Энергия разума №2, 2014
DESCRIPTION
ÂTRANSCRIPT

Журнал для заказчиков АББ
в России
2|14
Подводный кабельСуда с бортовой системой постоянного тока Onboard DC Grid экономят до 27% топливаРоботы в лазерной резкеСервис европейского уровня на УралеСборка щита в стиле «лайфхак»
АББ на Мировом нефтяном конгрессе
ЭНЕРГИЯ РАЗУМА

2 Энергия разума 2|14
В номере
Энергия разума 2|14 • Журнал для заказчиков АББ • copyright 2014 • Выпуск подготовлен Департаментом корпоративных коммуникаций
Верстка макета: ООО «Ай Дизайн» • Печать: ООО «Центр инновационных технологий»
Контактная информация: ООО «АББ» 117997, Москва, ул. Обручева, 30/1, стр. 2
Тел.: +7 495 777 222 0 • Факс +7 495 777 222 1 • e-mail: [email protected]
0806 Тема номераПодводный кабель напряжением 123 кВ переменного тока и длиной 98 км
Группа АББ приняла участие в 21-м Мировом нефтяном конгрессе 2014Крупнейшее событие в нефтегазовой отрасли, которое посетили более 5 тыс. делегатов из 90 стран мира
14 Роботы в лазерной резкеПроцесс лазерной резки очень точен, а линии, обозначающие размеры элемента и места среза, можно применить в работе с широким спектром деталей
3Энергия разума 2|14
Новости4 Новости АББ в мире
Тема номера6 Группа АББ приняла участие в 21-м Мировом нефтяном конгрессе 2014 8 Подводный кабель Кабель для нефтегазовой платформы у побережья Норвегии
Наши технологии14 Роботы в лазерной резке
Баланс между производительностью и гибкостью капитала
18 Сборка щита в стиле «лайфхак» Новые решения по сборке щитов
Наши проекты16 Сервис европейского уровня на Урале
Первый в России центр по обслуживанию электроприводов АББ открыт в Екатеринбурге
22 Суда с бортовой системой постоянного тока Onboard DC Grid экономят до 27% топлива Результаты испытаний системы подтвер-ждают значительное уменьшение расхода топлива и снижение уровня шума
Историческая хроника24 Первый проект Brown, Boveri & Cie
в России – «Новороссийский элеватор»
В номере
16 18Сервис европейского уровня на УралеПервый в России центр по обслуживанию электроприводов АББ открыт в Екатеринбурге
Сборка щита в стиле «лайфхак»Новые решения по сборке щитов, позволя-ющие экономить время и упростить выпол-нение некоторых операций

4 Энергия разума 2|14
Новости АББ в мире
Озеро, аккумулирующее энергию
Одним из главных преимуществ гидроэнергетики является возможность хранения энергии. Накопленная энергия может быть использована в случае необходимости, что идеально подходит для удовлетворения потребности во время пиковых нагрузок.
Гидроаккумулирующая электро-станция (ГАЭС) играет активную роль в управлении энергосетью и обеспе-чении бесперебойной поставки энер-гии. Для завода Grimsel 2, который принадлежит швейцарской компании Kraftwerken Oberhasli AG (KWO), АББ создала самый мощный преобразо-ватель частоты для ГАЭС в мире.
Завод соединяет верхний резерву-ар озера Обераар с озером Гримзель, которое находится на 400 м ниже. Вода может перекачиваться в гору, что позволяет сглаживать пики и спа-ды спроса на электроэнергию. До сих пор работой насоса можно было управлять только путем регулирова-ния количества насосов в эксплуата-ции – от одного до четырех.
Электронный преобразователь частоты мощностью в 100 МВт позво-ляет регулировать скорость одного
из этих насосов в зависимости от на-личия избыточной энергии. Теперь на запуск и прекращение работы насоса требуется меньше времени, сам он также может работать быстрее, при производстве электроэнергии вода используется более эффективно и гибко, что к тому же сопровождается повышением стабильности энергосе-ти.
Несмотря на развитие других тех-нологий хранения, гидроаккумулиро-вание остается наиболее разумным и доступным способом накопления энергии, подходящим для контроля энергосети, и играет важную роль в создании ландшафта будущего. Но-вый преобразователь на озере Грим-зель является вкладом в развитие Швейцарской энергетической стра-тегии до 2050 года, которая стре-мится обеспечить непрерывность
энергоснабжения в стране и при этом расширить использование возобнов-ляемых источников энергии.

5Энергия разума 2|14
Новости АББ в мире
Их подключили к работе до изобретения тостера, телевидения и Интернета. Чего только не произошло за это время: две мировые войны, группа Битлз, Бритни Спирс, комик-группа «Монти-Пайтон» , первый полет человека в космос, изобретение пенициллина и липучки-застежки.
Три силовых трансформатора АББ более ста лет прослужили верой и правдой в одном местечке Австралии на локальном предприятии по выра-ботке и передаче электроэнергии SP AusNet. Эти трансформаторы были установлены на подстанции, снаб-жающей окрестности. В эту систему электроснабжения также входили две гидроэлектростанции.
«Повышающие трансформаторы на 9 МВА 22/66 кВ для своего време-ни были передовыми конструкциями, – говорит Джулиана Гилда, менеджер по трансформаторному рынку Австра-
лии, – и все это время им требовалось минимальное сервисное обслужива-ние».
Менеджер по инженерным и ка-питальным проектам компании SP AusNet Нейл Сегейра с ним согла-шается: «Эти трансформаторы АББ отличались передовой конструкцией для долголетней службы. Единствен-ное, что им требовалось – это масло. Конечно, никто не стал бы отрицать необходимость этого ни тогда, ни сей-час!»
Причина замены трех доблестных трансформаторов кроется не в их
возрасте, просто пришло время для реконструкции самой подстанции SP AusNet.
Один из трансформаторов АББ бу-дет установлен в пригороде Сиднея – в местечке Мурбанк, в тени эвкалип-та – в качестве экспоната прошлого и современности. Это свидетельство того, что компания АББ продолжает изобретать и совершенствовать свои удивительные технологии.
Наши поздравления всем троим «техническим юбилярам», заслужив-шим свой уход на отдых!
После 100 лет активной службы три силовых трансформатора АББ* заслуженно уходят на отдых!
*Здесь и далее речь идет о прародительнице компании АББ – BBC – Brown Boveri & Cie (Швейцария).

6 Энергия разума 2|14
Тема номера
Группа АББ приняла участие в 21-м Мировом нефтяном конгрессе 2014
Группа АББ приняла участие в 21-м Миро-вом нефтяном конгрессе, прошедшем в июле в Москве. Крупнейшее событие в нефтегазовой отрасли, оно не имеет аналогов в мире по масш-табу и уровню. В этом году его посетили более 5 тыс. делегатов из 90 стран. Представители АББ приняли участие как в самом конгрессе, так и в выставке, которая была организована в рамках мероприятия. В делегацию компании, помимо российских сотрудников, вошли члены испол-нительного комитета Группы АББ: руководитель подразделения «Автоматизация процессов» АББ в мире Вели-Матти Рейниккала и руководитель подразделения «Дискретная автоматизация и дви- жение» АББ в мире Пекка Тиитинен. Они высту-пили с докладом на круглых столах «Проблемы интеграции комплексов по нефтепереработке и нефтехимии» и «Международное сотрудничество».

7Энергия разума 2|14
Тема номера
Группа АББ приняла участие в 21-м Мировом нефтяном конгрессе 2014

8 Энергия разума 2|14
Тема номера
Подводный кабельНефтегазовые разведывательные работы все больше распространяются на территории, труднодоступные с географической точки зрения. Установка Gjøa, расположенная у побережья Норвегии на участке моря с глубиной 380 м, представляет собой плавучую нефтегазодобывающую платформу. Для обеспечения электропитания платформы с берега на глубине до 540 м был проложен кабель напряжением 123 кВ переменного тока и длиной 98 км. Был создан динамический участок кабеля, который поднимается с морского дна на плавучую платформу. Данный кабель должен выдерживать экстремальные условия окружающей среды и движения платформы.

9Энергия разума 2|14
Тема номера
Платформа Gjøa рас-положена к западу от Согне-фьорда (Sognefjord), Норвегия, примерно в 100 км северо-западнее
г. Монгстада. Платформа была разра-ботана и построена компанией Statoil, и на данный момент ее оператором яв-ляется компания GDF SUEZ E&P Norge AS. Нефть и газ, добываемые этой пла-вучей платформой, транспортируются трубопроводами в г. Монгстад, а также в г. Сент-Фергюс, Шотландия.
Изначально предполагалось обо-рудовать Gjøa газотурбинной силовой установкой для энергоснабжения плат-формы. С целью снижения выбросов парниковых газов было принято решение отказаться от локальной генерации – вместо газотурбинной силовой установки использовать подачу энергии с берега. Для этого решили проложить линию сило-вого питания от источника в г. Монгстаде (в структуре энергетики Норвегии присутст-вует большая доля гидроэлектростанций). Потребление электроэнергии платформы оценивалось в 40 МВт при пиковых на-грузках и от 25 до 30 МВт в среднем.
Характеристики кабельной линии платформы Gjøa
Кабельная линия включает в себя участок неподвижно лежащего на дне кабеля («статическая» часть) длиной 98,5 км и отрезок кабеля, который висит над поверхностью дна, длиной 1,5 км («динамическая» часть), поднимается вверх, на плавучую морскую платформу (рис. 2). «Динамическая» часть кабеля гибко связана с платформой и позволяет ей выполнять перемещения – горизонтальные и вертикальные, до 75 м в поперечном направлении. Для обес-печения дополнительной, «свободной» длины кабеля, которая необходима для обеспечения перемещений платформы,
его нижняя часть должна быть припод-нята относительно дна с помощью 73-х расположенных на равном расстоя-нии друг от друга плавучих элементов (рис. 7) в виде так называемой конфигу-рации «ленивой волны» (рис. 2).
Конструкция кабеля Важной частью процесса разработки
конструкции «динамического» участка кабеля было определение способности кабеля противостоять усталостным на-грузкам. Процесс разработки состоял из трех частей (рис. 3): – Глобальный анализ. – Локальный анализ.– Испытания на усталость.
«Глобальный анализ» – влияние основных внешних (по отношению к кабелю) сил и факторов
Механическая нагрузка на «динами-ческую» часть кабеля определяется ря- дом параметров, включая: конфигура- цию кабеля, движение платформы, те-чение воды, морскую растительность (рис. 2).
Реакция кабеля на перемещение, влияние на него действующих сил и моментов – все это учитывалось при анализе и моделировании конструкции кабеля. Модель кабеля, одномерная струна, обладающая основными ха-рактеристиками кабеля (вес, диаметр), учитывающая способность конструкции кабеля противостоять осевым дефор-мациям, изгибающим и скручивающим моментам. Конфигурация кабеля была оптимизирована методом итераций при выборе положения, размера и количе-ства плавучих поддерживающих кабель элементов.
Максимальные допускаемые осевые и изгибающие нагрузки на кабель были проанализированы для экстремальных условий окружающей среды. Примером стандартных экстремальных условий яв-ляется воздействие волн, возникающих один раз в 100 лет, а также течения, воз-никающие один раз в 10 лет. Конструкция кабеля должна гарантировать его харак-теристики для изгибающих моментов и осевых сил даже при таких условиях.
Рис. 2 Рис. 3
Рис. 1

10 Энергия разума 2|14
Анализ проводился с учетом возмож-ного влияния на кабель находящегося рядом райзерного блока и последствий от их столкновений, а также оценива-лось влияние и ущерб от столкновения с элементами конструкции подводной части платформы. Такие происшествия недопустимы ни при каких условиях.
«Локальный анализ» – влияние ло-кальных (внутренних, по отношению к кабелю) факторов и оценка долго-вечности
«Динамический» кабель представ-ляет собой сложную структуру. Он содержит различные элементы и мате-риалы. Вообще, существует несколько способов моделирования и оценки влияния «локальных» (внутренних) фак-торов на конструкцию кабеля. Общие методы включают в себя методы мо-делирования конечных элементов и аналитические модели. В случае с мор-ской платформой Gjøa была применена консервативная аналитическая модель.
С целью определения срока службы кабеля была рассчитана нагрузка на его элементы, испытывающие критическую нагрузку. Такая нагрузка зависит от не-скольких факторов, включая изгибы и трение между спиральными элемента-ми конструкции.
Основываясь на результатах этого анализа, был рассчитан срок службы с использованием метода накопления линейных повреждений упомянутых элементов.
Расчетная долговечность кабеля превысила 35 лет при коэффициенте безопасности, равном шести.
Испытания на усталостный износ Целью испытания на усталостный
износ является построение графика кривых Велера (или кривой усталости – графическое изображение способности материала сопротивляться усталостно-му разрушению) указанных критических элементов. Внимание было акценти-ровано на радиальном водозащитном барьере (сварная медная оболочка кабеля).
Элементы кабельной системы Элемент жесткости, предотвра-
щающий изгибыСамые сильные нагрузки в отноше-
нии осевой силы и изгибов происходят на верхнем конце кабеля. Там был уста-новлен элемент жесткости длиной 8 м (рис. 10).
«Статический» кабель «Статическая» часть кабеля пред-
ставляет собой трехфазный кабель номиналом уровня напряжения до 115 кВ, изготовленный из медных проводников с сечением 240 мм2. Проводники защищены свинцовой обо-лочкой, предотвращающей контакт с водой. Выбор оболочки из свинца (а не из меди, как в случае с «динамическим» участком кабеля) был обусловлен тем, что этой оболочке не нужно выдер-живать периодические механические нагрузки. Подушка из полупроводящей ленты находится под свинцовой обо-лочкой во избежание попадания воды внутрь (она выполнена из полупровод-никового материала для сглаживания зарядных токов в кабеле). Полиэтилено-вая оболочка закрывает металлическую оплетку для обеспечения ее механиче-ской защиты. Волоконно-оптический кабель с 48 волокнами расположен в зазоре между тремя жилами проводни-ков. Броня кабеля состоит из двух слоев оцинкованной стальной проволоки. Слои наматываются в противополож-ных направлениях для обеспечения прочной структуры без эффекта скру-чивания и отделяются друг от друга подушкой ленты кабельной брони. Провода покрыты битумным компози-
том для защиты от коррозии. Внешний кожух состоит из двух слоев полипро-пиленовой пряжи, внутренний слой пропитан битумным композитом.
«Динамический кабель»«Динамический» кабель (рис. 5)
представляет собой трехфазный кабель номиналом уровня до 115 кВ с провод-никами, имеющими сечение 300 мм2. Кожух выполнен из гофрированной меди, сварен вольфрамовым электро-дом в среде инертного газа (TIG 1) и имеет двойное армирование во избежа-ние попадания воды внутрь, а также для того, чтобы обеспечить сопротивление механической усталости на протяжении его расчетного срока службы в 35 лет с коэффициентом безопасности, равным шести. Кожух также имеет возмож-ность выдерживать токи замыкания на землю. Используются витые проводни-ки, плотно уложенные в соответствии со стандартом МЭК 60228. Сечение проводника «динамического» кабеля больше, чем у проводника «статичес-кого» кабеля, так как «динамический» кабель термически ограничен внутри элемента жесткости на его верхнем конце. Проводники имеют водонепро-ницаемое покрытие по всей длине с использованием полимерного компо-зита. Волоконно-оптический кабель с 46 одномодовыми оптическими во-локнами и двумя мультимодовыми оптическими волокнами расположен в одной из пустот кабеля. Мультимодовые оптические волокна можно использо-вать для наблюдения за температурой «динамического» кабеля. Для увеличе-ния коэффициента отношения веса к диаметру в пустотах «динамического» кабеля также размещены два свинцо-вых провода. Полиэтиленовый кожух покрывает оцинкованные провода и за-щищает их от абразива трения.
Ремонтное соединение В случае повреждения «динамиче-
ского» участка кабеля, скорее всего, он будет полностью заменяться. Что касается более протяженного «статиче-ского» участка, то в комплект поставки было включено т.н. «ремонтное соедине-ние». Электрическая часть «ремонтного соединения» состоит из трех предвари-тельно отлитых резиновых частей, по одной на каждую фазу, каждая из этих частей покрыта герметичной оболочкой. Также есть одно соединение для воло-конно-оптического кабеля и внешняя общая жесткая оболочка для обеспе-
Рис. 4
Рис. 5
Тема номера

11Энергия разума 2|14
чения механической защиты и передачи механических нагрузок.
Гибкое соединениеГибкое сочленение соединяет «дина-
мическую» и «статическую» части кабеля. Оно состоит из: – Трех гибких опрессованных муфт, по-крытых свинцовой оболочкой, оболочка, в свою очередь, припаяна к металлическим оболочкам кабелей по одной на каждую фазу.
– Одного сочленения для волоконно-оп-тического кабеля. – Оплетки.
Квалификационные испытанияВ рамках процесса сертификации
были проведены различные квалифи-кационные испытания. Они включали в себя испытания в соответствии с положениями стандартов Electra 171 и МЭК 60840. Так как этот тип испытаний
хорошо известен, в данной статье мы рассмотрим менее распространенные виды испытаний на изгиб.
Испытание на изгиб моделирует нагрузки, которым будет подвергаться кабель на протяжении срока службы, путем применения увеличенных изги-бающих усилий на протяжении более короткого периода времени. Были проведены 2 млн циклов переменной нагрузки на полноразмерную «динами-ческую» подводную часть кабеля при постоянной осевой нагрузке. Прикла-дываемые нагрузки были рассчитаны на основе результатов «глобального анализа», который упоминался ранее. Нагрузки, возникающие на верхнем конце кабеля, сильнее, чем на нижнем конце.
Испытания линейных характе- ристик происходили с использова-нием испытательного стенда. Для проведения этого испытания элемент жесткости, препятствующий сги-банию, и подвесной элемент были прикреплены к испытываемой части кабеля. Образец был установлен го-ризонтально в испытательный стенд, при этом тот конец кабеля, который должен быть вверху, был прикреплен к качающейся головке, изгибающей Рис. 7
Рис. 6
Тема номера

12 Энергия разума 2|14
кабель. Другой конец был прикре-плен к натяжному исполнительному механизму с гидравлическим серво-приводом, создающим силу натяжения 500 кН. Перед проведением испытания на гибкость и после испытания жилы кабеля измерялись электрическим способом (частичный разряд и со-противление токопроводящей жилы), демонстрируя отсутствие ухудшений характеристик. Жилы кабеля были также исследованы визуально, а применение легкопроникающей жид-кости подтвердило отсутствие трещин в медной оболочке.
Испытания в море Поскольку кабель должен был быть
уложен новым судном-кабелеуклад-чиком с применением новой системы
укладки, перед началом фактической укладки кабеля были проведены мор-ские испытания. Испытания состояли из:– Проверки методов: установки ком-пенсаторов колебаний турбулентных вихрей, вызванных обтеканием кабеля внешним потоком, установки буйков и «управления» жестким концом кабеля (жесткая труба на кабеле модели-ровала элемент жесткости кабеля, препятствующий сгибанию, и подвес-ной элемент). – Укладки кабеля на большой глубине в соответствующих условиях (для Се-верного моря – ранней весной).
Испытания прошли хорошо, потребовались лишь небольшие из-менения в некоторых механических частях системы укладки кабеля.
Испытания на море также были ценной возможностью обучения для команды судна-кабелеукладчика.
Судно-кабелеукладчик Кабель транспортировался и
устанавливался с использованием судна-кабелеукладчика North Ocean 102 (судно имеет грузоподъемность 5 800 тонн). Весь кабель (включая «ста-тический» и «динамический» участки) был уложен в один проход.
Кабель был погружен на вра-щающийся барабан (рис. 8). Для обеспечения укладки кабеля при значительной высоте волны в 4 м специально для проекта был разра-ботан наклонный канал компенсации вертикального перемещения (HCC). Этот наклонный канал снижает дина-мическую нагрузку во время укладки. Судно было также снабжено двумя 120-тонными механизмами натяжения (рис. 6). Элемент жесткости для пре-дотвращения изгиба и предварительно установленный подвесной элемент, которые были закреплены на кабеле перед его погрузкой, находились в верхней части поворотного устройст-ва.
Во время погрузки на конце «дина-мического» кабеля, находившегося на борту судна, были установлены времен-ные концевые муфты. Для проведения испытаний всего кабеля после укладки каждая фаза кабеля была терминиро-вана ячейкой с газовой изоляцией.
Укладка кабеля Общая длина проложенного
кабеля от пляжа г. Монгстада (рис. 8) до платформы Gjøa (рис. 9) составила 98 км. Работа по укладке кабеля вклю-чала несколько непростых задач: – Погрузку кабеля с берега близ г. Монгстада. – Укладку кабеля по отвесной под-водной скале возле г. Монгстада, включая установку компенсаторов колебаний турбулентных вихрей, выз-ванных обтеканием кабеля внешним потоком. – Прокладку кабеля через морской участок с течением. – Укладку кабеля на глубине, достига-ющей 540 м. – Постоянный контроль касания дна во время укладки кабеля с помощью подводного аппарата с дистанцион-ным управлением.
Рис. 8
Рис. 9
Тема номера

13Энергия разума 2|14
– Безопасное перемещение и выгруз- ку элемента жесткости, препятст-вующего сгибанию, предварительно установленного элемента втягивания и подвешивания. – Установку 73 постоянных плавучих мо-дулей (буйков) для «ленивой волны». – Хранение конца «динамического» ка-беля, включая плавучие модули, элемент жесткости, препятствующий сгибанию, предварительно установленной головки для поднятия и элемента подвешивания на морском дне.
Подводный утес, находящийся на расстоянии около 0,3 км от г. Монгстада, был настолько крутым, что кабель необ-ходимо было подвешивать с достаточно большими пролетами. Для снижения риска колебаний, вызванных вихреобра-зованием, на кабеле были установлены неподвижные дестабилизаторы-глуши-тели. Провисания кабеля были также устранены подсыпкой скальных пород.
После укладки конца «динамическо-го» кабеля (включая плавучие модули) элемент жесткости, препятствующий сгибанию, головка для поднятия и эле-мент подвешивания были временно, приблизительно на три месяца, раз-мещены на дне моря перед началом
проведения работ по поднятию кабеля на борт.
Испытания во время и после укладкиВсе оптические волокна на конце
кабеля были связаны вместе для фор-мирования отдельных контуров. Это позволило осуществлять постоянные измерения оптической рефлектоме-рии (OTDR) во время работ по укладке кабеля. OTDR-измерения выполнялись на подстанции г. Монгстада.
Электрическое испытание было произведено сразу же после разме-щения гибкой переходной муфты на морском дне и установки плавучих мо-дулей.
Работы по поднятию кабеля на борт и соединению верхней части кабеля
Перед началом работ по поднятию хранившийся на дне кабель был поднят со дна, а подъемная головка была надежно прикреплена к тросу лебед-ки платформы. Затем предварительно установленный элемент подвешива-ния был поднят на карниз платформы, предназначенный для его крепления, и только тогда кабель был закреплен (рис. 9).
По завершении подъемных работ были подключены армированные про-вода динамического кабеля. Экраны фаз и кожух оптического кабеля были подключены к шине заземления.
Успешная поставка Проект Gjøa объединил инно-
вационное развитие со строгим проектированием в среде, которая не оставляет возможности просчи-таться и совершить ошибку. Проект представляет собой первое в исто-рии подключение силового кабеля к плавучей платформе. Проект свел воедино знания и практический опыт двух отраслей промышленности, кото-рые в обычной жизни практически не связаны друг с другом: нефтегазовой и высоковольтной кабельной про-мышленности. В результате была получена система энергоснабжения, позволяющая снизить общие выбросы углекислого газа.
Рис. 10
Рис. 11
Тема номера

14 Энергия разума 2|14
Наши технологии
В современном автомобилестрое-нии при изготовлении защитного каркаса автомобиля используется легкая сталь повышенной прочности. Этот современный способ повыше-ния безопасности пассажиров и экономии топлива одновременно снижает капитальные затраты и под-держивает получение прибыли. В процессе, используемом для созда-ния такого рода металлов и назы- ваемом горячей штамповкой, металл с низкой прочностью на разрыв прео-бразуется в чрезвычайно высоко- прочную сталь, пока он еще очень горячий, а затем быстро охлаждается в штампе.
После того как в процессе горячей штамповки элементы приобретают повышенную твердость под давле-нием пресса, их уже невозможно разрезать традиционными спосо-бами. Их обрезают с помощью лазера. Процесс лазерной резки очень точен, а линии, обозначающие размеры элемента и места среза, можно применить для работы с широ-ким спектром деталей.
Компании, которые только начи-нают заниматься горячей штамповкой, могут выбрать одно из двух решений: пятикоординатный станок для лазер-ной резки или шестикоординатный робот для лазерной резки. И хотя производительность каждого вари-анта сопоставима, существуют некоторые явные различия.
Пятикоординатный станок не имеет постоянной базы, он парит над дета-лью, предназначенной для резки, совершая поступательные движения, в то время как деталь перемещается осями самой машины. Робот имеет постоянную базу, использует оси для
Роботы в лазерной резкеПроцесс лазерной резки очень точен, а линии, обозначающие размеры элемента и места среза, можно применить в работе с широким спектром деталей.

15Энергия разума 2|14
Наши технологии
работы с деталью, которая, как пра-вило, закреплена на индексном позиционере с функцией вращения детали. Пропускная способность пятикоординатного станка на 35% выше, но робот может быть на 25-30% дешевле и занимает на 15-25% меньше места. Роботизированное оборудование также легче обслужи-вать, так как у него меньше подвижных частей и проще найти специалистов по робототехнике. Пятикоординатный станок более точен, но робот не усту-пает ему в повторяемости отработки траектории. Однако многолетний опыт работы в отрасли показывает, что производительность, эстетич-ность и эксплуатационные качества готовых деталей практически идентичны.
Корейская компания GNS недавно столкнулась с выбором оборудования лазерной резки. GNS приобрела тра-диционный штамповочный бизнес в Голландии, штат Мичиган, для расши-рения бизнеса горячей штамповки. «Мы увидели большие возможности роста в области горячей штамповки и знали, что лазерная резка была един-ственной проверенной технологией для резки горячештампованных спла-вов с содержанием бора, – говорит Эли Мордованаки, директор по тех-ническому обеспечению GNS в США. – Ничто другое не является экономиче-ски оправданным».
Мордованаки пришлось рассмо-треть достоинства обеих технологий, взяв в расчет многие факторы, вклю-чая долгосрочный бизнес-план для GNS в США и капитал, отведенный на расширение в сфере горячей штам-повки. Пятикоординатный станок мо- жет стоить от $900 тыс. до $1,2 млн. роботизированный вариант стоит значительно дешевле. Также должна учитываться большая пропускная способность.
Мордованаки: «Глядя на прогнозы операций в Голландии, мы были убе-ждены, что роботизированная техника удовлетворит все наши потребности. Благодаря модульной конструкции, быстрой настройке и пространствен-ной эффективности роботов мы были также уверены, что сможем легко использовать больше роботов, когда наш бизнес расширится».
Анализ оказался обоснованным: первый робот для лазерной резки
был установлен на объекте в Голлан-дии летом 2009 года, а второй был установлен чуть более года спустя, осенью 2010 года.
«Мы рассматривали и других про-изводителей, но выбрали АББ, так как дизайн робота лучше всего под-ходит для лазерной резки. Кроме того, сопутствующее программное обеспечение оказалось лучшим из предложенных на рынке», – заявляет Мордованаки.
Первый роботизированный модуль ABB LASERCUT™ 500C, включающий робота IRB 2400 с жесткой рукой, подходящего для лазерной резки, и второй роботизированный модуль ABB LASERCUT 600R оснащены 3-киловаттным лазером IPG Photonics и лазерной головкой FiberCut Zero Degree производства Laser Mech.
«Мы очень тесно работали с коман-дой GNS, чтобы понять их запросы и сконструировать комплекс в соответ-ствии со всеми их требованиями, -сообщает Эрвин ДиМаланта, стар-ший менеджер подразделения АББ «Робототехника». – Успешная работа каждого робота, предоставленного нами, стала возможной во многом благодаря готовности GNS принять и освоить технологию, а также благо-даря сотрудничеству на протяжении всего процесса проектирования и создания». Несколько грамотных деловых решений в сочетании с возрождением отечественного
корейского автопрома и продолжаю-щимся увеличением объемов горячей штамповки металла, все это чрезвы-чайно благоприятно сказалось на GNS.
Компания открыла новое предпри-ятие по горячей штамповке, укомплектованное двумя дополни-тельными роботами по лазерной резке, в Кантоне, штат Мичиган, в апреле 2012 года.
GNS – поставщик для автомобиле-строeния Tier 2. Компания стала осуществлять прямые поставки оте-чественным автопроизводителям и в данный момент уже может считаться поставщиком Tier 1.
«По моим подсчетам, примерно 10-20% металлических деталей на внутреннем рынке автомобилестрое-ния производится методом горячей штамповки. Я уверен, что пройдет немного времени и это число увели-чится до 40%, а может, и более», – говорит Мордованаки.

16 Энергия разума 2|14
Наши проекты
9 июня 2014 года в Екатеринбурге состоялось торжественное открытие сервисного центра электроприводов АББ, мирового лидера в производстве силового оборудования и технологий для электроэнергетики и автоматизации. Место расположения первого в России центра обусловлено широким распро-странением электроприводов АББ на предприятиях Уральского региона.
«Приводы нашего производства ис- пользуют Уралмаш, Магнитогорский и Челябинский металлургические комби-наты, Каменск-Уральский металлурги- ческий завод, Тобольск-Нефтехим,
СибурТюменьГаз и другие ключевые предприятия Урала, – отмечает Энвер Шульгин, руководитель подразделения «Дискретная автоматизация и движение» компании АББ в России. – Надлежащее обслуживание этого высокотехнологич-ного оборудования – залог его безупречной работы в течение многих лет. Фактический срок службы электро-приводов составляет в среднем 15 лет при условии проведения технического обслуживания, рекомендованного произ-водителем, отсутствия аварий и простоев производственных линий, ликвидации энергопотерь. Сервисный центр оснащен
лучшим оборудованием для ремонта и тестирования техники, которого до сих пор не было в России, а склад запчастей и услуга замены оборудования на время ремонта позволит сократить сроки ожи-дания в несколько раз».
АББ является лидером по поставкам электроприводов не только на Урале, но и по всей России. В металлургиче-ской и нефтегазовой отраслях до 80% крупных производств используют частотные преобразователи АББ. Обо-рудование компании работает на предприятиях УФО в Екатеринбурге, Магнитогорске, Челябинске, Нижнем
Сервис европейского уровня на УралеПервый в России центр по обслуживанию электроприводов АББ открыт в Екатеринбурге

17Энергия разума 2|14
Наши проекты
Тагиле, Перми, Тюмени, Сургуте, Ноябрьске и других городах.
Сфера ЖКХ также не обходится без частотных преобразователей – они обеспечивают эффективное водо- и теплоснабжение, вентиляцию и конди-ционирование зданий. Здесь же кроется главный ресурс энергосбере-жения – современные частотные преобразователи сокращают затраты электричества на 30-50%. Именно этим, по словам инженеров АББ, объясняется востребованность обо-рудования компании на энергозатрат- ных производствах.
Появление сервисного центра ста-ло важным шагом к созданию элек- тротехнического кластера АББ в Ека-теринбурге. Компания уже имеет здесь региональное представитель-ство и производственную площад- ку высоковольтного оборудования. В прошлом году в бизнес-центре «Филитц» был открыт новый высоко-технологичный офис АББ. «За послед- ние 20 лет компания стала активным участником развития экономики России и продолжает рост. В настоя-щее время идет интенсивное развитие кластера АББ в Екатеринбурге и строи-
тельство производственного кластера в Липецке, – отметил Анатолий Попов, президент АББ в России. – Мы стре-мимся не просто продавать импортное оборудование, но и обеспечивать про-изводственно-техническую базу, рас- тить собственные научно-технические кадры, развивая тем самым россий-скую экономику».

18 Энергия разума 2|14
Наши технологии
СБОРКА ЩИТА В СТИЛЕ «ЛАЙФХАК»На площадках для профессионального общения электромонтажники и энергетики часто обсуждают различные решения по сборке щитов. Обмен опытом помогает развивающимся специалистам добавить в свою копилку новые приемы, которые оптимизируют рабочий процесс. Такие хитрости, по-современному – «лайфхаки», позволяют существенно экономить время и упростить выполнение некоторых операций.
Лайфхак первый: в тесноте, да не в обиде
Итак, этап разработки линей-ной схемы прошел «без сучка без задоринки», подбор необходимых электротехнических комплектующих уже состоялся. Теперь нужно опре-делить габариты оболочки, в которую будут установлены аппараты. Кажет-ся, что справиться с этой задачей проще простого. Требуется лишь просуммировать количество моду-лей однополюсных автоматических выключателей, добавить утроенное число трехфазных и включить в расчет ширину счетчика (если он также мон-тируется на DIN-рейку). Разумеется, надо не забыть учесть аппараты диф-ференциальной защиты, сигнальные лампы и пр.
Правда, порой беда приходит откуда не ждали. «Нашей бригаде по-ступил заказ сделать проводку в одном из павильонов торгового центра. В проекте все красиво – оборудование занимает 19 модулей, подобран двух-рядный щиток на 24 модуля. На деле ставить такой бокс некуда! Подсобно-го помещения нет – стоит картонная загородка, на противоположной от нее стене – окно. Свободное место нашлось только на крохотном куске стены, под навесной конструкцией. Там еле-еле стандартный 18-модульный однорядный бокс влез… Пришлось несколько групп розеток объеди-нить в одну», – поделился случаем из практики один из завсегдатаев интер-нет-форума для профессионалов.
Альтернативным вариантом ре-шения проблемы могла стать электротехническая оболочка с воз- можностью создания дополнительно-го 18-миллиметрового модуля (рис. 1). Двумя легкими движениями молотком по отвертке или просто ножом бокс превращается из 18- в 19-модульный, 24-местный – в 26-ти, а в трехрядном 36-модульном щитке «прячутся» уже целых три дополнительных места.
Лайфхак второй: с прицелом на будущее
Ситуация, рассмотренная в первом случае, довольно критич-на. «Щиток предполагает около 25% свободного места относительно его вместимости, – говорит Михаил Богач, директор по производству компании «Регионэлектро». – Обычно при монта-же мы оставляем верхнюю DIN-рейку под вводной аппарат и распределитель-ный кросс-модуль. Она же является резервной на случай появления допол-
нительного оборудования. Вторая и последующая рейки комплектуются исходя из линейной электрической схемы. Порой эти ряды заполняются лишь частично, что оставляет место для маневра. Однако в нашей практике бывали случаи, когда заказчик прин-ципиально отказывался отступать от проекта в сторону увеличения габарита щита, вот тогда бокс наполнялся аппа-ратами под завязку – каждый модуль был на счету».
Как поступить, если резерв не был оставлен вообще или его недостаточно? Например, возвели дом, сделали ввод-ной шкаф, а потом достроили гараж, мастерскую, веранду. Очевидный вы- ход – снять бокс и смонтировать новый. Правда, это грозит и финансовыми, и трудовыми затратами. «Чтобы в перспек-тиве сэкономить и время, и средства, можно сразу установить оболочку, кон-структивные особенности которой позволяют впоследствии совмещать ее с подобными боксами, – рекомен-дует Владимир Гореликов, инженер по продукту компании АББ, лидера в про-изводстве силового оборудования и технологий для электроэнергетики и автоматизации. – Например, к шкафу серии Mistral65 просто присоединяется
Рис. 1. Дополнительный модуль в боксе – по 9 мм с каждой стороны фальш-панели
ЛайфхакЛайфхак (от англ. life hack) – набор мето-
дик и приемов «взлома» окружающей
жизни для упрощения процесса достиже-
ния поставленных целей при помощи раз-
ных полезных советов и хитрых трюков.

19Энергия разума 2|14
Наши технологии
еще один бокс, при этом сохраняются степень пылевлагозащиты и единство стиля оборудования (рис. 2). Кстати, такая функциональная возможность пригодится при необходимости раз-граничения доступа: в первом боксе можно поставить аппараты А, и отве-чать за них будет электрик А, а ключи от второго щитка с оборудованием Б будут у специалиста Б».
Лайфхак третий: кто в лес, кто по дрова
Нередки случаи, когда в один шкаф требуется поставить разнородное обо-рудование – аппараты в литом корпусе, модульные автоматические выключа-тели, различные кнопки и сигнальные лампы. Можно, конечно, взять обычный
металлический корпус, в котором нет ничего, кроме монтажной платы, и рас-пределить все в нем, но такой процесс займет довольно много времени, плюс финансовые затраты на комплектацию будут высокими. Сегодня все можно сделать быстро и красиво, как на рис. 3.
В современных оболочках суще-ствуют конструктивные особенности, благодаря которым становится возмож-ной установка в шкаф оборудования, различного по размерам. Например, одна из «хитростей» бокса – выбор из нескольких положений установки DIN-реек по глубине, а также возмож-ность изменения расстояния между ними со 150 мм (общеевропейский стан-дарт) до 125 мм (немецкий стандарт) (рис. 4). «Возможность регулировать
положение DIN-реек, несомненно, дает преимущества, – уверен Михаил Богач («Регионэнерго»). – Например, когда необходимо установить автоматиче-ские выключатели в литом корпусе или клеммники на 50-95 мм
2. Если делать это без "облегчающих опций", придется из-готовить монтажную плату и подогнать пластрон, а для кнопок и ламп установить специальные DIN-реечные подставки».
Лайфхак четвертый: дьявол кроется в деталях
Во избежание лишних неприятностей в ходе сборки и установки электриче-ского шкафа при покупке бокса стоит обращать внимание на следующие детали:
1. Возможность быстро перевесить дверцу. Это обеспечивается симметрией изделия, позволяющей легко изменить направление открывания двери.
2. Наличие удобных кабельных трасс внутри оболочки. Высший пилотаж – интегрированные держатели кабеля и заранее предусмотренные места для его крепления стяжками к основанию бокса (рис. 5).
Рис. 2. Соединение двух щитов серии Mistral65 с сохранением IP
Рис. 5. Места для крепления проводов стяжками к основанию бокса
Рис. 4. Изменение расстояния между DIN- рейками. Слева – 150 мм, справа – 125 мм
Рис. 3. Возможности комплектации электрического шкафа

20 Энергия разума 2|14
Наши технологии
3. Возможность установить замок, чтобы исключить несанкциониро-ванный доступ к аппаратам. Для еще большей защиты бокса от по-сторонних допустимо использовать дополнительные аксессуары, позво-ляющие опломбировать переднюю панель (рис. 6).
Лайфхак пятый: не думай о секундах свысока
Как правило, сборка и монтаж элек- трического шкафа производятся в раз- ных местах, поэтому для многих специа-листов становится незаменимой съемная рама. Оболочка остается на объекте, а металлические профили единой кон-струкцией вынимаются и доставляются в сборочный цех, а потом в собранном виде устанавливаются обратно (рис. 7).
Очевидно, что съемная рама позволяет существенно сэконо-мить время на монтаж. По словам специалистов, порой при сборке и установке одного изделия удается сберечь несколько часов. Дополни-тельным способом закончить работу быстрее становятся преперфори-рованные отверстия на верхнем и нижнем фланцах (рис. 8). Они позво-ляют осуществить ввод кабеля без применения ступенчатого сверла или дрели – отверстие легко выбивается при помощи отвертки или молотка.
Лайфхак шестой: по одежке встре-чают
Большая часть заказчиков оцени-вает качество работы по сборке щита «на глазок». «Эстетичный вид изделия – залог положительных отзывов и реко-мендаций в профессиональной среде, – уверен Владимир Гореликов (АББ). – Понимая данный факт, специалисты нашей компании разработали новую
серию оболочек Mistral65, которая отличается эргономичным дизайном, плавными линиями, декоративной текстурой, подчеркивающей качество используемых материалов. Такой щит можно повесить в музее (рис. 9), а можно на промышленном предприятии. Ведь за внешним видом скрываются функциональные элементы, обеспечи-вающие двойную изоляцию, а также пенополиуретановые уплотнения и система запирания дверей, которые в совокупности обеспечивают степень защиты IP 65».
Лайфхак седьмой: другие полезные мелочи
Настоящий профессионал своего дела всегда заботится об общей за-вершенности изделия, поэтому еще на стадии подбора бокса играют роль такие функциональные мелочи, как петли для настенного монтажа, ма-скировочные пробки, заглушки на незанятые модули, держатели клемм, ограничители на DIN-рейку. Не стоит забывать, что при выборе бокса с повышенной пылевлагозащитой все аксессуары должны иметь не меньшее значение IP. То есть если ввод кабеля в оболочку с IP 65 осуществлять саль-никами со степенью защиты 54, то у всего изделия будет IP 54.
В случае если монтаж на объек-те будет осуществлять сторонняя организация и есть сомнения в компе-тентности ее сотрудников, при сборке имеет смысл воспользоваться рас-пределительным блоком (рис. 10). Он обеспечит легкость подключения и четкую идентификацию каждой точки распределения. Данный аксессуар позволяет минимизировать риск оши-бочной коммутации.
Рис. 6. Опломбировка передней панели щита
Рис. 8. Обычный (справа) и преперфорированный (слева) щиты
Рис. 7. Съемная рама с DIN-рейками

21Энергия разума 2|14
Наши технологии
Каждый специалист в области сборки электрощитового оборудова-ния рано или поздно вырабатывает свой уникальный стиль. Его созда-нию способствуют нетривиальные задачи в области распределения
электроэнергии и малой автоматиза-ции, а также часы проверки опытным путем принятых решений. Примене-ние маленьких житейских хитростей, собравшихся в личной копилке, экономит массу времени и выдает
«почерк» высококлассного специали-ста, превращая каждый собранный щит в произведение искусства.
Рис. 9. Вид бокса Mistral65 в интерьере
Рис. 10. Распределительные блоки компании АББ

22 Энергия разума 2|14
Наши проекты
Суда c бортовой системой постоянного тока Onboard DC Grid экономят до 27% топлива Первые в индустрии задокументиро-ванные результаты испытаний Onboard DC Grid подтверждают значительное уменьшение расхода топлива и сниже-ние уровня шума.
Компания АББ, лидер в про-изводстве силового обору-дования и технологий для автоматизации, представи-ла результаты независимо-
го технического надзора третьей сто-роной, подтверждающие, что Onboard DC Grid помогает сократить потребле-ние топлива, снизить уровень шума, а также контролировать воздействие на окружающую среду.
Испытания, проведенные Pon Power в сотрудничестве с АББ на судне снаб-
жения Dina Star, принадлежащем су-довладельцу Myklebusthaug Offshore, выявили сокращение удельного расхо-да топлива до 27%. Это первые задоку-ментированные результаты испытаний судна, оснащенного системой Onboard DC Grid, которая позволяет двигателям работать на различных скоростях для максимальной топливной эффективно-сти на каждом уровне нагрузки.
Испытания также определили рас-ход топлива в ходе динамической стабилизации в сложных погодных
условиях: экономия составила 14%. Динамическая стабилизация, во время которой компьютеры автоматически поддерживают позицию судна, состав-ляет значительную часть операционно-го профиля типичного судна обеспече-ния платформ.
«Onboard DC Grid – это значитель-ный шаг вперед в области создания электрических движителей. Мы рады, что результаты работы системы пре-высили наши ожидания, – сказал Вели-Матти Реиниккала, руководи-тель подразделения «Автоматизация процессов» АББ. – Onboard DC Grid – конкурентное преимущество судо-владельцев, работающих с разными типами судов, от судов снабжения до паромов и яхт, стремящихся повысить эффективность использования топли-ва и сократить количество выбросов».
В дополнение к расходу топлива Pon Power и АББ также определили уровень шума в машинном отделении.

23Энергия разума 2|14
Наши проекты
Испытания показали снижение шума на 30%, что способствует улучшению условий труда на судне.
«Мы уже долгое время работаем над проблемой подавления шума и вибраций с нашим решением GenFlex Design. Возможность задокументиро-вать такой уровень эффективности использования топлива наряду с шу-моподавлением является очень важ-ным новым шагом для нас, так как мы поставляем решения для электропи-тания, а также для наших клиентов, работающих в сложных условиях», – говорит Оле Кнарберг, коммерческий директор сегмента морской промыш-ленности Pon Power в Скандинавии. Dina Star питают четыре двигателя Caterpillar 3516, а также C32 с регули-руемой частотой вращения.
«Мы работаем в условиях жесткой конкуренции, где клиенты сосредо-тачивают свое внимание на эксплу-атационных затратах и воздействии
на окружающую среду. Результаты Dina Star, первого судна, оснащенного Onboard DC Grid, перспективны и уве-личивают наши конкурентные преиму-щества, – заявил Торе Мюклебустхауг, генеральный директор Myklebusthaug Management. – Основываясь на ре-зультатах тестов, мы можем теперь с уверенностью сказать, что Onboard DC Grid обеспечивает значительную экономию топлива, что это принесет пользу фрахтователям судов».
АББ представила инновационную систему распределения электроэнер-гии Onboard DC Grid в 2011 году. Суд-но снабжения Dina Star, предостав-ленное Myklebusthaug Management верфью Kleven Yard в 2013 году, яв-ляется первым судном, оснащенным Onboard DC Grid. Эта система рас-пределения электроэнергии получила «Принципиальное одобрение амери-канского бюро судоходства» в январе 2014 года.
Onboard DC Grid Система АББ Onboard DC Grid – про-
рыв в оптимизации движения путем рас-пределения энергии через единую цепь постоянного тока. В отличие от традици-онных систем переменного тока система обеспечивает значительную экономию электроэнергии, а также повышает запас мощности и уровень безопасности.
Благодаря распределению постоян-ного тока система Onboard DC Grid по-зволяет двигателям работать на различ-ных скоростях. В результате потребление топлива и выбросы значительно умень-шены по сравнению с традиционными двигательными системами. Onboard DC Grid также позволяет улучшить динами-ческие характеристики двигателей.
Система облегчает использование ба-тарей и других устройств хранения энер-гии, что в дальнейшем повысит энерго-эффективность и будет способствовать сокращению выбросов.

24 Энергия разума 2|14
Историческая хроника
Первый проект Brown, Boveri & Cie в России – «Новороссийский элеватор»
«В России первым предприятием, где начали применять трехфазный ток, был Новороссийский элеватор. Созданием системы в 1893 году руководил инженер А. Н. Щенснович. Для питания сети использовались четыре синхронных генератора по 300 кВт».
Профессор Соловьев А.С.
«Там на горе стоит зерновый элеватор, этажей в двенадцать высоты, а из самого верхнего этажа, по наклонному желобу, чуть ли не в версту длиною, льется беспрерывным золотым потоком тяжелое, полновесное зерно, вливается к нам прямо в трюм и заполняет весь корабль, заставляя его постепенно погружаться в воду. Нам приходилось только разравнивать лопатами его тяжелые груды, причем мы утопали в зерне по самые колени и чихали от пыли».
Куприн А.И. Капитан (1913)
Руководство Brown, Boveri & Cie прекрасно пони-мало важность бурно развивающегося электро-
технического рынка в Российской империи. Вальтер Бовери, побывав в Нижнем Новгороде в 1887 году, еще до образования Brown, Boveri & Cie, высоко оценил открывающиеся в этом направлении перспективы. Он писал: «…дело в России решительно стоит открыть – в особенности при наличии собственного производства, – потому что конкуренции со стороны россий-ских производителей нет практически никакой, а электрическое освеще-ние распространяется повсеместно прямо ошеломляющими темпами. В Германии в скором времени уже чуть ли не в каждом городе будет компа-ния по производству электрических машин, причем все они получают очень хорошую прибыль».
В 1888 году железная дорога сое-динила Тихорецк и Новороссийск. Из Воронежской губернии, с Поволжья, с Кубани и Дона – всего хлебного юга Российской империи – в Новорос-сийск потянулись многочисленные
Рис. 1. Александр Николаевич Щенснович
(1845-1922)
Дмитрий Бородин, Виктор Бородин
25Энергия разума 2|14
Историческая хроника
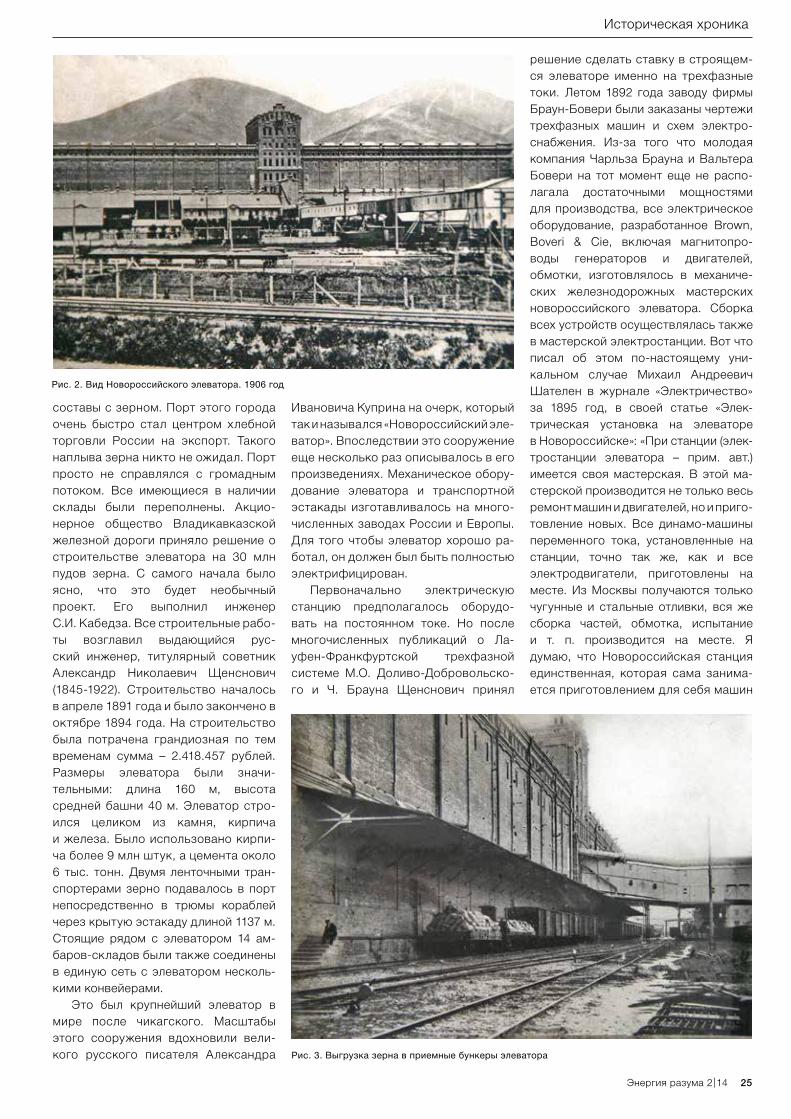
составы с зерном. Порт этого города очень быстро стал центром хлебной торговли России на экспорт. Такого наплыва зерна никто не ожидал. Порт просто не справлялся с громадным потоком. Все имеющиеся в наличии склады были переполнены. Акцио-нерное общество Владикавказской железной дороги приняло решение о строительстве элеватора на 30 млн пудов зерна. С самого начала было ясно, что это будет необычный проект. Его выполнил инженер С.И. Кабедза. Все строительные рабо- ты возглавил выдающийся рус-ский инженер, титулярный советник Александр Николаевич Щенснович (1845-1922). Строительство началось в апреле 1891 года и было закончено в октябре 1894 года. На строительство была потрачена грандиозная по тем временам сумма – 2.418.457 рублей. Размеры элеватора были значи-тельными: длина 160 м, высота средней башни 40 м. Элеватор стро-ился целиком из камня, кирпича и железа. Было использовано кирпи-ча более 9 млн штук, а цемента около 6 тыс. тонн. Двумя ленточными тран-спортерами зерно подавалось в порт непосредственно в трюмы кораблей через крытую эстакаду длиной 1137 м. Стоящие рядом с элеватором 14 ам-баров-складов были также соединены в единую сеть с элеватором несколь-кими конвейерами.
Это был крупнейший элеватор в мире после чикагского. Масштабы этого сооружения вдохновили вели-кого русского писателя Александра
Ивановича Куприна на очерк, который так и назывался «Новороссийский эле-ватор». Впоследствии это сооружение еще несколько раз описывалось в его произведениях. Механическое обору-дование элеватора и транспортной эстакады изготавливалось на много-численных заводах России и Европы. Для того чтобы элеватор хорошо ра-ботал, он должен был быть полностью электрифицирован.
Первоначально электрическую станцию предполагалось оборудо-вать на постоянном токе. Но после многочисленных публикаций о Ла-уфен-Франкфуртской трехфазной системе М.О. Доливо-Добровольско-го и Ч. Брауна Щенснович принял
решение сделать ставку в строящем-ся элеваторе именно на трехфазные токи. Летом 1892 года заводу фирмы Браун-Бовери были заказаны чертежи трехфазных машин и схем электро-снабжения. Из-за того что молодая компания Чарльза Брауна и Вальтера Бовери на тот момент еще не распо-лагала достаточными мощностями для производства, все электрическое оборудование, разработанное Brown, Boveri & Cie, включая магнитопро-воды генераторов и двигателей, обмотки, изготовлялось в механиче-ских железнодорожных мастерских новороссийского элеватора. Сборка всех устройств осуществлялась также в мастерской электростанции. Вот что писал об этом по-настоящему уни-кальном случае Михаил Андреевич Шателен в журнале «Электричество» за 1895 год, в своей статье «Элек-трическая установка на элеваторе в Новороссийске»: «При станции (элек-тростанции элеватора – прим. авт.) имеется своя мастерская. В этой ма-стерской производится не только весь ремонт машин и двигателей, но и приго-товление новых. Все динамо-машины переменного тока, установленные на станции, точно так же, как и все электродвигатели, приготовлены на месте. Из Москвы получаются только чугунные и стальные отливки, вся же сборка частей, обмотка, испытание и т. п. производится на месте. Я думаю, что Новороссийская станция единственная, которая сама занима-ется приготовлением для себя машин
Рис. 2. Вид Новороссийского элеватора. 1906 год
Рис. 3. Выгрузка зерна в приемные бункеры элеватора

26 Энергия разума 2|14
Историческая хроника
и двигателей, притом таких значитель-ных размеров. Это можно объяснить себе только отдаленностью места и отсутствием специальных заводов и мастерских. Станции приходилось самой готовить себе технический персонал и, конечно, лучший путь для этого был избранный. Техники, участ-вуя сами в постройках машин, лучше узнавали их детали и их устройство и могли затем лучше следить за их ра-ботой».
Журнал «Русский вестник» за 1895 год также подчеркивал основ-ную особенность этого проекта: «Отличие новороссийского элеватора состоит в том, что при его построй-ке применялись самые последние усовершенствования, из которых значительная часть не заимствована, а придумана, запроектирована и ис-полнена на месте».
В 1893 году элеватор был уже элек- трифицирован. Электроэнергия выра- батывалась на центральной станции, размещенной в отдельном одноэ-тажном здании, разделенном на три части. В первой находились шесть
паровых котлов системы Шухова с нефтяным отоплением. Во второй – четыре паровых двигателя завода «Бейхельта» и четыре трехфазных синхронных генератора независимо-го возбуждения конструкции Brown, Boveri & Cie с мощностью по 300 кВА
каждый. Генераторы были 24-по-люсными, вращались с частотой 125 об/мин и вырабатывали электро-энергию в 250 В, 700 А, 25 Гц. Общая мощность составляла 1200 кВА, то есть это была в то время самая мощная в мире трехфазная электростанция. Для возбуждения генераторов при-менялись две машины постоянного тока (16,7 кВт, 800 об/мин, 110 В, 150 А), изготовленные на предприятии «Эрликон». Синхронные генераторы могли работать параллельно, и их синхронизация осуществлялась при помощи ламповых указателей фаз. Проводники каждой фазы цепи, от-ходящей от генераторов, имели свой цвет, и их можно было легко просле- дить в отдельности. Кабели от гене- раторов шли к распределительному устройству, от которого отходили 12 линий для питания 83 асинхрон- ных электродвигателей, приводя-щих в движение многочисленные системы транспортеров для зерна. Ча-стота вращения двигателей была 500 и 750 об/мин, мощность варьирова- лась от 5 до 20 л. с. Коэффициент
Рис. 4. Михаил Андреевич Шателен (1866-1957)
Рис. 5. Электростанция новороссийского элеватора. 1894 год

27Энергия разума 2|14
Историческая хроника
мощности всей электроустановки был очень низким – 0,35-0,5 из-за постоянной недонагруженности тран-спортеров элеватора и «ненормально больших» размеров воздушного зазора асинхронных двигателей, которые были изготовлены, по сути, в ку-старных условиях. Примечательно, что в системе электроснабжения элеватора не был применен ни один трансформатор.
Новейшая технология того време-ни позволила увеличить экспорт зерна до 40-45 млн пудов в год (655-737 тыс. тонн). Число рабочих на элеваторе со-ставляло всего 60 человек.
История сохранила для нас неко-торые интересные технические детали электрических машин конструкции Brown, Boveri & Cie: - Все электродвигатели были от-крытого, незащищенного типа с короткозамкнутым ротором.- Сердечники статоров мощностью в 20 и 10 л. с. состояли из штампован-ных листов толщиной примерно 0,2 мм с бумажной изоляцией, набранных и спрессованных в станине, состоящей из двух чугунных половин, стянутых болтами. В двигателях 5 л. с. листы
статора были спрессованы в неразъ-емных чугунных станинах. Сердечники роторов были также шихтованными.- Обмотки статоров мощностью 20 и 10 л. с. имели обмотку стержневого типа. Двигатели меньшей мощности имели обмотку катушечного типа. Обмотка статоров была соединена в звезду.- Статор и ротор имели закрытые круг- лые пазы.- Двигатели имели подшипники сколь-жения с кольцевой смазкой.
Таким образом, конструкция асинхронных электродвигателей в Но-вороссийске практически повторяла конструкцию трехфазного двигателя мощностью 20 л. с., представленного Чарльзом Брауном на Франкфуртской выставке годом ранее.
У новороссийского элеватора по-лучилась довольно непростая судьба. Во время Гражданской войны он был почти полностью разграблен. Зерно некоторое время загружали на кора-бли грузчики, численность которых приближалась к 1 тыс. человек. В одной из бригад по погрузке работал некоторое время легендарный борец Иван Поддубный. Но большая часть
электрооборудования была восста-новлена и проработала до Великой Отечественной войны. В 1941 году элеватор сильно бомбили. А позже, во время оккупации Новороссийска, фашисты сделали из него непри-ступную цитадель. Только в сентябре 1943 года, после ожесточенного штур- ма, им овладела рота автоматчиков-десантников 393-го Новороссийского отдельного батальона морской пехоты и шесть суток обороняла его до под-хода главных сил Красной армии. После войны предприятие ценой больших усилий подняли из руин. В 1975 году элеватор был переиме-нован в «Новороссийский комбинат хлебопродуктов». Сейчас это сов-ременный перегрузочный комплекс, ориентированный на экспорт (как и 120 лет назад), с общим объемом перевалки зерна около 3,5 млн тонн в год.
Рис. 6. Генераторы новороссийской электростанции. 1894 год

АББ объявляет новую эру промышленных роботовНовый дизайн. Новый цвет. Новый уровень кооперации.
АББ – лидер в области производства промышленных роботов, модульных про-изводственных систем и сопутствующих сервисных услуг. Наши решения помо-гают повысить производительность, качество продукции и безопасность труда. Более 250 тыс. роботов АББ установлены по всему миру. Наши роботы трудятся в различных отраслях промышленности, выполняя операции загрузки/разгрузки технологических машин и станков, электродуговой и точечной сварки, сборки механических и электронных деталей, покраски, укладки продукции.