnych poziom ten można uzyskać przez zastosowanie tylko elektrofiltrów. Stare kotły regeneracyjne osiągają ten poziom w wyniku zastosowania elektrofiltrów i skruberów. Skrubery jednakże są stosowane głównie do usuwania SO2. Wiele istniejących celulozowni nie stosuje skrubera i wtedy możliwy do osiągnięcia poziom stężenia pyłów w emitowanych gazach ma zakres 100-150 mg/Nm3. Stosując skruber SO2 po elektrofiltrze można uzyskać stężenia ok. 15 mg/Nm3. Dla pieców obrotowych, stosując elektrofiltry, można uzyskać parametry emisji pyłów: 30-50 mg/nm3 lub 0,03-0,05 kg/ADt (przy przepływie gazów 1000 m3/ADt). Emisje SO2: Jeżeli zmiany paliwa lub parametrów prowadzenia procesu nie dają wystarczającej redukcji emisji SO2, to za BAT uważa się usuwanie tlenków siarki z gazów odlotowych za pomocą absorpcji w roztworze alkalicznym. Skuteczność usuwania SO2 jest zwykle znacznie powyżej 90%. - Z kotów regeneracyjnych, wyposażonych w skruber SO2 uzyskuje się emisje w zakresie 10-
50 mg S/Nm3 lub 0,1-0,4 kg S/ADt. Kotły regeneracyjne, pracujące z wysoką zawartością suchej substancji w ługu czarnym, uwalniają bardzo niską emisję SO2, zwykle poniżej 0,1 kgS/ADt czyli stężenia są w zakresie 5-10 mgS/Nm3.
- Poziomy emisji SO2 z pieca wapiennego zależą w głównej mierze od stosowanego paliwa, zawartości siarki w szlamie pokaustyzacyjnym oraz tego czy niekondensujace gazy

Rozdział 2
Przemysł celulozowo-papierniczy
124
złowonne (NCG) są doprowadzane do spalania w piecu. Piec opalany olejem i bez spalania NCG osiąga poziom emisji 5-30 mg SO2/Nm3 czyli 0,005-0,03 kg SO2/ADt. Piec opalany olejem i ze spalaniem NCG osiąga 150-300 mg SO2/Nm3 czyli 0,1-0,3 kg SO2/ADt. W zależności od ilości siarki wprowadzanej do pieca (gazy NCG, olej) może okazać się konieczne zastosowanie skrubera. Rozwiązaniem alternatywnym redukcji SO2 w stosunku do skrubera jest wybór innego miejsca spalania NCG niż w piecu wapiennym lub stosowanie oleju opałowego o mniejszej zawartości siarki.
Emisje NOx: Emisje tlenków azotu można ograniczać za pomocą specjalnej konstrukcji palnika (palniki niskoemisyjne) oraz za pomocą modyfikacji warunków spalania (metody pierwotne). - Dzięki odpowiedniej konstrukcji kotła sodowego (systemy stopniowego dozowania
powietrza) można uzyskać stosunkowo niskie stężenia NOx. Pomimo tego udział kotła sodowego w całkowitej emisji NOx pozostaje i tak największy ze względu na duże ilości ługów, które są w nim spalane. Zwiększona zawartość suchej substancji w ługu czarnym może prowadzić do niewielkiego wzrostu emisji NOx. Możliwe do osiągnięcia poziomy emisji leżą w zakresie 80-120 mg NOx/Nm3 (40-60 mgNOx/MJ) czyli odpowiednio 0,7-1,1 kg NOx/ADt. Produkcja pary technologicznej wynosi od 13 do 18 GJ/ADt masy.
- Ze względu na wysokie temperatury spalania piec wapienny jest także źródłem emisji NOx. Na tworzenie się NOx w piecach wapiennych wpływa również stosowany rodzaj paliwa. Wyższe poziomy NOx obserwuje się w piecach opalanych gazem niż olejem. W piecach opalanych olejem emisja NOx wynosi 100-200 mg/Nm3 czyli 0,1-0,2 kgNOx/ADt, podczas gdy piece opalane gazem osiągają wartości 380-600 mg/Nm3 czyli 0,4-0,6 kg NOx/ADt. Spalanie w piecu gazów złowonnych może również zwiększać emisje NOx. Możliwości zmniejszenia emisji tlenków azotu polegające na regulacji parametrów ruchowych, kształtu płomienia, rozdziału powietrza i nadmiaru tlenu są dość ograniczone, ale mogą prowadzić do pewnej redukcji tworzenia się NOx (około 10-20%).
- Wydzielony piec do spalania TRS daje dodatkową emisję 0,1-0,2 kg NOx/ADt. Nie stosuje się metod wtórnych, jak selektywna redukcja niekatalityczna.
Emisje TRS (gazów złowonnych): Gazy złowonne z celulozowni zbiera się (kolektywizuje) i oczyszcza różnymi sposobami w zależności od ich stężenia i objętości. Wyróżnia się strumienie gazów złowonnych stężonych i rozcieńczonych. Układy oczyszczania stężonych gazów złowonnych posiadają układ rezerwowy, który jest uruchamiany w czasie zakłóceń, konserwacji lub innych przerw w pracy układu podstawowego. Metody oczyszczania gazów złowonnych polegają na spalaniu i natryskiwaniu roztworem alkalicznym. Funkcjonują różne warianty spalania gazów złowonnych: w piecach wapiennych, wydzielonych piecach lub w kotłach regeneracyjnych. - Gdy w piecu wapiennym spala się stężone gazy złowonne (o małej objętości), zawarta w
nich siarka ulega częściowo absorpcji. Ograniczanie emisji TRS z pieca wapiennego dokonuje się za pomocą skutecznego mycia szlamu wapiennego i sterowania warunkami spalania. Stosując nowoczesne filtry szlamu można uzyskać poziom poniżej 15 mg H2S/Nm3 (10% O2). O ile wymagane jest dalsze ograniczenie emisji TRS, to należy zainstalować skruber alkaliczny po elektrofiltrze. Może on obniżyć emisje H2S do około 1,5 mg/Nm3, ale jest to związane z wysokim zużyciem alkaliów.
- Spalanie stężonych gazów złowonnych w wydzielonym piecu zamienia emisje TRS w SO2. Zatem taki piec zawsze musi być wyposażony w skruber.
- Spalanie stężonych gazów w kotle regeneracyjnym, pracującym przy wysokim stężeniu suchej substancji w ługu czarnym, prowadzi do występowania bardzo niewielkiej emisji siarki w postaci SO2 i TRS.
- Rozcieńczone gazy złowonne o dużej objętości mogą być przesyłane do kotła regeneracyjnego, gdzie są one mieszane z drugim lub trzecim powietrzem do spalania lub
Rozdział 2
Przemysł celulozowo-papierniczy
125
mogą być one spalane razem z gazami stężonymi w wydzielonym piecu. Ponadto rozcieńczone gazy złowonne można mieszać z powietrzem drugim doprowadzanym do pieców wapiennych.
Oprócz wybranego systemu oczyszczania gazów końcowe emisje TRS są determinowane przez ilość skolektywizowanych (włączonych do zbiorczego układu) jednostek procesowych oraz dyspozycyjności układu/urządzeń do oczyszczania, włączając układy rezerwowe. Uwalniane krótkotrwałe emisje TRS składają się głównie z rozcieńczonych gazów złowonnych nie włączonych do układu zbiorczego. Dyspozycyjność systemu dezodoryzacji zależy od samego podstawowego układu oczyszczania, ilości i rodzaju układów rezerwowych oraz sterowania i monitorowania systemu. Wysoką dyspozycyjność systemu oczyszczania gazów można uzyskać na przykład poprzez: - zastosowanie wydzielonego pieca ze skruberem SO2 - jako główne urządzenie do spalania,
jako pierwszy układ rezerwowy – piec wapienny lub alkaliczny skruber oraz płomień jako drugi układ rezerwowy,
- spalanie stężonych i rozcieńczonych gazów złowonnych w kotle regeneracyjnym i wykorzystanie pieca wapiennego jako pierwszy układ rezerwowy oraz płomienia, jako drugą rezerwę.
Kotły pomocnicze Dodatkowo należy wziąć pod uwagę emisje do atmosfery z kotłów pomocniczych, które zależą od aktualnego bilansu energetycznego celulozowni, typu stosowanych zewnętrznych paliw oraz przeznaczenia ewentualnych biopaliw, jak kora i odpady drzewne. Poziomy emisji z kotłów pomocniczych spalających własne biopaliwa i różne paliwa kopalne związane z zastosowaniem najlepszych dostępnych technik (BAT) podano w tabeli 2.44. Całkowite emisje do powietrza są w dużym stopniu zależne od specyficznych warunków lokalnych (np. typ paliwa, wytwórnia zintegrowana czy masy towarowej, produkcja elektryczności). Należy zauważyć, że wiele fabryk stosuje mieszanki paliw.
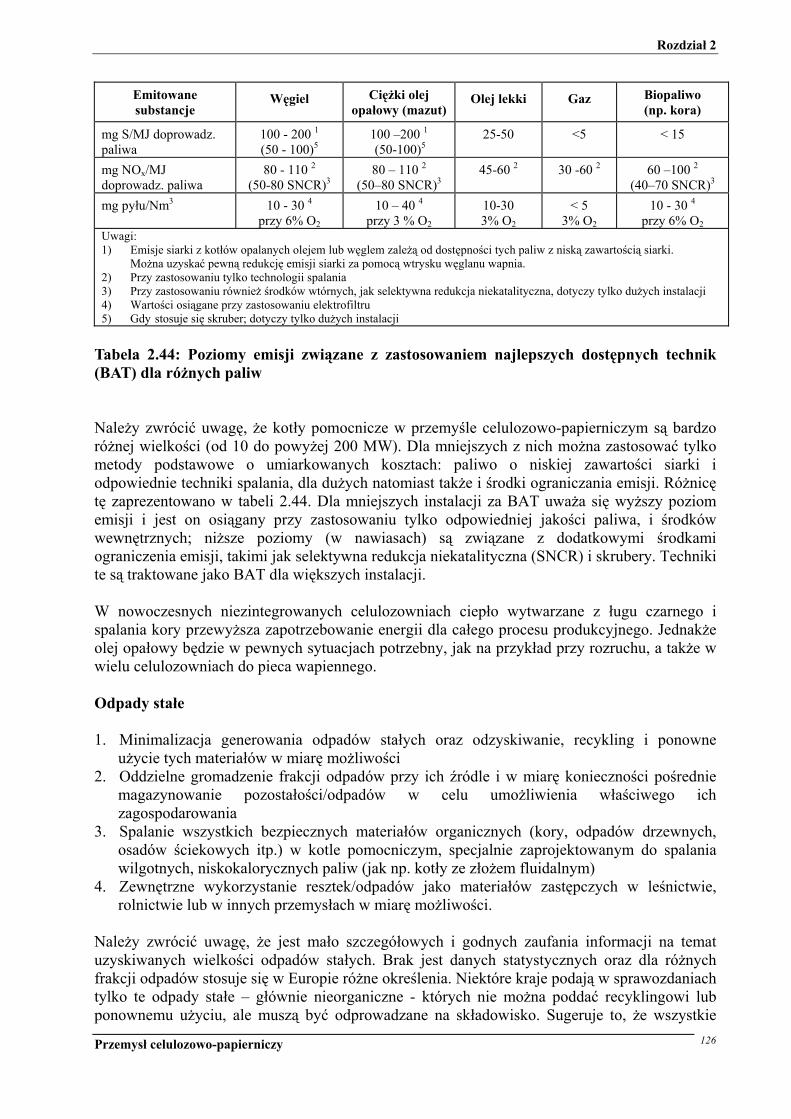
Rozdział 2
Przemysł celulozowo-papierniczy
126
Emitowane substancje
Węgiel Ciężki olej opałowy (mazut)
Olej lekki Gaz Biopaliwo (np. kora)
mg S/MJ doprowadz. paliwa
100 - 200 1
(50 - 100)5 100 –200 1
(50-100)5 25-50 <5 < 15
mg NOx/MJ doprowadz. paliwa
80 - 110 2
(50-80 SNCR)3 80 – 110 2
(50–80 SNCR)3 45-60 2 30 -60 2 60 –100 2
(40–70 SNCR)3 mg pyłu/Nm3 10 - 30 4
przy 6% O2 10 – 40 4
przy 3 % O2 10-30 3% O2
< 5 3% O2
10 - 30 4
przy 6% O2 Uwagi: 1) Emisje siarki z kotłów opalanych olejem lub węglem zależą od dostępności tych paliw z niską zawartością siarki.
Można uzyskać pewną redukcję emisji siarki za pomocą wtrysku węglanu wapnia. 2) Przy zastosowaniu tylko technologii spalania 3) Przy zastosowaniu również środków wtórnych, jak selektywna redukcja niekatalityczna, dotyczy tylko dużych instalacji 4) Wartości osiągane przy zastosowaniu elektrofiltru 5) Gdy stosuje się skruber; dotyczy tylko dużych instalacji
Tabela 2.44: Poziomy emisji związane z zastosowaniem najlepszych dostępnych technik (BAT) dla różnych paliw Należy zwrócić uwagę, że kotły pomocnicze w przemyśle celulozowo-papierniczym są bardzo różnej wielkości (od 10 do powyżej 200 MW). Dla mniejszych z nich można zastosować tylko metody podstawowe o umiarkowanych kosztach: paliwo o niskiej zawartości siarki i odpowiednie techniki spalania, dla dużych natomiast także i środki ograniczania emisji. Różnicę tę zaprezentowano w tabeli 2.44. Dla mniejszych instalacji za BAT uważa się wyższy poziom emisji i jest on osiągany przy zastosowaniu tylko odpowiedniej jakości paliwa, i środków wewnętrznych; niższe poziomy (w nawiasach) są związane z dodatkowymi środkami ograniczenia emisji, takimi jak selektywna redukcja niekatalityczna (SNCR) i skrubery. Techniki te są traktowane jako BAT dla większych instalacji. W nowoczesnych niezintegrowanych celulozowniach ciepło wytwarzane z ługu czarnego i spalania kory przewyższa zapotrzebowanie energii dla całego procesu produkcyjnego. Jednakże olej opałowy będzie w pewnych sytuacjach potrzebny, jak na przykład przy rozruchu, a także w wielu celulozowniach do pieca wapiennego.
Odpady stałe 1. Minimalizacja generowania odpadów stałych oraz odzyskiwanie, recykling i ponowne
użycie tych materiałów w miarę możliwości 2. Oddzielne gromadzenie frakcji odpadów przy ich źródle i w miarę konieczności pośrednie
magazynowanie pozostałości/odpadów w celu umożliwienia właściwego ich zagospodarowania
3. Spalanie wszystkich bezpiecznych materiałów organicznych (kory, odpadów drzewnych, osadów ściekowych itp.) w kotle pomocniczym, specjalnie zaprojektowanym do spalania wilgotnych, niskokalorycznych paliw (jak np. kotły ze złożem fluidalnym)
4. Zewnętrzne wykorzystanie resztek/odpadów jako materiałów zastępczych w leśnictwie, rolnictwie lub w innych przemysłach w miarę możliwości.
Należy zwrócić uwagę, że jest mało szczegółowych i godnych zaufania informacji na temat uzyskiwanych wielkości odpadów stałych. Brak jest danych statystycznych oraz dla różnych frakcji odpadów stosuje się w Europie różne określenia. Niektóre kraje podają w sprawozdaniach tylko te odpady stałe – głównie nieorganiczne - których nie można poddać recyklingowi lub ponownemu użyciu, ale muszą być odprowadzane na składowisko. Sugeruje to, że wszystkie
Rozdział 2
Przemysł celulozowo-papierniczy
127
odpady organiczne, które mają sensowną wartość opałową i/lub które mogą być spalone bez ryzyka niebezpiecznych emisji w kotle pomocniczym celulozowni, zostały już wyłączone z podawanej w raportach, ilości odpadów stałych (kora i odpady drzewne, osad pierwotny i biologiczny z oczyszczania ścieków). Tak więc odpady stałe wywożone na składowisko obejmują głównie popioły z kotłów, odpady z kaustyzacji, szlam wapienny, szlam z ługu zielonego, pewne nieprzydatne odpady drewna i kory, odrzuty oraz różne odpady z czyszczenia i mieszane odpady typu śmieci.
Dlatego przedstawienie możliwych do osiągnięcia wartości dotyczących ilości nieszkodliwych odpadów stałych jest trudne. W tabeli 2.45 podano kilka przykładów głównych rodzajów składowanych odpadów stałych, które mogą posłużyć jako wskazówka odnośnie ilości odpadów, jakich można się spodziewać w celulozowniach siarczanowych stosujących BAT. Przyjęto, że kora i inne pozostałości drewna jak również mieszane osady z oczyszczania ścieków są wykorzystywane do produkcji energii w kotle pomocniczym. Ilości odpadów podano jako bezwzględnie sucha masa w kg na tonę końcowego produktu (100% s.s.).
Przykłady Typ odpadów Ilość [kg s.s./ADt]
Ogółem [kg s.s./ADt]
Wytwórnia bielonej masy celulozowej siarczanowej towarowej
- Popioły - Odpady z kaustyzacji - Kora, odpady drzewne itp., - Odrzuty
2,0 10,0 3,4 0,3
15
Wytwórnia bielonej masy celulozowej siarczanowej towarowej
- Szlam wapienny - Szlam z ługu zielonego - Osady z oczyszczalni bio
& wstępne - Odrzuty (obróbka drewna) - Popioły ze spal. drewna - Inne
9,7 8,1 8,7
2,1 3,9 10,5
45
Zintegrowane wytwórnie niebielonej masy siarczanowej
Nie wyszczególniono Brak dostępnych
danych
30 - 50 (przedział na podstawie
trzech przykładów) Tabela 2.45: Przykłady ilości odpadów stałych kierowanych na składowisko z kilku wytwórni masy celulozowej siarczanowej [Dane pochodzą z przykładowych fabryk oraz raportów środowiskowych] We wszystkich celulozowniach wytwarza się niewielką ilość odpadów niebezpiecznych. Odpady takie zawierają resztki oleju i smaru, zużyte oleje hydrauliczne i transformatorowe, zużyte baterie akumulatorowe i inny złom urządzeń elektrycznych, rozpuszczalniki, farby, biocydy, resztki chemikaliów itp. Normalnie stanowią one około 0,05 – 0,1 kg/t produktu. Sposoby oszczędzania energii W celu zmniejszenia zużycia świeżej pary i energii elektrycznej oraz w celu zwiększenia wewnętrznego wytwarzania pary, i energii elektrycznej dostępnych jest szereg sposobów działania. 1. Metody mające na celu zmniejszenie strat ciepła i niskie zużycia ciepła:
Rozdział 2
Przemysł celulozowo-papierniczy
128
- Wysoka zawartość substancji suchej w ługu czarnym i w korze - Wysoka sprawność kotłów parowych, np. niskie temperatury gazów odlotowych - Efektywny system ogrzewania wtórnego, np. gorąca woda około 85oC - Wysoki stopień zamknięcia układu wodnego - Względnie dobrze zamknięty układ wodny bielarni - Wysokie stężenie masy celulozowej (technika średniego (MC) stężenia) - Użycie ciepła wtórnego do ogrzewania budynków - Dobre sterowanie procesem
2. Środki mające na celu niskie zużycie energii elektrycznej
- Możliwie jak najwyższe stężenie masy celulozowej przy sortowaniu i czyszczeniu - Regulacja prędkości różnych dużych silników - Wydajne pompy próżniowe - Właściwe wymiarowanie rurociągów, pomp i wentylatorów
3. Środki mające na celu wysokie sprawności generowania energii elektrycznej
- Wysokie ciśnienie w kotle - Ciśnienie pary wylotowej w turbinie przeciwprężnej tak niskie, jak to technicznie
wykonalne - Turbina kondensacyjna do produkcji mocy z nadmiaru pary - Wysoka efektywność turbiny - Wstępne podgrzewanie powietrza i paliwa wprowadzanego do kotłów.
Efekt zastosowania tych sposobów oszczędności energii może często nie być łatwy do wykazania w postaci bezpośrednich wartości liczbowych, ponieważ usprawnienia zależą od sytuacji celulozowni przed wdrożeniem tych metod. W wielu krajach europejskich informacje dotyczące bilansów energii całych fabryk celulozy i papieru są mało dostępne publicznie. W krajach europejskich stosuje się różne schematy sprawozdawcze. Bilanse energii zależą także w pewnej mierze od warunków lokalnych. Dlatego zakresy zużycia energii przez celulozownie, pokazane w tabeli 2.46, powinny być traktowane jako wskazówka określająca przybliżone zapotrzebowanie na ciepło i moc w efektywnych energetycznie celulozowniach siarczanowych. W przyszłej uaktualnionej wersji dokumentu BREF mogłyby zostać przedstawione dalsze przykłady celulozowni siarczanowych, efektywnych pod względem zużycia energii z uwzględnieniem ich specyficznych warunków.
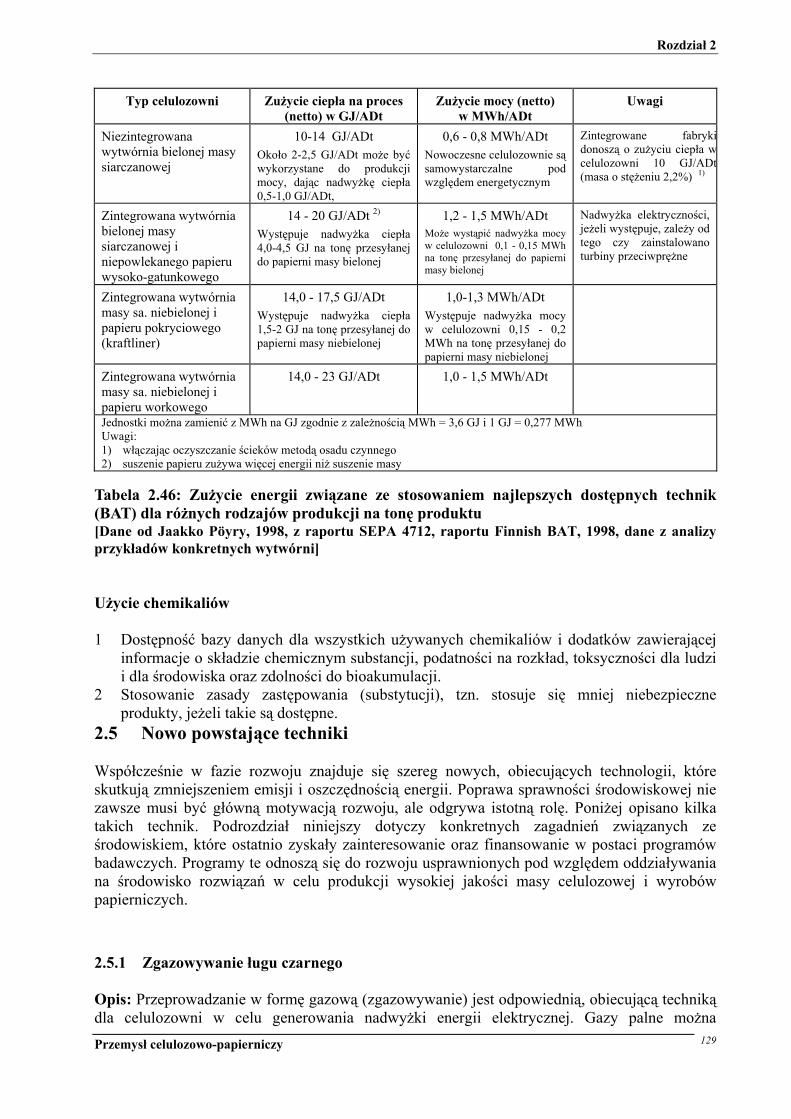
Rozdział 2
Przemysł celulozowo-papierniczy
129
Typ celulozowni Zużycie ciepła na proces
(netto) w GJ/ADt Zużycie mocy (netto)
w MWh/ADt Uwagi
Niezintegrowana wytwórnia bielonej masy siarczanowej
10-14 GJ/ADt Około 2-2,5 GJ/ADt może być wykorzystane do produkcji mocy, dając nadwyżkę ciepła 0,5-1,0 GJ/ADt,
0,6 - 0,8 MWh/ADt Nowoczesne celulozownie są samowystarczalne pod względem energetycznym
Zintegrowane fabrykidonoszą o zużyciu ciepła wcelulozowni 10 GJ/ADt(masa o stężeniu 2,2%) 1)
Zintegrowana wytwórnia bielonej masy siarczanowej i niepowlekanego papieru wysoko-gatunkowego
14 - 20 GJ/ADt 2) Występuje nadwyżka ciepła 4,0-4,5 GJ na tonę przesyłanej do papierni masy bielonej
1,2 - 1,5 MWh/ADt Może wystąpić nadwyżka mocy w celulozowni 0,1 - 0,15 MWh na tonę przesyłanej do papierni masy bielonej
Nadwyżka elektryczności, jeżeli występuje, zależy od tego czy zainstalowano turbiny przeciwprężne
Zintegrowana wytwórnia masy sa. niebielonej i papieru pokryciowego (kraftliner)
14,0 - 17,5 GJ/ADt Występuje nadwyżka ciepła 1,5-2 GJ na tonę przesyłanej do papierni masy niebielonej
1,0-1,3 MWh/ADt Występuje nadwyżka mocy w celulozowni 0,15 - 0,2 MWh na tonę przesyłanej do papierni masy niebielonej
Zintegrowana wytwórnia masy sa. niebielonej i papieru workowego
14,0 - 23 GJ/ADt 1,0 - 1,5 MWh/ADt
Jednostki można zamienić z MWh na GJ zgodnie z zależnością MWh = 3,6 GJ i 1 GJ = 0,277 MWh Uwagi: 1) włączając oczyszczanie ścieków metodą osadu czynnego 2) suszenie papieru zużywa więcej energii niż suszenie masy
Tabela 2.46: Zużycie energii związane ze stosowaniem najlepszych dostępnych technik (BAT) dla różnych rodzajów produkcji na tonę produktu [Dane od Jaakko Pöyry, 1998, z raportu SEPA 4712, raportu Finnish BAT, 1998, dane z analizy przykładów konkretnych wytwórni] Użycie chemikaliów 1 Dostępność bazy danych dla wszystkich używanych chemikaliów i dodatków zawierającej
informacje o składzie chemicznym substancji, podatności na rozkład, toksyczności dla ludzi i dla środowiska oraz zdolności do bioakumulacji.
2 Stosowanie zasady zastępowania (substytucji), tzn. stosuje się mniej niebezpieczne produkty, jeżeli takie są dostępne.
2.5 Nowo powstające techniki Współcześnie w fazie rozwoju znajduje się szereg nowych, obiecujących technologii, które skutkują zmniejszeniem emisji i oszczędnością energii. Poprawa sprawności środowiskowej nie zawsze musi być główną motywacją rozwoju, ale odgrywa istotną rolę. Poniżej opisano kilka takich technik. Podrozdział niniejszy dotyczy konkretnych zagadnień związanych ze środowiskiem, które ostatnio zyskały zainteresowanie oraz finansowanie w postaci programów badawczych. Programy te odnoszą się do rozwoju usprawnionych pod względem oddziaływania na środowisko rozwiązań w celu produkcji wysokiej jakości masy celulozowej i wyrobów papierniczych.
2.5.1 Zgazowywanie ługu czarnego Opis: Przeprowadzanie w formę gazową (zgazowywanie) jest odpowiednią, obiecującą techniką dla celulozowni w celu generowania nadwyżki energii elektrycznej. Gazy palne można
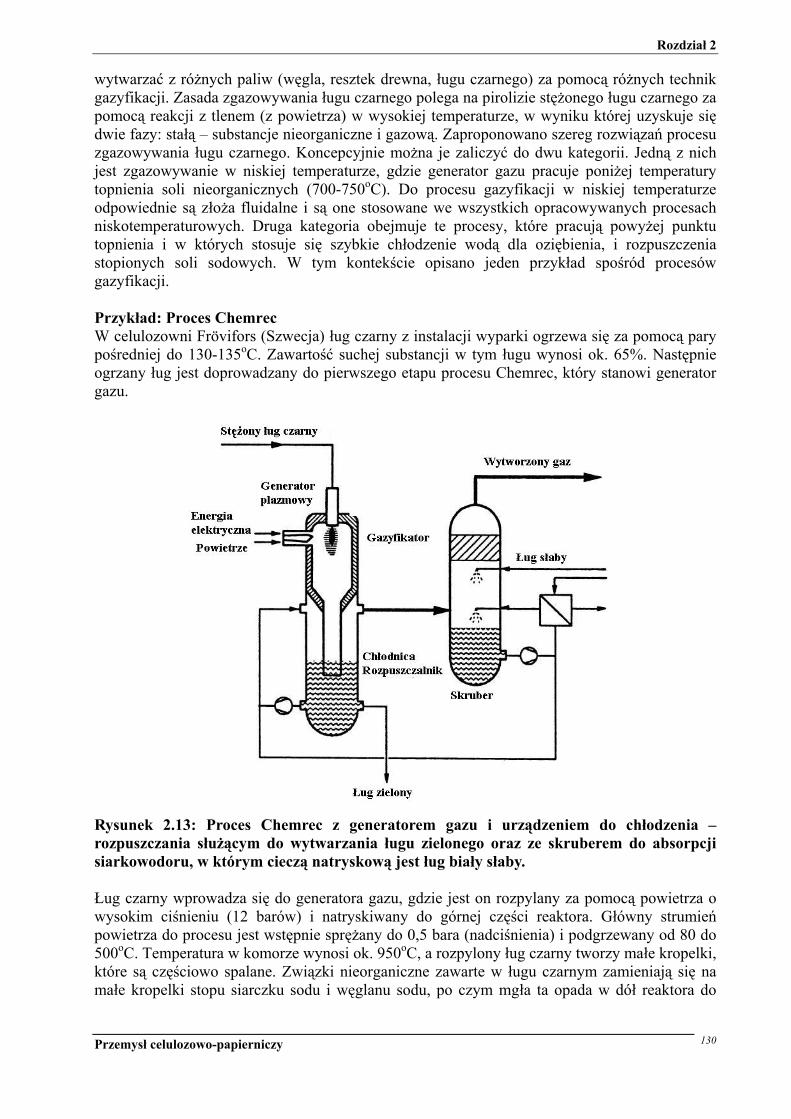
Rozdział 2
Przemysł celulozowo-papierniczy
130
wytwarzać z różnych paliw (węgla, resztek drewna, ługu czarnego) za pomocą różnych technik gazyfikacji. Zasada zgazowywania ługu czarnego polega na pirolizie stężonego ługu czarnego za pomocą reakcji z tlenem (z powietrza) w wysokiej temperaturze, w wyniku której uzyskuje się dwie fazy: stałą – substancje nieorganiczne i gazową. Zaproponowano szereg rozwiązań procesu zgazowywania ługu czarnego. Koncepcyjnie można je zaliczyć do dwu kategorii. Jedną z nich jest zgazowywanie w niskiej temperaturze, gdzie generator gazu pracuje poniżej temperatury topnienia soli nieorganicznych (700-750oC). Do procesu gazyfikacji w niskiej temperaturze odpowiednie są złoża fluidalne i są one stosowane we wszystkich opracowywanych procesach niskotemperaturowych. Druga kategoria obejmuje te procesy, które pracują powyżej punktu topnienia i w których stosuje się szybkie chłodzenie wodą dla oziębienia, i rozpuszczenia stopionych soli sodowych. W tym kontekście opisano jeden przykład spośród procesów gazyfikacji. Przykład: Proces Chemrec W celulozowni Frövifors (Szwecja) ług czarny z instalacji wyparki ogrzewa się za pomocą pary pośredniej do 130-135oC. Zawartość suchej substancji w tym ługu wynosi ok. 65%. Następnie ogrzany ług jest doprowadzany do pierwszego etapu procesu Chemrec, który stanowi generator gazu.
Rysunek 2.13: Proces Chemrec z generatorem gazu i urządzeniem do chłodzenia – rozpuszczania służącym do wytwarzania ługu zielonego oraz ze skruberem do absorpcji siarkowodoru, w którym cieczą natryskową jest ług biały słaby. Ług czarny wprowadza się do generatora gazu, gdzie jest on rozpylany za pomocą powietrza o wysokim ciśnieniu (12 barów) i natryskiwany do górnej części reaktora. Główny strumień powietrza do procesu jest wstępnie sprężany do 0,5 bara (nadciśnienia) i podgrzewany od 80 do 500oC. Temperatura w komorze wynosi ok. 950oC, a rozpylony ług czarny tworzy małe kropelki, które są częściowo spalane. Związki nieorganiczne zawarte w ługu czarnym zamieniają się na małe kropelki stopu siarczku sodu i węglanu sodu, po czym mgła ta opada w dół reaktora do
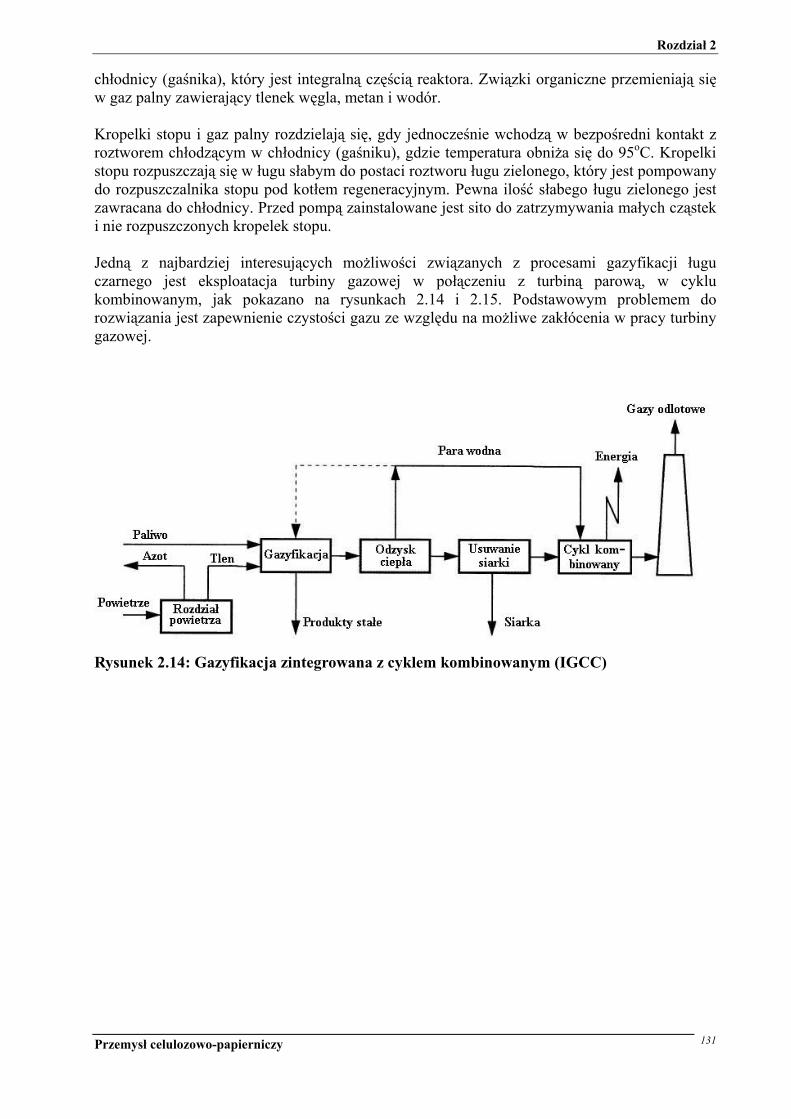
Rozdział 2
Przemysł celulozowo-papierniczy
131
chłodnicy (gaśnika), który jest integralną częścią reaktora. Związki organiczne przemieniają się w gaz palny zawierający tlenek węgla, metan i wodór. Kropelki stopu i gaz palny rozdzielają się, gdy jednocześnie wchodzą w bezpośredni kontakt z roztworem chłodzącym w chłodnicy (gaśniku), gdzie temperatura obniża się do 95oC. Kropelki stopu rozpuszczają się w ługu słabym do postaci roztworu ługu zielonego, który jest pompowany do rozpuszczalnika stopu pod kotłem regeneracyjnym. Pewna ilość słabego ługu zielonego jest zawracana do chłodnicy. Przed pompą zainstalowane jest sito do zatrzymywania małych cząstek i nie rozpuszczonych kropelek stopu. Jedną z najbardziej interesujących możliwości związanych z procesami gazyfikacji ługu czarnego jest eksploatacja turbiny gazowej w połączeniu z turbiną parową, w cyklu kombinowanym, jak pokazano na rysunkach 2.14 i 2.15. Podstawowym problemem do rozwiązania jest zapewnienie czystości gazu ze względu na możliwe zakłócenia w pracy turbiny gazowej.
Rysunek 2.14: Gazyfikacja zintegrowana z cyklem kombinowanym (IGCC)
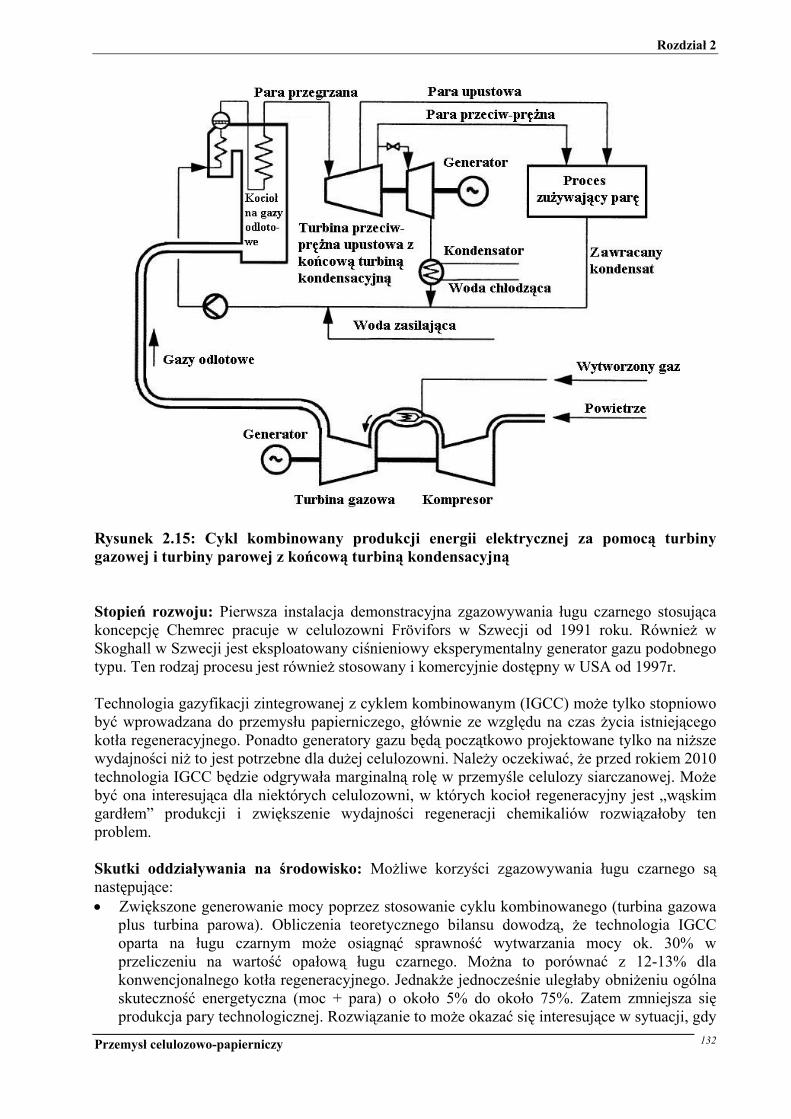
Rozdział 2
Przemysł celulozowo-papierniczy
132
Rysunek 2.15: Cykl kombinowany produkcji energii elektrycznej za pomocą turbiny gazowej i turbiny parowej z końcową turbiną kondensacyjną Stopień rozwoju: Pierwsza instalacja demonstracyjna zgazowywania ługu czarnego stosująca koncepcję Chemrec pracuje w celulozowni Frövifors w Szwecji od 1991 roku. Również w Skoghall w Szwecji jest eksploatowany ciśnieniowy eksperymentalny generator gazu podobnego typu. Ten rodzaj procesu jest również stosowany i komercyjnie dostępny w USA od 1997r. Technologia gazyfikacji zintegrowanej z cyklem kombinowanym (IGCC) może tylko stopniowo być wprowadzana do przemysłu papierniczego, głównie ze względu na czas życia istniejącego kotła regeneracyjnego. Ponadto generatory gazu będą początkowo projektowane tylko na niższe wydajności niż to jest potrzebne dla dużej celulozowni. Należy oczekiwać, że przed rokiem 2010 technologia IGCC będzie odgrywała marginalną rolę w przemyśle celulozy siarczanowej. Może być ona interesująca dla niektórych celulozowni, w których kocioł regeneracyjny jest „wąskim gardłem” produkcji i zwiększenie wydajności regeneracji chemikaliów rozwiązałoby ten problem. Skutki oddziaływania na środowisko: Możliwe korzyści zgazowywania ługu czarnego są następujące: • Zwiększone generowanie mocy poprzez stosowanie cyklu kombinowanego (turbina gazowa
plus turbina parowa). Obliczenia teoretycznego bilansu dowodzą, że technologia IGCC oparta na ługu czarnym może osiągnąć sprawność wytwarzania mocy ok. 30% w przeliczeniu na wartość opałową ługu czarnego. Można to porównać z 12-13% dla konwencjonalnego kotła regeneracyjnego. Jednakże jednocześnie uległaby obniżeniu ogólna skuteczność energetyczna (moc + para) o około 5% do około 75%. Zatem zmniejsza się produkcja pary technologicznej. Rozwiązanie to może okazać się interesujące w sytuacji, gdy
Rozdział 2
Przemysł celulozowo-papierniczy
133
występuje nadwyżka pary; pozwala ono na zwiększenie produkcji energii elektrycznej do wysyłki.
• Niskie emisje do atmosfery • Umożliwienie wzrostu produkcji celulozowniom, które są ograniczone pod względem
wydajności z powodu ograniczeń kotła regeneracyjnego. System jest szczególnie korzystny w celulozowniach mających niewykorzystane moce produkcyjne w warzelni oraz w tych, gdzie modyfikacje ciągu włóknistego spowodowały wzrost ilości suchej substancji przesyłanej do układu regeneracji (np. roztwarzanie do niskiej liczby kappa, delignifikacja tlenem, wzrost recyrkulacji odcieków z układu bielenia).
Gdyby przemysł masy celulozowej siarczanowej wprowadził technologię IGCC, miałby potencjalne możliwości produkowania około 1700 kWh/ADt w porównaniu z obecnym poziomem około 800 kWh/ADt. Zatem potencjalne możliwości wzrostu odpowiadają około 900 kWh/ADt. Jednocześnie wytwarzanie ciepła uległoby zmniejszeniu o około 4 GJ/ADt, co stanowi więcej niż typowa nadwyżka w nowoczesnej celulozowni siarczanowej. Aspekty ekonomiczne: Brak dostępnych danych. Literatura: [SEPA Report 4713-2, 1997 - raport SEPA 4713-2, 1997] 2.5.2 Zastosowanie procesu selektywnej redukcji niekatalitycznej (SNCR) w kotle
regeneracyjnym Opis: Proces NOxOUT jest jednym z kilku istniejących procesów, które wykorzystują zasadę selektywnej redukcji niekatalitycznej („SNCR”) do obniżenia emisji NOx. Zasada ta polega na termicznej redukcji tlenków azotu do azotu za pomocą amoniaku stosownie do następujących równań reakcji:
2NO + 2NH3 + 12 O2 → 2N2 + 3H2O
3NO2 + 4NH3 → 7
2 N2 + 6H2O Gdy stosuje się mocznik, to przebiega następująca reakcja wstępna, w której tworzy się amoniak:
(NH2)2CO + H2O → 2NH3 + CO2 Środkiem redukującym zastosowanym do prób w pełnej skali przemysłowej, w Szwecji był wzbogacony dodatkiem chemicznym wodny roztwór mocznika. Proces wykorzystuje palenisko kotła jako ‘reaktor chemiczny’ i nie wymaga żadnego dodatkowego wyposażenia kotła. Reakcja zachodzi zwykle w wąskim przedziale temperatury około 1000oC. Kiedy temperatura jest zbyt wysoka, powstaje więcej NOx. Gdy temperatura jest za niska, tworzy się amoniak. W procesie NOxOUT ulega rozszerzeniu zakres temperatury oraz dodatkowe składniki chemiczne zapobiegają ubocznemu powstawaniu amoniaku. Przy optymalizacji i przebiegu procesu NOxOUT najważniejszymi parametrami są wytwarzanie amoniaku (NH3 – niepożądany) w reakcjach ubocznych oraz zużycie chemikaliów. Stopień rozwoju: Szwedzka spółka produkująca masę celulozową siarczanową poleciła przeprowadzenie prób w pełnej skali przemysłowej opatentowanego procesu NOxOUT, w jednym ze swoich istniejących kotłów regeneracyjnych. W okresie prób kocioł pracował w zakresie od 95 do 105% maksymalnego, bieżącego obciążenia. Na siedmiu poziomach zainstalowano szereg otworów wlotowych dla doprowadzania chemikaliów redukujących.
Rozdział 2
Przemysł celulozowo-papierniczy
134
Dzięki projektowi wykazano, że termiczna redukcja tlenków azotu przy zastosowaniu procesu NOxOUT może z powodzeniem być zastosowana w kotłach regeneracyjnych. Skutki oddziaływania na środowisko: W porównaniu z innymi procesami spalania kocioł regeneracyjny wykazuje niskie emisje tlenków azotu. Typowe poziomy wynoszą od 50 do 80 mg NOx/MJ. Pomimo stosunkowo niskich stężeń NOx w gazach odlotowych kocioł regeneracyjny jest największym źródłem emisji tych zanieczyszczeń w celulozowni siarczanowej (z powodu wysokich przepływów gazów). Zatem sposoby oczyszczania gazów odlotowych zastosowane do kotła regeneracyjnego miałyby największy wpływ na ogólną emisję. Ponadto można się spodziewać wzrostu emisji NOx z nowoczesnych kotłów regeneracyjnych o wysokiej skuteczności, spowodowanego głównie wymaganiem zwiększonej zawartości suchej substancji ługu czarnego i wyższymi obciążeniami kotła. Przyjmując stosunek stechiometryczny chemikaliów 1:1 analiza wskazuje na następujące wyniki procesu NOxOUT: • Przeciętny poziom NOx bez NOxOUT – 80 mg/Nm3 (warunki standardowe, suchy gaz przy
3% tlenu) • Przeciętny poziom NOx z zastosowaniem NOxOUT – 55 mg/Nm3 (redukcja około 30%) • Niewielki wzrost amoniaku (niepożądany) rzędu 3-4 mg/Nm3 (stechiometria 1:1). Efekty redukcji tlenków azotu zależą od zastosowanego stosunku stechiometrycznego. Pomimo niskiego poziomu tworzenia się NOx bez procesu SNCR, przy stechiometrii 2:1 można osiągnąć 50%-ową redukcję tego składnika (ale wtedy wystąpi wzrost niepożądanego amoniaku). W trakcie przeprowadzania prób w pełnej skali przemysłowej nie zaobserwowano zakłóceń lub innych ujemnych skutków w pracy kotła regeneracyjnego. Również nie zaobserwowano negatywnego oddziaływania na cykl regeneracji chemikaliów. Ogólne koszty eksploatacyjne są stosunkowo niskie. Niezbędne zmiany dostosowawcze w kotle regeneracyjnym mogą być wykonane podczas normalnego postoju na konserwację. Stosowanie mocznika w procesach SNCR może ewentualnie powodować problemy z korozją ze względu na możliwe powstawanie produktów ubocznych o własnościach korozyjnych. Z przyczyn bezpieczeństwa zaleca się zatem w Szwecji unikania stosowania wtrysku mocznika do kotła regeneracyjnego. Z tego powodu wspomniana wyżej szwedzka spółka produkująca masę celulozową siarczanową przeprowadziła kilka nowych prób z użyciem NH3 (gazowego lub ciekłego) zamiast mocznika, uzyskując redukcje NOx pomiędzy 20-50% (stechiometria od 1:1 do 2:1) ze zmienną ilością niepożądanego NH3. Przed podjęciem decyzji o ostatecznym zainstalowaniu tej techniki lub nie spółka zamierza przeprowadzić długo okresową próbę. Koszty inwestycyjne zainstalowania na kotłach regeneracyjnych są obecnie znacznie niższe niż liczby podane poniżej i szacuje się je na mniej niż 1 mln euro (z użyciem ciekłego NH3). Aspekty ekonomiczne: Koszty inwestycyjne kompletnej instalacji procesu NOxOUT na kotle regeneracyjnym, podobnym do kotła w testowanej celulozowni (obciążenie ługiem czarnym: 1600 t s.s./dobę), wynoszą około 2,2-2,8 mln euro. Koszty eksploatacyjne układu obejmują chemikalia (mocznik i środki wzbogacające), elektryczność, ciepło zużyte do odparowania wtryskiwanej wody i koszty pracy. Spośród nich czynnikiem wywierającym największy wpływ jest cena mocznika. Z powodu fluktuacji cen światowych trudno jest podać sensowne oszacowanie kosztów eksploatacyjnych. Niemniej w okresie prób w Szwecji, przy cenie mocznika 154 euro/t, ogólne koszty eksploatacyjne obliczone dla danego kotła regeneracyjnego miały zakres od 1 do 1,4 euro/kg zredukowanego NOx. Literatura: [Lövblad, 1991]
Rozdział 2
Przemysł celulozowo-papierniczy
135
2.5.3 Usuwanie środków chelatujących za pomocą słabo alkalicznego oczyszczania
biologicznego lub poprzez użycie technologii typu „nerki” (kidneys) Opis: Środki chelatujące (kompleksotwórcze): kwas etylenodiaminoczterooctowy (EDTA) i dietylenotriaminopięciooctowy (DTPA) są stosowane w przemyśle celulozowo-papierniczym od wielu lat. Są one stosowane z uwagi na dobre własności separacji, tzn. zdolności blokowania aktywności rozpuszczonych jonów metali przejściowych bez strącania (skrót „Q” stosuje się do obu w/w związków). Wspomniane jony metali mogą katalizować rozkład środka bielącego - nadtlenku wodoru – do rodników. Całkowicie bezchlorowe (TCF) bielenie masy jest obecnie możliwe tylko wtedy, gdy zastosuje się stopień Q przed stopniem nadtlenkowym. W wyniku tego stwierdzono zwiększone stężenia środków chelatujących (Q) w ściekach pochodzących z produkcji mas TCF. W analizowanych ściekach z wytwórni produkujących towarową masę siarczanową TCF identyfikuje się 25-40% wprowadzonego ładunku związków kompleksotwórczych (Q). Odpowiada to zawartości w ściekach: 10-15 mg Q/l, przy doprowadzonej ilości 2 kg Q na tonę masy. Chociaż EDTA, w stężeniach występujących w środowisku, nie jest związkiem toksycznym dla ssaków, to występują pewne obawy dotyczące potencjalnych możliwości EDTA do wymywania toksycznych metali ciężkich z osadów oraz trudności z biodegradacją tego związku. W dalszej części przedyskutowano doświadczenia z użyciem EDTA i jego zachowaniem w środowisku.
Rozwiązanie 1: Powszechnie stosowane w przemyśle celulozowo-papierniczym oczyszczanie biologiczne z osadem czynnym i bez osadu czynnego z powodzeniem redukuje ChZT i BZT w ściekach. Metoda ta jednakże nie redukuje w znaczący sposób zawartości EDTA. Stwierdzono, że EDTA jest odporny na biodegradację aerobową w instalacji z osadem czynnym pracującej w „normalnych” warunkach (przy pH 7). Ponadto EDTA nie absorbuje się na osadzie, w rezultacie czego przechodzi przez oczyszczalnię bez dostrzegalnej degradacji. Ostatnie badania [Virtapohja, 1997] wykazały, że biodegradacja EDTA zachodzi w przemysłowej oczyszczalni z osadem czynnym w słabo alkalicznych warunkach (pH 8-9). Otrzymane wyniki wskazują na średnią redukcję EDTA około 50% (około 10% przy pH 7). Rozwiązanie 2: Innym rozwiązaniem technicznym obniżenia zużycia i zrzutu środków chelatujących (Q) stosowanych w bieleniu TCF przed stopniem nadtlenkowym jest stosowanie technologii „nerki”. Jedna szwedzka celulozownia uruchomiła tę technologię w końcu 1998 do odzysku EDTA z odcieków ze stopnia Q. Oczekiwano, że można w ten sposób obniżyć zużycie EDTA o 65%. We wspomnianej celulozowni szwedzkiej planowano zastosować system Kemira NetFloc, który okazywał się być bardzo skutecznym narzędziem usuwania z filtratów substancji stwarzających problemy, jak związki ekstrakcyjne i metale. W systemie NetFloc [Rampotas, 1996] zwiększa się pH i dozuje węglan w celu strącenia metali. Metale związane kompleksem z EDTA są uwalniane i wytrącane z roztworu. Do wybranego strumienia filtratu dodaje się w charakterze flokulanta - związek o wysokiej masie cząsteczkowej - tlenek polietylenu (PEO). W aktualnej aplikacji wodny roztwór PEO przygotowuje się w przeznaczonym do tego urządzeniu, a następnie roztwór ten dozuje się do rurociągu filtratu. Reakcja flokulacji pomiędzy PEO, a związkami ekstrakcyjnymi jest szybka i przebiega do końca zanim filtrat opuści rurociąg. Ostatnio odkryto, że flokuły PEO-żywica zbierają wszelkie nie rozpuszczone cząstki, znajdujące się w filtracie. Oznacza to, że wytrącone sole metali (np.: wodorotlenki, siarczany) znajdą się w osadzie żywicznym. Końcowy etap operacji obejmuje oddzielenie tego osadu od filtratu, co zwykle zachodzi za pomocą środków mechanicznych, jak np. urządzenie flotacyjne. Oczyszczony filtrat zawierający odzyskany środek chelatujący Q zawraca się do procesu, a osad żywiczny można skierować na filtr szlamu z ługu zielonego lub
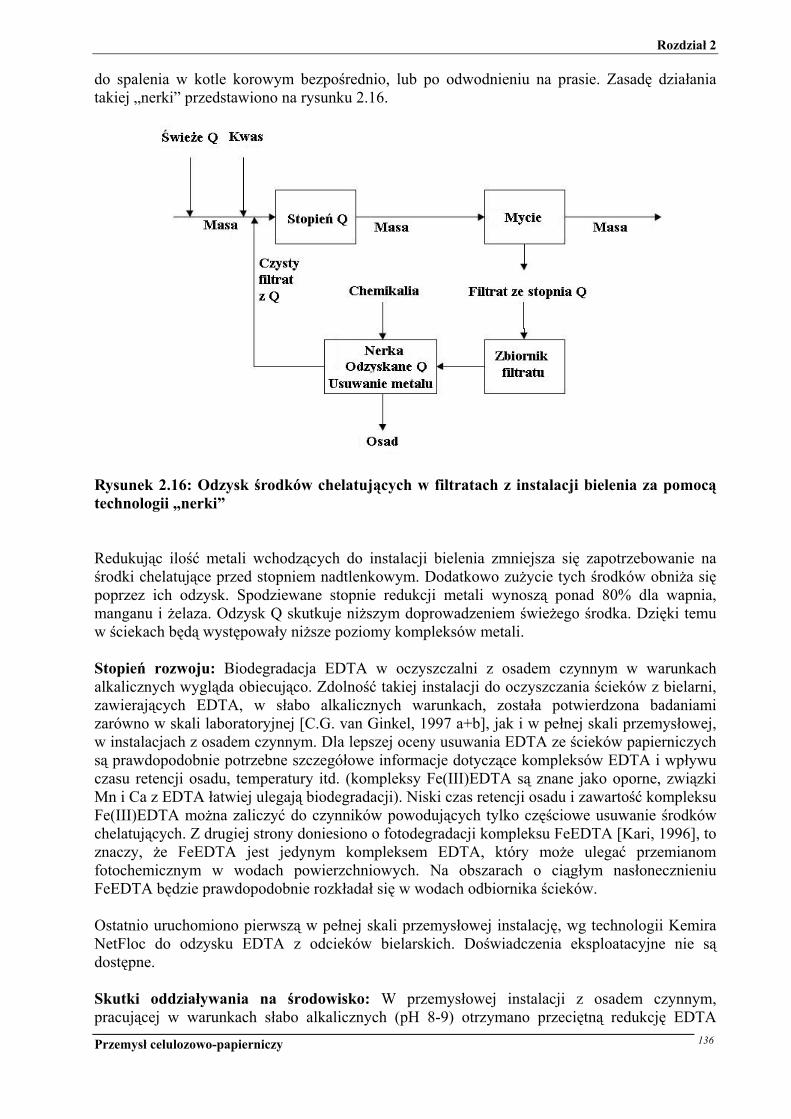
Rozdział 2
Przemysł celulozowo-papierniczy
136
do spalenia w kotle korowym bezpośrednio, lub po odwodnieniu na prasie. Zasadę działania takiej „nerki” przedstawiono na rysunku 2.16.
Rysunek 2.16: Odzysk środków chelatujących w filtratach z instalacji bielenia za pomocą technologii „nerki” Redukując ilość metali wchodzących do instalacji bielenia zmniejsza się zapotrzebowanie na środki chelatujące przed stopniem nadtlenkowym. Dodatkowo zużycie tych środków obniża się poprzez ich odzysk. Spodziewane stopnie redukcji metali wynoszą ponad 80% dla wapnia, manganu i żelaza. Odzysk Q skutkuje niższym doprowadzeniem świeżego środka. Dzięki temu w ściekach będą występowały niższe poziomy kompleksów metali. Stopień rozwoju: Biodegradacja EDTA w oczyszczalni z osadem czynnym w warunkach alkalicznych wygląda obiecująco. Zdolność takiej instalacji do oczyszczania ścieków z bielarni, zawierających EDTA, w słabo alkalicznych warunkach, została potwierdzona badaniami zarówno w skali laboratoryjnej [C.G. van Ginkel, 1997 a+b], jak i w pełnej skali przemysłowej, w instalacjach z osadem czynnym. Dla lepszej oceny usuwania EDTA ze ścieków papierniczych są prawdopodobnie potrzebne szczegółowe informacje dotyczące kompleksów EDTA i wpływu czasu retencji osadu, temperatury itd. (kompleksy Fe(III)EDTA są znane jako oporne, związki Mn i Ca z EDTA łatwiej ulegają biodegradacji). Niski czas retencji osadu i zawartość kompleksu Fe(III)EDTA można zaliczyć do czynników powodujących tylko częściowe usuwanie środków chelatujących. Z drugiej strony doniesiono o fotodegradacji kompleksu FeEDTA [Kari, 1996], to znaczy, że FeEDTA jest jedynym kompleksem EDTA, który może ulegać przemianom fotochemicznym w wodach powierzchniowych. Na obszarach o ciągłym nasłonecznieniu FeEDTA będzie prawdopodobnie rozkładał się w wodach odbiornika ścieków. Ostatnio uruchomiono pierwszą w pełnej skali przemysłowej instalację, wg technologii Kemira NetFloc do odzysku EDTA z odcieków bielarskich. Doświadczenia eksploatacyjne nie są dostępne. Skutki oddziaływania na środowisko: W przemysłowej instalacji z osadem czynnym, pracującej w warunkach słabo alkalicznych (pH 8-9) otrzymano przeciętną redukcję EDTA
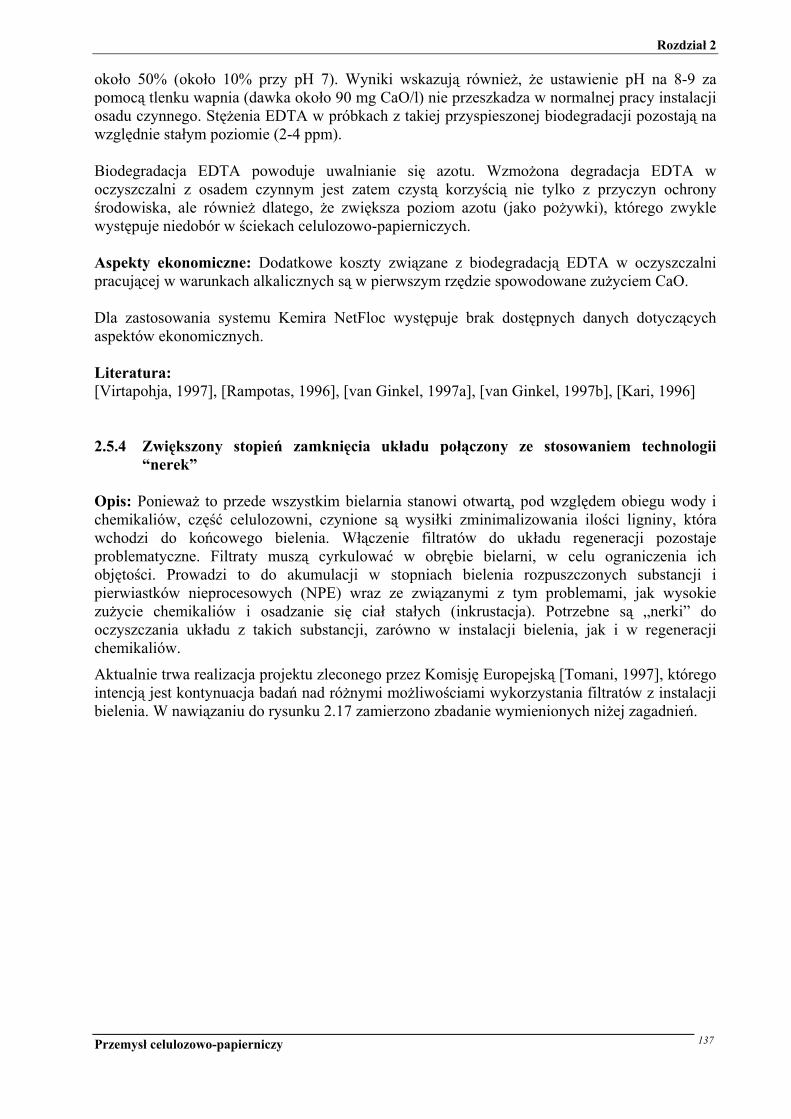
Rozdział 2
Przemysł celulozowo-papierniczy
137
około 50% (około 10% przy pH 7). Wyniki wskazują również, że ustawienie pH na 8-9 za pomocą tlenku wapnia (dawka około 90 mg CaO/l) nie przeszkadza w normalnej pracy instalacji osadu czynnego. Stężenia EDTA w próbkach z takiej przyspieszonej biodegradacji pozostają na względnie stałym poziomie (2-4 ppm). Biodegradacja EDTA powoduje uwalnianie się azotu. Wzmożona degradacja EDTA w oczyszczalni z osadem czynnym jest zatem czystą korzyścią nie tylko z przyczyn ochrony środowiska, ale również dlatego, że zwiększa poziom azotu (jako pożywki), którego zwykle występuje niedobór w ściekach celulozowo-papierniczych. Aspekty ekonomiczne: Dodatkowe koszty związane z biodegradacją EDTA w oczyszczalni pracującej w warunkach alkalicznych są w pierwszym rzędzie spowodowane zużyciem CaO. Dla zastosowania systemu Kemira NetFloc występuje brak dostępnych danych dotyczących aspektów ekonomicznych. Literatura: [Virtapohja, 1997], [Rampotas, 1996], [van Ginkel, 1997a], [van Ginkel, 1997b], [Kari, 1996] 2.5.4 Zwiększony stopień zamknięcia układu połączony ze stosowaniem technologii
“nerek” Opis: Ponieważ to przede wszystkim bielarnia stanowi otwartą, pod względem obiegu wody i chemikaliów, część celulozowni, czynione są wysiłki zminimalizowania ilości ligniny, która wchodzi do końcowego bielenia. Włączenie filtratów do układu regeneracji pozostaje problematyczne. Filtraty muszą cyrkulować w obrębie bielarni, w celu ograniczenia ich objętości. Prowadzi to do akumulacji w stopniach bielenia rozpuszczonych substancji i pierwiastków nieprocesowych (NPE) wraz ze związanymi z tym problemami, jak wysokie zużycie chemikaliów i osadzanie się ciał stałych (inkrustacja). Potrzebne są „nerki” do oczyszczania układu z takich substancji, zarówno w instalacji bielenia, jak i w regeneracji chemikaliów.
Aktualnie trwa realizacja projektu zleconego przez Komisję Europejską [Tomani, 1997], którego intencją jest kontynuacja badań nad różnymi możliwościami wykorzystania filtratów z instalacji bielenia. W nawiązaniu do rysunku 2.17 zamierzono zbadanie wymienionych niżej zagadnień.
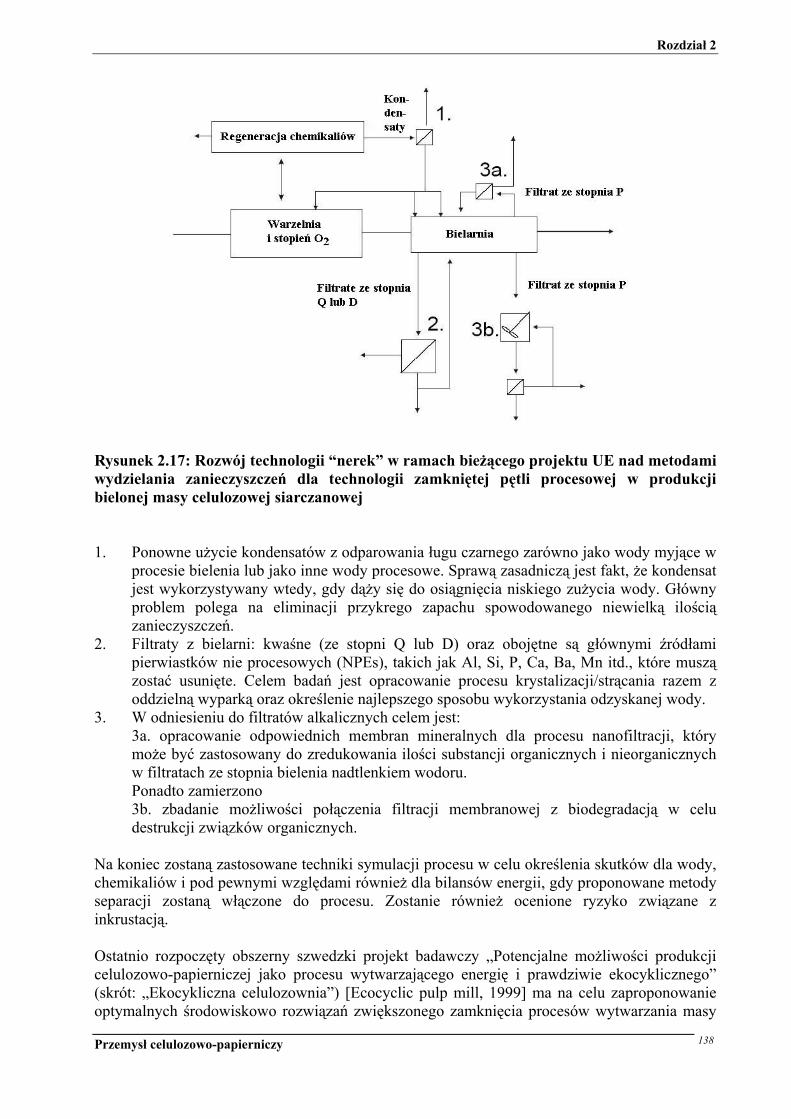
Rozdział 2
Przemysł celulozowo-papierniczy
138
Rysunek 2.17: Rozwój technologii “nerek” w ramach bieżącego projektu UE nad metodami wydzielania zanieczyszczeń dla technologii zamkniętej pętli procesowej w produkcji bielonej masy celulozowej siarczanowej 1. Ponowne użycie kondensatów z odparowania ługu czarnego zarówno jako wody myjące w
procesie bielenia lub jako inne wody procesowe. Sprawą zasadniczą jest fakt, że kondensat jest wykorzystywany wtedy, gdy dąży się do osiągnięcia niskiego zużycia wody. Główny problem polega na eliminacji przykrego zapachu spowodowanego niewielką ilością zanieczyszczeń.
2. Filtraty z bielarni: kwaśne (ze stopni Q lub D) oraz obojętne są głównymi źródłami pierwiastków nie procesowych (NPEs), takich jak Al, Si, P, Ca, Ba, Mn itd., które muszą zostać usunięte. Celem badań jest opracowanie procesu krystalizacji/strącania razem z oddzielną wyparką oraz określenie najlepszego sposobu wykorzystania odzyskanej wody.
3. W odniesieniu do filtratów alkalicznych celem jest: 3a. opracowanie odpowiednich membran mineralnych dla procesu nanofiltracji, który może być zastosowany do zredukowania ilości substancji organicznych i nieorganicznych w filtratach ze stopnia bielenia nadtlenkiem wodoru. Ponadto zamierzono 3b. zbadanie możliwości połączenia filtracji membranowej z biodegradacją w celu destrukcji związków organicznych.
Na koniec zostaną zastosowane techniki symulacji procesu w celu określenia skutków dla wody, chemikaliów i pod pewnymi względami również dla bilansów energii, gdy proponowane metody separacji zostaną włączone do procesu. Zostanie również ocenione ryzyko związane z inkrustacją. Ostatnio rozpoczęty obszerny szwedzki projekt badawczy „Potencjalne możliwości produkcji celulozowo-papierniczej jako procesu wytwarzającego energię i prawdziwie ekocyklicznego” (skrót: „Ekocykliczna celulozownia”) [Ecocyclic pulp mill, 1999] ma na celu zaproponowanie optymalnych środowiskowo rozwiązań zwiększonego zamknięcia procesów wytwarzania masy
Rozdział 2
Przemysł celulozowo-papierniczy
139
siarczanowej, jednocześnie umożliwiając skuteczne wykorzystanie potencjału energetycznego biomasy. Przyczyną dążenia do zamknięcia przepływów wodnych w celulozowni i papierni nie jest chęć stworzenia ‘całkowicie zamkniętej’ fabryki, ale raczej: • faktyczna eliminacja zrzutów substancji organicznych i nieorganicznych do wód • umożliwienie wydzielenia pierwiastków nieprocesowych z recyrkulujących strumieni • minimalizacja rozpraszania energii uwalnianej w systemie. Główną ideą projektu jest zmniejszenie strat ciepła, które może teoretycznie być zamienione na użyteczną energię. Chociaż jak na razie nie jest możliwe, by nowoczesna celulozownia produkująca bieloną masę siarczanową była całkowicie niezależna od zewnętrznych źródeł energii, to jednak duże ilości ciepła o niskich parametrach ciągle są tracone w postaci emisji do powietrza i zrzutów do wód. Konwersja tego nisko parametrycznego ciepła przedstawia przyszły, ogromny potencjał energetyczny i jest centralnym punktem tego programu. Wzrost zamknięcia obiegów i podwyższone ciśnienie umożliwiałyby wytwarzanie energii o wystarczająco wysokich parametrach do jej zewnętrznego wykorzystania. Wówczas byłoby możliwe przekształcenie celulozowni siarczanowej w znaczącego dostawcę energii netto. Istnieje kilka możliwości zamiany ciepła odpadowego na energię użyteczną, jedną z nich jest obniżenie zużycia wody. Na przykład ograniczenie zużycia wody dzięki zamknięciu obiegów od 40 m3 na tonę masy do mniej niż 10 m3 na tonę powinno teoretycznie uwolnić około 15 GJ użytecznej energii na tonę masy. Należy podkreślić, że obecnie nie ma dostępnej technologii, która umożliwiałaby wykorzystanie więcej niż pewnej części tego potencjału. Współcześnie, kiedy obniża się zrzuty ścieków z wytwarzania masy, trzeba usuwać nadmiar ciepła z układu za pomocą wież chłodniczych, ponieważ żadne inne ekonomiczne rozwiązania nie są dostępne. Przemiana ciepła odpadowego w wartościowe zasoby energetyczne jest wyzwaniem tego programu. Program badawczy zawiera między innymi projekty dotyczące „chemii procesu” i „procesów wydzielania”. Projekty te koncentrują się na sposobie, w jaki należy postępować z substancjami, które zakłócają proces i które ulegną zatężeniu w przypadku większego stopnia zamknięcia, by uniknąć problemów, takich jak: osadzanie się kamienia, rozkład chemiczny, zwiększone zużycie energii oraz gorsza jakość produktu. W związku z tym bardzo interesujące jest użycie „nerek” do usuwania tych substancji balastowych. Obiecujące możliwości usuwania szkodliwych substancji organicznych i nieorganicznych ze strumieni procesowych prezentują techniki membranowe wspierając w ten sposób ideę zamknięcia układu. Innym rozwiązaniem może być usuwanie pierwiastków nieprocesowych przed warnikiem. Dobrym przykładem na bardziej skuteczne wykorzystanie energii, opartym na wynikach dotychczas przeprowadzonych prac, jest wstępne odparowanie filtratów z bielarni, z wykorzystaniem ciepła odpadowego, z odparowania ługu czarnego (wyparki). Odparowanie wstępne filtratów z bielarni może być połączone z filtracją membranową, co wiąże się z mniejszym zapotrzebowaniem na energię. Zgazowywanie ługu czarnego pod zwiększonym ciśnieniem (patrz paragraf 2.5.1) wykazuje potencjalne możliwości wzrostu produkcji elektryczności o około 100% w porównaniu do konwencjonalnego kotła sodowego. Jednakże proces gazyfikacji byłby mniej skomplikowany i mniej kapitałochłonny, gdyby proces roztwarzania był prowadzony bez stosowania związków siarki. Gotowanie bezsiarkowe to interesujące zagadnienie na przyszłość. Stopień rozwoju: W rozmaitych projektach naukowych prowadzone są badania różnych aspektów koncepcji zamkniętego obiegu fabryki papierniczej.
Rozdział 2
Przemysł celulozowo-papierniczy
140
W koncepcji zamkniętego obiegu celulozowni bielonej masy siarczanowej można znaleźć obszary, w których zostały wprowadzone nowe technologie przybliżające ten cel, ale również obszary, gdzie potrzebny jest rozwój. Całkowite zamknięcie układu produkcji masy celulozowej – które teoretycznie umożliwia realizację celulozowni bezściekowej – nie jest jeszcze możliwe. Przyczyną tego są pierwiastki nieprocesowe, które doprowadzane do procesu głównie z drewnem, ale również z chemikaliami i wodą technologiczną, akumulują się w układzie wodnym i muszą być z niego usuwane.
Skutki oddziaływania na środowsko: Rozwój koncepcji zamkniętego układu fabryki zmierza do faktycznej eliminacji zrzutów substancji organicznych i nieorganicznych do wód oraz do minimalizacji rozproszenia energii uwalnianej w systemie. Aspekty ekonomiczne: Brak dostępnych danych. Literatura: [Tomani, 1997], [Ecocyclic pulp mill, 1999] 2.5.5 Roztwarzanie Organosolv Opis: W ciągu ostatniego dziesięciolecia wiele pracy badawczej poświęcono na rozwój nowych procesów roztwarzania. W fazie rozwoju znajduje się kilka niekonwencjonalnych procedur roztwarzania, które rokują spore nadzieje. Główne cele tych nowych procesów są następujące: 1. Zmniejszone zanieczyszczenie (niskie zużycie wody, masa TCF, wolne od siarki) 2. Prostszy proces gotowania i daleko posunięte zamknięcie układu regeneracji chemikaliów
warzelnych 3. Usprawnione wykorzystanie surowca drzewnego (wysoka wydajność, alternatywne
wykorzystanie składników drewna, itd.) 4. Zastosowanie do wszystkich gatunków drewna i uzyskanie dobrych własności masy
włóknistej 5. Obniżenie kosztów inwestycyjnych Nowe procesy roztwarzania polegają na zastosowaniu rozpuszczalników organicznych (roztwarzanie Organosolv). Dla niektórych z tych procesów można oczekiwać, że zostaną zredukowane gazowe emisje dwutlenku siarki i związków złowonnych, ponieważ są to technologie bezsiarkowe (wolne od siarki). Wszystkie nowe procesy roztwarzania zmierzają do osiągnięcia zamkniętej celulozowni za pomocą bezpośredniej regeneracji rozpuszczalnika po stopniu gotowania poprzez destylację i spalanie rozpuszczonych składników drewna lub alternatywnie wykorzystania tego materiału jako surowca do wytwarzania różnych produktów chemicznych. Koncepcja ta, to dążenie do rozwiązania problemów ekologicznych aktualnych procesów roztwarzania, jak również do poprawy aspektów ekonomicznych tego procesu. W tabeli 2.47 przedstawiono wybrane, rozwijane nowe procesy roztwarzania, które wykazują pewien potencjał wdrożeniowy do zastosowania w skali przemysłowej i które osiągnęły przynajmniej etap instalacji pilotowej [Ministry of Food, Agriculture and Forestry, 1997 - Ministerstwa Żywności, Rolnictwa i Leśnictwa, 1997]. Systemy te porównano pod różnymi względami. Zestawiono główne parametry procesów Organosolv i oczekiwane oddziaływania środowiskowe. Dla porównania tabela zawiera również dane dotyczące zmodyfikowanego roztwarzania siarczanowego.
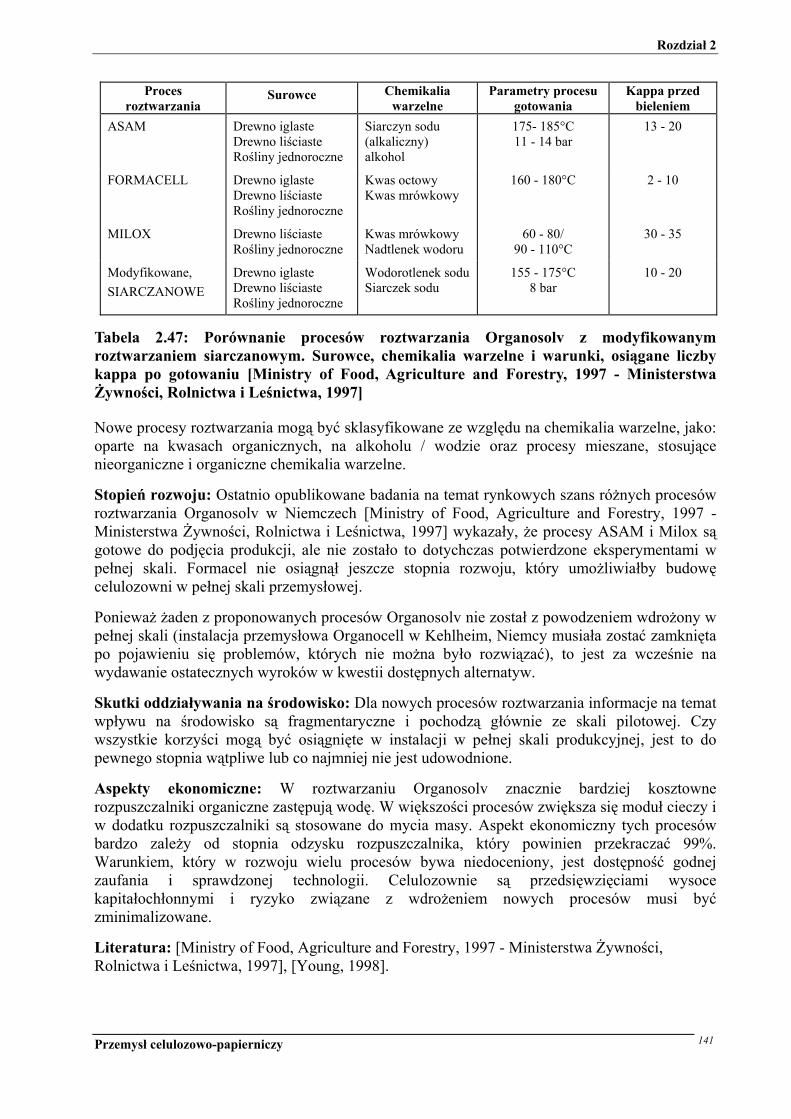
Rozdział 2
Przemysł celulozowo-papierniczy
141
Proces
roztwarzania Surowce Chemikalia
warzelne Parametry procesu
gotowania Kappa przed
bieleniem ASAM Drewno iglaste
Drewno liściaste Rośliny jednoroczne
Siarczyn sodu (alkaliczny) alkohol
175- 185°C 11 - 14 bar
13 - 20
FORMACELL Drewno iglaste Drewno liściaste Rośliny jednoroczne
Kwas octowy Kwas mrówkowy
160 - 180°C
2 - 10
MILOX Drewno liściaste Rośliny jednoroczne
Kwas mrówkowy Nadtlenek wodoru
60 - 80/ 90 - 110°C
30 - 35
Modyfikowane, SIARCZANOWE
Drewno iglaste Drewno liściaste Rośliny jednoroczne
Wodorotlenek soduSiarczek sodu
155 - 175°C 8 bar
10 - 20
Tabela 2.47: Porównanie procesów roztwarzania Organosolv z modyfikowanym roztwarzaniem siarczanowym. Surowce, chemikalia warzelne i warunki, osiągane liczby kappa po gotowaniu [Ministry of Food, Agriculture and Forestry, 1997 - Ministerstwa Żywności, Rolnictwa i Leśnictwa, 1997] Nowe procesy roztwarzania mogą być sklasyfikowane ze względu na chemikalia warzelne, jako: oparte na kwasach organicznych, na alkoholu / wodzie oraz procesy mieszane, stosujące nieorganiczne i organiczne chemikalia warzelne. Stopień rozwoju: Ostatnio opublikowane badania na temat rynkowych szans różnych procesów roztwarzania Organosolv w Niemczech [Ministry of Food, Agriculture and Forestry, 1997 - Ministerstwa Żywności, Rolnictwa i Leśnictwa, 1997] wykazały, że procesy ASAM i Milox są gotowe do podjęcia produkcji, ale nie zostało to dotychczas potwierdzone eksperymentami w pełnej skali. Formacel nie osiągnął jeszcze stopnia rozwoju, który umożliwiałby budowę celulozowni w pełnej skali przemysłowej. Ponieważ żaden z proponowanych procesów Organosolv nie został z powodzeniem wdrożony w pełnej skali (instalacja przemysłowa Organocell w Kehlheim, Niemcy musiała zostać zamknięta po pojawieniu się problemów, których nie można było rozwiązać), to jest za wcześnie na wydawanie ostatecznych wyroków w kwestii dostępnych alternatyw. Skutki oddziaływania na środowisko: Dla nowych procesów roztwarzania informacje na temat wpływu na środowisko są fragmentaryczne i pochodzą głównie ze skali pilotowej. Czy wszystkie korzyści mogą być osiągnięte w instalacji w pełnej skali produkcyjnej, jest to do pewnego stopnia wątpliwe lub co najmniej nie jest udowodnione. Aspekty ekonomiczne: W roztwarzaniu Organosolv znacznie bardziej kosztowne rozpuszczalniki organiczne zastępują wodę. W większości procesów zwiększa się moduł cieczy i w dodatku rozpuszczalniki są stosowane do mycia masy. Aspekt ekonomiczny tych procesów bardzo zależy od stopnia odzysku rozpuszczalnika, który powinien przekraczać 99%. Warunkiem, który w rozwoju wielu procesów bywa niedoceniony, jest dostępność godnej zaufania i sprawdzonej technologii. Celulozownie są przedsięwzięciami wysoce kapitałochłonnymi i ryzyko związane z wdrożeniem nowych procesów musi być zminimalizowane. Literatura: [Ministry of Food, Agriculture and Forestry, 1997 - Ministerstwa Żywności, Rolnictwa i Leśnictwa, 1997], [Young, 1998].